Back
[00:00:01] <zeeshan> okay that is similar to the siemens motors
[00:00:04] <zeeshan> that are on my machine
[00:00:07] <enleth> $1500 used with encoder, good condition
[00:00:32] <enleth> $500 with no encoder and a little beat up
[00:00:33] <djdelorie> wait... your Z is on your table? and not your quill? and you're *peck drilling* with it? no wonder you're blowing fuses!
[00:01:01] <zeeshan> djdelorie: lol
[00:01:14] <zeeshan> djdelorie: it worked for a very long time
[00:01:22] <zeeshan> and last couple of days ive blown two fuses =/
[00:01:33] <enleth> there are some units below $500, so it may be possible to get a set of 3 below $1000
[00:01:33] <zeeshan> (long time = 1+ year of running the machine)
[00:01:52] <zeeshan> enleth i think if these motors blow it might be easier to get them rebuilt
[00:01:58] <zeeshan> i got quored 550 to rebuild the Z axis
[00:02:01] <zeeshan> *quoted
[00:02:11] <zeeshan> and they have the siemens test equipment to check its functionality
[00:02:20] <enleth> I just found one slightly bigger than mine for $300
[00:02:32] <enleth> like, slightly longer and more torque
[00:02:35] <enleth> otherwise identical
[00:02:44] <enleth> that's a very nice deal
[00:03:28] <enleth> SEM is still in business so I guess they might be able to rewind their motors as well, but I don't know their repair prices
[00:04:08] <enleth> anyway if you need the machine fixed now you buy a used similar motor off ebay anyway
[00:04:30] <enleth> the old one ends up a spare when it comes back from rewinding
[00:04:30] <zeeshan> yea
[00:04:45] <zeeshan> what happened to your motor?
[00:04:52] <zeeshan> that made you take it apart
[00:05:17] <enleth> the one that died? that was a different one, much smaller
[00:05:23] <enleth> bearing seized up
[00:05:48] <enleth> so I decided to replace it and go figure, the bearing stopped being my biggest concern
[00:06:14] -!- anth0ny has quit [Quit: anth0ny]
[00:06:35] <enleth> next time I need to replace a bearing in a valuable DC motor, I'm only going as far as pulling the end plate off
[00:06:39] <enleth> the rotor stays in
[00:07:49] <zeeshan> hehe
[00:08:38] <enleth> with some paper packed around it so it stays centered
[00:10:32] <Sync> depending on the motor it actually is not too much of an issue
[00:13:40] -!- joem_ [joem_!~joem_@2601:280:c100:3370:45c2:7fce:c60a:36a6] has joined #linuxcnc
[00:13:48] <enleth> it may not be for most motors I guess
[00:14:58] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE84948c379051-CM84948c379050.cpe.net.cable.rogers.com] has joined #linuxcnc
[00:15:16] <enleth> but it's a shitty consolation if you happen to take apart one that does lose the field
[00:15:26] <enleth> better safe than sorry or something
[00:15:39] <zeeshan-mill> =/
[00:15:41] <zeeshan-mill> yay
[00:15:43] <zeeshan-mill> no fire yet on power up
[00:16:09] -!- Frank__10 [Frank__10!~frank___@host59.190-226-87.telecom.net.ar] has joined #linuxcnc
[00:16:30] -!- alibama has quit [Quit: alibama]
[00:18:11] <Frank__10> hi
[00:18:37] * zeeshan-mill runs g-code that ive nicknamed 'kill-z-drive.ngc'
[00:18:49] -!- alibama [alibama!~parker@c-50-134-13-226.hsd1.va.comcast.net] has joined #linuxcnc
[00:19:09] <enleth> heh, just found a guy on YT who recently bought a Bridgeport Series 1 R2C3, almost the same thing as mine, but with a funny MPG jogwheel, no mechanical handwheels and a better Heidenhain control, otherwise identical
[00:19:26] <enleth> He replaced VariSpeed with a toothed belt on taperlock pulleys
[00:20:09] -!- Komzpa has quit [Ping timeout: 276 seconds]
[00:20:13] <enleth> I have to ask him to share part numbers, he found a pulley and belt combination that fits perfectly with no need for additional tensioning
[00:20:32] -!- rob_h has quit [Ping timeout: 244 seconds]
[00:21:09] -!- joem_ has quit [Ping timeout: 246 seconds]
[00:21:21] <zeeshan-mill> djdelorie and everyone
[00:21:23] <zeeshan-mill> thank you
[00:21:28] <djdelorie> working?
[00:21:29] <zeeshan-mill> kill-z-drive.ngc failed to kill
[00:22:10] <zeeshan-mill> this program peck drills 20 holes
[00:22:14] <zeeshan-mill> 2" deep
[00:22:19] <zeeshan-mill> its what killed it last time
[00:24:18] -!- zeeshan-mill has quit [Quit: Leaving]
[00:24:32] -!- alibama has quit [Quit: alibama]
[00:25:52] -!- Duc [Duc!~Duc@24.96.23.106] has joined #linuxcnc
[00:26:48] -!- alibama [alibama!~parker@c-50-134-13-226.hsd1.va.comcast.net] has joined #linuxcnc
[00:27:13] -!- rene-dev_ has quit [Ping timeout: 252 seconds]
[00:27:45] -!- rene-dev [rene-dev!~rene-dev@reroo.de] has joined #linuxcnc
[00:27:52] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:29:34] -!- Loetmichel [Loetmichel!~cylly@p54B117E3.dip0.t-ipconnect.de] has joined #linuxcnc
[00:29:54] -!- Loetmichel2 has quit [Ping timeout: 246 seconds]
[00:31:37] -!- alibama has quit [Quit: alibama]
[00:36:49] -!- alibama [alibama!~parker@c-50-134-13-226.hsd1.va.comcast.net] has joined #linuxcnc
[00:45:07] <zeeshan> http://www.ebay.com/itm/Automation-Direct-GS-2010-BR-ENC-Dynamic-Braking-Resistor-GS3-2010-1000W-20-Ohm-/171881620123?hash=item2804f1629b:g:2dkAAOSwgQ9VwQYA
[00:45:09] <zeeshan> hmm to buy or not
[00:45:10] <zeeshan> :P
[00:47:04] <malcom2073> Holy hell that's an expensive freaking resistor
[00:47:11] <zeeshan> mostly the casing
[00:47:14] <zeeshan> and mounting youre paying for
[00:47:51] <malcom2073> Eh I suppose
[00:47:58] <malcom2073> I'd call that a $20 case
[00:48:13] <malcom2073> Yeah, I guess $100 is about right
[00:48:21] <zeeshan> brand new its 223
[00:48:27] <zeeshan> 100% margin :P
[00:49:06] <zeeshan> ill just wait till one shows up at work is headed for the garbage
[00:49:25] <zeeshan> http://i.ebayimg.com/images/g/BmsAAOSwPc9Wxj5j/s-l1600.jpg
[00:49:31] <zeeshan> i really like how these resistors look :)
[00:49:52] <malcom2073> I like the wire coil ones
[00:50:22] <djdelorie> a 500W "work lamp" is cheaper, and lights up when the Z stops :-)
[00:54:09] <PCW> Just dont use a 120V bulb on 360VDC DAMHIK
[00:54:10] -!- zeeshan has quit [Ping timeout: 252 seconds]
[00:55:36] <malcom2073> haha
[01:03:53] -!- zeeshan [zeeshan!~kvirc64@CPE84948c379051-CM84948c379050.cpe.net.cable.rogers.com] has joined #linuxcnc
[01:04:12] -!- alibama has quit [Quit: alibama]
[01:12:41] -!- BeachBumPete [BeachBumPete!~IceChat9@2601:585:8201:5d87:d1cb:c616:6fc3:25e0] has joined #linuxcnc
[01:26:51] -!- Nick001 [Nick001!~chatzilla@50.107.174.39] has joined #linuxcnc
[01:34:09] -!- anth0ny has quit [Quit: anth0ny]
[01:37:43] -!- Frank__11 [Frank__11!~frank___@host59.190-226-87.telecom.net.ar] has joined #linuxcnc
[01:37:49] <Duc> How does a person add items to the calibration screen that can be adjusted while running LCNC
[01:39:28] -!- Frank__10 has quit [Ping timeout: 268 seconds]
[01:48:21] -!- MrSunshine [MrSunshine!~mrsun@c-6e3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[01:49:41] <pink_vampire> some of the good guys here?
[01:49:46] -!- alibama [alibama!~parker@c-50-134-13-226.hsd1.va.comcast.net] has joined #linuxcnc
[01:49:56] <malcom2073> Nah
[01:49:58] <BeachBumPete> I'm not a good guy but I am here
[01:50:27] <pink_vampire> hehe
[01:50:31] <pink_vampire> I did some few anodize parts!
[01:50:42] <pink_vampire> It's work very nice!
[01:50:42] <BeachBumPete> kewl
[01:51:11] -!- alibama has quit [Client Quit]
[01:51:52] <pink_vampire> BeachBumPete: you also do?
[01:52:09] <BeachBumPete> did
[01:52:36] <BeachBumPete> now all my schtuff is stuck in a storage unit along with most of my worldly belongings :D
[01:52:36] <pink_vampire> and why you stopped?
[01:52:49] <pink_vampire> :(
[01:53:41] <pink_vampire> I like the way that the metal feel after the anodize
[01:53:52] <BeachBumPete> still house hunting
[01:54:49] <BeachBumPete> however we did make it to the beach today and bought my kids some new boogie boards ;)
[01:55:37] <pink_vampire> I don't like the combination of sand and water.
[01:56:00] <BeachBumPete> there is no better combination ;)
[01:56:11] <zeeshan> =]
[01:56:28] <zeeshan> duc what do you mean
[01:57:08] <zeeshan> https://www.youtube.com/watch?v=Wh2IUwLudzA&feature=youtu.be
[01:57:11] <zeeshan> aluminum cutting action
[01:57:17] -!- asdfasd has quit [Ping timeout: 248 seconds]
[01:57:19] <zeeshan> i wish i had a faster spindle!!!!!
[01:57:20] <Duc> been reading sparky rotary table thread and notice the calibration screen has more info then the standard. Let me link the image
[01:57:52] <zeeshan> https://www.youtube.com/watch?v=oofDFNU7_Ag
[01:57:53] <Duc> https://forum.linuxcnc.org/media/kunena/attachments/21717/Screenshot-03282016-08:03:39PM.png
[01:57:57] <zeeshan> big ass SLOTTING action
[01:57:57] <zeeshan> :D
[01:58:31] <pink_vampire> wowoowww that is a slitting saw!
[01:59:53] <Duc> working on adding the Tsudakoma 201RB rotary table to the mill
[01:59:56] <pink_vampire> zeeshan: is was you that make anodize at home?
[02:00:02] <zeeshan> pink_vampire: no
[02:00:04] <skunkworks> http://electronicsam.com/images/KandT/testing/DSC_1826.JPG
[02:00:13] <skunkworks> smaller
[02:00:13] <zeeshan> skunkworks: cute saw
[02:00:14] <zeeshan> =D
[02:00:16] <zeeshan> hehe
[02:00:30] <zeeshan> man i usually can run the 3" saw at 30 ipm
[02:00:38] <zeeshan> but this big guy keeps spinning in my holder cause no key
[02:00:42] <zeeshan> or itll stall the motor
[02:00:47] <zeeshan> cause the speed is too slow
[02:01:09] <pink_vampire> one of you guys told me that he do it.. so because of him I start to do it also.
[02:01:16] <zeeshan> pink_vampire: pete does it
[02:01:53] <pink_vampire> anyway, I want to thank him!
[02:02:02] <BeachBumPete> does what?
[02:02:17] <BeachBumPete> oh anodize
[02:02:30] <zeeshan> skunkworks: check this out
[02:02:49] <BeachBumPete> yeah I did it for my rails unless I had a lot of parts to do then I took it to the pro shop nearby
[02:02:58] <zeeshan> https://youtu.be/Wh2IUwLudzA?t=275
[02:03:02] <zeeshan> the min radius is so small
[02:03:05] <zeeshan> it goes from 74IPM
[02:03:07] <zeeshan> to 1 IPM
[02:03:07] <zeeshan> lol
[02:03:08] <Duc> zeeshan:
https://forum.linuxcnc.org/media/kunena/attachments/21717/Screenshot-03282016-08:03:39PM.png
[02:03:11] <BeachBumPete> now that I am down in Florida I need to find a local anodizer shop again
[02:03:31] <BeachBumPete> I also need to find a good argon gas supplier and metal supplier and and and and
[02:04:11] <zeeshan> duc that looks like he changed the source code :P
[02:04:17] <skunkworks> looks nice
[02:04:47] <Duc> zeeshan: dam would be nice to change some other stuff on the fly
[02:04:59] <pink_vampire> what is the best way to finish the aluminum before anodize?
[02:05:20] <pink_vampire> sand blast? tumbler?
[02:05:31] <BeachBumPete> I liked the brush finish I was putting on most of them
[02:05:34] <gregcnc> depends on what you want it to look like
[02:05:46] <BeachBumPete> I did a bunch of bead blasted as well
[02:06:12] <Duc> a teflon coating helps turn things blacker or appear more black
[02:06:14] <pink_vampire> BeachBumPete: how do you brush it?
[02:06:26] <zeeshan> duc
[02:06:27] <zeeshan> nm
[02:07:02] <zeeshan> Calibration reads the HAL file and for every 'setp' that uses a variable from the ini file that is in an [AXIS_n] section it creates an entry that can be edited and tested.
