Back
[00:07:45] -!- witnit has quit [Quit: witnit]
[00:08:44] -!- witnit [witnit!~Thunderbi@199.168.78.124] has joined #linuxcnc
[00:15:59] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[00:16:34] -!- joem_ has quit [Read error: Connection reset by peer]
[00:16:58] -!- joem_ [joem_!~joem_@2601:280:c100:3370:292f:1fd:b707:3623] has joined #linuxcnc
[00:18:21] -!- Duc has quit [Ping timeout: 244 seconds]
[00:23:11] -!- taylorbyte [taylorbyte!~taylorbyt@202.172.121.52] has joined #linuxcnc
[00:26:54] -!- cbzx [cbzx!~cbzx@CPE0015f275ecd5-CM00195edd810c.cpe.net.cable.rogers.com] has joined #linuxcnc
[00:30:25] -!- Kucharsky has quit [Ping timeout: 255 seconds]
[00:31:20] -!- asdfasd has quit [Ping timeout: 250 seconds]
[00:38:31] -!- rob_h has quit [Ping timeout: 255 seconds]
[00:56:17] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:56:27] <_methods> i just sprayed mine with stainless steel
[01:05:56] -!- Cromaglious_ has quit [Ping timeout: 252 seconds]
[01:06:20] <Tom_itx> silly me
[01:06:34] <Tom_itx> i should have invented SS spray paint
[01:07:56] <_methods> hehe
[01:08:06] <_methods> its superhydrophobic
[01:13:08] -!- r00t4rd3d [r00t4rd3d!183b8941@gateway/web/freenode/ip.24.59.137.65] has joined #linuxcnc
[01:14:26] -!- Loetmichel [Loetmichel!~cylly@p54B116E9.dip0.t-ipconnect.de] has joined #linuxcnc
[01:14:26] -!- FloppyDisk has quit [Read error: Connection reset by peer]
[01:15:01] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[01:15:13] -!- Loetmichel2 has quit [Ping timeout: 252 seconds]
[01:18:27] -!- justanotheruser has quit [Ping timeout: 248 seconds]
[01:23:00] <_methods> http://www.navage.com/Default.asp
[01:23:11] <_methods> can't believe that isn't a kickstarter
[01:24:10] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[01:27:24] <r00t4rd3d> just got my cnc out of storage after 2 years :)
[01:28:05] -!- bilboquet [bilboquet!~bilboquet@95-210-222-153.ip.skylogicnet.com] has joined #linuxcnc
[01:39:12] -!- r00t4rd3d has quit [Quit: Page closed]
[01:39:25] <pink_vampire|3> joem_: it's sounds interesting
[01:40:51] -!- Computer_barf has quit [Read error: Connection reset by peer]
[01:41:15] pink_vampire|3 is now known as pink_vampire
[01:57:05] <pink_vampire> there is a good place to get setup jacks?
[01:58:09] <pink_vampire> archivist: ?
[01:58:13] <pink_vampire> XXCoder: ?
[01:58:18] <pink_vampire> Tom_itx: ?
[02:05:24] <Tom_itx> http://www.ebay.com/itm/Fowler-52-104-025-Machinist-Jack-Set-1000lbs-Capacity-Free-Shipping-New-/121717250008?hash=item1c56e9d7d8:g:QNoAAOSwDNdVudvi
[02:05:47] <Tom_itx> http://www.ebay.com/itm/PAIR-Starrett-190-A-little-giant-jack-SCREW-tools-Machinist-tool-/252286636385?hash=item3abd749161:g:GCQAAOSwWTRWv-Ze
[02:05:53] <Tom_itx> i've got some of those
[02:06:37] <Tom_itx> http://www.ebay.com/itm/NEW-MACHINIST-JACK-SCREW-SET-1000-lb-lifting-rigging-equipment-moving-tools-/321519136290?hash=item4adc08ae22:g:re4AAMXQydtTNTmL
[02:06:42] <Tom_itx> if you need spacers too
[02:10:15] <CaptHindsight> whats the usual problem with the Bridgeport J-head when they get stuck in either High or Low range?
[02:12:44] <_methods> that damn switch gets stuck some times
[02:13:06] <_methods> spin the spindle by hand a bit and try to switch it over
[02:15:26] <yasnak> yeah
[02:15:38] <yasnak> toggle the lever a bit with it off and you moving the spindle back and forth
[02:15:44] <yasnak> itll catch eventually
[02:15:57] <_methods> jiggle dat bitch
[02:21:30] <yasnak> giggityu
[02:23:33] <CaptHindsight> _methods: this is for when that trick no longer works
[02:23:58] <_methods> ah then it's take it apart time
[02:24:03] -!- cbzx has quit [Ping timeout: 240 seconds]
[02:24:14] <CaptHindsight> yeah
[02:25:22] <CaptHindsight> it's only 56, so still getting broken in
[02:26:18] <pink_vampire> http://www.grizzly.com/products/Heavy-Duty-Jack-Screw-Set/H5877
[02:27:41] <pink_vampire> this set look like a copy of the starrett set
[02:28:22] <pink_vampire> http://www.starrett.com/metrology/product-detail/Jack-Screws/Precision-Shop-Tools/Precision-Hand-Tools/Precision-Measuring-Tools/SF190
[02:28:47] <CaptHindsight> http://www.shars.com/special-offers/monthly-sales-flyer?digital_readout_category=Linear+Scales
[02:29:16] <CaptHindsight> ~50% off for their scales
[02:29:47] <CaptHindsight> the aluminum ones anyway
[02:31:29] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[02:32:44] -!- justanotheruser has quit [Ping timeout: 244 seconds]
[02:33:06] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[02:38:04] <Tom_itx> CaptHindsight, i'm not sure but my friend just rebuilt his not too long ago
[02:38:34] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[02:39:05] <_methods> there's as a few things that can go wrong in there but most of them are fairly easy to fix
[02:39:07] -!- remstw has quit [Ping timeout: 255 seconds]
[02:39:25] <CaptHindsight> I just hope it's not gremlins
[02:39:40] <CaptHindsight> or a gypsy curse
[02:40:01] <_methods> haha
[02:40:28] <CaptHindsight> the z-axis autofeed is also getting sticky
[02:40:41] <CaptHindsight> probably needs a good cleaning
[02:41:08] <yasnak> when screwing hard always remember lube
[02:41:23] <CaptHindsight> I'm not sure how someone managed to score a ring around the quill about an inch from the bottom
[02:42:12] <yasnak> Someone cross threaded and continued to keep screwing until they got the collet in on one of ours
[02:42:20] <yasnak> Yeah, I nearly murdered someone after that
[02:42:32] <yasnak> The drawbar that is
[02:43:43] <CaptHindsight> well more than half my machines were acquired from those that crashed or wired them wrong
[02:43:44] <yasnak> Or how when you change the gears the forward and rev aren't exactly always correct. Night shift prepped a bunch of castings using a 0.75 drill. Would clean up later leaving about 0.05". Well, so much for that as they ran the drill backwards and complained of how hard it was to drill.
[02:44:00] <CaptHindsight> lol
[02:44:07] <yasnak> Yeah, some people really worry me
[02:46:28] <_methods> reverse drilling is an advanced machining technique lol
[02:47:03] <CaptHindsight> friction drilling
[02:47:05] <SpeedEvil> Is there any scenario in which it's legit?
[02:47:19] <SpeedEvil> I've used it to deburr sheet, which would grab forward
[02:47:24] <SpeedEvil> ^holes in
[02:47:37] <CaptHindsight> maybe when trying to weld a drill into acrylic
[02:48:33] <Sync> when you have lefthand threads
[02:48:42] <Sync> or lefthand endmills
[02:49:57] <yasnak> i mean...
[02:50:06] <yasnak> I use left handed drills for drilling thin metals
[02:50:16] <yasnak> or plastic that de-laminates
[02:50:28] <yasnak> and left handed endmills for...they come in handy ;)
[02:51:30] <CaptHindsight> it's odd that there is blizzard warning just a few miles from me, but not a flake in the sky here
[02:54:34] <_methods> stealth blizzard
[02:56:31] <robin_sz> I use downcut router bits on very thin metal
[02:56:38] <gregcnc> I wonder if robots will also diet for people soon
https://www.youtube.com/watch?v=e5TofulUhEg
[02:56:57] <yasnak> diet?
[02:57:01] <zeeshan> SpeedEvil: most common scenario ive seen is machining thin parts
[02:57:06] <zeeshan> where you want to push the part down
[02:57:10] <zeeshan> rather than lift
[02:57:12] <robin_sz> been playing with a lot of thin ally recently, I could not get good holes with a drill
[02:57:30] <yasnak> with thin thin metals
[02:57:39] <yasnak> use doublesided tape on a backing plate
[02:57:45] <yasnak> ez pz
[02:57:46] <robin_sz> but just using the same router bit as I do for the cuts worked fine
[02:58:03] <CaptHindsight> not enough of it to laser or chemical etch?
[02:58:21] <yasnak> laser would be best
[02:58:46] <yasnak> we have a waterjet as well, edm if we need. edm and water need to be stacked as it will deflect from the water jets
[02:59:22] <CaptHindsight> phaser set to drill :)
[02:59:26] <robin_sz> same with laser
[02:59:49] <robin_sz> thin stuff is a pain on the laser, especially ally
[03:00:02] <yasnak> if its high production we usually just make a die and use the cnc press
[03:00:10] <CaptHindsight> how thin and what type of alloy?
[03:00:19] <yasnak> which is my fav method as i don't need to do it anymore on the cncs ;p
[03:01:07] <yasnak> al on a laser sucks yeah, what a weird metal
[03:01:21] <CaptHindsight> somebody else's job :)
[03:01:39] * zeeshan is working with 0.002 - 0.001 for the lab
[03:01:40] <robin_sz> thick ally is a pain, needs so much power to cut
[03:01:44] <zeeshan> easy to make holes in it :)
[03:01:58] <robin_sz> below about 1.2mm its a pain
[03:02:19] <CaptHindsight> trained metal eating bacteria
[03:02:23] <robin_sz> im about to cut a lod of .016" 2024-T3 on the router
[03:02:29] <zeeshan> there is nothing pain about cutting al
[03:02:30] <zeeshan> :P
[03:02:35] <zeeshan> other than you need lube!
[03:02:38] <yasnak> lol
[03:02:39] <robin_sz> nah
[03:02:44] <robin_sz> no lube
[03:02:50] <yasnak> 1-2 thousanths
[03:02:55] <zeeshan> it clogs chip really quick
[03:02:58] <robin_sz> nah
[03:02:59] <yasnak> f i'd just use a pair of siccers lol
[03:03:03] <zeeshan> yasnak: haha
[03:03:11] <yasnak> scissors
[03:03:13] <robin_sz> I cut lots of 5083, no lube
[03:03:15] <zeeshan> i cut 3" circles
[03:03:18] <yasnak> autocorrect botched hard
[03:03:18] <zeeshan> guess how i do it?
[03:03:18] <robin_sz> 6mm plate
[03:03:30] <zeeshan> i took a tube and chamfered the end of it
[03:03:34] <CaptHindsight> use a plotter/cutter for that thin
[03:03:35] <zeeshan> and then i press down on it
[03:03:36] <zeeshan> done
[03:03:36] <zeeshan> :P
[03:03:39] <robin_sz> yep
[03:03:56] <robin_sz> Ive found hard ally is fine no lube
[03:04:03] <zeeshan> not 6061
[03:04:07] <zeeshan> at 40-80 ipm
[03:04:18] <zeeshan> itll jam a 3/8 3 flute easily
[03:04:25] <yasnak> 6061 i run balls out, 400 ipm
[03:04:26] <robin_sz> absilutely
[03:04:32] <zeeshan> yasnak: i wish i had that speed!!!
