Back
[00:01:35] <JT-Shop> well all I know is it was working before I hooked up the probe wrong...
[00:02:55] -!- __rob has quit [Remote host closed the connection]
[00:03:14] -!- __rob [__rob!~rob@5.80.64.43] has joined #linuxcnc
[00:04:44] * JT-Shop needs to become a Mesa dealer so he can get some 7i77's
[00:05:36] <Tom_itx> becoming a bit of an issue for us
[00:05:44] <Jymmm> JT-Shop: Only if they are installed on tricks
[00:05:51] <Jymmm> trikes*
[00:05:56] <Tom_itx> since they're so front & center with lcnc
[00:06:06] * JT-Shop only has one reverse trike
[00:07:51] -!- gregcnc has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[00:08:13] -!- chris_99 has quit [Quit: Leaving]
[00:08:34] -!- Tecan has quit [Ping timeout: 256 seconds]
[00:15:11] <PCW> JT-Shop it was working with 2.7 and only started having problems after a probe connection mistake?
[00:15:25] <JT-Shop> yes
[00:15:34] <JT-Shop> no
[00:15:38] <JT-Shop> working with 2.6
[00:16:03] <JT-Shop> I upgraded to 2.7 at the same time as attempting to install the probe
[00:17:31] <PCW> I think its more likely 2.7s more complete error checking that's exposed the noise issue
[00:18:37] <PCW> what resistance do you get to ground with DB25 disconnected and local 5V common disconnected from ground
[00:18:57] <PCW> (7I77 ground and frame ground)
[00:19:08] <JT-Shop> 4.8 ohms
[00:20:12] <PCW> so something is still providing a low impedance path to ground
[00:21:06] <PCW> I would try removing the encoder cables (is encoder 5V ground connected to frame GND?)
[00:21:20] -!- tobias47n9e_ has quit [Ping timeout: 260 seconds]
[00:22:29] <JT-Shop> let me check
[00:22:43] <PCW> ground loop somewhere
[00:24:46] <JT-Shop> with all encoders and db25 and 5v unplugged TB1 pin 1 is 4.8ohms to frame
[00:25:25] <PCW> umm missing 100 ohm resistor
[00:25:31] <PCW> ?
[00:27:57] <JT-Shop> I don't see anything missing, which one should I look at?
[00:28:53] <PCW> the 24V I/O is isolated only the encoders and analog GND connect to 5V GND so pull plugs until you get open and plug back in a connector at a time
[00:30:48] <PCW> looks like least one of the analog connectors has a direct connection to frame GND
[00:32:56] <JT-Shop> if I disconnect the analog to the drives I get open, as I connect each one back in the ohms go down
[00:33:54] <PCW> well if the resistors are 100 Ohms, I would expect 33 for all 3 in parallel
[00:34:13] <JT-Shop> I took the resistors out to test
[00:35:07] <JT-Shop> they look like brown black brown
[00:35:26] <JT-Shop> knocked them on the floor have to find them again
[00:35:26] <PCW> that's right
[00:36:14] <PCW> and the should go from the 7I77 gnd (adjacent to the AOUT pin) to the servodrive analog common
[00:36:46] <PCW> (in series with the GND connection)
[00:36:50] <JT-Shop> that's where they were, I'll put them back
[00:38:52] <PCW> when installed I would expect ~33 Ohms from TB1 pin1 to frame ground with everything but DB25 plugged in
[00:41:47] <JT-Shop> I lost one, I'll find one in the morning and put them back in
[00:44:22] <Tom_itx> it's on that clean floor
[00:44:44] <PCW> So was it ever you tested with resistors installed but 5V common disconnected from frame ground?
[00:44:47] <Tom_itx> probably why you can't find it
[00:44:47] <JT-Shop> lol it is under something
[00:45:19] <JT-Shop> turned out the 5v was not connected to ground at the power supply
[00:45:41] <JT-Shop> when I unplugged TB1 I got open between 0v and frame at the power supply
[00:45:57] -!- Roguish has quit [Remote host closed the connection]
[00:46:21] -!- Roguish [Roguish!~chatzilla@50.143.183.159] has joined #linuxcnc
[00:47:06] <PCW> so when were the analog gnd resistors removed (and therefore 5 Ohms from 7I77 Gnd to frame)?
[00:47:52] <JT-Shop> just a few minutes ago
[00:49:22] <JT-Shop> I have a 5i20 would a 7i33TA be better for this machine?
[00:49:44] <Tom_itx> that's just a breakout board isn't it?
[00:49:44] <PCW> JT-Shop TB1 pin 1 shows 5 ohm to frame
[00:50:18] <JT-Shop> The 7I33TA is a 4 axis analog servo interfaces
[00:50:40] <Tom_itx> i'm thinking of something else then
[00:51:39] <PCW> "TB1 pin 1 shows 5 ohm to frame"
[00:51:41] <PCW> was about 1 hour ago
[00:51:48] <JT-Shop> yea
[00:52:03] <JT-Shop> I took them out when I got back this afternoon
[00:52:16] <JT-Shop> just testing
[00:52:45] <PCW> before you updated the firmware?
[00:52:57] <PCW> (with 77f.bit)
[00:53:04] <JT-Shop> after I think
[00:54:44] <JT-Shop> would a 5i20 7i33TA 7i37TA be more tolerant of the problems I'm having on the BP?
[00:55:53] <enleth> When documentation corrections are the cause of a problem: marking things with a pencil on a PCB prototype
[00:56:01] <enleth> What could possibly go worng?
[00:56:03] <enleth> *wrong
[00:59:06] <PCW> yes because it doens't have serial connections that can be disrupted by ground loops that develop
[00:59:07] <PCW> volts of noise along the cable but if you can make the 7I77 work with the analog connections removed
[00:59:09] <PCW> its probably relatively easy to fix with proper grounding (or the isolator)
[01:00:05] <JT-Shop> I have the 7i77ISOL on order
[01:00:39] <JT-Shop> I'll put the resistors back in the morning and look at grounding more
[01:00:53] <PCW> how far is the PC from the servo cabinet and does it have the same power source?
[01:01:58] <PCW> (as the servo drives)
[01:09:48] -!- sumpfralle has quit [Quit: Leaving.]
[01:10:19] -!- the_wench has quit [Ping timeout: 250 seconds]
[01:10:40] -!- archivist has quit [Ping timeout: 250 seconds]
[01:10:46] <Erant> Crap. Why is it always the last operation where something goes wrong and you lose the part?
[01:14:59] <Roguish> JT-Shop: I use a 5i20 + 7i33 on my BP SII. they're great.
[01:15:52] <Roguish> JT-Shop: I use a 5i20 + 7i33 on my BP SII. they are great.
[01:17:42] -!- Loetmichel2 [Loetmichel2!~cylly@p54B10DEF.dip0.t-ipconnect.de] has joined #linuxcnc
[01:18:00] <Roguish> I also use a 7i37 'cause I have a habit of letting out the magic smoke.......
[01:18:55] -!- Loetmichel has quit [Ping timeout: 240 seconds]
[01:19:12] -!- basiclaser has quit [Quit: Connection closed for inactivity]
[01:23:35] -!- archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[01:24:55] -!- nofxx has quit [Ping timeout: 260 seconds]
[01:25:28] -!- nofxx [nofxx!~nofxx@177.106.58.95] has joined #linuxcnc
[01:25:28] -!- nofxx has quit [Changing host]
[01:25:28] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[01:25:35] -!- likevinyl has quit [Quit: no hay bananas #birras]
[01:26:38] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[01:27:53] -!- sumpfralle1 [sumpfralle1!~lars@62.141.37.125] has joined #linuxcnc
[01:27:59] -!- Roguish has quit [Quit: ChatZilla 0.9.92 [Firefox 43.0.1/20151216175450]]
[01:29:13] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[01:29:15] -!- sumpfralle has quit [Client Quit]
[02:00:47] -!- jduhls has quit [Ping timeout: 246 seconds]
[02:28:17] -!- tlab [tlab!~tlab@104.235.20.192] has joined #linuxcnc
[02:54:20] -!- fiesh has quit [Ping timeout: 265 seconds]
[03:06:03] -!- fiesh [fiesh!~fiesh@hq.wsoptics.de] has joined #linuxcnc
[03:46:30] -!- sumpfralle1 has quit [Ping timeout: 272 seconds]
[04:07:20] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[04:19:26] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[04:39:11] -!- basiclaser has quit [Quit: Connection closed for inactivity]
[04:58:48] -!- the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[05:09:35] -!- AR_ has quit [Ping timeout: 240 seconds]
[05:17:44] -!- ve7it has quit [Remote host closed the connection]
[06:15:53] -!- KimK has quit [Ping timeout: 265 seconds]
[06:16:49] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[06:17:14] -!- Erant has quit [Ping timeout: 272 seconds]
[06:18:11] -!- anth0ny_ has quit [Quit: anth0ny_]
[06:22:58] <trentster> archivist: howdy man, you around ?
[06:49:46] -!- jduhls has quit [Ping timeout: 256 seconds]
[07:00:02] <trentster> Ok I am giving up with accurate spindle control via this cheapie break out board I have got, I am either going to build my own mini pwm convertor and bypass the bob analog voltage output , that seems incapable of outputting more than 7v regardless of the settings. Yes I have tried different 12V power inputs, as well as the 12V output available on the vfd itself.
[07:00:50] <trentster> So in a nutshell, can anyone recommend something reliable that works effectively before I start looking into building my own circuit?
[07:02:14] -!- FinboySlick has quit [Quit: Leaving.]
[07:11:02] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[07:11:37] -!- aventtini6 [aventtini6!aventtini@5-12-32-119.residential.rdsnet.ro] has joined #linuxcnc
[07:23:34] <bobo__> aventtini6: is there anyway you could post the Deckel information (schematics - drawings - etc) to the French web site ?
[07:24:06] -!- FloppyDisk has quit [Ping timeout: 240 seconds]
[07:30:21] <aventtini6> i dont have the actual deckel schematics only the drives
[07:30:30] <aventtini6> bobo
[07:47:19] <bobo__> ok ,just thought the French web site(usinages.com) would be a good place for other people to also get that information
[07:59:32] <XXCoder> interesting
https://www.youtube.com/watch?v=D3d0u9h1AY8
[08:00:36] -!- jduhls has quit [Remote host closed the connection]
[08:02:39] -!- pjm has quit [Ping timeout: 245 seconds]
[08:03:53] <archivist> trentster, just add an amplifier
[08:05:29] <archivist> bob out pin--> opamp-->vfd
[08:06:35] -!- jduhls has quit [Ping timeout: 240 seconds]
[08:06:57] <archivist> http://www.electronics-radio.com/articles/analogue_circuits/operational-amplifier-op-amp/non-inverting-amplifier.php
[08:07:38] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51B1C77AD7215DA980.dip0.t-ipconnect.de] has joined #linuxcnc
[08:08:22] <archivist> you can then make it adjustable too
[08:08:48] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:08:56] <Deejay> moin
[08:09:58] <bobo__> Hi Deejay
[08:10:03] <Deejay> hi bobo
[08:10:14] -!- aventtini6 has quit [Ping timeout: 256 seconds]
[08:10:39] <bobo__> you have any snow ?
