Back
[00:04:45] <zeeshan-mill> yes
[00:08:42] <unholycrab> hmm... these 0.023" diameter end mills sound great, but the shank is only 0.69" long
[00:08:53] <unholycrab> i need something more like 0.1" at least
[00:09:26] <XXCoder> dont you mean 1" ;)
[00:09:30] -!- tinkerer has quit [Remote host closed the connection]
[00:09:30] <unholycrab> no
[00:09:52] <unholycrab> oh i mean the shanks are 0.069" and i need 0.1"
[00:10:04] <XXCoder> okay makes sense
[00:10:05] <jdh> yep
[00:10:08] <unholycrab> i can get more of these, but they are twice as much
http://www.precisebits.com/products/carbidebits/fret-cutter.asp
[00:10:18] <unholycrab> ive broken 3 of them already
[00:10:31] <jdh> 3 of the real ones, or 3 of the cheap chinese ebay ones?
[00:10:37] <unholycrab> the real ones
[00:10:45] <unholycrab> made specifically for what i am doing
[00:11:05] <jdh> Anticipated Life - 3,000 linear inches
[00:11:17] <unholycrab> i used them for less than an inch each
[00:11:21] <unholycrab> they broke instantly
[00:13:38] <jdh> they have a nice tutorial
[00:14:34] <unholycrab> im reading plunge depth of 1x Diameter, and feed rate of 30"/min at 21k rpm
[00:14:45] <unholycrab> which i can guarantee would break it instantly
[00:15:08] <Tom_itx> how deep are you cutting?
[00:15:12] <unholycrab> i was running 0.5 x diameter plunge depth, and 3"/minute
[00:15:13] <Tom_itx> are they center cutting EM?
[00:15:15] <unholycrab> yesterday
[00:15:46] <unholycrab> Tom_itx: im cutting slots that are 0.08" deep, and 0.023" wide, and 2.3" long
[00:16:17] <Tom_itx> the flute length on those seems a bit long
[00:16:29] <Tom_itx> for one thing
[00:16:40] <unholycrab> yea im not sure what to do about that
[00:16:43] <Tom_itx> are they center cutting EM?
[00:16:50] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:16:50] <unholycrab> i dont know what that means
[00:16:52] <Tom_itx> if not, don't plune with them
[00:16:58] <Tom_itx> they will snap for sure
[00:17:01] <Tom_itx> plunge*
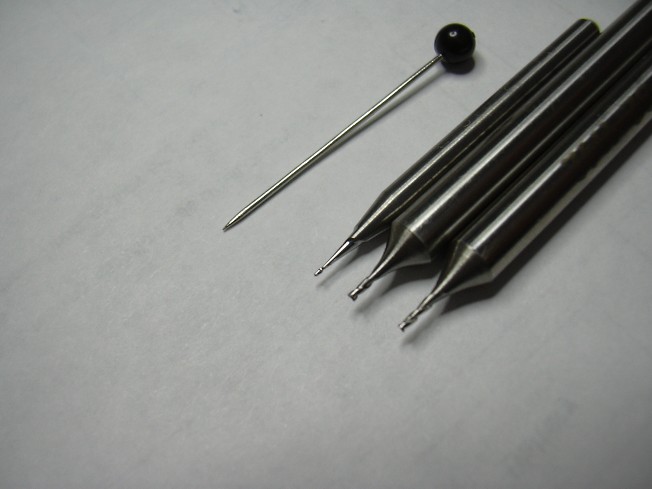
[00:17:13] <Tom_itx> well take a very closeup of the end and post it
[00:17:35] <Tom_itx> the flutes meet at the center on 2 of the flutes
[00:17:49] <unholycrab> hmm
[00:17:57] <unholycrab> they usually break going across though
[00:18:00] <unholycrab> not when plunging
[00:18:11] <Tom_itx> the flutes are too long imo
[00:18:29] <unholycrab> im not sure what to do about that Tom_itx
[00:18:32] <unholycrab> the flutes here
http://www.harveytool.com/prod/Browse-Our-Products/Signature-Series--Miniature-End-Mills-/Square-Miniature-End-Mills_180/Miniature-End-Mills---Square_212.aspx are too short
[00:18:37] <Tom_itx> get shorter ones
[00:19:12] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/etching/mills1.jpg
[00:19:36] <unholycrab> the slot has to be at least 0.08" deep
[00:19:57] <unholycrab> http://www.pmtnow.com/end-mill/TR <-- 0.069" flute length
[00:20:00] <Tom_itx> what about a slitting saw?
[00:20:09] <unholycrab> i have one Tom_itx it sucks really hard
[00:20:23] <unholycrab> and i want to do complex, curved fret shapes
[00:20:36] <unholycrab> so curved slots
[00:20:51] <Tom_itx> you may have too much backlash or spindle wobble
[00:20:57] <Tom_itx> it wouldn't take much
[00:21:06] <unholycrab> thats what im hearing
[00:21:23] <unholycrab> its a hackerspace, shared equipment. it could be dirty/old/abused
[00:21:29] <unholycrab> it looks fine to me, i cant tell with my eyes
[00:21:34] <Tom_itx> measure it
[00:21:39] <Tom_itx> you can't see that
[00:21:48] <unholycrab> by plunging with a mill, and measuring the hole?
[00:22:28] <Tom_itx> with a dial indicator or last word indicator
[00:23:05] <unholycrab> so turning the end mill against a dial indicator?
[00:23:07] -!- chris_99 has quit [Quit: Leaving]
[00:23:08] <unholycrab> and seeing if it moves
[00:23:19] <Tom_itx> to check the axis backlash
[00:23:32] <Tom_itx> you can run the spindle slow and watch it
[00:23:39] <Tom_itx> with a tool blank in it
[00:23:56] <Tom_itx> maybe the collet isn't concentric
[00:24:17] <unholycrab> i may bring a new collet
[00:24:41] <unholycrab> this is frustrating because the end mills are not cheap
[00:24:50] <unholycrab> every experiment costs an end mill
[00:24:52] <Tom_itx> that's why you need to measure it
[00:25:02] <Tom_itx> find out what's wrong instead of breaking tools
[00:25:06] -!- rob_h has quit [Ping timeout: 240 seconds]
[00:26:13] -!- tchaddad has quit [Remote host closed the connection]
[00:31:56] <CaptHindsight> my best unsolicited guess would be that a force greater than the flexural modulus of the end mill is being applied to it :)
[00:36:03] -!- tinkerer has quit [Remote host closed the connection]
[00:39:14] -!- tchaddad has quit [Remote host closed the connection]
[00:43:53] -!- Roguish has quit [Quit: ChatZilla 0.9.92 [Firefox 43.0.4/20160105164030]]
[00:57:36] -!- lucashodge has quit [Client Quit]
[00:59:52] <__rob> anyone every disassembled a stepper ?
[01:00:01] <__rob> I want to modify the axle
[01:00:09] <__rob> err, shaft
[01:00:24] <__rob> wondering how easy they are to take apart and put packtogether
[01:00:29] <__rob> before breaking one to find out
[01:01:56] <SpeedEvil> It depends on the stepper
[01:02:06] <SpeedEvil> some you can simply press out the shaft and replace
[01:02:29] <__rob> standard nema 11 ebay one
[01:17:00] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[01:19:22] <gregcnc> unholycrab try these endmills
http://www.ebay.com/itm/151711380634?
[01:21:50] <CaptHindsight> gregcnc: whats the feed and speed for those on SS?
[01:23:36] <gregcnc> 250-300 SFM, .0002-.001" ITP
[01:25:38] * zeeshan-mill is cutting ss304 w/ a 1/8 end mill
[01:25:40] <zeeshan-mill> seems happy
[01:26:03] <XXCoder> I wonder
[01:26:17] <XXCoder> would cardboard box work on containing chips?
[01:26:20] <XXCoder> wood
[01:26:24] <XXCoder> maybe plastics
[01:26:36] <zeeshan-mill> why not
[01:26:36] <gregcnc> Sorry SFM is 50-200, but their site looks much different than the pdf I have
http://www.kyoceramicrotools.com/micro/speeds-feeds/inch-carbide-micro-end-mills.html
[01:26:44] <zeeshan-mill> you saw my "enclosure" right
[01:26:58] <XXCoder> hmm think so. clear plasic sheets?
[01:27:16] <zeeshan-mill> blanket
[01:27:17] <zeeshan-mill> lol
[01:27:27] <XXCoder> oh yeah that might work too.
[01:27:42] <XXCoder> evenually will finally be able to move machine into garage
[01:28:41] <archivist> __rob, the magnets inside will attract chips and jamb up the motor on reassembly, better to adjust the item to be fitted to the shaft
[01:29:21] <jdh> I have read they will lose torque since you never get them back in the same place
[01:30:31] <archivist> actually the torque loss is due to the magnets losing magnetism
[01:30:47] <archivist> magnets need a keeper
[01:32:08] <XXCoder> am I not my magnet's keeper?
[01:32:25] <gregcnc> I keep a few magnets too
[01:33:51] <trentster> gregcnc: what you plan on using those 0.5mm bits for - PCB stuff?
[01:34:09] <zeeshan-mill> 12 more parts to go!
[01:34:23] <gregcnc> I don't get into the 0.5mm but I've used 1mm in steel
[01:34:34] <trentster> for?
[01:34:36] <zeeshan-mill> greg how deep of a cut
[01:36:09] -!- tchaddad has quit [Remote host closed the connection]
[01:37:18] <gregcnc> it's been a while, but maybe 0.5mm deep slotting. they work well, but I've never spent real money on harvey or the like
[01:38:13] <zeeshan-mill> the china engrav bits i was using were crap =/
[01:38:20] <zeeshan-mill> now i use 2linc bits
[01:38:26] <zeeshan-mill> or whatever they are called
[01:38:38] <zeeshan-mill> china bits worked good in al
[01:39:14] <gregcnc> I get these kyocera from that guy on ebay when I need them. The drills are good too if you don't need long drills.
[01:39:48] <zeeshan-mill> link?
[01:39:50] <Erant> Speaking of drills, any tips for where to get a set of gauge-size stubby drill bits?
[01:40:00] <gregcnc> http://www.ebay.com/itm/151711380634?