[03:04:42] <robin_sz> 40 ipm on a 3 flute ou deserve to get clogged
[03:04:45] <zeeshan> seems like my machine can only cut at 100 ipm
[03:04:53] <robin_sz> so ...
[03:04:55] <zeeshan> so ive been trying to use bigger and longer cutters
[03:04:58] <robin_sz> why use a 3 flute?
[03:05:00] <yasnak> i can go faster but the machine tends to jump around
[03:05:05] <zeeshan> robin_sz: to go faster?
[03:05:19] <robin_sz> but can you do 400ipm?
[03:05:21] <zeeshan> yasnak: did you see my vid of my machine jumping around on the back feed?
[03:05:27] <yasnak> nah
[03:05:33] <zeeshan> robin_sz: i dont have 290290238 rpm
[03:05:38] <zeeshan> im limited to 3150 rpm
[03:05:39] <yasnak> post it, ill check it in a few. need to grab some dinner. brb
[03:05:49] <robin_sz> wow
[03:05:49] <zeeshan> for me to cut faster with that speed, i need to get more flutes
[03:05:55] <robin_sz> yeah,
[03:06:00] <robin_sz> 8 though per tooth
[03:06:04] <robin_sz> *thou
[03:06:35] <gregcnc> did you make any progress on the speed issue?
[03:06:38] <zeeshan> https://youtu.be/70rd9fK-UGg?t=73
[03:06:40] <robin_sz> I use single flute, 18K rpm, 100 ipm
[03:06:42] <zeeshan> greg yes
[03:06:56] <zeeshan> i increased the acceleration for the axis
[03:07:08] <zeeshan> now ican do 140 ipm without any of that jerkiness
[03:07:15] <zeeshan> but at 200 ipm i can still notice it
[03:07:17] <zeeshan> good enough for me :P
[03:07:22] <zeeshan> nice robin
[03:07:33] <gregcnc> OK that makes sense
[03:07:40] <zeeshan> i need better drives
[03:07:46] <zeeshan> be25a20ac aint cutting it
[03:07:55] <gregcnc> more current?
[03:07:57] <zeeshan> not enough peak current
[03:07:58] <zeeshan> ya
[03:07:58] <robin_sz> I wish I could get 6061-T6 here in the UK at sensible price
[03:08:08] <zeeshan> robin_sz: whats a common alloy?
[03:08:27] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:08:46] <robin_sz> zeeshan, in general? or for this application?
[03:08:53] <zeeshan> in general thats available
[03:08:58] <robin_sz> 5083
[03:09:10] <zeeshan> hm
[03:09:11] <robin_sz> but not suitable for this project
[03:09:43] <zeeshan> almost all stores here carry 2024 3003 6061 7075
[03:09:48] <zeeshan> and 1100
[03:09:55] <robin_sz> the plans call for 6061-T6 or 2024-T3
[03:10:02] <zeeshan> whatcha makin
[03:10:05] <robin_sz> on an aero release
[03:10:11] <robin_sz> plane :)
[03:10:16] <zeeshan> ah
[03:10:38] <robin_sz> 6061-T6. 0.016" in USA = $80/sheet
[03:10:43] <gregcnc> 5000 series are highly corrosion resistant
[03:10:43] <robin_sz> in UK, $400
[03:10:54] <robin_sz> yes, 5083 is a good marine grade
[03:11:20] <zeeshan> wow
[03:11:26] <robin_sz> so, imgetting 2024-T3 alclad
[03:11:47] <robin_sz> 2024 is prone to corrosion
[03:12:03] <robin_sz> but you can get it clad with a few microns of pure ally
[03:13:06] <robin_sz> I made the flanging dies for the lightning holes the other day
[03:13:07] <robin_sz> https://www.dropbox.com/s/75s4952sgxl0auq/DSC_0201.jpg?dl=0
[03:13:20] <robin_sz> quite pleased with those
[03:13:52] <gregcnc> can't you get a H20 or something equal more easily?
[03:14:16] <robin_sz> it has to be one of the alloys mentioned on the plans
[03:14:43] <robin_sz> otherwise you are into a world of pain with the CAA
[03:15:01] <gregcnc> right certs airplanes are picky
[03:15:08] <robin_sz> yep
[03:15:44] <zeeshan> http://i.imgur.com/Rd3xTqR.png
[03:15:47] <zeeshan> http://i.imgur.com/Rd3xTqR.png
[03:15:56] <zeeshan> http://i.imgur.com/7Z3b3xw.png
[03:16:41] * zeeshan likes 2024
[03:17:16] <robin_sz> yep
[03:17:26] <robin_sz> its not as corrosion resistant
[03:17:37] -!- Duc [Duc!~Duc@24.96.23.106] has joined #linuxcnc
[03:17:38] <robin_sz> and it might be a bit of a pain when forming the ribs
[03:17:59] <robin_sz> but, its easier to get
[03:18:06] <robin_sz> over here anyway
[03:19:02] <zeeshan> hm
[03:19:05] <zeeshan> ive never used 2024 before
[03:19:13] <zeeshan> its more ductile and stronger than 6061
[03:19:17] <evil_ren> that sucks. 6061 is like, normal aluminum here
[03:19:38] <zeeshan> whatrs the catch
[03:19:45] <zeeshan> even the fatigue strength is higher
[03:20:02] <evil_ren> shrug, maybe just more expensive
[03:20:18] <robin_sz> and the corrosion resistance of plain 2024 is shit
[03:20:49] <robin_sz> you're right though, greater ductility
[03:21:05] <robin_sz> actually, I just stopped worrying about forming those ribs :)
[03:21:12] <evil_ren> yeah mcmaster chart says corrosion resistance is the diff
[03:21:20] <zeeshan> corrosion resistance makes sense
[03:21:27] <zeeshan> 90-95% al content
[03:21:32] <robin_sz> thats why I ma using alclad
[03:21:36] <zeeshan> vs 96-99% al
[03:21:38] <zeeshan> cool
[03:21:58] <zeeshan> cladded aluminum is awesome
[03:22:09] <robin_sz> although quite how many microns of pure al you get on 0.016" sheet is questionable
[03:22:28] <robin_sz> they even do a 0.012" sheet
[03:22:45] <zeeshan> im sure you can request the batch specs
[03:22:57] <zeeshan> the sheets i asked for paper work for
[03:22:58] <robin_sz> im sure it will come with full certs
[03:22:59] <zeeshan> cause i need to ducment it
[03:23:03] <robin_sz> same
[03:23:10] <robin_sz> I have to have it on a full release
[03:24:14] -!- [cube] has quit [Ping timeout: 250 seconds]
[03:24:17] <robin_sz> http://www.zenithair.com/stolch750/
[03:24:27] <robin_sz> sensible people just buy the kit
[03:24:40] <robin_sz> its only us idiots that buy raw sheet and feed the router
[03:26:19] <zeeshan> that looks like fun
[03:26:27] <robin_sz> oh yes
[03:26:28] <zeeshan> $375?!?
[03:26:34] <robin_sz> ?
[03:26:42] <zeeshan> how much is that kit
[03:26:47] <robin_sz> $19K
[03:26:51] <zeeshan> hehe
[03:27:10] <robin_sz> I have a router and a pressbrake
[03:27:49] <robin_sz> and Ive done DXF's of all the parts from the paper plans
[03:28:13] <robin_sz> they dont supply the drawings in electronic form
[03:28:23] <robin_sz> because, they are worried about people copying them
[03:28:37] <robin_sz> I guess they don't have scanners im America ...
[03:28:51] <evil_ren> how big are the drawings?
[03:28:55] <robin_sz> A3
[03:29:09] <robin_sz> local print shop scanne them for me for $20
[03:29:19] <evil_ren> yeah not everyone has one of those
[03:29:28] <robin_sz> a print shop? sure they do
[03:29:42] <robin_sz> every small town has one dont they?
[03:29:45] <evil_ren> and converting from raster would be drama, and converting from vector would make me paranoid
[03:29:55] <evil_ren> and yeah print shop would totally do it
[03:30:01] <robin_sz> thats what I did
[03:30:13] <evil_ren> from raster?
[03:30:17] <robin_sz> nah
[03:30:36] <robin_sz> I had the local print shop scan for a safety copy
[03:30:52] <robin_sz> so any argument abut not releasing electronic copies is now null and void
[03:30:55] <evil_ren> yeah because wtf paper
[03:31:05] <robin_sz> but, I had to hand draw all the parts into CAD
[03:31:09] <robin_sz> using dimensions
[03:31:16] <evil_ren> well, PDF of drawings is different than raw CAD
[03:31:32] <robin_sz> not really, I can do PDF to dxf
[03:31:45] <robin_sz> PDF often contain vectors in the embedded .ai
[03:31:49] <evil_ren> i understand them not releasing raw cad, but yeah as you have proven PDF of the paper drawings is not an issue, heh
[03:31:51] <robin_sz> .ps I mean
[03:32:09] <robin_sz> anyway, I just drew by hand into solidworks
[03:32:18] <robin_sz> was not such a huge task
[03:32:25] <evil_ren> depending on complexity, double checking the output of that sounds like comparable work to just copying from the drawings
[03:32:28] <zeeshan> trace the lines :D
[03:32:29] <robin_sz> and gave me good understanding of the bits
[03:32:34] <evil_ren> yeah
[03:32:52] <robin_sz> on the wing skins I put in all the rivet holes
[03:32:57] <evil_ren> zeeshan: would be easy but hopefully they sell you dimensions with the drawings, heh
[03:33:19] <robin_sz> they do, drawings are actually fully complete on dimensions
[03:33:27] <evil_ren> thats always nice
[03:33:47] <robin_sz> its a great project anyway
[03:33:51] <robin_sz> it may even fly
[03:34:19] <evil_ren> scary
[03:34:36] <Sync> hm, you could just draw it from the drawings
[03:34:44] <Sync> pain in the ass, but eh
[03:34:47] <robin_sz> i did
[03:36:20] <robin_sz> im quite quick in solidworks, so it wasnt a huge PITA, iit helped Christmas pass :)
[03:36:40] <Sync> yeah
[03:36:47] <robin_sz> https://www.dropbox.com/s/l8dgd8oghvuedpj/20160221_234724_edited.jpg?dl=0
[03:37:06] <robin_sz> testing the flanging dies
[03:40:43] <zeeshan> looks nice
[03:40:46] <zeeshan> got a pic of the flanging dies?
[03:49:05] <yasnak> zeeshan
[03:49:13] <yasnak> that feedrate is too slow bro
[03:50:24] <zeeshan> haha
[03:50:32] <zeeshan> its steel!
[03:50:43] <Sync> moar.
[03:50:59] <zeeshan> i got that feedrate by limiting deflection to 0.0009
[03:51:16] <yasnak> man, i cut 1018 at the same speeds at alum
[03:51:35] <yasnak> with 1018 you want those blue chips
[03:51:44] <yasnak> just saying but looks like an awesome finish
[03:52:05] <yasnak> except for the x,y moves. looks a bit jagged. is this a legit cnc or one you built?
[03:55:22] <zeeshan> its a mikron wf21c
[03:55:29] <zeeshan> with a controller i built
[03:55:44] <zeeshan> the xy moves are jagged during rapid :{
[03:55:58] -!- d42 has quit [Excess Flood]
[03:57:09] <robin_sz> zeeshan, flanging dies:
https://www.dropbox.com/s/75s4952sgxl0auq/DSC_0201.jpg?dl=0
[03:57:19] <zeeshan> did you make those?
[03:57:21] <zeeshan> those look great
[03:57:24] <robin_sz> yep
[03:57:43] <robin_sz> from 30mm plate on the lathe
[03:58:48] <robin_sz> wtf is my rabbit trying to escape from his cage by chewing through the steel bars?
