Back
[00:00:55] <cradek> If you like, a hal command can extract a value from the ini file using something like [A]B where A is the section and B is the name. You do not need to do this, however; you can put the value right in the hal file too.
[00:01:16] <cradek> might want to use better names for A and B
[00:01:51] <cradek> '... is the name you choose.' maybe?
[00:02:14] <cradek> assuming the context is in 2nd person
[00:02:40] <jepler> "All of these files can be read and edited in any of the commen test file editors available with most any Linux distribution."
[00:03:11] <cradek> I'm going to try clicking on them
[00:03:37] <cradek> I get gedit for .hal and .ini
[00:04:15] <jepler> oh that's nice
[00:04:24] <cradek> and .vcp and .var and README
[00:09:09] <jepler> not .tbl?
[00:10:02] <CIA-8> 03cradek 07HEAD * 10emc2/src/emc/task/taskintf.cc: recreate the posfile in case it's read-only after being copied e.g. from a sample config
[00:10:19] <cradek> and tbl
[00:11:08] <CIA-8> 03jepler 07HEAD * 10emc2/docs/src/config/ini_config.lyx: spelling and markup fixes
[00:16:17] <CIA-8> 03jepler 07HEAD * 10emc2/tcl/bin/pickconfig.tcl: make the copied configuration files writable
[00:16:34] <alpha-lappy> may... this reminds me of my misplaced childhood... spending my entire time tinkering with computers, instead of playing with toys.
[00:16:44] <alpha-lappy> tinkering... fixing software that I broke
[00:17:22] <alpha-lappy> may=man
[00:18:01] <alpha-lappy> logger_aj: search
[00:18:01] <alpha-lappy> Try this address for searching the logs:
http://81.196.65.201/cgi-bin/search.cgi
[00:32:21] <cradek> jepler: I guess we attacked that two different ways
[00:35:48] <jepler> cradek: it can't hurt to do both
[00:36:43] <CIA-8> 03jepler 07HEAD * 10emc2/scripts/runtests: provide a way to clean up files left by runtests, and clean up most files (from tests that PASS or XFAIL) automatically
[00:39:32] <CIA-8> 03jepler 07HEAD * 10emc2/scripts/runtests: stderr files weren't being removed
[00:39:38] <jepler> apparently I'm a new find(1) user
[00:42:01] <robin_sz> meep?
[00:44:36] <jepler> hi robin_sz
[01:07:21] <CIA-8> 03jepler 07HEAD * 10emc2/src/ (Makefile configure configure.in):
[01:07:21] <CIA-8> the emc-environment script is for use with run-in-place systems. It sets up
[01:07:21] <CIA-8> PATH correctly to run script like 'emc' and 'halrun', and commands like
[01:07:21] <CIA-8> 'halcmd' and 'iosh'. It also sets up the PYTHONPATH environment variable
[01:07:21] <CIA-8> so that the emc-specific python modules may be imported
[01:07:22] <CIA-8> 03jepler 07HEAD * 10emc2/scripts/emc-environment.in:
[01:07:26] <CIA-8> the emc-environment script is for use with run-in-place systems. It sets up
[01:07:28] <CIA-8> PATH correctly to run script like 'emc' and 'halrun', and commands like
[01:07:30] <CIA-8> 'halcmd' and 'iosh'. It also sets up the PYTHONPATH environment variable
[01:07:32] <CIA-8> so that the emc-specific python modules may be imported
[01:07:58] <CIA-8> 03jepler 07HEAD * 10emc2/src/Makefile: install halrun
[01:08:27] <CIA-8> 03jepler 07HEAD * 10emc2/debian/emc2.files: put halrun in the debian packages
[01:41:35] <skunkworks> jmkasunich:
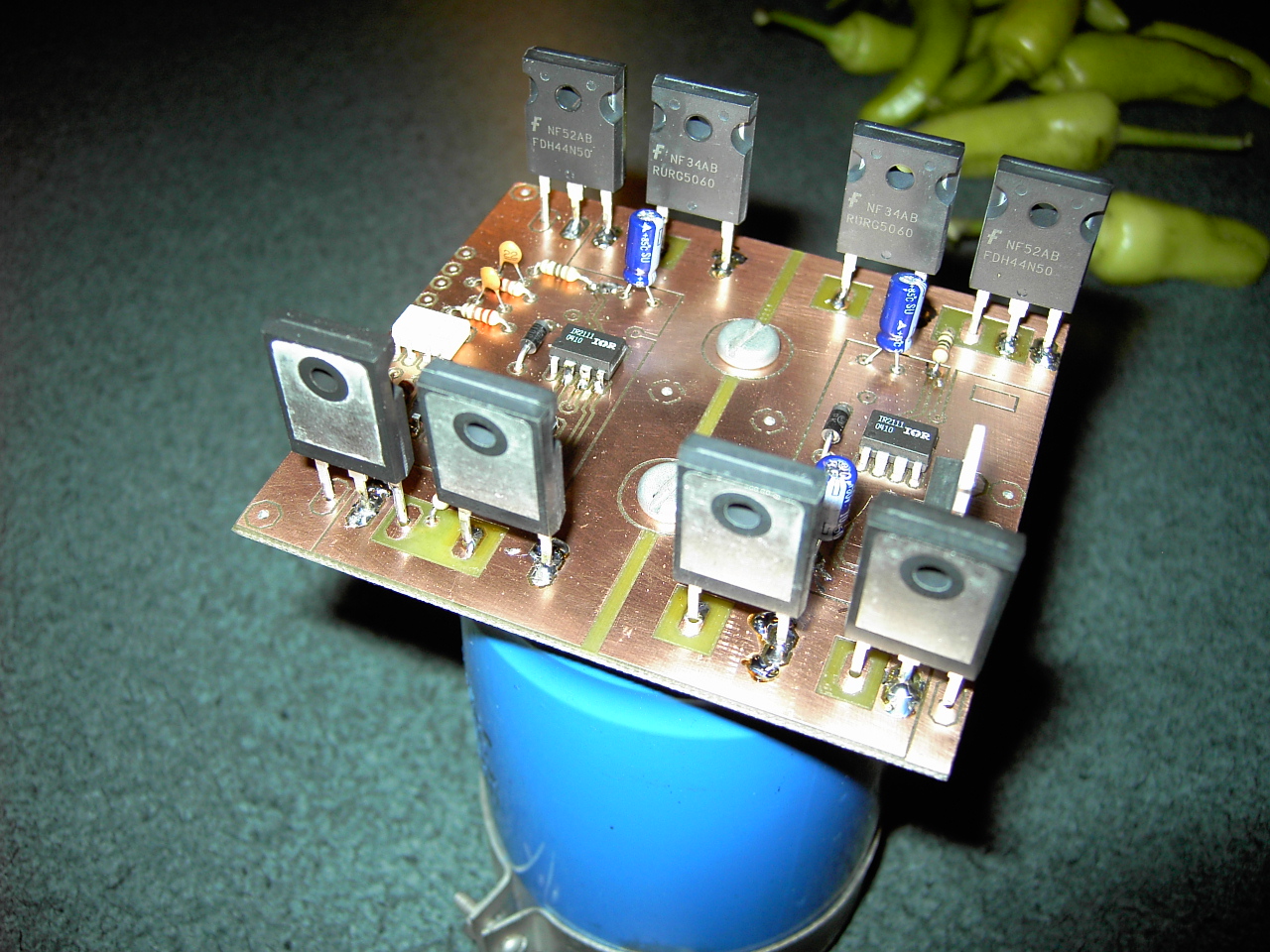
http://www.electronicsam.com/images/KandT/servostart/almost.JPG
[01:43:39] <K`zan> Some husky mosfets on that thing.
[01:43:49] <skunkworks> could not fine some .1uf caps to save my life'
[01:43:53] <skunkworks> find
[01:44:12] <K`zan> rat shack...
[01:44:26] <K`zan> in a pinch...
[01:44:44] <skunkworks> yah - its so far a way from me. well if you think 20miles is far.
[01:45:34] <K`zan> Here that would be an hour or so drive...
[01:45:48] <K`zan> Pull them out of a scrapped board?
[01:46:16] <skunkworks> thats what I was looking for. But gave up :)
[01:46:56] <K`zan> Hate it when that happens :-(. That is why I ordered 100 from DigiKey, got tired of always looking for those.
[01:47:47] <skunkworks> I think this is going to be the test board. I need to get some decent copper clad. The copper on this stuff is so thin.
[01:47:56] <cradek> skunkworks: cool, I like the mounting on the cap
[01:48:11] <skunkworks> that was all jmkasunich
[01:48:17] <K`zan> Wider traces :-).
[01:48:40] <skunkworks> plus if you look at it wrong - the traces comes off.
[01:48:50] <cradek> when's the smoke test?
[01:49:10] <cradek> when do you go into production?
[01:49:13] <skunkworks> Once I get the .1uf caps
[01:49:17] <skunkworks> :)
[01:49:50] <K`zan> skunkworks: I'd offer you a hanfull, but I suspect I am a bit further away than the rat shack...
[01:50:19] <skunkworks> I will find some. just have to look a bit harder
[01:50:41] <K`zan> They will be in the last place you look, so look there first ;-)
[01:51:04] <cradek> skunkworks: where's that pic of the mill you're building this for?
[01:51:28] <skunkworks> http://www.electronicsam.com/images/KandT/DSCCurrent.JPG
[01:51:38] <jepler> chili peppers are sure a strange background for a picture of a servo amp
[01:52:02] <skunkworks> yah :) I had to pick them as it is supposed to freeze tonight.
[01:52:28] <skunkworks> snow by wed
[01:53:06] <cradek> that's funny, I didn't notice the peppers
[01:53:17] <cradek> I heard we might get snow here too, but I don't believe it
[01:54:05] <cradek> but I guess I remember distinctly that we have had snow and ice on the ground before halloween
[01:55:06] <cradek> skunkworks: are you actually going to run that mill with pwm out the parport like my toy?
[02:05:40] <skunkworks> I don't know yet. depends on how the test go.
[02:06:23] <skunkworks> (Yes I am cheap)
[02:06:48] <K`zan> Not cheap - thrifty :-)
[02:08:28] <skunkworks> I think it is a neat idea. cradeks lathe on steroids :)
[02:09:07] <cradek> it would be very neat if it works
[02:11:16] <skunkworks> still need a few encoders.
[02:11:37] <skunkworks> To test I was hoping to do what you did for the spindle.
[02:13:12] <skunkworks> if that makes sense
[02:18:18] <cradek> you mean count on the parport too? it'll work if you don't go too fast
[02:18:44] <cradek> I use dividers to get the encoder counts down to a suitable speed
[02:18:49] <skunkworks> right.
[02:18:53] <cradek> costs you resolution of course
[02:19:22] <cradek> I bet you're going to want hardware counters of some kind
[02:19:23] <skunkworks> If it works decent - I will probably buy a fpga (mesa?) that would do encoder in an pwm out.
[02:19:50] <skunkworks> those are really not that expensive.
