Back
[00:03:10] <Deejay> gn8
[00:03:42] <Deejay> bye
[00:03:49] -!- Deejay has quit [Quit: Deejay]
[00:05:58] -!- Patang has quit [Read error: Connection reset by peer]
[00:07:30] -!- tinkerer has quit [Remote host closed the connection]
[00:14:29] -!- Patang [Patang!~freenode@cm-84.208.100.218.getinternet.no] has joined #linuxcnc
[00:14:55] <Duc> https://www.youtube.com/watch?v=ZhTSiGZkWO4&feature=youtu.be Enjoy guys
[00:19:56] -!- Camaba has quit [Read error: Connection reset by peer]
[00:28:42] -!- Roguish has quit [Quit: ChatZilla 0.9.92 [Firefox 43.0.3/20151223140742]]
[00:36:43] -!- bkboggy has quit [Quit: For Narnia!]
[00:43:17] -!- rob_h has quit [Ping timeout: 246 seconds]
[00:58:27] -!- sumpfralle has quit [Remote host closed the connection]
[01:00:48] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[01:03:08] -!- Loetmichel [Loetmichel!~cylly@p54B11401.dip0.t-ipconnect.de] has joined #linuxcnc
[01:04:35] -!- Loetmichel2 has quit [Ping timeout: 260 seconds]
[01:12:00] -!- Duc has quit [Ping timeout: 250 seconds]
[01:12:20] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[01:13:08] <andypugh> These things are useful for far more than is obvious:
http://www.ebay.co.uk/itm/C10-ER11M-100L-Collet-Chuck-Holder-Straight-Shank-for-CNC-Milling-Lathe-10mm-Dia-/231538795265?hash=item35e8c9a301:g:uM0AAOSwqu9VNhr6
[01:15:12] <t12> ?
[01:15:29] <DaViruz> don't keep us hanging, do tell!
[01:15:39] <andypugh> Making drill longer, for example:
[01:15:40] <andypugh> https://picasaweb.google.com/108164504656404380542/Holbrook#6234621339387054306
[01:16:06] <t12> cool
[01:16:08] <t12> cheap too
[01:16:54] -!- cheetah2 has quit [Remote host closed the connection]
[01:17:03] <andypugh> Yeah, worth having around at that prive for holdiogn taps and drill when access is awkward. Of course you need the collets too.
[01:17:40] <andypugh> This one is even cheaper
http://www.ebay.co.uk/itm/New-C10-ER11A-100L-Collet-Chuck-Holder-CNC-Milling-Extension-Rod-Straight-Shank/291628111498?_trksid=p2047675.c100005.m1851&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D20140122125356%26meid%3Dd9fffb9b67d640b19a63a27ddb43253d%26pid%3D100005%26rk%3D5%26rkt%3D6%26sd%3D231538795265
[01:19:20] <andypugh> Got the servo motor mounted:
https://picasaweb.google.com/108164504656404380542/Holbrook#6234621374669881410
[01:19:36] <andypugh> See anything unusual?
[01:20:33] <DaViruz> chain drive?
[01:20:37] <andypugh> Yes
[01:20:46] <andypugh> May be a mistake, but I wanted to try it
[01:21:11] <andypugh> It’s a camchain
[01:21:15] <DaViruz> how will you tension it?
[01:21:26] <andypugh> The motor slides up and down.
[01:21:33] <DaViruz> oh.
[01:22:19] <andypugh> Though I might use a camchain tensioner guide, like it came with. (it’s a camchain)
[01:22:45] <DaViruz> i'm guessing that's what the plate on the er11 collet holder picture is about?
[01:22:53] <andypugh> Yes.
[01:23:22] <andypugh> It’s not a small motor, is it?
[01:23:29] <DaViruz> one problem might be that cam tensioner guides are usually supposed to be used for a single direction of rotation
[01:24:04] <DaViruz> camchain*
[01:24:06] <andypugh> Yes, but the force reverses every lobe. Very much so on a single-cylinder.
[01:24:07] <CaptHindsight> http://hackaday.com/2015/12/30/sourcing-your-cnc-tools-in-2016-buy-them/ LOL
[01:24:19] <DaViruz> that's true
[01:24:41] <DaViruz> will the chain compartment be oil filled?
[01:25:50] <DaViruz> and no, the motor looks quite hefty. i'm guessing 2kW-ish?
[01:26:49] <andypugh> It’s only 1kW.
[01:27:12] <andypugh> But I think it has a fair amount of headroom at that
[01:28:34] <andypugh> Yes, part of the reason I am using a chain is that the headstock needs an oil sump at that point, so I am keeping the oil in the casting, and feeding the return oil to the Z-azis thrust bearings and drive chain. It feels “right” for a 1960s machine.
[01:28:42] <DaViruz> i'm quite impresse with that casting of yours. i don't think i'd dare try it
[01:28:43] <Erant> Ugh. I need a new Z lead screw. Current one wasn't meant to be any kind of accurate, and it shows.
[01:28:57] <Erant> CaptHindsight: I saw that. Wanted to comment that they're not showing mills, but routers...
[01:29:10] <andypugh> Erant: If you can measure the error, you can make a compensation file.
[01:29:51] <CaptHindsight> Erant: it's ok, the author doesn't know the difference
[01:30:21] <andypugh> CaptHindsight: I am unclear whether they are saying that LinuxCNC is the past, and best ignored, or not.
[01:30:44] <t12> why would chain be a mistake
[01:30:48] -!- JT-Shop- [JT-Shop-!~john@172.243.171.57] has joined #linuxcnc
[01:30:50] -!- jthornton- [jthornton-!~john@172.243.171.57] has joined #linuxcnc
[01:31:16] -!- jthornton has quit [Read error: Connection reset by peer]
[01:31:43] <andypugh> t12: Well, I think it’s a good idea, which is why I chose to use it. But nobody else ever has. Perhaps I will find out what they know that I don’t.
[01:31:44] <t12> i believe i have won vs the fpga
[01:31:46] <t12> https://www.dropbox.com/s/lqqd32u9eacaq5h/2016-01-01%2001.28.31.mp4?dl=0
[01:32:42] -!- JT-Shop has quit [Read error: Connection reset by peer]
[01:32:44] <andypugh> One concern is that I have no idea if I can shorten the chain.
[01:33:06] <DaViruz> on an opposite note, a recently saw a bicycle with a toothed belt instead of a chain
[01:33:12] <malcom2073> andypugh: linuxcnc is not for the everyday user
[01:33:15] <malcom2073> it's for techies
[01:33:15] <t12> i've seen a bunch of those around here
[01:33:17] <DaViruz> i was a bit fascinated with it
[01:33:18] <t12> yes
[01:33:22] <t12> people who cant get their pantleg oily
[01:33:52] <Erant> andypugh: Meh, there's more than just the error. It doesn't have enough room for two thrust bearings + axial bearing + collet + pulley. Instead, it only has one thrust bearing. I was hoping the weight of the head would be enough for drilling and plunging operations, but it's not.
[01:34:19] <t12> no idea if you can shorten it due to lack of chain tools?
[01:34:21] <Erant> So I sort of need to fix that anyway, and while I'm at it I might as well replace it with a leadscrew. It has a standard thread screw right now.
[01:34:27] <t12> or lack of master link or something
[01:34:28] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[01:34:53] <DaViruz> i don't think i ever looked closely at those small engine cam chains
[01:34:54] <andypugh> t12: I don’t even know what the chain pins are in a Hi-Vo chain
[01:35:20] <Tom_itx> andypugh, looks like you're making good progress
[01:35:29] <Tom_itx> those collet extensions are quite handy
[01:35:32] <andypugh> But I have lots of spare chain to take pins out of.
[01:36:33] -!- cheetah2 has quit [Remote host closed the connection]
[01:37:23] <PetefromTn_> Happy New Years everyone
[01:37:29] <t12> happy nye!
[01:37:41] <PetefromTn_> :D
[01:39:15] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[01:39:43] <andypugh> I rather overlooked the new year. Though it was a good day to work late and be noisy, as most folk are not trying to sleep.
[01:40:51] <Tom_itx> do they bead blast those castings to remove any sand trapped inside?
[01:40:56] -!- cheetah2 has quit [Remote host closed the connection]
[01:41:13] <Tom_itx> or do they come out pretty clean as is
[01:41:19] <CaptHindsight> t12: nice old scope, I have a 620 sitting next to me
[01:41:44] <os1r1s> CaptHindsight What size vise do you use on your g0704?
[01:42:27] <andypugh> Tom_itx: It had no sand at all on it, but it had some iron flash where there had been cracks in the cores.
[01:42:41] <andypugh> I don’t know what he actually does to clean them.
[01:42:49] <CaptHindsight> os1r1s: I don't have a G0704
http://www.grizzly.com/products/Drill-Mill-with-Stand/G0704
[01:42:53] <t12> this scope has been pretty good to me
[01:42:59] <Tom_itx> they're clean by the time you get them then
[01:43:00] <t12> i wish it didnt take like 90secs to boot
[01:43:27] <CaptHindsight> t12: well you want the oscillators to warm up
[01:43:49] <andypugh> I recently found out how they make sure there is no sand in the oil cooling channels in pistons after casting. They don’t use sand, they use salt cores and wash them out. Cunning!
[01:43:58] <t12> usually i'm doing ezmode stuff on it
[01:44:06] <t12> i have used the gpib control nicely before
[01:44:34] <CaptHindsight> water soluble casting materials for the win
[01:45:05] <t12> i have won vs the fpga, now lets see if i win vs the mosfets
[01:45:16] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[01:46:00] -!- gentoognuhurd has quit [Ping timeout: 260 seconds]
[01:47:13] -!- cheetah2 has quit [Remote host closed the connection]
[01:47:48] -!- Duc [Duc!~Duc@24.96.23.106] has joined #linuxcnc
[01:51:12] <CaptHindsight> os1r1s: I use Kurt and Shars viceses'ss
http://imagebin.ca/v/2RuHAsYVLA7N
[01:52:53] <andypugh> Tim eto wish you all a happy new year, and log off.
[01:52:59] -!- andypugh has quit [Quit: andypugh]
[02:00:54] -!- Loetmichel2 [Loetmichel2!~cylly@p54B10485.dip0.t-ipconnect.de] has joined #linuxcnc
[02:00:55] -!- Loetmichel has quit [Ping timeout: 240 seconds]
[02:10:43] <malcom2073> neverbuya_subaru ping
[02:11:05] <malcom2073> zeeshan
[02:11:53] -!- JT-Mobile [JT-Mobile!~androirc@209.54.1.110] has joined #linuxcnc
[02:12:57] <malcom2073> When I'm designing a frame, and I do a FEA, assuming I don't botch up the configuration, and it says that the maximum deflection of the spindle would be 0.03mm, would that be equivalant to saying that under the cutting force I specified (50lbs), the machine would be within 0.03mm tolerance, ignoring things like chatter, and physics?
[02:13:21] <malcom2073> Lotta assumptions, but I'm trying to figure out what I should be aiming for in terms of deflection when it comes to choosing frame tubing sizes and reinforcement locations
[02:14:53] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[02:16:26] -!- asdfasd has quit [Ping timeout: 272 seconds]
[02:18:24] <Contract_Pilot> Hey all happy new years eve
[02:19:00] <malcom2073> Happy new years Contract_Pilot!
[02:19:33] <JT-Mobile> Happy New Year
[02:20:34] <Contract_Pilot> I need to get my 12X36 lathe up ASAP...
[02:20:55] <Contract_Pilot> My Brain is Fried...
[02:21:00] -!- JT-Mobile has quit [Quit: AndroIRC - Android IRC Client ( http://www.androirc.com )]
[02:25:03] -!- cheetah2 has quit [Remote host closed the connection]
[02:26:41] <neverbuya_subaru> hi
[02:27:13] <neverbuya_subaru> malcom2073: be careful with fea
[02:27:26] <malcom2073> Oh I'm being very careful
[02:27:26] <malcom2073> hah
[02:27:36] <neverbuya_subaru> you'll get numbers and they might not be even 500% of the actual answer
[02:27:57] <neverbuya_subaru> could you show me the problem?