[01:40:10] <Erant> I have some jobber length, but I don't tend to have enough Z for the vice + chuck + workpiece + drill
[01:40:43] <gregcnc> Erant, circuit board drills
[01:41:00] <gregcnc> unless you need larger
[01:41:01] <archivist> also hold in collets
[01:41:02] <Erant> All the sets I see are expensive-ish, but there's some websites that sell 'm loose and it comes out to be ~$40-50 for a set.
[01:41:13] <Erant> Eh, screw machine length would be nice.
[01:41:31] <Erant> And the problem's really with 1-20 more so than it is 20-60
[01:41:54] <gregcnc> do you use many odd sizes? i seem to only use a few, but it's nice to have a set
[01:41:55] <zeeshan-mill> wow those are tiny
[01:41:58] <zeeshan-mill> i dont have the rpm for em
[01:42:44] <gregcnc> you don't necessarily need the rpm
[01:43:08] <Erant> gregcnc: I don't, I guess. Most of what I use is taps and clearance drills for 1/4", #10, #8 and #6.
[01:43:24] <Erant> So maybe I should get those in high quality and keep the shitty jobber length ones for when I need a weird one.
[01:43:45] <archivist> I do tiny holes in the lathe a lot slower, I watch for the drill bit twisting and pull out to clear
[01:43:46] <Tom_itx> gregcnc, zeeshan-mill needs the rpm cause he's always in a hurry
[01:44:25] <Erant> I actually found today that the #3 drill I have is oversize... I ended up with a hole 0.01" larger than I wanted.
[01:44:32] <Erant> Which, for tapping did not work.
[01:44:34] <archivist> there is a lot less feel when using high rpm
[01:44:35] <gregcnc> it will be hard to compete with with a 20kRPM spindle if you have 4k.
[01:45:06] <Erant> Luckily I can go up to 5/16" and into the letter drills which I have a decent quality set for.
[01:45:45] <archivist> Erant, you can fix the size hole by making sure the lands on the end are ground central
[01:45:48] -!- Lasper has quit [Ping timeout: 264 seconds]
[01:45:48] -!- Swapper has quit [Ping timeout: 264 seconds]
[01:46:06] <archivist> or make them drill large by offsetting
[01:46:11] -!- Swapper [Swapper!~swapper@78-69-2-225-no121.tbcn.telia.com] has joined #linuxcnc
[01:46:30] <zeeshan-mill> lol tom
[01:46:30] -!- Lasper [Lasper!~Lasper@xn--leppnen-8wa.net] has joined #linuxcnc
[01:47:19] <Erant> archivist: Good tip, thanks!
[01:47:38] <Erant> Next time I'll just drill with the next size down and adjust if needed.
[01:47:40] <gregcnc> I got some carbide screw length from htcmfg.com price was good but you have to go through a distributor or try this guy
http://www.ebay.com/usr/metalcuttingtool
[01:48:35] <archivist> Erant, learnt that at the clockmakers, we would adjust the hole to get the rivet to fit tight
[01:48:49] <CaptHindsight> free range magnets
[01:49:39] -!- Loetmichel2 [Loetmichel2!~cylly@p54B105B5.dip0.t-ipconnect.de] has joined #linuxcnc
[01:49:42] -!- Loetmichel has quit [Ping timeout: 250 seconds]
[01:53:26] <Erant> archivist: Yeah, I'm learning certain stuff, but it usually takes ruining a part.
[01:53:43] <Erant> This one's salvageable though.
[01:57:12] <gregcnc> is digikey as good as any other place to buy din rail and terminals?
[01:57:36] <SpeedEvil> gregcnc: It may be moderatel more expensive than some
[01:57:58] <Erant> I got mine at McMaster.
[01:58:12] <Erant> I was already ordering stuff, so.
[01:58:49] <gregcnc> oh i didn't check mcmaster i have other stuff in the cart already, but they are expensive in general
[02:00:54] <unholycrab> nice, gregcnc
[02:00:56] <unholycrab> re: the endmills
[02:01:03] <gregcnc> i wish mcmaster would list mfg of their products in the catalog
[02:02:27] <jdh> I have ordered the same part from them and gotten two different mfg
[02:02:43] <jdh> (SS pipe fitting, same MC part number)
[02:02:50] <gregcnc> right, that's why they don't
[02:03:23] <unholycrab> wow they aren't in china either. cool
[02:04:21] <CaptHindsight> http://www.automationdirect.com/adc/Overview/Catalog/Terminal_Blocks/DINnector_DIN-Rail_Terminal_Blocks
[02:04:26] -!- asdfasd has quit [Ping timeout: 250 seconds]
[02:05:36] <gregcnc> the kyocera tools work well for me
[02:07:34] <gregcnc> Capthindsight, i may try wolf locally, once i figure out what I'm looking at. never used din rail to build anything.
[02:07:59] -!- zeeshan-mill has quit [Ping timeout: 264 seconds]
[02:08:16] <gregcnc> it was nice to work with when I rewired the Emco.
[02:09:18] <CaptHindsight> I'm going to import manual lathes and mills and call the company RightFu
[02:09:32] <gregcnc> I'll come by and watch
[02:10:14] <CaptHindsight> I still chuckle whenever I see the Rong Fu brand
[02:10:24] <Erant> gregcnc: Yeah, plus I don't like the 'hidding' shipping cost with McMaster
[02:10:24] <gregcnc> that's a good start. You'll do much better
[02:11:02] <gregcnc> it's always cheap here, I once bought a 6foot length of stock and it cost $5-6 for UPS.
[02:11:35] <CaptHindsight> MCMaster is a 1 hr drive from here
[02:12:20] <gregcnc> I let UPS drive
[02:12:33] <Erant> Yeah, I've never been horribly shocked.
[02:12:53] <Erant> But it does make me think twice sometimes about ordering something oversized
[02:13:33] <gregcnc> they must pass their discount along, it has to be less than book rate, but i never checked.
[02:14:08] <gregcnc> i worked for a guy who charged book rate and made like $12k one year on shipping
[02:14:29] <Erant> Going to order a set of micrometers, any tips for ones that won't break the bank, but also won't leave me banging my head in frustration trying to figure out where that 0.001" went?
[02:14:48] <gregcnc> then i got blamed for using priority mail vs first class to keep a customer happy.
[02:14:55] <Erant> Heh
[02:16:26] <gregcnc> good night, movie time, then lathe wiring tomorrow
[02:17:08] <Erant> 'nite1
[02:17:10] <Erant> !
[02:18:01] -!- gregcnc has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[02:20:58] -!- mikeh has quit [Ping timeout: 250 seconds]
[02:22:59] -!- mozmck has quit [Read error: Connection reset by peer]
[02:23:36] -!- Frank__ has quit [Quit: Nettalk6 - www.ntalk.de]
[02:27:52] -!- Valen has quit [Remote host closed the connection]
[02:36:27] <XXCoder> dang
[02:36:29] <XXCoder> https://www.youtube.com/watch?feature=player_embedded&v=6evRox3F_XY
[02:36:30] <XXCoder> genius
[02:37:06] <Tom_itx> costly
[02:37:30] <XXCoder> yeah but very long term health savings, expecially when older
[02:39:16] <Tom_itx> that's when you hire it done
[02:39:20] <XXCoder> "cheaper than doctor bills, cheaper than heart attack"
[02:39:35] <Tom_itx> for the few times i get snow it's hardly worth that cost
[02:39:39] <XXCoder> he looks around 50 or older
[02:39:50] <XXCoder> yeah here its not worth it, average is maybe 1 snow, maybe 2
[02:40:32] <XXCoder> though I wonder if it can be reversed in summer for stirling power generation
[02:40:44] <XXCoder> cooler concerete AND more power
[02:40:46] <zeeshan|2> its like 10 bux
[02:40:49] <zeeshan|2> to get your snow shoveled
[02:42:10] <Tom_itx> bud i chat with put it in his shop floor. i can see that
[02:42:25] <Tom_itx> he's also a canuck
[02:42:25] <XXCoder> wish my garage had that
[02:42:34] <XXCoder> floor could keep ice going for 10 years
[02:42:41] <XXCoder> nah kidding but damn cold.
[02:44:38] <zeeshan|2> http://i.imgur.com/hKO1uKJ.jpg
[02:44:39] <zeeshan|2> so many
[02:44:46] <zeeshan|2> http://i.imgur.com/uPp7b7d.jpg
[02:44:48] <zeeshan|2> i like the bronze
[02:44:51] <XXCoder> what is those
[02:44:52] <zeeshan|2> too bad my camera took a crappy pic
[02:45:10] <zeeshan|2> they need some deburring and surface finishing
[02:45:11] <XXCoder> get oiled stone it will make it so shiny
[02:45:11] <zeeshan|2> and theyre good to go
[02:45:22] <Tom_itx> hah! turd covers
[02:45:29] <zeeshan|2> but luckily i dont have to finish
[02:45:37] <zeeshan|2> i always tell ppl, im not a metal finisher :P
[02:45:52] <zeeshan|2> lol tom
[02:46:37] <zeeshan|2> for some reason this ss is okay to machine
[02:46:48] <zeeshan|2> but another batch was a bitch..
[02:47:12] <Tom_itx> those don't look like SS
[02:47:18] <zeeshan|2> 5 are bronze
[02:47:21] <zeeshan|2> the rest are ss 304
[02:47:39] <zeeshan|2> bad lightin
[02:47:50] <Tom_itx> yeah light can play tricks
[02:51:07] <XXCoder> zeeshan|2: still working on theisis?
[02:51:13] <zeeshan|2> yes
[02:51:18] <XXCoder> cool
[02:51:35] <zeeshan|2> wrote a 100 page summary over 2 weeks
[02:52:01] <zeeshan|2> http://niagaracutter.com/solidcarbide/elite/chamfer/index.html
[02:52:04] <zeeshan|2> are these good for engraving
[02:52:25] <XXCoder> for making V engraves maybe?
