Back
[00:03:09] <andypugh> I am idly pondering a firmware-on-demand service. But don't hold your breath, I collect projects like a dog collects fleas/
[00:03:37] -!-
theorb [theorb!~theorb@91.84.53.6] has joined #linuxcnc
[00:03:39] -!-
theorbtwo has quit [Ping timeout: 248 seconds]
[00:03:48] theorb is now known as
theorbtwo
[00:07:35] -!-
servos4ever has quit [Quit: ChatZilla 0.9.85 [SeaMonkey 2.0.11/20101206162726]]
[00:09:42] <Jymmm> andypugh:
[00:09:50] <Jymmm> Ye Old Coffee Can Hobo Stove...
[00:09:50] <Jymmm> Construction complete....
http://i42.tinypic.com/120t4cz.jpg
[00:09:50] <Jymmm> Baptism by fire...
http://i44.tinypic.com/9u54r4.jpg
[00:09:51] <Jymmm> Loading more sticks/twings...
http://i39.tinypic.com/yyrs4.jpg
[00:09:53] <Jymmm> Boiling some water in a soup can in the hobo stove...
http://i51.tinypic.com/2e51c2x.jpg
[00:11:32] <Jymmm> alcohol, fuel-cans, and fuel tabs work great too.
[00:11:33] <andypugh> I am no expert, but I think you might want to reconsider your airflow. I think it is meant to flow in the base, through the combustibles, and out the top round the pan.
[00:11:58] <andypugh> Your version is easier to stoke, of course.
[00:12:12] <jdhNC> with small holes around the base?
[00:12:17] <Jymmm> andypugh: True, but I wanted the base to be a reservior for alcohol
[00:12:33] <Jymmm> andypugh: I should add vent holes at the top though for a small frying pan
[00:12:57] <Jymmm> jdhNC: at the bottom?
[00:13:05] <andypugh> Put he vent holes in the frying pan, use the bacon fat as extra fuel :-)
[00:13:15] <jdhNC> near the bottom, so air can come up to the materail
[00:13:20] <Jymmm> andypugh: LOL, that WOULD work.
[00:13:38] <Jymmm> jdhNC: You think the 3"x3" hole isnot big enough?
[00:13:59] <jdhNC> sure, but that doesn't get oxygen to the bottom
[00:14:23] <Jymmm> jdhNC: I want a reservoir in the bottom for alcohol or other liquid fuels.
[00:14:26] <jdhNC> guess you would need somethign to keep the fuel off the bottom then
[00:15:05] <Jymmm> jdhNC: I have some expanded aluminum I could use to suspend, but it's oly an inch or so
[00:15:11] <Jymmm> only
[00:15:52] <Jymmm> The sticks/twigs are mostly a LAST resort. I plan on using/storing fuel cans for the most part.
[00:16:10] <Jymmm> and I do NOT mean sterno.
[00:16:11] <jdhNC> I would assume the entire device is mostly a LAST resort
[00:16:31] <Jymmm> jdhNC: Not really, nicse lil backpack stove.
[00:16:32] <jdhNC> my first choice is the stove in the kitchen
[00:16:47] <Jymmm> jdhNC: Mine is the BBQ =)
[00:16:51] <Jymmm> or smoker
[00:17:01] <jdhNC> that's my 2nd & 3rd
[00:17:24] <jdhNC> I just put a 10lb picnic on the smoker
[00:18:38] <Jymmm> andypugh: jdhNC This is GREAT stuff, FAA approved and doesn't evaporate even after 5+ years...
http://makais.com/product_images/s/050/0450__96756_zoom.jpg
[00:19:29] <Jymmm> I've had SEALED cans of sterno evaporate within 6mos
[00:19:57] <jdhNC> I never had much luck doing anything with sterno
[00:20:20] <Jymmm> I had to at least try it once.
[00:20:49] <Jymmm> I can store 2-3 cans of CAMP HEAT in the hobo stove easily enough.
[00:23:06] <jdhNC> is there a minimum resolution spindle encoder needed for emc tapping on a lathe?
[00:23:29] -!-
rob_h has quit [Ping timeout: 252 seconds]
[00:23:52] <Jymmm> I thought 1024, but I could be mistaken
[00:25:18] <andypugh> jdhNC: Minimum is 1 ppr.
[00:25:41] <andypugh> But more is better. I have 720 and that's fine. I reckon 200 would be OK too.
[00:26:05] <jdhNC> would 2 be better than 1? or 4?
[00:26:50] <andypugh> More is better. 1 is very marginal.
[00:26:52] <jdhNC> diy disk thing with N notches?
[00:27:16] <jdhNC> can you get buy with a pport input?
[00:27:55] <andypugh> Yes.
[00:28:21] <andypugh> You would basically go for as many notches as the parport can track at the required speed.
[00:28:26] <Jymmm> andypugh: I thought paraport had a 2ms delay or something?
[00:28:55] <andypugh> Even USB does better than that, normaly.
[00:29:15] <Jymmm> andypugh: I always forget what it is, SWPadnos always has to remind me =)
[00:29:26] <Jymmm> might be 200ns for all I know.
[00:29:34] <andypugh> jdhNC:
https://picasaweb.google.com/lh/photo/iHKPEhyEJB1_zbvUYLQ6JNMTjNZETYmyPJy0liipFm0?feat=directlink and
https://picasaweb.google.com/lh/photo/_hlZumHKbsbV7YoKPcEmOdMTjNZETYmyPJy0liipFm0?feat=directlink
[00:29:47] <Jymmm> It's 2 something something seconds is all I know =)
[00:30:19] <Jymmm> andypugh: I dont know about that, it might flex WAY TOO MUCH ;)
[00:30:28] <jdhNC> nice... did you do that with a slitting saw or something?
[00:30:55] <andypugh> Yes. In fact the slot-count was governed by the size of slot the saw makes.
[00:31:08] <Jymmm> andypugh: =)
[00:31:17] <Jymmm> it does look good btw
[00:31:26] <jdhNC> I'm pretty sure I can't cut that at the momen.
[00:31:39] <Jymmm> jdhNC: Wuss, you know you can!
[00:31:48] <Jymmm> YOU CAN DO IT!
[00:32:19] <andypugh> Well, there is another way:
http://www.youtube.com/watch?v=c1zCG-uPaoM&feature=g-upl&context=G2e3f7faAUAAAAAAAAAA
[00:33:00] <andypugh> Pen to make the marks, then etch in FeCl to matt-off the un-inked sections.
[00:33:11] <Jymmm> http://www.flickr.com/photos/stilldavid/2475768802/
[00:33:30] <Jymmm> You COULD use a laser printer and some THIN paper or velum
[00:33:32] <andypugh> Then the AEDR8300 seems to work well (and is quadrature in a single package)
[00:33:41] <Jymmm> velium
[00:33:44] <Jymmm> wax paper
[00:33:46] <Jymmm> etc
[00:33:49] -!-
jthornton has quit [Ping timeout: 252 seconds]
[00:33:50] <andypugh> Yes, laser and OHP transparency is fine.
[00:33:54] -!-
JT-Shop has quit [Ping timeout: 245 seconds]
[00:34:25] <andypugh> There is a postscript file out there that you can edit to create any size and slot count.
[00:34:57] <Jymmm> http://i40.tinypic.com/vhunt2.jpg
[00:35:06] <andypugh> I made an OK encoder by wrapping a laser-printed set of stripes around the lathe spindle.
[00:35:13] <Jymmm> http://i42.tinypic.com/160d98m.jpg
[00:35:30] <andypugh> Jymmm: That looks like the one.
[00:36:22] <Jymmm> hang on, posting the PS file
[00:36:24] <andypugh> http://fennetic.net/machines/encoders.html
[00:36:33] <andypugh> I win
[00:37:03] <Jymmm> then I won't
[00:37:49] <andypugh> encoder-panelised is the file, open it in a text editor, and you will see it is well-comented, then send it straight to a postscript printer.
[00:38:13] <Jymmm> I lied...
http://pastebin.com/JDB5Dx7G
[00:38:25] <Jymmm> or convert to pdf
[00:38:40] <andypugh> Good, because so did I, the links I posted are broken.
[00:38:50] <Jymmm> that sucks
[00:39:34] <Jymmm> andypugh: Copy that one as it took me a while to find it after these years
[00:40:09] <Jymmm> andypugh: maybe you cna toss it up on the wikie (as text)
[00:41:07] <KimK> I made a prototype encoder using EMC's @ < angle setting function in a loop to a subroutine that did the milling of one slot. The whole program was just a few lines.
[00:41:16] <andypugh> Not tonight, I need to sleep.
[00:42:07] <KimK> Goodnight, Andy, best of luck!
[00:42:21] <andypugh> jdhNC: Any gear in your headstock + proximity sensor can be an encoder too.
[00:42:28] <andypugh> Night all
[00:42:37] -!-
andypugh has quit [Quit: andypugh]
[00:44:03] <KimK> jdhNC: Andy's right, have you seen Jon's mill? I'll look for the link.
[00:45:46] <KimK> jdhNC: Here you go: Adding a spindle encoder to a Bridgeport 1J head:
http://www.pico-systems.com/bridge_spindle.html
[00:46:17] <KimK> jdhNC: Of course, there are many ways to skin the cat, so whatever works for you.
[00:46:35] -!-
Loetmichel_ [Loetmichel_!cylly@p54B15BE6.dip.t-dialin.net] has joined #linuxcnc
[00:46:53] <skunkworks> KimK: hey!
[00:47:12] <KimK> Hi Sam, how are things?
[00:47:22] <skunkworks> good - youy?
[00:47:31] <KimK> Oh, no big news.
[00:47:34] -!-
Loetmichel has quit [Ping timeout: 252 seconds]
[00:49:10] <KimK> I went to a gun show today, I understand WI has CCW now?
[00:49:33] <skunkworks> concealed carry? yes
[00:53:39] <KimK> So you guys just went through the "Mayhem in the streets, gunfights in the bars, etc., etc." baloney? Ha. So now only IL is left, I think?
[00:54:08] <skunkworks> I don't keep up. :)
[00:54:25] <skunkworks> lots of people excited about it
[00:54:36] <KimK> I understand. Anything new in the shop?
[00:58:38] <skunkworks> K&T is running well. the gantry router is getting put back together
[00:58:47] <skunkworks> Lathe next maybe
[01:02:20] <KimK> Excellent! Do you have plenty of room to put in big servos on the lathe, or are the hydraulic motors a pretty tight fit?
[01:09:32] <skunkworks> I think initalllly we are going to play with the servos
[01:09:36] <skunkworks> hydraulic
[01:09:59] <skunkworks> I don't know about z - but x is pretty open
[01:11:11] <skunkworks> (against your better judgment ;) )
[01:15:04] <KimK> Ha, no, you can make it work, especially if you use one (well, two) of those fancy proportional valves.
