Back
[00:01:02] <CaptHindsight> Enco probably generates links just for your search
[00:02:07] <FloppyDisk> I had to register and login, but found m6 spiral point taps...
[00:02:59] <FloppyDisk> Yes - enco is bad that way, this is the first time in a long time I actrually looked at a page.
[00:03:05] <FloppyDisk> otherwise, got frustrated and left...
[00:03:31] <toastyde1th> might want to try a form tap before you buy a large set of taps
[00:03:57] <toastyde1th> they work damn well in manual milling machines
[00:04:25] <toastyde1th> if you're using a cnc w/ floating holder, do not buy and disregard
[00:05:10] <CaptHindsight> gregcnc: I'm probably in or drive through Crystal Lake almost daily
[00:05:17] -!- theorbtwo [theorbtwo!~theorb@86.15.74.49] has joined #linuxcnc
[00:05:22] <Sync_> toastyde1th: resharpening facemills on a bench grinder is not the best idea
[00:05:31] <Sync_> you want to grind them in place on a tool and die grinder
[00:05:34] <Sync_> as you want equal chipload
[00:05:49] <toastyde1th> older facemills, which is what i'm recommending, have a per-tooth slide to adjust that
[00:06:07] <gregcnc> I hate driving through town
[00:06:07] <toastyde1th> so all you need is a guide fence of some sort on your bench grinder and you're in business
[00:07:59] <CaptHindsight> http://www.majosoft.com/metalworking/assets/images/slagkop_frees_0011.jpg do you bench grind you own fly cutters?
[00:08:08] <CaptHindsight> you/your
[00:08:18] <toastyde1th> i certainly do
[00:08:22] <toastyde1th> others don't
[00:09:20] <toastyde1th> i also prefer bar-style chipbreakers rather than grinding the breaker into the tool itself
[00:09:35] <toastyde1th> longer life and easier sharpening over the long term
[00:10:12] <gregcnc> Turn a corner on the insert and go.
[00:11:36] -!- Valduare has quit [Quit: Valduare]
[00:12:35] <toastyde1th> on a production run, for sure
[00:14:55] -!- rob_h has quit [Ping timeout: 240 seconds]
[00:21:24] -!- gonzo_nb has quit [Remote host closed the connection]
[00:36:18] -!- Roguish has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151029151421]]
[00:47:32] <Sync_> they are not really meant for that toastyde1th
[00:47:43] <Sync_> they are for pulling out the insert instead of adjusting it
[00:50:01] -!- membiblio [membiblio!~membiblio@108.32.57.2] has joined #linuxcnc
[00:50:24] <chupacabra> anyone have a 3040 chinese with 4th axis? I cant figure out where to plug the 4th axis in.
[00:51:03] <CaptHindsight> chupacabra: what motor controller and driver are you using?
[00:51:20] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:51:25] <chupacabra> LOL
[00:51:39] <CaptHindsight> the 3040's from China come with all sorts of combos
[00:51:41] <chupacabra> no clue. whatever it came with.
[00:51:54] <CaptHindsight> well then post pics
[00:52:01] -!- kalxas has quit [Quit: Goodbye]
[00:52:01] <CaptHindsight> maybe we can help
[00:52:01] <toastyde1th> Sync_, we used to have a set of 12" diameter facemills with a whole host of position adjustments on it. i am not talking about the hold down for the insert.
[00:52:18] <chupacabra> the 4th axis has a lead to a connector but nothing from there to the control box
[00:53:06] <CaptHindsight> unless you can give us make and part number the next best thing to do is post pics of what is there
[00:53:34] -!- Valen has quit [Remote host closed the connection]
[00:53:47] <CaptHindsight> it's not the psychic help line :)
[00:53:53] <chupacabra> the box sayd T-D axis controller
[00:54:09] -!- KimK has quit [Ping timeout: 255 seconds]
[00:54:18] <CaptHindsight> sounds like we'd need pics
[00:54:37] <CaptHindsight> but I'm off, so post and wait for answers
[00:54:40] <Sync_> the answer probably is, you gotta disconnect another axis
[00:54:45] <CaptHindsight> lol
[00:54:46] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[00:55:01] <chupacabra> http://www.ebay.com/itm/New-CNC-Router-Engraver-Milling-Machine-Engraving-Drilling-4-Axis-3040-Desktop-/181675741198?ssPageName=ADME:X:RTQ:US:1123
[00:55:05] <CaptHindsight> 4 axis mill (3 active at any one time)
[00:55:41] <chupacabra> but there is no lead that will reach the 4th axis.
[00:56:04] <CaptHindsight> post pics of the control box
[00:56:10] <CaptHindsight> where the connectors are
[00:56:23] <chupacabra> post where?
[00:56:50] <CaptHindsight> imgur, imagebin.ca or similar
[00:57:59] <CaptHindsight> http://i.ebayimg.com/images/g/54QAAOSwe-FU8Ra2/s-l1600.jpg
[00:58:07] <CaptHindsight> ^^ from the ebay link
[00:58:16] <CaptHindsight> does yours look like this?
[00:58:38] <chupacabra> yes
[00:59:13] <CaptHindsight> the unmarked circular 4 pin connector "might" be the 4th axis
[00:59:39] <CaptHindsight> are you missing a cable for this?
[00:59:47] <chupacabra> that is what I figure but I have no cable from it to 4th axis.
[01:00:28] -!- chris_99 has quit [Quit: Leaving]
[01:00:31] <chupacabra> I asked them but got nowhere.
[01:00:39] <CaptHindsight> sounds like they owe you a cable
[01:01:15] <chupacabra> they dont know what I'm trying to tell them. Waiting on a new reply now.
[01:01:16] <CaptHindsight> Item location: Ontario, California, United States
[01:01:33] <CaptHindsight> at least it's not China
[01:01:40] <CaptHindsight> anyway BBL
[01:01:46] <chupacabra> but they are chinese
[01:01:56] <chupacabra> thanks
[01:11:00] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[01:22:17] -!- Loetmichel [Loetmichel!~cylly@p54B10DCD.dip0.t-ipconnect.de] has joined #linuxcnc
[01:22:42] -!- justanotheruser has quit [Quit: Changing server]
[01:23:13] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[01:23:26] -!- Loetmichel2 has quit [Ping timeout: 240 seconds]
[01:54:16] <Contract_Pilot> i noticed in the pcconf that the 5i25 folder is not there wonder if that is why it does not work?
[02:01:48] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[02:02:21] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[02:10:11] -!- justanotheruser has quit [Ping timeout: 255 seconds]
[02:16:54] -!- justanotheruser [justanotheruser!~Justan@128.211.171.2] has joined #linuxcnc
[02:32:50] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[02:36:38] -!- justanotheruser has quit [Changing host]
[02:36:38] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[02:37:19] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[02:43:38] <Contract_Pilot> Installing 2.7.3 was running 2.7.1
[02:57:33] -!- tinkerer has quit [Read error: Connection reset by peer]
[03:00:13] -!- racicot has quit [Quit: Z-Pulley - Later]
[03:15:10] <duc> Wohoo 7i77 ships tomorrow and my new set of us based encoder cables should be here on friday
[03:20:47] <os1r1s> duc What will you use it on
[03:21:28] <duc> Yaskawa drives ac servos on a bridfeport boss
[03:21:35] <duc> Bridgeport boss 5
[03:22:17] <os1r1s> Cool
[03:24:12] <duc> A cursed project
[03:42:12] <Contract_Pilot> pccponf works on 2.7.3 not to do some more playing befor a busy weekend tomarrow.
[03:46:28] <Erant> gregcnc: 1. Yes, I have one of those. 3/8" Cobalt, designed for aluminum. 2. I have step&dir servo drives, something similar to this one:
http://www.ebay.com/itm/Applied-Motion-Products-SV7-S-RE-Servo-Motor-Drive-Module-24-80VDC-7A-14A-/331611226220?hash=item4d3591c06c:g:2DIAAOSwHnFVr4CJ
[03:46:44] <Erant> I have the BLuDC4.
[03:47:00] -!- Shae1ipo has quit [Ping timeout: 252 seconds]
[03:47:08] <Erant> Tuning's easy as it has an oscilloscope display built into the tuning tool.
[03:50:05] <Erant> (As far as the end mills go, I have an ERP-1212)
[03:50:46] <Erant> I got the feeds from
http://www.endmill.com/pages/training/Speed%20and%20Feed%20-%20Roughers.pdf
[04:01:09] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[04:03:42] -!- md-2 has quit [Ping timeout: 250 seconds]
[04:09:59] <trentster> archivist: you around?
[04:17:42] <toastyde1th> anyone know a lot about oscilloscopes
[04:17:58] <toastyde1th> i have a question about old-ish versus new
[04:26:47] -!- AR_ has quit [Ping timeout: 246 seconds]
[05:00:22] -!- ve7it has quit [Remote host closed the connection]
[05:08:28] <trentster> Hi all - some help and advice on the validity of my assumptions in regards to VFD tuning for LinuxCNC - is the formulas I have here correct?
[05:08:29] <trentster> http://cl.ly/132H2W440t30
[05:16:05] -!- gregcnc has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[05:25:21] <bobo__> toastydelth what is your question. old vers new scopes ?
[05:26:37] <toastyde1th> bobo__, i'm looking at scopes in general, and I've noticed that there are early 2000s scopes with the same specs as more moden scopes in the several thousand dollar range - color screen/analysis functions, 1+ ghz, 4-8 Gs/S, and the same amount of sample storage
[05:26:47] <toastyde1th> and i'm trying to figure out what the practical difference is between them
[05:27:20] <toastyde1th> if i get a $2500 used scope with a cal certificate vs say an $8000 brand new scope, if most of the major specifications on the front end are the same
[05:27:39] <toastyde1th> (this is all hypothetical and I'm trying to understand, i'm not about to pay 8k for a scope)
[05:28:02] <bobo__> early 2000 is not old to me
[05:28:21] <toastyde1th> well, "older", not "old" like an analog scope
[05:28:27] <bobo__> early 1960 is old
[05:29:03] <trentster> Does anyone have a few minutes to chat to me about PDM vs PWM in regards to VFD's ?
[05:29:46] <toastyde1th> even the scopes from 2000 seem to have displays driven directly by the front end and don't have much/any lag in the waveform
[05:30:55] <bobo__> not handled a new digital scope , but there have been big advances in digital to analog chips
[05:34:31] <bobo__> if you are into the Gig Hz range , i'am not of much help
[05:37:04] <toastyde1th> no problem!
[05:39:47] <bobo__> might try asking Mr jymmm ,but suppect he is into stuff below 5Meg Hz
[05:40:46] -!- xreal has quit [Ping timeout: 250 seconds]
[05:46:51] <toastyde1th> i will, I've been curious about this for awhile
[05:48:03] <bobo__> also might poke around the EEVblog you tube site . he does a lot on newer scope tear downs/features
[05:50:31] <Jymmm> Good movie
http://www.netflix.com/title/70130851
[05:54:16] -!- a_morale has quit [Read error: Connection reset by peer]
[05:58:44] <trentster> Jymmm: if you like that you may also like this :
http://www.imdb.com/title/tt3865236/
[05:59:08] <trentster> its also on netflix
[05:59:36] -!- a_morale [a_morale!~quassel@2-227-115-13.ip186.fastwebnet.it] has joined #linuxcnc
[06:14:58] -!- anth0ny_ has quit [Quit: anth0ny_]
[06:18:06] -!- toastydeath [toastydeath!~toast@pool-71-255-255-251.washdc.fios.verizon.net] has joined #linuxcnc
[06:18:39] <Jymmm> trentster: must be dvd only
[06:18:58] -!- toastyde1th has quit [Ping timeout: 272 seconds]
[06:20:16] <trentster> Jymmm: I thought I watched it there online, I must have been mistaken
[06:20:19] <trentster> its good tho
[06:36:13] -!- lucashodge has quit [Client Quit]
[07:00:17] <trentster> When using PWM vs PDM mode for spindle control, which one has a bigger burden on signal generation from parallel port / pc perspective?
[07:01:52] <trentster> Would the most reliable way to run a vfd be via simply getting linxcnc to somehow just tell it the Hz to run at without trying to generate pwm or do pwm to voltage generation?