[02:52:30] <zeeshan|2> yes
[02:52:42] <Tom_itx> i'd use a single flute
[02:52:51] <Tom_itx> or 2 maybe
[02:52:52] <zeeshan|2> why
[02:52:53] <zeeshan|2> its slow
[02:52:53] <XXCoder> hm yeah that'd be smoother
[02:53:04] <zeeshan|2> you know me and speed
[02:53:04] <Tom_itx> won't load up as quick
[02:53:34] <Tom_itx> i suppose you could try one
[02:53:52] <Tom_itx> i'd go with 2 flute though
[02:58:42] -!- mikeh [mikeh!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[03:01:24] <zeeshan|2> http://www.lakeshorecarbide.com/138-6acmecarbidethreadmill.aspx
[03:01:27] <zeeshan|2> interesting looking
[03:01:54] -!- tchaddad has quit [Remote host closed the connection]
[03:02:13] <Erant> Funky
[03:02:18] <Tom_itx> kinda wicked lookin
[03:02:22] * Tom_itx likes :D
[03:10:34] -!- Sonny_ has quit [Ping timeout: 252 seconds]
[03:18:01] <zeeshan|2> show some catia screenshots
[03:18:01] <zeeshan|2> :D
[03:22:31] <Tom_itx> like what?
[03:23:19] <zeeshan|2> assignmnets?
[03:23:31] <Tom_itx> you've seen em all i think
[03:23:33] <zeeshan|2> i wonder if jt did the hole probe
[03:23:36] <zeeshan|2> for roundness
[03:23:40] <zeeshan|2> ah
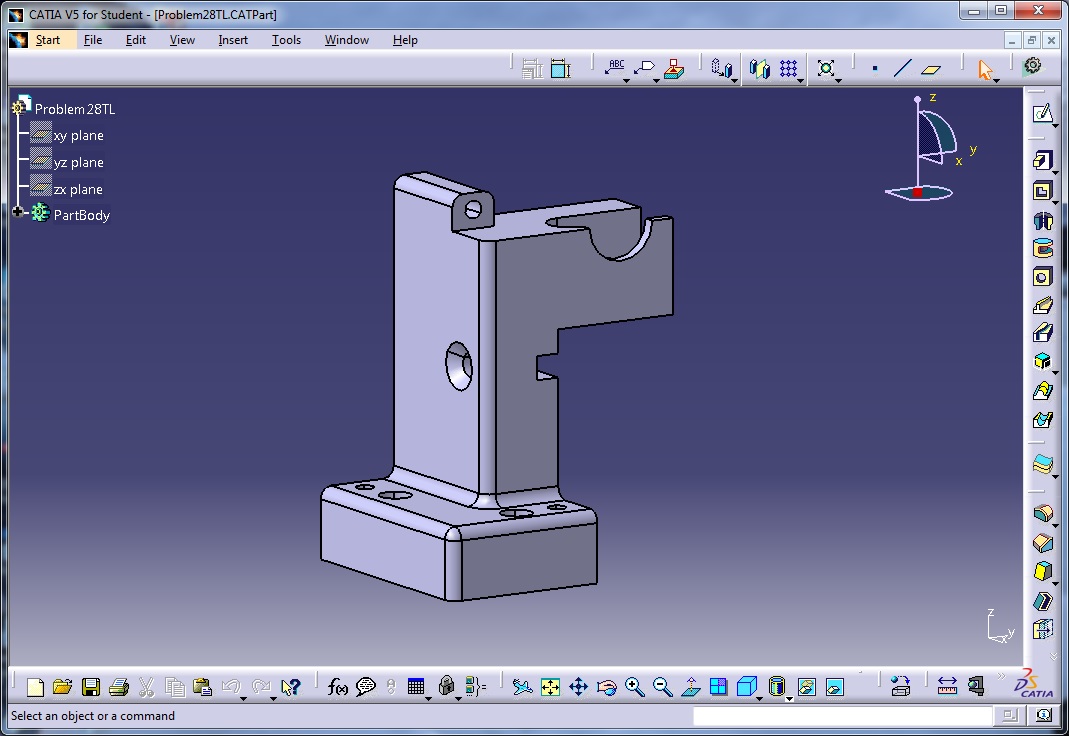
[03:24:10] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/
[03:24:19] <Tom_itx> most of those are SW but i'm up to 28 in catia
[03:24:22] <zeeshan|2> oh i remember tnow
[03:24:38] <zeeshan|2> what do you think of catia
[03:24:44] <Tom_itx> i'll post one so you know it's catia :D
[03:25:35] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/Problem28.jpg
[03:25:44] <Tom_itx> just finished that one
[03:26:03] <XXCoder> Tom_itx: your pics has huge whitespace
[03:26:20] <Tom_itx> not here
[03:26:33] <zeeshan|2> looks fine for me to
[03:26:35] <XXCoder> not recent ones
[03:26:42] <XXCoder> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/problem14.jpg
[03:26:44] <Tom_itx> that could be
[03:27:11] <Tom_itx> yeah i didn't trim em all, i guess i should have
[03:27:46] <Tom_itx> my kid did the class last semester and i did them all in SW as he went
[03:27:56] -!- mikeh_ [mikeh_!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[03:27:57] <Tom_itx> got me interested so i signed up
[03:28:36] <Tom_itx> zeeshan|2 on pockets that are round, they don't want you to pocket them. they have a hole tool you use for those
[03:28:45] <Tom_itx> has counterbore, coutersink etc built in
[03:28:53] <Tom_itx> dunno if SW has that or not...
[03:28:53] <zeeshan|2> same as hole wizard?
[03:29:01] <Tom_itx> probably, i never used it
[03:29:17] <Tom_itx> apparently they'll count off if you don't use it
[03:29:37] <Tom_itx> when they go to cam the part, it's messed up if it's round
[03:29:54] <Tom_itx> lotsa little segments i guess
[03:30:24] <Tom_itx> i can see that because i've gotten iges files in that were like that
[03:30:44] -!- mikeh has quit [Ping timeout: 250 seconds]
[03:30:52] <Tom_itx> they are very similar
[03:33:18] -!- JT-Shop has quit [Read error: Connection reset by peer]
[03:33:18] -!- jthornton has quit [Read error: Connection reset by peer]
[03:33:52] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[03:33:53] -!- jthornton [jthornton!~john@198.45.191.246] has joined #linuxcnc
[03:36:06] <XXCoder> you guys ever watched "too many cooks"?
[03:37:17] <XXCoder> https://www.youtube.com/watch?v=QrGrOK8oZG8 if curious lol
[03:47:37] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:51:26] <XXCoder> heh watxhed it again
[03:56:21] <XXCoder> lol elders react to that video
https://www.youtube.com/watch?v=kB1nnxwvCFs
[04:05:22] <XXCoder> everyone watching? heh
[04:12:30] -!- Ralith [Ralith!~ralith@c-24-56-249-231.customer.broadstripe.net] has joined #linuxcnc
[04:27:28] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[04:27:54] -!- AR_ has quit [Ping timeout: 272 seconds]
[04:53:18] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[04:56:00] -!- Stoneanvil [Stoneanvil!~Stoneanvi@CPEbc4dfbc8cb83-CMbc4dfbc8cb80.cpe.net.cable.rogers.com] has joined #linuxcnc
[05:01:28] -!- Stoneanvil has quit [Remote host closed the connection]
[05:05:37] -!- ve7it has quit [Remote host closed the connection]
[05:10:57] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[05:16:52] <Computer_barf> .
[05:23:55] -!- erve has quit [Remote host closed the connection]
[05:46:16] -!- pink_vampire [pink_vampire!327e4c06@gateway/web/freenode/ip.50.126.76.6] has joined #linuxcnc
[05:46:33] <pink_vampire> hi
[05:47:02] <pink_vampire> cradek: alex_joni seb_kuzminsky ?
[05:47:51] <XXCoder> hey pink_vampire
[05:47:56] <pink_vampire> hi XXCoder
[05:49:06] <pink_vampire> I know It's not going to make any difference for you, but I want to make a teamspeak server for out cnc comunity
[05:49:43] -!- Valduare has quit [Quit: Valduare]
[05:54:41] <XXCoder> cool
[05:55:39] <pink_vampire> https://www.youtube.com/watch?v=9huUsYDJZrM
[05:55:49] <pink_vampire> this is amazing
[06:01:42] <XXCoder> yeah
[06:01:53] <XXCoder> there is severial "easy" to make lasers
[06:23:25] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[06:32:18] -!- Komzpa has quit [Ping timeout: 250 seconds]
[06:32:37] -!- tchaddad has quit []
[06:40:56] <trentster> pink_vampire: teamspeak - thats pretty awesome!
[06:41:41] <XXCoder> I bet it is.
[06:55:41] <pink_vampire> trentster: I know, I like it, and I'm use it alot.
[06:56:37] <XXCoder> I remember one time you had live video of machine running
[07:01:10] <pink_vampire> yes, I was really fun.
[07:01:22] <pink_vampire> I ned to finish the panel..
[07:01:34] <pink_vampire> now I'm not even home :(
[07:01:56] <pink_vampire> did you finish with youre machine?
[07:06:30] -!- pink_vampire has quit [Ping timeout: 252 seconds]
[07:08:15] -!- pink_vampire [pink_vampire!327e4c06@gateway/web/freenode/ip.50.126.76.6] has joined #linuxcnc
[07:12:04] <chupacabra> what is the best free engraving program. no more than .005
[07:12:10] -!- teepee has quit [Ping timeout: 245 seconds]
[07:12:10] teepee_ is now known as teepee
[07:12:42] <chupacabra> diamond tip
[07:18:18] <archivist> chupacabra, the tool size is not really relevant to your software
[07:18:48] <archivist> what are you really trying to do with what machine
[07:24:25] -!- bilboquet_ [bilboquet_!~bilboquet@95-210-223-186.ip.skylogicnet.com] has joined #linuxcnc
[07:28:00] -!- bilboquet has quit [Ping timeout: 260 seconds]
[07:29:34] -!- patrickarlt has quit [Remote host closed the connection]
[07:30:49] <trentster> XXCoder: I am busy uploading a 25 minute long Vectric / LinuxCNC tutorial to Youtube, does youtube handle the captioning automagically via voice recognition?
[07:31:42] <XXCoder> trentster: yes, though i suggest do quick correction
[07:31:53] <XXCoder> fix some errorous words
[07:32:08] <XXCoder> if its pretty accurate it should be few minutes
[07:32:11] <pink_vampire> trentster: do you have a youtube channle?
[07:32:33] <XXCoder> trentster: I dont worry about word for word perfect translationb
[07:32:41] <XXCoder> just basically what you are saying
[07:33:00] <trentster> it probably is not optimised for non US accents, so error rate will be higher I guess.
