Back
[00:00:04] <norias> these are around 7hp
[00:00:04] <Jymmm> build a robotic horse and sell to the gubermint!
[00:00:07] <archivist> no air under water
[00:00:20] <norias> archivist: snorkel
[00:00:33] <jfindley> archivist: pressurized air tanks
[00:01:28] <_methods> generator
[00:01:47] <norias> maybe i'll make a tractor
[00:01:59] <norias> _methods: one is set up as a DC generator
[00:02:03] <norias> 150V, i think
[00:02:30] <_methods> project complete
[00:02:34] <_methods> lol
[00:02:36] <norias> hah
[00:02:55] <norias> well, i think i'm going to hook an inverter up to it to get 120V AC
[00:06:04] <norias> i guess i could buy a tractor that needs an engine
[00:06:52] <Jymmm> norias: build a robotic horse and sell to the gubermint!
[00:07:10] <norias> Jymmm: no! my employer would definitely be mad
[00:07:13] -!- kalxas has quit [Quit: Goodbye]
[00:07:28] <Jymmm> norias: build a robotic horse and sell to someone else's gubermint!
[00:07:44] <norias> my employer would certainly be mad
[00:08:32] <Jymmm> norias: build a robotic horse and sell to your employers competition!
[00:08:45] <norias> lol
[00:10:06] <Valduare> so what is this “realtime” kernal stuff I see mentioned
[00:10:42] <archivist> the bit of code that is accurately timed to match hardware needs
[00:10:47] <JT-Shop> LinuxCNC uses a special real time kernel
[00:11:30] <archivist> mechanical systems requires good timing for success
[00:13:03] <Valduare> ok
[00:16:19] <archivist> some of the toy code on aaaaaaarguinos violate proper timing for steppers
[00:17:15] <malcom2073> Tbh, the timing actually is done right on the arg-uinos, it's the physics that are questionable :P
[00:18:04] <archivist> malcom2073, skunkworks did some analysis of the acceleration
[00:19:04] <malcom2073> Ah, thought you meant the timing as in consistancy, not acceleration. Yeah they assume infinite acceleration
[00:27:27] -!- patrickarlt has quit [Remote host closed the connection]
[00:32:13] -!- Frank__ [Frank__!~frank___@host159.181-14-146.telecom.net.ar] has joined #linuxcnc
[00:43:40] <Valduare> oh neato 3d printer made from dvd rom steppers :P
[00:45:02] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[00:46:01] <XXCoder> Valduare: theres cnc using 2 floppy drives
[00:46:28] <Valduare> that confuses me
[00:46:36] <XXCoder> using its own screw drive and rails as well as motors built in
[00:46:46] <Valduare> are you talking the little floppys or the big 5.25 bay ones
[00:46:49] <XXCoder> its very precise but very weak too.
[00:46:58] <XXCoder> actually cant remember which hm a sec
[00:47:17] <Valduare> cause the big old 5.25 ones are valuble now see htem going for 50 bucks on ebay heh
[00:47:31] <XXCoder> ah small ones
[00:47:32] <Valduare> hard to tear into 50 bucks making it e-waste lol
[00:47:52] <XXCoder> NASA shops in ebay
[00:47:57] <XXCoder> for example 7 inch drives
[00:48:37] <XXCoder> https://sites.google.com/site/0miker0/home
[00:48:50] <XXCoder> cdrom version
[00:53:16] <Valduare> heh
[00:53:28] <Valduare> I never thought nasa used e-waste to keep the project running
[00:53:42] <Valduare> you’d assume they could just have a factory make runs of any chip design they wanted :P
[00:53:47] <Valduare> http://www.geek.com/chips/nasa-needs-8086-chips-549867/
[00:56:53] -!- rob_h has quit [Ping timeout: 276 seconds]
[00:58:08] <XXCoder> they are SERIOUSLY under-budgeted
[00:58:17] <XXCoder> thats why they use 7 inch floppies, they need em
[00:58:20] <XXCoder> and software on em
[00:58:38] <XXCoder> people keeps thinking nasa is over budget but really theya rent.
[00:58:40] <XXCoder> *arent
[01:01:26] -!- jfindley has quit [Ping timeout: 276 seconds]
[01:08:57] <Valduare> thats making it sound like this raspberry pi zero sitting infront of me can handle most of the tasks over there they have :P
[01:10:07] -!- chris_99 has quit [Remote host closed the connection]
[01:11:43] <XXCoder> some of em I guess yeah
[01:11:57] <XXCoder> they do have more modern stuff but some of tasks is still done by tape machines
[01:12:12] <XXCoder> as well as more modern machines requiring 7" floppy disks
[01:12:27] <Valduare> do you mean 8” floppy
[01:12:35] <XXCoder> possibly
[01:13:29] <XXCoder> though I bet you we can now make special drive that just reads entire thing and emulates it after.
[01:13:42] <XXCoder> no need to actually wear down drive
[01:13:47] <Valduare> aye
[01:13:59] <Valduare> so these cdrom cnc machiens
[01:14:12] <Valduare> im seeing few guides but no info on bed capacity
[01:14:24] <XXCoder> I'm guessing very small
[01:14:28] <XXCoder> inches
[01:14:49] <XXCoder> weight limit quite small too I bet, and low shear resistance
[01:14:50] <Valduare> wonder if it’d be big enough to print up case for raspberry pi
[01:14:58] <XXCoder> it might be able to cut wood using dermel
[01:15:11] <XXCoder> doubtful
[01:15:32] <Valduare> since im new to this stuff, im considering making one :)
[01:15:39] <XXCoder> honestly
[01:15:44] <XXCoder> its better make your own
[01:15:46] <Valduare> use it to help build parts for a bigger better one etc
[01:16:03] <Valduare> all the electronics I can swap over to a new build
[01:16:04] <XXCoder> cd drive cn is very fine resolution but very weak
[01:16:09] <Valduare> really not much skin off my nose etc
[01:16:36] <XXCoder> my suggestion? just buy electrics kit and build cnc
[01:17:02] <XXCoder> use drawers or something or rods
[01:17:14] <XXCoder> if it reaches enough precision you can build better machine with it.
[01:17:24] <Valduare> http://www.amazon.com/dp/B0111ZSS2O/ref=wl_it_dp_o_pC_nS_ttl?_encoding=UTF8&colid=3HLHYQZ96523I&coliid=IEHJW0W0FW6R9&psc=1
[01:17:28] <Valduare> http://www.amazon.com/dp/B010MZ8RKW/ref=wl_it_dp_o_pd_S_ttl?_encoding=UTF8&colid=3HLHYQZ96523I&coliid=I2XBC8JQ6RMKTP
[01:19:07] <malcom2073> You get what you pay for, that's a shit hotend
[01:19:43] <XXCoder> bit of internet issues bah
[01:19:56] <XXCoder> ah finally loading
[01:19:57] <Valduare> what would be a better hotend I dont know what makes a good one or not
[01:20:31] <malcom2073> If you're ust doing ABS andPLA, the Jhead is fantastic:
http://hotends.com/
[01:21:07] <malcom2073> The reason that amazon one is called jhead, is because *that* jhead is amazing, fake name recognition
[01:26:49] -!- Camaban has quit [Quit: Leaving]
[01:29:32] <Valduare> hmm
[01:29:35] <Valduare> its just a block of metal that holds in a heating element isnt it? :P
[01:29:59] <malcom2073> That's like saying a car engine is just a block of metal with some explody bits :P
[01:30:13] <Valduare> no :P
[01:30:28] <XXCoder> I'm sure there is many factors
[01:30:52] <malcom2073> There are quite a few factors, I for one refuse to give any money to the chinese jhead clones, purely because of their lack of caring for copyrights
[01:31:08] <malcom2073> And partially beause I know the guy who makes jheads, and know how much of a headache it's been for him :P
[01:31:36] <Valduare> ah :P well there’s more of the story
[01:32:15] <malcom2073> That's the disclaimer, so throw away the knowlege if you wish for that
[01:32:15] -!- teepee has quit [Ping timeout: 240 seconds]
[01:32:15] teepee_ is now known as teepee
[01:33:12] <malcom2073> Eh it's a glue gun, I'm sure cheap chinese parts will be fiiine :P
[01:33:22] <Valduare> lol
[01:46:01] -!- Valduare has quit [Quit: Valduare]
[01:50:24] -!- anomynou1 [anomynou1!~pi@87-93-11-43.bb.dnainternet.fi] has joined #linuxcnc
[01:50:55] -!- Loetmichel [Loetmichel!~cylly@p54B10A9B.dip0.t-ipconnect.de] has joined #linuxcnc
[01:52:59] -!- anomynous has quit [Ping timeout: 264 seconds]
[01:53:01] -!- Loetmichel2 has quit [Ping timeout: 265 seconds]
[01:58:13] <Tom_itx> JT-Shop, got it all wired up yet?
[02:02:52] amnesic_away is now known as amnesic
[02:07:04] -!- patrickarlt has quit [Ping timeout: 250 seconds]
[02:07:27] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[02:07:43] amnesic is now known as amnesic_away
[02:11:00] -!- tchaddad has quit [Remote host closed the connection]
[02:21:52] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[02:27:31] -!- jfindley [jfindley!~kvirc@c-98-200-129-131.hsd1.tx.comcast.net] has joined #linuxcnc
[02:31:40] -!- unholycrab [unholycrab!~unholycra@unaffiliated/computer] has joined #linuxcnc
[02:31:57] <unholycrab> cutting a 2" slot, with a 0.5mm bit. 2 flute, 1cm long shank
[02:32:19] <unholycrab> doing 0.25mm depth passes... 15"/min feed rate, 10k RPM (slowest)
[02:32:26] <unholycrab> the bits break immediately upon contact with the wood
[02:32:49] <unholycrab> what am i doing wrong?
[02:33:00] <malcom2073> Too high of chip load maybe? What do the feeds and speeds say?
[02:33:06] <unholycrab> what is chip load?
[02:33:15] <unholycrab> feed speed is 15"/min, malcom2073
[02:33:22] <unholycrab> i can slow it down to 3"/min and it still breaks
[02:33:27] <malcom2073> unholycrab: No. the calculations that tell you how fast to go
[02:33:32] <unholycrab> i have no calcuations
[02:33:46] <unholycrab> using vectric aspire to generate toolpaths
[02:35:44] <malcom2073> That's 0.2mm per flute, that is likelly too much for that tool
[02:35:46] <malcom2073> go much slower?
[02:36:06] <unholycrab> you mean the feed speed?
[02:36:10] <malcom2073> yes
[02:36:21] <jdh> using a 20 thou end mill?
[02:36:23] <unholycrab> its going to be a 12 hour cut
[02:36:33] <unholycrab> 34 slots
[02:36:35] <malcom2073> Yes
[02:36:36] <jfindley> chip load, important concept:
http://www.pdsspindles.com/engineering-speeds
[02:36:46] <malcom2073> You're cutting a 2" slot with a tiny cutter, of course it's gonna be slow :P
[02:36:57] <malcom2073> Or crank up the rpm
[02:37:02] <malcom2073> 30krpm you can go much faster
[02:37:15] -!- kriskropd has quit [Quit: WeeChat 0.4.2]
[02:37:20] <malcom2073> Gotta remember, such a small tool isn't moving that fast at 10krpm in comparison to a larger tool
[02:37:20] <Tom_itx> too much vibration or spindle runout? .5mm isn't very big
[02:38:36] <jfindley> What drives should I use with 6i25 - 7i76 and 5V/1A NEMA 23s?
[02:38:54] <Tom_itx> gecko 302
[02:38:58] <malcom2073> jfindley: Gecko!
[02:39:02] <Tom_itx> pump them up to 40v
[02:41:31] <jfindley> Tom_itx: I don't see a 302 available on their site. I
[02:42:02] <malcom2073> Tom_itx: You thinking 203?
[02:42:10] <Tom_itx> ahh yeah 203
[02:42:19] <malcom2073> iirc, the 250 is the lower power version
[02:42:19] <Tom_itx> that's what i have
[02:42:35] <Tom_itx> 203v
[02:42:38] <malcom2073> The G540 that I have has 4 250's in it
[02:43:29] -!- kriskropd [kriskropd!~kris@108-81-178-201.lightspeed.gnvlsc.sbcglobal.net] has joined #linuxcnc
[02:43:29] -!- kriskropd has quit [Changing host]
[02:43:29] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[02:44:02] <unholycrab> ive got people telling me to slow the RPM down, people telling me to speed up...
[02:44:12] <unholycrab> my range is 10k to 21k
[02:44:28] <unholycrab> im going to try 21k rpm, 3"/minute, 0.25mm depth
[02:44:29] <Tom_itx> unholycrab, it's all about chip load and ipt (inches per tooth)
[02:44:34] <unholycrab> absolute absurd settings
[02:44:41] <jdh> that's a tiny endmill
[02:44:41] <Tom_itx> do some calculations first
[02:44:49] <malcom2073> Yeah, it's solid math, not guesswork
[02:44:56] <malcom2073> There should be really zero guesswork
[02:45:17] <Tom_itx> www.onsrud.com/plusdocs/Doc/index.html?model.code=FeedSpeeds
[02:45:31] <Tom_itx> http://zero-divide.net/index.php?page=fswizard&shell_id=199&load_tool_id=27011
[02:45:36] <Tom_itx> those two should help you
[02:45:54] -!- kriskropd has quit [Client Quit]
[02:45:59] <unholycrab> nice re: second link Tom_itx
[02:46:12] <os1r1s> unholycrab gwizard helps too
[02:46:13] <unholycrab> no wood in here though
[02:46:25] <unholycrab> and first doesnt' have a bit that comes close to the size i have
[02:46:47] <jfindley> Dang, those are pricey. Would one of the G251s work?
[02:47:04] <malcom2073> jfindley: I've had good luck with leadshines and the like, which are much cheaper
[02:47:42] <unholycrab> Tom_itx: the formula my friend gave me was RPM * diameter * 0.0005 or something
[02:47:46] <unholycrab> which makes no sense
[02:48:13] <malcom2073> If you need anti-resonance, you need a gecko or like a leadshine DM422. If you're alright without, you can get by *much* cheaper by getting one of the 6600 drivers
[02:48:41] -!- tlab has quit [Ping timeout: 276 seconds]
[02:48:47] <Tom_itx> unholycrab, .0005 would probably be the chipload
[02:49:02] <Tom_itx> so rpm * chipload * teeth
[02:49:07] <malcom2073> unholycrab: Also be sure you'[re not mixung units, you gave mm and inches
[02:49:23] <Tom_itx> or something like that...
[02:49:53] <unholycrab> im not. in inches, the bit diameter is 0.02"
[02:49:54] <Tom_itx> maybe it's rpm / (chipload * teeth)
[02:50:56] <unholycrab> heres my bit:
http://www.ebay.com/itm/331555293245?_trksid=p2060353.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[02:51:15] <jfindley> malcom2073: My machine is tiny and will be used for milling soft things. Can you recommend some brands I should look at, I'm pretty inexperienced in this area.
[02:51:19] <malcom2073> Alright just checking, you said it was 0.5mm earlier which is why I mentioned it
[02:51:27] <unholycrab> yeah definitely
[02:51:27] <os1r1s> Is there any reason I can't tune servos in linuxcnc before I attach them to the mill?
[02:51:30] <jfindley> *aside from leadshine and gecko
[02:51:49] <malcom2073> jfindley: Do you want to go as cheap, or nice?
[02:52:05] <unholycrab> for fun, im going to try 0.01" pass depth, 3"/minte feed rate, 21k rpm...
[02:52:06] <os1r1s> jfindley What size/kind of machine?