[03:58:54] <robin_sz> its never going to work is it?
[03:59:29] <zeeshan> lol
[04:03:59] -!- AR__ has quit [Ping timeout: 240 seconds]
[04:05:44] -!- d42 [d42!~root@89-78-214-50.dynamic.chello.pl] has joined #linuxcnc
[04:07:55] -!- Duc has quit [Ping timeout: 252 seconds]
[04:24:48] -!- ibaca has quit [Ping timeout: 276 seconds]
[04:24:50] -!- Duc [Duc!~Duc@24.96.23.106] has joined #linuxcnc
[04:45:25] -!- sumpfralle has quit [Quit: Leaving.]
[04:45:41] -!- minibnz [minibnz!~bnz@203-206-234-185.perm.iinet.net.au] has joined #linuxcnc
[04:46:02] <minibnz> oh so i just fell down the stairs.. i feel like an old man.. :(
[04:46:19] -!- cbzx [cbzx!~cbzx@CPE0015f275ecd5-CM00195edd810c.cpe.net.cable.rogers.com] has joined #linuxcnc
[04:46:23] <minibnz> didn't break a hip or anything but i wont be playing that game again...
[04:47:54] <minibnz> just came back from the steel store got me some lovely bits of un-even angle to make a ATC... it should pinch the spring so it doesn't push the spindle out of the head... but it has three moving parts.. just hope it works without bending..
[04:49:23] <jfindley> Did one thing lead to the other?
[04:49:32] <minibnz> no not really
[04:49:36] <minibnz> but yeah sorta..
[04:49:37] -!- Duc has quit [Ping timeout: 244 seconds]
[04:50:58] <minibnz> its really really hot here today 40'c average.. and my mate had given me a portable aircon which i had already taken up the stairs.. i went down the stairs to get the tube for the Air con... thats when i rememebered too late dont go down the staris in socks... you will get there faster than you thouht..
[04:51:32] <minibnz> it was cuz i was outside that i wanted me some nice cold air on my nuts..
[04:51:33] <jfindley> I used to do that when I was a kid.
[04:52:21] <minibnz> the first time ever i have fallen down these stairs.. even when drinking i could only manage to fall up them not down them on my back.. at least as far as i can remember...
[04:52:34] <minibnz> oh i wish i had my protected beer blanket on...
[04:52:49] <jfindley> what're you drinking now?
[04:52:53] <minibnz> perfectly sober makes things hurt...
[04:53:21] <minibnz> vodka in an attempt at dulling the pain..
[04:54:11] <jfindley> What kind of vodka?
[04:54:36] <minibnz> crystal head was all i had on the shelf..
[04:55:19] <minibnz> it would have been a good look if i was stuck there at th bottom of the steps in my boxers and shorts waiting for the GF to get home and yell at me for being a clown...
[04:55:44] <minibnz> now i can just tell her the bruises are from sport or somthing..
[04:56:12] <minibnz> and get her got to the fridge for me when this bottle runs out.
[04:56:47] <jfindley> haha
[04:57:15] <minibnz> she told me i was getting fat and i should go play more sport... its all her fault..
[04:57:25] -!- HoloPed has quit [Ping timeout: 252 seconds]
[04:57:56] <minibnz> just wont tell her i was playing fall down the stairs...
[04:59:07] <jfindley> yep, i'm getting bigger myself. luckily my company started up the paintball team again, so I can get some exercise.
[05:00:35] <minibnz> nice i have me a paintball mask hanging up... with a brand new lens thats probably 8+ years old.. so i have to test it before i go again..
[05:00:57] <minibnz> but that said i got my gun license so i have been going hunting a lot so not much spare time :)
[05:01:45] <minibnz> people are not all that fun to shoot... you cant eat them...
[05:01:58] <jfindley> been doing a lot of that myself, but hunting in east texas doesn't involve a lot of moving around =)
[05:02:08] <minibnz> shooting people?
[05:02:29] <minibnz> ahh stand hunting... takes a different endurance altogether...
[05:02:33] <jfindley> deer, hogs, squirrels, dove, coyotes, mountain lions, etc.
[05:03:12] <minibnz> mostly i have been deer and rabit hunting.. working on getting my profesional license so i can shoot birds in factory's
[05:04:03] -!- toastyde1th has quit [Ping timeout: 240 seconds]
[05:04:04] <minibnz> not allowed to shoot the kanagroos without tags and do a course to say you can hit a 5shot x 85mm group at 100m
[05:04:14] <jfindley> aussie!
[05:04:22] <minibnz> only costs $400 so i will be doing that test soon.
[05:04:23] <minibnz> yup.
[05:04:28] <jfindley> nice
[05:04:37] <minibnz> gun laws are tight here.. but they are workable.
[05:04:53] <jfindley> 85mm at 100m? that's terrible.
[05:05:03] <minibnz> i dont mind them.. keeps the nut cases away from them a bit.
[05:05:56] <jfindley> I take that back, 85mm offhand at 100m is ok, but from prone or otherwise supported, that's a pretty big group.
[05:05:58] <minibnz> kanagaroos have a heart about the same a small horse so you hit that and they drop.. heart shots recomended for culling and headshots for skins and meat.
[05:06:11] <minibnz> its easy to get that..
[05:06:43] <jfindley> hmm... how does kangaroo taste?
[05:06:55] <minibnz> i gotta get a bigger rifle to keep the greenies happy. only got .222 at the moment. they want .270 or bigger.
[05:07:51] <minibnz> it tastes really nice.. its a little gamey but its not heavy.. and there it ZERO fat in it so if you over cook it its like leather.. you eat it rare and its lovely on the BBQ
[05:08:22] <minibnz> the main problem is that it stinks when you are cooking it.. it dont smell like beef or chicken its a weird smell
[05:08:59] -!- PCW_ [PCW_!~chatzilla@99.88.10.65] has joined #linuxcnc
[05:09:24] <jfindley> Is it possible for an American to hunt in Australia?
[05:09:32] <minibnz> for some people that turns them off. chicks dont like the smell of it. so if you dont let them smell it cooking but only when its done they like it..
[05:09:42] <minibnz> yup sure is..
[05:10:19] <minibnz> there is a special permit you can apply for in victoria. i think there is the same for new south wales but not 100% certain. only heard about the vic license..
[05:10:52] <minibnz> you can bring your own guns as long as its not on the banned list.. ie not a semi auto or full auto..
[05:10:57] -!- PCW has quit [Ping timeout: 276 seconds]
[05:11:04] <minibnz> should not have a problem bringing in .50cal
[05:11:08] PCW_ is now known as PCW
[05:11:58] <jfindley> Probably just stick with the 6.5.
[05:12:00] <minibnz> you might need to do a wildlife identification test if you want to hunt in public spaces like the state forrests. but you will probably have more fun and luck on a property/station where you wont need that
[05:14:43] <minibnz> deer also needs a .270 mim so i have been using my mates .308.. if you are going after pigs you will need something bigger than 6.5 unless you are a crack shot.. i have even seen .270 rounds bounce off their heads and shoulders. the shoulders you expect
[05:15:06] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[05:15:17] <minibnz> no pump action shotguns.. and only lever shottys with 5 or less mag cap..
[05:15:37] <jfindley> I haven't had any issues with the pigs around here. Most I care to take are around 130lbs, but they get up to 400 or so.
[05:15:40] <minibnz> cant use a pistol of any sort hunting.. dont really like that law..
[05:15:53] <minibnz> ok so you can place a shot :)
[05:15:57] <minibnz> thats good.
[05:16:27] <minibnz> we have camels.. lots of camels in the middle.. and lots of wild horses too..
[05:16:45] <jfindley> That's silly. When I'm walking out to my tree stands I have my 460S&W ready in case I stumble on some sleeping hogs. 240 grains at 1780fps does a good job on them.
[05:17:22] <minibnz> if you need to get any advise on how to get into AU with your stuff contact the SSAA.org probably the biggest gun club in AU..
[05:17:43] <jfindley> I've got to get to Australia one of these days. All kinds of wildlife I've never seen before.
[05:18:31] <minibnz> yeah i get worried when i am roaming the state forrests with an air rifle picking off rabbits. when i see pig sign i get a little worried. now i carry a shotgun on my back just in case i cant get to a tree...
[05:19:00] <minibnz> come down its lovely.... a bit hot.. but you get over that..
[05:19:26] -!- HoloPed [HoloPed!~HoloPed@66.11.188.221] has joined #linuxcnc
[05:19:50] <jfindley> Heh, I'm from Texas.
[05:20:04] <jfindley> It gets pretty warm here, too.
[05:20:09] <minibnz> just time your viist right for what you want to do.. wet season locks out the northen teritory for 4mths of the year.. not tourist freindly at all, but really temping cuz the temps have dropped...
[05:20:52] <minibnz> it goes from one extreme to the other really quick.. from being as dry as a dead dingo's donger to being flooded..
[05:21:28] <jfindley> Yep, a pretty unforgiving place as I understand it.
[05:21:32] <minibnz> pack a EPRB and you will be fine.. i have to get one soon. just to keep my mum happy..
[05:22:37] <minibnz> yeah if you can spend a weekend in texas desert you should be fine... you already know how much water you need etc.. just chuck in a extra bottle or two for justin case..
[05:22:58] <jfindley> How fast do they generally respond to the EPIRB?
[05:23:34] <minibnz> oh 24hrs and they have people in the air looking.. or a plane up.. in the area..
[05:24:44] <minibnz> they pulled something like 8 groups out of the bluemountains over new years.. they got lost and it rained hard.. for two days didnt look like it was going to stop so they poped the switch and that night they had them located and out.
[05:25:34] <jfindley> That's gotta be a fulfilling job.
[05:25:46] <minibnz> it was not forecast to rain in that area when most of them went.. they pulled out something like 12 people from 3 groups in one night.. droppped guides off to others that were still mobile just lost..
[05:26:16] <minibnz> yeah they make reality tv shows out of it now.. you could probably find a few on the net..
[05:26:32] <minibnz> they do get a lot of thank yous from everyone..
[05:26:58] <jfindley> Damn well better, some dude comes into the shit to save your ass, the least you should do is thank him.
[05:27:08] <minibnz> you think its just a case of fly out pick em up and off you go but its actually often dangerous to rescue some of them
[05:27:27] <jfindley> Hell yeah, people don't call for help when everything is fine.
[05:27:40] <minibnz> yeah there was talk of charging the really dumb if they dont go out with the right gear..
[05:27:50] <jfindley> They call for help when it's dark, cold, wet, and they're surrounded by shit trying to eat them =)
[05:28:43] <minibnz> i think they have a fee of ~$4500 or somthing if you dont have a eprb.. wastes time fuel and money.. even with a EPRB i would pay 4500 to get my ass out of the shit...
[05:29:34] <minibnz> thats one thing we dont really have to worry about, most critters down here are actually really scared of people so its only when you surprise them that you get in to trouble with wildlife..
[05:30:02] <minibnz> drop bears are about the worst you will often see/here.. but they dont eat much..
[05:30:26] <anomynous> jfindley, yes yes. Just think about God and people. People are really just like that, aren't they? :D While sick and rotting, but unwilling to give up on sin they walk torwards destruction untill it is too late.
[05:31:10] <jfindley> anomynous: Que?
[05:31:11] <anomynous> but Jesus has paid the price of sins and is the healer to heal... not because someone is a good person, but out of mercy
[05:31:14] <anomynous> =)
[05:31:22] <minibnz> as it is i make sure i drop a map off with a mate and tell em i fyou dont hear from me by X date come and pick up my air rifle off my rotting corpse :)
[05:31:34] <anomynous> jfindley, I just fitted what you said in different context
[05:31:35] <anomynous> :D
[05:32:22] <jfindley> minibnz: Yeah, I do that when I'm going into a national forest. When I'm on my property I play it pretty loose.