[07:33:24] <XXCoder> yeah try and see
[07:33:30] <trentster> pink_vampire: yeah but its mainly technology videos there, this is the first CNC related one I have done
[07:33:38] <pink_vampire> link?
[07:33:58] <trentster> the video is not up yet its still uploading its 2.7GB in size
[07:34:20] <pink_vampire> I mean to your channel
[07:35:13] <pink_vampire> trentster: ^
[07:36:10] -!- patrickarlt has quit [Ping timeout: 260 seconds]
[07:38:27] <pink_vampire> chupacabra: for 2d or 3d?
[07:39:47] <pink_vampire> chupacabra: and also what is your cad program?
[07:40:13] <trentster> pink_vampire:
https://www.youtube.com/channel/UCzqIbFebRrDwfW46BAN26Uw
[07:42:57] <pink_vampire> a lot of cloud stuff
[07:43:01] <pink_vampire> trentster: ^
[07:44:27] <trentster> yup - a lot of cloud stuff
[07:49:25] <XXCoder> I see your cnc is making 3d profile of animal
[07:51:35] <trentster> aah yeah thats an old one, was test carving something
[07:51:40] <XXCoder> yeah
[07:51:52] <XXCoder> looks cool, want to make stuff like that evenually.
[07:52:04] -!- ivansanchez has quit []
[07:52:44] <trentster> I dont even have that spindle anymore - that was a 400W spindle - its since been upgraded to a 2.2Kw
[07:53:18] <XXCoder> lol ok.
[07:53:23] <XXCoder> still uploading?
[07:54:13] <trentster> you will probably like the video tutorial I am uploading then, it also features 3D Art Peice object creation and 3D carving. I also included some lessons learned.
[07:54:28] <XXCoder> nice
[07:54:34] <trentster> Just takes so darn long to upload when rest of the family is Netflixing!
[07:59:59] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:00:10] <trentster> Deejay: Moin
[08:00:19] <trentster> ;-) beat you to it
[08:00:45] <Deejay> moin
[08:01:13] <trentster> XXCoder: I am sure a ton of folks outsource the captioning to a "mechanical Turk" type service - probably costs a couple of cents per minute for professional human captioning services
[08:01:47] <XXCoder> yeah some cheat and download autocaptions and send it to you as "english"
[08:01:59] <XXCoder> I had let few people know that
[08:02:14] <XXCoder> there is fewe services that you can use lemme get links
[08:03:35] <trentster> XXCoder: here is a company that leverages mechanical turk and charge per minute
https://www.speechpad.com/
[08:03:55] <trentster> they must make a ton of money as mech turk is really cheap
[08:04:00] <XXCoder> interesting
[08:04:18] <XXCoder> http://nomorecraptions.com/
[08:04:21] <XXCoder> this is for yourself
[08:04:40] <XXCoder> free
[08:05:40] <XXCoder> other way, also free
http://www.amara.org/en/
[08:06:10] <XXCoder> earlier one you dont even need to make an account
[08:06:42] -!- Deejay has quit [Ping timeout: 250 seconds]
[08:07:07] <trentster> cool thanks, I have bookmarked both of them
[08:07:21] <trentster> I guess I should get in the habit of doing this for all videos
[08:09:30] <trentster> accessibility shouldn't be an after thought.
[08:10:32] <XXCoder> yeah
[08:10:41] <XXCoder> its not only accessability though
[08:10:51] <XXCoder> 80% of captions users arent deaf.
[08:10:56] <XXCoder> 80%.
[08:12:19] <trentster> yeah, its great for SEO as well
[08:12:27] <trentster> and indexing of information
[08:12:28] <XXCoder> many reasons but yeah
[08:18:05] <archivist> subtle difference between SEO and search engine spam :)
[08:20:20] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:24:12] -!- vapula [vapula!~rolland@195.25.189.2] has joined #linuxcnc
[08:25:54] -!- Tecan has quit [Ping timeout: 256 seconds]
[08:31:03] -!- taylorbyte [taylorbyte!~taylorbyt@202.172.121.52] has parted #linuxcnc
[08:39:04] -!- rob_h [rob_h!~robh@2.124.66.110] has joined #linuxcnc
[08:55:47] -!- tinkerer has quit [Ping timeout: 265 seconds]
[08:58:23] -!- Valen [Valen!~Valen@2401:a400:2306:a100:4589:f069:342a:a053] has joined #linuxcnc
[09:04:28] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[09:06:34] -!- Tecan has quit [Client Quit]
[09:25:39] -!- pink_vampire has quit [Ping timeout: 252 seconds]
[09:38:52] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-amzxakdqreysbvzc] has joined #linuxcnc
[09:39:02] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[09:59:13] <trentster> XXCoder: video is up - but captioning still needs to be done:
https://www.youtube.com/watch?v=swa-eX0irPg
[09:59:21] <XXCoder> looking
[09:59:52] <XXCoder> guess it takes time for voice translation to appear
[10:00:05] <XXCoder> that or you have to go somewhere and set it? dunno
[10:00:49] <trentster> probably takes some time
[10:00:57] <trentster> bbl - dinner time
[10:02:03] <XXCoder> em to do buolk removal then ballnose em
[10:02:05] <XXCoder> nice
[10:02:16] <XXCoder> erm maybe facemill on left too?
[10:04:52] <XXCoder> dang
[10:04:55] <XXCoder> you has auto z
[10:05:00] <XXCoder> I need that lol
[10:07:44] <CaptHindsight> http://thenextweb.com/shareables/2016/01/25/this-robot-can-solve-a-rubiks-cube-in-1-second/ should have placed it in water to make it even faster and keep the joints from melting
[10:08:55] <XXCoder> CaptHindsight: or coolant asprayer heh
[10:09:58] <XXCoder> CaptHindsight: can it solve 22x22 cube? ;)
[10:10:32] <CaptHindsight> I get the standard off the shelf cube as a standard
[10:11:07] <XXCoder> that is fast,.
[10:11:09] <CaptHindsight> otherwise you could machine something that could handle more stress and have less friction on the joints
[10:11:27] <XXCoder> 22x22 can barely be handled by people. very frigile
[10:11:36] <Hawku> solve 22x22 cube like this:
https://youtu.be/i84PRVPieeU?t=1h34m42s ?
[10:11:44] <XXCoder> guy who made it had to rebuild it few times, replacing parts few times I think
[10:12:01] <XXCoder> Hawku: sorry I was faster lol
[10:12:39] <XXCoder> https://www.youtube.com/watch?feature=player_embedded&v=qlnUEknwdcI more easily usable
[10:18:13] <XXCoder> 7:32 time to complete. insane
[10:18:20] <XXCoder> it would take me years
[10:53:33] <gonzo_> does the computer know about pealing the stickers off though?
[10:54:02] <XXCoder> heh 1 second? peeling one sticker off cleanly takes more time.
[10:54:34] <MrSunshine> hmm two wire sytem to hold the machine square compared to one, same length of cables BUT each part of the two wire has half the length, would that help with stiffness of the wire? =)
[10:55:23] <archivist> something solid is stiffer than wire
[10:57:16] <MrSunshine> http://postimg.org/image/pst1taf6x/
[10:57:28] <MrSunshine> archivist: yes but due to structure i cant have anything solid =)
[10:57:39] <MrSunshine> the right one is how i do it now, the left one is what im thinking of =)
[10:57:53] <trentster> XXCoder: yeah auto z and proximity sensors are the most useful things by far on the machine
[10:58:04] <XXCoder> nice
[10:58:35] <MrSunshine> from what i can tell the cable even tho its tensioned quite a bit flexes quite alot over the like 7 meters of wire that is there now .. continious wire
[10:59:29] <trentster> you can make auto z out of anything, I use a magnet latch to click onto spindle, which makes it effortless to use
[11:00:08] <XXCoder> guess it uses pin
[11:00:23] <MrSunshine> gonna make stiffeners for the ballscrew holder plates today to get that flex go away atleast =)
[11:12:14] -!- swarfer [swarfer!~Thunderbi@105.229.40.76] has joined #linuxcnc
[11:25:14] -!- skunkworks has quit [Ping timeout: 250 seconds]
[11:42:07] -!- mikeh_ has quit [Read error: Connection reset by peer]
[11:42:28] -!- mikeh_ [mikeh_!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[11:45:04] -!- swarfer has quit [Quit: swarfer]
[11:54:15] -!- mk0 [mk0!~mk0@37.17.5.105] has joined #linuxcnc
[12:05:38] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:07:59] -!- mase-tech [mase-tech!~mase-tech@2a02:908:df50:8b80:ed92:dc3b:1e1f:5ed2] has joined #linuxcnc
[12:11:01] <mase-tech> hi peps, i want to build a cnc machine with linux cnc
[12:11:12] <mase-tech> quiet nice.. yes i know :d
[12:11:22] -!- asdfasd [asdfasd!~332332@90.221.13.196] has joined #linuxcnc
[12:11:32] -!- tobias47n9e_ has quit [Ping timeout: 250 seconds]
[12:11:35] <XXCoder> there is so mny ways to do it
[12:11:43] <mase-tech> i want to use linux cnc installed on a linux pc which i have.
[12:12:14] <mase-tech> so i think i must start with the hardware
[12:12:32] <XXCoder> what you planning to make?
[12:12:50] <mase-tech> which hardware do i need to controll the motor drivers from pc ?
[12:13:00] <XXCoder> also few different ways
[12:13:08] <XXCoder> theres mesa, cheap chinese controllers
[12:13:19] <mase-tech> it is more like i want to learn and develop me and the machine i use
[12:13:20] <XXCoder> there is few ways using arduino
[12:13:40] <XXCoder> for example arudino is fine for small machine for simple things
[12:13:43] <XXCoder> but not for big machine
[12:13:58] <mase-tech> i already build such a machine
[12:14:05] <mase-tech> i have a raspberry pi
[12:14:15] <mase-tech> and used the gpios
[12:14:49] <mase-tech> work fine. can linux cnc control the arduino ?