[02:52:12] <unholycrab> theres no way i can dial it down any farther
[02:52:16] <malcom2073> I've used these and they work well on a small tabletop router:
http://www.omc-stepperonline.com/bipolar-stepper-motor-driver-max-4a-current-40vdc-input-16-subdivision-st6600-p-246.html
[02:52:33] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[02:52:45] <jdh> that looks like a tiny bit for cutting wood
[02:53:21] <unholycrab> jdh: people do it. im slotting a fretboard
[02:53:28] <jfindley> malcom2073: Mix of cheap and nice would be ideal. The machine is 205x115x58mm, 3 NEMA 23 5V/1A steppers, and a 9V/1A spindle that uses collets and small shanks.
[02:53:31] <unholycrab> i started with carbide bits, broke the instantly
[02:53:33] <unholycrab> HSS right now
[02:53:56] <jfindley> $150 would be a good max on how much I want to spend on the drivers, but I could go higher if it really made a difference
[02:54:03] <jdh> how deep do you want to cut?
[02:55:00] <jfindley> os1r1s: It's the one you sold me =)
[02:55:05] <malcom2073> jfindley: The big difference I've found between the 6600's and the G540, is that I can run much faster jog speeds with the gecko drive due to the anti-resonance. The Leadshine's have anti-resonance as well, but I've not investigated how well it does as much as I have with the 6600 vs gecko
[02:55:07] <os1r1s> jfindley I just figured that out :)
[02:55:30] <jfindley> os1r1s: Yeah, I don't like the TinyG, so I'm upgrading that stuff.
[02:55:33] <malcom2073> os1r1s: I've heard tuning depends on what the servo is attached too: More mass == different tuning
[02:55:52] <os1r1s> malcom2073 I was hoping I could get close before strapping them to the machine
[02:56:20] <malcom2073> I gave up on servos before I got them attached to my machine, so I'm just parroting what I was told when I was trying to tune them offboard :)
[02:56:25] <os1r1s> jfindley I use G540s on several other mills. It works really well
[02:56:49] <jfindley> os1r1s: Would I still need the 7i76 with the G540, since it's controlled via parport?
[02:56:58] <os1r1s> jfindley You don't need a 7i76
[02:57:23] <jfindley> Ok, I can probably sell that then.
[02:57:25] <os1r1s> jfindley A 6i25 or 5i25 will connect directly to the g540
[02:57:47] <jfindley> I already bought a plug n go kit with a 6i25 and 7i76
[02:57:50] <os1r1s> jfindley Or, you can just use a parport to the G540. I use 6i25s, but parport works
[02:58:05] <os1r1s> The 6i25 + the g540 work well together
[02:58:31] <jfindley> should have talked to you before I did that, I suppose =)
[02:58:48] <os1r1s> You can use the 6i76 of course. But its a lot more wiring
[02:59:44] <os1r1s> jfindley You only need three G250s
[02:59:56] <os1r1s> So you could just get that and plug it into the 7i76
[03:07:22] <unholycrab> ok so 3"/minute works, and then when i increase to 6"/minute, it breaks
[03:07:29] <unholycrab> looks like im camping overnight looking at this CNC machine
[03:07:47] <unholycrab> something like 25 passes per 2" slot, of which there are 34
[03:08:02] -!- Frank__ has quit [Quit: Nettalk6 - www.ntalk.de]
[03:08:35] <jdh> something with less stickout might be more rigid
[03:09:16] <os1r1s> unholycrab What is the slot width?
[03:09:25] <unholycrab> 0.02" os1r1s
[03:09:51] <os1r1s> So you are cutting 25 slots .02" wide?
[03:10:10] <unholycrab> 34 slots
[03:10:15] <unholycrab> 2" wide
[03:10:26] <unholycrab> slot width is 0.02"
[03:10:38] <gregcnc> have you checked tool runout?
[03:10:41] <unholycrab> think of a guitar neck. the neck is something like 2" wide
[03:11:09] <os1r1s> unholycrab I'm trying to understand why you would use such a small bit
[03:11:26] <unholycrab> os1r1s: because the fretwire is 0.023" wide, and needs to be hammered into the slot
[03:11:43] <gregcnc> this operation is normally done with slitting saws
[03:11:57] <unholycrab> gregcnc: ive seen people do it with end mills on youtube at much faster feed rates
[03:12:09] <unholycrab> my reason for using the end mill, is that i want to do non-linear frets at some point. ie: for just intonation
[03:12:13] <unholycrab> the fretwire will be bent
[03:12:18] <unholycrab> and the slots will be curved
[03:12:48] <gregcnc> is that tool and endmill, how many flute?
[03:12:49] <os1r1s> unholycrab Its not a continuous cut then
[03:13:01] <os1r1s> unholycrab Just where the raised parts are to hold the fret wire, right?
[03:13:13] <os1r1s> unholycrab Like this?
https://www.jescar.com/wp/wp-content/uploads/2014/01/fretwire1.jpg
[03:13:59] <unholycrab> os1r1s:
http://www.ebay.com/itm/331555293245?_trksid=p2060353.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[03:14:18] <os1r1s> unholycrab ? That is the ebay link again
[03:14:26] <unholycrab> thats the end mill im using os1r1s
[03:14:47] <os1r1s> unholycrab I got it, but that doesn't answer my question. It appears its not a continuous cut
[03:14:53] <os1r1s> Per the picture I linked to
[03:15:20] <unholycrab> im not sure what you mean. its one cut per fret
[03:15:32] <os1r1s> unholycrab
https://www.jescar.com/wp/wp-content/uploads/2014/01/fretwire1.jpg
[03:15:45] <os1r1s> Is that what you are slitting? The pieces that hold the wire?
[03:15:47] <unholycrab> this is what the fretwire looks like
http://www.lmii.com/products/mostly-not-wood/fretting/fretwire/nickel/silver-fretwire
[03:16:02] <unholycrab> see how its a mushroom shape? it has a shank that goes into the wood
[03:16:15] <unholycrab> you cut a slot in the wood, just the right diameter
[03:16:18] <os1r1s> unholycrab I get that. Can you look at the image I linked to?
[03:16:20] <unholycrab> and you hammer the fretwire shank in
[03:16:33] <unholycrab> it looks like a guitar neck, with frets on it
[03:16:36] <unholycrab> not sure what you mean by "raised parts"
[03:16:45] <unholycrab> the "raised parts" are probalby the metal fretwire im talking about
[03:17:10] <unholycrab> the fretwire has a mushroom shape. the stem of the mushroom goes into a slot in the wood
[03:17:27] <os1r1s> Got it. I think I understand now.
[03:17:34] <unholycrab> sorry, lol
[03:18:03] <os1r1s> Can you not go deeper and slower?
[03:18:28] <unholycrab> os1r1s: im trying combinations. so far my only success is 0.01" deep, 3"/minute
[03:18:31] -!- tinkerer has quit [Remote host closed the connection]
[03:18:32] <unholycrab> 11 hours to cut the neck
[03:18:36] <gregcnc> What is your psindle?
[03:18:41] <unholycrab> 21k rpm
[03:18:47] <unholycrab> i can go from 10k to 21k
[03:18:48] <gregcnc> what is it?
[03:18:58] <unholycrab> i dont understand the question
[03:19:24] <gregcnc> who makes the spindle?
[03:19:29] <gregcnc> model?
[03:19:43] <unholycrab> the spindle being the router? its a router bolted onto a shop bot
[03:19:53] <unholycrab> so no RPM controls, etc
[03:19:56] <unholycrab> just the switch on the router
[03:20:07] <gregcnc> 1/8" collet or are you using a collet adapter?
[03:20:17] <jdh> check runout on collet/etc?
[03:20:36] <gregcnc> runout is what I'm getting at
[03:20:58] <unholycrab> probably the ladder
[03:21:00] <unholycrab> let me get a pic
[03:22:24] <unholycrab> gregcnc:
http://i.imgur.com/mC5gtPS.jpg
[03:22:43] <unholycrab> thats exactly how im using it. its as far in as it goes
[03:23:50] <gregcnc> I'd take that collet apart and clean it to start with. if you have an indicator check the runout installed in the spindle. Runout is the enemy with small endmills.
[03:24:47] <unholycrab> what does that mean
[03:25:07] <gregcnc> if the tool wobbles too much it simple can't work properly
[03:25:14] <unholycrab> ah, yeah i see
[03:25:16] <unholycrab> it goes in pretty smooth
[03:25:21] <unholycrab> fits very snug
[03:26:05] <gregcnc> doesn't necessarily mean it's coaxial to the spindle
[03:26:27] <gregcnc> how many flutes do the endmills have?
[03:26:47] <unholycrab> i think 2
[03:26:56] <unholycrab> its really hard to see
[03:28:13] <gregcnc> total cut depth is .230"?
[03:30:48] <gregcnc> https://www.youtube.com/watch?v=aQXrxskKa0M
[03:31:01] <gregcnc> this is what the operation should look like
[03:31:31] <unholycrab> yep
[03:31:41] <unholycrab> looks pretty fst doesnt it?
[03:31:42] <unholycrab> and deep
[03:31:50] <unholycrab> not a 11 hour cut
[03:32:26] <jdh> a few thou runout in spindle + collet + endmill would kill it.
[03:33:11] <unholycrab> maybe ill buy a new collet
[03:33:14] <unholycrab> im working out of a hackerspace...
[03:33:48] <jdh> find an indicator and check the endmill shank
[03:34:32] <gregcnc> check the number of flutes. one or two flutes is OK.
[03:36:23] <unholycrab> if i had a microscope i could figure it out
[03:36:37] <unholycrab> looks like 2 flutes to me
[03:38:06] -!- gregcnc has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[03:43:08] <unholycrab> 0.02" pass depth seems to be okay
[03:44:23] <unholycrab> nope. it broke
[03:45:01] <os1r1s> unholycrab Is it in hardwood?
[03:46:03] <unholycrab> ebony, os1r1s
[03:46:08] <unholycrab> pretty dense wood
[03:46:15] <unholycrab> but it probably chips really nicely
[03:46:43] <os1r1s> unholycrab So the deflection at .02 depth is .11
[03:46:51] <os1r1s> Which is pretty significant
[03:47:03] <unholycrab> i dont know what that means os1r1s
[03:47:13] <os1r1s> Its how much the bit is bending
[03:47:17] <unholycrab> ah
[03:47:37] <unholycrab> so im not convinced it wont break eventually at 0.01" depth, either
[03:47:59] <os1r1s> Deflection with that is .059"
[03:48:26] <unholycrab> whats a good deflection?
[03:48:31] <yasnak> none
[03:48:32] <yasnak> haha
[03:48:34] <unholycrab> and how are you computing this
[03:48:42] <yasnak> unless hsming
[03:48:44] <unholycrab> someone is cutting into ebony with an end mill somewhere
[03:49:02] <unholycrab> with carbide end mills
[03:49:39] <yasnak> Are you using that EM/Router on wood?
[03:49:46] <unholycrab> yasnak: its ebony
[03:49:47] <os1r1s> unholycrab gwizard has a nice calculator
[03:49:56] <yasnak> Make sure you get some air gun or something to blast at the cut, those flutes will pack up fast and blow the endmill
[03:50:14] <unholycrab> they look pretty clear, yas
[03:50:23] <yasnak> So whats the issue?
[03:50:30] <yasnak> Sorry, cleared my logs
[03:51:14] <unholycrab> yasnak: im cutting guitar fretboard slots. 0.02" diameter bit. 0.01" depth passes
[03:51:23] <unholycrab> 21k rpm (fastest), and 3"/minute
[03:51:26] <unholycrab> this is an 11 hour cut...
[03:51:30] <unholycrab> and the end mills break
[03:51:40] <unholycrab> im going VERY slow, and VERY shallow
[03:51:42] <yasnak> How deep?
[03:52:18] <yasnak> And how does the cut start? From the side or from a pre-drilled hole?
[03:52:51] <unholycrab> it plunges, then moves sideways
[03:52:58] <unholycrab> its a profile cut, via vectic aspire
[03:53:02] <yasnak> So you plunge that?
[03:53:03] <unholycrab> not actually a profile though
[03:53:15] <yasnak> Into the material or do you walk it in from the side?
[03:53:19] <unholycrab> it plunges 0.01", then cuts accross. then plunges down another 0.01", and cuts accross
[03:53:26] <unholycrab> not walked in from the side
[03:53:34] <yasnak> I wouldn't do that...do y ou have a drill?
[03:53:48] <unholycrab> i do have a drill
[03:53:56] <yasnak> http://www.pmtnow.com/
[03:53:59] <yasnak> Is that the EM?
[03:54:00] <unholycrab> i can also make the CNC do it
[03:54:15] <unholycrab> no. its this yasnak
http://www.ebay.com/itm/331555293245?_trksid=p2060353.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[03:54:53] <yasnak> 2ft?
[03:54:56] <yasnak> 2 flute?
[03:55:02] <unholycrab> these look very epensive. i've broken 6 bits already trying to find settings
[03:55:09] <unholycrab> actually 12 counting yesterday
[03:55:14] <unholycrab> yasnak: yeah 2 flute
[03:55:18] <yasnak> Eh, those ones are cheap for me. I run metal tho
[03:55:32] <yasnak> i would honestly pre-drill as many holes within the slot as you can
[03:55:38] <XXCoder> tiny usually means need lots rpm
[03:55:51] <yasnak> Then plunge the mill into the first pre-drilled hole and do your first pass.
[03:55:52] <XXCoder> those definitely are tiny
[03:55:59] <unholycrab> ive heard oppositing opinions. lots of RPM, lower RPM...
[03:56:00] <yasnak> Depends. If its burning or cutting
[03:56:09] <XXCoder> yeah
[03:56:15] <XXCoder> need to calcute
[03:56:19] <yasnak> Wood isn't my area
[03:56:26] <XXCoder> fast rpm, fast feed rate
[03:56:36] <unholycrab> XXCoder: i have no clue how to calculate. ive heard lots of different formulas. the GWiz thing looks insane
[03:56:37] <XXCoder> that is whatwood tend to need from what i understand
[03:56:43] <yasnak> But I know how to machine and when you see that mill you have to remember that you're putting alot of force on just the first 0.01 of that long flute
[03:56:59] <yasnak> How deep are these slots crab? Can you get a shorter flute? Then it wouldn't deflect as much
[03:57:35] <XXCoder> might help.
https://www.carbidedepot.com/formulas-turning.htm
[03:58:00] <unholycrab> yasnak: 0.08" deep, XXCoder
[03:58:03] <unholycrab> yasnak:
[03:58:07] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:58:27] <yasnak> How long is the flute?
[03:59:09] <yasnak> But seriously, drill out as much as you can before. Plus alot of these small mills aren't center cutting so thats alot of heat generated just rubbing it away before each cut.
[03:59:32] <XXCoder> interestin. if I use 20 IPM and 27000 RPM, it will cut 0.001 chips
[03:59:35] <unholycrab> i meansured the flute just now at 0.25"
[03:59:50] <yasnak> thats way too long
[03:59:54] <unholycrab> yeah they are long
[03:59:57] <yasnak> you need something like a 3mm flute
[04:00:01] <yasnak> 0.118"
[04:00:06] <unholycrab> well, at the rate that im breaking these
[04:00:13] <yasnak> 0.5mm?
[04:00:14] <unholycrab> it will cost me hudreds of dollars to figure out how to cut this neck
[04:00:24] <unholycrab> 0.5mm diameter, or 0.02" diameter
[04:00:34] <XXCoder> whats groove size youre cutting?
[04:00:41] <XXCoder> might be able to use larger tool
[04:00:47] <unholycrab> they are around 2" across
[04:00:55] <yasnak> okay, so why not use a keyway slotting tool to rough the 0.02" slots out
[04:00:59] <unholycrab> the groove size needs to be 0.02" or 0.023" max
[04:01:03] <XXCoder> youre making 2" grooves using that tiny use?
[04:01:05] <XXCoder> oh!