[02:19:56] <cradek> right
[02:20:33] <skunkworks> I would just need to change the pwm + dir to pwm + pwm. ( simple logic)
[02:21:15] <jepler> I think that stepgen already has that mode -- it's called 'up' and 'down' output
[02:21:30] <jepler> and freqgen, of course
[02:21:37] <cradek> or is this some kind of hardware pwm on the fpga?
[02:21:37] <skunkworks> jepler: right - I mean if I go with the fpga
[02:21:49] <jepler> skunkworks: oh sorry, I'm not paying as much attention as I should
[02:22:01] <cradek> or if you have 6 pwm channels it's easy
[02:22:14] <cradek> I don't know anything about the mesa cards
[02:22:28] <skunkworks> I really don't know the exact specs of the mesa cards.
[02:22:55] <skunkworks> I know they do 4 axis out of the box - but I think it is pwm+dir. At least that is what I remember.
[02:23:28] <skunkworks> 2 and gates an I would have pwm+pwm.
[02:23:45] <skunkworks> atleas thats what I remember talking to SWPadnos a while back.
[02:24:21] <SWPadnos> yes, I'm pretty sure it's PWM+direction, since it isn't bipolar
[02:25:51] <skunkworks> SWPadnos: did you see jmkasunich handy work?
http://www.electronicsam.com/images/KandT/servostart/almost.JPG
[02:26:14] <skunkworks> (his board design. my bad soldering)
[02:26:24] <SWPadnos> yep - looks nice to me
[02:26:43] <SWPadnos> will you post the schematic/PCB files?
[02:27:57] <skunkworks> yes - I need to put values and such. I was just using what was the right size pad spacing wise
[02:28:21] <skunkworks> plus it has to work first :)
[02:28:27] <SWPadnos> well, that is a plus ;)
[02:43:06] <tomp> g'nite all
[02:51:02] <jepler> OK, here's a weird one: when I install the emc2 package, my speakers become muted
[02:51:56] <jepler> it seems to be at the step where it restarts udev...
[02:57:30] <CIA-8> 03jepler 07HEAD * 10emc2/src/ (Makefile configure configure.in): configuration installation improvements for simulator mode -- simulator now works installed
[02:58:49] <skunkworks> ok - time for bed. Night
[02:59:06] <jepler> see you skunkworks
[03:02:19] <ejholmgren> heh
[03:02:38] <ejholmgren> what did people do to get banned from a channel like this?
[03:02:44] <ejholmgren> bad trig?
[03:05:17] <A-L-P-H-A> I'm BACK!
[03:05:25] <A-L-P-H-A> logger_aj: bookmark
[03:05:25] <A-L-P-H-A> I'm feeling lazy .. but here's the log anyways:
http://81.196.65.201/irc/irc.freenode.net:6667/emc/2006-10-10#T03-05-25
[03:08:37] <ejholmgren> anyone here familair with under/over driving leadscrews with timing pullies?
[03:09:55] <jmkasunich2> you mean something other than one-to-one drive between motor and screw?
[03:10:37] <ejholmgren> yes
[03:10:58] <jmkasunich2> its pretty simple - what do you want to know?
[03:11:57] <ejholmgren> how does torque translate in the ratios?
[03:12:05] <A-L-P-H-A> ejholmgren: ?
[03:12:11] <ejholmgren> if I have a 100oz stepper direct drive
[03:12:14] <A-L-P-H-A> like if you have one gear half the size of another?
[03:12:26] <ejholmgren> and a 50oz stepper @ 1:2
[03:12:30] <ejholmgren> is it the same
[03:12:34] <jmkasunich2> if you have a small pulley on the motor and a big pulley on the screw, the motor torque is increased when delivered to the scrwe
[03:12:34] <ejholmgren> with a slower max speed?
[03:12:44] <A-L-P-H-A> ejholmgren: yes
[03:13:04] <ejholmgren> cool
[03:13:09] <jmkasunich2> yep (assuming when you say 1:2 you mean small pulley on the motor)
[03:13:46] <ejholmgren> so the 50oz would have the same torque at have the linear speed on the screw
[03:13:52] <ejholmgren> half
[03:14:10] <jmkasunich2> yes
[03:15:28] <ejholmgren> have any idea how people normally tension the timing belt in that sort of setup?
[03:15:40] <ejholmgren> aside from a moveable idler pulley
[03:16:04] <jmkasunich2> sometimes they slot the motor mount screw holes so they can move the motor to tighten the bolt
[03:16:09] <ejholmgren> the only thing I can come up with is attaching the motor ..
[03:16:12] <ejholmgren> exactly ..
[03:16:23] <jmkasunich2> cradek, you listening? do you still have an online pic of your lathe drivetrain?
[03:16:40] <cradek> I have an X axis pic - let me look
[03:17:09] <cradek> http://timeguy.com/cradek-files/emc/DSCN6290.JPG
[03:17:19] <ejholmgren> thanks
[03:17:55] <cradek> that's a 1:3 ratio
[03:18:36] <A-L-P-H-A> cradek: ... what's "timeguy.com" did you make clocks at some point in time?
[03:18:52] <ejholmgren> I'm trying to build a small 3 axis mill before I get into anything big
[03:19:16] <ejholmgren> and I only have two 50oz and one 60
[03:19:16] <cradek> A-L-P-H-A: I repaired antique watches
[03:19:18] <jmkasunich2> A-L-P-H-A, s/make/fix s/clocks/watches IIRC
[03:19:30] <A-L-P-H-A> cradek: really??
[03:19:33] <A-L-P-H-A> COOL.
[03:19:39] <ejholmgren> so I'm hoping to use those at a slower linear speed
[03:19:53] <ejholmgren> and then get some real steppers
[03:20:04] <jmkasunich2> ejholmgren, 50 oz-in is pretty low, even for a very small machine
[03:20:10] <A-L-P-H-A> My favourite watch died on me... I think the capacitor in it died... I had it for like 7 years... quartz movement, "guess steel" collection... wasn't super expesnive... but died. :(
[03:20:15] <jmkasunich2> you'll need to be very carefull to avoid friction
[03:20:54] <ejholmgren> no $ for ballscrews yet, hence the cheap a** steppers
[03:21:27] <cradek> ejholmgren: that mount took me quite a bit of effort to make and I had working machinery to use to make it... a simpler mount and a larger stepper might end up saving you money (and frustration)
[03:22:02] <A-L-P-H-A> how come I can't connect to timeguy.com?
[03:22:04] <ejholmgren> I was thinking more about having and oblong hole in the face ofthe x and y axis
[03:22:20] <ejholmgren> and then making a plate out of aluminum with the motors facing outwards
[03:22:34] <ejholmgren> and then slotting the bolts for that so I could tension them
[03:22:58] <cradek> A-L-P-H-A: don't know, I'm talking to you from it
[03:23:20] <ejholmgren> I'll have an old shopsmith mark v in about a month, so I think milling the plates with that should be feasible
[03:23:28] <A-L-P-H-A> cradek: odd.
[03:23:35] <A-L-P-H-A> I tried www.timeguy.com no go.
[03:23:46] <A-L-P-H-A> other sites seem to work
[03:24:02] <cradek> no dns or connection refused?
[03:24:13] <ejholmgren> pic worked for me
[03:24:18] <A-L-P-H-A> yeah, I can't route to it.
[03:24:23] <A-L-P-H-A> I just tried to ping www.timeguy.com
[03:24:33] <ejholmgren> main page comes up too
[03:24:44] <cradek> A-L-P-H-A: must be you (or in between of course)
[03:24:45] <jmkasunich2> try with no www.
[03:25:12] <A-L-P-H-A> alpha@workstation:~$ ping www.timeguy.com
[03:25:13] <A-L-P-H-A> PING outpost.timeguy.com (67.52.51.38) 56(84) bytes of data.
[03:25:13] <A-L-P-H-A> --- outpost.timeguy.com ping statistics ---
[03:25:13] <A-L-P-H-A> 47 packets transmitted, 0 received, 100% packet loss, time 46021ms
[03:25:13] <A-L-P-H-A> alpha@workstation:~$ ping timeguy.com
[03:25:14] <A-L-P-H-A> PING timeguy.com (67.52.51.38) 56(84) bytes of data.
[03:25:15] <cradek> www.timeguy.com is fine (I'm no amateur sysadmin :-)
[03:25:16] <A-L-P-H-A> --- timeguy.com ping statistics ---
[03:25:18] <A-L-P-H-A> 10 packets transmitted, 0 received, 100% packet loss, time 9012ms
[03:25:29] <A-L-P-H-A> cradek: np... must be somewhere in between.
[03:25:34] <cradek> yep
[03:25:46] <Jymmm> comes up for me...
http://timeguy.com/cradek/
[03:25:46] <ejholmgren> quicksilver:~/Music/iTunes ejholmgren$ ping www.timeguy.com
[03:25:46] <ejholmgren> PING outpost.timeguy.com (67.52.51.38): 56 data bytes
[03:25:46] <ejholmgren> 64 bytes from 67.52.51.38: icmp_seq=0 ttl=55 time=49.238 ms
[03:25:46] <ejholmgren> 64 bytes from 67.52.51.38: icmp_seq=1 ttl=55 time=346.5 ms
[03:25:46] <ejholmgren> 64 bytes from 67.52.51.38: icmp_seq=2 ttl=55 time=140.027 ms
[03:25:47] <ejholmgren> 64 bytes from 67.52.51.38: icmp_seq=3 ttl=55 time=53.503 ms
[03:25:49] <ejholmgren> 64 bytes from 67.52.51.38: icmp_seq=4 ttl=55 time=41.005 ms
[03:25:51] <ejholmgren> 64 bytes from 67.52.51.38: icmp_seq=5 ttl=55 time=42.876 ms
[03:25:53] <ejholmgren> ^C
[03:25:55] <ejholmgren> --- outpost.timeguy.com ping statistics ---
[03:25:57] <ejholmgren> 6 packets transmitted, 6 packets received, 0% packet loss
[03:25:59] <ejholmgren> round-trip min/avg/max = 41.005/112.191/346.5 ms
[03:26:01] <ejholmgren> quicksilver:~/Music/iTunes ejholmgren$
[03:26:39] <ejholmgren> al gore must have disconnected one of the tubes somewhere ;)
[03:42:27] <cradek> ejholmgren: what pitch of screws do you think you'll use?
[03:42:54] <ejholmgren> 1/2" 10tpi
[03:43:07] <ejholmgren> acme rod
[03:43:47] <cradek> hmm, even 100 oz-inch might not turn that
[03:44:28] <cradek> maybe 1/4-16 or even 1/4-20 might be better, jmk do you know?
[03:45:29] <ejholmgren> smaller dia would be easy to drill out later
[03:46:25] <cradek> it's the easier pitch that will let you move some mass with the little bit of torque
[03:46:41] <cradek> 1/4-16 acme is cheap and available, it's what I have on my little mill
[03:46:52] <jmkasunich2> cradek, actually, non-ballscrews are counterintuitive
[03:47:24] <jmkasunich2> they are rarely more than 20% efficient, so the linear force reflected to the screw by the pitch is only a fraction of the total torque required
[03:47:34] <jmkasunich2> and pitch changes therefore result in little torque change
[03:47:42] <cradek> oh really
[03:48:03] <jmkasunich2> the dominant load is friction force (linear force * friction coeff) times screw radius
[03:48:03] <cradek> don't listen to me, ejholmgren
[03:48:18] <jmkasunich2> so smaller diameter is the best way to reduce friction torque
[03:48:26] <ejholmgren> I'm aiming for something like 10" x 20" x 1-2" xyz
[03:48:41] <ejholmgren> maybe jump down to 3/8" ?