[01:22:09] <skunkworks> right
[01:29:41] -!-
joe9 has quit [Quit: Lost terminal]
[01:31:39] -!-
joe9 [joe9!~joe9@c-24-99-80-97.hsd1.ga.comcast.net] has joined #linuxcnc
[01:44:30] * KimK takes that as, "Right. Like that's going to happen."
[01:45:07] <skunkworks> heh - we will try what is on there first I think
[01:45:17] <KimK> Well, you know I'll do anything I can to help.
[01:45:28] <skunkworks> thanks :)
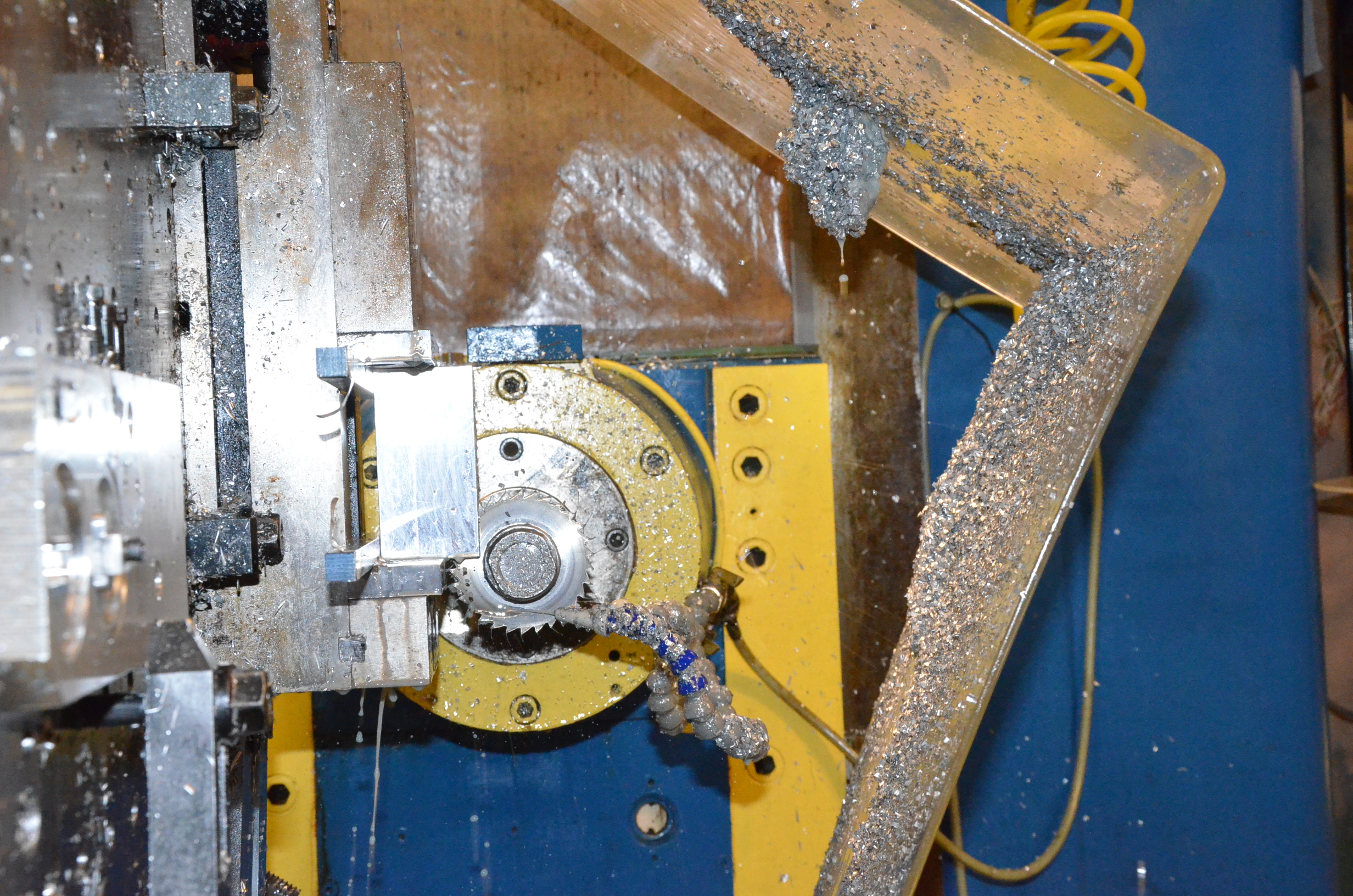
[01:46:23] <skunkworks> KimK: making shavings
http://www.electronicsam.com/images/KandT/testing/DSC_1826.JPG
[01:47:07] <skunkworks> http://www.electronicsam.com/images/KandT/testing/DSC_1830.JPG
[01:47:50] <KimK> The old-style servo valves are not too bad as long as the requested velocity (valve opening) is pretty significant. (At least 20%, maybe?) It's when creeping, or creeping to reverse-creeping is involved that the trouble starts.
[01:48:25] <skunkworks> I bet
[01:48:45] <KimK> With small feeds (small velocities, small valve openings) it often sticks.
[01:50:02] <skunkworks> the way the original circuit looks - they where constantly running a low frequency chopping on top of the actual signal probably to keep it dithering
[01:50:51] <KimK> Yes indeed, that's what the "dither" signal is supposed to be for, so maybe you can find a setting that will keep the valve spool "loose", but not jack with the part finish too much?
[01:53:19] <skunkworks> mmaybe
[01:53:33] <KimK> Or, (and this sounds *exactly* like a skunkworks project!) you can build your *own* valve, with a proper bidirectional positioning system, and position feedback!
[01:53:56] <skunkworks> heh
[01:54:43] <KimK> "We don't need no stinking proportional valves!"
[01:55:09] <KimK> That would be one for the wiki, lol!
[01:57:12] <KimK> Ooh! Chili! I'll be back after while.
[01:57:20] * KimK runs off with spoon in hand
[01:57:37] <skunkworks> ttyl
[02:02:14] -!-
FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[02:04:19] -!-
FinboySlick [FinboySlick!~shark@squal.net] has parted #linuxcnc
[02:08:32] -!-
sumpfralle [sumpfralle!~lars@87.234.216.224] has joined #linuxcnc
[02:09:32] -!-
[n0b0dy] [[n0b0dy]!~asdf@99-109-227-209.lightspeed.hstntx.sbcglobal.net] has joined #linuxcnc
[02:15:48] <mikegg> so I built a tool changer using the tormach tooling system
[02:16:03] <mikegg> how do you keep EMC2 from kicking a tool out before you are ready?
[02:16:50] <mikegg> I linked iocontrol....tool-change to the solenoid that admits air to the cylinder
[02:17:14] <mikegg> but that goes high before the machine returns to zero and the message box pops up
[02:18:19] <mikegg> i'd like for that to go true after I click continue
[02:19:54] <mikegg> oop, that's wrong, it goes high after the machine homes
[02:21:08] <mikegg> I guess you just M1 before tool changes?
[02:22:02] <Jymmm> mikegg: Uh, who ya talkin to there?
[02:22:14] <mikegg> heh I dunno. out loud mostly
[02:22:33] <pcw_home> jdhNC the spindle position error from varying loads between encoder counts
[02:22:35] <pcw_home> should be inversely proportional to the square of the encoder counts
[02:22:37] <pcw_home> (so a 4 PPR encoder would be 16 times better than 1 PPR)
[02:22:39] <Jymmm> Uh huh..... Hello, Dr Wacko I presume =)
[02:23:12] <Jymmm> pcw_home: you mean 4x better?
[02:23:23] <pcw_home> no 16 x better
[02:23:55] <Jymmm> pcw_home: what crac...err math you doing there?
[02:24:27] <pcw_home> High school physics?
[02:24:51] <Jymmm> 1ppr == 1x, right?
[02:25:25] <pcw_home> yes
[02:25:44] <Jymmm> ok, and 2ppr == ___________?
[02:26:04] <pcw_home> 4X
[02:26:12] <Jymmm> how do you figure?
[02:27:17] <jdhNC> I have some smallish prox switches so a gear might work.
[02:27:34] <jdhNC> but, I assume there is a point that the p-port can't keep up?
[02:28:51] <Jymmm> jdhNC: you gonna use a cherry sw instead of optical?
[02:29:01] <Jymmm> for spindle encoder?
[02:29:21] <jdhNC> I was really thinking of a floppy sensor
[02:29:30] <Jymmm> hall effect?
[02:29:36] <jdhNC> ir
[02:29:40] <Jymmm> ah
[02:29:43] <mikegg> has anyone tried using an optical mouse
[02:29:44] <mikegg> ?
[02:29:53] <pcw_home> LinuxCNCs position interpolation error from the real spindle position can only be in error until the next edge
[02:29:55] <pcw_home> and the position error will be DisturbAccel*T^2 and if the error is small relative to the velocity T will be inversely proportional to encoder counts
[02:30:25] <jdhNC> I believe you :)
[02:31:12] <Jymmm> pcw_home: dont be talking that HS physics jibber jabber in here ya snot nose kid before I beat ya over the head with the cane Icarved from a fallin tree back in 1832!
[02:31:18] <pcw_home> Parallel port is probably all you need for a spindle encoder up to 100 or 200 PPR
[02:32:02] <Jymmm> pcw_home: So, a 200PPR == 4000x better?
[02:33:15] <pcw_home> Probably diminishing returns after 30 or so on a normal heavy spindle
[02:34:36] <skunkworks> mikegg: mouse wheel and sensor
http://www.electronicsam.com/images/KandT/servostart/Fastermouse.png
[02:36:05] -!-
cmorley has quit [Ping timeout: 248 seconds]
[02:37:37] <skunkworks> mikegg: what is the deal with the tool change?
[02:38:32] <mikegg> uh, well I've got all the hardware setup. two solenoids. one on either side of a cylinder
[02:38:46] <mikegg> just wondering about how to configure software
[02:39:00] <mikegg> using belleville springs and the TTS
[02:39:04] -!-
syyl_ [syyl_!~syyl@p4FD14997.dip.t-dialin.net] has joined #linuxcnc
[02:40:06] <skunkworks> neat
[02:40:08] <mikegg> if you link the tool release solenoid to iocontrol.0.tool-change, it will kick the tool out whenever it sees M6TN
[02:40:32] <mikegg> yeah, it was fun. I need to post some vids
[02:41:54] <skunkworks> what do you want it to do?