[08:10:50] <Deejay> nope, +10°C here
[08:11:03] <Deejay> its like spring. much too warm
[08:11:38] -!- aventtini6 [aventtini6!~sad@5-12-32-119.residential.rdsnet.ro] has joined #linuxcnc
[08:11:39] <bobo__> I just really like global warming
[08:11:44] <Deejay> yep
[08:13:50] <bobo__> won't be long untill farmers can grow crops all year long
[08:13:57] <Deejay> but I would prefer white xmas ;)
[08:14:40] <XXCoder> geez bad "white virus" (I call this design "White virus" as text is light gray on white, making it unreadable.
http://www.xda-developers.com/tasker-pulled-from-google-play-store/
[08:14:50] <XXCoder> thankfully I has special link "darken"
[08:15:17] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[08:17:22] <bobo__> Deejay all right ,"jest" for you, one day only December 25 let their be 50mm. snow
[08:17:43] <Deejay> yeah :)
[08:18:19] <Deejay> hi XXCoder
[08:18:23] <XXCoder> hey
[08:22:00] -!- KimK has quit [Ping timeout: 260 seconds]
[08:22:19] -!- bkboggy has quit [Quit: For Narnia!]
[08:22:51] -!- swarfer [swarfer!~Thunderbi@105.227.248.41] has joined #linuxcnc
[08:24:58] -!- KimK [KimK!~Kim__@68.102.70.90] has joined #linuxcnc
[08:35:03] -!- rob_h [rob_h!~robh@90.219.232.171] has joined #linuxcnc
[08:35:25] -!- aventtini6 has quit [Ping timeout: 260 seconds]
[08:36:02] -!- aventtini6 [aventtini6!aventtini@79.116.69.223] has joined #linuxcnc
[08:41:56] -!- DaPeace has quit [Quit: Leaving.]
[08:43:10] -!- choonway_ has quit [Quit: Leaving]
[08:43:53] <trentster> archivist: thanks looking at it, I am wondering if this low volatge issue is evident with all these break out boards?
[08:44:03] <trentster> would be interesting to know
[08:47:40] <trentster> another alternative would be to connect it to the 0-5V input on the vfd and try and tune it lower. The manual for the vfd says max V on 5V input is 6V and unfortunately the bob high end is max 7V. So its just out of do-able at present
[08:48:18] <archivist> yes use the lower range and adjust the scaling nimbers in hal
[08:48:27] <archivist> numbers
[08:49:08] <archivist> I dont think the bob is the issue here anyway
[08:50:06] <trentster> what else can it be? I have tried 2 different 12v power sources as well as using the VFD 12V out in isolation
[08:50:40] <archivist> I dont know what numbers/scaling you have experimented with, if at all
[08:50:45] <trentster> I have even disconnected other stuff from the BOB that uses 12V like the proximity sensors and still the same situation.
[08:51:30] <trentster> archivist: I have tried every combination I can think of or have read online they all never move the needle past 7V
[08:52:47] <trentster> archivist: to simulate getting max voltage out - what settings would you put in?
[08:53:15] <trentster> Never mind tuning the range - just to see if you can get 10V out? What would you use
[08:53:47] <archivist> a high enough frequency of the pwm signal
[08:55:05] <trentster> https://monosnap.com/file/mDXq4t7AqN0E7pXTbFOqltsmuAVgbS.png
[08:55:18] <trentster> ok what values would you put in there to test?
[08:55:42] <trentster> my VFD does 24K RPM at 400Hz
[08:56:13] <trentster> archivist: this is not to tune the range just to test to see if 10V output is even possible
[08:56:19] <trentster> you with me?
[08:56:36] <archivist> the vfd is not relevant at the moment
[08:56:51] <archivist> I keep telling you that
[08:57:06] <archivist> I know you are confused
[08:57:32] <trentster> archivist: I am just mentioning it, for brevity sake
[08:58:17] <archivist> I dont think so, it makes me think you are thinking of the wrong thing
[08:58:19] <trentster> at the moment I dont give 2 hoots about the VFD at all, all I care about is seeing 10V out on the BOB when I set max RPm e.g. 25K
[08:58:40] -!- KimK has quit [Read error: Connection reset by peer]
[08:58:43] <trentster> FYI - automation tech sells the same BOB - here is a nicer diagram
http://www.automationtechnologiesinc.com/wp-content/uploads/downloads/2015/07/BNotes.pdf
[08:59:11] <archivist> http://linuxcnc.org/docs/html/man/man9/pwmgen.9.html
[08:59:48] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[09:00:34] -!- swarfer has quit [Quit: swarfer]
[09:00:58] <trentster> archivist: I have read that page, I am asking you if you were at the command line what pwmgen command would you run to try generate a max voltage test?
[09:02:01] <archivist> I would be using an editor on the setup files and not be at the command line
[09:02:10] <trentster> You seem to feel its not BOB related so I will go and run your command verbatim on the machine via the console and test with a voltmeter - I will then come back and report if I am still seeing max 7V or not
[09:02:46] <trentster> archivist: can you show me an e.g. of what you would use in the HAL file then?
[09:02:50] <archivist> I didnt give you a command to run?
[09:02:59] <trentster> and I will test it verbatim
[09:03:33] <anomynous> hi
[09:03:44] <archivist> I want you to learn how to experiment and me not have to spoonfeed values
[09:04:23] <trentster> yeah I gathered that - since I have been battling for a week now
[09:04:38] -!- KimK has quit [Ping timeout: 256 seconds]
[09:05:54] <archivist> I dont have values written down/remembered either
[09:06:10] <archivist> https://www.pinterest.com/pin/175921929167866487/
[09:06:54] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51B1C77AD7215DA980.dip0.t-ipconnect.de] has joined #linuxcnc
[09:07:14] <trentster> ;-)
[09:08:39] <trentster> going back to garage to try and catch a fish - sigh
[09:16:30] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[09:18:33] -!- DaPeace has quit [Quit: Leaving.]
[09:33:21] -!- aventtini6 has quit []
[10:22:54] -!- anomynous_ [anomynous_!~anomynous@176-93-66-248.bb.dnainternet.fi] has joined #linuxcnc
[10:26:44] -!- anomynous has quit [Ping timeout: 265 seconds]
[10:48:47] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51B1C77AD7215DA980.dip0.t-ipconnect.de] has joined #linuxcnc
[10:53:25] -!- kalxas has quit [Changing host]
[10:58:35] -!- anomynous [anomynous!~anomynous@176-93-66-248.bb.dnainternet.fi] has joined #linuxcnc
[11:01:22] -!- anomynous_ has quit [Ping timeout: 256 seconds]
[11:08:05] -!- kalxas has quit [Quit: Goodbye]
[11:13:04] -!- swarfer [swarfer!~Thunderbi@105.227.248.41] has joined #linuxcnc
[11:14:34] -!- swarfer has quit [Client Quit]
[11:15:10] <archivist> rofl at the chinglish
http://www.ebay.co.uk/itm/321905519866
[11:15:33] -!- motioncontrol [motioncontrol!~io@host133-25-dynamic.35-79-r.retail.telecomitalia.it] has joined #linuxcnc
[11:19:20] -!- nofxx has quit [Ping timeout: 272 seconds]
[11:25:15] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51B1C77AD7215DA980.dip0.t-ipconnect.de] has parted #linuxcnc
[11:26:45] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D513CA1188B7298C7BD.dip0.t-ipconnect.de] has joined #linuxcnc
[11:27:50] <trentster> Ok folks - for anyone watching my struggle over the last week or having issues with 0-10V analog output with cheapie ebay / automation tech BOB, here is the solution that worked for me. Regardless of what you are told these boards at least for me would not output more than 7V. Trust me I tried everything. That being said, it was able to be tuned or tweaked between the 0-7V range without issue and responded properly to all pwmgen HAL config options. T
[11:29:20] <archivist> you were cut off
[11:29:46] <trentster> This way I have managed to tune within an accuracy of 2.8% true RPM at spindle head. It stays consistently accurate within the entire range of my usable spindle rpm of 8K-24K
[11:30:35] <trentster> So anyone using very high rpm spindles in a router based application, I would advise you to either stay away from these BOB's or to tune them for a 0-5V range.
[11:31:26] <archivist> actually these bobs are the only ones with proper drives to the optos in drivers
[11:31:34] <trentster> There is of course a danger in doing it this way that if accidentally gcode specifies a higher than 24K rpm the output may move into the 5-7V range and possibly damage the VFD
[11:31:48] <archivist> regardless of what you think of the pwm potput
[11:31:53] <archivist> output
[11:32:36] <trentster> I am looking for a way if possible to get linuxcnc to not pass rpm's higher than a certain value if it exists in the gcode, I am not sure if this is an option somewhere
[11:33:10] <archivist> your scaling should take that into account
[11:34:11] <trentster> archivist: thanks for your help
[11:34:15] <archivist> and there is a maximum setting iirc somewhere
[11:35:16] <archivist> I just ordered another one of these bobs to rewire the hobbing machine to be a bit nicer
[11:36:14] <archivist> although I really should go the mesa card route for it
[11:38:36] -!- motioncontrol has quit [Remote host closed the connection]
[11:39:57] <trentster> yeah, my next jump will be a machine with proper Hiwin rails and a Mesa card. For now I just want to stop tinkering on the LinuxCNC config side and actually start producing some stuff creatively. I am finally at the point with Fusion 360 where I can model and CAM out most things I can imagine.
[11:44:12] <trentster> FYI, for anyone who wants to learn Fusion 360 and has a router, this is a great tutorial, one of the best I have seen
https://www.youtube.com/watch?v=VZU_Jpyyc5M
[11:44:58] <XXCoder> aw captions dont make sense
[11:45:22] <trentster> yeah - XXCoder the captions there are a bit gobblygook.
[11:45:33] <trentster> sorry due - you will have to stick to the official training
[11:45:41] <XXCoder> yeah
[12:03:11] -!- tjtr33 [tjtr33!~tomp@146.88.44.252] has joined #linuxcnc
[12:05:21] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[12:08:35] -!- MikkoP [MikkoP!MikkoP@88-148-184-226.bb.dnainternet.fi] has joined #linuxcnc
[12:08:56] <MikkoP> Hi
[12:09:30] <MikkoP> Got some guides for my CNC :D
http://i.imgur.com/wdQGt6a.jpg
[12:10:50] <tjtr33> nice, real machine tool stuff, HiWin?
[12:11:30] <MikkoP> tjtr33: Yea, they are HIWIN. Got them for free unused :D
[12:11:48] <archivist> the right price
[12:12:24] <MikkoP> I think I can get the required amount of rails for free too but they blocks I might need to buy.
[12:13:46] <tjtr33> do you have a good surface and edge to mount them on?
[12:13:48] <tjtr33> usually they are mounted on a machine surface and pushed against a straight edge using dowels under taper head screw.
[12:14:37] <tjtr33> the taper head pushes the dowel, which pushes the rail against the reference edge.
[12:14:38] <MikkoP> I'm not sure yet what I'm using as the frame material.
[12:15:18] <tjtr33> heh now your're stuck, gotta have a frame worthy of the rails ;)
[12:15:44] <tjtr33> got a casting in your pocket :-)
[12:16:01] <MikkoP> Haha true :D If I had bought those rails it would have exceeded my budget :D
[12:16:28] <tjtr33> good parts can be used from machine to machine too
[12:16:46] <MikkoP> Let's just build one first :D
[12:21:51] <XXCoder> with awesome frame that rails will rock indeed
[12:22:22] <MikkoP> Now I feel bad for my ballscrews sitting next to them :(
[12:22:29] <XXCoder> lol
[12:23:34] <MikkoP> What do you think, if I have these rails and blocks, do I need to have two per rail or is one sufficient? Remember that my machine has about 500 mm travel distance
[12:24:05] <XXCoder> I'd suggest 2 for better stability but dunno
[12:24:20] <archivist> I would be using 2
[12:24:47] <archivist> spaced as far apart as possible, more for higher loading
[12:25:08] <MikkoP> Of course two is better but just wondering the cost...