[03:48:42] <cradek> does it matter how many threads in your nut?
[03:48:55] <jmkasunich2> not in a first order analysis
[03:49:10] <jmkasunich2> coarse and fine threads will have about the same friction torque
[03:49:11] <ejholmgren> I still need enough center material to turn down a 1/4" shaft
[03:49:25] <jmkasunich2> the coarse one will of course have more torque needed to turn the load
[03:49:56] <jmkasunich2> but the percentage of load torque compared total torque goes up
[03:51:50] <ejholmgren> how about 3/8" 12tpi?
[03:52:28] <cradek> have you thought about what kind of nuts yet?
[03:53:00] <ejholmgren> thought about the dumpster cnc ones
[03:53:22] <cradek> are those the zero backlash spring loaded ones?
[03:53:26] <ejholmgren> yes
[03:53:34] <cradek> those will take even more torque because they clamp down onto the threads
[03:53:51] <ejholmgren> sweet ...
[03:54:04] <ejholmgren> how about just a regular delrin nut with a flange?
[03:54:42] <cradek> that might be your best bet if your motors are small
[03:55:09] <ejholmgren> have any leads on a good source?
[03:55:18] <cradek> I have the dumpster nuts on my mill (they work really great) but I have pretty large motors
[03:55:37] <ejholmgren> just noticed that the enco site is down right now
[03:56:17] <cradek> fenn attacked a spare piece of acme rod with an angle grinder to make a tap, and made what seemed to be some nice nuts
[03:56:48] <Jymmm> http://www.embeddedtronics.com/acmetap.html
[03:57:19] <A-L-P-H-A> I got a 1/2 - 10 tpi.
[03:57:25] <A-L-P-H-A> cost me like $120CDN. :(
[03:57:37] <A-L-P-H-A> bloody hell expensive.
[03:57:50] <ejholmgren> I'm in minnesota
[03:57:59] <ejholmgren> so canada isn't to far away
[03:58:05] <A-L-P-H-A> ejholmgren: ... it'll still cost you like $80USD or more.
[03:58:36] <A-L-P-H-A> ejholmgren: mscdirect.com mcmaster.com use-enco.com/useenco.com
[03:58:36] <cradek> if I was just cutting delrin I'd definitely try a homemade tap
[03:58:49] <A-L-P-H-A> ejholmgren: if you're going that route... might as well go for ballscrews...
[03:59:12] <A-L-P-H-A> check out www.roton.com for affordable ballscrews... albeit they aren't machined.
[03:59:14] <ejholmgren> $80 for a nut?
[03:59:38] <A-L-P-H-A> ejholmgren: $80 for the tap... you make as many nuts as you want.
[03:59:45] <ejholmgren> ah ...
[04:00:07] <ejholmgren> enco is down right now and mcmaster is expensive ... will check out msc
[04:00:10] <A-L-P-H-A> I made my money back on those that tap though... made some solid brass nuts for some people... and they love the nuts, as far as I know.
[04:00:36] <cradek> goodnight all
[04:00:43] <A-L-P-H-A> night cradek
[04:00:55] <A-L-P-H-A> A-L-P-H-A: you could make your own acme tap if you have a lathe...
[04:01:10] <A-L-P-H-A> I've never done it... but was told it was easy
[04:01:16] <jmkasunich2> goodnight cradek
[04:02:14] <A-L-P-H-A> ejholmgren: what are you tapping? material wise...
[04:02:30] <A-L-P-H-A> if it's soft... do what that guy did in
http://www.embeddedtronics.com/acmetap.html
[04:03:40] <ejholmgren> sort of a random question, but what do all of you do for your day jobs?
[04:03:48] <ejholmgren> night
[04:03:57] <A-L-P-H-A> ejholmgren: I'm a pimp.
[04:04:28] <Jymmm> s/pimp/punk/
[04:04:56] <A-L-P-H-A> Jymmm: get back to the corner, and work your ass off... I don't buy your drugs for free!
[04:05:03] <ejholmgren> isn't that more of a night job?
[04:05:32] <A-L-P-H-A> Those corporate types need stress relief 24/7...
[04:05:56] <ejholmgren> true
[04:06:23] <A-L-P-H-A> this is taking forever to update my system to a usable state.
[04:06:29] <A-L-P-H-A> my audio still doesn't work either.
[04:06:37] <A-L-P-H-A> an no apache, or mysql, or php5. urk.
[04:06:48] <ejholmgren> the joys of running a linux desktop machine?
[04:07:01] <A-L-P-H-A> well... if I was a normal user, it'd be just the install CD.
[04:07:04] <A-L-P-H-A> but I'm not a normal user...
[04:07:17] <A-L-P-H-A> nor are most people in here.
[04:07:29] <A-L-P-H-A> oh... what's the state of emc2 + axis without magma/RTlinux?
[04:07:42] <CIA-8> 03jmelson 07HEAD * 10emc2/src/hal/drivers/hal_ppmc.c:
[04:07:42] <CIA-8> Fixed handling of multiple DIO boards
[04:07:42] <CIA-8> Tested operation with multiple encoder and DAC boards
[04:07:43] <A-L-P-H-A> I remember hearing that it can run in SIM mode now...
[04:12:13] <CIA-8> 03jmelson 07HEAD * 10emc2/configs/ppmc/ppmc_load.hal: added hal gate to make e-stop condition latch safe
[04:12:28] <CIA-8> 03jmelson 07HEAD * 10emc2/configs/ppmc/ppmc_io.hal: added hal gate to make estop function latch safe
[04:13:40] <A-L-P-H-A> hmm... windows gto wiped from my HD completely...
[04:13:46] <A-L-P-H-A> accidentally from a linux install.
[04:14:29] <A-L-P-H-A> hardly any motivation to go back, besides autocad, mastercam, adobe flash... I need VMware to work.
[04:16:46] <CIA-8> 03jmelson 07HEAD * 10emc2/configs/univpwm/univpwm_io.hal: added hal estop latch to prevent automatic release of estop
[04:17:32] <CIA-8> 03jmelson 07HEAD * 10emc2/configs/univpwm/univpwm_load.hal: added hal estop latch to prevent automatically leaving estop
[04:20:09] <ejholmgren> I had XP randomly erase one of my hard drives during an install once
[04:20:15] <ejholmgren> great fun ...
[04:20:25] <A-L-P-H-A> Oh yes. much.
[04:20:29] <A-L-P-H-A> luckily I copied everything over.
[04:20:40] <ejholmgren> that box went back to 2000 just so I can play halo on it
[04:20:46] <A-L-P-H-A> heh
[04:20:50] <A-L-P-H-A> halo on the PC? :(
[04:20:58] <ejholmgren> yeah
[04:21:01] <ejholmgren> no xbox here
[04:21:10] <A-L-P-H-A> I go over to a friends house for halo 2...
[04:21:21] <ejholmgren> work was going to throw away an 800mhz g4
[04:21:26] <ejholmgren> so that's the main box now
[04:21:55] <ejholmgren> and a closet full of slackware boxes
[04:22:04] <A-L-P-H-A> SHEEEit
[04:22:09] <A-L-P-H-A> I think I just lost my mp3s.
[04:22:11] <A-L-P-H-A> all of them.
[04:22:24] <A-L-P-H-A> argh...................
[04:22:33] <ejholmgren> you'd better start drinking
[04:22:45] <ejholmgren> and hope you start hearing music that's not there ;)
[04:22:59] <A-L-P-H-A> I have internet radio.
[04:23:01] <A-L-P-H-A> somafm.com
[04:23:05] <A-L-P-H-A> among others.
[04:23:12] <ejholmgren> listen to oem?
[04:23:15] <jmkasunich2> goodnight guys
[04:23:17] <A-L-P-H-A> I think I can get most of it back from my ipod
[04:25:19] <A-L-P-H-A> mr. ipod? you gonna connect and save me?
[04:29:34] <A-L-P-H-A> it will!
[04:29:38] <A-L-P-H-A> except they're all named funny
[04:29:45] <A-L-P-H-A> :/
[04:33:50] <A-L-P-H-A> rhythmbox will figure out the names... so okay.
[04:33:58] <A-L-P-H-A> whatever now.
[05:04:56] <A-L-P-H-A> someone should make an EMC machine to do this...
http://www.facadeprinter.org/
[05:04:57] <A-L-P-H-A> hehehe
[05:54:26] <ejholmgren> heh
[05:54:36] <ejholmgren> funny
[05:56:19] <A-L-P-H-A> ejholmgren: I thought so
[05:56:32] <A-L-P-H-A> they just need the playboy symbol instead, if they're gonna do a bunny
[06:12:48] <K`zan> Night folks
[06:26:36] <A-L-P-H-A> bored.
[07:31:24] <anonimasu> morning
[07:32:28] <anonimasu> A-L-P-H-A:
http://www.hektor.ch/
[07:36:54] <A-L-P-H-A> anonimasu hey dude!
[07:36:57] <A-L-P-H-A> GUESS WHAT I FOUND!
[07:37:06] <A-L-P-H-A> I'm actually super happy about this.
[07:37:19] <A-L-P-H-A> I found a working G201 gecko in my stash.
[07:37:35] <A-L-P-H-A> So, now I have 6 working ones... and two unknowns.
[07:39:59] <anonimasu> :D
[07:40:03] <anonimasu> nice
[07:40:06] <A-L-P-H-A> yeah.
[07:40:10] <A-L-P-H-A> selling 3 now...
[07:40:19] <A-L-P-H-A> a REV1, and two REV3's...
[07:40:24] <A-L-P-H-A> or are they REV4... who knows.
[07:40:28] <anonimasu> :D
[07:40:46] <anonimasu> I'll be trying my spindle tonight :D
[07:40:51] <A-L-P-H-A> COOL.
[07:41:13] <anonimasu> really looking forward to it
[07:41:15] <A-L-P-H-A> oh... seen the spray paint stuff...
[07:41:21] <anonimasu> going to make a box/pocket in something
[07:41:26] <A-L-P-H-A> box?
[07:41:32] <anonimasu> or maybe a conrod ;)
[07:41:38] <A-L-P-H-A> conrod?
[07:41:41] <anonimasu> I have a nice drawing stored somewhere..
[07:41:52] <anonimasu> yeah
[07:41:55] <A-L-P-H-A> are these the airplane screws?
[07:42:11] <anonimasu> http://www.chevroletls1.com/images/connecting_rod.jpg
[07:42:41] <A-L-P-H-A> okie... and machinining it would be what reason? do you have use for it?
[07:42:47] <anonimasu> not really
[07:42:49] <anonimasu> because I can
[07:43:00] <A-L-P-H-A> okie.
[07:43:37] <anonimasu> do you really never do anything that's not useful?