[04:01:07] <yasnak> and put the stock on its side
[04:01:38] <unholycrab> yasnak: interesting. what is this thing
[04:01:39] <yasnak> http://www.harveytool.com/prod/Browse-Our-Products/Specialty-Profiles/Keyseat-Cutters_198/Keyseat-Cutters---Square_83.aspx
[04:01:52] <yasnak> those are for metal, i can find you cheaper if you think it'll work
[04:02:03] <yasnak> carbide actually is worthless for wood, you'd be better off with HSS
[04:02:20] <unholycrab> are you serious
[04:02:40] <yasnak> I mean don't quote me but it makes no sense. Unless the stuff is somewhat abrasive
[04:03:00] <XXCoder> unholycrab: indeed. carbide dont work for wood and plastics
[04:03:09] <unholycrab> looks like one of these slotter is $24
[04:03:10] <XXCoder> plastics depends but not wood
[04:03:13] <unholycrab> $42*
[04:03:14] <unholycrab> thats absurd
[04:03:18] <yasnak> yeah but dude
[04:03:22] <yasnak> these are for metal working
[04:03:25] <XXCoder> get HSS unholycrab
[04:03:30] <yasnak> and must preform on swiss machines. you don't need these
[04:03:34] <unholycrab> are you guys still talking english
[04:03:37] <yasnak> i just wanted to show you this and see if it would work
[04:03:45] <unholycrab> i see
[04:04:00] <XXCoder> unholycrab: HSS is "High speed steel" which is great on soft metal like alum, plastics and wood
[04:04:11] <XXCoder> stays sharp quite a while
[04:04:17] <yasnak> I mean, you can pick up jewlers saws for like 1$ at any width on ebay :P
[04:04:48] <yasnak> http://www.mscdirect.com/browse/tn/Milling/Milling-Cutters/T-Slot-Cutters?navid=12106241
[04:05:08] <yasnak> 0.02" might be hard to find, may need to go the saw way.
[04:05:32] <unholycrab> my goal is to do non-linear frets, ie: bent/curved slots
[04:05:35] <XXCoder> http://www.amazon.com/s?rh=n%3A256305011%2Cp_n_feature_seven_browse-bin%3A5485491011
[04:05:42] <XXCoder> example
[04:05:56] <unholycrab> XXCoder: the only ones ive found that are 0.5mm are the ones i linked
[04:06:38] <XXCoder> hmmn
[04:08:03] <yasnak> http://www.pmtnow.com/end-mill/TR
[04:08:56] <yasnak> shorter shank
[04:09:12] <unholycrab> $38 dude
[04:09:28] <yasnak> $13.65
[04:09:34] <yasnak> TR-2-0200-S .0200 .060 1/8 1.50 $13.65
[04:09:46] <unholycrab> oh you're right
[04:09:48] <yasnak> yeah
[04:10:35] <yasnak> i'd look at kyocera carbide too. msc sells them. cheap carbide drills/ems for circuit boards.
[04:17:13] <Sync> just be aware that your tooling will be more expensive than your machine
[04:18:59] <Sync> XXCoder: I had good success with carbide mills and wood, we run those micro toothed ones and they work very well
[04:19:08] <yasnak> maybe try a router bit
[04:19:26] <yasnak> but pre-drill as many holes as possible. then slot it
[04:19:29] <XXCoder> Sync: dont carbide usually get dull pretty fast on wood
[04:19:40] <yasnak> Nah, same edge.
[04:20:03] <Sync> why would it XXCoder?
[04:20:04] <yasnak> I doubt they make HSS 0.5MM, not something someone usually would need. 0.5MM is usually metal.
[04:20:21] <XXCoder> hm ok
[04:20:35] <Sync> HSS usually has a higher sharpness due to lower grain size
[04:20:52] <Sync> but for wood the toothed bits work well as they break the grain
[04:21:06] <Sync> they don't leave a perfect finish, but most wooden parts need to be finished anyway
[04:21:24] -!- jfindley has quit [Ping timeout: 250 seconds]
[04:25:58] <yasnak> problem with wood and carbon fiber is the fibers
[04:26:02] <yasnak> they don't cut like metal
[04:26:14] <yasnak> you need a router type with either an upcut or downcut depending on what you're doing
[04:26:27] <XXCoder> Sync: can always do toothed to do rough cut
[04:26:34] <XXCoder> then use HSS to finish]
[04:28:59] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[04:29:45] <Sync> XXCoder: in wood that is unproductive
[04:34:26] <XXCoder> geez
https://youtu.be/gcIwrdeP21s
[04:46:29] -!- norias has quit [Quit: Leaving]
[04:48:35] <yasnak> so i do have a question
[04:48:53] <SpeedEvil> XXCoder: why are you trying to do this.
[04:48:54] <yasnak> How does everyone keep their programs controlled and ordered?
[04:49:06] <XXCoder> SpeedEvil: trying to do what
[04:49:15] <SpeedEvil> XXCoder: There may be a better way to do it rather than the 0.5mm slot
[04:49:18] <SpeedEvil> err
[04:49:24] <SpeedEvil> unholycrab:
[04:49:31] <XXCoder> you on speed, speed? ;)
[04:49:37] <XXCoder> kidding
[04:49:40] <SpeedEvil> I am mostly asleep
[04:49:43] <yasnak> well the way i see it is...if you can't afford the tooling then do your searching on google for the product you're trying to make :P
[04:49:52] <XXCoder> ah too muchdowners then lol
[04:50:10] <SpeedEvil> LASERs!
[04:50:26] <XXCoder> that may be very well the best way
[04:50:33] <XXCoder> leaving burnt mark but nice for thin cuts
[04:51:00] <XXCoder> and lasts MUCH longer than any mere moral tools
[04:51:27] <SpeedEvil> Or you invert the problem.
[04:51:38] <SpeedEvil> And do it as two knife-cuts
[04:51:50] <SpeedEvil> chisel it out
[04:52:44] <yasnak> yeah, i mean why make it so complex on a cnc? i just figured if he was it had to be very exact
[04:52:54] <yasnak> or however exact those home cncs are
[04:54:27] <SpeedEvil> guitar fretboard slots - a tiny little dremel sawblade might actually be better
[04:55:27] <Sync> ah nice, got two forkardt chucks for 130€
[04:56:17] <yasnak> yeah not a bad idea, make a quick fixture to control depth
[04:58:54] <MattyMatt> cnc pencil, then junior hacksaw
[05:00:15] <unholycrab> SpeedEvil: what do you mean
[05:00:33] <unholycrab> i have access to a laser cutter
[05:01:04] <SpeedEvil> http://www.ebay.co.uk/itm/6x-HSS-Circular-Saw-Disc-Blades-3-17mm-Rod-For-Dremel-Metal-Rotary-Cutter-Tools-/331365811739?hash=item4d26f1061b:g:aWkAAOSwBP9UV056
[05:01:12] <SpeedEvil> LASER may be quite adequate
[05:01:25] <unholycrab> my goal is to do some pretty complex fretboards
[05:01:27] <SpeedEvil> the depth may be poorly controlled.
[05:01:30] <MattyMatt> if you crimp a spine on a hacksaw blade, you'll make a saw that only cuts the right depth
[05:01:30] <unholycrab> fret slots that are curved
[05:01:36] <SpeedEvil> ah
[05:01:39] <unholycrab> and a fretboard profile that is radiused, and scalloped between frets
[05:01:52] <unholycrab> everything is great and works perfectly except the end mills for the fret slots are breaking
[05:02:06] <SpeedEvil> If LASER will produce an acceptable cut, then that's almost certainly the easiest cheap way to go
[05:02:10] <unholycrab> as soon as i can figure this out, i have superior microtonal shitnut guitars
[05:02:20] <Sync> are you trying to cut with 100% stepover?
[05:02:40] <unholycrab> 0.01" pass depth, 0.02" diameter mill, Sync
[05:02:45] <unholycrab> 3"/minute feed rate...
[05:02:55] <SpeedEvil> unholycrab: how rigid is your machine
[05:03:01] <unholycrab> don't know what you mean SpeedEvil
[05:03:03] <SpeedEvil> can it actually repeatably do these cuts?
[05:03:04] <Sync> well, that's fine but what is your stepover
[05:03:10] <unholycrab> its a carbide end mill, 0.25" 2 flute kerf
[05:03:13] <MattyMatt> you could plunge and then join up the holes with the hacksaw
[05:03:22] <unholycrab> i dont know what a stepover is Sync
[05:03:38] <Sync> the amount of the cutter engaged in the cut
[05:04:14] <unholycrab> if its not hte pass depth, ie the depth of the bit going into the wood each pass, then i dont know what you mean
[05:04:24] <Sync> the width of your cut
[05:04:42] <unholycrab> the slots are 2.3" wide, roughly
[05:04:50] <unholycrab> 0.02" slot width
[05:04:58] <unholycrab> so the end mill is doing a straight line
[05:05:01] <Sync> okay
[05:05:08] <Sync> that is what breaks your mills
[05:05:16] <unholycrab> i don't follow
[05:05:42] <unholycrab> its a line, 2.3" long, 0.02" wide. the end mill is 0.02" wide
[05:05:48] <Sync> yes
[05:05:52] <MattyMatt> how deep?
[05:05:55] <unholycrab> so i should get a small end mill?
[05:05:56] <Sync> your tool engagement is 100%
[05:06:05] <unholycrab> MattyMatt: 0.08" deep, 0.01" deep each pass
[05:06:11] <unholycrab> ok, i see Sync
[05:06:19] <unholycrab> i can go as wide as 0.023", Sync
[05:06:36] <Sync> so you either need to make sure that you evacuate chips *really* well
[05:06:41] <MattyMatt> plunging is easier on the tiny endmills. use them like drills
[05:06:43] <Sync> or use a smaller endmill
[05:06:54] <unholycrab> cool
[05:07:02] <unholycrab> yeah i want to insert plunges at the ends of the lines, MattyMatt
[05:07:07] <unholycrab> multiple people have suggested that
[05:07:11] <Sync> and rough using paths that limit stepover
[05:07:18] <Sync> like trochidal milling
[05:07:19] <unholycrab> i was hoping vectric aspire had an option to do that automatically
[05:07:33] <unholycrab> trochoidal million you say
[05:07:46] <Sync> and you possibly want air forcing the dust out
[05:08:30] <unholycrab> doing that
[05:08:40] <Sync> or take smaller depths, but probably the limiting factor is your spindle speed
[05:08:41] <MattyMatt> and the slower you go, the less tools you break
[05:08:59] <Sync> because 3"/min is super slow
[05:09:02] <Sync> not really MattyMatt
[05:09:12] <Sync> you need to keep the tools within their working range
[05:09:19] <Sync> otherwise they won't work properly
[05:09:21] <yasnak> lol
[05:09:30] <yasnak> the slower they go the more they rub
[05:09:39] <MattyMatt> ah with carbide in wood, you can grind through
[05:09:45] <yasnak> seriously, i'm not being an asshole, but with common sense you can learn alot :P
[05:10:02] <yasnak> you can't "grind" you rub :P
[05:11:24] <Sync> if you don't cut you rub, that creates heat and ultimately burns your tools
[05:11:28] <Sync> so that's a bad idea
[05:11:37] <MattyMatt> wood burns before carbide
[05:11:49] <MattyMatt> the worst is it scorches like in a laser
[05:11:55] <Jymmm> Ya dont keep the cutter stationary, mkay
[05:12:29] <Sync> well, that will still break your tools
[05:13:31] <MattyMatt> I did a lot of oak with 0.03" cheapo carbides, and 90% of my breakages were clumsiness
[05:13:52] <MattyMatt> poor gcode, careless jogging etc
[05:14:42] <MattyMatt> but once you're in the wood, nothing stops carbide except going sideways too fast, IME
[05:15:57] <yasnak> or you know, overload
[05:16:28] <yasnak> 22k tho, what type of spindle did that guy have lol
[05:16:34] <MattyMatt> my machine is floppy
[05:16:54] <MattyMatt> 22k is roughly what my dremel does
[05:17:09] <yasnak> yeha but think of the runout in a crappy dremel bearing
[05:17:24] <yasnak> hes probably only cutting with one flute, its all over the place. 22k alone is enough to throw it all over
[05:18:06] <MattyMatt> it's the collet that causes all the runout on mine. the bearings are 608s and fine
[05:18:41] <MattyMatt> I need several attampts to get it sitting straight usually
[05:20:18] <yasnak> I'd buy an NSK spindle if I made a homemade CNC
[05:20:55] <yasnak> Amazingly loud though
[05:21:10] <MattyMatt> I got some ER16 chucks on 8mm straight shanks
[05:21:55] <MattyMatt> in a pair of 608, that should be better than the dremel
[05:23:08] <MattyMatt> but then I got a 500W palm router with its own 1/8" collet, so I haven't got around to the ER16 one
[05:24:15] <Sync> yeah those nakashini spindles are really nice yasnak
[05:27:33] <yasnak> yeah i have a few in some machines
[05:28:10] <yasnak> the new citizens have it integrated into the control which is real nice. no more addtional ladder crap and custom postconfigs.
[05:37:02] <MattyMatt> I saw a neat one made from a fat RC bldc with hollow shaft and one of those ER16 shanks
[05:37:50] <MattyMatt> no software speed control iirc
[05:38:05] -!- zeitue has quit [Ping timeout: 260 seconds]
[05:38:31] <MattyMatt> but with tools that small, you usually just want the fastest you can get
[05:39:32] -!- rue_shop3 [rue_shop3!~rue_mohr@d205-250-204-125.bchsia.telus.net] has joined #linuxcnc
[05:39:52] <rue_shop3> would anyone say this is a good channel for chatting about M and G codes?
[05:40:13] <XXCoder> heh mines faster at 27k rpm
[05:40:14] <MattyMatt> which ones?
[05:41:07] <MattyMatt> http://linuxcnc.org/docs/html/gcode.html these are the G and M codes used here
[05:41:12] <renesis> rue_shop3: kinda
[05:41:19] <rue_shop3> there isn't a cad to cam program thats free for linux that still works, so I'm gonna write soemthing simmple, right now my machine runs a custom code set, but I'd like to switch it to emc or grbl
[05:41:34] -!- AR_ has quit [Ping timeout: 250 seconds]
[05:41:42] <rue_shop3> so if I wrote soemthing that does basic M and g code output I'd be happy
[05:42:10] <renesis> its on topic but its not really talked about a ton
[05:42:13] <MattyMatt> the blender script works pretty well, except it's old blender
[05:42:17] <renesis> like, specifics
[05:42:36] <rue_shop3> my current machine only has a few commands
[05:42:38] <MattyMatt> old blender = 2.49
[05:43:05] <Sync> oh the blendercam thing
[05:43:06] <Sync> meh
[05:43:14] <yasnak> i know alot of g and m code ;P
[05:43:28] <rue_shop3> motor on, motor off, line to x.y, set x, set y, set z, circle around x,y, arc around x,y thats t degrees
[05:43:36] <rue_shop3> set feed rate
[05:43:40] <yasnak> m3 on
[05:43:43] <yasnak> m4 ccw
[05:43:47] <yasnak> m5 off
[05:43:54] <yasnak> g0 g1 xyz
[05:43:57] <rue_shop3> its only one dir :)
[05:44:04] <rue_shop3> g1 is lines?
[05:44:13] <yasnak> g0 rapid
[05:44:16] <yasnak> g1 feed
[05:44:20] <yasnak> g2 arc
[05:44:22] <yasnak> g3 arc
[05:44:34] <yasnak> g4 dwell
[05:44:35] <rue_shop3> so the cad proram I want to make dosn't need to output lots of different codes
[05:44:52] <rue_shop3> k
[05:44:55] <MattyMatt> I added a load of stuff to the blender script, but I haven't ported to new blender yet. it doesn't help that it's all in Polish
[05:45:14] <rue_shop3> I want 2d -> gcode
[05:45:19] <yasnak> why not just get a machinist calculator? most will output this for you. this is standard gcode
[05:45:24] <rue_shop3> take this circle and make it a pocket, etc
[05:45:48] <rue_shop3> I'm really surprised nobody has make a mastercam knockoff
[05:45:54] <yasnak> it takes more time to do all that, i'd just learn it and be done with it
[05:46:09] <rue_shop3> right now I write it all by hand for my machien
[05:46:10] <yasnak> because these simple things are usually not needed in mastercam...
