Back
[00:01:08] -!- andypugh has quit [Quit: andypugh]
[00:14:23] -!- joem_ has quit [Read error: Connection reset by peer]
[00:15:18] -!- cbzx [cbzx!~cbzx@CPE0015f275ecd5-CM00195edd810c.cpe.net.cable.rogers.com] has joined #linuxcnc
[00:20:04] -!- justanotheruser has quit [Ping timeout: 240 seconds]
[00:26:58] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[00:31:22] -!- Loetmichel2 [Loetmichel2!~cylly@p54B11003.dip0.t-ipconnect.de] has joined #linuxcnc
[00:31:27] -!- joem_ [joem_!~joem_@2601:280:c100:3370:fc0c:bb43:bb4e:132a] has joined #linuxcnc
[00:32:30] -!- Loetmichel has quit [Ping timeout: 244 seconds]
[00:33:32] -!- TurBoss has quit [Ping timeout: 250 seconds]
[00:41:11] -!- anth0ny has quit [Client Quit]
[00:50:19] -!- cbzx has quit [Quit: Konversation terminated!]
[00:50:26] -!- cbzx [cbzx!~cbzx@CPE0015f275ecd5-CM00195edd810c.cpe.net.cable.rogers.com] has joined #linuxcnc
[00:51:48] -!- cbzx has quit [Client Quit]
[00:53:54] -!- scoofy has quit [Ping timeout: 260 seconds]
[00:54:37] -!- zeeshan-mill has quit [Ping timeout: 268 seconds]
[01:35:44] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE84948c379051-CM84948c379050.cpe.net.cable.rogers.com] has joined #linuxcnc
[01:39:18] -!- Polylaptopism has quit [Ping timeout: 276 seconds]
[01:43:36] <zeeshan-mill> anyone ever try .002 deflection on carbide?
[01:43:45] <zeeshan-mill> inch
[01:55:01] -!- pozzoni has quit [Ping timeout: 250 seconds]
[01:55:20] -!- membiblio [membiblio!~membiblio@pool-71-112-149-68.pitbpa.fios.verizon.net] has joined #linuxcnc
[01:56:54] -!- anth0ny has quit [Ping timeout: 260 seconds]
[02:07:48] -!- shaun413 [shaun413!uid121475@gateway/web/irccloud.com/x-hwzmasnbpizmanht] has joined #linuxcnc
[02:15:02] * Tom_itx has a feeling zeeshan-mill is gonna try it
[02:19:54] <zeeshan-mill> im not having much luck with this slitting saw
[02:20:00] <zeeshan-mill> i keep spinning it in the tool holder
[02:20:06] <zeeshan-mill> cause it has no keyway
[02:20:17] <zeeshan-mill> i think i need to decrease the doc.
[02:20:27] <zeeshan-mill> cause its making 2" engagement
[02:21:02] -!- theorbtwo has quit [Read error: Connection reset by peer]
[02:21:35] <Tom_itx> or slow the feed down
[02:21:42] <zeeshan|2> its already pretty down :P
[02:22:10] <Tom_itx> what size arbor?
[02:22:13] <zeeshan|2> 1"
[02:22:15] <Tom_itx> you need one with a key
[02:22:34] <zeeshan|2> ill weld the saw directly to the arbor
[02:22:36] <zeeshan|2> if this doesnt work
[02:22:39] <zeeshan|2> and buy a new arbor
[02:22:43] -!- d42 has quit [Read error: Connection reset by peer]
[02:22:44] <Tom_itx> it'll warp the blade
[02:22:48] <zeeshan|2> light tack
[02:22:56] <zeeshan|2> its 5/32" thick
[02:23:01] <Tom_itx> drill and pin it
[02:23:08] <zeeshan|2> its hard i think
[02:24:51] <djdelorie> superglue! :-)
[02:25:06] <Tom_itx> all this contextual design is drivin me nuts in catia
[02:25:51] <Tom_itx> external reference to parts
[02:27:14] <zeeshan|2> lol
[02:27:53] <Tom_itx> lemme guess... you do that all the time
[02:31:15] <zeeshan|2> only in concept phase
[02:31:28] <zeeshan|2> i break leaks when the part is released
[02:31:31] <zeeshan|2> links
[02:31:31] -!- BeachBumPete [BeachBumPete!~IceChat9@2601:585:8201:5d87:a435:f397:d7cd:5bcc] has joined #linuxcnc
[02:31:37] <zeeshan|2> not many people know how to use them properly
[02:31:55] <Tom_itx> my instructor didn't
[02:32:09] <Tom_itx> i broke one and he couldn't figure out how to fix it
[02:32:15] <Tom_itx> so i just started over
[02:32:25] -!- d42 [d42!~root@89-78-214-50.dynamic.chello.pl] has joined #linuxcnc
[02:33:09] <Tom_itx> he told me something about surface design i found kinda odd
[02:33:41] <Tom_itx> when you make changes to a surface it doesn't erase the old one but hides it and creates a new one
[02:34:04] <Tom_itx> so all the steps you did along the way remain with the model
[02:34:19] <CaptHindsight> heh, spent 60 seconds chasing a frisbree spinning at 12K rpm
[02:34:57] <Tom_itx> surprised you weren't picking up the pieces at that rpm
[02:35:19] <CaptHindsight> 1/2" hdpe 8.5" dia
[02:36:10] <CaptHindsight> the centrifugal force at that rate is ~12K Kg
[02:36:18] <CaptHindsight> strong stuff
[02:38:24] -!- BeachBumPete has quit [Quit: I'm Outta here!!]
[02:47:11] -!- Roguish_ has quit [Remote host closed the connection]
[02:49:06] <Tom_itx> does SW let you publish elements for contextual design?
[02:49:39] <Tom_itx> seems more of an assembly thing than a part thing
[02:54:18] -!- Polylaptopism [Polylaptopism!~theorist@c-75-67-53-155.hsd1.nh.comcast.net] has joined #linuxcnc
[02:55:14] -!- justanotheruser has quit [Ping timeout: 260 seconds]
[02:56:38] <zeeshan-mill> what do you mean publish elemens
[02:58:44] <Tom_itx> it uses publication in order to create external references from one part to another
[02:59:18] <Tom_itx> using these links can allow you to make design changes to the parts within the assembly more efficiently
[02:59:37] <Tom_itx> also covers morphing
[03:03:35] -!- justanotheruser [justanotheruser!~Justan@24.219.72.136] has joined #linuxcnc
[03:03:42] -!- justanotheruser has quit [Signing in (justanotheruser)]
[03:03:42] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[03:07:04] -!- eFuchs has quit [Ping timeout: 264 seconds]
[03:07:19] -!- eFuchs [eFuchs!~huehuehue@2a00:79c0:617:4900:222:15ff:fecf:933d] has joined #linuxcnc
[03:09:57] <zeeshan-mill> 7 ipm
[03:10:00] <zeeshan-mill> vs 14
[03:10:12] <zeeshan-mill> .375 doc works
[03:10:14] <zeeshan-mill> yay
[03:10:23] <zeeshan-mill> no need to weld
[03:10:30] -!- Duc has quit [Quit: Leaving]
[03:11:30] -!- anth0ny has quit [Quit: anth0ny]
[03:11:37] -!- GJdan has quit [Ping timeout: 244 seconds]
[03:16:47] -!- asdfasd has quit [Ping timeout: 244 seconds]
[03:19:41] <zeeshan-mill> 500 rpm, 11ipm, best combo so far :D
[03:24:45] -!- teepee has quit [Ping timeout: 246 seconds]
[03:24:45] teepee_ is now known as teepee
[03:24:59] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[03:31:43] <zeeshan|2> yay!
[03:31:48] <zeeshan|2> part is in tolerance within a thou
[03:31:51] <zeeshan|2> go mikron
[03:37:43] -!- zeeshan-mill has quit [Ping timeout: 252 seconds]
[03:44:30] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[03:51:22] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE84948c379051-CM84948c379050.cpe.net.cable.rogers.com] has joined #linuxcnc
[03:55:18] -!- HoloPed has quit [Ping timeout: 268 seconds]
[04:11:45] -!- witnit [witnit!~Thunderbi@199.168.78.124] has joined #linuxcnc
[04:14:27] -!- AR_ has quit [Ping timeout: 248 seconds]
[04:17:15] -!- Polylaptopism has quit [Ping timeout: 244 seconds]
[04:25:14] -!- scoofy [scoofy!~scoofy@catv-89-135-80-2.catv.broadband.hu] has joined #linuxcnc
[04:41:37] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[05:24:57] -!- ve7it has quit [Remote host closed the connection]
[06:41:23] -!- Lady_pinkpearl has quit [Ping timeout: 244 seconds]
[06:46:35] -!- minibnz [minibnz!~bnz@203-206-234-185.perm.iinet.net.au] has joined #linuxcnc
[06:48:48] <minibnz> i thought i had lunched a cutter.. was sitting on the couch with the mill doin its thing in the other room and i heard it making a different noise..went and checked it and my X axis motor has started to come loose this caused the axis to stpo moving properly and it cut a big gouge in my job peice.. luckily its in the section i dont want to keep so no loss there.. i was really surprised it managed to cut a slot 6mm wide 14mm deep into my
[06:48:48] <minibnz> ally block in one pass.. and didnt hurt the cutter..
[06:49:58] <minibnz> so i have cleaned up and reset it and now i am making 1mm deep passes to get thru the last 11mm of the block.. i thought about doing some chain drilling but got lazy and thought i would let the mill do the work.. im not in a rush for the part..
[06:52:31] <minibnz> quite happy with the finish on the cut when i inspected it.. no way near as bad as it was with the old leadscrews.. the ball screws seem to have made a major difference... i almost have confidence in the mill now. (that i can do what i want and have it turn out nice.. next i will cut some gears and see how they come out..
[06:55:19] <minibnz> will be good once the belt drive converson is complete.. after this part i only have to make a plate to hold the motor and drill out and key one more pulley..
[06:56:23] <minibnz> payday cant come soon enough.. i wants to buy some tool holders..
[06:56:38] <evil_ren> "was sitting on the couch with the mill doin its thing in the other room"
[06:56:44] <evil_ren> no sympathy!
[06:56:48] <minibnz> heheheh
[06:56:56] <minibnz> yeah i know i should be wathing it..
[06:57:01] <evil_ren> they know when you arent watching, they take it personally
[06:57:13] <minibnz> heheheheh
[06:57:18] <evil_ren> coffee is a trap
[06:57:30] <minibnz> it was happy for nearly three hours running..
[06:57:48] <minibnz> longest i have run it in one time..
[06:58:10] <minibnz> i have a question how many tools should i make my tool changer hold?
[06:58:23] <evil_ren> i used to fall asleep with my micromill doing pockets in aluminum
[06:58:46] <minibnz> yeah my mill is a little seig X2
[06:58:54] <evil_ren> i would fill shallow unifinished pocket with water based lube, fall asleep, wake up to cutter spinning in aluminum paint
[06:59:05] <archivist> how many tools can you afford
[06:59:08] <Loetmichel2> evil_ren: hu? i do that all the time
[06:59:14] <Loetmichel2> thats what remote control is for
[06:59:42] <minibnz> before the ballscrews were installed i didnt like pushing a cutter larger than 6mm but now i think i might be able to push a 10mm cutter around nicely..
[07:00:03] <evil_ren> loetmichel2: coffee is a trap
[07:00:16] * Loetmichel2 geht mal in die Küche, stellt die Tasse unter die Saeco. *Knöbbscher drügg* *RUUUIIIIIIIII* *KlackKlack* *KlackKlack* *Miiiieeerrrrk* *Brrrrrrr* *Brrrrrrrrrrrrrrrrrrrrrrrrrrr* *Miiiiiiiifubb* ... Karamelsirup rein, Milch hinterher... *nipp* "aahh, guuuuut!"
[07:00:18] <Loetmichel2> ;-)
[07:00:19] <minibnz> archivist i am thinking about dropping about $500 on tool holders, collets and a few drill chucks..
[07:00:34] <Loetmichel2> no, i meant the "being in the other room while milling"
[07:00:42] <Loetmichel2> i do that at work all the time
[07:00:51] <minibnz> for that i can probably get about 15-20 slots filled in a tool changer...
[07:00:57] <evil_ren> thats exactly what my statement was referencing
[07:01:37] <Loetmichel2> https://www.youtube.com/watch?v=9u_ChO1AKYY ;-)
[07:01:53] <Loetmichel2> as i said: thats what remote (VNC) and a webcam are for ;)
[07:02:01] <minibnz> ahh you have a cam watching it..
[07:02:28] <minibnz> dang thats some speed you got there..
[07:02:55] <minibnz> i would love to be able to drive my mill that fast but i thinks its a dream..
[07:03:18] <minibnz> ahh its a tiny cutter :)
[07:03:30] <Loetmichel2> it comes at the cost of only going 0.15mm deep into that alloy
[07:03:37] -!- Miner_48er has quit [Quit: Leaving]
[07:03:42] <Loetmichel2> 2mm cutter
[07:03:45] <minibnz> i have 50 spare webcams i might setup a few in the cabinet :)
[07:04:40] <minibnz> i dont think i could drive a 2mm cutter that fast into plastic i fear it would just break.. i dont think the spindle can go fast enough to go any faster..
[07:04:43] <evil_ren> loetmichel2: that changes nothing
[07:05:32] <Loetmichel2> minibnz: it IS kinda fast tho
[07:05:45] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:05:48] <Loetmichel2> https://www.youtube.com/watch?v=CqXauMOhWos
[07:05:52] <Deejay> moin
[07:06:16] <Deejay> morning Loetmichel2 :)
[07:07:13] <Loetmichel2> ah, der farmer. to bed with the sun, out of bed at the first cock call ;-)
[07:07:21] <Loetmichel2> s/der the
[07:07:30] <Loetmichel2> moin auch
[07:07:59] <Loetmichel2> evil_ren: it changes everything
[07:08:15] <Loetmichel2> usually i am fast enough to hit esc if anythig goes south
[07:10:50] -!- FloppyDisk has quit [Ping timeout: 244 seconds]
[07:15:06] <minibnz> yeah see your spindle is 10x faster than mine...
[07:15:47] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-hcivqnwxuufjnhyx] has joined #linuxcnc
[07:16:25] -!- enricostn has quit [Quit: WeeChat 1.4]
[07:17:42] <minibnz> only five more passes to go and this section will be done then all i need to do is clean it up, when i reset my job peice after the fail i didnt quite get the zero point right on the X axis. so i need to clean up one end of the job as there will be a little step in the cuts.
[07:18:34] <Loetmichel2> minibnz: my old selfbuild mill could do F4200
[07:19:00] <Loetmichel2> and i did that 3mm deep into fibreglass with a 3mm diamond cut bit ;)
[07:19:04] <Loetmichel2> regulary
[07:19:17] <Loetmichel2> kinda scary to see the maschine run at that speeds tho ;)
[07:19:27] <Loetmichel2> it was not exactly "small"
[07:19:45] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[07:19:50] <minibnz> i am 20mm deed into a 25mm block.. my cutters flutes only go 20mm up the cutter so i think i need to clean out the swafe from teh slot periodically cuz the flutes cant clear the chips..
[07:19:56] <Loetmichel2> https://www.youtube.com/watch?v=-iYhICZEsCA
[07:20:01] <minibnz> yeah thats insane speeds..
[07:20:57] <minibnz> do they use the mill in that vid?
[07:21:07] <minibnz> oh there they go :)
[07:21:34] <Loetmichel2> the one in the blue checkered shirt is me ;)
[07:22:27] <minibnz> ahh the one with thier hands too close to a working router :)
[07:23:06] <minibnz> why do you use your machine as a workbench? that seems a little wrong....
[07:23:07] -!- Mathnerd314 has quit [Ping timeout: 268 seconds]
[07:23:08] <Loetmichel2> yeah, i can tell some stories about that... my thumb bone has a 3mm hole right thru ;)
[07:23:29] <Loetmichel2> why not
[07:23:35] <Loetmichel2> it can take the abuse
[07:23:44] <Loetmichel2> and its large and perfectly flat
[07:23:44] <minibnz> hmm to keep it nice for the job its meant to do?
[07:24:22] <minibnz> personally i wouldn't but meh.. if you do no damage its not a problem i guess.
[07:24:34] -!- anth0ny has quit [Quit: anth0ny]
[07:26:04] <minibnz> anyone got any tips to stop the coolant drain from blocking up with chips? i have to poke an allen key in the hole every now and again to make sure its clear.. its not that big about 8mm ID hole...