[05:32:32] -!- HoloPed has quit [Ping timeout: 244 seconds]
[05:32:35] <minibnz> as it is the state forrests are patrolled pretty good so i really dont have to worry.
[05:32:54] <minibnz> we are not allowed to hunt in the national parks.
[05:33:36] <minibnz> there is a conservation program and lottery where if you pass a shooting test and first aid course you might get invited to go cull the pest of the moment.. but the slots are limited.
[05:33:47] <jfindley> There's a million or so acres of national forest a little North of me. Some spots, it's pretty easy to be really hard to find even if you set the forest on fire.
[05:34:06] <minibnz> part of the reason i want to upgrade my license so i get a slot and they pay me to hunt the pest of the day :)
[05:35:07] <jfindley> That would be pretty cool. Down here they do something similar for hogs and other things that destroy livestock/crops. Bring them the ears or tails, and you get some cash. Everyone is invited to participate, though.
[05:36:19] <jfindley> anomynous: I think I see what you're saying.
[05:37:01] <jfindley> It really doesn't matter how many hogs you kill, though. For every one that dies, 6 more take its place.
[05:38:30] <minibnz> they used to have a bunty on red foxes.. $10pc all you had to do was hand in a ear..
[05:39:15] <jfindley> I think the first thing I'd want to do is get a landrover and beat the hell out of it.
[05:39:16] <minibnz> victorian state govt accepted the left and the south australian accepted the right.. you can see what happened there.. double dipping so now its something like 2.50
[05:39:43] <minibnz> no not a rover.. a cruiser.. as in land cruiser by toyota.. they are the shiz..
[05:40:06] <minibnz> parts aplenty.. and they last for ever and then some..
[05:40:25] <minibnz> the troop carrier version is the most favoured..
[05:42:54] <jfindley> I could go for a manual v8 4x4.
[05:44:49] <minibnz> oh yeah. go deisel if you plan on goin in the middle.. you often only see trucks.. they dont carry petrol/gas :)
[05:45:30] <minibnz> ok i have to go now.. talk later...
[05:45:31] -!- minibnz has quit [Quit: Leaving]
[05:52:28] -!- Valen has quit [Remote host closed the connection]
[05:53:55] -!- Valen [Valen!~Valen@2401:a400:2306:a100:5df0:4deb:64cf:520e] has joined #linuxcnc
[06:04:19] -!- DRGray_ [DRGray_!~duncangra@89-168-27-147.dynamic.dsl.as9105.com] has joined #linuxcnc
[06:06:33] -!- DRGray has quit [Ping timeout: 240 seconds]
[06:06:34] DRGray_ is now known as DRGray
[06:10:51] -!- cbzx has quit [Quit: Konversation terminated!]
[06:24:41] -!- XXCoder has quit [Ping timeout: 244 seconds]
[06:57:21] -!- Loetmichel has quit []
[07:04:25] -!- Loetmichel [Loetmichel!~cylly@p54B116E9.dip0.t-ipconnect.de] has joined #linuxcnc
[07:07:53] -!- ve7it has quit [Remote host closed the connection]
[07:08:07] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[07:08:12] -!- FloppyDisk has quit [Quit: Leaving]
[07:11:48] -!- bilboquet_ [bilboquet_!~bilboquet@95-210-222-153.ip.skylogicnet.com] has joined #linuxcnc
[07:14:45] -!- ve7it has quit [Remote host closed the connection]
[07:15:15] -!- bilboquet has quit [Ping timeout: 248 seconds]
[07:22:39] -!- maxcnc [maxcnc!~chatzilla@ip5f58618e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[07:23:05] <maxcnc> Morning from a early Cold Sunny Germany
[07:23:28] <maxcnc> Hard Workday ahead
[07:23:39] <maxcnc> but weekend nears ;-)
[07:24:46] <maxcnc> back later
[07:24:50] -!- maxcnc has quit [Client Quit]
[07:37:36] -!- toastydeath [toastydeath!~toast@pool-71-255-253-39.washdc.fios.verizon.net] has joined #linuxcnc
[07:41:37] -!- teepee has quit [Ping timeout: 240 seconds]
[07:41:37] teepee_ is now known as teepee
[07:50:35] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:50:46] <Deejay> moin
[08:12:01] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-dlewdtvixryrxved] has joined #linuxcnc
[08:18:56] -!- DRGray has quit [Quit: DRGray]
[08:31:48] -!- Kucharsky [Kucharsky!~kvirc@89-76-180-224.dynamic.chello.pl] has joined #linuxcnc
[08:32:48] -!- balestrino [balestrino!~sb@131.114.31.66] has joined #linuxcnc
[08:33:05] -!- yasnak has quit [Read error: Connection reset by peer]
[08:45:25] -!- rob_h [rob_h!~robh@94.9.169.135] has joined #linuxcnc
[09:23:34] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[09:26:16] -!- mk0 [mk0!~Orr@fiztech.basnet.by] has joined #linuxcnc
[09:44:31] -!- asdfasd [asdfasd!~332332@94.11.124.98] has joined #linuxcnc
[09:57:10] -!- mk0 has quit [Ping timeout: 252 seconds]
[10:09:16] -!- Kucharsky has quit [Ping timeout: 252 seconds]
[10:11:26] -!- b_b has quit [Changing host]
[10:19:35] -!- md-2 has quit [Remote host closed the connection]
[10:31:02] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[11:01:25] -!- tris has quit [Ping timeout: 250 seconds]
[11:05:26] -!- tris [tris!tristan@65.50.210.4] has joined #linuxcnc
[11:26:06] -!- Valen has quit [Remote host closed the connection]
[11:31:35] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[11:32:57] <__rob> anyone know how my rapid speed will be set
[11:33:09] <__rob> I can't see any FXXX in the CAM output for G0
[11:33:14] <__rob> not sure where it gets this value from
[11:33:47] -!- bilboquet_ has quit [Quit: Quitte]
[11:35:20] -!- chris_99 has quit [Client Quit]
[11:35:43] -!- bilboquet [bilboquet!~bilboquet@95-210-222-153.ip.skylogicnet.com] has joined #linuxcnc
[11:36:05] -!- robin_sz has quit [Ping timeout: 250 seconds]
[11:36:38] <XXCoder> __rob: there is none as it is "max possible"
[11:36:45] <XXCoder> dont use g00 to cut
[11:37:04] <__rob> no, of course
[11:37:28] <__rob> just wondering why sometimes, between cuts its not rapid
[11:37:34] <__rob> might just be outputting G01 instead
[11:37:43] <XXCoder> yeah possible
[11:40:11] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[11:55:41] -!- r00t4rd3d [r00t4rd3d!183b8941@gateway/web/freenode/ip.24.59.137.65] has joined #linuxcnc
[12:14:09] -!- r00t4rd3d has quit [Quit: Page closed]
[12:22:12] -!- toastydeath has quit [Read error: Connection reset by peer]
[12:27:36] -!- mk0 [mk0!~Orr@fiztech.basnet.by] has joined #linuxcnc
[12:44:01] -!- DRGray [DRGray!~duncangra@host-92-19-221-21.static.as13285.net] has joined #linuxcnc
[12:56:36] <DRGray> Ok for those who might of heard me yesterday i solved my z axis going the wrong way.. i used scale in the Hal
[12:56:40] <DRGray> i just made it negative
[12:56:54] <DRGray> and decided to not inver the direction pins based on someones advice
[13:02:13] <Tom_itx> yeah that's the easy way out
[13:13:54] <DRGray> my drill is fixed and my stage moves
[13:14:17] <DRGray> at the moment i cant move my bed towards the drill
[13:14:40] <DRGray> as this would make it go negativly
[13:14:52] <DRGray> i think ive realised something
[13:15:17] <DRGray> physically im seeing it different to the program.
[13:17:41] <Tom_itx> http://www.cncexpo.com/Cartesian.aspx
[13:20:28] <Tom_itx> The coordinate system is viewed from the programmer's perspective. The programmer calculates tool movements relative to a "stationary work surface". Because of that, an axes + direction can appear to be backwards when the tool is stationary and the work surface moves to machine the part. The key is to always view the coordinate system as if the tool is moving and the work surface is stationary, even if it's not! Then the axis + direction by the ri
[13:21:01] <jthornton> http://linuxcnc.org/docs/2.7/html/user/user-concepts.html#_machine_configurations
[13:21:25] <Tom_itx> building a snowwman today?
[13:22:00] <jthornton> lol, we got 1/2" of snow then it rained for a few hours
[13:23:56] -!- md-2 has quit [Remote host closed the connection]
[13:24:54] <DRGray> yes trying to
[13:24:55] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[13:25:21] <DRGray> bizar now. on the y axis when i hit home. it goes in the correct directio then. when it hits the home switch keeps trying to go
[13:25:30] <DRGray> apart from the switch not working could it be anything else?
[13:26:56] <gregcnc> http://www.outdoorhub.com/news/2016/02/23/zimbabwe-park-to-cull-200-lions-cites-lack-of-hunters/
[13:31:54] <DRGray> im guessing maybe its how i have set my table lenght and home switch position
[13:33:55] <DRGray> http://linuxcnc.org/docs/2.7/html/user/images/mill-diagram.png
[13:33:59] <DRGray> this is exactly how my setup looks
[13:34:32] <gregcnc> Its a matter of getting the signs correct for home search directions as well as the coordinate for the switch set correctly.
[13:35:15] <gregcnc> http://linuxcnc.org/docs/2.7/html/config/ini-homing.html#cha:homing-configuration
[13:36:34] <witnit> DRGray:
http://psha.org.ru/emc2ru/ru/hal/halshow-1.png you should probably bring up this screen and check your signals tab and see if your home switch is actually signally and then read gregcnc 's link to determine your homing sequence
[13:36:44] <gregcnc> well the ini has to match the physical configuration
[13:37:09] <witnit> signaling* :P
[13:38:24] <gregcnc> yes, knowing if linuxcnc is getting the signal will prevent much headache
[13:50:04] -!- SpeedEvil has quit [Ping timeout: 244 seconds]
[13:53:21] <DRGray> ok it was fine
[13:53:35] <DRGray> i was gettiing home location and home switch location muddled up
[13:54:08] <DRGray> getting much closer
[13:56:58] -!- balestrino has quit [Ping timeout: 252 seconds]
[13:57:41] -!- chris_99 has quit [Remote host closed the connection]
[14:00:03] -!- skunkworks has quit [Ping timeout: 276 seconds]
[14:00:09] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[14:00:49] -!- mk0 has quit [Ping timeout: 252 seconds]
[14:09:21] -!- md-2 has quit [Remote host closed the connection]
[14:13:59] <enleth> would you rather recommend using the GUI tool to configure 6i25+7i77 I/O, or writing the configuration by hand?
[14:15:10] <enleth> (GUI tool meaning pncconf, to be specific)
[14:15:25] <gregcnc> pncconf got the basics setup for me, but somethings were wrong and had to be fixed.
[14:16:19] <archivist> only use the tool for initial guess then edit
[14:16:28] <enleth> I just wonder if forcing myself to write it by hand from scratch would be beneficial in the long term in that I'll need to understand it right off the bat
[14:16:55] <gregcnc> the latest update mentions fixing some things though
[14:17:12] <enleth> OTOH I'd probably start out with some kinf of an example/template config anyway
[14:17:16] <enleth> *kind
[14:17:17] <gregcnc> right
[14:17:44] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[14:24:04] <DRGray> ok so if my treversing path is 70mm
[14:24:11] <DRGray> my table size is 140mm right?
[14:25:38] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[14:27:57] <gregcnc> are you setting min / max_limit?
