Back
[00:11:13] -!- nekrodesk has quit [Max SendQ exceeded]
[00:18:58] -!- ibaca has quit [Ping timeout: 240 seconds]
[00:25:33] * JT-Shop calls it a day
[00:29:50] <andypugh> You can call it a day if you insist, but that doesn’t alter the fact that it is night.
[00:32:52] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[00:36:02] * Loetmichel is hopping to the bedrom for a few hous of sleep. MAAN why do i have the bad luch to roll my ankle on that car dealer yard... now the foot is black and blue and swollen on the outside and i cant load it any more. Lets see if a bit of sleep helps. If not i will go to the doc tomorrow...
[00:37:17] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:37:31] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[00:55:37] -!- rob_h has quit [Ping timeout: 276 seconds]
[01:01:15] <FloppyDisk> It just turned 5pm here... is that night:-) Don't need the car lights yet:-)
[01:20:01] <Erant> FloppyDisk: Ah, sorry, no. The $600 one.
[01:25:26] -!- asdfasd has quit [Ping timeout: 256 seconds]
[01:25:58] <Erant> FloppyDisk:
http://sfbay.craigslist.org/eby/tls/5441860907.html
[01:26:01] <Erant> "About 9 hours ago"
[01:28:43] <Erant> __rob: I have the same issue. My chuck comes off the arbor all the damned time.
[01:29:06] <Jymmm> Erant: crazy glue it
[01:29:24] <Erant> Yeah, I might just do that. Seems like a waste.
[01:29:42] <Jymmm> waste?
[01:29:55] <Erant> But I guess that's the only thing I use that arbor for :)
[01:30:16] <Jymmm> yeah, not like you'll ever need to turn anything
[01:30:25] <Erant> Yeah, good point.
[01:30:51] -!- Loetmichel2 [Loetmichel2!~cylly@p54B1125D.dip0.t-ipconnect.de] has joined #linuxcnc
[01:30:55] -!- Loetmichel has quit [Ping timeout: 240 seconds]
[01:30:58] -!- Computer_barf has quit [Ping timeout: 240 seconds]
[01:31:02] <Erant> Time to get all that grease off.
[01:31:37] <Jymmm> I have to reattach the chuck to my little drill press. It came off when I was attempting to drill out some pressed studs.
[01:31:51] <Jymmm> (in casters)
[01:33:23] <Erant> This one came with my Sieg, so I don't doubt that it's not perfectly meshed.
[01:33:33] <Erant> What made it come off?
[01:34:27] <Jymmm> Well, my big drillpress is still on the rack since moving (and heavy lil shit), so I tried using the little one my uncle gave me before he moved. I don't think he installed it properly originally
[01:34:38] <Erant> Ah.
[01:35:06] <Erant> Any reason you wouldn't just use the mill?
[01:35:17] <Jymmm> I *thought* I saw some oil on/in it (the chuck)
[01:35:28] <Jymmm> I dont have a mill nor lathe sadly.
[01:35:45] <Erant> Ah.
[01:35:56] <Erant> I oiled up my chuck. Didn't do diddly squat to keep it on.
[01:36:18] <Jymmm> lol
[01:36:23] <Jymmm> I wonder why ;)
[01:38:12] <Jymmm> Gawd, you know how tedious it is to "clean up" your hdd years later *sigh*
[01:40:26] <Jymmm> Erant: I don't even have a decent workbench to beat the crap out of the chuck on to the arbor (yet)
[01:40:36] <Tom_itx> that's when you just wish they'd go bad and force you to replace em
[01:41:24] <Tom_itx> anything of any consequence should be backed up anyway
[01:41:47] <Tom_itx> Jymmm.... use the cloud!
[01:41:58] <Jymmm> It's all backed up, just the files on the backup too are everywhere
[01:42:15] <Jymmm> Tom_itx: Hey, why did't I think of that! ;)
[01:42:38] <Tom_itx> share it with the planet
[01:42:52] <Jymmm> It's taken me 8 onths just to get my 2nd display connected.
[01:44:01] <Tom_itx> i've been using them in class... i can see how someone could get used to dual displays
[01:44:39] <gregcnc> one to read irc and the other to pretend to work
[01:44:47] <Jymmm> Especially since my 2nd display is 2048 wide - that's dual 1024 web pages
[01:45:51] <Jymmm> gregcnc: Nah, irc and IM are on primary display and viewable on all desktops
[01:46:13] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[01:46:40] <Jymmm> 2nd desktop are VM's, and 3rd is whatever I have running in the backgroud
[01:47:18] <gregcnc> I usually have SW on one.
[01:48:06] <Jymmm> Well, for me the VM is running CorelDraw usually
[01:48:56] <Tom_itx> are wireless mice worth a crap?
[01:49:16] <Jymmm> Tom_itx: Would you like to see how easy they're hacked?
[01:49:41] <Tom_itx> not particularly
[01:50:02] <gregcnc> I've been using wireless for 10+ years
[01:50:12] <Tom_itx> with cad?
[01:50:16] <gregcnc> yes
[01:50:22] <Tom_itx> which cad?
[01:50:26] <Tom_itx> which mice?
[01:50:30] <gregcnc> however i just got a G700S and the bettery life sucks
[01:50:36] <gregcnc> SW
[01:50:41] <Jymmm> Tom_itx: EASY wireless keyboard hacking
https://www.youtube.com/watch?feature=player_embedded&v=WqkmGG0biXc
[01:51:12] * Tom_itx fears Jymmm is deaf in one ear and blind in one eye
[01:51:22] <gregcnc> I had an old Revolution MX and it ran for over a week on a charge., this one maybe a day.
[01:51:35] <Tom_itx> lipo?
[01:51:58] <gregcnc> G700S is AA
[01:52:20] <malcom2073> Tom_itx: You're half right, try both
[01:52:31] <Jymmm> Tom_itx: I'd rather you be aware than ignorant
[01:52:33] <gregcnc> no option even to use a LiIon AA
[01:53:03] <Tom_itx> Jymmm it's unsecure bluetooth i'm sure it's vulnerable
[01:53:13] <gregcnc> range on these things sucks though
[01:53:30] <Tom_itx> gregcnc what's a decent one that won't break the bank?
[01:53:31] <Jymmm> Tom_itx: It's not bluetooth
[01:53:36] <Jymmm> iirc
[01:54:53] <Tom_itx> gregcnc i have an old logitech thumbwheel i used for a long time
[01:55:05] <Tom_itx> thumb ball
[01:55:11] <gregcnc> you're looking at $50-100. The revolution MX had a nice feature that enabled the forward backward button to skip through files on SW.
[01:55:30] <Tom_itx> catia and SW use different buttons for things
[01:55:56] <Tom_itx> middle & right is rotate
[01:56:01] <Tom_itx> middle and right click is zoom
[01:56:02] <gregcnc> this mouse has programmable buttons, but I can't get it to switch files the same way.
[01:56:05] <Tom_itx> middle is move
[01:56:05] <gregcnc> I also recently got a space mouse
[01:56:19] <gregcnc> you can always change buttons no?
[01:56:30] <Tom_itx> i haven't talked to anybody that really likes those space mice
[01:56:38] <Tom_itx> i suppose
[01:56:41] <Wolf_> I use a space mouse and a expert trackball, I seem to be a oddball
[01:57:19] <Tom_itx> they got those silly $300+ ones at the lab and nobody uses them ever
[01:57:46] <malcom2073> I love my space mouse
[01:57:48] <Wolf_> I like my space mouse
[01:57:56] <gregcnc> I've not used it much, I do like the space mouse. it was very awkward at first, then it just clicked.
[01:58:02] <t12> spacemice are great
[01:58:04] <Wolf_> takes a bit to get use to it
[01:58:05] <Tom_itx> can you adjust the sensitivity of the ball?
[01:58:24] <gregcnc> yes
[01:58:32] <t12> they're also cheap
[01:59:17] <gregcnc> I got the wireless one for some reason. my desk is usually a mess, so one cord on a stationary device wouldn't have mattered
[01:59:59] <PetefromTn_> spacemouse is that like spaceghosts sidekick?
[02:00:58] <Wolf_> http://amzn.com/B000LB7G00
[02:01:54] <gregcnc> zoom, pan, and rotate all in one plus a couple buttons.
[02:05:30] -!- tinkerer has quit [Remote host closed the connection]
[02:05:34] <Tom_itx> http://www.3dconnexion.com/products/spacemouse/spacemousepro.html
[02:05:38] <Tom_itx> they have those in the lab
[02:05:57] <Tom_itx> do you set the sensitivity in windows or in the cad package?
[02:06:15] <gregcnc> it has it's own software
[02:06:42] <Tom_itx> i considered one of those $99-109 ones
[02:07:06] <gregcnc> and can switch settings between apps
[02:07:20] <Tom_itx> left hand?
[02:07:30] <Tom_itx> or do you use it instead of the mouse?
[02:07:35] -!- bilboquet [bilboquet!~bilboquet@95-210-223-186.ip.skylogicnet.com] has joined #linuxcnc
[02:07:50] <gregcnc> you use it with your free hand
[02:08:06] <Tom_itx> damn..
[02:08:20] <Wolf_> I use mine left handed, mostly to change POV while working
[02:09:46] <gregcnc> now I don't know what do do with the mouse wheel in cad
[02:10:13] <zeeshan> you can have mine tom if you want
[02:10:20] <zeeshan> never going to use it again
[02:10:22] <Tom_itx> send it to me
[02:10:26] <Tom_itx> i'll try it
[02:10:26] <zeeshan> just pay shipping
[02:10:30] -!- kengu_ [kengu_!mii@pepper.modeemi.fi] has joined #linuxcnc
[02:10:33] <zeeshan> throw it in the garbage if you dont like it
[02:10:36] <Tom_itx> which one?
[02:10:48] <Tom_itx> i'll pay shipping to try it once...
[02:11:04] <zeeshan> http://snpi.dell.com/snp/images/products/mlrg/en-ca~A6956196/A6956196.jpg
[02:11:07] <zeeshan> hm maybe i should sell it
[02:11:09] <zeeshan> theyre worth something
[02:11:10] <zeeshan> lol
[02:11:17] -!- anomynou1 [anomynou1!~pi@188-67-93-134.bb.dnainternet.fi] has joined #linuxcnc
[02:11:26] <Tom_itx> oh hell... i don't want that
[02:12:28] <zeeshan> if i had a 3rd hand
[02:12:28] -!- justanot1eruser [justanot1eruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[02:12:30] <zeeshan> itd be useful
[02:12:30] <zeeshan> :D
[02:12:50] <Tom_itx> i considered trying just the ball
[02:13:00] <Tom_itx> they've got those at the lab and nobody uses them
[02:13:02] -!- justanotheruser has quit [Read error: Connection reset by peer]
[02:13:24] <Jymmm> Wolf_: I JSUT had them replace my slimblade (the ExpertMouse next gen) on Monday, ETA 10 days
[02:13:25] <gregcnc> they're not that scary
[02:13:29] <Tom_itx> course 80% of them don't know what they are
[02:13:53] <Tom_itx> gregcnc do you have all the buttons mapped?
[02:14:01] <gregcnc> I have the small one
[02:14:10] <Tom_itx> ahh that's right
[02:14:12] <zeeshan> tom it comes default
[02:14:15] <Wolf_> I have the 2nd gen experts and got a slim off amazon for $75
[02:14:16] <zeeshan> with views set
[02:14:29] <Wolf_> been using the expert trackballs since ‘97
[02:14:41] <Jymmm> Wolf_: hos long have you had the simblade for?
[02:15:01] <Jymmm> Wolf_: I stil have the serial/ps2 white one =)
[02:15:23] <Wolf_> early december
[02:15:28] <zeeshan> my problem with the spacemouse is i use all my keys on my keyboard
[02:15:30] -!- ve7it has quit [*.net *.split]
[02:15:30] -!- bilboquet_ has quit [*.net *.split]
[02:15:30] -!- anomynous has quit [*.net *.split]
[02:15:30] -!- kengu has quit [*.net *.split]
[02:15:32] <zeeshan> it really slows me down
[02:15:42] <zeeshan> the mouse isn't as precise for zoom
[02:15:44] <zeeshan> no where as close
[02:15:46] <zeeshan> but it gets the job done
[02:15:58] <Jymmm> Wolf_: Let me know if the smooth/slickness of it degrades, that was my issue and had it replaced under the 3yr warranty.
[02:16:15] <Tom_itx> zeeshan do you use a 3 button mouse or center wheel?
[02:16:22] <Tom_itx> they have both at the lab
[02:16:23] <Jymmm> Wolf_: the rubies fubar with extensive usage
[02:16:29] <zeeshan> i have a 5 buttom mouse
[02:16:40] <zeeshan> with a wheel too
[02:16:45] <Wolf_> Jymmm: only issue I have had is lint getting in the pickup eyes
[02:17:07] <Jymmm> Wolf_: Well, you've only had it a couple of months
[02:17:08] <gregcnc> My mouse wheel is the middle button.
[02:17:34] <Tom_itx> zeeshan i pissed (agrivated) a guy off today
[02:17:39] <gregcnc> aren't most for the last 15 years?
[02:17:57] <Tom_itx> he's been fighting a part for a couple days and is kinda bull headed when it comes to help
[02:17:58] <zeeshan> http://img.gfx.no/977/977911/Logitech_G400_over.jpg
[02:17:59] <Wolf_> oh, got the slim blade for $49.99 :D
[02:18:00] <zeeshan> ^ my mouse
[02:18:06] <zeeshan> lol tom
[02:18:09] <Jymmm> Wolf_: When the new one arrives, I'm going to compare it to my existing one.
[02:18:09] <zeeshan> let him struggle
[02:18:34] <Jymmm> Wolf_: Kensington engineering sent this one to me.
[02:18:40] <Tom_itx> he finally broke down and asked me how i did it but i found out i missed a fillet so i told him i'd do it again from scratch
[02:19:03] <Tom_itx> so during the lecture i redid it from the start in about 10 min including the fillets he was struggling with
[02:19:08] <Tom_itx> he was kinda pissed
[02:19:21] <PetefromTn_> jeez man am I the only loser who has a two button mouse with a simple wheel?
[02:19:28] <Tom_itx> when i showed him... the prof stopped the lecture and asked wtf was going on...
[02:19:40] <Tom_itx> i just said we're learning
[02:19:59] <Tom_itx> i'd already covered the whold book anyway
[02:20:08] <zeeshan> lol pete
[02:20:12] <Tom_itx> was reviewing it with the prof from memory anyway
[02:20:29] <PetefromTn_> I guess I am gonna need to get myself a better mousey
[02:20:32] <zeeshan> lol tom
[02:20:34] <zeeshan> you smart ass !
[02:20:36] <Tom_itx> PetefromTn_ i got a boxfull they were tossing out at a pc shop here
[02:20:44] <Tom_itx> i use them when i need a crap mouse in a hurry
[02:21:00] <Tom_itx> just happens the catia pc has one on it
[02:21:06] <PetefromTn_> mine is at least wireless
[02:21:19] <Tom_itx> you got me beat
[02:21:25] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[02:21:37] <Jymmm> hey ve7it
[02:21:50] <Jymmm> I hate wireless, always gotta find batteries
[02:21:58] <Tom_itx> zeeshan the prof gave me the class models so i can compare the part volumes etc
[02:22:03] <Tom_itx> to double check my work
[02:22:04] <PetefromTn_> meh its just a AA
[02:22:08] <zeeshan> nice
[02:22:19] <Tom_itx> with all the drawing files
[02:22:29] <PetefromTn_> Tom_itx how much was this class you are taking?
[02:22:30] <gregcnc> this G700S will take a USB to charge while using so they must have planned for the terrible battery life
[02:22:46] <Jymmm> lol
[02:23:07] <Tom_itx> PetefromTn_ ~2.5k per semester
[02:23:16] <PetefromTn_> WOW
[02:23:26] <ve7it> Jymmm, hello... not sure why my net dropped and picked up again.... somebody tripped in the datacenter?
[02:23:29] <Tom_itx> the kid got it free due to a state incentive for HS kids
[02:23:43] <gregcnc> are you out of district or something?
[02:23:50] <Jymmm> ve7it: forgot to feed the squirrel
[02:23:58] -!- RadicalDev [RadicalDev!~jfindley@2601:2c3:8002:ec00:7c64:5086:9280:69db] has joined #linuxcnc
[02:24:05] <zeeshan> what
[02:24:07] <zeeshan> thats expensive
[02:24:09] <Tom_itx> gregcnc, no the state is low on skilled labor
[02:24:12] <PetefromTn_> I plinked the damn squirrel with my high powered air rifle;)
[02:24:27] <Tom_itx> zeeshan, i'm getting a discount
[02:25:51] <gregcnc> maybe I haven't checked prices at the community college but one class for 2.5k?
[02:25:52] <Tom_itx> zeeshan, about 3 semesters i should have all i really wanted from it
[02:25:56] -!- anarchos2 has quit [Read error: Connection reset by peer]
[02:26:00] <zeeshan> http://www.mohawkcollege.ca/continuing-education/mechanical-design.html
[02:26:11] <zeeshan> i recommend this to ppl trying to learn
[02:26:23] <Tom_itx> 3rd one gets into surfaces and wireframe
[02:26:31] <zeeshan> nice
[02:26:36] -!- anarchos2 [anarchos2!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[02:26:40] <Tom_itx> which includes 5 axis programming
[02:27:34] <Tom_itx> i found out today they've got metal printers as well as laser printers
[02:27:50] <zeeshan> okay that program is more expensive
[02:27:58] <Tom_itx> which one?
