Back
[00:06:04] -!- asdfasd has quit [Ping timeout: 240 seconds]
[00:08:23] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[00:09:29] -!- Loetmichel2 [Loetmichel2!~cylly@p54B1196A.dip0.t-ipconnect.de] has joined #linuxcnc
[00:09:33] -!- Loetmichel has quit [Ping timeout: 240 seconds]
[00:11:32] <Valen> 500w is more than enough to turn somebody into a pretzel
[00:11:36] -!- kingarmadillo has quit [Ping timeout: 276 seconds]
[00:11:47] <Valen> 100W will rip your scalp off
[00:11:59] <enleth> not with overload sensing
[00:12:29] <Valen> you have 40kg of steel spinning, the motor limited to 100W
[00:12:39] <malcom2073> Do you really believe your skin is harder to rip off than stee is to cut? :)
[00:12:42] <Valen> the motor power limit isn't going to matter
[00:13:02] <zeeshan-mill> :]
[00:13:14] <Valen> or they put it into low gear and at 100W its got a jillion newton meters of torque
[00:13:18] <enleth> Valen: ok, IF you have 40kg of steel spinning, yes
[00:13:28] <zeeshan-mill> i think you need a tormach
[00:13:37] <enleth> on the micro lathe with a 150W motor, I can actually overpower it by grabbing the chuck hard with a bare hand, the motor controller just gives up at this point and faults
[00:13:54] <enleth> almost instantly
[00:14:00] <Valen> tried grabbing it at 2000RPM?
[00:14:22] <enleth> 2100 actually, leaves some minor bruising from the extended jaws, but that's about it
[00:15:10] <Valen> that seems like a good way of getting a degloving injury
[00:15:44] <Valen> you can limit the motor power to protect the machine, its not going to do squat for "safety"
[00:18:17] <enleth> for getting hit with shrapnel from a tool exploding after being bent or untwisted in a collision, it will, for getting pulled in, quite possibly less so by a huge margin
[00:18:19] -!- morbo has quit [Read error: Connection reset by peer]
[00:18:54] <zeeshan-mill> try it
[00:18:56] <zeeshan-mill> report back
[00:19:11] <zeeshan-mill> enleth ferror already stops that
[00:19:14] <zeeshan-mill> most of the time
[00:19:20] <zeeshan-mill> unless its a dinky end mill
[00:19:22] <enleth> no ballistic mannequin at hand, sorry
[00:19:37] <enleth> I'd totally try if I had one
[00:19:39] <zeeshan-mill> man im cutting this crap at 120 ipm now
[00:19:42] <zeeshan-mill> its pretty fun to watch
[00:21:41] <jdh> shooting streams of almost molten metal!
[00:21:52] <enleth> as for shrapnel, I've had one exciting run-in with a 10mm drill getting stuck in a block of steel at a pretty high speed, on a pretty beefy drill press
[00:21:58] <skunkworks> with 8 tons of force - following error usually isn't going to trip... ;)
[00:22:07] <enleth> for a splic second I think I could see the flutes getting straightened out
[00:22:13] <enleth> then it exploded
[00:22:43] <CaptHindsight> whats the minimum amount of motor power required to 1) scalp someone, 2) fully remove skin from a hand?
[00:22:54] <enleth> found some pieces months after that, behind furniture on the other side of the room
[00:23:04] <enleth> *split
[00:24:35] -!- morbo [morbo!~morbo@dyn-21-45.mdm.its.uni-kassel.de] has joined #linuxcnc
[00:30:37] -!- the_wench has quit [Ping timeout: 260 seconds]
[00:31:41] -!- morbo has quit [Remote host closed the connection]
[00:32:35] -!- archivist has quit [Ping timeout: 276 seconds]
[00:36:24] -!- robin__ [robin__!~robin@88.97.63.122] has joined #linuxcnc
[00:38:49] -!- TekniQue has quit [Ping timeout: 252 seconds]
[00:38:49] -!- Swapper_ has quit [Ping timeout: 252 seconds]
[00:39:02] -!- TekniQue [TekniQue!~baldur@unaffiliated/teknique] has joined #linuxcnc
[00:39:03] -!- Swapper_ [Swapper_!~swapper@81-235-246-47-no40.tbcn.telia.com] has joined #linuxcnc
[00:39:15] bc0de is now known as Guest54289
[00:39:22] -!- robin_sz has quit [Ping timeout: 252 seconds]
[00:39:22] -!- membiblio has quit [Ping timeout: 252 seconds]
[00:39:22] -!- racicot has quit [Ping timeout: 252 seconds]
[00:39:23] -!- kriskropd has quit [Ping timeout: 252 seconds]
[00:39:55] -!- bcode has quit [Ping timeout: 252 seconds]
[00:39:55] -!- tiwake has quit [Ping timeout: 252 seconds]
[00:44:45] -!- Swapper_ has quit [Ping timeout: 276 seconds]
[00:45:19] -!- Swapper_ [Swapper_!~swapper@81-235-246-47-no40.tbcn.telia.com] has joined #linuxcnc
[00:46:09] -!- archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[00:46:14] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[00:52:01] -!- membiblio [membiblio!~membiblio@pool-71-112-149-68.pitbpa.fios.verizon.net] has joined #linuxcnc
[00:55:12] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[00:55:22] <zeeshan-mill> skunkworks, im superman
[01:06:41] -!- kingarmadillo has quit [Ping timeout: 250 seconds]
[01:12:10] -!- bobo_ has quit [Ping timeout: 250 seconds]
[01:17:29] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[01:19:47] <bobo_> zlog
[01:19:47] <zlog> bobo_: Log stored at
http://tom-itx.no-ip.biz:81/~tom-itx/irc/logs/%23linuxcnc/2016-04-20.html
[01:35:01] -!- witnit [witnit!~Thunderbi@199.168.78.124] has joined #linuxcnc
[01:35:43] -!- WalterN [WalterN!~Octavia@75-139-215-231.dhcp.knwc.wa.charter.com] has joined #linuxcnc
[01:46:33] -!- chupacabra has quit [Remote host closed the connection]
[01:50:54] -!- zeeshan-mill has quit [Ping timeout: 260 seconds]
[01:51:01] <witnit> welp, I bought one of these today,
https://www.youtube.com/watch?v=agVY2vC1fCM
[01:51:33] <witnit> Im intending on updating the controls and running it.
[01:51:56] <CaptHindsight> nice
[01:52:01] <witnit> $500
[01:52:18] <CaptHindsight> in decent enough shape?
[01:52:22] <witnit> eh
[01:54:02] <CaptHindsight> http://www.ebay.com/itm/222090829543 was thinking about this one
[01:59:10] <witnit> oh, awesome, are you converting it?
[01:59:10] -!- R2E4_ has quit [Read error: Connection reset by peer]
[01:59:39] <CaptHindsight> not in a hurry to get it
[01:59:52] <witnit> you got work for it?
[01:59:53] <CaptHindsight> yeah, I'd convert it
[02:00:03] <CaptHindsight> once in a blue moon
[02:00:13] <CaptHindsight> but handy when you do
[02:00:25] <CaptHindsight> I make mostly custom parts
[02:00:31] <witnit> yeah, I got some work lined up for this one but im currently running it on some other machines
[02:00:47] <witnit> oh, I do production so I was looking into barloader for it
[02:01:19] <CaptHindsight> I'm overpriced as a machinist
[02:01:31] <CaptHindsight> so any production gets farmed out
[02:03:28] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE84948c379051-CM84948c379050.cpe.net.cable.rogers.com] has joined #linuxcnc
[02:06:52] <witnit> Oh, yeah I cant really do 1-10 off type work
[02:07:06] <witnit> once it hits 2,500 pcs Its much better
[02:09:12] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[02:10:14] <CaptHindsight> witnit: at high volumes aren't you really hit by tool change times and feedrates
[02:14:21] <witnit> yeah, and changeover, and material gets cheaper at 10k lbs
[02:14:24] <witnit> is nice
[02:34:50] -!- Roguish has quit [Quit: ChatZilla 0.9.92 [Firefox 45.0.2/20160407164938]]
[02:36:47] <zeeshan-mill> 120 ipm now
[02:36:57] <zeeshan-mill> 0.002" deflection
[02:37:10] <zeeshan-mill> its happy :)
[02:40:55] -!- shaun413 [shaun413!uid121475@gateway/web/irccloud.com/x-wnzmotcmvfwknewd] has joined #linuxcnc
[02:43:56] <zeeshan-mill> quiet in here :(
[02:47:00] <unfy> it's getting late etc heh
[02:48:03] <zeeshan-mill> =]
[02:48:11] <zeeshan-mill> only 10:50 pm
[02:48:40] <zeeshan-mill> i dunno how long i can keep working double jobs ;P
[02:48:52] <zeeshan-mill> i want to work on my rx7!
[02:54:06] -!- CoreCPU has quit [Ping timeout: 276 seconds]
[03:01:48] <witnit> Ijust got this other lathe with a 3" bore im not sure what kind of work to use on it. i guess very long parts or so
[03:09:45] -!- kingarmadillo has quit [Ping timeout: 250 seconds]
[03:17:10] -!- AR__ has quit [Ping timeout: 250 seconds]
[03:18:49] <zeeshan-mill> that bore size is useful
[03:18:50] <zeeshan-mill> :)
[03:19:04] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[03:43:21] -!- zeeshan-mill has quit [Ping timeout: 246 seconds]
[03:43:35] -!- yasnak has quit [Read error: Connection reset by peer]
[03:48:19] justanotheruser is now known as justanot1eruser
[03:48:51] justanot1eruser is now known as justanotheruser
[03:49:28] -!- bobo_ has quit [Ping timeout: 250 seconds]
[03:56:15] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[04:02:11] -!- capricorn_1 [capricorn_1!~raffi@c-73-189-241-51.hsd1.ca.comcast.net] has joined #linuxcnc
[04:10:02] -!- pcw_home has quit [Ping timeout: 250 seconds]
[04:10:59] -!- kingarmadillo has quit [Ping timeout: 276 seconds]
[04:42:21] -!- unfy has quit [Quit: Miranda IM! Smaller, Faster, Easier. http://miranda-im.org]
[04:44:16] -!- calvinmetcalf has quit [Ping timeout: 244 seconds]
[04:44:20] calvinmetcalf_ is now known as calvinmetcalf
[04:50:34] -!- bobo_ has quit [Ping timeout: 250 seconds]
[05:01:05] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[05:02:03] -!- msantana has quit [Remote host closed the connection]
[05:05:18] -!- Tensaiteki has quit [Ping timeout: 250 seconds]
[05:11:34] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[05:12:57] -!- CoreCPU [CoreCPU!~alain@wise.bnpparibasfortis.be] has joined #linuxcnc
[05:15:00] -!- CoreCPU [CoreCPU!~alain@wise.bnpparibasfortis.be] has parted #linuxcnc
[05:38:38] -!- kwallace has quit [Quit: Leaving.]