[12:25:45] <archivist> cost v quality :)
[12:26:09] <MikkoP> Would I get away with it if I placed only one per rail but have them at different positions on adjacent rails?
[12:26:15] <tjtr33> rtfm read the hiwin installation notes. (they wont even mention using one). it aint about cost, its just unheard of mechanically
[12:26:22] <XXCoder> archivist: wider the better, but rails must be longer to have full 500mm range?
[12:27:33] <archivist> yes you need sufficient rail length
[12:27:46] <tjtr33> its a SIN you will be eternally damned! dont do it :-)
[12:28:04] <Jymmm> ...plus added frame length as well.
[12:29:02] <XXCoder> makes sense.
[12:29:50] <Jymmm> At that rate, add in an area for tool change =)
[12:30:10] <archivist> I went with less travel to match the number of carriages available
[12:30:21] <MikkoP> Jymmm: lol
[12:31:11] <tjtr33> stiffness vs size better tradeoff imo
[12:31:26] <MikkoP> I would have got good drivers for the spindle too but unfortunately they use three phase power..
[12:31:36] <Jymmm> MikkoP: Like this
http://img.diytrade.com/cdimg/985043/18642240/0/1297915792/CNC_Routers_with_Auto_Tool_Changer_Spindle.jpg
[12:32:00] <Jymmm> tjtr33: That's NOT what she said!
[12:32:22] -!- DaPeace has quit [Quit: Leaving.]
[12:33:31] <MikkoP> Jymmm: Would be cool but then the drill part would need to be able to change it too.
[12:33:37] <tjtr33> some vfds are 1 phase that GAmumble from AutomationDirect
[12:34:52] <tjtr33> GS2
[12:34:55] <Jymmm> MikkoP: One size fits all
http://www.northerntool.com/images/product/2000x2000/420/42041_2000x2000.jpg
[12:35:21] <MikkoP> lol
[12:35:46] <tjtr33> http://linuxcnc.org/docs/2.6/html/examples/gs2_example.html
[12:36:36] -!- MrSunshine has quit [Read error: Connection reset by peer]
[12:36:51] -!- MrSunshine [MrSunshine!~mrsun@c-393de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[12:37:42] <tjtr33> 1/4 hp to 1 hp, 115 VAC single phase input 1/2 hp to 3 hp, 230 VAC single/three-phase input
[12:38:31] <XXCoder> Jymmm: yeah just add few inches travel
[12:38:39] <XXCoder> boom space for changer
[12:39:10] <Jymmm> XXCoder: Yeah, as long as you accoutn for it before doing/buying anything
[12:40:15] <Jymmm> XXCoder: Could even add a clamp area for a 4th axis rotary
[12:40:34] <tjtr33> xtra travel if spindle moves to tool changer, none if tool changer is mounted on spindle axis ('head') ;-)
[12:40:41] <XXCoder> one machine I saw (but was broken before I started router dept) has a side row of tools
[12:40:44] <XXCoder> interesting
[12:41:07] <tjtr33> rack
[12:41:08] <XXCoder> tjtr33: yeah one of HAAS has tool change with arm that slooowly swing to spindle head
[12:41:28] <XXCoder> advange is completely out of way but so dang slow.
[12:41:51] <XXCoder> one tool change is around hmm minute long + rotate to correct tool #.
[12:42:26] <Jymmm> tjtr33: IF mounted on 'head', extra clusterfuck of thins to deal with/go wrong =)
[12:42:48] <tjtr33> hmm, didnt bother me (tm rainman )
[12:42:57] <Jymmm> lol
[12:43:36] <Jymmm> plus added weight on axis
[12:44:01] <Jymmm> but whatever =)
[12:44:05] <tjtr33> move up chg tool get back to work loretta extra weight hahah the axis is more than most nachones here, 750kg limit
[12:44:50] <tjtr33> 'die sinking' meant half of die mounted on head, other on table ;-)
[12:45:10] <Jymmm> tjtr33: I mean like a pcb router, etc
[12:45:21] <tjtr33> forget about it!
[12:45:37] <Jymmm> no way man! lol
[12:46:19] <Jymmm> Gravesite router! lol
[12:46:46] <Jymmm> Each person can grafitti the coffin in cnc style!
[12:47:23] <Jymmm> "12 different fonts to choose from"
[12:47:28] <XXCoder> Jymmm: cnc paint can sprayer
[12:47:43] <Jymmm> XXCoder: ask alex_jon1 about that
[12:47:49] <XXCoder> lol ok
[12:47:50] <tjtr33> long term parking (as long as you pay the rent.. mexican day of the dead )
[12:47:51] <XXCoder> alex_jon1: ?
[12:48:05] <Jymmm> but I mean literaly carve into the top of the coffin
[12:48:09] <tjtr33> cnc spray paint.. google Hektor
[12:48:30] <tjtr33> oh i thought you meant mega cnc grave digger
[12:48:48] <Jymmm> https://www.youtube.com/watch?v=u4KyPN0sw0A
[12:49:01] <Jymmm> XXCoder:
https://www.youtube.com/watch?v=u4KyPN0sw0A
[12:49:14] <XXCoder> looking
[12:49:31] <Jymmm> tjtr33: TY, I couldn't remember his name
[12:49:55] <XXCoder> Jymmm: maybe it needs bottom attachment point for more rigidness lol
[12:49:59] <tjtr33> Hektor was a bipod, but used special path coding to eliminate/reduce the swaying
[12:50:02] <XXCoder> pretty cool though
[12:50:23] <XXCoder> probably 0.01" error
[12:50:37] <XXCoder> but with high repeatability
[12:51:05] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51E9D26B643D15A2A8.dip0.t-ipconnect.de] has joined #linuxcnc
[12:51:34] <XXCoder> wonder if that is how they did paint the bridge I see everyday on way to work
[12:52:01] <tjtr33> build a huge hektor/bipod as a county fair ride or hi-rise window washing scaffold
[12:52:47] <XXCoder> oops half inch error
[12:53:23] <tjtr33> there was a fast 3d version used to move stock in a warehouse. end effector was a pair of forks like a fork lift
[12:53:43] <XXCoder> definitely cool though lol
[12:54:13] <tjtr33> https://www.youtube.com/watch?v=2b4YwFZhtIE
[12:55:39] <XXCoder> interesting
[12:55:39] <tjtr33> also IPAnema
[12:57:09] <XXCoder> definitely detectable slower at 200 lb
[12:57:46] <tjtr33> cul8r! its 8pm here and i gotta study for school tomorrow! bye ( sway detection overrides programmed speed )
[12:57:53] -!- tjtr33 [tjtr33!~tomp@146.88.44.252] has parted #linuxcnc
[12:58:39] -!- kalxas has quit [Changing host]
[12:59:55] -!- DaPeace has quit [Ping timeout: 240 seconds]
[13:02:14] <Jymmm> This is cool, KiloBots
https://www.youtube.com/watch?v=xK54Bu9HFRw
[13:02:39] <XXCoder> annoying that html5 viewer for youtube seems broken
[13:02:47] <XXCoder> so it gonna try, then switch to flash
[13:02:56] <XXCoder> that is cool.
[13:04:19] <XXCoder> wonder what is its power source
[13:04:23] <XXCoder> wireless I guess
[13:04:27] <XXCoder> or surface itself
[13:04:36] <Jymmm> the battery is on top
[13:04:56] <XXCoder> yeah but 11 hours?
[13:05:10] <Jymmm> it's a piezo
[13:09:39] -!- MikkoP has quit []
[13:09:53] <XXCoder> whats puezo
[13:09:56] <XXCoder> piezo
[13:10:30] <archivist> a ceramic
[13:10:50] <archivist> bends under an electric field
[13:10:59] <XXCoder> ahh
[13:11:04] <XXCoder> it uses that to move?
[13:11:30] <archivist> yes
[13:12:02] <archivist> canon camera uses a similar motor for focus
[13:12:21] <archivist> same thing in many beepers
[13:17:49] <SpeedEvil> Pezio positioners are also used in advanced stuff
[13:17:58] <SpeedEvil> where you actually need to move something three nanometers
[13:20:39] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[13:24:46] -!- FloppyDisk has quit [Ping timeout: 240 seconds]
[13:34:54] <XXCoder> SpeedEvil: pretty precise
[13:35:04] <XXCoder> tiny items im sure too
[13:35:16] <Jymmm> titanic
[13:36:34] <XXCoder> a whole CM?
[13:36:49] <Jymmm> A ship =)
[13:36:54] <XXCoder> lol
[13:37:08] <Jymmm> -iceberg
[13:37:10] -!- MrSunshine has quit [Ping timeout: 265 seconds]
[13:37:35] <XXCoder> if someone can place titanic within 3 nm precision I'd be amazed
[13:38:08] <Jymmm> Got 20M gallons of LN2 ?
[13:46:39] <XXCoder> I don't have 20M of anything lol
[13:47:01] <archivist> not even atoms?
[13:47:22] <XXCoder> nope, probbly even more than 20M platinium atoms in my room
[13:47:34] <XXCoder> for toms 20M is quite feqw
[13:47:35] <archivist> must be as skinny as a matchstick with the wood scraped off
[13:47:36] <XXCoder> few
[13:50:27] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[13:50:27] -!- Tecan has quit [Changing host]
[13:50:27] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[13:53:51] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51217FF650046FFF1C.dip0.t-ipconnect.de] has joined #linuxcnc
[13:59:57] <archivist> for a typical human of 70 kg, there are almost 7*1027 atoms (that's a 7 followed by 27 zeros!) Another way of saying this is "seven billion billion billion." Of this, almost 2/3 is hydrogen, 1/4 is oxygen, and about 1/10 is carbon.
[14:00:20] <XXCoder> not surpised
[14:00:50] -!- DaPeace has quit [Quit: Leaving.]
[14:01:02] <XXCoder> number of atomes in universe is roughly 10^123
[14:01:08] <XXCoder> and decreasing of course
[14:01:47] <XXCoder> err misread
[14:02:12] <XXCoder> 10^78 to 10^82
[14:02:20] <XXCoder> and yes, decreasing heh
[14:06:47] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51DCAFB87C53F157B8.dip0.t-ipconnect.de] has joined #linuxcnc
[14:11:59] <Tom_itx> archivist is that a typical merican or european?
[14:14:34] <archivist> dunno, just what google thinks is average
[14:26:05] -!- MrSunshine [MrSunshine!~mrsun@c-393de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[14:29:17] -!- MrSunshine has quit [Read error: Connection reset by peer]
[14:30:06] -!- MrSunshine [MrSunshine!~mrsun@c-393de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[14:47:30] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[15:11:48] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[15:15:38] <zeeshan> :-)
[15:18:30] -!- MrSunshine has quit [Ping timeout: 260 seconds]
[15:19:32] * irontree9 playing with BlenderCAM
[15:19:57] <irontree9> soooo many parameters!!
[15:42:55] -!- DaPeace has quit [Quit: Leaving.]
[15:43:28] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51DCAFB87C53F157B8.dip0.t-ipconnect.de] has joined #linuxcnc
[15:55:27] -!- DaPeace has quit [Quit: Leaving.]