[07:26:30] <minibnz> thinking i might have to upsize the hole and pipe to 3/4inch
[07:26:33] <Loetmichel2> http://www.cyrom.org/hajo/sauuuug.avi <- a video of it without the time lapse
[07:26:43] -!- Contract_Pilot [Contract_Pilot!~Steven@c-71-63-172-196.hsd1.wa.comcast.net] has joined #linuxcnc
[07:26:48] <Contract_Pilot> Sup all
[07:26:56] <Contract_Pilot> been a while...
[07:27:03] -!- SEL has quit [Quit: Leaving]
[07:27:28] <Loetmichel2> minibnz: try a stainless tea sieve bolted on top of it
[07:27:49] <Contract_Pilot> My slow season is upon me... maybe have time to finish my LCNC PP project
[07:28:18] -!- HoloPed [HoloPed!~HoloPed@66.11.188.221] has joined #linuxcnc
[07:28:28] <Contract_Pilot> Would really like to get these projects done.
[07:28:33] <Loetmichel2> https://www.graewe-shop.de/siebe-seiher/graewe-teesieb-aus-edelstahl-18-10-7cm/a-286/ <- one half of these work pretty well
[07:28:55] <minibnz> my GF suggested stockings over the pump to keep the crap from circulating but i need to get it to drain..
[07:29:01] <minibnz> a seive might be the go..
[07:29:11] <Contract_Pilot> But fishing season also.. and freezer is low.
[07:29:21] <minibnz> ahhh nice
[07:29:41] <minibnz> fishing seasone is all year :)
[07:30:01] <minibnz> but im in australia..
[07:30:27] <minibnz> plenty of ocean to go around.. my main problem is i get sea sick unless i am half pissed..
[07:30:38] <minibnz> pissed = drunk..
[07:30:47] <Contract_Pilot> I been to OZ many times
[07:30:58] <Contract_Pilot> Gold Coast
[07:31:06] <Contract_Pilot> Towoomba etc.
[07:31:46] <minibnz> ahhh thats a nice part up there. im in sydney.. where all the good paying jobs are.. but hope to save enough to escape to the bush sooon..
[07:32:41] <minibnz> 1 one more pass and the center of the pocket will drop out.. so i guess its not really a pocket per say
[07:34:11] <Contract_Pilot> Hole?
[07:34:30] <Contract_Pilot> So many projects i have
[07:36:44] <Contract_Pilot> Was wiring air comp and 3 spade terminals short... killed the night!
http://www.stevenrhine.com/wp-content/uploads/2016/03/image-3-e1456868785416.jpeg
[07:37:12] <pink_vampire> I've got today another box with parts for the panel!
[07:37:39] <Contract_Pilot> hey pink long time
[07:38:37] <Contract_Pilot> My pannel parts...
http://www.stevenrhine.com/wp-content/uploads/2016/02/image-33-1024x768.jpeg
[07:39:02] <pink_vampire> what is that cable?
[07:39:08] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2016/02/image-19-1024x768.jpeg
[07:39:21] <pink_vampire> nice!
[07:39:22] <Contract_Pilot> Yep 1-1-1-3
[07:39:45] <Contract_Pilot> My 30Amp Service is being updated to 100Amp
[07:39:46] <pink_vampire> what do you mean by that?
[07:39:57] <pink_vampire> WOW!
[07:40:10] <pink_vampire> what kind a machine do you have.
[07:40:11] <Contract_Pilot> 1AWG 1AWG 1AWG 3AWG
[07:40:32] <Contract_Pilot> 12X36 Lathe & Grizzly G0704
[07:41:14] <Contract_Pilot> + Quincy QT-54 4 Cyl 2 Stage Air & Couple Welder Miller 230V Spot and Diversion 180Tig
[07:41:18] <pink_vampire> what huge, I'm using 14 awg.
[07:41:45] <Contract_Pilot> 14awg good for 15A
[07:41:53] <Contract_Pilot> 12 to 20Amp
[07:42:16] <pink_vampire> inside panels even more.
[07:42:20] <Contract_Pilot> I had a 30A sub pannel oin 10 AWG upping it to 100A
[07:42:34] <minibnz> yay i have a useable part :).. now to drill some mounting holes :)
[07:42:52] <pink_vampire> minibnz: pic?
[07:42:56] <pink_vampire> drawing..
[07:43:07] <minibnz> where did you get the 1awg wire from... did you cut down a power polee?
[07:43:18] <minibnz> pink i will find a photo site to show :)
[07:43:28] <Contract_Pilot> Naaa Friend is an Electriction
[07:43:44] <Contract_Pilot> 50' Rem
[07:44:11] <Contract_Pilot> He gets it by the 1000' spool
[07:44:34] <pink_vampire> I need to drill 3/16" hole in in hardened steel.
[07:44:44] <Contract_Pilot> My overgead is good to 400A the electric co said
[07:44:51] <minibnz> oh thats going to be fun pink..
[07:45:00] <Contract_Pilot> ahhh overhead
[07:45:30] <pink_vampire> it make marks on my file.
[07:45:43] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2016/02/image-35-e1456268280942-768x1024.jpeg
[07:45:48] <pink_vampire> and nothing happen to the surface,,
[07:45:59] <pink_vampire> maybe it is carabide.
[07:46:23] <pink_vampire> Contract_Pilot: OMG
[07:46:30] <pink_vampire> FIRE
[07:46:31] -!- zeeshan-mill has quit [Ping timeout: 244 seconds]
[07:46:42] <Contract_Pilot> Already replased the 100A split bus
[07:47:19] <Contract_Pilot> NEC Code no more then 6 Breakers to kill the entire house... so some relocating of breakers is required.
[07:47:32] <Contract_Pilot> the red one is the 30A sub...
[07:48:30] <Contract_Pilot> going to take a 30A master bedroom heat move it to the red and install the 100a sub breaker in place of the master bedroom heat
[07:48:32] <pink_vampire> I don't like those circuit breakers
[07:48:39] <Contract_Pilot> GE
[07:49:17] <pink_vampire> http://www.abb.com/product/seitp329/49a79353b0194401c12572ab00257544.aspx
[07:49:20] <Contract_Pilot> I hate this pannel!
[07:50:11] <Contract_Pilot> it is from 1970's
[07:50:18] <pink_vampire> what is this "NEC code"??
[07:50:26] <Contract_Pilot> but the cost to legally replace $$$$
[07:50:35] <Contract_Pilot> National ELectrical Code.
[07:50:57] <pink_vampire> it's not sound safe.
[07:51:49] -!- rob_h [rob_h!~robh@94.10.121.35] has joined #linuxcnc
[07:51:52] <Contract_Pilot> I can still get the breakers at Lowes and Home Depot
[07:52:23] <Contract_Pilot> Old Split Bus!! but no fire hazard.
[07:52:29] <pink_vampire> because if you put large breaker on a place that never going to use that current it's not protect you.
[07:53:08] <Contract_Pilot> I got this...
[07:53:32] <Contract_Pilot> Pink location?
[07:53:48] <Contract_Pilot> I am Vancouver, WA USA
[07:54:45] <pink_vampire> the problem with the bars is if you have arc on one breaker it heat the bar and then the other ones start to get loose and the fire start.
[07:54:53] <pink_vampire> NY,
[07:55:02] <Contract_Pilot> Humm???
[07:55:13] <Contract_Pilot> Well it passed inspection...
[07:55:29] <pink_vampire> but I like the german standard
[07:56:22] -!- anth0ny has quit [Quit: anth0ny]
[07:56:27] <Contract_Pilot> my only wish? that i had a 200A service disconnect
[07:56:44] <Contract_Pilot> My byss bars are always hot...
[07:56:47] <Contract_Pilot> buss
[07:57:03] <pink_vampire> hot?
[07:57:14] <Contract_Pilot> Yea they go from meter base to pannel.
[07:58:00] <Contract_Pilot> But beer #3 got to drive ground rod's at 3 am to annoy neighbors (renters)
[07:58:02] <MrSunshine> the US ... haha =)
[07:58:19] <MrSunshine> single phase service ....
[07:58:23] <pink_vampire> there is no main breaker before the bus bars??????????????
[07:58:33] <Contract_Pilot> Yea single Phase
[07:58:39] <Contract_Pilot> Nope...
[07:58:40] <MrSunshine> tis stupid =)
[07:58:44] <pink_vampire> WTF!
[07:58:49] <Contract_Pilot> 1970's
[07:59:37] <pink_vampire> that is very nice way to burn your house,
[07:59:55] <Contract_Pilot> To replace service pannel with permits and required electrition = about 4-5k
[08:00:52] <minibnz> pink it did happen look
http://imgur.com/a/UiuXn
[08:01:00] <Contract_Pilot> Yea, + i have aluminum wire on most cirucits... I have replaced some with copper though.
[08:01:28] <minibnz> that my mill and the lump i just cut a hole in..
[08:01:33] <pink_vampire> minibnz: that soooooooooooooooooooo cute!!!!!!!!!
[08:01:36] <Contract_Pilot> nice mini
[08:01:41] <pink_vampire> I like the box that you did,
[08:02:05] <minibnz> yeah it has a 3 section front door so i can open it and not get covered in crap thats flying around..
[08:02:32] <pink_vampire> my floor full of chips all the time.
[08:03:02] <minibnz> the desk its sitting on is collapsing so that will be the next thing to get fixed. then the coolant will drain correctly.. at the moment the desk falling over has twisted the cabinet so the doors dont open and close so good..
[08:03:12] <Contract_Pilot> Picked up some light machines about a year ago... for small stuff..
http://www.stevenrhine.com/wp-content/uploads/2015/09/AR-CNC-576x1024.jpg
[08:04:24] <pink_vampire> my friend saw some aluminum dust and chips on my heels and she thought it's glitters.
[08:04:41] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2015/09/Lightmachines-Lathe-Mill-.jpg
[08:04:47] <minibnz> nice.. i need to do something about the Z axis there is currently 1.83mm of backlash, trying to find a way to keep the handle so i can still use it like a drill press.. not too sure if i will be able to drive a ballscrew in reverse.. (ie push the nut and make the screw turn easily)
[08:04:58] <Contract_Pilot> In to them about 60.00 now... hahaha
[08:04:59] <minibnz> hehehe..
[08:05:06] <Contract_Pilot> Sherline!
[08:05:36] -!- shaun413 has quit [Quit: Connection closed for inactivity]
[08:05:39] <minibnz> nice collection you are building there..
[08:05:54] <Contract_Pilot> Need to get the extended z Axis kit for them
[08:05:55] <MrSunshine> https://scontent-ams3-1.xx.fbcdn.net/hphotos-xft1/v/t34.0-12/12910964_10154070272743648_2047368385_n.jpg?oh=ff047338df52a00f0913b2eb4c60cd47&oe=570376EC .. this is how a sieg should look like ;P
[08:06:16] <minibnz> WTF!!!!
[08:06:25] <minibnz> could you fit a bigger motor on there :)
[08:06:33] <MrSunshine> minibnz: its just 350W
[08:06:39] <minibnz> is that a X1
[08:06:44] <MrSunshine> minibnz: was ...
[08:06:46] <MrSunshine> =)
[08:07:03] <pink_vampire> Contract_Pilot: what happen to the G0704????????
[08:07:12] <MrSunshine> now X1 mounted on 40mm cast iron plate with a 125x150mm collumn =)
[08:07:15] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2014/02/Powered-Up.jpg
[08:07:21] <Contract_Pilot> G0704
[08:07:34] <minibnz> i looked at them and thought its a little too small for me.. as it is i could only just clean up that lump of ally i was playing with today.. couldn't quite get the fly cutter to clear both ends..
[08:07:50] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2015/09/Arizona-G0704-CNC-Brackets.jpg
[08:07:50] <Loetmichel2> pink_vampire: i have a whole 5kg of smal aluminium "glitter size" chips here
[08:08:06] <Contract_Pilot> need the 12X36 up to turn the screws...
[08:08:14] <Loetmichel2> ... leftover from milling sheet metal with a 2mm diameter bit
[08:08:37] <Loetmichel2> i use it for filling epoxies not to "glitter" things tho
[08:08:40] <pink_vampire> OMG
[08:08:49] <pink_vampire> and I'm with dress/
[08:08:53] <Loetmichel2> (it DOES work nice as glitter tho) ;)
[08:09:08] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2015/01/lathe-homing.mp4
[08:09:11] <pink_vampire> I can't stop myself from doing stuff on the machine.
[08:09:12] <Contract_Pilot> 12X36
[08:09:29] <Contract_Pilot> Under Mach3 but moving to LCNC
[08:09:54] <minibnz> i need to get me a lathe soon..
[08:09:54] <pink_vampire> Contract_Pilot: very nice!!
[08:10:01] <pink_vampire> me too
[08:10:10] <pink_vampire> and bigger place.
[08:10:24] <Contract_Pilot> I have my Mesa Cards and BOB
[08:10:48] <minibnz> im ordering a mesa with my next pay..
[08:10:50] <Contract_Pilot> G0704 I am going to use Servo and 7I77
[08:10:59] <minibnz> i have hit the limit of the two parport card i have..
[08:11:12] <pink_vampire> I'm with LPT.
[08:11:18] <pink_vampire> work fine.
[08:11:19] -!- Valen has quit [Ping timeout: 244 seconds]
[08:11:27] <minibnz> i need more pins..
[08:12:03] <minibnz> adding a tool changer and contemplating encoders out of the 72pin i think i have found a use for 54 of them..
[08:12:35] <Contract_Pilot> For mach on the 12X i was using a PMDX-126 With ESS and 107 for VFD
[08:14:03] <Contract_Pilot> I have 2 7I76 and 1 7I77 and a 5I25
[08:14:07] <pink_vampire> I'm freezing here
[08:15:10] <Contract_Pilot> 1 7I76 will be for 12X lathe, 1 will be shared for the light machines, 7i77 will be for the 704 b
[08:15:40] <Contract_Pilot> Should be good single and 2nd process set up.
[08:15:56] <pink_vampire> I did a spark test, is it is carbide, any idea how to drill 3/16" hole in it? about 3/4" deep
[08:16:08] <Contract_Pilot> Grind...
[08:16:50] <Contract_Pilot> EDM? n
[08:16:51] <minibnz> get some diamond grit and turn the drill aroundus the flat of the shank to mush the diamond grit into the job.. thats how i drill stone.. its slow.. but it works..
[08:17:07] <minibnz> around and use the flat end...^^^
[08:17:52] <minibnz> you can get diamond grit from lapidary shops ( ask a rock hound friend if you have one.. )
[08:18:26] <Contract_Pilot> Got to adjust my sleap scheduel.
[08:20:00] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2015/05/My-CNC-12X36-Lathe.jpg
[08:20:03] <pink_vampire> any idea how to tap it?
[08:20:50] <Contract_Pilot> Carbide...
[08:21:16] <Contract_Pilot> My plan to replace the compound slide...
http://www.stevenrhine.com/wp-content/uploads/2015/09/My-Tool-Post-Block.jpg
[08:22:35] <pink_vampire> Computer_barf: yes, to make a thread in carbide
[08:22:51] <Contract_Pilot> barbide and go slow...
[08:23:17] <Contract_Pilot> or carbon edm plunge tap
[08:24:08] <pink_vampire> can I do it on edm sinker??
[08:25:10] <Contract_Pilot> Yea...
[08:25:29] <Contract_Pilot> If ya have one and can machine the carbon
[08:26:14] <archivist> sinker has to have linked rotation to tap
[08:27:09] <Contract_Pilot> Yea, $$$
[08:27:19] <pink_vampire> I can make a graphite tap.
[08:27:24] <Contract_Pilot> Use a Carbide Tap and go slow.
[08:28:00] <pink_vampire> let's drill it first..
[08:29:11] <Contract_Pilot> Grind...
[08:29:45] <Contract_Pilot> Grind Clean Grind Clean repeate till depth.
[08:29:48] <pink_vampire> to 3/16"
[08:30:12] <pink_vampire> I need tiny id grinder for that.
[08:30:49] <Contract_Pilot> 0.1875 stone
[08:32:06] <pink_vampire> edm will be the best way to go.
[08:32:14] <Contract_Pilot> Ever Chcuk a stone?
[08:32:29] <Contract_Pilot> If you have a sinker avaiable
[08:32:48] <pink_vampire> I need to get graphite electrode
[08:33:01] <Contract_Pilot> I almost got one locally on CL for 300.00
[08:33:18] <Contract_Pilot> but passed i know in a year ill kick my own ass..