[12:15:08] <XXCoder> yeah but arudino is not very suitable for cnc reallt
[12:15:16] <XXCoder> again, depends on what you need to do
[12:15:27] <mase-tech> i want to use a old pc with linux working with linux cnc
[12:16:52] <mase-tech> why is arduino not very suitable? because it control the motor driver
[12:17:12] <Tom_itx> linuxcnc does a better job at that
[12:17:18] <XXCoder> if you need more powerful machine to cut metal
[12:17:28] <XXCoder> arudino just cant do it
[12:17:37] <XXCoder> though there is ways using drivers
[12:19:22] -!- taylorbyte [taylorbyte!~taylorbyt@202.172.121.52] has joined #linuxcnc
[12:19:36] <mase-tech> i really believe u, could u explain why arduino is not suitable. because it only controls the motor driver. and the motor driver supplies the motor with "high" current needed
[12:20:03] <XXCoder> honestly? I would prefer a suitable pc with linuxcnc to do it
[12:20:10] <XXCoder> basically any reasonable pc would work
[12:20:13] <XXCoder> but not too new
[12:20:17] <XXCoder> or old
[12:20:18] <Tom_itx> with linuxcnc and mesa cards you can get higher steprates etc and better performance
[12:20:38] <XXCoder> Tom_itx: and better compution power for pathway prediction
[12:20:40] <XXCoder> less pauses
[12:20:52] <archivist> mase-tech, you only have to pass the same infor from linuxcnc to the drivers, the arrrrguino has nothing to do
[12:21:31] <archivist> just use a cheap BOB off ebay for opto isolation
[12:22:18] <mase-tech> thx tom and coder. good arguments
[12:22:28] <archivist> eg
http://www.ebay.co.uk/itm/321905519866
[12:23:33] <mase-tech> nice
[12:24:21] <mase-tech> which ports do i use ? the parallel port ?
[12:24:23] <mase-tech> or usb ?
[12:24:49] <Tom_itx> not usb
[12:24:52] <archivist> parallel the usb cable is just a 5v supply
[12:24:56] <Tom_itx> it's not 'realtime' enough
[12:25:22] <mase-tech> ok got it
[12:27:37] <mase-tech> this is cool stuff
[12:29:28] <mase-tech> so when i connect the controller will linux see what is connected ? or does linux cnc use paralell port
[12:32:48] -!- Valen has quit [Remote host closed the connection]
[12:38:30] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[12:40:29] <Tom_itx> there are config files for that
[12:40:44] <mase-tech> ok i am searching tuts
[12:41:06] <mase-tech> i am working on it
[12:41:34] <Tom_itx> http://linuxcnc.org/docs/2.7/html/
[12:43:22] <archivist> linuxcnc requires some configuration
[12:45:19] -!- gregcnc [gregcnc!4b1b664f@gateway/web/cgi-irc/kiwiirc.com/ip.75.27.102.79] has joined #linuxcnc
[12:50:21] <mase-tech> i love it :)
[12:50:37] <archivist> that is a good start
[12:51:03] <mase-tech> and thx
[12:51:43] <mase-tech> and by the way. Thx for this software. much appriciated
[12:51:52] <mase-tech> free and open
[12:51:58] <mase-tech> even more love :D
[12:59:11] -!- mase-tech has quit [Quit: Leaving]
[13:11:39] <jthornton> 55 down 10 to go
[13:13:52] -!- patrickarlt has quit [Remote host closed the connection]
[13:16:37] <archivist> BP in production?
[13:34:40] -!- erve has quit [Remote host closed the connection]
[13:50:25] -!- txp has quit [Quit: Leaving]
[13:53:48] <JT-Shop> pounds lol
[13:54:17] <JT-Shop> well it could be the number of times I've rewired the BP
[13:54:28] <archivist> ah, getting rid of the fatberg
[13:59:32] <JT-Shop> aye, been working on that for a year or more
[14:00:05] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[14:00:46] <JT-Shop> my target is 12.5 stone
[14:01:12] <JT-Shop> so today I'm 13.214285714 stone
[14:04:06] -!- JT-Shop has quit [Remote host closed the connection]
[14:05:39] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[14:05:55] -!- md-2 has quit [Remote host closed the connection]
[14:15:41] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:28:28] -!- yasnak has quit [Quit: Leaving]
[14:41:32] <JT-Shop> that didn't take long to bend my first probe tip :(
[14:41:55] <archivist> ouch
[14:42:46] <archivist> must approach slowly
[14:46:25] <JT-Shop> selector in wrong position
[14:46:37] <JT-Shop> went down instead of left
[14:49:31] <archivist> but the contact brake should have stopped the machine before bending
[14:49:38] <archivist> break
[14:50:20] <JT-Shop> quite possibly if I wasn't using the MPG
[14:51:54] <archivist> I think we need a new hal input for probing where it is a stop because unexpected touch rather than estop
[14:52:54] <archivist> I am reading/playing with my cmm and how the Makino does probing
[14:53:08] <JT-Shop> I get a probe tripped during a jog but the jog does not stop
[14:54:03] <archivist> with my cmm you have to restart and jog off the item
[14:54:22] <archivist> not an estop error though
[14:55:32] <pcw_home> estop is not good on many servo systems as they will coast
[14:55:32] -!- mikeh_ has quit [Read error: Connection reset by peer]
[14:56:11] -!- mikeh_ [mikeh_!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[14:57:33] <pcw_home> you probably want a controlled stop at max accel (does setting the feed rate/rapidrate to 0 do this? )
[14:58:55] <archivist> yup I agree, system needs an oh bugger controlled stop
[15:01:48] <Sync> most of them will open the dc link and short one set of the driver fets
[15:02:12] <Sync> as that is a safe mode of operation for motors
[15:02:57] <archivist> a concept the cmm has, it arms(enables) the probe which lights the probe led and when jogging will immediately stop on a touch
[15:03:02] <Sync> but that depends on the safety level your inverter is capable of
[15:04:44] <ReadError> hey quick question, if i am not using RTAI (need the rtnet stuff), can I go w/ x86_64 ?
[15:10:46] -!- kingarmadillo has quit [Ping timeout: 240 seconds]
[15:11:13] <ReadError> ahh looks like preempt-rt works with amd64 on wheezy
[15:12:06] <MarkusBec> 64bit is not a problem
[15:16:55] -!- mk0 has quit [Quit: Leaving]
[15:17:59] <ReadError> MarkusBec yea seems its just for RTAI-5 having issues
[15:32:35] <MrSunshine> what to do when datasheet of the stepper driver does not state the hold times etc for the logic levels ?
[15:32:52] <JT-Shop> start large
[15:32:55] <pcw_home> use 20 usec
[15:34:03] <pcw_home> setup and hold times have very little impact on performance so there is really no cost associated with making them large
[15:35:43] <pcw_home> also step time/space time should be as large as you maximum step rate will allow
[15:35:45] <pcw_home> (dont use manufacturers minimums, these are on the edge of not working)
[15:35:56] <MrSunshine> and it states 300khz step frequency, so for step len and space there?
[15:36:45] <ssi> morn
[15:41:27] <MrSunshine> but at 300khz then, would that be 1.6 step time and 1.6 step space ?
[15:44:47] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[15:49:28] -!- jduhls has quit [Read error: Connection reset by peer]
[15:50:21] -!- maxcnc [maxcnc!~chatzilla@ip5f58b75e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[15:50:48] <maxcnc> Hi from a sunny Day in Germany
[15:51:22] -!- JesusAlos has quit [Remote host closed the connection]
[15:56:29] <CaptHindsight> ReadError: what is wrong with RTAI-5?
[15:58:40] -!- jduhls has quit [Ping timeout: 250 seconds]
[15:59:58] -!- miss0r [miss0r!~miss0r@188-181-66-160-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[16:00:28] <miss0r> New mill up and running. Thank you guys ;)
[16:00:58] <archivist> already!!
[16:01:14] <miss0r> What do you mean already?
[16:01:31] <miss0r> it took two days :)
[16:01:44] <archivist> most seem to take weeks :)
[16:02:00] <miss0r> with my first mill it took forever.
[16:02:04] <miss0r> :)
[16:02:05] <maxcnc> miss0r: hommade or retro
[16:02:21] <miss0r> maxcnc: neither.
[16:02:47] <maxcnc> is there a third option
[16:02:51] <miss0r> at the moment it is still manual. Will probaly continue to be so for a while. It is there to prepare the raw material for the CNC
[16:03:41] <miss0r> I assumed you meant retro-fitted? (as in supplied with steppers'n such)
[16:06:33] <miss0r> archivist: Today I ordered two tapers for it. It turns out it is DIN2080 SK40 it uses. (I brought the insert I already had with me to the local tool pusher). One with a ER32 collect chunk and a collect set (18 peices) and one that can accomidate my 80mm indexable endmill. Will come later this week - can't wait
[16:07:25] <miss0r> and I got it for a steal; ~150USD
[16:12:05] <maxcnc> im off AFK
[16:12:07] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151030084315]]
[16:12:25] -!- becca_KB1WRP [becca_KB1WRP!~becca_KB1@144.212.3.4] has joined #linuxcnc
[16:12:39] <archivist> manual is very useful for one off jobs
[16:12:47] -!- kalxas has quit [Changing host]
[16:14:16] <miss0r> I don't presume anyone in here is into classic computers? I am giving away my old HP 2640A terminal. that or it will hit the trash(which i'm not happy about)
[16:14:44] -!- md-2 has quit [Remote host closed the connection]
[16:14:57] <archivist> there are a couple sort of
[16:15:20] <archivist> I have some parts from a dead one
[16:15:40] <archivist> it had an 8008
[16:15:43] <miss0r> hehe this is a '74 terminal. so I guess not many are left
[16:15:58] -!- jduhls has quit [Ping timeout: 272 seconds]
[16:16:06] <archivist> so really wants to be saved
[16:16:36] <miss0r> archivist: I love old/classic computers. My favorite is a 80286 desktop I have. :)
[16:17:00] <miss0r> not as old as 8008 ofc. but it is of an age that allows it to be used still :) for... stuff
[16:18:08] <archivist> miss0r,
http://www.collection.archivist.info/showresult.php?prog=1&srcprog=searchv13.php&srcdata=title&Type=PD&Accn_no=6085&subject=22872
[16:19:32] <archivist> it is the only place I have seen an 8008 in use
[16:19:58] <miss0r> would be to 'geeky' of me to call it pretty? :)
[16:20:52] <archivist> all I have left is some of the PCBs from the 2640
[16:21:17] <miss0r> you can have mine if you want? :)
[16:21:34] -!- vapula has quit [Quit: Leaving]
[16:21:39] <archivist> cannot afford the carriage
[16:22:03] <miss0r> located? US?