[16:01:30] -!- b_b has quit [Changing host]
[16:09:50] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51DCAFB87C53F157B8.dip0.t-ipconnect.de] has joined #linuxcnc
[16:14:16] -!- DaPeace1 [DaPeace1!~Adium@p5B03CDBB.dip0.t-ipconnect.de] has joined #linuxcnc
[16:14:42] -!- DaPeace has quit [Read error: Connection reset by peer]
[16:18:22] -!- swarfer [swarfer!~Thunderbi@105.227.248.41] has joined #linuxcnc
[16:19:12] -!- swarfer has quit [Client Quit]
[16:23:54] -!- MrSunshine [MrSunshine!~mrsun@c-393de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[16:34:18] -!- ktchk [ktchk!~eddie6929@n219073004066.netvigator.com] has joined #linuxcnc
[16:36:27] -!- ktchk [ktchk!~eddie6929@n219073004066.netvigator.com] has parted #linuxcnc
[16:36:27] -!- ktchk has quit [Client Quit]
[16:36:57] -!- penpen has quit [Client Quit]
[16:45:54] -!- MrSunshine has quit [Ping timeout: 256 seconds]
[16:46:23] -!- AR_ [AR_!~AR@24.238.81.234] has joined #linuxcnc
[16:56:23] -!- anth0ny_ has quit [Quit: anth0ny_]
[17:07:04] -!- DaPeace1 has quit [Quit: Leaving.]
[17:08:13] -!- DaPeace [DaPeace!~Adium@p5B03CDBB.dip0.t-ipconnect.de] has joined #linuxcnc
[17:10:21] -!- DaPeace has quit [Client Quit]
[17:12:35] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D5180E34CDC12ED90E5.dip0.t-ipconnect.de] has joined #linuxcnc
[17:12:37] <zeeshan> quiet in here today
[17:13:35] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[17:14:26] -!- DaPeace has quit [Remote host closed the connection]
[17:14:41] <Tom_itx> make some noise
[17:14:44] <zeeshan> :)
[17:14:53] <zeeshan> i havent had much time to irc unfortuantely
[17:14:59] <Tom_itx> working on problem 27
[17:15:03] <zeeshan> pic
[17:15:36] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/
[17:15:41] <Tom_itx> i'm just taking them all in order
[17:15:49] <Tom_itx> not all are up there
[17:16:30] <zeeshan> thats a nice one to model
[17:16:37] <zeeshan> i want to do it!
[17:16:51] <zeeshan> but first help me decide
[17:16:53] <zeeshan> pecan pie or apple pie
[17:16:59] <Tom_itx> i'm trying to do it with the least amount of steps
[17:17:01] <Tom_itx> both
[17:17:05] -!- DaPeace [DaPeace!~Adium@p5B03CDBB.dip0.t-ipconnect.de] has joined #linuxcnc
[17:17:07] <zeeshan> has to be one
[17:17:14] <Tom_itx> half slice of each
[17:17:17] <zeeshan> haha
[17:17:21] <zeeshan> i think im going to do pecan
[17:17:33] <FloppyDisk> Half peacan/half apple? Like a pizza? Othewise apple..
[17:17:50] * Tom_itx snatches up the apple before zeeshan has a chance to change his mind
[17:17:57] <zeeshan> lol
[17:18:26] <zeeshan> ok time to model this
[17:19:06] <FloppyDisk> @Tom_itx Assuming a class you're taking? and, SW's 2004? nice...
[17:19:22] <Tom_itx> no, i'm taking the same catia class my kid is taking
[17:19:27] <Tom_itx> only a semester behind
[17:19:41] <Tom_itx> i helped him with it and kinda got interested
[17:19:57] <FloppyDisk> :-) that'll work. Catia is no light-weight, AFAIK
[17:20:05] <Tom_itx> really wanted to compare CATIA and SW
[17:20:12] <Tom_itx> similar but different
[17:20:23] -!- DaPeace has quit [Client Quit]
[17:20:37] <FloppyDisk> That's what I heard as well... I've been using sw's for about 2 years and been associated w/ it for 10.
[17:20:42] <Tom_itx> so i'm working on problem 27 for a class that starts in Jan.
[17:20:51] <FloppyDisk> Now that I'm using it, some parts of it are weak...
[17:21:05] <Tom_itx> assemblies kinda suck
[17:21:11] <Tom_itx> don't always do what you want
[17:21:34] <FloppyDisk> One of the worst things in assemblies is creating a new version if you have 'referenced' parts - awful. Almost unworkable...
[17:21:34] <Tom_itx> catia is alot more powerful
[17:21:42] <Tom_itx> but takes longer to draw in
[17:21:53] <Tom_itx> i'm gettin used to it though
[17:21:57] <FloppyDisk> Hmmm, I thought Catia was more fea based?
[17:22:06] <archivist> zeeshan, lemon meringue pie
[17:22:28] <FloppyDisk> It's too early for pie here:-)
[17:22:41] <Tom_itx> never!
[17:26:36] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D51F136F092AA565575.dip0.t-ipconnect.de] has joined #linuxcnc
[17:27:58] <Tom_itx> ooo 28's gonna take a bit longer
[17:34:39] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[17:35:37] <Tom_itx> zeeshan, most thicknesses are .75
[17:35:42] <zeeshan> ah
[17:35:42] <zeeshan> i assumed
[17:35:49] <Tom_itx> boss is 1.25
[17:35:54] <Tom_itx> and .25 above that
[17:36:07] <Tom_itx> 5.25 x 3.5 base
[17:36:16] <Tom_itx> carry on..
[17:36:37] <Tom_itx> gonna quit for now... been under the weather
[17:37:49] <zeeshan> i think i got it
[17:37:50] <Tom_itx> 1.5r on the short sweep
[17:38:04] <Tom_itx> 2.25 to the top of the main body
[17:38:07] <zeeshan> but i needed a few extrudes
[17:38:27] <Tom_itx> 2, 1.5 & 1 hole diameters
[17:38:42] <Tom_itx> that makes the extrude 2" wide
[17:39:22] <Tom_itx> fillets .125
[17:39:24] <zeeshan> http://i.imgur.com/fOES39T.png
[17:39:54] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/Problem28.jpg
[17:39:57] <Tom_itx> 28
[17:40:01] <zeeshan> wtf is that
[17:40:02] <zeeshan> lol
[17:40:04] <Tom_itx> not gonna do it right now
[17:40:19] <Tom_itx> i did it in SW once
[17:40:22] <Tom_itx> now catiaa
[17:40:52] <zeeshan> today i get to test drive linuxcnc-features
[17:40:56] <zeeshan> i have a few parts that are simple
[17:41:04] <zeeshan> require no cam, but would be nice to not program by hand and use conversational
[17:41:11] <Tom_itx> these are good exercises to learn with
[17:41:28] <Tom_itx> yep
[17:41:36] <FloppyDisk> @zeeshan - what do you mean by test drive lcnc features?
[17:42:04] <FloppyDisk> And, how do you enter the conversational? MDI commands?
[17:42:13] <zeeshan> mdi != conversational
[17:42:17] <Tom_itx> it's new to 2.7 i believe
[17:42:19] <zeeshan> is manual data input
[17:42:20] <Tom_itx> features
[17:42:21] <FloppyDisk> ohhhh....
[17:42:26] <zeeshan> you write g-code by hand
[17:42:29] <Tom_itx> but must be installed
[17:42:30] <zeeshan> conversational you are basically like
[17:42:42] <zeeshan> "choose tool" tell xy coordinates of the holes
[17:42:46] <zeeshan> say its a rectangular pattern
[17:42:49] <zeeshan> and ill generate g-code for you
[17:42:51] <zeeshan> takes like 1 min
[17:42:58] <zeeshan> vs the 10 min to write the g-code
[17:43:08] <FloppyDisk> Dumb question - you goto a menu and find "features"
[17:43:12] <zeeshan> no
[17:43:15] <zeeshan> you need to install it separate
[17:43:17] <Tom_itx> tabs
[17:43:22] <FloppyDisk> Ohhh... OK.
[17:43:30] <Tom_itx> separate ngcgui install
[17:43:33] <FloppyDisk> Can I install in 2.6.11?
[17:43:36] <zeeshan> yes
[17:43:43] <zeeshan> if you want help i can guide you
[17:43:46] <zeeshan> i just went thru the headache
[17:43:49] <FloppyDisk> Oh - It's ngcgui?
[17:43:58] <zeeshan> https://www.youtube.com/watch?v=Z5SaP7uX6vg
[17:44:00] <zeeshan> no
[17:44:02] <Tom_itx> and zeeshan took notes and promised to post them so it would be easy for all of us
[17:44:05] <zeeshan> but you can install it for that
[17:44:10] <FloppyDisk> :-)
[17:44:11] <zeeshan> this shows you what it is
[17:44:13] <zeeshan> and why its nice
[17:44:43] <FloppyDisk> Looking at the video now... cool...
[17:45:00] <FloppyDisk> I had an anilam controller that I replaced w/ lcnc and missed some of that capability.
[17:45:05] -!- DaPeace has quit [Quit: Leaving.]
[17:45:29] <FloppyDisk> Wow - looks really nice.
[17:46:36] <zeeshan> http://i.imgur.com/zcGfCe1.png
[17:46:42] <zeeshan> so thats one of the part i have to make
[17:46:55] <zeeshan> and linuxcnc features will make it pointless to use a cam software to make that
[17:46:57] <zeeshan> cause its so simple..
[17:47:28] <FloppyDisk> Oh dang it.. I have a 'sorta similar' but easier part that I'm finishing that is like this:-)
[17:47:49] <zeeshan> that narrow slow is slightly a pain
[17:47:52] <zeeshan> i had to order a tool for it
[17:47:56] <zeeshan> cause its .030" wide
[17:48:06] <zeeshan> with a tolerances of 8 thou
[17:48:09] <FloppyDisk> ohhhh.... tiny....
[17:48:17] <zeeshan> so im using a slitting saw
[17:50:59] <Tom_itx> tendency is to run those too fast...
[17:51:04] <Tom_itx> watch your feeds
[17:51:06] <zeeshan> you gotta run em fast!
[17:51:15] <zeeshan> the math doesnt lie =/
[17:51:21] <Tom_itx> no
[17:52:42] cpresser_ is now known as cpresser
[17:52:46] <zeeshan> for example this one is a 1.5" dia, hss, aluminum, 4*200/1.5 = 533 RPM, 533*.001ipt*28 teeth = 15IPM
[17:53:12] <Tom_itx> sounds about right
[17:53:12] <zeeshan> i really like slitting saws a lot
[17:53:27] <Tom_itx> we used some on SS
[17:53:32] <zeeshan> eek
[17:53:33] <zeeshan> :P
[17:53:40] <Tom_itx> 2nd op on a lathe part
[17:53:48] <Tom_itx> actually rotary
[17:55:01] <FloppyDisk> similar part, not as complex, perfect for conversational prog'ing:
http://imgur.com/BbYyLtE
[17:55:03] <zeeshan> are you guys looking forward to this week?????
[17:55:03] <zeeshan> :D
[17:55:05] <Tom_itx> turned em on a lathe and finished the end on a rotary
[17:55:08] <zeeshan> almost holidays
[17:55:11] <Tom_itx> not especially
[17:55:16] <zeeshan> FloppyDisk: exactly
[17:55:17] <zeeshan> perfect!
[17:55:51] <FloppyDisk> Yup.. right now I'm writing gcode for the 'pocket' part..