[07:02:15] <trentster> is this possible - sorry if these are dumb questions, just trying to get a better idea / understanding
[07:09:26] -!- OhmEye has quit [Ping timeout: 272 seconds]
[07:10:44] <archivist> burden? the only burden is you trying to learn the difference :)
[07:13:02] -!- Komzpa has quit [Ping timeout: 265 seconds]
[07:15:22] <archivist> often one is worrying about the wrong thing that has no bearing on the problem at hand
[07:16:50] <toastydeath> for motors there's not much practical difference that I'm aware of
[07:18:45] <archivist> a minor difference in a filters requirements maybe
[07:19:45] <trentster> hmmm, if not using a mesa card and relying on computer that may have some latency to generate pulses - surely having the computer generate an additional up to 400Hz is a possible problem source?
[07:19:55] <trentster> This is what I meant by burden ;-)
[07:20:59] <toastydeath> that i have no idea about, the baseband frequency for a motor driver ideally is tuned for the motor and isn't chosen arbitrarily so that you don't even need filters
[07:21:09] <toastydeath> the processing requirements for that kind of thing, no clue.,
[07:21:44] <trentster> when using pwm mode the pin just outputs pwm directly , if my BOB did not have pwm to analog conversion then the normal route would be to add soemthing in-between bob and vfd that converts pwm into a voltage
[07:21:56] <trentster> either way it still is doing pwm - right?
[07:22:50] <trentster> is there a way to just send the vfd a speed like speed 1 = 8k rpm 2=12k etc etc?
[07:23:24] <archivist> the additional work is so small that it can be completely ignored
[07:23:24] <trentster> Did you guys look at the picture I posted above with my maths in it?
[07:23:36] <trentster> is that maths correct?
[07:23:59] <trentster> if so why am I only able to generate max 7V on the BOB?
[07:24:24] <trentster> Do you think that perhaps there is an issue with the BOB that it can not get above this voltage?
[07:24:46] <archivist> measure your input voltage
[07:25:59] <trentster> https://monosnap.com/file/WQVICWylZ8W2UMdch6LIVHikS0k3wt.png
[07:26:31] <trentster> archivist: input voltage to VFD?
[07:26:56] <archivist> to the bob is the 12v input ok
[07:27:26] <trentster> archivist: yes it was stable at 12.7V last time I checked
[07:27:36] <trentster> its supplied by a walwart
[07:28:00] <archivist> the vfd has a sensible 12v iirc
[07:28:20] <trentster> what does that mean?
[07:28:21] <archivist> walwarts are often not smoothed
[07:28:47] <trentster> so what should I use? a seperate 12V power supply like a meanwell?
[07:28:53] <archivist> here you need a real scope to check
[07:29:05] <trentster> sorry no dice there - I dont own a scope
[07:29:09] <trentster> regrettably
[07:29:33] <archivist> the vfd has a 12v out for just this purpose iirc
[07:30:20] <trentster> archivist: so you would trust VFD voltage out over a walwart?
[07:30:26] <trentster> I will try that next I guess
[07:31:12] <archivist> and try pwm that the bob is designed for not pdm
[07:31:56] <toastydeath> question that may have no immediate answer: why do people use VFDs for this instead of a couple power transistors
[07:32:49] <archivist> the vfd is driving a 3 phase motor
[07:33:08] <archivist> so a very good reason
[07:33:18] <toastydeath> sure, but i don't see why you need the vfd
[07:33:35] <archivist> because its a 3 phase motor!
[07:33:39] <toastydeath> 500w power transistors can be had, and if you use three of them I'm not sure why the phases can't be driven directly
[07:33:47] <toastydeath> and they're not very expensive
[07:34:03] <archivist> the need h bridges and isolation
[07:34:05] <toastydeath> and their bandwidth is above the resonance of the motor, so the motor won't notice anything but a dc current
[07:34:16] <toastydeath> or really ac, if you tune it right
[07:34:20] <archivist> it is not a bldc
[07:34:22] <toastydeath> for whatever frequency the motor thinks it has
[07:35:04] <archivist> and the electronically challenged need a ready made device
[07:35:17] <toastydeath> oh
[07:35:35] <toastydeath> another experiment for the list, i guess
[07:36:15] <archivist> I am well experienced with electronics and I use a vfd over do it myself
[07:37:09] <toastydeath> oh, i'm not trying to degrade vfds, i am just curious because I am sure there's a good electromecanical reason for it that i just don't know about, or even just that the design/integration sucks in a practical sense
[07:38:00] <trentster> archivist: ok you suggest using PWM - what would you sugegst as sane starting values to start with here?
[07:38:01] <trentster> https://monosnap.com/file/mDXq4t7AqN0E7pXTbFOqltsmuAVgbS.png
[07:38:15] <trentster> I will test this both with walwart 12v then with VFD 12v
[07:41:01] <archivist> just try some numbers, see how it works, change numbers to see the resultant effect
[07:42:09] <archivist> you need to get used to try , measure, adjust
[07:46:19] <archivist> a vfd also contains safety circuits usually missing from homebrew junk
[07:46:30] <trentster> sure - I just wanted some guidance in terms of logic for a starting point.
[07:46:55] <trentster> e.g. if someone has a 24k rpm spindle @ 400Hz what should they start with.
[07:47:23] <trentster> Your guidance may help some other folks who may struggle with this at some point.
[07:47:27] -!- OhmEye [OhmEye!~OhmEye@smtp.maui-guru.com] has joined #linuxcnc
[07:47:49] <trentster> Also still waiting for your opinion on my maths in the sheet I shared? is it correct?
[07:47:52] OhmEye is now known as Guest30028
[07:48:02] <archivist> the motor rpm/frequency have little/no relevance to your 0-10v pwm numbers
[07:48:29] <archivist> you used a junk site that gave a white screen on my browser
[07:49:03] <trentster> archivist: what is your preferred method for sharing screenshot?
[07:49:20] <trentster> shall I upload to a web server directly?
[07:51:46] <archivist> monosnap seems ok often text is all that is needed
[07:52:07] Guest30028 is now known as OhmEye
[07:52:52] -!- bkboggy has quit [Quit: For Narnia!]
[07:52:52] <trentster> archivist:
http://rack.onyxit.net/LinuxCNC-Spindle-VFD.png
[07:53:16] <trentster> there uploaded to a plain web server - should work for a 1990's web browser ;-)
[07:54:21] <toastydeath> 404
[07:55:51] <trentster> oh shit I have not publically exposed that dns.
[07:56:10] <trentster> sigh - let me find a public web server to put it on for archivist
[07:56:26] -!- FloppyDisk has quit [Ping timeout: 246 seconds]
[07:56:35] <toastydeath> man 600 watt, 300 volt power mosfets are like 5 bucks each
[07:56:38] <toastydeath> i am so trying this
[07:56:42] <toastydeath> I'm going to set my house on fire
[07:57:03] <archivist> I was about to mention that is a non existent domain
[07:57:53] <trentster> http://abn.me/LinuxCNC-Spindle-VFD.png
[07:57:57] <trentster> there ya go
[07:58:01] <archivist> toastydeath, dont try that over here on 240 volt ac
[07:58:18] <toastydeath> 1kv transistor
[08:00:02] <toastydeath> realistically I'll only need 70v transistors if I do the simple thing and join them to make a bipolar transistor package per phase
[08:00:18] <archivist> trentster, I did see that one on monosnap but it misses the point, you are just having to create 0-10v
[08:01:38] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:01:49] <Deejay> moin
[08:02:02] <CaptHindsight> not much demand for a 500V+ xistor/fet
[08:02:38] <archivist> and opto isolated
[08:02:56] <toastydeath> they're two dollars
[08:03:47] <archivist> smoke is cheap
[08:03:47] <CaptHindsight> 2500v+ isolation is available for chump change at a few ma
[08:04:52] <CaptHindsight> how much power do you need to drive?
[08:05:00] <toastydeath> 5a @ 1kv is 10 bucks each
[08:05:06] <toastydeath> whatever the motor is
[08:05:13] <toastydeath> so, small
[08:05:20] <toastydeath> I'd be trying this with a small 3ph motor
[08:06:08] <toastydeath> i guess i'd be limited mostly by how small of a 3ph motor i can find on ebay
[08:07:06] <archivist> motors have switch on surge that should be taken into account
[08:07:50] <toastydeath> that is good to know, if it trips i will know what happened and remove it
[08:07:55] <archivist> lots of back emf when you dont want it
[08:08:19] <toastydeath> i'll give it a solid pulse and see what happens, that way if one explodes its only a 6 dollar loss
[08:08:21] <Contract_Pilot> So as soon as limit switches arrive and my enclosure will be ready to get this light machines mill tunned.
[08:08:58] -!- md-2 has quit [Read error: Connection reset by peer]
[08:09:05] <CaptHindsight> archivist: what happened to kids in the 80's? no clue, too often arrogant and ignorant yet it's worn like a badge of honor
[08:09:07] <Contract_Pilot> Played with pcconf today using the steppers.
[08:09:45] <Contract_Pilot> Need to figure the wiring on the drives to allow enable disable.
[08:10:21] <archivist> Contract_Pilot, often a mistake to disable the drives, steppers lose position
[08:12:08] <CaptHindsight> but magic forces will keep them in place
[08:12:44] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[08:12:57] <archivist> I did wonder it that gantry losing steps on the mailing list is yet another drive disable error
[08:13:42] <archivist> or a crap bob with opto resistor where not needed due to the drive having it
[08:13:52] <Contract_Pilot> Yea, the wiring looks odd the way they want it done
[08:14:46] <archivist> the bob should not have opto isolation on its outputs if the drive has it also
[08:15:00] <Contract_Pilot> Stp+ ste- dir= Dir- direct. If the enable is hooked to 5v it disables the drive
[08:15:33] <archivist> so dont do that
[08:15:55] <CaptHindsight> I understand when teaching a new generation that possibly listening to older folks can be misleading (when under Mao) might be a issue, but in the west it's counterproductive :)
[08:15:55] <Contract_Pilot> Yea, Just Disconnect it...
[08:15:56] <archivist> I always have mine enabled
[08:16:32] <Contract_Pilot> Could use an output to a relay to ground.
[08:17:00] <Contract_Pilot> I will play with it some in the morning befor i have to pack it up for a week.
[08:18:02] <Contract_Pilot> Hope when work is done my prox sensors will be in.
[08:18:25] <Contract_Pilot> Just hope i orderd the right ones PNP NC
[08:19:30] <archivist> I have never got around to limit and home switches yet :)
[08:25:56] <trentster> adding prox sensors for homing has been one of the most useful things I have done - I reccomend using them
[08:28:17] -!- rob_h [rob_h!~robh@90.219.232.171] has joined #linuxcnc
[08:49:57] <Contract_Pilot> Yep Prox is what i am going to use.
[09:05:47] -!- ivansanchez has quit []
[09:33:32] -!- cncbasher [cncbasher!~androirc@213.205.194.141] has joined #linuxcnc
[09:33:33] -!- JesusAlos has quit [Quit: JesusAlos]
[09:35:12] -!- cncbasher [cncbasher!~androirc@213.205.194.141] has parted #linuxcnc
[09:38:10] -!- KimK has quit [Read error: Connection timed out]
[09:38:58] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[09:39:40] <trentster> Contract_Pilot: they are very sensitive to emf noise - are your stepper and spindle cable shielded?
[09:46:46] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-zyrspacwvbdvqwpd] has joined #linuxcnc
[09:53:12] -!- KimK has quit [Ping timeout: 256 seconds]
[09:57:01] -!- _cncbasher [_cncbasher!~Sarah@cpc8-hart9-2-0-cust254.11-3.cable.virginm.net] has joined #linuxcnc
[09:59:38] -!- cncbasher_ has quit [Ping timeout: 246 seconds]
[10:00:44] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[10:09:06] -!- KimK has quit [Ping timeout: 240 seconds]
[10:12:05] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[10:15:03] -!- lucashodge has quit [Client Quit]
[10:21:03] -!- KimK has quit [Ping timeout: 265 seconds]
[10:25:37] -!- kalxas has quit [Changing host]
[10:26:35] -!- b_b has quit [Changing host]
[10:43:04] -!- englishman has quit [Ping timeout: 256 seconds]
[10:52:34] -!- robinsz has quit [Ping timeout: 272 seconds]
[10:53:01] <XXCoder> boo
[11:02:59] -!- HSD has quit [Quit: That's it... I'm outta here.]