[02:42:21] <mikegg> like the machine to home, and then popup a dialog so I can put my hand on the tool before it kicks out
[02:42:31] <mikegg> then another to grab the tool, maybe
[02:42:39] <mikegg> *another dialog box
[02:43:01] -!-
syyl has quit [Ping timeout: 248 seconds]
[02:44:43] -!-
ricimer [ricimer!~karpodiem@c-107-5-193-193.hsd1.mi.comcast.net] has joined #linuxcnc
[02:45:19] -!-
ricimer [ricimer!~karpodiem@c-107-5-193-193.hsd1.mi.comcast.net] has parted #linuxcnc
[02:47:20] <skunkworks> I think you may need to setup a bit of ladder and or hal to accomplish this.
[02:49:52] -!-
JT-Shop [JT-Shop!~chatzilla@216-41-156-59.semo.net] has joined #linuxcnc
[02:51:24] <mikegg> I was wondering if that was going to be the case. I'd just started reading about that...
[02:51:45] -!-
BobGreen [BobGreen!~vircuser@dhcp-0-27-19-d4-2c-49.cpe.mountaincable.net] has joined #linuxcnc
[02:52:00] <skunkworks> maybe start with the manual tool change popup in axis
[02:52:51] <cradek> don't you just need a tool release button? that's the normal way if you need to catch a tool
[02:53:00] <mikegg> http://www.youtube.com/watch?v=kXW0i1p6Bic
[02:53:02] <mikegg> here we go
[02:53:33] <mikegg> hey, that's a good idea
[02:53:38] <mikegg> !
[02:53:57] <skunkworks> heh - that would be easier....
[02:53:59] <skunkworks> cool
[02:54:13] <cradek> http://timeguy.com/cradek-files/emc/jr.jpg
[02:54:23] <mikegg> I've got a feed-hold button in the perfect place. maybe time for re-assignment
[02:54:33] <cradek> see the button right above the spindle? that's factory
[02:54:33] <mikegg> i guess I could add another
[02:55:32] -!-
sumpfralle has quit [Read error: Connection reset by peer]
[02:56:12] <mikegg> thanks guys, problem solved!
[02:59:52] * KimK wonders, "Who was that masked cradek?"
[03:00:22] -!-
jthornton [jthornton!~chatzilla@216-41-156-59.semo.net] has joined #linuxcnc
[03:00:25] <KimK> cradek: BTW, if you replied, I missed it, did we win the contest?
[03:00:41] <cradek> he's the one who sometimes doesn't answer the question at hand, favoring instead a holistic approach to problem-solving
[03:00:52] <cradek> I only remember the cookies, sorry.
[03:01:17] <KimK> Ha, it was still very amusing, thanks again.
[03:01:28] <cradek> but frankly I'm sure we'd be unbeatable in any cookie-related contest.
[03:01:50] -!-
JT-Shop_ [JT-Shop_!~chatzilla@216-41-156-59.semo.net] has joined #linuxcnc
[03:02:11] -!-
ve7it has quit [Ping timeout: 260 seconds]
[03:02:33] <KimK> I don't know, if *I* count them, I'm pretty sure we'll come up short. (Mmmm, tasty! Got any more!)
[03:02:43] -!-
gene__ [gene__!~gene@204.111.66.235] has joined #linuxcnc
[03:04:26] <KimK> BTW, would you permit me to forward your Mori files to that other Mori fellow I mentioned?
[03:05:06] -!-
JT-Shop has quit [Ping timeout: 260 seconds]
[03:05:14] JT-Shop_ is now known as
JT-Shop
[03:06:51] -!-
gene76 has quit [Ping timeout: 260 seconds]
[03:18:47] -!-
ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[03:53:35] -!-
ve7it has quit [Remote host closed the connection]
[04:34:30] -!-
BobGreen has quit [Quit: User pushed the X - because it's Xtra, baby]
[04:55:34] -!-
factor [factor!~factor@74.197.205.204] has joined #linuxcnc
[05:01:22] <mikegg> http://www.youtube.com/watch?v=DbM0qwAQ7LU
[05:01:27] <mikegg> there we go
[05:07:52] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[05:22:40] -!-
jepler has quit [Read error: Operation timed out]
[05:24:06] <jdhNC> is there a live cd torrent?
[05:26:17] -!-
jepler [jepler!~jepler@emc/developer/pdpc.professional.jepler] has joined #linuxcnc
[05:37:51] <seb_kuzminsky> cncbasher: well the bad news is, i can't reproduce cncbasher's hm2 watchdog problem on my 7i43
[05:37:58] <seb_kuzminsky> and i guess the good news is the same
[05:38:00] -!-
cmorley has quit [Ping timeout: 252 seconds]
[05:38:04] <seb_kuzminsky> wonder why it's biting you and not me
[05:38:36] <seb_kuzminsky> i noticed you have a non-standard firmware... ORAC3? would you try it please with the SVST4_4 firmware from the hostmot2-firmware-7i43 package?
[05:47:57] -!-
jts has quit [Quit: Leaving]
[06:01:45] -!-
mhaberler has quit [Quit: mhaberler]
[06:05:46] -!-
A2Sheds has quit [Ping timeout: 276 seconds]
[06:07:18] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[06:17:07] -!-
A2Sheds [A2Sheds!~ly@unaffiliated/l84supper] has joined #linuxcnc
[06:22:47] <KimK> jdhNC: Yes, I'm a seed
[06:24:41] <KimK> jdhNC: For the torrent link, try:
http://linuxtracker.org/download.php?id=eebd5ddae35ed3f9a0438efd0afbea467f456af1&f=ubuntu-10.04-linuxcnc1-i386.iso.torrent
[06:28:31] -!-
seb_kuzminsky has quit [Ping timeout: 276 seconds]
[06:39:45] -!-
seb_kuzminsky [seb_kuzminsky!~seb@174-16-121-79.hlrn.qwest.net] has joined #linuxcnc
[06:55:19] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[07:36:36] <Jymmm> Anyone remember these?
http://www.ebay.com/itm/SHARP-EL-515S-Scientific-Calculator-with-Manuals-STILL-WORKS-/110813044215 I found one today at a yardsale for $1, works perfectly. FWIW, that's 28 years old and still goin ;)
[07:38:15] <Jymmm> It actually calculates percentages as one would expect, like with sales tax,etc
[07:40:27] <Jymmm> 50 + 5 % {displays: 2.5} = 52.5
[07:56:35] -!-
vladimirek [vladimirek!~vladimire@bband-dyn226.178-40-36.t-com.sk] has joined #linuxcnc
[08:03:37] -!-
cmorley has quit [Ping timeout: 245 seconds]
[08:16:48] <cncbasher> seb_kuzminsky> yes will do
[08:23:59] <cncbasher> seb_kuzminsky>
http://pastebin.com/1TC9Ayba
[08:25:11] <cncbasher> seb_kuzminsky>for information , orac3.bit works fine in 2.5
[08:57:54] -!-
jonnyATroot [jonnyATroot!~jonny@90.183.82.208] has joined #linuxcnc
[09:11:13] -!-
jonnyATroot has quit [Remote host closed the connection]
[09:27:58] -!-
jonnyATroot [jonnyATroot!~jonny@90.183.82.208] has joined #linuxcnc
[09:32:37] -!-
jonnyATroot has quit [Client Quit]
[09:32:54] -!-
jonnyATroot [jonnyATroot!~jonny@90.183.82.208] has joined #linuxcnc
[09:46:44] -!-
jonnyATroot has quit [Quit: Leaving]
[09:56:51] -!-
syyl__ [syyl__!~syyl@p4FD1226A.dip.t-dialin.net] has joined #linuxcnc
[09:58:32] -!-
rob_h [rob_h!~rob_h@5ace704a.bb.sky.com] has joined #linuxcnc
[09:59:53] -!-
syyl_ has quit [Ping timeout: 252 seconds]
[10:19:13] -!-
emcPT [emcPT!~fg@bl7-41-53.dsl.telepac.pt] has joined #linuxcnc
[10:35:27] -!-
cmorley has quit [Ping timeout: 252 seconds]
[10:40:14] -!-
maximilian_h [maximilian_h!~bonsai@stgt-4d039735.pool.mediaWays.net] has joined #linuxcnc
[10:57:59] -!-
cmorley has quit [Ping timeout: 255 seconds]
[11:22:34] -!-
Valen has quit [Quit: Leaving.]
[11:22:38] -!-
i_tarzan has quit [Ping timeout: 240 seconds]
[11:22:48] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[11:37:58] -!-
emcPT has quit [Quit: Leaving]
[11:46:22] -!-
A2Sheds has quit [Ping timeout: 276 seconds]
[11:58:05] -!-
mozmck has quit [Ping timeout: 244 seconds]
[11:59:29] -!-
A2Sheds [A2Sheds!~ly@unaffiliated/l84supper] has joined #linuxcnc
[12:00:36] -!-
mozmck [mozmck!~moses@client-74.117.92.175.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[12:06:04] -!-
empiric [empiric!b251c190@gateway/web/freenode/ip.178.81.193.144] has joined #linuxcnc
[12:06:48] <empiric> gusy i am trying to run celerra EMC version 5.5 advance but on left pane i am getting JAVA error
[12:07:08] -!-
jonnyATroot [jonnyATroot!~jonny@90.183.82.208] has joined #linuxcnc
[12:13:46] <archivist> empiric, wrong emc probably
[12:14:19] <empiric> no i am able to craete SAN disk also
[12:14:37] <empiric> but i think on left side i have options to mount the SAN disk
[12:14:45] <empiric> which i can not see
[12:15:11] <archivist> empiric, this channel is NOT about emc storage systems
[12:15:26] <empiric> which channel then?
[12:16:00] <archivist> freenode is all bout open source software, you should ask emc
[12:16:06] <archivist> about
[12:16:56] <archivist> and right now emc the company has a bad reputation in here
[12:18:32] -!-
cmorley has quit [Ping timeout: 255 seconds]
[12:21:56] <empiric> it says Java Plug-in 1.6.0_29
[12:22:16] <empiric> Celerra Manager for
https://192.168.1.200/, initialized the uiDispatcher applet at time 2012-01-29 15:13:50.104 Could not listen on port 4444
[12:24:22] <jthornton> LOL the redirect sends them here
[12:24:32] <archivist> empiric, look at the topic
[12:29:19] <Jymmm> or channel
[12:30:20] <alex_joni> LinuxCNC is a linux-based opensource CNC control. | Latest release: 2.4.7
[12:30:24] <alex_joni> so there is no 5.5 ;)
[12:31:32] <archivist> I think we may need a larger clue by 4
[12:32:14] <Jymmm> set an entry message
[12:41:13] -!-
Valen has quit [Quit: Leaving.]
