Back
[00:08:47] <dgarr> JT-Shop: "destroy ." you omitted the dot above
[00:12:36] <robin_sz> CaptHindsight, and before my laptop crashed: its not an exchange rate thing so much as the importers making ridiculous profits
[00:16:23] -!- dgarr has quit [Quit: Leaving.]
[00:17:10] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:18:34] -!- rob_h has quit [Read error: Connection reset by peer]
[00:20:10] -!- eFuchs has quit [Remote host closed the connection]
[00:24:16] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[00:32:31] -!- justanotheruser has quit [Quit: Reconnecting]
[00:32:51] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[00:34:32] -!- KimK_laptop has quit [Quit: Leaving]
[00:36:28] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[00:38:08] -!- gonzo_nb has quit [Remote host closed the connection]
[00:38:09] -!- jthornton has quit [Read error: Connection reset by peer]
[00:38:48] -!- jthornton [jthornton!~john@198.45.191.246] has joined #linuxcnc
[00:38:49] -!- hatch789 [hatch789!ad439dd2@gateway/web/freenode/ip.173.67.157.210] has joined #linuxcnc
[00:42:37] <hatch789> hey guys would anyone know why I might be getting drift on my 7i43 board when it's powered up. With power off to my 7i43 board my servo's are nice and quiet and don't move one bit. As soon as I turn my 7i43 board on my servos start moving both X&Y at a slow constant speed.
[00:50:53] -!- AR_ has quit [Quit: Leaving]
[00:53:38] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:57:19] <andypugh> Is the encoder feedback changing?
[00:58:38] <hatch789> how would I know that Andy?
[00:59:54] <andypugh> Have a look with halmeter
[01:00:28] <hatch789> I was trying to do that the other day but didn't know what channels to view.
[01:01:39] <hatch789> I thought it would be the signal channel as that's really the only thing which controls the servers moving... right?
[01:03:35] <andypugh> Start by looking at axis.N.motor-position-fb, I supose.
[01:04:01] <andypugh> Other than the drift, do things move under control?
[01:04:38] <hatch789> yes and if I force power on with LinuxCNC then the servos stop but I can tell they're fighting (trying to move).
[01:05:07] <hatch789> but that's because of whatever has changed on the 7i43 board which is now making them want to move in a particular direction on their own
[01:05:32] <hatch789> so I didn't keep the linuxcnc power on more than a few seconds
[01:05:37] <hatch789> I didn't want to hurt my servos
[01:05:45] <andypugh> Are the drives enabled by the 7i43?
[01:06:13] <hatch789> servo drives are driven by a Westamp servo drive board
[01:06:42] <hatch789> it's working perfectly ...no noise or drift at all while the power is off to the 7i43
[01:06:49] <andypugh> If these are velocity mode servos then it’s quite normal for them to drift if the drives are powered up but the closed-loop feedback is disabled.
[01:07:01] <hatch789> as soon as I flip the switch to the 7i43 the servos start to move then. So this has to be the 7i43 doing something odd
[01:07:25] <hatch789> it's connected to a 7i49 resolver board and then a 7i42T board for limit switches
[01:07:51] <PCW> Check the 5V
[01:07:54] <andypugh> Is there any way to tell at what point the amps get enabled?
[01:08:44] <hatch789> you mean the signal that should be between -10 and +10v?
[01:09:25] <hatch789> my 5v power supply is an isolated supply. Do you mean to check that to make sure it's truly 5v?
[01:09:57] <PCW> Yes
[01:10:13] <hatch789> ok ...are you going to be on for a bit?
[01:10:25] <hatch789> I will check that
[01:11:04] <PCW> also, as Andy says, drift is expected in velocity mode servos if they are enabled but linuxcnc does not have the PID loop closed
[01:11:55] <hatch789> PID loop... why would that have come open where before it was not?
[01:13:37] <PCW> are the drives enables controlled by linuxcnc?
[01:15:01] <hatch789> I don't think so ...when I hit the RESET button on my machine the drives are powered on and the servo's power X & Y so I can no longer spin the hand controls ...this I can do to test drift on the servo motors BEFORE power is applied to the 7i43 board
[01:15:23] <hatch789> so they are at this point waiting only for a signal from the 7i43 (really 7i49) board
[01:15:43] <hatch789> anything +10v to -10v will send the servos moving
[01:16:13] <hatch789> so this constant slow movement seems like there is a small signal 1v or -1v on the 7i49 board now for some odd reason
[01:17:33] * Jymmm removes the 1.2V battery
[01:18:05] <hatch789> if I send you my .hal file would you be able to see which channel I need to look at in my hal meter to see if this is true?
[01:19:04] <_methods> Jymmm: stfu
[01:19:30] <_methods> i know u still have it attached to your small hands
[01:22:59] <andypugh> Time I stopped. Night all.
[01:23:05] -!- andypugh has quit [Quit: andypugh]
[01:26:26] -!- hatch789_ [hatch789_!ad439dd2@gateway/web/freenode/ip.173.67.157.210] has joined #linuxcnc
[01:26:28] <_methods> don't leave english patiente
[01:27:07] <PCW> You need to control the drive enables by linuxcnc otherwise your axis will always drift before
[01:27:08] <PCW> LinuxCNC is running or when linuxCNC is not in the machine-on state
[01:27:10] <PCW>
[01:28:01] -!- toner has quit [Remote host closed the connection]
[01:28:56] * Jymmm pokes PCW with a stick... still breathing over there?
[01:29:10] <hatch789_> so when linuxcnc is not running the "signal" could be drifting
[01:29:16] <hatch789_> that's what you're saying?
[01:29:45] <_methods> i think, i drank way too much
[01:30:08] <Jymmm> ...cough syrup.
[01:30:09] <_methods> i'm lookin at harbor freight ads and they look reasonable
[01:30:37] <_methods> what's wrong with a harbor freight tig welder
[01:31:15] <Jymmm> _methods: you tell us
[01:31:28] <_methods> i don't know damnit
[01:31:30] <PCW> analog velocity servos are expected to drift, that's why they always have enables and why
[01:31:31] <PCW> the enables are only asserted when the PID loop is is control
[01:31:36] <_methods> that's why im asking
[01:31:50] <_methods> i need some jymm guidance
[01:32:03] <Jymmm> _methods: <--- GO THAT WAY -->
[01:32:18] <_methods> i'm comfortable with getting tazed
[01:32:21] <hatch789_> so I have linuxcnc on right now and the power button pressed
[01:32:21] <PCW> I should say that's one reason they always have enables
[01:32:49] <Jymmm> PCW: can the enables be brought lo when offline?
[01:33:38] <PCW> normally the are controlled by LinuxCNCs axis enablee signals
[01:34:31] <hatch789_> is there any way to tell right now if my "signal" is something other than 0?
[01:34:55] <PCW> it will_ALWAYS_ be something other than 0V
[01:35:17] <_methods> Jymmm: likes sardines
[01:36:14] <PCW> the point is that when LinuxCNC does not have the loop closed you MUST disable the drives
[01:36:15] <PCW> ( this is also a safety issue so that LinuxCNC can disable the drives in case of a following error )
[01:37:21] <_methods> Jymmm: is also a master in spider web crochet techniques
[01:38:40] -!- ink [ink!~ink@c-67-180-228-85.hsd1.ca.comcast.net] has joined #linuxcnc
[01:41:08] * Jymmm thinks SOMEBODY needs to sleep it off (but we won't mention any names now will we _methods?)
[01:41:30] <_methods> lkjdflsaj;ldfja892389131
[01:42:55] <gregcnc> _methods your spindle frequency and voltage are a bit off
[01:43:55] <_methods> lies
[01:46:56] <_methods> should i use green or clear for coolant
[01:47:04] <Tom_itx> green
[01:47:16] <Tom_itx> so when the mold does grow it won't be so noticeable
[01:47:16] <_methods> should i drink it?
[01:47:44] <Tom_itx> do you need lubed?
[01:47:52] <_methods> yep
[01:47:56] <_methods> berrigs
[01:48:08] <malcom2073> Give it a couple months before you drink it
[01:48:15] <_methods> gotta have berrigs coollant
[01:48:16] <malcom2073> Then you'll get drunk
[01:48:19] <gregcnc> only if you plan on switching to krokodyl later
[01:48:34] -!- Duc_mobile has quit [Ping timeout: 240 seconds]
[01:49:23] <_methods> youwant some fingernail pics
[01:49:39] <_methods> so pink
[01:54:03] <Jymmm> LMAO, For you nail fetish ppl
https://www.youtube.com/watch?v=btfLjIYw300
[01:54:22] <malcom2073> pink_vampire ^^
[01:55:34] -!- Loetmichel2 [Loetmichel2!~cylly@p54B10BC3.dip0.t-ipconnect.de] has joined #linuxcnc
[01:56:26] <_methods> pink ratard
[01:57:18] <_methods> "she's" like zeeshoons sister
[01:57:24] -!- Loetmichel has quit [Ping timeout: 276 seconds]
[02:05:15] <hatch789_> is there any way to see if I have a signal voltage coming out of my signal pins right now?
[02:05:24] <hatch789_> how can I identify which pins to watch with hal meter/
[02:08:18] <Jymmm> http://linuxcnc.org/docs/html/hal/tools.html
[02:08:39] <gregcnc> Jymmm do you know anything about thermoelectric generators?
[02:08:54] <Jymmm> gregcnc: tcoolers? a lil
[02:09:35] <Jymmm> gregcnc: What you trying to do?
[02:10:06] <gregcnc> generate ~10W@ ~10V from exhaust heat
[02:10:20] <Jymmm> car exhaust?
[02:10:26] <gregcnc> small engine
[02:10:34] <_methods> 110v
[02:10:44] <_methods> tha's all they have in nyc
[02:10:46] <Jymmm> gregcnc: driving what?
[02:11:16] <gregcnc> charge battery through a regulator to 7.2V or 8.4V
[02:11:34] <Jymmm> 7.2 so lithium?
[02:11:43] <PCW> When LinuxCNC is not in the running state, PID should be disabled so the commanded output voltage (the hal pin) will be 0
[02:11:44] <PCW> the actual output voltage will have some small amount of offset (as will the drives)
[02:11:51] <gregcnc> LiIon or LiFe
[02:12:12] <Jymmm> gregcnc: is the engine stationary?
[02:12:36] <gregcnc> no so much
[02:12:57] -!- OdinYggd has quit [Read error: Connection reset by peer]
[02:13:10] <Jymmm> gregcnc: will it stay runninf CONTONOUSLY for at least 60 minutes or how ever long it takes to complete a FULL charge?
[02:13:49] <gregcnc> it will start fully charged and basically just keep up with current demands
[02:14:11] <Jymmm> gregcnc: so you are trying to "top it off" so to speak?
[02:14:38] <gregcnc> similar to what happens after you start your car
[02:15:12] -!- hatch789 has quit [Ping timeout: 252 seconds]
[02:15:24] <gregcnc> if they say the module is 6% and i want 10W I need to dump 170W on the cool side?
[02:15:53] <SpeedEvil> yes
[02:15:59] <Jymmm> gregcnc: Ok, the issues with Lithium is they are in "charge cycles", you only get 500 or so. It's best to always do a FULL charge, and not keep recharging it 8 times in a day. It kills the overall life of the battery.
[02:16:09] <SpeedEvil> Jymmm: that's not true
[02:16:20] <SpeedEvil> 'cycles' in that case are integrated total cycles
[02:16:22] <gregcnc> i dont' care one time use
[02:16:30] <SpeedEvil> half doubles the cycle count
[02:16:43] <SpeedEvil> Also - having low peak charge voltage helps a lot with degradation
[02:16:56] <SpeedEvil> If you only ever charge to 80%, it lasts enormously longer
[02:16:58] <Jymmm> gregcnc: ah ok, so just make sure you have a large thermal differenccial
[02:17:34] <gregcnc> that's a substantial heat sink a small generator is probably much smaller/lighter
[02:18:12] <Jymmm> gregcnc: It depends on ambiant temp, if it's in 101F temp might be a pita
[02:18:35] <Jymmm> gregcnc: what is the engine driving?
[02:18:47] <pink_vampire> hi
[02:19:07] <pink_vampire> I did dome test to the Z axis on my machine,
[02:19:21] <Jymmm> gregcnc: chainsaw? mower? gokart?
[02:19:23] <gregcnc> if it was in water it would be a no brainer but this thing will fly
[02:20:04] <gregcnc> I'll do the math on the heatsink i have 25 m/s airflow
[02:20:04] <pink_vampire> and I have a gap between on the rail.
[02:20:10] <pink_vampire> about 0.1 mm
[02:20:28] <Jymmm> gregcnc: what is the engine driving?
[02:20:33] <gregcnc> prop
[02:20:39] <Jymmm> drone?
[02:20:46] <pink_vampire> if I push the spindle down I get the gap on the top.
[02:20:50] <gregcnc> pshh model airplane
[02:21:19] <pink_vampire> and I did lapping to the Z axis.
[02:21:29] <Jymmm> gregcnc: so you trying to recharge the electonics battery mid-flight?
[02:21:49] <SpeedEvil> In daytime, thin film solar cells might help more
[02:22:07] <gregcnc> I've built generators, but this seemed liek it may work
[02:22:12] <pink_vampire> and is I'm closing the gib more it's make the rail unusable.
[02:22:20] <pink_vampire> someone?
[02:22:37] <Jymmm> gregcnc: on a plane, it's probably doable with the right heatsink profile, but will it draw away too much heat from the engine?
[02:22:59] <SpeedEvil> Jymmm: not if it's on the exhaust
[02:23:08] <gregcnc> no, the engine has kW in cooling load
[02:23:45] <pink_vampire> is there a way to correct it??
[02:24:05] <gregcnc> but i was going to isolate the exhaust so the the didn't vibrate to pieces
[02:24:50] <gregcnc> if the heat sink isn't crazy big it's worth a try
[02:25:01] <pink_vampire> ???????????
[02:25:05] -!- cbzx [cbzx!~cbzx@CPE0015f275ecd5-CM00195edd810c.cpe.net.cable.rogers.com] has joined #linuxcnc
[02:25:49] <pink_vampire> if *
[02:26:18] <Jymmm> gregcnc: super thin fins, sorta kinda
http://archive.benchmarkreviews.com/images/reviews/cooling/Super-Mega/ProlimaTech-Super-Mega-Heatsink-Heatpipes.jpg
[02:26:33] <Jymmm> gregcnc: cut down of course
[02:26:52] -!- Duc_mobile [Duc_mobile!~Duc@24.96.23.106] has joined #linuxcnc
[02:27:21] <Jymmm> gregcnc: Maybe like this cut in half
http://www.lfm-zerspanungstechnik.de/s/cc_images/cache_52521989.jpg
[02:27:36] <Jymmm> assuming that wouldn't muck up the aerodynaics too much
[02:28:27] <pink_vampire> is there a way to calibrate the machine?