[05:46:15] <MattyMatt> I wrote gcode subroutines for stuff like that
[05:46:29] <yasnak> and when its on an ACTUAL machine you use the machine's conversational control
[05:46:33] <yasnak> which does exactly this
[05:46:38] <rue_shop3> which means that the machine is almost useless because it takes longer to code a program and wait for it to cut it out than for me to do it by hand
[05:46:49] <yasnak> nope, read above
[05:47:11] <rue_shop3> if I want to do a multipass cut, i have to code it by hand
[05:47:27] <yasnak> you don't have to
[05:47:30] <rue_shop3> I usually write a qbasic program to repeat all the moves at the different levels
[05:47:38] <yasnak> it all depends on what you're doing
[05:47:57] <yasnak> you can't just do that see? how would it know you want passes on the inside and not the outside? if its a pocket or a contour?
[05:48:00] <rue_shop3> usually 2.5D routing
[05:48:02] <MattyMatt> I found it just as quick to write the gcode by hand, and it was better because blender doesn't have arcs so the CAM script never outputs G2/G3, just lots of small G1
[05:48:17] <rue_shop3> easy I write my program simple
[05:48:26] <rue_shop3> only cuts ON the lines you draw, etc
[05:49:02] <yasnak> okay whatever you want to do man, its already out there though. and actual machine controls have this.
[05:49:26] <yasnak> seems more of a learning issue, not a 'software doesn't exist' issue :P
[05:49:35] <rue_shop3> I want to be able to write routes with 18 liens/arcs in them that are stepped .25" down thru 2" of material
[05:49:59] <rue_shop3> I do what your saying now, and I dont use the machien because of it
[05:50:11] <rue_shop3> I WANT to take dxf drawings, convert and cut them
[05:50:26] <rue_shop3> I'm compormizing
[05:50:34] <yasnak> thats what cam software is
[05:50:46] <rue_shop3> and there is no free working cam software for linux
[05:50:50] <yasnak> then you use a postconfig for whatever your machine control is
[05:50:56] <yasnak> use wine in linux
[05:51:08] <yasnak> to run windows programs
[05:51:08] <rue_shop3> rather write my own
[05:51:14] <yasnak> cool, have fun
[05:51:18] <rue_shop3> yea
[05:51:56] <rue_shop3> I'll start writing it, but someone else will finish one before I do
[05:52:13] <rue_shop3> but I been waiting 3 yeras, so this is their motivation
[05:56:18] <XXCoder> freecad has some cam
[05:56:22] <XXCoder> its quite rough
[05:56:24] -!- justanotheruser has quit [Ping timeout: 256 seconds]
[05:56:33] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[06:24:34] <rue_shop3> I dont think I'v been able to run freecad, it just crashes
[06:24:51] <rue_shop3> it might have been one of the ones that runs, but crashes if you click on anything
[06:37:31] -!- aventtini6 [aventtini6!aventtini@86.121.77.107] has joined #linuxcnc
[06:53:45] -!- ve7it has quit [Remote host closed the connection]
[07:23:25] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[07:26:44] -!- lucashodge has quit [Client Quit]
[07:31:29] -!- toastyde2th [toastyde2th!~toast@pool-71-255-255-251.washdc.fios.verizon.net] has joined #linuxcnc
[07:34:15] -!- toastyde1th has quit [Ping timeout: 240 seconds]
[07:37:10] -!- yasnak has quit [Read error: Connection reset by peer]
[07:45:15] -!- FloppyDisk5_25 has quit [Ping timeout: 260 seconds]
[08:01:53] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[08:02:03] -!- swarfer [swarfer!~Thunderbi@105.229.40.76] has joined #linuxcnc
[08:02:57] -!- SEL has quit [Client Quit]
[08:04:56] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:05:07] <Deejay> moin
[08:05:22] <XXCoder> hey
[08:05:27] <Deejay> :)
[08:06:35] -!- Remog has quit [Ping timeout: 240 seconds]
[08:09:56] -!- swarfer has quit [Quit: swarfer]
[08:18:11] <anomynou1> i often do simple holes with cam too. Depends how many tools it takes. The control has nothing conversational, though, and not even copy-paste.
[08:23:59] <anomynou1> also the red button works only sometimes. And feed override doesn't work after tool change. If you use the mode selector switch as the red button, the cutter sometimes dashes a bit to a position ;D
[08:24:29] -!- Valduare [Valduare!~nsstratto@97-94-35-98.static.ftbg.wi.charter.com] has joined #linuxcnc
[08:25:30] <anomynou1> once it clamed tool so the keys on the spindle didn't go in to their slots, and it did double-chamfer to the the work piece ;D Good thing it didn't rapid plunge a big u-drill into work piece ;D
[08:26:03] <anomynou1> u-drill = indexable drill...
[08:33:12] <aventtini6> hello
[08:33:13] <aventtini6> :D
[08:33:46] <XXCoder> looks like X.org managed to register x.org
[08:33:53] <XXCoder> they almost lost it
[08:34:32] <anomynou1> almost doesnt count
[08:34:53] <anomynou1> maybe it would just name change and get free advertisement because of the humour value
[08:40:42] -!- tchaddad has quit [Remote host closed the connection]
[08:42:15] <SpeedEvil> I have a four letter .com
[08:42:31] <SpeedEvil> I got it by the simple expedient of setting up snipes on ebay for ages on all of them
[08:43:25] <XXCoder> nice
[08:43:31] <XXCoder> fuck.com eh ;)
[08:44:37] <SpeedEvil> qkwv
[08:44:44] <SpeedEvil> I need to actually get it working
[08:47:49] <anomynou1> ;D
[08:48:39] <XXCoder> SpeedEvil: whats good tld to get domain
[08:48:42] <XXCoder> pretty cheap[
[08:49:05] <SpeedEvil> I have no idea
[08:49:08] <mikeh_> i have myname.co
[08:49:12] <mikeh_> don't get .co
[08:49:19] <XXCoder> why?
[08:49:22] <anomynou1> http://qwer.org/
[08:49:27] <mikeh_> i have to say yeah my email is mike@myname.co. that's co! not com!
[08:49:50] <Valduare> lol
[08:49:56] <XXCoder> heh
[08:49:56] <Valduare> did you mean .com
[08:50:04] <Valduare> >:)
[08:50:09] <mikeh_> i would prefer .io i think
[08:50:13] <mikeh_> .io is kinda pricey
[08:50:20] <SpeedEvil> .aero
[08:50:20] <XXCoder> .me
[08:50:27] <XXCoder> or .xxx heh
[08:50:33] <XXCoder> I bet someone registered xxx.xxx
[08:50:35] <SpeedEvil> I could have almost justified .aero for a project
[08:50:56] <mikeh_> non two letter domains are weird
[08:51:06] <mikeh_> like of all the new ones
[08:51:11] <mikeh_> look so fake :P
[08:51:39] <SpeedEvil> Don't worry. There are always unicode domains.
[08:51:47] <SpeedEvil> That you have no hope of typing or remembering.
[08:53:28] <XXCoder> SpeedEvil: namecheap has weird flaw that would allow me to buy 2 digit domain for $1 year
[08:53:35] <XXCoder> I wont use it but yeah
[08:53:40] <SpeedEvil> fun
[08:53:45] <SpeedEvil> http://imgur.com/gallery/JIMLn - heh
[08:54:22] <XXCoder> lol
[08:55:01] <XXCoder> no.rent $3,250 lol
[08:55:06] <XXCoder> wish I was less ethical
[08:55:16] <XXCoder> or I'd buy $1 a year for 10 years
[09:16:15] <archivist> I just use one domain and add subdomains at will
[09:16:54] <archivist> running your own dns has advantages
[09:17:58] <XXCoder> wont you have email delivery problems?
[09:18:16] <archivist> I use a gmail address
[09:18:42] <XXCoder> hmm ok
[09:19:23] <archivist> I do run email on one domain though
[09:25:16] -!- tchaddad has quit [Remote host closed the connection]
[09:27:30] <XXCoder> easydns sucks
[09:27:39] <XXCoder> I cant compare prices
[09:27:52] <XXCoder> I MUST select TLD
[09:27:57] <XXCoder> so..
[09:48:17] -!- rob_h [rob_h!~robh@2.124.66.110] has joined #linuxcnc
[09:54:32] -!- Valduare has quit [Quit: Valduare]
[10:00:00] -!- miss0r [miss0r!~miss0r@188-181-66-160-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[10:03:00] <miss0r> after a very hard transport that took up most of yesterday; i now have a TOS NK 25A standing in my shop. (the machine weighs in at ~4000 pounds). It was free but everything seemed in working order. Right up until i started playing around with it a bit more last night. Then I discovered that the quill is stuck. I disasembled the quill locking mechanism, but that was not the issue. I am fearing
[10:03:00] <miss0r> there might be rust in there somewhere or something in that order. Do any of you guys have experience with this?
[10:03:14] <miss0r> TOS FNK 25
[10:03:15] <miss0r> A
[10:03:52] <XXCoder> quill is stuck how?
[10:04:21] <miss0r> I can't move it up and down :)
[10:04:28] <miss0r> i.e. stuck solid
[10:04:37] <miss0r> not even the slighest movement
[10:04:48] <XXCoder> odd. not a lathe guy though
[10:04:57] <miss0r> its a mill
[10:05:11] <XXCoder> maybe whatever it uses to lock is stuck locked even when you unlock it
[10:05:38] <miss0r> I did think of that, So I completely removed the lock
[10:06:08] <anomynou1> hit it with a hammer
[10:06:18] <XXCoder> dead blow type
[10:06:19] <anomynou1> (just kiddying)
[10:06:25] <anomynou1> no... a sledgehammer
[10:06:32] <miss0r> in that process damaging the bolt holding it in place, because being tired, I didn't start to think it could be a leftie thread
[10:07:03] <XXCoder> but still removed?
[10:07:12] <miss0r> anomynou1: why stop there... explowsives are better
[10:07:17] <miss0r> XXCoder: yes
[10:07:19] <anomynou1> miss0r, =)
[10:07:34] <XXCoder> well
[10:07:47] <XXCoder> grab a deadblow hammer and tap it maybe it's just "metal welded"
[10:08:01] <XXCoder> or maybe loosen rust
[10:08:16] <miss0r> in the z-direction?
[10:08:50] <XXCoder> in severial directions
[10:08:56] <XXCoder> one of em might jar it loose
[10:09:38] <miss0r> indeed. I'll have to remove the belt drive from the top then. the quill in what looks like completely retracted
[10:10:00] <anomynou1> maybe they didnt use the quill
[10:10:35] <miss0r> anomynou1: perhaps. what I do know for a fact is, it has been in storage for the past 7 years. unused
[10:10:56] <miss0r> thats why, I got it for free, if I just removed it for them
[10:11:13] <anomynou1> so you got a free milling machine
[10:11:33] <XXCoder> miss0r: its worth it from scrap alone
[10:11:40] <XXCoder> but if it works its hella of a bonus.
[10:11:42] <miss0r> yes. So listen to me yak about a defective quill
[10:12:19] <anomynou1> its not complaining if you want to fix it :)
[10:12:26] <miss0r> I am telling you. Getting it in my very small shop was a hellova workload
[10:12:54] <anomynou1> coffee
[10:12:57] <anomynou1> needs
[10:12:59] <anomynou1> coffee
[10:13:00] <anomynou1> :U
[10:13:13] <anomynou1> another pro-tip: rusted bolts always open after torching them ;D
[10:13:38] <miss0r> I could only get it through the door if I removed the spindle motor, and then only with a margin of 1/4" in height
[10:14:33] <miss0r> also. I have something like 4 meters of dirt between my shop and the road outside. meh... good that is overwith
[10:14:51] <XXCoder> lol tough I bet
[10:15:01] <anomynou1> are you going to cnc it
[10:16:53] <anomynou1> https://www.youtube.com/watch?v=4ebpSaBkZug makes me so want hydraulic vises with jaws like that ;D
[10:17:24] <miss0r> perhaps at some point. I already have a home
[10:17:44] <miss0r> cnc'ed Arboga U2508 and a RolandDG PNC-3100 in here
[10:18:00] <anomynou1> is this mill bigger?
[10:18:05] <miss0r> so, at the moment it is to be used for large surface
[10:18:22] <miss0r> https://www.youtube.com/watch?v=-9yrxk3CAzs
[10:18:56] <miss0r> it is. a few seconds into the video, you see a guy at the mill
[10:26:19] <XXCoder> tried dead blow hammer?
[10:27:39] -!- mikeh [mikeh!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[10:28:56] <anomynou1> i would use hard hammer and a safe surface. If it is jammed. But not crazy hard ;D
[10:29:13] -!- mikeh_ has quit [Ping timeout: 265 seconds]
[10:29:17] <miss0r> the problem is. the only place I can hit the quill is in the upwards direction. and It seems it is already in the upmost position
[10:29:32] <XXCoder> cant do down?
[10:29:44] <XXCoder> if I recall from mill design, there should be top bolt
[10:29:49] <miss0r> nowhere to land the blow.
[10:29:55] <XXCoder> one that you loosen to remove taper
[10:30:03] <XXCoder> or collet
[10:30:07] <miss0r> well, indeed. but if I start to hit it there, the force has to traven through the bearings
[10:30:24] <XXCoder> that might ruin em?
[10:30:48] <miss0r> the way i'm seeing it; if there is another way, I don't want to risk it
[10:31:22] <miss0r> they are build to withstand 'some' axial' force - but hitting it with a hammer might be stretching it
[10:31:25] <anomynou1> trololol. You did disengage the quill feed? ;D
[10:31:43] <miss0r> anomynou1: yes. :)
[10:31:53] <miss0r> also took that completely apart just to be sure
[10:32:11] <anomynou1> mm
[10:32:16] <anomynou1> turn it on and use feed? ;D
[10:32:40] <miss0r> did that. but it maxes out in the safety clutch
[10:32:51] <XXCoder> maybe lever to move it down and up isnt connected heh
[10:33:48] <miss0r> it is. and I am expending just enough force on the lever arm not to bend it
[10:34:18] <XXCoder> in IT field its best to check simple and olvious first
[10:34:23] <XXCoder> because its cheap enough
[10:35:07] <anomynou1> can you excert that power to the lever and and semi-gently tap to the quill whree little dents dont matter
[10:40:30] anomynou1 is now known as anomynous
[10:40:34] <anomynous> im bored of my nickname
[10:40:41] <anomynous> want a new one
[10:40:46] <XXCoder> Tweem
[10:40:57] <anomynous> what does that mean
[10:41:01] <XXCoder> dunno
[10:41:45] <anomynous> http://www.urbandictionary.com/define.php?term=Tweem
[10:41:49] <anomynous> what is butt check?
[10:42:30] <anomynous> XXCoder,
[10:42:42] <XXCoder> dunno lol I just randomly made up word
[10:42:49] <anomynous> naw
[10:42:51] <anomynous> i dont buy that
[10:43:01] <XXCoder> belive whatever you want
[10:43:08] <anomynous> mm
[10:43:11] <anomynous> make up a new word
[10:43:25] <XXCoder> weeian
[10:43:39] -!- swarfer [swarfer!~Thunderbi@105.229.40.76] has joined #linuxcnc
[10:43:39] <anomynous> weedian?
[10:43:49] -!- swarfer has quit [Client Quit]
[10:43:54] <XXCoder> why not
[10:44:08] <XXCoder> man I love clickspring
[10:44:20] <anomynous> clickspring videos are good
[10:45:00] <XXCoder> nice bonus is that guy is a toolmaker too.