[02:07:06] <BeachBumPete> well I usually took some wet or dry sandpaper and moistened it and set it on top of my tablesaw table and run the part back and forth in a straight line over it.
[02:07:33] -!- velusunivers-sys has quit [Ping timeout: 240 seconds]
[02:07:40] <Duc> zeeshan: Hmm I might need to look into that some more.
[02:08:02] <pink_vampire> mmmm
[02:08:04] <pink_vampire> ok
[02:08:31] <gregcnc> zeeshan what is WOC on the dynamic clip
[02:08:46] <zeeshan> Matl: 6061-T6 Tool: 3/8" 3FL High Helix Carbide Endmill (IMCO M203) DOC: .35" WOC: 0.0563" Feed Rate: 74IPM (0.0082IPT) Spindle Speed: 3000RPM (281SFM -- max spindle speed limited)
[02:08:47] <zeeshan> :"D
[02:09:13] <zeeshan> gregcnc: i bought a couple more of these 3 fluter end mills
[02:09:15] <Duc> zeeshan: do you have a link where you found the info
[02:09:22] <gregcnc> oops i didn't expand the comments
[02:09:33] <zeeshan> im going to find out if 0.002" deflection is acceptable
[02:09:37] <gregcnc> my parts are usually much smaller so it looks like a tiny cut
[02:09:40] <zeeshan> everywhere i read they say not to exceed 0.001
[02:10:48] <zeeshan> https://github.com/LinuxCNC/linuxcnc/blob/2957cc5ad0a463c39fb35c10a0c14909c09a5fb7/docs/src/gui/axis.txt
[02:11:22] <gregcnc> that ramp on the counterbore needs to start closer to the part
[02:11:51] <zeeshan> yes
[02:11:56] <zeeshan> and the slitting saw needs the tool path optimized
[02:12:00] <zeeshan> its doing a lot of air cutting
[02:12:42] <gregcnc> i couldn't stand watching more than 10 seconds of the saw
[02:12:46] <zeeshan> haha
[02:12:51] <zeeshan> its so slow
[02:13:10] <gregcnc> you'd be brave to run much faster
[02:13:15] <zeeshan> i tried
[02:13:17] <zeeshan> it jams
[02:13:35] <zeeshan> i think if i had a key and i geared the spindle right
[02:13:37] <zeeshan> it could work
[02:13:58] <zeeshan> it should be running at 20 ipm for optimal chip thickness
[02:15:02] <gregcnc> the parts look good
[02:15:21] <zeeshan> thanks man
[02:15:24] <zeeshan> 250 more to go
[02:15:25] <zeeshan> :{
[02:15:49] <gregcnc> I just ran some soft jaws so I can make parts tomorrow.
[02:16:04] <gregcnc> can't complain if you have money in your pocket at the end
[02:16:13] <zeeshan> yes
[02:16:24] <zeeshan> im hiring my friend to run it on the weekends
[02:16:26] <zeeshan> for the next 2 weeks
[02:16:34] <zeeshan> and im going to do 4 hours a night on the weekdays
[02:17:14] <zeeshan> gregcnc: what kind of vise do you have?
[02:17:15] <Duc> Might be time to by a used fanuc robot off ebay to load that sucker
[02:17:19] <gregcnc> shitty
[02:17:23] <zeeshan> my el cheapo vise is no good
[02:17:30] <zeeshan> even though the jaw is fixed
[02:17:46] <zeeshan> for some reason if i remove a part and put it back in, the part center line shifts
[02:17:51] <gregcnc> I have a Kurt PT400 but it doesn't fit my puny emco
[02:18:02] <zeeshan> and i think its because of variable clamping force
[02:18:11] <gregcnc> torque wrench
[02:18:33] <zeeshan> i was thinking about that
[02:18:42] <gregcnc> many people do it and see results
[02:19:18] <zeeshan> gregcnc: apparently good vises like the orange vise don't suffer from this problem
[02:19:23] <Duc> torque wrench will make a difference can you get a kurt or orange vise
[02:19:24] <zeeshan> and i don't really see how they do it
[02:19:41] <gregcnc> does your moving jaw lift?
[02:19:45] <zeeshan> no
[02:19:49] <zeeshan> ive measured it
[02:20:32] <zeeshan> i put an indicator on the moving jaw
[02:20:47] <zeeshan> used the clamped position as reference
[02:20:52] <zeeshan> removed the part and put it back in
[02:20:58] -!- joem_ [joem_!~joem_@2601:280:c100:3370:f84f:38b5:434a:664b] has joined #linuxcnc
[02:21:02] <zeeshan> the jaw moved inward by 0.006"
[02:21:13] <zeeshan> its not a big deal for these parts, but it is annoying
[02:21:19] <zeeshan> ill try the torque wrench method
[02:21:29] <Duc> AL jaws or steel?
[02:21:32] <zeeshan> steel
[02:21:38] <Duc> harden?
[02:21:41] <zeeshan> yes
[02:22:19] <zeeshan> to be honest i really never paid attention to how much torque i was applying
[02:22:25] <Duc> i should test mine
[02:22:51] <gregcnc> so it closes more when you put it back in?
[02:23:13] <zeeshan> yes
[02:23:39] <gregcnc> but why does that matter>
[02:23:41] -!- anth0ny has quit [Quit: anth0ny]
[02:24:32] <zeeshan> cause im using the midle of the part as my origin
[02:24:37] <zeeshan> i think thats a mistake now that you mention it
[02:24:45] <zeeshan> because the middle can move
[02:24:50] <zeeshan> the bottom left corner is constant..
[02:24:52] <gregcnc> reference the fixed jaw
[02:24:54] <zeeshan> fuck
[02:25:05] <zeeshan> <- noob
[02:26:38] <gregcnc> it shouldn't matter for the first op
[02:27:19] -!- BeachBumPete has quit [Quit: I'm Outta here!!]
[02:27:37] <zeeshan> man machining have so many variables.
[02:27:47] <zeeshan> something as simple as having your origin affects so many things
[02:27:48] <zeeshan> =/
[02:28:52] <gregcnc> how's that go? if it was easy the kids would be machinists and we'd be at the beach
[02:29:21] <zeeshan> hehe
[02:32:41] <Encapsulation> indeed xD
[02:34:49] -!- AR_ has quit [Ping timeout: 252 seconds]
[02:35:03] <Nick001> does the vise have a swivel base?
[02:35:08] <zeeshan> no
[02:35:15] <zeeshan> i cant stand those hehe
[02:35:28] <zeeshan> they reduce z height and they always move!
[02:36:07] <Nick001> any dents or nicks on the bottom of the vise.
[02:36:18] <zeeshan> no
[02:36:26] <zeeshan> i stone it every time i use it
[02:36:28] <pink_vampire> someone can help me with the anodize?
[02:36:31] <Encapsulation> sure
[02:36:33] <Encapsulation> what do you need
[02:36:33] <Encapsulation> =D
[02:37:17] <pink_vampire> I'm using 2% caustic soda solution before the anodize.
[02:37:24] <Nick001> still sounds like its flexing under clamping pressure
[02:37:42] <zeeshan> Nick001: indicator on the fixed jaw shows no movement
[02:37:52] <zeeshan> in which direction do you think its flexing?
[02:38:29] <pink_vampire> but it make the part black
[02:39:01] <Nick001> the solid jaw has to be moving if you keep shifting center of part.
[02:39:03] <pink_vampire> now in the anodize solution the black cove come off and float in the acid.
[02:39:19] <zeeshan> hm
[02:39:28] <pink_vampire> any idea how to solve it?
[02:40:09] <Nick001> how tight ar the gibs and is the saddle clamped?
[02:40:43] <zeeshan> there is no saddle
[02:40:45] <zeeshan> its not the machine for sure
[02:40:52] -!- joem_ has quit [Quit: Leaving]
[02:40:55] <zeeshan> because if i dont remove the part from the vise and do all the operations
[02:40:55] <Nick001> BTW - what mill are you using?
[02:41:03] <zeeshan> it doesnt have that 0.006" shift
[02:41:11] <zeeshan> mikron wf21c
[02:42:21] <Nick001> got a pic - vertical ram clamped?
[02:42:23] <zeeshan> Nick001: since i measured the moveable jaw moving 0.006 from the original clamped place
[02:42:32] <zeeshan> do you think im actually crushing the part
[02:42:35] <zeeshan> and moving the center line?
[02:42:44] <zeeshan> i mean logically to me that doesnt make sense
[02:42:52] <zeeshan> cause it takes a lot of force to crush a part 0.006!
[02:43:02] <gregcnc> that was on my mind, but esay enough to check
[02:43:14] <Encapsulation> pink_vampire, what al type you using
[02:43:19] <zeeshan> deflection = PL / AE , P = deflection*AE/L
[02:43:22] <Encapsulation> why 2% caustic soda???/
[02:43:25] <Nick001> some pics of the part and machine would help
[02:43:47] <pink_vampire> Encapsulation: 2034-t3
[02:44:10] <Nick001> thin walled alum part would move easy
[02:44:21] <pink_vampire> i'm using it as a degreaser
[02:44:29] <Encapsulation> pink_vampire,
https://gordsgarage.wordpress.com/tag/diy/
[02:44:30] <zeeshan> P = (0.006in)(0.25*2)(10000*10^3)/(0.45)
[02:44:47] <zeeshan> 66,666lb
[02:44:50] <zeeshan> the devil force.
[02:46:21] -!- Frank__11 has quit [Quit: Nettalk6 - www.ntalk.de]
[02:46:53] <Encapsulation> https://gordsgarage.wordpress.com/2011/11/22/the-full-monty-part-2/
[02:46:58] <Encapsulation> pink_vampire, it helps you. yes?
[02:47:14] <zeeshan> Nick001:
http://i.imgur.com/46vO9a9.jpg
[02:47:27] <pink_vampire> I did it several times.
[02:48:56] <zeeshan> looks like my vise can clamp at 12000lb
[02:49:11] <zeeshan> so that 0.006" part crushing theory is out the window :P
[02:49:26] <pink_vampire> Encapsulation: I'm trying to identify what is the black material that form on the aluminum..
[02:49:43] <zeeshan> Nick001: part is the right one:
http://i.imgur.com/aCKopff.jpg
[02:49:58] <zeeshan> i remove it a few times to do all the drilling first
[02:50:10] <zeeshan> then counterbore
[02:50:16] <zeeshan> then slotting
[02:54:09] <Nick001> nice machine. Parts are large enough to not crush or move on their own. I would have an indicator on that overhead ram and other possible loose slide elements.
[02:54:51] <zeeshan> thanks
[02:55:43] <Nick001> What is the vertical movement part of the machine? Slide with the vice or entire head moves?
[02:56:02] <zeeshan> entire head moves in the Y
[02:56:07] <zeeshan> 15.7"
[02:56:14] <zeeshan> i really dont think its a gib issue though
[02:56:28] <zeeshan> cause if i make the part without removing it from the vise, but do tool changes instead
[02:56:32] <zeeshan> it comes out perfect
[02:56:53] <zeeshan> i think i need to remeasure the vise jaws and see whats going on
[02:56:55] <zeeshan> maybe it is lifting
[02:57:12] <zeeshan> might sound weird but maybe its lifting at certain clamping locations
[02:57:40] <Duc> could be worn at those locations
[02:57:48] <zeeshan> yes
[02:58:35] <Duc> which country were you in again?
[02:58:40] <zeeshan> canada
[02:58:48] <Duc> does enco delivery there?
[02:58:51] <Nick001> indicator on the slid part of the bottom opening for the part would show that.
[02:59:07] <Nick001> solid
[02:59:17] <zeeshan> ill try that nick001
[02:59:24] <zeeshan> duc no idea :)
[02:59:48] <Duc> zeeshan: at times they have 25% codes which work on kurt vises
[03:02:16] <Nick001> To check the slides of side movement, you may need a 2' piece of a 2x4 to put a little pressure on it. Those slides look heavy enough to need it.
[03:04:56] <zeeshan> Nick001: thats a good idea
[03:05:02] <zeeshan> when i was inspecting the gibs
[03:05:07] <zeeshan> i should have done that
[03:05:15] -!- eFuchs has quit [Ping timeout: 264 seconds]
[03:05:16] <zeeshan> i was using my engine hoist :P
[03:05:17] -!- eeFuchs [eeFuchs!~huehuehue@2a00:79c0:629:8b00:222:15ff:fecf:933d] has joined #linuxcnc
[03:05:37] <zeeshan> the table has a tendency to droop down
[03:05:42] <zeeshan> i was trying to lift at the front
[03:07:13] <Nick001> unusual vice - movable jaw is usually on the screw and solid jaw is where the movable jaw is now. Makes y axis programing easy - everything is in the plus direction.
[03:07:14] <Duc> how are you measuring the part deflecting?
[03:08:20] <zeeshan> Nick001: yea its backwards on this
[03:08:20] <zeeshan> :P
[03:08:38] <zeeshan> Duc: by checking the moveable jaw
[03:08:48] <Nick001> you may have to tighten that gib to reduce the drooping movement
[03:09:12] <zeeshan> i did
[03:09:20] <zeeshan> i got it down to 5 tenths
[03:10:36] <Nick001> That sounds good - wont move much by clamping - how about the upper ram
[03:11:21] <zeeshan> pretty damn straight!
[03:11:31] <zeeshan> i checked it again for droop
[03:11:32] <zeeshan> and side to side
[03:11:37] -!- Valen has quit [Remote host closed the connection]
[03:11:42] <Nick001> What is the vertical movement element?
[03:12:31] <zeeshan> you mean is it a ball screW?|
[03:12:51] <Nick001> I assume your using the fixed jaw for locating y axis on the part.