[02:27:59] <malcom2073> I've simplified this pretty far, intentionally
[02:28:08] <neverbuya_subaru> i want to see how its supported
[02:28:11] <malcom2073> Sure.
[02:28:25] <malcom2073> It's running again, I'll pastebin some pics once it finishes
[02:28:27] <malcom2073> or imgur
[02:28:38] <neverbuya_subaru> you gotta check for convergence
[02:28:45] <neverbuya_subaru> use the h-refincement in solidworks
[02:28:47] <neverbuya_subaru> if youre using solidworks
[02:28:55] <neverbuya_subaru> refinement
[02:29:37] <malcom2073> It's not using any adaptive, let me rerun it with that set
[02:30:03] <neverbuya_subaru> are you using solidworks?
[02:30:05] <malcom2073> yes
[02:30:14] <neverbuya_subaru> http://www.hawkridgesys.com/blog/wp-content/uploads/2012/05/trackers.png
[02:30:18] <neverbuya_subaru> itll look like that
[02:30:24] <neverbuya_subaru> if you dont see it plateau like that
[02:30:26] <neverbuya_subaru> the results can be out agaiun
[02:30:38] <neverbuya_subaru> its such a pain in the ass sometimes
[02:31:16] <malcom2073> hmm, mesh adaptation failed heh.
[02:31:24] <neverbuya_subaru> thats another pain in the ass!!
[02:31:32] <neverbuya_subaru> post a ss!
[02:31:35] <malcom2073> do I need to recreate the mesh after setting it to use h-refinement?
[02:32:00] <neverbuya_subaru> not usually
[02:32:10] <neverbuya_subaru> itll remesh automatically
[02:32:16] <neverbuya_subaru> in areas where there is convergence issues
[02:32:21] <neverbuya_subaru> at each iteration
[02:32:50] <malcom2073> I had to use a curvature based mesh fwiw
[02:32:57] <neverbuya_subaru> thats okay
[02:32:59] <malcom2073> http://i.imgur.com/PjfNh3J.png
[02:33:02] <neverbuya_subaru> i think both soolidworks and inventor
[02:33:03] <neverbuya_subaru> use triangular
[02:33:04] <neverbuya_subaru> which is ok
[02:33:19] <neverbuya_subaru> are you applying the 50lb
[02:33:24] <neverbuya_subaru> at the rectnagle frame thingy
[02:33:27] <malcom2073> Yes
[02:33:28] <neverbuya_subaru> where your tourch/router would go
[02:33:32] <malcom2073> Yes
[02:33:34] <neverbuya_subaru> on all 4 faces?
[02:33:40] <malcom2073> No, just two
[02:33:46] <malcom2073> Intentionally
[02:34:11] <neverbuya_subaru> lets go throug hthis step by step so i dont miss anything
[02:34:14] <malcom2073> k
[02:34:18] <neverbuya_subaru> when you apply 50lb to those faces
[02:34:20] <malcom2073> skype/google hangout be easier?
[02:34:32] <neverbuya_subaru> itll divide the force over that area
[02:34:41] <neverbuya_subaru> so its not really simulating a tool
[02:34:51] <malcom2073> Right, a tool would be levered off that
[02:34:57] <neverbuya_subaru> yes
[02:34:58] <malcom2073> possibly even pulling on the top one, and pushing on the bottom
[02:35:06] <neverbuya_subaru> its best to use remote force
[02:35:14] <neverbuya_subaru> so its a "point" force
[02:35:18] amnesic_away is now known as amnesic
[02:35:21] <neverbuya_subaru> cause itll be the worse case scenario
[02:35:23] <neverbuya_subaru> anyway thats not your q
[02:35:26] <malcom2073> I couldn't get my spindle model to mesh, I need to make a simpler one heh
[02:35:35] <neverbuya_subaru> i dont have skype or hangouts :{
[02:35:37] <malcom2073> k
[02:36:19] <neverbuya_subaru> your statement is right
[02:36:31] <malcom2073> My concern: Can I reduce the size of the tube, and if so, what reinforcement do I need to make to ensure deflection is within limits? Thus the question: what is my limit?
[02:37:22] <malcom2073> fwiw, my dad is a retired mechie, who used to do FEA's in his sleep... by hand, so I've been getting tidbits from him on how to figure these, and lots of "be careful with your results, they are not what you think they are" heh
[02:37:24] <neverbuya_subaru> start with your frame
[02:37:28] <neverbuya_subaru> that holds the Z axis and Y axis
[02:37:32] <neverbuya_subaru> completely isolate it
[02:37:41] <neverbuya_subaru> supress the base frame
[02:37:59] <neverbuya_subaru> assume the attachment points of your Y gantry thing is fixed
[02:38:02] <malcom2073> If I do that, what do I consider fixed, the upright legs since the base frame is attached to them?
[02:38:05] <malcom2073> Ah
[02:38:07] <malcom2073> ok
[02:38:11] <malcom2073> One piece at a time
[02:38:13] <neverbuya_subaru> that will simulate worse case scenario
[02:38:19] <neverbuya_subaru> for the gantry
[02:38:24] <neverbuya_subaru> but use remote force
[02:38:51] <neverbuya_subaru> then once your get a good solid result
[02:38:55] <neverbuya_subaru> (convergence etc)
[02:38:58] <neverbuya_subaru> then youre ready to do that
[02:39:12] <malcom2073> ok lemme set that up
[02:39:15] <neverbuya_subaru> in solidworks you can make the tube thickness a parameter
[02:39:21] <neverbuya_subaru> and make the simulation completely automatic
[02:39:31] <neverbuya_subaru> you could specify a desired deflection
[02:39:39] <neverbuya_subaru> and itll keep iterating till it meets it
[02:39:47] <neverbuya_subaru> or you can do it manually
[02:40:23] <neverbuya_subaru> solidworks also sets any places those 2 components meet
[02:40:27] <neverbuya_subaru> as a bonded contact
[02:40:37] <neverbuya_subaru> i think in your case that is fine
[02:43:59] <malcom2073> remeshing the smaller model
[02:44:14] <malcom2073> And solving now
[02:44:25] <neverbuya_subaru> how many steps did you chose for hrefinrcement
[02:45:40] <malcom2073> 3 loops
[02:46:09] <malcom2073> Indeed remote force does make a difference
[02:47:43] <neverbuya_subaru> i love that option
[02:47:56] <neverbuya_subaru> cause it calculates all the force-moment equilibrium for you
[02:49:15] <malcom2073> http://i.imgur.com/SkBX659.png
[02:49:23] <neverbuya_subaru> much better!
[02:49:35] <malcom2073> Def need an angle bracket at the top there
[02:49:47] <neverbuya_subaru> 0.015 mm
[02:49:52] <malcom2073> Granted, that's only 0.009mm heh
[02:49:55] <malcom2073> at the top
[02:50:00] <neverbuya_subaru> did you check your convergence plot
[02:50:05] <neverbuya_subaru> to see if it plateaued
[02:50:06] <malcom2073> No, looking for that now
[02:50:53] amnesic is now known as amnesic_away
[02:53:10] <malcom2073> huh, it only did one loop
[02:54:26] <neverbuya_subaru> if youre only analyzing displacement
[02:54:36] <neverbuya_subaru> itll converge
[02:54:37] <malcom2073> I'm looking at stress for that
[02:54:40] <neverbuya_subaru> stress on the otherhand wont
[02:56:24] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[02:57:25] <neverbuya_subaru> http://i.imgur.com/UUwZuG2.png
[02:57:34] <neverbuya_subaru> malcom2073: it should looke like this
[02:57:46] <neverbuya_subaru> notice how significantly the values change!
[02:57:59] <neverbuya_subaru> i dont really see a lot of crazy singularities in your model
[02:58:02] <neverbuya_subaru> except the sharp corners
[02:58:10] <neverbuya_subaru> but they're not that big of a deal cause solidworks will handle them fine
[02:58:22] <neverbuya_subaru> i dont think you need to worry about h-refinement right now
[02:58:29] <neverbuya_subaru> if you had holes and other stress concentrations
[02:58:29] <neverbuya_subaru> yes
[02:58:34] <neverbuya_subaru> actually itake that back
[02:58:36] <malcom2073> I *will* have holes
[02:58:37] <neverbuya_subaru> you have radiues
[02:58:39] <neverbuya_subaru> radiuses
[02:58:42] <malcom2073> I removed them for simplicities sake
[02:59:01] <malcom2073> They were predominantly on the ends, for bolting them together
[02:59:16] <neverbuya_subaru> i doubt they will be your failure poijnt
[02:59:21] <neverbuya_subaru> unless youre planning to use m3 screws :)
[02:59:25] <malcom2073> Hehe
[02:59:26] <malcom2073> No
[02:59:43] <neverbuya_subaru> in my experience, for what youre doing
[02:59:55] <neverbuya_subaru> youre not limited by the material failing
[03:00:04] <neverbuya_subaru> youll be limited by the deflection
[03:00:06] <malcom2073> No, I'm not concerned about failure as much as flex
[03:00:06] <malcom2073> yeah
[03:00:46] <neverbuya_subaru> is this a router?
[03:00:50] <malcom2073> Yeah
[03:00:52] <neverbuya_subaru> cutting aluminum?
[03:00:56] <malcom2073> I'd like it to
[03:01:10] <malcom2073> My rails are more than capable, so the frame might as well be
[03:01:27] <neverbuya_subaru> if you design for 400lb
[03:01:31] <neverbuya_subaru> you should have a stout machine
[03:01:36] <malcom2073> Yowch
[03:01:40] <neverbuya_subaru> in reality i think 200lb should be ok
[03:01:40] <malcom2073> that's a lot though
[03:01:45] <malcom2073> For aluminum?
[03:01:47] <neverbuya_subaru> yea
[03:01:54] <neverbuya_subaru> see my number is out of my ass
[03:01:59] <neverbuya_subaru> cause i dont know what size cutter your using
[03:02:03] <malcom2073> Neither do I!
[03:02:04] <neverbuya_subaru> im assuming maximum 1" cutter
[03:02:05] <neverbuya_subaru> lol
[03:02:49] <malcom2073> Probably 1/2 or 3/4" cutter at most for the aluminum, depending on how fast I want to go
[03:03:02] <malcom2073> And how much force I want to design for
[03:03:06] <neverbuya_subaru> how much depth of cut
[03:03:18] <malcom2073> Unsure, what would 50lbs buy me? :P
[03:03:22] <neverbuya_subaru> haha
[03:03:39] <malcom2073> Lots of variables I can shuffle around to get something that works
[03:05:04] <malcom2073> So 0.025mm is probably a good flex target at the tool for whatever max load I want to push on it yeah? The question is now, what load
[03:05:22] <malcom2073> Right now, the machine is going to weigh 2500lbs, and cost me about $1500 in steel
[03:05:40] <neverbuya_subaru> okay assuming 3/4" cutter
[03:05:54] <malcom2073> I'd like to get that lighter, just because it'd be cheaper (and easier to haul the parts around)
[03:06:00] <neverbuya_subaru> 3 flute cutter
[03:06:10] <neverbuya_subaru> at a decent feed (0.005"/tooth)
[03:06:23] <malcom2073> hmm, 1500lbs maybe, I forget
[03:06:31] <neverbuya_subaru> im getting .125" doc
[03:06:36] <neverbuya_subaru> if youre doing slotting
[03:06:38] <neverbuya_subaru> you should be around 50lb
[03:06:45] <malcom2073> slotting is worst case probably
[03:07:09] <neverbuya_subaru> see since youre using fea
[03:07:14] <neverbuya_subaru> you could really optimize it well.
[03:07:32] <neverbuya_subaru> i think you should be easily able to handle 500lb cutting force
[03:07:37] <neverbuya_subaru> with a 2500lb machine!