[07:44:20] <anonimasu> hm, my buisness cards are ready
[07:44:21] <anonimasu> :)
[07:45:52] <A-L-P-H-A> I have cool business cards.
[07:45:55] <A-L-P-H-A> wish I had cooler ones...
[07:46:01] <A-L-P-H-A> made of sheet metal, laser cut and etched.
[07:46:06] <A-L-P-H-A> stainless steel ones.
[07:46:09] <A-L-P-H-A> drool.
[07:46:30] <anonimasu> hehe ;)
[07:46:52] <anonimasu> 0.02mm's metal
[07:47:01] <A-L-P-H-A> http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=200033851208
[07:49:08] <anonimasu> ;)
[07:49:52] <anonimasu> http://www.jenimattson.com/pages/identity/melvin.shtml
[07:53:42] <A-L-P-H-A> interseting.
[07:53:45] <A-L-P-H-A> VERY interesting.
[07:54:14] <anonimasu> though having one dosent matter if you cant pick locks anyway
[07:54:29] <A-L-P-H-A> anonimasu... google 'bump lockpicking'
[07:55:54] <anonimasu> A-L-P-H-A: pardon my phrasing.. but that's gay..
[07:57:57] <anonimasu> um.. rather "lame" not gay..
[07:59:21] <A-L-P-H-A> did you look?
[07:59:28] <A-L-P-H-A> super easy to pick a lock.
[07:59:50] <anonimasu> I know how bump keying works
[07:59:57] <A-L-P-H-A> k
[08:00:01] <A-L-P-H-A> requires near zero skill!
[08:00:04] <anonimasu> it's hardly related to real lockpicking..
[08:00:22] <anonimasu> it's like thoose guys picking locks with their toothbrushes..
[08:01:59] <anonimasu> I like thoose buisness cards woz has ;)
[08:02:21] <A-L-P-H-A> exactly!
[08:02:36] <A-L-P-H-A> I want a metal one, and be like woz!
[08:02:48] <anonimasu> make ones?
[08:02:50] <A-L-P-H-A> they're about $2 when you make 10,000 of them.
[08:02:53] <A-L-P-H-A> err.
[08:02:54] <A-L-P-H-A> 5000.
[08:03:09] <anonimasu> how much if you make 100?
[08:03:42] <A-L-P-H-A> $10/each?
[08:03:54] <anonimasu> ouch
[08:04:32] <A-L-P-H-A> pretty expensive.
[08:04:51] <A-L-P-H-A> I saw another place printing translucent plastic cards... those looked g
[08:04:53] <A-L-P-H-A> good
[08:06:44] <anonimasu> yeah but thoose are too easy to make ;)
[08:06:52] <A-L-P-H-A> yeah... still cost $$.
[08:07:07] <A-L-P-H-A> I got paper, gloss, that looks like brushed steel...
[08:07:18] <A-L-P-H-A> we were giving them out, and people were trying to open them.
[08:07:20] <A-L-P-H-A> it was cool
[08:11:12] <anonimasu> open them?
[08:11:30] <A-L-P-H-A> oh... looked like a card holder.
[08:13:24] <A-L-P-H-A> appearantly in some places, carrying lock pick tools while you're not a liscensed locksmith can get you in some trouble.
[08:18:34] <anonimasu> yeah, I keep forgetting you live in a policestate..
[08:23:55] <A-L-P-H-A> wth are you talknig about?
[08:23:57] <A-L-P-H-A> I'm in Canada!
[08:27:32] <A-L-P-H-A> I wonder if Canada is housing any secret CIA prisons, like they do in Europe
[08:37:59] <anonimasu> :D
[08:38:04] <anonimasu> probably
[08:38:16] <anonimasu> hm.. I just called about a dog
[08:38:35] <anonimasu> http://www.kennelgroths.com/eng/Bilder%20till%20hemsidan/ottokruka1.jpg
[08:39:04] <A-L-P-H-A> kinda looks like a large terrier.
[08:39:17] <anonimasu> a dwarf schnauser
[08:39:25] <A-L-P-H-A> <shrug>
[08:39:28] <anonimasu> not my favourite dogs though..
[08:39:32] <A-L-P-H-A> I'm not really a pet kind of person.
[08:39:55] <anonimasu> but thoose are very nice for allergic people
[08:40:26] <anonimasu> I got the new huydralic motor, now :)
[08:40:50] <A-L-P-H-A> where was I the last time?
[08:40:58] <anonimasu> last time?
[08:41:03] <A-L-P-H-A> bloody eyes just nearly dried up and went blind
[08:41:13] <anonimasu> :/
[08:41:15] <A-L-P-H-A> I can't remember who's house I was at.
[08:41:44] <anonimasu> ah allergy?
[08:42:44] <A-L-P-H-A> yeah
[08:42:54] <A-L-P-H-A> I can't remember...
[08:42:58] <anonimasu> :/
[08:42:59] <A-L-P-H-A> man... could have been a while ago
[08:43:06] <A-L-P-H-A> gotta remember not to go again.
[08:52:19] <A-L-P-H-A> anonimasu, what are you up to?
[08:57:35] <anonimasu> now?
[08:57:45] <anonimasu> or with my life?
[09:00:26] <A-L-P-H-A> now
[09:01:10] <anonimasu> lunch :)
[09:01:12] <anonimasu> and coding
[09:01:22] <A-L-P-H-A> you working today? free? play sudoku?
[09:36:29] <anonimasu> working
[09:51:07] <A-L-P-H-A> * A-L-P-H-A pokes alex_joni in the eye
[09:51:09] <A-L-P-H-A> you there too??
[09:51:58] <A-L-P-H-A> welcome aussieland person.
[09:52:04] <A-L-P-H-A> good bye aussieland person
[11:05:17] <A-L-P-H-A> AHH!!!
[11:05:28] <A-L-P-H-A> A tackle box would be AWESOME for housing electronics.
[11:05:30] <A-L-P-H-A> hmmm.
[11:05:33] <A-L-P-H-A> must go get one.
[11:11:00] <anonimasu> heh
[11:15:27] <A-L-P-H-A> anonimasu, off work yet? go play in the shop!
[11:21:08] <anonimasu> 3 hours left
[11:24:19] <anonimasu> * anonimasu longs home
[11:24:32] <A-L-P-H-A> longs for
[11:24:45] <A-L-P-H-A> unless you know someone named home. ;)
[11:25:34] <anonimasu> * anonimasu sighs
[11:29:54] <anonimasu> are you by any chance really bored?
[11:30:01] <A-L-P-H-A> Yup.
[11:30:06] <A-L-P-H-A> immensely.
[11:32:33] <A-L-P-H-A> you ask me... and then wander off.
[11:32:35] <A-L-P-H-A> <shrug>
[11:32:38] <A-L-P-H-A> anonimasu
[11:34:34] <anonimasu> I can tell when you start making notes on other people's writing. ^_^
[11:34:54] <anonimasu> I need to get some more work done..
[11:34:56] <anonimasu> laters.
[12:56:55] <skunkworks> logger_aj: bookmark
[12:56:55] <skunkworks> I'm feeling lazy .. but here's the log anyways:
http://81.196.65.201/irc/irc.freenode.net:6667/emc/2006-10-10#T12-56-55
[13:25:30] <anonimasu> skunkworks: you didnt miss anything
[13:31:27] <A-L-P-H-A> he missed me!
[13:33:56] <skunkworks> Its still entertainment :)
[13:34:04] <skunkworks> it's
[13:34:14] <anonimasu> lol
[13:35:23] <skunkworks> http://www.electronicsam.com/images/KandT/servostart/almost.JPG
[13:36:35] <SWPadnos> let any smoke out yet?
[13:37:07] <skunkworks> nope. maybe tonight. I still have to find some caps - if all else fails I will run to radio sham
[13:37:17] <SWPadnos> ah - right
[13:38:00] <A-L-P-H-A> that's a self made servo controller board?
[13:38:04] <A-L-P-H-A> interesting.
[13:38:20] <skunkworks> not that complicated - it is just a great big h-bridge
[13:38:59] <anonimasu> hehe
[13:39:29] <skunkworks> the plan is.. encoder -> emc2 -> pwm -> h-bridge. (like what cradek is doing with his servo lathe)
[13:39:56] <anonimasu> hm..
[13:40:01] <anonimasu> can you really do pwm fast enough?
[13:40:11] <SWPadnos> so that thing is good for 20A continuous, and peaks to 40-ish, right? (assuming good heatsinking)
[13:40:18] <A-L-P-H-A> umm... 90s2313 can have some 10mhz pwm.
[13:40:20] <A-L-P-H-A> 10bit
[13:40:25] <anonimasu> A-L-P-H-A: I know.
[13:40:29] <alex_joni> skunkworks: heh, like the peppers :D
[13:40:46] <anonimasu> I thought he were talking about doing pwm from the pc directly
[13:40:48] <anonimasu> :)
[13:40:49] <skunkworks> SWPadnos: I don't know about the peaking part :) but yes.
[13:40:50] <SWPadnos> a mesa card is probably better for the PWM
[13:40:55] <anonimasu> * anonimasu nods
[13:40:57] <alex_joni> anonimasu: 20kHZ should suffice
[13:41:10] <alex_joni> that's kinda easy with emc2
[13:41:36] <skunkworks> alex_joni: going to freeze here - had to pick the rest of them.
[13:42:58] <A-L-P-H-A> how do I roll up a window in gnome?
[13:43:07] <skunkworks> the mosfets are rated for 44 amps but as jmkasunich showed me - that is almost imposible with these mosfets.
[13:43:28] <skunkworks> but I am hoping it will handle a few peaks.
[13:43:50] <anonimasu> they probably will
[13:44:17] <skunkworks> The main draw back is how many lines my encoders are.
[13:44:28] <skunkworks> which I have not bought yet :)
[13:44:50] <anonimasu> lol
[13:44:57] <anonimasu> thats not really a drawback
[13:46:28] <skunkworks> I think cradek: is running 25khz on his laith (.00002 period)
[13:47:26] <cradek> 25 usec if I remember right
[13:47:57] <some_> some_ is now known as some_away
[13:48:07] <skunkworks> ok - All I saw was jeplers ini which was 20us
[13:48:41] <skunkworks> thats 20khz :)
[13:49:13] <cradek> yes it's 25usec, scale is 375
[13:49:35] <skunkworks> 375 per mm?
[13:49:38] <cradek> yes
[13:49:48] <SWPadnos> for an actual servo, the encoder count rate will be the limit, I think
[13:50:00] <SWPadnos> for PWM of a spindle, it shouldn't matter much
[13:50:03] <cradek> for software counting definitely
[13:50:06] <skunkworks> right.
[13:50:22] <cradek> I have /8 or /16 on mine
[13:50:35] <skunkworks> Thats why I want to play with low count encoders. If all works well I will probably end up getting a mesa board.
[13:50:36] <cradek> can't remember which
[13:51:24] <skunkworks> I'm excited either way :)
[13:51:55] <cradek> you could buy an encoder that gives you .001 or .0005 inch per transition, and what you get for max speed is what you get
[13:52:05] <skunkworks> right
[13:52:29] <cradek> have you figured out what that is?