[02:28:04] <zeeshan> the one i linked
[02:28:28] <zeeshan> prices have gone up
[02:28:39] <Tom_itx> i won't have that much out of pocket really
[02:29:16] <zeeshan> i wish i could take relaxing courses like these :P
[02:29:28] <zeeshan> where you go, learn new tricks and work
[02:29:32] <zeeshan> not spend 102139-231093 hours doing math
[02:29:52] <Tom_itx> yeah i'm having a ball
[02:29:58] <zeeshan> i dropped that control theory course i was takin
[02:30:00] <zeeshan> completely useless
[02:30:01] <Tom_itx> the prof likes me so that's a plus
[02:30:16] <Tom_itx> i give him crap all the time
[02:30:17] <zeeshan> course description talked about "practical control theory"
[02:30:32] <zeeshan> i asked in first day of class if he's going to cover servos etc
[02:30:34] <zeeshan> hes like no
[02:30:37] <zeeshan> ;D
[02:31:51] <Tom_itx> http://watc.edu/machining-technology/
[02:31:52] -!- nekrodesk has quit [Max SendQ exceeded]
[02:32:33] <zeeshan> nice
[02:32:36] <Tom_itx> i'll have that last one by 2nd semester
[02:32:41] <Tom_itx> 2 certs
[02:33:46] <Tom_itx> i start assembly nest
[02:33:49] <Tom_itx> next
[02:34:09] <Tom_itx> was reading the kid's book this evening
[02:37:21] <Tom_itx> they give us a key to the lab so we can come and go 24/7
[02:39:06] -!- nofxx has quit [Ping timeout: 240 seconds]
[02:39:32] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[02:40:24] <Tom_itx> zeeshan, you could get a job here easy
[02:40:35] <zeeshan> one day!
[02:40:45] <zeeshan> tom i'd like to teach at college when im 50
[02:40:57] <Tom_itx> they're looking for analyst ppl
[02:41:26] <Tom_itx> they have a nice facility here
[02:41:36] <Tom_itx> one thing, it's fairly new
[02:41:55] <zeeshan> is it the technology facility
[02:41:58] <zeeshan> or the whole school
[02:42:00] <Tom_itx> ahh... we saw a plane crash on the runway out back the other day
[02:42:01] * zeeshan doesnt know how its laid out
[02:42:14] <Tom_itx> tech
[02:42:30] <Tom_itx> they have several campus'
[02:42:43] <Tom_itx> this one is mostly aviation tech
[02:43:16] <Tom_itx> one area is nothing but robotics
[02:44:28] <zeeshan> cool
[02:46:01] <Tom_itx> composite repair, electrical, A&P mech, etc
[02:47:25] <Tom_itx> ^^ dude knocked his front gear off by undershooting the runway...
[02:47:46] <zeeshan> doh
[02:47:49] <Tom_itx> screwed up a nice jet
[02:48:22] <Tom_itx> banged up a bit but i think they were ok
[02:48:31] <trentster> what happened to xxcoder I havent seen him around in awhile - he used to be very chatty?
[02:50:29] <Jymmm> XXCoder: Where da hell are ya?!
[02:55:08] <Tom_itx> zeeshan
[02:55:19] <Tom_itx> picture the corner of a block
[02:55:44] <Tom_itx> how would you approach taking a halfround tube shape at an angle out of the corner?
[02:56:02] <Tom_itx> ~20ish deg
[02:56:04] <trentster> maybe he got taken out by a freak Chinese 3040 router accident :P
[02:56:20] <Tom_itx> maybe he pulled a ssi
[02:56:21] <zeeshan> so basically youre trying to remove a cylinde
[02:56:22] <zeeshan> from a block corner?
[02:56:26] <Tom_itx> yeah
[02:56:32] <trentster> he is however still in the channel - so that is not likely
[02:56:36] <Tom_itx> at an odd angle
[02:56:53] <zeeshan> i would draw the axis to the correct angle
[02:57:00] <Tom_itx> yeah
[02:57:05] <Tom_itx> that's what i was thinking
[02:57:06] <zeeshan> and then draw a plane using the corner
[02:57:10] <zeeshan> and the axis somehow :P
[02:57:21] <zeeshan> then revolved
[02:57:23] <zeeshan> *revolve
[02:57:40] <Tom_itx> just put the plane on the angle and make it coincident with the dimensions to the edge
[02:57:54] <Tom_itx> and do an extrude cut
[02:58:11] <Tom_itx> i'll post a pic
[02:58:31] <zeeshan> okay :D
[03:00:03] <zeeshan> depending on whether its a compound angle or not
[03:00:09] <zeeshan> 3d sketch might be easier
[03:00:34] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/x_problem12.jpg
[03:00:41] <Tom_itx> it looks pretty easy really
[03:01:01] <zeeshan> oh cmon man
[03:01:04] <zeeshan> that isnt no compound shit
[03:01:05] <zeeshan> :P
[03:01:18] <zeeshan> you draw a line
[03:01:22] <zeeshan> on one of those planes
[03:01:25] * Tom_itx finds a better one for zee
[03:01:30] <zeeshan> and rvolve cut :P
[03:01:59] <Tom_itx> i'll see how they did it..
[03:02:56] <Tom_itx> just a circle on the end of the part
[03:03:10] <zeeshan> could do a sweep also
[03:03:13] <zeeshan> whatever you find easiet
[03:05:21] <Tom_itx> they set a limit but i don't see where they set it
[03:05:25] <Tom_itx> angular
[03:09:11] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/x_problem3.jpg
[03:10:17] <CaptHindsight> http://www.sciencedirect.com/science/article/pii/S0022460X15009141 trees as windmills
[03:11:58] <Tom_itx> zeeshan, you might like this one:
http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/x_problem106.jpg
[03:12:22] <zeeshan> =]
[03:12:38] <Tom_itx> tabs are 90 deg
[03:13:05] <Jymmm> Tom_itx: You designing playground equipment?
[03:13:26] <Tom_itx> naw, that _is_ the playground
[03:13:47] <Jymmm> Tom_itx: you have a blue thumb huh?
[03:15:22] <trentster> So any CAD masters in the house?
[03:15:35] <Tom_itx> nope
[03:15:52] <trentster> I want to try my hand at making/converting 3d objects into 3d files
[03:16:02] <zeeshan> copy paste
[03:16:07] <trentster> Anyone recommend a workflow for this - or a good guide / resource?
[03:16:25] <Tom_itx> sure
[03:16:31] <Tom_itx> sign up for the course i'm taking
[03:16:35] <trentster> zeeshan: I am going to need your co-ordinates pls, both home and work
[03:16:49] <zeeshan> ???
[03:17:00] <trentster> For the drone strike of course ;-)
[03:18:33] <trentster> Tom_itx: what course are you taking?
[03:18:49] <Tom_itx> i'm learning about catia
[03:18:59] <trentster> url to the course pls?
[03:19:10] <Tom_itx> local vo tech
[03:19:56] -!- theorbtwo has quit [Remote host closed the connection]
[03:20:03] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[03:20:45] <trentster> Tom_itx: nice - you are a lucky man indeed!
[03:21:34] <trentster> sometimes I find self learning can suck, and I often wish I could attend a good course or get a mentor to teach me.
[03:37:52] <Tom_itx> i self taught up until this came along
[03:40:00] <zeeshan> trentster: $100hr
[03:40:02] <zeeshan> :]
[03:43:34] <trentster> zeeshan: still waiting on your longs and lats - money will follow shortly thereafter ;-)
[03:44:08] <Tom_itx> i'll give em to ya for $100
[03:44:36] <trentster> hahaha :)
[03:45:34] <zeeshan> tom
[03:45:38] <zeeshan> so i got a new subaru block
[03:45:44] <zeeshan> im thinking im going to machine the one that is in tmy car
[03:45:52] <zeeshan> and put in the brand new stock pistons in it, and sell it :P
[03:45:55] <zeeshan> someone will buy it!
[03:46:03] <zeeshan> plus i get to use the mikron to do some real precision work!
[03:46:15] <zeeshan> the engine block when assembled
[03:46:20] <zeeshan> is only lik 12" in height
[03:46:26] <zeeshan> would easily fit in my machine
[03:48:13] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[03:48:52] justanot1eruser is now known as justanotheruser
[03:58:26] -!- AR__ has quit [Ping timeout: 256 seconds]
[03:58:36] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:59:06] -!- sumpfralle1 has quit [Ping timeout: 250 seconds]
[04:11:59] <Tom_itx> why'd you have to get a whole block?
[04:15:50] <Tom_itx> is it split like a vw? iirc it is
[04:15:53] <Tom_itx> quite similar
[04:20:27] <zeeshan> less machining
[04:20:55] <Tom_itx> would you have to align bore the old one?
[04:21:02] <Tom_itx> we did that on every vw rebuild
[04:21:26] <zeeshan> depends on how bad the crank is
[04:21:29] <zeeshan> i havent taken it apart yet so i cant say
[04:21:37] <zeeshan> a fresh block is less headache
[04:21:46] <Tom_itx> so how did you know you need a block?
[04:21:47] <zeeshan> i get rid of the bs stock pistons, put in the stronger ones
[04:21:48] <zeeshan> and its good to go
[04:21:51] -!- JT-Shop has quit [Read error: Connection reset by peer]
[04:21:55] -!- jthornton has quit [Read error: Connection reset by peer]
[04:22:03] <zeeshan> cause its got a cracked piston
[04:22:12] <zeeshan> which means there is a potential the rod is bent and the crankshaft is bent too
[04:22:14] <Tom_itx> do the pistons come with cylinders?
[04:22:19] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[04:22:27] <zeeshan> i saw the cracked piston w/ a bore scope
[04:22:34] <zeeshan> tom short block is
[04:22:43] <zeeshan> crankshaft, engine block, pistons, seals etc all bolted ready to go
[04:22:47] <zeeshan> you bolt heads to it
[04:22:49] <Tom_itx> we'd order the vw ones as a set
[04:22:56] <Tom_itx> oh
[04:22:56] <zeeshan> and accessories, and you're good to go.
[04:23:14] <zeeshan> all the precision machining is done for you
[04:23:28] <Tom_itx> you hope
[04:23:50] <zeeshan> like setting the connecting rod and crankshaft journals
[04:23:50] <zeeshan> clearances
[04:23:50] <zeeshan> etc
[04:23:50] <zeeshan> ill take some pics of the process asap i get time
[04:23:53] <zeeshan> right now im working onthat sculpture
[04:23:56] <zeeshan> LAST project !!
[04:24:35] <Tom_itx> uh huh
[04:24:44] <zeeshan> http://i.imgur.com/ld4DfOm.jpg
[04:25:20] <Tom_itx> did you cut it?
[04:28:40] <zeeshan> no :P
[04:28:42] <zeeshan> i designed it!
[04:28:50] <zeeshan> i dont have the ability to roll 1/4" plate
[04:29:14] <Tom_itx> you were gonna cut the edge though
[04:30:37] <zeeshan> havent done that yet
[04:30:51] <zeeshan> im likely going to ship it out to another shop to do it
[04:30:54] <zeeshan> dont have the time to make a fixutre
[04:31:01] <zeeshan> i have a lot of little pieces to make for this
[04:35:45] <zeeshan> fak
[04:35:48] <zeeshan> vday is in 4 days
[04:35:51] <zeeshan> what to get fiance
[04:36:03] <zeeshan> i figure a tormach wouldnt be a good present
[04:36:14] <zeeshan> she'd think its a pos
[04:36:15] * zeeshan hides
[04:38:20] -!- likevinyl [likevinyl!~freebeer@unaffiliated/likevinyl] has joined #linuxcnc
[04:49:20] <zeeshan> tom its SLEEP TIME!!
[04:49:24] <zeeshan> get off the cAD!!
[04:50:44] -!- john [john!~john@198.45.191.246] has joined #linuxcnc
[04:51:09] john is now known as Guest65525
[04:52:40] -!- minibnz [minibnz!~bnz@203-206-234-185.perm.iinet.net.au] has joined #linuxcnc
[04:55:06] <minibnz> oh my god... i just cannot win....i cannot get the head and column trammed against the bed!!! i thought i had it last night but no fly cutting was not right and when i adjusted the post so the fly cutter was right i would not be able to use a drill bit..
[04:56:47] -!- JT-Shop- [JT-Shop-!~john@198.45.191.246] has joined #linuxcnc
[04:56:47] -!- JT-Shop has quit [Read error: Connection reset by peer]
[04:56:48] -!- Guest65525 has quit [Read error: Connection reset by peer]
[04:57:27] <minibnz> i have tried adjusting it three more times today and have failed misserably.. my biggest problem is that i have no way to test or measure the adjustment. if i was to try and use a dial indicator i would just fail as i have no flat solid surfaces to set the dial up on or to probe against. its all covered in hamerton paint and the witness marks i had are no help what soever
[04:57:38] <minibnz> frustrating as hell..
[04:59:11] <minibnz> even if i pulled every bolt off it and laid it down i still woulld not be able to adjust the head/column with out it all moving as the bolts are not accessible when on the post.. so if i set it so i can move it it just comes out of alingment.
[05:01:14] <minibnz> this appears to be an endless loop.. i dont think i have a choice.. i am going to have to clean a heap of paint off and hone a couple of points flat
[05:02:36] <minibnz> goto start and rinse and repeat.. somthing is going to break if i keep going like this.
[05:08:07] anomynou1 is now known as anomynous
[05:11:14] <anomynous> why does everyone say "oh my god"? I hope you get it working.
[05:11:28] <anomynous> minibnz,
[05:12:46] -!- HoloPed_ has quit [Ping timeout: 250 seconds]
[05:35:43] <minibnz> i think i just kicked a goal.. two days of pulling it apart putting it baack together again... has stressed me out a little... all i did was change the gears in the head but that required me to crack the joint.. i just did it again and this time it looks good so far..
[05:36:44] <minibnz> i have the column and bed at 90' and when i set a square against a length of tool steel in the chuck i can no longer see the gap that i could before.. going to setup the dial and see what i can see..
[05:37:51] <minibnz> and everyone use oh my god... cuz "oh your god" is blaming other peoples imaginary freind for thier problems.. this way they are sorta owning the problem. .blaming their own imaginary friend..
[05:40:50] <CaptHindsight> oh my gawd!
[05:43:54] -!- aventtini6 [aventtini6!~sad@82.137.39.178] has joined #linuxcnc
[05:49:41] <minibnz> CaptHindsight blames his dried vegetable skin not his imaginary friend :)
[05:49:50] <minibnz> or is that spelt gord?
[05:51:37] -!- john [john!~john@198.45.191.246] has joined #linuxcnc
[05:52:00] john is now known as Guest10055
[06:06:26] -!- lair82_ has quit [Ping timeout: 240 seconds]
[06:07:48] -!- lair82 [lair82!~lair82@52-92-107-97.dynamic.cm-pool.d-pcomm.com] has joined #linuxcnc
[06:09:20] -!- mablae__ has quit [Ping timeout: 256 seconds]
[06:11:45] -!- aventtini6 has quit [Ping timeout: 260 seconds]
[06:29:47] <tiwake> have a picture of a few parts I anodized...
http://tiwake.com/DSCN0081.JPG
[06:30:16] nickoe_ is now known as nickoe
[06:30:52] -!- raymondhim has quit [Ping timeout: 256 seconds]
[06:30:52] <Ralith> nice
[06:31:32] <tiwake> I've anodized a little over 100 of those parts now, getting the hang of it
[06:32:07] <tiwake> with the blue and purple I also did a slow dip, so that one end is lighter in color than the other end
[06:32:13] <tiwake> looks really cool
[06:40:19] <tiwake> http://tiwake.com/DSCN0094.JPG
[06:40:34] <tiwake> the orange came out great
[06:40:51] <tiwake> the red I have for some reason likes to wipe off the parts... donno... its weird
[06:56:55] -!- anth0ny has quit [Quit: anth0ny]
[06:57:49] <minibnz> does it need a different prep?
[07:03:52] <tiwake> it shouldent
[07:04:08] <minibnz> was thinking maybe from a different manufacturer
[07:04:24] <tiwake> no, all the dye is from casswell
[07:04:57] <archivist> pigments can have different particle sizes
[07:05:17] <tiwake> but only the red will "rub off" when it is touched... the other colors don't do that
[07:05:31] <minibnz> oh that was a mamoth effort.. i think i have the thing trammed.. so i went to test it but the mill would not spin... in all my futzing around the spade terminals on the motor had come undone.. in fixing that i took the chance to replace a fig8 cable with sheilded cable to keep out some noise on my servo speed control line.. and then decided to add a better switch that allows me to power off the rc servo when its in manual mode, lets me t
[07:05:31] <minibnz> urn the speed down while the CNC control is enabled.. now i think i am ready to test a fly cut and see how well its trammed.. or if i have to start all over yet again...
[07:05:38] <archivist> is your process not producing large enough pores
[07:05:57] <tiwake> possibly... donno, I havent had problems really though
[07:06:01] <minibnz> oh i see your theory there..