[03:07:41] <malcom2073> lets see, calculator says at 18krpm, that's 270IPM
[03:07:41] <malcom2073> heh
[03:07:44] <neverbuya_subaru> think about it
[03:07:47] <neverbuya_subaru> its like a milling machine
[03:07:48] <malcom2073> I think it's a 1500lb machine
[03:07:50] <neverbuya_subaru> but bigger
[03:08:39] <malcom2073> yes, much bigger, much sparser in terms of metal
[03:08:49] <neverbuya_subaru> maybe you can fill the tubes with concrete
[03:08:51] <neverbuya_subaru> or something like that?
[03:08:51] <malcom2073> Yeah 1500lbs
[03:09:00] <malcom2073> I thought about epoxy granite
[03:09:08] <malcom2073> At least in the base frame for vibration dampening
[03:10:09] <malcom2073> 0.125" doc is 50lbs, would double that be double the force?
[03:10:55] <malcom2073> Actually, 0.125 is probably ok, the thing will be able to move fast enough at that depth that it wouldn't take terribly long to cut through stuff
[03:11:21] <neverbuya_subaru> yes approx double
[03:12:19] <neverbuya_subaru> design the machine tomo :p
[03:12:22] <neverbuya_subaru> its new years
[03:12:24] <neverbuya_subaru> fire works time!!!!!!
[03:12:25] <neverbuya_subaru> :D
[03:12:56] <malcom2073> Happy new years!
[03:13:08] <neverbuya_subaru> happy new year!
[03:13:09] <malcom2073> Thanks for the help and advice, I'm gonna do some fiddling with this design see what I can do
[03:13:11] -!- ve7it has quit [Remote host closed the connection]
[03:13:14] <neverbuya_subaru> np
[03:13:19] <neverbuya_subaru> glad to see someone designing
[03:13:23] <neverbuya_subaru> not just putting it together :)
[03:13:33] <malcom2073> I have zero business actually designing fwiw, but damn it it's gonna be fun to build regardless :-D
[03:13:48] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[03:22:07] <jesseg> So what's the name of that little plate that goes up under the way on a wood lathe that acts like a large washer for the bolt that clamps the tailstock or toolrest?
[03:25:35] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[03:30:43] -!- cheetah2 has quit [Ping timeout: 265 seconds]
[03:55:42] -!- AR__ has quit [Ping timeout: 260 seconds]
[04:02:30] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[04:26:37] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[04:30:22] <Contract_Pilot> Thinking on this G0704 do it in servos 80SY-M04025 should be large enough for all azis
[04:31:10] -!- cheetah2 has quit [Ping timeout: 260 seconds]
[04:38:08] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[04:39:06] -!- almostworking has quit [Ping timeout: 240 seconds]
[04:39:20] -!- cheetah2 has quit [Remote host closed the connection]
[04:49:56] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[04:55:07] <Contract_Pilot> Odd Drive Wireing to a Mesa 7I76
http://www.microkinetics.com/images/dm8010ad.jpg
[04:55:28] <Contract_Pilot> Only use Step Dir on PMDX
[05:00:58] <Contract_Pilot> +5v also
[05:12:59] -!- cheetah2 has quit [Remote host closed the connection]
[05:14:59] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[05:18:47] <Contract_Pilot> I am Assuming i will use DIR+ STEP+ +5VP and GRND on the mesa
[05:21:52] -!- gentoognuhurd [gentoognuhurd!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[05:26:49] -!- newbie [newbie!~kvirc@67.210.40.189] has joined #linuxcnc
[05:27:12] newbie is now known as Guest29054
[05:29:46] -!- pink_vampire has quit [Ping timeout: 240 seconds]
[06:09:11] -!- AR__ has quit [Ping timeout: 264 seconds]
[06:09:47] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[06:16:01] -!- Duc has quit [Ping timeout: 265 seconds]
[06:42:26] -!- DaPeace1 has quit [Read error: Connection reset by peer]
[06:42:30] -!- DaPeace [DaPeace!~Adium@46.243.107.151] has joined #linuxcnc
[06:43:30] -!- cheetah2 has quit [Remote host closed the connection]
[06:44:53] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[06:49:11] -!- cheetah2 has quit [Remote host closed the connection]
[07:03:20] -!- AR__ has quit [Ping timeout: 272 seconds]
[07:22:13] -!- Patang has quit [Read error: Connection reset by peer]
[07:28:37] <chupacabra> happy happy
[07:39:27] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has parted #linuxcnc
[07:41:14] -!- unfy [unfy!~Miranda@wsip-184-185-82-30.om.om.cox.net] has joined #linuxcnc
[08:02:57] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[08:03:37] -!- ve7it has quit [Remote host closed the connection]
[08:04:32] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[08:05:19] -!- SEL has quit [Client Quit]
[08:17:01] -!- PCW_ [PCW_!~chatzilla@99.88.10.65] has joined #linuxcnc
[08:18:35] -!- PCW has quit [Ping timeout: 260 seconds]
[08:18:40] PCW_ is now known as PCW
[08:29:39] -!- swarfer [swarfer!~Thunderbi@105.229.119.59] has joined #linuxcnc
[08:30:49] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:31:03] <Deejay> moin
[08:31:32] -!- swarfer has quit [Client Quit]
[08:41:06] -!- Patang [Patang!~freenode@cm-84.208.100.218.getinternet.no] has joined #linuxcnc
[08:57:04] -!- cheetah2 has quit [Remote host closed the connection]
[09:00:39] <unfy> deejay o/
[09:26:04] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[09:28:03] -!- cheetah2 has quit [Remote host closed the connection]
[09:44:02] -!- choonway has quit [Read error: Connection reset by peer]
[09:44:20] -!- choonway [choonway!~choonway@101.100.164.69] has joined #linuxcnc
[09:45:30] -!- rob_h [rob_h!~robh@2.217.97.201] has joined #linuxcnc
[09:52:48] -!- tylerm has quit [Ping timeout: 252 seconds]
[10:01:49] <ReadError> Get:1
http://buildbot.linuxcnc.org/ wheezy/master-rt linuxcnc i386 1:2.8.0~pre1.1397.g0e089af [10.7 MB]
[10:01:50] <ReadError> nice
[10:09:46] -!- jthornton- has quit [Ping timeout: 240 seconds]
[10:10:48] -!- JT-Shop- has quit [Ping timeout: 272 seconds]
[10:33:41] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[10:37:25] -!- cheetah2 has quit [Remote host closed the connection]
[10:51:31] -!- unfy has quit [Quit: Miranda IM! Smaller, Faster, Easier. http://miranda-im.org]
[11:04:05] -!- micges has quit [Ping timeout: 265 seconds]
[11:05:55] micges_ is now known as micges
[11:11:34] <Guest29054> HAPPY NEW YEAR!!
[11:12:01] Guest29054 is now known as pink_vampire
[11:12:04] <pink_vampire> HAPPY NEW YEAR!!
[11:20:39] <Wolf_> meh
[11:26:26] -!- Camaban has quit [Ping timeout: 240 seconds]
[11:30:41] <Deejay> stop shouting, Wolf_ has headache ;)
[11:31:02] <Wolf_> lol, nope
[11:31:17] <Deejay> happy new year everyone :)
[11:31:22] <Wolf_> just figuring its going to be the same old bullshit, just different year
[11:31:27] <Wolf_> :D
[11:37:40] <pink_vampire> there is vibration sensor?
[11:38:00] <pink_vampire> so I mesure the amplitud of the vibration..
[11:38:58] -!- pink_vampire has quit [Read error: Connection reset by peer]
[11:39:13] -!- pink_vampire [pink_vampire!~kvirc@67.210.40.189] has joined #linuxcnc
[11:39:54] <archivist> the item you are looking for is accelerometer
[11:41:09] <pink_vampire> https://www.youtube.com/watch?v=JLf9q36UsBk
[11:41:27] <pink_vampire> 7 hours ago..
[11:42:15] <pink_vampire> archivist: I have 3 axis analog accelerometer.
[11:43:09] -!- jthornton [jthornton!~john@172.243.171.57] has joined #linuxcnc
[11:43:19] <archivist> how they are made gives the highest frequency vibration they can measure
[11:43:54] <pink_vampire> I need the amplitud not the frequency
[11:45:57] <archivist> if it cannot see the frequency then the amplitude is also wrong
[11:46:10] <archivist> needs one for the other
[11:50:13] <pink_vampire> what about piezo electric or magnetic transducer?
[11:50:41] <archivist> I have piezo accelerometers
[11:51:21] <pink_vampire> it's common on intustrial machine to monitor vibrations levels?
[11:51:45] <archivist> on some machinery very common
[11:52:07] <archivist> usually machinery working 24/7 on a process
[11:52:43] <archivist> as the frequency of the bearing noise rises when they start to wear
[11:54:44] <archivist> hardly makes sense on a cutting machine as that sort of noise is a lot lower than the cutting noise, you can monitor the cutter with piezo and the spindle power used
[11:55:00] <Jymmm> If your bearings are doing this, you might consider replacing them soon
https://www.youtube.com/watch?v=l6M-ruuRcXk
[11:57:57] <Jymmm> HNY!!!
[11:59:49] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[12:01:09] <pink_vampire> on the G0704 the bearings of the spindle very big to go with full ceramic
[12:02:37] -!- asdfasd [asdfasd!~332332@2.221.178.69] has joined #linuxcnc
[12:02:46] -!- JesusAlos has quit [Client Quit]
[12:02:56] <archivist> not worth doing that to one of those
[12:03:42] <pink_vampire> why?
[12:03:46] <archivist> that is like gold plating a Yugo
[12:04:00] <Wolf_> its like making a high tolerance hand drill
[12:04:03] <pink_vampire> glod plating is cheap..
[12:04:06] <pink_vampire> gold*
[12:05:06] <archivist> my xmas project
http://www.archivist.info/cnc/wormtest/
[12:05:29] <Wolf_> lol wow that van norman is still for sale on craigslist...
[12:07:36] <Wolf_> G0704 isn’t the picture of a rigid machine in my mind
[12:09:03] <archivist> you dont start with a sow's ear to make a silk purse
[12:09:09] -!- erve has quit [Remote host closed the connection]
[12:09:41] <Wolf_> use something heavy?
http://i.imgur.com/nz3N5fC.jpg
[12:10:43] <archivist> very restorable
[12:10:54] <Wolf_> $500...
[12:11:01] <Wolf_> only bad part
http://i.imgur.com/tiB9E3O.jpg
[12:12:00] <archivist> lack of tool change or cost of the collets ?
[12:12:09] <Wolf_> collet cost...
[12:12:46] <Wolf_> guess you could just get a 3/4” and mod it to use the TTS crap with it
[12:13:22] <archivist> make an ER collet chuck fit
[12:14:09] <Wolf_> yeah, thats sorta what I meant, use the tormach holders with it
[12:14:41] <Wolf_> but, still sucks that can’t really find shell mill holders and the likes
[12:15:59] <archivist> make tooling like shell mill holder
[12:16:17] <ReadError> oh wow
[12:16:25] <ReadError> tormach is rebranding linuxcnc and selling?
[12:16:39] <Wolf_> yeah, pretty much
[12:17:12] <Wolf_> put fancy front end on it with a couple added scripts
[12:18:15] <archivist> paid someone to improve the trajectory planner, that has been pushed back into linuxcnc
[12:19:28] <ReadError> oh they contributed back? nice
[12:31:14] <Jymmm> paid???
[12:32:41] <archivist> plenty of open source coders are paid for their work
[12:35:43] <anomynous> even more plenty are not
[12:35:43] <anomynous> :D
[12:43:29] <Jymmm> archivist: It wasn't so much the coder getting paid, as it was how the "paid" code gets used/incorporated back (dual licenses, etc)
[12:44:05] <Jymmm> anomynous: You do FPGA coding , don't you?
[12:44:22] <anomynous> no
[12:44:31] <Jymmm> oh, that's Andy, isn't it?
[12:45:00] <anomynous> me? No :D
[12:45:19] <anomynous> <- doesn't know people's real names.