[05:41:19] -!- pink_vampire|2 has quit [Ping timeout: 260 seconds]
[05:56:56] -!- FloppyDisk has quit [Quit: Leaving]
[06:08:41] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[06:10:42] -!- Mathnerd314 has quit [Ping timeout: 246 seconds]
[06:12:32] -!- kingarmadillo has quit [Ping timeout: 276 seconds]
[06:13:06] -!- zeeshan has quit [Ping timeout: 250 seconds]
[06:14:24] -!- pcw_home has quit [Ping timeout: 250 seconds]
[06:22:42] -!- witnit has quit [Remote host closed the connection]
[06:37:26] -!- ve7it has quit [Remote host closed the connection]
[06:38:50] -!- FloppyDisk has quit [Quit: Leaving]
[06:41:19] -!- anth0ny has quit [Quit: anth0ny]
[06:43:37] -!- Miner_48er has quit [Quit: Leaving]
[06:58:35] <Swapper_> anyone know if rigid peck tapping will work in linuxcnc?
[06:59:21] <Swapper_> does not seem to be a gcode for it so i guess i have to repeat the tapping at different depths ?
[06:59:41] <Swapper_> and hope that the threads line up
[07:08:34] -!- jthornton has quit [Read error: Connection reset by peer]
[07:08:39] -!- trentster1 [trentster1!~trentster@103.13.186.225] has joined #linuxcnc
[07:08:49] -!- JT-Shop has quit [Read error: Connection reset by peer]
[07:09:29] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[07:09:36] <trentster1> anyone used the planet CNC USB controllers - if so opinions?
[07:09:59] -!- jthornton [jthornton!~john@198.45.191.246] has joined #linuxcnc
[07:13:36] -!- kingarmadillo has quit [Ping timeout: 268 seconds]
[07:14:09] -!- teepee has quit [Ping timeout: 250 seconds]
[07:14:09] teepee_ is now known as teepee
[07:14:47] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:15:19] -!- MrSunshine has quit [Quit: Leaving]
[07:16:07] <Deejay> moin
[07:17:52] -!- rob_h [rob_h!~robh@2.223.233.122] has joined #linuxcnc
[07:38:12] -!- the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[07:42:29] Khetzal_ is now known as Khetzal
[07:43:55] <archivist> Swapper_, as it is tracking and starting from the index pulse that should work, not using a machine tap?
[07:45:57] -!- shaun413 has quit [Quit: Connection closed for inactivity]
[08:09:05] -!- mase-tech [mase-tech!~mase-tech@2a02:908:1862:9260:cccb:828a:3188:3df8] has joined #linuxcnc
[08:13:31] -!- kingarmadillo has quit [Ping timeout: 250 seconds]
[08:15:11] <mase-tech> Good morning
[08:20:04] -!- b_b has quit [Changing host]
[08:35:28] -!- SpeedEvil has quit [Read error: Connection reset by peer]
[08:35:55] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[08:37:30] -!- Komzpa has quit [Remote host closed the connection]
[08:55:01] -!- robin__ has quit [Read error: Connection reset by peer]
[08:55:25] -!- robin_sz [robin_sz!~robin@88.97.63.122] has joined #linuxcnc
[08:57:38] -!- Komzpa has quit [Ping timeout: 276 seconds]
[08:58:07] -!- mal`` has quit [Ping timeout: 260 seconds]
[09:10:46] -!- remstw has quit [Ping timeout: 268 seconds]
[09:14:49] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[09:32:14] -!- SMDwrk [SMDwrk!~smd@213.243.91.10] has parted #linuxcnc
[09:34:43] -!- asdfasd [asdfasd!~332332@94.11.124.80] has joined #linuxcnc
[09:54:33] -!- robin_sz has quit [Ping timeout: 268 seconds]
[09:56:34] -!- b_b has quit [Remote host closed the connection]
[09:58:44] <trentster1> anyone here attempted building a machine out of polymer concrete / epoxy granite ?
[09:59:06] <mase-tech> I will do it also
[09:59:20] <mase-tech> but not know
[09:59:23] <mase-tech> now
[09:59:48] <mase-tech> I am trying to build a low cost version of a cnc maschine
[10:00:07] <mase-tech> which should! be capable to machine wood
[10:00:19] <XXCoder> trentster1: I saw few examples online
[10:00:29] <mase-tech> Good morning XXCoder
[10:00:32] <mase-tech> whats up
[10:00:33] <XXCoder> looks VERY rigid.
[10:00:41] <XXCoder> just chilling a little. soon bed
[10:00:58] <mase-tech> 12 o clock here in germany
[10:01:04] <mase-tech> sun is shining :D
[10:01:20] <XXCoder> 3 am here heh
[10:01:31] <mase-tech> you night owl
[10:01:32] <mase-tech> :D
[10:02:22] <XXCoder> lol
[10:05:21] <malcom2073> Someone posted a video a while ago of a guy making a vmc out of concrete
[10:07:51] <malcom2073> Hmm, can't seem to find the video
[10:09:45] <mase-tech> amigos
[10:11:11] <archivist_herron> I like using bits of other machines to make whatever
[10:14:13] -!- gregcnc has quit [Read error: Connection reset by peer]
[10:14:36] -!- gregcnc [gregcnc!~chatzilla@2602:304:b1b6:52f0:2c09:fa88:e943:ed9] has joined #linuxcnc
[10:15:04] -!- kingarmadillo has quit [Ping timeout: 240 seconds]
[10:21:34] -!- skunkworks has quit [Ping timeout: 240 seconds]
[10:25:18] -!- mase-tech has quit [Quit: Leaving]
[10:27:22] -!- miss0r [miss0r!~Andreas@188-181-66-160-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[10:30:35] -!- MrSunshine [MrSunshine!~mrsun@c-6e3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[10:32:23] -!- kalxas has quit [Changing host]
[10:40:52] -!- MrSunshine has quit [Remote host closed the connection]
[10:45:29] -!- MrSunshine [MrSunshine!~mrsun@c-6e3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[10:51:17] -!- MrSunshine has quit [Remote host closed the connection]
[10:52:18] -!- MrSunshine [MrSunshine!~mrsun@c-6e3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[10:59:50] -!- SpeedEvil has quit [Ping timeout: 276 seconds]
[11:00:06] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[11:14:24] -!- Gabriel [Gabriel!~Gabriel@186.253.218.202] has joined #linuxcnc
[11:19:04] -!- mal`` has quit [Ping timeout: 260 seconds]
[11:20:49] -!- Gabriel has quit [Quit: Leaving]
[11:23:25] -!- R2E4_ [R2E4_!~bbevins@modemcable164.157-20-96.mc.videotron.ca] has joined #linuxcnc
[11:31:27] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[11:35:08] -!- pink_vampire [pink_vampire!~kvirc@ool-4a5a8c6d.dyn.optonline.net] has joined #linuxcnc
[11:44:22] -!- DaPeace1 has quit [Ping timeout: 260 seconds]
[11:46:40] -!- DaPeace [DaPeace!~Adium@185.7.17.15] has joined #linuxcnc
[11:46:44] -!- Oderf has quit [Excess Flood]
[12:03:11] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:07:48] -!- likevinyl has quit [Quit: likevinyl]
[12:10:04] -!- robin_sz has quit [Ping timeout: 240 seconds]
[12:12:39] <miss0r> you know the feeling when you just want to turn a quick cavity in a flat surface, and you then remember you borrowed your budy your 4-jaw... working around that and making a roundbar fixture to hold the part. then you realize you have no more inserts for your toolholder.. then you have to grind some toolbit steel to make a new cutter... and BAM a 5 minut job took 2 hours
[12:14:36] <archivist> only 2 hours!
[12:15:18] <miss0r> heh... thats alot more than 5 mins, ain't it?!
[12:15:36] <miss0r> well two hours + I have to clean up now
[12:17:31] <_methods> i've gotten to the point where i almost enjoy those little adventures
[12:17:33] <archivist> I usually have to add searching for x^n time to that sort of job
[12:17:43] <_methods> it's either that or curl up on the floor and cry
[12:18:28] <_methods> reminds me of that movie half baked when they're making the bong out of whatever they can find
[12:18:37] <archivist> took me some weeks to find one tool a while ago
[12:18:50] <miss0r> _methods, heh, I forgot all about that movie :)
[12:19:02] <miss0r> archivist, Not good for productivity
[12:19:10] <_methods> no lol
[12:19:38] <miss0r> "lucky" for me, in this case - I don't do this for a living. I wish I did thou
[12:20:08] <_methods> http://www.dailymotion.com/video/x2up8y9
[12:20:13] <miss0r> I am realy hoping this will take speed one day, and I can be selfemployed. I have been handing out cards like a madman
[12:20:19] <_methods> the macgyver smoker lol
[12:20:34] <_methods> https://www.youtube.com/watch?v=QGKuQGclE4A
[12:20:38] <_methods> better youtube linnk lol
[12:20:47] <_methods> hahah in polish
[12:20:49] <_methods> or something
[12:21:18] <miss0r> _methods, I have become seriously addicted to a series called briklebery
[12:21:25] <_methods> oh hahah
[12:21:32] <_methods> that's that tosh.0 guys cartoon
[12:21:35] <_methods> he's crazy
[12:21:43] <miss0r> https://www.youtube.com/watch?v=4wzU8_C4xBw
[12:23:12] <_methods> hahah
[12:23:13] <miss0r> I almost killed myself laughing sometimes
[12:24:32] <miss0r> or something like:
https://www.youtube.com/watch?v=uJl5a7SKrp4&list=PL4rX-5hrA7aXUydeSRHNkctnJmnae18n0&index=11
[12:46:04] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[12:47:55] -!- miss0r has quit [Quit: Leaving]
[13:06:44] -!- Valen has quit [Remote host closed the connection]
[13:10:28] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:15:27] -!- MrTrick has quit [Ping timeout: 264 seconds]
[13:36:55] <CaptHindsight> http://www.mech.utah.edu/~me7960/lectures/Topic14-DesignOfMachineStructures.pdf
[13:37:43] <CaptHindsight> ^^ compares various materials (granite, polymer concrete, iron, etc) and design approaches
[13:45:35] <CaptHindsight> they found that steel tube filled with concrete has better damping than steel tube and epoxy
[13:49:10] <CaptHindsight> https://ibin.co/2eWjnYtOrXq9.jpg
[13:49:47] <CaptHindsight> the tubes are hollow to reduce weight
[13:52:35] <CaptHindsight> the MIT work is newer than this info
http://americanmachinist.com/features/rock-solid-machine-bases
[13:53:04] <CaptHindsight> you can see that Hardinge was already heading this direction
[13:58:22] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[14:04:47] <MrSunshine> the motors for old southbends etc .. anyone know what rpm they spin at?