[07:06:14] <tiwake> other than red
[07:06:30] <tiwake> and the red works if its not touched
[07:07:01] <archivist> if it rubs off it had not soaked in
[07:07:21] -!- raymondhim [raymondhim!~raymondhi@c-75-73-112-194.hsd1.mn.comcast.net] has joined #linuxcnc
[07:07:22] <archivist> or dried/ been fixed
[07:11:15] <tiwake> its definitely in... at least somewhat... rinsing the parts off does not change the color
[07:13:54] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[07:13:55] -!- Guest10055 has quit [Read error: Connection reset by peer]
[07:13:55] -!- JT-Shop- has quit [Read error: Connection reset by peer]
[07:25:32] <tiwake> https://derpibooru.org/1085235
[07:31:59] -!- JT-Shop has quit [Ping timeout: 264 seconds]
[07:34:05] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[07:42:42] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[07:50:30] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-uwountigzcbgkhkv] has joined #linuxcnc
[07:53:04] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:53:13] <Deejay> moin
[08:03:29] -!- md-2 has quit [Quit: Leaving...]
[08:06:59] -!- ivansanchez has quit [Remote host closed the connection]
[08:11:19] -!- pingufan has quit [Quit: Konversation terminated!]
[08:11:45] -!- md-2 has quit [Remote host closed the connection]
[08:25:27] <minibnz> just checked the tramming of the mill and its not perfect but i think it might do.. with the column square at 90' there is 0.1mm difference over 100mm travel that could be from the HSS bar i have int he chuck not being perfect.. so i think the head is out by a tiny tiny fraction of a degree between the post and the spindle..
[08:26:26] <minibnz> that will be ok for now.. but when i start drilling 0.25mm holes ina printer nozzle i will have to be careful.. not that my .25mm drill is any where that long so i probably wont see that.
[08:27:11] <minibnz> at the momtent the fly cutter makes nice cross hatch patterns..
[08:29:10] -!- FloppyDisk has quit [Quit: Leaving]
[08:29:21] -!- rob_h [rob_h!~robh@94.10.120.1] has joined #linuxcnc
[08:47:06] -!- Akex__ [Akex__!uid58281@gateway/web/irccloud.com/x-kuhjrncthoreialz] has joined #linuxcnc
[08:50:11] <AmsterdamJoe> hello
[08:50:15] <AmsterdamJoe> im here
[08:52:30] -!- Deejay has quit [*.net *.split]
[08:52:30] -!- Akex_ has quit [*.net *.split]
[08:52:30] -!- nofxx has quit [*.net *.split]
[08:52:30] -!- jerryitt has quit [*.net *.split]
[08:52:30] -!- Topy44 has quit [*.net *.split]
[08:52:49] Akex__ is now known as Akex_
[08:56:46] -!- OlofL has quit [Quit: Page closed]
[08:57:15] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[08:58:00] -!- Topy44 [Topy44!topy@ns3.kurz.pw] has joined #linuxcnc
[09:07:50] -!- GJdan has quit [Quit: WeeChat 1.4-dev]
[09:11:34] <Akex_> Hy all, can use smoothie board with linuxcnc ?
[09:12:58] -!- nofxx has quit [Ping timeout: 240 seconds]
[09:13:03] -!- ve7it has quit [Remote host closed the connection]
[09:13:39] <archivist> not really
[09:13:46] -!- theorbtwo has quit [Remote host closed the connection]
[09:16:15] -!- john [john!~john@198.45.191.246] has joined #linuxcnc
[09:16:23] <archivist> not enough ram on board to replace the current firmware with linuxcnc
[09:16:38] john is now known as Guest91084
[09:18:53] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[09:18:59] <Ralith> archivist: it couldn't be used in the way mesa cards are?
[09:20:08] <archivist> its comms is usb!
[09:20:57] <archivist> someone would need to rewrite its firmware
[09:21:37] <minibnz> the way the smoothie is used with printers is you send it gcodes. its firmware does all the movements.. you can try and use the printer firmware but you will find that 3d printers dont support the entire gcode set so you would need to add support for things like arcs.
[09:22:50] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[09:23:06] <minibnz> there will be many other differences im not sure what will actually effect you.. i am planning on using my 3d printer as a base for a laser cutter. its using the RAMPS board and it lacked support for spindle controls so i hacked in my own code to enable my laser power supply and set the modulation and power etc..
[09:24:14] <archivist> stuff coming out of the reprap world seems to have ignored what went before them
[09:24:15] <minibnz> had to add support for G3 G4 G5.. arcs are going to be the big problem when i start cutting complex shapes but i might make another instance of linuxcnc for the cutter and build its own frame.
[09:24:46] <minibnz> i think it was more a case of milling and cutting kinmatics not really suiting 3d printing.
[09:25:05] <archivist> nah they ignore that as well
[09:27:00] <minibnz> the needed a lot of extra controls like flow rate heat controls so i can sorta see why they started again.. the cost of mesa cards are a bit much when the goal is a $500 machine. the arduino made sense when they started
[09:27:54] <minibnz> i have troubles writing gcodes for arcs so the firmware is going to be hell.
[09:30:34] <minibnz> i really dont know why they havent don support for arcs maybe its too much for the arduino.. maybe the smoothie board has more support
[09:38:27] <AmsterdamJoe> allways been a fan of x86. I don't know why one would want to reduce the instruction set (like ARM in Arduino)
[09:39:00] <archivist> it is AVR not ARM
[09:39:48] <minibnz> speed. less instructions means you need to query the instruction less to work out what it needs to do. and arduino started off with AVR chips now they also come in ARM varietys but arduino does not = ARM
[09:40:23] <AmsterdamJoe> oh, lets say reduced instruction set RISC processors
[09:40:29] <minibnz> and if there is any reduction in gcode instructions its due to space and processing power requirements.
[09:41:00] <AmsterdamJoe> For me personally, its worh the extra 40EUR to spring for the x86 models because i dont have to reprogram all my applications
[09:41:45] <minibnz> the instruction que on a pc has to work out what is intended.. ifyou have 100 choices you gotta ask 100 questions before you know what command it is.. now if you reduce the instruction count you ask less questions which makes things go faster
[09:41:48] <AmsterdamJoe> minibnz: actually, a reduced set of insturctions makes a defining a given function more verbose
[09:42:49] <AmsterdamJoe> again, for me, as an individual its not worth converting my softwares to run on RISC
[09:43:32] <minibnz> just about every phoen uses a risc cpu if thats not a big enough reason then welll...
[09:43:51] <AmsterdamJoe> i guess it would be efficent enough if some percent of all computer users decided to migrate to RISC -- but i dont like these kind of plans where everyone has to go along for it to be profitable
[09:44:17] <AmsterdamJoe> now you mentioned it, i guess everyone does (have a RISC in their phone)
[09:44:47] <AmsterdamJoe> still, that does not mean it makes sense
[09:45:23] <minibnz> just release it as source code then anyone can make it work for thier system with out you having to worry about it
[09:45:32] <AmsterdamJoe> lol wut?
[09:45:56] <AmsterdamJoe> im not worried about it
[09:46:15] <AmsterdamJoe> i think i mentiond my concern is presently with making some CNC cloggs
[09:46:51] <minibnz> and what have you done towards that goal? have you got your desgin sorted or any cad files yet?
[09:47:19] <minibnz> have you decided how you are going to get that info into linuxcnc?
[09:47:27] <AmsterdamJoe> i inspected the milling machine, installed linux with realtiem kernel and yea i have a 3d model for the shoes
[09:48:08] <AmsterdamJoe> no, i dont know about linuxCNC formats etc
[09:48:11] <AmsterdamJoe> ...yet
[09:49:39] <minibnz> ok so you have made progress... sweet what format are the cad files? and is the mill all configured?
[09:50:01] <AmsterdamJoe> its configured to work with windows
[09:50:21] <minibnz> no no no not that.. are the axis all configured
[09:50:30] <AmsterdamJoe> it has a pair of USB cables going to the computer
[09:50:37] <AmsterdamJoe> i dono
[09:50:49] <AmsterdamJoe> "ShopBot"
[09:51:07] <minibnz> ok that would be the first thing to do.. configure linuxcnc so that when you tell the axis to move 10mm it goes 10mm
[09:51:25] <AmsterdamJoe> http://fablab.waag.org/machine/big-milling-machine
[09:51:34] <minibnz> if you dont have access at the moment i would start working on the cad files.
[09:52:02] <AmsterdamJoe> how would you work them?
[09:52:05] <minibnz> yeah not too sure how you are going to do the toe holes of the clog with that machine.
[09:52:31] <AmsterdamJoe> dont worry about that minibnz there are clogg making experts here
[09:52:40] <minibnz> you can do the heal area but i dont think its going to be able to hollow out the toes on it.
[09:53:23] <AmsterdamJoe> im not worried about doing that particular area with the machine
[09:53:37] <boboss> hello, do linuxcnc works with a usb board (like ramps1.4)?
[09:53:44] <minibnz> and how i would get the cad files into linuxcnc all depends on what format it is..
[09:54:15] <AmsterdamJoe> hi boboss
[09:54:17] <minibnz> boboss no.. they run marlin firmware which is a incomplete gcode stack and wont work well on a mill..
[09:54:41] <minibnz> there are also other firmwares for them but from what i have seen they all lack milling gcodes.
[09:55:00] <minibnz> no spindle control no arc paths and a few other things
[09:55:24] <minibnz> you might have some luck with GRBL firmware but i have not looked at this.
[09:55:28] <boboss> smoothieboard ?
[09:55:59] <minibnz> as far as i am aware they all run a short gcode stack, you need to look at the wiki page and see what is supported.
[09:56:27] <minibnz> you will have better luck on a smoothie as it has more processing power.. you can add the missing commands if you really want to..
[09:56:38] <boboss> ok
[09:57:01] <boboss> and can it work with a raspberrypi ?
[09:58:09] <minibnz> yeah i have seen hackaday things running linuxcnc on a raspberry pi (1 and 2) but you wont break any speed records from what i have been told. its gpio port appears to be a bottle neck
[09:59:07] <boboss> I read that too ....
[09:59:31] <boboss> Thank you for the information
[10:00:21] <minibnz> from what i have been told a beaglebone black might be worth looking into..
[10:01:14] <minibnz> they are pretty good without active cooling you can over clock them to ~1.3ghz more if you add a fan to move the heat..
[10:02:58] -!- nekrodesk has quit [Max SendQ exceeded]
[10:03:30] <Sync> minibnz: just don't cut any arcs? you can just do a lot of straight lines ;)
[10:03:55] <minibnz> yeah this is how they get away with it for 3d printing..
[10:05:09] <minibnz> i am mainly worried about it cuz the DXF2gcode python program i use, spits out arcs.. i tried moving gcode to my printer and it was missing lots of bits..
[10:06:27] <minibnz> adding spindle control is pretty easy my github account has a repo of marlin+ spindle control so i can test out my laser..
[10:09:39] <XXCoder> Jymmm: I'm alive. I think.
[10:12:13] <minibnz> so in general if you want more accuracy you cut slower or still keep to the SFM rules? i am trying out cutting a gear going a lot slower than before.. after this i will try cutting faster and see how different the two parts are.
[10:12:37] <XXCoder> sometimes it seems to me to be black art lol
[10:12:55] <XXCoder> just play with numbers a little and learn thats best I can say reallty
[10:13:12] <XXCoder> you have easier time of it as youy can hear "good cutting sound"
[10:13:14] <minibnz> yeah was trying to work out if there is some cosmic rule or if it is the way i am standing on one foot and squinting my left eye..
[10:13:15] -!- ibaca has quit [Ping timeout: 240 seconds]
[10:13:29] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[10:13:52] <SpeedEvil> There are rules for all circumstances.
[10:13:59] <SpeedEvil> the fun is working out which rule applies
[10:14:09] <minibnz> yeah thats what i have been going by. looking at the swarfe and listening to the cuts. with plastics its hard to hear a bad cut on my machine
[10:14:10] <SpeedEvil> you get better accuracy with decreasing cutting forces.
[10:14:17] <SpeedEvil> Unless you don't.
[10:14:33] <minibnz> ahh ok i see so its not speed directly but a combination..
[10:14:35] <XXCoder> minibnz: theres "burnt look" of bad cuts, besides usual bad cut stuff
[10:14:38] <SpeedEvil> (because for example the tool is skating across the surface of the work and not cutting to a nice defined depth
[10:14:44] <XXCoder> burnt is too slow
[10:14:59] <XXCoder> *for plastics
[10:14:59] <SpeedEvil> In general - the condition of the chips or removed material will tell you stuff.
[10:15:22] <SpeedEvil> But what it tells you varies with material
[10:15:34] <minibnz> well i am getting nice fluffy shavings at the moment so i say this combination isnt bad yet.. its probably not the best but meh :)
[10:17:06] kengu_ is now known as kengu
[10:17:50] <minibnz> will have to see what the cut edges are like. i am basically trenching with my cutter. so i dont expect it to be super accurate as the forces change directions depending on what side/face of the gear tooth its cutting..
[10:20:20] <minibnz> i could probably do this in 2 passes if i wanted to chase speed. 1 pass at 1mm then a big 5mm pass to finish and see what that gets me :)
[10:20:57] <minibnz> just dont know exatcly how hard i can push a 2mm cutter with out pissing off the neighbours by spinning it up too hard.
[10:26:00] -!- Jymmm has quit [Read error: Connection reset by peer]
[10:26:34] -!- Jymmm [Jymmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[10:28:21] -!- asdfasd [asdfasd!~332332@94.11.122.14] has joined #linuxcnc
[10:28:28] <XXCoder> wb jdh
[10:28:31] <XXCoder> er Jymmm
[10:30:34] <minibnz> hmm interesting.. this gear i just cut is an internal tooth gear with rounded lobes. the part i want to keep looks nice and clean but the center bit that dropped out has 4 ridges in it one from each 1.5mm cut on all the circumference.. can anyone explain whats going on?
[10:31:11] <minibnz> is this just due to the backlash when it changes from conventional to climb milling?
[10:31:13] <XXCoder> that is why you need finish pass
[10:31:33] <XXCoder> your tool is very slightly bent as its cutting
[10:31:43] <XXCoder> so if you do more than one depth it shows up
[10:32:26] <minibnz> ahh ok so more spindle speed was needed to reduce the cutting force or less depth or less travel speed or a combination of these?
[10:32:26] <archivist> nothing is completely rigid and error free
[10:32:41] <XXCoder> none, just add finish pass
[10:32:56] <XXCoder> it cuts all down at once and it should remove that very slight ridges
[10:32:59] <archivist> design your cutting path to minimise error
[10:33:21] <minibnz> well this part i can add but the next parts i want to cut has external teeth and the part will drop out before it can be cleaned up..
[10:33:57] <archivist> cut gears with a form tool
[10:34:12] <minibnz> i will need to find better way to hold the sheet
[10:34:24] <XXCoder> that or a clamp change step
[10:34:43] <XXCoder> add clamps to places already cut and remove clamps that is covering uncut parts
[10:34:51] <XXCoder> though this isnt best way
[10:35:22] <XXCoder> other method is inside/outside cuts switch (first inside hole(s) then add clamps to that, then remove external clamps
[10:35:29] <archivist> I cut out a disk, mount on rotary and use a form tool so the cutter only cuts conventional and backlash is removed in the gcode
[10:35:29] <minibnz> yeah and cutting rounded lobes on the 4th axis is going to require some special gcoding :)
[10:35:37] <XXCoder> though you have to do that right or stock will lift on cut
[10:36:17] -!- Kucharsky [Kucharsky!~kvirc@hostg.touk.pl] has joined #linuxcnc
[10:38:34] <minibnz> the size of these gears are going to require a peice of round stock that is long enough so i can hold it in my 4th axis. cuz they are too small to get any sort of screws or bolts to hold it to a plate.. maybe i could make a mandrel to hold them in the chuck of the 4th axis
[10:39:38] <archivist> does your 4th axis have the resolution needed?
[10:42:15] <minibnz> it is currently setup with about 26steps per degree.. it should do it
[10:42:50] <minibnz> i can turn up the microsteps if i need more steps at the cost of holding force
[10:43:37] <archivist> I was just checking it was not one of those direct stepper things with no reduction
[10:44:10] <minibnz> but its pretty strong.. i cut a augar out of aluminium for a filament extruder it came out really nice, no noticable steps in the screw.. it worked well except that the alu stains the plastic as it goes thru..
[10:44:16] <archivist> better ones have a worm drive
[10:45:10] <minibnz> was going to go a worm drive but my mate looked at it and said that about 4:1 belt drive will be good. i think its something like 44:18 teeth..
[10:47:37] <archivist> I have 2mm arbour for small work
http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_09_30_Ford_speedo_gears/IMG_1839.JPG
[10:48:48] <archivist> part of the main use of arbours is transfer between lathe and mill or hobbing machine and back
[10:48:52] <minibnz> nice i havent gotten around to making all the little tools and hodlers i need.. while my gears are not that small but still too small to hold
[10:49:09] <minibnz> ahhh makes setup easy
[10:49:56] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[10:50:08] <archivist> or you make a stick of gears
http://www.collection.archivist.info/archive/DJCPD/PD/2002/2002_09_18_Wheelcutting/P9190303.JPG
[10:50:32] <archivist> http://www.collection.archivist.info/archive/DJCPD/PD/2002/2002_09_18_Wheelcutting/P9190302.JPG
[10:51:13] <archivist> the spigot fits the collet on either machine, then part off
[10:51:42] <minibnz> that was what i was going to do.. make a cutter up that will form the teeth in once go.. i made a small cutter a while back to cut the teeth on the drive bolt on my 3d printer. it worked well on brass and steel if you go gently.
[10:52:29] <minibnz> i have some bits of tool steel to make cutters out of..