[17:55:54] <Tom_itx> how many tools?
[17:55:58] <Tom_itx> 2.
[17:56:03] <zeeshan> 4? :P
[17:56:07] <Tom_itx> 2.
[17:56:09] <zeeshan> why
[17:56:17] <Tom_itx> shell mill
[17:56:23] <zeeshan> something to profile and pocket
[17:56:25] <Tom_itx> em for all the holes
[17:56:31] <zeeshan> center drill, drill, tap
[17:56:35] <FloppyDisk> I will come back and ask about the install of conversational later, too much to do today.
[17:56:37] <zeeshan> so 5 :{P
[17:56:39] <Tom_itx> oh they're tapped
[17:56:41] <Tom_itx> so 3.
[17:56:51] <FloppyDisk> Plus, I have the same 5i25/;7i77 noise issues JT is going through.
[17:57:00] <zeeshan> what noise issues
[17:57:16] <Tom_itx> new firmware picks up on noise more
[17:57:31] <FloppyDisk> Oh, the 5i25 / 7i77 squawk about noise, extra characters. PCW has been involved and has
[17:57:36] <Tom_itx> or better error checking in 2.7
[17:57:41] <Tom_itx> some such thing
[17:57:51] <zeeshan> noise affecting what
[17:57:52] <FloppyDisk> written a new 77f.bit (??) firmware.
[17:58:03] <FloppyDisk> YES - better error checking in firmware for 2.7.
[17:58:18] <FloppyDisk> That's why I asked about 2.6 because I've got 2 harddrives in the machine right now.
[17:58:29] <FloppyDisk> One w/ 2.6.11 and one w/ 2.7.
[17:58:45] <FloppyDisk> PCW had some good suggestions to JT yesterday that I want to try w/ the grounding.
[17:59:15] <zeeshan> what happens physically
[17:59:19] <zeeshan> you keep getting errors ?
[17:59:19] <FloppyDisk> I copied the conversation and plan to look at it. Also, install PCW's new more noise 'tolerant' firmware.
[17:59:30] <Tom_itx> analog noise from ground loops?
[17:59:55] <FloppyDisk> physically - the 5i25/7i77 say "too many errors" and shuts down the 5i25/7i77
[18:00:03] <FloppyDisk> only way to get it back is to re-start lcnc.
[18:00:20] <FloppyDisk> Sorry - Linuxcnc reports that and the card shuts down.
[18:00:26] <FloppyDisk> I have images somewhere...
[18:00:42] <FloppyDisk> But, in 2.6, the error reporting is not as good and card runs anyway...
[18:01:07] <zeeshan> ah crap :P
[18:01:16] <zeeshan> im running 2.7
[18:01:19] <zeeshan> and i havent come across this?
[18:01:24] <zeeshan> but i havent upgraded the firmware..
[18:01:25] <Tom_itx> keep a backup of all your stuff
[18:01:31] <FloppyDisk> Are you running 5i25/7i77?
[18:01:34] <zeeshan> yes
[18:01:38] <FloppyDisk> so..
[18:01:38] <zeeshan> i havent ran into this issue at all
[18:01:41] <zeeshan> so thats why i am curious
[18:01:47] <zeeshan> i do not have any ground loops though
[18:01:48] <Tom_itx> don't upgrade :D
[18:01:51] <zeeshan> they're all stared
[18:01:52] <FloppyDisk> There was one guy, I forget the name, he did NOT upgrade the firmware
[18:02:02] <FloppyDisk> Then, he did upgrade the firmware and had problems.
[18:02:05] <zeeshan> ah
[18:02:11] <zeeshan> okay i think that is more the case then
[18:02:12] <FloppyDisk> That was in the mailing list.
[18:02:14] <zeeshan> cause its not 2.7
[18:02:18] <zeeshan> i have 2.7.3
[18:02:32] <FloppyDisk> According to PCW, it's better error reporting (probably firmware).
[18:02:50] <FloppyDisk> So, you may (or may not) have the issue, but you're a ostrich, which I liked to be better
[18:02:56] <FloppyDisk> than knowing I have a problem:-)
[18:02:56] <Tom_itx> i think he increased the frequency on something too
[18:02:59] <zeeshan> lol
[18:02:59] <Tom_itx> i dunno just what
[18:03:07] <FloppyDisk> Yes - he increased the freq...
[18:03:19] <Tom_itx> for sserial?
[18:03:33] <FloppyDisk> Yes, for sserial.
[18:03:39] <zeeshan> i has no sserial
[18:03:40] <zeeshan> :D
[18:03:54] <Tom_itx> i did and took it all out
[18:04:08] <zeeshan> i definitely will need sserial for this deckel ill be converting
[18:04:12] <FloppyDisk> The new firmware corrects the issue I think and strips out the extra character?
[18:04:14] <zeeshan> it needs like 100i/o
[18:04:19] <Tom_itx> just be aware then...
[18:04:33] <FloppyDisk> Question - how do you not have sserial? isn't that how the 5i25 communicates to the 7i77 to read encoders and such?
[18:04:43] <Tom_itx> i doubt it
[18:04:44] <zeeshan> is it?
[18:04:48] <FloppyDisk> I don't know...
[18:04:49] <Tom_itx> thru the db25 isn't it?
[18:04:51] <zeeshan> i thought sserial was the expansion point
[18:04:54] <zeeshan> using rs485
[18:04:57] <Tom_itx> it is
[18:04:58] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-jwijteepzertvngb] has joined #linuxcnc
[18:05:11] <FloppyDisk> I don't have expansion, but I think the onboard I/O is sserail, but very much could be wrong!
[18:05:34] <FloppyDisk> Did you guys use pncconf at all to setup your hal?
[18:05:36] <Tom_itx> pretty sure it all goes thru the DB25
[18:05:49] <FloppyDisk> I bet you didn't... use pncconf( just guessing).
[18:06:07] <Tom_itx> i bet i've never used it :)
[18:06:30] <FloppyDisk> I recall (foggy) that in the pncconf, there's a tab for sserial and on that tab is I/O setup, like for limits, lube pump, etc...
[18:06:44] <Tom_itx> no idea
[18:07:04] <FloppyDisk> I used pncconf for a 'base' setup and then modified the hal & ini files from there. Was nice..
[18:08:05] <FloppyDisk> Either way - be wary:-) And, if it works, don't upgrade at this point.
[18:08:37] <zeeshan> will not
[18:08:37] <zeeshan> :D
[18:08:43] <zeeshan> thanks for letting me know!!!
[18:08:59] <Tom_itx> JT-Shop went from 2.6 working to 2.7 & probe not working
[18:09:00] <zeeshan> you could always downgrade the firmware?
[18:09:11] <FloppyDisk> Definitely...
[18:09:52] <FloppyDisk> @tom_itx. JT has same serial issues and he's not sure it's the probe or the upgrade
[18:10:00] <Tom_itx> i know
[18:10:17] <Tom_itx> he may have wired the probe wrong but i'm not sure that was his issue
[18:10:25] <FloppyDisk> I think he might have 1. upgrade issues (serial) and 2. probe issues. double whammy!
[18:10:32] <FloppyDisk> Yes!
[18:10:42] <Tom_itx> yeah, do one at a time unless you like pain
[18:11:33] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[18:13:48] <pcw_home> The sserial problem is that 2.7 error reporting is not quite right (not of the firmware associated with this has has changed for 5 years or more)
[18:14:37] <zeeshan> so you onlyu notice this issue if youre running expansion cards
[18:14:39] <zeeshan> w/ 2.7
[18:14:50] <pcw_home> if you get error it really does mean there is a noise problem (2.6 ignored the local errors and 2.7 does the wrong thing with them)
[18:15:34] <zeeshan> noise error where|
[18:15:37] <zeeshan> the i/o?
[18:15:40] <zeeshan> the encoder signals?
[18:15:54] <pcw_home> we you will only notice if you are running 2,7 and you have a noise issue so bad that you are developing > 1.4V from PC GND to 7I77 GND
[18:16:16] <pcw_home> (likely caused by a ground loop)
[18:16:32] <archivist> or that thin wire
[18:16:44] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[18:17:11] <zeeshan> okay good to know
[18:17:13] <pcw_home> HF current down the cable connecting the 7I77 to the 5I52/6I25
[18:17:31] <pcw_home> very unlikely if your PC is in the servo cabinet
[18:18:33] <pcw_home> als very unlikely if you have differential mode servo inputs (so theres no direct connection from servo common to 7I77 common)
[18:18:58] <zeeshan> yea my cable is the standard length that came with the plug n go kit
[18:19:08] <zeeshan> and they are differential mode
[18:19:13] <zeeshan> the servo drive inputs
[18:19:18] <pcw_home> those both help
[18:19:35] <zeeshan> ill make sure you follow that for lathe conversion
[18:19:39] <zeeshan> and the new mill conversion
[18:20:38] <Tom_itx> give r a go zee
[18:21:23] <pcw_home> The 2.7 bug is that when additional error reporting was added it did not distinguish between sticky error bits and non sticky
[18:21:25] <pcw_home> so a single sticky error will cause a sserial shutdown where it should just report one error
[18:21:33] <Tom_itx> k, i'm goin down for the count...
[18:21:48] <zeeshan> ah
[18:28:23] <FloppyDisk> @pcwhome, I read your exchange w/ JT-shop yesterday and I think I have my shields to the servo grounded to the frame.
[18:28:34] <FloppyDisk> I'll try messing w/ that when I get a moment.
[18:28:43] -!- anth0ny_ has quit [Quit: anth0ny_]
[18:29:17] <FloppyDisk> Ie - servo control +-10vdc signal. Not sure they're differential, I'll have to check that, as well.
[18:31:07] -!- motioncontrol [motioncontrol!~io@host133-25-dynamic.35-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:32:21] <FloppyDisk> @zeeshan - where is there info on the conversational install? Is there a forum post for it?
[18:32:37] <FloppyDisk> That video was rather silent:-), but I did give it a thumbs up - yeah.
[18:33:04] <FloppyDisk> Someone said you're doing a writeup? When I get back to taht, just wondering where to look?
[18:41:30] <zeeshan> i think the instructions that are on the webpage where you download it
[18:41:31] <zeeshan> is good
[18:41:44] <zeeshan> you might need to change a line in the install script
[18:41:47] <zeeshan> to match your python version
[18:41:50] <zeeshan> but it should work otherwise
[18:42:00] <zeeshan> couple lines needed to be added in the ini that the instructions dont cover
[18:42:42] <FloppyDisk> @zeeshan - thanks. dumb question, where do you download it?
[18:42:58] <zeeshan> https://github.com/cnc-club/linuxcnc-features
[18:43:01] <FloppyDisk> There's nothing on the youtube video webpage.
[18:43:10] <FloppyDisk> Got it - will clone it. Thanks.