[11:03:12] -!- englishman [englishman!~englishma@alcohol.dtfuhf.com] has joined #linuxcnc
[11:03:22] -!- HighSkyDreamer [HighSkyDreamer!~user@mrono.net] has joined #linuxcnc
[11:03:32] HighSkyDreamer is now known as HSD
[11:08:14] -!- englishman has quit [Ping timeout: 246 seconds]
[11:12:01] -!- englishman [englishman!~englishma@alcohol.dtfuhf.com] has joined #linuxcnc
[11:13:37] <jthornton> morning
[11:33:20] <XXCoder> hey
[11:33:21] <XXCoder> whats up
[11:34:31] <_cncbasher> morn jt
[11:34:32] <archivist> Ill tell you whats up! the ebay item I wanted is marked as out of stock!
[11:35:46] <jthornton> might be able to paint a bit today
[11:35:58] <XXCoder> aw arch
[11:36:32] <_cncbasher> far to cold for painitng
[11:36:49] <XXCoder> depends on where
[11:37:03] <XXCoder> one of my friends live at area where its now 42C
[11:37:27] <jthornton> it should be too cold here but it
[11:37:31] <jthornton> s not
[11:38:07] <XXCoder> dont worry in 20 or 40 yeaes you can paint whatever day of year thats not raint
[11:38:09] <XXCoder> rainy
[11:38:31] <_cncbasher> just think that it is jt , and move to the next round tuit job
[11:39:17] <jthornton> yea, I have a sack full of them to do
[11:40:35] -!- skorasaurus has quit [Ping timeout: 240 seconds]
[11:41:18] <jthornton> had a productive day yesterday after a crappy start
http://gnipsel.com/images/shop/Siding14.jpg
[11:41:25] <jthornton> http://gnipsel.com/images/shop/Siding15.jpg
[11:42:07] <jthornton> airless sprayer refused to prime so I had to go shopping for a new one
[11:47:03] <XXCoder> fun
[11:52:45] -!- choonway [choonway!~choonway@101.100.164.69] has joined #linuxcnc
[12:01:08] <XXCoder> silly comic but funny
http://www.lukesurl.com/wp-content/uploads/2008/11/2008-11-19-numbers.gif
[12:23:43] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[12:28:07] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[12:34:17] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[12:38:31] <Tom_itx> jthornton, siding's lookin good
[12:39:00] <jthornton> thanks, I hope to get a bit more done today if the rain holds off
[12:40:15] -!- justanotheruser has quit [Ping timeout: 265 seconds]
[12:41:44] <Tom_itx> you may get a little today
[12:42:02] <Tom_itx> http://www.intellicast.com/National/Radar/Current.aspx?animate=true&location=USKS0523
[12:42:45] <Tom_itx> we must have gotten more than i reaized. the river was quite full yesterday
[12:42:57] <Tom_itx> realized*
[12:43:49] -!- Komzpa has quit [Quit: Konversation terminated!]
[12:44:11] <jthornton> looking at the radar we are getting a sprinkle now
[12:47:00] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[12:49:21] -!- robinsz [robinsz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[12:53:47] -!- robinsz has quit [Ping timeout: 265 seconds]
[13:09:59] -!- robinsz [robinsz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[13:21:17] -!- JesusAlos has quit [Quit: JesusAlos]
[13:21:34] -!- gregcnc [gregcnc!4b1b664f@gateway/web/cgi-irc/kiwiirc.com/ip.75.27.102.79] has joined #linuxcnc
[13:22:34] -!- KimK has quit [Read error: Connection timed out]
[13:25:35] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[13:37:50] -!- koo8 [koo8!~kook@236.152.broadband3.iol.cz] has joined #linuxcnc
[13:39:25] <JT-Shop> I should get my probe Friday
[13:40:48] <malcom2073> Ford Probe
[13:40:55] <archivist> I dont think UPS is telling the truth about when my probe mount will arrive
[13:41:46] <archivist> silly ups is telling me tomorrow in KY (where the international hub is)
[13:47:37] -!- KimK has quit [Read error: Connection timed out]
[13:48:11] <JT-Shop> maybe they will rocket it over
[13:48:40] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[13:50:56] <archivist> cant be rocket science to make a sensible web tracking app that knows about the inter hub jump
[13:57:39] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[14:02:18] -!- theorbtwo has quit [Remote host closed the connection]
[14:09:58] -!- KimK has quit [Read error: Connection timed out]
[14:11:41] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[14:16:11] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[14:22:22] -!- SEL has quit [Quit: Leaving]
[14:29:58] -!- nofxx has quit [Read error: Connection timed out]
[14:49:28] <archivist> ah I see why it has a silly arrival time and address it is just to ebays own global shipping hub
http://community.ebay.com/t5/Archive-International-Trading/Is-Erlanger-Ky-a-US-shipping-location-for-packages-being-sent/qaq-p/7972703
[14:55:28] -!- _cncbasher [_cncbasher!~Sarah@cpc8-hart9-2-0-cust254.11-3.cable.virginm.net] has parted #linuxcnc
[14:59:04] -!- lair82 [lair82!~lair82@97.107.92.52] has joined #linuxcnc
[15:00:54] -!- justanotheruser has quit [Ping timeout: 256 seconds]
[15:03:47] <lair82> Good morning guys, Does anyone know, if you enter a feed move in MDI, and press enter, should the motion.feed-inhibit be able to stop that motion?
[15:07:04] <cradek> this kind of quiz makes me nervous. did you try it?
[15:07:39] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[15:08:08] <malcom2073> lol
[15:10:30] <lair82> I have been off since last tuesday, and they were running the mill that I put the rotary on, and while in mdi they commanded a rotation of the a axis, and for what reason I am not sure, he hit the feed hold external button, that latches motion.feed-inhibit true, and it didn't stop rotation.
[15:11:25] <lair82> I don't know, and he couldn't recall if he did a G00 or a G01 either.
[15:11:35] <cradek> hmmm
[15:11:59] <cradek> I pause mdi commands all the time using touchy, but it uses the nml interface for that, not the various feed-holding hal pins
[15:12:06] <cradek> I think
[15:12:29] <lair82> Of course they are making parts on the machine right now, but when they get done I am going to try it out to see what is going on.
[15:12:31] <cradek> did you confirm the behavior in sim/axis? it might be a bug.
[15:13:03] <lair82> No I will try my axis config to see how it works under those circumstances
[15:25:29] <_methods> keyence sales guy just came in and demo'd one of these for us
[15:25:31] <_methods> http://www.keyence.com/products/measure-sys/image-measure/im/index.jsp
[15:25:35] <_methods> thing is pretty cool
[15:25:43] <_methods> like a cnc optical comparator
[15:26:52] <ReadError> dumb question, what would cause steppers/drivers to be more accurate/repeatable at higher speed
[15:26:58] <ReadError> bad current on microstepping?
[15:27:19] <archivist> microstepping is never that accurate
[15:27:24] <cradek> mechanical resonance
[15:27:58] <duc> _methods: we have one but haven't been that impressed
[15:28:10] <ReadError> hmm didnt consider resonance
[15:28:19] <_methods> really?
[15:28:23] <_methods> what's wrong with it?
[15:29:41] -!- ivansanchez has quit []
[15:29:47] <archivist> _methods, I have homebrew, I move the xy to measure
[15:30:24] <_methods> this thing measures features on the top of the part you couldn't see with a regular comparator
[15:30:55] <archivist> I measure angles and hole spacings etc
[15:31:15] <_methods> yeah this thing would measure blind holes and pockets
[15:31:18] <_methods> pretty carzy
[15:31:21] <_methods> crazy even
[15:31:32] <_methods> but it sounds like duc has more experience with it
[15:32:17] <archivist> how good is the camera and its scale
[15:32:30] <ssi> morn
[15:32:38] <_methods> no idea i'm sure the specs are on their website
[15:35:31] <archivist> I have seen a few machines at the shows, hence the semi copy homebrew
[15:35:49] <duc> I will ask our QC department for more info but it sounded like repeatability and small features
[15:37:21] <archivist> then you need magnification or better camera
[15:37:27] <_methods> yeah i'd be curious to hear what they have to say
[15:37:52] <_methods> we're not going to buy one right now but would be nice to hear about some real use case issues
[15:39:44] -!- sumpfralle [sumpfralle!~lars@62.141.37.125] has joined #linuxcnc
[15:40:19] <duc> Guns have alot of small parts
[15:41:31] <archivist> I measure clock/watch parts
[15:42:35] <ssi> watch parts are a couple of orders of magnitude smaller than gun parts
[15:42:52] <archivist> I want to know the angle a gear was cut with, its od (too delicate for mechanical measurement)
[15:43:17] <archivist> root dir
[15:43:28] <ssi> archivist: there's a bigass optical comparator sitting outside my hangar in the weather going to shit
[15:43:31] <ssi> has like a 36" round glass
[15:43:40] <ssi> maybe 48"
[15:44:47] <archivist> eg
http://www.collection.archivist.info/searchv13.php?searchstr=microscope+pd+swift
[15:45:20] <archivist> a bit too far to post, take it indoors and cuddle it
[15:47:16] <ssi> it's not mine... I ought to find out what the guy plans to do with it
[15:47:19] <archivist> and sometimes they dont survive the post
http://www.collection.archivist.info/searchv13.php?searchstr=cyprus+PD
[15:47:26] <ssi> it's really big and I don't really have room for it
[15:47:29] <ssi> but I'd make room I guess :P
[15:47:50] <ssi> I think it came from the machine shop at Delta
[15:47:58] <ssi> or the engine overhaul shop maybe
[15:48:07] <ssi> it's nearly as big as my VMC :(
[15:48:37] <archivist> I have seen pics of large ones, and have some optics from a room sized one
[15:49:26] <archivist> largest lens has two carry handles on it
[15:50:49] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[15:51:20] <archivist> I have a citizen one but with duff optics, so bolted a swift microscope on
[15:52:16] <archivist> the other job I do often is measure thread pitches with them
[15:52:40] <archivist> although starting to use a better tool for that
[15:55:18] -!- sumpfralle has quit [Ping timeout: 272 seconds]
[16:11:46] -!- Simonious has quit [Ping timeout: 272 seconds]
[16:13:00] -!- Simonious [Simonious!~sgoble@h69-21-230-45.mntimn.dedicated.static.tds.net] has joined #linuxcnc
[16:16:59] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[16:17:05] -!- jduhls has quit [Ping timeout: 255 seconds]
[16:17:38] <irontree9> Okay, kernel keeps crashing at semi-random times. linux-3.4-9-rtai-686-pae on linuxCNC-2.7-Wheezy
[16:18:33] <irontree9> I tested the ram and it test fine. I tried running linux 3.4-9-rtai-486 and it seems stable but lninuxCNC will not run on that kernel
[16:23:37] -!- KimK has quit [Read error: Connection timed out]
[16:23:52] <cradek> what do you mean by crashing?
[16:24:38] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[16:26:30] <duc> _methods: QC has problems with the unit measuring radius and when one starts and another one starts
[16:28:44] <irontree9> full lock up. no keyboard response. Sometimes the mouse will move.
[16:29:49] <cradek> hmm, while doing what?
[16:30:57] <irontree9> seems random. Using gimp, in the middle of a cut, surfing the web
[16:31:00] <_methods> duc: ah ok thx for that info
[16:31:09] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[16:31:14] <cradek> so not always while in linuxcnc
[16:31:17] -!- justanotheruser has quit [Ping timeout: 246 seconds]
[16:31:20] <_methods> if we get more serious about buying one i'll make sure i have a bunch of parts to check like that
[16:31:44] <irontree9> nope, I think it is the PAE becasue with out it gimp doesn't cause a lock up
[16:32:05] <cradek> I think that kernel isn't actually PAE
[16:32:15] <anomynous_> what is pae?
[16:32:20] <cradek> due to an unfortunate mistake it was hard to fix
[16:32:22] <duc> I would make sure you have parts that had 100 percent inspection done that you can compare data with. And alot of them
[16:32:32] <cradek> anomynous_: the thing that lets you have extra ram on a 32 bit system
[16:32:41] <anomynous_> ah
[16:33:35] <cradek> irontree9: how long did you run memtest?
[16:33:50] <irontree9> few hours
[16:34:25] <cradek> it got through several passes?
[16:34:44] <irontree9> yup
[16:35:03] <cradek> hmm I don't know what to suggest
[16:35:18] <cradek> that kernel is very widely used on lots of hardware
[16:35:20] <anomynous_> take the working kernel source, and choose rt sheduler and apply linuxcnc patches? I would try that :D But I don't even have linux now. Or use linuxcnc. So don't listen to me.