[13:53:04] <skunkworks> 1000 edge would give me .0003333 resolution
[13:53:11] <skunkworks> direct drive.
[13:53:27] <skunkworks> (3 threads per inch)
[13:53:39] <jepler> units ".001 inch * 10kHz" "inch/second" -> * 10
[13:53:43] <jepler> is this the correct calculation?
[13:54:21] <cradek> I think so
[13:54:28] <jepler> 10 inches per second ?
[13:54:46] <skunkworks> I would take that :)
[13:54:47] <cradek> so 3 ips with 1000 edge
[13:55:06] <skunkworks> I would take that also
[13:55:09] <skunkworks> to play
[13:56:33] <cradek> wait isn't it twice that? it can count one edge per period
[13:57:08] <cradek> % units ".0003333 inch * 20kHz" "inch/sec"
[13:57:17] <cradek> * 6.666
[13:57:37] <skunkworks> where your you getting the 20khz
[13:57:43] <cradek> if you can count at 25 or 30kHz, all the better
[13:57:46] <cradek> 1/25usec
[13:58:16] <anonimasu> hm
[13:58:20] <cradek> ummm
[13:58:22] <skunkworks> isn't that 40khz
[13:58:24] <anonimasu> 275 per mm?
[13:58:40] <cradek> % units ".0003333 inch / 25microsecond" "inch/sec"
[13:58:41] <anonimasu> err 375
[13:58:41] <cradek> * 13.332
[13:59:01] <cradek> * cradek waves his hands
[13:59:07] <anonimasu> :9
[13:59:09] <anonimasu> should be enough
[13:59:24] <A-L-P-H-A> anyone to keymap the windows key + d, to hide all windows and focus desktop? I can only map the windows key atm.
[13:59:42] <anonimasu> windows + m
[14:00:00] <skunkworks> wow. That would be unreal.
[14:00:06] <anonimasu> what?
[14:00:32] <skunkworks> at 25us the max feed would be 800 ipm
[14:00:38] <anonimasu> lol
[14:00:48] <anonimasu> brutal
[14:00:49] <skunkworks> The servos can't go that fast. But still :)
[14:01:08] <skunkworks> this will definatly be a neat experiment :)
[14:02:06] <SWPadnos> heh - 40000 / 3000 = 13 1/3 ;)
[14:03:13] <skunkworks> Even I think I could remember that formula :)
[14:03:27] <A-L-P-H-A> crashed mirc when I did that
[14:03:31] <SWPadnos> of course, you get the 40000 by doing 1/25 uS
[14:03:39] <SWPadnos> err - 1/(25 uS)
[14:04:25] <cradek> can you get a 250 line encoder that will mount to your setup?
[14:04:54] <skunkworks> I don't have any setup yet :) The plan was to buy the ecoders and make them work
[14:05:27] <skunkworks> the servos that I want to play with have a tach on the back.. I was planning on making them fit in there some how.
[14:06:03] <skunkworks> honestly have not really looked much at the encoder side yet.
[14:07:56] <skunkworks> cradek: are you meaning 250line - 1000 edges?
[14:08:23] <skunkworks> * skunkworks is still a little fuzzy on the whole encoder thing
[14:09:27] <A-L-P-H-A> yes... google is my friend.
[14:12:07] <SWPadnos> 250CPR (cycles per revolution) = 1000 PPR (pulses per revolution) for encoder counters that count all edges
[14:12:27] <SWPadnos> try
http://www.usdigital.com for a reasonable selection of reasonably good encoders at a reasonable price :)
[14:17:24] <skunkworks> thanks :)
[14:17:31] <SWPadnos> sure
[14:20:00] <Lerneaen_Hydra> 'lo
[14:32:42] <alex_joni> this might be nice to control a mill:
http://www.3dconnexion.com/products/3a1.php
[14:33:46] <alex_joni> http://www.3dconnexion.com/ <- front page has a nice animation on that
[14:34:16] <SWPadnos> yeah - those are pretty cool
[14:34:37] <SWPadnos> I'd love to see something that just uses the Griffin PowerMate knob for jogging or the like
[14:34:52] <SWPadnos> http://www.griffintechnology.com/products/powermate/
[14:35:21] <SWPadnos> actually, jmk's hal_joystick driver may be able to put that to use
[14:36:21] <jepler> I'm cheap, so even $45 sounds expensive
[14:37:07] <cradek> I have some little encoders that were made to be volume controls or something - I should try them as jogwheels
[14:37:12] <SWPadnos> they're expensive, but they are actually made of machined aluminum, not plastic
[14:37:30] <cradek> some push in, which chould change axes
[14:37:55] <cradek> and I could make a nice aluminum knob
[14:38:11] <jepler> cradek: are those the ones with about 24 detents per revolution? That's not too many..
[14:38:30] <cradek> yes something like that
[14:38:38] <A-L-P-H-A> I can finally type the euro sign in linux! :)
[14:38:41] <cradek> it would be ok for touching off, but not for general jogging
[14:38:48] <cradek> ¤
[14:38:56] <A-L-P-H-A> cradek, that's a ninja star.
[14:39:00] <A-L-P-H-A> not a euro sign to me.
[14:39:13] <cradek> well yours looks like three @ to me
[14:39:22] <A-L-P-H-A> at symbol?
[14:39:25] <cradek> yes
[14:39:32] <skunkworks> looks like a square to me
[14:39:34] <jepler> cradek typed CURRENY SIGN (U+0084) and A-L-P-H-A typed EURO SIGN (U+20ac)
[14:39:37] <cradek> there's no consensus on encodings in irc
[14:39:59] <cradek> I didn't think I was sending unicode at all
[14:40:12] <A-L-P-H-A> jepler thanks.
[14:40:35] <Lerneaen_Hydra> I actually find 16 steps/rev to be enough for most stuff in my (small) lathe
[14:40:36] <A-L-P-H-A> is that the universal currency symbol or something that cradek was sending?
[14:40:49] <A-L-P-H-A> Lerneaen_Hydra, what's the resolution then?
[14:40:59] <Lerneaen_Hydra> step distance of 0.05mm, and when spinning quickly runs at around 400-500mm/min
[14:41:17] <cradek> Lerneaen_Hydra: interesting
[14:41:20] <jepler> A-L-P-H-A: that seems to be what wikipedia thinks CURRENCY SIGN is for.
http://en.wikipedia.org/wiki/Currency_sign
[14:41:31] <Lerneaen_Hydra> I wouldn't want to jog large distances though
[14:41:42] <cradek> the arrows work fine for that
[14:41:49] <Lerneaen_Hydra> I use the jogwheel for stuff under 30-40cm
[14:41:56] <Lerneaen_Hydra> yeah
[14:42:36] <Lerneaen_Hydra> actually I like the low res because when doing small moves one can hear each step and one can know without looking at a screen how far you've moved
[14:42:37] <jepler> cradek: do you have 3 spare inputs on any of your parports? That would seem to be the main problem with adding a jog wheel...
[14:42:52] <Lerneaen_Hydra> ie touch off, then move 10 steps -> 0.5mm
[14:42:58] <cradek> for the mill, yes, the lathe, no
[14:43:24] <cradek> are there three handshaking inputs on a serial port?
[14:43:31] <jepler> cradek: hmm not sure
[14:44:04] <cradek> if so that would be a nice hack
[14:44:36] <jepler> "TD, DTR, and RTS are generated by the DTE and RD, DSR, CTS, DCD, and RI are generated by the DCE."
[14:44:42] <jepler> so I think the answer is yes
[14:44:54] <cradek> nice, so there are 4
[14:44:55] <jepler> you might have to power it, though
[14:44:57] <anonimasu> Lerneaen_Hydra: what kind of stuff are you going to machine?
[14:45:10] <cradek> yeah you could vampire the keyboard
[14:45:26] <jepler> hm -- you could make DTR 0 and RTS 1, then you're sure to have both voltages needed
[14:45:53] <cradek> assuming you could handle the high voltage
[14:46:05] <cradek> I don't know if encoders can generally run on >5
[14:47:25] <anonimasu> hm
[14:47:41] <cradek> nice, the MSR byte on the 8250 has all four status bits, so you can read it with one inb
[14:47:44] <jepler> I was under the impression that these little encoders were purely mechanical
[14:47:56] <cradek> I'm sure they are
[14:48:11] <Lerneaen_Hydra> anonimasu: in the lathe?
[14:48:11] <cradek> just like the old microsoft mice
[14:48:31] <Lerneaen_Hydra> anonimasu: most stuff, plastics, aluminum, stainless (ugh), various steel types
[14:48:40] <Lerneaen_Hydra> not only mild steel
[14:48:45] <jepler> cradek: why wouldn't mechanical contacts handle >5V?
[14:48:59] <cradek> oh well that's a good point, duh
[14:49:28] <cradek> I was not thinking specifically about those I guess (I have a real jogwheel too)
[15:04:16] <cradek> The four Hardware handshaking inputs, plus bits indicating that their change in state since the previous read of MSR are encoded as:
[15:36:44] <Lerneaen_Hydra> uh, is there an openssh log file somewhere with lots of nice logging data?
[15:36:54] <Lerneaen_Hydra> also is there any way to show all running daemons?
[15:38:31] <jepler> Lerneaen_Hydra: on ubuntu, /var/log/auth.log shows activity including ssh
[15:38:39] <jepler> Oct 9 21:50:10 localhost sshd[26969]: Accepted publickey for jepler from 198.183.7.2 port 2853 ssh2
[15:39:42] <jepler> Oct 9 21:50:10 localhost sshd[26971]: (pam_unix) session opened for user jepler by (uid=0)
[15:39:42] <Lerneaen_Hydra> oh, so just grep after ssh?
[15:39:42] <jepler> e.g. ^^
[15:39:42] <jepler> "ps waux" shows all running processes, including daemons
[15:40:19] <Lerneaen_Hydra> ooh, thanks
[15:40:21] <jepler> "netstat -l" shows all ports that are "listening", though it doesn't list the associated process
[15:40:51] <jepler> oh, "netstat -lp" does show the associated process -- I didn't know that
[15:42:32] <Lerneaen_Hydra> hmm
[15:42:44] <Lerneaen_Hydra> I seem to be having many hits to my ssh box
[15:43:03] <Lerneaen_Hydra> any simple way to auto-refuse an IP after x failed attempts?
[15:43:49] <cradek> instead of doing that, make sure ssh is only enabled for the accounts that need it, and make sure their passwords are good (or refuse password authentication)
[15:44:41] <Lerneaen_Hydra> is "only for x accounts" in the config? I didn't see anything when I looked last
[15:44:45] <cradek> auto-refusing connections is a bad idea, always prefer real security when possible
[15:44:59] <Lerneaen_Hydra> refuse password authentication?
[15:45:07] <jepler> Lerneaen_Hydra: in /etc/ssh/sshd_config, you may want to write something like this:
[15:45:08] <jepler> PermitRootLogin no
[15:45:08] <jepler> AllowUsers jepler
[15:45:16] <Lerneaen_Hydra> oh, that simple ;)
[15:45:34] <Lerneaen_Hydra> will that default to dis-allowing everything else?