[08:34:20] <pink_vampire> I need to get a strong coil.
[08:35:50] <Contract_Pilot> Friend did 3/4NPT in carbide made his own lay down insert.
[08:36:08] <Contract_Pilot> from a grinding stone
[08:36:54] <pink_vampire> I need more tools :(
[08:37:35] <Contract_Pilot> Hawker wanted 3,000 for a 3" Square 1/4" thik plate 4 1/4" holes and a threaded hole in center.
[08:38:03] <Contract_Pilot> Was Carbide plate!
[08:38:14] <pink_vampire> 3k$???
[08:38:23] <Contract_Pilot> Yea.... TSO Pincle.
[08:38:32] <pink_vampire> 3x4"??
[08:38:37] <pink_vampire> 1/4" thick?
[08:39:07] <Contract_Pilot> 3X3 X .250
[08:39:11] <pink_vampire> I need to become a normal girl.
[08:39:16] <Contract_Pilot> http://www.rst-engr.com/rst/articles/tsodpencil.pdf
[08:39:29] <Contract_Pilot> That was 1977 regs have increased!
[08:39:43] <Contract_Pilot> Reason why a Cessna 172 is 500K
[08:40:01] <Contract_Pilot> Good read non the less!
[08:40:04] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[08:40:05] <pink_vampire> I need to become a normal girl.
[08:40:15] <Contract_Pilot> You are Normal!
[08:40:25] <pink_vampire> stop with all the machinery stuff.
[08:40:31] <Contract_Pilot> I hate average girls! '
[08:40:41] <Contract_Pilot> They bore me!
[08:40:57] <pink_vampire> you have a wife?
[08:41:11] <Contract_Pilot> Yes, and going on 21 years married.
[08:41:27] <Contract_Pilot> This June!
[08:41:34] <pink_vampire> and she like machinery?
[08:41:45] <Contract_Pilot> I guess we can leaglly drink togather now!
[08:41:47] <Contract_Pilot> hahaha
[08:42:00] <pink_vampire> hehe cute!
[08:42:54] <pink_vampire> and she like machinery?
[08:42:59] <pink_vampire> Contract_Pilot: ^
[08:43:27] <Contract_Pilot> Yea, she learns
[08:43:40] <Contract_Pilot> Tarawa Island
http://www.stevenrhine.com/wp-content/uploads/2015/11/133-1024x768.jpg
[08:44:31] <pink_vampire> that you?
[08:44:39] <Contract_Pilot> Yep.
[08:44:59] <Contract_Pilot> Petra (think Indiana jones)
http://www.stevenrhine.com/wp-admin/upload.php?item=1410
[08:45:27] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2015/11/Abit-Close-768x1024.jpg
[08:46:17] <Contract_Pilot> Egypt...
http://www.stevenrhine.com/wp-content/uploads/2015/11/S4010831-1024x768.jpg
[08:46:56] <pink_vampire> what did you do in egypt??
[08:47:21] <Contract_Pilot> Luxor Egypt
http://www.stevenrhine.com/wp-content/uploads/2015/11/100_1616-1024x768.jpg
[08:47:34] -!- Valen [Valen!~Valen@180.181.102.121] has joined #linuxcnc
[08:47:34] <Contract_Pilot> Yea, more times than i can count
[08:47:42] <pink_vampire> next trip to north korea??
[08:48:40] <Contract_Pilot> Xi-An China
http://www.stevenrhine.com/wp-content/uploads/2015/09/IMG_2009-1024x768.jpg
[08:49:32] <Contract_Pilot> Beirut Lebanon 2006 during the war with isreal!
http://www.stevenrhine.com/wp-content/uploads/2015/11/lebanon.jpg
[08:50:16] <pink_vampire> you look very young for someone that live 21 years with a woman
[08:50:59] <pink_vampire> omg Lebanon
[08:51:03] <pink_vampire> whyyyy
[08:51:13] <Contract_Pilot> Xi-an China
http://www.stevenrhine.com/wp-content/uploads/2013/12/IMG_1990-1024x768.jpg i flew that bird over the pacific ocean
[08:51:50] <Contract_Pilot> Portland, OR, Hawaii, Tarawa, Guam, Philipines, China!
[08:53:24] <pink_vampire> I have a weakness for pilots
[08:54:49] <pink_vampire> I want to add a drill or low speed motor as horizontal spindle.
[08:57:01] <Contract_Pilot> Because Prince Turkey (Saudi) and Adib Shishakly
https://en.wikipedia.org/wiki/Adib_Shishakly (Syria) me to.
http://www.stevenrhine.com/wp-content/uploads/2015/11/S4012498-1024x768.jpg
[08:57:18] -!- sabrex has quit [Ping timeout: 250 seconds]
[08:57:49] <minibnz> pink what about a lathe head?
http://www.toolsandmods.com/lathe/mini-lathe-headstock
[08:58:51] <minibnz> maybe not that exact one but you get the idea..
[09:01:41] <Contract_Pilot> Pink Photo?
[09:02:09] <Contract_Pilot> And Pink Ya Married?
[09:02:25] <Contract_Pilot> And pink ya Female!
[09:03:00] <pink_vampire> I'm not sure what do you mean.
[09:03:53] <pink_vampire> Contract_Pilot: ^
[09:11:06] <pink_vampire> minibnz: I have a vertical mill, and I want to use it as cnc drum sander.
[09:12:48] <pink_vampire> I'm alone here..
[09:12:58] <pink_vampire> knock knock knock
[09:14:12] <minibnz> ah i see..
[09:17:31] <pink_vampire> and to find a way how to clamp aluminum parts for the sanding operation
[09:17:44] <minibnz> vacume bed?
[09:20:19] <minibnz> basically two plates with a grooves between as air tracks then a bunch of holes in the top to hold the job peice.. you can cover the unused holes with a cover to keep the suction on the job peice.
[09:20:20] <pink_vampire> http://i.imgur.com/TLE9i8g.png
[09:20:27] <pink_vampire> this is the part
[09:21:00] <minibnz> ahh the bits you made the other night.
[09:21:51] <archivist> cnc sanding wall never be perfect
[09:21:58] <minibnz> i found a link saying that a shopvac is good enough to mill graphite, that might be all yo need.
[09:22:43] <pink_vampire> archivist: it will be better then NO SANDING.
[09:23:18] <pink_vampire> the sand paper is very sharp and I hate to work with it.
[09:23:39] <archivist> might not be, tha paper might fill on the first hole
[09:24:13] <minibnz> http://www.tormach.com/product_pcnc_acc_vacuum.html
[09:24:28] <minibnz> there is an exploded view of what its required there..
[09:25:17] <pink_vampire> but how do you clamp a part with 9 big holes?
[09:25:19] <minibnz> ahh you can place some rubber strip in that design to block off the unused sections.
[09:25:47] <minibnz> the big holes probably wont matter but with the tormach style thing you could put in seals to block that area.
[09:26:39] <pink_vampire> maybe a strong tape
[09:26:41] <minibnz> that tormach setup, you can block the area not covered by a part with a rubber seal.
[09:27:13] <minibnz> you could use something like VHB its engineering grade double sided tape by 3M.. we use it at work and its great stuff..
[09:27:20] <archivist> get a deburring tool
[09:27:47] <minibnz> i stuck a plate to the wall (2 strips 300mm long) and i could hang my body weight off it..
[09:27:58] <pink_vampire> archivist: i have one
http://i.imgur.com/vgUMiFn.png
[09:28:05] <pink_vampire> I hate it
[09:28:31] <archivist> get rid of the stupid nails so you can use your hands
[09:29:43] <pink_vampire> archivist: look, I can't, I love them too much..
[09:31:19] <pink_vampire> and I have a cnc machine - so the cnc machine should do get the job done.
[09:31:40] <pink_vampire> I want to be the design side only..
[09:32:23] <pink_vampire> but even to work with the computer mouse it's a bit difficult..
[09:33:44] <pink_vampire> on my laptop I can't use the touchpad, I have to use a special pen for that
[09:33:53] <toastydeath> pink_vampire, the canonical way to cut parts like that is double sided tape
[09:35:03] <minibnz> pink you could make something that will hold the deburing tip in the mill chuck/collet and have the CNC drag it around for you..
[09:35:22] <minibnz> just have to hold the job up off the deck in a vice or something like that..
[09:35:47] <pink_vampire> I hate to use my hands on machinery stuff
[09:36:08] <minibnz> should only need to be a bearing or two that fit the deburring tip and a shank to hold them.
[09:36:22] <pink_vampire> It's leave a marks on my hands :(
[09:36:32] <archivist> stop being a wimp
[09:37:21] <minibnz> get some fingertip less gloves :p
[09:38:13] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[09:38:25] <pink_vampire> even to close the vise is hard for me, I have to ask my bf to close them on the part.
[09:38:50] <Deejay> you need a bigger wrench ;)
[09:38:54] <minibnz> get yourself an air vice and let him sit on the couch :)
[09:39:03] <pink_vampire> otherwise the part fly out
[09:39:17] <minibnz> no get him to buy it for you :) so he can sit on the couch :)
[09:40:19] <pink_vampire> he does everything for me :)
[09:40:33] <minibnz> but not the deburring ?
[09:41:32] <pink_vampire> he is not a crafty guy
[09:41:59] <pink_vampire> he is very strong guy,
[09:42:23] <pink_vampire> but don't let him drill.. cut stuff with a saw..
[09:43:19] <minibnz> do you have a stong handy neighbour?/
[09:43:34] <minibnz> or will that give him the shits :)
[09:43:35] <pink_vampire> no:(
[09:44:28] <minibnz> what about just lapping them on a shet of glass with sand paper? tape them to a block you can hold and push back and forth?
[09:44:58] <minibnz> or even maybe a dremmel?
[09:45:26] <pink_vampire> your mistake is here "you can hold"
[09:46:01] <minibnz> so you are saying your nails make you worse off than a handicaped person?
[09:46:27] <minibnz> cut them a bit shorter where you can do stuff and still look all pretty and girly :)
[09:47:26] <pink_vampire> my nails actually help me to prevent over use my hands.
[09:47:32] <minibnz> heheheh
[09:47:45] <minibnz> i guess its all about perspective :)
[09:48:04] <pink_vampire> I have CTS, and my skin is very sensitive (and soooooft)
[09:48:45] <pink_vampire> I have too meany scars on my hands because of the machine.
[09:48:51] <pink_vampire> I hate it.
[09:48:59] <minibnz> i thought chicks dig scars :)
[09:49:49] <pink_vampire> what do you mean?
[09:51:00] <minibnz> oh its just a saying young boys have, whenever they axe themselves they say its ok chicks like scars.. as it makes them feel better about themselves after they just face planted off their skateboard or whatever..
[09:51:04] <pink_vampire> also hand + lotion + chips = scars
[09:51:52] <minibnz> yeah i personally hate getting my hands covered in chips.. when i go to wash my hands i end up rubbing the chips into my paws..
[09:51:54] <pink_vampire> I hate scars
[09:52:40] <minibnz> but that said i cant stand rubber gloves.. my hands sweat and they feel like you have your hands inside a bag of slime..
[09:53:00] <pink_vampire> also wet hair is like a magnet for chips
[09:53:33] <minibnz> oh thats the worst.. i have to brush my hair before bed, other wise i might end up with a leak in my water bed..
[09:54:01] <minibnz> i have long hair and even dry the chips get attracted to it..
[09:54:17] <pink_vampire> how long is your hair?
[09:54:55] <minibnz> .about a foot below my neck.. i haven't had it cut in about 7 years..
[09:55:24] <pink_vampire> omg,
[09:55:48] <pink_vampire> pink_vampire: fall in love
[09:55:52] <minibnz> and that was when my GF cut it off while i was taking a piss... i was complaining how hot it was.. and she got me while i was busy..
[09:56:15] <minibnz> i was this close to turning around and pissing on her for that..
[09:57:00] <minibnz> made her pay for the hair dresser.. they thought it was funny untill they found the really really short spot..
[09:57:09] <pink_vampire> I never really cut my hair,
[09:57:10] <minibnz> they couldnt do much with it..
[09:57:28] <minibnz> it was a while before i looked normal again..
[09:57:50] <pink_vampire> so now you have long hair?
[09:57:55] <minibnz> yup
[09:58:08] <pink_vampire> awwww I love long hair.
[09:58:28] <pink_vampire> specially on men
[09:58:40] <minibnz> its so easy to keep under control.. i send a brush thru it in the morn and tie it back.. done.. no having to worry is it neat etc..
[09:59:45] <minibnz> once you are past that point it stays out of you eyes you are good... although i have to be careful around the mill.. certainly dont want to be found stuck to the mill when she gets home or up in the morning..
[09:59:58] <pink_vampire> my hair is about to the thighs
[10:00:04] <minibnz> wow...
[10:00:26] <minibnz> now thats long... you could strangle someone with that..
[10:00:55] <pink_vampire> and my hair is wavy / curly.
[10:01:17] <minibnz> oo nice.. :)
[10:01:38] <pink_vampire> so if I'm stretch it it can go almost to my knee
[10:02:38] <pink_vampire> now think about that
[10:03:04] <pink_vampire> long hair, long nails, red dress, heels, cnc machine..
[10:03:06] <minibnz> dang and you were saying you need to be more girly :)
[10:03:27] <minibnz> sounds girly enough to me :)
[10:03:37] -!- asdfasd [asdfasd!~332332@94.11.127.60] has joined #linuxcnc
[10:03:43] <pink_vampire> hehe..
[10:04:32] <pink_vampire> I get more exited about parts for the machine then shoes :(
[10:04:55] <pink_vampire> I need to something about that...
[10:04:55] <minibnz> so you should :) get enough parts and you can make your own shoes :)
[10:05:16] <pink_vampire> like B axis..
[10:05:25] <minibnz> yup :)
[10:05:30] <pink_vampire> and re build the Z axis..
[10:05:51] <pink_vampire> pancake servo motor
[10:06:02] <pink_vampire> high speed spindle..
[10:07:31] <pink_vampire> minibnz: ?
[10:07:47] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[10:07:54] <minibnz> yeah a high speed spindle is on my wish list too...
[10:08:20] <pink_vampire> what do you think to do?
[10:08:44] <minibnz> pcb's and small cutters
[10:09:05] <pink_vampire> but what type of spindle?
[10:09:32] <minibnz> im thinkig along the lines of a water cooled brushless DC..
[10:09:59] <minibnz> they are pretty cheap now from china.
[10:11:04] <pink_vampire> like the 24K one from ebay?
[10:11:43] <pink_vampire> do you want to replace your spindle, or just to add it on the side?
[10:12:00] <minibnz> i was thinking of adding it to the side..
[10:12:50] <pink_vampire> I think it's useful but ugly.
[10:13:02] <minibnz> they are only $140au on ebay for 1.5kw.. but that might even be good enough to replace the main motor.. its 3x the power, just depends on the power curve if it would be useful at lower speeds
[10:13:41] <minibnz> oh yeah its ugly as sin.. but if it works and means i dont have to wait 3weeks for PCB's from china it ight be acceptable..
[10:13:45] <minibnz> might be
[10:14:32] <pink_vampire> if you have high speed spindle you will have to use small end mills 3/8" i think is the max for er16
[10:14:44] <minibnz> after i add the tool changer i might not have anywhere to mount it on the side.
[10:15:37] <minibnz> well the biggest endmil i have been happy to use on my mill was a 7mm cutter.. but that was before the ballscrews. so i mght be able to use 10mm cutters now..
[10:15:51] <pink_vampire> and I never saw ATC for the spindels with the ER colltes
[10:16:41] <pink_vampire> just take shallow cuts..
[10:17:18] <minibnz> ahh my tool changer will have these sort of tool holders
http://www.ebay.com.au/itm/281311669559?_trksid=p2060353.m1438.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[10:17:26] <pink_vampire> and make sure that your Z axis gib is tight.
[10:17:49] <minibnz> will make some collars that press onto the shaft that the carousel can grip..
[10:18:11] <minibnz> yeah i went and re-checked all my gibs today before i started that big block of ally
[10:18:18] <pink_vampire> but how it close the collet??
[10:18:57] <minibnz> that collet stays closed the shank at the top gets held by a bigger 16mm MT3 collet that the power drawbar opens and closes..
[10:19:33] <minibnz> so you set the tool in the holder then you load the holder into the carousel, then the collet in the head picks up the tool holder.
[10:19:52] <pink_vampire> I mean how you are going to do ATC for the high speed spindle?