[16:35:31] <cradek> so I suspect your hardware, but don't know what specific thing to recommend you try
[16:36:46] <irontree9> yeah, working on that
[16:37:33] <cradek> next time, see if you can ssh into it, and if so, check dmesg
[16:37:48] <cradek> I don't think it's actually crashing if the mouse sometimes moves
[16:37:56] <irontree9> that might work
[16:38:13] <cradek> something stupid, like a failed fan on a graphics card, can cause these symptoms
[16:38:32] <cradek> or any other kind of overheating
[16:38:43] <cradek> or marginal power supply
[16:38:56] <cradek> or do you do something in gimp that causes you to fill up swap and run out?
[16:38:56] <irontree9> gfx card is a good possibility
[16:39:00] <archivist> which also causes the soldering to fail under the chip
[16:39:38] <irontree9> no. it was crashing while creating a banner but never hit the swap
[16:39:43] <anomynous_> vacuump pump... i mean just vacuum excess dust from inside the computer ;D
[16:39:43] <irontree9> I switched hard drives
[16:41:08] <cradek> at work I have graphics card fans failing all the time. they are really terrible fans.
[16:42:13] -!- b_b has quit [Remote host closed the connection]
[16:42:29] -!- b_b has quit [Changing host]
[16:42:51] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[16:43:59] -!- gavlee [gavlee!~gavlee@poker.plus.com] has joined #linuxcnc
[16:46:20] <irontree9> okay logged in via ssh and running a huge cnc simulation
[16:49:57] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[16:57:46] -!- micges has quit [Ping timeout: 240 seconds]
[17:02:06] micges_ is now known as micges
[17:15:05] amnesic_away is now known as amnesic
[17:18:18] -!- jasen_ [jasen_!4e533e53@gateway/web/freenode/ip.78.83.62.83] has joined #linuxcnc
[17:24:09] <irontree9> looks like nouveau is freaking out in dmesg and ssh works slowly. Going to check the card again.
[17:25:02] -!- Daerist has quit [Quit: Leaving]
[17:26:42] -!- b_b has quit [Read error: Connection reset by peer]
[17:27:19] -!- b_b has quit [Changing host]
[17:30:47] <cradek> might try using the vesa driver
[17:31:01] <cradek> or yeah, a totally different video card
[17:31:16] <irontree9> I took the card out. The mb has a intergrated one
[17:32:50] -!- Komzpa has quit [Ping timeout: 272 seconds]
[17:34:43] <irontree9> I suspect nouveau. The card looks perfect. However, the pos one on the mb seems to work fine. Going to stress test it for a few hours before I cut
[17:37:54] <cradek> perfect
[17:38:15] <cradek> if you're using software stepping, might want to recheck latency after changing video drivers
[17:38:34] <cradek> it's fun when removing hardware (or code) fixes a problem
[17:43:43] <irontree9> wow the latency cut in half
[17:44:12] <irontree9> I off for parts. bbl
[17:50:11] -!- md-2 has quit [Remote host closed the connection]
[17:51:47] -!- md-2 has quit [Client Quit]
[18:01:11] -!- KimK has quit [Ping timeout: 265 seconds]
[18:04:45] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[18:08:31] <andypugh> Are insulated crimps colour-coded red-blue-yellow in the US?
[18:09:55] <ssi> yes
[18:10:24] <ssi> http://aeroelectric.com/Pictures/Terminals/AMP_PIDG_Splices.jpg
[18:10:29] <ssi> thems the good ones
[18:10:35] <andypugh> Have you ever found a crimping tool for the _small_ yellow ones?
[18:10:39] <ssi> yes
[18:10:41] <ssi> I have one
[18:10:46] <ssi> it's white/yellow
[18:10:49] <ssi> I think the yellow is smaller than white
[18:11:05] <ssi> http://www.ebay.com/itm/Amp-59275-Crimping-Tool-Crimper-T41813-/281879510825?hash=item41a153ff29
[18:11:08] <ssi> that one
[18:11:12] <andypugh> 26-22AWG size
[18:11:53] <ssi> http://www.alliedelec.com/te-connectivity-59275/70089871/#tab=specs
[18:11:56] <ssi> they're kinda expensive new
[18:12:18] <andypugh> Yeah, I found this one:
http://uk.rs-online.com/web/p/products/2414344/
[18:12:43] <Jymmm> http://www.amazon.com/Thomas-Betts-WT111M-Insulated-Terminals/dp/B0018LD2PU
[18:12:55] <Jymmm> Best damn crimpers ever and lifetime guarnteed
[18:13:09] <ssi> the PIDG terminals with the proper AMP crimper are the only proper aerospace crimp fwiw
[18:13:29] <Jymmm> You'll break the wire before the crimp will come loose in those.
[18:13:49] <ssi> but it requires using the right terminals and the right crimper... if you get only half of it right it won't come out properly
[18:13:55] <andypugh> Jymmm: Thats for uninsulated
[18:14:03] <Jymmm> andypugh: the hell it is!
[18:14:12] <Jymmm> insulated, uninsulated, whatever
[18:14:19] <ssi> it absolutely is for uninsulated barrel connectors
[18:14:38] <ssi> you can hack it into service for cheap insulated terminals but it's not "correct"
[18:14:45] <ssi> http://www.aeroelectric.com/articles/CrimpTools/crimptools.html
[18:14:46] <Jymmm> I've used those on everything for 30 fucking years.
[18:14:50] <andypugh> I have adequate crimpers for uninsulated W crimps down to tiny.
[18:15:41] <ssi> http://www.aeroelectric.com/articles/CrimpTools/H.jpg
[18:15:45] <ssi> that illustrates the value of the PIDG stuff
[18:16:05] <Jymmm> you dont crimp insulation.
[18:16:09] <ssi> PIDG terminals have an extra copper sleeve in there that secures the insulation behind the actual crimped connection barrel
[18:16:12] <Jymmm> it's not a strian relief
[18:16:22] <ssi> you do with the right terminals and crimpers :P
[18:16:34] <Jymmm> ssi: do you own either?
[18:16:37] <ssi> yes
[18:16:43] <Jymmm> ssi: and use on a regular basis?
[18:16:45] <ssi> yes
[18:16:56] <Jymmm> Uh, huh, I'm calling bullshit.
[18:17:02] <ssi> call bullshit all you want
[18:17:05] <ssi> come on over and I'll show you
[18:18:50] <ssi> andypugh: these would be the proper 26-22awg butt splices to use with that yellow/white amp t-head I linked above
[18:18:52] <archivist> andypugh, the cheap halfords sets have yellow as well usually
[18:18:53] <ssi> http://uk.rs-online.com/web/p/crimp-butt-splice-terminals/6692368/
[18:19:37] <andypugh> archivist: That’s the big (too big) yellow size
[18:19:42] <ssi> http://uk.rs-online.com/web/p/crimp-ring-terminals/6692181/
[18:19:45] <ssi> there's the proper ring
[18:20:10] <ssi> the crimpers are designed so that the ring/spade/fork/whatever passes under the T-bar, and acts as a locating stop for both the terminal and the wire
[18:20:19] <ssi> the butt splices have that flat spot in the center so it'll fit under the t-bar
[18:21:55] <andypugh> At 40p each I might stick with the cheap ones :-)
[18:22:06] <ssi> yes, they're not inexpensive
[18:22:30] <ssi> but I still buy them, because they are far easier to work with, provide a more secure connection with less guesswork
[18:22:53] <ssi> 100% of the wiring in airplanes is done with those terminals
[18:22:59] <ssi> (plus other stuff like D-sub)
[18:23:30] <ssi> and the D-sub is all machined closed-barrel pins that are also monstrously expensive, as are the requisite crimpers (which I also own much to Jymmm's disbelief)
[18:23:33] <CaptHindsight> I use whatever is handy, crimp tool, pliers, vise, two rocks etc
[18:23:40] <archivist> by the way when putting wheels on machines, make sure brackets are up to the job :)
[18:24:18] <ssi> http://www.bandc.aero/d-subsocket.aspx
[18:24:21] <ssi> thems
[18:24:39] <andypugh> ssi: I found a very adequate and inexpensive 4-indent crimp on Amazon. It made a lovely job of my Lemo connectors
[18:24:59] <ssi> http://www.dmctools.com/store/catalog.asp?PRODUCT_ID=561547&BACK=%2Fstore%2Fcatalog%2Easp%3FKEYWORD%3Dafm8
[18:25:06] <ssi> that's the proper crimper for those closed-barrel D-sub pins
[18:25:17] <ssi> the K13-1 positioner will do the standard (low-density) pins, both male and female
[18:25:32] <ssi> the high-density d-subs require two different positioners, one for male and one for female
[18:26:09] <andypugh> This one has a screw adjuster so does any terminal, with a little care:
http://www.amazon.co.uk/gp/product/B007G5QBDC?psc=1&redirect=true&ref_=oh_aui_detailpage_o09_s00
[18:26:29] <ssi> yep, that's the one most people get
[18:26:35] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[18:26:52] <andypugh> Did a nice job.
[18:27:02] <ssi> or something like this
[18:27:03] <ssi> http://www.bandc.aero/d-submachinedpincrimptool.aspx
[18:27:24] <ssi> but the daniels crimper is the mil-spec solution
[18:27:39] <malcom2073> We have a bunch of those DMC's at work
[18:27:39] <ssi> I just hunted all that shit down on ebay til I got good deals on it
[18:27:51] <malcom2073> They're good for deutch rolled pins too
[18:28:00] <ssi> they do a lot of different kinds of pins
[18:28:07] <ssi> but d-sub is the only thing I use them for thus far
[18:28:18] <ssi> I have eight positioners that came with mine, and I only know what to use three of them for
[18:28:26] <ssi> I also have the bigger one, the AF8 turret head
[18:28:36] <ssi> I use that for 16ga viking splices
[18:28:48] <malcom2073> Heh
[18:29:00] <ssi> http://introcorp.co/images/pictures/AIS16P.jpg
[18:29:02] <ssi> they look like that
[18:29:11] <ssi> only thing in the world that uses them as far as I know is boeing
[18:29:15] <malcom2073> Nice
[18:29:20] <ssi> they're about $20/connection retail
[18:29:26] -!- robinsz has quit [Ping timeout: 240 seconds]
[18:29:29] <ssi> there's four parts, the two plastic housings and the pins that go in them
[18:29:50] <ssi> AF8 on blue setting will crimp the pins, and there's an insertion spoon and extraction pusher that you need to install/remove the housings
[18:30:09] <ssi> http://www.dmctools.com/Products/installing_removal_tools.html
[18:30:11] <ssi> that crap
[18:30:40] <malcom2073> Yeah
[18:30:40] <andypugh> I want a pin extractor for Lemo. I tried making one. I failed.
[18:31:00] <ssi> I've never worked with lemo
[18:31:11] <ssi> how hard is it to get your hands on the connectors?
[18:31:16] <andypugh> drilled a 1mm hole, then machined down to 1.4mm, and ended up with a C-shape. No idea how, the drill wasn’t wobbling.
[18:31:18] <archivist> I use solder bucket lemo
[18:31:43] <andypugh> archivist: solder bucket is horrible with a 16-way 2B conector, though.
[18:31:57] <ssi> lol yep
[18:31:58] <archivist> one has to be careful
[18:32:05] <andypugh> Once you have tried the crimp variant I doubt you would want to go back.
[18:32:16] <ssi> andypugh: have a part number on the connectors you were working with?
[18:32:57] <archivist> andypugh, drilling that sort of size I recommend doing under a microscope, I use a tool to support the drill to centre it
[18:33:04] <andypugh> The Lemo or the insulated yellows?
[18:33:07] <ssi> lemo
[18:33:51] <andypugh> FGJ.2B.316.CLADZ99
[18:34:15] -!- KimK has quit [Ping timeout: 240 seconds]
[18:35:03] <ssi> they look nice
[18:35:47] <andypugh> They are lopvely, and I found pairs at a very decent price:
http://www.ebay.co.uk/itm/141836004296?_trksid=p2057872.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[18:36:14] <andypugh> There is £32 there in just the crimp pins
[18:36:19] <ssi> yep
[18:37:00] <archivist> I keep any I find when scrapping old gear
[18:37:02] -!- motioncontrol [motioncontrol!~io@host249-75-dynamic.47-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:37:16] <andypugh> They lock nicely, can only come out if you pull the sleeve
[18:37:28] <ssi> I need to get the part number off the mil-c-5015 metal circular connectors on the new mill and get mating panel mount connectors
[18:37:41] <ssi> since the ones that were with it are lost with the missing control :(
[18:37:43] <andypugh> archivist: I found 48 of the 1B and 00 size in the skip.
[18:37:55] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[18:38:36] <CaptHindsight> skip = small boat, garbage can, dumpster?