[18:43:26] <FloppyDisk> PS - I like the name: cnc-club. :-)
[18:43:30] <zeeshan> lol
[18:44:42] <pcw_home> The noise issue is that for single ended analog drive inputs,
[18:44:44] <pcw_home> the servo drive analog common ( often ~-=frame ground )
[18:44:45] <pcw_home> is usually quite noisy an can inject current spikes ( from PWM switching
[18:44:47] <pcw_home> ) into the 7I77s ground that if bad enough will develop
[18:44:48] <pcw_home> more than about 1.4V along the DB25 cable
[18:44:50] <pcw_home> causing the serial interfaces to see extra characters
[18:51:19] <zeeshan> could you add a resistor at the ground
[18:51:25] <zeeshan> to absorb some of the spikes
[18:51:31] <zeeshan> servo ground
[18:51:34] <zeeshan> @ chassis
[18:53:11] -!- MrSunshine [MrSunshine!~mrsun@c-393de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[18:53:39] -!- anth0ny_ has quit [Quit: anth0ny_]
[18:54:55] -!- teepee has quit [Ping timeout: 240 seconds]
[18:55:26] <pcw_home> Yeah for single ended drives a resistor in series with the analog ground connection helps
[18:55:27] <pcw_home> insure that most of the noise flows through then servo ground wire not through the 7I77 --> PC path
[18:55:55] <pcw_home> also a common mode choke on the analog out/analog gnd pair helps
[18:57:48] -!- MrSunshine has quit [Client Quit]
[19:03:38] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[19:04:16] -!- SEL has quit [Client Quit]
[19:10:20] -!- MrSunshine [MrSunshine!~mrsun@c-393de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[19:13:52] -!- anth0ny_ has quit [Client Quit]
[19:18:10] -!- chris_99 has quit [Remote host closed the connection]
[19:18:52] -!- DaPeace [DaPeace!~Adium@p5B03CDBB.dip0.t-ipconnect.de] has joined #linuxcnc
[19:19:15] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[19:39:05] -!- DaPeace has quit [Quit: Leaving.]
[19:39:12] -!- basiclaser has quit [Quit: Connection closed for inactivity]
[19:40:17] -!- swarfer [swarfer!~Thunderbi@105.227.248.41] has joined #linuxcnc
[19:40:17] -!- swarfer has quit [Client Quit]
[19:55:35] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D5129469F7BA37039E0.dip0.t-ipconnect.de] has joined #linuxcnc
[19:56:07] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[20:11:01] -!- DaPeace has quit [Quit: Leaving.]
[20:13:21] -!- chris_99 has quit [Remote host closed the connection]
[20:16:27] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[20:19:34] -!- eu [eu!5d722bf4@gateway/web/freenode/ip.93.114.43.244] has joined #linuxcnc
[20:19:58] eu is now known as Guest49642
[20:27:03] -!- DaPeace [DaPeace!~Adium@p2003005F3B150D5129469F7BA37039E0.dip0.t-ipconnect.de] has joined #linuxcnc
[20:29:29] -!- b_b has quit [Remote host closed the connection]
[20:39:11] -!- anth0ny_ has quit [Quit: anth0ny_]
[20:52:39] <irontree9> need help... burning up bits... don't really understand chip load.
[20:53:40] <MrSunshine> whats your tool, material and feeds and speeds ?
[20:54:09] <MrSunshine> rpm
[20:54:41] <irontree9> well I have a dremel spinning at 35000rpms
[20:54:58] <irontree9> 8mm/m feed rate
[20:55:09] <irontree9> material wood pine
[20:55:15] <MrSunshine> 8mm ?!
[20:55:27] <irontree9> hold that is my min feed rat
[20:55:28] <irontree9> e
[20:55:38] <irontree9> 20cm/m
[20:55:44] <irontree9> or 200mm/m
[20:56:01] <MrSunshine> bit size ?
[20:56:10] <MrSunshine> sounds like you would be rubbing like hell
[20:56:27] <irontree9> I am but if I speed up the bits walks
[20:56:30] <MrSunshine> 4mm bits in my 24k spindle i feed at 2400mm/min and thats low ...
[20:56:53] <irontree9> how many flutes?
[20:57:05] <MrSunshine> calculated for 6mm bit i think with chipload from the manufacturer about 16000mm/min for optimal cutting :P
[20:57:07] <MrSunshine> 2 flute
[20:58:31] <irontree9> hmmmmmm
[20:58:59] -!- koo8 [koo8!~kook@236.152.broadband3.iol.cz] has joined #linuxcnc
[20:59:03] <MrSunshine> you need to cut ... a dremel might not be up for the task =)
[20:59:09] <Roguish> irontree9:
http://www.practicalmachinist.com/
[20:59:15] -!- CaptHindsight has quit [Quit: Leaving]
[21:00:45] <irontree9> my saw bit cut real well at the higher speeds but it pushes the chips down and burns up if I am not cutting through the material
[21:02:19] <irontree9> thanks for the link Roguish
[21:03:33] <MrSunshine> irontree9: you could try shallower cuts to get the feedrates up
[21:03:41] <MrSunshine> whats your cut depth when you cut ?
[21:04:07] <irontree9> I play around between 0.5mm and .25mm
[21:04:47] <MrSunshine> hmm realy sounds like the dremel is not up for the task as a spindle =)
[21:05:02] <irontree9> With the saw bit it cut real nice for about 30minutes then the bit burned up. I think that run was set at 800mm/m
[21:05:04] <irontree9> yeah
[21:06:11] <MrSunshine> i was also afraid like most people seem to be in the beginning with my tools
[21:06:19] <MrSunshine> now i try and plow as fast as the machine can handle
[21:06:23] <MrSunshine> and its still not enough =)
[21:08:08] <MrSunshine> i also have problems with packing chips tho .. but thats cause i use downcut spiral bits with the vacuum table =)
[21:08:11] <MrSunshine> its a pita
[21:09:42] <irontree9> well, I have one good saw bit left
[21:09:57] <irontree9> downcut spiral 2 flute
[21:12:20] <ReadError> pcw_home, still around?
[21:12:53] <pcw_home> yeah
[21:13:50] <ReadError> was wondering, the ethernet boards
[21:14:03] <ReadError> is running a headless solution viable on ARM?
[21:14:16] <ReadError> or should I really have a dedicated actual box
[21:15:24] <ReadError> i couldnt find much on the drivers being rebuilt for ARM if it was even possible
[21:16:33] <SpeedEvil> ReadError: 'ARM' ?
[21:16:47] <SpeedEvil> there are many, many arm boxes running headless
[21:16:53] <SpeedEvil> Oh
[21:17:01] <SpeedEvil> I missed the channel - do you mean for linuxcnc?
[21:17:06] <ReadError> yea, I know it sounds lame
[21:17:08] <ReadError> BBB etc
[21:17:21] <ReadError> or I could even run it in a VM
[21:17:24] <SpeedEvil> i do know it's a hell of a lot less tested, I don't know
[21:17:33] <ReadError> this box needs windows for some task so im conflicted ;(
[21:17:36] <pcw_home> Its probably possible but more trouble
[21:17:37] <SpeedEvil> Running not close to hardware is a very bad idea
[21:18:05] <SpeedEvil> A quite old PC will do fine.
[21:18:20] <ReadError> also, the software will actually control via network anyways
[21:18:36] <ReadError> openpnp has the network interface to linuxcnc
[21:19:15] -!- anth0ny_ has quit [Quit: anth0ny_]
[21:19:59] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[21:20:29] <zeeshan> irontree9: you still around?
[21:21:17] <ReadError> pcw_home, also any idea which daughter cards would be best in terms of PWM outputs and GPIO (simple switch) ?
[21:21:25] <zeeshan> hi andypugh
[21:21:26] <zeeshan> :)
[21:21:42] <andypugh> Got my castings back:
https://picasaweb.google.com/108164504656404380542/Holbrook#6230479127730875154
[21:21:44] <irontree9> yup
[21:21:59] <ReadError> I need about 40 pwm outputs and about the same just generic input
[21:22:41] <andypugh> 40 pwm outputs is a lot. What are they for? Would analogue outputs work?
[21:23:10] <andypugh> I am having to rather stretch the mill capacity:
https://picasaweb.google.com/108164504656404380542/Holbrook#6230479178928787922
[21:23:25] <zeeshan> those look great andy!
[21:23:33] <zeeshan> irontree9: if you want to understand chip load
[21:23:34] <zeeshan> i can help
[21:23:45] <irontree9> :)
[21:24:06] <zeeshan> you prolly came across the technical definition of it
[21:24:26] <zeeshan> it is the amount of material each tooth removes per revolution
[21:24:48] <zeeshan> so if someone says chip load is .001 inches per tooth, you're removing approximately .001" thick chip.
[21:25:16] <irontree9> dust at that size yes?
[21:25:24] <andypugh> 0.001” thick chips cook very quickly.
[21:25:26] <zeeshan> micro chips :P
[21:25:51] <zeeshan> theres 2 super important things that chip load will dicate
[21:26:01] <zeeshan> the first one is obvious, the more the chip load
[21:26:06] <zeeshan> the more force on the tool, the more it deflects
[21:26:25] <zeeshan> if you go above like .020 ipt on say a 1/4" cutter
[21:26:28] <zeeshan> (carbide)
[21:26:32] <zeeshan> you will shatter it in steel
[21:26:38] <zeeshan> (regular end mill)
[21:27:01] <zeeshan> the other less obvious thing is the cutting action that is actually happening
[21:27:59] <andypugh> This is a video of what is happening:
https://www.youtube.com/watch?v=mRuSYQ5Npek
[21:28:01] <zeeshan> this one hard to explain in text :P
[21:28:18] <zeeshan> yes but for the longest time even after watch those videos
[21:28:24] <zeeshan> i didnt realize that edge is the cutting edge
[21:28:31] <zeeshan> and its not the nose radius of a lathe tool
[21:28:36] -!- Flipp_ [Flipp_!~Flipp@c-73-181-210-168.hsd1.wa.comcast.net] has joined #linuxcnc
[21:28:54] <irontree9> my next run is going be at 0.008mm chip load at .25mm deep to see if that deflects
[21:29:15] <zeeshan> http://4.bp.blogspot.com/-mEXZ4NTwm90/Tf9UeUx4y_I/AAAAAAAAABo/PkTKiqebITA/s1600/Seco+Turning+Wiper+Inserts+2.jpg
[21:29:20] <zeeshan> this shows you what the cutting edge is
[21:29:21] <t12> shouldnt you more or less grind
[21:29:22] <t12> at that kinda doc
[21:29:24] <zeeshan> for a lathe insert
[21:29:35] <zeeshan> its shown in grey
[21:29:46] <Flipp_> CAD question: I've got a standard Nema8 motor that's 20x30mm, and I'm lookin' for a 3D model of one, but I can't seem to find any that are 20x30, only 20x33. Where should I look?
[21:29:49] <zeeshan> on carbide tools, that is _usually_ 0.001" radius
[21:30:08] <zeeshan> if you feed slower than .001 inches per tooth
[21:30:16] <zeeshan> you're not cutting, but just "pushing" or "ploughing" the material
[21:30:24] <zeeshan> and this cause massive tool failure quick :P
[21:30:34] <Flipp_> McMaster doesn't seem to have the right type of nema8 motor (only 6627T11), and sadly 3D Content central and TraceParts are pretty opaque to me :(
[21:31:11] <irontree9> That explains my burned up saw bit
[21:31:17] <andypugh> Flipp_: It takes aboit 5 minutes to model your specific motor from scratch.
[21:31:37] <zeeshan> andypugh: i love ilogic
[21:32:01] <Flipp_> andypugh: sure, I can do that of course. Just more looking for the general flow of sourcing parts, downloading cad, using in SolidWorks, etc
[21:32:36] <t12> work, pain, suffering, errors
[21:32:55] <andypugh> In my experience, if you have the part in your hand it is generally easiest to model that, rather than try to find an existing model.