[14:10:26] <CaptHindsight> I wish the authors would clearly separate the terms polymer granite from concrete
[14:11:09] <CaptHindsight> there is polymer granite made of resins and granite dust, flake and gravel
[14:11:54] <CaptHindsight> polymer concrete that is plasticized concrete
[14:20:09] -!- kalxas has quit [Quit: Goodbye]
[14:20:41] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[14:21:37] <CaptHindsight> https://www.academia.edu/8322378/Influence_of_Resin_Content_and_Cast_Iron_Powder_Addition_on_Vibration_Characteristics_of_Granite_Epoxy_Composites
[14:26:41] <MrSunshine> http://s31.postimg.org/h405wdoqj/13051715_10154123853313648_62307307376505129_n.jpg lathe upgrade =)
[14:35:31] <MrSunshine> i wonder what rpm i dare spin the spindle on the lathe tho ... i need to calculate what size pulley to put on the motor =)
[14:37:02] <MrSunshine> 1400 rpm for the 10" heavy south bend lathe
[14:44:58] <archivist> I have a pulley speed reduction before the spindle from the motor
[14:45:48] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=southbend
[14:46:24] <MrSunshine> archivist: do you know your max spindle rpm ?
[14:46:31] -!- msantana [msantana!marcelo@unaffiliated/darkstar] has joined #linuxcnc
[14:47:00] <archivist> once upon a time the southbend lathe site had data like that
[14:47:27] <archivist> it is a plain bearing so not fast only a few hundred rpm
[14:48:14] <MrSunshine> finding both max 800rpm and max 1400rpm ...
[14:48:19] <MrSunshine> and even up to 1800
[14:50:17] <CaptHindsight> https://www.academia.edu/8322378/Influence_of_Resin_Content_and_Cast_Iron_Powder_Addition_on_Vibration_Characteristics_of_Granite_Epoxy_Composites
[14:51:26] -!- mase-tech [mase-tech!~mase-tech@2a02:908:1862:9260:808a:275f:8cde:f477] has joined #linuxcnc
[14:54:48] <archivist> MrSunshine, the first pulley about 40mm second about 280 diameter
[14:55:05] <MrSunshine> ok =)
[14:55:20] <MrSunshine> but that will depend on the motor speed i guess, i have a 700rpm 1.1kw motor im thinking of using
[14:55:48] <archivist> mine is 1400 ish as was the 3 phase I took off
[14:56:30] <MrSunshine> thats 1:7 atleast on the pulleys
[14:56:40] <MrSunshine> or ..
[14:56:58] <mase-tech> Hi happy CNC people
[14:57:08] <mase-tech> Sun is shining so am I
[14:57:15] <mase-tech> =)
[14:57:17] <MrSunshine> yeah 1:7 .. so that would give 200rpm on the flat belt pulleys
[14:58:06] <MrSunshine> so middle one should be 200 rpm then .. big one .. maybe 400 ?
[14:58:14] <MrSunshine> feels a bit slow ?
[14:59:15] <archivist> mine is a 14 1/2" swing
[14:59:59] <MrSunshine> not sure about the swing on this one, its quite big .. specialy as its a gap bed lathe =)
[15:01:43] <archivist> not been switched on yet this year, I wonder where my rpm thingy is
[15:02:11] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[15:02:19] <archivist> sometimes it knocks the power out so if the PC reboots :)
[15:03:24] <MrSunshine> haha :P
[15:12:01] <CaptHindsight> http://www.3ders.org/articles/20160421-paypal-blocks-gizmo-3d-printers-indiegogo-funding-delays-production-indefinitely.html
[15:12:46] <CaptHindsight> so CLIP gets funding up the wazooo, Gizmo gets fund blocked for doing it for less?
[15:13:28] -!- mase-tech has quit [Quit: Leaving]
[15:13:36] <CaptHindsight> I wonder who at CLIP know at Paypal :)
[15:13:59] -!- mase-tech [mase-tech!~mase-tech@2a02:908:1862:9260:808a:275f:8cde:f477] has joined #linuxcnc
[15:14:26] <archivist> MrSunshine, 160,260,405,650 back gear is 22,40 and up
[15:14:47] <CaptHindsight> http://www.3ders.org/articles/20150820-hot-3d-printing-startup-carbon3d-raises-from-google-ventures-and-yuri-milner.html
[15:14:51] <MrSunshine> ok =) so 650 max there then =)
[15:14:56] <MrSunshine> archivist: thanks =)
[15:14:57] <archivist> yes
[15:15:25] <archivist> flat belt struggles at top speed anyway
[15:16:53] <mase-tech> so belt can be ok with cnc ?
[15:17:38] <CaptHindsight> I have belts on machines that hold down to few microns repeatability
[15:18:19] <archivist> for cnc as long as your encoder is on the spindle belt slip is an almost dont care
[15:19:08] <CaptHindsight> rubber bands just give the PID a run for it's money
[15:19:27] <mase-tech> I thought a tread would always be better
[15:19:42] <mase-tech> So As you maybe know
[15:19:52] <mase-tech> I am constructing one by my own
[15:19:55] <CaptHindsight> mase-tech: a timing belt with teeth?
[15:20:15] <mase-tech> and if I would use a belt I think it would be easier to construct
[15:20:24] <CaptHindsight> http://1.cdn.silkohonda.inspirelightning.com/wp-content/uploads/2013/05/Timing-Belt-300x199.jpg
[15:20:25] -!- joem_ has quit [Read error: Connection reset by peer]
[15:20:51] <CaptHindsight> http://pimg.tradeindia.com/00841516/b/2/Flat-Belts.jpg
[15:20:55] <mase-tech> CaptHindsight: I even don t know the differences from belts
[15:21:00] <mase-tech> I am a greenhorn :D
[15:21:07] <mase-tech> with skill ! :D
[15:21:09] <CaptHindsight> mase-tech: the difference ^^^
[15:21:57] <CaptHindsight> http://machinedesign.com/archive/belt-and-chain-drives
[15:22:14] <CaptHindsight> http://machinedesign.com/basics-design/flat-belts
[15:22:24] <mase-tech> holy
[15:22:27] <mase-tech> moly
[15:22:31] <mase-tech> this is what I neede
[15:22:34] <CaptHindsight> http://machinedesign.com/basics-design/metal-belts
[15:22:35] <mase-tech> thx !
[15:22:40] <pink_vampire> hi
[15:22:40] <mase-tech> much to read :(
[15:23:01] <CaptHindsight> http://machinedesign.com/mechanical-drives/factoring-belt-loads
[15:23:12] <pink_vampire> someone here know mach3?
[15:23:59] <CaptHindsight> mach3 stolded my lunch money
[15:24:14] <archivist> we know to avoid and laugh at the users
[15:24:18] <pcw_home> just Mach mockers
[15:25:00] -!- ivansanchez has quit []
[15:26:36] <CaptHindsight> Riemenantriebe für Maschinen
[15:27:00] <CaptHindsight> surprised it's not all one word :)
[15:27:51] <mase-tech> HAHA
[15:29:06] <mase-tech> Maschienenriehmenantrieb there you go
[15:29:09] <mase-tech> :D
[15:32:01] <mase-tech> Could a bicycle chain be used for cnc ?
[15:32:32] -!- capricorn_1 has quit [Quit: Konversation terminated!]
[15:33:41] <robin_sz> yes
[15:33:45] -!- gaute has quit [Quit: Page closed]
[15:34:32] <mase-tech> Wow I cannt imagine
[15:34:41] <robin_sz> in fact, you can actually use string on a CNC
[15:34:59] <mase-tech> string ?
[15:35:07] <robin_sz> string.
[15:35:22] <robin_sz> but it wonttake much load
[15:35:25] <archivist> even knicker elastic
[15:35:30] <robin_sz> exactly
[15:35:50] <robin_sz> archivist, I was up your way again yesterday
[15:36:00] <robin_sz> picked up some argon
[15:36:10] <robin_sz> and some nice military headsets
[15:37:49] <archivist> anchor ?
[15:38:42] <robin_sz> god no
[15:39:01] <robin_sz> that place has gone to the dogs
[15:39:09] -!- Guest54289 has quit [Quit: love you]
[15:39:27] <archivist> true
[15:39:48] <archivist> scored some good toys in the past there
[15:40:02] <robin_sz> long long timeago
[15:40:18] <robin_sz> it was mostly junk
[15:40:28] <robin_sz> the good stuff went elsewhere
[15:41:34] <robin_sz> I had some decent Racal stuff off themI guess
[15:41:58] <archivist> the gov changed to a tendering process or something that killed it
[15:42:22] <archivist> before that I used to explain and fix some of the stuff
[15:42:39] -!- b_b has quit [Remote host closed the connection]
[15:42:41] <robin_sz> yep, but, it still goes out .. my mate was buing stillages of electronics coming back from Afghanistan
[15:42:49] -!- b_b has quit [Changing host]
[15:42:57] <robin_sz> some really really nice stuff in there at �50 a stillage
[15:43:35] <archivist> I had a stillage of crap, sold the bulk ad radio rallies :)
[15:57:12] <CaptHindsight> stillage = like a pallet or skid but with a cage or sides or some form of support specifically tailored to the material it is intended to carry
[16:00:15] <jdh> thank you
[16:08:39] <JT-Shop> and we have movement on the 7i92/bob
[16:10:55] <archivist> Bob the builder
[16:17:02] -!- DaPeace has quit [Ping timeout: 276 seconds]
[16:18:47] -!- shaun413 [shaun413!uid121475@gateway/web/irccloud.com/x-bnjkjaifrsyvhzjg] has joined #linuxcnc
[16:19:09] -!- DaPeace [DaPeace!~Adium@185.7.17.15] has joined #linuxcnc
[16:22:23] -!- DaPeace1 [DaPeace1!~Adium@185.7.17.15] has joined #linuxcnc
[16:22:31] -!- DaPeace has quit [Read error: Connection reset by peer]
[16:25:29] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[16:39:44] -!- anth0ny has quit [Client Quit]
[16:43:46] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[16:46:34] -!- robin_sz has quit [Ping timeout: 244 seconds]
[16:56:00] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-ejymanljhuxauxaq] has joined #linuxcnc
[17:00:08] -!- englishman has quit [Ping timeout: 268 seconds]
[17:01:33] -!- liedman has quit [Ping timeout: 268 seconds]
[17:02:11] -!- englishman [englishman!~englishma@alcohol.dtfuhf.com] has joined #linuxcnc
[17:02:15] -!- jst_ [jst_!~quassel@198.199.94.175] has joined #linuxcnc
[17:02:28] -!- robin__ has quit [Ping timeout: 268 seconds]
[17:03:22] -!- JT-Shopp [JT-Shopp!~john@198.45.191.246] has joined #linuxcnc
[17:04:01] -!- JT-Shop has quit [Ping timeout: 268 seconds]
[17:04:01] -!- jst has quit [Ping timeout: 268 seconds]
[17:04:02] -!- kanzure has quit [Ping timeout: 268 seconds]
[17:05:17] -!- Guest24477 has quit [Ping timeout: 250 seconds]
[17:06:35] -!- TekniQue has quit [Ping timeout: 250 seconds]
[17:07:21] -!- Loetmichel [Loetmichel!~cylly@84.177.25.106] has joined #linuxcnc
[17:08:47] -!- Loetmichel2 has quit [Ping timeout: 297 seconds]
[17:08:47] -!- rigid has quit [Ping timeout: 297 seconds]
[17:08:47] -!- FinboySlick has quit [Remote host closed the connection]
[17:10:18] -!- kanzure [kanzure!~kanzure@bryan.fairlystable.org] has joined #linuxcnc
[17:10:32] -!- kanzure_ [kanzure_!~kanzure@bryan.fairlystable.org] has joined #linuxcnc
[17:10:36] <DaViruz> how critical is it that a tool taper, bt30 for instance, is hardened?