[18:38:38] <archivist> I scrapped an tv system switcher, had lemo on all the audio
[18:38:47] <archivist> dumpster
[18:39:00] <archivist> proper name is skip!
[18:39:35] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[18:39:56] <archivist> someone who collects from, is called a skip rat
[18:40:09] <archivist> wonderful fun
[18:40:15] <ssi> lol
[18:41:34] <anomynous_> what is a tv system switcher?
[18:42:16] <archivist> switches the signals around a tv studio
[18:43:36] <anomynous_> ok. but why do you need that. Dont they have a plethora of televisions in tv studio to watch from?
[18:44:37] <archivist> there are many in a studio, eg a monitor needs to select from all input sources
[18:45:08] <anomynous_> but ive seen on tv. They have like 20 televisions, and you can just them all at once
[18:45:38] <archivist> not like that at all
[18:46:01] <anomynous_> or do you have more channels?
[18:46:24] <archivist> you still have to select cam1 to monitor1.......
[18:46:55] <anomynous_> btw what do you do with such a swither. Are you working in a studio?
[18:47:30] <gregcnc> electronics organ donor program
[18:47:38] <archivist> I have an outside broadcast truck in the garden, so that might be a yes
[18:47:45] <ssi> lol
[18:47:53] <ssi> this is why I love archivist
[18:48:01] <ssi> man after my own heart
[18:48:16] <archivist> boys and their toys
[18:48:27] <anomynous_> have you ever tried taking stereo video with two cameras, and switch one camera to right monitor and other cam to left monitor. Then look at the right monitor with right eye and left monitor with left eye
[18:48:31] <anomynous_> i wonder if it would work
[18:48:49] <gregcnc> incidentally the guy who provides sat uplink for superbowl is local
[18:49:21] <archivist> http://www.collection.archivist.info/searchv13.php?searchstr=ob
[18:50:28] <archivist> was actually a recording truck with two 1" tape recorders
[18:53:00] <CaptHindsight> archivist: 1" open reels?
[18:53:14] <archivist> yes
[18:53:17] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[18:53:42] <archivist> when I got the truck the two machines were missing
[18:53:52] -!- KimK has quit [Ping timeout: 265 seconds]
[18:54:13] <CaptHindsight> http://www.labguysworld.com/IVC-860_x01.jpg I used to have a few of these
[18:55:06] <CaptHindsight> 1 hour per reel
[18:55:09] <archivist> I recently gained an old black and white recorder that may be IVC
[18:55:19] <archivist> 1/2"
[18:56:05] <anomynous_> why do you gather such stuff?
[18:56:21] <archivist> because its there
[18:56:39] <anomynous_> are you using it?
[18:56:53] <CaptHindsight> http://www.labguysworld.com/IVC-801_001.jpg fun to fix
[18:56:56] <anomynous_> or making something of it
[18:57:00] <ssi> anyone know how to calculate and/or look up the strength of a 3/8-24 tapped thread in 6061 in tension?
[18:57:25] <ssi> I bet it's in machinery's handbook somewhere
[18:57:26] <andypugh> ssi: If it’s deep enough, it’s the strength of the bolt.
[18:57:45] <archivist> the core of the thread
[18:58:33] <andypugh> 1/4” is about 6mm, so similar to this:
http://www.bodgesoc.org/strengths.html
[18:58:45] <chupacabra> ok. I'm fishing again.
[18:59:02] <chupacabra> anyone have a 3040 chinese with 4th axis? I cant figure out where to plug the 4th axis in.
[18:59:14] <anomynous_> or just collecting?
[18:59:26] <andypugh> chupacabra: Maybe there is nowhere to plug it in?
[18:59:39] <archivist> add a driver for the 4th axis
[18:59:43] <chupacabra> what good would it be?
[18:59:46] <CaptHindsight> chupacabra: the unmarked circular connector on the controller
[19:00:05] <chupacabra> but i have no cable to plug it in.
[19:00:19] <CaptHindsight> open the controller and see if they wired that 4th unmarked connector
[19:00:29] <CaptHindsight> and you still need a cable
[19:00:43] <chupacabra> the 4th axis mounts on the far end of the machine and the lead is 6 inches long
[19:00:51] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[19:01:08] <CaptHindsight> wire stretcher :)
[19:01:20] <archivist> move the control box closer
[19:01:23] <ssi> hm
[19:01:23] <ssi> Maximum holding power is the AREA of the root diameter of the screw (tap drill size is rough equivilent ) TIMES the Yield Strength of the screw..
[19:01:33] <chupacabra> with a square connecter like all the other stepper moters
[19:01:54] <CaptHindsight> http://i.ebayimg.com/images/g/54QAAOSwe-FU8Ra2/s-l1600.jpg
[19:02:04] <ssi> and it somehow doesn't matter if you're talking about a steel bolt in an aluminum hole?
[19:02:05] <chupacabra> there should be a cable but the seller says no.
[19:02:16] <ssi> I'd expect the threads would pull out of the aluminum long before the bolt yielded
[19:02:19] <chupacabra> hey CaptHindsight
[19:02:50] <CaptHindsight> chupacabra: seller is mistaken
[19:03:18] <chupacabra> I have 2 of these machines but havnt opened the second one.
[19:03:34] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[19:04:38] <CaptHindsight> maybe the other box has 2 extra cables
[19:04:45] <chupacabra> lol
[19:06:13] <chupacabra> I'm hoping someone here has one and it has the cable.
[19:06:44] <archivist> you have the other box!
[19:07:34] <anomynous_> ssi, same stuff about 1.5 times the diameter of the thread makes full strenght joint. So look up the yield point or whatever for the aluminium and look at the head of the screw
[19:08:06] <ssi> the bolt is the easy part, it's AN6
[19:08:08] <ssi> I can look that up
[19:08:31] <gregcnc> ssi
http://unbrako.com/docs/engguide.pdf page 64
[19:08:32] <anomynous_> but im not sure about that :D
[19:08:34] <ssi> AN bolts are 125kpsi min
[19:09:08] <anomynous_> do they have it in bolt head in usa?
[19:09:21] <ssi> have what
[19:09:30] <anomynous_> yield str
[19:09:38] <ssi> AN is 125kpsi
[19:10:12] <gregcnc> we have grade markings but not like din, 8.8, 12.9, etc
[19:10:15] <ssi> so about 14kpsi for 3/8"
[19:10:24] <ssi> AN are marked with a raised cross
[19:10:36] <chupacabra> archivist, I bet it does not have one in it. Since seller doesnt know about one.
[19:10:44] -!- dr0w has quit [Quit: Leaving]
[19:10:53] <ssi> http://pra.org/supportfiles/angraphics/ANPICT%20(6).jpg
[19:11:10] <ssi> the "car guy" bolts are graded as well:
http://www.duplexfastener.com/images/fasteners_nut_bolts_screws_washer/hex-cap-screws-grades.jpg
[19:11:16] <ssi> similar to metric but not exactly the same
[19:11:45] -!- Komzpa has quit [Ping timeout: 265 seconds]
[19:12:20] <ssi> 6061-T6 shear strength is 30kpsi
[19:13:15] <anomynous_> (125*1.5)/30 ?
[19:13:23] <ssi> something like that
[19:13:52] <ssi> ok fair enough
[19:13:59] <ssi> >1.5D engagement the stripping isn't a concern
[19:14:07] <anomynous_> mm
[19:14:09] <anomynous_> :)
[19:14:12] <anomynous_> hehe
[19:16:17] -!- justanotheruser has quit [Read error: Connection reset by peer]
[19:16:32] <andypugh> 1.5D is for a material of similar strength to the bolt. It will be a bit more for a weaker material.
[19:16:43] <ssi> yeah 3D is probably fair
[19:17:07] <anomynous_> or 5-6d for that combination
[19:17:32] <anomynous_> 6-7?
[19:17:34] <anomynous_> :D
[19:17:37] <ssi> 10-15?
[19:17:40] <anomynous_> nooo
[19:17:42] <anomynous_> thats too much
[19:17:49] <ssi> I know full well it's strong enough, I'm just trying to convince someone else that it is :)
[19:17:50] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[19:18:23] <anomynous_> stay sternly: "It shall pass!" and look at him in the eye
[19:20:03] <ssi> :)
[19:20:38] <gregcnc> i was going to say put in a helicoil, but you don't want one
[19:20:57] <ssi> nah it's way strong enough
[19:21:24] <CaptHindsight> andypugh:
http://www.markertek.com/product/ghf92a-0-50/lemo-fuw-puw-outside-broadcast-smpte-fiber-camera-cable-50-foot?utm_medium=shoppingengine&utm_source=googlebase&utm_source=google&utm_term=Product_Target&utm_campaign=Shopping+-+Cable+Assemblies&utm_medium=cpc&utm_content=1tl2U6tg|pcrid|74923779020|pdv|c|&gclid=CJ3gm8KM4ckCFYI7aQodveYGTw do you use similar fiber cables and connector?
[19:21:56] <CaptHindsight> sorry, didn't know that link was so long
[19:25:04] <CaptHindsight> after 16 years the prices haven't dropped
[19:26:04] -!- dr0w [dr0w!~george@cpe-74-134-85-206.kya.res.rr.com] has joined #linuxcnc
[19:26:14] -!- KimK has quit [Read error: Connection timed out]
[19:28:56] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[19:33:27] <andypugh> I don’t think I want it :-)
[19:34:26] -!- jduhls has quit [Ping timeout: 240 seconds]
[19:34:34] <andypugh> I am doubly annoyed. The previous owner of my lathe last the saddle lock, and it isn’t worth making one as it will be redundant when it is CNC. But until then….
[19:35:10] <andypugh> And also, my Imperial hex key “set” jumps straight from 3/16” to 4/16”.
[19:35:31] <ssi> if it makes you feel any better, the previous owner of my mill lost the beautuful control box I built with the servo drives and 7i77 and all wiring in it
[19:35:36] <andypugh> And the lathe is held together by the size in-between.
[19:35:39] <ssi> I'm super mad
[19:35:59] <andypugh> Yes, that would be annoying.
[19:36:14] <andypugh> Did you pay a price comensurate with them still being there?
[19:36:22] <ssi> yes, naturally
[19:36:33] <ssi> I bought it sight unseen because I built the damn machine and he told me everything was with it
[19:36:44] <andypugh> Send it back. Goods not as described...
[19:36:52] <ssi> it's not that simple
[19:36:54] <ssi> and it's still worth having
[19:36:55] <ssi> just annoying
[19:39:18] <anomynous_> ssi, he hassled you in the deal?
[19:39:33] -!- JesusAlos has quit [Quit: JesusAlos]
[19:39:41] <ssi> not exactly, but it was a bit of a complicated deal
[19:39:51] <ssi> I tried to buy the machine from the company I built it for, for an absurdly low price
[19:40:03] <ssi> the company was willing to do it except the CEO has a horrible vendetta against me so he nixed it
[19:40:18] <ssi> they ended up stiffing an electrical contractor $7500 for work he did, and he got the mill and a bandsaw as payment
[19:40:31] <ssi> he got my phone number and called me about it, and I offered him the same $2500 that I offered the company
[19:40:39] <ssi> he said he needed to get $4500 for it because he lost so badly on the deal
[19:40:39] <anomynous_> so, he purposefully left you in understanding that the stuff you listed belongs to the deal?
[19:40:44] <ssi> no, not purposefully
[19:40:49] <gregcnc> Hate to suggest, 5.5mm keys.
[19:40:51] <ssi> he had no idea what "everything" constituted
[19:40:58] <lair82> Sounds like a wonderful company.
[19:41:03] <ssi> the big question mark is where it ended up
[19:41:15] <ssi> some guys I know that still work there said that it was with the mill before he picked it up, and gone after he left
[19:41:22] <ssi> he says everything he picked up was with it
[19:41:33] <ssi> somewhere it went missing and I have no idea where
[19:41:47] <ssi> I have enough parts on hand to rebuild it, minus the enclosure and the circular connectors
[19:41:53] <ssi> I just really wanted a machine that ISNT A PROJECT
[19:43:32] <anomynous_> well, didnt you notice this until later?
[19:43:39] <anomynous_> or did you notice it but decided to ignore?