[10:52:56] <archivist> or on the end of a stick
http://www.collection.archivist.info/archive/DJCPD/PD/2012/2012_03_31_contrate_gear_prototype/IMG_1205.JPG
[10:54:13] <minibnz> that be some tiny ass gears getting cut there :)
[10:55:07] <archivist> that was the cutting of top left
http://gears.archivist.info/gears/IMG_1214_hires.JPG
[10:55:45] <minibnz> nice
[10:56:48] <archivist> that was plain bar into a collet on the rotary
[10:57:49] <minibnz> my rotatry cant take a collet..
[10:57:59] <minibnz> its too small..
[10:58:35] <minibnz> its only like 50mm diameter chuck and can only hold 20mm shafts but its big enough for what i want to do..
[10:58:37] <archivist> its erm...essential :)
[10:59:08] <archivist> chucks are often far too inaccurate
[11:01:36] <minibnz> yeah but that would require building a new one..
[11:02:25] <minibnz> and find collets to be so restricting in what you can hold.
[11:03:06] <archivist> I use morse taper collets in a cheap ish vertex rotary
[11:05:54] <minibnz> cant use a MT in a verticle fashion cuz you cant get to the bolt at the back..
[11:06:48] <archivist> sure you can with a spacer or angle bracket
[11:07:17] <minibnz> yeah and that just eats even more into my prescious head room
[11:07:59] <minibnz> on a real mill sure space it out all you want.. on a mini mill you do all you can to avoid spacing things out
[11:08:43] <archivist> I had to jack up the column, I know about space :)
[11:09:10] <archivist> early arrangement
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_02_03_cnc/P2030017.JPG
[11:09:41] <archivist> middle
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_02_18_cnc/P2180014.JPG
[11:10:52] <archivist> 5 axis really cramped
http://www.collection.archivist.info/archive/DJCPD/PD/2009/2009_05_27_cnc_making_pin_wheel/IMG_0252.JPG
[11:11:23] <archivist> jacked
http://www.collection.archivist.info/archive/DJCPD/PD/2009/2009_07_10_cnc_with_LCD_P4/IMG_0268.JPG
[11:11:34] -!- Guest91084 has quit [Remote host closed the connection]
[11:11:53] <archivist> and added stiffening to the crappy column
[11:13:28] <minibnz> is that a stepper on the top?
[11:13:34] <minibnz> is that for threading?
[11:13:41] <archivist> yes, Z
[11:13:56] <minibnz> ahh ok
[11:17:37] <minibnz> i thoguht about adding a threading stepper but dont really think i need it..
[11:18:21] <archivist> use gcode, stop thinking outside linuxcnc
[11:18:53] <archivist> eg
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_07_24_p1010025_cnc_thread_milling_worm_and_wheel/P1010026.JPG
[11:19:07] <minibnz> yeah its pretty each but needs cutters :)
[11:19:37] <minibnz> easy.. but so many cutters needed
[11:19:48] <archivist> that is a plain v cutter
[11:19:53] <archivist> as is
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Merlin_worm/p1010054.jpg
[11:20:29] <minibnz> and i was talking more on internal threads.
[11:20:30] <archivist> second produced
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Gear_cutting_examples/p1010059.jpg
[11:21:03] <minibnz> noce
[11:21:05] <minibnz> nice
[11:21:09] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[11:27:41] -!- HoloPed [HoloPed!~HoloPed@66.11.188.221] has joined #linuxcnc
[11:29:21] -!- john [john!~john@198.45.191.246] has joined #linuxcnc
[11:29:45] john is now known as Guest65520
[11:30:09] Guest65520 is now known as jthornton
[11:34:03] -!- chris_99 has quit [Quit: Leaving]
[11:42:32] -!- skunkworks_ has quit [Ping timeout: 256 seconds]
[11:52:18] -!- Valen has quit [Remote host closed the connection]
[11:55:47] -!- Frank__5 [Frank__5!~frank___@host247.190-31-0.telecom.net.ar] has joined #linuxcnc
[11:58:39] <minibnz> i ordered a larger diamond wheel now i just need to make an arbor next time im near a good lathe.. then i can grind my tools in the spindle and 4th axis. going to make a mount for the bed and the head to hold the wheel at angles to form the cutters i need a sharpening stone to finsh them off
[11:59:24] -!- [cube] [[cube]!~cube@204.237.0.56] has joined #linuxcnc
[12:00:17] <minibnz> i have a set of smaller discs that i use to make the cutting edges and reliefs but needed one to remove bulk material in a controled fashon
[12:00:30] -!- [cube] [[cube]!~cube@204.237.0.56] has parted #linuxcnc
[12:03:41] -!- kalxas has quit [Ping timeout: 245 seconds]
[12:08:55] -!- [cube] [[cube]!~cube@204.237.0.56] has joined #linuxcnc
[12:09:30] -!- [cube] [[cube]!~cube@204.237.0.56] has parted #linuxcnc
[12:11:41] kalxas__ is now known as kalxas
[12:20:56] <Jymmm> 'nick jymmm
[12:21:00] <Jymmm> \nick jymmm
[12:21:04] <Jymmm> bah lol
[12:21:08] Jymmm is now known as jymmm
[12:21:15] jymmm is now known as Jymmm
[12:21:18] <Jymmm> XXCoder: ty
[12:21:29] <XXCoder> fails heh
[12:21:54] <Jymmm> It's 4am and only had one sip of coffee, it's justified =)
[12:22:21] <XXCoder> :)
[12:24:10] <Jymmm> I think I better wait a while before mucking with ssh keys; that's all I need is typoing ssh keys
[12:24:32] <XXCoder> its amazing how much damage one space added can do
[12:24:41] <Jymmm> hahaha, no doubt
[12:24:48] -!- jthornton has quit [Remote host closed the connection]
[12:26:26] -!- jthornton [jthornton!~john@198.45.191.246] has joined #linuxcnc
[12:27:27] <XXCoder> it almost happened to me
[12:27:39] <XXCoder> I almost hit return when I saw space between . and /
[12:28:19] <Tom_itx> Jymmm go for it... it'll keep ya guessin the rest of the day
[12:28:35] <Jymmm> just as long as rm -rf wasn't prefixed =)
[12:28:42] <XXCoder> it was
[12:28:54] <XXCoder> rm -rf . /
[12:29:34] <Jymmm> Tom_itx: lol, well thats the nice thing about ssh keys, there's no typoing the pw =)
[12:30:25] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:43:26] -!- [cube] [[cube]!~cube@204.237.0.56] has joined #linuxcnc
[12:48:47] -!- witnit [witnit!~Thunderbi@199.168.78.124] has joined #linuxcnc
[12:49:34] -!- toastyde1th has quit [Read error: Connection reset by peer]
[12:57:20] <malcom2073> XXCoder: iirc, rm won't let you do that anymore :P
[13:00:06] <beikeland> rm -rf . / is something you only do three or four times ;)
[13:00:56] <archivist> I had to do a 150 mile round trip to fix a computer where an idiot did that in his DOS root :)
[13:02:05] <Jymmm> beikeland: if > 1 == idiot;
[13:02:31] <beikeland> hehe, not afraid to admit it. I'm at 2.
[13:02:50] <Jymmm> beikeland: how the phuk did you manage that?
[13:03:10] <malcom2073> Why do you use rm -rf ./ isn't cd .. rm -rf foldername the same?
[13:03:27] <malcom2073> I try to avoid using the character / in rm in any way :P
[13:04:43] <beikeland> first time i think i wanted to do rm -rf folder & because it would take a while. but i interchange US and NO keyboard layouts, and that changes / to &
[13:05:07] <Jymmm> beikeland: Ah, ok.
[13:05:19] <beikeland> not sure the 2nd time
[13:07:03] <beikeland> .. it I was right about that it would take a while though >D
[13:07:33] <Jymmm> beikeland: and you did it to root both times?
[13:08:33] -!- jthornton has quit [Remote host closed the connection]
[13:09:15] <beikeland> Jymmm: sadly. 2nd time was just a virtual test system so less of an issue though
[13:09:31] <Jymmm> beikeland: lol, fair enough =)
[13:10:05] <Jymmm> beikeland: May I introduce you to
http://www.nongnu.org/rdiff-backup/
[13:10:29] <Jymmm> It's like rsync + diff
[13:10:40] -!- Frank__5 has quit [Ping timeout: 252 seconds]
[13:11:56] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[13:11:57] -!- nekrodesk has quit [Max SendQ exceeded]
[13:12:20] <beikeland> Jymmm: lol, vmware esxi and snapshots now. but maybe i should do that for my linuxcnc configs
[13:12:22] -!- jthornton [jthornton!~john@198.45.191.246] has joined #linuxcnc
[13:14:02] <Jymmm> beikeland: Yeah, I love rsync
[13:16:05] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[13:16:06] -!- nekrodesk has quit [Max SendQ exceeded]
[13:16:56] <lair82> Good morning Guys,
[13:18:10] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[13:18:11] -!- nekrodesk has quit [Max SendQ exceeded]
[13:18:46] <lair82> I was wondering if it is ok to clean the terminal strips on this machine I am working on with soap and water. I am still installing the machine and am weeks away from even hooking the power up to the machine, and there a few terminal boxes on the mill that the terminal strips are dusted with dirt and oil.
[13:19:00] -!- jthornton has quit [Remote host closed the connection]
[13:19:23] <Jymmm> lair82: do you have any contact cleaner?
[13:19:35] <archivist> whatever is safe for the plastics
[13:20:18] <lair82> I just emptied my last can :( and am no where's near fininshed. I could use another 3-4 cans.
[13:20:33] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[13:20:34] -!- nekrodesk has quit [Max SendQ exceeded]
[13:21:00] <Jymmm> lair82: is it like old grease/oil/coolant?
[13:21:19] -!- jthornton [jthornton!~john@198.45.191.246] has joined #linuxcnc
[13:21:33] <lair82> I just figured instead of blowing another 60-70 bucks in contact cleaner, just use the general cleaning solution we use around here to clean them instead.
[13:22:09] <lair82> Jymmm, yes grease grime dirt dust oil type crap all over the terminal strips
[13:22:17] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[13:22:17] -!- nekrodesk has quit [Max SendQ exceeded]
[13:22:46] <Jymmm> *I* don't like using soap/water on electrical as it could leave a film and then water has a tendancy to go into places you don't want it to. I use denatured alcohol and old toothbrushes
[13:23:30] <Jymmm> a gallon is $16 and last forever, also great evaporate really quickly
[13:23:59] <lair82> the main term strip on the head, near the spindle doesn't have gasketed covers on the terminal boxes, and there is about 50-60 control terminations and the main spindle power terminations are in the one I am cleaning right now.
[13:24:14] <archivist> I often also use "white spirit" (paint brush cleaner)
[13:24:46] -!- justanotheruser has quit [Ping timeout: 240 seconds]
[13:24:53] <lair82> I have a few quarts of denatured alcohol around, I will go grab one and a brush.
[13:25:05] <archivist> lasts a bit longer in the ultrasonic
[13:25:21] <Jymmm> lair82: go easy on the brush, has a tendancy to splash in eyes
[13:26:22] <Jymmm> lair82: and has an invisible white flame if ignighted as it's 190 proof =)
[13:26:30] <jdh> hard to beat soap and water for cleaning. doesn't sound ideal for electronics though
[13:26:30] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[13:26:31] -!- nekrodesk has quit [Max SendQ exceeded]
[13:27:40] <Jymmm> That reminds me, I need to find some MEK
[13:27:59] <lair82> I just remember at the other place I worked at, we had High frequency Induction welders, ( 300 KW output) and yearly we would completely dismantle them, and clean everything with dawn dish soap and water,
[13:28:41] <lair82> You could eat off the the components ;) hahahaha
[13:28:48] <Jymmm> the magnetics? or PCBs?
[13:28:56] <lair82> Everything
[13:29:09] <lair82> Top to bottom inside and out
[13:29:24] <Roguish> lair82: find some carbon tetra chloride. it's the best degreaser / terminal cleaner
[13:29:38] <Jymmm> Well, I know some ppl toss their keyboard into the dishwasher a couple of times a year. I never would personally.
[13:30:18] * Jymmm looks over at the two cans of 1,1,1
[13:30:21] <malcom2073> I just replace my keyboard once a year heh
[13:30:29] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[13:30:30] -!- nekrodesk has quit [Max SendQ exceeded]
[13:30:58] <lair82> The cabinets were roughly 96" square by 120" tall, full of components, choke tubes, disc capacitors, tank capacitors, oscillator tubes, phenolic boards, all kinds of very expensive stuff
[13:31:13] <archivist> we used to use water for printer electronics to clean the ink off, making sure they were dry was a pain
[13:31:53] <Jymmm> Oh thats the other thing, if you do use water, rinse with denatured alcohol helps to remove water
[13:32:12] <lair82> I will just go with the denatured,
[13:32:20] <lair82> I always forget about that stuff
[13:32:37] <Jymmm> lair82: also great for cooking =)
[13:32:52] <archivist> for clock mechanism we use a water based clean and a spirit base rinse/dewater
[13:33:12] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[13:34:08] <Jymmm> lair82: Great lil alcohol stove
http://www.dx.com/p/locs-portable-camping-alcohol-stove-spirit-burner-black-golden-256330
[13:34:12] <lair82> Thanks Guys
[13:35:09] -!- kalxas has quit [Quit: Goodbye]
[13:35:28] <CaptHindsight> Jymmm: I cook with ethanol. Less chance of going blind. :p
[13:35:51] <Jymmm> CaptHindsight: I'll take a pint or gallon
[13:36:33] <Jymmm> the hazmat fees for shipping are fucking nuts
[13:37:43] <CaptHindsight> nah $35
[13:37:47] <Jymmm> CaptHindsight: Can only get the weak everclear in Calif
[13:38:11] <CaptHindsight> 190 proof = 95%
[13:38:11] -!- minibnz has quit [Quit: This computer has gone to sleep]
[13:38:33] <CaptHindsight> have to get yourself a molecular sieve
[13:38:33] <Jymmm> CaptHindsight: 190 proof everclear is NOT available in calif
[13:39:00] <jdh> nor MEK?
[13:39:03] <CaptHindsight> really? Whats the backstory on that?
[13:39:35] <Jymmm> jdh: Not sure if it's county/region ban or state wide on MEK
[13:39:44] <malcom2073> Probably some politicians kid drank themselves to death
[13:39:47] <CaptHindsight> oh that right you're in CA, yeah we have to watch the VOC's we ship there for consumer use
[13:39:50] <Jymmm> CaptHindsight: No clue, only 151 proof is available in Calif
[13:40:27] <CaptHindsight> California VOC regulations, it's a state thing
[13:41:03] <Jymmm> CaptHindsight: So yes, I'd love to have/use (food grade) ethanol, just cna't get the stuff affordably
[13:41:21] <Jymmm> due to hazmat/shipping fees or bulk qty requirements
[13:41:56] <CaptHindsight> you can walk into a Home Dept here and purchase MEK, Xylene, Lacquer thinner etc
[13:41:56] <Jymmm> a gallon would last me forever
[13:43:36] <Jymmm> not sure if xylene is still available or not, I dont use it all that often. but napatha is, and there was a recalled MEK substiture that has never been replaced. I need to make a run to the border!
[13:44:15] <Jymmm> state border that is... illegal smuggling of chemicals into the state!
[13:44:34] <CaptHindsight> can you buy >90% IPA at a pharmacy?
[13:45:22] <Jymmm> not sure, never looked
[13:45:31] <CaptHindsight> IPA = isopropanol
[13:45:34] <Jymmm> but IPA has that additive in it
[13:45:59] <gonzo_> naptha is sold over here as camping stove fuel, or some panel wipe is naptha
[13:46:06] -!- md-2 has quit [Remote host closed the connection]
[13:46:18] <Jymmm> gonzo_: Yep =)
[13:46:47] <Jymmm> I use vodka as a pathetic substitute for food grade enthanol
[13:49:40] -!- earnThis [earnThis!~earnThis@209.37.168.99] has joined #linuxcnc
[13:50:13] -!- earnThis [earnThis!~earnThis@209.37.168.99] has parted #linuxcnc
[13:50:23] <CaptHindsight> and you're allowed 0.00 per year for personal distillation
[13:51:45] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[13:51:55] <CaptHindsight> and yet perfumes and colognes are exempt
[13:52:45] -!- SEL has quit [Client Quit]
[13:52:57] <gonzo_> you need to import a scent called 'Pure'
[13:53:14] <gonzo_> the perfume for men (who clean PCBs)
[13:53:56] <_methods> sex panther pcb
[13:54:13] <CaptHindsight> smells of rosin
[13:54:30] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[13:54:42] <_methods> you can get 90%+ at pharmacy
[13:54:49] <_methods> just make sure you check the labels
[13:54:57] <_methods> IPA
[13:56:44] <CaptHindsight> my parts from China small like they were soaked in numerous solvents yet it's difficult to purchase even IPA there
[13:57:19] <CaptHindsight> no solvent paints at Home Depot
[13:58:52] <CaptHindsight> and liquids have to be sent from the distributor direct to the end user, then you're stuck with it wherever you are, you can't reship it
[14:01:12] <PetefromTn_> SUCH BS!
[14:01:24] <CaptHindsight> this help ensure that only those licensed can store it improperly and destroy and entire shipping depot and town
[14:01:36] <CaptHindsight> and/an
[14:01:41] <gregcnc> see they do understand how things are done there and don't want to put the public at any more risk than needed
[14:01:56] -!- ibaca has quit [Ping timeout: 240 seconds]
[14:02:10] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[14:02:12] <PetefromTn_> Oh and GOOOOD MORNING LINUXCNC!!!!!!