[10:45:49] <anomynous> i maded a jig. does that count?
[10:46:00] <XXCoder> not really
[10:46:04] <anomynous> :(
[10:46:05] <XXCoder> you dont make custom ems and stuff
[10:46:12] <XXCoder> clickspring guy does
[10:46:20] <anomynous> yes i saw
[10:46:46] <XXCoder> he made HUGE umm whats that called inverted V tool
[10:46:55] <XXCoder> he explains it has problems but worked
[10:46:56] <anomynous> v groove em?
[10:47:47] <XXCoder> I forgot what that shape is called, but wider at end than at holder side
[10:48:19] <anomynous> dove tail?
[10:48:28] <XXCoder> maybe?
[10:48:32] <anomynous> at custom angle
[10:49:01] <anomynous> they call those salmon tails in finnish
[10:51:52] <XXCoder> interesting
[10:52:14] <XXCoder> yep dove tail
[10:53:11] -!- mikeh has quit [Read error: Connection reset by peer]
[10:53:14] -!- mikeh_ [mikeh_!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[10:54:14] <anomynous> http://www.ebay.com/itm/45-55-60-70-75-DEGREE-PREMIUM-HSS-DOVETAIL-CUTTER-MILLING-HIGH-SPEED-STEEL-/141779122947
[10:55:57] <XXCoder> interesting
[10:57:20] <anomynous> it has to be interesting if you are answering.
[10:57:32] <anomynous> thus you cannot be sarcastic. Im so happy.
[10:57:58] <XXCoder> nah it just looks different than ones I saw
[10:58:25] <anomynous> i saw some indexable ones too... but that has biggest angle i saw
[10:58:38] <anomynous> the one clicks made was really big angle and tall
[11:00:12] <anomynous> i wonder if theres annealed hss for sale ;D
[11:03:36] mikeh_ is now known as anarchos2
[11:10:31] <miss0r> now the quill is so disasembled it should just 'fall' right out of the head... I can't move it with gentle hammer slaps
[11:11:53] <XXCoder> anomynous: you can anneal it yourself
[11:11:57] <miss0r> I am about to reach a point where the quill just gets to sit where it is, and I am going to just lower/raise the table to do milling (afraid I will damage it further if I force it apart
[11:12:45] <anomynous> XXCoder, doesnt it harden in air cooling too?
[11:13:11] <XXCoder> I'm not expert but from videos discruotion, slow cooling means annealed
[11:13:17] <XXCoder> rapid cooling harden
[11:13:24] <XXCoder> not to sure about specifics
[11:13:31] <XXCoder> one guy used ashes to slow down cooling
[11:14:17] <anomynous> i may be wrong, but i think they cool it really slow in owen to allow carbon separate into their chunks ;D
[11:14:33] <XXCoder> like I said
[11:14:40] <XXCoder> I'm not sure about exact details
[11:14:44] <anomynous> ok
[11:14:50] <XXCoder> miss0r: still pullking it apart?
[11:15:57] <enleth> anomynous: you can just dump it in something insulating, even sand will do
[11:16:43] <enleth> anomynous: supposedly rock wool is great for this
[11:17:02] <enleth> anomynous: heat up the part, wrap it in rockwool, wait
[11:17:10] -!- mikeh [mikeh!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[11:17:59] -!- anarchos2 has quit [Read error: Connection reset by peer]
[11:20:47] <MrSunshine> so, ive changed the screws on the machine ... now i need to update my config for the new lead length, how do i do that without stepconf ?
[11:21:06] <archivist> an editor
[11:21:06] <XXCoder> edit HAL file
[11:21:15] <archivist> and the ini file
[11:21:41] <MrSunshine> been looking for values, and cant find any ... where to look ? =)
[11:22:23] <archivist> each axis has its own limits
[11:22:31] <archivist> look in the ini file
[11:23:22] <MrSunshine> yeah but the ini i find only accel and max velocity ?
[11:24:38] <archivist> MAX_LIMIT = MIN_LIMIT =
[11:25:38] <MrSunshine> thats axis motion
[11:25:47] <archivist> eg my lathe
http://www.archivist.info/cnc/configs/starturn/starturn.ini
[11:25:53] <MrSunshine> ive updated from a 5mm pitch leadscrew to a 10mm pitch
[11:26:04] <archivist> yes you want to limit how far they go
[11:26:11] <archivist> that is a scale
[11:26:32] <MrSunshine> but velocitys and movement is amplified 2x now ?
[11:26:48] <archivist> adjust scale so it is not
[11:27:51] <MrSunshine> ah so its SCALE i need to change then
[11:33:44] <miss0r> XXCoder: I think I will let it be. And just use the table z-axis movement
[11:34:01] <miss0r> I shall pretend the quill never existed
[11:34:14] <XXCoder> wont it limit Z length?
[11:34:22] <XXCoder> workspace Z
[11:34:30] <miss0r> somewhat.... I need to see. hang on
[11:35:01] amnesic_away is now known as amnesic
[11:35:12] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[11:35:26] <miss0r> doesn't seem so. I can haul the table so far up I can hit the spindle, should I be in that moode
[11:36:21] <XXCoder> thats not too bad then
[11:36:46] <XXCoder> odd thing though, you'd have to rise table to drill
[11:36:55] <XXCoder> rather than pull lever
[11:39:02] <archivist> might just be old oil gone hard sticking it, could use some packing and jack it with the table
[11:40:45] <archivist> miss0r, do you have the manuals so you know what can grip the quill
[11:44:43] <miss0r> archivist: yes. I have studied them frantically last night. There is nothing mechanical left that can grip the quill
[11:44:49] <miss0r> that has all been removed
[11:44:51] -!- taylorbyte [taylorbyte!~taylorbyt@202.172.121.52] has parted #linuxcnc
[11:45:12] <XXCoder> metal welded on I guess
[11:45:52] <miss0r> also, I am most likely never going to be using it for drilling. I have a machine for that. and if need be for precisely placed holes, I will just put it into my CNC
[11:46:02] <XXCoder> indeed
[11:46:07] <archivist> the oils and greases should have protected it from a rust sieze
[11:46:11] <XXCoder> just do table rises
[11:46:27] <miss0r> this mill was aquired mainly for the purpose of surface milling of large objects(preparing it for cnc)
[11:47:04] <XXCoder> http://cheezburger.com/7925579776 holy balls
[11:48:00] amnesic is now known as amnesic_away
[11:48:04] <miss0r> archivist: I agree. That is why it is so strange. Looking at how well greased everything else is, it does not make sence to me
[11:48:21] <XXCoder> quill has removable taper part correct?
[11:48:35] <XXCoder> I wonder if at some point it spun and heated so its welded on now
[11:49:52] <miss0r> taper parts?
[11:50:14] * miss0r knows all the terms in danish, so there might be a translation problen on my part from time to time
[11:50:27] <XXCoder> I'm not too sure what your model is
[11:50:39] <miss0r> TOS FNK 255A
[11:50:42] <miss0r> 25A*
[11:50:44] <XXCoder> so I may be referencing tom part your machine dont have
[11:51:20] <XXCoder> https://www.youtube.com/watch?v=STRnxKa3GtE ?
[11:51:53] <miss0r> yes.
[11:52:33] <miss0r> althou, mine has alot more cleaning to do, than the one in the video :)
[11:52:53] <XXCoder> I saw bolt on top, it holds in collet like bridgeport does
[11:53:04] <XXCoder> was it already removed along with collet?
[11:53:04] <miss0r> indeed
[11:53:19] <miss0r> no. I removed the collect.
[11:53:21] <MrSunshine> yeey, im seeing 0 backlash in the X axis and can move the machine a hell of alot faster now =)
[11:53:28] <XXCoder> try pull out bolt
[11:53:35] <XXCoder> might help
[11:53:39] <XXCoder> MrSunshine: way to go!
[11:53:40] <MrSunshine> so i guess its just squaring the thing up left to do then im ready to roll again =)
[11:53:51] <miss0r> XXCoder: I can only pull it ~15cm then it stops
[11:53:54] <archivist> miss0r, I have had grease ho hard when it dries out, it does seize up stuff
[11:54:27] <MrSunshine> and i realy should build some kind of dustguards for the leadscrews .. but i dont know how .. and i think i know where my shatter is comming from ... lack of regidity in the brackets holding the ballnuts
[11:54:30] <XXCoder> hm might be too dumb but... is there positional max/min still locked in place on it?
[11:54:54] <XXCoder> I know I used em when I was still intern, so its easy to limit deptg
[11:54:56] <XXCoder> depth
[11:54:59] <MrSunshine> just by putting my finger on the spindle i can make it flex upwards to 0.05mm with ease on the place that moves the least :P
[11:55:01] <miss0r> archivist: I did tap it gently with a hammer. that didn't seem to do anything
[11:55:24] <miss0r> XXCoder: Not a dumb question. If it has minimum/maximum locking I have not found it yet
[11:55:36] <XXCoder> it tend to be on other side of lever
[11:55:42] <XXCoder> it looks like screw and 2 nuts
[11:55:48] <XXCoder> not exactly nuts
[11:56:11] <XXCoder> it has part where it hits "max" nut or minium so range is limited
[11:56:20] <archivist> miss0r, tons of glue force is nothing to a tiny hammer
[11:56:33] <XXCoder> stop! hammertime :P
[11:57:21] <miss0r> XXCoder: The only thing I have on the other side is the power feed. on the front of the head theres the mecanical stop limit. it can disengage the powerfeed. that is all there is it seems
[11:57:43] <miss0r> archivist: if that be the case, what am I to do?
[11:57:56] <XXCoder> is stop limits not locked down?
[11:58:10] <miss0r> no
[11:58:13] <archivist> miss0r, a press tool or leave it
[11:58:25] <XXCoder> okay video shows it as exactly on front
[11:58:31] <archivist> eg a puller
[11:58:43] <XXCoder> 2 metal "nuts" (round) and something
[11:59:07] <XXCoder> hm I see lever below main lever
[11:59:15] <XXCoder> it might be something to lock position
[11:59:31] <miss0r> XXCoder: indeed. I have plenty of movement from the part locked to the quill to the nuts. also, it all runs smoothly there - nothing locked
[12:00:04] <miss0r> XXCoder: That is the disengager for the powerfeed. the nuts on the front presses it doen to disengage once it has reached its preset
[12:00:04] <XXCoder> you know what that thingy above the lever is for?
[12:00:19] <miss0r> I have no idea :O)
[12:00:36] <XXCoder> look it up, might be something that can lock
[12:01:15] <miss0r> looking it up in the manual. hang on
[12:01:38] -!- Wolfmetalfab [Wolfmetalfab!~Wolf_@c-69-140-232-48.hsd1.md.comcast.net] has joined #linuxcnc
[12:02:21] <XXCoder> my guess is its either CW/CCW setting or slow/fast
[12:02:37] <miss0r> oh.. that handle. that is the speed
[12:02:38] <XXCoder> there's cover above it no idea what its cover of
[12:03:18] <XXCoder> in video it has handle yours might not have
[12:03:24] -!- Wolf_ has quit [Ping timeout: 250 seconds]
[12:03:25] Wolfmetalfab is now known as Wolf_
[12:04:36] <XXCoder> I just realized
[12:04:43] <XXCoder> it has auto - down and up
[12:04:57] <XXCoder> guy in video swicthed something and it automically moved head down
[12:05:30] <XXCoder> wonder if yours is stuck enaged so you cant manually move it much
[12:06:02] <miss0r> I have another black thingie just above the lever. it has a "grease nipple?" two drilled holes whith bolts deep inside of them and an unbrako pinol bolt with a spring behind it
[12:06:41] <XXCoder> maybe grab something try extract some grease see if it is indeed the case, and same time see grease condition
[12:07:07] <miss0r> like it does on this one:
http://amaron-trading.com/admin/fotogalerie/TOS%20FNK%2025%202.JPG
[12:08:09] <XXCoder> interesting. it does not have that covering near spindle motor
[12:08:15] <XXCoder> video one has it
[12:11:46] -!- tobias47n9e__ has quit [Ping timeout: 245 seconds]
[12:13:53] <miss0r> I can find it in the manuals machine drawings. but I can't find a description or anything mentioning that particular number it is marked with
[12:14:11] <XXCoder> fun
[12:15:42] -!- asdfasd [asdfasd!~332332@90.221.13.196] has joined #linuxcnc
[12:15:56] <miss0r> damn annoying
[12:16:15] <miss0r> I will see if I can catch any grease anywhere around the quill
[12:20:13] -!- Frank__ [Frank__!~frank___@host159.181-14-146.telecom.net.ar] has joined #linuxcnc
[12:24:45] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-gzqbzeetsekcbkki] has joined #linuxcnc
[12:25:54] <miss0r> bleh. This sounds like a job for... another day. As you can imagine moving 4000punds of heavy machinery into a small shop like mine takes some moving other stuff around. So I think I will spend the remainder of the day trying to get everything back in place, so I can find my all my tools, before I go any further on this machine. Thanks for your help guys
[12:26:42] <XXCoder> no problem, hope you solve it, or in least make it workable.
[12:27:37] <miss0r> I think it is quite workable the way it is now. At some point I might have another look at that quill. but, as I don't see why I would use it, it does not realy weigh out the risk of damaging something along the way trying to fix it
[12:29:42] <XXCoder> yeah better that than broken by fixing
[12:31:35] <miss0r> I also have to mend my floor. I had to drill holes for an anchor plate, that the pulley used for help hauling the machine in was mounted to. hehe
[12:35:16] <miss0r> and I think by now it is statistically proven it is 6-8 times more fun to write about it here than actualy start doing it
[12:36:19] <XXCoder> it's very hard for me to get off butt and work on my machine
[12:36:22] <XXCoder> so hard
[12:37:15] <miss0r> luckily I am off my butt. This machine is just here for controlling my roland PNC-3100 and google searching. So I am actualy standing ;)
[12:37:15] -!- spooq has quit [Quit: KVIrc 4.2.0 Equilibrium http://www.kvirc.net/]
[12:38:09] <XXCoder> nice
[12:38:20] <XXCoder> time to get off later
[12:38:37] <AmsterdamJoe> miss0r: treadmill desk?
[12:48:00] -!- teepee has quit [Ping timeout: 245 seconds]
[12:48:01] teepee_ is now known as teepee
[13:07:16] <SpeedEvil> If your treadmill desk weighs 4000lb, you may actually be an elephant.
[13:07:21] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[13:25:55] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[13:26:39] -!- gregcnc [gregcnc!4b1b664f@gateway/web/cgi-irc/kiwiirc.com/ip.75.27.102.79] has joined #linuxcnc
[13:29:21] <miss0r> SpeedEvil: atlast my secret is no more. I am an elephant....
[13:29:57] <miss0r> I managed to get captured in africa, in the hope my cage would have a machine shop with wifi. and here I am. all of my drems come true ;)
[13:30:06] <miss0r> dreams*
[13:32:47] <malcom2073> lol
[13:37:07] <archivist> I want something x-rayed or a manual how to take it to bits
[13:37:49] <archivist> I hate companies that only do service by exchange
[13:40:05] <SpeedEvil> 'we can insure against excessive returns, build 5% extra units, and then simply throw returns away, and fire the repair department'
[13:41:10] -!- FloppyDisk5_25 [FloppyDisk5_25!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[13:42:20] <archivist> I have yet to find any probe company state how to clean the contacts
[13:43:07] <archivist> or what the contact resistance should measure approx
[13:44:00] <archivist> yet the resistance is used
http://www.touch-probe.com/kinematic-resistive-probes/electrical-operation/
[13:45:45] -!- FloppyDisk5_25 has quit [Ping timeout: 260 seconds]
[13:46:07] <archivist> except for Tormach who do tell users to clean their probe contacts
[13:49:07] <__rob> I have their digitizing probe
[13:49:10] <__rob> yet to try it out
[13:52:08] <SpeedEvil> archivist: Oh - neat.