[12:43:26] -!-
cmorley has quit [Ping timeout: 252 seconds]
[13:25:24] -!-
jonnyATroot has quit [Ping timeout: 244 seconds]
[13:26:41] -!-
empiric has quit [Ping timeout: 245 seconds]
[13:31:27] -!-
cmorley has quit [Ping timeout: 252 seconds]
[13:40:39] <skunkworks> http://bbs.homeshopmachinist.net/showpost.php?p=736199&postcount=44
[13:41:33] <Jymmm> What's emc?
[13:45:02] -!-
mozmck has quit [Ping timeout: 244 seconds]
[13:46:26] <Vq> Jymmm: European Mathematical Congress
[13:46:43] <Loetmichel_> *grrrr*
[13:47:26] * Loetmichel_ has accidently moved the cuck into some foam PVC yesterday
[13:48:00] <Loetmichel_> <- is cleaning the ER11 chuck with a xactoknife since about 15 min now :-(
[13:48:57] <Loetmichel_> the molten plastics has flown up the notches in the chuck, even in the ome backwards :-(
[13:49:01] <Loetmichel_> ones
[13:50:52] <skunkworks> yeck
[13:55:04] -!-
A2Sheds has quit [Ping timeout: 276 seconds]
[14:03:16] -!-
factor has quit [Ping timeout: 252 seconds]
[14:07:47] -!-
A2Sheds [A2Sheds!~ly@unaffiliated/l84supper] has joined #linuxcnc
[14:10:37] <archivist> you could possibly dissolve it out
[14:13:19] <skunkworks> did anyone see this?
http://wiki.linuxcnc.org/cgi-bin/wiki.pl
[14:14:18] <cncbasher> yes i get the same here
[14:15:53] <skunkworks> ok
[14:15:55] <skunkworks> thanks
[14:17:14] <cncbasher> unless it's under maintenance of course
[14:23:48] -!-
n0b0dy [n0b0dy!~n0b0dy@216.7.233.68] has joined #linuxcnc
[14:26:30] <n0b0dy> is copper hard to turn? say harder than say steel? or am i doing it wrong?
[14:28:36] <n0b0dy> or is it my sherline micro/mini lathe?
[14:28:44] <n0b0dy> might even be the motor... :/
[14:29:00] <skunkworks> copper is not easy to turn.
[14:29:15] <n0b0dy> k
[14:31:40] <syyl__> sharp lapped hss tool helps
[14:31:50] <syyl__> or a carbide insert for aluminium
[14:32:05] <syyl__> (and i read of milk for cooling...but i think thats a hoax)
[14:36:02] <archivist> it is sticky to turn, it work hardens
[14:36:32] <n0b0dy> ^--- yea, k
[14:36:52] <n0b0dy> it was one of those lets try this...
[14:37:15] <n0b0dy> Shortening the threads on a copper fitting. Needed to hold a plastic plunger for a balloon pump, and wide the plastic opening a little more
[14:41:54] -!-
psha [psha!~psha@213.208.162.69] has joined #linuxcnc
[14:43:23] -!-
e-ndy [e-ndy!~jkastner@static-84-242-102-36.net.upcbroadband.cz] has joined #linuxcnc
[14:56:01] <mikegg> I wonder what kind of shape this is in:
http://macon.craigslist.org/tls/2767634345.html
[15:06:14] <archivist> bit expensive for faulty and nearly 30 years old, could it be as "well used" looking as
http://www.cam-cnc.com/1988-mori-seiki-mv-5550/
[15:06:56] <Nick001> is iocontrol specific to mesa or is it an emc signal that other controllers can use?
[15:07:48] <n0b0dy> mmm
[15:09:58] <mikegg> I don't think it is specific to mesa
[15:13:43] <JT-Shop> mhaberler: are you about?
[15:13:52] <mhaberler> yessir!
[15:14:31] <JT-Shop> http://linuxcnc.org/index.php/english/component/kunena/?func=view&catid=48&id=16439&limit=6&start=12#17261
[15:14:46] <JT-Shop> can you look at my code over on the forum please?
[15:14:57] <mhaberler> sure
[15:16:00] -!-
joe9 has quit [Ping timeout: 260 seconds]
[15:16:40] <mhaberler> yes, the names need to be distinct - they are used in the _on_xxx_change handlers and the second self.label = … overwrites the first
[15:17:03] <mhaberler> just make one up, and change the _on.. handler to refer to it
[15:17:52] -!-
JT-BP [JT-BP!~chatzilla@216-41-156-59.semo.net] has joined #linuxcnc
[15:18:59] <JT-Shop> ok, thanks
[15:23:54] <JT-BP> is there a list of hal.pintypes somewhere? a search for HAL_FLOAT in the integrators manual turns up nothing
[15:24:41] <JT-BP> bet it is in the hal manual
[15:27:53] <mhaberler> they come through the 'import hal', see
http://www.linuxcnc.org/docs/devel/html/hal/halmodule.html
[15:28:13] <mhaberler> it's not specific to gladevcp, vanilla HAL python
[15:29:14] <JT-BP> just found it in halmodule
[15:29:39] <JT-BP> I can't wait for 1 pdf so the whole thing can be searched...
[15:29:43] <mhaberler> lost in Python import hell ;-)
[15:30:37] <mhaberler> hm, good point, searchable manual.. maybe psha and me can put up something asides the irc searchable logs
[15:30:44] <JT-BP> WOW! it seems to be working
[15:31:25] <JT-BP> if we could fix the html cross reference that would help a lot
[15:31:55] <mhaberler> what specifically you mean by 'html cross reference' - any links?
[15:32:13] <JT-BP> just a sec
[15:32:50] <JT-BP> in the appendix section of 2.4 docs
http://linuxcnc.org/docview/html/
[15:33:18] <JT-BP> when we changed to asciidoc the script no longer worked to generate the cross reference index
[15:33:31] <mhaberler> uh
[15:34:05] -!-
rooks has quit [Ping timeout: 260 seconds]
[15:34:11] <mhaberler> do you happen to know the pathname of 'the script', I guess docs/src/...?
[15:34:29] <JT-BP> that would be my guess
[15:34:42] <JT-BP> let me see if I can find it
[15:35:54] <JT-Shop> I think it is xref.py
[15:36:58] <mhaberler> yep, got it
[15:37:51] <mhaberler> hm, that vanished
[15:38:23] <mhaberler> not from the Submakefile though
[15:38:40] <mhaberler> in fact psha is online :-)
[15:38:46] <JT-BP> :)
[15:40:29] -!-
Tugge [Tugge!~tugge@a91-153-45-7.elisa-laajakaista.fi] has joined #linuxcnc
[15:42:22] <Tugge> Good evening. I have build 3 axis milling machine with stepper motor driving and almost everything works like a dream. Except the homing point.
[15:43:01] <JT-BP> what did you expect and what did you get?
[15:44:03] <Tugge> I can't home the device now. If I for example drive x-axel to home (to the real switch) the x axel doesn't go to right direction.
[15:44:43] <JT-BP> change the sign of the home velocity
[15:44:59] <Tugge> I can drive x axel to wrong direction, but not the right direction. So does those home switches need to be in specific side of axel?
[15:45:11] <JT-BP> no
[15:45:28] <JT-BP> when you jog does the axis go the correct direction?
[15:46:08] <Tugge> Yes. If I press + the axel goes for same direction as in the 3d-image.
[15:47:32] <JT-BP> in your ini file change the sign of HOME_SEARCH_VEL
[15:47:40] <JT-BP> to go the other way when homing
[15:47:53] -!-
mhaberler has quit [Quit: mhaberler]
[15:48:08] <JT-BP> Tugge:
http://linuxcnc.org/docview/2.5/html/config/ini_homing.html#_home_search_vel
[15:48:13] <Tugge> Thanks I tr that.
[15:50:11] -!-
JT-BP has quit [Quit: ChatZilla 0.9.88 [Firefox 9.0.1/20120117091749]]
[15:51:01] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[16:01:58] -!-
mhaberler has quit [Ping timeout: 245 seconds]
[16:02:06] -!-
mhaberler_ [mhaberler_!~mhaberler@195.191.253.94] has joined #linuxcnc
[16:15:14] -!-
joe9 [joe9!~joe9@c-24-99-80-97.hsd1.ga.comcast.net] has joined #linuxcnc
[16:16:03] <seb_kuzminsky> cncbasher: in the new pastebin (
http://pastebin.com/1TC9Ayba) you forget to set gpio.037.is_output
[16:16:56] <seb_kuzminsky> cncbasher: so ORAC3 used to work fine with 2.5 before my watchdog change earlier this week, but after my change it bites right away
[16:16:58] <cncbasher> seb> thanks i'll check it
[16:17:25] <cncbasher> yes thats correct orac3 works fine in 2.5
[16:17:36] -!-
mhaberler_ has quit [Quit: mhaberler_]
[16:17:38] <seb_kuzminsky> cncbin older 2.5 but not in new 2.5
[16:17:57] <cncbasher> only emc2-dev git master is giving me problems
[16:18:18] <seb_kuzminsky> that's funny, i haven't changed master
[16:18:26] <seb_kuzminsky> ok well that's good to know
[16:18:55] <seb_kuzminsky> logger[mah]:
[16:18:55] <logger[mah]> seb_kuzminsky: Log stored at
http://linuxcnc.mah.priv.at/irc/%23linuxcnc/2012-01-29.html
[16:21:12] <seb_kuzminsky> ah, looks like mhaberler merged 2.5 into master on friday
[16:21:52] <seb_kuzminsky> when did you update your git repo last?
[16:21:54] <seb_kuzminsky> bbl
[16:21:56] <cncbasher> works fine up to version 2.5.0 pre2-626
[16:22:05] <cncbasher> but not after that
[16:22:22] <cncbasher> last git update today
[16:22:29] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[16:23:49] -!-
BobGreen [BobGreen!~vircuser@dhcp-0-27-19-d4-2c-49.cpe.mountaincable.net] has joined #linuxcnc
[16:29:58] <seb_kuzminsky> cncbasher: 2.6.0-pre2.626 was just before the rebranding effort
[16:30:09] <seb_kuzminsky> oops, i meant 2.5.0-pre2.626
[16:30:17] <seb_kuzminsky> i wonder if that's related
[16:30:55] <cncbasher> yes i was also thinking the same
[16:31:18] <seb_kuzminsky> it sounds like you are running rip builds, and you know your way around git pretty well, is that right?
[16:31:35] <cncbasher> resonably
[16:32:13] <seb_kuzminsky> great! can you check out commit 5782134e00caebdd1d74f1b0cf68ba9c233d8de5 and build and try that?