[14:28:57] <DRGray> no im just going over the spec of the table
[14:29:45] <gregcnc> the table size is not necessarily related to the travels
[14:34:09] -!- [cube] [[cube]!~cube@204.237.1.169] has joined #linuxcnc
[14:38:52] <DRGray> ok im trying to find a guid e on getting the leadscrew pitch right in mm
[14:38:55] <DRGray> any good ones?
[14:40:03] <DRGray> funny in the manual it says leadscrew pitch can be negative to reverse direction
[14:40:59] <gregcnc> do you know the pitch?
[14:44:25] -!- Duc [Duc!~Duc@24.96.23.106] has joined #linuxcnc
[14:46:53] -!- chillly has quit [Quit: Ex-Chat]
[14:51:37] <enleth> DRGray: do you want to determine it experimentally?
[14:53:31] <DRGray> i would like to be able to measure it with a calipre
[15:05:46] -!- chillly has quit [Quit: Ex-Chat]
[15:06:36] -!- eFuchs [eFuchs!~voodoo@qo013.physik.uni-ulm.de] has joined #linuxcnc
[15:08:56] <enleth> an indicator would be a better tool here
[15:10:27] <enleth> mount it on the saddle (or some other part of the machine that moves relative to the table), position the plunger parallel to table travel and rest it against something attached to the table (or attach the indicator to the table and rest the plunger agains the saddle, w/e)
[15:10:33] <enleth> then make a full motor turn
[15:11:26] <gregcnc> ball and lead screws generally only produced in a few pitches. is the pitch questionable or some very unusual machine?
[15:12:02] <gregcnc> does it not have dials?( though some machines were marked with inch dial and had metric screws)
[15:12:45] <enleth> gregcnc: a machine factory equipped with a DRO may lack dials
[15:12:53] <enleth> mine does
[15:13:17] <gregcnc> I just measure the screw itself
[15:13:29] <gregcnc> OK
[15:14:38] <DRGray> sory
[15:14:49] <DRGray> yeah thats what i was thinking about doing
[15:14:58] <DRGray> but its knowing what to measure
[15:15:44] <DRGray> f you chose mm units, enter the number of millimeters per revolution (e.g., enter 2 for 2mm/rev)
[15:15:47] <DRGray> according to the manual
[15:16:17] <DRGray> milimiteres of what?
[15:16:34] <gregcnc> screw pitch
[15:17:27] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[15:17:50] <gregcnc> http://linuxcnc.org/docs/2.7/html/config/ini-config.html#_axis__lt_num_gt_section
[15:18:06] <gregcnc> near the bottom you'll see servo and stepper axis scale setup
[15:18:13] -!- mk0 [mk0!~Orr@178.121.229.87] has joined #linuxcnc
[15:18:25] <gregcnc> http://www.roton.com/identify_threads.aspx#pitch
[15:21:03] <gregcnc> which machine is it?
[15:22:00] <DRGray> http://www.proxxon.com/en/micromot/27112.php
[15:23:59] -!- DRGray_ [DRGray_!~duncangra@host-92-19-221-21.static.as13285.net] has joined #linuxcnc
[15:24:05] <gregcnc> google says that machine has 1mm pitch screws
[15:25:10] <DRGray_> can you send me the link?
[15:25:21] <DRGray_> my google foo is poor today it turns out
[15:26:07] -!- jdh_ [jdh_!~jdh@miranda.org] has joined #linuxcnc
[15:26:59] -!- jdh has quit [Ping timeout: 240 seconds]
[15:26:59] -!- radish has quit [Ping timeout: 240 seconds]
[15:26:59] -!- rob_h has quit [Ping timeout: 240 seconds]
[15:27:00] -!- DRGray has quit [Ping timeout: 240 seconds]
[15:27:01] -!- eeFuchs has quit [Ping timeout: 240 seconds]
[15:27:01] DRGray_ is now known as DRGray
[15:27:03] radish_ is now known as radish
[15:27:05] -!- Einherjer has quit [K-Lined]
[15:27:08] -!- eeFuchs [eeFuchs!~huehuehue@dyn-31-25-157-250.ewacom.ropa.net] has joined #linuxcnc
[15:27:39] -!- rob_h [rob_h!~robh@94.9.169.135] has joined #linuxcnc
[15:28:01] <gregcnc> www.7-8ths.info/index.php?action=dlattach;topic=16679828.0;attach=20157
[15:28:28] <DRGray> thanks
[15:29:48] <gregcnc> so it's just some math to determine axis scale
[15:30:14] -!- radish has quit [Changing host]
[15:31:53] <DRGray> well something is off now
[15:32:04] <DRGray> ive set the tabel travel at 140
[15:32:21] <DRGray> but when i home it it take it directly half way
[15:32:32] <DRGray> ive set the stepp to 1
[15:32:42] <DRGray> on the driver and linux cnc
[15:34:56] <gregcnc> half way to where?
[15:35:40] <DRGray> actually no
[15:35:45] <DRGray> im an idiot again
[15:35:48] <DRGray> i did the wrong axis
[15:35:53] <DRGray> it seems right now :-)
[15:36:05] <DRGray> perfect!
[15:36:13] <DRGray> thanks a lot :-)
[15:36:55] <gregcnc> great. if you use micro stepping you will also have to change axis scale.
[15:38:17] -!- Tristit1a [Tristit1a!~tristitia@static-ip-69-64-50-196.inaddr.ip-pool.com] has joined #linuxcnc
[15:39:59] -!- Tristitia has quit [Ping timeout: 240 seconds]
[15:42:57] <DRGray> really? i thought that was just chanigng it in the config
[15:43:02] <DRGray> maybe thats what it does?
[15:43:13] <DRGray> i use the stepconf wizard
[15:44:21] <gregcnc> if you only change the drive, linuxcnc still thinks one step is the same size even though the drive now move the motor a different value for a step
[15:44:38] -!- miss0r|shop [miss0r|shop!~miss0r@188-181-66-160-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[15:47:18] <gregcnc> sorry stepconf does that math for you
[15:47:31] -!- Tristit1a has quit [Excess Flood]
[15:49:45] -!- Tristitia [Tristitia!~tristitia@static-ip-69-64-50-196.inaddr.ip-pool.com] has joined #linuxcnc
[15:54:17] <miss0r|shop> entertain me!
[15:54:31] <cpresser> jet fuel cant melt steel beams!
[15:55:06] <miss0r|shop> heh.. i'm seriously bored waiting for the mill to complete the program
[15:55:54] <Jymmm> miss0r|shop: grab a brrom
[15:56:10] <Jymmm> broom*
[15:56:23] <DRGray> think im getting there
[15:56:25] <miss0r|shop> Jymm: I vacume the floor in here. it is nice and clean at the moment
[15:56:39] <gregcnc> if you have time to lean, you have time to clean
[15:56:44] <DRGray> all standard apart from the z axis where ive put a -1 in the lead screw pitch according to the manual
[15:57:13] <Jymmm> miss0r|shop: pain the fence, one handed, while standing on your head drinking a beverage
[15:57:15] <miss0r|shop> gregcnc: True. but, as it happens, I did that during the first workpeice. now the second and last is in the mill
[15:57:31] <miss0r|shop> Jymmm: ohh no, i'm not falling for that again...
[15:57:50] <Jymmm> miss0r|shop: Then practice and you won't fall
[15:58:00] <gregcnc> lol
[15:58:26] <miss0r|shop> this standing around made me wonder if there could be a market building precision x-y tables for hobbiest
[15:59:01] <miss0r|shop> that could be fun. I need something to do on my surface grinder anyway :)
[15:59:18] -!- JesusAlos has quit [Remote host closed the connection]
[15:59:48] <Jymmm> and sell them for 10¢/ per sq inch
[16:00:20] <Jymmm> ...shipping included
[16:00:49] <miss0r|shop> I still need a coolant system for it thou - at some point in time I came across some nice coolant system, where you'd buy a plastic resivour(spell?) with built-in filter & pump. I can't seem to find it now. it was cheap too!
[16:01:14] <Jymmm> they call those fish tanks ;)
[16:01:33] <miss0r|shop> that eksplains the fish...
[16:01:37] <Jymmm> ...off craigslist free section
[16:02:58] <miss0r|shop> craigslist is not too if you live in the states ;) i'm talking a brand spanking new unit. they came in all sizes and capacities too.
[16:04:20] <Jymmm> septic tank and sewage pump?
[16:05:04] <miss0r|shop> all great ideas ;) i'm realy looking for something along the lines of 100L resevour with a beefy pump to go along
[16:05:19] <anomynous> hey how can an algorithm be proven mathematically?
[16:05:33] <miss0r|shop> I think the neighboor has a septic tank installed... why don't I just hook'on'up to that? :)
[16:05:33] <Jymmm> anomynous: reverse it
[16:05:41] <anomynous> Jymmm, ?
[16:05:45] <Jymmm> miss0r|shop: 4gal bucket and a submersable pump
[16:06:03] <Jymmm> 5gal
[16:06:23] <miss0r|shop> thats only ~20l worth of coolant
[16:06:27] <Jymmm> anomynous: you do the algorythm in reverse
[16:06:36] <Jymmm> miss0r|shop: 55gal drum and sub pump
[16:06:58] <Jymmm> anomynous: remember "proving your work" in skoooool?
[16:07:05] <anomynous> not really
[16:07:06] <anomynous> :D
[16:07:54] <miss0r|shop> Jymmm: it will do. but the beauty of the unit I am talking about, is that it had a intake filer, and a sort of 'dam' inside the reseviour, so that all the metal/grit would settle on the buttom there, and the "clean" cooland would go over the dam
[16:08:12] <Jymmm> ah
[16:08:35] <Jymmm> you can do that with a long pipe
[16:08:55] <miss0r|shop> please elaborate
[16:08:58] <Jymmm> pipe length = height of drum
[16:09:33] <Jymmm> miss0r|shop: think how a hot water heater is layed out
[16:09:46] <miss0r|shop> <- electrician, not plumber ;)
[16:10:29] <Jymmm> inlet exists the bottom of the pipe, outlet at top of tank
[16:10:36] <Jymmm> exits*
[16:11:25] <miss0r|shop> hmmm... that seems doable. it does have some disadvantages doing it this way, thou. When I start to run low on coolant, I won't be able to pump it out anymore
[16:11:30] <Jymmm> not "exactly" sure how to prevent the swarf from clogging the end of pipe though
[16:12:09] <Jymmm> oh what about those filter screens on end of pipe (oversized)
[16:12:21] <Jymmm> like they use to pump out ponds
[16:12:27] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[16:12:32] <miss0r|shop> Jymmm: I FUCKING FOUND IT! (excute my french)
http://www.dvsalg.dk/admin/public/getimage.aspx?Image=/Billeder/Ecom/Varebilleder/DVS-204100.jpg&Format=jpg&Width=600&Height=&Compression=80&Crop=5
[16:12:49] -!- mk0 has quit [Ping timeout: 252 seconds]
[16:12:50] <Jymmm> cool =)
[16:13:44] <miss0r|shop> sad to say, the site I found it on, only has that one size.... *sigh*
[16:14:12] <Jymmm> http://patbolgerengineering.ie/index.php?main_page=product_info&cPath=100&products_id=322
[16:14:50] <Jymmm> http://www.latheinserts.com/COOLANT-PUMP-3012-8110.htm
[16:15:00] <miss0r|shop> 9liter tank on that one. I need atleast 50, best around 100l
[16:15:24] <Jymmm> http://www.gusher.com/prod08.htm
[16:15:47] -!- radish has quit [Quit: leaving]
[16:15:56] <miss0r|shop> now we're talking
[16:18:12] <miss0r|shop> mill is done. Thanks for the links Jymmm. Now I just have to clean it up, and get back inside to the wife and kids. see you around
[16:18:25] -!- miss0r|shop has quit []
[16:18:27] <Jymmm> miss0r|shop: pumpscreen
http://www.yardneyfilters.com/images/features/Pumpsuction_both.jpg
[16:19:41] <Jymmm> bah
http://stoneycreekequip.com/image%202/EP%20Sub%20Pump%20Screen-SPS40.jpg
[16:24:28] <DRGray> if acceleration is to slow im guessing it can stool?