[16:22:09] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[16:22:09] -!- Tecan has quit [Changing host]
[16:22:09] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[16:22:22] <archivist> UK
[16:22:41] <miss0r> meh... Let me calculate the shipping for you. then make up your mind
[16:22:59] <archivist> I have no proper job at the moment
[16:24:43] <miss0r> its about 44uk pounds it seems
[16:24:50] <miss0r> alright. Just wanted to offer.
[16:25:01] <archivist> I am not sure if my boards came out of one the computer/calculators of the period,
[16:25:40] <miss0r> well. the CPU is released in 1972. and the terminal is from '74 - so it is likely
[16:25:49] <miss0r> /possible
[16:26:22] <archivist> they did use bits from other systems in odd places
[16:27:18] <archivist> must be a collector near you
[16:28:04] <miss0r> hard to find another one like me in Denmark. Too small'a contry to hold more than one of each(in too many cases)
[16:28:27] <enleth> the original control of my bridgeport is based on 8085
[16:28:41] <enleth> it's a bit of a weirdo
[16:28:52] <miss0r> indestructable controller :)
[16:29:32] <miss0r> I am building one based on a '286 to digest g-code. :)
[16:30:23] <enleth> 8085 is basically a 8080 redesigned to compete with Z80, which was designed to compete with the original 8080
[16:30:26] <miss0r> err... it is still labeled 'work in progress' in my head. but the sad truth be told, since I became a father in December, things have not moved along so fast :)
[16:31:52] <miss0r> enleth: do you have a pic' of the controller?
[16:32:08] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[16:32:37] -!- Nick001-shop [Nick001-shop!~chatzilla@50.39.58.153] has joined #linuxcnc
[16:32:43] <enleth> miss0r: outside - google Heidenhain TNC 131
[16:32:47] <enleth> inside - not yet
[16:33:16] <enleth> I did open it a few times to debug some intermittent electrical problems, but no photos were made
[16:33:19] <miss0r> looks rugged :)
[16:33:41] <enleth> it's a sandwich of 4 PCBs that take up the whole area behind the front panel
[16:33:43] <enleth> all 2-sided
[16:33:53] <enleth> no labels, no component names, nothing
[16:33:58] <enleth> traces look hand painted
[16:34:05] <miss0r> nice
[16:34:31] <enleth> about 50% of that is a giant I/O expander for the 8085, it doesn't have enough GPIO to handle the machine on its own
[16:34:43] <enleth> mostly 74 series chips
[16:35:48] -!- ivansanchez has quit []
[16:35:57] <miss0r> how capable is the tnc 131 controller?
[16:36:04] <miss0r> (what can you do with it)
[16:36:13] <enleth> it isn't
[16:36:25] <enleth> it's a point-to-point MDI control
[16:36:36] <miss0r> so only linear?
[16:37:00] <enleth> and mine can't even do diagonals because there's just one servo drive that's switched between motors
[16:37:20] <miss0r> heh. alright. so basically you use it for position readouts?
[16:37:30] <enleth> supposedly there is a version of TNC 131 that can interface with 3 drives and produce diagonals, but not arcs
[16:37:39] <archivist> or a cnc self act
[16:37:40] <enleth> mine doesn't, thouugh
[16:37:42] <enleth> *though
[16:37:53] <enleth> basically, yes
[16:38:10] <enleth> the mill is a cnc/manual hybrid so it's still useful
[16:39:02] <CaptHindsight> just think, if M$ and IBM had chosen Zilog we'd all be using the Z80,000,000 right now :P
[16:39:08] <enleth> and I'm thinking of keeping it in parallel to mesa
[16:39:33] <enleth> (which I'm still waiting for, cleared the customs but it's stuck somewhere between customs and local postal service)
[16:39:57] <miss0r> indeed. sometime in the future I am thinking it could be a good idea to retrofit the FNK 25A with some cnc controller. But this time around I am hoping I can find a plug'n'play kit. that is not too expensive that is :)
[16:41:49] <miss0r> But I first need to see the machine realy perform before I spend too much money on it
[16:42:42] -!- Daerist has quit [Quit: Leaving]
[16:44:11] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[16:50:36] <anomynous> used machining center? ;D
[16:54:05] -!- jduhls has quit [Ping timeout: 276 seconds]
[17:00:40] Loetmichel2 is now known as Loetmichel
[17:02:11] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-6-244-28.as43234.net] has joined #linuxcnc
[17:05:03] -!- miss0r has quit []
[17:06:02] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-Series-I-R2E3-CNC-Mill-Lots-of-extras-included/301849216331 "free loading" vs freeloading
[17:06:28] amnesic_away is now known as amnesic
[17:09:10] -!- md-2 has quit [Remote host closed the connection]
[17:12:01] <FloppyDisk5_25> that's a good deal. too far away.
[17:12:16] <archivist> go fetch
[17:12:42] <archivist> it is easy to spend other peoples money :)
[17:18:57] <Simonious> Yeah!
[17:19:53] -!- tcurdt [tcurdt!~tcurdt@vmd8071.contabo.host] has joined #linuxcnc
[17:22:23] <tcurdt> sorry for the OT question but where should I go for CNC chit chat?
[17:22:39] <tcurdt> I am thinking of building one
[17:22:39] -!- swarfer [swarfer!~Thunderbi@105.229.40.76] has joined #linuxcnc
[17:23:11] <CaptHindsight> chit about CNC all you want in here
[17:23:39] <jdh> you should
[17:24:01] <tcurdt> CaptHindsight even questions about mechanical and electronic parts?
[17:24:14] <kengu> i was actually thinking of building one of these,
http://www.thingiverse.com/thing:724999
[17:24:24] <CaptHindsight> if it involves a *dunio however you might be better served in another channel
[17:24:57] <CaptHindsight> tcurdt: sure
[17:25:18] <archivist> tcurdt, a few have self built machines
[17:25:28] <tcurdt> cool ... thx! I'll come back with my notes then :)
[17:25:29] <enleth> tcurdt: that's actually a hotter topic here than linuxcnc in particular
[17:25:41] <archivist> but of course in here we use linuxcnc to control them :)
[17:26:24] <CaptHindsight> http://thingiverse-production-new.s3.amazonaws.com/renders/be/49/c8/5c/23/Melvin_CNC_preview_featured.JPG tubing vs rods!?
[17:27:27] <CaptHindsight> must be for ease of cutting to length before filling with resin and sand
[17:27:44] <archivist> nah just pure cheapness
[17:28:20] <archivist> bet its the crappy welded seam type too
[17:29:00] <CaptHindsight> no cheapness was spared in the design of the toy
[17:29:32] <enleth> heh, designed almost like the 3D printer I never had the money to build
[17:29:58] <CaptHindsight> a penny saved is a penny not wasted
[17:30:08] <enleth> I mean, with the symmetric axes
[17:30:42] <enleth> or how would you call the fact that they have ~identical inertia and friction
[17:30:45] <kengu> CaptHindsight: I was thinking of making a vinyl cutter or led laser engraver with that design
[17:30:58] <enleth> that design should work nice for a fast 3D printer
[17:31:00] <archivist> you could lighten that design with balsa wood
[17:31:11] <enleth> but that render suggests milling
[17:31:17] <enleth> which is completely missing the point
[17:31:27] <CaptHindsight> anyone care to argue that it's impossible to be perfectly symmetrical similar to how everything is a spring?
[17:31:59] <enleth> CaptHindsight: that argument can be cut short easily
[17:32:05] <enleth> "yeah, you are right. so?"
[17:32:13] <CaptHindsight> no it can't :0
[17:32:15] <archivist> compared to the 1/8" bar he first used it is rigid
[17:32:19] <CaptHindsight> maybe I'm wrong
[17:32:48] <enleth> it's not a question of whether you can get a perfectly symmetrical design
[17:33:05] <enleth> it's a question of getting it "good enough" by going in that direction
[17:33:21] <archivist> dunno how you keep finding these amusing designs
[17:33:30] <CaptHindsight> everybody get you orders in from China ASAP it's almost the Spring Festival there
[17:33:37] <CaptHindsight> you/your
[17:34:02] <archivist> I ordered a BOB a few days ago...still waiting
[17:34:17] <enleth> I wonder if there are any chinese suppliers of stuff who *do* work during the festival in hopes of getting additional income
[17:34:46] <CaptHindsight> few, it's actually the one big break in the year for everyone
[17:34:55] <CaptHindsight> trains are jammed
[17:35:09] <CaptHindsight> tourist locations are near empty
[17:35:14] -!- md-2 has quit [Quit: Leaving...]
[17:35:22] -!- swarfer has quit [Quit: swarfer]
[17:35:44] <CaptHindsight> the higher up you are the earlier you take off
[17:35:53] * JT-Shop has no idea where the D510 motherboard is now
[17:36:10] <CaptHindsight> just about everyone up top is already gone
[17:37:52] <Jymmm> (I can't remember who has a Ford Expedition / F150 in here)
[17:38:42] <Jymmm> CaptHindsight: Are they on their way to Miami for Spring Break?
[17:39:45] <CaptHindsight> Chinese spring break is spent getting drunk at home with family
[17:40:49] <Jymmm> not much different than here
[17:41:03] <ReadError> hmmm
[17:41:17] <ReadError> for RTnet, I need RTAI?
[17:41:22] -!- JesusAlos has quit [Quit: JesusAlos]
[17:41:37] <ReadError> I thought I read for the mesa ethernet stuff something about using userspace
[17:42:14] <JT-Shop> well crumb the D510 uses DDR2 and the Gigabyte uses DDR3 so I assume that won't work
[17:42:45] -!- kb8wmc [kb8wmc!~chatzilla@64.25.194.29] has joined #linuxcnc
[17:45:23] <JT-Shop> what does SS/DS mean on a memory spec sheet?
[17:45:37] <JT-Shop> single side double side?
[17:46:27] <cradek> I think so
[17:46:37] <JT-Shop> thanks
[17:47:17] <MrSunshine> http://postimg.org/gallery/2zc6fix38/160809ee/ fast update of the holders for the brackets =) from 0.1 - 0.2mm of flex at the indicator location to 0.01 to 0.02mm ...