[03:13:02] <zeeshan> no i wasnt
[03:13:06] <zeeshan> thats one of the mistakes im making
[03:13:20] <zeeshan> i correctedf my cam program abit ago to deal with that
[03:13:26] <zeeshan> ill try it out tomorrow
[03:13:42] <Nick001> No - what is actually moving for vertical movement
[03:13:59] <zeeshan> the table
[03:14:33] <zeeshan> https://www.youtube.com/watch?v=Wh2IUwLudzA
[03:15:34] <zeeshan> its bed time :P
[03:15:36] <zeeshan> 11pm!
[03:16:01] <Duc> yea almost there for me Last game of basketball
[03:16:11] <Duc> wish my mill used the table for movement
[03:17:07] <Nick001> extend y axis to where the scraping marks are worn and check for side play and up and down play.
[03:17:19] <pink_vampire> http://www.amazon.com/Hanna-Instruments-Waterproof-Endpoint-Function/dp/B003UNK3JW/ref=sr_1_1?s=industrial&ie=UTF8&qid=1459826208&sr=1-1&refinements=p_n_feature_four_browse-bin%3A11512739011
[03:17:34] <pink_vampire> the ph scale is not 0-14??
[03:17:49] <pink_vampire> what is -4 ph?
[03:18:15] <Nick001> 11pm is when solutions for the days problems get solved.
[03:19:36] <djdelorie> the normal pH scale is 0-14 for HCl and NaOH but pH is a measure of H+ ions which *could* (theoretically) exist in solution outside of the HCl/NaOH ranges
[03:20:39] <djdelorie> (at least, that's my guess)
[03:21:46] <djdelorie> http://pubs.acs.org/doi/pdf/10.1021/ed083p1465
[03:22:47] <pink_vampire> the anodize is very nice thing
[03:22:59] <pink_vampire> but I want to be able to monitor it.
[03:23:27] <pink_vampire> everyone tell you something else.
[03:30:30] -!- teepee has quit [Ping timeout: 246 seconds]
[03:30:30] teepee_ is now known as teepee
[03:52:21] -!- sumpfralle has quit [Quit: Leaving.]
[03:59:22] -!- anth0ny has quit [Quit: anth0ny]
[04:02:05] -!- Valen [Valen!~Valen@180.181.102.121] has joined #linuxcnc
[04:03:56] -!- eFuchs [eFuchs!~huehuehue@2a00:79c0:62b:3700:222:15ff:fecf:933d] has joined #linuxcnc
[04:04:03] -!- eeFuchs has quit [Ping timeout: 264 seconds]
[04:16:52] -!- pingufan has quit [Remote host closed the connection]
[04:17:06] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[04:24:28] -!- gregcnc has quit [Read error: Connection reset by peer]
[04:24:51] -!- gregcnc [gregcnc!~chatzilla@2602:304:b1b6:52f0:d022:70ef:d7fb:1c0a] has joined #linuxcnc
[04:45:48] -!- swarfer [swarfer!~Thunderbi@105.228.170.194] has joined #linuxcnc
[04:47:55] <pink_vampire> https://www.youtube.com/watch?v=5kPcFnFn26Q&feature=youtu.be
[05:05:02] <CaptHindsight> I beg to differ, a blow to the head is a lesson well learned for the wise
[05:06:48] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[05:30:13] -!- swarfer has quit [Quit: swarfer]
[05:30:18] <CaptHindsight> http://www.faqs.org/patents/img/20090239203_05.png
[05:30:51] -!- HoloPed_ [HoloPed_!~HoloPed@208.167.254.225] has joined #linuxcnc
[05:33:32] -!- ink [ink!~ink@c-67-180-228-85.hsd1.ca.comcast.net] has joined #linuxcnc
[05:34:03] -!- HoloPed has quit [Ping timeout: 240 seconds]
[05:34:54] <t12> lol
[05:40:36] -!- FloppyDisk has quit [Ping timeout: 276 seconds]
[06:34:39] -!- Mathnerd314 has quit [Ping timeout: 264 seconds]
[06:49:11] <pink_vampire> ?
[06:53:23] <toastydeath> Discuss the emotion with the child -> yes
[06:54:28] <toastydeath> lol safety video
[06:54:48] <toastydeath> safety in the machine shop tends to be you're either fine or you're dead
[06:58:41] <archivist> one uses a whip to discuss the emotion with the child
[07:00:30] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:00:59] <Deejay> moin
[07:05:27] <toastydeath> i saw a big ass surface grinder for 3k
[07:05:32] <toastydeath> it was like 120" by 30"
[07:05:43] <toastydeath> apparently it was fucked but the iron alone is worth more than that
[07:06:09] <toastydeath> great scraping project
[07:06:40] <archivist> I wand some grinding doing
[07:06:43] <archivist> want
[07:07:44] -!- Miner_48er has quit [Quit: Leaving]
[07:07:45] <toastydeath> when i was in votech the prof was a tool and die maker and his first ever scraping project was a giant ass way grinder
[07:07:53] <toastydeath> it apparently turned out okay and he's not the brightest bloke
[07:08:36] <archivist> I have some pitting to remove, mill then scrape or grind
http://www.collection.archivist.info/searchv13.php?searchstr=pollard+base+04
[07:09:29] <toastydeath> drill?
[07:10:19] <archivist> was a drill base, thinking of using is for my little 5 axis mill
[07:10:35] <archivist> bolting rails to it
[07:11:53] <archivist> with this column
http://www.collection.archivist.info/archive/DJCPD/PD/2015/2015_09_06_floor_standing_pillar_drill/IMG_1984.JPG
[07:11:54] <pink_vampire> I have a problem in the acid, I'm getting copper particles in anodize acid. and everything is aluminum. include the wiring.
[07:12:18] <archivist> some aluminium has copper in it
[07:12:19] <pink_vampire> maybe it's come form the 2024
[07:12:38] <pink_vampire> so I need to filter the acid.
[07:12:47] <pink_vampire> and that is not fun..
[07:13:09] <pink_vampire> any idea how to do it safe?
[07:13:31] -!- md-2 has quit [Remote host closed the connection]
[07:13:33] <pink_vampire> peristaltic pump?
[07:14:07] <archivist> take parts to a professional anodising company
[07:16:00] <pink_vampire> I've tried
[07:18:25] <pink_vampire> the ph of the acid is 4.5ph
[07:19:01] <pink_vampire> so it is relatively safe.
[07:20:35] <pink_vampire> the part that I'm getting in the anodize come out very well.
[07:21:00] <pink_vampire> so I'm thinking about scale abit the setup.
[07:21:15] <pink_vampire> but I have to solve all the issues.
[07:35:41] -!- Taradise has quit [Quit: Textual IRC Client: www.textualapp.com]
[07:42:57] -!- Komzzpa has quit [Ping timeout: 260 seconds]
[07:48:56] -!- rob_h [rob_h!~robh@94.10.123.1] has joined #linuxcnc
[07:59:25] -!- ve7it has quit [Remote host closed the connection]
[08:01:44] -!- HoloPed__ [HoloPed__!~HoloPed@208.167.254.225] has joined #linuxcnc
[08:03:09] -!- HoloPed_ has quit [Ping timeout: 260 seconds]
[08:55:38] -!- SpeedEvil has quit [Ping timeout: 244 seconds]
[08:57:09] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[09:08:49] -!- asdfasd [asdfasd!~332332@94.11.127.60] has joined #linuxcnc
[09:11:50] -!- Sync has quit [Remote host closed the connection]
[09:14:33] -!- nofxx has quit [Ping timeout: 246 seconds]
[09:14:51] -!- Sync [Sync!~foobar@sync-hv.de] has joined #linuxcnc
[09:22:17] <XXCoder> pink_vampire: nice, you anodized a part eh
[09:22:26] <pink_vampire> yes
[09:22:28] <pink_vampire> http://i.imgur.com/z6KTabC.png
[09:22:32] <pink_vampire> XXCoder: ^
[09:22:46] <XXCoder> looks cool
[09:23:22] <pink_vampire> thank you :) <3
[09:24:05] <pink_vampire> XXCoder: now it's your turn to do make some parts
[09:24:18] <XXCoder> lol yea as soon as garages cleared up
[09:29:37] <pink_vampire> yeah...
[09:29:53] <pink_vampire> I need to clean the mess here..
[09:30:13] <pink_vampire> too much junk and stuff all over the place.
[09:34:28] <XXCoder> we all buy so many stuff
[09:37:32] <pink_vampire> here the place is too small
[09:46:52] -!- b_b has quit [Changing host]
[09:54:02] <XXCoder> LOL
http://www.viralthread.com/guy-trolls-peoples-selfies-photoshop-best-thing-youll-see-today/?utm_content=inf_20_43_2&utm_source=socialamp&utm_medium=affiliate&utm_campaign=post&tse_id=INF_db4325c17fe34ec9a8f09d8901d80424
[09:54:06] <XXCoder> gonna ove that
[09:57:58] <XXCoder> *love
[10:01:27] -!- Daerist has quit [Quit: Leaving]
[10:37:44] -!- skunkworks has quit [Ping timeout: 260 seconds]
[11:12:01] -!- remstw has quit [Ping timeout: 244 seconds]
[11:18:12] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:30:38] -!- teepee has quit [Ping timeout: 244 seconds]
[11:30:38] teepee_ is now known as teepee
[11:36:27] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[11:37:27] -!- Valen has quit [Ping timeout: 260 seconds]
[11:39:26] -!- rob_h has quit [Ping timeout: 244 seconds]
[11:39:48] -!- rob_h [rob_h!~robh@90.214.158.157] has joined #linuxcnc
[11:41:15] -!- FloppyDisk has quit [Ping timeout: 264 seconds]
[11:44:35] -!- SpeedEvil has quit [Ping timeout: 244 seconds]
[11:46:42] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[11:51:31] -!- Valen [Valen!~Valen@180.181.102.121] has joined #linuxcnc
[11:58:48] md-2 is now known as md2|lunch
[12:50:52] -!- JT-Shop has quit [Read error: Connection reset by peer]
[12:53:51] -!- JT-Shop [JT-Shop!~emc@198.45.191.246] has joined #linuxcnc
[12:53:53] <Encapsulation> https://www.youtube.com/watch?v=LkkoQ1LQ7W4
[12:56:48] <archivist> just seems to be an expensive shot peening process
[12:57:47] <pink_vampire> let me know if you see one on craigslist
[13:05:39] md2|lunch is now known as md-2
[13:07:11] -!- TurBoss [TurBoss!~jauria@99.217.15.37.dynamic.jazztel.es] has joined #linuxcnc
[13:07:15] <TurBoss> Hi
[13:07:36] <TurBoss> when wiring motors is safe to ground both ends?
[13:07:42] <TurBoss> or only one?
[13:07:44] <TurBoss> what side?
[13:07:45] <TurBoss> xD
[13:07:47] <TurBoss> thx
[13:08:00] <TurBoss> I meand the shield
[13:08:03] <TurBoss> *mean
[13:10:51] <skunkworks> one end
[13:11:29] <TurBoss> driver side?
[13:12:05] -!- skunkworks_ [skunkworks_!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:13:08] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:17:14] -!- Timbo_ [Timbo_!~tma@cpc5-sgyl28-2-0-cust125.sgyl.cable.virginm.net] has joined #linuxcnc
[13:18:59] <MrSunshine> to cut a left handed thread on manual lathe, i just need to feed from the spindle out insted of the outside towards the spindle? =)
[13:19:51] -!- skunkworks__ [skunkworks__!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:20:35] -!- rene-dev_ [rene-dev_!~rene-dev@reroo.de] has joined #linuxcnc
[13:21:52] -!- miss0r [miss0r!~Andreas@188-181-66-160-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[13:22:04] -!- rob_h has quit [*.net *.split]
[13:22:04] -!- skunkworks has quit [*.net *.split]
[13:22:06] -!- rene-dev has quit [*.net *.split]
[13:22:06] -!- Computer_barf has quit [*.net *.split]
[13:22:06] -!- liedman has quit [*.net *.split]
[13:22:07] -!- ThirtyThirtyWin has quit [*.net *.split]
[13:22:07] -!- Tom_itx has quit [*.net *.split]
[13:22:09] -!- Encapsulation has quit [*.net *.split]
[13:22:11] -!- Timbo has quit [*.net *.split]
[13:22:12] -!- gregcnc has quit [*.net *.split]
[13:22:13] -!- pozzoni has quit [*.net *.split]
[13:22:13] -!- chupacabra has quit [*.net *.split]
[13:22:14] -!- Kremmen has quit [*.net *.split]
[13:22:15] -!- steves_logging has quit [*.net *.split]
[13:22:15] -!- _nexxus_ has quit [*.net *.split]
[13:22:43] -!- skunkworks_ has quit [Ping timeout: 252 seconds]
[13:23:11] -!- rob_h [rob_h!~robh@90.214.158.157] has joined #linuxcnc
[13:24:06] -!- gregcnc [gregcnc!~chatzilla@2602:304:b1b6:52f0:d022:70ef:d7fb:1c0a] has joined #linuxcnc
[13:24:06] -!- chupacabra [chupacabra!~chups@2605:6000:ee02:af00::1] has joined #linuxcnc
[13:24:06] -!- Kremmen [Kremmen!sid60244@gateway/web/irccloud.com/x-cglgtbqugdrmdroh] has joined #linuxcnc
[13:24:06] -!- steves_logging [steves_logging!~Steve@wsip-70-182-2-252.dc.dc.cox.net] has joined #linuxcnc
[13:24:06] -!- _nexxus_ [_nexxus_!~bwg@leon.generalamalgamated.com] has joined #linuxcnc
[13:25:58] <miss0r> Sync, I tried doing the guide yesterday, but hit some quite strange errors along the way. At the moment I am on hold for support - hoping they can lend me a hand.