[12:45:30] <Jymmm> ah
[12:45:40] <Jymmm> pun intended?
[12:46:19] * Jymmm wants an on demand wood boiler! =)
[12:49:00] <Jymmm> Zion NP
http://i.imgur.com/GiIOjDB.jpg
[12:50:02] <Jymmm> Here's a xmas tree for ya…
http://i.imgur.com/qoriaLL.jpg
[12:51:38] <Jymmm> Bryce Canyon
http://i.imgur.com/pBQjU3P.jpg
[12:51:47] <archivist> Jymmm, no dual license needed for that part needed
[12:52:11] <Jymmm> archivist: ah
[12:59:39] <XXCoder> wow
[12:59:41] <XXCoder> nice pic
[13:11:58] <malcom2073> Wolf_: You still thinking about picking that up? heh
[13:21:35] -!- erve has quit [Ping timeout: 240 seconds]
[13:22:31] <jthornton> I guess I need to learn about regex now
[13:24:09] <jthornton> or regexp
[13:25:14] <malcom2073> They're fun
[13:25:43] <jthornton> a little confusing at first for sure
[13:26:20] <malcom2073> Indeed, there are some online regex testers that are good for fiddling with them
[13:26:44] <jthornton> I saw the golang one
[13:27:42] <ReadError> doesnt help theres a few different 'standards'
[13:27:54] <jthornton> lol for sure
[13:30:20] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-fksfmyoggutehavw] has joined #linuxcnc
[13:55:58] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[14:23:41] -!- erve has quit [Ping timeout: 246 seconds]
[14:24:07] <pink_vampire> one of my life goals
https://www.youtube.com/watch?v=QL35SAwDB6U
[14:28:06] -!- rob_h has quit [Ping timeout: 240 seconds]
[14:28:35] <XXCoder> to make watches?
[14:28:48] -!- rob_h [rob_h!~robh@2.127.21.53] has joined #linuxcnc
[14:30:02] <pink_vampire> yes
[14:30:17] <XXCoder> looks hard, nice to have goal though :)
[14:30:19] <pink_vampire> I hope I can to something with my machine..
[14:32:28] -!- chris_99 has quit [Quit: Leaving]
[14:34:39] <pink_vampire> I'm really fasenating by the tourbillon
[14:35:07] <XXCoder> I watched few watch making videos
[14:35:10] <XXCoder> they all has weird tools
[14:36:04] <XXCoder> check this video
https://www.youtube.com/channel/UCworsKCR-Sx6R6-BnIjS2MA/videos
[14:36:57] <pink_vampire> I know his channel
[14:37:20] -!- CaptHindsight has quit [Ping timeout: 246 seconds]
[14:38:00] <XXCoder> I dont plan to make any watch but his skilled videos are awesome.
[14:38:04] <XXCoder> captioned too if I recall
[14:43:48] <pink_vampire> I like his accent
[14:44:52] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[14:45:19] <archivist> you only see swiss and german machines in that watchmaking vid
[14:45:32] <Loetmichel2> anyone playing Elite dangerous in here?
[14:45:32] -!- SEL has quit [Client Quit]
[14:46:12] <Loetmichel2> [15:40] <Loetmichel2> *woha*, thats really pretty around here... ->
http://www.cyrom.org/palbum/main.php?g2_itemId=16098&g2_imageViewsIndex=1 ( i should see to it that i correct the aspect ratio after rotating)
[14:46:12] <Loetmichel2> [15:40] <Loetmichel2> ... happy new year btw
[14:46:47] <XXCoder> happy new year all
[14:48:12] -!- skunkworks has quit [Ping timeout: 272 seconds]
[15:04:11] -!- JT-Shop [JT-Shop!~john@172.243.171.57] has joined #linuxcnc
[15:05:19] <pink_vampire> XXCoder: what kind of projects do you want to make on yor cnc?
[15:10:53] <malcom2073> happy new year!
[15:11:32] <pink_vampire> HNY malcom2073
[15:16:47] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[15:25:11] -!- erve has quit [Ping timeout: 276 seconds]
[15:26:15] -!- zeeshan [zeeshan!~kvirc64@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[15:29:20] -!- neverbuya_subaru has quit [Ping timeout: 256 seconds]
[15:41:44] -!- jthornton has quit [Ping timeout: 246 seconds]
[15:41:50] -!- jthornton- [jthornton-!~john@172.243.171.57] has joined #linuxcnc
[15:41:50] -!- JT-Shop- [JT-Shop-!~john@172.243.171.57] has joined #linuxcnc
[15:42:05] -!- JT-Shop has quit [Ping timeout: 246 seconds]
[15:45:23] <pink_vampire> what kind of projects are you doind with your cnc machine?
[15:45:40] <JT-Shop-> damn static electricity is zapping my ass bad
[15:46:12] -!- cncbasher [cncbasher!~Sarah@cpc8-hart9-2-0-cust254.11-3.cable.virginm.net] has joined #linuxcnc
[15:46:51] <Jymmm> JT-Shop-: one part downey fabric softener, 3 parts water in a spray bottle.
[15:52:45] -!- floppydiskph [floppydiskph!~floppydis@172.56.39.128] has joined #linuxcnc
[16:00:36] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[16:01:35] -!- Duc [Duc!~Duc@24.96.23.106] has joined #linuxcnc
[16:02:31] <JT-Shop-> spray my hair with that?
[16:04:15] <cncbasher> what hair , you actually have some left ?
[16:04:29] <cncbasher> happy newyear to all
[16:09:36] <Jymmm> JT-Shop-: Spray the carpet with it. Will take multiple coats (over time) to build up and reduce the static build up
[16:11:06] <Jymmm> a video arcade had carpet and every time you touched a machine... ZAP! That reduced it down dramatically.
[16:11:32] <JT-Shop-> no carpet in a shop
[16:12:13] <Jymmm> JT-Shop-: Then stop rubbing your legs together when you walk? Stop wearing silk/satin pants? lol
[16:12:52] <archivist> nylon socks for xmas?
[16:13:25] JT-Shop- is now known as JT-Shop
[16:13:34] <JT-Shop> only cotton for me
[16:14:01] <JT-Shop> I did have a piece of carpet once in the machine shop... it was on top of the VMC and Woody slept on it
[16:16:13] <Jymmm> JT-Shop: Turn off the tesla coil?
[16:16:23] <Jymmm> and jacobs ladder?
[16:20:12] <Jymmm> archivist: This is in three parts, would like to get your thoughts on it...
https://www.youtube.com/watch?v=b3i249KtB0o
[16:23:35] <Tom_itx> JT-Shop, add a humidifier to the shop
[16:24:09] <Tom_itx> 35-40% RH should do it
[16:25:40] -!- erve has quit [Ping timeout: 260 seconds]
[16:28:14] <JT-Shop> humidity is 40% now
[16:28:22] <JT-Shop> what would that do to the machines?
[16:28:58] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[16:28:58] <archivist> 40% is low, how did you manage that
[16:30:13] -!- swarfer [swarfer!~Thunderbi@105.229.119.59] has joined #linuxcnc
[16:30:29] <JT-Shop> wood heater
[16:30:31] <Tom_itx> not high enough to cause rust
[16:30:35] <Tom_itx> wood heat dries the air
[16:30:56] <JT-Shop> outside it's 62%
[16:31:26] <JT-Shop> I used to boil water in a pot on top of the stove but tired of messing with it
[16:31:32] <Tom_itx> when the outside air freezes, the RH drops
[16:31:33] <Jymmm> Heh... 30F@89% RH here
[16:32:32] <Tom_itx> it's a shocking revelation to not boil water on the stove :)
[16:33:14] -!- floppydiskph has quit [Ping timeout: 265 seconds]
[16:33:52] <JT-Shop> very
[16:37:43] <Erant> Damn. 1605 ball screws are really cheap.
[16:37:58] <Jymmm> 1.5" tall ice crystals that grow from the ground up in my front yard
http://i.imgur.com/sQP7xoL.jpg?1
[16:38:05] <Erant> Much cheaper than the 1202 I was looking at. Probably not great quality, but $30...
[16:38:05] <archivist> the lower spec ones yes
[16:38:54] <Erant> Will probably still go with the 1202:
http://www.ebay.com/itm/181968913568
[16:43:24] <archivist> Erant, looks like C3 spec, more accurate than the cheaper C5 spec screws
[16:44:00] <jdh> ground
[16:44:14] <Erant> And then the really cheap ones are C7
[16:45:41] -!- swarfer has quit [Quit: swarfer]
[16:46:10] * JT-Shop finds a #3 wash tub and puts it on the stove with 3 gallons of water
[16:46:21] <JT-Shop> RH down to 38% lol
[16:46:46] -!- floppydiskph [floppydiskph!~floppydis@172.56.39.128] has joined #linuxcnc
[16:47:45] <Erant> Time to get zapped by just about everything?
[16:47:52] <Erant> That is seriously dry.
[16:48:19] <jdh> down to 74% here
[16:48:36] <bensbenz> Any lathe users around today?
[16:49:38] <os1r1s> Can you run a DC servo rated for 72C 40A off of a 60V supply with a 30 amp driver?
[16:50:16] <jdh> 72C?
[16:50:26] <archivist> bensbenz, always, in irc ask the real question
[16:50:37] <os1r1s> JT-Shop 72v
[16:50:41] <os1r1s> jdh ^
[16:50:54] <jdh> it will have less max rpm and less torque
[16:50:59] <archivist> if you want to kill the driver
[16:51:11] <os1r1s> archivist Thats what I was afraid of
[16:51:21] <bensbenz> archivist: ok, anyone use the patch that allows fanuc style tool changes e.g. T001 ?
[16:51:48] <archivist> bensbenz, still a user survey typw question :)
[16:52:00] <os1r1s> archivist This is for the Z axis, so its not quite as bad as an X/Y driver. But I'm guess that is irrelevant
[16:52:33] <archivist> depends if the driver has sensible current limit
[16:53:43] <bensbenz> lol, I just wanted to know if it still works on a current version of linuxcnc. the post I saw about it was from 2012.
[16:55:37] <Sync> archivist: if it is a proper DC servo driver it will have a current loop
[16:56:02] <archivist> I said limit not loop
[16:56:15] <pcw_home> Yeah most motor drives have current limiting so you will just not get maximum peak torque with a lower rated drives
[16:56:41] <Sync> if it has a loop it will have a limit
[16:57:53] <pcw_home> a simple HBridge will have current limiting, a torque mode (or stacked velocity,position loop) drive will have current control
[16:58:38] <Sync> huh, just because it is h bridge does not mean that it is limited
[16:59:49] <os1r1s> archivist Sync This is an AMC B30A8
[17:00:09] <pcw_home> no but any Hbridge used for motor control (what we are talking about) will have current limiting
[17:02:00] <pcw_home> the AMC has a current loop (30A peak 80V)
[17:03:29] <Sync> that's not true, I have repaired drives that did not have current limiting
[17:03:33] <Sync> they were old tho
[17:03:45] <os1r1s> pcw_home What does it mean that it has a current loop? Does that mean it will take care of itself or does that mean I need to wire up something extra?