[16:32:24] <seb_kuzminsky> that's the last commit before i started messing with the hm2 watchdog
[16:33:15] <seb_kuzminsky> bbl
[16:33:24] <cncbasher> ha this is where things go pear shaped
[16:34:12] -!-
BobGreen has quit [Quit: User pushed the X - because it's Xtra, baby]
[16:47:07] * Loetmichel_ is making himself some cable spools to clean up his entangled spare wires...: http://www.cyrom.org/palbum/main.php?g2_itemId=12733
[16:47:11] <Loetmichel_> http://www.cyrom.org/palbum/main.php?g2_itemId=12736
[16:47:21] <Loetmichel_> http://www.cyrom.org/palbum/main.php?g2_itemId=12739
[16:47:27] <Loetmichel_> http://www.cyrom.org/palbum/main.php?g2_itemId=12742
[16:47:35] <Loetmichel_> http://www.cyrom.org/palbum/main.php?g2_itemId=12745
[16:48:12] <Loetmichel_> ... i love this 3mm PVC foam plates (called "hobbycolor" or "forex" or "guttagliss" over here)
[16:52:57] <skunkworks> cool
[16:53:16] <n0b0dy> foam?
[16:53:41] <Loetmichel_> its foamed PVC
[16:53:49] <Loetmichel_> but very low foamed
[17:02:59] <seb_kuzminsky> cncbasher: "git checkout 5782134e00caebdd1d74f1b0cf68ba9c233d8de5", then build as usual
[17:03:10] <cncbasher> ok
[17:04:36] <seb_kuzminsky> you'll be in what git calls a "detached head state", which means your working tree does not correspond to a branch head, so remember to checkout a real branch when we're done debugging here
[17:04:36] <mikegg> andypugh: I've got my drives running in sinusoidal mode now. Sweet! Is there an advantage to cfg = qhi vs qh ?
[17:04:44] <seb_kuzminsky> cncbasher: bbl
[17:05:07] <cncbasher> seb> ok no problem
[17:21:40] -!-
cncbasher_ [cncbasher_!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has joined #linuxcnc
[17:21:59] -!-
cncbasher_ [cncbasher_!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has parted #linuxcnc
[17:25:07] <pcw_home> cncbasher is it possible you have a very old config that has no watchdog (some of those existed a number of years ago)
[17:25:09] <pcw_home> If the driver assumes theres a watchdog without checking the ModuleID record it would see the watchdog as always bitten
[17:25:10] <pcw_home> (missing registers will read as 0xffffffff = 1 in the wd has bitten bit)
[17:25:27] <seb_kuzminsky> pcw_home: the driver checks for the presence of the watchdog before trying to use it
[17:25:42] <seb_kuzminsky> (at least that's the intent, i guess it's possible i wrote a bug in there)
[17:25:56] <pcw_home> OK just wondering what could be different
[17:26:15] <seb_kuzminsky> what's this ORAC3 firmware?
[17:26:27] <seb_kuzminsky> that's different...
[17:27:06] <seb_kuzminsky> that's what cncbasher is using
[17:27:25] <cncbasher> i presume it's possible
[17:27:41] <cncbasher> using hostmot2-firmware from git
[17:27:59] <seb_kuzminsky> there's no orac firmware in the git repo afaik
[17:28:11] <cncbasher> no thats my own build
[17:28:35] <cncbasher> works fine up to version 2.5 626
[17:28:55] <seb_kuzminsky> you checked out the hostmot2 git repo, modified it to add a new "orac" firmare, and that's what you're running now?
[17:29:03] <cncbasher> yes correct
[17:29:13] <seb_kuzminsky> ah ok
[17:29:32] <seb_kuzminsky> could you try one of the known good firmwares, like SVST4_4, please?
[17:29:36] <cncbasher> all was working fine up to the last week or so
[17:29:42] <seb_kuzminsky> to help narrow down where the error lies
[17:29:47] <cncbasher> yea sure
[17:30:17] <seb_kuzminsky> i slightly changed how the driver uses the watchdog, in a way that i think should be totally fine
[17:30:31] <seb_kuzminsky> if the orac watchdog behaves differently than the usual one that could be the problem
[17:32:01] <seb_kuzminsky> for this test, checkout the tip of the 2.5 branch, not that commit i told you earlier!
[17:32:10] <seb_kuzminsky> yes we're drowning you in debugging requests...
[17:32:20] -!-
seb_kuzminsky [seb_kuzminsky!~seb@174-16-121-79.hlrn.qwest.net] has parted #linuxcnc
[17:32:27] -!-
seb_kuzminsky [seb_kuzminsky!~seb@174-16-121-79.hlrn.qwest.net] has joined #linuxcnc
[17:32:28] <seb_kuzminsky> oops
[17:32:30] <cncbasher> haha
[17:33:20] <cncbasher> ok 2.5.0-pre-626-g402b6cd runs fine with orac3
[17:33:52] <seb_kuzminsky> ok that's good to know, so it's not the renaming changes, it really seems to be the watchdog changes
[17:34:19] <seb_kuzminsky> oh wait, 626 is before the rename
[17:34:45] <seb_kuzminsky> so the two things to try next are:
[17:34:56] <seb_kuzminsky> does orac work with commit 5782134e00caebdd1d74f1b0cf68ba9c233d8de5 (after rename but before watchdog)
[17:35:06] <seb_kuzminsky> does svst4_4 work with the tip of 2.5
[17:35:13] <mrsun> hmm, is there any program one can use to "simulate" a mazatrol nc machine? :)
[17:41:16] -!-
GoSebGo has quit [Ping timeout: 276 seconds]
[17:41:49] <jdhNC> http://www.predator-software.com/Predator_Virtual_CNC_Software_Mazak_CNC.htm
[17:43:08] <mikegg> I think I have a copy of that program, it comes bundled with bob-CAD/CAM
[17:44:50] <seb_kuzminsky> Loetmichel_: i like your spools
[17:59:20] -!-
icarusfactor [icarusfactor!~factor@74.197.205.204] has joined #linuxcnc
[18:01:18] icarusfactor is now known as
factor
[18:04:15] -!-
isssy [isssy!~isssy@78-83-51-185.spectrumnet.bg] has joined #linuxcnc
[18:05:01] -!-
ve7it [ve7it!~LawrenceG@S0106001c10b7770f.pk.shawcable.net] has joined #linuxcnc
[18:06:05] -!-
dgarr [dgarr!~dgarrett@adsl-75-61-74-108.dsl.pltn13.sbcglobal.net] has joined #linuxcnc
[18:13:07] <Loetmichel_> seb_kuzminsky: may it help to get my workshop cleaned up a little ;-)
[18:15:21] <seb_kuzminsky> Loetmichel_: how did you design it? how did you make the gcode?
[18:16:00] -!-
IchGucksLive [IchGucksLive!~chatzilla@95-89-244-199-dynip.superkabel.de] has joined #linuxcnc
[18:16:48] <Loetmichel_> seb_kuzminsky: drawed 2d in corelDraw, exported .plt teh sent through BoCNC
[18:18:21] <Loetmichel_> i am able to imagine how a 2d painting will look when put togegether, tough ;-)
[18:18:58] <n0b0dy> your tabs reminded me of:
http://www.rahulbotics.com/personal-projects/boxmaker/
[18:19:45] -!-
herat [herat!~me@77.119.160.186.wireless.dyn.drei.com] has joined #linuxcnc
[18:20:33] <seb_kuzminsky> cool, Loetmichel_
[18:20:50] <IchGucksLive> for boxmaker gimpo has some good brushes
[18:21:19] <Loetmichel_> n0b0dy: i do them a lot, but desinged to fit on my own, not with a tool ;-)
[18:21:44] <Loetmichel_> (sometimes i fu** up, though ;-)
[18:21:47] <n0b0dy> <-- cheats
[18:25:25] * Loetmichel_ had a fun moment some 20 years ago: i worked as a low wage "helping hand" in a machine construction company then. Had to bring some stuff to the "master engineer"....
[18:26:08] <Loetmichel_> ... looked at his drawing board behind his desk... "hey, Mr. Engineer: thet painting there will not fit!"
[18:26:42] -!-
maximilian_h has quit [Quit: Leaving.]
[18:26:51] <Loetmichel_> got myself a BAD bollocking.
[18:27:10] <Loetmichel_> how i could critizise the master engineer.
[18:27:26] <Loetmichel_> some half a year later we build the machine...
[18:27:32] <Loetmichel_> first test run...
[18:28:18] <Loetmichel_> *CRASH* ... a lot of plastic chippings fly around...
[18:29:15] -!-
jonnyATroot [jonnyATroot!~jonny@194.228.142.126] has joined #linuxcnc
[18:29:26] * Loetmichel_ coudn't resist... [ me ... Boss ... Engineer] -> me asked the engineer : "Mr. Engineer, didnt i mentoined that half a year ago?"
[18:29:59] <Loetmichel_> ... the bollocking the engineer got from the boss was GREAT for my self esteem ;-)
[18:30:20] <n0b0dy> lol
[18:35:12] <A2Sheds> which distributors in the EU carry the smaller DIY steppers, controllers, servos etc? What you might find at
http://www.pololu.com/
[18:36:10] <A2Sheds> unless somebody here is interested in distributing photopolymers in the EU
[18:48:21] -!-
cncbasher____ [cncbasher____!~quassel@cpc15-hart9-2-0-cust101.11-3.cable.virginmedia.com] has joined #linuxcnc
[18:49:40] <IchGucksLive> A2Sheds: i dont see drivers for servos with encoder
[18:50:09] <Jymmm> Loetmichel_: You should have PIMPED OUT your Wire Spools... Just like rims, or with flames, or whatever =)
[18:50:33] <A2Sheds> IchGucksLive: at pololu?
[18:50:42] <IchGucksLive> yes
[18:50:52] <Jymmm> Loetmichel_: BTW what ver of corel do you use?
[18:51:22] -!-
joe9 has quit [Quit: Lost terminal]
[18:51:29] <Loetmichel_> Jymmm: 8
[18:51:45] <Jymmm> Loetmichel_: Really??????????????
[18:51:49] <A2Sheds> IchGucksLive: I think the only ones they carry are the small hobby servos
[18:52:02] <Jymmm> Loetmichel_: Where you at on the planet?
[18:52:16] <Loetmichel_> germany
[18:52:35] <IchGucksLive> A2Sheds: its only for speed drivers no feedback
[18:52:53] <A2Sheds> IchGucksLive: are you looking for some?
[18:53:01] <Loetmichel_> Jymmm: i am used to it, so i stay with it
[18:53:04] <Jymmm> Loetmichel_: Would it be worth $100 USD to have a legal copy of Corel Draw14 or 15?
[18:53:23] <IchGucksLive> yes i got alot of DC brushed faulhaber and want to give them a try
[18:53:30] <Loetmichel_> i think i am faster with corel8 than somen engineers woth autocad or similar
[18:54:05] <Jymmm> Loetmichel_: I understand, Just some added features in later verions and less bugs.