[17:10:59] -!- JT-Shopp has quit [Ping timeout: 275 seconds]
[17:11:35] -!- kanzure_ has quit [Client Quit]
[17:12:25] -!- kanzure has quit [Changing host]
[17:12:26] -!- kanzure [kanzure!~kanzure@unaffiliated/kanzure] has joined #linuxcnc
[17:12:32] -!- trentster [trentster!~trentster@103.13.186.225] has joined #linuxcnc
[17:12:36] -!- Meduza89 [Meduza89!~meduza@addprofile.se] has joined #linuxcnc
[17:12:51] -!- TekniQue [TekniQue!~baldur@unaffiliated/teknique] has joined #linuxcnc
[17:13:01] <archivist> not at all for a simple tool, for tooling under regular use probably needs it to maintain accuracy and keep the wear down
[17:13:02] -!- jthornton- [jthornton-!~john@198.45.191.246] has joined #linuxcnc
[17:13:16] -!- TurBoss [TurBoss!~jauria@99.217.15.37.dynamic.jazztel.es] has joined #linuxcnc
[17:13:26] <DaViruz> i see
[17:13:40] -!- racicot has quit [Changing host]
[17:13:44] <DaViruz> this machine uses tool holders that are essentiually bt30, but 8mm shorter
[17:14:10] <DaViruz> and the pull studs are intagral to the tool holder
[17:14:46] -!- maxcnc [maxcnc!~chatzilla@ip5f583fd2.dynamic.kabel-deutschland.de] has joined #linuxcnc
[17:14:49] <DaViruz> not sure if it would be possible to cut down a regular bt30 and have enough pull stud threads left to make it work
[17:14:55] <maxcnc> hi
[17:14:56] <gregcnc> what machine?
[17:15:06] <skunkworks> prince died?
[17:15:37] <gregcnc> i suspect Emco
[17:15:39] <DaViruz> emco vmc-100
[17:15:40] <DaViruz> indeed
[17:15:47] <gregcnc> I'm doing just that
[17:16:01] <DaViruz> they are quite different to the F1-CNC though
[17:16:10] <DaViruz> for which tool holders are fairly available
[17:16:19] <gregcnc> https://www.instagram.com/p/9wlm2svU3l/
[17:16:34] <DaViruz> oh
[17:17:09] <DaViruz> i have studs that seems like they would work
[17:17:26] <gregcnc> I guy just listed some pullstuds on Ebay
[17:17:29] <gregcnc> A
[17:17:42] <gregcnc> I have one coming to see if they will work
[17:17:54] <DaViruz> gregcnc: what tool holder did you base it off?
[17:18:07] <DaViruz> or which tool holder did you modify rather
[17:18:47] <gregcnc> those holders are BT30 cheapo Command or something, much softer than a Parlec endmill holder I also modified
[17:19:13] -!- mase-tech has quit [*.net *.split]
[17:19:14] -!- jthornton has quit [*.net *.split]
[17:19:14] -!- calvinmetcalf has quit [*.net *.split]
[17:19:14] -!- radish has quit [*.net *.split]
[17:19:15] -!- Einherjer has quit [*.net *.split]
[17:19:15] -!- agoddard has quit [*.net *.split]
[17:19:15] -!- MattyMatt has quit [*.net *.split]
[17:19:15] -!- ThirtyThirtyWin has quit [*.net *.split]
[17:19:15] -!- A_Nub_ has quit [*.net *.split]
[17:19:16] -!- trentster1 has quit [*.net *.split]
[17:19:16] -!- johtso has quit [*.net *.split]
[17:19:16] -!- Meduza has quit [*.net *.split]
[17:19:20] radish_ is now known as radish
[17:19:35] <DaViruz> but you cut them? no grinding?
[17:20:17] <gregcnc> lathe turn with some junk inserts i knew did oOK with hardened steel
[17:20:21] -!- MattyMatt [MattyMatt!~matt@82.29.100.212] has joined #linuxcnc
[17:20:30] -!- radish has quit [Changing host]
[17:20:49] <gregcnc> I have some CBN inserts for the ER25 holder I got
[17:20:52] -!- Not-Renny [Not-Renny!~AndChat70@2600:100e:b107:4768:3fd1:17ac:9347:2548] has joined #linuxcnc
[17:21:07] <Not-Renny> Hey! Guys. I need your opinion on these.
http://m.ebay.com/itm/10x-1-8-CNC-Carbide-Parallel-Bit-Router-Milling-Cutter-CED-2mm-CEL-8mm-/140537244672?nav=SEARCH
[17:21:53] <DaViruz> gregcnc: thanks, now i feel confident enough to order some cheap bt30 holders to modify :)
[17:22:03] <gregcnc> I made a dummy taper and mounted it in soft jaws
[17:22:22] <gregcnc> trued the taper, and bolted using the M12 to pull it in
[17:22:23] <DaViruz> that's what i'm thinking too
[17:22:26] <gregcnc> through the spindle
[17:23:02] -!- theorb has quit [Ping timeout: 250 seconds]
[17:23:24] <FloppyDisk> Erant
http://sfbay.craigslist.org/scz/tls/5549167889.html
[17:23:27] <gregcnc> I scout ebay regularly for bt30
[17:24:02] <DaViruz> i scout ebay daily for emco tool holders. have not seen a single one so far
[17:24:24] <DaViruz> i'm actually thinking about listing one of mine just to check the market
[17:24:26] <gregcnc> I was hoping to find a face mill holder , but just made an adapter to mount a 40mm indexable facing head
[17:24:33] <gregcnc> what do you have?
[17:24:42] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[17:25:28] <DaViruz> one ER16, one 6mm endmill, one 12mm endmill, one 16mm endmill, one floating tap holder
[17:25:32] <DaViruz> and a zero tool
[17:25:41] -!- mase-tech [mase-tech!~mase-tech@2a02:908:1862:9260:808a:275f:8cde:f477] has joined #linuxcnc
[17:25:54] <DaViruz> actually i only figured out yesterday it's a floating tap holder
[17:27:16] -!- A_Nub_ [A_Nub_!sid69970@gateway/web/irccloud.com/x-vqnhudlifnqgglxw] has joined #linuxcnc
[17:27:31] <gregcnc> I've only ever seen two grubby ER16 holder on ebay.de
[17:29:43] <gregcnc> the Emco ER16 have non standard threads for the nut, so if the modified holder work I'll buy some BT30
[17:30:01] <DaViruz> yeah, they call it ERX16 or something like that
[17:30:39] <Loetmichel> hmm. anyone knows an easy to use tool te recode an mp4 vid from a samsung smartphone and add a few texts/photos to it, and then upload it to youtube?
[17:32:24] -!- witnit [witnit!~Thunderbi@199.168.78.124] has joined #linuxcnc
[17:32:42] <DaViruz> gregcnc: do you run the stock controller?
[17:33:25] <gregcnc> yes. I did rewire my machine for single phase
[17:34:20] -!- JT-Shopp [JT-Shopp!~john@198.45.191.246] has joined #linuxcnc
[17:34:27] <maxcnc> Loetmichel: linux
[17:34:28] <gregcnc> i get a turret indexing error occasionally. and just recently having issues with the door switches maybe
[17:34:54] <DaViruz> yeah i've had turret indexing issues. i had to adjust one value in the msd
[17:35:04] <DaViruz> i just tweaked it until the gears engaged perfectly
[17:35:29] <maxcnc> Loetmichel: i use kdelive for this issue or if only text use avidemux
[17:35:52] <DaViruz> but i think i will retrofit it now, the 128kB program space is a problem if you want to do 3d cam
[17:36:11] <Loetmichel> windows7 tools preferred
[17:36:15] <gregcnc> I'm happy with the parts it makes, but having had a servo machine before i'm spoiled. resonance sometimes causes finish issues.
[17:36:29] <maxcnc> Loetmichel: ffmpeg
[17:36:38] <DaViruz> i have a small issue with the Z stepper driver as well
[17:36:59] <DaViruz> it sometimes faults when it stops, maybe one time out of 50
[17:37:23] <witnit> Average cost to rig a 10,000lb lathe < 5 miles, easy pickup and drop off?
[17:37:24] <DaViruz> before replacing some bad components it faulted exactly one stop out of 5
[17:37:25] <maxcnc> DaViruz: failts in what way
[17:37:33] <witnit> anyone got any ideas?
[17:37:37] <DaViruz> over voltage fault
[17:37:53] <gregcnc> PC mill will take 100MB programs as long as you renumber once you reach N9999
[17:38:02] <DaViruz> oh
[17:38:42] <maxcnc> witnit: call the nexz farmer
[17:38:55] <maxcnc> john deer wil do the job
[17:39:26] <gregcnc> people say riggers won't start their trucks for less than 1000$
[17:39:30] <witnit> hahahah
[17:39:50] <witnit> I had two ACME GRIDLEYS moved across state and placed for <$500
[17:39:55] <witnit> so thats not true
[17:39:59] <DaViruz> i moved a 10000lb vmc about 50 miles with a massey ferguson and trailer
[17:40:51] <witnit> I thought about moving it myself, but I still need to lift and drop it so, its just as easy this way it seems
[17:41:10] <gregcnc> I may be shipping a 2000lb machine from CA to IL
[17:41:32] <witnit> though, there was an auction in town, and the guy still has a 10,000lb fork within a mile of the lathe I need moved, so I think i can play the convienance card with him
[17:41:39] <Not-Renny> This sounds expensice, gregcnc.
[17:41:57] <witnit> gregcnc: what machine is worth moving that far?
[17:42:06] <gregcnc> one that fits in my garage
[17:42:17] <witnit> I mean, what is it :P
[17:42:19] <maxcnc> im off Gn8 from germany
[17:42:23] <witnit> cu!