[16:24:30] <DRGray> stall?
[16:25:52] <Roguish> pump units......
http://www.use-enco.com/CGI/INPDFF?PMPAGE=868&PARTPG=INLMK3&PMITEM=296-2060
[16:27:03] <gregcnc> what are the chances a cheap apple monitor cable actually has 15 conductors in it? www.ebay.com/itm/331055297246?
[16:27:07] <Roguish> I have a 3 gallon unit, shown at bottom of page. it's wonderful for my BP
[16:28:18] <Erant> For all the lack of polish on the LittleMachineShop machines (AKA Sieg), they have excellent customer service.
[16:28:51] <Erant> My X dovetails were off a little bit, they sent me a new table no questions asked.
[16:31:21] <Duc> morning
[16:33:39] <Jymmm> Erant: cool =)
[16:34:38] <Jymmm> gregcnc:
http://
[16:34:50] <Jymmm> it says 15 conductor in the listing
[16:37:11] <Jymmm> gregcnc:
http://www.codesrc.com/mediawiki/index.php?title=Macintosh_VGA
[16:37:35] <Erant> Now I just gotta figure out this Z-axis backlash...
[16:37:35] -!- chris_99 has quit [Ping timeout: 268 seconds]
[16:37:36] <Jymmm> DE15 vs DB15 in the reference section
[16:37:53] <gregcnc> yeah, i just don't want to cut it open to find 13 or less since a couple are not connected
[16:38:24] <Jymmm> Note that it says SHIELDED BRAID
[16:38:39] <Jymmm> on the RGB signals
[16:39:03] <Jymmm> and HV sync lines
[16:40:23] <gregcnc> right vga I chopped up recently had that too. I don't want that. I see some belden cable I can actually find specs for
[16:44:32] -!- maxcnc [maxcnc!~chatzilla@ip5f58618e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[16:45:33] <maxcnc> hi all
[16:45:56] <maxcnc> sun is going down after a realy sunny day here liked it to be in the shop ;-)
[16:46:14] -!- Kucharsky [Kucharsky!~kvirc@89-76-180-224.dynamic.chello.pl] has joined #linuxcnc
[16:49:17] <maxcnc> are theere some cheep shops araound europ to find the sbr i only can find the
http://www.cnc-discount.de/ to be that good stocked
[16:50:53] <maxcnc> coustom need to be back later
[16:50:57] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151030084315]]
[16:52:02] <FloppyDisk> Roguish It must be a _me_ thing, but the enco website is frustrating because I need to login and then it tells me I can't,
[16:52:07] <FloppyDisk> so you can't see anything.
[16:52:35] <FloppyDisk> I don't know why they do that? It's Enco wants to make it hard for people to shop their items.
[16:52:51] -!- Daerist has quit [Quit: Leaving]
[16:54:32] <DRGray> can it home 3 axis at one instead of waiting for each one independently
[16:56:07] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[17:00:10] -!- ivansanchez has quit []
[17:00:37] <roycroft> floppydisk: clear your cookies and history for use-enco.com and try again
[17:00:52] <roycroft> i've gone through this with them before, and that's always been the answer
[17:02:44] <FloppyDisk> roycroft - Bingo! That worked. Thank you!
[17:03:14] <roycroft> they are aware of the problem (it's uncommon but not unique), but have no idea how to fix it
[17:03:18] <roycroft> so we do the work-around
[17:03:22] <FloppyDisk> Nice - Enco is cheaper than McMaster.
[17:04:25] <FloppyDisk> that's too bad for them, I have not looked at their site a few times because I couldn't 'see anything.' Works now.
[17:05:09] <roycroft> enco have a good product mix, good prices, and fast shipping
[17:05:21] <roycroft> they have a warehouse in reno that stocks most of their product
[17:05:32] <roycroft> and i live in eugene oregon, which is often 1 day away from reno ups ground
[17:05:35] <roycroft> 2 days at most
[17:07:26] <Duc> what is a good generic AC servo motor drive unit that uses single phase
[17:09:46] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[17:14:22] -!- scofflaw [scofflaw!scofflaw@crackhouse.digitalspork.com] has joined #linuxcnc
[17:14:43] -!- scofflaw [scofflaw!scofflaw@crackhouse.digitalspork.com] has parted #linuxcnc
[17:20:31] <gregcnc> DRGray, yes, but you need the home all button on the GUI.
[17:22:26] <FloppyDisk> Duc - PetefromTn uses these:
http://www.dmm-tech.com/
[17:22:43] <FloppyDisk> They look to be good servo's, imo. But haven't tried them.
[17:23:37] <Duc> The tsudakmoa rotary I got has a 850watt servo already on the system but the servo drive for it requires 3 phase power
[17:24:02] <Duc> I would like to avoid using 3 phase power. Wonder if I could use just the drive
[17:24:11] <FloppyDisk> Otherwise, Copley controls on ebay (they have AC and DC input), AMC might have AC input as well.
[17:24:48] <FloppyDisk> Duc - often (not always) you can run your 3 phase w/ one phase, check the manual. You need to derate speed, forget how much, but it's some rms thingy.
[17:25:17] <FloppyDisk> 850W servo is a nice size...
[17:25:42] <Duc> Nothing in the manual about that with the Series II drive units from Yaskawa. Series V can be used on single phase
[17:26:32] <FloppyDisk> Ooh, you have Yaskawa? Great stuff, but their encoders are funky, iirc. Not sure how you'd run that w/ a different drive unless you have
[17:26:36] <FloppyDisk> encoder feedback on the motor.
[17:27:04] <FloppyDisk> I'd call Yaskawa or a distributor, someone familiar w/ the sigma II would know. You might not be able to run it single phase,
[17:27:07] <Duc> the motor has a older incremental encoder that doesnt use serial comm which is the problem
[17:27:09] <FloppyDisk> Yaskawa did funky things.
[17:27:24] <Duc> already asked yaskawa that question LOL
[17:27:30] <FloppyDisk> :-(
[17:28:06] <FloppyDisk> Just a suggestion, but the sigma II is obsolete, you could probably sell on ebay for a decent price because there are a lot of installs where people
[17:28:12] <FloppyDisk> will need motors.
[17:28:28] <FloppyDisk> Upgrading is painful w/ the changes from sigma II to V because of cables, serial comm, etc.
[17:28:42] <Duc> well that has been considered but also need to have a modified motor to use it with the rotary
[17:29:16] <Duc> 850 watt motor with a oil seal at the shaft and have to modify the gear since the motor shaft currently has a 1/10 taper with a woodruff key
[17:29:37] <FloppyDisk> Eeekks. Then see what you can do w/ a new drive.
[17:30:02] <Duc> yea not many servo have a oil seal on the shaft since the front face of the servo is in the oil
[17:31:07] <Duc> Still the rotary was well worth it since it was 1200 deliveried and in dam good condition
[17:31:28] <FloppyDisk> Cool! Love good deals like that:-)
[17:32:27] <FloppyDisk> Duc - Just thinking outloud, you're not the only one w/ an old Yaskawa drive/motor, there's gotta be someone else who's done what you're trying to do - where to find the info is the Question?
[17:33:35] <Duc> I think most just buy the SGDB-10ADG drive since they have 3 phase at the machine. I do have 3 phase but would need to string a power cord to the mill
[17:33:43] <Duc> Im probably making this difficult
[17:35:20] -!- md-2 has quit [Remote host closed the connection]
[17:38:08] <FloppyDisk> Duc - We'd get along well then, I seem to make everything difficult.
[17:38:42] <Duc> LOL yea I already have a 15 hp RPC and not sure how often I would use the rotary anyways
[17:39:12] <FloppyDisk> I was looking at that DMM website again, wow what amazing prices, about $550 for a 1KW BLDC servo. Yaskawa would be $1500 or so...
[17:39:18] <FloppyDisk> Motion control is just commoditized.
[17:39:43] <FloppyDisk> PS - i have no affiliation w/ dmm, found them from PetefromTN_
[17:41:05] <Duc> I almost went that way with my mill but I missed the ebay deal on a setup
[17:41:34] <Duc> even have adapters already made for a bridgeport boss pulleys
[17:43:18] <Duc> but yea their prices are really good for servo setups and can be used with step + direction
[17:44:40] -!- tobias47n9e__ has quit [Ping timeout: 244 seconds]
[17:48:47] -!- chris_99 has quit [Quit: Leaving]
[17:53:03] <Sync> Duc: or you can use our servodrive
[17:53:13] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[17:53:16] <Duc> which one is that
[17:54:00] <Duc> Sync: do you have a link to the drive?
[17:54:32] -!- skunkworks [skunkworks!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[17:58:59] <CaptHindsight> the DRO scale kits from Shars aren't too bad, they come with everything except for the double sided tape for mounting to your machine
[17:59:55] <Sync> https://github.com/rene-dev/stmbl Duc
[18:00:16] -!- joem_ has quit [Read error: Connection reset by peer]
[18:01:00] -!- joem_ [joem_!~joem_@2601:280:c100:3370:292f:1fd:b707:3623] has joined #linuxcnc
[18:01:23] <Duc> Sync: Im still unsure if the yaskawa encoder is a serial comm or the normal wires. Looking for the wiring pinout for the encoder first.
[18:03:00] <Sync> we can read both
[18:03:54] -!- DRGray has quit [Quit: DRGray]
[18:04:20] <Duc> Sync: how much does a board for 850watt servo run? single phase 220v input?
[18:04:43] <Sync> around 150€
[18:04:50] <Sync> not sure if we still have some
[18:07:07] <CaptHindsight> http://www.shars.com/special-offers/monthly-sales-flyer?digital_readout_category=Linear+Scales not bad for aluminum scales
[18:07:54] <Duc> Sync: Hmmm
[18:12:30] -!- skunkworks_ [skunkworks_!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[18:12:47] -!- swarfer [swarfer!~Thunderbi@105.229.111.34] has joined #linuxcnc
[18:15:08] <MrSunshine> gaah .. bought a straight edge at the local hardware shop ... something wasnt right with it so started mesuring .. the "wideness" of it went from 39.5mm to 39.2mm on the middle to 39.3 at the end ... sigh
[18:21:55] <SpeedEvil> :/
[18:21:57] -!- maxcnc [maxcnc!~chatzilla@ip5f58618e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[18:22:04] <maxcnc> hi all
[18:22:18] <MrSunshine> but good enough for the woodworking stuff but not for checking straightness =)
[18:23:09] <MrSunshine> but as i got a machinist level i can check the guide rails i guess ... take it lose, then clamp it to the side of a beam in its natural position .. get it level then check the length of it it
[18:33:13] * JT-Shop jumps up and down for joy... no more printing labels in windoze word!
[18:33:25] -!- balestrino [balestrino!~sb@host176-119-dynamic.61-82-r.retail.telecomitalia.it] has joined #linuxcnc
[18:36:16] <MrSunshine> JT-Shop:
https://youtu.be/6DD50eOJVoM?t=126
[18:38:38] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[18:41:45] <maxcnc> Jt_s libreoffice can do this for long time
[18:42:20] <maxcnc> also from the coustom data base SQL
[18:43:20] <maxcnc> ok im off GN8 its been a wonderfull day here but long in the plasma clouded shop
[18:43:27] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151030084315]]
[18:48:21] -!- eFuchs has quit [Remote host closed the connection]
[18:58:45] -!- swarfer has quit [Quit: swarfer]
[19:01:05] -!- skunkworks has quit [Read error: Connection reset by peer]
[19:05:56] <FloppyDisk> Sync - that amp is cool. But, it doesn't take +-10vdc signal?