[18:54:12] <Loetmichel_> Jymmm: ask me in a few months. have to upgrade 'cause cd8 isnt running under win7
[18:54:24] <Loetmichel_> atm i am using it in a vm in xp
[18:54:56] <IchGucksLive> A2Sheds:
http://www.youtube.com/watch?feature=endscreen
[18:55:01] <Jymmm> Loetmichel_: The "Home" version goes on sale every so often for $75 + $25 shipping to .de
[18:55:22] <Loetmichel_> thats cheap
[18:55:23] <IchGucksLive> this are the motors im going to try and do what is in the Video
[18:55:49] <Loetmichel_> i have payed in excess of 800DM for my copy of cd8
[18:56:03] <Loetmichel_> ... some 15++ years ago ;)
[18:56:04] <IchGucksLive> Loetmichel_: why Corel not gimp
[18:56:07] <Jymmm> Loetmichel_: Yeah, that's why I asked if you were interested in upgrading. I do hear ppl not liking 15 though under W7, I use 14 under xp.
[18:56:13] <n0b0dy> inkscape?
[18:56:35] <Loetmichel_> IchGucksLive: 'cause i am used to corel since version 4
[18:56:44] <IchGucksLive> n0b0dy: gimp is for drawing better then incscape
[18:56:44] <Jymmm> Corel is dramatically different than inkscape or gimp.
[18:56:54] <Jymmm> or even photoshop
[18:57:07] <IchGucksLive> Loetmichel_: i got 3 here 2 also on a Win98SE
[18:57:14] <Loetmichel_> ... and have no want for learning a new program until forced to
[18:57:14] <A2Sheds> IchGucksLive: seems to be a bad link or incomplete
[18:57:17] <n0b0dy> i just need lines that snap to other lines
[18:57:42] <IchGucksLive> n0b0dy: that sounds like CAD/Cam
[18:57:48] <Jymmm> Inkscape is specifically SVG driven, and since the SVG specs has bugs, so does inksape, especially with absolute values.
[18:57:49] <IchGucksLive> A2Sheds: i see
[18:58:13] <Jymmm> corel inport/export over 100 formats.
[18:58:30] <Loetmichel_> Jymmm: more or less...
[18:58:34] <n0b0dy> Jymmm, yea but my tolerances > inkscape's bugs =))
[18:58:35] <IchGucksLive> Jymmm: but with internel parameters
[18:58:50] <IchGucksLive> EPP is not the ISO one
[18:58:52] <Jymmm> n0b0dy: lol
[18:59:09] <Jymmm> IchGucksLive: ?
[18:59:19] <Loetmichel_> versions prior to 7 have a nasty bug in the hpgl exporter: the aspct ratio is something like 1:0,98 or so
[18:59:37] <Loetmichel_> and dxf is often mangled because if mm/inc
[18:59:41] <Loetmichel_> inch
[18:59:42] <Jymmm> Corel 12 has a PS bug, that's fixed in Corel 13.
[19:00:11] <IchGucksLive> youv all seen this engaving throu gimp->incscape i guss
[19:00:21] <IchGucksLive> http://www.youtube.com/watch?v=wI7uj-6KgyE
[19:00:54] <IchGucksLive> Jymmm: agree but the Cutplotter does not accept the corel files
[19:01:19] <Jymmm> IchGucksLive: What format does it want?
[19:01:46] <IchGucksLive> EPP
[19:01:46] <IchGucksLive> it gives me no round all lines
[19:02:28] <Jymmm> what is EPP ?
[19:02:57] <IchGucksLive> the Roland Cutter format
[19:03:20] <Jymmm> IchGucksLive: Well to create in corel, then import into Roland.
[19:03:27] <Jymmm> s/to/you/
[19:03:38] <A2Sheds> EPP =
http://en.wikipedia.org/wiki/IEEE_1284
[19:03:48] <Jymmm> IchGucksLive: That's a limitation of roland software, it's been around for a while.
[19:04:04] <Jymmm> A2Sheds: I HOPE that's not what IchGucksLive is tlaking about
[19:04:18] <Jymmm> If it is, that's an easy fix.
[19:04:29] <IchGucksLive> no thats the Port
[19:05:00] <mrsun> baah i need to get a temporary motor mount up :/ sigh
[19:05:21] <mrsun> and im hungover .... so everything is sooo fun today :P
[19:05:28] <Jymmm> mrsun: duct tape, cables ties, bailing wire, and plumbers tape.
[19:05:38] <IchGucksLive> Doday iv seen the first run of my new decine Mill
[19:05:46] <IchGucksLive> at 1500mm/min
[19:06:08] <mrsun> Jymmm, heh i guess as long as i get the motor to just sit still its good enough, could just put a plate under the mill and bolt the damn motor solid into the plate
[19:06:13] <mrsun> Jymmm, thanks! =)
[19:06:26] <Jymmm> =)
[19:06:49] <mrsun> so i can start making the casting pattern for the new motor mounts, and then be able to work on the resulting castings ...
[19:09:33] <IchGucksLive> GN8 for me By
[19:09:38] -!-
IchGucksLive has quit [Quit: ChatZilla 0.9.87 [Firefox 9.0.1/20120117091749]]
[19:10:19] <mrsun> Jymmm, you just lit new hope into my life ... will you marry me ?
[19:10:46] <Jymmm> mrsun: Sure, why not. Will there be cake?
[19:11:02] <mrsun> ofc, huge one ... :P
[19:11:06] <mrsun> you move to sweden then? :P
[19:11:28] <Jymmm> mrsun: Sure, as soon as the avg year round temperature is 74 F
[19:11:44] <mrsun> ough .. will have to be a long distancer then :P
[19:12:07] <Jymmm> Ok, just ship me my cake then
[19:12:44] <Jymmm> mrsun: Let me guess, plumbers tape?
[19:13:16] <mrsun> Jymmm, nah gonna put a plate under the machine, and put a couple of L brackets or something that will hold the motor from twisting
[19:13:20] -!-
sumpfralle [sumpfralle!~lars@87.234.216.224] has joined #linuxcnc
[19:13:20] <mrsun> noo
[19:13:23] <mrsun> wont work!
[19:13:30] <mrsun> as the motor moves. ...
[19:13:31] <mrsun> sigh
[19:13:34] <mrsun> my life sucks ... again
[19:13:41] <Jymmm> I want a divorce then!
[19:13:48] <mrsun> the marriage is off :/
[19:14:03] <Jymmm> I'm keeping the ring biotch!
[19:14:27] <mrsun> yeye whatever
[19:14:34] <mrsun> like all people you give your heart to ...
[19:14:42] <mrsun> your no different then the rest!
[19:14:51] <Jymmm> And I'm selling it and buying the perfect motor mount!
[19:15:31] -!-
sumpfralle has quit [Read error: Operation timed out]
[19:15:40] -!-
sumpfralle [sumpfralle!~lars@87.234.216.224] has joined #linuxcnc
[19:16:32] <Jymmm> mrsun: Oh look, the motor fits perfectly, easily adjustable, and no vibrations whatsoever!
[19:16:45] <mrsun> haha :P
[19:16:47] <mrsun> bastard =)
[19:16:52] <Jymmm> hahahaha
[19:19:58] -!-
sumpfralle has quit [Read error: Operation timed out]
[19:20:38] -!-
andypugh [andypugh!~andy2@cpc2-basl1-0-0-cust492.basl.cable.virginmedia.com] has joined #linuxcnc
[19:31:05] <gene__> Continued from yesterday: What sort of consistency can I expect from G38.2? I'm getting deviations approaching a thou either way, even at F2 speeds
[19:31:48] -!-
joe9 [joe9!~joe9@c-24-99-80-97.hsd1.ga.comcast.net] has joined #linuxcnc
[19:32:58] <andypugh> It ought to be related to how far the machine moves in the sample time. My suspicion would be that your touch-off plate might be inconsisitent. You could try probing the other way.
[19:33:17] <andypugh> ie, probing to break, not to make
[19:34:09] <cradek> the consistency is how far your machine moves in a servo period
[19:34:43] <cradek> at F2 and millisecond servo period, that's .002
[19:34:54] <gene__> Andy: drill bit length is mostly unk, so doing for break isn't practical
[19:34:56] <cradek> for that reason, it's probably best to probe fast and then back off and probe slow
[19:36:01] <cradek> math error: that's .00003
[19:36:36] <gene__> Ok, I can diddle the subroutine file to do that, but I am having stops on the backoff, error is probe signal on non probe move, so I have to repeat the move
[19:37:05] <gene__> This is more than that
[19:37:25] <pcw_home> higher voltage sense? (12 or 24 )
[19:38:27] <skunkworks> gene__: I had really good luck with a simple microswitch
[19:38:54] <andypugh> gene__: I have a feeling that probe can do fast to break, then slow to make. But I have never actually tried it, so could be worng.
[19:38:56] <skunkworks> way less than .001
[19:39:16] <gene__> Again, fixed by what is available from interface board, solid 5 volts, copper pcb, probe leads to pcb and ground oin drill bit, else I'm getting noise when closed
[19:39:44] <skunkworks> I used it for circuit board milling using cradeks/jeplers gcode.ulp for eagle.
[19:39:45] -!-
servos4ever [servos4ever!~chatzilla@74-47-246-73.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[19:40:11] <gene__> skunkworks: it has only been worse than a thou once, first time.
[19:40:31] <gene__> IS that a better solution than pcb-gcode?
[19:40:42] <skunkworks> I liked it...
[19:40:51] <pcw_home> is this just the tool touching a PCB pad?