[17:42:27] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 45.0/20160304114926]]
[17:42:30] -!- skunkworks__ [skunkworks__!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[17:42:39] <gregcnc> small lathe with milling
[17:42:45] <witnit> oooh :)
[17:43:01] <witnit> there is a good market for machines which run off 110 it seems
[17:43:55] <gregcnc> well, single phase anyway
[17:44:00] <witnit> yeah
[17:44:43] <witnit> I saw a mitsubishi vmc go for 500 two days ago
[17:45:10] <witnit> looked like, it could use some tlc and some repaired controls
[17:45:40] -!- skunkworks has quit [Ping timeout: 252 seconds]
[17:46:04] <gregcnc> auctions in the midwest bring stupid prices
[17:51:16] <gregcnc> they found Percy!
http://www.bbc.com/news/uk-england-cambridgeshire-36083074
[17:52:30] <DaViruz> wow, bt30 er16 holders can be stupidly cheap on ebay from china
[17:53:29] <gregcnc> i haven't ordered one yet, but probably will if the stud
[17:53:55] <gregcnc> works
[17:54:15] <DaViruz> i think a fairly standard stud will work, but i think the holder will have to be shortened a fair bit
[18:01:23] <gregcnc> yes, most of the BT30 studs are 23mm from seat to end, I'd like to see something closer to 17mm, I should scale the spindle cross section to see if it would matter
[18:01:55] <gregcnc> oops 19mm
[18:02:02] <MrSunshine> hmm would hydraulic oil work as spindle oil ?
[18:02:32] <DaViruz> oh, i thought it would differ more
[18:02:32] <MrSunshine> as i can find a ISO 32 (10W) oil is about what to use for a machine with < like 2000 rpm in the spindle
[18:02:36] <DaViruz> more like 10mm
[18:03:13] <DaViruz> but i gave all my bt30 holders to the guy who bought my vmc, so i haven't been able to compare them
[18:03:46] <DaViruz> which was quite generous, considering the tool holders were worth more than he paid for the vmc with the holders..
[18:05:49] <DaViruz> lathe spindle?
[18:08:06] <gregcnc> You'd have to look closely at the specs for the oil. Sometimes it's just oxidation specs, but EP additives.
[18:09:21] <DaViruz> i'm no hydraulic expert, but i find that a lot of things called oil is not oil at all, and i know some hydraulic fluids are like that
[18:10:18] <gregcnc> Emco is already shorter than BT30, if you used a std stud, you'd probably have to shorten a BT30 by ~14mm.
[18:10:42] <DaViruz> ah.
[18:11:08] <gregcnc> some are threaded deeper than others
[18:11:17] <Erant> FloppyDisk: Yeah, I saw that one...
[18:11:25] <Erant> FloppyDisk: Too bad it's in Santa Cruz.
[18:11:48] <gregcnc> others are threaded through for a backup screw
[18:13:09] <DaViruz> maybe i'll just toss the tool changer and modify the drawbar to take standard bt30
[18:13:51] <mase-tech> hey peps what u think about this bundele
[18:13:59] <mase-tech> http://www.ebay.de/itm/Free-to-DE-3PCS-Nema23-23HS8430-stepper-motor-112mm-4-2A-425oz-driverDM542-board-/172009766207?hash=item280c94bd3f:g:td0AAOSw7FRWVWxa
[18:14:27] <gregcnc> I got it for the tool changer
[18:14:48] <FloppyDisk> Erant - It's a good deal in good shape... Wish I got it...
[18:15:45] <gregcnc> www.ebay.com/itm/301934744701 this looks short hopefully they
[18:16:01] <gregcnc> are close to what i had in mind
[18:16:05] -!- TurBoss [TurBoss!~jauria@99.217.15.37.dynamic.jazztel.es] has parted #linuxcnc
[18:16:34] <DaViruz> i have an emco holder in my hand now, and that is very similar
[18:16:45] <DaViruz> oh, it said emco
[18:16:56] <gregcnc> these are for F1
[18:19:45] <DaViruz> maybe iso30 holders are more sutiable to modify? doesn't iso holfers generally have very deep threads
[18:19:51] <DaViruz> hm
[18:19:53] <DaViruz> nt30 even
[18:20:00] -!- Tensaiteki [Tensaiteki!32c2a761@gateway/web/freenode/ip.50.194.167.97] has joined #linuxcnc
[18:20:49] <Not-Renny> Merr.
[18:20:55] <Not-Renny> !seen tiwake
[18:20:55] <the_wench> last seen in #freecad 2016-04-17 10:05:31GMT 105:15:24 ago, saying joined chan
[18:21:05] <archivist> I keep this in my bookmarks for tapers
http://www.tools-n-gizmos.com/specs/Tapers.html
[18:21:08] <gregcnc> i don't remember exactly why i chose bt, maybe they were more common, so cheaper. ISO30 often have relieved tapers
[18:22:19] <DaViruz> actually just cutting the threads on the stud shorter might be viable
[18:24:59] <DaViruz> i've never been able to figure out what the difference between bt, cat and iso are
[18:25:10] <gregcnc> the actual taper is the same
[18:25:35] <DaViruz> and the pull stud interface?
[18:25:36] <gregcnc> the drive slots are different, and CAT has 1/2" stud thread
[18:25:40] <DaViruz> oh.
[18:26:11] <archivist> some have grooves for tool changers
[18:26:42] <DaViruz> so it's basically just the flange that's different?
[18:26:45] <gregcnc> someone used to make both M12 and 1/2" studs for F1 so you can use BT or CAT
[18:26:58] <gregcnc> correct
[18:28:02] <gregcnc> and there are other variations, many routers are 30 taper and have V groove, but no drive slots
[18:28:58] <archivist> and a few in between oddballs
[18:29:08] <DaViruz> gregcnc: you don't happen to have any emco holders you want to part with? ;)
[18:29:41] <gregcnc> If this works maybe.
[18:29:50] -!- robin__ [robin__!~robin@88.97.63.122] has joined #linuxcnc
[18:30:01] <gregcnc> I could use a .14" tapper
[18:30:23] <gregcnc> M3
[18:30:53] <gregcnc> now i'm using tapping collet in the ER
[18:31:27] <DaViruz> oh, i didn't know that was a thing
[18:31:45] <mase-tech> Somebody can recommand a cheap cnc electrical circuit for nema 23 ?
[18:32:31] <gregcnc> metric endmill holders are almost useless here
[18:33:26] <DaViruz> that's what i could use the most :)
[18:34:06] <DaViruz> are there imperial size emco holders?
[18:34:28] <DaViruz> haven't seen any in my catalogues, but they are european
[18:35:02] <gregcnc> I didn't think so, but I chatted with someone who had fractional endmill holders with his VMC-100
[18:35:29] <DaViruz> i guess you could modify them
[18:35:37] <DaViruz> the nose on mine seems to be pretty soft
[18:36:17] <gregcnc> My M16 is missing the collar, and I have M10 and 12
[18:36:38] * Loetmichel just made a new kind of Electronics enclosure at the company... looks nicer than the usual enclosures i do, altho with a slight 80ties touch... -> http://www.cyrom.org/palbum/main.php?g2_itemId=16247&g2_imageViewsIndex=1
[18:37:24] <DaViruz> everything you do looks nice :)
[18:41:17] -!- mase-tech has quit [Quit: Leaving]
[18:42:02] <Swapper_> anyone know if rigid peck tapping will work in linuxcnc? Having some problems with taps snapping at random times when rigid tapping.
[18:43:07] <CaptHindsight> Prince died
[18:43:12] <Swapper_> If i have index on the spindle will the threads line up if i command serveral g33.1
[18:43:39] <cradek> yes
[18:44:08] <cradek> what are you tapping, how big, how deep, with what kind of tap?
[18:44:13] <archivist> Swapper_, are you using machine taps
[18:44:25] <cradek> tapping in linuxcnc absolutely does work
[18:44:39] <Swapper_> yea spiral michine taps that push the chips up
[18:44:52] <_methods> i've never had much luck with peck tapping
[18:44:58] <Swapper_> cheap chinese ones but cant afford snapping brand ones
[18:45:03] <cradek> those can be fragile. are you sure your holes are the right size?
[18:45:06] <_methods> especially if you're using spiral point taps
[18:45:23] <cradek> oh, cheap taps are a mistake
[18:45:27] <_methods> blind or thru holes?
[18:45:45] <Swapper_> last time i taped blind but with room in the hole
[18:46:10] <Swapper_> read online that they often snap when reversing since the chip needs to be broken
[18:46:15] <cradek> are you positive you're specifying the right pitch to match the tap?
[18:46:18] <_methods> yesh
[18:46:28] <_methods> that's why peck tapping usuallyd doesn't work so well
[18:46:29] <cradek> and it's not slipping in the holder?
[18:46:38] <cradek> and your spindle encoder scale is right?
[18:46:40] <Swapper_> cradek: quite shure, and they work most of the time then bam its off
[18:46:54] <archivist> lubrication too
[18:46:56] <_methods> are you using tap collets?
[18:47:02] <Swapper_> cradek: i had one sliping at one time since then i have tighened them real hard
[18:47:07] <cradek> hm, they might just be crappy
[18:47:09] <Swapper_> _methods: no
[18:47:13] <cradek> it's hard to debug from here :-)
[18:47:21] <cradek> what material, diameter, depth?
[18:47:23] <_methods> well i'd use tap collets if at all possible
[18:47:24] <Swapper_> i looked in to form taps, what are your thaughts ?
[18:47:27] <cradek> tap size, hole size?
[18:47:35] <archivist> metal
[18:47:35] <_methods> to eliminate teh tap possible spinning in collet
[18:48:13] <Swapper_> M6 predrill 5mm
[18:48:22] <_methods> form taps are great
[18:48:54] <cradek> M6x1?
[18:48:55] <_methods> unless you're doing food grade or medical grade stuff
[18:48:57] <Swapper_> cradek: i think its hotrolled 8mm deep
[18:49:10] <Swapper_> cradek: yes M6x1
[18:49:38] <cradek> what kind of lube?
[18:49:51] <Swapper_> motor oil :)
[18:50:06] <cradek> do you spot drill and use a short 5mm drill so the hole is in the right place?
[18:50:20] <cradek> or use a good split point
[18:50:21] <Swapper_> i spot it but the drill aint that short
[18:50:39] <Swapper_> i think the drill have a split point
[18:50:41] <cradek> is it a good drill? does it make a nice clean round hole?
[18:50:56] <Swapper_> real cheap drill thoug
[18:51:09] <Swapper_> might change it to some of my Cobolt drills
[18:51:11] <djdelorie> if you don't have a good spot/starting drill, it's a good investment. I use my 140deg one all the time
[18:51:12] <cradek> you might measure the hole
[18:51:24] <_methods> yeah check the hole dia
[18:51:28] <Swapper_> djdelorie: i have a carbide 90degre spot drill
[18:51:49] <cradek> I bet if you would use better tooling and a correct tapping lube your problems would go away
[18:52:44] <Swapper_> would you aggre that "no name" brand form taps would be better than "brand" spiral point taps?