[02:28:39] <gregcnc> a lot of drag wouldn't help I'll do the math in the morning
[02:28:53] <Jymmm> gregcnc: OOOOOH kinda like this
http://thermocoolcorp.com/wp-content/uploads/2014/10/Copper-Base-Bonded-Fin-heatsink.png
[02:29:20] <gregcnc> now that could be efficient
[02:29:24] <Jymmm> w/o the copper base though
[02:29:33] <Jymmm> or a thin base
[02:29:59] <Jymmm> gregcnc:
http://thermocoolcorp.com/project/bonded-fins/
[02:30:06] -!- cbzx has quit [Quit: Konversation terminated!]
[02:30:12] <Jymmm> gregcnc: Call and ask for samples =)
[02:30:54] <gregcnc> ooh i might try
[02:30:59] <Jymmm> gregcnc: they have HEATPIPES!!!!
[02:31:30] <pink_vampire> i'm thinking they this is what causing problem and give me poor finish, because if I have the wobble on the dovetail of the Z axis instead of cutting smooth it's push the spindle and give poor cutting.
[02:31:59] <pink_vampire> that*
[02:32:27] <pink_vampire> so even with high speed spindle I will get poor results
[02:32:49] <pink_vampire> what do you think?
[02:33:59] <toastyde1th> pink_vampire, i'd disassemble the dovetail and measure the gib
[02:34:16] -!- gaute has quit [Ping timeout: 252 seconds]
[02:34:17] <toastyde1th> if the gib is bowed, or thicker in the center, you're fucked
[02:34:29] <pink_vampire> what do you mean?
[02:34:37] <pink_vampire> with the caliper?
[02:34:43] <toastyde1th> a caliper will work
[02:34:50] <toastyde1th> it's a better idea to use a micrometer in this instance
[02:35:04] <pink_vampire> I don't have micrometer.
[02:35:11] <toastyde1th> gibs are very sensitive to geometric errors
[02:35:33] <pink_vampire> but the gib is tapered.
[02:35:41] <toastyde1th> it needs to be a constant taper
[02:35:52] <toastyde1th> because it mates up to a mirrored taper on the slide
[02:36:03] <toastyde1th> so you can check it
[02:36:10] <pink_vampire> how?
[02:36:20] <toastyde1th> make marks every inch or so and take a measurement
[02:36:34] <toastyde1th> half inch, if necessary
[02:36:51] <toastyde1th> the increase between every mark should be identical
[02:36:55] <pink_vampire> against what to measure it?
[02:37:07] <toastyde1th> itself? you're measuring the thickness at inch or half inch intervals
[02:37:15] <toastyde1th> and then calculating the taper
[02:38:16] <toastyde1th> line one side of the fixed jaw up with your inch mark on the non-tapered side (just pick a side and call it "not the taper side")
[02:38:18] <pink_vampire> and if it's good and the problem is in the rails?
[02:38:23] <toastyde1th> and then close the moving jaw down on it
[02:38:35] <toastyde1th> that way even though you're not getting full contact you get a repeatable measurement
[02:38:36] -!- miccolis has quit []
[02:38:43] <toastyde1th> do it a few times to get an idea of your variablity
[02:38:48] <toastyde1th> it could be the rails, yeah
[02:39:09] <toastyde1th> it could be many things, you have to get into the slide to figure out what the problem might be
[02:39:13] <toastyde1th> but gib is usually a good place to start
[02:39:21] <pink_vampire> bacause the gib look very good.
[02:39:40] <pink_vampire> but the gap change as I move the Z axis.
[02:39:40] <toastyde1th> you have no way of eyeballing any of this, so i would recommend not making those assessments until you measure
[02:39:56] <pink_vampire> so I'm thinking is the rails.
[02:40:11] <toastyde1th> you can rough check rails and other things with a good straightedge
[02:40:18] <toastyde1th> like a decent machinist's square
[02:41:07] <pink_vampire> how do you check the dovetail itself?
[02:42:03] <pink_vampire> and how I can know that it's parallel?
[02:42:14] <toastyde1th> you probably do not have the gear to do that
[02:42:21] <toastyde1th> and building it takes quite a bit of knowhow
[02:42:48] <pink_vampire> do you know who can do it for me?
[02:42:50] <toastyde1th> the only thing you'll be able to do is take a straightedge and move it along to see if there's changing gaps along the length of the dovetail
[02:43:03] <toastyde1th> not anymore and I'm nowhere near them, and they are very expensive
[02:43:57] <pink_vampire> how much something like that will cost?
[02:44:11] <toastyde1th> 1500-2000 for a small machine
[02:44:17] -!- likevinyl [likevinyl!~freebeer@181.46.234.135] has joined #linuxcnc
[02:44:18] -!- likevinyl has quit [Changing host]
[02:44:18] -!- likevinyl [likevinyl!~freebeer@unaffiliated/likevinyl] has joined #linuxcnc
[02:44:25] <toastyde1th> to check and correct
[02:44:52] <pink_vampire> I need just one axis
[02:44:56] <toastyde1th> yep
[02:45:16] <toastyde1th> it would cost more for more axes, but not triple the cost
[02:45:32] <toastyde1th> once you start disassembling the machine it doesn't take a ton more work to disassemble the rest of it
[02:46:31] <pink_vampire> I'm trying to see now
[02:46:38] <toastyde1th> that's why it's hard to get decent machine tools, even small ones, that cost less than 8-10k
[02:46:52] <toastyde1th> because if you try to check it, it's a lot more work than just making the thing and hoping it's okay
[02:48:43] <pink_vampire> I just want it calibrate and hand scraped professionally
[02:48:54] <toastyde1th> if you want it hand scraped it's gonna cost more than 2k, easy
[02:49:11] <toastyde1th> only the most expensive machine tools get hand scraped nowdays, whether new or used
[02:49:30] <toastyde1th> even for a single axis
[02:49:43] <toastyde1th> it's much cheaper and easier to just have someone regrind it
[02:50:00] <toastyde1th> and it's going to be beyond your ability to notice in terms of accuracy and bearing performance
[02:50:10] <pink_vampire> but how you re make the dovetail?
[02:50:52] <toastyde1th> you draw the dovetail, make some copies of it, and then start taking some initial measurements to figure out where and how much material to remove
[02:51:10] <toastyde1th> throw it on the grinder, line it up according to the measurements, and then take passes
[02:52:17] <toastyde1th> once the dovetail is done, measure the slide and start the same process until it's geometrically accurate. then you spot the slide against the dovetail and make the necessary changes
[02:52:40] <toastyde1th> once that's done, you measure the gap between the slide and dovetail and make a new gib.
[02:53:08] <toastyde1th> then you can stop, or you can keep going.
[02:53:10] <pink_vampire> but the whole machine cost 1K
[02:53:16] -!- Duc_mobile has quit [Ping timeout: 252 seconds]
[02:53:19] <toastyde1th> ...so?
[02:53:40] <pink_vampire> soo to re grind it cost more then 2 times?
[02:53:41] <toastyde1th> if you got the machine for free that doesn't change how much work it takes to fix
[02:54:09] <toastyde1th> this is also why inexpensive machines are not made this way, and is why they have problems like the one you're describing
[02:54:12] <pink_vampire> is 1K brand new
[02:54:16] <toastyde1th> the parts are mass manufactred to close enough, and shipped
[02:54:31] <toastyde1th> that way they don't incur the cost of making the slide accurate
[02:55:13] <toastyde1th> something isn't right geometrically? tough
[02:55:24] <toastyde1th> that's the only way you can make a machine tool and sell it for that price
[02:55:28] <pink_vampire> it's the G0704.
[02:55:45] <toastyde1th> k?
[02:56:11] <pink_vampire> it's ok.. not high precision machine
[02:56:30] <toastyde1th> sure, i'm not saying it is or has to be
[02:56:50] <toastyde1th> i'm just explaining why these problems exist on brand new machines, and that fixing/manufacturing it to a higher standard will make the machine cost several times as much
[02:59:07] <toastyde1th> you can learn to do it yourself but you'll need a bunch of gear
[02:59:19] <toastyde1th> it sorta helps to have a milling machine and lathe that work
[03:00:17] <pink_vampire> do you think 300$ for the Z axis
[03:00:35] <pink_vampire> it's too cheap?
[03:00:35] <toastyde1th> 300 for what
[03:00:55] <toastyde1th> nobody is even going to look at your machine at a distance for 300 bucks
[03:00:55] <pink_vampire> scraping
[03:00:57] <toastyde1th> sorry
[03:01:28] <pink_vampire> :(
[03:01:36] <pink_vampire> but she is cute
[03:04:29] <toastyde1th> the other bad thing about fixing small machines is they require a lot of custom tooling to fix
[03:04:35] <toastyde1th> because the slides are so small
[03:05:06] <toastyde1th> most of the shit a scrapehand would use off the shelf doesn't fit on slides much smaller than what a bridgeport has
[03:06:06] <toastyde1th> so you wind up spending just as much time on a small machine disassembling it as a larger one, then you have to figure out what kind of tooling would fit, make it, and then hope it works
[03:06:43] <pink_vampire> do you know any in NY NJ PA?
[03:07:04] <toastyde1th> yes but they don't work on small machines at all
[03:07:07] <toastyde1th> as in, will not take the work
[03:07:26] <toastyde1th> they only work on large machine tools - 40" tables and up or thereabouts
[03:08:00] <pink_vampire> but alot of thing get scraped not just machines.
[03:09:16] <toastyde1th> ...so?
[03:09:24] <toastyde1th> they only work on large machine tools - that's their business model
[03:09:37] <toastyde1th> i don't know of every company that does scraping, only the people I worked around
[03:10:25] <pink_vampire> bet even if I find someone
[03:10:40] <pink_vampire> how I know if it will make good work?
[03:12:05] <toastyde1th> you need to put this idea out of your head because you are not prepared to pay what the service costs
[03:13:08] <pink_vampire> but if I will get it very precise it will be worth it
[03:13:33] <SpeedEvil> fixing one thing about a cheap machine does not make it as accurate as an expensive machine
[03:14:05] <pink_vampire> why?
[03:14:27] <SpeedEvil> because there are multiple things wrong with the cheap machine.
[03:14:37] <SpeedEvil> From design, to construction.
[03:15:36] <pink_vampire> but after the scraping it will be muchhh more accurate
[03:15:56] <pink_vampire> now I have gap of 0.1mm on the Z axis
[03:16:39] <toastyde1th> yes but you don't seem believe how expensive scraping is
[03:16:54] <toastyde1th> it would be cheaper to go buy a better machine instead of scraping the one you have
[03:17:05] <pink_vampire> so grinding..
[03:17:12] <CaptHindsight> _methods: I put out a CNC APB for heads to be put together even in the remotest areas of China for a 110V NY solution.
[03:17:16] <witnit> the only reason to ever have a low quality machine scraped is so you can learn how to scrape
[03:17:21] -!- PetefromTn_ has quit [Ping timeout: 276 seconds]
[03:18:26] <pink_vampire> but I don't have to tools for that or the place for the tools to make it happen :(
[03:18:57] <CaptHindsight> _methods: I hope that the finest minds from Prague to Nanjing and Helsinki to Cape Town will find something.
[03:23:41] <CaptHindsight> _methods: in 24 hours we'll either have an answer or death by chocolate
[03:24:57] -!- jthornton- [jthornton-!~john@198.45.191.246] has joined #linuxcnc
[03:25:05] -!- JT-Shopp [JT-Shopp!~emc@198.45.191.246] has joined #linuxcnc
[03:29:48] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[03:30:12] -!- jthornton has quit [Ping timeout: 260 seconds]
[03:30:12] -!- JT-Shop has quit [Ping timeout: 260 seconds]
[03:30:13] -!- jepler has quit [Ping timeout: 260 seconds]
[03:32:38] <SpeedEvil> learning to scrape can use quite modest tools
[03:39:31] -!- OdinYggd [OdinYggd!~Odin@unaffiliated/odinyggd] has joined #linuxcnc
[03:44:54] <pink_vampire> SpeedEvil: I know the basic is you need surface plate bigger then the object that you want to scrape
[03:45:49] <pink_vampire> the Z axis is 29" by 5"
[03:49:08] <pink_vampire> so I need something like that
[03:49:09] <pink_vampire> http://www.grizzly.com/products/24-x-36-x-4-Granite-Surface-Plate-2-Ledges/G9657
[03:55:16] <pink_vampire> Weighs 399 lbs
[03:55:16] <pink_vampire> how I can even move it to my apartment in wood house on second floor?
[03:55:16] <pink_vampire> SpeedEvil: ^
[04:13:50] <Crom> ratchet straps to pull it up the stairs
[04:14:46] <malcom2073> Buy a comealong
[04:14:50] <Crom> floor should be rated for that load...
[04:14:53] <malcom2073> Much easier than ratchet straps, I've done both :-D
[04:15:02] <Crom> malcom2073, true
[04:24:22] amnesic is now known as amnesic_away
[04:36:14] -!- AR_ has quit [Ping timeout: 248 seconds]
[04:41:10] -!- anomynous [anomynous!~pi@178-55-29-83.bb.dnainternet.fi] has joined #linuxcnc
[04:43:42] -!- anomynou1 has quit [Ping timeout: 246 seconds]
[04:45:24] <SpeedEvil> pink_vampire: teleportation
[04:45:58] <SpeedEvil> Also - why do you actually need that size of surface plate
[04:46:33] <OdinYggd> 3 people team lift
[04:46:53] <SpeedEvil> four might be more secure
[04:47:12] <SpeedEvil> you do not ever want to get into the position that one person tripping can fuck you up
[04:47:56] <CaptHindsight> 400lbs raised 20ft
[04:48:49] <SpeedEvil> https://i.ytimg.com/vi/FSrcMaid0mg/hqdefault.jpg - problem solved
[04:52:03] <CaptHindsight> i was thinking more this way
http://www.tampabay.com/resources/images/dti/rendered/2012/05/B4S_jet050912a_221572a_8col.jpg
[04:52:05] <malcom2073> "you bitch!"