[17:05:23] <jdh> it has a current limit pot
[17:05:39] <pcw_home> It means that the drive itself measures and controls the current to an external setpoint (in torque mode)
[17:06:23] <os1r1s> jdh Ok. That makes sense
[17:08:22] <pcw_home> current control and limit are separate things, that is in torque mode you
[17:08:23] <pcw_home> command a desired current via the analog input and the internal current loop
[17:08:25] <pcw_home> forces the motor current to be a value proportional to that input
[17:09:27] <pcw_home> the limit is set so you do not overcurrent your motor (you might damage a smaller motor with an overcurrent)
[17:10:23] -!- bensbenz has quit [Quit: Leaving]
[17:11:48] <pcw_home> the current control runs all the time, current limit should not happen in normal operation
[17:14:38] <os1r1s> pcw_home Ok. Thx. I need to read up on this
[17:19:23] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[17:20:56] -!- cncbasher [cncbasher!~Sarah@cpc8-hart9-2-0-cust254.11-3.cable.virginm.net] has parted #linuxcnc
[17:23:53] <pcw_home> so if you have a 40A peak current motor you could turn the 30A8 current limit all the way up (30A)
[17:23:54] <pcw_home> then you need to set you maximum acceleration so that you do not exceed 30A in normal operation
[17:23:56] <pcw_home> (it typically needs to be quite a bit lower to allow margin for cutting forces, friction, etc)
[17:25:45] -!- tobias47n9e_ has quit [Ping timeout: 260 seconds]
[17:25:53] <os1r1s> pcw_home So for a motor with 40a peak, I should really get a bigger driver
[17:26:20] <os1r1s> Like a 50a7
[17:26:22] <os1r1s> 50a8
[17:29:04] -!- tjb1 [tjb1!~tjb1@cpe-74-65-73-55.stny.res.rr.com] has joined #linuxcnc
[17:31:42] <pcw_home> yes but they are harder to find (the 30A8 is pretty common on Ebay)
[17:32:39] -!- motioncontrol [motioncontrol!~io@host247-26-dynamic.41-79-r.retail.telecomitalia.it] has joined #linuxcnc
[17:35:52] <os1r1s> pcw_home Ordered a PM-25MV and preparing to run it with a 7i77 setup
[17:37:27] -!- almostworking [almostworking!~almostwor@unaffiliated/almostworking] has joined #linuxcnc
[17:38:06] -!- bensbenz [bensbenz!~bensbenz@50-73-103-114-ip-static.hfc.comcastbusiness.net] has joined #linuxcnc
[17:38:59] -!- jasen_ [jasen_!4e533e53@gateway/web/freenode/ip.78.83.62.83] has joined #linuxcnc
[17:41:52] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[17:58:38] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[18:00:59] -!- erve has quit [Read error: Connection reset by peer]
[18:03:29] -!- cheetah2 has quit [Ping timeout: 245 seconds]
[18:03:29] -!- Patang has quit [Read error: Connection reset by peer]
[18:05:10] -!- chupacabra has quit [Ping timeout: 256 seconds]
[18:11:56] -!- Patang [Patang!~freenode@cm-84.208.100.218.getinternet.no] has joined #linuxcnc
[18:17:37] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[18:17:38] -!- chupacabra [chupacabra!~chups@2605:6000:101d:80a7:42e2:30ff:fe9f:ba68] has joined #linuxcnc
[18:24:26] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[18:25:37] -!- Eric______ [Eric______!5c8c879a@gateway/web/freenode/ip.92.140.135.154] has joined #linuxcnc
[18:25:57] -!- Eric______ has quit [Client Quit]
[18:27:08] -!- gentoognuhurd has quit [Ping timeout: 255 seconds]
[18:40:19] -!- chris_99 has quit [Quit: Leaving]
[18:40:22] -!- motioncontrol has quit [Quit: Sto andando via]
[18:48:48] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[18:53:58] -!- C_P-Away [C_P-Away!~Steven@c-73-180-48-246.hsd1.wa.comcast.net] has joined #linuxcnc
[18:56:24] -!- erve_ has quit [Remote host closed the connection]
[18:57:15] -!- Contract_Pilot has quit [Ping timeout: 240 seconds]
[19:04:51] <Jymmm> archivist: Any thoughts on that wood heated water setup?
[19:05:12] <malcom2073> Elaborate?
[19:05:50] <malcom2073> Oh found link
[19:12:02] -!- sumpfralle has quit [Ping timeout: 276 seconds]
[19:18:50] <Jymmm> malcom2073: Once you've seen them all, tell me what you think
[19:19:01] <malcom2073> Hmm
[19:19:37] <malcom2073> I think it could benefit from a proper thermal link between the stove housing and that pipe
[19:19:52] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[19:21:32] <zeeshan> i really hate the holidays sometimes
[19:21:35] <zeeshan> everything is goddamn closed
[19:21:38] <zeeshan> i need a mixing valve
[19:21:41] <zeeshan> now!!!!!!!!
[19:21:45] <zeeshan> need my hot water
[19:21:54] <malcom2073> Everything is open here heh
[19:21:58] <zeeshan> really?
[19:22:10] <malcom2073> yeah. Places close early yesterday, and open late today, but it's 2pm, so business as usual
[19:22:17] <malcom2073> I just got back from home depot
[19:23:01] <zeeshan> bah just called
[19:23:03] <zeeshan> theyre closed
[19:23:23] <malcom2073> lame
[19:23:35] <zeeshan> maybe i need to cnc up a valve
[19:23:37] <zeeshan> :D
[19:24:11] <SpeedEvil> Or just have a bath
[19:26:03] <zeeshan> going to shower in my car's coolant !
[19:26:30] zeeshan is now known as neverbuya_subaru
[19:32:26] <Duc> lol
[19:41:13] <Jymmm> neverbuya_subaru: Just take a whore bath
[19:42:07] <Jymmm> neverbuya_subaru: mixing valve? Why kind of setup do you have?
[19:43:36] <bensbenz> First successful part in linuxcnc! happy cnc new year lol
[19:44:21] <malcom2073> Jymmm: I'd assume the kind that requires a mixing valve
[19:44:27] <malcom2073> my parents have that for their boiler system
[19:44:43] <Duc> bensbenz: what did you make
[19:44:44] <Jymmm> malcom2073: But I didn't think neverbuya_subaru had that
[19:44:45] <malcom2073> so they can keep the hot water tank at something like 60-80C
[19:46:18] <Jymmm> malcom2073: That "coil" doesn't have a lot of area, I won't think that it would get too hot since it's circulating 40+ gallons
[19:46:37] <Jymmm> don't*
[19:47:26] <bensbenz> Duc: just a simple lathe test part, .5 dia turned down to .25 relief cut and thread 1/4-20 3 tools no crashes perfect threads
[19:48:04] <bensbenz> if anyone needs a good post for HSMworks\Fusion360 I have one.
[19:48:16] <malcom2073> Yeah I'd imagine not
[19:48:24] <malcom2073> But, maybe it should be redesigned to get more hot?
[19:49:01] <Jymmm> malcom2073: Well, I think you then begin to get into the functionality of a wood fired boiler
[19:49:10] <malcom2073> Isn't that good?
[19:49:43] <Jymmm> malcom2073: Good question, that's why I was asking what archivist thought since he play with boilers and such
[19:49:52] <malcom2073> I thought he played with like
[19:49:54] <malcom2073> *huge* boilers
[19:49:55] <malcom2073> :P
[19:50:18] <Jymmm> malcom2073: The only thing I boil is eggs, mkay
[19:50:32] <malcom2073> Heh
[19:51:36] <Jymmm> malcom2073: Out wood stove we think might be causing respritory issues, so looking at alternatives
[19:52:02] <malcom2073> Yeah I can see that
[19:52:22] <bensbenz> feel like I wasted a year of my life running this lathe on mach3, so stupid, this is so much better now.
[19:52:26] <Jymmm> malcom2073: wood is still cheapest fuel compared to propane and electricity for heating.
[19:53:07] <malcom2073> Makes sense
[19:53:11] <Jymmm> malcom2073: Considering radiant floor heating; wood boiler and propane backup.
[19:53:13] <enleth> quick (?) DC servo question: if the specs for my servos (SEM MT30H4-44) indicate a voltage gradient of 44V/1000RPM and a maximum terminal voltage of 140V, which adds up to 3100RPM - but I am never going to want more than 2000RPM (and even that is just rapid traverse), am I safe saying "screw it" and getting 80V AMC drives which are cheaper and more common on eBay than 200V ones?
[19:54:05] <malcom2073> Hey, same motors I have iirc
[19:54:45] <enleth> this is probably a question of whether the drives are OK with being driven at maximum output voltage on a regular basis
[19:56:15] <enleth> I can get a bunch of 30A8s for a crazy low price, but even 6A20s are rare and expensive
[19:56:48] <enleth> I've seen maybe 5 200V AMCs over the last two months on eBay and they were all quite pricey
[19:59:25] <enleth> so I'm inclined to get the 80V drives which would theoretically give me 4550mm/min of traverse on my drive configuration
[19:59:45] <enleth> as opposed to 5000 I'm using now, a difference I can live with
[20:00:18] -!- motioncontrol [motioncontrol!~io@95.239.72.89] has joined #linuxcnc
[20:03:18] <andypugh> enleth: Sounds reasonable. But is there a danger that the motor back-emf might over-volt the drives on decel?
[20:03:31] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[20:03:31] -!- cheetah2 has quit [Remote host closed the connection]
[20:03:48] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[20:04:19] <pcw_home> Thats always an issue if you dont have a brake
[20:04:59] <pcw_home> (shunt load on DC bus voltage )
[20:05:51] <enleth> andypugh: well, is there? No idea, I don't know how are the outputs protected on those AMCs
[20:06:09] <enleth> I guess I'd have to look up the datasheets
[20:06:33] <andypugh> I think you would want to wire a brake resistor if you were running near the drive max.
[20:06:34] <enleth> and measure the back-EMF on my motors?
[20:06:41] <pcw_home> the energy has to go somewhere when you decelerate (and normally its dumped back into the DC power supply)
[20:07:03] <andypugh> But I am not an expert, whereas PCW makes and sells drives, so listen to him :-)
[20:07:32] <enleth> but isn't it just proportional to what has been put into the motor and its load?
[20:08:27] <pcw_home> Yeah the closer you are to the drive voltage limit (so the less likely the output filter capacitor will
[20:08:29] <pcw_home> absorb the energy with a safe voltage rise) the more you need a brake circuit
[20:08:46] <enleth> I mean, a 140V max. motor driven at 80V, moving some mass with a given intertia, should produce the same amount of back-EMF as a 80V motor driven at 80V moving the same mass?
[20:08:58] <enleth> or am I getting my motors 101 wrong?
[20:09:27] <pcw_home> This is not back a EMF issue, this is a energy issue
[20:09:49] -!- cheetah2 has quit [Remote host closed the connection]
[20:10:18] <enleth> OK, so it's just a matter of running the drives at maximum voltage, not of driving a motor that can theoretically accept much more
[20:10:55] -!- cheetah2 [cheetah2!~cheetah2@172.242.102.144] has joined #linuxcnc
[20:11:19] <pcw_home> Yeah (though I guess backEMF could be an issue with a non-counter balanced Z with no mechanical brake)
[20:12:58] <enleth> I guess that's not a problem with my mill, the Z armature is pretty light being just a telescoping quill
[20:15:13] <pcw_home> if you use X Joules to accelerate, the drive will pump ~X Joules back into the motor power supplies
[20:15:14] <pcw_home> output filter capacitor when you decelerate if there is no load at this point, the capacitor voltage will rise
[20:15:16] <pcw_home> if the stored energy raises the DC supply voltage to a level that damages the drives, you lose
[20:15:32] <bensbenz> How can I prevent my spindle from "blipping" CCW when I start linuxcnc?
[20:15:56] <pcw_home> ( this is why drives have brake resistors )
[20:16:21] <andypugh> bensbenz: First work out why it is doing it
[20:16:57] <andypugh> How is the spindle controlled?
[20:17:05] <bensbenz> andypugh: well its setup stegen in velocity mode
[20:17:22] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[20:17:25] <bensbenz> andypugh: I think you were helping me in the forums yesterday
[20:17:35] <bensbenz> but on a different issue
[20:18:30] <bensbenz> andypugh: there was a forum post I came across a few days ago where someone had the same issue but for the life of me I cant find it again.
[20:18:34] <enleth> pcw_home: I just looked up the AMC datasheet for 30A8 and there's no mention of braking resistors or back-EMF
[20:18:41] <andypugh> It sounds like the pid is being enabled too early in the sequence (if there is a PID)
[20:19:10] <enleth> pcw_home: and they only give maximum input overvoltage rating, 86V
[20:20:15] <andypugh> The 15A8s on my coffee table have no braking resistor provision.
[20:21:36] <andypugh> bensbenz: Is the stepgen enable connected to an axis amp-enable or to motion.spindle-is-on?