[14:03:11] <_methods> damn PetefromTn_ in here early
[14:03:37] <PetefromTn_> well yeah I am not working outside my own shop right now
[14:04:20] <PetefromTn_> finishing up the last few items to be CNC machined before I turn to the house upgrades I need to do over here.
[14:07:26] <_methods> i feel sorry for the UK
[14:07:37] <_methods> poor bastards
[14:07:39] <PetefromTn_> Dear lord if I have to see just ONE MORE unwanted Kardashian article or photo crammed on my PC screen I may do something I will have to be forgiven for :D
[14:07:52] <PetefromTn_> well yeah...what is it this time?
[14:08:18] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[14:08:34] <_methods> we managed to destroy that car show they all watch
[14:08:43] <PetefromTn_> We?
[14:08:45] <_methods> hot gear or whatever
[14:08:47] <_methods> yeah
[14:08:51] <_methods> 'murrica
[14:08:54] <PetefromTn_> we didn't do anything
[14:09:02] <Jymmm> PetefromTn_: Well, get just this beforehand...
http://www.amazon.com/dp/B005MR3IVO
[14:09:05] <_methods> we managed to get that joey guy unleashed on them
[14:09:14] <_methods> the friends dude
[14:09:25] <PetefromTn_> its not our fault whatshisface punched whoshisface?
[14:09:31] <_methods> hahahah
[14:09:46] <_methods> i'm just glad we got rid of joey
[14:09:59] <PetefromTn_> Jymmm dafuq?
[14:10:01] <_methods> or whatever his real name is
[14:10:16] <PetefromTn_> are you talking about US top gear?
[14:10:23] <_methods> yeah top gear
[14:10:28] <malcom2073> "As UPS discretely unloaded my 55 gallon drum, the driver accidentally spilled it into my driveway. Any amount of cars can now fit into the garage."
[14:10:32] <malcom2073> That's awesome
[14:10:33] <PetefromTn_> no US top gear...
[14:10:35] <_methods> hahahah
[14:10:49] <_methods> oh it's only US top gear
[14:11:00] <_methods> so we didn't manage to ditch that douche bag on the UK?
[14:11:18] <_methods> is it kosher
[14:11:19] <_methods> lol
[14:11:22] <_methods> no it's used for porking
[14:11:48] <PetefromTn_> Those comments are hilarious
[14:11:54] <_methods> freakin awesome
[14:12:06] <_methods> those are as good as the sugar free gummy bears
[14:12:16] <PetefromTn_> too many people have way too much bloody free time LOL
[14:13:30] <gregcnc> https://www.nemopowertools.com/en/products/ waterproof electric hand tools?
[14:16:24] <PetefromTn_> yeah man I need me some 900 dollar cordless drills hehehe
[14:47:49] -!- md-2 has quit [Remote host closed the connection]
[14:50:59] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[15:05:45] -!- gregcnc has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[15:05:45] -!- jarshvor has quit [Read error: Connection reset by peer]
[15:06:16] -!- jarshvor [jarshvor!~Unknown@74.Red-83-41-210.dynamicIP.rima-tde.net] has joined #linuxcnc
[15:06:28] -!- Frank__5 [Frank__5!~frank___@host247.190-31-0.telecom.net.ar] has joined #linuxcnc
[15:06:31] -!- gregcnc [gregcnc!4b1b664f@gateway/web/cgi-irc/kiwiirc.com/ip.75.27.102.79] has joined #linuxcnc
[15:06:40] -!- nekrodesk has quit [Max SendQ exceeded]
[15:10:23] <SpeedEvil> http://www.bidspotter.co.uk/en-gb/auction-catalogues/gordonbrothers/catalogue-id-gordon10013/lot-88ee87b3-ae71-4f14-90c7-a5a100ff8e30?utm_source=bs-fa-11022016&utm_medium=email&utm_campaign=GordonBrothers&utm_content=image
[15:13:58] <_methods> i love bidspotter
[15:17:20] <SpeedEvil> For when you need a CNC table you can put your house on.
[15:21:01] <CaptHindsight> setup 100's of parts, come back at the end of the day
[15:27:35] <gregcnc> https://www.instagram.com/explore/tags/billetspin/ are tops a thing?
[15:29:37] <PetefromTn_> hell yeah they are
[15:29:39] -!- anth0ny has quit [Quit: anth0ny]
[15:30:06] <gregcnc> what does stuff like that sell for?
[15:34:19] <SpeedEvil> The thing I linked has 300K as a minimum bid
[15:34:22] <SpeedEvil> $500K
[15:34:33] <_methods> custom tops lol
[15:35:56] <_methods> hahah the comments are hilarious
[15:36:03] <_methods> thereal_catboyWhat's cool about a top?
[15:36:50] <_methods> i guess if you don't have any work you gotta find something to do lol
[15:37:55] <_methods> i think i'd make custom valve stem caps before i made custom tops though
[15:38:09] <_methods> at least you know you'll sell 4 of those at a time hahahahah
[15:43:00] -!- sumpfralle has quit [Ping timeout: 248 seconds]
[15:50:40] -!- djinni` has quit [Ping timeout: 250 seconds]
[15:51:02] <tiwake> PetefromTn_:
http://tiwake.com/DSCN0082.JPG
[15:53:06] -!- Gaston|Home has quit [Ping timeout: 240 seconds]
[15:53:55] -!- q3k has quit [Ping timeout: 276 seconds]
[15:54:06] -!- enleth has quit [Ping timeout: 240 seconds]
[15:54:11] -!- ar has quit [Ping timeout: 264 seconds]
[15:54:13] <tiwake> CaptHindsight: your company sells dyes?
[15:54:15] -!- Gaston|Home [Gaston|Home!~quassel@rosie.office.tw.ly] has joined #linuxcnc
[15:54:34] -!- Reventlov has quit [Ping timeout: 276 seconds]
[15:54:41] -!- mal`` has quit [Ping timeout: 272 seconds]
[15:54:41] <PetefromTn_> tiwake what are you showin' me man?
[15:54:58] <tiwake> PetefromTn_: the parts I've been anodizing :3
[15:55:06] -!- Hawku has quit [Ping timeout: 240 seconds]
[15:55:18] <PetefromTn_> taste the rainbow ;)
[15:55:26] -!- kyle__ has quit [Ping timeout: 250 seconds]
[15:55:44] <tiwake> I also did some slow-dip of purple and blue for a faded effect
[15:56:04] <_methods> anodize came out good
[15:56:06] <tiwake> one end is lighter than the other, looks cool
[15:56:44] <tiwake> but my red dye is... donno... weird
[15:56:46] <PetefromTn_> what was your time in the bath?
[15:56:57] <CaptHindsight> tiwake: we make solvent dyes for anodize, so they can be used for layering with water based dyes and won't wash out with water
[15:57:16] <tiwake> anodizing time I put it in for ~2 hours, give or take 10min or so
[15:57:43] -!- ar [ar!arachnist@paludis/monkey/arachnist] has joined #linuxcnc
[15:57:43] <CaptHindsight> also for inkjet, screen printing, airbrush etc for anodize
[15:58:16] <PetefromTn_> did you have to wipe them with oil or were they that sheen beforehand?
[15:58:40] <tiwake> CaptHindsight: well, my red dye is weird... its like it rubs off, none of the other casswell dyes I have do that... but it seems to "hold" the color alright, just cant touch the part
[15:59:44] <tiwake> PetefromTn_: I did not do any other surface stuff than anodize, dye, and seal
[16:00:48] <tiwake> sometime soon I'm going to be buying bucks, one bucket for each color of dye
[16:01:36] -!- djinni` [djinni`!~djinni@2607:5300:100:200::160d] has joined #linuxcnc
[16:02:00] <tiwake> but I'm not really sure what to do about red other than try a different dye
[16:02:32] -!- kyle__ [kyle__!~kyle@schmitt.ninja] has joined #linuxcnc
[16:02:39] <CaptHindsight> the red rubs off after sealing?
[16:02:51] <tiwake> no, before sealing
[16:02:57] <tiwake> after sealing it seems fine
[16:03:10] <tiwake> like
[16:03:34] <tiwake> I drop the parts in the red dye for, donno, 15min or whatever
[16:04:19] <tiwake> I pick them out (with gloves of course) and where my fingers touch instead of red its pink
[16:04:30] <CaptHindsight> I don't mess with water based dyes for anodize much since they are all mostly the same dyes and there are several vendors
[16:04:37] -!- Hawku [Hawku!~hawku@hwk.fi] has joined #linuxcnc
[16:05:23] <tiwake> but if I leave my wire inside of the part and dunk it in the red dye that way, and pull it out from the wire, never touching the part
[16:05:26] <tiwake> its fine
[16:06:08] <tiwake> it could be they sent me some not very good red dye... donno
[16:06:25] <CaptHindsight> you shouldn't be touching any dyes areas before sealing
[16:06:37] <CaptHindsight> dyes/dyed
[16:07:15] -!- enleth [enleth!~enleth@hackerspace.pl] has joined #linuxcnc
[16:07:59] <tiwake> whats wrong with that?
[16:14:16] <tiwake> also some white dye would be nice XD
[16:15:35] <anomynous> tralala
[16:20:20] <tiwake> what is the process called when you take stainless steel and erode away all the iron on the surface so it is more resistant to oxidizing?
[16:20:33] <SpeedEvil> passivating
[16:20:44] <tiwake> (thanks, couldent remember)
[16:21:31] <tiwake> would a passivated 316 stainless steel plate be good for the ground plate for an anodizing bath?
[16:21:32] <anomynous> hmm
[16:21:36] <anomynous> doesnt that happen naturally
[16:21:39] <anomynous> passivation
[16:21:44] -!- q3k [q3k!~q3k@q3k.org] has joined #linuxcnc
[16:22:56] <tiwake> right now I'm using an aluminum plate and pulling it out every night... I'm lazy and don't want to pull out the plate and clean it every time I do some parts
[16:24:52] -!- likevinyl has quit [Ping timeout: 250 seconds]
[16:25:03] -!- FinboySlick has quit [Quit: Leaving.]
[16:26:10] -!- Frank__5 has quit [Ping timeout: 240 seconds]
[16:28:09] -!- Loetmichel2 has quit []
[16:28:16] -!- Loetmichel [Loetmichel!~cylly@p54B1125D.dip0.t-ipconnect.de] has joined #linuxcnc
[16:31:54] <tiwake> CaptHindsight: can I try out a red and white dye? how would I buy some (sample) from you?
[16:32:20] -!- Kucharsky has quit [Ping timeout: 252 seconds]
[16:32:59] -!- ivansanchez has quit []
[16:37:13] <Erant> tiwake: How would graphite be?
[16:37:15] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[16:37:45] <Erant> Brittle, obviously, but resistant to pretty much any erosion.
[16:37:50] <tiwake> Erant: graphite for... the ground plate?
[16:37:52] -!- Jeebiss has quit [Ping timeout: 250 seconds]
[16:37:58] <Erant> Yah
[16:38:23] <tiwake> Erant: interesting... can you get sheets of it? probably only comes in rods.. hmm
[16:38:35] <tiwake> or rectangle
[16:38:46] <tiwake> a sheet would break in half if you breath on it wrong
[16:38:53] <Erant> http://www.ebay.com/itm/5pcs-99-99-Pure-Graphite-Electrode-Rectangle-Plate-Sheet-50-40-3mm-/271646734150?hash=item3f3f683746:g:4Q8AAOxy7nNTRbqj
[16:38:56] -!- Akex_ has quit [Ping timeout: 252 seconds]
[16:39:10] -!- RadicalDev has quit [Ping timeout: 250 seconds]
[16:39:15] -!- basiclaser has quit [Ping timeout: 240 seconds]
[16:39:18] -!- A_Nub has quit [Ping timeout: 252 seconds]
[16:39:19] <Erant> Now, that's a china special, so take 99% with a grain of salt.
[16:39:28] <Erant> But it seems like a cheap enough thing.
[16:39:36] -!- jtdesigns01 has quit [Ping timeout: 250 seconds]
[16:40:06] -!- jtdesigns01 [jtdesigns01!~quassel@2601:400:8000:34f5:230:bdff:fe71:cebd] has joined #linuxcnc
[16:40:14] <tiwake> 50mm is only just shy of 2"
[16:40:35] <tiwake> those things are tiny
[16:40:39] <Erant> How big do you need it?
[16:41:04] <tiwake> uh
[16:41:09] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[16:41:35] <tiwake> I think something like 10"x16"
[16:42:43] <Erant> Little bit more expensive, but 4 of these would work:
http://www.ebay.com/itm/1-4x4x12-Graphite-plates/301865378585
[16:43:01] <_methods> tiwake: i don't think you're supposed to use stainless for ground plate
[16:43:09] <Erant> Apprently they use graphite blocks for EDM as well.
[16:43:34] <tiwake> _methods: not supposed to because the iron gets in the bath and screws with the anodizing process
[16:43:50] <tiwake> _methods: but if its passivated?
[16:43:51] <_methods> i think because it can offload hex chrome
[16:43:53] <gregcnc> aluminum or lead are typical choices
[16:43:55] -!- Jeebiss [Jeebiss!sid25046@gateway/web/irccloud.com/x-sagvrukkjitmofav] has joined #linuxcnc
[16:43:59] <_methods> but i'm not sure 100%
[16:44:12] <tiwake> hmm
[16:44:25] <Erant> gregcnc: Anything particularly wrong with graphite?
[16:44:29] <Erant> It's what I'd use.
[16:44:34] <Erant> Inert as f'.
[16:45:54] <_methods> tiwake:
http://www.finishing.com/73/69.shtml
[16:46:21] <_methods> they seem to be recommending 6063 t6 as cathode
[16:47:09] <rene-dev> ssi do you require DIN rail clips for your rectifier board? I just got some lasercut
[16:47:51] <tiwake> _methods: I'm just a bit concerned because I want to leave the plate in the bath for extended time without being used
[16:48:10] <_methods> well stainless would definitely last longer
[16:48:27] <gregcnc> hmm. graphite is also used in some cases
[16:48:35] <Erant> Yeah, I'm seeing that.
[16:48:46] <Erant> Apparently the voltage drop across aluminum is the least though
[16:48:49] <Erant> So it's the most efficient.
[16:48:58] <Erant> For graphite and lead, you're generating more hydrogen.
[16:49:15] <Erant> "The voltage drop on the cathodes is principally attributed to the cathodic reaction resistivity. In the case of anodizing aluminum in sulfuric acid solution, for example, major cathodic reaction is hydrogen evolution. As indicated in many references, the hydrogen evolution resistivity on lead, stainless steels, or graphite is much larger than that on aluminum. As a result, the voltage drop on aluminum cathodes is the least among the cathodes mentioned above
[16:49:31] <Loetmichel> *meh* just ran the gauntlet of Officials for registering a new used car to my name and get license plates... got the car home... 1994 BMW 316i... in daylight it has even more rust than i saw yesterday night when i bought it... and i managed to break the back of the driver seat... so i had to put 2 of the summer tires behind the seat to prop it up... but its dry inside, the engine souds well
[16:49:31] <Loetmichel> and it still has 4 months to the next MOT... time enough to get my Opel Omega repaired ;)
[16:49:58] <tiwake> hmm
[16:50:17] <tiwake> I've heard of titanium being used too
[16:50:25] <Erant> $$$
[16:50:44] <Erant> Loetmichel: Whatcha doing with it? Fix it up?
[16:51:06] <SpeedEvil> new IC spindle motor?
[16:51:15] <Loetmichel> ... and i have to say: a manual shifter isnt that "easy" when you have driven only automatics for the last 10 years... took me a moment to not choke it at the traffic lights ;)
[16:51:18] -!- A_Nub [A_Nub!sid69970@gateway/web/irccloud.com/x-lfpmxzfbabmkcjnr] has joined #linuxcnc
[16:51:52] <witnit> I installed a copy of windows 10, first time doing a fresh windows build since win98SE. I have never been more displeased by software. :( quickbooks needs to hurry and put out a linux compatible version
[16:51:55] <Loetmichel> Erant: bought a car to drive to work for the time my Opel needs to be in the Garage
[16:52:16] <gregcnc> what we call in the US a "beater"
[16:52:20] <tiwake> witnit: they might never do that
[16:52:57] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-lltzujceniogiwtg] has joined #linuxcnc
[16:53:15] <tiwake> anyway, gotta go to work... bbl
[16:53:39] -!- RadicalDev [RadicalDev!~jfindley@2601:2c3:8002:ec00:7c64:5086:9280:69db] has joined #linuxcnc
[16:53:48] <Erant> Gotta make sure to wear a wifebeater while driving your beater.
[16:53:48] <Loetmichel> gregcnc: hmm?
[16:54:04] <gregcnc> junk cars just to get you were you need to be
[16:54:09] -!- b_b has quit [Changing host]
[16:54:21] <gregcnc> 'Cathodes' that, "Stainless steel cathodes are used for chromic acid anodizing and for some integral color anodizing processes and graphite is used in mainly continuous anodizing processes...."