[10:20:13] <pink_vampire> this is my problem with the Z axis
http://i.imgur.com/EtZX0s9.png
[10:20:45] -!- b_b has quit [Changing host]
[10:20:55] <minibnz> oh if i was going to use that as my main motor i would have to throw away their er16 collet and make something to connect that to my existing spindle.. so its just the motor i would use.
[10:21:33] <minibnz> oh wow i havent really checked that on my mill.. ignorance is bliss :)
[10:21:52] <minibnz> i should run a set of guages over my machine and see what i have..
[10:22:21] <pink_vampire> also look on the dovetail and see if you have full contact on it.
[10:22:56] <minibnz> i guess you can make some new gib inserts that take up that play.
[10:23:15] <minibnz> guess thats what you need the grinder/sander for
[10:23:54] <pink_vampire> the gibs are or,
[10:24:02] <pink_vampire> the rails are JUUUNK
[10:24:28] <minibnz> rebuild or replace :)
[10:24:46] <pink_vampire> I want to remove the dovetails and put H rails (ball bearings)
[10:25:02] <minibnz> ooooo now thats an upgrade...
[10:25:07] <pink_vampire> like that
https://www.youtube.com/watch?v=43iTgnVLd-U
[10:25:37] <pink_vampire> https://www.youtube.com/watch?v=Kl_oczgDPS4
[10:25:43] <pink_vampire> look at the finish cut
[10:26:16] <minibnz> hmm i had a small rail at work for a test jig.. it was only 50mm long but it was $160au i would hate to think what a 300mm long one would cost :)
[10:26:48] <pink_vampire> ebay...
[10:26:50] <pink_vampire> https://www.youtube.com/watch?v=BTJioEPI4oM
[10:27:13] <pink_vampire> who give a fuck about stock material?
[10:27:37] <pink_vampire> more then 50% waste..
[10:28:25] <minibnz> hmm interesting setup there..
[10:28:36] <pink_vampire> yes..
[10:29:45] <pink_vampire> and I'm not supposed to get excited by that but it is look soo cool
[10:29:53] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[10:30:02] <pink_vampire> XXCoder: !!!
[10:30:08] <XXCoder> finally
[10:30:17] <XXCoder> had serious display driver issues, finally resolved
[10:30:23] <pink_vampire> yeah
[10:30:34] <pink_vampire> display??
[10:30:38] <pink_vampire> driver?
[10:30:38] <XXCoder> yeah
[10:30:55] <pink_vampire> what kind a driver is that??
[10:31:22] <pink_vampire> give me 5 min
[10:31:29] <XXCoder> its software that controls hardware like my montiors
[10:31:44] <pink_vampire> I have to switch computers.
[10:31:48] <pink_vampire> COOOLD
[10:31:55] <XXCoder> cold is good for you
[10:32:00] <XXCoder> heh
[10:32:06] <pink_vampire> no
[10:32:19] <pink_vampire> hate cold, dry air,
[10:32:47] <pink_vampire> I have long nails that need high humidity
[10:33:53] <pink_vampire> 5 min. and i'm back
[10:35:15] <XXCoder> get a heater, set a bin of water near it
[10:35:22] <XXCoder> so it warms up and releases weater heh
[10:39:08] <XXCoder> pink_vampire: whats happeing with your breast project
[10:40:56] -!- frosted_vampire [frosted_vampire!43d228bd@gateway/web/freenode/ip.67.210.40.189] has joined #linuxcnc
[10:41:15] <frosted_vampire> hi
[10:41:22] <frosted_vampire> minibnz:
[10:41:28] <frosted_vampire> XXCoder:
[10:41:31] <frosted_vampire> ?
[10:41:38] <XXCoder> hey icy
[10:41:48] <XXCoder> whats up with your breast syofoam project
[10:43:38] <frosted_vampire> nothing much, I need to make whole setup for that and get all the latex stuff.
[10:44:02] <XXCoder> cool
[10:44:50] <frosted_vampire> I'm more in focus about finish the panel
[10:45:45] <frosted_vampire> I've got today one more box with parts for it (ABB of course)
[10:46:40] <XXCoder> cool :)
[10:46:50] <XXCoder> Need to build something with my machine baaah lol
[10:46:56] <XXCoder> need to create room in garage
[10:47:45] <frosted_vampire> just a box..
[10:50:10] <frosted_vampire> XXCoder: ^
[10:50:16] <XXCoder> yea
[10:52:11] <frosted_vampire> your machine is tiny..
[10:52:24] <XXCoder> indeed
[10:52:34] <XXCoder> garage dont even that much room lol
[10:52:37] <XXCoder> *have
[10:53:13] <frosted_vampire> how??
[10:55:30] <XXCoder> too much crap
[10:57:27] <frosted_vampire> throw it out
[10:57:54] <XXCoder> not mine
[11:01:17] -!- Wolfmetalfab [Wolfmetalfab!~Wolf_@c-69-140-232-48.hsd1.md.comcast.net] has joined #linuxcnc
[11:02:03] <frosted_vampire> i don't know what to tell you
[11:02:17] <XXCoder> come over and help lol
[11:02:19] <XXCoder> kidding
[11:04:23] -!- Wolf_ has quit [Ping timeout: 244 seconds]
[11:04:23] Wolfmetalfab is now known as Wolf_
[11:06:26] <jthornton> holy crap batman I finally got linuxmint to print to my windoze printer
[11:06:45] <XXCoder> holy sheets of paper batman!
[11:18:27] <minibnz> ahh dont you hate it when you sit there looking at a part you just made and realise there is something wrong with it.. the part i cut out of the 25mm thick ally block was not centered in the Y axis correctly it was 2.5mm off...
[11:18:45] <minibnz> to center it up i have flipped the part and running the code again..
[11:18:59] <minibnz> i messed up with the edge finder..
[11:19:50] <minibnz> i really dont know how i stuffed it up to the tune of 2.5mm the edge finder is 5mm in diam so if anything it should have been off by 5mm
[11:19:58] <minibnz> or 7.5mm
[11:20:14] <archivist> in the real world...shit happens
[11:20:23] <minibnz> oh well i just hope i dont piss my neighbours off by running the machine this late at night..
[11:21:05] <XXCoder> in russia, shit happens to real world
[11:21:19] <minibnz> its making some vibration noises that might travel.. i know it wont bother the lady next door (she is a night owl and is often up until 1am) but the one below her might get the shits..
[11:22:47] <minibnz> its not all that bad.. i am starting to think my steps for X or Y are not exactly right. .the hole is not the size i ordered.. i asked for 75mm diam on the big end and its 74mm so this extra 2.5 will make the part workable..
[11:23:11] <minibnz> its only a clearance gap nothing has to fit the hole exactly
[11:24:56] <minibnz> and it appears my hole might be to short so i might have to open the small end up so the belt is pulled tight and has clearence..
[11:25:39] <minibnz> if it finishes tonight i might take it to work and polish out all the nasty marks on the dremmel.. i dont have one at home...
[11:26:29] -!- eFuchs has quit [Remote host closed the connection]
[11:26:41] <minibnz> they might make me use the vacuum at the same time to keep the dust down as we do optical stuff and filling the room with ally dust wont be appreciated.. in fact i might do that just to avoid them hassling me about it..
[11:27:16] <minibnz> i dont have to take much off to make it look like a bought one :)
[11:27:59] <XXCoder> :)
[11:30:38] <minibnz> and once the cover is on you wont see the inside anyways :)
[11:30:55] <minibnz> but i want to know it looks good on the inside too :)
[11:31:44] <XXCoder> interesting
https://youtu.be/rFH5hredJl0
[11:32:06] <minibnz> ooo destruction ahead :)
[11:33:26] <XXCoder> too bad it cant do top down
[11:33:52] <XXCoder> shatterworthy lol
[11:34:05] <minibnz> i had to make a can crusher safe enough that kids could use it.. and as a test i stuck a few weird things in there.. it was fun.. i stuck a old lump of 4"x4" timber in it and it got juiced..
[11:34:19] <minibnz> ooo impressive..
[11:35:19] <minibnz> the can crusher had a 3000psi pump and a 60mm piston.. it happily crushed 8 full cans in one go..
[11:35:31] <minibnz> but it would not cope with a bowling ball...
[11:35:49] <XXCoder> minibnz: elio car company bought a factory
[11:36:01] <XXCoder> they was trying to sell (probably sold now?) a million ton press
[11:36:10] <XXCoder> steel is paste under that
[11:36:27] <XXCoder> though it would probably also damage molds
[11:36:33] <XXCoder> not of mere sheet
[11:36:36] <XXCoder> *if
[11:37:47] <minibnz> wow 1 million tons.. dang...
[11:38:13] <minibnz> just watched the guy try to fold paper 7 times with the press and the paper sorta exploded and then crumbled..
[11:38:19] <minibnz> https://www.youtube.com/watch?v=KuG_CeEZV6w
[11:38:28] <XXCoder> the 7 limit was myth
[11:38:41] <XXCoder> its just true for very large percent of folding stuff
[11:38:54] <XXCoder> but mythbusters managed to fold umm 10 times?
[11:38:54] <minibnz> yeah you just need a bigger sheet of paper like the mythbusters did it.
[11:39:00] <XXCoder> it was very thin and huuuuuuge sheet
[11:39:31] <minibnz> the myth was 'a peice of paper' didnt say anything about size or thickness..
[11:39:56] <minibnz> there was some chick in the usa that did it with toilet paper in her local shopping mall.. she got 8 or something..
[11:39:56] <XXCoder> billion miles per side paper
[11:39:59] <XXCoder> and 3 atoms thick
[11:41:16] <minibnz> would the bonds stay together at 3atoms thick? not much holding that together..
[11:41:35] <minibnz> it would be so delicate you would have to do it in space..
[11:41:57] <XXCoder> very, yeah.
[11:42:22] <minibnz> it would probably fall apart when you try and unroll it..
[11:58:13] <minibnz> woot im half way thru the cleanup of this part...
[11:58:37] -!- scoofy [scoofy!~scoofy@catv-89-135-80-2.catv.broadband.hu] has parted #linuxcnc
[11:58:48] <minibnz> well the first part of the cleanup.. gotta make the slot/opening longeer at the small end..
[11:59:30] <XXCoder> cool :) well night
[11:59:37] <minibnz> i will finish fixing this part then double check all my axis steps..
[12:04:25] -!- Kucharsky [Kucharsky!~kvirc@89-76-180-224.dynamic.chello.pl] has joined #linuxcnc
[12:16:37] -!- theorbtwo has quit [Ping timeout: 260 seconds]
[12:29:17] -!- Kucharsky has quit [Ping timeout: 248 seconds]
[12:31:08] -!- Kucharsky [Kucharsky!~kvirc@89-76-180-224.dynamic.chello.pl] has joined #linuxcnc
[13:03:13] -!- teepee has quit [Ping timeout: 244 seconds]
[13:07:28] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[13:10:42] <Polymorphism> still no decision...
[13:11:10] <Polymorphism> I was about to order the raptor 30x36 but I gfot it all into cart priced out spindle etc and total was something like 3800 all said and done
[13:11:21] <Polymorphism> vs 1200 for ebay 6040, 2500 for x6
[13:11:36] <Polymorphism> 6040 has only 2.7" z though... buty I think it would work for pcb and enclosure 4mm al cutting
[13:12:01] -!- FloppyDisk has quit [Ping timeout: 244 seconds]
[13:12:04] <Polymorphism> omio is nice but if I'm spending that much may as well spend a bit more and learn about putting together a cnc with the xzerro frame + my own spindle
[13:12:43] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[13:12:50] <Polymorphism> so 1200, 2500, 3800. and I'm stumped. My psyche is starting to break down so I'm probably just going to flip a coin at this point, or go with the most expensive option to prevent any chance of being disappointed
[13:12:57] <Polymorphism> have to go for a bit, bbl.
[13:13:40] <Polymorphism> oh forgot to mention, the reason I dont want to just gamble on the ebay 6040 is the limited z travel
[13:14:01] <Polymorphism> I was really hoping to take 3" high project boxes with flanges screw them straight to the spoilboard which is another .5" or so
[13:14:05] <Polymorphism> and then route directly in the top of them
[13:14:23] <Polymorphism> my alternative is to cutt he cases from scratch as plates and bolt together somehow or fold and bolt
[13:14:30] <Polymorphism> then the limited z would work
[13:14:34] <Polymorphism> but these boxes are so cheap and nice looking
[13:14:51] <Polymorphism> it would be preferable to just buy them and cut custom
[13:15:01] <Polymorphism> they can cut custom from china, but I think MoC is something like 100
[13:15:10] <Polymorphism> and still doesnt solve the pcb and engraving issue
[13:15:18] <Polymorphism> bbl for real, I will check log
[13:48:00] <malcom2073> Polymorphism: Well... at this point you could've now purchased *two* of the machines with the time you've spend hemming and hawing
[13:48:02] <malcom2073> :P
[13:49:38] <archivist> could have made one yourself in the time
[13:50:12] <malcom2073> True, but it takes one or two to figure things out and make anything decent
[13:52:10] <enleth> Just saw a video of a Sandvik CoroMill chewing through a block of steel as if it was butter, the RPMs are not unreasonably high for my mill and the thing is actually pretty cheap
[13:52:30] <archivist> finally the weather is good enough for outdoor scraping
http://www.collection.archivist.info/archive/DJCPD/PD/2015/2015_09_06_floor_standing_pillar_drill/IMG_1984.JPG
[13:52:37] <enleth> I wonder if the bridgeport would be able to handle it in general
[13:53:01] <archivist> only one way to fine out
[13:53:04] <archivist> find
[13:55:53] <enleth> yeah, worst case, shouldn't be too hard to sell it near the original price if it turns out to be too hard on the machine
[14:04:12] -!- Kucharsky has quit [Ping timeout: 246 seconds]
[14:07:02] <minibnz> whats the cost of the coromill ?
[14:20:35] -!- gonzo_ [gonzo_!~gonzo_@79-69-8-229.dynamic.dsl.as9105.com] has joined #linuxcnc
[14:22:20] <enleth> $50-100 depending on diameter
[14:26:25] <minibnz> hmm not too bad..
[14:33:29] -!- pandeiro has quit [Remote host closed the connection]
[14:43:30] -!- shaun413 [shaun413!uid121475@gateway/web/irccloud.com/x-pqkuogcprbcqazam] has joined #linuxcnc
[14:51:30] <cpresser> should I buy this?
http://www.versteigerer.com/de/1_fraesmaschine/l/1446?aid=68&Accid=7¤tpos=6
[14:52:02] <cpresser> a little bit to large for my garage though :)
[14:56:12] -!- kwallace has quit [Ping timeout: 276 seconds]
[15:01:55] <archivist> people have been known to add height for clearance in their garages, naming no names
[15:09:56] -!- BeachBumPete [BeachBumPete!~IceChat9@2601:585:8201:5d87:a435:f397:d7cd:5bcc] has joined #linuxcnc
[15:10:14] <archivist> cradek, your machine with a go faster bump is not on this page
http://www.timeguy.com/cradek/cnc
[15:11:49] <BeachBumPete> mornin folks!
[15:13:01] <Sync> machines already rusted away? ;)
[15:13:03] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[15:13:46] <archivist> rust is a mere protective coating on a good casting
[15:18:34] <cpresser> that one looks better:
http://imgur.com/GQhJBey
[15:18:54] <cpresser> i dont even need a machine... but i want a 'new' one to play around with
[15:21:52] <archivist> I want mine to be better, so cleaning up castings ready
[15:40:24] <BeachBumPete> man it is a gorgeous day here in South Florida :D
[15:41:05] -!- Kucharsky [Kucharsky!~kvirc@89-76-180-224.dynamic.chello.pl] has joined #linuxcnc
[15:45:32] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[15:47:01] -!- radish has quit [Ping timeout: 244 seconds]
[15:49:02] -!- theorbtwo has quit [Remote host closed the connection]
[15:49:35] <Sync> it also is nice here
[15:53:15] -!- the_qyd has quit [Quit: Page closed]
[15:56:20] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[16:00:53] <JT-Shop> so much for form tapping :(
[16:01:13] <JT-Shop> tap broke on the third hole in the VMC
[16:01:18] <malcom2073> Time to buy an EDM?
[16:01:38] <malcom2073> sinker*
[16:01:55] <JT-Shop> to get a $15 tap out of a $1 part?
[16:03:50] <malcom2073> Sure!