[04:53:47] <CaptHindsight> or maybe
https://upload.wikimedia.org/wikipedia/commons/c/cb/Replica_catapult.jpg
[04:57:00] -!- automata_ [automata_!~automata@114.143.56.41] has joined #linuxcnc
[04:57:56] <witnit> I remember buying my starrett surface plate, I looked at the guy and was like, how much you want for this rock? he said $10 I was pleased
[04:58:09] -!- cbzx [cbzx!~cbzx@CPE0015f275ecd5-CM00195edd810c.cpe.net.cable.rogers.com] has joined #linuxcnc
[04:58:12] <CaptHindsight> 8k ft lbs = ~11kJ
[04:58:40] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[04:59:17] <CaptHindsight> = ton of TNT 0.000002592
[05:00:40] -!- cbzx has quit [Client Quit]
[05:01:32] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[05:01:53] <CaptHindsight> so it won't take much TNT to launch it up 20ft
[05:05:26] -!- Valen has quit [Remote host closed the connection]
[05:07:40] <SpeedEvil> It is also the amount of energy in an AA battery
[05:07:55] <SpeedEvil> Engineering details remain
[05:09:59] <pink_vampire> I have crazy idea..
[05:10:37] <roycroft> i got a starrett 12x18 inspection grade surface plate for $30
[05:10:45] <roycroft> it is that pink granite that they like to use
[05:10:57] <pink_vampire> the Z axis is 29"
[05:11:04] <roycroft> i literally got it from a guy in a parking lot who had it in a suitcase in the trunk of his car
[05:11:21] <roycroft> my main surface plate is a grizzly 18x24
[05:11:50] <pink_vampire> roycroft: how do you scrape the dovetail rails?
[05:12:03] <CaptHindsight> https://hallomevrouwclark.files.wordpress.com/2011/09/amsterdam-weekend-080.jpg + rope and 2 minutes of time by the truck delivering the surface plate
[05:12:31] <pink_vampire> CaptHindsight:
[05:12:57] <pink_vampire> the table of the machine is 26.5
[05:13:38] <pink_vampire> but the moving part on the Z axis run only on 25.5"
[05:14:01] <CaptHindsight> https://youtu.be/rDMMYT3vkTk?t=1m8s might also work and you could sell tickets to the event
[05:14:13] <pink_vampire> so maybe I can use the machine table as my surface plate.
[05:15:27] <pink_vampire> roycroft: what do you think?
[05:29:50] <witnit> CaptHindsight: such grace such form
[05:46:33] -!- automata__ [automata__!~automata@114.143.62.53] has joined #linuxcnc
[05:48:31] -!- Valen [Valen!~Valen@2401:a400:2306:a100:ed33:f92b:d366:864a] has joined #linuxcnc
[05:48:55] -!- md-2 has quit [Ping timeout: 250 seconds]
[05:50:32] -!- automata_ has quit [Ping timeout: 260 seconds]
[05:52:32] -!- liedman has quit [Ping timeout: 268 seconds]
[05:56:49] -!- amatecha has quit [*.net *.split]
[05:56:50] -!- Timbo_ has quit [*.net *.split]
[05:57:39] -!- FloppyDisk has quit [Quit: Leaving]
[06:02:49] -!- Timbo_ [Timbo_!~tma@cpc5-sgyl28-2-0-cust125.sgyl.cable.virginm.net] has joined #linuxcnc
[06:08:34] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[06:09:00] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[06:11:02] -!- liedman has quit [Ping timeout: 268 seconds]
[06:33:49] -!- MrTrick has quit [Ping timeout: 252 seconds]
[06:40:38] -!- Roivai has quit [Ping timeout: 268 seconds]
[06:54:51] <toastyde1th> just for reference, you don't need a surface plate to scrape machine ways, you need it to make the scraping gages
[06:56:55] <toastyde1th> get a copy of "machine tool reconditoning" by connelly, it's required
[06:57:56] <archivist> quite a big book, lots of detail
[06:57:58] <toastyde1th> it's much better to have a long, thin plate than a square/rectangular one - all the gages are small
[06:58:03] <toastyde1th> but long
[06:58:19] <toastyde1th> you'll want to go on ebay and find the smallest camelback straightedge you can find
[06:58:29] <toastyde1th> unless you really, really want to make your own which i do not recommend
[06:58:50] <toastyde1th> make sure it's the kind for dovetails with a 90 degree edge on one side and a 30 degree taper on the other edge
[06:59:51] <toastyde1th> you will need a lapping wheel for scrapers, charge, and and a scraper
[07:00:24] <toastyde1th> you'll also need a way to shape the scraper, so have a silicon carbide wheel handy
[07:01:31] <toastyde1th> get some cast iron blocks, because you're going to have to make some scraped parallels and angle gages
[07:02:23] <toastyde1th> you can make most of the alignment shit out of iron pipe and hot glue
[07:02:41] <toastyde1th> a tenths dial indicator for those jigs
[07:03:07] <archivist> and lose the fingernails
[07:03:10] <toastyde1th> you'll need a dull file or a fine stone
[07:03:18] <toastyde1th> to deburr the part after you scrape it
[07:03:30] <toastyde1th> prussian blue, which is cheap but can be hard to find
[07:04:15] <toastyde1th> it really really helps to have a long, single bulb flourescent light fixture that you can put at about waist level, it makes checking the final spotting much easier
[07:05:38] <archivist> blue is the easy bit
http://www.ebay.co.uk/itm/RDGTOOLS-TIN-STUARTS-MICROMETER-ENGINEERS-MARKING-BLUE-TIN-ENGINEERING-TOOLS-/371441149605
[07:05:40] <toastyde1th> and you will need a workbench of some sort with hold downs because you're gonna be leaning on the scraper pretty goddamn hard to start out with
[07:06:13] <toastyde1th> a lot of people just use wood blocks that they screw to a cheap ass wooden table
[07:06:32] <toastyde1th> you can crank on the part as much as you want when you're actually scraping, distorting the part doesn't matter for that bit
[07:09:03] <toastyde1th> it also helps to know how to lap things but it's not necessary, but just keep in mind a lot of the alignment jigs rely on having a lapped instead of a scraped surface
[07:09:18] <toastyde1th> so you have to rejigger them a bit if you want to scrape everything
[07:09:44] <pink_vampire> http://www.ebay.com/itm/36-5-CAMEL-BACK-HAND-SCRAPE-STRAIGHT-EDGE-LEVEL-1-5-WIDE-NICE-/201538268903?hash=item2eec9deee7:g:VF4AAOSwoBtW4Gbh
[07:10:04] <toastyde1th> yeah, but that's pretty large for what you're going to be doing
[07:10:10] <toastyde1th> and that does not have the dovetail edge on it
[07:10:28] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[07:10:46] -!- amatecha has quit [*.net *.split]
[07:10:46] -!- Timbo_ has quit [*.net *.split]
[07:10:49] -!- ve7it has quit [Remote host closed the connection]
[07:10:58] <pink_vampire> I'm not sure what I'm looking for
[07:11:36] <toastyde1th> http://www.ebay.com/itm/Precision-Camelback-Straight-Edge-DoveTail-Scraping-Master-30-Mfg-JC-Busch-/222035074140?hash=item33b2525c5c:g:6icAAOSwuAVW0LqH
[07:11:42] <toastyde1th> see how the one edge has an angle?
[07:11:48] <toastyde1th> that's how you spot the inside of a dovetail
[07:12:02] <pink_vampire> US $999.00
[07:12:21] <toastyde1th> yep
[07:12:23] <toastyde1th> welcome to scraping
[07:13:05] <pink_vampire> so i will pay 1000 to someone to do it for me
[07:13:10] <toastyde1th> where the equipment is expensive as shit becuase it's all primary accuracy standards
[07:13:32] <pink_vampire> and i will save my nails
[07:13:41] <toastyde1th> here's the level you use
[07:13:42] <toastyde1th> http://www.ebay.com/itm/FEDERAL-DIFFERENTIAL-ELECTRONIC-LEVEL-SET-MODEL-232-W-ACCESSORIES-MANUAL-/231836767167?hash=item35fa8c53bf:g:r78AAOSwX~dWtOBz
[07:14:01] <toastyde1th> you can use the nice starrett levels, obviously, but most reconditioners have that style of level
[07:14:04] <toastyde1th> much easier to use
[07:14:05] <pink_vampire> $3,712.50
[07:14:48] <toastyde1th> the cheaper option is to use two of these
[07:14:49] <toastyde1th> http://www.ebay.com/itm/Starrett-Master-Precision-Level-Model-199Z-original-wooden-box-free-shipping-/182045773673?hash=item2a62c60f69:g:SEAAAOSwYlJW3GwZ
[07:15:15] <toastyde1th> that's a little on the pricy side, you can usually find them in good condition between 250-350 usd
[07:15:28] -!- diginet has quit [Quit: diginet has quit!]
[07:15:56] <pink_vampire> why not to give it to some pro?
[07:16:12] <pink_vampire> do you have all that stuff?
[07:16:22] <toastyde1th> no, I don't have any machine tools or equipment of my own
[07:16:34] <toastyde1th> i have used all that, but only in a professional or academic setting
[07:17:17] -!- diginet [diginet!~diginet@107.170.146.29] has joined #linuxcnc
[07:17:28] <toastyde1th> you can learn to scrape pretty cheaply, as long as you're not trying to scrape a real dovetail
[07:17:37] <toastyde1th> once you decide to recondition machine ways it gets crazy fast
[07:18:10] <pink_vampire> why not to give it to some pro
[07:18:11] <toastyde1th> trying to keep 4 different surfaces within tolerance of each other for any distance requires some amount of planning
[07:18:11] <pink_vampire> why not to give it to some pro
[07:18:26] <toastyde1th> i mean at some point, you are the pro... so...
[07:19:08] <pink_vampire> i have nails, and i don't know anything about that.
[07:19:27] <pink_vampire> I'm a 3d designer.
[07:19:36] <toastyde1th> i mean, personally i think scraping is neat. i wouldn't want to work on that side of the shop for any length of time because it's brutal work
[07:19:40] <pink_vampire> I know solidworks
[07:19:52] <toastyde1th> i stuck to machining and only scraped as necessary
[07:20:25] <pink_vampire> now it's 2.20 am
[07:20:32] <toastyde1th> solidworks is alright, that's what my shop used. i preferred pro/e back when it was called pro/e
[07:20:36] <toastyde1th> now it's cero or some bullshit
[07:20:47] <toastyde1th> *creo
[07:21:02] <toastyde1th> solidworks sucks on big parts
[07:21:19] <archivist> or use an autocollimator and mirror
[07:21:34] -!- Timbo_ [Timbo_!~tma@cpc5-sgyl28-2-0-cust125.sgyl.cable.virginm.net] has joined #linuxcnc
[07:21:36] <toastyde1th> fuckin' autocollimator charts, man
[07:21:36] <toastyde1th> fuck those things
[07:21:51] <toastyde1th> i'd take differential levels any day of the week
[07:22:13] <pink_vampire> so in about 6-8 hours, i will be able to call to some places and ask for price.
[07:22:33] <toastyde1th> orrr you could take it apart and actually do some basic checks?
[07:23:00] <toastyde1th> before you spend money on something that could be a simple assembly error? if you're careful, you can fix a cheap gib with a fine cut file
[07:23:16] <toastyde1th> and then flatten it with some wet sandpaper on glass
[07:23:20] <archivist> when I fixed my lathe, it was obviously a worn dovetail cutter used
[07:23:26] <toastyde1th> it's not accurate but it'll get you closer than you are now
[07:23:36] <toastyde1th> ouch
[07:23:39] <pink_vampire> i know that the flat is +- ok.. but the dovetail is really poor cut
[07:23:51] <toastyde1th> i'll take "things i don't want to deal with" for 500 alex
[07:23:54] <archivist> the inner v was holding it off
[07:24:10] <toastyde1th> if the dovetail is cut fucked up you do not, do not, do not want to try scraping it back in unless you really know what you're doing
[07:24:24] <toastyde1th> personally I'd stick it on the planer and recut it, but then again you can't fit a planer in an apartment
[07:25:15] <pink_vampire> there is bumps in the dovetails that you can see with your eyes
[07:25:43] <pink_vampire> if you ave a sec I will take a pic
[07:25:46] <archivist> file them off
[07:25:49] <toastyde1th> get the machine tool reconditioning book and build yourself a dovetail gauge, they're not hard or expensive to make
[07:25:59] <toastyde1th> that will let you know, not guess, exactly where the problem is
[07:26:54] <archivist> just using some blue will help
[07:27:12] <archivist> fit the surfaces together
[07:28:01] <toastyde1th> or a machinist's square and feeler gages, if you have those lying around
[07:28:27] <toastyde1th> which is my favorite method for getting a rough idea of how fucked something is
[07:28:32] <toastyde1th> without dicking with it too much
[07:30:01] <archivist> I bet a pro will want more than the machine is worth to rectify it
[07:30:15] <toastyde1th> my minimum bet for these quotes is 2k
[07:31:34] <pink_vampire> there is no full contact in the dovetails
[07:31:50] <archivist> local reseller of chinese machines tells you to rebuild them before use
[07:32:08] <archivist> especially the spindle
[07:32:33] <pink_vampire> the spindle is really the best part
[07:32:49] <toastyde1th> how on earth would you be able to tell
[07:33:30] <pink_vampire> i put the dial on it
[07:33:42] <pink_vampire> zero runout
[07:33:52] <toastyde1th> that is not actually how you check a spindle, runout is a terrible indicator of a new spindle
[07:34:05] <toastyde1th> and even a poor indicator of a worn spindle
[07:34:13] <toastyde1th> unless you know how to fuck with the spindle to get it to show how worn it is
[07:35:48] -!- Komzpa has quit [Ping timeout: 244 seconds]
[07:36:12] <pink_vampire> I did it not on the spindle itself, I use a round drill steel stock material
[07:36:38] <toastyde1th> there's no reason to think that you'll be able to tell anything about the spindle if it's new by doing that
[07:36:46] <toastyde1th> you can check wear doing that, but not new
[07:37:27] <archivist> how good is your dti though
[07:37:35] <pink_vampire> dti?