[19:41:21] <gene__> yes, flat uncut pcb surface, clean I think
[19:43:03] <pcw_home> Thats why I was suggesting a higher sense voltage (oxide etc that might take a higher deflection for the tool to penetrate)
[19:43:20] <pcw_home> just a WAG
[19:43:59] -!-
psha has quit [Quit: leaving]
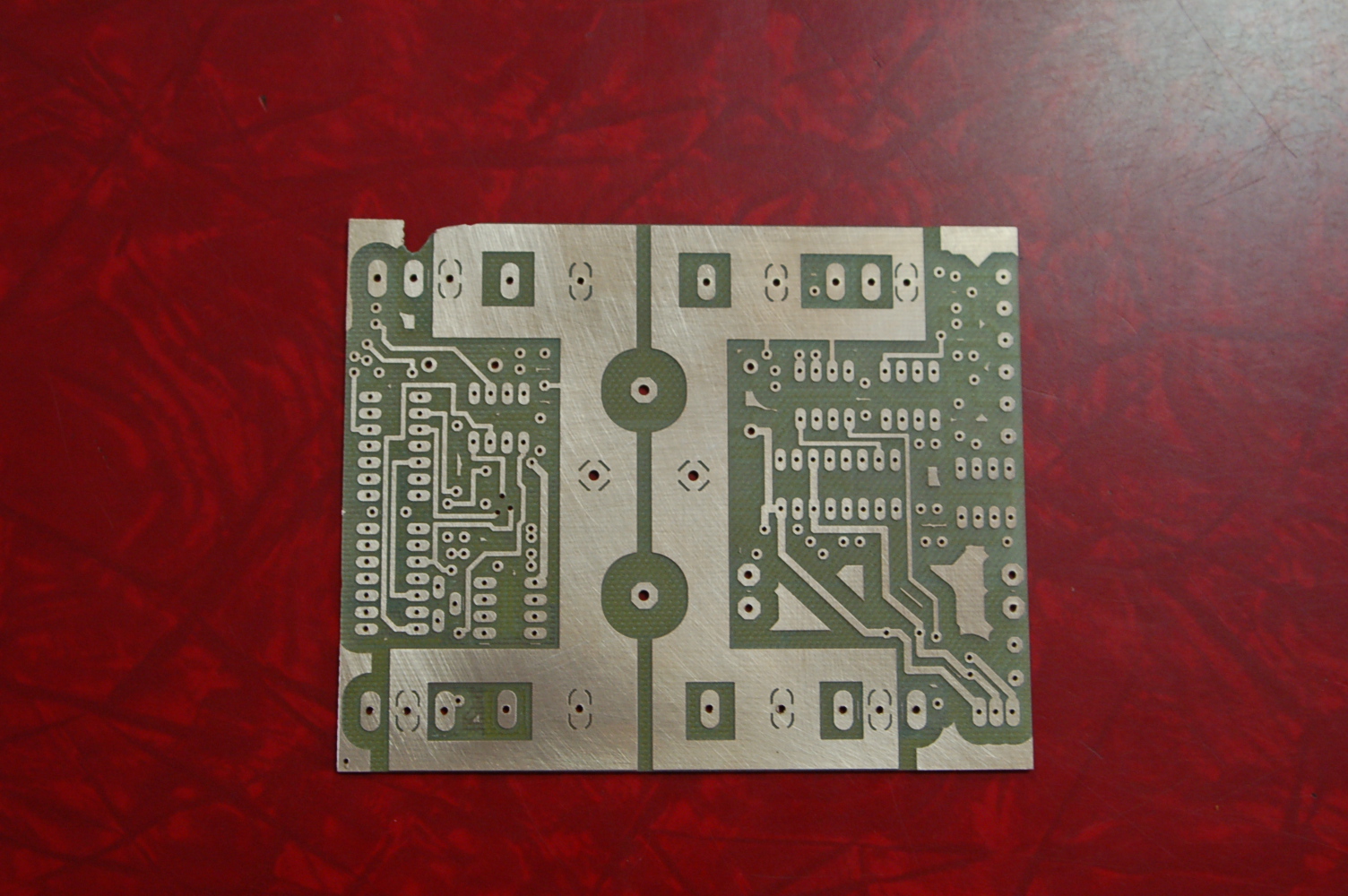
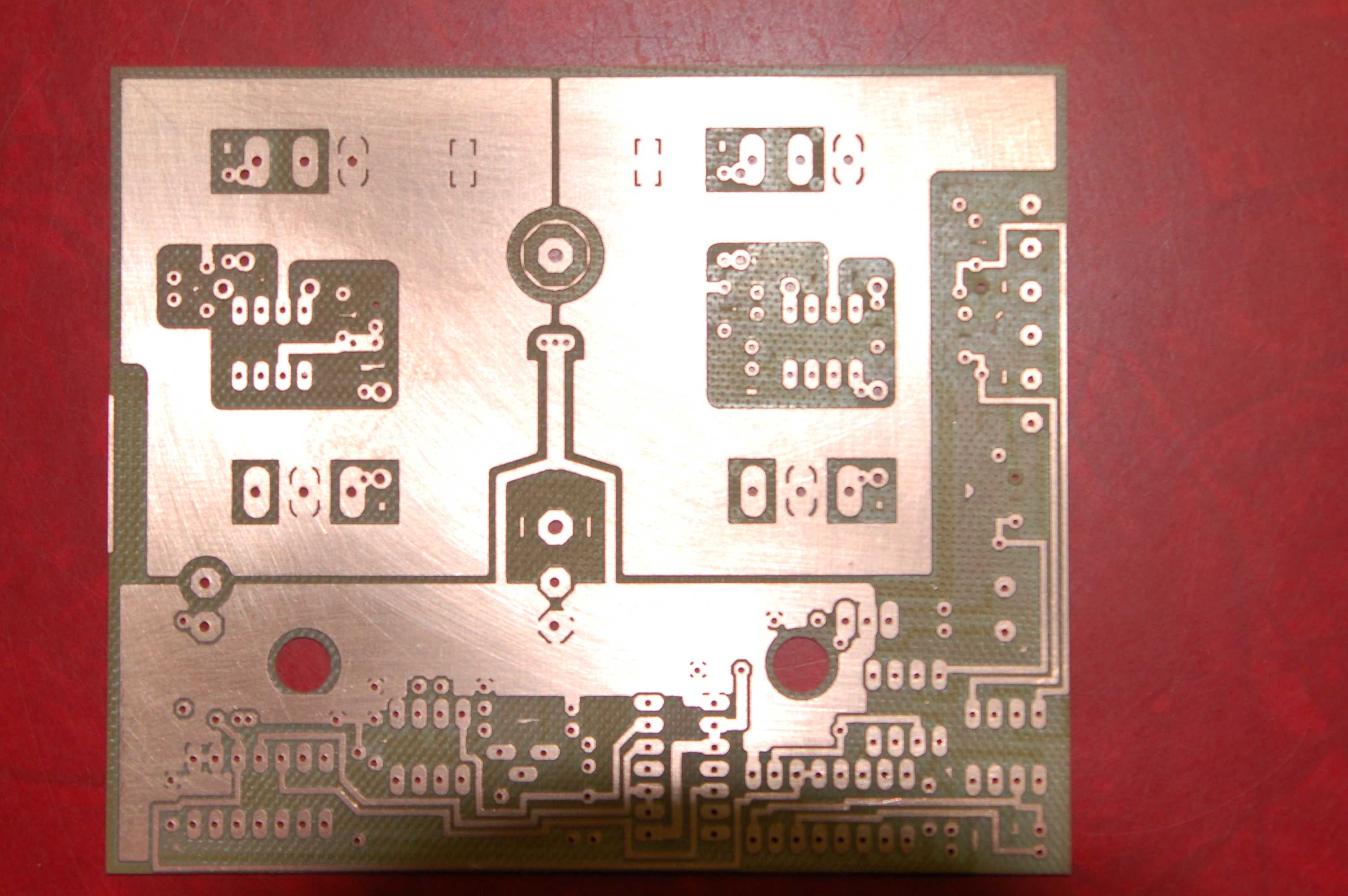
[19:44:01] <skunkworks> gene__:
http://www.electronicsam.com/images/KandT/servostart/DSC_5099.JPG
[19:44:13] <andypugh> I would guess that you want it not so high that the arc length is relevant though. 50kV would be wrong.
[19:44:21] <skunkworks> (the vacuum failed cutting the boarder)
[19:44:26] <gene__> OTOH, maybe I'm being picky. I considered the oxide, but when each hit for 10 in a row goes down before the next one backs up, its worrysome. haha
[19:45:10] <gene__> SDo far as I know there isn't any drive slippage
[19:45:14] <andypugh> skunkworks: Vacuum failure top-left?
[19:45:25] <skunkworks> yes
[19:47:01] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/schem/newcurrentlimit/top.JPG
[19:47:09] <gene__> That link looks pretty good although the clearance is a bit wide, I wanted to be done in an hour a side so I settled for less clearance.
[19:47:53] <skunkworks> this was for a higher voltage servo amp - I needed a bit of isolation
[19:48:03] -!-
syyl [syyl!~syyl@p4FD1226A.dip.t-dialin.net] has joined #linuxcnc
[19:48:34] <gene__> Where in the wiki can I find an example G38.2 that demos ALL the options?
[19:49:04] -!-
syyl__ has quit [Ping timeout: 272 seconds]
[19:49:30] <gene__> Ahh I see. You have several hundred volts I'd guess, till it gets dirty anyway. :(
[19:50:59] <skunkworks> that was done with a pointed bit for isolation and a 1/16 bit for clearing
[19:51:24] <skunkworks> gcode.ulp does both (and holes)
[19:55:55] <skunkworks> gene__: the gcode.ulp adds the tool probing at each tool change also. So you only have to set the first tool - the rest are then referenced off of the first. really works well
[20:01:54] <Jymmm> For those in the UK, how long did this happen for?
http://www.wimp.com/railtimelapse/
[20:07:01] -!-
mrsun has quit [Ping timeout: 252 seconds]
[20:08:16] <archivist> Jymmm, the build, or the swap
[20:08:47] <archivist> for the swap count nights, not many days
[20:09:52] <archivist> they usually plan to just do it in a weekend but that looked a few days longer, like an easter 4 day stoppage
[20:10:04] -!-
mrsun [mrsun!~mrsun@c-c03de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[20:12:43] <andypugh> This one is 18 hours.
[20:12:45] <andypugh> http://gizmodo.com/5846648/i-never-expected-a-bridge-demolition-would-look-like-this
[20:14:28] <andypugh> But then the A1 (as you might guess from the name) is rather a major road.
[20:14:46] -!-
herat has quit [Quit: leaving]
[20:16:55] <syyl> fun with the 4th axis and bending plexiglas...
[20:17:01] <syyl> [2109:58] <syyl_>
http://dl.dropbox.com/u/24396704/2012-01-28_14-32-36_967.jpg
[20:17:01] <syyl> [2110:04] <syyl_>
http://dl.dropbox.com/u/24396704/2012-01-28_14-54-12_108.jpg
[20:17:01] <syyl> [2110:08] <syyl_>
http://dl.dropbox.com/u/24396704/2012-01-28_15-08-51_242.jpg
[20:17:01] <syyl> [2110:12] <syyl_>
http://dl.dropbox.com/u/24396704/2012-01-28_15-26-39_790.jpg
[20:20:45] <n0b0dy> did you heat it?
[20:20:49] <syyl> jep
[20:20:56] <syyl> with a hotair pistol
[20:21:32] <Jymmm> archivist: andypugh Looked cool either way... $18 Million dollars spent in 4 minutes =)
[20:23:00] <andypugh> cradek: Do you recall how 5axiskins is meant to work?
http://www.linuxcnc.org/index.php/english/component/kunena/?func=view&catid=10&id=16183&limit=6&start=24
[20:25:20] <Jymmm> http://gawker.com/5877676/a-bicycle-decomposing-on-a-new-york-sidewalk
[20:26:11] <n0b0dy> scroll down and play the benny hill music while watching the bridge take down
[20:27:03] <gene__> And where can I find this gcode.ulp?