[20:21:52] <enleth> I see they are offering "shunt regulators" that can be connected on the *input* terminals of the drive
[20:22:47] <enleth> the marketing blurb is written to suggest that the drive doesn't give a shit whether it's pumping power from the power supply to the motor or the other way around, so the regulator is there mostly to protect the power supply
[20:22:51] <andypugh> That makes some sense, I suppose.
[20:22:51] <enleth> interesting
[20:23:08] <enleth> http://www.a-m-c.com/products/shunt-regulators.html - "Overview" tab
[20:23:39] <bensbenz> andypugh: motion.spindle-on it says
[20:24:17] <andypugh> And the spindle amp-enable?
[20:25:02] <andypugh> It looks like the spindle drive is rotating without seeing any steps, unless is is being confused by seeing a single power-up step?
[20:25:32] <bensbenz> Maybe the second one. the other axis blip too
[20:25:58] <enleth> maybe I'll just call them and ask
[20:25:59] <bensbenz> I dont see a simple amp-enable for the stepgen thats used for the spindle
[20:26:51] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:26:55] <enleth> 30A8 is still being made, so I suppose they'd tell me, unless they have some kind of shitty support policy
[20:28:08] -!- rkj has quit [Ping timeout: 265 seconds]
[20:29:36] <Jymmm> anomynous: Meet Andy (andypugh), andypugh, meet andypugh ;)
[20:29:51] <Jymmm> anomynous: NOW you know somebody =)
[20:29:55] <anomynous> Jymmm, :D
[20:30:06] <anomynous> hello andy =)
[20:30:11] -!- motioncontrol has quit [Remote host closed the connection]
[20:31:22] <pcw_home> I think most drives detect overvoltage and stop switching ( if done during deceleration, this lets the motors coast and stops
[20:31:24] <pcw_home> dumping power back into the DC supply) except it does dump any stored energy in the motors inductance (LI^2/2) back into the supply (filter capacitor)
[20:31:52] <bensbenz> andypugh: I found this:
https://forum.linuxcnc.org/forum/38-general-linuxcnc-questions/29908-help-with-2-issues-charge-pump-and-spindle-rev#65158
[20:31:59] <bensbenz> but i use a PP not a mesa card
[20:32:48] <pcw_home> so how much margin you need between DC supply voltage and drive max voltage without a brake depends on the size of your filter capacitor
[20:34:29] <andypugh> bensbenz: I thought that yours was a power-up problem? That one was slightly different.
[20:39:07] <enleth> pcw_home: fortunately this is probably the easiest thing to fix in the whole power system
[20:39:47] <enleth> (inrush current notwithstanding)
[20:41:05] <bensbenz> andypugh: mine will do it on powerup and occasionally when I command an M5
[20:42:15] <andypugh> bensbenz: Does your velocity ramp down, or does the step pulse stream just stop?
[20:43:35] <bensbenz> andypugh: I guess i could check that my watching if the VFD ramps down or just jumps to the lowest value?
[20:43:36] -!- hm2-buildmaster has quit [Remote host closed the connection]
[20:43:39] -!- linuxcnc-build has quit [Remote host closed the connection]
[20:43:56] -!- Nick001-shop [Nick001-shop!~chatzilla@50.32.142.25] has joined #linuxcnc
[20:43:56] -!- skunkworks has quit [Ping timeout: 255 seconds]
[20:44:45] <andypugh> Halscope the stepgen velocity-fb pin
[20:45:06] <enleth> oh, the AMC drive provides a +/-10V power supply to make interfacing with the analog input, nice
[20:45:14] <enleth> *easier
[20:45:24] <bensbenz> ok will try now
[20:45:56] <andypugh> In the case on the forum I think the problem was that the motion pins (spindle rev) were changing state before the stepgen had ramped down. Your think is probably not that.
[20:46:04] <Erant> So here's a question. My Z-axis has a column, dovetails on one side (where the head is, obviously) and a leadscrew on the other side. Big arm that wraps around attaches it to head. I'm going to re-do the leadscrew portion. Right now sometimes the head will 'buck' a little when moving a little quickly. Would adding some bearings to ride on the back of the column help with stability?
[20:47:32] <andypugh> I buried my leadscrew inside the column. Much neater. On the down-side, it ruined the stiffness of the column.
[20:48:42] <andypugh> You have something like this arrangement?
https://picasaweb.google.com/108164504656404380542/Gibbs#5398215426996934626
[20:49:53] <andypugh> I milled a slot in the front of the column, covered by a stainless strip
https://picasaweb.google.com/108164504656404380542/Gibbs#5477167759873892978
[20:50:30] <andypugh> The strip goes round the “front” of this bracket in the head slider:
https://picasaweb.google.com/108164504656404380542/Gibbs#5477167946227993698
[20:50:57] <andypugh> But, as I said, the slot in the front converted the column to a wet noodle.
[20:52:01] <Erant> Interesting.
[20:52:33] <Erant> Yeah, I don't particularly feel like compromising the integrity of what is already not the stiffest of things.
[20:52:37] penpen1 is now known as penpen
[20:53:05] <bensbenz> andypugh: I only have stepgen.2. velocity-cmd or stepgen.2.position-fb
[20:53:38] <Erant> It's just the arm is rather long, and I actually don't think this arrangement was meant for continuous up-down motion. There's a "fine" adjustment knob on the front that moves the spindle up and down by about 1".
[20:54:26] <Erant> So I think I might try adding four or-so skateboard bearings to the back, that'll provide some stability. Maybe.
[20:54:28] <enleth> huh, just looked up the schematics of my mill, the current drive is getting about 360VAC through a non-isolating transformer
[20:54:32] <enleth> pcw_home: ^
[20:54:35] <andypugh> If I hadn’t given up on that machine and bought this one (
https://picasaweb.google.com/108164504656404380542/HarrisonMill#5901893705746525762 ) then I would have bolted a strip of 1” bar to the back to get the stiffness back
[20:54:43] <enleth> that's a pretty wonky configuration
[20:55:06] <Erant> Nice.
[20:55:22] <enleth> also, one side of the motor windings is connected to the 2nd phase directly - WTF?
[20:55:38] -!- teepee has quit [Ping timeout: 255 seconds]
[20:55:56] <enleth> I mean, this *is* 0V from the point of view of the drive and the motors
[20:55:58] <andypugh> enleth: Field winding perhaps?
[20:56:09] <Erant> andypugh: Going to ponder for a while...
[20:56:16] <Erant> Let's see how much a replacement column is.
[20:56:26] <Erant> In case I f it up
[20:57:05] <andypugh> To be honest, if your mill is one like that of mine, don’t spend any money making it better, save up for something competent :-)
[20:58:39] <Erant> It's not horrible. It's my first 'proper' mill, so I'm using it to learn.
[20:59:41] <enleth> andypugh:
https://owncloud.hackerspace.pl/index.php/s/YxLzOP8Go3ar6sb - page 30
[20:59:44] <bensbenz> andypugh: if I watch either of those, went a turn off the spindle its just an abrupt stop
[21:00:03] <enleth> the transformer is right in the middle
[21:00:21] <enleth> actually I have to check which tap the second phase is connected to
[21:00:29] <enleth> the drive might just as well be getting 380V directly
[21:00:37] <enleth> as in, the transformer might not be doing anything at all
[21:01:15] <enleth> I'm not getting 420V in, I've got 400V p-p, no idea why the schematic defaults to the 420V input
[21:02:25] <enleth> There's also +/-150VAC going in
[21:03:25] <enleth> well, it's not like I have any use for this transformer when I replace the drive with AMCs
[21:08:58] <enleth> this Bosch drive is just one weird old piece of crap I think
[21:10:43] <enleth> it even looks like early 1970s
[21:11:57] <os1r1s> andypugh I saw that you had written the carousel module for linuxcnc. Is that a preferred way to do a turret type toolchanger, or is ladder logic preferred?
[21:13:03] <andypugh> It’s up to you.
[21:13:40] <andypugh> The carousel comp might be useful for a tool change sequence controlled by Ladder.
[21:13:57] <andypugh> But if the tool-change needs axis moves, then a G-code sub might be more convenient.
[21:15:51] <os1r1s> andypugh It does need axis moves ....
[21:17:57] -!- mattymatt [mattymatt!~Matt@cpc12-birk7-2-0-cust211.1-3.cable.virginm.net] has joined #linuxcnc
[21:18:33] <andypugh> enleth: They are taking single-phase power from the 3-phase supply. Wire 145 is being used as a neutral. Direct connection to the motor is a surprise, though. It looks like it uses the + / - 150V taps to reverse the motor.
[21:21:32] -!- CP-KG7AMV [CP-KG7AMV!~Steven@c-73-180-48-246.hsd1.wa.comcast.net] has joined #linuxcnc
[21:21:34] -!- almostworking has quit [Quit: Textual IRC Client: www.textualapp.com]
[21:23:40] <enleth> don't want to think about it too much
[21:24:05] <enleth> I'm waiting for my Mesa order to arrive and looking for AMCs, then I'm getting rid of that weirdo ASAP
[21:24:35] -!- C_P-Away has quit [Ping timeout: 240 seconds]
[21:25:19] <enleth> if I'm lucky, someone might even buy that
[21:25:28] <enleth> they seem to be selling rather well for repairs
[21:26:11] <os1r1s> Wow ... Those are some expensive brackets ....
http://www.grizzly.com/products/Mini-Mill-Limit-Switch-Kit-for-G0704/T25442
[21:26:46] <enleth> what
[21:27:04] <CaptHindsight> nah the brackets are ~$25, the wiring harness is $350
[21:27:08] <enleth> that's almost half the price of the mill
[21:27:50] <CaptHindsight> it's assembled by hand using the finest crimping tools
[21:27:51] -!- cheetah2 has quit []
[21:28:05] <enleth> by the finest tiny chinese hands no less
[21:28:14] <os1r1s> CaptHindsight haha
[21:28:23] <CaptHindsight> bound fingers
[21:29:05] <CaptHindsight> it's takes a classroom nearly a day to assemble
[21:29:19] <neverbuya_subaru> anyone know a good brand jewelller allen key set
[21:29:22] <neverbuya_subaru> metric
[21:29:26] <enleth> wait, that's *more* than half price of the mill
[21:29:36] <enleth> I was looking at the mill with a stand
[21:29:49] <CaptHindsight> the mill is made by old farts with hand cramps :p
[21:29:54] <neverbuya_subaru> down to .7mm
[21:30:28] <CaptHindsight> neverbuya_subaru: I just bought a bunch of singles is all the smaller sized from McMaster
[21:30:36] <CaptHindsight> sized/sizes
[21:30:38] <neverbuya_subaru> http://www.amazon.com/Moody-Tools-0-7mm-2-5mm-Mini-Driver/dp/B001J0YIE4
[21:30:40] <neverbuya_subaru> are these good?
[21:31:39] <enleth> is Stanley a thing in the US? as far as hardware store grade tools go, they do just fine
[21:32:25] <enleth> never had a dud, they must keep their chinese properly supervised or something
[21:32:37] <neverbuya_subaru> i dont give money to china
[21:32:39] <neverbuya_subaru> =P
[21:32:45] <neverbuya_subaru> ill give it to any other country but china!