[07:37:52] <toastyde1th> uh oh
[07:38:00] -!- teepee has quit [Ping timeout: 246 seconds]
[07:38:00] teepee_ is now known as teepee
[07:38:03] <toastyde1th> http://i.ebayimg.com/00/s/MzAwWDMwMA==/z/9uEAAOSwnDZUIfy1/$_35.JPG?set_id=2
[07:38:04] <toastyde1th> one of thsoe
[07:38:05] <pink_vampire> http://i.imgur.com/2sWNS4d.png
[07:38:17] <toastyde1th> lol oh man.
[07:38:21] <pink_vampire> ohh the dial
[07:38:32] <pink_vampire> it's a cheap one
[07:38:48] <toastyde1th> if you spend any amount of money on this, you need two things
[07:39:04] <toastyde1th> one, an accurate (.0001" or .001mm) dti from a real brand, and a micrometer from a real brand
[07:39:19] <toastyde1th> everything else, feel free to skimp on without too much guilt
[07:39:54] <pink_vampire> but the dial is very sensitive
[07:40:33] <toastyde1th> it should have the reading right on the dial face
[07:40:44] <archivist> numbers, "sensitive" is empirical
[07:40:47] <pink_vampire> I know
[07:41:09] <pink_vampire> 0.0005in
[07:41:11] <toastyde1th> and that dovetail looks like it stayed out too late drinking on a sunday
[07:41:37] <pink_vampire> that mean?
[07:41:46] <toastyde1th> that's going to be very, very expensive to fix
[07:41:59] <pink_vampire> whay?
[07:42:09] <pink_vampire> why?*
[07:42:14] <toastyde1th> they're going to have to shave it down on a mill or planer first
[07:43:02] <toastyde1th> on a fresh casting you can just kinda go "eh, close enough" as long as you get a good surface
[07:43:15] <toastyde1th> but to put it back on the machine and then try to tram the part in so you can skim cut?
[07:43:21] <toastyde1th> not a ton of fun and fairly tedious
[07:44:46] <toastyde1th> it's usually a flycutter job since a dovetail cutter is really hard to tram in
[07:44:51] <pink_vampire> how much it will cost to run it on the planer?
[07:45:07] <toastyde1th> 1000-1500 is what i would start at
[07:45:14] <toastyde1th> if someone asked me to do it and i felt like taking the job
[07:45:38] <toastyde1th> planers are slow but are a much better tool for the job, but they take a long time to set up
[07:46:01] <pink_vampire> and if i come with my red dress?
[07:46:28] <archivist> http://www.waygrinding.com/
[07:46:33] <toastyde1th> there aren't many people hot enough for me to do 10-15 hours of work just to look at briefly
[07:47:09] <archivist> missing from their list of suitable machines is chinese
[07:47:09] <toastyde1th> haha that's so 90s
[07:47:20] -!- amatecha has quit [*.net *.split]
[07:47:20] -!- Timbo_ has quit [*.net *.split]
[07:47:49] <pink_vampire> archivist: where they located?
[07:48:00] <toastyde1th> listen, at this point i'd sell the machine and go buy one of those little hardinge milling machines off ebay
[07:48:01] <archivist> read the damned site
[07:48:16] <toastyde1th> they're good, small, and available
[07:48:35] <toastyde1th> and will make you a better machinist in the end
[07:48:40] <pink_vampire> hardinge?
[07:48:50] <toastyde1th> yes?
[07:49:04] <pink_vampire> it's type of machine?
[07:49:08] <pink_vampire> brand?
[07:49:25] <toastyde1th> http://www.ebay.com/itm/Hardinge-TM-UM-Horizontal-Toolroom-Mill-/231873259343?hash=item35fcb9274f:g:QiMAAOSwoudW4bDJ
[07:49:43] <toastyde1th> http://www.ebay.com/itm/HARDINGE-TM-UM-HORIZONTAL-MILL-W-VERTICAL-HEAD-COLLETS-POWER-TABLE-FEED-/131438471293?hash=item1e9a57e87d:g:hPsAAOSwNSxU7MVn
[07:49:46] <toastyde1th> there's one with a vertical head
[07:50:04] -!- automata_ [automata_!~automata@114.143.61.244] has joined #linuxcnc
[07:50:11] <toastyde1th> they can be found for about 1500
[07:50:12] <pink_vampire> 220V 3PHASE
[07:50:40] <toastyde1th> there are 1 ph models, and you can also run a rotary phase converter or a vfd
[07:51:01] <pink_vampire> the size of the g0704 is the max that i can put here.
[07:51:30] <archivist> accept the crappyness of the chinese mill
[07:51:35] <pink_vampire> the original idea was to go with the tormach 110, but it was to big and heavy
[07:51:59] <pink_vampire> 1100
[07:52:25] <toastyde1th> http://www.mini-lathe.com/X3_mill/X3rvw/X3.htm
[07:52:36] <toastyde1th> if i was buying a little desk mill, this is what i'd buy
[07:52:40] <toastyde1th> or one of its rebrands
[07:53:22] <toastyde1th> the x4 is better still but way heavy.
[07:53:24] -!- automata__ has quit [Ping timeout: 260 seconds]
[07:53:27] <archivist> toastyde1th, that is the type we had to adjust the spindle twice on
[07:53:38] <toastyde1th> yeah, they're not great
[07:53:46] <toastyde1th> but then again... there's not much in that space
[07:54:10] <pink_vampire> toastyde1th: I'm live WOOD house in second floor
[07:54:14] <pink_vampire> on*
[07:54:41] -!- Timbo_ [Timbo_!~tma@cpc5-sgyl28-2-0-cust125.sgyl.cable.virginm.net] has joined #linuxcnc
[07:54:53] <pink_vampire> something over 400lbs is dangerous
[07:55:16] <toastyde1th> point load for wood joists is well over 400 lbs
[07:55:38] <pink_vampire> even the G0704 bolted to huge solid wood plates 3" thick
[07:56:19] -!- automata_ has quit [Ping timeout: 260 seconds]
[07:56:21] <toastyde1th> so what i'm pointing out here is that you've bought your way into a corner
[07:56:40] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:57:20] -!- Deejay has quit [Remote host closed the connection]
[07:57:42] <pink_vampire> and if I just do the planer thing without scrape it
[07:57:43] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:57:49] <Deejay> moin
[07:57:55] <pink_vampire> it will be better?
[07:57:59] <Deejay> hi pinky
[07:58:01] <pink_vampire> hi Deejay
[07:58:09] <pink_vampire> http://i.imgur.com/2sWNS4d.png
[07:58:15] <pink_vampire> Deejay: ^
[07:59:06] <Deejay> what do I see on that photo?
[07:59:31] <pink_vampire> look at the dovetails
[07:59:32] <toastyde1th> pink_vampire, sure it would
[07:59:42] <toastyde1th> planers are really great at that kind of job
[08:00:00] -!- vapula [vapula!~rolland@195.25.189.2] has joined #linuxcnc
[08:00:19] <pink_vampire> and just do only the planer will be also arm and a leg?
[08:00:24] <toastyde1th> yup
[08:01:00] <pink_vampire> ballpark..
[08:01:18] <toastyde1th> if it were *me* i wouldn't touch it for less than 1500
[08:01:27] <toastyde1th> and most shops will charge more for pretty good reasons
[08:02:37] <pink_vampire> http://www.lowes.com/pd_80882-70-PC305TP_0__?k_clickID=4941a4db-73e4-72c9-6a8d-00001dc6cc6a&store_code=540&productId=3044121&selectedLocalStoreBeanArray=[com.lowes.commerce.storelocator.beans.LocatorStoreBean%4024012401]&storeNumber=0540&kpid=3044121&cm_mmc=SCE_PLA-_-ToolsAndHardware-_-BenchtopTools-_-3044121%3APORTER-CABLE&CAWELAID=&CAWELAID=1024174791
[08:02:43] <toastyde1th> go look at Keith Fenner on youtube to see some videos of what even simpler work takes
[08:02:46] <toastyde1th> in terms of hows
[08:02:48] <toastyde1th> *hours
[08:03:23] <toastyde1th> nope, that's a wood planer
[08:03:24] <toastyde1th> http://www.tuckahoesteam.org/Collections/MachineShop/Rockford_Planer/Planer01.jpg
[08:03:34] <pink_vampire> I watch his channel sometimes
[08:04:34] <toastyde1th> we had one of these
http://thumbs.dreamstime.com/z/working-machine-operator-controls-processing-metal-st-petersburg-russia-may-tool-planing-milling-double-column-55108668.jpg
[08:04:36] <toastyde1th> and two smaller ones
[08:04:43] <toastyde1th> (that exact planer)
[08:04:47] <pink_vampire> so.. what I need to looking for? metal planer service?
[08:04:49] -!- Jymmm has quit [Remote host closed the connection]
[08:05:00] <toastyde1th> no, you're just looking for a job shop
[08:05:04] <toastyde1th> that will take repair/etc work
[08:05:19] <toastyde1th> if they want to use a milling machine, which is what they probably have, let them use it
[08:05:56] <toastyde1th> only scraping shops use planers anymore
[08:06:06] <toastyde1th> it's very, very rare to see them outside scraping
[08:06:36] <pink_vampire> so just google "job shop ny"
[08:06:56] <toastyde1th> machine shop ny
[08:07:06] <toastyde1th> and then... start calling to find out what work they do
[08:07:18] <toastyde1th> most shops will not touch one off jobs, so you have to find a shop that does repair/rework
[08:07:36] <toastyde1th> just explain your situation to them and they'll be able to tell you right away if they do the work
[08:08:47] <pink_vampire> and how I can know if they good?
[08:08:56] <toastyde1th> you really can't?
[08:10:00] <toastyde1th> fortunately this is an industry where almost everyone in it is over 55
[08:10:05] <toastyde1th> and has been doing it since highschool
[08:10:44] <pink_vampire> so almost everyone can help me with that?
[08:11:01] <toastyde1th> if they take the work, yes
[08:11:52] <pink_vampire> what I need to tell them?
[08:12:27] <pink_vampire> or what to ask?
[08:12:42] <toastyde1th> just explain your situation
[08:13:07] <toastyde1th> you're trying to get into machining and you got a machine with a crapped up dovetail, do you do that kind of work or know a local shop that does?
[08:14:01] <pink_vampire> and I need to give them the whole machine?
[08:14:08] <pink_vampire> or just the Z axis?
[08:14:15] <toastyde1th> depends on what the shop wants
[08:14:25] <toastyde1th> they might want it disassembled, they might want the whole thing and to do it themselves
[08:14:57] <toastyde1th> they might demand a drawing
[08:15:16] <pink_vampire> drawing foo what?
[08:15:30] <toastyde1th> the tolerances and dimensions
[08:15:34] <toastyde1th> of the slide and the dovetail
[08:16:06] <toastyde1th> it depends on the shop and what kind of work they want to do
[08:16:07] -!- amatecha has quit [Max SendQ exceeded]
[08:16:07] <archivist> just leave well alone
[08:16:16] <toastyde1th> seconded.
[08:16:30] <archivist> accept the machine as is
[08:16:56] <toastyde1th> goodnight all
[08:17:00] <pink_vampire> I will make some phone call tomorrow,
[08:17:17] <pink_vampire> toastyde1th: thank you soo much for your help!
[08:19:40] <pink_vampire> archivist: but if I have so much freedom on the Z axis it's unusable as cnc, just as mill if you lock the gib.
[08:23:55] -!- morbo_ [morbo_!~morbo@dyn-int-217-47.hrz.uni-kassel.de] has joined #linuxcnc
[08:24:49] -!- Jymmm [Jymmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[08:25:25] <pink_vampire> archivist: ?
[08:28:13] -!- morbo_ has quit [Ping timeout: 252 seconds]
[08:32:26] -!- Miner_48er has quit [Quit: Leaving]
[08:32:44] <archivist> have you adjusted the gib
[08:33:07] -!- morbo_ [morbo_!~morbo@dyn-int-217-47.hrz.uni-kassel.de] has joined #linuxcnc
[08:34:01] -!- d42 has quit [Read error: Connection reset by peer]
[08:37:15] -!- DRGray [DRGray!~duncangra@89-168-27-147.dynamic.dsl.as9105.com] has joined #linuxcnc
[08:37:57] -!- morbo_ has quit [Ping timeout: 260 seconds]
[08:38:21] <pink_vampire> I did the lapping,,
[08:39:23] <pink_vampire> and now It's better then before, but I'm off about 0.1 mm in some places. and I can't do anything about the dovetails.
[08:39:27] <pink_vampire> archivist: ^
[08:40:58] <pink_vampire> archivist: do you know the chinese 60 40 cnc
[08:41:37] <pink_vampire> I want to be able to get the quality of the cuts that you can get with them
[08:41:41] <pink_vampire> archivist: ^
[08:42:31] <pink_vampire> archivist: now I'm really far from it, and not even sure that I can ever will be able to get close to that.
[08:43:19] <pink_vampire> ?
[08:43:43] <archivist> I ithink you need to learn feeds and speeds to get good cuts
[08:44:27] <archivist> it comes with experience
[08:44:43] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-gaxepbflaupbmgul] has joined #linuxcnc
[08:44:47] -!- d42 [d42!~root@89-78-214-50.dynamic.chello.pl] has joined #linuxcnc
[08:45:48] <pink_vampire> but all the calculation show that my rpm is way to low to achieve good cut.
[08:46:05] <pink_vampire> archivist: ^
[08:47:18] <archivist> I have a low speed machine
[08:50:11] <pink_vampire> what is the max speed of this "low speed" machine?
[08:52:39] -!- DRGray has quit [Quit: DRGray]
[08:55:35] <pink_vampire> I'm going to sleep
[08:56:18] <pink_vampire> goon night archivist, and thank you alot for the help.
[08:57:11] <pink_vampire> good*
[08:59:10] <archivist> about 2000
[09:00:36] <pink_vampire> my go up to 1000, your slow is 2 times faster then my
[09:16:54] -!- DRGray [DRGray!~duncangra@host81-149-214-135.in-addr.btopenworld.com] has joined #linuxcnc
[09:20:37] -!- Tecan has quit [Ping timeout: 244 seconds]
[09:23:10] -!- DRGray has quit [Ping timeout: 248 seconds]
[09:23:55] -!- DRGray [DRGray!~duncangra@host81-149-214-135.in-addr.btopenworld.com] has joined #linuxcnc
[09:38:01] -!- kalxas has quit [Changing host]
[09:44:07] -!- kalxas has quit [Ping timeout: 252 seconds]
[09:50:15] -!- morbo_ [morbo_!~morbo@dyn-int-217-47.hrz.uni-kassel.de] has joined #linuxcnc
[09:53:26] -!- automata_ [automata_!~automata@114.143.59.237] has joined #linuxcnc
[09:54:47] -!- morbo_ has quit [Ping timeout: 244 seconds]
[09:56:29] -!- nofxx has quit [Ping timeout: 260 seconds]
[10:04:24] kalxas_ is now known as kalxas
[10:14:16] -!- automata__ [automata__!~automata@114.143.60.163] has joined #linuxcnc
[10:16:51] -!- md-2 has quit [Quit: Leaving...]