[21:33:04] <zeeshan> ^^^^^
[21:33:06] <zeeshan> +++
[21:33:23] <Flipp_> hm. okay, that's fair
[21:33:29] <t12> wait till you find the solidworks macro parametric files that make whole assemblies
[21:33:33] <t12> then mate them wrong
[21:34:15] <Flipp_> ew. Doesn't sound fun :/
[21:34:32] <t12> i'm exagurating but it does get weird
[21:35:42] -!- anomynous_ [anomynous_!~anomynous@176-93-66-248.bb.dnainternet.fi] has joined #linuxcnc
[21:35:53] <andypugh> Flipp_: Alternatively use the 33mm model, then there will be extra space round the real one. Handy when you realise you forgot to model the wires.
[21:36:08] <Flipp_> yeah. I've made beginner-level mistakes along those lines e.g. not fully defining a sketch, mating two parts based on them in an assembly, and suddenly on another mate the part "explodes" into weirdness
[21:36:17] <irontree9> thanks zeeshan. Going to adjust my speeds and try a few tests.
[21:36:25] <zeeshan> np
[21:36:32] <Flipp_> andypugh: ha! true enough
[21:36:46] <zeeshan> andypugh: were those big blocks also cast?
[21:36:49] <zeeshan> or just the front covers
[21:37:11] <Flipp_> I'm just curious as to where places like pololu and robotdigg source their motors, since none of their motors match many of the big distributors
[21:37:27] <andypugh> The big blocks too. Those are the ones with the patterns and multiple core-boxes.
[21:37:36] -!- anomynous has quit [Ping timeout: 265 seconds]
[21:37:38] <zeeshan> how much did the left top box cost
[21:37:42] <zeeshan> if you dont mind me asking
[21:38:09] <t12> machining brass is so pleasant
[21:38:42] <andypugh> https://picasaweb.google.com/108164504656404380542/Holbrook#6230479178928787922 ? That was quoted at £80 but turned out heaver than expected (30kg) so was actually £150.
[21:39:32] <Flipp_> wow. what's it supposed to be?
[21:42:06] <andypugh> It’s a new gearbox casing for my lathe. OPne designed to fit a servo motor (1kW) rather than the original gears.
[21:43:17] <zeeshan> very cool
[21:43:36] -!- Flipp_ has quit [Read error: Connection reset by peer]
[21:44:33] -!- chillly has quit [Quit: Ex-Chat]
[21:48:33] <irontree9> 0.009mm/min seems a bit fast, so I am just going to shave the material at 0.1mm
[21:48:53] <irontree9> wait that wont work
[21:49:02] <irontree9> maybe screw it
[21:49:05] -!- anomynous_ has quit [Ping timeout: 276 seconds]
[21:49:38] -!- anomynous [anomynous!~anomynous@176-93-66-248.bb.dnainternet.fi] has joined #linuxcnc
[21:52:07] <JT-Shop> my desktop spider is watching me
[21:52:37] <Tom_itx> http://www.ebay.com/itm/3040-CNC-L-type-4th-Axis-Router-Rotational-Rotary-A-Axis-Tailstock-Engraving/271526566
[21:53:13] <FloppyDisk> JT-Shop: maybe he's causing the noise, I have the same setup you have, even the gs2. Have same issues...
[21:53:44] <FloppyDisk> I don't have an emi filter on my gs2, will probably get this one:
http://www.ebay.com/itm/111833137431
[21:55:14] <FloppyDisk> But, I think the issue is somewhere in the 5vdc side where I'm getting noise from somewhere... Don't have time to troubleshoot.
[21:56:19] <Tom_itx> andypugh, those castings turned out nice
[21:58:48] -!- motioncontrol has quit [Remote host closed the connection]
[22:08:31] -!- RootB [RootB!~RootB@201.142.212.153.dsl.dyn.telnor.net] has joined #linuxcnc
[22:10:12] <Deejay> gn8
[22:11:00] -!- Deejay has quit [Quit: bye]
[22:11:42] <irontree9> holy cow zeeshan, it cuts great at 0.009mm/min
[22:12:12] <irontree9> Freaky to watch it go that fast, but the bit is staying on course.
[22:14:21] <zeeshan> :)
[22:14:44] -!- anth0ny_ has quit [Quit: anth0ny_]
[22:15:58] -!- Guest49642 has quit [Ping timeout: 252 seconds]
[22:21:57] -!- DaPeace has quit [Quit: Leaving.]
[22:26:25] <SpeedEvil> err
[22:26:30] <SpeedEvil> you mean / rev?
[22:28:18] -!- tlab has quit [Quit: Leaving]
[22:31:58] <zeeshan> ill show you a divided by rev SpeedEvil!
[22:41:47] <zeeshan> 2.625 x .75 x .375
[22:41:49] <zeeshan> er
[22:42:55] <Tom_itx> zeeshan ready to start 28?
[22:43:02] <zeeshan> haha
[22:43:09] <zeeshan> i need to finish up some machining!
[22:43:19] <zeeshan> let me set the machine to warm up
[22:43:21] <zeeshan> and then ill come back
[22:43:26] <zeeshan> Tom_itx: check out how im machining this part
[22:43:27] <zeeshan> lol
[22:44:12] <zeeshan> http://i.imgur.com/STZulGy.png
[22:44:18] <zeeshan> slitting sawing them apart
[22:44:26] <zeeshan> at the very end
[22:45:49] <Tom_itx> may as well
[22:45:54] <zeeshan> right?
[22:45:59] <zeeshan> cause they got so many features that are the same
[22:46:00] <Tom_itx> doing them in a softjaw?
[22:46:05] <zeeshan> nahh
[22:46:07] <Tom_itx> with a step
[22:46:07] <zeeshan> just leaving .125 extra
[22:46:13] <Tom_itx> pfft
[22:46:15] <zeeshan> =)
[22:46:26] <zeeshan> the block is .6 thick
[22:46:34] <zeeshan> so a .75" thing will work well
[22:46:45] <zeeshan> so more like gripping .115
[22:47:08] <zeeshan> its really not a big deal removing .25" doc with the face mill
[22:47:14] <zeeshan> it does it in one pass and leaves a good finish
[22:48:18] <JT-Shop> well that is about as much of a star ground system as I can do
[22:48:33] <zeeshan> did it fix the prob?
[22:49:11] * irontree9 trying to work up to guts to try and cut .25mm layers :)
[22:50:41] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[22:52:53] -!- kalxas has quit [Quit: Goodbye]
[22:53:11] <irontree9> .25mm and .5mm layers cut fine :)
[22:55:04] <JT-Shop> dunno
[22:56:30] -!- rob_h has quit [Ping timeout: 256 seconds]
[22:57:05] <irontree9> looks like 1mm is my limit
[22:57:19] <irontree9> but the machine is moving pretty fast to make up for it
[22:58:09] -!- floppydiskph [floppydiskph!~floppydis@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[23:01:11] -!- bilboquet [bilboquet!~bilboquet@95-210-222-115.ip.skylogicnet.com] has joined #linuxcnc
[23:01:49] <JT-Shop> I'm guessing running 2.7 and NOT getting any sserial errors means I've fixed the grounding issue!
[23:01:51] <zeeshan> Tom_itx: working on problem 28?
[23:01:51] <PetefromTn_> Hey folks
[23:02:14] <zeeshan> hi peter :D
[23:02:21] <Tom_itx> i am
[23:02:35] <PetefromTn_> hello zeeshan
[23:02:35] <zeeshan> it looks like a pain in the ass :P
[23:02:36] <JT-Shop> we will see what it does when the VFD is plugged iin
[23:02:44] <Tom_itx> just lots of steps
[23:03:03] <zeeshan> lemme try it
[23:03:22] <zeeshan> i like a good cad challenge :P
[23:04:12] <JT-Shop> as soon as I plug in the VFD it starts with the sserial errors
[23:04:49] <JT-Shop> guess I'll have to rewire it again :(
[23:05:18] <Roguish> JT: did you include the reactor?
[23:05:52] <JT-Shop> ya
[23:06:06] <Roguish> is the vfd single or 3 phase?
[23:06:18] <JT-Shop> single in 3 out
[23:09:35] -!- zeeshan-mill has quit [Ping timeout: 240 seconds]
[23:09:44] * JT-Shop gives up and cleans up the mess
[23:14:31] -!- bilboquet has quit [Remote host closed the connection]
[23:18:10] <Tom_itx> zeeshan,
http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/Problem28.jpg
[23:18:20] <zeeshan> yes
[23:18:22] <zeeshan> show your history tree!
[23:19:35] <Tom_itx> refresh
[23:20:15] <zeeshan> :D
[23:20:18] <Tom_itx> in catia you mostly have to do one thing at a time in a sketch
[23:20:26] <Tom_itx> you don't have to do that in SW
[23:20:34] <zeeshan> http://i.imgur.com/KFA7uco.png
[23:21:22] <zeeshan> why does your countersink have a line in it
[23:21:36] <Tom_itx> that's just the way catia displays it
[23:21:40] <zeeshan> ah
[23:22:01] <Tom_itx> i don't think their graphics are as refined
[23:22:02] <zeeshan> pad = extrude?
[23:22:06] <Tom_itx> yes
[23:22:12] <zeeshan> pocket = extrude cut?
[23:22:16] <Tom_itx> uh huh
[23:22:35] <Tom_itx> i think i did it different last time in SW
[23:23:12] <zeeshan> i didnt like this problem
[23:23:15] <zeeshan> too much bs going on
[23:23:15] <zeeshan> :P
[23:23:18] <Tom_itx> hah
[23:23:31] <zeeshan> imagine if you had to make this part
[23:23:32] <Tom_itx> on to 29
[23:23:32] <zeeshan> machine it
[23:23:41] <Tom_itx> yeah
[23:23:54] <zeeshan> need 5 axis for life to be easy
[23:24:07] <Tom_itx> even drilling the base holes would be a pain
[23:24:13] <zeeshan> hehe
[23:24:15] <Tom_itx> the countersinks
[23:24:46] <Tom_itx> i didn't like the sheetmetal one
[23:24:54] <zeeshan> hehe
[23:24:57] <Tom_itx> 23
[23:25:17] <Tom_itx> oh i didn't post that
[23:28:30] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/Problem23.jpg
[23:28:48] <Tom_itx> the 4 upper holes have countersinks too
[23:28:58] <Tom_itx> as does the upper left
[23:29:02] <zeeshan> holy
[23:29:02] <zeeshan> nice
[23:29:27] <Tom_itx> the bottom one is wall thickness
[23:30:20] <Tom_itx> the initial sketch was easy
[23:30:26] <Tom_itx> just lots of fiddling
[23:30:37] <zeeshan> i dont see it being annoying model
[23:30:43] <zeeshan> but looks like a pain in the ass to manufacture
[23:31:01] <zeeshan> i dont see how youd make that without a forming die
[23:31:01] <Tom_itx> just time consuming
[23:31:19] <Tom_itx> mill the pocket
[23:31:27] <Tom_itx> clamp the inside and cut the perimeter
[23:31:39] <Tom_itx> lots of messin around
[23:32:13] <Tom_itx> you'd probably wanna put a wood block inside to dampen it
[23:32:18] <zeeshan> yea
[23:34:58] <Tom_itx> 29 is pretty easy
[23:35:11] -!- Camaban has quit [Quit: Leaving]
[23:37:23] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/practice_drawings/Problem29.jpg
[23:38:04] <JT-Shop> cool
[23:38:35] <Tom_itx> JT-Shop, these are all practice problems my kid did in his catia class
[23:38:41] <Tom_itx> i decided to take it now
[23:39:03] <Tom_itx> i did them all in SW while he was doing catia
[23:41:03] <Tom_itx> i try to picture how i'd fixture each one as i go along too
[23:42:15] <JT-Shop> how do they describe the part?