[19:43:42] <ssi> no, I noticed it when I picked it up
[19:43:55] <anomynous_> maybe he sold them separate
[19:43:59] <ssi> I doubt it
[19:44:03] <ssi> the guy's not dishonest
[19:44:11] <ssi> and it wouldn't have much value to the average person
[19:44:34] <ssi> it's just got three amc drives, a 7i77, some ssrs, a bunch of wiring, and those mating mil cmc connectors
[19:44:49] <ssi> it's just misplaced, and there's not much I can do about it :(
[19:45:35] <anomynous_> did the vendetta have something to do with this mill? ;D
[19:45:40] <ssi> no
[19:45:40] amnesic is now known as amnesic_away
[19:45:56] <ssi> the vendetta had to do with the fact that he wanted me to quit my job and come work for him full time
[19:46:07] <ssi> and I refused, because there's no way he could pay me what I make in my day job, and he's a prick to work for
[19:46:19] <anomynous_> wow
[19:46:43] -!- KimK has quit [Read error: Connection timed out]
[19:46:52] <ssi> I even found him a replacement engineer that he hired full time
[19:46:56] <ssi> who worked out way better than I would have
[19:47:03] <ssi> I did some more small contracts for him
[19:47:06] <CaptHindsight> how dare you not accept his low wage :)
[19:47:07] <ssi> including the laser job that cost me my house
[19:47:26] <ssi> when I called him to tell him about the fire, his response was "I guess I won't be getting my parts"
[19:47:44] <ReadError> woh
[19:47:46] <ssi> I told him if he could advance me the price of the job, I'd go buy another laser machine and get it done that week
[19:47:53] <ReadError> that lasercutter you made a while ago caught fire?
[19:47:56] <CaptHindsight> how do spell narcissist?
[19:48:02] <CaptHindsight> +you
[19:48:07] -!- KimK [KimK!~Kim__@ip68-102-70-90.ks.ok.cox.net] has joined #linuxcnc
[19:48:07] <ssi> he agreed, then bitched that I didn't have the machine acquired 24h later
[19:48:24] <ssi> I said "well, you haven't paid for the job yet so I don't have money to buy the machine"
[19:48:37] <anomynous_> its better just not to deal with that kind of a person, isnt it?
[19:48:38] <CaptHindsight> sounds like most management types I run into
[19:48:45] <ssi> his response: "You just got done telling me you couldn't work for me because you make so much money at your day job, you can't afford to come out of pocket $20k?"
[19:48:54] <ssi> um... I'm now homeless
[19:48:59] <ssi> everything I own was destroyed
[19:49:06] <ssi> I could come out of pocket $20k, but it's probably not prudent right now.
[19:49:35] <malcom2073> Sounds like a typical manager
[19:49:44] <ssi> and that was the right call, because I didn't any significant insurance money for six months, and I only just two weeks ago got the rest of it
[19:49:47] <ssi> over a year later
[19:49:55] <anomynous_> malcom2073, i wouldnt want to work for that kind of a person.
[19:50:03] <ssi> yeah, I wouldn't either
[19:50:03] -!- jasen_ has quit [Quit: Page closed]
[19:50:10] <malcom2073> Me neither, that's why I work for myself heh
[19:50:14] <anomynous_> :D
[19:50:17] <malcom2073> At least then when I'm an asshole, it's my own fault
[19:50:17] <anomynous_> thats an option
[19:50:19] <ssi> I told him that I wouldn't be able to meet his needs and that was the end of it
[19:50:26] <ssi> he never actually got those parts made
[19:50:32] <ssi> cause he alienated every vendor
[19:50:41] <ssi> he actually had to buy a pick and place line because nobody in china would work with him anymore
[19:50:50] <CaptHindsight> heh
[19:50:55] <ssi> he kept making them eat the cost of orders that he mis-specified
[19:51:22] <CaptHindsight> 1.5 billion unfriended him
[19:51:34] <ssi> lolol
[19:53:42] <anomynous_> trippple price. I'm such a busy guy, that if such an important person such as you wants things done quick, you have to pay...
[19:53:53] <andypugh> gregcnc: Yes, I have been using 5.5mm
[19:54:05] <ssi> anomynous_: yes, that's why I charged him the way I did
[19:54:15] <ssi> that laser job was going to be about $25k
[19:54:25] <ssi> worked out to about a buck a part
[19:55:35] <anomynous_> what do you do for your dayjob?
[19:56:11] <ssi> software architecture
[19:56:49] <anomynous_> so you design and others code?
[19:56:57] <ssi> I do some code, but yes
[19:57:25] <ssi> I have a focus on backend/middleware service architecture and massive scale
[19:57:29] <anomynous_> bleh. Thats not how its supposed to be. Everyone designs their own stuff and code their own stuff. Then theyre all glued together.
[19:57:45] <irontree9> Well, fixed the computer crashing problem. It was a bad gfx card. BUt now the CNC just destroyed the bit chuck, opps.
[19:57:51] <ssi> yeah that's not how it works when you have armies of 75 iq php developers :)
[19:58:07] <Jymmm> malcom2073: Nah, you're a Extra Special kind of asshole ;)
[19:58:09] <andypugh> irontree9: Sounds like Bourbon time.
[19:58:16] <malcom2073> :)
[19:58:50] <anomynous_> you can make them sit next to each other, and give each pair their own project. And then just move project deadline that much further away.
[19:58:51] <anomynous_> :D
[19:59:03] <irontree9> lol just about there. Just been none stop repairs, but it is new and hand made.
[20:00:01] <_methods> hey why's everyone gotta pick on php
[20:00:17] <Jymmm> _methods: ???
[20:00:36] <ssi> _methods: presented without comment:
http://eev.ee/blog/2012/04/09/php-a-fractal-of-bad-design/
[20:00:44] <_methods> heheh
[20:00:45] <anomynous_> i never picked on php
[20:01:05] <anomynous_> i just thought its not fun not having any say on anything at work
[20:01:10] <anomynous_> its more fun to design your stuff ;D
[20:01:16] <ssi> yes, I agree
[20:01:19] <ssi> I don't have much fun at work these days
[20:01:24] <ssi> but they pay me really really well, so I'm still here
[20:02:10] <Jymmm> malcom2073: That's 2012, php was mucked up LONG before then.
[20:02:11] <anomynous_> well, what do you do with it? Get a nicer car than in another job? Which basically does same function as a cheaper car?
[20:02:52] <Jymmm> malcom2073: I've spoken to Rasmus, he's just in his own world in those respects.
[20:03:32] <ssi> anomynous_: these days, one has to maintain a good job in order to keep health insurance that is even remotely affordable
[20:03:36] <malcom2073> Jymmm: You're talkign to the wrong person, I didn't say a word about php
[20:03:36] <ssi> or else one becomes a criminal
[20:04:00] <Jymmm> malcom2073: my bad
[20:04:08] <malcom2073> But yeah, php is crap
[20:04:11] <Jymmm> malcom2073: (All you M's look alike ;)
[20:04:14] <ssi> before you tell me how much better it is in europe, let me remind you that this came about in an effort to move more toward the way europe does things, by short sighted people :)
[20:04:15] <malcom2073> But I still use it too :)
[20:04:40] <Jymmm> _methods: That's 2012, php was mucked up LONG before then.
[20:04:53] <ssi> http://blog.codinghorror.com/the-php-singularity/
[20:04:57] <ssi> someone made a double-claw hammer! :D
[20:05:24] <anomynous_> ssi, i dont know how it is in europe in general... But I think theres a difference in thinking that people who cannot take care of themselves should be taken care of so they can live inside and eat and have clothes
[20:05:39] <anomynous_> and not having teeth rottin in your mouth is part of it
[20:05:43] <ssi> it doesn't matter how you or any one else thinks it should be
[20:05:46] <ssi> I'm talking about how it is
[20:05:49] <anomynous_> sure
[20:05:57] <ssi> and how it is, is that I have to maintain a job in order to not get DESTROYED financially over healthcare
[20:06:10] <ssi> and that causes a lot of pressure to stay firmly planted in a job that's less than ideal
[20:06:19] <ssi> it's certainly not the only thing, but it's a big thing
[20:06:20] <anomynous_> thats nonsense
[20:06:26] <ssi> is it?
[20:06:28] <anomynous_> yes
[20:06:53] <ssi> I pay about $80/month for my company subsidized healthcare right now... friends of mine are paying upwards of $1000/mo for compraable coverage
[20:07:06] <anomynous_> or else your healthcare system is sucking money endlessly, and they just dissapear into healthcare-mouth
[20:07:10] <Jymmm> PLUS co pays
[20:07:16] <ssi> anomynous_: yes, the latter
[20:07:32] <ssi> our healthcare system is ORDERS OF MAGNITUDE more broken than it was before obama took it upon himself to fix it
[20:07:36] <anomynous_> then the private health care must not work
[20:07:37] <anomynous_> ;D
[20:07:48] <ssi> we don't have a private health care system
[20:07:54] <anomynous_> is it public?
[20:08:00] <ssi> in a manner of speaking
[20:08:05] <anomynous_> hm?
[20:08:15] <anomynous_> as in publicly owned
[20:08:32] <ssi> we are required by law to purchase insurance from a small number of providers that provide government-approved plans
[20:08:41] <ssi> crony capitalism is not a free market
[20:08:46] <anomynous_> that much i know, and thats pretty much all i know of it
[20:08:47] -!- LikeVinyl has quit [Ping timeout: 265 seconds]
[20:09:08] <ssi> it is illegal for me to choose my own plan, and it is illegal for me to choose no plan
[20:09:30] <ssi> it's always been structured such that there's a massive financial incentive to get corporate subsidized plans rather than individually-sourced plans
[20:09:34] <ssi> and now it's even worse
[20:10:34] <ssi> lololol
[20:10:35] <ssi> PHP is the Nickelback of programming languages.
[20:10:37] <anomynous_> so what does it mean? If you have lots of $$$ you dont have to pay much
[20:10:45] <anomynous_> but if you dont, its expensive?
[20:11:01] <malcom2073> I like Nickelback
[20:11:02] <malcom2073> fwiw
[20:11:04] <ssi> no, it means if you have zero money, you don't hav eto pay anything
[20:11:12] <ssi> if you have a small amount of money, you have to pay pretty much all of your money
[20:11:20] <ssi> and if you have a lot of money, you have to pay a significant portion of your money
[20:11:42] <anomynous_> so theres no progression
[20:11:44] <malcom2073> Yeah this "affordable" health care shit makes me want to quit my job and live off welfare, I'd be better off
[20:11:52] <ssi> massively better off
[20:12:01] <ssi> just drop off the face of the earth and work under the table
[20:12:02] <anomynous_> try it then
[20:12:05] <anomynous_> :D
[20:12:05] <ssi> taht's about the only way to prosper anymore
[20:12:24] <ssi> either that or somehow become so massively rich that you're insulated from the bullshit
[20:12:29] <ssi> much like the politicians that come up with this crap
[20:12:34] <malcom2073> anomynous_: I have one friend who does, he's quite better off. There's a wage gap between welfare and working. If you're not working, you're making $25 or something an hour
[20:12:42] <malcom2073> If you're working for less than that, you can be better off not working
[20:12:48] <anomynous_> ive come to conclusion, that people never have enough of whatever
[20:12:56] <ssi> yes and it's hard to justify working for even $30/hr vs not working for $25/hr
[20:13:00] <malcom2073> Yeah
[20:13:05] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[20:13:25] <ssi> if you really want to live high on the hog, just poop out a couple kids that you dont' really care about
[20:13:35] <anomynous_> im quite sure no one gets 25$/hr from welfare
[20:13:45] <malcom2073> anomynous_: Health benefits, food benefits, housing benefits, it adds up to about that
[20:13:53] <anomynous_> really
[20:14:04] <malcom2073> Eg: Remove all that, and you have to make $25 an hour to sustain the same level of accomodation
[20:14:06] <anomynous_> you can get many kinds of all of those
[20:14:10] <malcom2073> Exactly
[20:14:12] <anomynous_> and use a lot of money if you wish
[20:14:24] <malcom2073> But!
[20:14:25] <anomynous_> but have you lived off welfare or do you know what you are talking of
[20:14:33] <malcom2073> If you make over like 10 an hour, it all goes away
[20:14:49] <malcom2073> I have.
[20:15:06] <malcom2073> Not actual welfare, but the other misc government programs
[20:15:09] <ssi> "total welfare spending equates to $168 per day for every household in poverty"
[20:15:17] <_methods> man i want to get on welfare
[20:15:22] <ssi> $30.60/hr is what they spend
[20:15:25] <_methods> i've never done unemployment
[20:15:26] <ssi> median income is $25.03
[20:15:32] <_methods> must be nice
[20:15:55] <ssi> spending on federal welfare benefits, if converted into cash payments, equals enough to provide $30.60 per hour, 40 hours per week, to each household living below poverty. The median household hourly wage is $25.03. After accounting for federal taxes, the median hourly wage drops to between $21.50 and $23.45, depending on a household’s deductions and filing status. State and local taxes further reduce the median household’s hourly earnings. By contr
[20:15:56] <malcom2073> It's not nice, it sucks.