[18:53:00] <Swapper_> with the matching drill
[18:53:02] <cradek> if you're getting an off-center triangular hole any tap will break
[18:53:26] <_methods> i don't recommend ever buying no name taps
[18:53:34] <Swapper_> ok good information that the drill do matter that much
[18:53:36] <cradek> yes, they don't save you money
[18:53:37] <_methods> usually too much work in a part by time you start tapping
[18:53:51] <_methods> to have it all scrapped by cheap taps
[18:54:07] <_methods> one consumable i never skimp on is taps
[18:54:11] -!- R2E4_ has quit [Ping timeout: 244 seconds]
[18:54:19] <Swapper_> yea but i need to learn all the other mistakes before i start snapping 20dollar tapps :)
[18:54:23] <cradek> I've only form-tapped a few times, #4-40, and I *ream* the hole to get it the right size and round
[18:54:38] <cradek> it works great
[18:54:42] <_methods> form tapping is definitely a plus
[18:54:50] <_methods> taps last way longer
[18:54:55] <evil_ren> cradek: neat how deep?
[18:55:56] <cradek> oh around .3in I bet
[18:56:10] <Swapper_> might get some formtaps and use som cobolt drills the right size,
http://www.guhring.com/documents/tech/charts/formtapdrill.pdf how important are the procentage of thread?
[18:56:42] <archivist> lower percentage for longer tap life
[18:56:46] <cradek> very very
[18:57:12] <cradek> 8mm deep you'll have 8 threads. you should be fine with less engagement.
[18:57:13] <archivist> lower percentage, they strip, a compromise
[18:57:15] <Swapper_> my thinking is that for non structural/important threads i can go with ha light procentage and get it easier to tap ?
[18:58:06] <Swapper_> cradek: yea its only for some simple mini-clamps for a pallet
[18:58:48] <Not-Renny> So guys, I'm the proud owner of a newborn mini CNC mill.
[18:58:55] <Swapper_> but i got so bummed that the tap snapped on me again so thaugt i get some way to get it to work more reliably
[18:59:18] <Swapper_> Not-Renny: Congrats :)
[18:59:44] <Swapper_> Not-Renny: what type mini-mill, X2 size or?
[19:00:12] <Not-Renny> It's a kind of a sketchy one made from laser-cut and 3d printed parts :P
[19:00:46] <Swapper_> ok, to cut wood or ?
[19:00:50] <Not-Renny> I finished putting it together, tested all the electronics, but I realized I don't know how to use a CNC mill. D:
[19:01:08] <Not-Renny> Yeah, wood, PCBs, maybe copper or aluminium if I really slow the feedrste down.
[19:01:19] <Not-Renny> Feedrate*
[19:02:36] <Not-Renny> But I have /one/question.
[19:02:43] -!- skunkworks__ has quit [Read error: Connection reset by peer]
[19:02:52] <Swapper_> i bet u got more than one :)
[19:03:17] <Not-Renny> http://m.homedepot.com/p/Proxxon-1-mm-Tungsten-Carbide-Milling-Bit-28758/203459726 well, first of all, I need an end mill. Would this work at all?
[19:03:42] <Not-Renny> Also, do you guys have any files that I could use for a dry run?
[19:04:33] <cradek> Not-Renny: just run the AXIS splash screen
[19:05:16] <Swapper_> Not-Renny: 1mm is realy realy fragile, might be worth cheking ebay for a pack of more
[19:05:52] <Not-Renny> Would it be better to get 3mm?
[19:05:57] -!- kingarmadillo has quit [Ping timeout: 246 seconds]
[19:06:07] <Swapper_> yea its way less likly to snap
[19:06:34] <Not-Renny> The whatnow, cradek?
[19:06:54] -!- skunkworks_ has quit [Ping timeout: 260 seconds]
[19:07:35] <Swapper_> Not-Renny: search ebay for "10pcs 3mm carbide endmill" the prices are newbe friendly (you will break endmills)
[19:07:48] -!- Komzpa has quit [Ping timeout: 276 seconds]
[19:08:34] <Not-Renny> Swapper_, but I don't want to wait 15 to 30 days for my bits to come D:
[19:09:14] <Swapper_> Not-Renny: ok get hold of a 3mm localy and order some for later, you will break a lot of them
[19:09:21] <enleth> Not-Renny: order them anyway, and buy *anything* now
[19:09:45] <enleth> Not-Renny: get in the habit of buying them in advance from China, they'll arrive right when you need them
[19:10:51] <Not-Renny> enleth, I literally bought this mill 2 days ago on an impulse buy.
[19:13:00] <Swapper_> Not-Renny: check out Fusion 360, its real neat to get some cad going and built in CAM (to generate code for the mill)
[19:13:08] <Swapper_> its free for hobyists
[19:13:22] <Swapper_> lots of guides online
[19:14:45] <Not-Renny> Free for hobbyists???
[19:14:47] <pink_vampire> Not-Renny: hi
[19:15:19] <Not-Renny> Yello there, pink_vampire .
[19:15:38] <Swapper_> Not-Renny: ye
[19:15:57] <pink_vampire> what are you trying to do?
[19:16:20] <Not-Renny> Trying to figure out how to run a CNC lathe I suddenly bought.
[19:16:34] <pink_vampire> what model?
[19:16:48] <Swapper_> Not-Renny: Mill ?
[19:16:55] <Not-Renny> Just a homebrew one :P
[19:17:09] <pink_vampire> pics?
[19:17:12] <Not-Renny> Yes, sorry, mill
[19:17:41] <pink_vampire> homebrew mill...
[19:17:43] * Not-Renny subconsciously will say this, for he wants a 4 axis CNC mill/lathe
[19:18:42] <pink_vampire> do you have any experience in 3 axis?
[19:18:57] <Not-Renny> Check out this awesome Instructable.
[19:18:57] <Not-Renny> http://www.instructables.com/id/3D-printed-CNC-mill this one.
[19:19:12] <Not-Renny> Uh, I'm currently constructing a 3d printer?
[19:20:06] <pink_vampire> mmm yes, it's have 3 motors and some moving parts.
[19:20:51] <Not-Renny> Yep. And it's cool.
[19:21:27] <pink_vampire> mmm cool..
[19:21:38] <Not-Renny> With the mill, I just need to modify the shank mount and I'll have a working mill. Actually, any ideas on how to heatsink motor drivers?
[19:22:12] <pink_vampire> this is cool
http://i.imgur.com/HJTGW2L.png
[19:22:57] -!- R2E4_ [R2E4_!~bbevins@modemcable164.157-20-96.mc.videotron.ca] has joined #linuxcnc
[19:23:41] <Not-Renny> That is an incredibly long fingernail.
[19:23:52] <pink_vampire> what do you mean by "how to heatsink motor drivers"
[19:24:04] <pink_vampire> yes it is my hand
[19:24:26] <pink_vampire> http://i.imgur.com/EQMm89E.png
[19:24:29] <Not-Renny> I need to direct heat away from the motor controller chips. :P
[19:24:43] <Not-Renny> But what is the tiny cool thing, pink_vampire?
[19:24:51] <pink_vampire> http://i.imgur.com/vgUMiFn.png
[19:25:18] <pink_vampire> it's an experiment
[19:25:28] <Not-Renny> It looks hard to operate CNC equipment with those :o
[19:25:41] <pink_vampire> no!
[19:25:48] <Not-Renny> No?
[19:26:01] <enleth> Not-Renny: get small heatsinks with adhesive
[19:26:18] <pink_vampire> I'm work on the computer,, the cnc make all the hard work.
[19:26:23] <enleth> Not-Renny: or use zipties and some thermal compound to hold a heatsink
[19:26:25] <pink_vampire> jb-weld
[19:26:27] <Not-Renny> True.
[19:26:31] <evil_ren> wtf zip ties
[19:26:37] <Not-Renny> Lol, zipties
[19:26:41] <evil_ren> jb weld is prob a shit thermal conductor
[19:26:54] <Not-Renny> I do have those thermal sticker things.
[19:26:59] <evil_ren> get thermal adhesize if you cant mechanically clamp and use thermal paste
[19:26:59] <enleth> evil_ren: works if you can't get the heatsink to stay any other way
[19:27:15] <evil_ren> until the heat stretches the zip ties out
[19:27:28] <enleth> re-tighten, duh
[19:27:34] <evil_ren> heh
[19:28:00] <pink_vampire> drill a hole through the chip and bolt the heat sink
[19:28:18] <pink_vampire> what kind a drivers are you using??
[19:28:38] <Not-Renny> I'll stick with thermal adhesive....
[19:28:44] <pink_vampire> what kind a drivers are you using??
[19:28:49] <Not-Renny> The easydrivers. They're like 20mm long
[19:29:01] -!- b_b has quit [Remote host closed the connection]
[19:29:24] <pink_vampire> link?
[19:29:45] <pink_vampire> this is my motor drivers
http://i.imgur.com/XLeLDyd.png
[19:29:55] <pink_vampire> http://i.imgur.com/B4rVvob.png
[19:30:25] <pink_vampire> http://i.imgur.com/LCtJd72.png - heat sink drilling
[19:30:33] <pink_vampire> drilled &**
[19:31:11] <Not-Renny> Well, you're probably putting more than 1A through those :P
[19:31:29] <pink_vampire> just 20A 72V
[19:31:37] <pink_vampire> not a big deal..
[19:31:41] <Not-Renny> :3
[19:31:49] <pink_vampire> http://www.schmalzhaus.com/EasyDriver/EasyDriver_v42/EasyDriverV42_Top.PNG
[19:31:56] <pink_vampire> this is your driver?
[19:32:02] <Not-Renny> Yap.
[19:32:16] <pink_vampire> how the back side look?
[19:32:30] <Not-Renny> It's just electrical contacts.
[19:33:55] <pink_vampire> I don't think that you need a heat sink for them
[19:34:25] <Not-Renny> Well, the drivers get really, really hot when I have the machine on....
[19:34:48] <pink_vampire> get better drivers.
[19:35:14] <Not-Renny> But I am a poor human
[19:36:22] <pink_vampire> tb6560
[19:36:24] <evil_ren> do they past spit test?
[19:36:29] <evil_ren> lick your finger
[19:36:31] <evil_ren> touch the chip
[19:36:32] <pink_vampire> start at 5$\
[19:36:40] <evil_ren> if it sizzles, youre above 100C, you might have problems
[19:36:52] <evil_ren> if it doesnt, youre below 100C, probably fine
[19:37:15] <Not-Renny> Well
[19:37:27] <Not-Renny> I could still touch them, I guess....
[19:37:28] <pink_vampire> http://www.ebay.com/itm/CNC-Single-Axis-TB6600-0-2-5A-Two-Phase-Hybrid-Stepper-Motor-Driver-Controller-/251302803850?hash=item3a82d0798a:g:1QkAAMXQdGJR3io7
[19:37:38] <pink_vampire> I have them they work ok..
[19:38:04] <pink_vampire> but I never really used them on my machine because I'm using servos
[19:38:42] <pink_vampire> what do you want to cut with your machine?
[19:38:58] -!- R2E4_ has quit [Ping timeout: 252 seconds]
[19:39:06] <Not-Renny> I'm going to cut wood mainly, and do some PCBs.
[19:40:52] JT-Shopp is now known as JT-Shop
[19:41:07] <pink_vampire> what is going to be your spindle?