[17:48:40] -!- jduhls has quit [Ping timeout: 260 seconds]
[17:50:29] -!- Roguish has quit [Quit: ChatZilla 0.9.92 [Firefox 43.0.4/20160105164030]]
[17:53:07] <FloppyDisk5_25> ?? userspace won't work w/ DDR3?
[17:55:05] -!- rene-dev- has quit [Ping timeout: 260 seconds]
[17:56:13] <JT-Shop> are you asking or saying?
[17:56:40] -!- erve has quit [Client Quit]
[17:56:52] <FloppyDisk5_25> Sorry - I'm asking. I don't get the inner workings of that conversatio - sorry.
[17:57:37] <FloppyDisk5_25> I'm inferring you want to talk to the mesa ethernet card. I only recall (maybe incorrectly) that you need preempt, but not sure.
[17:58:17] <FloppyDisk5_25> I read the writeup by Charles S. on the different Real time kernels, hurt my head, but was interesting.
[17:58:26] <ReadError> well thats why im confused
[17:58:31] <FloppyDisk5_25> :-)
[17:58:34] <ReadError> rtnet is for RTAI kernel
[17:58:37] <ReadError> apparently
[17:59:14] <ReadError> but I read somewhere else that you use the userspace build and preempt
[17:59:30] -!- Komzpa has quit [Ping timeout: 250 seconds]
[17:59:33] <FloppyDisk5_25> I recall something like that as well, but don't quote me..
[18:00:36] <FloppyDisk5_25> This talks about uspace and prempt.
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Uspace
[18:00:38] <ReadError> yea im just lookin for the right way ;)
[18:02:47] <FloppyDisk5_25> looks like that link is what you might want, will take some work to make it work.
[18:02:47] <PCW> Yeah for our Ethernet stuff: uspace+Preempt-RT
[18:03:05] <ReadError> so no need for rtnet anymore?
[18:03:31] <PCW> we started wit RTNet
[18:03:37] <PCW> with
[18:06:26] <ReadError> alright so uspace + linux-image-rt-amd64 and im in business
[18:06:42] <PCW> but its lack of current drivers and general awkwardness made
[18:06:43] <PCW> us try Preempt-RT and a stock network stack( we thought as a temporary test platform )
[18:06:44] <PCW> But it works well enough that we never went back
[18:08:17] <PCW> you can also build your own Preempt-RT kernel ( much easier than building RTAI kernels )
[18:08:19] <PCW> This may be needed if you have modern hardware (<1 or 2 years)
[18:09:05] <ReadError> yea im using a new-ish j1900 board
[18:20:06] -!- KimK_laptop [KimK_laptop!~kkirwan@wsip-24-249-129-55.ks.ks.cox.net] has joined #linuxcnc
[18:20:49] -!- mikeh_ has quit [Read error: Connection reset by peer]
[18:21:23] -!- mikeh_ [mikeh_!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[18:24:52] -!- KimK_laptop has quit [Ping timeout: 256 seconds]
[18:27:36] -!- rene-dev [rene-dev!~rene-dev@reroo.de] has joined #linuxcnc
[18:28:51] -!- sumpfralle [sumpfralle!~lars@p5DCFCCAD.dip0.t-ipconnect.de] has joined #linuxcnc
[18:29:59] -!- maxcnc [maxcnc!~chatzilla@ip5f58b75e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[18:30:04] <maxcnc> hi ;-)
[18:42:28] -!- KimK_laptop [KimK_laptop!~kkirwan@wsip-24-249-129-55.ks.ks.cox.net] has joined #linuxcnc
[18:44:52] -!- teepee has quit [Ping timeout: 248 seconds]
[18:44:52] teepee_ is now known as teepee
[18:47:11] -!- KimK_laptop has quit [Ping timeout: 276 seconds]
[18:50:42] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[18:53:02] -!- zhivko [zhivko!c14d9ea4@gateway/web/cgi-irc/kiwiirc.com/ip.193.77.158.164] has joined #linuxcnc
[18:54:38] <zhivko> I have microstepping on stepper set to 800 pulses per rev - so my calculation is as follows: 800 steps / (360 deg/8 ratio of small to big gearing couple) = 17.77778 steps / degree
[18:54:51] <zhivko> then I restart linuxcnc and give mdi command: G1 A10 F200
[18:55:00] <zhivko> And stepper that will drive small gear starts turning like a snail... For my feeling its just too slow for feed rate 200 degree/minute
[18:55:33] <zhivko> I use SCALE = 17.77778 for angular axis configuration
[18:56:16] <zhivko> Is anybody seeing what I am missing here ?
[18:56:50] <maxcnc> its in deg/sec
[18:57:31] <maxcnc> so you got 17steps per deg
[18:57:48] <zhivko> Why ?
[18:57:56] <zhivko> isn for linear is mm/min
[18:57:57] <maxcnc> can you upload thei ini to pastebin
[18:58:10] <maxcnc> mm/sec
[18:58:11] <zhivko> Why would for angular be per sec ?
[18:58:39] <maxcnc> if you enter 80 you get 4800mm/minb
[18:58:50] <maxcnc> 80mm/sec
[18:58:59] <maxcnc> velocity
[18:59:47] <maxcnc> the acceleration is in mm/sec²
[19:00:10] <zhivko> will paste - just a sec...
[19:01:43] <zhivko> http://pastebin.com/kd09nz8E
[19:02:12] <zhivko> see: [AXIS_3]
[19:03:39] <zhivko> Why would linear speed be in mm/min and angular in degree/sec ?
[19:04:07] <zhivko> Is there a logical explanation - it is true that I havent set time units anywhere in ini
[19:04:27] <maxcnc> what version are you on 2.7
[19:04:31] <zhivko> So why sometimes per min and in case of angular per sec ?
[19:04:42] <maxcnc> no its all in /sec
[19:05:11] <zhivko> so also linear feed rate when issuing MDI command is in mm/sec ?
[19:05:31] <maxcnc> no in the INI
[19:05:39] <maxcnc> in MDi its in mm7min
[19:05:40] <zhivko> maxcnc: I am using machinekig - but sssshhhhh please don't panic :)
[19:06:19] <maxcnc> the Real working is as you work with mm/min
[19:06:33] <maxcnc> the mashine setup is all in /sec
[19:07:09] <zhivko> So in ini velocities are in units per second
[19:07:22] <zhivko> In mdi command feed rates are in units per minute ?
[19:07:28] <zhivko> have I got that correct ?
[19:07:40] <maxcnc> yes
[19:07:58] <maxcnc> but your mashine is setup to go24000mm/min
[19:08:41] <maxcnc> this is not a setup from stepconf wizzard
[19:08:53] <zhivko> Yes - so actually 400.0 * 60
[19:09:00] <maxcnc> yes
[19:09:02] <zhivko> Yes - so actually 400.0 * 60 [deg/min]
[19:09:42] <zhivko> And difference between: MAX_VELOCITY and STEPGEN_MAX_VEL ?
[19:09:59] <zhivko> is it ok to have this values jut the same ?
[19:10:02] <maxcnc> the calculation internal
[19:10:05] <zhivko> is it ok to have this values just the same ?
[19:10:17] <maxcnc> keep Stepgen 25Percent more
[19:10:30] <zhivko> aha - OK !
[19:10:50] <zhivko> clear
[19:15:41] <maxcnc> zhivko: can you take a look inside the integrator manual
[19:15:56] <maxcnc> there are all the INI states discribed
[19:17:29] <zhivko> I will... thank you.
[19:17:56] <zhivko> I can imagine it sounds like a lame question.
[19:18:02] <zhivko> Sorry for taking your time
[19:18:08] <maxcnc> NP
[19:19:15] <maxcnc> there is no gemetry setup for interpreter like moves in Display maybe MK does need that but on A axis in use whoudt be good to tell the mahine how to use it
[19:19:20] <maxcnc> ok im off
[19:19:42] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151030084315]]
[19:19:45] <MrSunshine> quite alot more stiffness in the machine now than before =) but i nee dto replace the steel wire system somehow =)
[19:21:47] <enleth> MrSunshine: what did you change to make it stiffer??
[19:22:09] <MrSunshine> http://postimg.org/gallery/2zc6fix38/160809ee/
[19:22:20] <MrSunshine> replaced the threaded rods to the ballscrew mounts
[19:23:08] -!- NeedlessNavel [NeedlessNavel!~NeedlessN@2601:546:8000:f800:303c:fb44:776e:93b] has joined #linuxcnc
[19:26:56] -!- jasen [jasen!4e533e53@gateway/web/freenode/ip.78.83.62.83] has joined #linuxcnc
[20:12:10] -!- GJdan has quit [Remote host closed the connection]
[20:14:02] amnesic is now known as amnesic_away
[20:18:26] -!- chesty has quit [Ping timeout: 240 seconds]
[20:22:44] -!- micges has quit [Ping timeout: 276 seconds]
[20:23:30] micges_ is now known as micges
[20:29:06] -!- skunkworks has quit [Read error: Connection reset by peer]
[20:47:28] <CaptHindsight> WTH, 2 different spindles, 800W and 1.5KW, same physical size, same manufacturer ..
[20:47:35] <CaptHindsight> http://www.amazon.com/Taishi-Bearing-Spindle-Engraving-Rpm24000/dp/B011QB3QM0
[20:47:55] <CaptHindsight> http://www.amazon.com/Bearing-Spindle-Engraving-Milling-Rpm24000/dp/B011WN0MTW
[20:47:59] <CaptHindsight> same price
[20:48:14] <CaptHindsight> do they just make up the specs?
[20:53:25] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[20:53:58] -!- jduhls has quit [Remote host closed the connection]
[20:54:48] <_methods> no the guy with the lesser specs is the only one telling the truth lol
[20:54:57] <CaptHindsight> heh
[20:55:19] <JT-Shop> does newegg.com work for anyone?