[21:33:05] <neverbuya_subaru> at least i try not to :P
[21:34:59] <neverbuya_subaru> http://www.ebay.com/itm/Moody-6-pc-ESD-Fixed-Short-Handle-Hex-Drivers-Set-58-0349-/311385773332?hash=item488009d514:g:yiAAAOSw9N1VhZ4L
[21:35:02] <neverbuya_subaru> wow trhese are sexy
[21:35:41] <CaptHindsight> I couldn't find any sets that went below 1mm
[21:35:57] <neverbuya_subaru> http://www.ebay.com/itm/Wiha-35392-5-Piece-Mini-L-Key-Short-Hex-Metric-Set-/161751205023?hash=item25a91f849f:g:vjUAAOSwgQ9VlFEQ
[21:35:59] <neverbuya_subaru> found something cheap
[21:36:00] <neverbuya_subaru> finally
[21:36:00] <neverbuya_subaru> yay
[21:36:05] <CaptHindsight> ... worth buying
[21:36:15] <neverbuya_subaru> http://www.ebay.com/itm/NEW-Wiha-7-Piece-Metric-Hex-Driver-Set-26390-NIB-/291217133719?hash=item43cde4d097:g:mJgAAOSwVFlT67Tk
[21:36:17] <neverbuya_subaru> im grabbing these
[21:36:20] <neverbuya_subaru> they look top quality
[21:39:33] <andypugh> Wiha seem decent enough
[21:39:44] <CaptHindsight> http://www.mcmaster.com/#hex-keys/=10hwbbo
[21:40:51] <CaptHindsight> I bought a few of each size <1.5mm and <1/16" for less
[21:41:31] <neverbuya_subaru> theyre moore money
[21:41:33] <neverbuya_subaru> http://www.mcmaster.com/#hex-keys/=10hwce8
[21:41:40] <neverbuya_subaru> unknown brand as well
[21:41:59] <CaptHindsight> your money
[21:42:32] <os1r1s> Why do people seem to prefer optical switches on g0704 size mills rather than inductive or microswitches?
[21:43:45] <CaptHindsight> possible easy of mounting, cost and repeatability
[21:43:55] <CaptHindsight> easy/ease
[21:47:14] <andypugh> More modern?
[21:47:33] <andypugh> (Also, interface to 5V logic more easily than proxes)
[21:50:11] <CaptHindsight> http://www.ebay.com/itm/5PCS-Optical-Endstop-Switch-CNC-3D-Print-RepRap-Makerbot-Prusa-Mendel-RAMPS-1-4-/181930764806 <$3ea
[21:50:50] <os1r1s> andypugh The second point I get. But why is it more modern?
[21:50:53] <CaptHindsight> even less
http://www.ebay.com/itm/10PCS-Optical-Endstop-Switch-RepRap-Mendel-Prusa-RAMPS-V1-4-Arduino-3D-Printer-/181929588085
[21:53:12] <andypugh> os1r1s: It uses photons, not wires. I am not saying they _are_ more modern, just that they might seem that way to mini-mill refitters
[21:53:15] <CaptHindsight> http://www.ebay.com/itm/100pcs-H21B4-Fairchild-Semiconductor-Slotted-Optical-Switch-Darlington-Output-/191354294418 100 pcs for $22.50
[21:53:41] <CaptHindsight> or best
[21:54:32] <andypugh> CaptHindsight:
http://www.ebay.co.uk/itm/LJ12A3-4-Z-BX-Inductive-Proximity-Sensor-Switch-NPN-DC-6V-36V-NEW-/191736625652?hash=item2ca464b9f4:g:UFkAAOSwvt1WQ~SR
[21:56:38] <andypugh> Though you want ones where the metal barrel comes right to the end for most machine-tool applications, so you can bury them in the machine out of the way:
http://www.ebay.co.uk/itm/LJ8A3-1-Z-BX-Tubular-Inductive-Proximity-Sensor-Switch-NO-DC6-36V-300mA-/400579264929?hash=item5d446281a1:g:leEAAOxy6MBSQupb
[21:56:54] -!- anomynous_ [anomynous_!~anomynous@85-76-151-227-nat.elisa-mobile.fi] has joined #linuxcnc
[21:57:40] <andypugh> Like this:
https://picasaweb.google.com/108164504656404380542/HarrisonMill#5989135693933177186
[21:58:23] <CaptHindsight> I often find the inductive types to be too temperamental
[21:59:40] <CaptHindsight> but you have to keep the optical types in a relatively clean and dry area
[21:59:55] <CaptHindsight> dry and oil free
[22:00:26] -!- anomynous has quit [Ping timeout: 250 seconds]
[22:01:01] <andypugh> I have unwired (in HAL) my optical limit switch on the lathe. Too much nuisance tripping. And the limits don’t do well at saving chuck or tailstock crashes.
[22:01:16] -!- anomynous [anomynous!~anomynous@dygkh8v5t-5xl7mmz845t-4.rev.dnainternet.fi] has joined #linuxcnc
[22:02:07] <andypugh> I used the new lathe today, I needed a bigger chuck. It’s a lot nicer than the Chinese horror.
[22:02:14] <os1r1s> There seem to be a lot of fancy enclosures for them
[22:02:24] <CaptHindsight> I leave room for cushion and use springs for stops
[22:02:28] <andypugh> Thought the 2.2kW VFD keeps tripping out with the 3hp motor.
[22:02:29] <bensbenz> os1r1s: I have the inductive on my G0704 and they are great, repeat to 4 tenths
[22:02:42] <os1r1s> bensbenz Got a pic?
[22:02:43] <bensbenz> and interface with my 24v control
[22:03:02] <bensbenz> Y axis I just used a magnet to attach it to the base lol
[22:03:44] -!- anomynous_ has quit [Ping timeout: 256 seconds]
[22:04:58] <bensbenz> os1r1s: you can see Z in this vid
https://www.instagram.com/p/9XaqVgRz3U/?taken-by=bens.benz
[22:05:40] <bensbenz> os1r1s: homing in this vid:
https://www.instagram.com/p/3zyPV5xz1r/?taken-by=bens.benz
[22:05:59] <bensbenz> if you want I can take a pic of each if you want to see them, just let me know
[22:06:25] <CaptHindsight> http://www.powellsurplus.com/picts/RockwellAnorad_e.jpg end of travel spring bumpers
[22:06:27] -!- anomynous_ [anomynous_!~anomynous@dygkh8v5tdry0pk4hy6-y-4.rev.dnainternet.fi] has joined #linuxcnc
[22:06:39] <andypugh> I am jealous of your order-of-magnitude-higher spindle speed.
[22:07:11] <bensbenz> haha, I think I am the first that got the acutal spindle of the g0704 to 10k
[22:07:27] <bensbenz> I can push the VFD and get the bearing max of 14k if I need to
[22:07:58] <andypugh> But then your machine probably couldn’t drive this cutter:
https://picasaweb.google.com/108164504656404380542/Holbrook#6230894959584883890
[22:08:25] <bensbenz> haha not a chance
[22:08:39] <andypugh> I amfinding the horizontal spindle surprisingly useful for jobs that are too big for the mill, really.
[22:08:41] <CaptHindsight> maybe for a few seconds before it tears itself free from the spindle
[22:09:04] <bensbenz> on highspeed pully I max at 3/8 DIA .250 DOC and 40IPM with HSM paths
[22:09:10] <bensbenz> in 6061
[22:09:22] <CaptHindsight> andypugh: whats the range of travel for the horizontal?
[22:09:27] <bensbenz> but i mostly work with .25 dia cutters and less
[22:09:28] <andypugh> I had to assemble this one in-situ:
https://picasaweb.google.com/108164504656404380542/Holbrook#6231236737028424114
[22:10:13] <bensbenz> I am developing a light to replace those crappy ikea ones, probably the first thing i make to sell
[22:10:18] <andypugh> I have 160mm Y and 250mm X. Z is variable depending on setup, but about another 350mm
[22:10:24] -!- anomynous has quit [Ping timeout: 250 seconds]
[22:10:38] <andypugh> I like the Ikea lights, they are so cheap.
[22:11:00] <bensbenz> yea but they suck, wear out so fast and not very bright
[22:11:00] -!- anomynous [anomynous!~anomynous@dygkh8v-85stv0bg00gwy-4.rev.dnainternet.fi] has joined #linuxcnc
[22:11:02] <andypugh> I run from a different 5V supply though.
[22:11:15] -!- anomynous_ has quit [Ping timeout: 240 seconds]
[22:11:34] <andypugh> That one has been good for 2 years or so. It’s friend has been dead for 2 years or so. Not sure why.
[22:11:49] <CaptHindsight> I bought some goosneck lamps and just replaced the LED's with better ones
[22:12:01] -!- anomynous_ [anomynous_!~anomynous@dygkh8v8ly6y5y3pp7cvt-4.rev.dnainternet.fi] has joined #linuxcnc
[22:12:36] <bensbenz> i meant the necks on them
[22:12:44] <CaptHindsight> 6500k LED's and then add a cheap suitable brick power supply
[22:12:57] <bensbenz> you bend them too much then they dont hold position any more
[22:13:07] <bensbenz> or you bump it ect
[22:13:39] <Tom_itx> so run wires thru a coolant gooseneck
[22:14:01] <bensbenz> loc line
[22:14:22] <CaptHindsight> Tom_itx: lol, those are for water currents not electrical :p
[22:14:42] <CaptHindsight> you'll upset the continuum
[22:15:35] -!- anomynous has quit [Ping timeout: 240 seconds]
[22:17:28] -!- chillly has quit [Remote host closed the connection]
[22:17:35] <Tom_itx> they usually keep their position though
[22:18:14] <andypugh> Right, 2218. I really should find some food.
[22:20:43] <os1r1s> bensbenz What brand are they?
[22:21:01] <Tom_itx> ikea
[22:21:31] <bensbenz> os1r1s: they are fotek, got them on amazon
[22:21:55] <bensbenz> beware they are NOT coolant proof, for Y i had to cover it in silicon
[22:21:55] <JT-Shop> dang 76°F and 36%RH in the shop... too warm and too dry
[22:22:05] <bensbenz> they look sealed up, but they are not
[22:22:16] <Tom_itx> JT-Shop, put a shower out there
[22:22:52] <JT-Shop> lol, no water in the shop/garage however there is a pipe ran between the house and the shop
[22:23:14] <Tom_itx> i had one to mine but it's disconnected right now
[22:23:26] <JT-Shop> no wait 35%RH now lol
[22:23:49] <Tom_itx> i thought you added a bucket
[22:24:05] <JT-Shop> yep, ain't had a chance to do much yet
[22:24:31] <CaptHindsight> too dry, I keep mine <40% RH
[22:24:32] <JT-Shop> maybe put a quart out
[22:25:32] <neverbuya_subaru> http://2.bp.blogspot.com/-6nmHTuzqowE/VhaPbgLGTBI/AAAAAAAABP0/hysv0vdZqN4/s640/Navitas%2B75view_W.jpg
[22:25:35] <neverbuya_subaru> holy cow
[22:25:41] <neverbuya_subaru> the sculpture i helped build
[22:25:52] <neverbuya_subaru> https://youtu.be/qpy6u6NQXq8?t=3
[22:26:05] <neverbuya_subaru> that bronze was a pain in the ass to tap
[22:26:06] <JT-Shop> cool
[22:26:34] <JT-Shop> what kind of lube did you use?
[22:26:52] <neverbuya_subaru> sulphur based oil
[22:27:03] <JT-Shop> try a bar of soap
[22:27:28] <neverbuya_subaru> its weird it turns fine
[22:27:33] <neverbuya_subaru> but drilling it is also hard
[22:27:41] <neverbuya_subaru> i think it work hardens like ss
[22:27:46] <malcom2073> neverbuya_subaru: Re: the router, seems if I do a box frame rather than the triangle frame I was looking at, I can cut my tube sizes in half, and get even less deflection, at the cost of some 1/4" aluminum sheeting (which I have laying around)
[22:28:07] <JT-Shop> might be too high rpm and too low feed for drilling
[22:28:10] <neverbuya_subaru> jthornton-: how is your shop so warm
[22:28:15] <neverbuya_subaru> :D
[22:28:22] <JT-Shop> wood heater
[22:28:28] <neverbuya_subaru> malcom2073: nice
[22:28:54] <JT-Shop> http://gnipsel.com/images/wood-heat/LogWood04.jpg
[22:28:55] <neverbuya_subaru> you exhaust the flue outside?
[22:28:58] <Deejay> gn8
[22:29:05] <neverbuya_subaru> looks toasty!