[16:03:55] <JT-Shop> which now makes the parts cost more than I sell them for
[16:03:57] <malcom2073> Sounds like a fantastic excuse to me
[16:04:01] <JT-Shop> I need to make more
[16:04:34] -!- Polylaptopism [Polylaptopism!~theorist@h96-61-87-10.cntcnh.dsl.dynamic.tds.net] has joined #linuxcnc
[16:05:58] * JT-Shop thinks it is nap time now
[16:11:51] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-skkgmrdfcwlpkziq] has joined #linuxcnc
[16:12:23] <Polylaptopism> gmm
[16:17:32] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[16:24:16] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[16:24:16] -!- Tecan has quit [Changing host]
[16:24:16] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[16:24:53] <CaptHindsight> maybe a small EDM the size of a drill press
http://www.edmtechcenter.com/index.php/products/hole-drilling/portable-edm-tap-remover
[16:25:09] <t12> http://i.imgur.com/U1noITy.jpg
[16:25:16] <CaptHindsight> this might be a good DIY project
[16:25:53] <t12> hah thats gret
[16:26:06] <CaptHindsight> t12: any idea of the year?
[16:26:06] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[16:26:07] <t12> sometimes you can selectively etch them out?
[16:26:58] <archivist> edm is easiest
[16:27:21] <CaptHindsight> and why does the guy at the controls always have a funny hat?
[16:27:35] <t12> hes the boss
[16:27:37] <t12> thats his boss hat
[16:27:59] <t12> i made a pretty programming jig
[16:28:01] <t12> https://www.instagram.com/p/BDuV2-CgCjR/
[16:28:05] <t12> https://www.instagram.com/p/BDuVw84ACjF/
[16:28:12] -!- alibama [alibama!~parker@c-50-134-13-226.hsd1.va.comcast.net] has joined #linuxcnc
[16:29:05] <CaptHindsight> trying to figure the year from clues in the pic
[16:29:46] <zeeshan|2> anyone know why on decel i would be ferroring out all the sudden for Z axis?
[16:29:49] <zeeshan|2> pcw? :D
[16:30:20] <zeeshan|2> http://i.imgur.com/SD7Cyuq.png
[16:32:06] <zeeshan|2> braking circuit fried on the drive?
[16:32:28] <Tom_itx> trying to run it too hard again???
[16:32:34] <zeeshan|2> no
[16:32:53] <zeeshan|2> it started ferroring out on Z
[16:32:58] <zeeshan|2> after a 10 parts
[16:33:15] <zeeshan|2> if i slow ipm down from 200 to 30ipm
[16:33:19] <zeeshan|2> i can get by...
[16:33:28] <zeeshan|2> its only doing it on high speed decel
[16:34:19] <Tom_itx> i recall something on the topic but don't remember the conversation
[16:34:45] <zeeshan|2> im gonna try a couple things to see
[16:34:59] <zeeshan|2> first decrease the max accel to like 20% of the current value and see if it stops
[16:35:03] <zeeshan|2> if it does
[16:35:12] <zeeshan|2> then im gonna swap x drive w/ z
[16:35:24] <zeeshan|2> and go back to original settings
[16:35:34] -!- raphdasouth [raphdasouth!~raph@zac83-1-78-232-174-217.fbx.proxad.net] has joined #linuxcnc
[16:35:38] <zeeshan|2> if its okay, then i know its the drive
[16:35:45] <zeeshan|2> ill replace the regen circuit with the spare drive
[16:35:48] <zeeshan|2> 's
[16:36:10] <zeeshan|2> i think the stupid amc drives have a self resetting fault thing
[16:36:16] <zeeshan|2> so it might actually be overvolting and resetting..
[16:36:20] <zeeshan|2> automatically
[16:36:30] <zeeshan|2> i need to physically see the drive if it flashes a red led
[16:37:37] <Tom_itx> that was one thing
[16:38:10] <Tom_itx> <pcw_home> the energy has to go somewhere when you decelerate (and normally its dumped back into the DC power supply)
[16:38:28] <zeeshan|2> i really wanna change my drives w/ something else
[16:38:37] <zeeshan|2> i know theyre undersized cause none of the drives can decelerate fast enough right now
[16:38:43] <zeeshan|2> which is why i get that jerky issue
[16:38:52] <zeeshan|2> or i need to replace the braking resistor with a much larger one
[16:39:01] <Tom_itx> try that
[16:39:09] <zeeshan|2> ill check as is right now
[16:39:11] <zeeshan|2> w/ the panel off
[16:39:19] <zeeshan|2> but boy the parts are coming out nice man
[16:39:21] <zeeshan|2> you should see!
[16:39:49] <Sync> zeeshan|2: use our drives!
[16:40:06] <zeeshan|2> which ones?
[16:44:55] -!- DaPeace has quit [Quit: Leaving.]
[16:49:42] -!- Frank__10 [Frank__10!~frank___@host106.190-224-94.telecom.net.ar] has joined #linuxcnc
[16:49:53] Frank__10 is now known as Frank_1
[16:50:31] <Frank_1> hi, does anyone around has a cnc machine that works by spring loaded rack and pinion'
[16:50:32] <Frank_1> ?
[16:53:18] -!- alibama has quit [Quit: alibama]
[16:53:19] <archivist> lots of older automatic cam operated machines have spring backlash removal, the drive is immaterial
[16:55:13] <archivist> I have two machines here with springs for that purpose
[16:56:05] <zeeshan|2> http://i.imgur.com/XjpaMIe.jpg
[16:56:06] <zeeshan|2> :D
[16:56:11] <zeeshan|2> http://i.imgur.com/NJDcsBf.jpg
[16:57:24] <Tom_itx> let's see how P2 aligns up with it
[16:57:32] <Sync> the stmbl zeeshan|2 :P
[16:57:36] <zeeshan|2> sync wtf
[16:57:39] <zeeshan|2> lol
[16:57:41] -!- anth0ny has quit [Client Quit]
[16:57:48] <Sync> I'll even fly over to laugh at your subaru and tune them
[16:58:32] <zeeshan|2> ok time to see wtf happened with the machine last night :P
[16:58:45] <Tom_itx> 2nd shift did it
[16:58:59] <zeeshan|2> lol
[16:59:24] <Tom_itx> finally got my new AC installed
[17:00:21] <Tom_itx> still had to put the freon tank in a bucket of hot water to get enough in it
[17:00:53] <Tom_itx> and partially wrap the coils to heat it up
[17:04:22] -!- GJdan has quit [Quit: WeeChat 1.5-dev]
[17:06:05] <archivist> zeeshan|2, sometimes you need 3 levels
http://www.collection.archivist.info/searchv13.php?searchstr=pollard+base+04
[17:10:23] <raphdasouth> hello, I'm new in the CNC world. Does anybody have experiences of using linuxcnc to generate pograms to control a CMS Brembana Concept 1700 CNC tool (for marble, granit,.. materials)?
[17:10:53] <JT-Shop> LinuxCNC can control most CNC machines
[17:11:07] <Tom_itx> it however doesn't generate programs
[17:11:10] <raphdasouth> we are now using EasyStone soft by DDX
[17:12:15] <raphdasouth> I guess linuxcnc is also generating bloc commands
[17:12:17] <archivist> linuxcnc is the control not the cam software
[17:12:19] <Tom_itx> countertop maker?
[17:12:38] <raphdasouth> OK I get it
[17:13:13] <archivist> there are some out there grinding marble with linuxcnc and compensating for the wheel wear
[17:13:43] <raphdasouth> wheel wear compensation is critical indeed !
[17:13:56] <raphdasouth> Would you recommend any linux soft to generate my bloc commands?
[17:14:15] <archivist> but I dont know where to point you for docs on how he did it
[17:15:14] <archivist> probably worth looking in the mailing list archives
[17:17:15] <raphdasouth> thanks. Anyway I have plenty of things to investigate to understand and handle this equipment
[17:17:56] -!- DaPeace [DaPeace!~Adium@185.7.17.15] has joined #linuxcnc
[17:18:10] <archivist> just done a search in my mail archive back to 2005, was later than that
[17:18:34] -!- maxcnc [maxcnc!~chatzilla@ip5f58618e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[17:18:40] <maxcnc> hi
[17:20:09] <maxcnc> raphdasouth: hi i mill marble sometimes
[17:20:38] <maxcnc> we make gravestones carving
[17:21:28] <JT-Shop> I guess I'll try the last form tap with Mobil 426 and turn the coolant off
[17:21:43] <Tom_itx> use tap honey
[17:22:48] <JT-Shop> like tap magic?
[17:23:47] <maxcnc> Haas Made a big improve in F1 today made it to 5th place
[17:24:21] <JT-Shop> I have this
http://www.norsemandrill.com/Metal-Cutting-Lubricant.php
[17:24:48] <archivist> sharp tap makes the biggest difference
[17:25:44] <JT-Shop> in a form tap?
[17:28:24] <CaptHindsight> maxcnc: what mill do you use for stone? DIY or?
[17:28:57] <maxcnc> yes with 100Alu Gantry blocks
[17:29:18] <maxcnc> thats 4x4
[17:29:23] <CaptHindsight> maxcnc: what do you use for a spindle?
[17:29:31] <maxcnc> with 80cm gridge
[17:29:51] <maxcnc> its a spindel from a stone grinder
[17:30:11] <maxcnc> acruly the hole stone grinder is on the Diy
[17:30:22] -!- witnit has quit [Quit: witnit]
[17:30:59] <maxcnc> acutely the whole
[17:31:02] <zeeshan|2> its definitely overvolting
[17:31:06] <zeeshan|2> i increased the ferror to 2"
[17:31:16] <zeeshan|2> and now i can see the led light flash red for a second on decel only
[17:31:28] <zeeshan|2> it's stupid how amc does this
[17:33:27] -!- HoloPed has quit [Ping timeout: 244 seconds]
[17:34:18] <Polylaptopism> what is the difference between 1605 and 1610 ballscrews, other than 5
[17:35:14] <maxcnc> izs the pitch
[17:35:23] <maxcnc> 5mm or 10mm per U
[17:35:23] -!- BeachBumPete has quit [Quit: I'm Outta here!!]
[17:35:44] <maxcnc> Polylaptopism: go for 5
[17:35:54] <maxcnc> then you can doe the 1.25 mod
[17:35:59] <zeeshan|2> http://www.a-m-c.com/download/datasheet/be25a20ac.pdf
[17:36:02] <zeeshan|2> page 2
[17:36:05] <maxcnc> gear value to steppers 400steps
[17:36:11] <maxcnc> rela perfect
[17:36:12] <zeeshan|2> er
[17:36:16] <zeeshan|2> i dont see it in the circuit diagram
[17:36:28] <zeeshan|2> there is a fuse in series with the shunt resistor
[17:36:38] <zeeshan|2> what would cause it to blow?
[17:37:04] <maxcnc> Polylaptopism: or stay with the cheeper 16x4 TR system
[17:37:16] <maxcnc> that will firt the 400 perfect
[17:37:26] <maxcnc> best accuraty at max speed
[17:37:47] <JT-Shop> I think I'll try a #37 it is 0.0007 over the max size for the M3 form tap
[17:38:47] <Sync> good enough
[17:40:06] <zeeshan|2> lol jt
[17:40:13] <zeeshan|2> for how much thread engagement ?
[17:40:24] <JT-Shop> 1/8"
[17:40:38] <JT-Shop> I also have this
http://www.mobil.com/USA-English/Lubes/PDS/GLXXENINDMOMobilmet_420.aspx
[17:40:52] -!- HoloPed [HoloPed!~HoloPed@66.11.188.221] has joined #linuxcnc
[17:41:08] <zeeshan|2> 50% or 75%
[17:41:15] <zeeshan|2> for reg taps i go for 75
[17:41:21] <zeeshan|2> but for form taps i go with 60%
[17:41:24] <zeeshan|2> cause theyre stronger
[17:41:43] <JT-Shop> thread engagement?
[17:41:46] <zeeshan|2> yes
[17:42:07] <zeeshan|2> 100% means both the male and female form are fully engaged
[17:42:16] <JT-Shop> right
[17:42:19] <zeeshan|2> 50% means only 50 % of the height of the thread is engaged
[17:42:44] <JT-Shop> the range of drills given to me by OSG was 2.459mm-2.599mm
[17:42:58] <zeeshan|2> http://www.guhring.com/documents/tech/charts/formtapdrill.pdf
[17:42:59] <JT-Shop> #37 is 0.104"
[17:43:02] <zeeshan|2> i would follow a table like that
[17:43:14] <zeeshan|2> what size tap
[17:43:27] <zeeshan|2> m3 by what
[17:43:34] <zeeshan|2> .5?
[17:43:48] <JT-Shop> aye
[17:43:51] <maxcnc> Gn8
[17:43:58] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 45.0/20160304114926]]
[17:44:34] <JT-Shop> ouch the largest was for 75% I think
[17:44:35] <zeeshan|2> looks like these guys recommend 2.80 to 2.7
[17:44:36] <zeeshan|2> intersting
[17:45:20] <zeeshan|2> if youre taping aluminum i think 75% is _ok_
[17:45:30] <zeeshan|2> but with steel ive snapped a 6-32
[17:45:32] <JT-Shop> well it wasn't lol
[17:45:34] <zeeshan|2> which is pretty close to the size youre taping
[17:46:04] <JT-Shop> I'm going to try 60% with Mobil 426 with my last tap
[17:47:08] <JT-Shop> so much for OSG's tech support
[17:47:13] <zeeshan|2> lol
[17:47:17] <zeeshan|2> that numbers are pretty diff
[17:47:35] <zeeshan|2> i need some electronics help guys!
[17:47:37] <zeeshan|2> http://www.a-m-c.com/download/datasheet/srst50.pdf
[17:47:41] <zeeshan|2> in a shunt regulator
[17:47:46] <zeeshan|2> if i increase R1 to double the value
[17:47:52] <zeeshan|2> does it blow up the voltage compator by any chance?
[17:49:26] <Sync> only if the voltage goes over the maximum voltage it can do
[17:49:53] <archivist> it is measuring the voltage then shunting so no
[17:49:55] <zeeshan|2> well the fuse is worsed
[17:49:58] <zeeshan|2> *blown
[17:50:02] <zeeshan|2> i was thinking of adding another 10 ohm resistor in series
[17:50:18] <zeeshan|2> for more power dissipation
[17:50:20] <Sync> o0
[17:50:28] <Sync> wat
[17:50:36] <archivist> that may help the fuse but the braking will be worse
[17:50:47] <Sync> most likely the fuse is blown because of the pulse loading
[17:50:52] <Sync> some don't like it
[17:51:12] <archivist> need a proper time delay fuse
[17:51:26] <archivist> even they fail after a period
[17:51:43] <archivist> look at the fuse to diagnose
[17:52:44] <archivist> if you can see the spring and solder with a small hole it failed due to repetitive strain, dont worry
[17:53:03] <archivist> if melted then over current
[17:53:31] -!- HoloPed has quit [Ping timeout: 252 seconds]
[17:54:22] <zeeshan|2> sec ill take a pic
[18:01:21] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[18:04:14] <djdelorie> if you want to increase the power dissipation, add another resistor in *parallel* with the existing one
[18:04:23] <djdelorie> that will increase the current that it can handle at the rated voltage
[18:04:48] <djdelorie> adding a resistor in series reduces the dissipated power
[18:05:45] <djdelorie> if you're blowing a fuse, assuming it's the right fuse, that means you need a bigger shunt regulator that can handle more current, and thus has a bigger fuse
[18:06:35] <CaptHindsight> if the fuse is sitting on the other side of the room or has completely vaporized then it's probably undersized or the peak load was too high
[18:06:47] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[18:06:53] <archivist> it sputtered the glass
[18:07:05] <djdelorie> right, but the purpose of the fuse is to protect against melted wiring or burned out connectors, etc.
[18:07:18] <archivist> http://i.imgur.com/Cj5gAkD.jpg
[18:07:21] <djdelorie> installing a bigger fuse without upgrading everything else defeats the purpose of a fuse
[18:08:15] <CaptHindsight> no kidding, I bet ohms law has something to do with this as well
[18:12:42] <zeeshan|2> thse fuse is quite small
[18:12:44] <zeeshan|2> relative to the wire size
[18:12:47] <zeeshan|2> the wire is a 12awg
[18:12:50] <archivist> I wonder if I have got all the wire brush wrinkly wires out of me clothing yet from this afternoons entertainment
[18:12:54] <zeeshan|2> not sure why there is 3A fuse there
[18:13:28] <djdelorie> is the fuse for the whole shunt, or just the comparator part?