[20:16:00] <anomynous_> ssi, thats 21$/hr
[20:16:01] <malcom2073> But it's living
[20:16:13] <_methods> $30/hr
[20:16:18] <_methods> sounds nice for nothing
[20:16:34] <malcom2073> You spend about 8-12 hours a day filling out paperwork, going places, etc to get it done
[20:16:34] <ssi> anomynous_: $168 per day, seven days a week
[20:16:43] <malcom2073> Point is: It's stupid.
[20:16:46] <ssi> that's 5.7 working hours per day calculated on a weekly basis
[20:17:04] <_methods> i've never been without a job
[20:17:04] <anomynous_> everyone cant work, cant get job, are sick, have mental issues, have whatever issues. I doubt youd want to just sit around your home all days doing nothing and think
[20:17:08] <anomynous_> you are having a holiday
[20:17:09] <_methods> i don't even know what it would be like
[20:17:31] <anomynous_> and grin on people while they mock you by talking like you do now ;)
[20:17:31] <ssi> I'd be more than happy to take $30.60/hr to find out how happy I'd be doing nothing
[20:17:38] <ssi> cause I can find ways to entertain myself
[20:17:41] <_methods> hell yeah
[20:17:53] <anomynous_> that would be fun?
[20:17:54] <ssi> that's how I got into the whole "working for a living" thing in the first place
[20:18:01] <_methods> i'm about to get get fired right now
[20:18:03] <ssi> I go home and do a bunch of things that other people consider a job
[20:18:03] <anomynous_> well then its all yours to do. You do have welfare, dont you?
[20:18:04] <anomynous_> :D
[20:18:17] <ssi> it's very very very hard to get welfare when you're a white man
[20:18:23] <malcom2073> ssi: +1, What I do for my job, I also do for fun heh
[20:18:24] <anomynous_> ...
[20:18:28] <ssi> they just sort of assume that we can and will work
[20:18:39] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[20:19:12] <anomynous_> well, if theres too many people on welfare, obviously it cant work
[20:19:20] <ssi> obviously
[20:19:43] <ssi> But the 109,631,000 living in households taking federal welfare benefits as of the end of 2012, according to the Census Bureau, equaled 35.4 percent of all 309,467,000 people living in the United States at that time.
[20:19:47] <anomynous_> we are having issues with it. But I'm not against it. There just has to be ways to get around problems ;)
[20:19:48] <ssi> so define "too many"?
[20:20:05] <malcom2073> I don't know the solution, I wish I did, but I don't
[20:20:12] <anomynous_> theres no hard definition and i dont want to invent one now
[20:20:12] <ssi> that's just welfare, doesn't include other entitlement spending such as social security, medicare, etc
[20:20:36] <ssi> In 2013, according to the Census Bureau, there were 105,862,000 full-time year-round workers in the United States -- including 16,685,000 full-time government workers. These full-time workers were outnumbered by the 109,631,000 whom the Census Bureau says were getting benefits from means-tested federal programs -- e.g. welfare -- as of the fourth quarter of 2012.
[20:20:49] <_methods> you just have to make the free handouts more inconvenient than actual work
[20:20:54] <_methods> only solution i know of
[20:20:57] <ssi> so there was ~90 million private sector employees
[20:21:14] <_methods> piss tests would be a good start
[20:21:16] <ssi> and 117 million publically funded people one way or another
[20:21:17] <malcom2073> _methods: That would cost money though
[20:21:19] <_methods> if i have to take one to keep a job
[20:21:20] <malcom2073> and nobody wants to pay money to save money
[20:21:24] <_methods> they need to take them to get free money
[20:21:43] <anomynous_> _methods, we have "työkkäri"
[20:21:44] <anomynous_> ;D
[20:21:54] <_methods> that sounds dangerous
[20:22:04] <_methods> is that where you stab yourself in the stomach
[20:22:54] <anomynous_> it buys trainings and makes people go to courses and apply for jobs. If theres stuff a person can do for a decent amount of money so that he would make living off of it, then it is decent to expect one to do it.
[20:23:21] <anomynous_> and if you dont want to, then you lose your priviliges for a period of time
[20:23:22] <ssi> yea we don't have that, because doing that would be racist or somtehing
[20:24:38] <_methods> yeah we all have guns but we can't hurt each others feelings
[20:24:51] <anomynous_> they cant make you take any job at all. If you have a training, the job has to do with what you have schooled for.
[20:25:02] <anomynous_> and they dont assign you jobs. They can make you apply.
[20:25:24] <ssi> so what do you do with the people who refuse to have any training or education in any field
[20:26:07] <andypugh> My sister, a vegetarian, had a hard time turning down a job from the local chicken processing plant when she was unemployed.
[20:26:28] <anomynous_> you can lose your työttömyyskorvaus (unemployment payment or something) for a period of time.
[20:27:03] <_methods> you lose your dinosaur?
[20:27:03] <ssi> andypugh: is vegetarianism a disability now? :P
[20:27:06] <irontree9> I am a Vegan and also have turned down jobs.
[20:27:09] -!- LikeVinyl has quit [Ping timeout: 265 seconds]
[20:27:17] <_methods> tyottomyyosaurus
[20:27:21] * ssi is allergic to work, gibborz benefits
[20:27:29] <anomynous_> theres defined some minimum amount of money that is needed for living. It can be gotten from sossu (social services or something. ;)... You have to apply for it and have _all_ of your shop tickets and bank account data and everything
[20:27:43] <_methods> i need to move to your country
[20:27:46] <anomynous_> ;D
[20:27:51] <anomynous_> then you need to pay a lot of taxes
[20:27:51] <andypugh> ssi: No. And the DSS didn’t consider it a valid reason not to take a job gutting chickens.
[20:28:01] <ssi> I wouldn't expect them to
[20:28:04] <anomynous_> taxing is progressive
[20:28:10] <anomynous_> for income tax
[20:28:30] <ssi> give me money because I can't find a job! oh really? here's a job. But... I don't want that job, I'm allergic to work.
[20:28:32] <andypugh> anomynous_: So, when did you last see the sun?
[20:29:00] <_methods> hahah it's 75f here now
[20:29:09] <ssi> only 72 here
[20:29:09] <_methods> supposed to be 80 on xmas
[20:29:16] <irontree9> I am allergic to working and losing money.
[20:29:40] <_methods> santa gonna have to wear some shorts
[20:29:43] <irontree9> oh and broken cnc machines, sends me into a sneezing fit lol
[20:29:45] <anomynous_> andypugh, today i think? Not sure. I'm inside when i work. Sun goes up here. Up north theres polar night
[20:29:54] <anomynous_> finland isnt very cold
[20:30:03] <anomynous_> theres warm stream next to norway
[20:30:14] <anomynous_> golf stream
[20:30:18] <andypugh> Finland has always been pretty cold when I have been there. Like -40C
[20:30:24] <anomynous_> ;D
[20:30:27] <anomynous_> youve been up north
[20:30:35] <anomynous_> and its very cold if its -40
[20:30:51] <anomynous_> -20 is normal... and around 0 is normal for where i live
[20:30:56] <anomynous_> theres no snow now
[20:31:03] <anomynous_> a bit maybe
[20:31:12] <anomynous_> im in helsinki
[20:31:59] <andypugh> I normally go to Rovaniemi. And -40 was so cold even the locals were complaining.
[20:31:59] <anomynous_> http://www.kelikamerat.info/kelikamerat
[20:32:05] <anomynous_> heh
[20:32:28] <anomynous_> -40 is really not normal cold here
[20:33:37] <andypugh> http://www.kelikamerat.info/kelikamerat/Lappi/Rovaniemi/tie-4/vt4_Napapiiri Only -18 at the moment
[20:34:02] <anomynous_> thats more normal
[20:34:03] <anomynous_> ;D
[20:34:23] justanotheruser is now known as middayscience
[20:34:29] toner_ is now known as ink
[20:35:04] <anomynous_> in siberia russia it can be very cold, but air is drier than in finland. Never been there, but I heard so from an ex co-worker. ;)
[20:35:13] <anomynous_> dry air makes the air not feel so cold
[20:35:19] <ssi> and not so hot
[20:35:28] <ssi> the takeaway is that water is the enemy :)
[20:35:29] <irontree9> less thermal mass
[20:35:37] middayscience is now known as justanotheruser
[20:39:58] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[20:44:00] -!- bennylope has quit [Quit: ZNC - http://znc.in]
[20:46:09] -!- b_b has quit [Remote host closed the connection]
[20:49:31] * JT-Shop is done!
[20:53:53] <irontree9> Why would a stepper motor stall in the mid range of speed??
[20:56:55] <MrSunshine> mid range resonance :P
[20:57:00] <MrSunshine> read up on it =)
[20:57:39] <irontree9> ugg doesn't sound fun
[20:57:43] <irontree9> thanks though
[20:57:46] <MrSunshine> midband resoance maybe its called
[20:58:04] -!- skunkworks has quit [Quit: Leaving]
[20:58:09] <MrSunshine> its a problem with steppers, some put dampeners on them etc like a flywheel)
[20:58:40] <irontree9> Does explain the semi-random nature of the stalling.
[20:58:51] <irontree9> only happens on 2 axises
[21:00:46] -!- sttts has quit [Quit: ZNC - http://znc.in]
[21:01:04] <MrSunshine> can be resonance in the screws if you have that etc also
[21:01:15] <MrSunshine> if they start to vibrate to much they could bind momentarily
[21:01:28] <XXCoder> that happened on my machine
[21:01:36] <XXCoder> I just set max speed below where it happens
[21:01:48] <MrSunshine> i get vibrations in the ballscrews at some areas of the machine
[21:07:14] -!- MrSunshine_ [MrSunshine_!~mrsun@c-393de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[21:07:39] <irontree9> all three axis have the same motor. The y-axis behaves perfectly but it does have a real long drive shaft on it. The x-axis, with the same settings, stalls at mid range with high vibration. Th x-axis has a short drive shaft. The z-axis stalls at high speeds but that was a easy fix.
[21:07:40] -!- MrSunshine has quit [Read error: Connection reset by peer]
[21:07:53] <irontree9> really think a fly wheel will help?
[21:08:01] <MrSunshine_> gaaah stupid computer
[21:08:17] <MrSunshine_> battery is dead and power cable is poor ... instant death on glitch :P
[21:08:28] <MrSunshine_> irontree9: look at the dampeners they use
[21:08:33] <JT-Shop> irontree9: more voltage would be a big help
[21:08:40] <MrSunshine_> its not just a fly wheel .. it usaly has balls or someting in them =)
[21:09:12] <MrSunshine_> irontree9: if it stalls at high speeds you are above the speed you can use =)
[21:09:33] <MrSunshine_> i CAN run my machine at like 6m/min but it randomly stalls due to massive torque loss
[21:09:41] <MrSunshine_> so i run it at max 3.6m/min
[21:10:13] <MrSunshine_> irontree9: what drivers and voltage do you use ?
[21:10:26] <MrSunshine_> and what microstep settings ?
[21:10:42] <MrSunshine_> i think higher microstep settings lessen internal vibrations in the motors .. or atleast moves it
[21:11:32] <irontree9> I am at 24volts 36volts is the max the controller can handle
[21:11:53] <irontree9> using 1/1 micro stepping
[21:12:34] <irontree9> ill try 1/4 microstepping in the controller to see if that helps
[21:13:02] <MrSunshine_> full steps are horrible
[21:13:49] <irontree9> okay testing now :)
[21:14:19] <MrSunshine_> remember you need to configure linuxcnc to use it also :P
[21:14:37] <irontree9> yeah doing that now. all my calibrations are out the window :)
[21:16:33] <irontree9> Oh wow huge difference at 1/4
[21:16:38] <irontree9> nice and smooth
[21:16:56] <MrSunshine_> yeah, never use full steps =)
[21:17:12] <irontree9> Lessoned learned :)
[21:17:15] -!- jduhls has quit [Ping timeout: 255 seconds]
[21:17:15] <irontree9> lesson
[21:20:00] <ssi> yes. just don't fall into the trap thinking that microstepping improves precision
[21:20:05] <ssi> microstepping improves resonance
[21:20:22] <MrSunshine_> isnt it down to 1/4 about its imporves precision also ?