[19:41:47] -!- swarfer [swarfer!~Thunderbi@105.228.111.129] has joined #linuxcnc
[19:42:10] <Not-Renny> It's got a DC motor in there. It apparently works, but I'd like to upgrade later.
[19:45:29] <Not-Renny> If you look in the link of the instructor I posted earlier, you'll find all the parts currently on my printer.
[19:45:36] <Not-Renny> Instructable*
[19:51:26] <pink_vampire> this is your instructable?
[19:52:04] <Not-Renny> Noop.
[19:52:29] <pink_vampire> ok
[19:52:53] <pink_vampire> get something like the C10
[19:53:18] <pink_vampire> if you want to work with the parallel port
[19:54:37] <Not-Renny> C10?
[19:55:51] -!- swarfer has quit [Remote host closed the connection]
[19:56:15] <pink_vampire> breakout board
[19:56:21] <Not-Renny> Ah.
[19:57:00] <pink_vampire> I have a lot of them
[19:57:16] <pink_vampire> super easy and fun to work with them
[19:57:51] -!- swarfer [swarfer!~Thunderbi@105.228.111.129] has joined #linuxcnc
[19:58:00] <Not-Renny> Heh.
[19:58:19] -!- R2E4_ [R2E4_!~bbevins@modemcable164.157-20-96.mc.videotron.ca] has joined #linuxcnc
[20:00:12] <FloppyDisk> Polymorphism - When is your router arriving? And, which one did you buy?
[20:00:44] <Polymorphism> still finalizing the decision
[20:01:10] <malcom2073> Heh wow
[20:01:57] <pink_vampire> omg!
[20:10:00] -!- kingarmadillo has quit [Ping timeout: 246 seconds]
[20:12:28] <archivist> https://www.youtube.com/watch?v=pACePi441ds
[20:13:53] -!- anth0ny has quit [Quit: anth0ny]
[20:14:54] -!- bilboquet has quit [Ping timeout: 246 seconds]
[20:18:45] <gregcnc> pink you servos are always loafing do they even get warm?
[20:19:04] <gregcnc> my 320's barely get warm
[20:19:11] <pink_vampire> 27-39 C
[20:19:29] <gregcnc> with the fans?
[20:19:47] <pink_vampire> the fans not connected yet
[20:21:03] <_methods> archivist: lol
[20:21:53] <gregcnc> my finger nails aren't long enough to pose with parts like that
[20:23:10] <archivist> _methods, it is one of those annoying tunes that sticks in your head, I thought I had managed to forget it....but
[20:23:58] -!- Tensaiteki has quit [Ping timeout: 250 seconds]
[20:26:03] <pink_vampire> gregcnc: grow them :)
[20:26:21] <pink_vampire> it's took me about a year
[20:27:25] * Jymmm grabs the angle grinder and looks at pink_vampire
[20:27:39] <Jymmm> See if you painted them like this, not so bad...
http://www.prettydesigns.com/wp-content/uploads/2014/07/Stylish-Nails3.jpg
[20:28:08] <pink_vampire> Jymmm: NOOOOOOOOOOOOOO
[20:28:15] <Jymmm> Here we go...
http://3.bp.blogspot.com/-zPDE9Yj93oM/U3JOG8bm3zI/AAAAAAAAEHo/n4j4NcY4nek/s1600/PrettyNailsAndTea+%289%29.JPG
[20:28:50] <Jymmm> Yeah baby...
http://dy6g3i6a1660s.cloudfront.net/2NXv4mX1I8mHHBp7-oyMtAH0AfQ/tlw-6b/pretty-nails.jpg
[20:28:58] <pink_vampire> OMG
[20:29:13] <pink_vampire> https://fbcdn-sphotos-a-a.akamaihd.net/hphotos-ak-xtl1/v/t1.0-9/fr/cp0/e15/q65/11219663_10207599197000147_3780461298378028373_n.jpg?efg=eyJpIjoidCJ9&oh=430bfec01a1c8c14a07a00095f097209&oe=57AB6B66&__gda__=1471184509_86cc87e61602f65965e9d81c1fe61b39
[20:29:40] <CaptHindsight> nah, just glue tools tight to them, hex keys, screw drivers etc
[20:29:45] <Jymmm> only if they are functional!
[20:29:53] <gregcnc> my next invention: finger nail printer
[20:30:03] <CaptHindsight> been done
[20:30:08] <gregcnc> crap
[20:30:16] <Jymmm> gregcnc: been done, laser engraved baby!!!
[20:30:46] <Jymmm> pink_vampire: THIS is for you...
http://orig14.deviantart.net/cfad/f/2011/080/c/8/pretty_nails_by_gollemina-d3c5ps2.jpg
[20:31:02] <pink_vampire> OMG wtf
[20:31:12] <CaptHindsight> https://youtu.be/0u4YpPRcFkg?t=9s
[20:31:16] <Jymmm> Hey now, s/he did a fine job!
[20:31:37] <gregcnc> whoever came up with the nail wraps had great money maker
[20:32:07] <Jymmm> hand soem to pink_vampire!
[20:32:11] <CaptHindsight> photos on your nails
[20:32:26] <Jymmm> Mine?
[20:32:36] <CaptHindsight> maybe now animated versions with OLED nail covers!
[20:32:48] <gregcnc> aren't there places you can upload your images
[20:33:10] <pink_vampire> i JUST like my nails NATURAL COLOR
[20:33:28] <pink_vampire> clear coat, or very light color
[20:33:59] <robin__> anyone know how to make windows start in VGA mode?
[20:34:07] <Jymmm> pink_vampire: I just dislike your nail their natural color (nothing personal)
[20:34:11] <CaptHindsight> how about cell phones nails, radar detector nails, drug sniffing nails covers....
[20:34:41] <pink_vampire> cell phones nails,
[20:34:47] <CaptHindsight> RFID nails
[20:35:02] <pink_vampire> RFID nails!!
[20:35:08] <CaptHindsight> VISA on your nails
[20:35:16] <gregcnc> my kids think their major functions include collecting dirt and boogers
[20:36:10] <CaptHindsight> anti-bacterial nail covers
[20:36:21] <pink_vampire> ok..
[20:36:27] <pink_vampire> what about hair
[20:36:45] <gregcnc> i'm trying to convince my wife to go blue
[20:37:05] -!- Tensaiteki [Tensaiteki!32c2a761@gateway/web/freenode/ip.50.194.167.97] has joined #linuxcnc
[20:37:12] <CaptHindsight> camera nails, to see where your fingers have been, with an app that streams right to snapchat
[20:37:20] <pink_vampire> http://www.bundlemonster.com/nfc-light-up-flashing-led-nail-polish-art-manicure-sticker-set-12447.html
[20:37:27] <pink_vampire> gregcnc: no no no no no
[20:38:05] <CaptHindsight> energy harnessing hairdos
[20:38:23] <CaptHindsight> solar and wind
[20:38:24] <gregcnc> https://s-media-cache-ak0.pinimg.com/736x/ba/73/d4/ba73d48ba8ec9a552b6fc9e21ab0f800.jpg
[20:38:50] <pink_vampire> ok. I'm going to cut them
[20:39:22] <CaptHindsight> glucose monitoring nails
[20:40:01] <pink_vampire> I'm quit
[20:40:14] <CaptHindsight> hair based weather monitoring station, wind speed, direct pressure, temp etc
[20:41:21] <CaptHindsight> time delay drug dispensing nails
[20:41:30] <pink_vampire> CaptHindsight: are you a master troll?
[20:42:42] -!- MrSunshine has quit [Quit: Leaving]
[20:42:43] <CaptHindsight> hair antennas for bluetooth, wifi, etc
[20:43:41] <gregcnc> https://www.yahoo.com/news/ultrathin-e-skin-turns-hand-electronic-display-112907229.html
[20:44:21] <CaptHindsight> oh, a Nixie clock on your nails
[20:45:24] <gregcnc> or like those rolling led badges
[20:45:46] <CaptHindsight> gregcnc: those could replace tattoos, rent out space for ads on your fleash
[20:46:08] <gregcnc> eh people do it now with real tattoos
[20:46:51] <CaptHindsight> color changing mood hair
[20:47:19] <gregcnc> then end up doing this
https://candyred.eu/blackout-tattoos-latest-trend-singapore/
[20:47:52] -!- swarfer has quit [Quit: swarfer]
[20:47:54] -!- archivist_herron has quit [Ping timeout: 276 seconds]
[20:48:42] <XXCoder> build a tiny battery powered clockwork clock, mount on nail
[20:48:44] <pink_vampire> that gross!
[20:48:45] <gregcnc> wow that olo printer got 2.3$M
[20:49:34] <CaptHindsight> yeah, and it's half assed
[20:50:01] <CaptHindsight> I overestimate people too much
[20:50:44] <gregcnc> 100$ for a kilo of Cu
https://www.kickstarter.com/projects/trancemetals/trance-sphere-oligodynamic-copper?ref=popular
[20:51:02] <CaptHindsight> there are going to be lots of customers complaining about resin getting into their phones
[20:51:38] <XXCoder> wouldnt that copper trarnish?
[20:51:41] <XXCoder> whatever thats spelled
[20:51:58] <CaptHindsight> yes, it likes to oxidize
[20:52:41] <CaptHindsight> any brass balls?
[20:52:54] <XXCoder> nope apparently, just copper balls
[20:53:23] <gregcnc> apparently machining them on a lathe is "a very labor intensive process"
[20:53:39] <XXCoder> 10x for people who needs more balls
[20:54:04] <XXCoder> warning: may present diffulity walking
[20:54:33] <CaptHindsight> https://www.kickstarter.com/projects/mrbeam/mr-beam-ii-the-desktop-laser-cutter-and-engraver?ref=category
[20:54:47] <gregcnc> turning $10 of copper into $100 is a nice trick though
[20:55:06] <XXCoder> yet another laser thingy yay
[20:55:44] -!- d42 has quit [Read error: Connection reset by peer]
[20:56:15] <pink_vampire> I need to get thin aluminum sheet
[20:56:38] <pink_vampire> 1.6-1mm will be fine
[20:56:38] <XXCoder> foil? ;)
[20:56:44] <pink_vampire> no
[20:57:01] <pink_vampire> for the name tags
[20:57:14] <XXCoder> cool
[20:57:19] <XXCoder> CaptHindsight: its not too bad actually
[20:57:24] <XXCoder> $511
[20:57:24] <pink_vampire> and I want to finish my large anodize setup
[20:57:54] <gregcnc> the top guy got 100$k
https://www.kickstarter.com/projects/1348567444/spin-the-gyroscopic-spintop?ref=popular
[20:58:27] <XXCoder> oh wait
[20:58:40] <XXCoder> CaptHindsight: that $511 one? thats just air filter. jeeeez
[20:59:18] <XXCoder> laters
[20:59:44] <CaptHindsight> I need something practical like self cleaning underwear
[20:59:49] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[21:04:00] -!- MrSunshine [MrSunshine!~mrsun@c-6e3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[21:05:11] <Tensaiteki> does anyone have the xilinx ISE installed that would be willing to complile a custon 5i20 firmware?