[19:06:17] <FloppyDisk> I see it works w/ a HAL comp? Is that correct, skimming wiki.
[19:07:37] <Sync> it's not really ready yet, but yes, you can talk to it via SSerial
[19:07:54] <Sync> no, it does not take a +-10V signal
[19:08:32] -!- DaPeace [DaPeace!~Adium@185.7.17.15] has joined #linuxcnc
[19:08:35] <FloppyDisk> Well - it looks cool. any plans for +-10V signal?
[19:09:05] <Sync> no
[19:10:10] -!- tinkerer has quit [Quit: Leaving]
[19:18:15] <Sync> there was no real need for it in our usecase
[19:18:25] <Sync> if somebody really needs it, it is possible to add it
[19:23:21] <skunkworks_> sync: what is this?
[19:23:33] <Sync> what is what
[19:23:40] <skunkworks_> drive?
[19:23:50] <Sync> it says what it is and does right there
[19:24:16] <skunkworks_> I must have missed the link
[19:25:54] <Sync> https://github.com/rene-dev/stmbl
[19:25:58] <Erant> https://github.com/rene-dev/stmbl
[19:26:01] <Erant> dammit
[19:26:04] <Sync> rekt
[19:26:05] <skunkworks_> heh
[19:30:17] <FloppyDisk> Erant - too slow:-)
[19:31:51] <Erant> As always
[19:35:11] -!- robin_sz has quit [Ping timeout: 244 seconds]
[19:35:39] <Duc> FloppyDisk: email into DMM to see if I can drive the yaskawa drive with the DYN 4
[19:37:03] <Sync> probably
[19:39:15] -!- balestrino has quit [Ping timeout: 250 seconds]
[19:39:43] -!- rob_h has quit [Ping timeout: 255 seconds]
[19:40:21] -!- rob_h [rob_h!~robh@90.217.26.146] has joined #linuxcnc
[19:52:16] -!- DRGray [DRGray!~duncangra@89-168-27-147.dynamic.dsl.as9105.com] has joined #linuxcnc
[20:01:11] -!- robin_sz [robin_sz!~robin@88.97.63.122] has joined #linuxcnc
[20:02:35] <enleth> how much of a PITA is it to connect a modbus VFD to linuxcnc?
[20:03:36] <enleth> (I do have the protocol description)
[20:04:35] <MrSunshine> gah the level is a tad to big :P
[20:06:52] <MrSunshine> frekkin sensetive stuff also, so i got the center of the rail totaly level and had it clamped there, then i clamped one end ... boom ... the level goes partying with friends at the end
[20:12:58] -!- skunkworks [skunkworks!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[20:17:02] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[20:17:02] -!- skunkworks has quit [Read error: Connection reset by peer]
[20:18:54] -!- Kucharsky has quit [Read error: Connection reset by peer]
[20:47:35] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[20:52:27] -!- skunkworks [skunkworks!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[20:53:02] -!- b_b has quit [Remote host closed the connection]
[20:55:36] -!- jasen [jasen!4e533e53@gateway/web/freenode/ip.78.83.62.83] has joined #linuxcnc
[20:58:55] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[21:01:57] -!- skunkworks_ has quit [Read error: Connection reset by peer]
[21:05:25] -!- skunkworks has quit [Ping timeout: 252 seconds]
[21:17:45] <CaptHindsight> _methods: I can't believe that some of these are off the market
https://www.youtube.com/watch?v=PXfOWMgWYLk
[21:19:22] -!- awallin has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[21:27:02] <CaptHindsight> https://youtu.be/Hjg2iUrDkH0?t=4m30s Powermite Tools
[21:28:05] -!- aventtini6 [aventtini6!aventtini@188.26.8.25] has joined #linuxcnc
[21:28:26] <aventtini6> hello friends
[21:29:48] -!- jasen has quit [Quit: Page closed]
[21:30:14] -!- JT-Shop has quit [Remote host closed the connection]
[21:32:38] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[21:36:13] -!- Denkishi [Denkishi!Denkishi@cblmdm72-241-214-127.buckeyecom.net] has joined #linuxcnc
[21:37:16] <Denkishi> Any of you guys build a Rostock v2? I have 3 little pieces left over, they don't show up in the manual or anything but look like the are some sort of "clamp"
[21:37:25] <Denkishi> .. I guess .. pic in a sec.
[21:37:59] -!- chupacabra has quit [Ping timeout: 240 seconds]
[21:38:32] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[21:39:26] <Denkishi> http://i.imgur.com/fSQEWr4.jpg
[21:41:15] -!- aventtini6 has quit [Ping timeout: 244 seconds]
[21:41:24] -!- aventtini1 [aventtini1!~sad@5-12-128-172.residential.rdsnet.ro] has joined #linuxcnc
[21:42:29] -!- aventtini1 has quit [Client Quit]
[21:42:37] <CaptHindsight> Denkishi: kinda like what ya see here
http://i.imgur.com/aKHSndG.png
[21:43:18] <Denkishi> ooooohhh ok.
[21:43:44] <Denkishi> hmm, must have been left over parts from a v1 kit i presume?
[21:45:11] <CaptHindsight> http://forum.seemecnc.com/download/file.php?id=5960&sid=73229c0c3d5417b13489d41ef652a5a1&mode=view
[21:45:20] <CaptHindsight> http://forum.seemecnc.com/download/file.php?id=5958&sid=73229c0c3d5417b13489d41ef652a5a1&mode=view
[21:46:58] <Denkishi> And I was looking at an e3d head/Volcano combo as well .. any personal experience?
[21:47:25] <CaptHindsight> I don't have any toy robots
[21:47:52] <CaptHindsight> similar part in this version
https://www.google.com/imgres?imgurl=https://i.ytimg.com/vi/auTGFhSS4is/maxresdefault.jpg&imgrefurl=https://www.youtube.com/watch?v%3DauTGFhSS4is&h=1080&w=1920&tbnid=_BZOWUtwqMpQ9M:&docid=IVbjtx6kue5kqM&ei=DnXPVtr4KoLmmAHl362IAQ&tbm=isch&ved=0ahUKEwjat57f8JPLAhUCMyYKHeVvCxEQMwh_KFcwVw
[21:47:55] -!- chupacabra [chupacabra!~chups@cpe-72-179-29-63.austin.res.rr.com] has joined #linuxcnc
[21:50:36] <witnit> this thing looks like a pile of rust. but danggg I REALLY REALLY want it :)
[21:50:40] <witnit> http://www.ebay.com/itm/Camco-Ferguson-Parts-Handler-Unit-Code-2X4-S-N-3639-001-/161028981058?hash=item257e134142:g:kAwAAMXQE31Rl-Gr
[21:54:44] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:55:45] -!- FinboySlick has quit [Quit: Leaving.]
[21:58:06] <_methods> CaptHindsight: it's pretty sad
[21:58:25] <_methods> sure makes things a lot harder for darwin to make his magic happe
[21:58:30] <_methods> s/happe/happen
[21:58:44] <_methods> it's how you end up in a world where donald trump is president
[21:59:36] <_methods> if darwin was operating at full efficiency we wouldn't be in this sort of scenario
[22:00:09] <_methods> damn seat belts
[22:00:39] <enleth> where would I find descriptions of the supplied 5i25/6i25 bitfiles? the manual mentions 7i77x2 but not suffixes
[22:00:54] <enleth> there are a bunch of them
[22:01:07] <enleth> googling them yields very little
[22:01:58] <CaptHindsight> _methods:
http://www.huffingtonpost.com/entry/idiocracy-writer-film-came-true_us_56ce7692e4b03260bf75856e
[22:02:14] <CaptHindsight> “I thought the worst thing that would come true was everyone wearing Crocs,” said Etan Cohen.
[22:02:15] <_methods> hahah
[22:02:29] <_methods> just look where we are now lol
[22:02:30] <CaptHindsight> ^^ the guy that wrote the screenplay
[22:03:43] <CaptHindsight> https://twitter.com/etanjc/status/702545314733895680
[22:05:10] <_methods> hahah
[22:05:28] <_methods> the comments are hilarious
[22:05:33] <Loetmichel> CaptHindsight: i though that movie was awfully close to reality back when it came to the theaters...
[22:05:39] <_methods> "this movie deserves a part 2"
[22:05:49] <_methods> "it's already out.......it's called the news"
[22:06:42] <CaptHindsight> the blizzard has delayed my M19 x1 tap :(
[22:07:09] -!- teepee has quit [Ping timeout: 246 seconds]
[22:07:27] <Denkishi> No, what's sad are the machines where I just started :(
[22:07:32] <enleth> what the hell is 5i25_7i77bstech or 5i25_7i77x1IMSmev4?
[22:07:44] <CaptHindsight> and up here 30 miles north, not even a flake
[22:08:07] -!- tumdedum has quit [Quit: leaving]
[22:08:21] <Denkishi> Absolutely noooooo love :( Just had to do an upp reduild of one of the bridgeports.
[22:08:27] <CaptHindsight> Loetmichel: yeah, I gave copies out to everyone for xmas when it came out
[22:08:43] -!- tumdedum [tumdedum!~tumdedum@unaffiliated/espiral] has joined #linuxcnc
[22:08:59] <_methods> most prescient documentary for it's time lol
[22:09:20] <_methods> thank god for the zika virus
[22:09:42] <_methods> i've got tires full of water all over my back yard
[22:09:58] <_methods> tryin to up my breeding zika vector program
[22:10:11] <CaptHindsight> _methods: building a mosquito farm?
[22:10:12] <JT-Shop> what key do you press to get the boot menu?
[22:10:22] <_methods> yes i'm trying to spread as much zika as possible
[22:12:30] -!- JT-Shop has quit [Remote host closed the connection]
[22:13:40] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[22:13:57] <_methods> all those beetlejuice head babies look cool
[22:14:59] -!- tumdedum has quit [Ping timeout: 248 seconds]
[22:16:11] -!- tumdedum [tumdedum!~tumdedum@unaffiliated/espiral] has joined #linuxcnc
[22:19:02] <Deejay> gn8
[22:19:31] -!- JT-Shop has quit [Remote host closed the connection]
[22:19:37] -!- Deejay has quit [Quit: bye]
[22:24:16] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[22:26:37] -!- Valen [Valen!~Valen@2401:a400:2306:a100:11b8:381b:f5dc:3610] has joined #linuxcnc
[22:39:48] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[22:47:24] <andypugh> Has the channel died while I was away? :-)
[22:48:05] <_methods> back from your ski trip
[22:48:17] <andypugh> Aye
[22:48:24] <_methods> how'd it go
[22:48:28] <andypugh> Great
[22:48:33] <_methods> knees still intact lol
[22:48:41] <andypugh> Barely, but yes.
[22:49:12] <_methods> last time i went "skiing" i tried snowboarding
[22:49:27] <_methods> it was actually fun but the crashes were rough on the shoulders
[22:49:33] <andypugh> i feel I should, but it would feel like wasting a day that I could be skiiing.
[22:49:53] <_methods> it was a fun break from skiing
[22:50:13] <_methods> it's definitely easier than skiing
[22:50:43] <_methods> i think next time i hit the slopes i'll ski for a couple days then board the last day or something for a break
[22:51:09] <andypugh> Try Telemarking?
[22:51:13] <_methods> or put a snowboard day in teh middle to give the skiing muscles a break
[22:51:25] <_methods> no telemarking is too much like exercise
[22:51:31] <_methods> lol
[22:52:04] <andypugh> Have you tried it? It isn’t actually quite as much effort as it looks like.