[10:17:29] -!- automata_ has quit [Ping timeout: 260 seconds]
[10:19:15] -!- automata_ [automata_!~automata@114.143.63.141] has joined #linuxcnc
[10:22:04] -!- robin_sz has quit [Ping timeout: 240 seconds]
[10:22:44] -!- automata__ has quit [Ping timeout: 260 seconds]
[10:25:43] -!- robin_sz [robin_sz!~robin@88.97.63.122] has joined #linuxcnc
[10:42:04] -!- Timbo_ has quit [Changing host]
[10:42:04] -!- Timbo_ [Timbo_!~tma@tremulous/developer/timbo] has joined #linuxcnc
[10:42:08] Timbo_ is now known as TImbo
[10:42:12] TImbo is now known as Timbo
[10:48:17] -!- automata__ [automata__!~automata@114.143.62.9] has joined #linuxcnc
[10:49:37] -!- robin_sz has quit [Ping timeout: 240 seconds]
[10:51:54] -!- automata_ has quit [Ping timeout: 260 seconds]
[11:15:12] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[11:20:23] -!- automata_ [automata_!~automata@114.143.63.133] has joined #linuxcnc
[11:23:24] -!- automata__ has quit [Ping timeout: 260 seconds]
[11:27:15] -!- bilboquet_ has quit [Remote host closed the connection]
[11:29:42] -!- bilboquet [bilboquet!~bilboquet@95-210-222-153.ip.skylogicnet.com] has joined #linuxcnc
[11:31:04] -!- dfgg has quit [Ping timeout: 264 seconds]
[11:31:25] -!- dfgg [dfgg!~damian@195.154.165.176] has joined #linuxcnc
[11:43:57] -!- automata__ [automata__!~automata@114.143.62.238] has joined #linuxcnc
[11:46:52] -!- automata_ has quit [Ping timeout: 244 seconds]
[11:48:09] -!- skunkworks has quit [Ping timeout: 250 seconds]
[11:54:05] -!- automata_ [automata_!~automata@114.143.60.158] has joined #linuxcnc
[11:55:21] -!- anomynou1 [anomynou1!~pi@37-136-146-233.rev.dnainternet.fi] has joined #linuxcnc
[11:55:38] jthornton- is now known as jthornton
[11:57:12] -!- automata__ has quit [Ping timeout: 244 seconds]
[11:57:46] -!- anomynous has quit [Ping timeout: 252 seconds]
[12:14:32] <archivist> EH676
[12:14:42] <archivist> oops
[12:14:45] <witnit> :)
[12:16:17] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[12:16:57] <witnit> has anyone suggested to pink_vampire it might better just to buy a quality dovetail slide to attach to completely replace the current one?
[12:17:34] <XXCoder> what was wrong with hers
[12:17:42] <witnit> made in china i think
[12:18:23] <witnit> says she has to lock down the gib to make a cut, so its essentially a drill press with adjustable table
[12:18:39] <archivist> witnit, type that code in my website, you find a manual :)
[12:19:49] <archivist> she will have trouble machining off the current dovetails to fit new as well
[12:19:50] -!- bilboquet has quit [Remote host closed the connection]
[12:20:44] <witnit> just scrap the whole base and add something like this
http://www.ebay.com/itm/9-x-12-GILMAN-2-Axis-Machine-Table-/331237699291?hash=item4d1f4e2edb:m:m_fJGR-BUsOD9OuPQmiGwRw
[12:20:49] amnesic_away is now known as amnesic
[12:21:17] <archivist> he problem is the Z slide
[12:21:20] <archivist> her
[12:21:35] <witnit> oh, well, you can polish a turd
[12:21:42] <witnit> can't*
[12:21:59] <archivist> I have seen shiny turds
[12:22:08] <witnit> I hear you can roll them in glitter though
[12:23:03] <witnit> archivist: your website link pls, do I have the ability to upload a manual? :)
[12:23:12] <archivist> I do think there are some unrealistic expectations for the cheap imported stuff
[12:23:31] <archivist> http://www.collection.archivist.info
[12:23:48] <archivist> no I never implemented any upload
[12:23:51] <XXCoder> witnit: there is a way to turn mud to shiny sphere. im sure it works for shit too
[12:29:13] <witnit> I would suspect for the vertical slide it would probably be easier and more affordable to attach two linear guide rails and linear bearings, I guess i should see what model of machine it is though
[12:32:45] <archivist> I used rails for my Z
[12:33:04] <witnit> any rigidity issues?
[12:33:07] -!- DaPeace has quit [Ping timeout: 248 seconds]
[12:34:07] <archivist> the column was the problem for me not the rails
[12:35:06] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[12:38:18] <_methods> yeah the column on my x2 is like a wet noodle
[12:38:39] <_methods> cutting steel is a true test of patience
[12:40:13] <Magnifikus> so got my sq6-rs ball bearings from china
[12:40:30] <Magnifikus> lookin fine, lets see how they perform on the long run on my delta :)
[12:40:45] <Magnifikus> eh ball joints
[12:40:46] <archivist> I added some right angle angle to the column to make a larger effective rectangle
[12:41:15] <witnit> I have troubles understanding how people battle chatter when using such machines. I have 6,000lb machines and still fight it down at the very heavy duty slides with heavy spring returns.
[12:42:58] <Sync_> witnit: by using reasonable feedrates and appropiate tooling
[12:43:05] <_methods> if i need to do something out of steel i just do it at work
[12:43:10] <witnit> if you look at the suggested speeds and feeds for insert tooling, most of them would destroy a small machine
[12:43:27] <_methods> but sometimes i need to do something out of steel at the house and i have to use that little turd for it
[12:43:30] -!- DaPeace [DaPeace!~Adium@185.7.17.15] has joined #linuxcnc
[12:43:31] <_methods> and it always sucks
[12:43:33] <Sync_> that is why you don't use insert tooling on a small lathe
[12:43:35] <Sync_> err machine
[12:43:43] <Sync_> there is no benefit in doing so
[12:44:05] <witnit> yeah, you have to put a good edge on them prior to using them I assume
[12:44:13] <witnit> so you might as well use hss
[12:44:24] <archivist> there is also the extra sharp inserts for lighter work
[12:44:31] <Sync_> no witnit
[12:44:35] <Sync_> variable helix carbide
[12:44:38] <Sync_> that is where it is at
[12:44:39] <_methods> i need to add some gussets to the back of the column to stiffen it up and it might be almost tolerable to work with
[12:47:01] <Sync_> and I suppose her gib is just not adjusted right
[12:47:27] <_methods> that's putting it mildly
[12:47:36] <witnit> I would rather have a sturdy mini mill with 5"x12" travel on heavy duty slides than I would a 12"x20" travel light duty and poorly made slide
[12:47:43] <archivist> the picture shows it is not well made
[12:48:25] <Sync_> it is not well made, but it'll work
[12:48:57] <witnit> when i see paint that looks like that on a machine I automatically assume china
[12:49:53] <_methods> i'm going to start saying that now when someone is a whacko
[12:50:05] <_methods> their gibs aren't adjusted right
[12:50:27] <_methods> that guy has a couple loose gibs
[12:51:09] <witnit> lel
[12:51:14] <_methods> i don't think trump has his gibs adjusted right
[12:51:16] <_methods> hahahaha
[12:52:31] <Sync_> archivist: my lathe had the cross slide warped by .18mm and it did good work
[12:53:15] <witnit> even if the gibs were properly adjusted on that machine I wouldnt be surprised it the angles on the dovetail were wrong and/or cut on a taper/lacking parallelism
[12:53:22] -!- automata__ [automata__!~automata@114.143.63.71] has joined #linuxcnc
[12:54:18] <archivist> I had a hobbymat md65 that had the dovetail cut with a worn cutter
[12:54:41] <witnit> yeah i guess the quality is written in the product name
[12:55:32] <archivist> that was east european, similar quality to china
[12:56:08] <_methods> yeah i almost made the mistake of getting a polish lathe at auction one time
[12:56:18] <_methods> i couldn't figure out why it was going so cheap
[12:56:25] <Sync_> it depends
[12:56:29] <Sync_> usually they are really good
[12:56:37] -!- automata_ has quit [Ping timeout: 244 seconds]
[12:56:41] <_methods> i googled it and apparently the headstock casting was so porous the oil would all leak out overnight
[12:56:52] -!- robin_sz has quit [Ping timeout: 264 seconds]
[12:57:09] <_methods> aren't poreba's polish?
[12:57:26] <Sync_> yes
[12:57:37] <_methods> yeah they make some of the best big lathes too
[12:57:44] <witnit> IMO all slides on a machine mill/lathe/grinder should be precision slides.
[12:58:09] <witnit> if you got one problem on a mill slide and make 100 parts, now you have 101 problems
[12:58:30] <Sync_> no shit, but that comes at a price
[12:58:40] <Sync_> and for what the things are worth, they are fine
[12:59:19] <witnit> Ive seen people put $1,000 worth of tooling and holders on a $200 lathe
[12:59:38] <Sync_> so?
[13:06:42] -!- automata_ [automata_!~automata@114.143.56.152] has joined #linuxcnc
[13:09:48] -!- automata__ has quit [Ping timeout: 246 seconds]
[13:10:03] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[13:11:39] -!- md-2 has quit [Remote host closed the connection]
[13:12:38] -!- automata_ has quit [Ping timeout: 244 seconds]
[13:12:54] <witnit> so the question is why buy something like this
http://www.scarletstarstudios.com/art/sven_pix/2006/05.22.06_3.sherline.jpg when there are options out there similar to this
https://s-media-cache-ak0.pinimg.com/236x/1f/a2/53/1fa2532f8a6553fd7f2c7b14434ab088.jpg
[13:15:28] <archivist> often unrealistic expectations, new vs second hand
[13:15:45] <archivist> lack of clue
[13:16:54] <DRGray> how would i mill an m5 hole with a 3mm tap?
[13:17:15] <_methods> you wouldn't
[13:17:26] <archivist> taps dont mill
[13:18:30] <DRGray> sorry
[13:18:32] <DRGray> brain blown
[13:18:39] <_methods> taps aren't made to withstand side loading
[13:18:42] <DRGray> i mean make a 4.5hole with a 3mm end mill
[13:19:09] <_methods> a circular toolpath
[13:19:35] <_methods> start at center and lead in then interpolate the hole and lead out
[13:20:00] <DRGray> ive just found a something for generating the gcode for one hole im thinking of putting it in a method
[13:20:45] <_methods> that sounds like a fine idea
[13:21:25] <archivist> http://linuxcnc.org/docs/2.6/html/gcode/gcode.html#sec:G2-G3-Arc
[13:22:00] <witnit> ^ that would be best to learn to do before using a generator I imagine
[13:22:03] <DRGray> G2 X-1.1000Y1.0000 i2.1000j0 z-0.2000
[13:22:22] <DRGray> * x reducing z for each layer
[13:24:21] -!- maxcnc [maxcnc!~chatzilla@ip5f58618e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[13:24:22] <maxcnc> hi all
[13:24:23] <maxcnc> hi all
[13:24:48] <maxcnc> friday and its getting sunny
[13:26:20] <witnit> hey maxcnc
[13:26:27] <maxcnc> ;-)
[13:27:34] <witnit> anyone got some 3/4-8 ACME thread gauges for sale or rent PM me
[13:28:57] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:30:31] -!- txp has quit [Read error: Connection reset by peer]
[13:38:20] JT-Shopp is now known as JT-Shop
[13:38:32] <JT-Shop> can you use thread wires on ACME threads?
[13:38:33] <maxcnc> till later
[13:38:37] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151030084315]]
[13:42:15] -!- md-2 has quit [Remote host closed the connection]
[13:42:36] <witnit> JT-Shop: yeah I can use my comparitor too, but I was trying to avoid building a jig for measuring them using the three wire method. the order is for 60,000pcs and the production machine is rather far from the comparitor.
[13:43:11] <witnit> it wouldnt be that bad but im not the one who will be running the job and I would like to idiotproof the thread measuring
[13:43:39] <JT-Shop> got it
[13:43:58] <_methods> go/nogo gage?
[13:44:08] <witnit> _methods: thats what i need
[13:44:39] -!- Frank__9 [Frank__9!~frank___@host196.200-117-62.telecom.net.ar] has joined #linuxcnc
[13:44:42] <witnit> good ones arent exactly cheap and this is for a propane valve so I would prefer the quality
[13:44:48] <gregcnc> bid didn't include buying a gage, or you can't get one in time?
[13:45:31] <_methods> well if we're doing something like that we'll just make a go/nogo
[13:45:34] <witnit> well I put the bid out including the cost of new gages but I dont want to spend $900 on two gages
[13:45:41] <_methods> if it's something odd and we don't want to buy one
[13:45:54] amnesic is now known as amnesic_away
[13:45:59] <witnit> I dont have the means to make good gauges
[13:46:01] <_methods> then you only have to measure once
[13:46:04] <_methods> oh
[13:46:32] <witnit> I have some grinding machines but lack the ability to grind internally at 8tpi
[13:46:33] <_methods> but you can cut the 3/4-8 threads?
[13:46:47] <_methods> you don't have to grind it
[13:47:23] <witnit> well yeah I can cut them with a revolving die head but I will be rolling the thread
[13:48:18] <witnit> the gages will need to be female
[13:50:03] <_methods> 60,000 pcs is a good size job
[13:50:42] <witnit> brass and about 2.625 long
[13:50:42] <_methods> $900 spread over that job is $0.015/part
[13:51:00] <_methods> you'd only be adding .02/part
[13:51:10] <_methods> to pay for the gages
[13:51:13] <witnit> bottom line is thats another $900 in my pocket :)
[13:51:34] <_methods> hahah
[13:51:38] <_methods> greedy bastard
[13:52:16] <witnit> I will probably screw the gauges on and off less then 500 times throughout the whole job
[13:55:20] <_methods> man that sucks so you have no lathe that can cut the internal threads on the gages?