[16:55:26] <SpeedEvil> Now I want to see a hod full of cats
[16:55:40] -!- Camaban has quit [Ping timeout: 276 seconds]
[16:57:00] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[16:57:01] -!- nekrodesk has quit [Max SendQ exceeded]
[16:57:54] <gregcnc> blah i should make something or work on the lathe build
[17:00:30] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[17:00:31] -!- nekrodesk has quit [Max SendQ exceeded]
[17:03:28] -!- Camaban has quit [Ping timeout: 276 seconds]
[17:07:00] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[17:15:33] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[17:15:34] -!- nekrodesk has quit [Max SendQ exceeded]
[17:16:03] -!- Frank__5 [Frank__5!~frank___@host247.190-31-0.telecom.net.ar] has joined #linuxcnc
[17:19:44] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[17:19:45] -!- nekrodesk has quit [Max SendQ exceeded]
[17:21:25] -!- jduhls has quit [Ping timeout: 260 seconds]
[17:24:22] -!- md-2 has quit [Remote host closed the connection]
[17:25:34] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[17:28:05] <Roguish> hey you machinists, do you use a z-axis tool setter?
[17:28:37] <Roguish> one of the blocks or something that lights up or beeps when it's touched on the top?
[17:29:07] <archivist> I dont because I want the tool centre line
[17:29:47] <Roguish> this would only be for the tool length offset
[17:29:54] <Roguish> i think.
[17:29:56] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=contrate+PD
[17:30:05] <Jymmm> SpeedEvil: LOL, the control panel is on the gantry.... so when it's jogging to the other end you have to run and chase it down!
[17:30:33] -!- maxcnc [maxcnc!~chatzilla@ip5f58b75e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[17:30:47] <_methods> piece of paper
[17:30:48] <maxcnc> hi out of germany
[17:30:50] <gregcnc> isn't there a drivers seat on it?
[17:31:01] <Jymmm> https://cdn.globalauctionplatform.com/3e30874b-89f0-4b6a-8fb5-a58e00e30d84/52cfdc24-22e2-445f-a2ac-82e337604d45/original.jpg
[17:31:16] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[17:31:51] <maxcnc> Frank__5: and is it running
[17:32:36] <gregcnc> the pendant cable looks long enough
[17:33:31] <Jymmm> gregcnc: Think so huh?
https://cdn.globalauctionplatform.com/3e30874b-89f0-4b6a-8fb5-a58e00e30d84/ac9aba0d-e34c-4e4e-836e-42c1b9befd1f/original.jpg
[17:33:32] <maxcnc> RagingComputer: this makes life lot easyer with auto zero
[17:34:38] <maxcnc> Roguish: ? up to you
[17:34:50] -!- Frank__5 has quit [Ping timeout: 260 seconds]
[17:34:52] <Jymmm> gregcnc: long eough to reach the other side maybe =)
[17:35:24] <Roguish> maxcnc. just getting used to a Haas VF4, and using G43 and tool offsets.
[17:35:28] <gregcnc> that's all you need, right?
[17:35:56] <gregcnc> you won't be touching off from the far end of the table without binoculars
[17:36:18] <Jymmm> gregcnc: If it's jogging at 130 IPS, you would have to be running to catch it =)
[17:37:03] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[17:37:16] <maxcnc> Roguish: the Devels now included also the Variables of the mashine coordinate system so on Zeroing its now easy to do on the calculations
[17:37:28] -!- Frank__5 [Frank__5!~frank___@host247.190-31-0.telecom.net.ar] has joined #linuxcnc
[17:40:39] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[17:40:40] -!- JesusAlos1 [JesusAlos1!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[17:42:58] -!- JesusAlos has quit [Ping timeout: 272 seconds]
[17:42:58] JesusAlos1 is now known as JesusAlos
[17:48:58] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[17:49:24] <SpeedEvil> Jymmm: Maybe it has a nice seat fitted?
[17:50:55] -!- ravenlock has quit [Ping timeout: 276 seconds]
[17:52:15] <Jymmm> SpeedEvil: or at east come with one of these
https://www.youtube.com/watch?v=7t8WUHDxRy0
[17:52:40] <Jymmm> least*
[17:54:35] <Jymmm> Not a bad idea less the wood part... cordless drill trolling motor
https://www.youtube.com/watch?v=rZJTGqmtzBs
[17:57:40] <Jymmm> PetefromTn_: Here ya go... kayak motor
https://www.youtube.com/watch?v=Ycf5faQnS3A
[17:59:01] <SpeedEvil> Jymmm: A sculling oar powered by the same drill would have _lots_ more thrust
[17:59:59] <Jymmm> =)
[18:00:00] -!- md-2 has quit [Remote host closed the connection]
[18:00:44] <Jymmm> SpeedEvil: weedwacker kayak?
https://www.youtube.com/watch?v=OEige-SRBds
[18:02:16] <SpeedEvil> Jymmm:
http://www.simplicityboats.com/yulohstoveengine.htm
[18:03:08] <SpeedEvil> No, a sculling oar.
[18:03:24] <Jymmm> SpeedEvil: tl;dr but sorry no goat skins available
[18:03:33] <SpeedEvil> https://www.youtube.com/watch?v=cQVimIrdfik
[18:03:39] <gregcnc> https://youtu.be/XKXe8I_wTRU that's no kayak
[18:04:17] <SpeedEvil> Jymmm: that happens to be a steam engine - you'd just need a simple gear to go to ~60RPM and a crank
[18:04:35] <Jymmm> SpeedEvil: ....and goat skins
[18:04:43] <SpeedEvil> From a drill, I mean
[18:06:36] <Jymmm> ah, I really never seen a sculling oar, though I know it has something to do with backandforth to a fwd momentum thing
[18:06:59] <SpeedEvil> Boat propulsion pushes water back generally.
[18:07:19] <SpeedEvil> If you push a kilo back at 10m/s, or ten kilos back at 1m/s - you get the same thrust.
[18:07:36] <SpeedEvil> But the second can use 1/100th the energy
[18:07:36] <gregcnc> at zero speed
[18:07:47] <Jymmm> Man, that thai boat really moves!!!
[18:08:04] <SpeedEvil> If you actually only want to go at 0.5m/s - then this is a good thing and uses lots less poer
[18:08:09] <SpeedEvil> power
[18:08:30] <gregcnc> https://youtu.be/3KaKOcAERbw
[18:09:01] <SpeedEvil> turbine boats are sillier
[18:09:28] <Jymmm> gregcnc: The whining would just annoy me to no end
[18:09:40] <SpeedEvil> https://www.youtube.com/watch?v=vgDEhLj_ySw
[18:09:51] <Jymmm> gregcnc: like a 10hp mosquito buzzing around your head
[18:09:58] <CaptHindsight> not as silly as turbine water shoes
[18:10:07] <SpeedEvil> teardown of a jet turbine for a boat
[18:10:47] <gregcnc> That guy halso has some river racing on his channel irc
[18:12:46] <SpeedEvil> yes
[18:12:53] <CaptHindsight> https://www.youtube.com/watch?v=pkLZk2NDeU4
[18:13:02] <SpeedEvil> and lots of other fun turbine stuff
[18:13:14] <SpeedEvil> turbines are insane
[18:13:39] <SpeedEvil> especially when you consider that they are long units that have to be dissasembleable and reassembleable without rebalancing
[18:14:25] <gregcnc> Personal turbine transportation
https://youtu.be/3KaKOcAERbw
[18:16:10] <CaptHindsight> Children wines boat line squat. ^^
[18:16:20] <CaptHindsight> what Google translate says anyway
[18:21:26] -!- jduhls has quit [Ping timeout: 240 seconds]
[18:28:12] <Jymmm> SpeedEvil: Oh, and no strings of cow pattys either
[18:29:47] -!- adrienbrunet [adrienbrunet!500c5ea5@gateway/web/freenode/ip.80.12.94.165] has joined #linuxcnc
[18:30:13] -!- adrienbrunet [adrienbrunet!500c5ea5@gateway/web/freenode/ip.80.12.94.165] has parted #linuxcnc
[18:30:20] <CaptHindsight> I think the plural form of cow patty is cow patties :p
[18:30:20] -!- mablae_ has quit [Quit: Leaving]
[18:31:36] <Jymmm> SpeedEvil: Interesting though (I read it), the politics that made it/the illegal suck though.
[18:32:21] -!- gregcncagain [gregcncagain!4b1b664f@gateway/web/cgi-irc/kiwiirc.com/ip.75.27.102.79] has joined #linuxcnc
[18:32:25] -!- gregcnc has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[18:33:26] -!- Jeebiss has quit [Ping timeout: 240 seconds]
[18:33:26] -!- basiclaser has quit [Ping timeout: 240 seconds]
[18:33:52] <Jymmm> CaptHindsight: no shit?
[18:34:20] -!- beawesomeinstead has quit [Ping timeout: 260 seconds]
[18:34:44] -!- teepee has quit [Ping timeout: 248 seconds]
[18:34:44] teepee_ is now known as teepee
[18:35:04] gregcncagain is now known as gregcnc
[18:37:05] -!- Jeebiss [Jeebiss!sid25046@gateway/web/irccloud.com/x-ifrdiopffmddheig] has joined #linuxcnc
[18:37:23] -!- Frank__5 has quit [Ping timeout: 264 seconds]
[18:40:42] <gregcnc> beginnings of a bench top lathe with sub spindle?
http://www.ebay.com/itm/252177165956?
[18:41:24] -!- t0shnip has quit [Quit: WeeChat 1.4]
[18:42:16] <_methods> cow patii
[18:43:10] <CaptHindsight> bovem puppis
[18:43:42] <_methods> hehe
[18:44:26] <CaptHindsight> this would have made English and Latin class much more fun than they were
[18:44:37] <CaptHindsight> but nooooo
[18:44:57] <JT-Shop> monkey pickle time!
[18:45:11] <_methods> puppymonkeybaby time
[18:45:48] <_methods> puppymonkeybaby REMIX!!!
[18:45:50] <_methods> https://www.youtube.com/watch?v=-hIrgRNUnVw
[18:46:01] <CaptHindsight> I wonder how many versions they tried
[18:46:22] <CaptHindsight> baby head, monkey head, puppy head etc
[18:46:53] <maxcnc> Gn8
[18:46:57] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151030084315]]
[18:47:13] <gregcnc> i wonder who said "yeah go with that one"
[18:47:17] <_methods> hahah
[18:47:19] <_methods> who knows
[18:48:02] <CaptHindsight> Go-Daddy version
[18:48:54] <CaptHindsight> and another co was missing from this years commercials
[18:49:21] -!- JesusAlos has quit [Quit: JesusAlos]
[18:49:50] -!- HoloPed has quit [Ping timeout: 252 seconds]
[18:50:00] <_methods> probably the same guys that made this one lol
[18:50:02] <_methods> https://www.youtube.com/watch?v=mjwUVZHBcoY
[18:50:45] -!- maybekoo5 [maybekoo5!~kook@236.152.broadband3.iol.cz] has joined #linuxcnc
[18:53:38] <[cube]> quick cnc question: are spider couplings the best option out there? or is there a better alternative
[18:53:55] <andypugh> It very much dpends on the application.
[18:54:09] <[cube]> wood cnc
[18:54:16] <[cube]> homemade
[18:54:19] <andypugh> (and what do _you_ mean by spider couplings?
[18:54:33] <[cube]> i bought a used machine, just doing a bit of TLC on it while its disassembled
[18:54:43] <[cube]> http://www.pryco.com/sitebuilder/images/Lovejoy2-551x277.jpg
[18:54:57] <[cube]> it has these on it...personally they seem kinda crappy
[18:55:19] <[cube]> and i can forsee backlash problems with that rubber insert
[18:55:24] <andypugh> They have their uses. But only really absorb angular misalignment
[18:55:24] <_methods> well those crappy things run the machines that build your world
[18:55:46] <[cube]> just wondering if there's a better brand
[18:55:55] <[cube]> or higher quality part that you'd reccommend
[18:56:25] <_methods> well obviously a direct drive with no coupling would be nice but that's usually not feasible
[18:56:46] <_methods> so you need a coupling that will allow for misalignment and transfer of power
[18:57:11] <[cube]> yeah, I'm finding a few that seem to be higher quality
[18:57:11] <_methods> for small shafts they have those bellows style couplers
[18:57:14] <andypugh> This type can absorb angular and radial misalignment and has no backash, but is expensive:
http://www.dipostel.fr/sites/dipostel.fr/files/accouplement-a-lamelles.jpg
[18:57:33] <[cube]> ah, very cool
[18:57:40] <CaptHindsight> http://www.slideshare.net/yeswanthkumarreddy1/design-of-keys-and-couplings start with frame 34 or so
[18:58:05] <andypugh> Then there are these:
http://www.ruland.com/ps_couplings_flexible.asp#about
[18:58:33] <andypugh> I tend to avoid couplings and use toothed belts.
[18:58:40] <[cube]> yeah I've got similar ones to those on my 3d printer
[18:59:01] <_methods> yeah those are the bottom of the barrel lol
[18:59:20] <[cube]> im not too concerened with fine accuracy as this machine is quite large and its only going to be for wood stuff
[18:59:24] <_methods> they have a tendency to fail pretty easily
[18:59:29] <andypugh> These:
http://uk.rs-online.com/web/p/products/8100710/?grossPrice=Y&cm_mmc=UK-PLA-_-google-_-PLA_UK_EN_Pneumatics_And_Hydraulics_And_Power_Transmission-_-Power_Transmission_-_Couplings&mkwid=sHAGBGZbR_dc%7Cpcrid%7C88057053603%7Cpkw%7C%7Cpmt%7C%7Cprd%7C8100710&gclid=CMTmy6my8MoCFSoEwwodnbwHdw
[18:59:31] <[cube]> but i'd like some nice mid-range couplers
[18:59:39] <[cube]> thansk CaptHindsight I will read it
[18:59:41] <_methods> then the lovejoy style is the way to go
[18:59:48] <andypugh> Couplings is a complete technical subject all of its own.
[18:59:50] <_methods> a nice compromise between cost and function
[18:59:57] <_methods> and accuracy
[19:00:12] <[cube]> what about these types?
[19:00:13] <[cube]> http://g02.s.alicdn.com/kf/HTB1Q_rbFVXXXXcbXFXXq6xXFXXXV/201033939/HTB1Q_rbFVXXXXcbXFXXq6xXFXXXV.jpg
[19:00:42] <CaptHindsight> http://machinedesign.com/mechanical-drives/10-tips-using-couplings-your-application
[19:00:42] <_methods> that's the same
[19:00:45] <[cube]> its not so much the style of the lovejoy ones, its they seem really spongey
[19:00:51] <_methods> it just has a diff design of spyder
[19:00:52] <[cube]> (the particular ones i have)
[19:01:03] <_methods> you can buy spyders of diff material
[19:01:09] <_methods> depending on your application
[19:01:12] <[cube]> i even see he's replaced some of the rubber inserts with self made HDPE ones
[19:01:21] <_methods> yep
[19:01:29] <CaptHindsight> 50 minute lecture on Shaft Couplings
https://www.youtube.com/watch?v=uGxfchLe-_I
[19:01:56] <andypugh> Oldham Couplings have their uses:
http://www.oepcouplings.com/content/oldham_couplings/oldham_couplings.html
[19:02:19] <[cube]> interesting
[19:02:37] <[cube]> that animation is showing off the extreme compensation i take it?
[19:03:02] -!- Crom has quit [Ping timeout: 250 seconds]
[19:03:19] <andypugh> Yes. They can accept radial alignment in a single element. Most couplings need two elements to absorb radial alignement.
[19:03:31] <[cube]> ah
[19:03:56] <[cube]> this is the machine btw
[19:03:57] <[cube]> http://i.ebayimg.com/00/s/NjAwWDgwMA==/z/MA4AAOSwJb9Wqlxl/$_27.JPG
[19:04:03] <andypugh> For most motor to shaft couplings I think that an Oldham is probably the right one.
[19:04:09] <[cube]> I can tell he put care into it
[19:04:20] <andypugh> It’s not a toy
[19:05:09] <[cube]> I'll see if I can find some for the a good price
[19:05:15] <[cube]> thx andypugh
[19:05:27] <[cube]> *for a
[19:06:21] <CaptHindsight> [cube]: McMaster has them sold in pieces, you get to pick the shaft dia for each end
[19:06:45] <[cube]> ah, cool
[19:06:50] <andypugh> Actually, best of all (and nobody ever does it) would be a totally rigid coupling, and removal of the front bearing from the motor….
[19:07:19] <CaptHindsight> common in generators
[19:08:36] <CaptHindsight> http://www.mcmaster.com/#standard-shaft-couplings/=112xmu3
[19:10:30] <[cube]> nice
[19:12:34] <gregcnc> http://image-store.slidesharecdn.com/1b9b682e-5226-11e3-b24c-22000ab6978a-large.jpg
[19:14:08] <gregcnc> BLDC rotor right on the ball screw
[19:14:18] <CaptHindsight> the Chinese don't believe in using the threaded ends
[19:15:36] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[19:16:17] -!- Crom [Crom!~robi@pool-173-51-93-54.lsanca.fios.verizon.net] has joined #linuxcnc
[19:18:13] -!- sumpfralle has quit [Quit: Leaving.]