[23:42:26] <Tom_itx> drawings in his book
[23:42:32] <andypugh> I bet I could do them pretty quickly in Inventor. (I used Inventor all day, every day, for a couple of years)
[23:42:45] <Tom_itx> it's kinda fun to practice
[23:43:06] <andypugh> For extra fun, make them parametric.
[23:43:08] <JT-Shop> do they give dimensions or just a photo?
[23:43:24] <Tom_itx> dimensional drawings just like you would normally get
[23:43:35] <andypugh> (I did a spreadsheet-driven Hirth coupling model last week)
[23:45:06] <Tom_itx> andypugh, i would eventually like to learn how to do that
[23:45:24] <zeeshan> ilogic!!!!!!!!!
[23:45:52] <andypugh> ilogic is different, but potentially related.
[23:46:12] <zeeshan> you can open an excel file in ilogic
[23:46:26] <zeeshan> and generate generate models based on your excel file as well
[23:46:31] <zeeshan> but its more of a programming interface
[23:46:33] <zeeshan> visual basic (ew)
[23:46:48] <zeeshan> right now ive been working on standardizing switchgear at work
[23:46:52] <zeeshan> so people can click ampacity for a breaker
[23:46:56] <zeeshan> number of breakers, etc
[23:47:00] <zeeshan> type of door and itll generate models
[23:47:08] <zeeshan> and have correct bom for the assembly
[23:47:20] <zeeshan> i really like it, a lot more friendly that solidworks macros
[23:47:39] <JT-Shop> I've done parametric on a few parts
[23:47:59] <zeeshan> ilogic isnt really parametric though
[23:48:23] <zeeshan> well maybe im thinking parametric is really variable based parts
[23:48:32] <zeeshan> but you can change the part completely with some conditional statements
[23:48:47] <zeeshan> for example, im at a top level assembly with 60 different hardware
[23:49:02] <zeeshan> but i want them all to appear blue on the top level assembly, and people didnt set the colors correctly in the hardware models
[23:49:28] <zeeshan> you can use an excel file with the part number of each hardware model, use ilogic to look up any instances that exist of it in the assembly
[23:49:30] <zeeshan> and change their appearance
[23:49:39] <zeeshan> im not sure if that is parametric
[23:50:14] <zeeshan> another example is opening two versions of a part, subtracting them and seeing of some volume exists, if it does, you output an alert in a txt file
[23:50:22] <zeeshan> it feels like more programming vs parametric
[23:56:22] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[23:59:05] -!- Roguish has quit [Quit: ChatZilla 0.9.92 [Firefox 43.0.1/20151216175450]]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
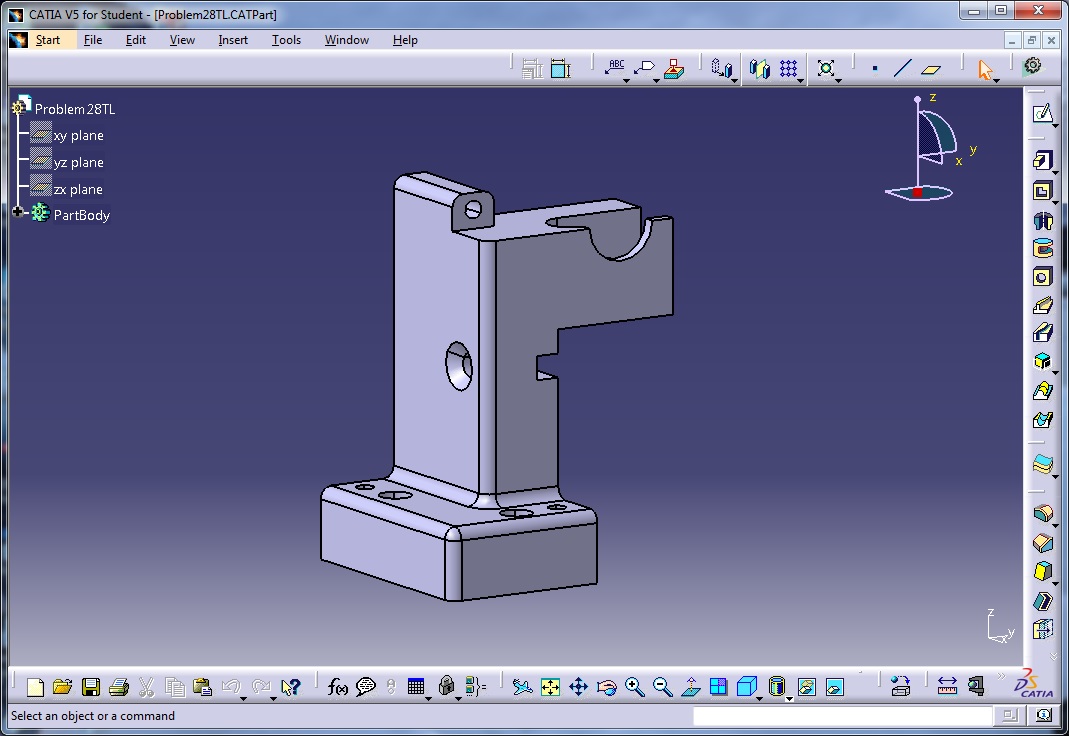{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
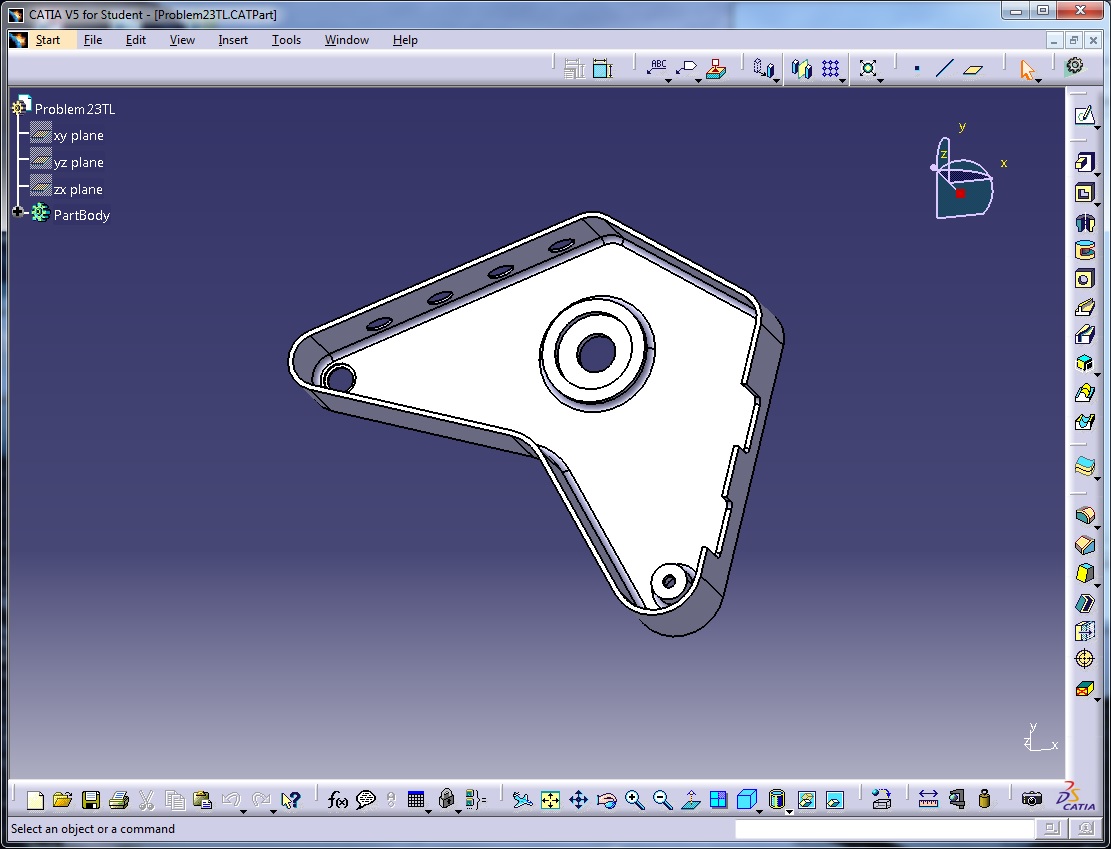{kind=link}
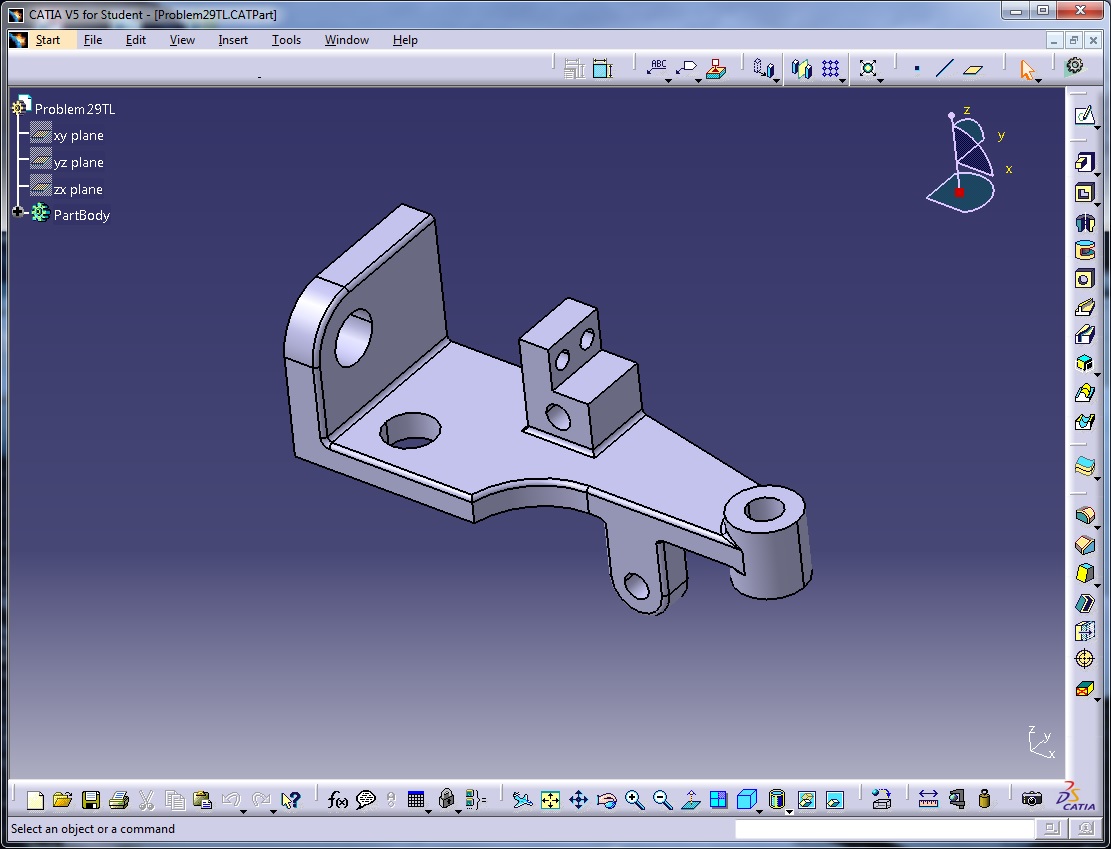{kind=link}