[13:26:54] -!- TurBoss [TurBoss!~jauria@99.217.15.37.dynamic.jazztel.es] has parted #linuxcnc
[13:28:51] -!- Encapsulation [Encapsulation!~Astoundin@unaffiliated/encapsulation] has joined #linuxcnc
[13:29:16] <Sync> k
[13:29:55] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[13:30:02] <miss0r> Just keep you up to date, whould you be interrested?
[13:30:09] <miss0r> would=should*
[13:34:45] <archivist> MrSunshine, that too simple?
[13:34:50] -!- gaute has quit [Quit: Page closed]
[13:35:44] <archivist> MrSunshine, this is where you need linuxcnc, it pulls the tool into the work on a taper so you dont need a safety groove
[13:56:33] <Sync> I don't mind miss0r
[13:58:59] -!- HoloPed_ [HoloPed_!~HoloPed@66.11.188.221] has joined #linuxcnc
[14:01:33] -!- HoloPed__ has quit [Ping timeout: 240 seconds]
[14:02:05] -!- sttts has quit [Ping timeout: 248 seconds]
[14:08:51] <archivist> I wonder what this crowd is smoking
http://www.ebay.co.uk/itm/MDL2014-Modular-5-Axis-50x40x30cm-XYZ-CNC-NEMA-34-HIWIN-Ballscrew-2-2kw-Spindle-/221300546907
[14:09:59] <DaViruz> that spindle mount looks very flimsy
[14:10:25] <archivist> look at the accuracy they are claiming
[14:10:58] <DaViruz> i think they are confusing accuracy with naive resolution
[14:11:05] <cradek> haha, I was laughing already when I read it as .005 inches
[14:11:27] <DaViruz> i've bought some aluminum profiles from marchantdice
[14:11:46] <archivist> but for that price they could actually make something good
[14:12:40] <pink_vampire> I broke a nail
[14:12:51] <pink_vampire> !!!
[14:13:26] <archivist> cut the rest to match, then you can do some real work
[14:14:20] <cradek> mine are gnarly after some small filing work last weekend. I use them to hold stuff and always end up filing them weird.
[14:14:42] <DaViruz> i'm curious about those trunnions
[14:14:49] <pink_vampire> archivist: let me do some inspection before.
[14:14:52] <DaViruz> i wonder if they just contain a belt reduction
[14:15:16] <DaViruz> i also wonder what kind of bearings they use, and how they're mounted
[14:15:30] <pink_vampire> I'm thinking it's just a crack and the nail polish save the nail!
[14:15:42] <pink_vampire> YES!!
[14:15:54] <pink_vampire> it's save my nail!!!
[14:16:06] <pink_vampire> omg! that was close!!
[14:16:33] <pink_vampire> huge relief!!!!!!!
[14:17:10] <pink_vampire> I have to start doing some real nothing.
[14:19:21] <Loetmichel> Muhaha... co-worker just used a rivet tool to put some rivet nuts into an eclosure panel... M4 steel rivets... this tool:
http://www.cyrom.org/palbum/main.php?g2_itemId=16161 ... a few moments later i hear a big *KNACK* followed by hysterical laughter... no, the threaded bolt that pulls the rivets is still in one piece... the loer grip isnt... broken clear off the tool... seems to be scast
[14:19:21] <Loetmichel> steel instead of forged steel.. and the 60cm long aluiminium tubes had waaay to much leverage for that ;)
[14:25:49] <miss0r> Sync, I hav ethe solution now - I will try it later. What I completely missed in the guide is, I have to physically move a couple of wires in the controller to acomplish this.
[14:26:01] <pink_vampire> before and after pics please
[14:26:56] <Sync> miss0r: yeah, it tells you to do that
[14:28:13] <FinboySlick> Loetmichel: This was clearly un-german-like design. Shame. Shame. Shame.
[14:29:16] <FinboySlick> We'll send you to Sweden to learn proper German engineering.
[14:30:28] <CaptHindsight> FinboySlick: where do they teach Italian design now?
[14:30:39] <FinboySlick> CaptHindsight: China.
[14:31:12] <CaptHindsight> Chitalian
[14:31:30] <FinboySlick> No wait, let me put on my toupet: "Chyayna!"
[14:35:14] -!- Daerist has quit [Quit: Leaving]
[14:36:30] <Loetmichel> FinboySlick: i think the tools are from china (via RS components).... but the two aluminiumpipes are added by me because co-wroker complained that he has not enough power to close them unmodified
[14:36:41] <Loetmichel> now he has "too much" :-)
[14:37:27] <pink_vampire> he need shorter arms now
[14:38:26] <pink_vampire> http://www.harborfreight.com/3-16-inch-air-hydraulic-riveter-93458.html
[14:38:30] <pink_vampire> 39$
[14:39:29] <pink_vampire> Loetmichel: ^
[14:40:14] <Loetmichel> pink_vampire: yeah, doesent work for rivet nuts
[14:41:18] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[14:41:31] -!- SEL has quit [Client Quit]
[14:41:44] <pink_vampire> find one that work
[14:42:25] <Loetmichel> the riveters in question are made for these:
http://de.rs-online.com/web/p/nieten/7689978/
[14:42:41] <CaptHindsight> archivist: 5um accuracy when not cutting
[14:42:56] <Loetmichel> they have an m4 thread inside
[14:44:00] <pink_vampire> Loetmichel: i know what is rivet nut..
[14:46:27] <Loetmichel> pink_vampire: then you know tat the standard riveters dont work for that
[14:46:29] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[14:46:49] <Loetmichel> because you need the pin to turn freely and accessible from behind
[14:47:40] <pink_vampire> they look the same for me
[14:48:52] <Loetmichel> the pin on the back has to be turned to free the riveter from the rivet adter pressing it in
[14:49:15] <Loetmichel> so that doesent work with the usual ait actuated riveters because they have no channel to putthe pin thru
[14:50:38] <Loetmichel> s/ait/air
[14:52:11] <pink_vampire> I'm not used them at all. it's not a nail friendly tool.
[14:52:20] <pink_vampire> Loetmichel: ^
[14:54:06] <pink_vampire> I want to make a small table.
[14:54:21] <pink_vampire> just for the anodize stuff
[14:55:44] <pink_vampire> i'm thinking abour 2 by 3 as a material for the frame .
[15:09:48] -!- teepee has quit [Ping timeout: 246 seconds]
[15:09:48] teepee_ is now known as teepee
[15:11:38] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[15:18:42] <archivist> CaptHindsight, with a c5 screw!!!!
[15:19:27] <archivist> CaptHindsight, which is 25um at 300 mm :)
[15:19:42] <archivist> per screw
[15:25:56] -!- b_b has quit [Remote host closed the connection]
[15:49:59] <CaptHindsight> archivist: ah that's just worst case, they must hand pick the best of the litter, they would not just outright lie in the ad :)
[15:50:17] <archivist> rofl
[15:53:56] -!- Kucharsky [Kucharsky!~kvirc@hostg.touk.pl] has joined #linuxcnc
[15:59:11] -!- Kucharsky|2 [Kucharsky|2!~kvirc@hostg.touk.pl] has joined #linuxcnc
[16:00:55] <Loetmichel> pink_vampire: use 1,5" square steel tube. and a welder...
[16:01:38] <Loetmichel> and a pice of marine plywood as the tabletop
[16:02:16] -!- Kucharsky has quit [Ping timeout: 264 seconds]
[16:02:38] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-htyunfwmanqfjbxx] has joined #linuxcnc
[16:02:46] <Loetmichel> more like 1.25" square steel tube
[16:03:36] <Loetmichel> with 1mm wall thickness
[16:04:37] <Loetmichel> that and a bit of 1mm sheet metal and some marine plywood and a MIG welder results perfect worshop-furniture
[16:04:41] <Loetmichel> +i
[16:04:43] <Loetmichel> +in
[16:06:52] -!- pink_vampire has quit [Quit: KVIrc 4.9.1 Aria http://www.kvirc.net/]
[16:07:51] -!- Komzzpa has quit [Ping timeout: 276 seconds]
[16:15:27] -!- ThirtyThirtyWin [ThirtyThirtyWin!~ThirtyThi@c-71-197-118-206.hsd1.ca.comcast.net] has joined #linuxcnc
[16:16:28] -!- joem_ [joem_!~joem_@2601:280:c100:3370:17:3829:2edb:712e] has joined #linuxcnc
[16:16:44] <CaptHindsight> unistrut also works well and you can take it back apart
http://s3files.core77.com/blog/images/0unistrut.jpg
[16:19:38] -!- ink has quit [Disconnected by services]
[16:20:03] -!- toner [toner!~ink@c-67-180-228-85.hsd1.ca.comcast.net] has joined #linuxcnc
[16:20:53] <Encapsulation> fucking shit
[16:21:10] <djdelorie> was that really necessary?
[16:23:25] -!- Kucharsky|2 has quit [Ping timeout: 248 seconds]
[16:26:24] <Encapsulation> I think I might regret only having 12" x
[16:26:30] <Encapsulation> may go for the 30"
[16:26:51] <Encapsulation> 25"x30x7" actually,
[16:28:06] <Encapsulation> https://www.youtube.com/watch?v=biVIizydjkI
[16:28:15] <Encapsulation> same price for this though if space is no concern
[16:30:48] -!- md-2 has quit [Remote host closed the connection]
[16:34:24] -!- leafletnewb has quit [Ping timeout: 250 seconds]
[16:35:12] -!- md-2 has quit [Remote host closed the connection]
[16:44:47] <Encapsulation> probably not the same quality though
[16:44:55] <Encapsulation> and I definitely dont need that much space
[16:45:19] <Encapsulation> thats actually less though. around $3800 for 25x30x7" raptor
[16:46:17] <Encapsulation> mandy from jcut quoted me $3400 shipped
[16:46:20] <Encapsulation> for 6090b
[16:46:41] <Encapsulation> she also asked if I wanted PI and sent it when I said no
[16:46:44] <Encapsulation> that does worry me a bit
[16:46:46] <Encapsulation> the language barrier
[16:47:33] <Encapsulation> she also asked me to pay with a bank transfer... not sure about that
[16:50:37] -!- maxcnc [maxcnc!~chatzilla@ip5f58618e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[16:50:52] <maxcnc> hi all from a realy wet day in Germany
[16:51:39] <Encapsulation> hi
[16:51:50] <maxcnc> Encapsulation: hi what is the main use of your mashine to be
[16:52:02] <Encapsulation> cutting electronic enclosure panels and pcbs
[16:52:18] <maxcnc> where are you in our blue world USA Europ asia
[16:52:20] <Encapsulation> 2-4mm al
[16:52:22] <Encapsulation> USA
[16:52:35] -!- asheppard has quit [Quit: Ex-Chat]
[16:52:53] <maxcnc> so why that big 6090 for pcb is quite large
[16:53:49] <maxcnc> therfor stiffnes is to be concerned
[16:54:14] <maxcnc> all this mashines will do the job
[16:54:39] <maxcnc> but on less then 1/3rd of the price you can build a better one or your own
[16:54:48] <archivist> maxcnc, he is under yet another nick
[16:55:17] <maxcnc> is it pro junky
[16:55:18] <archivist> cant make his mind up episode 99
[16:55:20] <Encapsulation> archivist, he knows who I am
[16:55:32] <Encapsulation> its no secret
[16:55:37] <djdelorie> Encapsulation is now known as Indecision
[16:55:40] <maxcnc> Byd guys only change thee nick
[16:56:04] <Encapsulation> maxcnc, I'm not seeing a better one for 1/3 the price
[16:56:11] <Encapsulation> I added it up, looks like about 2k to build my own
[16:56:21] <maxcnc> with a 20Dolar drill he had made a better running mill on its own to this time since he stardet asking
[16:56:33] -!- Duc has quit [Ping timeout: 240 seconds]
[16:56:38] <Encapsulation> you have to remember you have been cnc a long time
[16:56:47] <Encapsulation> its only been 9 days for me, I have years to catch up on
[16:56:50] <maxcnc> i showed you the parts to make your own one
[16:56:55] <Encapsulation> I have them in my ebay
[16:57:05] <Encapsulation> and bookmarked
[16:57:21] <maxcnc> behind me is a plasma parts less then 1k sold on 8k
[16:57:34] <maxcnc> thats why o got a real good drill
[16:57:58] <Encapsulation> time is money as well, I do need to consider
[16:58:04] <Encapsulation> I've basically decided on a machine now
[16:58:06] <maxcnc> you can make money out of people like you that dont like to drill a hole on there own
[16:58:07] <Encapsulation> its the raptor machine
[16:58:14] <maxcnc> spend money on parts you realy need
[16:58:21] <Encapsulation> well the gantry side plates
[16:58:25] <Encapsulation> not sure how I would do those myself
[16:58:30] <Encapsulation> or z plate etc
[16:59:02] <maxcnc> its just plate on plate
[16:59:27] <maxcnc> ok you decided
[16:59:43] <Encapsulation> raptor 12"x30"x4" 5" z clearance for $2500 or raptor 25"x30"x8" for $3800
[16:59:55] <Encapsulation> trying to decide now if I should spend the extra now so I dont regret a too small work area later
[17:00:06] <Encapsulation> even though the smaller would work, for now
[17:00:09] <Encapsulation> seems like the bigger I could do more
[17:00:14] <Encapsulation> I dont want to buy another machine in a year
[17:00:48] <Encapsulation> I think either way I could sell it and get 75%?