[13:56:20] <_methods> the only other way i can think of is to drill and ream the hole then tap it and maybe get lucky hittin the upper and lower tolerance
[13:56:31] <_methods> or at least somewhere close enough to make acceptable gages
[13:57:07] <_methods> or you have id grinding capability so you can grind the holes out then tap them
[13:58:11] <_methods> will probably involve a bunch of trial and error
[13:59:01] <gregcnc> and soon cost more than buying gages?
[13:59:06] -!- jepler_ has quit [Quit: bbiab]
[13:59:08] <_methods> ^^
[14:05:46] -!- morbo_ [morbo_!~morbo@dyn-int-217-47.hrz.uni-kassel.de] has joined #linuxcnc
[14:06:11] -!- Valen has quit [Remote host closed the connection]
[14:06:49] <OdinYggd> <JT-Shop> can you use thread wires on ACME threads?
[14:06:53] <OdinYggd> yes, they have their own chart
[14:07:33] -!- morbo_ has quit [Remote host closed the connection]
[14:10:10] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[14:12:15] -!- morbo_ [morbo_!~morbo@dyn-int-217-47.hrz.uni-kassel.de] has joined #linuxcnc
[14:12:28] -!- txp has quit [Quit: Leaving]
[14:17:17] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[14:23:39] -!- morbo_ has quit [Remote host closed the connection]
[14:27:19] -!- uwe_mobile has quit [Remote host closed the connection]
[14:31:43] -!- miss0r|shop [miss0r|shop!~miss0r@188-181-66-160-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[14:34:55] -!- Frank__9 has quit [Quit: Nettalk6 - www.ntalk.de]
[14:37:13] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:48:32] -!- uwe_mobile [uwe_mobile!~uwe@static.173.76.9.176.clients.your-server.de] has joined #linuxcnc
[15:00:44] amnesic_away is now known as amnesic
[15:09:31] amnesic is now known as amnesic_away
[15:19:03] -!- xrr has quit [Remote host closed the connection]
[15:19:33] -!- xrr [xrr!~quassel@c21-76.uvn.zone.eu] has joined #linuxcnc
[15:20:57] amnesic_away is now known as amnesic
[15:24:23] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[15:24:43] -!- xrr has quit [Remote host closed the connection]
[15:25:19] -!- kalxas has quit [Read error: No route to host]
[15:25:38] -!- xrr [xrr!~quassel@c21-76.uvn.zone.eu] has joined #linuxcnc
[15:25:52] -!- anonimasu has quit [Read error: Connection reset by peer]
[15:26:32] -!- kalxas has quit [Changing host]
[15:28:53] -!- chillly has quit [Quit: Ex-Chat]
[15:30:12] -!- anonimasu [anonimasu!~an0n@cust-82-99-104-35.alvsbyn.com] has joined #linuxcnc
[15:32:21] amnesic is now known as amnesic_away
[15:38:24] -!- swarfer [swarfer!~Thunderbi@105.229.215.160] has joined #linuxcnc
[15:40:10] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[15:42:08] -!- dgarr [dgarr!~dgarrett@184.101.145.249] has joined #linuxcnc
[15:47:27] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[15:48:12] -!- DRGray_ [DRGray_!~duncangra@host81-149-214-135.in-addr.btopenworld.com] has joined #linuxcnc
[15:48:14] -!- DRGray has quit [Ping timeout: 268 seconds]
[15:48:14] DRGray_ is now known as DRGray
[15:48:46] -!- robin_sz has quit [Ping timeout: 252 seconds]
[15:52:02] <CaptHindsight> So what's the topic of the day? The criteria appears to be asking the same question every few hours. Not being happy with any answer. Equipment specifications requiring very oddball voltages, frequencies, temperatures etc.; e.g. 90V, 1000Hz, 135-150C. And cost <$100.
[15:52:44] -!- xrr has quit [Remote host closed the connection]
[15:52:44] <malcom2073> Yes, that's par for this particular course
[15:53:12] <tiwake> what?
[15:53:38] <OdinYggd> 90V sounds like Japanese import, at least a lot of the Mazak CNCs I maintain have 90-100v 60hz internally instead of 120v
[15:53:42] -!- xrr [xrr!~quassel@c21-76.uvn.zone.eu] has joined #linuxcnc
[15:53:46] <malcom2073> Don't forget asking vauge questions to solve problems that the question won't actually solve
[15:53:53] <OdinYggd> 1khz would be a PWM harmonic
[15:54:02] <OdinYggd> too hot to handle, and way too cheap for realistic solutions
[15:54:06] <OdinYggd> who asked this again?
[15:54:11] <OdinYggd> I hope they aren't anyone I work with
[15:54:13] <CaptHindsight> random postings of body parts (e.g. elbow piercings, hairy knuckles) along with metal stock is optional
[15:56:13] amnesic_away is now known as amnesic
[15:56:33] <CaptHindsight> malcom2073: how much do questions like that weigh?
[15:56:53] <gregcnc> depends how much thought was put into them of course
[15:57:35] <malcom2073> CaptHindsight: 24 weights
[15:58:16] <CaptHindsight> is an even number good or bad?
[15:58:25] <gregcnc> so 12 thoughts for the going $.02 rate
[15:59:53] <malcom2073> My thoughts are significantly more expensive than that :P
[16:00:55] -!- rigid has quit [Quit: NO WINE, NO WIFE, NO CARRIER]
[16:01:15] <_methods> yeah yesterday was pretty painful
[16:01:24] <MrSunshine> hmm anyone know how many teeth there are on the southbend lathe spindle? =)
[16:02:48] <_methods> depends on who's mouth is around the spindle i guess
[16:04:39] -!- JesusAlos has quit [Remote host closed the connection]
[16:06:28] <OdinYggd> What year of southbend?
[16:06:35] <OdinYggd> And what spindle nose does it use
[16:06:41] <OdinYggd> there's been more than a few variations
[16:14:54] -!- kwallace has quit [Ping timeout: 248 seconds]
[16:21:58] -!- vapula has quit [Quit: Leaving]
[16:23:11] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[16:23:56] <archivist> and which gear on the spindle
[16:24:16] <archivist> there are 3
[16:24:34] <lair82> pcw_home, You floating around?
[16:24:49] <pcw_home> yeah
[16:42:12] -!- morbo_ [morbo_!~morbo@dyn-int-217-47.hrz.uni-kassel.de] has joined #linuxcnc
[16:44:29] -!- xrr has quit [Remote host closed the connection]
[16:44:48] -!- xrr [xrr!~quassel@c21-76.uvn.zone.eu] has joined #linuxcnc
[16:45:02] <jdh> floating ground?
[16:46:44] -!- robin_sz [robin_sz!~robin@88.97.63.122] has joined #linuxcnc
[16:47:14] <malcom2073> Fried a servo drive that way a couple months ago
[16:49:00] -!- eventor [eventor!~eventor@p5DDD6918.dip0.t-ipconnect.de] has joined #linuxcnc
[16:55:01] <lair82> Hey, pcw_home, That machine has been sitting idle with the control up, and linuxcnc running, and the values right now on that 7i80 read pin are, time=392928, and max=706000.
[16:55:03] -!- mik___ has quit [Ping timeout: 276 seconds]
[16:55:26] <lair82> since wednesday, when we last chatted
[17:03:18] -!- anth0ny has quit [Quit: anth0ny]
[17:12:22] <pcw_home> sounds ok
[17:12:44] -!- miss0r|shop has quit []
[17:14:27] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[17:16:03] <lair82> so those would be acceptable numbers then?
[17:20:09] <Jymmm> gregcnc: Bottom-right corner...
http://imgur.com/izukZ8C
[17:21:11] -!- morbo_ has quit [Read error: Connection reset by peer]
[17:21:13] -!- morbo__ [morbo__!~morbo@dyn-int-217-47.hrz.uni-kassel.de] has joined #linuxcnc
[17:22:11] <lair82> The sad thing is, some idiot actually licked the damn thing, under power.
[17:23:17] <Jymmm> =)
[17:23:35] <OdinYggd> You can't fix stupid
[17:23:43] <OdinYggd> and labels like that only encourage other idiots to try it
[17:23:53] <OdinYggd> because lol why is that warning there that's stupid lets see what happens
[17:24:12] <OdinYggd> All it does is covers you in court when the idiot proves to be smart enough to hire a lawyer
[17:24:22] <lair82> I was told that a long time ago, and being a maintenance professional, I live by it every day.
[17:24:32] <OdinYggd> you know my pain then.
[17:24:47] -!- swarfer has quit [Quit: swarfer]
[17:24:48] <OdinYggd> I can fix it all day, a better idiot gets hired tomorrow that breaks it in record time
[17:24:53] <Jymmm> lair82 Live by what, licking things?
[17:25:03] <OdinYggd> And I can't fire said idiot, cause he's the general manager's buddy
[17:26:42] <lair82> Yep, I love to lick things,just ask the wife, just not circuit boards though
[17:27:23] <lair82> Yep, I hear ya there OdinYggd
[17:27:33] <Jymmm> lair82: Ok, whats her number, lets see what she scores you at
[17:28:05] <Jymmm> lair82: 65 or better is a passing grade
[17:28:49] <gregcnc> jymmm nice
[17:29:00] <Jymmm> gregcnc: Thought you might like that
[17:29:00] <lair82> I figured when the neighbors dog started howling, from her howling at the moon, I must know what I'm doing ;)
[17:29:49] <Jymmm> lair82:
https://www.youtube.com/watch?v=4S-N7xWWrbo
[17:31:51] -!- md-2 has quit [Remote host closed the connection]
[17:36:51] -!- Daerist has quit [Quit: Leaving]
[17:38:25] <lair82> Really, this is where you went,
http://www.urbandictionary.com/define.php?term=65&defid=5551821
[17:38:57] <Jymmm> lol
[17:39:38] -!- yonmy has quit [Read error: Connection reset by peer]
[17:41:44] -!- morbo__ has quit [Remote host closed the connection]
[17:41:49] -!- kwallace has quit [Ping timeout: 244 seconds]
[17:47:32] <lair82> Here's my title according to the wife,
http://www.urbandictionary.com/define.php?term=Cunnilinguist
[17:55:27] <Loetmichel2> "what do you mean: wrong hole?"
[17:55:28] <Loetmichel2> ;-)
[17:55:41] <Jymmm> lair82: But can you do this?
http://www.piercingtime.com/images/341/Forked-Tongue-Piercings-For-Girls.jpg
[17:56:53] <lair82> Boy, that would be a party, that she would never let me leave.
[17:57:22] <Jymmm> hahaha
[17:59:04] -!- maxcnc [maxcnc!~chatzilla@ip5f58618e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[17:59:11] -!- morbo_ [morbo_!~morbo@dyn-int-217-47.hrz.uni-kassel.de] has joined #linuxcnc
[18:02:41] <lair82> Gotta go guys, See ya Monday
[18:02:45] -!- lair82 has quit [Quit: Leaving]
[18:03:43] -!- dgarr has quit [Quit: Leaving.]
[18:03:44] -!- dgarr1 [dgarr1!~dgarrett@184.101.145.249] has joined #linuxcnc
[18:05:11] <maxcnc> hi
[18:06:03] <Jymmm> hola
[18:06:07] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[18:09:06] amnesic is now known as amnesic_away
[18:13:46] amnesic_away is now known as amnesic
[18:15:39] -!- kanzure has quit [Ping timeout: 276 seconds]
[18:16:04] -!- kanzure [kanzure!~kanzure@bryan.fairlystable.org] has joined #linuxcnc
[18:18:29] -!- maybekoo2 [maybekoo2!~kook@236.152.broadband3.iol.cz] has joined #linuxcnc
[18:23:45] <CaptHindsight> http://www.ebay.com/itm/MAZAK-SLANT-TURN-15-CNC-LATHE-42300/262289311366 $4,600 or best
[18:27:40] <CaptHindsight> http://www.ebay.com/itm/Supermax-Model-Max-1-Rebel-CNC-Machining-Center-20-ATC-with-Fanuc-OM-Control-/182049363774 $2k
[18:28:14] <CaptHindsight> Need gone
[18:28:14] <CaptHindsight> Priced to sell. Free loading on Buyer's truck
[18:29:44] <CaptHindsight> http://www.ebay.com/itm/Dyna-2800-CNC-Mill/182050207053 $900
[18:34:27] <OdinYggd> That Mazak slant-turn 15 is a huge gamble
[18:34:39] <OdinYggd> Being a 1980s model, if it has a bad spindle or axis amplifier in it, its toast
[18:34:49] <OdinYggd> Mitsubishi no longer has spares for the model of amplifier that machine would use
[18:34:58] <OdinYggd> Though as a retrofit candidate, the frame might be okay
[18:37:13] -!- md-2 has quit [Ping timeout: 240 seconds]
[18:37:57] <Sync_> the drives are fairly easy to replace on those
[18:38:48] <OdinYggd> They pop out fairly easily, but your parts source for one that old would be ebay
[18:39:18] <OdinYggd> Very little of the Mitsubishi parts inventory for something that old remains, so OEM repairs are not an option
[18:40:00] <Sync_> I mean replacing them with something else
[18:40:28] -!- DRGray has quit [Quit: DRGray]
[18:43:16] -!- maybekoo2 has quit [Ping timeout: 244 seconds]
[18:47:30] -!- maybekoo2 [maybekoo2!~kook@236.152.broadband3.iol.cz] has joined #linuxcnc
[18:50:05] <Loetmichel2> sooo, new 40 eur desk chair arrived. Already mounted... any bets how long this one will last? ->
http://www.cyrom.org/palbum/main.php?g2_itemId=16173
[18:51:23] <OdinYggd> Made by ikea?
[18:51:55] <malcom2073> Loetmichel2: If your last char didn't last long, chances are the new one won't either :P
[18:52:22] <Loetmichel2> malcom2073: the last was 35 eur ;)
[18:52:41] <Loetmichel2> and lasted about 2 months, then
http://www.cyrom.org/palbum/main.php?g2_itemId=15392
[18:52:59] <malcom2073> Yeah I wouldn't expect this one to last much longer. That kind of a break is from misuse not bad design :P
[18:53:54] <Loetmichel2> malcom2073: ahem... misuse?
[18:54:03] <Loetmichel2> how can you misuse THAT weld?
[18:54:50] <malcom2073> Loetmichel2: By stting down uh... not gently?