[13:52:16] <archivist> I have some renishaw probes, one at less than an ohm in contact and one at 100 ohms ish and another at 400-900 ohms
[13:52:17] <SpeedEvil> archivist: I diddn't actually know all balls were touching
[13:52:39] <archivist> SpeedEvil, its the kinematic mount idea
[13:56:05] <Sync> archivist: usually you don't need to clean them
[13:56:22] <Sync> my HH tool length probe has some clever opamp stuff in there
[13:56:39] <archivist> the interface as a comparator
[13:56:42] <archivist> has
[13:57:21] <archivist> the resistance is varying more than I would expect
[13:57:54] <archivist> one probe often remains open, so pretty sure it has some crud in it
[14:19:24] <enleth> archivist: I got my bridgeport with a service manual, it was absolutely invaluable
[14:20:06] <enleth> mind you, it's a field service manual which does sometimes state "if this is damaged, send back to factory"
[14:20:24] <archivist> enleth, hence my nick :) and
http://www.collection.archivist.info/
[14:21:09] <enleth> but I'd say it contains 90% of what you need to rebuild one
[14:21:23] <enleth> or take it apart to bare castings and then back together, which is what I did
[14:21:52] <archivist> some manuals do expect the user to have a brain
[14:22:02] <enleth> that's one of them
[14:23:05] <archivist> like an expectation the repair person has had an apprenticeship of rebuilding machine
[14:23:18] <enleth> although there are a few sections that probably assume some prior training or specialized tooling that is "obviously" going to be used for specific tasks
[14:23:37] <enleth> like, there is one locknut on the Y axis ballscrew that is extremely difficult to take off
[14:23:54] <enleth> becuse there's no obvious way of holding the screw stationary while turning the locknut
[14:24:04] <enleth> the manual just says "now remove the lokcnut"
[14:24:41] <archivist> buggers have a special spanner in the factory
[14:25:03] <enleth> I made a hellish contraption that holds the ballscrew in place using one of the pulleys as an anchor point, but I imagine a Bridgeport serviceman would just pull a purpose-built wrench from his bag at this point
[14:25:14] <enleth> one that meshes with the shaft where the pulley normally is
[14:25:56] <enleth> and they probably had one with them - it's a *field* service manual after all
[14:26:06] <archivist> some pulleys I use a rope and a bar to make a choke a bit like oil filter spanners
[14:26:16] <enleth> heh
[14:26:27] <enleth> archivist:
https://gallery.hackerspace.pl/Bridgeport-locknut
[14:27:30] <enleth> the blue wrench is grabbing the locknut (there was no time to make a hook wrench with funny bends in it to clear the casting)
[14:27:47] <enleth> the crowbar is locked in the casting to provide additional leverage
[14:28:08] <enleth> the toothed belt is tensioned by the chain thingy
[14:29:16] <archivist> toothed belt is similar to my rope choke
[14:29:17] <enleth> smaller pulley that anchors the belt is on a threaded rod from a chinese clamping set, going through a hole in the casting where the cable gland normally is
[14:29:30] <enleth> yeah, the idea is essentially the same I think
[14:30:07] <archivist> I should take pics next time I do it
[14:31:00] <archivist> I used a crowbar too(or whatever was long enough)
[14:31:14] <enleth> luckily I met a guy who designs lasercut steel parts for a living and he can make any kind of hook wrench imaginable
[14:31:15] -!- mikeh has quit [Read error: Connection reset by peer]
[14:31:36] -!- mikeh [mikeh!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[14:31:46] <enleth> so the next time I need to work on the bport, I'll have all the wrenches I need
[14:32:32] <archivist> it will probably outlive any need to take it to bits again
[14:34:38] <enleth> I wouldn't be so sure
[14:35:14] <enleth> there's no way of getting this machine out of where it is now without either taking it apart or making a couple of new doors
[14:35:32] <enleth> which is actually a fancy way to say "pulling down a few walls"
[14:36:15] <enleth> it's hard to say if it's a door or a lack of wall if it goes all the way to the ceiling
[14:37:13] <enleth> so I do have to be prepared to get it out of there in pieces
[14:37:17] <archivist> I should bring the cmm indoors rather than leave it in the garage
[14:37:36] <archivist> or upgrade the garage to warm and dry
[14:38:06] <enleth> yeah, I guess it's one of those cases where it's easier to make it indoors around the machine than to move it to existing indoors
[14:40:31] <archivist> although today had front door open to warm the house :)
[14:41:59] -!- maxcnc [maxcnc!~chatzilla@ip5f58b75e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[14:42:00] -!- Lollipopp [Lollipopp!~Lollipopp@2a02:1205:34f7:8cb0:219:7eff:fe56:f2f3] has joined #linuxcnc
[14:42:09] <maxcnc> hi in the Winter USA
[14:42:34] <maxcnc> Pete is still shuffeling i guess towards or around his shop
[14:47:40] -!- maxcnc has quit [Quit: ChatZilla 0.9.91 [Firefox 20.0/20130329043827]]
[14:49:14] <Lollipopp> Hi everyone! Hope you are all well! Is anybody from Germany / Europe here?
[14:49:43] <Lollipopp> I was wondering if you know EMS Moederl CNC machines
[14:50:00] -!- d42 has quit [Read error: Connection reset by peer]
[14:53:30] <MrSunshine> hmm, are acceleratinons with pendant (xhc pendant) higher than what linuxcnc outputs when going around with the keyboard ?
[14:53:38] <MrSunshine> movement is extremly jerky with the pendant
[14:53:57] <MrSunshine> tho im still on 2.6.5 so might be better now ?
[14:55:26] amnesic_away is now known as amnesic
[14:55:33] <MrSunshine> xhc-hb04: support lower accels for mpg jogging
[14:55:39] <MrSunshine> 2.7.0-pre6
[14:56:20] <MrSunshine> i guess an update is due then =)
[14:59:09] <__rob> anyone use autodesk inventor for cam ?
[14:59:42] <__rob> its pretty good, but I dont seems to be able to setup non cuboid stock
[14:59:42] -!- d42 [d42!~root@89-78-214-50.dynamic.chello.pl] has joined #linuxcnc
[15:02:31] <enleth> __rob: try Autodesk Fusion
[15:02:48] <__rob> yea, just another bit of software to buy
[15:02:55] <__rob> I assumed the CAM bit of it was the same
[15:03:08] <enleth> __rob: they are focusing on Fusion development now
[15:03:21] <enleth> besides, it's free for a year for hobbyists/startups
[15:03:35] <enleth> basically, you say you are a startup and you get the license
[15:03:43] <enleth> they don't even check it
[15:04:29] <__rob> ahh, thats nice
[15:04:40] <__rob> be interesting to see how much better the CAM stuff is
[15:05:12] <enleth> it certainly looks nice, and there are no license tiers
[15:05:32] <enleth> it must be irritating to see it so cheap now when one paid for an Inventor Professional license
[15:06:08] <archivist> only until they think they can start gouging you for money
[15:07:01] <__rob> really be interested to know what the difference is
[15:07:03] <archivist> introductory offer, get your data, raid bank later
[15:07:09] <__rob> I hate it when companies have huge overlap in products
[15:07:18] <__rob> you just wonder what the hell the difference is
[15:07:46] <__rob> but I do wonder if the CAM stuff is maybe better
[15:08:06] <__rob> I've not actually generated a toolpath for the tormach from it yet
[15:08:09] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[15:09:21] <__rob> you would think they are using the same core for all their products
[15:09:35] <__rob> http://www.autodesk.com/products/cam/overview
[15:10:35] <gregcnc> They are essentially the same except for the CAD software they integrate with
[15:13:10] <__rob> so presumably the post processors I use in Inventor are the same across their products
[15:15:28] <gregcnc> Maybe, I don't think they are identical. Have you compared Inventor to Fusion? I'm on SW and thought about Fusion mainly for the CAM, but haven't tried Fusion yet.
[15:15:47] <__rob> not tried yet, downloading the trial now
[15:15:51] <__rob> I have inventor HSM already tho
[15:16:11] <__rob> just a bit vauge as to which post processor to use for Tormach
[15:18:24] <__rob> they do have "AutoDesk Fusion 360 Post Processor for PathPilot "
[15:18:30] <__rob> 07/07/2015
[15:18:33] <gregcnc> have you looked at the support forum? The post isn't that hard to modify. I modified HSMXrpess posts to work with Linuxcnc and Emco Fanuc. i took bits and pieces from several posts. A few guys continually improve posts a couple for tormach.
[15:19:16] <__rob> the main thing I want to work without messing around is things like tool change
[15:19:20] <__rob> with the ATC
[15:19:45] amnesic is now known as amnesic_away
[15:23:34] <__rob> well both are .cps files..
[15:30:06] -!- gregcnc has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[15:30:58] <archivist> "without messing around" might be an unrealistic dream
[15:32:36] -!- gregcnc [gregcnc!4b1b664f@gateway/web/cgi-irc/kiwiirc.com/ip.75.27.102.79] has joined #linuxcnc
[15:34:27] -!- tlab [tlab!~tlab@104.235.20.192] has joined #linuxcnc
[15:34:30] <miss0r> I am very new to this BT30-40-50 thing. I have no idea what size I should order for my mill. Where should I measure to tell what size I should use?
[15:34:46] <__rob> what I am confused about I guess is where the disconnect is between machine and cam software. Obviously g-code needs to be output, but why there are so many post processors per machine rather then per software. Like, I can see that each machine may have custom macros for things like ATC, but taking for example a tool change, that should always be a T gcode right ?
[15:34:48] <__rob> in any machine
[15:35:10] <__rob> then implmented by a macro in the software (linux cnc, mach3 etc.. )
[15:35:19] <gregcnc> Each machine speaks it's own language even if the smae contorl is used at times
[15:35:21] <__rob> that actually does the specifics required to achieve that
[15:35:56] <__rob> but isn't it the machining software that speaks the language ?
[15:36:09] <__rob> i mean thats was translates the gcode to motor positions
[15:36:18] <__rob> rather then specifically the machine
[15:36:24] <gregcnc> no
[15:36:47] <gregcnc> The machine needs proper gcode to do what you expect it to do
[15:37:30] <gregcnc> posts convert toolpaths in CAM to gcode
[15:38:28] <__rob> yea, but thats is what confuses me. Say I have a Tormach and some random home made cnc machine. both have the same axis setup, and both are configured for their specific motor pulses per mm
[15:38:33] <gregcnc> __rob, the machine specs should call out exactly which spindle taper the machine has, then you also need the proper pullstud
[15:38:35] <__rob> then the code should be the same
[15:38:40] <__rob> for a move
[15:38:42] <__rob> say
[15:39:01] <gregcnc> machine controls vary
[15:39:34] <archivist> miss0r,
http://www.tools-n-gizmos.com/specs/Tapers.html
[15:39:59] <__rob> right just looking for a simple example of where a difference might lie, with something as simple as a move
[15:40:23] <__rob> as far as I can see move to x,y should be always the same
[15:40:28] <gregcnc> basics linear arc codes are the same, but once you get into canned cycles everything is different
[15:40:32] <archivist> some machines produced curves as many short lines others can do real curves
[15:40:56] <__rob> right, but isn't that linux cnc that does the conversion
[15:41:09] <__rob> at some point everything is a straight line if you have a stepper driving it
[15:41:10] <gregcnc> machines? that interpret G02-03 to short lines?
[15:41:21] <archivist> so loads of cam software went for the lowest common command and do short lines instead of curves
[15:41:27] <miss0r> archivist: it seems I am using nmtb 40
[15:41:50] <archivist> gregcnc, in cam
[15:41:54] <gregcnc> CAM creates the short line moves,
[15:42:08] <archivist> I know some had no g2/3
[15:42:50] <archivist> linuxcnc now joins up the short lines to make curves if it can
[15:43:08] <gregcnc> either the machine has arc interpolation or it doesn't Were there really machines that took G2/3 and made linear moves to approximate an arc?
[15:43:11] <__rob> right, but then linuxcnc is outputting the pulses right ?
[15:43:38] <__rob> if your driving steppers
[15:43:46] <archivist> yes
[15:43:53] <gregcnc> Which control?
[15:44:48] <__rob> yea, so then that is surely linuxcnc dependant, whether the machine can handle arcs or straight lines
[15:45:10] <__rob> as its linux cnc's job to convert that g-code into actually movmenent on the motors...
[15:45:11] <gregcnc> Linux handles arcs no problem
[15:45:16] <gregcnc> linuxcnc
[15:45:23] -!- aventtini6 has quit []
[15:45:26] <gregcnc> linuxcnc is a machine control
[15:45:34] <__rob> which was my originall question. forgetting about custom routine codes for a minute
[15:45:45] <__rob> the post processor is really dependant on the machines software
[15:45:49] <__rob> is that correct ?
[15:45:50] <gregcnc> yes
[15:46:14] <anomynous> does linuxcnc interpolate splines?
[15:46:17] <__rob> ok, so 5 totally different machines running linux cnc (and setup right) should take the same limited subset of gcode and work
[15:46:26] <__rob> if you dont use any custom features
[15:46:32] <gregcnc> yes
[15:47:06] <__rob> ok, in that case I guess this Fusion 360 for path pilot should just work
[15:47:13] <__rob> with inventor
[15:47:23] <__rob> assing the input to it from both is the same
[15:47:31] <__rob> assuming*
[15:47:34] <anomynous> __rob, something like that... but in practice it might matter whether you write M6T1 or T1M6 or whether you have a newline in between
[15:47:42] <archivist> anomynous,
http://linuxcnc.org/docs/2.6/html/gcode/gcode.html#sec:G5-Cubic-Spline
[15:47:57] <anomynous> __rob, cams do have generic post processors.
[15:48:46] <__rob> in inventor the whole lot say "Generic" after them :)
[15:48:54] <gregcnc> should, but autodesk support always asks which platform you're on, there must be some differences
[15:49:25] <__rob> http://i.snag.gy/r9EMm.jpg
[15:49:26] <anomynous> im on concrete floor? Is that wrong answer?
[15:51:03] <gregcnc> because controls have options. Some machines don't have helical interpolation, so you can't use simple g2/3 to create the gcode. the post must output linear segment gcode.
[15:52:03] <archivist> or know how to drive a rotary
[15:52:19] <anomynous> and then they sell you high speed controls to handle large amounts of gcode in short amount of time ;D
[15:53:12] <gregcnc> everyone loves HAAS for that right?
[15:53:17] <__rob> I think my confusion was that when you say Machine, I was assuming just the hardware, rather then machines & control software
[15:54:02] -!- swarfer [swarfer!~Thunderbi@105.229.40.76] has joined #linuxcnc
[15:54:03] <archivist> and then there is usually more than one way of doing something
[15:54:03] <gregcnc> machine= machine control, the hardware is only limited by what axes are available.
[15:54:29] <__rob> so those control boards like smooth-stepper, they effectively take the g-code straight to their driver, and process themselves either in the driver or on the board itself/
[15:54:30] <__rob> ?
[15:55:11] <__rob> and skip linux cnc dealing with interpolating arcs etc..
[15:55:12] <archivist> I was cutting a helix in linuxcnc before it was implemented, I used a rotary axis
[15:55:15] <gregcnc> machine controls take gcode and turn it into movement. unless you are building machines you don't really care how its done
[15:55:44] -!- miss0r has quit []
[15:56:36] <gregcnc> CAM creates tool paths, and post processors turn toolpaths into gcode.