[15:45:37] <jepler> If you want to allow more than one user, then usse 'AllowUsers user1 user2 user3' (separated with spaces)
[15:46:25] <cradek> # To disable tunneled clear text passwords, change to no here!
[15:46:25] <cradek> #PasswordAuthentication yes
[15:46:40] <cradek> you can do this if you have keys everywhere
[15:47:13] <jepler> what cradek is suggesting is a good idea too, but it can be inconvenient since you have to have a private key for each machine you log in from, or do something with a USB key
[15:47:42] <cradek> yeah it's not what you want if you want to get to your machine from anywhere
[15:47:54] <Lerneaen_Hydra> that's the point of this machine currently
[15:48:40] <jepler> then at least do AllowUsers and make sure you have a good password
[15:48:52] <Lerneaen_Hydra> yeah
[15:48:53] <cradek> yeah, just make sure your password is strong, and used nowhere else, and only your account is in AllowUsers
[15:49:07] <cradek> strong = not derived from a dictionary word
[15:49:17] <Lerneaen_Hydra> I've got a alphanumeric with special symbols psuedorandomly chosen
[15:49:22] <jepler> http://www.alw.nih.gov/Security/Docs/passwd.html
[15:49:26] <Lerneaen_Hydra> 8 chars, so probably good enough
[15:49:37] <Lerneaen_Hydra> both large/small case
[15:49:44] <cradek> and ... don't tell others about it :-)
[15:49:56] <jepler> hm, won't cracklib get passwords like these? 'Choose two short words and concatenate them together with a punctuation character between them. For example: ``dog;rain,'' ``book+mug,'' ``kid?goat.'''
[15:50:08] <cradek> yes, that's old advice, now bad
[15:51:33] <cradek> but if you don't have the crypted form or access to the machine, you won't find it since network attacks are so much slower
[15:51:52] <Lerneaen_Hydra> AllowUsers <users> doesn't seem to disallow all other users
[15:52:01] <cradek> yes it does
[15:52:16] <Lerneaen_Hydra> I could still log in with my main (sudo-able) account
[15:52:21] <cradek> This keyword can be followed by a list of user name patterns,
[15:52:21] <cradek> separated by spaces. If specified, login is allowed only for
[15:52:22] <cradek> users names that match one of the patterns
[15:52:27] <Lerneaen_Hydra> hmm
[15:52:33] <cradek> did you restart sshd?
[15:52:47] <Lerneaen_Hydra> I rebooted the machine (needed to change bios stuff too)
[15:53:13] <cradek> maybe you have more than one sshd_config file and you got the wrong one?
[15:53:52] <Lerneaen_Hydra> oh.
[15:53:58] <Lerneaen_Hydra> I was looking at ssh_config
[15:54:00] <Lerneaen_Hydra> duh
[15:54:04] <Lerneaen_Hydra> not sshd
[15:57:06] <Lerneaen_Hydra> shouldn't allowrootlogin be very much no for an open box?
[15:57:15] <Lerneaen_Hydra> or have I misunderstood the term
[15:57:18] <bill20r3> yeah.
[15:58:23] <cradek> yes you should never allow root logins remotely
[15:58:31] <jepler> on your typical ubuntu system, it is a difference that makes no difference, because root won't have any ~/.ssh/authorized_keys and won't have a valid password
[15:59:12] <jepler> and with AllowUsers it's redundant
[15:59:43] <Lerneaen_Hydra> yeah, ok
[16:25:34] <Stumpy> Stumpy is now known as dastumster
[16:26:10] <cradek> hello
[16:26:41] <dastumster> hey
[16:26:48] <dastumster> how you doing?
[16:27:04] <cradek> fine thanks
[16:28:17] <dastumster> fixin on lurking for a while, listening in, a friend wants me to do a build involving emc2, and the ubuntu
[16:28:19] <dastumster> (Kernel):[Linux 2.6.17-1.2142_FC4smp i686] (Uptime):[14:18] (Load):[0.09] (CPUCount):[2] (Model):[Pentium III (Katmai)] (Clock):[499.937MHz] (Cache):[1024 KB] (Bogomips):[1001.76] (Mem):[225/4154M 14[43||||||||||14]] (Total Space):[104.4G] (Processes):[103]
[16:29:17] <dastumster> * dastumster is more familiar with fc4, soo, figure I would do a hangtite and jus catch some ideas, and needed conf tweakin
[16:30:07] <dastumster> ne problems in the channel with lurkers?
[16:30:13] <jepler> the more the merrier
[16:30:17] <dastumster> kewl
[16:32:40] <jepler> if you want to try out emc2 without trashing your existing install, you have two choices: we have an ubuntu live CD with emc2 installed, and in the development version we've been working on a simulator mode that runs without a special realtime kernel -- in fact, I have used this on an fc4 machine. You can see how the GUIs look, get an idea of the configuration files, and preview your g-code files.
[16:33:56] <cradek> you can install the OS and emc together with the live CD too; it's the easiest install you can imagine
[16:36:16] <dastumster> * dastumster is a sysadmin, I have plenty of boxes to play with
[16:36:22] <dastumster> lol
[16:36:43] <dastumster> thats why my friend asked me to do it, he's a pretty good machinist
[16:36:58] <jepler> ok -- feel free to ask questions anytime.
[16:37:08] <jepler> have you found our mailing lists and websites?
[16:38:06] <dastumster> i've been going through linuxcnc.org since yesterday
[16:38:20] <dastumster> thats when he advised me I was doing it
[16:38:21] <jepler> great
[16:38:22] <dastumster> LOL
[16:38:56] <dastumster> I already downloaded to a server the install, with ubuntu
[16:39:16] <dastumster> * dastumster would prefer using fc4, thats the distro Im most familiar with
[16:40:20] <jepler> you're welcome to, but building the realtime kernel can be a big challenge
[16:40:33] <jepler> compared to that, building emc2 is easy
[16:40:37] <dastumster> ok, u convinced me to use ubuntu
[16:40:39] <dastumster> rofl
[16:41:52] <jepler> hmph -- looks like frappr.com reset their database, my entry is gone
[16:41:55] <jepler> * jepler re-adds himself
[16:41:55] <dastumster> compiling is ok on fc4, but building.... I was force to try that on freebsd, I delightedly /fsck the box
[16:43:35] <jepler> hum, and most of the entries there are vandalism
[16:43:39] <jepler> maybe it's time to forget about frappr
[16:43:58] <dastumster> by cloak they mean vitual ip?
[16:44:11] <SWPadnos> I think alex had mentioned that they stopped using google maps for the pins also, to their detriment
[16:45:17] <jepler> dastumster: yes, if you have a "cloak" then it is shown instead of your hostname/IP address: jepler [n=jepler@pdpc/supporter/active/jepler] vs [n=stumpy@24-49-91-123.bflony.adelphia.net]
[16:45:53] <SWPadnos> heh - I sense the frappr link about to go away ;)
[16:45:57] <jepler> jepler has changed the topic to: Welcome! EMC (Enhanced Machine Controller) is a linux-based CNC control. | EMC 2.0.3 is out! | Home: www.linuxcnc.org | Wiki: wiki.linuxcnc.org
[16:46:03] <SWPadnos> bye bye
[16:46:29] <jepler> jepler has changed the topic to: Welcome! EMC (Enhanced Machine Controller) is a linux-based CNC control. | Latest release: EMC 2.0.3 |
http://www.linuxcnc.org |
http://wiki.linuxcnc.org
[16:46:34] <SWPadnos> maybe add the
http:// in front of the wiki link - it's not clickable in chatzilla
[16:46:38] <SWPadnos> thanks :)
[16:52:17] <dastumster> I attempted to access the following link, 404ed
http://193.226.12.129/irc/irc.freenode.net:6667/emc/
[16:52:46] <dastumster> could be y they said unstable?
[16:53:03] <SWPadnos> logger_aj, bookmark
[16:53:03] <SWPadnos> I'm feeling lazy .. but here's the log anyways:
http://81.196.65.201/irc/irc.freenode.net:6667/emc/2006-10-10#T16-53-03
[16:53:13] <SWPadnos> I guess the IP changed ;)
[16:53:19] <dastumster> :]
[16:53:33] <dastumster> appears so
[16:55:09] <Lerneaen_Hydra> does anyone know of a way to regenerate a new blank home dir with all default settings?
[16:55:12] <dastumster> logs from 2004 there, ok
[16:55:27] <SWPadnos> useradd or some such, I think
[16:55:43] <dastumster> /adduser
[16:55:58] <dastumster> for muh distro
[16:58:47] <Lerneaen_Hydra> that command doesn't seem to want to add a home dir for a pre-existing user
[16:59:09] <dastumster> /useradd then for yours?
[16:59:18] <dastumster> preexisting
[16:59:22] <dastumster> sorreh
[16:59:29] <dastumster> no
[16:59:45] <dastumster> that creates from scratch
[16:59:50] <dastumster> my bas'
[17:00:14] <skunkworks> Whats a good place to get decent copper clad?
[17:08:20] <dastumster> bbs
[17:40:54] <anonimasu> hm
[17:40:54] <anonimasu> iab
[18:01:23] <jepler> cradek: is it a bug that linux-headers-2.6.12-magma doesn't require the compiler that the kernel was built with?
[18:04:27] <cradek> Depends: coreutils | fileutils (>= 4.0), linux-headers-2.6.12-10, libc6 (>= 2.3.4-1)
[18:04:37] <cradek> this is one of theirs
[18:04:49] <cradek> err
[18:04:55] <cradek> Depends: coreutils | fileutils (>= 4.0)
[18:05:00] <cradek> just this on the base one
[18:05:08] <cradek> so, I dunno
[18:05:37] <cradek> if the only purpose of the linux-headers package is to build kernel modules, it's useless without the right compiler
[18:05:51] <cradek> but I can't say for sure whether that's the only purpose of the package
[18:11:57] <robin_sz> hej!
[18:12:17] <anonimasu> hi
[18:12:39] <robin_sz> going well?
[18:12:55] <anonimasu> yeah
[18:13:02] <robin_sz> we are very busy
[18:13:16] <robin_sz> got a 10K stainless order yesterday
[18:13:35] <robin_sz> and theres a 20K order for nice light guage, powder coated work too
[18:13:48] <anonimasu> nice :)
[18:14:09] <robin_sz> very busy all of a sudden
[18:16:08] <robin_sz> when people start ordering "2000 of these .. and these" ... you start having to think carefully about job times
[18:16:59] <robin_sz> I wonder how difficult spot welding stainless is?
[18:17:21] <anonimasu> how thick/thin?
[18:17:26] <robin_sz> 1.2mm
[18:17:29] <anonimasu> well, probably easy :)
[18:17:39] <anonimasu> didnt see spot welding.. though stainless welds nicely
[18:17:51] <robin_sz> I think you have to use quite thin electrodes
[18:18:03] <robin_sz> small contact patch and high current
[18:18:41] <robin_sz> we have "sufficient" weld power .. 90KVA
[18:19:24] <anonimasu> http://www.greenspun.com/bboard/q-and-a-fetch-msg.tcl?msg_id=008g8T
[18:21:08] <robin_sz> interesting ...