[18:55:25] <CaptHindsight> https://www.youtube.com/watch?v=QiypHhTA9rg Strongest Folding Chair on the planet Loaded with 1500 LBs (689Kg)
[18:56:04] <malcom2073> Lol that guy putting his foot under there while placing weights
[18:56:34] -!- jasen_ [jasen_!4dee5c3f@gateway/web/freenode/ip.77.238.92.63] has joined #linuxcnc
[19:02:20] <gregcnc> www.ebay.com/itm/Dyna-2800-CNC-Mill/182050207053? decent cnc bench mill BT30, 10k spindle
[19:03:02] <Loetmichel2> malcom2073: the guy has faith ;)
[19:03:39] <malcom2073> heh
[19:07:16] amnesic is now known as amnesic_away
[19:07:17] -!- DRGray [DRGray!~duncangra@89-168-27-147.dynamic.dsl.as9105.com] has joined #linuxcnc
[19:12:21] -!- Komzpa has quit [Ping timeout: 268 seconds]
[19:14:18] -!- motioncontrol [motioncontrol!~io@95.235.78.99] has joined #linuxcnc
[19:15:05] -!- DRGray has quit [Read error: Connection reset by peer]
[19:16:03] <maxcnc> Gn8
[19:16:08] -!- maxcnc [maxcnc!~chatzilla@ip5f58618e.dynamic.kabel-deutschland.de] has parted #linuxcnc
[19:18:58] -!- DRGray [DRGray!~duncangra@89-168-27-147.dynamic.dsl.as9105.com] has joined #linuxcnc
[19:20:34] -!- skunkworks_ has quit [Ping timeout: 260 seconds]
[19:24:05] -!- DRGray has quit [Read error: Connection reset by peer]
[19:24:27] -!- DRGray [DRGray!~duncangra@89-168-27-147.dynamic.dsl.as9105.com] has joined #linuxcnc
[19:27:22] -!- DRGray has quit [Client Quit]
[19:28:12] <Simonious> In fusion 360 - what operation should I use to cut these grooves?
http://oi68.tinypic.com/2jdmd79.jpg
[19:30:40] -!- Miro_ has quit [Ping timeout: 252 seconds]
[19:32:36] <gregcnc> which did you try that were unsatisfactory
[19:33:53] <Simonious> trace, slot, engrave are the ones I'm looking at. Trace is my favorite contender, but they are all giving me trouble. I've tried all three and have had various problems, so I'm just looking for an indicator which might be the best to focus on.
[19:35:27] <_methods> why not just offset the path bidirectional then do a cut
[19:36:04] <_methods> you'd have to do something in the bottom of the profile then to get that v shape it looks like
[19:36:17] <_methods> kinda kludgy
[19:37:05] <Simonious> uhm..?
[19:37:15] <Simonious> it should be a single pass
[19:37:49] <_methods> does fusion 360 not have swept cut or something?
[19:38:18] <_methods> http://fusion360.autodesk.com/learning/learning.html?guid=GUID-B9F61274-36F9-424E-9E99-36A270C15067
[19:38:41] <Simonious> I don't know.. nothing with the name swept cut
[19:38:49] <gregcnc> what kind of problems are you having?
[19:39:05] <_methods> he's trying to do a swept cut
[19:39:34] <_methods> that link tells you how to do it in 360
[19:39:36] <gregcnc> is the model still imported from SW?
[19:40:05] <_methods> wtf are you using 360 for if you have SW?
[19:40:32] <gregcnc> i guess you've missed out on this whole story
[19:40:38] <_methods> i think i remember it
[19:40:45] <_methods> he's using it for 3d cam
[19:40:55] <_methods> or something like that?
[19:41:15] <gregcnc> essentially
[19:43:36] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[19:44:31] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[19:44:48] <Simonious> it's a SW model, yes and I'm using 360, because it can do 3D cuts and nothing else that is free can, except CAMBAM, which hasn't worked as well for me thus far.
[19:45:16] <gregcnc> I see geometry that will be difficult to duplicate exactly
[19:45:34] <Simonious> granted I don't need 3D for this, however I don't really want to play with multiple cam programs if I don't have to.
[19:45:45] <gregcnc> but what exactly are the issues?
[19:46:15] <Simonious> for which path option?
[19:46:28] <gregcnc> trace
[19:47:10] <Simonious> trace fails to grab the full path, it makes me select every little segment and calls each one a chain
[19:47:35] <gregcnc> so you have to click a lot
[19:47:46] <Simonious> probably, trying that
[19:48:10] <Simonious> oh sometimes it strings a few together
[19:48:13] <Simonious> yay
[19:50:53] <Simonious> yup, and one screwed up click unselected them all
[19:50:53] <Simonious> crap
[19:51:08] <_methods> you can't window select?
[19:51:20] <Simonious> what is that?
[19:51:35] <_methods> where you drag a window across the desired geometry
[19:52:16] <Simonious> it doesn't appear to have that option for selecting the curves to cut in trace at least
[19:52:21] <Simonious> I have to select actual curves
[19:52:25] <Simonious> and lines
[19:52:55] <Simonious> Hmm.. I don't think solidworks merged those lines cleanly
[19:53:07] <Simonious> I'm noticing it gets the full chains for other paths
[19:53:23] <Simonious> ugh, some of them
[19:54:47] <_methods> anyone in here ever use carbide tip bandsaw blades?
[19:55:04] <_methods> we have been getting lots of D2 jobs lately
[19:55:05] <robin_sz> bandsaw?
[19:55:16] <_methods> like 12" dia material
[19:55:23] <_methods> yeah bandsaw
[19:55:50] <_methods> the d2 is killing saw blades
[19:55:53] <robin_sz> I can ask my mate on the estate what he uses on Monday
[19:56:15] <_methods> i was lookin at getting some simonds siclone blades
[19:56:23] <robin_sz> what s D2?
[19:56:27] <_methods> but i was tempted to try out these carbide tipped ones
[19:56:33] <_methods> it's a cold work mold steel
[19:56:40] <_methods> high alloy tool steel
[19:56:53] <_methods> http://www.starrett.com/docs/other-downloadable-resources/advanz-ts---bulletin-1021.pdf?Status=Master
[19:57:00] <robin_sz> suprised a standard blade even touches it
[19:57:04] <_methods> but i was just lookin at these starret carbide ones
[19:57:20] <_methods> i've never tried carbide bandsaw blades out before
[19:58:06] <SpeedEvil> Is HSS typically heat-treated post-grinding?
[19:58:26] <robin_sz> my initial feeling was the blade flaex woudl soon loosen the teeth
[19:58:28] <SpeedEvil> Or is it supplied as desired and then cut?
[19:58:51] <_methods> you know i have no idea about that hss
[19:59:30] <_methods> it wouldn't be shiny when you get it if it was treated after grinding
[19:59:54] <robin_sz> might be easier to wire cut it
[20:00:02] <_methods> wire cut?
[20:00:17] <Sync_> edm
[20:00:24] <_methods> Hhahahahah
[20:00:26] <_methods> no
[20:00:30] <_methods> not enough time for that
[20:01:06] <_methods> 12" dia bar
[20:01:09] <Sync_> it doesn't take long for rought cuts, but you could try friction cutting
[20:01:19] <_methods> we cut it with bandsaw now
[20:01:25] <Sync_> take a dull bandsaw blade backwards
[20:01:33] <Sync_> and just push in
[20:01:38] <_methods> egyptian style
[20:01:53] <robin_sz> abrasive wheel?
[20:02:01] <SpeedEvil> robin_sz: 12" dia
[20:02:08] <SpeedEvil> that'll need a beeg wheel
[20:02:16] <robin_sz> they make them big
[20:02:27] <_methods> i was just curious if anyone had used the carbide tipped bandsaw blades before
[20:02:28] <robin_sz> you only need 6" depth of cut
[20:02:41] <robin_sz> anyway, not we havent :)
[20:02:52] -!- teepee has quit [Ping timeout: 244 seconds]
[20:02:52] teepee_ is now known as teepee
[20:02:53] <robin_sz> how much is a roll of that stuff?
[20:02:53] <SpeedEvil> robin_sz: though even 'just' 4" depth of cut would let you do the teeny bit on a bandsaw
[20:03:06] <robin_sz> exactly
[20:03:21] <Sync_> _methods: I have, they work pretty well
[20:03:43] <Sync_> but if your saw has enough power friction cutting is more economical
[20:11:19] <_methods> well i might get one just to try out
[20:13:20] -!- swarfer [swarfer!~Thunderbi@105.229.215.160] has joined #linuxcnc
[20:13:27] <SpeedEvil> Sync_: but for a 12" thick bar?
[20:13:39] <SpeedEvil> I could see it for thin bar
[20:14:04] <SpeedEvil> but the force needs to be quite high, and you'll melt the blade surely
[20:17:02] <Sync_> nah
[20:18:06] -!- automata_ [automata_!~automata@59.182.164.199] has joined #linuxcnc
[20:18:06] -!- automata_ has quit [Client Quit]
[20:18:50] -!- kanzure has quit [Changing host]
[20:18:50] -!- kanzure [kanzure!~kanzure@unaffiliated/kanzure] has joined #linuxcnc
[20:18:59] -!- automata_ [automata_!~automata@59.182.164.199] has joined #linuxcnc
[20:22:35] <t12> dang micro100 boring bars cutting surfaces
[20:22:36] <t12> are like mirrors
[20:24:36] -!- morbo_ has quit [Ping timeout: 244 seconds]
[20:26:03] <_methods> i like micro100 stuff
[20:26:08] <_methods> they make good endmills too
[20:28:08] amnesic_away is now known as amnesic
[20:29:32] -!- morbo_ [morbo_!~morbo@dyn-int-217-47.hrz.uni-kassel.de] has joined #linuxcnc
[20:39:49] amnesic is now known as amnesic_away
[20:42:08] -!- swarfer has quit [Quit: swarfer]
[20:56:58] <Jymmm> Crom: Self lifting iron video
http://www.amazon.com/Oliso-TG1100-1800-Watts-Smart/dp/B002R1L270 and amazon link
http://www.amazon.com/Oliso-TG1100-1800-Watts-Smart/dp/B002R1L270
[20:59:58] -!- nos__ [nos__!~nos@37-136-93-251.rev.dnainternet.fi] has joined #linuxcnc
[21:00:08] -!- skorasaurus has quit [Quit: WeeChat 1.2]
[21:03:21] -!- nos has quit [Ping timeout: 276 seconds]
[21:04:43] <_methods> does it have an app
[21:05:15] -!- skunkworks has quit [Read error: Connection reset by peer]
[21:05:52] -!- automata_ has quit [Ping timeout: 264 seconds]
[21:06:36] -!- motioncontrol has quit [Remote host closed the connection]
[21:10:04] -!- skunkworks_ has quit [Ping timeout: 264 seconds]
[21:10:12] -!- jasen_ has quit [Quit: Page closed]
[21:10:34] <evil_ren> man fuck around the ear mem wire iems
[21:10:47] <evil_ren> but omg the tasteless levels of bass on these things
[21:10:55] <evil_ren> me gusta
[21:18:59] -!- Komzpa has quit [Ping timeout: 260 seconds]
[21:20:38] -!- anth0ny has quit [Quit: anth0ny]
[21:28:00] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[21:30:08] -!- FinboySlick has quit [Quit: Leaving.]
[21:33:33] <andypugh> I feel a strange urge to make one:
https://www.youtube.com/watch?v=loI1Kwed8Pk
[21:35:45] <cradek> they're lovely
[21:36:32] <andypugh> The problem is, everyone agrees, so they cost a fortune.
[21:42:52] <Sync_> I've seen a few go for around 500€ or so
[21:44:15] <andypugh> This one sold at $1500
http://www.ebay.co.uk/itm/RARE-BOXED-CURTA-Calculator-TYPE-II-549736-Near-MINT-STATE-1969-/131745785487?hash=item1eaca9268f:g:60UAAOSwYlJW3Ysx
[21:54:57] <Crom> jymm nice, though I don't I'll ever spend $149 on an iron
[21:55:27] <Jymmm> Crom: Yeah, me neither, just never saw a self-lifting iron before.
[21:56:05] <Sync_> I think I spent $149 on my current iron
[21:56:15] <Sync_> some philips thing with ceramic bottom
[22:15:07] <Deejay> gn8
[22:15:36] -!- chillly has quit [Quit: Ex-Chat]
[22:15:38] -!- Deejay has quit [Quit: bye]
[22:16:56] <Jymmm> Sync_: But does it auto lift? =)
[22:17:07] amnesic_away is now known as amnesic
[22:19:36] <Sync_> negative
[22:28:37] <andypugh> I just realised, you are not talking about soldering irons, are you?
[22:28:50] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[22:31:34] -!- micges has quit [Quit: Wychodzi]
[22:32:50] <CaptHindsight> andypugh: they have electronic versions now for a few $ that fit in your pocket, and apps that run on what they call smartphones :)
[22:33:33] <andypugh> Nah, that’ll never catch on.
[22:34:00] <CaptHindsight> heh
[22:34:34] <CaptHindsight> https://en.wikipedia.org/wiki/Curta An estimated 140,000 Curta calculators were made (80,000 Type I and 60,000 Type II). According to Curt Herzstark, the last Curta was produced in 1972
[22:38:22] <andypugh> Given that they colst about the same (in real terms) then as now, that means $140 million. Which over 30 years isn’t exactly vst profits, but probably provided a nice living.
[22:38:56] -!- kriskropd has quit [Ping timeout: 244 seconds]
[22:43:01] -!- theorbtwo has quit [Read error: No route to host]
[22:43:15] <CaptHindsight> It was not long before Herzstark's financial backers, thinking they had got from him all they needed, contrived to force him out by reducing to zero the value of all of the company's existing stock, including his one-third interest.
[22:43:32] <CaptHindsight> It was not long before Herzstark's financial backers, thinking they had got from him all they needed, contrived to force him out by reducing to zero the value of all of the company's existing stock, including his one-third interest.
[22:43:46] <CaptHindsight> These were the same people who had earlier elected not to have Herzstark transfer ownership of his patents to the company, so that, should anyone sue, they would be suing Herzstark, not the company, thereby protecting themselves at Herzstark's expense. This ploy now backfired:
[22:44:01] <CaptHindsight> without the patent rights, they could manufacture nothing. Herzstark was able to negotiate a new agreement, and money continued to flow to him.
[22:44:56] <andypugh> Good!
[22:45:34] <andypugh> I actually think that corporate raiders have become _less_ evil in the last 50 years or so.