[18:13:39] <zeeshan|2> its in series with the resistor
[18:13:41] <archivist> it protects the psu from a failed switching device
[18:13:41] <CaptHindsight> as I recall AMC doesn't have the greatest drive designs
[18:13:50] <zeeshan|2> CaptHindsight: i know all about them :P
[18:13:53] <zeeshan|2> they are massive fail
[18:14:00] <zeeshan|2> i really want to go to another drive
[18:14:17] <zeeshan|2> im definitely not using them on the lathe
[18:14:38] <archivist> I did manage to explode my resistors on one drive
[18:15:00] <CaptHindsight> I rarely have issues with Parker or Allen Bradley
[18:16:07] <JT-Shop> 60% worked much better and no push up on the edge
[18:16:13] <zeeshan|2> nice
[18:16:50] <djdelorie> well, a 3A fuse with a 20R resistor is 180 watts, which is a pretty big resistor
[18:16:53] <JT-Shop> never used a form tap so I didn't have any clue what to look for, thanks for the chart
[18:17:00] <JT-Shop> I saved a copy lol
[18:17:02] <zeeshan|2> its 10 ohm resistor
[18:17:08] <djdelorie> but the spec does say "motor delay" type fuse, not a normal fuse
[18:18:02] <CaptHindsight> quartz lamps make for low cost power braking resistors
[18:18:03] <djdelorie> in this case, you could use a bigger fuse if you replaced the resistor with one with the same ohms but larger power limits
[18:18:05] -!- hendrik has quit [Read error: Connection reset by peer]
[18:18:23] <zeeshan|2> djdelorie: but the fuse would strill blow though no?
[18:18:26] <zeeshan|2> cause the current is the same
[18:18:32] <zeeshan|2> er
[18:18:35] <zeeshan|2> i didnt read that right
[18:18:44] <djdelorie> a slow blow fuse will ignore spikes, a fast blow one will blow
[18:19:15] <CaptHindsight> hard to say since the design is poor
[18:19:40] <zeeshan|2> so the fuse is only protecting the resistor and the wire to the resistor
[18:19:41] <CaptHindsight> you might try it, but who knows what those knucklheads did
[18:20:01] <zeeshan|2> not the voltage comparator circuit
[18:20:12] <djdelorie> looks like it from the picture. Oh, *and* the wires between the shunt and the machine
[18:20:27] <archivist> sometimes you are protecting upstream of the fuse not downstream
[18:20:35] <djdelorie> i.e. the whole circuit that the high current is flowing on. Although, probably mostly there for the resistor
[18:20:52] <zeeshan|2> basically what i got from this conversation is
[18:20:58] <zeeshan|2> my drives is too small from the Z
[18:21:00] <zeeshan|2> =)
[18:21:02] <CaptHindsight> the real reson that they ground off all the part numbers might have been to hide the poor design
[18:21:09] <zeeshan|2> haha capt
[18:21:16] <gregcnc> I have one of those here and it also has a 3A fuse
[18:21:26] <zeeshan|2> gregcnc: its a garbage drive
[18:21:26] <CaptHindsight> RE might be a law suit
[18:21:31] <zeeshan|2> ive had 2 blow on the X and Y
[18:21:38] <zeeshan|2> only power up only
[18:21:39] <archivist> 3A seems very small for the job it is doing
[18:22:04] <Sync> nah, they don't expect huge braking loads
[18:22:06] <djdelorie> what's the bus voltage?
[18:22:11] <zeeshan|2> 200V
[18:22:27] <djdelorie> 200v * 3A = 600 watts
[18:22:43] <djdelorie> now, what's the watt rating of those resistors? The spec sheet says the big one is only rated at 195 watts
[18:22:51] <CaptHindsight> so 600 watt fuse :)
[18:22:55] <zeeshan|2> 50W
[18:22:55] <gregcnc> it will handle 6A for 5 seconds
[18:22:59] <djdelorie> in this case, yes
[18:23:04] -!- sumpfralle1 [sumpfralle1!~lars@subaru.opennet-initiative.de] has joined #linuxcnc
[18:23:13] <djdelorie> and 600 watts for too long and your resistor becomes a torch
[18:23:30] <zeeshan|2> Internal Shunt Resistance Ω 10 Internal Shunt Resistor Power Rating W 50 Internal Shunt Resistor Turn-on Voltage VDC 185
[18:23:32] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[18:23:33] <zeeshan|2> sorry 185V
[18:23:48] <CaptHindsight> https://en.wikipedia.org/wiki/Ohm's_law
[18:24:11] <CaptHindsight> http://www.ohmslawcalculator.com/ohms-law-calculator
[18:24:25] <archivist> slow your deceleration down from 11
[18:24:31] <zeeshan|2> I=P/V = .27A
[18:24:36] <zeeshan|2> where do they get 3 A from
[18:24:37] <zeeshan|2> :P
[18:24:39] <CaptHindsight> https://en.wikipedia.org/wiki/Murphy's_law
[18:24:54] <Frank_1> lol
[18:25:00] <zeeshan|2> its set to 14.5 right now archivist
[18:25:03] <zeeshan|2> ill slow it down to 12
[18:25:24] <CaptHindsight> http://andrew.triumf.ca/cgi-bin/murphy.html Murphy's Law Calculator
[18:25:39] <archivist> I was using the pop group turn it up to 11 term
[18:25:48] <zeeshan|2> oh lol
[18:25:53] <djdelorie> and if you have that kind of deceleration for more than 5 seconds, you need.... well, something bigger :-)
[18:26:19] <Frank_1> i have a 46% of screwing this up..
[18:26:31] <zeeshan|2> im gonna put this drive back in
[18:26:36] <zeeshan|2> hhopefully i didnt fry something else :P
[18:26:39] <djdelorie> (really, these things should be measured in joules - how much energy you need to dissipate total, and how much the resistor can absorb before it melts)
[18:27:23] <archivist> deceleration and resistor dissipation is often on a chart
[18:27:32] <archivist> or should be
[18:27:55] <zeeshan|2> 1/2 mv
[18:28:01] <zeeshan|2> ^2
[18:28:17] -!- witnit [witnit!~Thunderbi@199.168.78.124] has joined #linuxcnc
[18:28:45] <djdelorie> yeah, but I mean how long (seconds) can you decelerate before the total energy exceeds the resistor's heat ratings
[18:29:07] <djdelorie> that's why they use a slow-blow fuse: the resistor can handle 600 watts for a fraction of a second, but not forever
[18:29:31] <djdelorie> it's not power that kills resistors, it's energy
[18:29:36] <archivist> which depends on motor size and inductance and fairy dust^42
[18:29:58] <djdelorie> and the mass it's moving, and speed
[18:30:11] <djdelorie> a heavy gantry requires more braking power than a light one
[18:30:22] <archivist> he has heavy
[18:30:26] <djdelorie> (or a heavy <fill in the moving part>)
[18:30:33] -!- Frank_1 has quit [Ping timeout: 240 seconds]
[18:33:02] -!- Nick001-shop [Nick001-shop!~chatzilla@50.39.51.8] has joined #linuxcnc
[18:42:50] <Polylaptopism> so its worth 100 more for 1610??
[18:42:52] <Polylaptopism> vs 1605?
[18:43:22] <djdelorie> 100 more what? Days of indecision?
[18:44:21] <Deejay> hehe
[18:47:59] -!- chillly has quit [Quit: Ex-Chat]
[18:48:25] <Polylaptopism> dollars
[18:48:29] <Polylaptopism> for 1610 vs 1605 ball svcreww
[18:50:22] -!- alibama [alibama!~parker@c-50-134-13-226.hsd1.va.comcast.net] has joined #linuxcnc
[18:50:26] -!- alibama has quit [Client Quit]
[18:51:41] -!- miss0r [miss0r!~Andreas@188-181-66-160-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[18:52:55] <miss0r> I am going nuts here. I have hit the wall several times trying to rewrite my mastercam post processor to accomidate my 'new' quite old mill. It is concievable that noone else in this world has a post for mastercam for that particular machine?
[18:53:02] * miss0r is seriously about to loose it.
[18:53:16] <miss0r> I've seriously been scouering the internet for hours upon hours
[18:54:45] -!- rob_h has quit [Ping timeout: 276 seconds]
[18:54:56] -!- rob_h [rob_h!~robh@90.217.27.104] has joined #linuxcnc
[18:54:57] <Polylaptopism> for me its been 8 days xD
[18:55:36] <Sync> probably miss0r
[18:56:00] <djdelorie> is 8 days worth more than 100 dollars?
[18:56:05] -!- chillly has quit [Client Quit]
[18:56:05] -!- chillly_ has quit [Client Quit]
[18:56:29] <SpeedEvil> miss0r: you need to phrase your search query appropriately.
[18:56:31] <miss0r> Sync, I've seen mentionings of a post processor for the maho 800W with a 532 controller. that is quite simular to mine. if I could only get my hands onto that, I could probally rewrite that with ease
[18:56:49] <SpeedEvil> 'kitten 523 controller mastercam'
[18:57:01] <SpeedEvil> The internet is powered by kittens.
[18:57:28] <SpeedEvil> It can be frustrating to hit apparent gaps in the internet.
[18:57:38] <miss0r> so.. adding the !kitten$ parameter will work wonders ! :D
[18:59:06] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE84948c379051-CM84948c379050.cpe.net.cable.rogers.com] has joined #linuxcnc
[18:59:20] <miss0r> if I had any hair i'd start loosing it about now
[18:59:57] -!- teepee has quit [Ping timeout: 246 seconds]
[18:59:57] teepee_ is now known as teepee
[19:00:19] -!- raphdasouth has quit [Quit: Leaving]
[19:04:44] -!- zeeshan-mill has quit [Ping timeout: 260 seconds]
[19:16:30] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE84948c379051-CM84948c379050.cpe.net.cable.rogers.com] has joined #linuxcnc
[19:17:52] -!- rob_h has quit [Ping timeout: 264 seconds]
[19:18:24] -!- b_b has quit [Remote host closed the connection]
[19:39:24] <miss0r> bleh. off to the bat cave
[19:39:27] -!- miss0r has quit [Quit: Leaving]
[19:51:52] <Loetmichel2> *plopp* *pschhhh*
http://www.cyrom.org/palbum/main.php?g2_itemId=16068 <- sometime sthe brits have neat ideas. Draught out of a can ;)
[19:53:35] <t12> whats the proper way to pilot very small twist drill holes?
[19:53:45] <t12> like .050" and under
[19:55:32] -!- zeeshan-mill has quit [Ping timeout: 244 seconds]
[19:55:41] <t12> i started using spoitting drills to much nicer effect
[19:55:59] <t12> but web seems overly big even on a 1/8th spotting drill for small holes
[19:56:08] <t12> just punch with correct angle punch?
[20:09:41] -!- pink_vampire|2 [pink_vampire|2!~kvirc@67.210.40.189] has joined #linuxcnc
[20:11:33] -!- pink_vampire has quit [Ping timeout: 244 seconds]
[20:15:46] <gregcnc> you can get tiny spotting drills Harvey Tool is one source
[20:19:02] <JT-Shop> well that went much better having the correct hole size for the form tap, now at least I think I might make a chinese wage for the 50 parts
[20:19:13] -!- chillly has quit [Quit: Ex-Chat]
[20:19:35] <t12> gregcnc: thanks much!
[20:24:32] -!- Roguish has quit [Read error: Connection reset by peer]
[20:26:58] -!- Jymmmm [Jymmmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[20:27:12] <JT-Shop> zeeshan|2: got my parts done, thanks for the chart
[20:28:57] -!- justanotheruser has quit [Read error: Connection reset by peer]
[20:29:10] -!- Jymmm has quit [Ping timeout: 252 seconds]
[20:29:31] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[20:39:58] -!- swarfer [swarfer!~Thunderbi@105.184.192.136] has joined #linuxcnc
[20:45:31] -!- swarfer has quit [Quit: swarfer]
[20:48:31] -!- eFuchs [eFuchs!~huehuehue@2a00:79c0:617:4900:222:15ff:fecf:933d] has joined #linuxcnc
[20:56:06] <Deejay> gn8
[20:56:46] -!- Deejay has quit [Quit: bye]
[21:09:28] -!- anth0ny has quit [Quit: anth0ny]
[21:10:43] -!- sabrex [sabrex!sabrex@50.46.144.61] has joined #linuxcnc
[21:22:40] <zeeshan|2> jt nice :D
[21:22:55] <zeeshan|2> jt whatcha makin
[21:33:10] -!- gregcnc has quit [Read error: Connection reset by peer]
[21:35:32] -!- gregcnc [gregcnc!~chatzilla@75-27-101-47.lightspeed.crlkil.sbcglobal.net] has joined #linuxcnc
[21:43:39] -!- pink_vampire [pink_vampire!~kvirc@67.210.40.189] has joined #linuxcnc
[21:44:50] <Tom_itx> zeeshan|2 what chart?
[21:45:17] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE84948c379051-CM84948c379050.cpe.net.cable.rogers.com] has joined #linuxcnc
[21:45:39] * Tom_itx redirects zeeshan-mill to zeeshan|2
[21:45:48] <zeeshan-mill> =]
[21:45:50] <zeeshan-mill> sup'
[21:45:51] -!- pink_vampire|2 has quit [Ping timeout: 246 seconds]
[21:45:57] <Tom_itx> <Tom_itx> zeeshan|2 what chart?
[21:46:12] -!- gregcnc has quit [Read error: Connection reset by peer]
[21:46:22] <Tom_itx> did you figure out your Z ferror?
[21:46:27] <zeeshan-mill> guhring cold form chart
[21:46:27] <zeeshan-mill> yes
[21:46:34] <zeeshan-mill> the fuse on the braking shunt was gone
[21:46:40] <Tom_itx> ahh
[21:46:41] -!- gregcnc [gregcnc!~chatzilla@2602:304:b1b6:52f0:c811:fd1:b641:a8] has joined #linuxcnc
[21:46:45] <zeeshan-mill> i changed it and decreased the accel/decel rate
[21:46:46] <Tom_itx> burned out?
[21:46:50] <zeeshan-mill> lightly
[21:46:54] <zeeshan-mill> not fully blown
[21:46:56] <Tom_itx> put a stove element on it
[21:47:07] <zeeshan-mill> lol
[21:47:13] <Tom_itx> i'm not shitting you
[21:47:30] <zeeshan-mill> no space :P
[21:47:38] <Tom_itx> water heater then
[21:47:49] <Tom_itx> they are made to disapate heat aren't they?
[21:54:34] <Tom_itx> zeeshan-mill, workin on P2 yet?
[21:54:47] <Tom_itx> did you mill vise jaws to hold it?
[22:00:35] -!- Gaston|Home has quit [Ping timeout: 248 seconds]
[22:01:13] -!- Gaston|Home [Gaston|Home!~quassel@rosie.office.tw.ly] has joined #linuxcnc
[22:03:54] <zeeshan|2> makin vids
[22:03:55] <zeeshan|2> =]
[22:03:58] <zeeshan|2> ull see!
[22:04:11] <zeeshan|2> im doing a run on p1 right now
[22:04:18] <zeeshan|2> wanna finish at least 50
[22:04:40] <Tom_itx> better make 52 cause you'll screw a couple up on P2
[22:05:39] <Tom_itx> put 2 vises on the table and run P1 twice, changing parts while the other one runs
[22:06:32] <zeeshan|2> i wish i had 3 vises
[22:06:34] <zeeshan|2> or 4!
[22:06:41] <Tom_itx> toumbstone
[22:06:46] <zeeshan|2> double vises
[22:07:04] <zeeshan|2> one day ill get if i do more production
[22:07:38] -!- anth0ny has quit [Quit: anth0ny]
[22:07:51] <Sync> get them nao
[22:25:47] -!- alibama [alibama!~parker@c-50-134-13-226.hsd1.va.comcast.net] has joined #linuxcnc
[22:30:18] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[22:32:11] <Polylaptopism> 14x21 omio x6-2250l for $2500 or xzero raptor 18x36 for 2800? xzero might be more solid and precise? omio is usb and wireless remote and more turnkey
[22:32:18] <Polylaptopism> I've narrowed it down to these
[22:32:32] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[22:33:25] <andypugh> I have a tochscreen display for my lathe retrofit. I am planning out the control panel, which has lots of room on it.
[22:33:56] <andypugh> I am trying to decide what I want on the panel.
[22:34:00] -!- Frank_1 [Frank_1!~frank___@host54.181-14-144.telecom.net.ar] has joined #linuxcnc
[22:35:13] <andypugh> I think I am going to have plenty of spare space. So far I am planning on MPGs for spindle overide and feed overide. Then there is a feed-select switch and program-start / program stop.