[17:00:52] <Encapsulation> if it didnt work out for me
[17:01:08] <Encapsulation> that wouldnt be ideal though, I'd like to make the right choice first time
[17:01:22] <maxcnc> dont agree the money is not to be spend
[17:01:23] <maxcnc> you will quick decide to go mutch higher on that
[17:01:32] <maxcnc> if your first alu plate work will show you the cramp to the mashie
[17:02:01] <Encapsulation> are you saying to get the bigger machine because I'll want the space later?
[17:02:28] <maxcnc> no
[17:02:34] <maxcnc> take the lower one
[17:03:31] <maxcnc> there are only 425oz on the mashine
[17:03:51] <maxcnc> i showed you wantei 1200oz at 350USD
[17:04:26] <maxcnc> so the extras on selfbuild woudt go to the bearing tread frame
[17:04:41] <maxcnc> not to the pocket of raptors
[17:05:43] <gregcnc> how does machine manufacturers convince machine shops to buy machines rather than building their own?
[17:05:51] <maxcnc> parts are local within 4days
[17:05:51] <maxcnc> mounting and soldering IF 8hr
[17:05:51] <maxcnc> on raptor you got to live with what you owned
[17:06:24] <maxcnc> on time limitation offen best to go
[17:06:24] <Encapsulation> hmm
[17:06:50] <maxcnc> greg somtimes more then 10parts a pice is best to go outsorcing
[17:07:03] <Encapsulation> I can see how I could build myself... except the side plates... I dont have anything to make those with
[17:07:06] <Encapsulation> gregcnc, because time is money as well
[17:07:22] <Encapsulation> I read self build is 1-6 months.... I read one person 2 years later, no cuts
[17:07:46] <djdelorie> buy a kit, put it together in a weekend. You could have been cutting by now.
[17:07:55] <Encapsulation> I can understand how I could build it myself... except these:
http://image.dhgate.com/0x0/f2/albu/g3/M01/4F/A0/rBVaHVV3jSeADMEfAA97vGNAfxw337.jpg
[17:07:56] <maxcnc> Encapsulation: get a othere system like pin in fixing and mount them on the plate
[17:08:00] <gregcnc> the you should have jobbed this out two weeks ago had parts in your hands and be closer to agonizing over a more expensive machine purchase with the profit by now
[17:08:04] <Encapsulation> djdelorie, the raptor is pretty much a kit
[17:08:14] <djdelorie> even *my* cnc was built in less than two years, and I designed the servo controllers myself
[17:08:35] <ssi> most people are not hobbyists
[17:08:41] <ssi> don't have time to do the proper design work
[17:08:50] <ssi> and are making enough money with the machines that they can afford to pay pros to build them
[17:08:57] <ssi> we're the crazy ones
[17:09:06] <djdelorie> right, it's time-vs-money
[17:09:19] -!- asheppard has quit [Ping timeout: 252 seconds]
[17:09:23] <djdelorie> a pro shop would have been making money by now
[17:09:35] <djdelorie> because they can't afford to not be making money :-)
[17:10:07] <djdelorie> but a pro shop wouldn't spend two weeks agonizing over ebay choices either
[17:10:25] <maxcnc> Encapsulation:
http://www.maedler.de/product/1643/lineartechnik-kugelbuchsen-praezisionsfuehrungen
[17:10:40] <maxcnc> look parts like top right
[17:10:45] <maxcnc> only drill needed
[17:11:31] * Encapsulation looks
[17:11:35] <maxcnc> go for a 20mm or even HARD stuff 1inch 25mm
[17:11:35] <maxcnc> that woudt hold on your size 2000lbs of force
[17:12:08] <maxcnc> ebay got them for realy good pricing
[17:12:21] <maxcnc> http://www.maedler.de/product/1643/1630/wellenboecke
[17:12:50] <maxcnc> DUO ones also in shops around the world
[17:13:55] <maxcnc> But you realy dont need them
[17:14:31] <Encapsulation> I still think it might not be worth the savings once I have everything and it's all working
[17:14:36] <Encapsulation> plus I've never built one and no plans
[17:14:40] <Encapsulation> http://www.cncrouterparts.com/benchtop-standard-cnc-machine-kit-p-369.html
[17:14:46] <Encapsulation> I really need to purchase a kit I think
[17:14:54] <maxcnc> up to ypou
[17:15:32] <maxcnc> on 1k money you realy will get a Diy with power
[17:16:46] <maxcnc> ok undecinend with money in pocket is realy a bad way to be
[17:16:56] <maxcnc> most got a dream but no money
[17:17:02] <maxcnc> you got money but no idee
[17:17:09] <Encapsulation> indeed =\
[17:17:20] -!- sumpfralle [sumpfralle!~lars@subaru.opennet-initiative.de] has joined #linuxcnc
[17:17:22] <maxcnc> 3k most of us woudt go for a HAAS Vf3
[17:17:35] <maxcnc> 3K budget
[17:17:45] <Encapsulation> says thats 67,000 USD
[17:17:53] <maxcnc> that gives you a realy big Servo mashine
[17:17:57] <Encapsulation> it does look awesome
[17:18:45] <maxcnc> New on that used on less then 5
[17:19:08] <maxcnc> But then you need to spend lot of time into it
[17:19:15] <maxcnc> that yiou dont have
[17:19:20] <Encapsulation> true
[17:19:24] <Encapsulation> plus it looks much too large
[17:19:26] <maxcnc> so raptor is a good chooice
[17:19:27] <Encapsulation> I dont havbe a full machine shop
[17:19:42] <Encapsulation> I mostly work with coding, and a little bit of hardware prototyping
[17:19:47] <Encapsulation> I wanted something for my work bench
[17:19:50] <Encapsulation> for enclosures
[17:20:01] <Encapsulation> I will look more into the link you sent though, about DIY
[17:20:02] <maxcnc> as we all know NOW
[17:20:04] <Encapsulation> to see what it might cost
[17:21:18] <maxcnc> even on that Budget i woudt outsorce everything to a real cnc-shop
[17:21:33] <maxcnc> ok i got a mail with work for tomorrow will close Gn8
[17:21:37] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 45.0/20160304114926]]
[17:22:28] <Encapsulation> gn
[17:22:44] <Encapsulation> what did he mean outsource?
[17:22:51] <Encapsulation> to have my gantry plates made?
[17:22:58] <Encapsulation> or did he mean just have my work done at a cnc shop
[17:26:46] <Encapsulation> I think I'd rather worry about being out an extra thousand than worry about selling the machine and buying a bigger one, if I run into space issues
[17:27:00] <Encapsulation> 12" seems awfully small
[17:27:21] <Encapsulation> whereas 24" seems like all I could ever use for any project
[17:27:49] <djdelorie> mine is 24x30 and it already seems small...
[17:28:06] <djdelorie> (Until I need the floor space for something else, then it's HUGE :)
[17:28:33] <Encapsulation> hmm
[17:28:59] <djdelorie> but I use mine for different things than you do. a 96x48 would be "just right" for me
[17:29:24] <djdelorie> even with only 1" of Z
[17:29:30] <Encapsulation> thats true it would come down to the use
[17:29:42] <Encapsulation> I could get away with a lot less z if I wanted to make enclosures from sheet metal scratch
[17:29:46] <Encapsulation> but I'd like to mill existing ones as well
[17:29:53] <archivist> one machine can never cover all uses
[17:29:54] <Encapsulation> a 2u rackmount audio enclosure is 19x17" so I could forget machinging the top of that on this machine
[17:30:04] -!- swarfer [swarfer!~Thunderbi@105.228.170.194] has joined #linuxcnc
[17:30:30] <Encapsulation> on the smaller one
[17:30:30] <djdelorie> perhaps you need a large-area-small-Z machine for sheets, and a small-area-big-Z machine for lumpy bits?
[17:31:08] <Encapsulation> thats not a bad idea
[17:31:10] <djdelorie> I mean, a 7x7x7 work area handles anything with a 7x7 cross section as long as the build plate doesn't move
[17:31:41] <Encapsulation> my largest enclosures are right around 10x10
[17:32:19] <djdelorie> so get a small solid machine for the work you *know* you need *now*, and take the time to make a larger DIY machine for the work you don't have yet.
[17:33:59] <Encapsulation> I almost just got a very small ebay machine like 3040 but for a decent looking one is ~600 and that seems like money wasted. for pcbs I really need .4mm precision
[17:34:36] <Encapsulation> I have more research to do still... I'll bbl
[17:34:48] <Encapsulation> going to add up all forseeable major business expenses in the coming year
[17:34:55] <Encapsulation> and then maybe decide based on that alone
[17:35:22] <Encapsulation> I've always been a bit of a perfectionist although it hasnt served me that well
[17:35:31] <Encapsulation> but I would be the type where if I got a machien and it wasnt VERY accurate
[17:35:44] <Encapsulation> I would be disappointed and filled with regret
[17:35:57] <Encapsulation> because of the pcbs I need to cut
[17:36:08] <Encapsulation> custom one-off pcbs that would be expensive to have done
[17:36:14] <Encapsulation> I think they would add up to savings fairly quickly
[17:36:23] <Encapsulation> some are specially shaped
[17:36:45] <archivist> it is trivial to buy in PCBs
[17:37:09] * djdelorie uses UV exposure and chemical etch for pcbs...
[17:38:07] <Encapsulation> pcbs are secondary use for me, the primary is cutting beautiful enclosures for my products
[17:38:10] <archivist> I want my production bugs finding as well, you have to do it properly for that
[17:38:38] <swarfer> had a look at the openbuilds C-beam machine? openbuilds.com
[17:38:49] <Encapsulation> I looked at the ox
[17:38:53] <Encapsulation> let me see the C-Beam I think I saw it
[17:39:00] <swarfer> 12x12" router designed for cutting aluminum
[17:39:02] <djdelorie> you did, and the ox
[17:39:41] <djdelorie> heh, the purpose of the c-beam is to make the custom parts for the ox...
[17:40:12] <swarfer> but of course is not limited to that use (-:
[17:40:59] <djdelorie> the only "drawback" in this case is the moving build plate, so you can't work on part of a larger piece
[17:41:10] <swarfer> I would not recommend an ox for PCB cuttting, though I shall certainly try with mine when I eventually get it finished
[17:41:34] <archivist> a file, wet&dry, graver and hand work can get a good finish
[17:41:59] <swarfer> I have made PCB's on my drill press with an XY vice
[17:42:04] <swarfer> nasty
[17:42:32] <archivist> I etched and drilled one pcb in my lifetime
[17:42:59] <Encapsulation> about 1200 for c-beam all said and done
[17:43:53] <Encapsulation> https://en.wikipedia.org/wiki/Quad_Flat_Package
[17:43:58] <Encapsulation> this is the precision I require
[17:44:01] <Encapsulation> whichever machine I get
[17:44:06] <Encapsulation> upper right image
[17:44:17] <Encapsulation> well to be more specific
[17:44:18] <Encapsulation> .4mm pitch
[17:44:28] <PCW> unless you are in a huge hurry for second rate protos, milled PCBs are pretty worthless
[17:44:47] <Encapsulation> how so
[17:44:59] <archivist> not plated etc
[17:45:06] <Encapsulation> pcb same day, no cost after initial investment
[17:45:09] <archivist> no pth
[17:45:09] <PCW> no PTH no soldermask no inner planes
[17:45:16] <PCW> garbage
[17:45:24] <Encapsulation> I dont need those though
[17:45:45] <archivist> not like the real thing so may fail when you make a real one
[17:45:46] <Encapsulation> I just need to cut functional smd in very specialized shapes
[17:46:36] <swarfer> the only thing to watch for is getting the work mounted flat, absolutely critical at 0.4mm spacing
[17:47:04] <Encapsulation> I was going to try to setup one of those z height probe systems
[17:47:08] <Encapsulation> it probes the entire pcb ahead of time
[17:47:13] <Encapsulation> to correct for minor z height differences
[17:47:14] <PCW> for hand assembled protos if you do not value your time or the quality of the result, and need them right away and you are OK with 2 layers, maybe
[17:47:31] <PCW> still very low quality
[17:47:34] <swarfer> yep, that will do it quite well, but do the physical setup as well as you can before letting the softwar ehave a go
[17:47:53] <archivist> for production impossible to match a production pcb company
[17:48:23] <Encapsulation> https://www.google.com/search?q=cnc+pcb&source=lnms&tbm=isch&sa=X&ved=0ahUKEwi_8taGh_jLAhWDFj4KHZw7DBIQ_AUICSgD&biw=1920&bih=1024#tbm=isch&q=cnc+pcb+smd&imgrc=Uu9OuXCSz4aiQM%3A
[17:48:24] <swarfer> Encapsulation said "special shapes"....
[17:48:26] <Encapsulation> I suppose that depends on the machine
[17:48:39] <Encapsulation> these results I'm seeing here the SMD ones look like they would be perfect
[17:48:54] <Encapsulation> I'm just not sure if the cheap ebay machines like 3040 are capable of such precision
[17:48:57] <djdelorie> most fabs do "special shapes" though
[17:49:10] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[17:49:30] <Encapsulation> the price and MoQ seem high though
[17:49:37] <Encapsulation> when I start to think long term
[17:49:53] <archivist> not really you just need to go to the right place
[17:50:49] <PCW> If you only need 1 PCB per type and like hand soldering wires for VIAs maybe
[17:51:44] <archivist> PCW, I come from the time where we did that in production :)
[17:51:45] <Encapsulation> http://www.electro-tech-online.com/attachments/20090405-z8e-w5100-005-jpg.29947/
[17:51:49] <PCW> Great for throwaway protos or one-offs, not so great for anything thats a product
[17:51:51] <Encapsulation> thats all I need, that type of result
[17:52:03] <Encapsulation> depends on how you market the product
[17:52:05] <Encapsulation> and what the product is
[17:52:14] <Encapsulation> if its a handmade guitar pedal, you could actually charge more.