[22:46:20] <andypugh> Back in the 50s some hostile takeovers were properly hostile.
[22:46:52] <andypugh> A very similar thing happened to Slingsby Sailplanes, but the inventor in that case was left with nothing.
[22:47:00] <CaptHindsight> and this was after this guy lived through Buchenwald
[22:47:39] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[22:47:44] <_methods> heh you should read the story of strippit if you think corporate raiders aren't as bad as they used to be
[22:49:26] <gregcnc> the kid behind the counter at trading post was fiddling with a curta when i went in their a couple summers ago. Made sure to tell me how much it was worth
[22:50:01] <CaptHindsight> or the history of Milton Friedman and how the Chicago School was used on several south American countries before the USA
[22:50:42] -!- bluemaex_ has quit [Quit: maexnc]
[22:50:55] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[22:51:20] <andypugh> Thinking about it Dr Dre didn’t do too well with Monstger Cable.
[22:51:37] <CaptHindsight> _methods: are Robber Barons related to the Red Baron?
[22:52:08] <_methods> i'm sure
[22:52:19] <_methods> the pizza guy right?
[22:52:21] <CaptHindsight> he's the WWI ace that first delivered pizza to the troops
[22:52:31] <_methods> hahah
[22:52:41] <_methods> yeah that's the one i was thinking of
[22:52:43] <CaptHindsight> in 20 minutes or less
[22:53:45] <andypugh> Have you read Snow Crash?
[22:54:31] <CaptHindsight> https://en.wikipedia.org/wiki/Snow_Crash
[22:54:39] <andypugh> “The Deliverator belongs to an elite order, a hallowed subcategory. He's got esprit up to here. Right now, he is preparing to carry out his third mission of the night. His uniform is black as activated charcoal, filtering the very light out of the air. A bullet will bounce off its arachnofiber weave like a wren hitting a patio door, but excess perspiration wafts through it like a breeze through a freshly napalmed for
[22:54:39] <andypugh> Where his body has bony extremities, the suit has sintered armorgel: feels like gritty jello, protects like a stack of telephone books.”
[22:54:44] <_methods> i love that book
[22:54:48] <andypugh> (He’s a Pizza delivery guy)
[22:56:21] <_methods> i'm surprised they haven't made a terrible movie out of it yet
[22:56:31] <andypugh> I signed up for a mountain biking course just because the bored looking (somewhat amazonian) woman manning the stall was reading Snow Crash.
[22:56:45] <CaptHindsight> a Sumerian Blockbuster
[22:57:13] -!- teepee has quit [Ping timeout: 240 seconds]
[22:57:13] teepee_ is now known as teepee
[22:57:33] <CaptHindsight> it would have to be made into a comic first
[22:58:33] <CaptHindsight> Enki and her Babylonian Bazoombahs
[22:59:03] -!- maybekoo2 has quit [Ping timeout: 276 seconds]
[22:59:58] <CaptHindsight> 300 and the sequels go back to ancient Greece
[23:00:13] <_methods> the takeshi kovacs books are a bit like snow crash if you're into that style
[23:00:16] <CaptHindsight> a few recent Noah films
[23:00:42] <_methods> altered carbon
[23:00:49] <CaptHindsight> yeah, it seems like a skipped period of ancient history in film
[23:01:14] * Gaston|Home is also a Neal Stepenson fan
[23:01:26] <andypugh> I loved the System of the World, but everyone I recommended that trilogy to hated it.
[23:01:57] <Gaston|Home> below average of his writing, but I plowed through them as well
[23:02:24] <_methods> i'll have to check out system of the world
[23:02:24] <andypugh> I think they are the best thing he has written. Absolutely stunning.
[23:02:44] <CaptHindsight> hollywood seems to be on Philip K Dick run of films
[23:02:45] <andypugh> Partly for being about 50% true :-)
[23:03:09] -!- Komzzpa has quit [Ping timeout: 244 seconds]
[23:03:15] <andypugh> Dick wrote very short short stories. Films are very short
[23:03:54] <andypugh> The book I have read that seemed most like a screenplay at the time is Liege Killer
[23:03:57] <Gaston|Home> I am reading Diamond Dogs by Alastair Reynolds (or rather rereading).
[23:04:41] <Gaston|Home> Alastair Reynolds is a really nice story-teller
[23:05:42] <_methods> that sounds like an interesting book
[23:05:50] <_methods> might have to check that one out too
[23:06:22] <_methods> i'm reading red rising now
[23:06:31] <Gaston|Home> Read the whole series in that case, probably in the order they were written
[23:07:22] <Gaston|Home> https://en.wikipedia.org/wiki/Revelation_Space_universe
[23:07:52] <_methods> always look in for new books
[23:08:22] <Gaston|Home> Hmm, there are several in there I haven't read. i need to talk to amazon I think
[23:08:46] <_methods> i've been getting my books on google play lately
[23:08:56] <andypugh> I just found that Christopher Hinz wrote a book in 2012. So I bought it.
[23:10:04] -!- anth0ny has quit [Client Quit]
[23:10:05] <Gaston|Home> I'm sorta found of paper books, they don't pling or buzz to disturb me ;)
[23:10:13] <andypugh> I wish that C J Cherryh would get back to writing good stuff :-)
[23:10:59] <Gaston|Home> Greg Bear has also left Scifi more or less, I wish he comes back
[23:12:30] <andypugh> Cherryh has now written 17 books in the Foreigner series, and they are good. But not as good as her other stuff.
https://www.goodreads.com/series/40807-foreigner
[23:13:57] <Gaston|Home> Peter F Hamilton is a great story teller but I think you must be a fast reader and have quite long stretches of reading therwise you will lose your patience with the books
[23:14:28] <CaptHindsight> hmm, I haven't been able to find any sci-fi written after the 60's that I enjoy
[23:14:51] <andypugh> This is my favourite by Cherryh.
https://www.goodreads.com/book/show/1197129.The_Pride_of_Chanur It’s unusual in that there is only one human in the whole series, and he is a minor, non-viewpoint character.
[23:15:40] <andypugh> Yes, I have read everything by Hamilton. If you like them, then Neal Asher is pretty similar. Possibly better. Certaily shorter.
[23:15:50] <Gaston|Home> Timothy Zahn used to be great haven't read anything from him in a while
[23:15:57] <Gaston|Home> andypugh: :P
[23:16:23] <Gaston|Home> andypugh: So you think my warning was fair?
[23:16:27] <andypugh> Yes.
[23:17:13] <Gaston|Home> I have to check C J Cherryh out
[23:17:56] <SpeedEvil> On a related topic 'The lathe of heaven'
[23:18:07] <andypugh> Oh, while we are at it, everything Charlie Stross writes is great. And he will throw away in one sentence an idea that Anne McCaffrey would have written 20 novels about :-)
[23:18:22] <SpeedEvil> Charles Stross is good
[23:18:49] <_methods> i love the atrocity archive stuff
[23:18:56] <Gaston|Home> Thanks for your tips! I think I have to write them down
[23:19:35] <SpeedEvil> Has someone mentioned Vinge?
[23:20:05] <andypugh> And, of course, if you read fantasy, then don’t be put off by the TV series, George R R Martin has pretty much re-invented that genre.
[23:20:06] <_methods> old man's war stuff is good too
[23:20:21] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[23:20:25] <andypugh> SpeedEvil: Not yet. But Vinge is brilliant too.
[23:20:49] <_methods> i still need to read red shirts
[23:21:00] <_methods> i heard that was pretty good
[23:21:51] <_methods> scalzi is funny like stross
[23:22:29] -!- Duc_mobile [Duc_mobile!~Duc@24.96.23.106] has joined #linuxcnc
[23:22:40] -!- anth0ny has quit [Quit: anth0ny]
[23:22:53] <SpeedEvil> I have decided that I don't care what I should like.
[23:23:24] <SpeedEvil> I was looking for a new Dresden Files book - and accidentally found a fanfiction with Dresden and ponies.
[23:23:29] <SpeedEvil> http://www.fimfiction.net/story/8657/the-dresden-fillies-strange-friends
[23:23:32] <SpeedEvil> Which I enjoyed
[23:24:00] <andypugh> Some fanfic is funny. Some is good. Some is just strange.
[23:24:10] <SpeedEvil> yeah - it varies enormously
[23:24:23] <SpeedEvil> Some exceeds the source.
[23:24:59] <andypugh> Oh, something I read religiously, every monday, wednesday and friday:
http://www.girlgeniusonline.com/comic.php?date=20021104#.VuNTxcfQboM
[23:25:08] <SpeedEvil> http://hpmor.com/ - may be an exampe
[23:25:42] <andypugh> As the Intro to Girl Genius goes “It is a world ruled by Mad Science (with mixed results)”
[23:25:42] <SpeedEvil> Harry Potter reimagined as if he was brought up by two physicists. Chapter 1: A Day of Very Low Probability
[23:31:01] <andypugh> Oh, sorry, I was reading a version of Harry Potter. I am a physicist.
[23:31:54] <andypugh> Though _very_ few physicists I know have children. But a correlation is not indicative of causation.
[23:36:52] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[23:37:15] -!- Duc_mobile has quit [Ping timeout: 244 seconds]
[23:40:59] -!- Duc_mobile [Duc_mobile!~Duc@24.96.23.106] has joined #linuxcnc
[23:41:33] -!- exitcode1 [exitcode1!~exitcode1@unaffiliated/exitcode1] has joined #linuxcnc
[23:47:01] -!- Duc_mobile has quit [Read error: Connection reset by peer]
[23:53:39] -!- amiri has quit [Ping timeout: 276 seconds]
[23:56:39] -!- jsskangas has quit [Quit: Connection closed for inactivity]
[23:58:12] -!- eventor has quit [Ping timeout: 276 seconds]
{kind=link}
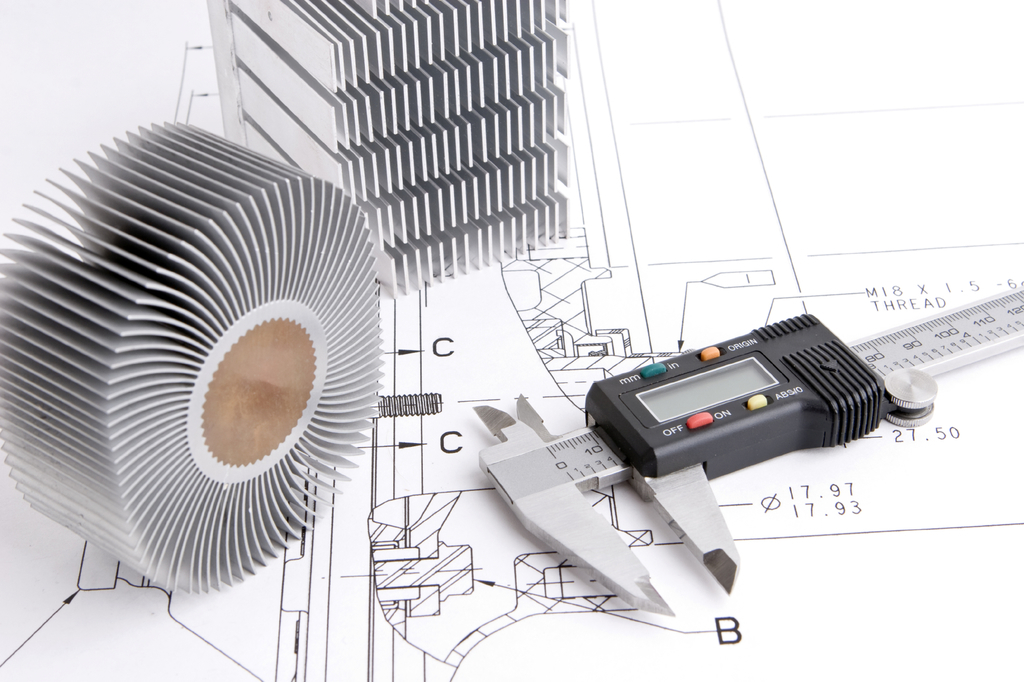{kind=link}
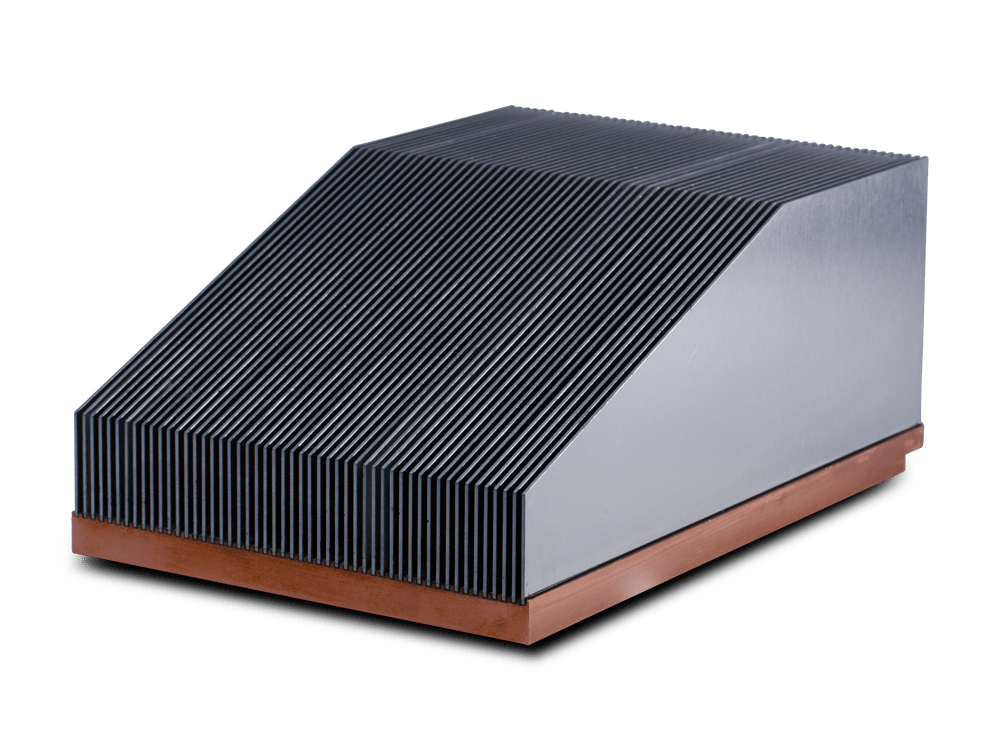{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}