[22:36:13] -!- Kucharsky has quit [Ping timeout: 248 seconds]
[22:36:20] <andypugh> The plan is to have X and Z jogwheels actually on the carriage.
[22:36:53] <andypugh> And that is probably the right place for the feed-select switch.
[22:37:05] <andypugh> I guess coolant off / on / auto makes sense
[22:37:42] <andypugh> Maybe spindle auto/manual makes sense, for tailstock drilling?
[22:37:44] <Tom_itx> indicator leds
[22:38:10] -!- gregcnc has quit [Read error: Connection reset by peer]
[22:39:22] <andypugh> There is an electronic 2-speed gearbox. I suppose that could be on an auto-high-low switch too.
[22:39:37] <andypugh> Indicator LEDs is a good point.
[22:40:09] <CaptHindsight> http://www.fearofstuff.com/humans/fear-of-making-decisions/
[22:40:14] -!- Contract_Pilot has quit [Quit: Leaving]
[22:40:23] <CaptHindsight> Decidophobia
[22:41:04] <CaptHindsight> http://phobia.wikia.com/wiki/Decidophobia
[22:41:18] -!- alibama has quit [Quit: alibama]
[22:41:18] -!- Nick001-shop has quit [Remote host closed the connection]
[22:41:23] -!- gregcnc [gregcnc!~chatzilla@2602:304:b1b6:52f0:c811:fd1:b641:a8] has joined #linuxcnc
[22:42:38] <CaptHindsight> can't decide if you have decidiphobia?
http://www.changethatsrightnow.com/making-decisions-phobia/online-test/
[22:43:13] <Polylaptopism> https://www.youtube.com/watch?time_continue=77&v=yfZ7Tg2-2sk
[22:43:14] <Polylaptopism> mini raptor
[22:43:33] <andypugh> Are you suggesting that my excessive deliberation about the front panel controls on my lathe is symptomatic of this?
[22:44:05] <CaptHindsight> andypugh: no not you
[22:44:18] <andypugh> Polylaptopism: That’s a terrible video
[22:45:46] <CaptHindsight> andypugh: you've luckily missed the 8 day drama over a small cnc router
[22:46:02] <andypugh> I haven’t missed all of it
[22:46:53] <Polylaptopism> andypugh, really?
[22:47:03] -!- teepee has quit [Ping timeout: 244 seconds]
[22:49:14] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[22:50:11] <zeeshan|2> i dont really see the need for coolant anymore
[22:50:14] <zeeshan|2> =P
[22:50:23] <zeeshan|2> mist seems to work good
[22:50:43] <zeeshan|2> andypugh: which lathe are you converting?
[22:51:00] <andypugh> Holbrook Minor
[22:51:15] <zeeshan|2> doesnt look minor :P
[22:51:26] <andypugh> You should see the Holbrook Magna
[22:53:18] -!- zeeshan-mill has quit [Ping timeout: 276 seconds]
[22:53:48] <skunkworks> the mesa card seems to count the gear sensors. Index seems to work
[22:53:48] <zeeshan|2> goddamn mills wireless connection keeps drolling
[22:53:58] <zeeshan|2> skunkworks: !!!
[22:54:06] <zeeshan|2> i think youre the person to talk about this
[22:54:15] <zeeshan|2> do you think when youre doing small arcs
[22:54:21] <skunkworks> sure - what? ;)
[22:54:24] <zeeshan|2> and you get massive jitters like going from 100 ipm feed to 5 ipm feed
[22:54:36] <zeeshan|2> is only to do with the fact that my accel rates are limtied to 18 in/s^2?
[22:54:39] <zeeshan|2> accel/decel
[22:54:51] <zeeshan|2> or is it something to do w/ the TP
[22:55:02] <zeeshan|2> have you tried?
[22:55:18] <zeeshan|2> er. i mean what is your in/s^2?
[22:55:37] <skunkworks> that is pretty low... is it jitter? like have you logged the feedback to see if maybe you are oscillating?
[22:55:48] <zeeshan|2> i dont know its jitter
[22:55:53] <zeeshan|2> but visually i can see the ipm drop
[22:56:09] <skunkworks> right - it will - you can't defy physics.. ;)
[22:56:27] <skunkworks> can you video it?
[22:56:38] <zeeshan|2> i took some latest video but itll take some time to process it
[22:56:42] <zeeshan|2> i do have an old video where you can see it
[22:56:57] <zeeshan|2> i got it to be much better by increasing the in/s^2 for x and y
[22:57:00] <zeeshan|2> but its still there
[22:57:13] <zeeshan|2> especially when youre making like 10 thou arcs
[22:58:06] <zeeshan|2> https://youtu.be/70rd9fK-UGg?t=88
[22:58:11] <zeeshan|2> you can see it on the back feed
[22:58:17] <skunkworks> https://www.youtube.com/watch?v=HPzow8L1dxw
[22:58:19] <zeeshan|2> and around corners
[22:58:41] <zeeshan|2> wow thats a cute machine
[22:59:36] <zeeshan|2> yea your ipms drop in that too
[23:02:11] -!- theorbtwo has quit [Read error: No route to host]
[23:03:18] <skunkworks> yes - the sharper the turn - the slower the feed depending on acceleration
[23:03:31] <zeeshan|2> its really noticeable on smaller circles
[23:03:43] <zeeshan|2> okay so bottom line is i need more accel
[23:04:40] <skunkworks> sure - I wish I could calculate it for you - are you not an engineer? You could calculate the maximum velocity around a circle with a given radius and acc
[23:04:59] <Polylaptopism> https://www.youtube.com/watch?time_continue=4&v=ByRpKzjSHro
[23:05:04] <Polylaptopism> x6-2200l alu
[23:05:21] <zeeshan|2> yea its a = v^2 / r
[23:06:21] <skunkworks> so - v = sqr(a*r)
[23:06:34] <skunkworks> what is your radius?
[23:06:49] * zeeshan|2 checks cam
[23:07:47] <zeeshan|2> .0375
[23:08:08] <skunkworks> + cutter radius
[23:08:18] <zeeshan|2> no that is the actual tool path radius
[23:08:24] <JT-Shop> zeeshan|2:
http://mesaus.com/index.php?route=product/product&path=70&product_id=80
[23:08:33] <zeeshan|2> a = (200in/s)^2 / 0.0375in
[23:08:49] <skunkworks> how big is your cutter?
[23:08:51] <zeeshan|2> 1066666.7 in/s^2
[23:08:55] <zeeshan|2> something doesnt make sense there :P
[23:08:56] <skunkworks> ah
[23:08:56] <zeeshan|2> 3/8"
[23:09:02] <skunkworks> I understand
[23:09:17] <skunkworks> heh - that doesn't seem right
[23:10:20] <skunkworks> no - sqr(18*.0375)
[23:10:44] <zeeshan|2> thatd give max constant velocity true
[23:11:08] <zeeshan|2> there shouldnt be a negative
[23:11:15] <zeeshan|2> v = sqrt(a*r)
[23:11:18] <skunkworks> .82 in/sec
[23:11:50] <zeeshan|2> 49ipm
[23:12:00] <witnit> should I?
http://www.ebay.com/itm/201551869770
[23:12:21] <zeeshan|2> skunkworks: i guess easy solution for dynamic milling tool paths is to increase the minium radius
[23:12:22] <zeeshan|2> :D
[23:12:26] <zeeshan|2> but sometimes you cant get away with it
[23:13:48] <zeeshan|2> 1066666.7 in/s^2 shoulda said 1066666.7 in/min^2
[23:13:50] <zeeshan|2> that makes sense now
[23:13:57] <zeeshan|2> 300in/s^2 is required
[23:14:06] <zeeshan|2> to travel 200 ipm constant around a 0.0375 curve
[23:14:24] <skunkworks> there you go
[23:14:28] <skunkworks> mind the units
[23:14:33] <zeeshan|2> thank you for reminding me math exists
[23:14:34] <zeeshan|2> :D
[23:16:15] <witnit> I kind of want to buy it but the lack of chip control is really hindering
[23:16:58] <witnit> machines with enclosures are great and often not much more I think
[23:18:17] <andypugh> I don’t really miss not having an enclosure. And depending on how varied your work is, you might find an enclosure gets in the way.
[23:19:02] <andypugh> If you intend blasting coolant at the work, then it is probably worthwhile. But that Boss probably has a relatively slow spindle and likely won’t be flinging swarf very far.
[23:19:06] <zeeshan|2> correct me if im wrong but the motor spec says max acceleration is 9920 rad/s^2
[23:19:19] <zeeshan|2> tangential accel = r*angular accel
[23:19:44] <zeeshan|2> r for the screw is 1.25in * 9920rad/s^2, so 12400 in/s^2 is possible?
[23:19:47] <zeeshan|2> seems high :P
[23:20:19] <andypugh> Wrong equation, I think.
[23:20:43] <archivist> forgetting moving mass of table etc
[23:20:44] <andypugh> You want the screw pitch and drive ratio to convert angular to linear accel
[23:21:06] <zeeshan|2> archivist: not looking @ inertia right now
[23:21:23] <andypugh> And that number is the motor limit, nothing of practical use when the machine is attached
[23:21:24] <zeeshan|2> or should i be :P
[23:22:45] <archivist> especially with that heavy beast
[23:22:53] <andypugh> Use motor torque to get a linear force, use that to guess your table accel. But also bear in mind the motor rotor inertia
[23:23:30] <andypugh> Anyway, work tomorrow. Night all
[23:23:38] -!- andypugh has quit [Quit: andypugh]
[23:23:39] <zeeshan|2> gnite
[23:24:32] <Tom_itx> JT-Shop, is that what you're tapping?
[23:24:40] <Tom_itx> err thread forming
[23:24:56] <archivist> and what really screws simple maths is a badly balanced load on the table
[23:26:12] -!- zlog [zlog!~zlog@ip68-102-196-26.ks.ok.cox.net] has joined #linuxcnc
[23:26:54] <zeeshan|2> input crap -> output golden egg
[23:28:04] <archivist> my B axis was so heavy on the mk1 XY that the friction was very high
[23:28:24] <Tom_itx> zeeshan|2, in your dreams
[23:28:56] -!- HoloPed [HoloPed!~HoloPed@66.11.188.221] has joined #linuxcnc
[23:30:07] <_methods> little shaper works
[23:30:10] <_methods> https://www.dropbox.com/s/f32nmqfxt42f6vb/2016-04-03%2017.33.41.mp4?dl=0
[23:30:11] -!- JT-Shop has quit [Read error: Connection reset by peer]
[23:30:16] -!- jthornton has quit [Read error: Connection reset by peer]
[23:30:42] -!- jthornton [jthornton!~john@198.45.191.246] has joined #linuxcnc
[23:30:42] -!- JT-Shop [JT-Shop!~emc@198.45.191.246] has joined #linuxcnc
[23:31:47] <Polylaptopism> https://www.youtube.com/watch?time_continue=36&v=STkHmhuczL0 xzero machine pool cue
[23:32:56] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[23:39:14] -!- KimK has quit [Ping timeout: 244 seconds]
[23:47:47] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[23:48:47] <zeeshan|2> this is a noob q
[23:49:06] <zeeshan|2> but has anyone ever extended the shank of an end mill out of a collet
[23:49:13] <zeeshan|2> and done a deeper cut
[23:49:30] <zeeshan|2> for example if the end mill has a 1" LOC could you cut 1.25" with it
[23:49:47] <zeeshan|2> is the shank a bit undersized? :p
[23:51:06] <Tom_itx> i don't think it is
[23:52:22] -!- KimK [KimK!~Kim__@ip68-102-66-31.ks.ok.cox.net] has joined #linuxcnc
[23:53:00] <Tom_itx> zeeshan|2 how do you propose cutting 1.25 with a 1" loc?