[15:56:56] <__rob> yup, interested in how its implemented
[15:57:04] <archivist> there are four helical form methods with linuxcnc, screw cut on a lathe, helical path on a mill, or helical path mill with rotary, or hob
[15:57:06] <__rob> like canned drill cycles. I wonder what the point is
[15:57:16] <__rob> i mean outputting move up move down move up move down
[15:57:22] <__rob> will give you the same result
[15:57:26] <__rob> as some pre done cycle
[15:57:33] <__rob> and will work on all machines that have up down
[15:57:37] <archivist> simpler to program the cycle
[15:57:50] <archivist> it just works
[15:58:00] <__rob> well once you've written the post processor I would have thought its the same
[15:58:04] <anomynous> rob_h, try change the peck setting on cycle written with g1
[15:58:08] <__rob> guess its smaller more reable code
[15:58:22] <anomynous> or anything really... its just easier to read if it is in canned cycles
[15:58:24] <gregcnc> this all goes back like 50 yers
[15:58:29] <gregcnc> or more
[15:58:40] <__rob> anomynous, I guess I'd go edit in inventor
[15:58:43] <__rob> and post process again
[15:58:57] <anomynous> __rob, you could do that
[15:58:59] <__rob> always been simple parts, so maybe that will kill you if it was a complicated file
[15:59:07] <__rob> just in tersm of processing time
[15:59:16] <archivist> some parts need very expensive cam
[15:59:17] <anomynous> __rob, but if it is just pecking depth, you probably wouldnt want bother to.
[15:59:19] <__rob> hasn't for me yet, so I don't know if thats the reason
[15:59:37] <archivist> there is little for 5 axis machines
[15:59:58] <gregcnc> you learn a lot of this stuff if you program machines by hand and have to make changes on the fly.
[16:00:17] <archivist> hand coding wins out for me too
[16:00:20] <__rob> I suppose if your at the actual machine in a big shop and want to just tweak something
[16:00:39] <__rob> I have inventor right beside me, so
[16:00:49] <gregcnc> some things CAM can't actually help you with, how woul you program out a taper in a turned part due to way wear?
[16:01:42] <archivist> I am not aware of any hobbing cam
[16:01:58] <anomynous> hobbing means lathe work?
[16:02:12] <anomynous> we have lathe cam too
[16:02:17] <anomynous> and mastercam does too
[16:02:21] <archivist> can be dont on a mill with a live 4th axis
[16:02:40] <gregcnc> I think the people who sell hobbing machines offer the CAM
[16:03:05] <__rob> so what sort of things should I test assuming basic movement works with this Fusion 360 PP
[16:03:14] <__rob> and is correct
[16:03:30] <anomynous> __rob, you could drive the program in air
[16:03:32] <anomynous> ;D
[16:03:37] <gregcnc> I would post from your known post and compare the code to what fusion ouputs
[16:03:42] <anomynous> and after you see it works, use it on work piece
[16:03:52] <__rob> well I dont have a known post for Tormach
[16:03:59] <gregcnc> oh
[16:04:02] <__rob> been using Mach3 with a custom machine till now
[16:04:03] <archivist> I cut air, move closer
[16:04:09] <__rob> which worked alright
[16:04:21] <gregcnc> I thought you were using one in Inventor
[16:04:31] <__rob> yea, I have been, but for mach 3
[16:04:42] <__rob> jussst setting up for the Tormach and path pilot now
[16:05:13] <__rob> I could use mach3 with it, but I really don't think its great software
[16:05:59] <__rob> I tried setting it up so I could have a part in not square to the mill and calculate the angle the part was rotated by probing both ends
[16:06:08] <__rob> but mach3 had a fit with all of the arcs
[16:06:47] <__rob> not really sure why, its just a super simple linear transformation
[16:07:24] -!- Lollipopp has quit [Quit: Leaving]
[16:07:45] <__rob> so be interested to see how much better all that is with linux cnc
[16:07:55] <__rob> my guess is it will be solid
[16:08:50] -!- tlab has quit [Ping timeout: 276 seconds]
[16:10:40] -!- Daerist has quit [Quit: Leaving]
[16:11:31] <__rob> http://www.tormach.com/machine_codes_gcodes.html
[16:11:35] <__rob> this is all their custom codes
[16:11:54] <__rob> or rather their refernce on normal codes
[16:12:14] <__rob> so I suppose if I see codes that are not on that list, PP is wrong
[16:14:41] -!- FloppyDisk5_25 [FloppyDisk5_25!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[16:14:58] <__rob> jsut gotta try it now - thanks for the info on all that
[16:15:02] <__rob> really massive help
[16:15:42] -!- kalxas has quit [Changing host]
[16:18:26] -!- Komzpa has quit [Ping timeout: 240 seconds]
[16:25:40] -!- chris_99 has quit [Quit: Leaving]
[16:26:02] -!- swarfer has quit [Quit: swarfer]
[16:30:51] -!- Valduare [Valduare!~nsstratto@97-94-35-98.static.ftbg.wi.charter.com] has joined #linuxcnc
[16:38:42] <zeeshan|2> hi
[16:38:47] <zeeshan|2> does anyone here run a digitizing probe?
[16:39:06] <JT-Shop> I have a probe on the BP
[16:40:58] <Tom_itx> yay
[16:41:08] <archivist> I have a probe on the CMM when its warm outside
[16:41:10] <Tom_itx> i did at one point but not now
[16:41:21] <JT-Shop> and I have a plug too now :) thanks\
[16:45:40] <zeeshan|2> which probe john
[16:46:02] <JT-Shop> wildhorse let me find it
[16:46:30] <zeeshan|2> this is something i keep saying ineed when i go on my machine
[16:46:32] <JT-Shop> no that ain't it
[16:46:34] <zeeshan|2> so i think its time to bite the bullet
[16:47:21] <archivist> I will be making an adapter so I can mount one on the 5 axis sometime
[16:47:23] -!- spooq [spooq!~spooq@185.16.162.177] has joined #linuxcnc
[16:47:55] <archivist> cannot decide which though
[16:48:50] <archivist> the CMM I got, the seller sent me a second probe this week, but it has a rather high contact resistance
[16:49:12] <JT-Shop> zeeshan|2:
http://deepgroove1.com/stainlessprobe/stainlessprobe.htm
[16:49:27] <JT-Shop> made very well
[16:49:56] <zeeshan|2> have y9ou checked its repeatability?
[16:50:55] <JT-Shop> well it's on my BP dunno how repeatable it is lol
[16:51:14] <JT-Shop> I get in the tenths on the BP when probing the same place
[16:51:22] <zeeshan|2> good enough
[16:51:24] <zeeshan|2> :)
[16:51:43] <archivist> try around a ball and see how round it measures
[16:51:51] <zeeshan|2> jt could you do that?
[16:51:59] <zeeshan|2> measure a dowel :D
[16:52:03] <JT-Shop> expand a bit on that
[16:52:03] <zeeshan|2> and post results ?:D:d
[16:52:21] -!- maxcnc [maxcnc!~chatzilla@ip5f58b75e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[16:52:38] <maxcnc> PetefromTn_: did the shuffle survive the storm
[16:52:54] <archivist> pobes of this type inherently cannot measure truly round
[16:53:11] <JT-Shop> neither can my BP lol
[16:53:29] <archivist> it is in the triangular design of the kinematic mount
[16:53:30] <JT-Shop> I can probe a hole after I get done with these parts
[16:54:36] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[16:55:09] <archivist> been unable to afford a datum sphere yet to properly set mine up
[16:55:09] <JT-Shop> be back in a bit
[16:55:47] <zeeshan|2> thanks jt
[16:55:48] <zeeshan|2> :)
[16:55:53] <zeeshan|2> looking forward to it
[16:56:11] <zeeshan|2> do you use the probe to setup your work piece origin?
[16:56:44] <archivist> I suppose somewhere on the cmm pc will be a set of results off the calibration
[17:00:26] -!- Komzpa has quit [Ping timeout: 240 seconds]
[17:05:28] -!- tlab [tlab!~tlab@104.235.20.192] has joined #linuxcnc
[17:08:30] amnesic_away is now known as amnesic
[17:10:19] amnesic is now known as amnesic_away
[17:24:33] <archivist> some grotty binary format by the look of it
[17:26:45] -!- Roguish has quit [Remote host closed the connection]
[17:28:04] -!- tchaddad has quit [Remote host closed the connection]
[17:35:16] -!- Remog has quit [Ping timeout: 250 seconds]
[17:35:47] <CaptHindsight> http://hothardware.com/news/jaguarboard-intel-atom-powered-single-board-mini-pc-to-take-on-raspberry-pi-at-45
[17:36:42] <CaptHindsight> eh for $65, but x86, small and hm2_eth might work
[17:37:21] <CaptHindsight> unfortunately anything Intel has built in malware/backdoor/phone home
[17:39:50] -!- tlab has quit [Ping timeout: 276 seconds]
[17:46:06] <maxcnc> i got very good expirence with hm2_eth on the Fujitsu but they dont like the 5i25
[17:46:35] <maxcnc> if they come up they run and run but the start of the PC is not garanteed
[17:46:51] <maxcnc> infect you need to pull the 5i25 trice a day and replug
[17:47:27] <maxcnc> CaptHindsight: why not the J1900
[17:57:21] <CaptHindsight> maxcnc: the board I posted in ~1/5th the size of the J1900
[17:57:24] <CaptHindsight> or smaller
[17:57:48] <maxcnc> agree on size but not on performence
[18:00:03] <CaptHindsight> the credit card sized board fits into a small LCD panel
[18:02:45] <maxcnc> then you may take a tablet and connect it by BT
[18:03:59] <t12> fleamarket was good today
[18:04:09] <t12> i think i got a lifetime supply of lathe tooling
[18:08:11] -!- cncbasher [cncbasher!~Sarah@cpc8-hart9-2-0-cust254.11-3.cable.virginm.net] has joined #linuxcnc
[18:09:45] <maxcnc> im off
[18:09:49] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151030084315]]
[18:11:08] -!- cncbasher [cncbasher!~Sarah@cpc8-hart9-2-0-cust254.11-3.cable.virginm.net] has parted #linuxcnc
[18:13:30] <JT-Shop> zeeshan|2: I use the probe to find the vise jaw to set Y0, I use a dowel to position the material X
[18:13:42] <zeeshan|2> ah
[18:14:11] <JT-Shop> it's faster that way
[18:14:37] <zeeshan|2> the probes ive used
[18:14:43] <zeeshan|2> you give a rough size of the part
[18:14:45] <JT-Shop> and I use the dowel method to set Z
[18:14:52] <zeeshan|2> and it'll probe automatically after that
[18:15:00] <zeeshan|2> this probe cant do z?
[18:15:00] <t12> https://www.dropbox.com/sc/anhc3b4omioplcp/AABNqDmBAITwY7PjvzC3Lzcha
[18:15:14] <zeeshan|2> t12 score? :D
[18:15:18] <zeeshan|2> those hammers look really nice
[18:15:21] <JT-Shop> sure it can but setting the tool Z is faster with a dowel
[18:15:30] <zeeshan|2> jthornton: why
[18:15:36] <zeeshan|2> dont you input rough height first
[18:15:39] <zeeshan|2> so it can rapid ?
[18:16:27] <JT-Shop> when I load a tool I lower it down to a height lower than the dowel which is on top of the material then raise it up till the dowel passes under
[18:16:38] <JT-Shop> that is Z+dowel diameter
[18:16:47] <zeeshan|2> ah
[18:16:53] <JT-Shop> quick easy fast pick all three
[18:17:00] <zeeshan|2> thats how i do it also right now
[18:17:16] <zeeshan|2> i want easy
[18:17:18] <zeeshan|2> not quick :p
[18:17:19] <zeeshan|2> lazy man win
[18:17:51] * JT-Shop goes back to writing a ngcgui sub
[18:19:07] -!- Duc_mobile [Duc_mobile!~Duc@24.96.23.106] has joined #linuxcnc
[18:22:49] -!- tlab [tlab!~tlab@104.235.20.192] has joined #linuxcnc
[18:41:08] -!- teepee has quit [Ping timeout: 248 seconds]
[18:41:08] teepee_ is now known as teepee
[18:57:11] -!- tlab has quit [Ping timeout: 276 seconds]
[19:00:08] -!- Daerist has quit [Quit: Leaving]
[19:00:20] <gregcnc> you just need a tool setting probe?
[19:04:18] -!- kalxas has quit [Quit: Goodbye]
[19:04:38] -!- tlab [tlab!~tlab@104.235.20.192] has joined #linuxcnc
[19:09:07] <JT-Shop> can't see any use for one on the BP
[19:09:53] <gregcnc> i think i was confused about what Zee wanted to do
[19:11:53] * JT-Shop is always confused by zeeshan|2
[19:13:13] <CaptHindsight> I still have nightmares of two hairy hands coming at me
[19:14:18] <JT-Shop> sweet my circle sub works
[19:15:47] <JT-Shop> almost works lol
[19:20:05] -!- tchaddad has quit [Remote host closed the connection]
[19:28:01] <os1r1s> Who has a g0704 here?
[19:31:29] <Jymmm> How about a g6
https://www.youtube.com/watch?feature=player_detailpage&v=w4s6H4ku6ZY#t=28
[19:32:41] <os1r1s> Jymmm haha
[19:32:52] <Jymmm> =)
[19:33:04] <os1r1s> Jymmm Perhap a milkshake by kelis
[19:33:09] <os1r1s> perhaps
[19:34:30] <Jymmm> os1r1s: Alright, if we are going there...
https://www.youtube.com/watch?feature=player_detailpage&v=kY84MRnxVzo#t=31
[19:34:55] <os1r1s> Jymmm Haha
[19:36:30] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[19:38:47] -!- tlab has quit [Ping timeout: 276 seconds]
[19:56:56] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[20:05:11] <MrSunshine> how i had the machine it seems to be about 1mm off over 1200mm without using any test equipment bogles my mind :P
[20:05:50] <MrSunshine> and i dont know if its off that amount either as it can be the X axis that is bent :P
[20:06:26] -!- bilboquet has quit [Read error: Connection reset by peer]
[20:06:52] -!- bilboquet [bilboquet!~bilboquet@95-210-223-186.ip.skylogicnet.com] has joined #linuxcnc
[20:08:48] -!- Valen [Valen!~Valen@2401:a400:2306:a100:887a:55db:bcc1:ad70] has joined #linuxcnc
[20:13:24] -!- kalxas has quit [Changing host]
[20:19:54] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[20:21:06] micges__ is now known as micges
[20:21:45] -!- micges_ has quit [Ping timeout: 245 seconds]
[20:22:56] -!- Nick001-shop [Nick001-shop!~chatzilla@hrbg-74-46-20-225-pppoe.dsl.hrbg.epix.net] has joined #linuxcnc
[20:31:19] -!- tchaddad has quit [Remote host closed the connection]
[20:33:32] -!- spooq has quit [Quit: KVIrc 4.2.0 Equilibrium http://www.kvirc.net/]
[20:48:35] -!- chillly has quit [Remote host closed the connection]
[20:58:33] <zeeshan|2> CaptHindsight: rofl
[20:58:51] <zeeshan|2> JT-Shop: results??!