[17:52:16] <Encapsulation> imo
[17:52:24] <Encapsulation> by saying the pcb is made in house
[17:52:29] <Encapsulation> I would spin that as a feature
[17:52:32] <Encapsulation> of the product
[17:52:36] <Encapsulation> but thats just an example
[17:52:38] <Encapsulation> not my use case
[17:52:49] <PCW> you mean low quality is a feature?
[17:52:51] <archivist> they would expect the pcb to be plated and screened when they open the box
[17:52:54] <Encapsulation> its not low quality
[17:52:57] <Encapsulation> its just different
[17:52:59] <gregcnc> if its a hand made cnc machine you can charge more too?
[17:53:17] <Encapsulation> archivist, not if they look at the pictures ont he website
[17:53:28] <Encapsulation> I would be happy to see a custom cut pcb in a guitar pedal
[17:53:30] <PCW> Artisan PCBs
[17:53:32] <Encapsulation> happier than a chinese pocb
[17:53:33] <Encapsulation> for real
[17:53:40] <Encapsulation> you know you can charge 200 just if the pedal is made of wood
[17:53:44] <Encapsulation> even if it does nothing
[17:53:46] <Encapsulation> you instantglyu get moree
[17:53:52] <Encapsulation> so this is the type of thing I'm saying
[17:53:56] <archivist> I call that fraud
[17:54:03] <Encapsulation> I'm just saying
[17:54:07] <Encapsulation> in some markets
[17:54:10] <Encapsulation> people will pay for "artisan"
[17:54:18] <djdelorie> "lovingly hand-screwed-up with care"
[17:54:24] <Encapsulation> all I can say is
[17:54:27] <Encapsulation> I'd buy it before chinese
[17:54:56] <gregcnc> yet you're considering chinese routers
[17:54:57] <Encapsulation> and these pcbs I'm seeing dont look like juink to me
[17:55:36] <djdelorie> most hand-made PCBs I've made have turned to junk over the years, due to corrosion. Protecting them from oxidation and stuff is important.
[17:55:50] <djdelorie> the ones I want to last take extra steps
[17:55:51] <Encapsulation> http://www.kejiepcb.com/wp-content/uploads/2016/03/pcb4.jpg
[17:55:54] <Encapsulation> I need a little bit smaller even
[17:56:00] <Encapsulation> but that looks fantastic to me
[17:56:19] <archivist> it will corrode away in no time
[17:56:31] <Encapsulation> coat it
[17:56:37] <Encapsulation> spray it with some acrylic type coating
[17:56:38] <Encapsulation> to seal it
[17:56:40] <archivist> the plating and resist matter
[17:56:40] <Encapsulation> just an idea
[17:56:47] <djdelorie> I use a combination of chemical tin and polymer mask
[17:56:52] <Encapsulation> I'm going to have to call bs on that
[17:56:54] <Encapsulation> on it corroding away
[17:57:01] <Encapsulation> that sounds highly unlikely
[17:57:04] <djdelorie> but really, once you get the design right, have a batch made and never worry about it again
[17:57:11] <Encapsulation> I've seen some OLD pcbs that look a lot like that they arent corroded away
[17:57:14] <djdelorie> that is, professionally made
[17:57:25] <djdelorie> OLD pcbs are hot-tin-dipped
[17:57:26] <Encapsulation> if my volume was large enough that would make sense...
[17:57:36] <djdelorie> a batch of 10 is still cheap
[17:57:47] <archivist> before cad and cnc I did this
http://www.collection.archivist.info/archive/DJCPD/PD/2015/2015_07_12_tape_up_PCB_design/IMG_1940.JPG
[17:58:00] <gregcnc> if you're volume is low you just charge more for your artisan product
[17:58:04] <gregcnc> your
[17:59:07] <Encapsulation> it would still get me up and running for prototypes
[17:59:14] <Encapsulation> and allow me my main use which is to route 2-4mm enclosures
[17:59:22] <Encapsulation> regardless of how the pcbs come into existence I need the panels
[17:59:22] <Encapsulation> https://www.amphenolcanada.com/ProductSearch/drawings/AC/MUSBD111XX.pdf
[17:59:23] <Encapsulation> cuts like this
[17:59:27] <Encapsulation> as many as 10 per panel
[17:59:37] <Encapsulation> I have 10 poanels to cut for the first job
[17:59:45] <Encapsulation> with a dremel thats going to look like shit and take forever
[17:59:52] <Encapsulation> and I will also get cut
[18:00:01] <Encapsulation> so the primary u se will be routing the enclosures
[18:00:17] <Encapsulation> but the ability to cut custom "carrier" pcbs
[18:00:23] <Encapsulation> to solder headers on and plug multiple modules into
[18:00:25] <Encapsulation> to rapidly test ideas
[18:00:27] <Encapsulation> would be invaluable
[18:02:13] <gregcnc> running a business isn't easy
[18:02:30] <Encapsulation> http://3690-presscdn-0-3.pagely.netdna-cdn.com/wp-content/uploads/2012/07/P1310019.jpg
[18:02:32] <Encapsulation> I'm realizing this
[18:03:00] <Encapsulation> http://www.protocase.com/img/products/cnc/cnc-machined-enclosure-01.jpg this wouldnt be economical probably
[18:03:01] <gregcnc> if it's a hobby, throw as much money and/or time at it as you want
[18:03:34] <Encapsulation> http://www.8020cnc.com/images/alu_engrave1_large.jpg http://i.ebayimg.com/images/g/Pk0AAOSwHgVW77ne/s-l300.jpg
[18:04:37] <Encapsulation> http://www.8020cnc.com/images/alu_engrave1_large.jpg
[18:04:47] <Encapsulation> I wonder what it would cost to have something like that cut
[18:05:00] <gregcnc> If you qty is low, how long before you get a return on your investment in money and time compared to farming it out?
[18:05:07] <Encapsulation> my thinking is that between the wait times and the costs, it would add up to the cost of the machine in not too long, plus the convenience of having it at home
[18:05:23] <Encapsulation> gregcnc, thats a good point
[18:05:38] <Encapsulation> I would have to accept that part of the money would be going to convenience factor, and self-sufficent factor
[18:05:48] <Encapsulation> and would be difficult to pay back as quickly as farming out on a small scale
[18:05:51] <gregcnc> either way errors or design changes cost time or money
[18:06:03] <Encapsulation> thats true
[18:09:40] * Encapsulation goes to do more research and finish projects for the day
[18:14:04] -!- rob_h has quit [Ping timeout: 240 seconds]
[18:14:34] -!- rob_h [rob_h!~robh@94.11.16.182] has joined #linuxcnc
[18:24:48] -!- Nick001-shop [Nick001-shop!~chatzilla@50.32.140.28] has joined #linuxcnc
[18:25:58] <miss0r> Sync, Thanks for your help. The mill now has the axis assaigned the way I want it. Much appreciated
[18:31:03] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[18:36:59] <Loetmichel> hey, anybody has seen this crazy? ->
https://www.youtube.com/user/submarineboat
[18:37:31] <Loetmichel> building a 60 ton steel boat.... 1000 miles from the next ocean... all alone + internet ;)
[18:38:42] <Loetmichel> i omitted a few nights sleep to see all 153 videos in a binge. ;)
[18:40:00] <Loetmichel> great attidtude tho. "oh, we dont have the money to buy a propeller for the ship? lets just learn how to do a decent brass foundry job ourselves ;)
[18:43:58] <djdelorie> my dad was a chief engineer on a tugboat. When they needed to work on the engine, they - literally - sliced the top half of the boat off and set it aside, and welded it back on later.
[18:44:53] <DaViruz> Loetmichel: yeah i've seen all his videos :)
[18:44:58] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[18:45:16] <DaViruz> quite impressive
[18:45:35] <Loetmichel> DaViruz: if that werent half a planet away i would be tempted to use my acumulated holidays to visit him and work with him.
[18:45:48] <Loetmichel> like so many others
[18:45:52] <DaViruz> ditto, though i don't have any accumulated holidays
[18:45:58] <DaViruz> i tend to use them up
[18:46:21] * Loetmichel still has 15 from last year
[18:46:47] <Loetmichel> and the 25 of this year
[18:47:24] <DaViruz> hm, i never remember when we get 25 new days
[18:47:29] <Loetmichel> ... and 6 days "off" because i worked thru the cut in the hand instead of using the "yellow slip" i got from the doc that stitched me up
[18:47:29] -!- Kucharsky|2 [Kucharsky|2!~kvirc@89-76-180-224.dynamic.chello.pl] has joined #linuxcnc
[18:47:32] <DaViruz> might be april first
[18:48:15] <Loetmichel> in germany its on january the first
[18:50:30] <Loetmichel> djdelorie: a tugboat is a bit more space restrained than a 60 ton sailboat with a 200hp "auxillary engine"
[18:50:45] <djdelorie> A tugboat is an engine that floats
[18:50:53] <Loetmichel> so that may be the only way to get that engine out of that hull
[18:50:56] <Sync> noice miss0r
[18:51:30] <djdelorie> he was on the big sea-going ones, with two engines each the size of boxcars
[18:53:17] -!- rob_h has quit [Ping timeout: 250 seconds]
[18:53:38] -!- rob_h [rob_h!~robh@2.127.28.164] has joined #linuxcnc
[18:54:26] <djdelorie> heh - bit of trivia - know what his little tugboats used as starter motors? A pair of Chevy V-8's
[18:55:53] <Loetmichel> djdelorie: nice
[18:56:54] <Loetmichel> i would have thought they use compressed air to start?
[18:57:10] <Loetmichel> all big ship diesels i know do it that way
[18:57:13] <djdelorie> one V8 powers a generator for electricity, the other runs the air compressor
[18:57:18] <Loetmichel> ah
[18:57:24] <Loetmichel> so i was not wrong ;)
[18:57:36] <djdelorie> but yes, synchronized compressed air drives the cylinders to get it turning. Ear protection is required.
[18:58:46] <Loetmichel> the 70m Sub hunter i did my mandatory service on had 2 12 meters long 3500hp 16cyl V engines with a max RPM of 3000...
[18:59:09] <Loetmichel> ... and 4 110kW gensets
[19:00:04] <Loetmichel> and a small 100hp air compressor for the two BIG (~300 liters) "scuba tanks" that stored the 60 bar air to start the main engines ;)
[19:01:14] <djdelorie> the only ship I ever worked on (besided visiting my dad) was a tanker, but it was just one week, I was a teenager, and I was helping install a new automation system
[19:01:18] -!- sumpfralle [sumpfralle!~lars@p5DCFC54F.dip0.t-ipconnect.de] has joined #linuxcnc
[19:02:07] <Loetmichel> and we had a bad drive shaft bearing.
[19:02:40] <djdelorie> the last ship my dad worked on had something wrong with the shaft too - it fell out and the ship sank :-(
[19:03:06] <djdelorie> https://en.wikipedia.org/wiki/Valour_%28tugboat%29
[19:03:30] <Loetmichel> when full reverse the whole ship shook bad enough that the dished "walked" off the desks. over the ~15mm thick square aluminium on the corner that were there to prevent that
[19:03:39] <Loetmichel> dishes
[19:04:36] <djdelorie> at least that's what my dad thought, wikipedia disagrees...
[19:08:09] -!- jasen_ [jasen_!4dee5c3f@gateway/web/freenode/ip.77.238.92.63] has joined #linuxcnc
[19:09:06] <Loetmichel> djdelorie: unfortunate loss
[19:09:23] <djdelorie> yup. my dad was home at the time, but he knew all those folks...
[19:10:48] -!- shaun413 [shaun413!uid121475@gateway/web/irccloud.com/x-kfndriitrgaevpxj] has joined #linuxcnc
[19:10:51] <Loetmichel> the ship i did my service time on:
https://de.wikipedia.org/wiki/Thetis-Klasse_%28Klasse_420%29 <- i was on the "theseus"
[19:11:39] <Loetmichel> 23.5 knots is wrong tho
[19:12:01] <Loetmichel> we could do 28knots on regular "full ahead" and ~32 at flank
[19:16:33] -!- unfy [unfy!~Miranda@wsip-184-185-82-30.om.om.cox.net] has joined #linuxcnc
[19:17:26] <unfy> finished like most of the mechanical build of the cheap drawer slide based thing over the weekend. bought a monitor for the linuxcnc pc today for $10... gonna prolly work on firing it up in next few days \o/
[19:18:43] <unfy> although, i have noted something about the round flexible motor <> lead screw things that i didn't consider before.
[19:19:45] <unfy> they do flex a bit more than i had thought ... and i'm just using some 5/16 all thread... that isn't held perfectly captive on what it's riding on. soooo the entire lead screw can move back and forth a bit along it's axis.
[19:20:19] <unfy> i'll have to come up with something to stop that - even if it's just some nuts tacked in place or something that ride against something etc
[19:22:59] <djdelorie> My X axis is limited by leadscrew whipping :-(
[19:24:17] <evil_ren> put random counterweights!