[23:53:11] <zeeshan|2> cut 1" of materialk
[23:53:19] * Tom_itx realizes what zee meant
[23:53:19] <zeeshan|2> then go down another .25" and cut the remaining
[23:53:26] <Tom_itx> you could try it
[23:53:29] <zeeshan|2> ive done this with my 3 flut indexable
[23:53:32] <zeeshan|2> and it rubs
[23:53:38] <Tom_itx> well of course it will
[23:53:39] <zeeshan|2> and leaves a shit finish on the surface where it rubbed
[23:53:44] <Tom_itx> well of course it will
[23:53:54] <Tom_itx> but you're welcome to try it again
[23:53:57] <zeeshan|2> lol
[23:54:04] <zeeshan|2> maybe things will change? =P
[23:54:10] <zeeshan|2> in the case of the indexable end mill
[23:54:11] <Tom_itx> it will gauld the material
[23:54:20] <zeeshan|2> the inserts could be tiny bit smaller than the shank dia
[23:54:28] <zeeshan|2> which they are cause my parts always end up being oversized
[23:55:19] <zeeshan|2> i wonder if i have a 3 flute 1/4" end mill 1.25" loc
[23:55:22] * zeeshan|2 looks
[23:55:31] <zeeshan|2> itll save so many tool changes
[23:56:02] <Tom_itx> may also start to chatter
[23:59:30] -!- alibama [alibama!~parker@c-50-134-13-226.hsd1.va.comcast.net] has joined #linuxcnc
{kind=link}
{kind=link}
{kind=link}
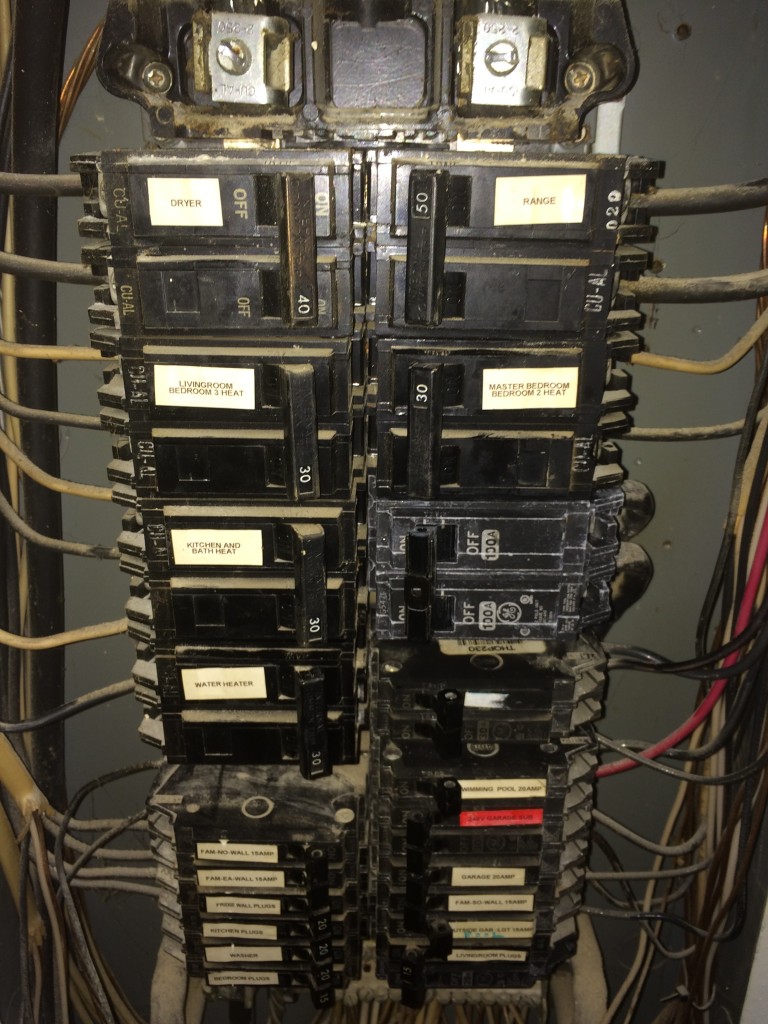{kind=link}
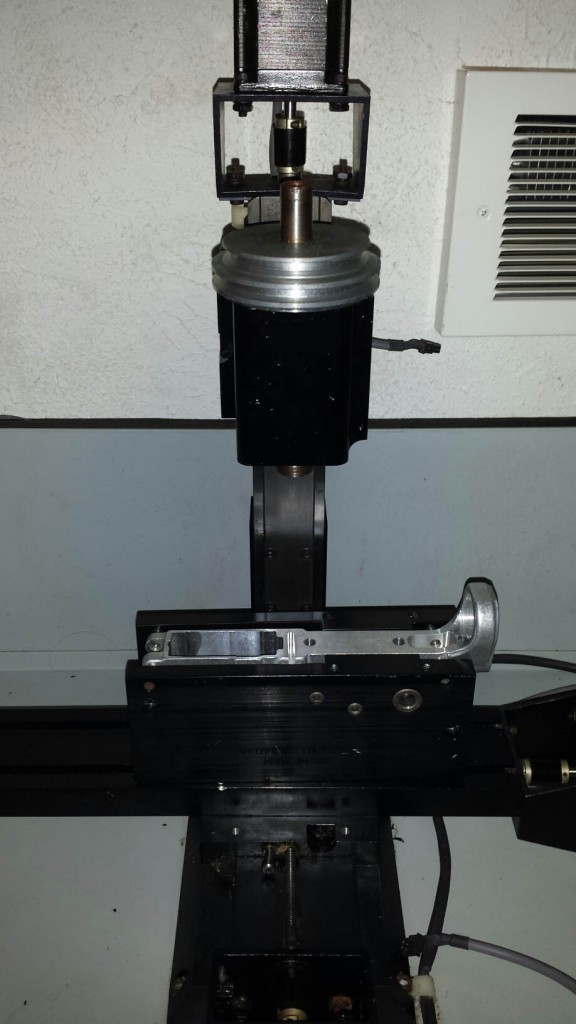{kind=link}
{kind=link}
{kind=link}
{kind=link}
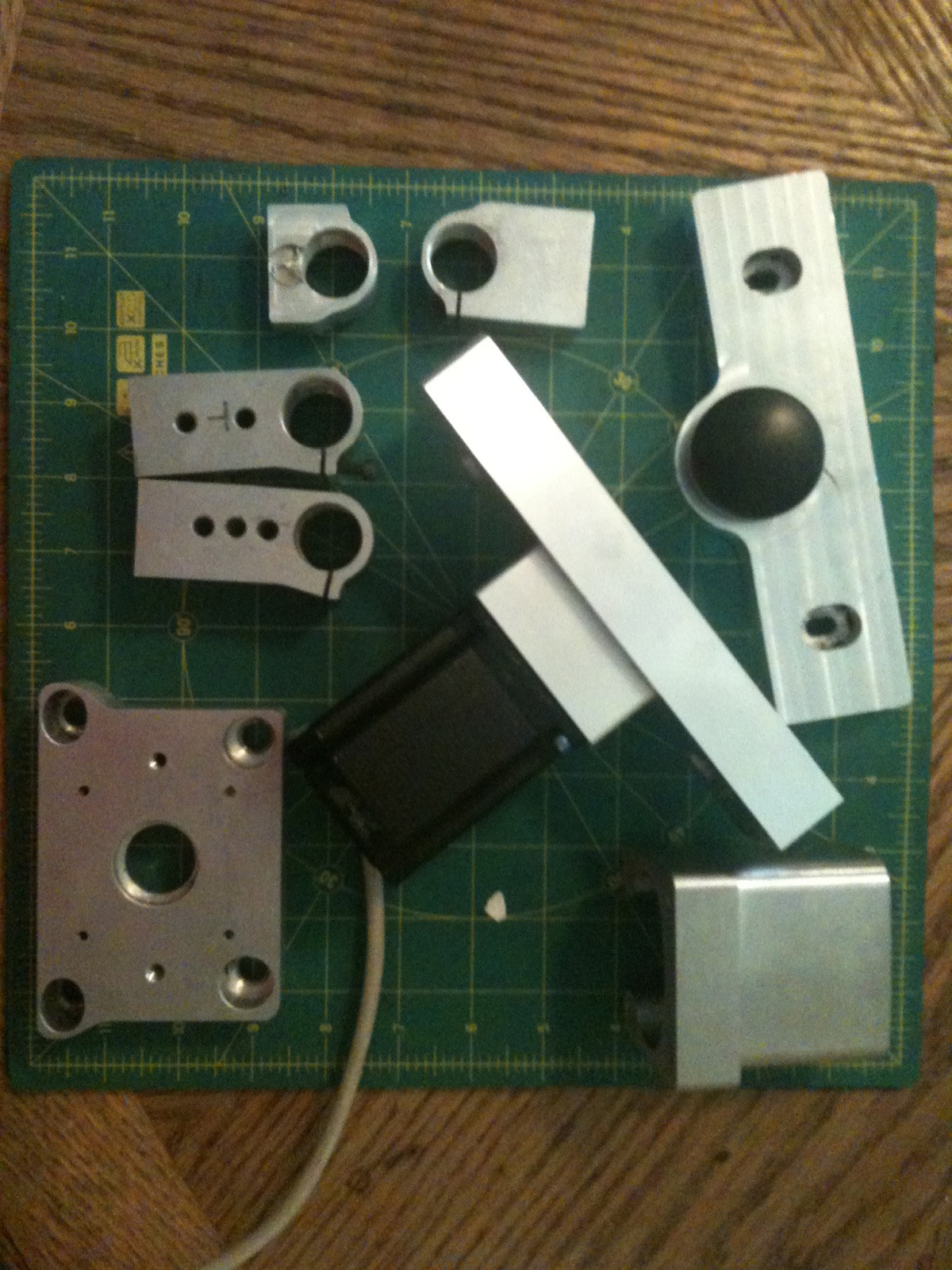{kind=link}
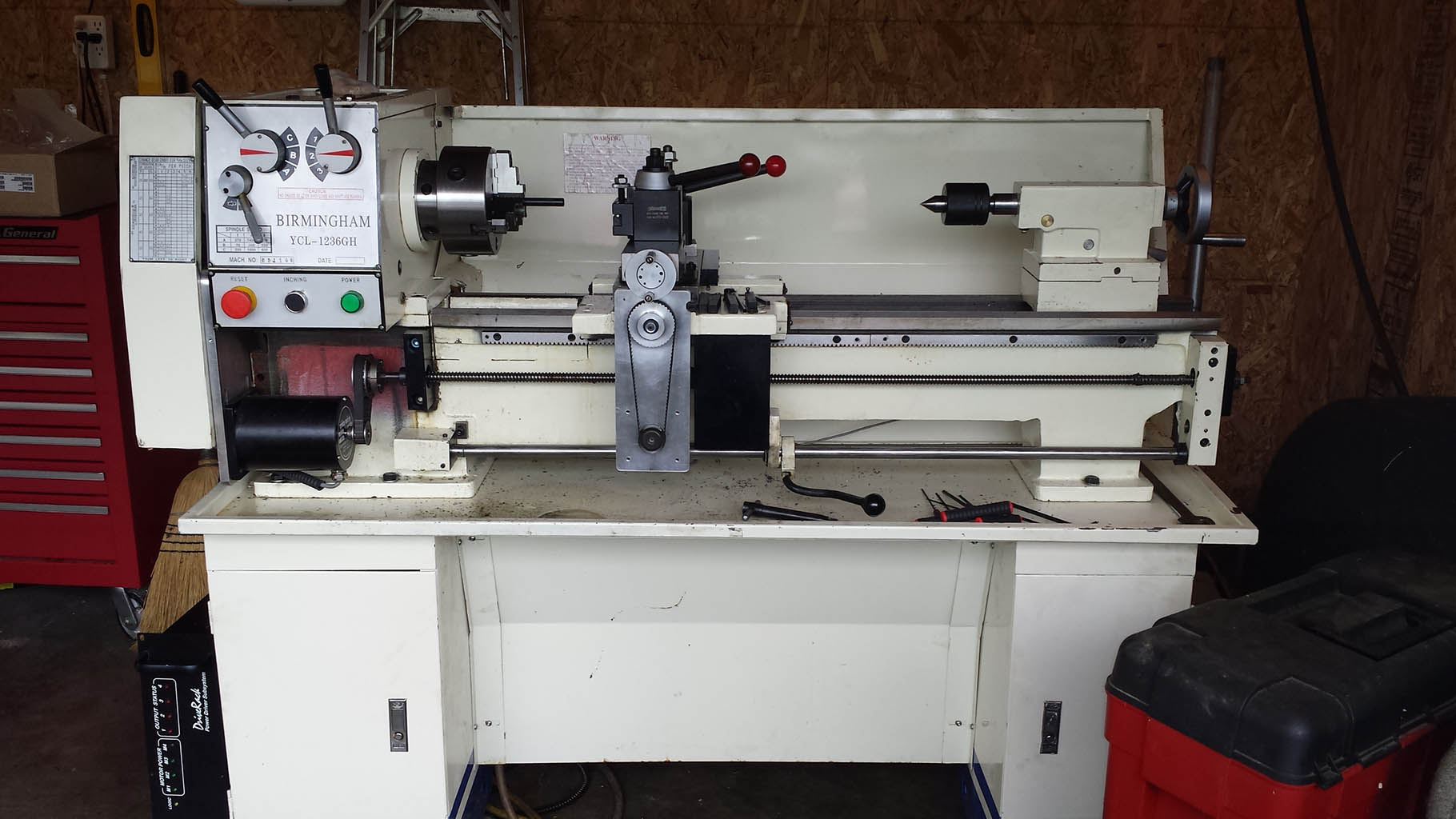{kind=link}
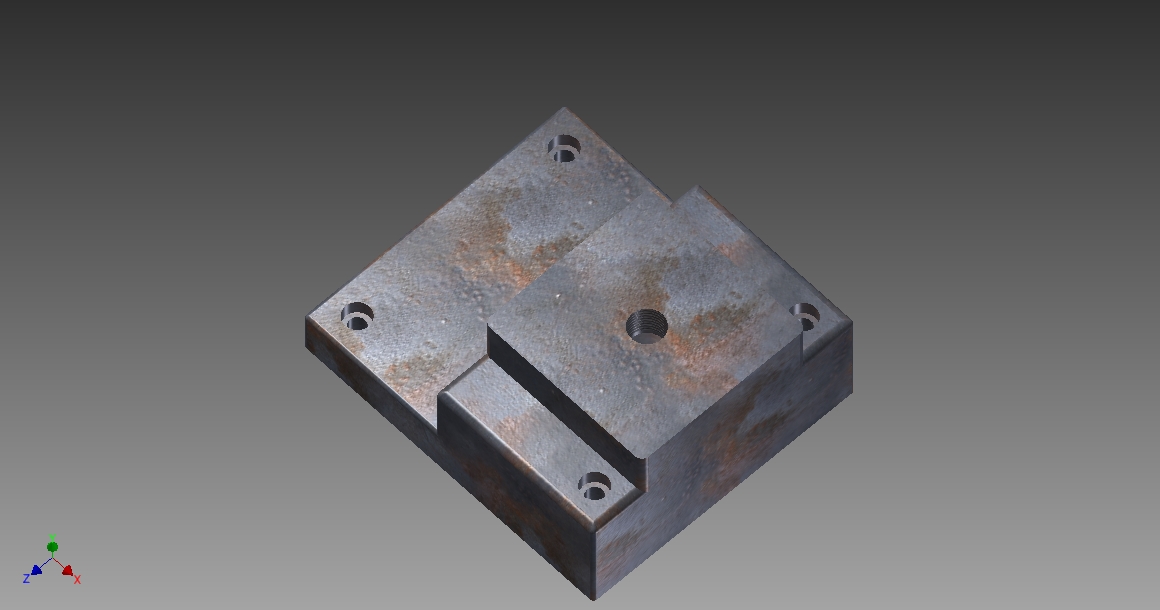{kind=link}
{kind=link}
{kind=link}
{kind=link}
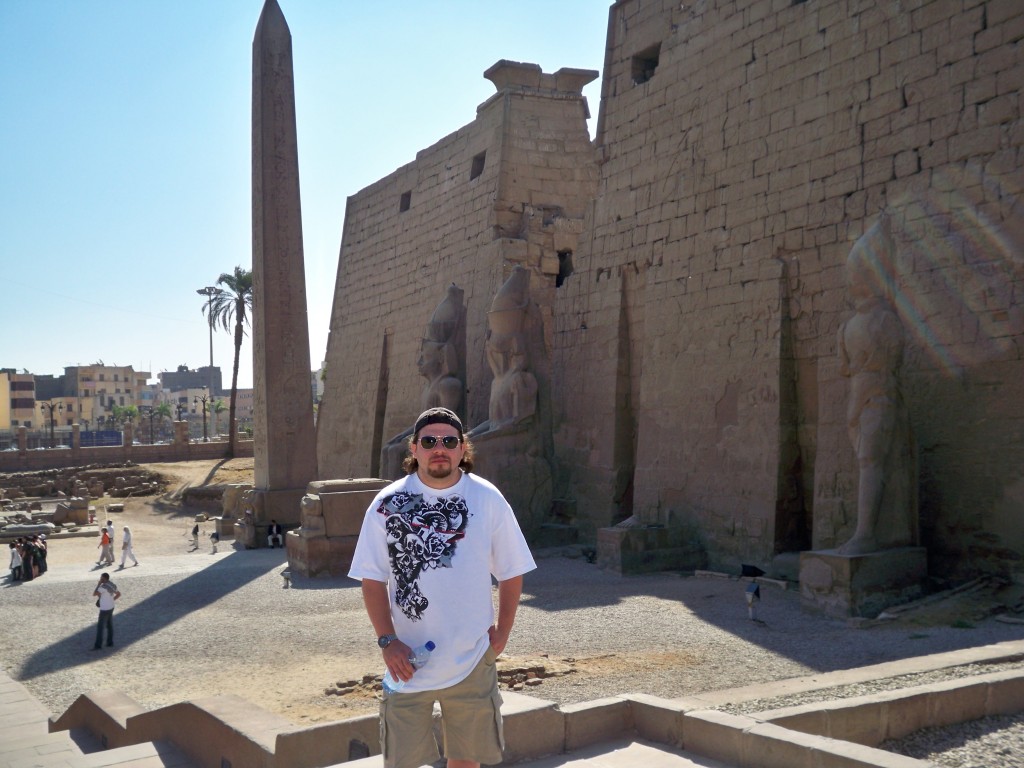{kind=link}
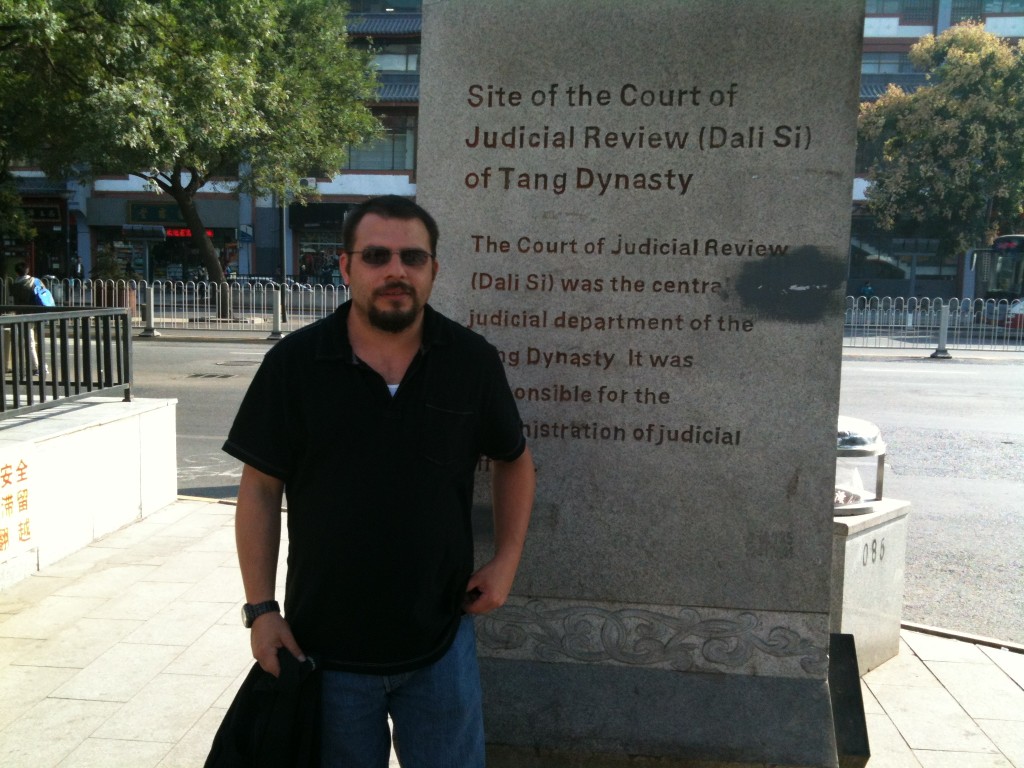{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}