[20:59:20] <zeeshan|2> gregcnc: i want a digitizing probe mainly, but i guess a secondary function would be for setting up workpiece offsets
[21:02:01] -!- lucashodge has quit [Client Quit]
[21:04:11] <Tom_itx> what's up zee
[21:12:18] <Frank__> helloes
[21:16:11] <zeeshan|2> tom workin :)
[21:16:12] <zeeshan|2> how about you
[21:16:29] <Tom_itx> was doin catia a bit
[21:16:46] <zeeshan|2> hows it workin out
[21:16:54] <Tom_itx> good
[21:17:18] <Tom_itx> up to problem 23 for credit already
[21:19:39] <zeeshan|2> nice :)
[21:32:53] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[21:37:52] <Tom_itx> i did find out a few things about doing them though
[21:40:42] -!- tchaddad has quit [Remote host closed the connection]
[21:42:55] <zeeshan-mill> i need a wider screen
[21:43:03] <zeeshan-mill> linuxcnc features is a fatty
[21:43:55] <Tom_itx> i like the lab pcs
[21:44:00] <Tom_itx> dual wide screens
[21:44:29] <zeeshan-mill> hehe
[21:44:53] <Tom_itx> i was running 2 sessions, listening with one and problems with the other
[21:45:30] <Tom_itx> unfortunately they're running V5R25 and student is V5R24
[21:45:51] <Tom_itx> so when i'm doing problems there i have to revert to V5R24 so i can bring em home and work on em
[21:46:36] <Tom_itx> they've got 4 or 5 ver there including 6 which isn't online yet
[21:47:26] -!- FRED_ [FRED_!5a07f0c7@gateway/web/freenode/ip.90.7.240.199] has joined #linuxcnc
[21:47:40] -!- FRED_ has quit [Client Quit]
[21:47:45] <zeeshan-mill> i missed part of convo ;[
[21:49:18] -!- basiclaser has quit [Quit: Connection closed for inactivity]
[21:51:23] -!- Duc [Duc!~Duc@24.96.23.106] has joined #linuxcnc
[21:54:02] -!- Duc_mobile has quit [Ping timeout: 250 seconds]
[21:55:33] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[21:56:39] -!- cetabio has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[22:01:20] -!- tchaddad has quit [Remote host closed the connection]
[22:07:22] -!- eFuchs [eFuchs!~huehuehue@dyn-31-25-157-250.ewacom.ropa.net] has joined #linuxcnc
[22:07:22] -!- eFuchs has quit [Client Quit]
[22:07:48] -!- eFuchs [eFuchs!~huehuehue@dyn-31-25-157-250.ewacom.ropa.net] has joined #linuxcnc
[22:08:27] -!- rue_shop3 has quit [Remote host closed the connection]
[22:16:35] -!- teepee has quit [Ping timeout: 240 seconds]
[22:16:35] teepee_ is now known as teepee
[22:16:57] <TekniQue> when I've touched off, can I somehow save those coordinates?
[22:17:10] <Tom_itx> sure
[22:17:32] <TekniQue> so the next time I machine that part, I don't need to touch off again
[22:17:57] <TekniQue> how do I do that?
[22:18:09] <Tom_itx> are you using G54 offsets?
[22:18:22] <Tom_itx> set up an offset and save it
[22:18:49] <TekniQue> I don't have G54 offsets in my code
[22:18:59] <TekniQue> I'm using Cambam for code generation
[22:20:38] <Tom_itx> i'd add it in and use it
[22:21:03] <TekniQue> ok
[22:22:39] <gregcnc> Adding offsets to a program assumes the fixtures are in the same place every time you run a given program
[22:22:45] <TekniQue> yes
[22:22:53] <TekniQue> that's the case exactly
[22:23:26] <TekniQue> I've got just one vise and I've got some tools made to position the work when I mount it in the vise
[22:23:49] <gregcnc> As long as the vice doesn't move that's fine
[22:24:19] <gregcnc> vise
[22:25:00] <Tom_itx> it does unless you move the vise and update the offsets with it which is pretty common
[22:25:02] <Deejay> gn8
[22:25:21] <zeeshan-mill> TekniQue, i use g10
[22:25:33] <zeeshan-mill> or what was it
[22:25:34] <zeeshan-mill> hm
[22:25:40] <gregcnc> yeah G10
[22:25:42] <zeeshan-mill> it allows you to offset your g54
[22:25:44] -!- Deejay has quit [Quit: bye]
[22:26:06] <zeeshan-mill> to a known location as long as your machine homes to the exact same place
[22:26:09] <zeeshan-mill> its a good method
[22:26:43] <gregcnc> Tom_itx, how does the program get updated with new offsets?
[22:27:01] <Tom_itx> you set them at the machine
[22:27:07] <Tom_itx> the program could care less
[22:27:13] <gregcnc> then they aren't set in the program
[22:27:27] <Tom_itx> it will run the same pattern no matter where you tell it where x0 y0 z0 is
[22:27:32] <TekniQue> so what do I do then, type in g54 in MDI and then touch off?
[22:27:35] <gregcnc> we are talking about setting ofsets in the program
[22:27:51] <TekniQue> and then add g54/g55/whatever to the top of my program?
[22:27:51] <Tom_itx> probably not such a good idea
[22:28:04] <zeeshan-mill> tom why not
[22:28:05] <gregcnc> it's done all the time with reapatable fixtures
[22:28:05] <zeeshan-mill> i use it!
[22:28:09] -!- chillly has quit [Quit: Ex-Chat]
[22:28:13] <Tom_itx> what if something moves?
[22:28:18] <zeeshan-mill> it wont
[22:28:25] <gregcnc> tha'ts was my point if it doesn't move
[22:28:34] <Tom_itx> then do it
[22:29:30] <zeeshan-mill> lets fight
[22:29:32] <TekniQue> so again, how do I set up the coordinate systems?
[22:29:43] <TekniQue> mdi into the coordinate system and then touch off as usual?
[22:29:44] -!- taylorbyte [taylorbyte!~taylorbyt@202.172.121.52] has joined #linuxcnc
[22:29:45] <zeeshan-mill> TekniQue, which coordinate system goddamn it
[22:29:45] * Tom_itx sucker punches zeeshan-mill
[22:29:45] <gregcnc> there's more than one way to do things and if you fixtures move, setting offsets in the program isn't the best way
[22:29:47] <zeeshan-mill> :[
[22:29:54] <TekniQue> g54/g55/g56 etc
[22:30:07] <zeeshan-mill> select your coordinate system in mdi first
[22:30:09] <zeeshan-mill> type g54
[22:30:13] <Tom_itx> i always use offsets
[22:30:16] <zeeshan-mill> then do touch off as normal
[22:30:28] <Tom_itx> and G54 is default anyway
[22:30:41] <TekniQue> ok
[22:31:25] <gregcnc> Tom_itx, that's the simplest way to do it, things can get much more complicated
[22:31:39] <Tom_itx> i'm aware of that
[22:32:00] <Tom_itx> run parts on a toumbstone and see how it gets complicated
[22:32:12] <Tom_itx> * different
[22:32:25] <gregcnc> you use g54 for a tombstone?
[22:33:50] <zeeshan-mill> i use g54 for your mom
[22:33:53] <zeeshan-mill> sorry
[22:33:59] <zeeshan-mill> im feeling immature today
[22:34:04] <zeeshan-mill> cause everything is running well
[22:34:27] <zeeshan-mill> and my friend got h ismill running
[22:34:32] <zeeshan-mill> which means i can outsource my work
[22:35:29] <zeeshan-mill> running out of offsets is pretty easy
[22:35:33] <zeeshan-mill> thats why i like g10
[22:35:45] <zeeshan-mill> just gotta be careful though if the program stops midway
[22:37:12] <gregcnc> are you using g10 or g92 then?
[22:37:29] <zeeshan-mill> g10
[22:37:40] <zeeshan-mill> its easier to move the entire coordinate system
[22:37:54] <zeeshan-mill> cause you can go back to it easily
[22:41:31] -!- spooq [spooq!~spooq@185.16.162.177] has joined #linuxcnc
[22:41:32] <JT-Shop> ah probe hole finds the center not the diameter
[22:41:39] <JT-Shop> makes more sense
[22:42:06] <zeeshan-mill> need to measure roundness with probe
[22:42:07] <zeeshan-mill> =[
[22:42:38] <JT-Shop> need a different subroutine
[22:42:45] -!- spooq has quit [Client Quit]
[22:43:33] <zeeshan-mill> im so curious
[22:43:37] <zeeshan-mill> is this a reamed hole
[22:43:45] -!- humble_s3a_bass [humble_s3a_bass!U2FsdGVkX1@ma.sdf.org] has joined #linuxcnc
[22:43:47] <humble_s3a_bass> exit
[22:43:49] <humble_s3a_bass> exit
[22:43:50] -!- humble_s3a_bass has quit [Client Quit]
[22:43:53] <JT-Shop> a turned hole
[22:44:07] <zeeshan-mill> ah
[22:44:13] -!- humble_s3a_bass [humble_s3a_bass!U2FsdGVkX1@ma.sdf.org] has joined #linuxcnc
[22:45:32] -!- humble_sea_bass has quit [Quit: WeeChat 0.4.1]
[22:46:35] -!- humble_s3a_bass has quit [Client Quit]
[22:47:21] <JT-Shop> just looking at probe hole that cradek wrote and it's pretty clever
[22:48:11] -!- humble_sea_bass [humble_sea_bass!U2FsdGVkX1@ma.sdf.org] has joined #linuxcnc
[22:49:10] <FloppyDisk5_25> those programmers usually are:-)
[22:49:33] <XXCoder> heys
[22:50:09] <XXCoder> zeeshan-mill: funny thing I have seen couple methods to get more than one coordite
[22:50:22] <XXCoder> okuma has G15HXX (xx is number)
[22:50:38] <XXCoder> old fadal has EXX (XX is number)
[22:51:00] <XXCoder> I prefer the latter but yeah. there is also g54.1
[22:51:08] <XXCoder> or is it g54.2?
[22:55:05] * JT-Shop listens to all for the love of sunshine and recalls a tank with a pipe over the barrel
[22:55:26] <JT-Shop> my circle subroutine works neat
[22:58:32] * JT-Shop sees some of cradek probe hole is missing from my sub...
[22:59:36] <JT-Shop> well no it gets pushed off the task bar in touchy
[23:08:30] -!- Nick001-shop has quit [Remote host closed the connection]
[23:16:38] -!- rhavenj__ [rhavenj__!~rhaven@141.19.182.147] has joined #linuxcnc
[23:20:00] -!- rhavenj_ has quit [Ping timeout: 264 seconds]
[23:26:16] <Tom_itx> having fun playing with probes today?
[23:28:06] <Sync> zeeshan-mill: get a faro arm
[23:30:00] -!- gonzo_nb has quit [Remote host closed the connection]
[23:32:11] <Tom_itx> i think those are a bit out of his budget
[23:32:51] <XXCoder> nahhh cheap heh
[23:33:02] <XXCoder> is it below million bucks?
[23:33:44] <Sync> yes
[23:34:00] <XXCoder> above house cost?
[23:34:08] <Sync> depends on your house cost
[23:34:22] <XXCoder> heh I base "generic cost" of 100k
[23:35:14] <Sync> I think the laser tacker one is 60somethingk
[23:35:55] -!- yasnak has quit [Ping timeout: 245 seconds]
[23:35:56] <JT-Shop> Tom_itx: yea just getting my probe subs working for me
[23:36:08] <JT-Shop> the circle sub cuts a circle
[23:36:13] <XXCoder> ~60k eh
[23:36:19] <XXCoder> almost as cheap as car!
[23:36:19] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[23:36:49] -!- yasnak has quit [Read error: Connection reset by peer]
[23:36:56] <PetefromTn_> I love the sound of Hot chips flying in the afternoon ;)
[23:36:58] <Sync> they come significantly cheaper used
[23:37:11] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[23:37:41] -!- yasnak has quit [Read error: Connection reset by peer]
[23:38:03] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[23:38:36] -!- yasnak has quit [Read error: Connection reset by peer]
[23:38:47] -!- mikeh has quit [Read error: Connection reset by peer]
[23:38:58] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[23:39:25] -!- mikeh [mikeh!~mikeh@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[23:39:29] -!- yasnak has quit [Read error: Connection reset by peer]
[23:39:51] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[23:40:21] -!- yasnak has quit [Read error: Connection reset by peer]
[23:40:29] <JT-Shop> the sizzling sound of skin turning to cracklins
[23:40:43] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[23:41:14] -!- yasnak has quit [Read error: Connection reset by peer]
[23:41:36] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[23:43:35] -!- yasnak has quit [Client Quit]
[23:46:22] <JT-Shop> zeeshan-mill: you around?
[23:50:11] <TekniQue> well that worked a charm, I now have G54, G55 and G56 set up for three different pieces
[23:55:12] -!- kalxas has quit [Quit: Goodbye]
[23:58:10] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[23:58:10] -!- Tecan has quit [Changing host]
[23:58:10] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
{kind=link}
{kind=link}
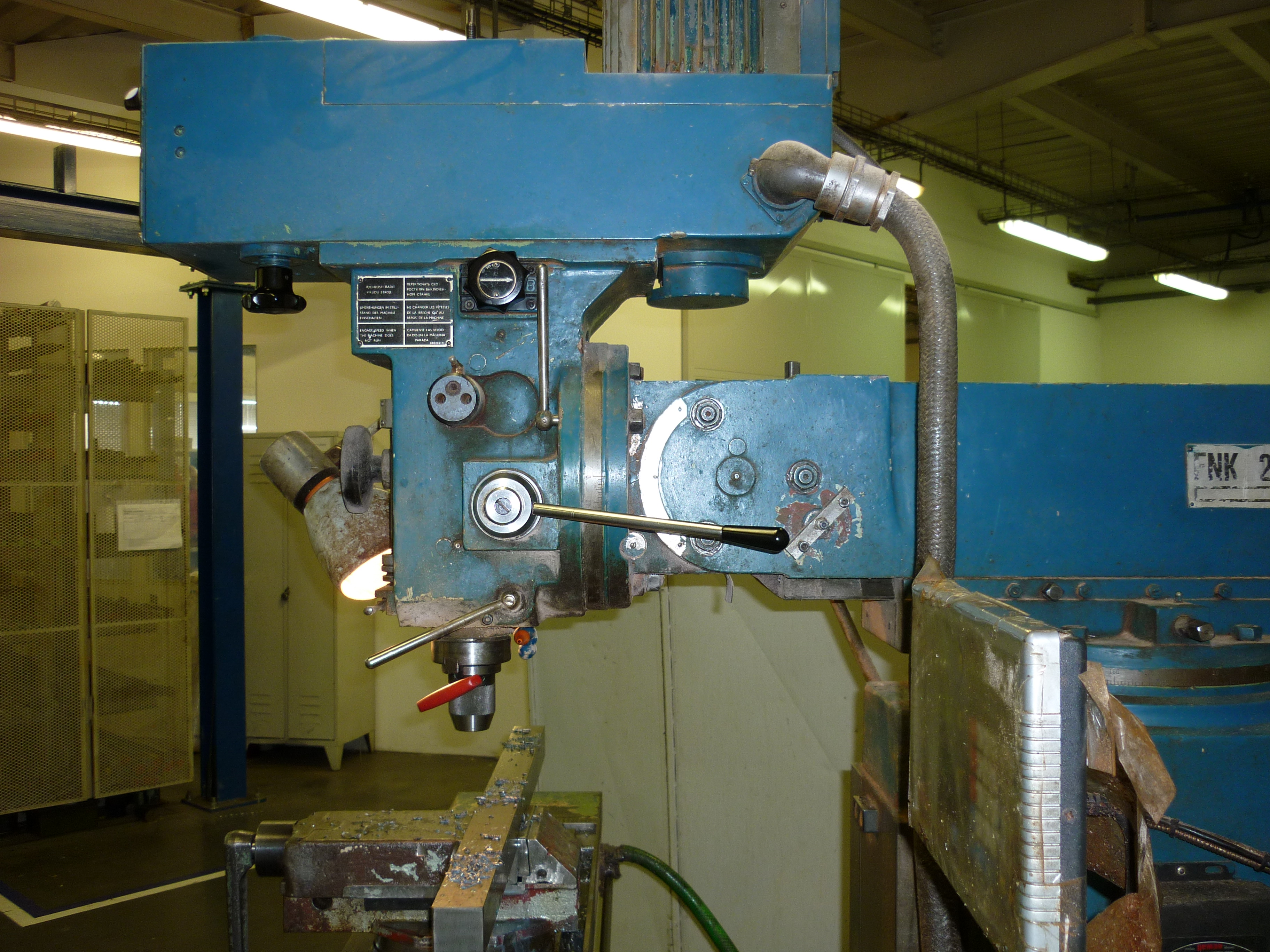{kind=link}
{kind=link}