[22:29:08] <JT-Shop> the old logwood heater
[22:29:15] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[22:29:20] -!- Deejay has quit [Quit: bye]
[22:29:29] <JT-Shop> I don't run it that hard any more, got everything sealed off
[22:30:21] <JT-Shop> http://gnipsel.com/shop/machines/machines-02.xhtml
[22:30:27] <JT-Shop> you like the feet?
[22:30:42] <neverbuya_subaru> looks nice
[22:31:55] <JT-Shop> thanks, I like adding details like the toes on the feet
[22:33:09] <neverbuya_subaru> how much did the cast iron burning oven cost?
[22:33:22] <JT-Shop> ~$200 maybe
[22:33:35] <neverbuya_subaru> not bad
[22:33:38] <neverbuya_subaru> :D
[22:33:51] <JT-Shop> it's a small one for 500 sq ft but it heats 2000 sq ft because of the insulation I have
[22:37:21] * JT-Shop should finish up the wiring on the BP but is worn out
[22:38:07] <JT-Shop> http://gnipsel.com/shop/machines/machines-01.xhtml
[22:38:45] <andypugh> They only have 4 toes in Missouri?
[22:38:49] <Tom_itx> heh
[22:38:54] <Tom_itx> did you plasma them?
[22:39:00] <JT-Shop> lol, cartoon feet
[22:39:10] <JT-Shop> cut with an angle grinder
[22:39:18] <JT-Shop> my first machine I made
http://gnipsel.com/shop/bench-grinder.xhtml
[22:39:25] <JT-Shop> I still have it
[22:40:04] <malcom2073> That looks fightening
[22:40:18] <JT-Shop> it still works
[22:40:36] <JT-Shop> I was 16 when I built that
[22:40:56] <neverbuya_subaru> haha are you running nomex
[22:41:04] <neverbuya_subaru> :D
[22:41:22] <JT-Shop> nomex?
[22:41:28] <neverbuya_subaru> for the cord
[22:41:28] <andypugh> I have one of these:
http://www.ebay.co.uk/itm/SPEED-CONTROL-2-2KW-3HP-220V-VARIABLE-FREQUENCY-DRIVE-INVERTER-VFD-10A-CE-NEW-/261978817637?hash=item3cff278465:g:PMYAAOSwHnFVsOAv
[22:41:33] <JT-Shop> lamp cord
[22:41:42] <andypugh> It keeps tripping out with my 3hp motor.
[22:41:49] <neverbuya_subaru> andypugh: china!
[22:41:51] <neverbuya_subaru> :-)
[22:41:53] * neverbuya_subaru hides
[22:42:04] <JT-Shop> might need a line reactor
[22:42:19] <neverbuya_subaru> you know i was looking at some of the vfds eaton now offers
[22:42:27] <neverbuya_subaru> all this line reactor filter bs is old school
[22:42:30] <andypugh> I wonder if I should try a 3kW (4hp) one, go for the 5hp version (still cheap) or buy one that is rated in Japanese or European kW.
[22:42:32] <neverbuya_subaru> most new drives come with them standard
[22:42:43] <neverbuya_subaru> andypugh: check out mvx9000 3hp
[22:42:48] <neverbuya_subaru> i have one
[22:42:55] <neverbuya_subaru> i see them on ebay for 200$ usd
[22:44:18] <andypugh> None in the UK
[22:44:25] <andypugh> And I need 240V inout
[22:44:35] <neverbuya_subaru> MVX003A0-2 is the 1ph 240v input
[22:44:37] <neverbuya_subaru> to 3hp out
[22:44:44] <neverbuya_subaru> but idont see any on ebay =/
[22:46:28] <Sync> andypugh: the omron mx2 are good
[22:47:10] -!- tannewt has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[22:50:33] <andypugh> And only 4x as expensive as the Huanyang. Probably 4x as good too, but I only need _slightly_ better, I think.
[22:53:02] <andypugh> To be honest, I will probably go for the £125 5Hp Huangyang which looks like it might fit in the existing space.
[22:55:22] <bensbenz> I have a KB genesis VFD that is pretty nice
[22:56:43] <andypugh> Actually, mine isn’t a Huanyang. It’s a Lovato.
[22:57:04] <andypugh> I don’t know whether that is better or worse than a Huanyang
[22:57:06] -!- tlab has quit [Quit: Leaving]
[22:57:39] -!- almostworking [almostworking!~almostwor@unaffiliated/almostworking] has joined #linuxcnc
[22:58:23] <Roguish> check it out:
http://hackaday.com/2015/12/30/sourcing-your-cnc-tools-in-2016-buy-them/
[22:59:22] <andypugh> I wonder if this would work better?
https://www.inverterdrive.com/group/AC-Inverter-Drives-230V/Yaskawa-CIMR-VCBA0012BAA/
[22:59:41] <andypugh> I suspect that is is a genuine 3HP
[23:02:01] <CaptHindsight> andypugh: do you recall some Omron ac servos that you found for cheap a coupe of years ago? (or were they steppers ~size 23)
[23:02:23] <andypugh> Probably from FA-parts in Korea?
[23:02:38] <CaptHindsight> the power and price made it sound like they were almost a typo
[23:02:58] buna is now known as A_Nub
[23:03:04] <CaptHindsight> might have been, I didn't save the link
[23:03:08] <andypugh> I think that they were. He didn’t send them :-)
[23:03:31] -!- anomynous [anomynous!~anomynous@dygkh8v8ly6y5y3pp7cvt-4.rev.dnainternet.fi] has joined #linuxcnc
[23:04:54] <CaptHindsight> when it sounds too good to be true .....
[23:05:15] -!- anomynous_ has quit [Ping timeout: 240 seconds]
[23:06:08] <bensbenz> well shit, broke my tiny solid carbide boring bar
[23:06:48] <JT-Shop> https://www.youtube.com/watch?v=vEtbfzMLVWU
[23:07:06] <CaptHindsight> it's ok, my fly cutter got loose and i was using the holder to cut :)
[23:08:10] <andypugh> They were listed at £36 for a 1kW Yaskawa servo. He cancelled my bid and doubled the price. Which was still astonishingly cheap, actually.
[23:08:16] <bensbenz> yea its only $27, just annoying
[23:08:50] <CaptHindsight> yeah, not happy when any tools snaps
[23:09:15] <CaptHindsight> but why is it always on Friday after 5?
[23:09:48] <CaptHindsight> or why does the tap break on the last hole?
[23:10:17] -!- almostworking has quit [Quit: Textual IRC Client: www.textualapp.com]
[23:10:45] <JT-Shop> taps break when dull...
[23:12:09] <archivist> or in the battery drill
[23:12:13] <CaptHindsight> or when you get impatient, greedy or careless on the last hole
[23:13:25] <bensbenz> yea, cant get another till monday, have to grind something out of hss and use the dremel I guess
[23:13:52] <JT-Shop> I need to cut my beard off it is getting annoying and catching on things
[23:14:56] -!- almostworking [almostworking!~almostwor@unaffiliated/almostworking] has joined #linuxcnc
[23:15:24] <JT-Shop> wow 75°F and 33%RH in the shop
[23:17:20] <malcom2073> Nice!
[23:17:32] <malcom2073> Mine is at like, 45F and 90%RH right now
[23:18:21] <JT-Shop> getting zapped every time I touch something lol
[23:19:13] <archivist> plastic shoe soles
[23:19:40] <JT-Shop> then I can take the wire that is taped to my finger off?
[23:20:25] <archivist> you need conductive soles, plastic insulate, I think leather is better
[23:20:49] <JT-Shop> is concrete conductive?
[23:21:02] <archivist> yes if damp
[23:21:23] <JT-Shop> very dry now
[23:22:11] <t12> the mosfets are winning thus far
[23:22:26] <JT-Shop> as opposed to?
[23:22:36] <malcom2073> losing
[23:22:47] <JT-Shop> lol
[23:23:03] <DaViruz> :D
[23:23:10] <archivist> in some electronics areas some effort is made to make the flooring conductive
[23:23:21] <JT-Shop> https://www.youtube.com/watch?v=GJY8jJkDoMY
[23:23:36] <DaViruz> there are plastic soled shoes which are conductive as well
[23:23:47] <DaViruz> for use in esd sensitive areas
[23:23:56] <malcom2073> We have some ESD carpeted areas at my work
[23:24:19] <malcom2073> They shoe straps you're supposed to put on that conducts youto the floor
[23:25:03] <JT-Shop> better
https://www.youtube.com/watch?v=Pp-dO8fN4_k
[23:26:16] -!- Camaba has quit [Read error: Connection reset by peer]
[23:30:39] -!- bpuk [bpuk!~bpuk@boopotter.plus.com] has joined #linuxcnc
[23:34:35] -!- Tristitia has quit [Ping timeout: 246 seconds]
[23:35:31] -!- Einherjer has quit [K-Lined]
[23:37:51] -!- Tristitia [Tristitia!~tristitia@static-ip-69-64-50-196.inaddr.ip-pool.com] has joined #linuxcnc
[23:38:39] <Jymmm> JT-Shop: 75?! What you do, catch the oil on fire?
[23:39:14] -!- basiclaser has quit [Quit: Connection closed for inactivity]
[23:40:40] <os1r1s> bensbenz Great part3 vid of the lathe conversion
[23:43:24] <bensbenz> os1r1s: part3? is that the latest one?
[23:43:38] <os1r1s> bensbenz The threading
[23:44:46] <bensbenz> yea, ok thx
[23:45:32] <bensbenz> yea the lathe is running 98% now
[23:45:32] <os1r1s> The nut spin at the end was funny
[23:46:32] <bensbenz> yeah, what good is threading without a test right?
[23:50:02] -!- JT-Shop has quit [Read error: Connection reset by peer]
[23:50:06] -!- jthornton- has quit [Read error: Connection reset by peer]
[23:51:03] -!- jthornton- [jthornton-!~john@172.243.171.57] has joined #linuxcnc
[23:52:29] -!- JT-Shop [JT-Shop!~john@172.243.171.57] has joined #linuxcnc
[23:53:44] -!- C_P-Away [C_P-Away!~Steven@c-73-180-48-246.hsd1.wa.comcast.net] has joined #linuxcnc
[23:55:43] -!- fiesh_ [fiesh_!~fiesh@hq.wsoptics.de] has joined #linuxcnc
[23:56:59] -!- gonzo__nb [gonzo__nb!~gonzo@host-92-6-244-28.as43234.net] has joined #linuxcnc
[23:57:00] -!- CP-KG7AMV has quit [Ping timeout: 250 seconds]
[23:57:27] -!- MacGyverX has quit [Ping timeout: 250 seconds]
[23:57:49] -!- MacGyverX [MacGyverX!~MacGyverX@pool-173-79-234-178.washdc.fios.verizon.net] has joined #linuxcnc
[23:58:46] -!- GargantuaSauce_ [GargantuaSauce_!~sauce@blk-224-177-97.eastlink.ca] has joined #linuxcnc
[23:58:57] -!- firephoto_ [firephoto_!firephoto@open.source.supporter.firrre.com] has joined #linuxcnc
[23:58:59] -!- jesseg_ [jesseg_!~jesseg@64.146.180.237] has joined #linuxcnc
[23:59:24] -!- logger[mah] [logger[mah]!~loggermah@mah2.mah.priv.at] has joined #linuxcnc
[23:59:36] <XXCoder> pink_vampire: artwork mostly, and other stuff
[23:59:40] <PetefromTn_> Hey folks
[23:59:42] -!- Alexande1B [Alexande1B!abrock@78.46.73.134] has joined #linuxcnc
[23:59:58] <PetefromTn_> whatsgoinon in CNC land :D
[23:59:59] -!- jst_ [jst_!~quassel@198.199.94.175] has joined #linuxcnc
{kind=link}
{kind=link}
{kind=link}
{kind=link}
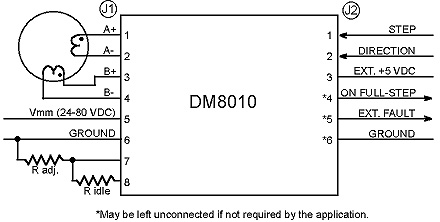{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}