[20:28:39] <gene__> However my instant question is how do I "call" a file that is in a subdir of nc_files, my test looper isn't finding it
[20:30:17] <gene__> This isn't working:o/home/gene/emc2/nc_files/lathe-encoder/autoZ.ngc call
[20:31:33] <jthornton> andypugh: thanks for the info on FFx
[20:31:55] <andypugh> Give people with more idea time to disagree :-)
[20:32:06] <jthornton> lol
[20:32:12] <mikegg> syyl: did you build that fourth axis? looks nice
[20:32:24] <syyl> jep, own design
[20:32:55] <mikegg> is that a nema 34 stepper? did you use a gear reduction?
[20:32:56] <jthornton> is that the one with the funny gearbox thingy
[20:33:09] <mikegg> a harmonic drive?
[20:33:20] <jthornton> yea that one
[20:33:32] <syyl> right
[20:33:37] <mikegg> heh, I called their sales rep for the SE and asked if they ever have scratch and dent sales
[20:33:37] <syyl> 1:50 harmonic drive :)
[20:33:39] <andypugh> gene__: try lathe-encoder/autoZ.ngc call
[20:33:59] <syyl> awesome thing..very precise, no backlash
[20:34:11] <mikegg> did you pick it up on the bay?
[20:34:22] <syyl> ebay thailand, yes :D:
[20:34:47] <andypugh> There's a lot of nice stuff comes out of Thailand, I do wonder what the source is.
[20:36:16] <syyl> that one seemd to be from an industrial retailer
[20:37:35] <skunkworks> gene__:
http://git.unpy.net/view/eagle.git
[20:39:23] <gene__> olathe-encoder/autoZ.ngc call is "unknown word starting with l" lowercase ell
[20:40:29] <gene__> That won't load by itself either
[20:41:06] <andypugh> o <lathe-encoder/.... > call perhaps?
[20:41:49] <gene__> I'll give that a shot, thanks Andy
[20:41:57] <andypugh> You might have to lose the capital Z from the filename, everything in g-code gets de-spaced and lowercased
[20:43:37] <gene__> I just got bit :)
[20:45:48] <gene__> Still not, can't open the file now.
[20:46:23] <gene__> it does report the filename correctly though.
[20:47:30] <Jymmm> Awesome...
http://gizmodo.com/5865553/can-earth-look-any-more-gorgeous-than-this-answer-no
[20:48:17] <gene__> http://git.unpy.net/view/eagle.git, xml parsing error, line 42 column 20
[20:49:21] <n0b0dy> should be an imax
[20:49:37] <Jymmm> n0b0dy: did you click "HD" ?
[20:50:57] <n0b0dy> nah
[20:51:01] <n0b0dy> watching another vid :p
[20:51:12] <n0b0dy> liked the natural 3d of it htough
[20:53:36] <skunkworks> gene__: when you load the page?
[20:54:42] <andypugh> gene__: You probably want git:// not
http://
[20:55:03] <n0b0dy> HD = awesome
[20:55:16] <andypugh> gene__: No, ignore that
[20:56:08] -!-
vladimirek has quit [Remote host closed the connection]
[20:59:57] <gene__> In any event its not working. I can tour some of the parent dirs, but not that one.
[21:01:00] <gene__> I've also just given synaptic perms to pull emc and install linuxcnc plus one likely suspect in the libxml camp
[21:02:29] <gene__> When thats done I'll check the git install.
[21:04:06] <archivist> Jymmm, that bridge replacement is on youtube took place between 24.12.11 and 28.12.11.
http://www.youtube.com/watch?v=A9mAPhFN3a4
[21:07:19] -!-
mhaberler has quit [Ping timeout: 276 seconds]
[21:10:44] <archivist> Jymmm, and then you find this 72 hours
http://www.youtube.com/watch?v=7HQestZREaM&feature=related
[21:11:37] <gene__> I installed some git starting with git-core, but so far its broken
[21:15:49] <gene__> Poking at this firefoxes prefs and such says it doesn't have a clue what the git protocol is. WTH?
[21:17:23] <A2Sheds> gene__: try opening a terminal and then $ git clone <git:address>
[21:19:31] <gene__> I have a bigger problem, the new linuxcnc can't see my configs dir and is showing me a huge menu of stuff I never heard of before !!!
[21:21:46] <gene__> The directory is still there, intact, and I can't find a clue where its finding all those strange configs, 5 or 6 for sherlines etc
[21:22:12] -!-
mhaberler [mhaberler!~mhaberler@195.191.253.94] has joined #linuxcnc
[21:22:52] <gene__> Do I need to clear all the terms out of ~/gene/emc2 and rename it to linuxcnc?
[21:23:18] -!-
rooks [rooks!~rooks@102-bem-18.acn.waw.pl] has joined #linuxcnc
[21:26:50] <gene__> Now the config editor at startup opens, but the OK is disabled, now what
[21:30:50] <gene__> I renamed ~gene/emc2 to ~/gene/linuxcnc, now the config editor at startup opens and shows me my confrigs, but the OK is disabled, now what??
[21:31:49] -!-
e-ndy has quit [Quit: Ex-Chat]
[21:31:55] -!-
emcPT [emcPT!~fg@bl13-210-150.dsl.telepac.pt] has joined #linuxcnc
[21:33:16] <Jymmm> archivist: thanks for the links.
[21:33:35] <Jymmm> Heh, my gf can't understand why I like the Upper Desert so much =)
[21:34:14] <Jymmm> err High Desert
[21:36:50] <gene__> Aha, got it, I think there is now an extra level to the directory or something.
[21:37:23] <gene__> Nice new logo too!
[21:41:52] <Jymmm> alex_joni: ping
[21:42:27] <gene__> But I am back to not finding the subroutine file, Hi Alex
[21:42:52] <Jymmm> gene__: I think he's asleep already
[21:43:07] <gene__> Konversation says Alex is off the clock
[21:43:10] <gene__> :)
[21:43:26] <Jymmm> gene__: He's ALWAYS off the clock, his rocker, etc.
[21:43:50] <gene__> I'll let you claim that ;-)
[21:44:07] <Jymmm> gene__: I'm not claiming anything, just ask him
[21:44:10] <Jymmm> ;)
[21:44:31] <gene__> Ohhh, well, in that case...
[21:45:24] <n0b0dy> hell i probably got this one from you ..
http://www.youtube.com/watch?v=QLQuRuaSQVk
[21:45:25] <Jymmm> LinuxCNC == LCNC == (kinda sounds like) Elsee (sp), the girls name.
[21:54:38] <gene__> My back is about ~30~ so I'd better go see what Dee wants for dinner, its about 5 here, later guys if I can get my feet warmed up. Thanks.
[21:55:31] <Jymmm> laters gene
[22:14:01] -!-
FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:14:14] -!-
isssy has quit [Quit: Bye Bye]
[22:15:53] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[22:16:09] -!-
FinboySlick [FinboySlick!~shark@squal.net] has parted #linuxcnc
[22:24:53] <Jymmm> I never knew they had all this, just missing the toilet...
http://sfbay.craigslist.org/sby/rvs/2824272935.html
[22:26:27] -!-
Valen has quit [Quit: Leaving.]
[22:33:30] -!-
emcPT has quit [Read error: Connection reset by peer]
[22:36:17] -!-
emcPT [emcPT!~fg@bl13-198-74.dsl.telepac.pt] has joined #linuxcnc
[22:42:32] -!-
emcPT_ [emcPT_!~fg@bl13-199-115.dsl.telepac.pt] has joined #linuxcnc
[22:45:28] -!-
emcPT has quit [Ping timeout: 252 seconds]
[22:45:59] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has joined #linuxcnc
[22:54:29] -!-
Fox_Muldr has quit [Ping timeout: 252 seconds]
[22:56:29] -!-
Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01e896.pool.mediaWays.net] has joined #linuxcnc
[22:57:25] -!-
jsr [jsr!~jsr@in-184-1-118-203.dhcp.embarqhsd.net] has joined #linuxcnc
[23:02:14] -!-
emcPT_ has quit [Ping timeout: 272 seconds]
[23:05:28] -!-
n0b0dy has quit []
[23:05:50] -!-
Valen [Valen!~Valen@2001:44b8:3199:9100:21e:8cff:fe63:55df] has joined #linuxcnc
[23:06:40] -!-
theorbtwo has quit [Read error: Operation timed out]
[23:08:00] -!-
seb_kuzminsky has quit [Quit: Leaving]
[23:13:24] -!-
syyl has quit [Quit: Leaving]
[23:17:00] -!-
emcPT_ [emcPT_!~fg@bl13-199-115.dsl.telepac.pt] has joined #linuxcnc
[23:17:03] -!-
tom3p [tom3p!~tomp@74-93-88-241-Illinois.hfc.comcastbusiness.net] has parted #linuxcnc
[23:19:16] -!-
ries [ries!~ries@200.125.129.54] has joined #linuxcnc
[23:30:55] -!-
GoSebGo [GoSebGo!~Seb@184-229-3-66.pools.spcsdns.net] has joined #linuxcnc
[23:34:02] -!-
jonnyATroot has quit [Ping timeout: 244 seconds]
[23:37:11] -!-
Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[23:38:37] -!-
zlog_ [zlog_!~zlog@ip68-102-122-25.ks.ok.cox.net] has joined #linuxcnc
[23:40:04] -!-
zlog has quit [Ping timeout: 276 seconds]
[23:40:28] -!-
zlog_ has quit [Remote host closed the connection]
[23:40:42] -!-
zlog [zlog!~zlog@ip68-102-122-25.ks.ok.cox.net] has joined #linuxcnc
[23:45:31] -!-
tlab0 [tlab0!~tlab@c-98-223-22-156.hsd1.in.comcast.net] has joined #linuxcnc
[23:47:52] -!-
ries has quit [Ping timeout: 276 seconds]
[23:48:29] -!-
ries [ries!~ries@200.125.129.54] has joined #linuxcnc
[23:48:43] -!-
tlab has quit [Quit: Leaving]
[23:49:05] -!-
tlab0 has quit [Client Quit]
[23:49:51] -!-
tlab [tlab!~tlab@c-98-223-22-156.hsd1.in.comcast.net] has joined #linuxcnc
[23:49:59] -!-
tlab has quit [Read error: Connection reset by peer]
[23:50:28] -!-
tlab [tlab!~tlab@c-98-223-22-156.hsd1.in.comcast.net] has joined #linuxcnc
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}