[19:18:40] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[19:18:58] -!- sumpfralle has quit [Client Quit]
[19:22:22] -!- nekrodesk has quit [Max SendQ exceeded]
[19:34:34] -!- Crom has quit [Ping timeout: 252 seconds]
[19:38:16] -!- Crom [Crom!~robi@pool-173-51-93-54.lsanca.fios.verizon.net] has joined #linuxcnc
[19:43:14] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[19:46:00] -!- likevinyl [likevinyl!~freebeer@unaffiliated/likevinyl] has joined #linuxcnc
[19:46:43] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[19:46:44] -!- nekrodesk has quit [Max SendQ exceeded]
[19:47:54] -!- englishman has quit [Quit: ZNC - 1.6.0 - http://znc.in]
[19:48:21] -!- englishman [englishman!~englishma@alcohol.dtfuhf.com] has joined #linuxcnc
[19:50:51] -!- jasen [jasen!4e533e53@gateway/web/freenode/ip.78.83.62.83] has joined #linuxcnc
[19:51:57] -!- zeeshan has quit [Read error: Connection reset by peer]
[19:52:59] -!- zeeshan [zeeshan!~kvirc64@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[19:54:40] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[20:02:26] -!- Frank__5 [Frank__5!~frank___@host247.190-31-0.telecom.net.ar] has joined #linuxcnc
[20:04:56] -!- md-2 has quit [Ping timeout: 245 seconds]
[20:05:57] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[20:06:06] -!- curious [curious!~curious@ejb107.internetdsl.tpnet.pl] has joined #linuxcnc
[20:07:31] <curious> hello, is there any way to use stepper motor as lathe spindle (index+openloop) ?
[20:08:29] <CaptHindsight> curious: yes but with the limitations of a stepper motor for that application
[20:10:49] <curious> the main problem i'm facing so far is that it needs 'home' and 'end' position (while i would like to make it turn continously, using just index for sync, and openloop for controlling speed)
[20:11:52] <skunkworks> curious, then you setup the step generator in velocity mode
[20:11:53] <cradek> you'll have to use stepgen in velocity mode
[20:12:02] <skunkworks> heh
[20:12:06] <curious> ahh, thanks
[20:12:21] <cradek> but if you haven't bought this yet, don't, because a stepper makes a terrible spindle motor
[20:14:14] <curious> it's ok for small by-hand turning of miniature stuff i do, and i want it to stay there because otherwise it's used for milling
[20:14:38] <curious> dc motor cannot hold position for really slo-mo milling
[20:16:27] <cradek> very true for milling
[20:16:42] <cradek> but for small diameters you usually want high speed, sometimes very high
[20:17:33] -!- likevinyl has quit [Quit: likevinyl]
[20:20:13] <CaptHindsight> curious: how fast is your top end?
[20:20:54] <AmsterdamJoe> it dozen matter you cant mill the inside of the clogg out with a 3-axist machine. The clogg is the fuselage of an RC plane
[20:21:32] <AmsterdamJoe> i mean, its an flying clogg not a shoe so the issue about routing the inside it moot
[20:22:11] <AmsterdamJoe> re: minibitz and xcoder (with apology 4 delay)
[20:22:11] <gregcnc> split it in half, use a lap seem to join it back together
[20:22:32] <curious> yeah, i get all that :) stepper is just there and it's main reason the 'lathe' is cnc (it's more for milling) . and it can turn about 300rpm no problems which is ok for (slow) turning of small stuff , thanks for the info about the velocity mode
[20:24:14] <gregcnc> do you have a laser scan of your foot so it fits properly?
[20:24:33] <AmsterdamJoe> not yet, and gregcnc did u read the bit about the flying clogg?
[20:24:40] <gregcnc> not yet
[20:24:44] <AmsterdamJoe> "its not a shoe"
[20:25:08] <gregcnc> link?
[20:25:27] <AmsterdamJoe> u can see my link, i didnt add the shoe project
[20:25:41] <gregcnc> where
[20:25:43] <AmsterdamJoe> http://joe.cryptobiz.directory
[20:25:56] <AmsterdamJoe> and this is my project link:
http://amsterdamjoe.sdf.org
[20:26:12] -!- Frank__5 has quit [Ping timeout: 248 seconds]
[20:26:45] <CaptHindsight> drone shoes
[20:27:04] <gregcnc> what flies?
[20:27:31] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[20:27:41] <CaptHindsight> depends, shoes that fly to put themselves away or shoes you can wear so you can fly
[20:28:20] <gregcnc> i keep hearing microwaved water is dead
[20:28:28] -!- Valen [Valen!~Valen@2401:a400:2306:a100:20fb:a854:1062:b904] has joined #linuxcnc
[20:28:34] -!- Frank__5 [Frank__5!~frank___@host247.190-31-0.telecom.net.ar] has joined #linuxcnc
[20:28:37] <AmsterdamJoe> CNC milled clogg-shaped fuselage + laser cut wings = RC aircraft
[20:28:53] <gregcnc> why clogg shape?
[20:28:58] <gregcnc> why milled?
[20:29:12] <AmsterdamJoe> to test the aerodynamic of the clogg itself
[20:29:36] <CaptHindsight> a drone duster could be handy, like a Roomba only for dusting shelves, tables etc
[20:29:59] <gregcnc> I think google or apple already patented that
[20:30:10] <gregcnc> OK why a flying shoe?
[20:30:27] <AmsterdamJoe> ull find out when it hits you in the bakc of the head
[20:32:13] <AmsterdamJoe> j/k i dont have a good reason for this decision
[20:32:56] -!- Crom has quit [Ping timeout: 240 seconds]
[20:33:25] -!- Crom [Crom!~robi@pool-173-51-93-54.lsanca.fios.verizon.net] has joined #linuxcnc
[20:33:31] <CaptHindsight> who has 22 or 16 mm pushbutton switches that may be ordered this late and ship today?
[20:33:31] <gregcnc> I fly models. I just don't know why you need a 5axis to make anything but the most specialized parts
[20:34:00] <CaptHindsight> does
http://www.automationdirect.com ship same day?
[20:35:47] <gregcnc> mcmaster?
[20:36:08] <CaptHindsight> digikey and mouser
[20:36:30] <CaptHindsight> Steiner is local
[20:36:36] <CaptHindsight> but $$
[20:36:54] <gregcnc> do steiner they stock that kind of stuff?
[20:37:59] <CaptHindsight> yeah a few in Crystal lake as well, there is some panel co they keep stock for
[20:38:12] <CaptHindsight> but Elk Grove has it all
[20:38:17] <CaptHindsight> also Rockford
[20:38:31] <MrSunshine> isnt crystal lake the place where that dude killed people with axes ?
[20:38:34] <CaptHindsight> McMaster isn't bad for price
[20:38:45] <CaptHindsight> yeah
[20:39:12] <gregcnc> I was looking at Steiner yesterday, but didn't see you can check store stock.
[20:39:31] <MrSunshine> damn my memory is good =)
[20:39:34] <CaptHindsight> you can check stock but not by location
[20:39:49] <gregcnc> the number of times i've heard that when I say I'm from Crystal Lake.
[20:40:02] <MrSunshine> hehe =)
[20:40:17] <MrSunshine> havent seen friday the 13th since i was like 13 ... thats like 20 years ago =)
[20:40:25] <MrSunshine> but that name ... it just rang a bell =)
[20:40:33] <CaptHindsight> so they might have 22 pcs of some part but 6 in Rockford, 10 in the Grove and 6 in naperville
[20:40:56] <gregcnc> and you need 45?
[20:40:57] <CaptHindsight> yeah he actually used all sorts of things to hack people
[20:41:13] -!- curious has quit [Read error: Connection timed out]
[20:41:29] <CaptHindsight> if you order by 5pm they will have it in Crystal Lake the next day
[20:41:53] <CaptHindsight> except if it's in Rockford then it's an extra day
[20:42:03] -!- curious [curious!~curious@ejb107.internetdsl.tpnet.pl] has joined #linuxcnc
[20:42:12] <gregcnc> Good to know
[20:42:13] <CaptHindsight> they also deliver for free to your door
[20:42:20] <gregcnc> I could walk there
[20:42:24] <CaptHindsight> might be a minimum
[20:42:28] <CaptHindsight> $100
[20:42:56] <gregcnc> their terminal block stuff was the same as mcmaster
[20:43:03] <gregcnc> price
[20:43:22] <CaptHindsight> I don't like their counter help
[20:43:51] <CaptHindsight> know it alls that act like you are bothering them
[20:44:07] <gregcnc> oh
[20:44:07] <CaptHindsight> except for the Grove
[20:45:16] <CaptHindsight> yeah Crystal Lake and especially Rockford
[20:48:48] <CaptHindsight> ah McMaster gets pricey for illuminated versions
[20:49:17] -!- aventtini6 [aventtini6!aventtini@82.137.39.178] has joined #linuxcnc
[20:51:11] <CaptHindsight> what happened to express shipping on ebay, hardly anyone offers it anymore
[20:51:14] -!- curious has quit [Quit: Leaving]
[20:51:25] <CaptHindsight> it's not even a search option
[20:52:46] <gregcnc> yeah I haven't seen it in a while
[20:53:35] -!- curious [curious!~curious@ejb107.internetdsl.tpnet.pl] has joined #linuxcnc
[20:58:13] -!- skunkworks has quit [Read error: Connection reset by peer]
[20:59:42] -!- bilboquet has quit [Remote host closed the connection]
[21:02:32] -!- md-2 has quit [Remote host closed the connection]
[21:05:03] -!- md-2 has quit [Remote host closed the connection]
[21:06:56] -!- md-2 has quit [Remote host closed the connection]
[21:09:22] -!- basiclaser has quit [Quit: Connection closed for inactivity]
[21:09:54] -!- curious has quit [Read error: Connection timed out]
[21:10:18] -!- likevinyl [likevinyl!~freebeer@unaffiliated/likevinyl] has joined #linuxcnc
[21:11:32] -!- Crom has quit [Ping timeout: 248 seconds]
[21:11:34] -!- b_b has quit [Remote host closed the connection]
[21:12:21] -!- bobo has quit [Ping timeout: 252 seconds]
[21:14:26] -!- jasen has quit [Quit: Page closed]
[21:19:03] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-girxqkvtihxxgvyp] has joined #linuxcnc
[21:19:47] -!- nekrodesk has quit [Max SendQ exceeded]
[21:21:30] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[21:23:25] -!- Crom [Crom!~robi@pool-173-51-93-54.lsanca.fios.verizon.net] has joined #linuxcnc
[21:29:17] -!- bobo [bobo!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[21:38:30] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-6-244-28.as43234.net] has joined #linuxcnc
[21:38:40] -!- maybekoo5 has quit [Ping timeout: 260 seconds]
[21:50:35] -!- aventtini6 has quit [Ping timeout: 264 seconds]
[21:55:19] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:58:01] <CaptHindsight> hmm some sellers still offer expedited or overnight shipping but you can't search for it anymore :(
[22:00:04] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[22:00:05] -!- nekrodesk has quit [Max SendQ exceeded]
[22:02:49] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[22:08:12] -!- nekrodesk [nekrodesk!~nekrodesk@c-73-224-87-206.hsd1.fl.comcast.net] has joined #linuxcnc
[22:11:25] -!- chillly has quit [Quit: Ex-Chat]
[22:21:38] <Deejay> gn8
[22:22:36] <malcom2073> I want this for moving stuff around the shop:
https://www.youtube.com/watch?v=rTnJYmk5-Is
[22:23:14] -!- Deejay has quit [Quit: bye]
[22:36:49] -!- Camaba has quit [Quit: Leaving]
[22:41:44] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[22:42:16] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[22:43:24] <Magnifikus> so anyone worked with ethercat yet? i still got the problem to interface a normal pc with an fpga for linuxcnc
[22:43:48] <Magnifikus> my idea is a light ethercat for register transfers on ethernet frame level between linuxcnc and an fpga
[22:44:04] <Magnifikus> that should be able to go down to 1xx µS latency
[22:44:33] <Magnifikus> yeah i know that reinvents mesa cards, but they are just too expensive for me
[22:44:40] <malcom2073> You're going to run into more of a problem with jitter than latency. Where ethercat really shines (and is actually worth the hassle of using), is when you have many devices down the line that all need realtime messages
[22:45:05] <Magnifikus> on dedicated nic with 1 to 1 wiring?
[22:45:28] <Magnifikus> on fpga i would interface the phy directly and the frame processing would be fixed timing
[22:45:43] <malcom2073> Right, but linuxcnc isn't quite that accurate on most hardware
[22:46:31] <roh> mesa too expensive?
[22:46:45] <Magnifikus> poor student :P
[22:47:07] <Magnifikus> but i got artix 7 boards :D
[22:47:10] <roh> when you cannot afford 150-200E for an interface.. where should ethercat help?
[22:47:13] <roh> eheh
[22:47:52] <malcom2073> If you have a FPGA, do all the buffering on there, and don't worry about realtime on the PC side imo
[22:48:07] <malcom2073> Or, just use ethernet, thats what mesa uses
[22:48:26] <Magnifikus> using ethernet frames should be better than mesa's udp
[22:48:56] <roh> no clue if thats supported by emc2
[22:49:08] <roh> i know the pci mesa cards are.
[22:49:17] <Magnifikus> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?EtherCatDriver
[22:49:19] <Magnifikus> looks like
[22:49:20] <malcom2073> linuxcnc*, and the mesa boards support ethernet now
[22:49:24] <malcom2073> As does linuxcnc
[22:49:28] <roh> uh. nice. impressive
[22:51:46] <Magnifikus> and pushing more rt into an fpga doesnt work so well imho, still need to close that 1ms command/fb loop
[22:53:06] <Magnifikus> but thanks for the opinion :)
[22:55:20] <Jymmm> Actually, offload ALL to the FPGA except the UI
[22:55:35] <malcom2073> yeah linuxcnc doens't work well with that
[22:55:56] <Jymmm> it could
[22:56:10] <malcom2073> It goes against the design mentality of closing the loop inside linuxcnc though
[22:56:13] <PCW> Bad idea
[22:56:40] <Jymmm> put linuxcnc core IN the FPGA
[22:57:14] <malcom2073> Nah, you can still run the trajectory planner on linuxcnc, just buffer up motion on the fpga, and have it execute it realtime
[22:57:30] <PCW> the complex parts of motion should be in the most accessible, extensible, and portable format (that means C code an a fast CPU)
[22:57:52] <PCW> also a bad idea
[22:58:51] <Jymmm> Is there THAT much dev these days?
[22:59:33] <Magnifikus> Jymmm, yeah :D
[22:59:36] <PCW> because then you need to port all the real time functions (probing, threading, rigid tapping and new things yet to be invented to a hostile development environment)
[22:59:52] <Magnifikus> because fpgas are fucking great at dumb parallel shit
[23:00:00] <Magnifikus> but suck with dynamic stuff
[23:00:18] <PCW> ( re-inventing Mach4 and its great success )
[23:00:18] <Magnifikus> atleas you would need to recompile it for each config
[23:00:57] <Magnifikus> what linuxcnc needs is an layer what it can tells commands and gets fb
[23:01:08] <Magnifikus> thats why my approach is now to use ethernet like ethercat
[23:01:34] <Magnifikus> slimmed down to single remote device and just simple value read and write
[23:02:14] <Magnifikus> so you linuxcnc with all its brains can reside on a COTS pc with low cost
[23:02:16] <Jymmm> like it's that difficult to compile
[23:02:26] <Magnifikus> Jymmm, nah just takes upto 2 hours
[23:02:31] <Jymmm> so?
[23:02:59] <Magnifikus> after you found someone who ported it over to a HDL
[23:03:35] <Magnifikus> its temping but imho it would take years
[23:04:22] <PCW> Bad design unless you need 100 MHZ PID loops
[23:04:30] <Magnifikus> haha
[23:04:35] <Magnifikus> yeah that too
[23:05:09] <Magnifikus> what can work nicely would be a zynq where you can offload alot into hardware
[23:05:13] <PCW> a CPU is just multiplexed hardware and appropriate for the slower parts of linuxcnc
[23:05:41] <CaptHindsight> zynq latency is terrible on the first gen
[23:05:57] <PCW> (better performance/cost )
[23:06:20] <Magnifikus> shouldnt be worse than a pi2
[23:06:33] <PCW> We can live with 500 usec or so of latency now so its basically a non issue
[23:07:01] <CaptHindsight> another wheel vs making a good wheel better
[23:07:17] <Magnifikus> dunno i got approx 70µS jitter and a servo time of 100-200µS with pi2 and SPI
[23:07:48] <PCW> That orange pi looked interesting with real Ethernet
[23:08:27] <CaptHindsight> yeah $10
[23:08:35] <CaptHindsight> $13 shipped
[23:09:05] <PCW> of course they may quite making it in a year or so
[23:09:30] <malcom2073> Any hardware has that concern
[23:09:46] <PCW> not really PCs are still a platform
[23:10:15] <malcom2073> There will always be pi-like alternatives, just like if they stop making a particular PC with parallel port, there will be another heh
[23:10:21] -!- Pudlo [Pudlo!~Adium@2620:101:f000:702:95ff:891a:1ff5:6a05] has joined #linuxcnc
[23:10:46] -!- Gaston|Home has quit [Ping timeout: 245 seconds]
[23:11:03] <PCW> Yeah and every one uses different SOCs
[23:11:05] <Magnifikus> they also die with community support for os's
[23:11:22] <andypugh> Why is there so much interest in moving LnuxCNC to other stuff? LinuxCNC is a motion controller that runs on a PC under Linux. Anything else is something else and might well be better done starting from scratch.
[23:11:55] <malcom2073> I'm always interested in alternatives
[23:12:07] <Magnifikus> andypugh i got a cnc in my university lab that i need to get running at "lowest" cost as a project (student)
[23:12:14] -!- md-2 has quit [Ping timeout: 250 seconds]
[23:12:22] <Magnifikus> one way was to get a pc + mesa card + drivers
[23:12:22] <PCW> These dev boards are always changing to the latest poorly documented SOC
[23:12:27] <Erant> Magnifikus: I bought a Dell computer for $20
[23:12:30] <andypugh> Arduino and GRBL(?)