[18:21:35] <robin_sz> we are tried some tests this afternoon
[18:21:47] <robin_sz> 32 cycles of 8000 amps
[18:21:59] <anonimasu> how did it end up?
[18:22:12] <robin_sz> stuck but not great
[18:22:23] <robin_sz> I think smaller area is needed
[18:22:29] <anonimasu> more power.. *grin*
[18:23:08] <robin_sz> the machine is calibrated with charts for mild steel
[18:23:16] <robin_sz> up to 10mm sheet
[18:23:17] <anonimasu> ok
[18:23:59] <robin_sz> water cooled power stages and tips :)
[18:29:23] <Bo^Dick> lets say i would know everything about the geckodrive, would it still be economic to buy a gecko rather than build one self?
[18:29:40] <anonimasu> yes
[18:30:11] <Bo^Dick> lets say i had all the components as well
[18:30:57] <Bo^Dick> is it the pcb that is hard to make?
[18:31:05] <anonimasu> the issue is more of a r&d issue..
[18:31:18] <Bo^Dick> "r&d"?
[18:31:46] <anonimasu> research and development
[18:32:35] <Bo^Dick> but lets assume i aldready knew all the details and had the schematic and stuff
[18:34:06] <anonimasu> at that point it probably would not be economic.. but that's purely speculative
[18:34:19] <anonimasu> economic to buy a gecko..
[18:34:44] <Bo^Dick> so the gecko is simply stuffed with tons of commersial sensitive details
[18:34:47] <SWPadnos> manufacturing a board of that pitch would require soldermask, and probably a legend as well. you'll pay $100 for bare boards, let alone parts
[18:34:58] <anonimasu> Stop being a moron..
[18:35:04] <SWPadnos> (I'm assuming 3 boards or so)
[18:35:20] <anonimasu> Bo^Dick: I think you've begun to realize how much time development of something like a gecko takes.
[18:35:31] <SWPadnos> or shuold have ;)
[18:35:54] <anonimasu> Bo^Dick: _if_ your time is free you live off your parents and have nothing better to do yeah..
[18:36:37] <anonimasu> it'd still be cheaper to buy a gecko.
[18:36:46] <Bo^Dick> well i'm not trying to imply that everyone should try to build their own anything unless the circumstances would be very fortunate to do so
[18:37:22] <SWPadnos> you would have the problem of acquiring parts in low quantities, whereas Geckodrive gets things in the thousands per month
[18:37:56] <SWPadnos> so you'll be paying 3x their cost (or more) for everything, and it'll likely cost you more in the end
[18:38:04] <anonimasu> hm
[18:38:11] <anonimasu> my broken gecko isnt broken.. it's a broken encoder
[18:39:06] <Bo^Dick> if i needed geckoperformance and could afford it i'd of course buy geckos
[18:39:33] <anonimasu> Bo^Dick: wouldnt you be better off working part time somewhere to afford geckos?
[18:39:38] <anonimasu> then spending time building drives?
[18:40:05] <Bo^Dick> probably
[18:40:37] <anonimasu> it's just my point of view..
[18:40:40] <anonimasu> :)
[18:40:48] <Bo^Dick> but i'm as well learning how µcs work
[18:41:22] <Bo^Dick> when i master µcs i could also build frequency conformers and they're really expensive
[18:41:28] <anonimasu> not really..
[18:41:37] <anonimasu> I paid 1000sek for the one I have :)
[18:41:46] <anonimasu> though I'm about to throw it out ;)
[18:41:52] <Bo^Dick> holy shit
[18:42:12] <Bo^Dick> the price must've fallen really much the last decade
[18:42:19] <anonimasu> probably not throw out.. but im not going to use it for the mill..
[18:42:27] <SWPadnos> are you talking about VFDs?
[18:42:29] <anonimasu> a new one is about 3-5000sek..
[18:42:29] <anonimasu> yeah
[18:42:38] <anonimasu> depending on your spec..
[18:42:45] <Bo^Dick> that's rather expensive isn't it
[18:43:03] <anonimasu> less the one of my servos.
[18:43:10] <SWPadnos> oh yeah. I got two on eBay for about $100-$125 each. one 1 HP, one 3 HP - good ones, too (Allen Bradley and Mitsubishi)
[18:43:43] <anonimasu> well, I've got to go..
[18:43:46] <anonimasu> I'll be back in a hour
[18:43:50] <Bo^Dick> btw, what does "VFD" stand for?
[18:43:50] <anonimasu> Bo^Dick: look at blocket for used ones..
[18:43:54] <SWPadnos> see ya
[18:43:56] <anonimasu> variable frequency drive
[18:43:59] <Bo^Dick> ok
[18:44:00] <SWPadnos> Variable Frequency Drive
[18:44:07] <Bo^Dick> sya
[18:44:10] <anonimasu> bowling ^_^
[18:44:16] <Bo^Dick> cool
[19:59:22] <Lerneaen_Hydra_> 'night
[20:03:55] <anonimasu> iab
[20:04:37] <anonimasu> Bo^Dick: regarding the vfd, what kind of power do you need?
[20:06:15] <anonimasu> Bo^Dick: you should ask jmkasunich about vfd's..
[20:15:47] <A-L-P-H-A> anonimasu... anything new?
[20:16:35] <anonimasu> A-L-P-H-A: not really
[20:16:50] <anonimasu> I found out that my huydralic motor has to little starting torque..
[20:17:01] <A-L-P-H-A> :(
[20:17:37] <anonimasu> not a big deal.. going to solve it tomorrow..
[20:18:36] <anonimasu> but *sigh*
[20:18:46] <anonimasu> I'm longing until I can make parts :/
[20:26:18] <A-L-P-H-A> how are you going to solve that?
[20:26:23] <A-L-P-H-A> sorry, was on the phone
[20:26:26] <A-L-P-H-A> now I need coffee...
[20:27:04] <anonimasu> I'll probably put a larger/slower motor there..
[20:27:07] <anonimasu> and gear a little bit
[20:27:26] <A-L-P-H-A> anonimasu, so is the old motor a waste?
[20:27:42] <A-L-P-H-A> what about torque after start?
[20:27:44] <anonimasu> yeah
[20:27:46] <anonimasu> not a problem
[20:27:54] <A-L-P-H-A> why not allow it to spin up free then?
[20:28:12] <A-L-P-H-A> like you have to have it sprinning while it's trying to dig into the part.
[20:28:38] <anonimasu> if I run just the motor it starts..
[20:29:03] <anonimasu> the motor had to wear a bit before it'd start :)
[20:29:18] <A-L-P-H-A> define 'wear'
[20:29:38] <anonimasu> had to untighten the screws that goes through the casing
[20:30:02] <anonimasu> and run it for a bit before it started to run smoothly..
[20:30:07] <A-L-P-H-A> I'm just curious...
[20:30:08] <anonimasu> very very exactly machined..
[20:30:09] <A-L-P-H-A> OH...
[20:30:22] <A-L-P-H-A> so it's 'new' and needed to be worn/broken in to work properly.
[20:30:25] <anonimasu> yeah
[20:30:34] <A-L-P-H-A> I'm just wondering if you really need a new motor, or you just 'want' a new motor.
[20:30:40] <anonimasu> I need a new motor..
[20:31:07] <A-L-P-H-A> current motor is too weak at start up.... correct? What about post start up, does it have enough torque then?
[20:31:12] <anonimasu> yeah
[20:31:19] <A-L-P-H-A> and post start up?
[20:31:35] <anonimasu> the problem is the initial torque/start torque..
[20:31:55] <A-L-P-H-A> i.e. it won't start to spin?
[20:31:57] <anonimasu> yeah
[20:32:21] <A-L-P-H-A> you'd have to start it yourself, like old Model T fords, where you crank start?
[20:32:26] <anonimasu> haha..
[20:32:30] <anonimasu> I'm not going that way
[20:33:14] <anonimasu> I think the problem is because the displacement is too small
[20:33:21] <anonimasu> but at the same time it's odd..
[20:33:36] <anonimasu> I ahve a bearing [ ] thingy that comes with the motor..
[20:33:46] <A-L-P-H-A> 'thingy'
[20:33:48] <anonimasu> and the shaft out is 1,5cm..
[20:33:54] <A-L-P-H-A> tiny
[20:34:02] <A-L-P-H-A> 1.5cm?.. that's small.
[20:34:05] <anonimasu> maybe 2..
[20:34:06] <anonimasu> dunno..
[20:34:15] <anonimasu> it's really large compared to the motor shaft :)
[20:34:42] <A-L-P-H-A> that's three pencil leads only.
[20:34:54] <anonimasu> pencil leads?
[20:34:56] <anonimasu> wtf..
[20:35:07] <A-L-P-H-A> oops... 7.5 pencil legs.
[20:35:14] <A-L-P-H-A> orr.
[20:35:16] <anonimasu> 2.54cm is a inch..
[20:35:23] <A-L-P-H-A> maybe 75pencil leads
[20:35:26] <anonimasu> hehe
[20:35:41] <A-L-P-H-A> damn... my calculator button doesn't launch calculator anymore
[20:35:41] <anonimasu> ;)
[20:35:46] <A-L-P-H-A> how come!!!
[20:36:00] <A-L-P-H-A> some of the other extended buttons work.
[20:36:06] <anonimasu> hehe
[20:36:19] <A-L-P-H-A> I wish I knew linux better to fix these silly issues.
[20:36:24] <anonimasu> so it's not tiny at all..
[20:36:43] <A-L-P-H-A> so... how come it wouldn't have enough torque to start up?
[20:36:52] <A-L-P-H-A> pull string start. :D
[20:36:53] <A-L-P-H-A> hahahhaha
[20:37:00] <A-L-P-H-A> like on a lawn mower.
[20:37:02] <anonimasu> too small displacement I think
[20:37:22] <A-L-P-H-A> I'm actually being serious...
[20:37:32] <A-L-P-H-A> but it's still funny to me.
[20:37:40] <anonimasu> yeah..
[20:37:42] <A-L-P-H-A> once it gets moving, does it move?
[20:37:52] <anonimasu> I couldnt get it moving with the spindle..
[20:37:54] <A-L-P-H-A> like have enough torque to cut?
[20:38:22] <anonimasu> yeah.. if it'd get spinning
[20:38:26] <A-L-P-H-A> oooooooooh.... so if it's by itself, it works... but when with the motor, there's too much mass to start it up. [I only finally clued in]
[20:38:33] <anonimasu> yeah
[20:38:40] <anonimasu> with the spindle..
[20:38:42] <anonimasu> additional mass..
[20:38:47] <anonimasu> that requires more torque to start..
[20:38:53] <A-L-P-H-A> sorry, I just woke up like 30 minutes ago... took a 4hr power nap.
[20:39:17] <A-L-P-H-A> anonimasu, what's the solution now then?
[20:39:21] <anonimasu> larger motor..
[20:39:26] <A-L-P-H-A> = slow speeds
[20:39:32] <A-L-P-H-A> or are you just gonna gear it up?
[20:39:34] <anonimasu> yeah..
[20:39:40] <anonimasu> larger motor and geared for speed..
[20:40:01] <A-L-P-H-A> these belts? or gears?