[22:52:42] <_methods> nah i've never tried
[22:52:52] <_methods> my brother is always tryin to get me to do it
[22:52:54] <skunkworks> andypugh: did you see
https://forum.linuxcnc.org/forum/38-general-linuxcnc-questions/30441-matsuura-mc-500v2-retrofit
[22:53:27] <andypugh> Yes, I saw it.
[22:53:49] <andypugh> Though I don’t even know if the machine is a lathe or a mill :-)
[22:53:50] <skunkworks> another 2 year plan conversion
[22:54:33] <andypugh> I am starting to fret that the lathe I bought in August isn’t finished yet
[22:54:50] <skunkworks> http://electronicsam.com/images/matsuura/matsuura.JPG
[22:56:08] <andypugh> Don’t like it. Too red :-)
[22:56:39] <andypugh> It looks pretty serious.
[22:57:54] <skunkworks> heh - the spindle and axis drives still work - so it should be a pretty painless conversion. (knock on wood)
[22:58:09] <_methods> heheh famous last words
[23:00:20] <Erant> andypugh: I feel the same way. I'm a pretty advanced skier, so I think I'd just be frustrated at all the things I could be doing instead.
[23:00:28] <Erant> Instead of falling on my ass, that is.
[23:00:58] <Erant> Also not the biggest fan of the idea that both of my feet are stuck. :)
[23:01:23] <andypugh> I do plenty of the falling part on skis, but at least I get to do it in the soft fluffy stuff where it’s funy rather than painful.
[23:01:35] -!- mork has quit [Remote host closed the connection]
[23:02:40] <zeeshan> https://www.rallysportdirect.com/part/motor-build-tools/cop-519-company-23-torque-plate
[23:02:43] <zeeshan> when i had no clue about machining
[23:02:53] <zeeshan> i used to think these things were super accurate
[23:03:04] <zeeshan> little did i know theyre just a stupid chunk of aluminum with some holes in it
[23:03:05] <zeeshan> =/
[23:03:08] <zeeshan> overpriced.
[23:03:36] <_methods> well i hate boarders as much as the next skier
[23:03:47] <_methods> but, it is actually kinda fun
[23:03:54] <_methods> but i still hate boarders lol
[23:04:04] <_methods> sittin in the middle of runs
[23:04:11] <_methods> screwin up lift lines
[23:04:19] <_methods> you know they usual snowboarder offenses
[23:04:53] <_methods> skiing definitely requires more skill
[23:04:53] <andypugh> Scraping all the snow off the odd-piste….
[23:04:58] <_methods> yeah
[23:05:02] <McBride36> zeeshan, racer?
[23:05:11] <zeeshan> McBride36: ?!?
[23:05:15] <andypugh> Maing terrifying noises behind you on icy pistes…
[23:05:23] <_methods> don't tell anyone i said boarding is fun
[23:05:27] <McBride36> zeeshan, you linked torque plates
[23:05:31] <McBride36> I work on Trans Am 2 cars
[23:05:32] <zeeshan> yes
[23:05:34] <_methods> i'll never hear the end of it if anyone finds out lol
[23:05:38] <andypugh> It must be fun, or they wouldn’t do it.
[23:05:47] <zeeshan> mcbride i got a rx7 twin turbo with a lq9 v8
[23:05:48] <Erant> andypugh: I ski with a bunch of boarders. I hate waiting at the top for them to do their stupid strap-in.
[23:05:52] <zeeshan> but this is for my subaru
[23:05:57] <zeeshan> which blew up (bone stock motor)
[23:06:00] <Erant> I'm at the top, let's gooooo.
[23:06:04] <zeeshan> trans am is lt1 right?
[23:06:14] <_methods> yeah
[23:06:18] <andypugh> Erant: Practice the jumping into bindings trick to rub it in?
[23:06:19] <Erant> Also no moguls with boarders, they hate it.
[23:06:25] <_methods> get em on some flat ground too lol
[23:06:31] <_methods> ah man i love my moguls
[23:06:50] <McBride36> zeeshan, no idea lol
[23:06:55] <Erant> Me too. It's fun. They hate it. It's not their rythm.
[23:06:58] -!- eeFuchs has quit [Ping timeout: 252 seconds]
[23:07:01] <_methods> my knees don't like them so much aymore
[23:07:04] <McBride36> http://gotransam.com/transam101/?cid=59344
[23:07:11] <_methods> *anymore lol
[23:07:20] -!- eFuchs [eFuchs!~huehuehue@dyn-31-25-157-250.ewacom.ropa.net] has joined #linuxcnc
[23:07:51] <andypugh> Erant:
https://www.youtube.com/watch?v=7-3vUCA---4
[23:08:15] <andypugh> (first one I found, I have seen it done with more panache)
[23:10:25] <Sync> zeeshan: got another shortblock? :D
[23:10:30] <zeeshan> sync no
[23:10:34] <zeeshan> a talked to a few shops
[23:10:40] <zeeshan> they said remeasure it with a torque plate
[23:10:48] <Erant> andypugh: Hah. I am so doing that
[23:10:49] <zeeshan> so im gonna build one this weekend
[23:11:07] <Sync> ah
[23:11:15] <zeeshan> i dont bwelieve
[23:11:19] <zeeshan> how much money people want for these torque plates
[23:11:21] <Sync> I wonder if they are actually honed with one
[23:11:22] <zeeshan> theyre 300+
[23:11:23] <Erant> andypugh: To be honest, my 360 is what annoys them a lot more.
[23:11:28] <zeeshan> its frigging 1 3/4" flat bar..
[23:11:30] <zeeshan> that has holes in it..
[23:11:43] <zeeshan> Sync: im hoping they are
[23:11:49] <zeeshan> and that is why im getting weird measurements
[23:11:52] <zeeshan> but i doubt it.
[23:12:26] <_methods> i love slappin them with my poles when they stop right in front of the lift exit to strap up
[23:12:57] <zeeshan> http://www.subaruforester.org/vbulletin/attachments/f88/33014d1317926197-2009-forester-head-gasket-leaks-ej255-short-block.jpg
[23:13:07] <zeeshan> the cylinder you can see on the right
[23:13:08] <zeeshan> #4
[23:13:11] <zeeshan> is the one that is out of spec
[23:13:19] <zeeshan> im hoping its due to less material or something.
[23:15:11] <Sync> I'm actually not sure if they do
[23:15:53] <Sync> thickness actually looks equal
[23:16:17] <Sync> also lul that 8 bolt flywheel flange
[23:17:38] <Sync> does the manual specify you measuring with a torque plate?
[23:17:44] <Sync> if not I'd rage
[23:17:46] <zeeshan> no
[23:17:51] <zeeshan> which is why im thrown off
[23:22:53] <Sync> h,
[23:22:55] <Sync> hm
[23:23:03] <Sync> it seems to be not uncommon
[23:23:12] <zeeshan> what?
[23:28:13] -!- teepee has quit [Ping timeout: 244 seconds]
[23:28:13] teepee_ is now known as teepee
[23:30:01] <zeeshan> ofcourse the internet has no dimensions fo rthe torque plate
[23:30:01] <zeeshan> :[
[23:33:49] <andypugh> Erant: I can’t do a 360. I tried to build up to iy starting at 90, but it went badly.
[23:35:39] -!- DRGray has quit [Quit: DRGray]
[23:36:58] -!- chris_99 has quit [Quit: Leaving]
[23:38:19] <Sync> the block being out of spec zeeshan
[23:43:20] <Sync> I wonder if they even check for that at the factory, I'd think so but hmm
[23:46:01] <zeeshan> who knows wtf theyre doing there :P
[23:46:40] <Sync> ye
[23:46:56] <Sync> well, gm certainly did not do it in the 60s :D
[23:50:16] <Sync> they just used pneumatic measurement
[23:51:23] <zeeshan> ??1
[23:51:25] <Tom_itx> zeeshan howz subaruland?
[23:51:29] <zeeshan> i sued air comparator at work
[23:51:31] <zeeshan> used
[23:51:48] <Sync> well, they just measure flow
[23:51:59] <Tom_itx> i think that pic looks fine
[23:52:28] <Erant> andypugh: I do worse with the 180 than the 360.
[23:53:31] <FloppyDisk> whoa - tube bending craziness
https://www.facebook.com/worldwillchange/videos/1005409086195787/
[23:54:39] <Sync> yeah those things are nice
[23:54:45] <Lowridah> i wanna see him cut it off with a play doh playset knife in the end
[23:54:53] <Lowridah> the little yellow one
[23:56:57] -!- toastydeath [toastydeath!~toast@pool-71-255-253-39.washdc.fios.verizon.net] has joined #linuxcnc
{kind=link}
{kind=link}
{kind=link}
{kind=link}
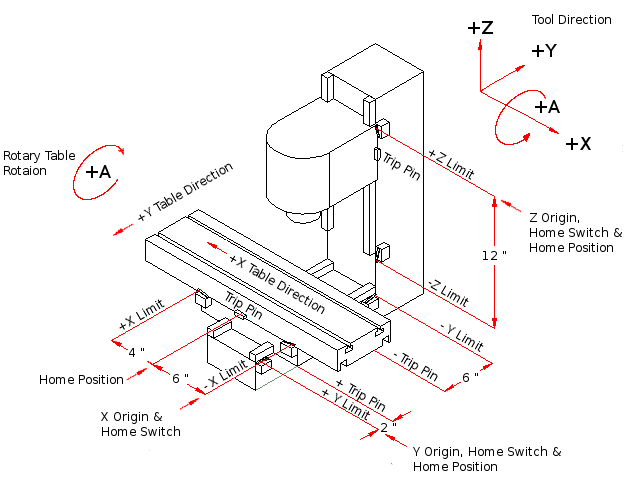{kind=link}
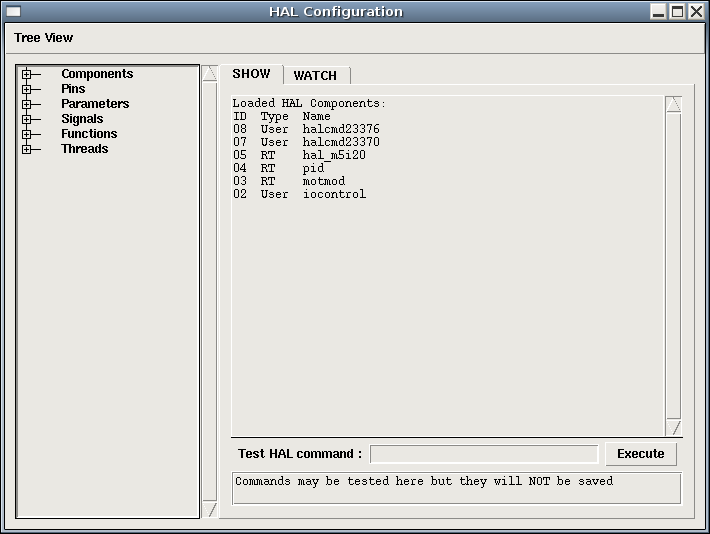{kind=link}
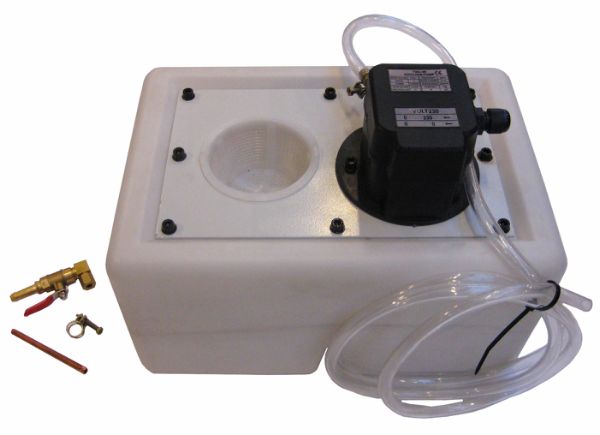{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}