[20:55:25] <_methods> no it's down
[20:55:30] <_methods> i just tried to go there and got nothing
[20:55:31] <JT-Shop> ok
[20:55:31] <t12> they dont specify running lifetime
[20:55:32] <t12> so i mean
[20:55:33] -!- Connor [Connor!~Connor@c-67-187-108-117.hsd1.tn.comcast.net] has parted #linuxcnc
[20:55:36] <t12> maybe both are correct
[20:55:38] <CaptHindsight> was working 2 hours ago
[20:55:40] -!- Connor [Connor!~Connor@c-67-187-108-117.hsd1.tn.comcast.net] has joined #linuxcnc
[20:55:58] <JT-Shop> yea I know, I'm trying to order some memory
[20:56:00] <_methods> i just tried to go there about 5 min ago and got nada
[20:56:08] <CaptHindsight> 1.5kw for 1 hour. .8kw for 100 hours, etc
[20:57:18] <CaptHindsight> :( no newegg now
[20:57:33] <CaptHindsight> was probably me
[20:57:44] <CaptHindsight> everything is breaking today
[20:59:45] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:00:18] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[21:01:28] <_methods> hehe
[21:01:56] <Jymmm> _methods: Was it you that has an expedition?
[21:02:03] <_methods> nope
[21:02:07] <Jymmm> k
[21:02:25] <_methods> tacoma
[21:02:36] -!- NeedlessNavel has quit [Quit: Leaving]
[21:03:05] <Jymmm> _methods: Ah. I just finished installing a LED lightbar behind the grill of my expedition
[21:03:08] <gregcnc> has anyone ever seen Leader Chuck MMX modular vises? i can't image leader makes these, but I can't find them anywhere and emailing leader got nothing.
http://leaderchuck.com/media/mmx.jpg
[21:03:22] <t12> do all these yaskawa, mitsu, etc servo motors
[21:03:26] <t12> just have their own mount standards?
[21:03:31] <CaptHindsight> Jymmm: no need to search just wondering if you have found a LED spotlight with very narrow beam <20deg actual and <100W
[21:03:35] <t12> as a big FU to nema
[21:04:38] <Jymmm> CaptHindsight: To better answer, what's the application?
[21:04:58] <CaptHindsight> t12: are they larger than 3HP?
[21:05:04] <t12> the itty bitty ones
[21:05:07] <t12> like 100W
[21:05:25] <t12> trying to scavenge junk together for this taig lathe
[21:05:25] <CaptHindsight> t12: yeah all over the place
[21:05:36] <t12> i have nice linear rail/ballscrew assys i've accumulated
[21:06:02] <t12> but the one i'mt rying to use is coupled annoyingly to a yaskawa motor
[21:06:10] <t12> where the drive+cables are gonna end up being too much
[21:06:17] <CaptHindsight> Jymmm: 12V spotlight, narrow beam, very bright
[21:06:29] <Jymmm> CaptHindsight: and the appliction?
[21:06:38] <CaptHindsight> looking at stuff
[21:06:45] -!- mikeh_ has quit [Read error: Connection reset by peer]
[21:07:01] <t12> i guess i could look for a better ballscrew assy
[21:07:05] <CaptHindsight> housing is irrelevant
[21:07:06] -!- mikeh_ [mikeh_!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[21:07:20] <Jymmm> CaptHindsight: I have a Hello Kitty flashlight you can use that for
[21:07:50] <CaptHindsight> 30-100w version?
[21:07:57] <CaptHindsight> kewl
[21:08:31] <Jymmm> CaptHindsight: Vehicle? Marine? handheld? battery? stationary? pivoting?
[21:08:37] <CaptHindsight> any
[21:08:42] <CaptHindsight> 12v
[21:09:22] <CaptHindsight> ethereal, <100lbs, doesn't need OSHA, or NSA approval
[21:10:34] <CaptHindsight> very narrow beam, off the shelf...
[21:10:39] <ssi> I need a 10 degree spot as much light as possible
[21:10:43] <ssi> LED
[21:10:50] <ssi> I need like a 1000' throw or better
[21:10:53] <CaptHindsight> yeah I can add an lens but do I have to do everything
[21:10:59] <Jymmm> CaptHindsight: I found jsut the thing for you...
http://military-vehicle-photos.com.s3.amazonaws.com/9074.jpg
[21:11:03] <ssi> CaptHindsight: if you find it I want to see
[21:11:55] <Jymmm> I have flashlight that have that.
[21:12:23] <CaptHindsight> Jymmm: narrow beam <20 deg?
[21:12:39] <Jymmm> sure
[21:12:57] <CaptHindsight> secret flashlight?
[21:13:15] <_methods> burglar light lol
[21:14:05] <CaptHindsight> has anyone caught this years flu?
[21:14:29] <CaptHindsight> the one year I don't get a flu shot......
[21:15:02] <CaptHindsight> fell asleep in my winter jacket last night
[21:15:35] <_methods> ugh that sux
[21:15:40] <_methods> i hate being sick or hurt
[21:15:51] * _methods is a big pussy
[21:15:58] <CaptHindsight> ok, have to brave the 72 deg F shop
[21:16:47] <CaptHindsight> whats weird is no other symptoms besides fever and tired
[21:17:15] <t12> i may have just
[21:17:17] <t12> and got over it
[21:27:18] <Jymmm> _methods: No, more like I can drive 75MPH using it alone on the freeway (if my headlights ever went out)
[21:28:22] <Jymmm> _methods: My "latest" flashlight (sadly) is the opposite... very floody
[21:30:52] <Jymmm> _methods: The lightbar I just installed on my car is 13K lumens, and surprisingly has more side throw than I expected (though I wish it had more, I'm very happy with it)
[21:31:51] -!- jduhls has quit [Remote host closed the connection]
[21:31:58] <Jymmm> _methods: Eons ago, I had amber fog lights that had about 160 degree wide, so that was PERFECT for seeing things on the edge/sidewalk
[21:32:22] <Jymmm> can't find them for any reasonable price.
[21:53:01] -!- mase-tech [mase-tech!~mase-tech@2a02:908:df50:8b80:2d77:33d8:785:a059] has joined #linuxcnc
[21:56:17] <Deejay> gn8
[21:56:26] <Jymmm> Deejay: gn9
[21:56:58] <Deejay> =)
[21:57:06] -!- Deejay has quit [Quit: byte]
[22:04:50] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[22:08:10] -!- FinboySlick has quit [Quit: Leaving.]
[22:16:39] -!- kalxas has quit [Quit: Goodbye]
[22:18:47] <Loetmichel> Jymmm: i have a flashlight in my pocket that can do that...
[22:19:06] <Loetmichel> its just 6W Cree led tho with a lens in front
[22:29:53] <Jymmm> Loetmichel: Nice, this is no lens, just a deep reflector
[22:30:48] -!- FloppyDisk5_25 has quit [Read error: Connection reset by peer]
[22:31:15] -!- FloppyDisk5_25 [FloppyDisk5_25!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[22:31:26] -!- Roguish has quit [Read error: Connection reset by peer]
[22:31:53] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[22:34:23] <CaptHindsight> how many specifications of a device can be posted at one time in IRC?
[22:34:49] <CaptHindsight> I found that more than 1 or 2 is the limit. Any more than that get ignored.
[22:47:28] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[22:50:42] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.92 [Firefox 39.0.3/20150806001005]]
[23:04:03] <JT-Shop> Tom_itx: jepler fixed sserial! no more errors
[23:05:56] -!- patrickarlt has quit [Remote host closed the connection]
[23:09:11] -!- patrickarlt has quit [Remote host closed the connection]
[23:10:16] -!- patrickarlt has quit [Remote host closed the connection]
[23:10:56] -!- Frank__ [Frank__!~frank___@host159.181-14-146.telecom.net.ar] has joined #linuxcnc
[23:12:39] -!- patrickarlt has quit [Remote host closed the connection]
[23:17:05] -!- chillly has quit [Quit: Ex-Chat]
[23:18:34] <Tom_itx> that's good news
[23:18:44] <Tom_itx> what was the issue with it?
[23:20:28] <JT-Shop> your asking me? lol I just test that stuff and whine or jump up and down for joy
[23:20:44] <Jymmm> lol
[23:20:55] <Jymmm> and ride tricycles
[23:21:08] <Jymmm> wierd ass tricycles
[23:21:15] <JT-Shop> and bicycles
[23:21:19] <Tom_itx> that's what most kids do
[23:21:51] -!- mase-tech has quit [Remote host closed the connection]
[23:23:04] -!- Valduare [Valduare!~nsstratto@97-94-35-98.static.ftbg.wi.charter.com] has joined #linuxcnc
[23:24:30] <Frank__> guys i punched a hoel mark 0.5mm away from the exact position, do you know how to fix ? thanks
[23:24:37] <Frank__> Hole*
[23:25:28] <Tom_itx> lean the punch the way you want it to go
[23:27:35] -!- teepee has quit [Ping timeout: 240 seconds]
[23:27:35] teepee_ is now known as teepee
[23:28:06] -!- jduhls has quit [Ping timeout: 240 seconds]
[23:34:06] <Frank__> like making a punched line?
[23:36:48] <Tom_itx> then once you move it a bit punch straight down again
[23:43:49] <SpeedEvil> This is yet another reason to emulate one-punch-man.
[23:43:54] <SpeedEvil> He never needs to repunch
[23:45:29] -!- Duc has quit [Quit: Leaving]
[23:47:21] <JT-Shop> measure twice punch once
[23:47:28] <Tom_itx> that's my mottow
[23:47:30] <Tom_itx> motto
[23:47:52] <Tom_itx> finally got my catia homework assignment today
[23:47:57] <Tom_itx> i had it done yesterday though
[23:48:16] <JT-Shop> your too fast lol
[23:48:26] <JT-Shop> I need to find my solder station now
[23:48:29] <Tom_itx> it was bound to be a series of the problems in the back of the book... i'm doing all of them
[23:48:31] <Jymmm> Tom_itx: you must be in the future!!!
[23:49:11] mikeh_ is now known as anarchos2
[23:50:19] <Tom_itx> it's good practice anyway
[23:50:19] <JT-Shop> https://www.youtube.com/watch?v=25LhUHKVYMo
[23:50:39] <JT-Shop> new probe tips on the way
[23:50:47] <Tom_itx> from?
[23:51:07] <JT-Shop> deephole1
[23:51:20] <JT-Shop> where I got the probe from
[23:51:25] <Tom_itx> https://www.carbideprobes.com/
[23:51:36] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[23:56:22] <Jymmm> CaptHindsight:
http://flashlight.nitecore.com/product/tm36
[23:58:53] <JT-Shop> about $5 cheaper for a couple of tips
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}