[20:40:06] <anonimasu> belts
[20:40:27] <A-L-P-H-A> replace the original pulleys then.
[20:40:28] <A-L-P-H-A> :D
[20:40:34] <A-L-P-H-A> I actually want to get some new belts.
[20:40:39] <anonimasu> * anonimasu sighs
[20:40:41] <anonimasu> toothed belts..
[20:40:43] <A-L-P-H-A> they're these red linked together belts.
[20:40:54] <anonimasu> no
[20:41:02] <anonimasu> http://www.piesau.com.au/pic/gen3.jpg
[20:42:08] <anonimasu> that kind of belts
[20:42:17] <A-L-P-H-A> I want this kinda belt.
http://www.onlinetoolreviews.com/reviews/powertwistplus.htm
[20:42:23] <A-L-P-H-A> as I don't use timing gears on my mill.
[20:42:25] <A-L-P-H-A> but do on my lathe
[20:42:37] <anonimasu> hehe
[20:42:37] <anonimasu> nice
[20:43:53] <anonimasu> going to talk to some people about what kind of motor size I'd need..
[20:43:58] <anonimasu> tomorrow
[20:45:09] <anonimasu> im amazed at my timing gears/belts
[20:45:14] <anonimasu> they are supposed to handle 4kw..
[20:45:34] <A-L-P-H-A> hefty
[20:45:38] <anonimasu> yeah
[20:45:44] <anonimasu> they arent heft at all..
[20:46:06] <anonimasu> hefty
[20:46:55] <anonimasu> *yawns*
[20:47:10] <anonimasu> well shit happens..
[20:47:13] <anonimasu> and always to me.
[20:47:28] <A-L-P-H-A> anonimasu... and remember that the sky is falling all around you.
[20:47:37] <A-L-P-H-A> quit complaining... you have a SCHAUBLIN!
[20:47:48] <anonimasu> 2 actually
[20:47:49] <anonimasu> *grins*
[20:47:52] <A-L-P-H-A> die.
[20:47:54] <A-L-P-H-A> :P
[20:47:59] <A-L-P-H-A> wanna sell and ship me one? :D
[20:48:01] <anonimasu> I couldnt help myself..
[20:48:04] <anonimasu> No!
[20:48:12] <A-L-P-H-A> I
[20:48:18] <anonimasu> 10000 eur.
[20:48:20] <A-L-P-H-A> I'll off $2,000 shipped. :D
[20:48:24] <A-L-P-H-A> CDN!
[20:48:34] <anonimasu> lol
[20:50:29] <A-L-P-H-A> freak'n apps all seem to be closing by themselves.
[20:50:31] <anonimasu> * anonimasu draws a connecting rod
[20:51:21] <anonimasu> hm
[20:51:25] <anonimasu> schaublins are cheap here
[20:51:43] <anonimasu> though revolver-lathes
[20:51:44] <A-L-P-H-A> Really? Wonder why
[20:52:02] <A-L-P-H-A> $10 isn't cheap.
[20:52:10] <A-L-P-H-A> err 10K isn't cheap
[20:52:14] <anonimasu> lol
[20:52:21] <anonimasu> lat
[20:52:21] <anonimasu> -Supportsvarv Schaublin 5,5"/500
[20:52:21] <anonimasu> Pris 5 000:-
[20:52:35] <A-L-P-H-A> what's a Pris to the Canadian dollar?
[20:52:36] <anonimasu> 625$
[20:52:40] <anonimasu> normal dollars..
[20:52:47] <anonimasu> 500eur..
[20:52:51] <anonimasu> something like it..
[20:52:58] <A-L-P-H-A> that's only like 700 CDN.
[20:52:59] <A-L-P-H-A> or so
[20:53:16] <A-L-P-H-A> how come your country isn't using the
[20:53:28] <anonimasu> @
[20:53:29] <anonimasu> ?
[20:53:31] <anonimasu> wtf is that sign
[20:53:35] <A-L-P-H-A> Euro
[20:53:37] <anonimasu> http://www.blocket.se/vi/9485048.htm?ca=1_12_s
[20:53:44] <anonimasu> because we didnt want to
[20:53:49] <anonimasu> 1000eur for that machine
[20:53:59] <A-L-P-H-A> stupid mirc->wine->internet
[20:54:23] <A-L-P-H-A> do you guys track the same ratio all the time with the euro?
[20:54:35] <A-L-P-H-A> that's IT for that machine?
[20:54:41] <anonimasu> yeah..
[20:54:47] <A-L-P-H-A> w t f.
[20:54:54] <anonimasu> usually we do eur/10
[20:54:57] <anonimasu> err sek/10
[20:55:01] <anonimasu> or eur*10
[20:55:06] <anonimasu> close enough
[20:55:07] <A-L-P-H-A> DAMN IT!
[20:55:20] <A-L-P-H-A> where would I ever put it though
[20:55:44] <anonimasu> that's my problem
[20:55:59] <anonimasu> http://www.blocket.se/vi/9436378.htm?ca=1_12_s
[20:56:00] <A-L-P-H-A> think they'd ship it for 5K euro all inclusive?
[20:56:05] <anonimasu> no
[20:56:21] <anonimasu> you'd have to rent a container on a boat
[20:56:31] <A-L-P-H-A> Wait!
[20:56:50] <A-L-P-H-A> shipping a car only costs $5K from North America to Europe!
[20:56:55] <A-L-P-H-A> CDN.
[20:57:16] <anonimasu> hm..
[20:57:17] <anonimasu> really?
[20:57:20] <A-L-P-H-A> yes
[20:57:25] <anonimasu> well if you could get them to pack it..
[20:57:39] <anonimasu> http://www.blocket.se/vi/9232804.htm?ca=1_12_s
[20:57:43] <anonimasu> 500eur :D
[20:58:08] <A-L-P-H-A> is that an emd?
[20:58:14] <A-L-P-H-A> wire?
[20:58:15] <anonimasu> yeah
[20:58:19] <A-L-P-H-A> plunge?
[20:58:31] <A-L-P-H-A> circa 1973.
[20:58:35] <A-L-P-H-A> dude, that's older than me!
[21:00:06] <anonimasu> yeah
[21:19:52] <A-L-P-H-A> need a snack
[21:19:53] <A-L-P-H-A> bbiab
[23:05:25] <SkunkWorks_> It works !!!
[23:05:49] <A-L-P-H-A> SkunkWorks_: ! COOL !
[23:05:59] <SkunkWorks_> (after getting rid of a solder bridge that made the opto-isolator act really goofy :)
[23:06:04] <A-L-P-H-A> SkunkWorks_: gonna share your servo schematics? :D
[23:06:30] <SkunkWorks_> once I get it straitened out. :)
[23:06:39] <SkunkWorks_> * SkunkWorks_ is still winging it
[23:07:20] <A-L-P-H-A> I'm right now looking at V-belts... twist lock, www.fennerindustrial.com the powertwist plus stuff
[23:10:00] <SkunkWorks_> bbl
[23:29:25] <A-L-P-H-A> Anyone think these are expensive? I need like 6ft of this stuff... price is in CDN. so divide it by 1.12 to get USD.
[23:29:48] <jmkasunich> twist lock belts?
[23:29:51] <jmkasunich> they aren't cheap
[23:30:07] <jmkasunich> but I like them
[23:32:11] <A-L-P-H-A> jmkasunich: so is.. $6.70/ft a decent price?
[23:32:16] <A-L-P-H-A> does it reduce vibrations a lot?
[23:33:14] <jmkasunich> yeah
[23:33:21] <A-L-P-H-A> yeah to both accounts?
[23:33:29] <A-L-P-H-A> it's local... so no shipping costs.
[23:33:31] <jmkasunich> although in my case it was compared to a chinese V belt, which was really bad
[23:33:42] <jmkasunich> dunno about the price yet, checking McMasterCarr
[23:33:49] <jmkasunich> (thats where I got mine)
[23:34:04] <jmkasunich> I recall it was pretty expensive, but don't know how expensive
[23:34:22] <jmkasunich> what size? 3L 4L, etc
[23:34:40] <A-L-P-H-A> 4L
[23:34:51] <A-L-P-H-A> my belts are A38 and A30
[23:34:58] <A-L-P-H-A> so I'd need 6ft.
[23:35:10] <jmkasunich> 4L is 25.36 (US) for 5 feet in McMaster
[23:35:38] <jmkasunich> or 6.09 a foot if you buy by the foot
[23:35:55] <A-L-P-H-A> + shipping and stuff...
[23:36:06] <jmkasunich> yeah
[23:36:17] <A-L-P-H-A> so... say 32 + shipping... [dunno how much McMaster charges for shipping]
[23:36:34] <jmkasunich> does McM have warehouses in CA?
[23:36:44] <A-L-P-H-A> bi
[23:36:44] <A-L-P-H-A> no
[23:36:52] <A-L-P-H-A> where as I'm paying $40.18 + tax...
[23:37:05] <jmkasunich> $40 us or ca?
[23:37:15] <A-L-P-H-A> where as I'm paying $40.18USD + tax...
[23:37:21] <A-L-P-H-A> Where as it's $32USD + shipping + $duty brokerage fees
[23:37:30] <jmkasunich> I dunno how bad the fees are
[23:37:42] <A-L-P-H-A> depends on the method of shipping.
[23:37:54] <A-L-P-H-A> could be $25CDN for brokerage fees, and $5/taxes.
[23:38:02] <jmkasunich> I use McM all the time because the warehouse is only 1 day away by UPS ground, I dunno if its the right choice for you
[23:38:05] <A-L-P-H-A> mofo brokerage companies.
[23:38:18] <jmkasunich> sounds like its not
[23:38:35] <A-L-P-H-A> jmkasunich: nah... MSC Direct is pretty good... as they will custom ship via USPS to me, on request.
[23:38:44] <A-L-P-H-A> and they'll price match McMaster.
[23:39:01] <jmkasunich> nice
[23:39:40] <A-L-P-H-A> yeah, so I got some precision drill chucks, for like $80CDN bucks cheaper than local.
[23:49:22] <robin_sz> meep?
[23:52:07] <A-L-P-H-A> get road runner.
[23:52:09] <A-L-P-H-A> hey
[23:52:12] <A-L-P-H-A> not get
[23:52:25] <A-L-P-H-A> wonder would a road runner be tastey...
[23:54:00] <A-L-P-H-A> http://en.wikipedia.org/wiki/Roadrunner_%28bird%29 I wonder would someone get angry, if someone edit a new section to that article...
[23:54:12] <A-L-P-H-A> Flavour - "tastes like chicken when broiled"
[23:54:23] <A-L-P-H-A> or added it to the whooping crane.
[23:55:57] <A-L-P-H-A> Q. Anyone ever call Mariss? He sure likes to talk. :) Very nice guy... but just likes to talk... reminds me of my friend Brad, who's also an engineer... they sound the same too. kind of erie.
[23:58:30] <jmkasunich> yeah, I've talked to him
[23:58:50] <A-L-P-H-A> jmkasunich: know what I mean?
[23:58:56] <jmkasunich> yep ;-)
[23:59:01] <A-L-P-H-A> hehehe. :)
[23:59:04] <A-L-P-H-A> lol
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}