[21:05:24] -!- d42 [d42!~root@89-78-214-50.dynamic.chello.pl] has joined #linuxcnc
[21:05:25] <CaptHindsight> https://www.kickstarter.com/projects/644653534/slash-the-next-level-of-affordable-professional-3d?ref=category I wonder if Paypal will block their funds as well?
[21:06:35] <Tensaiteki> i have the pinout (vhd) file made up but I've been trying to download the xilinx ISE for two days but the multi-gig downloads keep corrupting...
[21:08:14] -!- Not-Renny has quit [Ping timeout: 276 seconds]
[21:08:30] -!- FinboySlick has quit [Quit: Leaving.]
[21:11:02] <PCW> Tensaiteki what pinout?
[21:15:23] <Tensaiteki> it's a custom one for a 5i20 that uses a 7i39 for the x and y servos, a 7i33ta for the spindle analog out and encoder and a stepgen on part of an opto22 board
[21:15:37] <Tensaiteki> here's what I have:
http://pastebin.com/sqsJnNg6
[21:19:56] <PCW> is that what you want?
[21:21:33] <Tensaiteki> yeah, that should recreate the (now lost) bitfile that the previous owner made for this machine
[21:23:42] <SpeedEvil> http://www.ebay.co.uk/itm/Metalwork-Lathe-/262399151454?hash=item3d18354d5e:g:2FYAAOSw1DtXGTK6 wierd. Is the big 'way' slotted?
[21:24:30] <Tensaiteki> when the previous owner made his bitfile, he modified the SVTP6_7I39.vhd file but didn't change the name
[21:26:15] <Tensaiteki> so when I saw that SVTP6_7I39.BIT was part of linuxcnc, I didn't copy it along with the other machine config files before wiping ubuntu 10 for the newer debian version
[21:26:51] <PCW> PWMs appear to be numbered wrong
[21:26:54] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[21:27:41] -!- Valen [Valen!~Valen@180.181.102.121] has joined #linuxcnc
[21:27:50] <Tensaiteki> ah, so they have to be unique _and_ start from 00?
[21:30:03] <Tensaiteki> i think this fixes it:
http://pastebin.com/V0xUhb80
[21:30:59] <PCW> they dont have to start from 0 but if you have PWMGens 2..5 you need to say you have 5 PWMGens
[21:31:34] <PCW> I fixed by starting from 0
[21:32:43] <Tensaiteki> cool, thanks
[21:36:00] <PCW> http://freeby.mesanet.com/5i20_SVSmithy.bit
[21:36:34] <PCW> you can run mesaflash to program/read the pinout to check
[21:40:25] <gregcnc> Does linuxcnc have any capacity to record data I might read with a mesa card?
[21:40:46] <PCW> yes
[21:41:09] <PCW> halsampler component
[21:41:12] <Tensaiteki> thanks, I'll head out ot the shop now to try.
[21:42:59] <gregcnc> I'm not too familiar with the terms, how much can i sample and how fast?
[21:47:26] <Deejay> gn8
[21:47:53] -!- Deejay has quit [Quit: bye]
[21:50:23] <alex4nder> damn.. I love my mill
[21:50:38] <alex4nder> the 7i76e made life so much better
[21:51:01] -!- unfy [unfy!~Miranda@wsip-184-185-82-30.om.om.cox.net] has joined #linuxcnc
[21:51:51] <unfy> cheap 4 way joystick came in. should grab another one for the manual Z control too heh
[21:52:09] <unfy> wonder if i have a rocker switch that would work hmm
[21:54:25] <alex4nder> I'm using a PS3 controller
[22:04:41] <unfy> i was wanting something to physically hook into the breakoutboard, but a snes or ps1/2/3 or xbox controller is viable indeed :D
[22:05:15] <Jymmm> DB15 joystick from the 70's FTW!!!
[22:05:15] -!- membiblio has quit [Remote host closed the connection]
[22:05:30] <PCW> gregcnc: you can sample at whatever thread rate your hardware can handle
[22:05:37] <unfy> grabbed a rocker switch
[22:05:51] <unfy> jymm: i almost bought all of them that i saw at the goodwill the other day :D
[22:06:14] <unfy> Thrustmaster - CNC Version :D
[22:06:26] -!- bilboquet [bilboquet!~bilboquet@95-210-222-153.ip.skylogicnet.com] has joined #linuxcnc
[22:06:48] <gregcnc> PCW, that's interesting thanks
[22:06:59] <Jymmm> unfy: lol... DONT DO IT!!!
[22:10:27] -!- Vq has quit [Ping timeout: 276 seconds]
[22:11:13] <Polymorphism> still finalizing the decision
[22:11:21] <Polymorphism> \|||||
[22:12:37] -!- Not-Renny [Not-Renny!~AndChat70@2600:100e:b107:4768:3fd1:17ac:9347:2548] has joined #linuxcnc
[22:15:45] <unfy> poly: do it. pull the trigger. start making chips. do it do it do it
[22:15:58] -!- shaun413 has quit [Quit: Connection closed for inactivity]
[22:18:54] -!- zeeshan [zeeshan!~kvirc64@CPE84948c379051-CM84948c379050.cpe.net.cable.rogers.com] has joined #linuxcnc
[22:21:10] <Tensaiteki> PCW: thankyou thankyou thankyou it worked perfectly!
[22:22:09] -!- sebb has quit [Ping timeout: 276 seconds]
[22:24:04] -!- rob_h has quit [Ping timeout: 240 seconds]
[22:25:53] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[22:29:57] -!- grummund has quit [Ping timeout: 276 seconds]
[22:33:15] -!- shaun413 [shaun413!uid121475@gateway/web/irccloud.com/x-voqpawqwwqzmohsd] has joined #linuxcnc
[22:38:24] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[22:39:53] -!- bilboquet has quit [Ping timeout: 276 seconds]
[22:59:42] -!- AR__ [AR__!~AR@24.238.86.144.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:11:28] -!- teepee has quit [Ping timeout: 244 seconds]
[23:11:28] teepee_ is now known as teepee
[23:19:22] <unfy> yay, cheap tap follower arrived today
[23:19:30] <zeeshan> which one
[23:19:36] <unfy> shars, i think
[23:19:43] <zeeshan> why buy sharts
[23:19:49] <zeeshan> when you coulda bought a us one for just as cheap :P
[23:20:04] <unfy> was shipped from US, and it was me testing out a vendor :D
[23:20:52] <andypugh> Talking tools, I used my new thing to make a hex on the end of a ballscrew today (to hold it still while I tighten the nut).
http://www.arceurotrade.co.uk/Catalogue/Collets/ER-Collet-Fixtures/ER32-Collet-Blocks
[23:20:58] <andypugh> Worked a treat
[23:21:18] <zeeshan> nice
[23:21:44] <unfy> and, i think i paid.. $6 ? including shipping ?
[23:21:57] <zeeshan> oh
[23:21:58] <unfy> andy: nice :D
[23:21:59] <zeeshan> cant beat that :P
[23:43:19] -!- JT-Uspace [JT-Uspace!~john@198.45.191.246] has joined #linuxcnc
[23:44:23] -!- JT-Uspace has quit [Client Quit]
[23:45:48] -!- BeachBumPete [BeachBumPete!~IceChat9@2601:585:8201:5d87:6dd1:7b2:139b:b8c3] has joined #linuxcnc
[23:47:30] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[23:51:48] <andypugh> Anodise or paint?
https://picasaweb.google.com/108164504656404380542/Holbrook#6276161329666073874
[23:52:25] <andypugh> (the aluminium bit, not the already-painted castings)
[23:52:48] <malcom2073> andypugh: What color anodization are you thinking?
[23:53:10] <andypugh> I was going to ask a girl. I don’t understand colours.
[23:53:38] <malcom2073> pink_vampire would say: pink
[23:53:52] <andypugh> Oh, this was the original control panel for the lathe. It’s 18” long, 3/8” thick. And cast brass!
https://picasaweb.google.com/108164504656404380542/Holbrook#6276161003911980594
[23:54:03] <CaptHindsight> define GIRL
[23:54:03] <malcom2073> Haha brass eh?
[23:54:20] <andypugh> Maybe bronze
[23:54:29] <malcom2073> Still, why?
[23:54:33] <malcom2073> Especially being painted
[23:54:42] <andypugh> I guess it was to get the fine casting detail, but it can’t have been cheap.
[23:54:49] <malcom2073> I'll bet not
[23:56:12] <andypugh> Anodise colours would be either transparent or black, I guess.
[23:57:09] <malcom2073> I'd paint it, unless you're going for making it stand out
[23:57:31] <andypugh> No, I want to make it look like part of the lathe.
[23:58:00] -!- gohanlon [gohanlon!~textual@c-50-184-85-99.hsd1.ca.comcast.net] has joined #linuxcnc
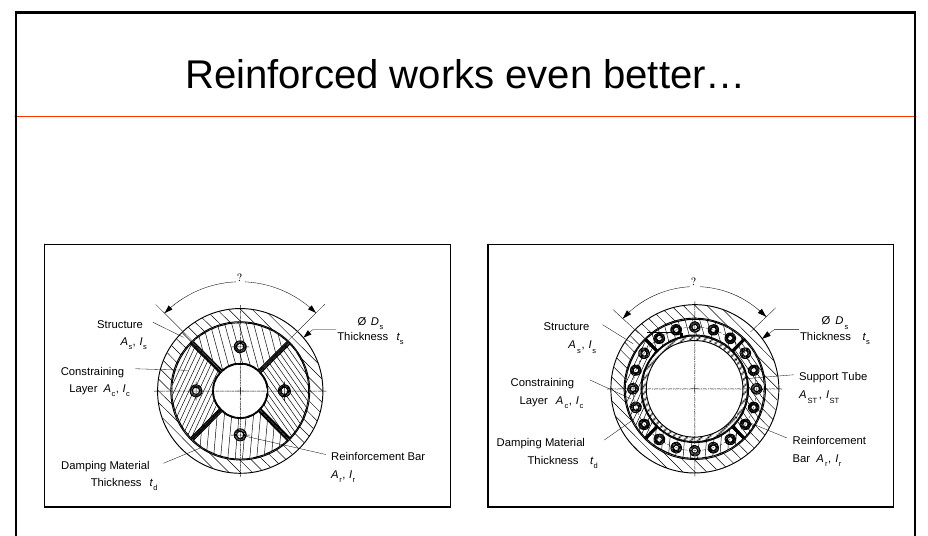{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
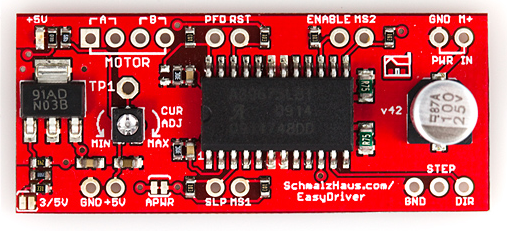{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}