[19:24:49] <djdelorie> heh. I was thinking more like replacing it with a four-start to lower its RPM
[19:25:04] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[19:25:11] <evil_ren> ya counterweights prob just changes the problem instead of fixes, heh
[19:28:33] -!- jasen_ has quit [Quit: Page closed]
[19:29:35] -!- SpeedEvil has quit [Ping timeout: 244 seconds]
[19:31:40] <unfy> the counter weight / fly wheel like stuff aint a terribly bad idea for absorbing some of the sudden kinetic changes.. i'm not using big enouth stuff yet to consider any of that heh
[19:31:49] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[19:32:42] <djdelorie> my problem was that at high IPM the leadscrew was too long and thin, and "whipped" and chattered instead of running smooth.
[19:35:59] <djdelorie> like some gnats were playing jump-rope with it
[19:37:45] -!- PCW_ [PCW_!~chatzilla@99.88.10.65] has joined #linuxcnc
[19:39:45] -!- PCW has quit [Ping timeout: 276 seconds]
[19:39:54] PCW_ is now known as PCW
[19:41:37] <unfy> ouch
[19:44:35] <SpeedEvil> I've wondered about little magnetic or similar thingies that support
[19:44:47] <SpeedEvil> and pop out of the way when the nut comes along
[19:45:20] <unfy> depending on design, would some extra bearings in the moving part also help / add some stability....
[19:45:44] <unfy> so: bearing - some distance - nut - some dustance - bearing
[19:47:36] <evil_ren> speedevil: to hold up a sagging screw?
[19:48:39] <evil_ren> you could maybe mount them to the bottom side of the table so they mostly stay between the nut and the ends
[19:48:57] <SpeedEvil> yes
[19:49:07] <SpeedEvil> inspired by the things used on cablecars
[19:49:45] <evil_ren> i dont know about those
[19:51:27] -!- Kucharsky|2 has quit [Ping timeout: 276 seconds]
[19:54:36] -!- skunkworks__ has quit [Read error: Connection reset by peer]
[19:59:47] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[20:00:09] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[20:08:12] -!- miss0r has quit [Quit: Leaving]
[20:23:19] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[20:27:26] <unfy> coworker had a suggestion on the springy motor coupler vs non-captive lead screw --- put some hot glue in some of the coupler grooves to take out a bit of the play etc. worth a shot as a simple thing to make it just a bit better
[20:35:02] <malcom2073> unfy: I have a 1.5 meter linear actuator which has a sliding bearing support for theballscrew to prevent whipping
[20:35:46] <malcom2073> Basically it has two plastic bushings that have thin steel cable linking them to the carraige. When teh carriage moves, it pulls them along the ballscrew, and support the ballscrew in its tube further down from the nut
[20:36:13] <malcom2073> And since they're on cables, it doesn't reduce the throw of the actuator but by the thickness of both bushings
[20:38:51] <unfy> nice
[20:39:12] -!- TurBoss [TurBoss!~jauria@99.217.15.37.dynamic.jazztel.es] has joined #linuxcnc
[20:39:19] <TurBoss> Hi
[20:39:23] <djdelorie> if you could gear that steel cable just right, they'd always be halfway between the carriage and the ends...
[20:40:02] <TurBoss> is Joint_axes what i need for an Y axis with 2 motor? the 2 motorha have to run in sync
[20:47:16] <Valen> djdelorie: look at rotating the nuts rather than the screw
[20:47:49] <djdelorie> but then you have *more* rotating things you need to stabilize...
[20:48:14] <Valen> you don't get jump rope though
[20:48:27] <djdelorie> no you get cat's cradle instead :-P
[20:55:55] <gregcnc> In some cases they spin the nut instead of the screw
[20:56:20] <djdelorie> ah, I get it then
[20:56:20] <gregcnc> duh
[20:56:40] <gregcnc> valen already mentioned
[20:57:11] <djdelorie> I thought he meant rotate the nuts on the aux supports, not the carriage drive itself
[20:57:22] <djdelorie> it seemed like a strange suggestion...
[20:59:40] -!- swarfer has quit [Quit: swarfer]
[21:02:06] -!- FinboySlick has quit [Quit: Leaving.]
[21:09:01] -!- TurBoss [TurBoss!~jauria@99.217.15.37.dynamic.jazztel.es] has parted #linuxcnc
[21:13:30] -!- _1SheYode has quit []
[21:18:22] -!- gambakufu [gambakufu!~ah@bzq-109-64-189-225.red.bezeqint.net] has joined #linuxcnc
[21:19:04] -!- amatecha has quit [Ping timeout: 264 seconds]
[21:19:44] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[21:19:55] -!- HSD [HSD!~HSD@mrono.net] has joined #linuxcnc
[21:28:42] -!- swarfer [swarfer!~Thunderbi@105.228.170.194] has joined #linuxcnc
[21:29:25] -!- swarfer has quit [Client Quit]
[21:30:17] <Deejay> gn8
[21:33:21] -!- Deejay has quit [Quit: bye]
[21:34:06] -!- Polymorphism [Polymorphism!~theorist@unaffiliated/polymorphism] has joined #linuxcnc
[21:35:02] <Polymorphism> http://www.lpkfusa.com/datasheets/prototyping/s62.pdf
[21:35:25] -!- chillly has quit [Quit: Ex-Chat]
[21:37:15] -!- MrSunshine has quit [Remote host closed the connection]
[21:37:55] -!- MrSunshine [MrSunshine!~mrsun@c-6e3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[21:40:49] -!- kingarmadillo has quit [Ping timeout: 244 seconds]
[21:43:24] -!- skunkworks [skunkworks!~chatzilla@174-124-62-204.dyn.centurytel.net] has joined #linuxcnc
[21:45:25] -!- gonzo__ [gonzo__!~gonzo_@79-69-8-229.dynamic.dsl.as9105.com] has joined #linuxcnc
[21:48:19] -!- gonzo_ has quit [Ping timeout: 248 seconds]
[21:48:48] <djdelorie> the last lpkf machine I looked at was $100k
[21:48:52] -!- linuxcnc-build has quit [Ping timeout: 248 seconds]
[21:50:02] <djdelorie> cough cough spit choke NO
[21:50:55] <Polymorphism> (╯°□°)╯︵ ┻━┻
[21:55:37] -!- shaun413 has quit [Quit: Connection closed for inactivity]
[22:00:07] <malcom2073> Is there a keyboard shortcut to change jog increment in axis?
[22:04:43] -!- CaptainFalcon has quit [Client Quit]
[22:06:26] <Nick001-shop> is the integrator manual for v6.6.1 the same for 2.7.4?. I have 2.4.7 but alot seems to be missing - like manuals
[22:08:39] <malcom2073> found it, shift is the magic key heh
[22:09:59] -!- cbzx [cbzx!~cbzx@CPE0015f275ecd5-CM00195edd810c.cpe.net.cable.rogers.com] has joined #linuxcnc
[22:09:59] -!- cbzx has quit [Client Quit]
[22:23:45] <malcom2073> I don't need no steenkin cam
[22:27:39] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.92 [Firefox 39.0.3/20150806001005]]
[22:32:09] -!- d42 has quit [Read error: Connection reset by peer]
[22:40:16] -!- joem_ has quit [Read error: Connection reset by peer]
[22:42:28] -!- d42 [d42!~root@89-78-214-50.dynamic.chello.pl] has joined #linuxcnc
[22:42:37] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[22:47:48] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[22:56:58] <malcom2073> So... what temperature are varidrive pulleys supposed to get up to before I should worry?
[22:57:48] <malcom2073> vari-speed rather
[22:58:24] <SpeedEvil> Are those the ones with two conical faces and adjustable space between?
[22:58:42] <malcom2073> yeah
[22:58:55] <malcom2073> And the speed knobs
[22:58:57] <malcom2073> on the front
[22:58:58] <SpeedEvil> hmm
[22:59:03] <malcom2073> Mine is at 70c
[22:59:11] <SpeedEvil> My guess would be that would be fine
[22:59:18] <SpeedEvil> the belt does not contact the pulley for long
[22:59:39] <malcom2073> The drive is near silent when cold, but as it heats up, it gets louder and louder heh
[23:00:19] <malcom2073> Well it's in contact with the pully about 25% of the time or so heh
[23:00:20] <SpeedEvil> the belt will loosen as it gets warm - is there an idler in there?
[23:00:25] <malcom2073> There is not
[23:00:48] <SpeedEvil> Some nice silicone spray will help with reducing the friction :)
[23:00:57] <SpeedEvil> I have no sensible suggestion.
[23:01:11] <SpeedEvil> I have one of those pulleys from my washing machine that I decommissioned
[23:01:26] <malcom2073> This is thespindle on my mill heh
[23:03:36] <SpeedEvil> I am making a new 4 axis machine.
[23:03:41] <SpeedEvil> Though it is a quadcopter :)
[23:04:42] <malcom2073> heh
[23:04:49] -!- Duc [Duc!~Duc@24.96.23.106] has joined #linuxcnc
[23:05:03] -!- rob_h has quit [Ping timeout: 240 seconds]
[23:05:40] <SpeedEvil> I purchased a large battery ostensibly for motorised wheelbarrow experiments - because it was cheap
[23:05:56] -!- rob_h [rob_h!~robh@2.217.99.191] has joined #linuxcnc
[23:06:11] <SpeedEvil> then the motors that would allow it to fly for ~1h and carry a couple of kilos weren't _too_ much
[23:07:33] <malcom2073> hah
[23:16:10] <skunkworks> spindle rpm working
http://electronicsam.com/images/matsuura/20160405_163500.jpg
[23:17:06] <JT-Shop> only 4 months of data to enter and I can start my taxes...
[23:21:42] <PCW> dont say that word
[23:23:15] <JT-Shop> and that only means I'm 7 months behind in my books lol
[23:24:06] <malcom2073> Ugh, I did mine a bit ago, I'm moving back to a w2 9-5 job for this year
[23:29:07] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[23:35:01] -!- rob_h has quit [Ping timeout: 244 seconds]
[23:36:49] <ssi> malcom2073: makes life so much easier
[23:37:04] <ssi> I have to pay off my 401k loan before they default it and I have to pay the penalties and taxes
[23:40:18] -!- TurBoss [TurBoss!~jauria@99.217.15.37.dynamic.jazztel.es] has joined #linuxcnc
[23:41:22] <malcom2073> ssi: I'd have made more money this year had I worked the hours I worked, at a w2 job for the same wage
[23:41:48] <malcom2073> And being as I work two jobs, one w2 and one 1099... im thinking the one is getting dropped heh
[23:45:19] <enleth> malcom2073: supposedly it is normal for the whole varispeed body to get pretty hot to the touch
[23:45:36] <enleth> malcom2073: what mill model?
[23:45:44] <malcom2073> enleth: The pulley got up to about 70c and stayed there, that was the hottest part
[23:45:47] <malcom2073> it's a clausing kondia mill
[23:46:03] <enleth> malcom2073: sounds OK if it stabilizes at that temperature
[23:46:38] <enleth> malcom2073: is this one of the part-compatilbe birdgeport head clones?
[23:46:42] <malcom2073> Yeah, it goes from being quiet enough to talk in a normal tone to someone else, or listen to the radio, up to being loud enough it's hard to think once it warms up
[23:46:46] <malcom2073> enleth: No
[23:48:55] <enleth> malcom2073: are you able to take off part of the covering to see at least one of the pulleys during operation?
[23:49:11] <malcom2073> enleth: Yep, I'm actually running with the covers off
[23:49:26] <malcom2073> The covers are flimsy plastic grills, and they broke when I moved the mill (the strap hit them)
[23:49:28] <enleth> like, completely exposed?
[23:49:39] -!- basiclaser has quit [Quit: Connection closed for inactivity]
[23:50:12] <malcom2073> Not completly, the cover exposes a is a small rectangular hole that you can see the pulleys through
[23:50:24] <enleth> ah, OK
[23:50:42] <enleth> on a bridgeport, the top cover is an attachment point for the regulator plate, I suppose it's similar there
[23:50:42] <malcom2073> That's how I was measuring temp, through that with an IR thermometer
[23:50:54] <enleth> anyway, do you see any wobble when warmed up?