[23:12:47] <Erant> Magnifikus: Monitor mouse and keyboard were $10.
[23:12:53] <malcom2073> GRBL has a terrible trajectory planner (and I use the term planner *very* lightly)
[23:12:57] <Erant> In theory I could've run my CNC off that with the parport.
[23:13:03] <Magnifikus> i took now my own drivers (cost like 12$ each with 2amp 256µS drivers) + spartan3 for 30€ + rpi2 for 30€ +sd card and it runs fine
[23:13:34] <Magnifikus> oh and a day coding the fpga
[23:14:06] <Erant> How did you hook up the S3?
[23:14:14] <Magnifikus> spi at 12mhz
[23:14:14] <andypugh> malcom2073: The specification was “cheapest possible”
[23:14:26] <malcom2073> andypugh: Right, for varying definitions of "possible" :P
[23:14:54] <Magnifikus> and this setup runs now since 3 months flawless
[23:14:57] <andypugh> My latest PC and Mesa combo cost more than the entire machine that I first converted.
[23:15:27] <andypugh> But when I did that machine my hobby was making clock. Now my hobby is making CNC machines.
[23:15:30] <Magnifikus> problem is the pi2 lacks performance for the gui :D
[23:15:54] <andypugh> Magnifikus: Pi does a GUI a lot better than a Beaglbone
[23:16:10] -!- chris_99 has quit [Quit: Leaving]
[23:16:12] <malcom2073> +1 for that, axis on the BBB is terrible
[23:16:18] <malcom2073> Even with backplot off
[23:16:24] <andypugh> But when I tried a Pi + RT_PREEMPT the latency was awful.
[23:16:41] <Magnifikus> its not only the gui, if you set offsets its recalculating all the code
[23:17:05] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[23:17:30] <Magnifikus> so my idea is now, i cant get spi on a normal pc
[23:17:39] <Magnifikus> so i replace it with ethernet that every pc has
[23:18:26] <Erant> andypugh: I'm curious what the expensive part was in that combo.
[23:19:07] <malcom2073> Mesa combo heh
[23:19:24] <andypugh> I already had the PC. I bought 2 x 8i20, 5i24, 7i84, 7i49, 7i73, 7i44
[23:21:41] <andypugh> PCW: Did I mention that the two-turn resolver on the 4-pole servo means that I can net hm2_5i24.0.resolver.01.angle directly to hm2_8i20.0003.angle and it all “Just Works” without that pesky bldc component
[23:23:22] <PCW> I think that BLDC motor/resolvers are meant to work that way (resolver output matches BLDC reference angle)
[23:23:46] <andypugh> I am sure they are, but it is nice to see it working.
[23:24:06] <andypugh> The other motor is 6-pole and one-turn resolver, so needs the component.
[23:24:19] <PCW> original resolver?
[23:24:52] <andypugh> Not that motor. It had an absolute encoder I never figured out, so I put a resolver on it. Not a lot of people do that :-)
[23:26:02] <PCW> I still haven't figured out the Fanuc V2 serial interface (or had time to poke at it)
[23:26:46] <PCW> so my 16M count encoder is unused so far
[23:27:02] <andypugh> Here it is in action. How to drill a long hole right through the apron for a leadscrew in exactly the right place:
https://picasaweb.google.com/108164504656404380542/Holbrook#6250178892116252098
[23:28:14] <andypugh> (This probably wouldn’t work with a NEMA23 stepper)
[23:28:50] <DaViruz> that's pretty clever
[23:29:33] <andypugh> I did it that way because I don’t have any machines with enough envelope and stroke to do it a conventional way
[23:31:11] <andypugh> Unfortunately there isn’t room for my boring head, so I can’t finish-bore the ballscrew housing that way.
[23:32:28] <PCW> Thats nice, you know its aligned
[23:32:57] -!- Gaston|Home [Gaston|Home!~quassel@rosie.office.tw.ly] has joined #linuxcnc
[23:36:35] -!- MrSunshine has quit [Read error: Connection reset by peer]
[23:36:48] -!- MrSunshine [MrSunshine!~mrsun@c-393de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[23:37:10] <andypugh> Well, yes and no. I think the bed needs work, now I have made a new gib to match the new apron. So it is only aligned in one place….
[23:37:48] <andypugh> I probably should scrape (or pay for grinding if) the bed before finish-boring,
[23:38:30] <andypugh> But I leave for skiing tomorrow, and took tonight off to cogitate about sequence of operations.
[23:40:50] <DaViruz> alpine or cross country?
[23:40:51] <andypugh> The bed-grinder I talked to wanted £950 for grinding all ways and turcite on the saddle. (Which seems pretty reasonable). The thing is I just want the outer ways of the bed ground, and the rest falls into my DIY gamut.
[23:40:59] <DaViruz> if that's even the correct terms
[23:41:02] <andypugh> DaViruz: Alpine
[23:41:22] <DaViruz> i started skiing last year. quite enjoyable!
[23:41:25] <andypugh> Though I do a bit of Alpine Touring, which is sort-of in the middle
[23:42:11] <DaViruz> it's good to have something to look forward in the winter
[23:42:22] <andypugh> DaViruz: This isn’t us, but I did this run 2 weeks ago.
https://www.youtube.com/watch?v=RP8cZb45g7M
[23:42:23] -!- Pudlo has quit [Quit: Leaving.]
[23:43:02] <andypugh> The surprising thing is that that is actually ON-piste
[23:43:22] -!- gonzo_ has quit [Read error: Connection reset by peer]
[23:43:28] <DaViruz> that's pretty scary
[23:43:43] <andypugh> I found it somewhat exciting
[23:44:23] <DaViruz> a friend of mine goes to the alps every year, i think i'll join him next year if i can get in enough training this year
[23:44:38] <andypugh> Go for it anyway.
[23:44:57] <andypugh> You learn a lot faster on bigger mountains.
[23:45:24] <andypugh> You can try a lot if things out on a 5km uninterupted run
[23:46:47] <DaViruz> i guess
[23:47:19] <andypugh> You are what my skiing friends generically term “Scandiwegians” aren’t you?
[23:47:42] -!- nekrodesk has quit [Max SendQ exceeded]
[23:47:44] <DaViruz> we were headed to spain next month for enduro riding, but that got cancelled. maaybe i'll join him for austria instead
[23:48:05] <DaViruz> probably :)
[23:48:09] <andypugh> Which resort?
[23:48:22] <DaViruz> not sure
[23:49:24] <andypugh> We found a great cellar bar popular with Scandiwegians in Austria a few years ago. If only I could recall the resort.
[23:49:42] <FloppyDisk> When you come to norcal, we can head to squaw, if there's snow... need the lovely rain to return:-(
[23:50:12] <DaViruz> this winter has been quite crap for skiing unfortunately
[23:50:24] <andypugh> It’s picking up
[23:51:45] <andypugh> Heading here tomorrow:
http://www.skiclub.co.uk/skiclub/snowreports/snowreport.aspx#.Vr0eecfQboM
[23:52:34] <DaViruz> skiing in the alps seems like one of those things you must try at least once
[23:52:48] <DaViruz> heck, just seeing
[23:52:50] <andypugh> DaViruz: I have skiied in Levi (-27. Too cold) and Rovaniemi (too dull)
[23:52:55] -!- teepee has quit [Ping timeout: 240 seconds]
[23:53:30] <andypugh> Half a meter forcast to fall during my holiday :-)
[23:54:31] <andypugh> DaViruz: Now role at work, cold start specialist. Looks like I will be spending a lot of time in Finland in future.
[23:55:36] <DaViruz> i'm only 1/4 finn
[23:57:00] <DaViruz> rovaniemi looked pretty dull actually. a lot smaller than my local resort, which is pretty small by our standards
[23:58:44] <andypugh> You are Billy the Fish?
https://www.youtube.com/watch?v=VJGpOeWh30A
[23:59:12] <Lowridah> what's the closest thing to a fish's ass
{kind=link}
{kind=link}
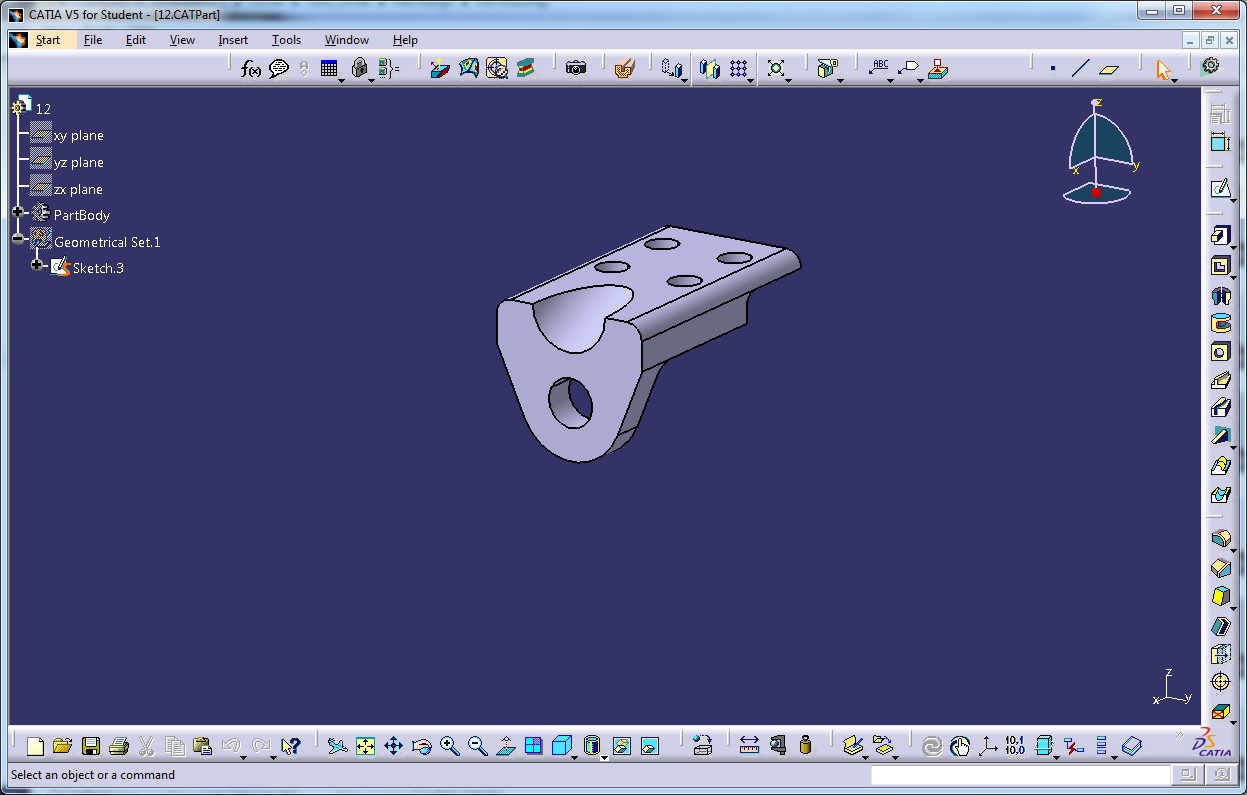{kind=link}
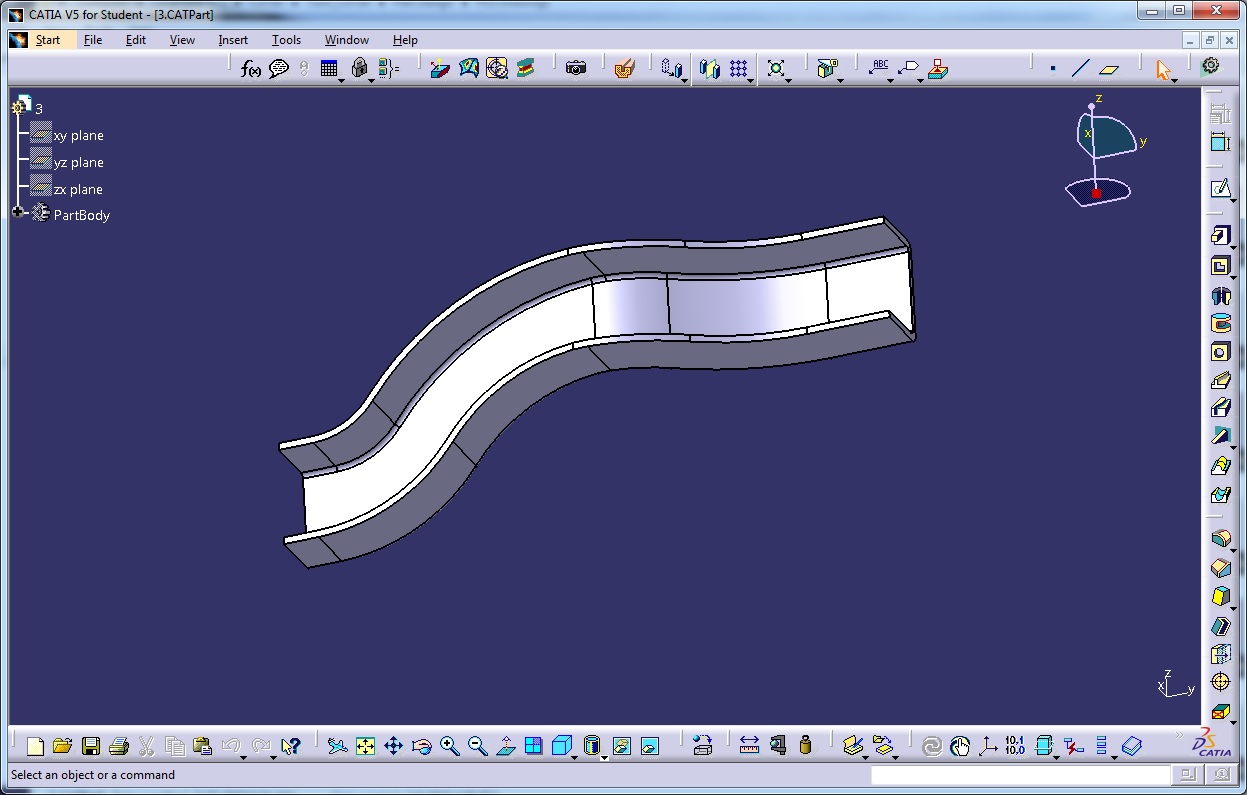{kind=link}
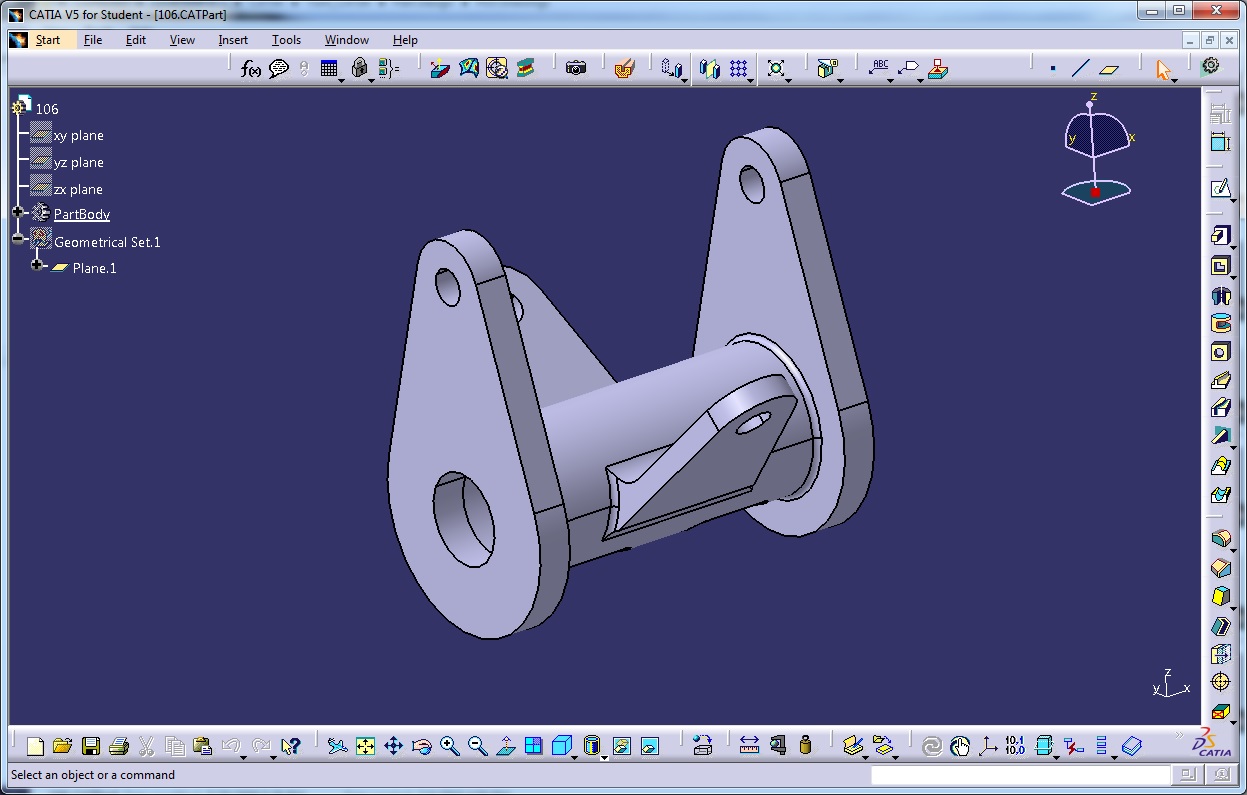{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}