[23:51:23] <malcom2073> enleth:
http://media.liveauctiongroup.net/i/24032/21912125_3.jpg?v=8D24B13E9817AE0
[23:51:26] <malcom2073> Nope, no wobble
[23:51:43] <malcom2073> I have a different head, but the varibox is the same
[23:51:55] <malcom2073> Or at least, very similar to that
[23:54:05] -!- skunkworks has quit [Ping timeout: 248 seconds]
[23:55:29] <enleth> that's a pretty wide belt in there
[23:55:45] <malcom2073> it's about an inch on the outside iirc
[23:56:04] <enleth> anyway, other than trying some lubrication, there's probably nothing you can do about the noise
[23:56:42] <enleth> short of replacing the belt with a modern one made of better materials, maybe
[23:56:54] <enleth> if you have a vintage specimen
[23:56:59] <malcom2073> Maybe, I'll bet the belt is origional, 20 years old
[23:57:14] <malcom2073> I've heard replacing the belt is hell though heh
[23:58:19] <enleth> they do exist
[23:58:49] <enleth> at least for bridgeports you can still buy a proper belt, new, made of modern materials and all
[23:59:20] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
{kind=link}
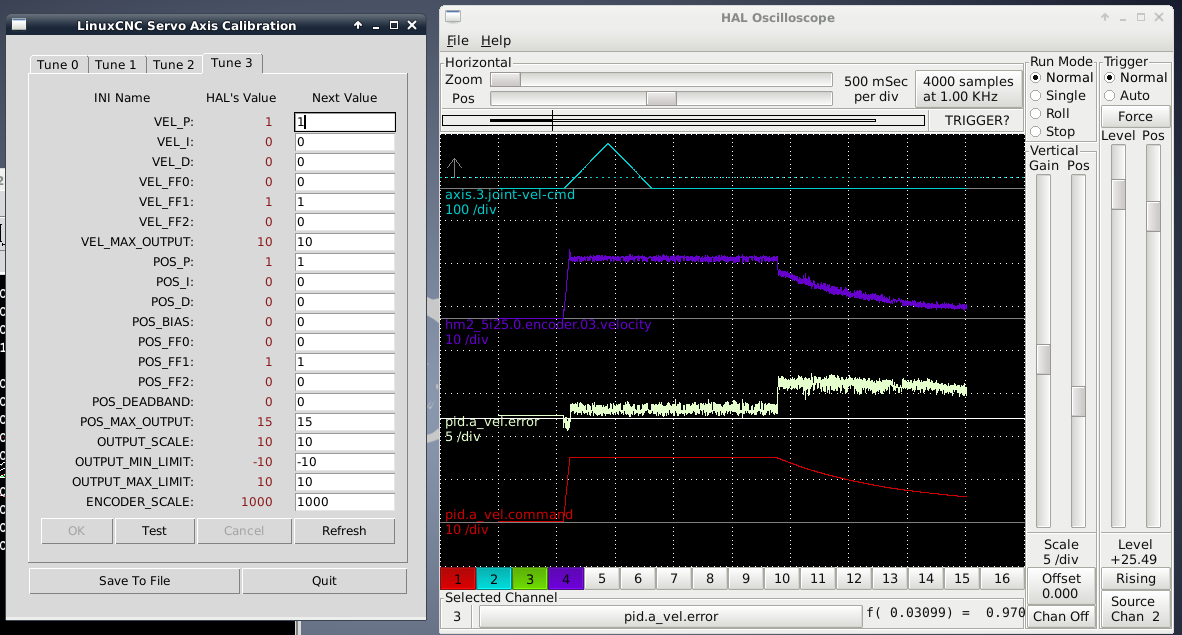{kind=link}
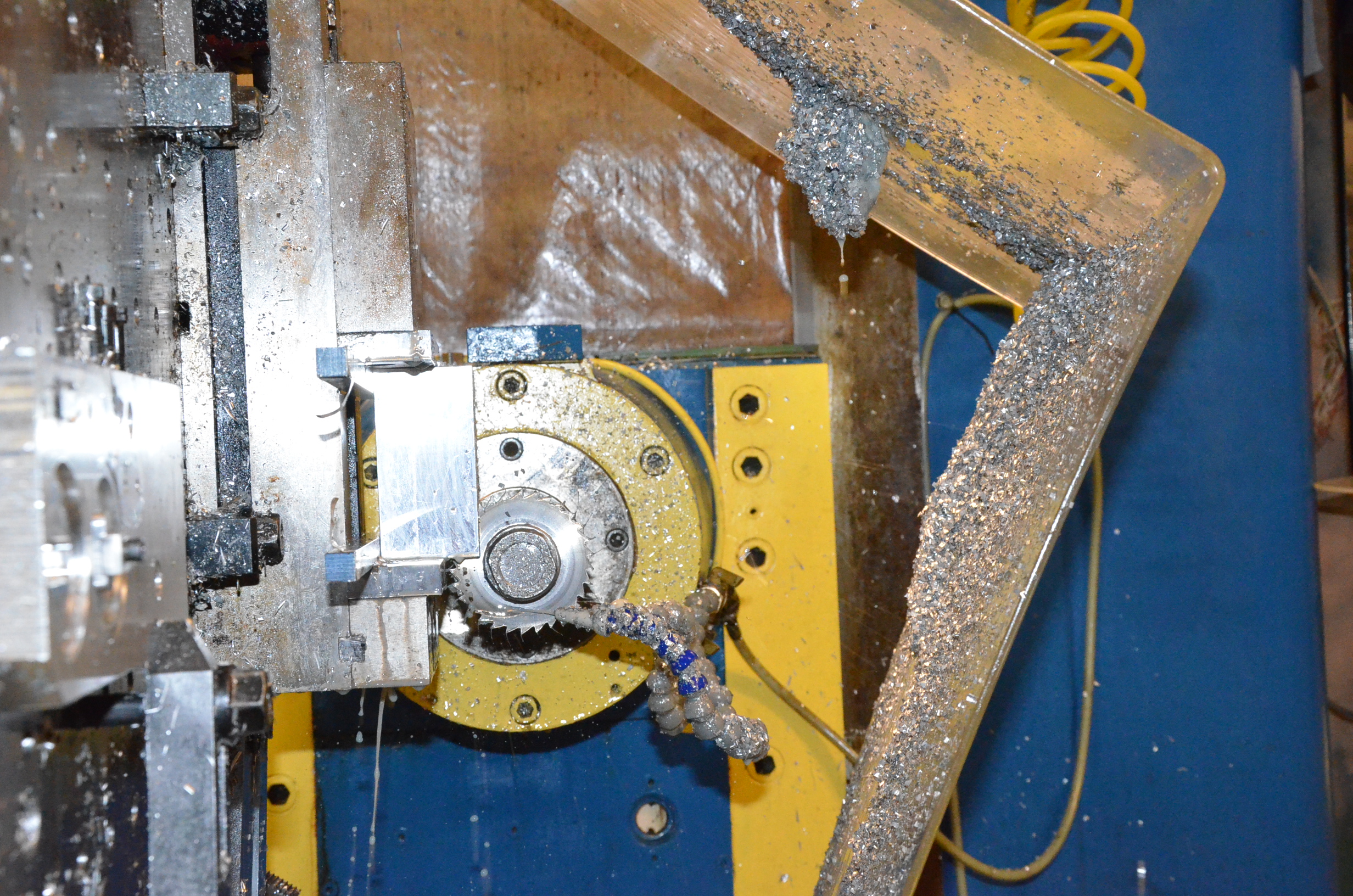{kind=link}
{kind=link}
{kind=link}
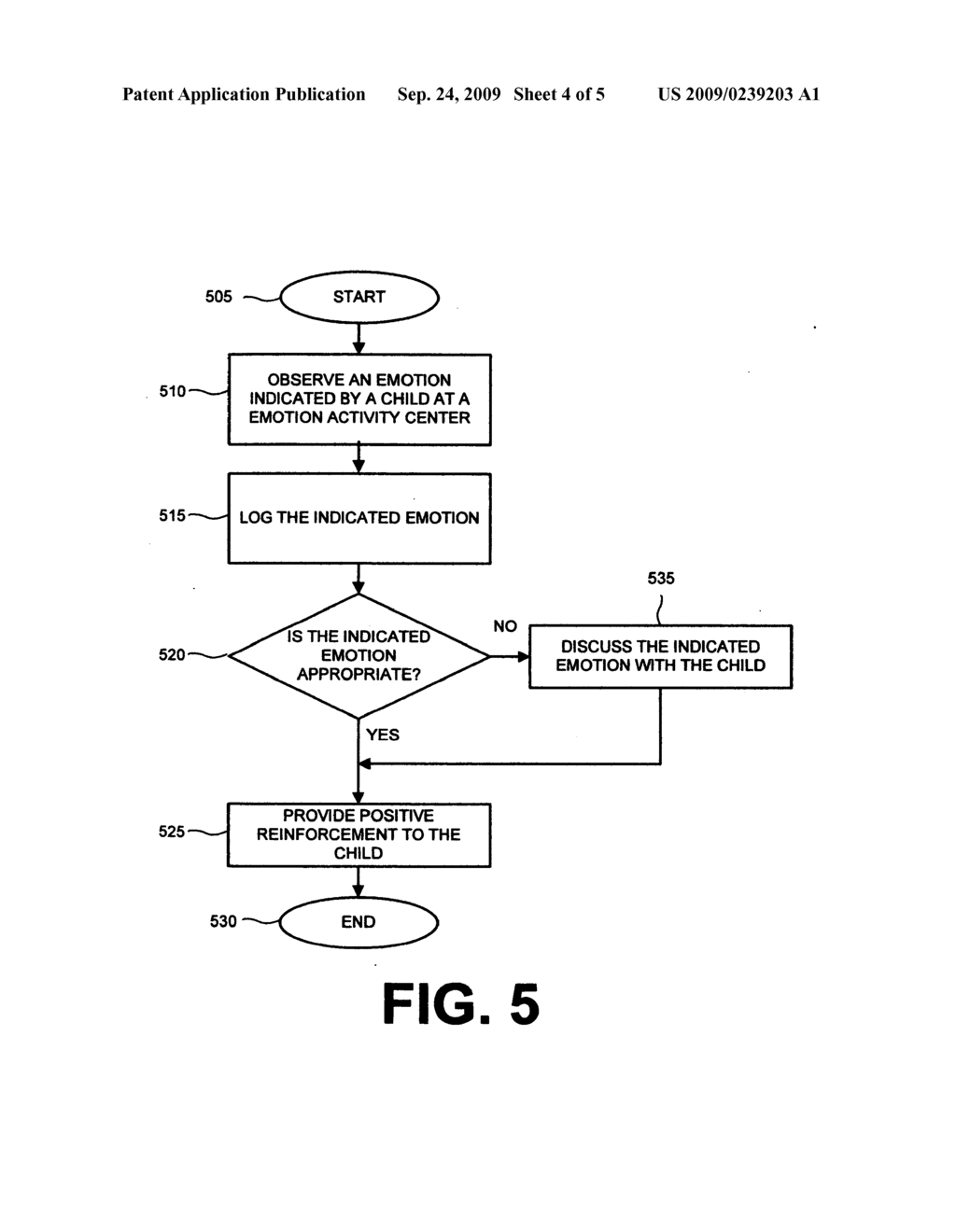{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
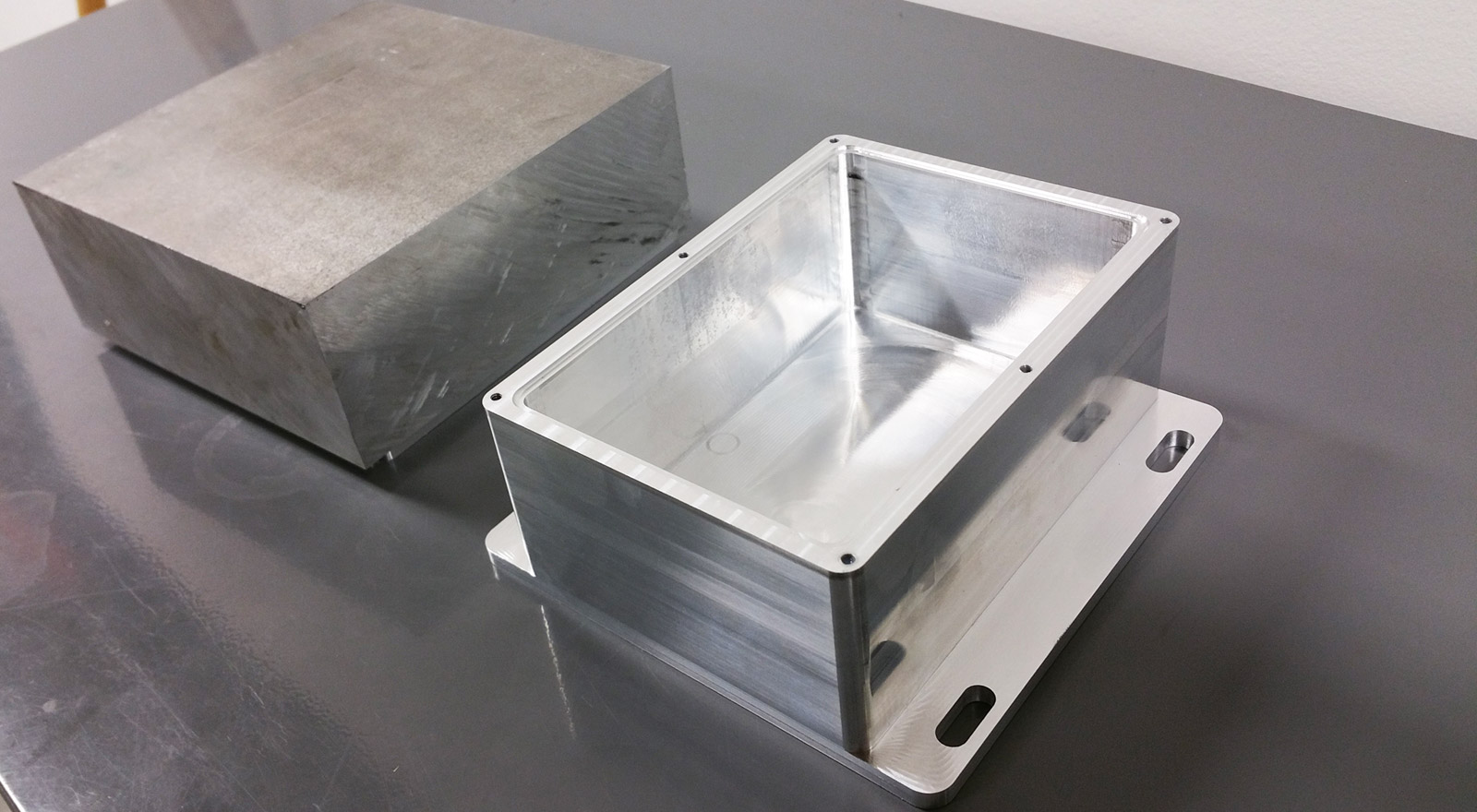{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}