[21:20:24] <MrSunshine_> or is it 1/8 ?
[21:20:36] <MrSunshine_> after taht the sticktion will kill the benefits
[21:20:41] <ssi> microsteps don't tend to be remarkably evenly spaced or repeatable
[21:21:18] <MrSunshine_> well its better to be 1/4 of a mm of than 1mm off :P
[21:21:28] <irontree9> lol
[21:21:53] <ssi> point being that if you have a machine that's 0.02mm/step, and you run 1/10 microstepping, that doesn't mean you suddenly have a machine that can hold 0.002mm
[21:22:21] <MrSunshine_> no, but even if it holds 0.01mm its stilla lot higher precision than 0.02 =)
[21:22:49] <MrSunshine_> even tho the 0.008mm is an error =)
[21:27:15] <irontree9> It is running so much smoother at 1/4 micro step and no stalling. Now the bolts will stop rattling lose :)
[21:27:39] <MrSunshine_> haha =)
[21:28:12] <MrSunshine_> yeah, remember that steppers cogg themselfs forward .. 200 cogs or so per revolution depending on the stepper and it snaps in place when energized
[21:28:40] <MrSunshine_> and it has a mass .. so vibrations .. and probably will overshoot some when it snaps and rock back and forth for each step also
[21:31:21] <irontree9> Oh sometimes it would just change directions completely for a split second. Didn't look good in some of the mill cuts.
[21:32:52] <irontree9> Now the machine sounds less like a weed waker and more like retro robot.
[21:33:42] <MrSunshine_> sounds like lost steps then it snaps backwards or something
[21:35:38] <MrSunshine_> guess i got lucky .. my machine has gone without errors for 8 hours straight sometimes =)
[21:35:42] <MrSunshine_> or im a hell of a builder :P
[21:36:10] <irontree9> Well if my machine keeps running this smooth, I don't see any problems
[21:36:28] <irontree9> have a 3d cut I want to try but it will take some time
[21:37:46] <MrSunshine_> waiting for my new leadscrews now =) upgrading to 10mm pitch insted of 5mm =)
[21:38:00] <MrSunshine_> ive got torque up the whazoo with the 5mm so 10mm shouldnt be a problem =)
[21:41:08] -!- motioncontrol has quit [Quit: Sto andando via]
[21:44:22] -!- Camaban has quit [Ping timeout: 256 seconds]
[21:44:26] <andypugh> Fascinating idea…
http://www.gizmag.com/pumptube-self-inflating-inner-tube/40902/
[21:56:25] <cradek> wow, that's wonderful
[21:57:04] <Deejay> gn8
[21:58:36] -!- Deejay has quit [Quit: bye]
[21:59:02] -!- gonzo_nb [gonzo_nb!~gonzo@92.6.244.28] has joined #linuxcnc
[22:00:16] <andypugh> My only concern is whether it adds to rolling resistance/
[22:01:19] <cradek> it must, but not much
[22:01:24] <cradek> I bet
[22:02:06] <cradek> do you think pumps forever and the pressure-regulating valve stem lets the excess out?
[22:02:08] <andypugh> Considering that some folk go for super-thin tubes to cut rolling resistance, it might be too much for some.
[22:02:27] <cradek> yeah I bet it's not for them
[22:02:42] <andypugh> I think it stops pumping when at pressure, rather than venting.
[22:02:44] <cradek> for the commuter who wants zero maintenance
[22:03:17] <andypugh> I got a nail through the tread and out the side-wall of the tyre cycling home from work this evening. I don’t think it would have helped there.
[22:03:28] <cradek> nope
[22:04:56] <andypugh> I find myself wanting to solve my problem with a Hirth joint. Not because it is sensible, but because I want to know if I can make one.
[22:04:59] <Magnifikus> grrr i hate gmoccapy for non 800x600 working :/
[22:05:09] <JT-Shop> flat tires is how I got my road bike
[22:05:17] <JT-Shop> the guy didn't have a pump
[22:05:23] <andypugh> Magnifikus: It’s all Glade, you can edit the layout to suit yourself.
[22:05:41] <Magnifikus> yeah will need todo that :)
[22:05:58] <Magnifikus> but the bottom bottoms stack up, the code editor looks mhh etc :)
[22:06:02] <Magnifikus> so alot of work
[22:06:29] <Magnifikus> but that 12" ibm pos thingy was tooo tempting
https://www.dropbox.com/s/wcfmju9mo33mzpp/2015-12-15%2018.44.22.jpg?dl=0
[22:06:43] <JT-Shop> Magnifikus: there are other touch screen uis
[22:07:01] <Magnifikus> yeah but they dont look so nice
[22:07:08] <cradek> touchy was designed to work with any screen size
[22:07:22] <Magnifikus> after setting dpi yep :)
[22:07:23] <JT-Shop> I want functional not pretty
[22:07:50] <cradek> I like to keep a vase of flowers on top of the control panel, and then I don't have to worry about pretty so much
[22:08:12] <JT-Shop> that's a good idea
[22:08:21] <cradek> I also have rose-colored glasses that I can use in a pinch
[22:08:49] <Magnifikus> hey it needs to be pretty so i dont get mad comments about putting that cnc next to a clean room for chip bonding
[22:08:59] <Magnifikus> (that nobody uses)
[22:12:30] <Magnifikus> btw anyone got experience with this old isels? wondering how fast i can push it (2Amp Nema23 steppers with 5mm/rev) currently running at 1800mm/min max
[22:13:00] -!- phillcarter has quit [Remote host closed the connection]
[22:13:25] -!- FinboySlick has quit [Quit: Leaving.]
[22:13:26] <Magnifikus> or just try to max it until stall and then half the speed
[22:15:54] <andypugh> So, I am looking to see if anyone has an idea I haven’t thought of yet.
[22:15:55] <andypugh> https://picasaweb.google.com/lh/photo/Jh6H2RMiSBmV--42Crr7F9MTjNZETYmyPJy0liipFm0?feat=directlink
[22:16:02] <andypugh> The red pulley already exists.
[22:16:17] -!- anomynous [anomynous!~anomynous@176-93-66-248.bb.dnainternet.fi] has joined #linuxcnc
[22:16:20] <andypugh> You might note that it can’t actually be assembled as-drawn
[22:16:50] <andypugh> The beige casting exists
[22:17:02] <andypugh> The hole in the casting doesn’t exist
[22:17:20] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[22:18:25] <enleth> I just came up with a funny idea for a spindle RPM readout - there's hardly anywhere to put a Hall effect or optical sensor on the Bridgeport's spindle as it's fully encased in the quill, which in turn fully retracts into the head. A sensor assembly would have to be mounted on the nose cap and the wires would dangle outside the head. However -
[22:18:53] <andypugh> I need the force pulling the screw taper in to be a lot more than the bearing preload, so one semi-obvious idea won’t work
[22:18:56] -!- anomynous_ has quit [Ping timeout: 256 seconds]
[22:18:58] <enleth> - there is a lot of space on the side of the locknut, and enough space on the nose cap to attach dwo strong magnets.
[22:19:26] <enleth> Which should be enough at typical RPM to inductively power an MSP430 and a row of LEDs forming a POV display on the locknut
[22:19:51] <enleth> *two
[22:21:46] <andypugh> enleth:
https://pico-systems.com/bridge_spindle.html
[22:25:59] <enleth> andypugh: that's the lower gear, the one that meshes directly with the splines on the spindle, right?
[22:26:13] <andypugh> I have no idea
[22:26:26] <enleth> ok, it must be
[22:26:26] <andypugh> I have never even seen a Bridgeport
[22:26:35] <andypugh> (plenty of clones)
[22:27:13] <enleth> nice idea, those sensors should be able to handle being completely covered with grease, being used inside car transmissions
[22:28:25] <Magnifikus> if the grease is passive
[22:28:33] <andypugh> Yes, the sensors are a very good starting point
[22:28:41] <gregcnc> Any idea what the smallest tooth width those sensors are compatible with? I'm guessing ~2mm like one of the others.
[22:28:42] <Magnifikus> if its full of metal particles you got other problems
[22:29:19] <andypugh> I used some myself:
https://picasaweb.google.com/lh/photo/PFAEpaUnMPK9gHd_Ib-LuNMTjNZETYmyPJy0liipFm0?feat=directlink
[22:29:38] <Magnifikus> A Hall-effect switch typically
[22:29:38] <Magnifikus> operates at up to a 100 kHz repetition rate
[22:29:44] <enleth> I might use that, but a POV display on the locknut is just so cool I have to see if it's viable
[22:30:06] <andypugh> You could use the same sensor looking at nut corners
[22:30:21] <andypugh> But, really, you want quadrature and index
[22:30:30] <enleth> andypugh: for position,
[22:30:32] <andypugh> Then you can do rigid tapping, for eample
[22:30:33] <enleth> I do.
[22:30:45] <enleth> andypugh: for RPM indication for the operator, not necessarily
[22:31:03] <enleth> So I might just as well have both, I guess
[22:31:46] <andypugh> If you have quadrature then the speed comes free.
[22:32:09] <andypugh> single-tooth threading on a mill:
https://youtu.be/i4fTythQj5s?t=1m
[22:32:56] <enleth> Seen that
[22:33:54] <andypugh> Well, you need quadrature and index to do that. Not that anyone ever does, as far as I know. But there wasn’t room for a thread mill.
[22:34:12] <cradek> wow
[22:34:15] <enleth> Seriously though, I do see the utility of having a proper position readout and the idea you linked to is probably the best way to do that
[22:35:00] <cradek> that's quite the threadcutting
[22:35:32] <andypugh> It’s still working just fine, too.
[22:36:07] <cradek> I still squee about our tapping and threading capabilities
[22:36:10] <gregcnc> so that's how you use g33 in a mill, was this common before helical interpolation?
[22:36:11] <andypugh> Though I should probably check if it is still tight, I do have a hint of lash in my X
[22:36:13] <enleth> But still, "hey look there's a friggin' RPM number floating on the spindle tip of my mill" is something I can't pass up on
[22:37:04] <andypugh> enleth: You can do that from HAL. Potentially on an LCD that also tells you spindle temperature. Once the speed is in HAL you could even send it to your smart-watch
[22:37:35] <enleth> andypugh: I am perfectly aware of that
[22:37:36] <andypugh> gregcnc: I have a feeling that about 1 person in the world has ever done that :-)
[22:38:01] <gregcnc> It's in my Emco Fanuc manual
[22:38:28] <enleth> andypugh: wanna bet that I'd still get more YT views with the rotation-powered POV display than with that? ;)
[22:38:38] <andypugh> Is it now? OK, so yet another of my brilliant inventions that I invent second :-)
[22:39:42] <gregcnc> I guess I didn't look close enough it says "with a boring or facing head" Fanuc 0M
[22:41:31] <andypugh> enleth: Are you talkoing about a row of LEDs tha scan out rpm like those clocks or car wheels?
https://youtu.be/i4fTythQj5s?t=1m
[22:42:23] <enleth> andypugh: wrong link, but yes, I am talking about that
[22:42:26] <andypugh> gregcnc: I used a boring/facing head
[22:42:56] <enleth> so one vertical row of LEDs on the side of the locknut, scanning out the RPMs on the front while it's running
[22:43:00] <gregcnc> yes I saw, I wouldn't have been surprised if I RTFM
[22:43:50] -!- chillly has quit [Quit: Ex-Chat]
[22:44:27] <gregcnc> that part would have needed a long extension to thread mill otherwise
[22:45:36] <andypugh> Though, in theory (I dodn’t bother) I could have done it full CNC, my boring head has a special trick:
https://picasaweb.google.com/lh/photo/1gX6p3sVta2YivGyk8rrX9MTjNZETYmyPJy0liipFm0?feat=directlink
[22:46:56] <enleth> nice
[22:47:10] <enleth> andypugh: is that an oil level check window on the front of the head?
[22:47:50] <andypugh> It is. It leaks at the moment too. And is 50 years old, and opaque.
[22:48:13] <enleth> Glued in?
[22:48:18] <andypugh> Yes.
[22:48:27] <andypugh> I need to pop it out and re-glue.
[22:48:44] <andypugh> But it’s not top priority
[22:48:57] <enleth> Get a new one cut in polycarbonate maybe if you're draining the head anyway
[22:48:57] <andypugh> Anyone looking for a boring and facing head?
[22:50:11] <enleth> Me - not right now, but I would if it weren't for the lack of funds.
[22:50:29] <enleth> Though an indexing head with a tailstock is probably going to come first.
[22:50:43] <andypugh> http://www.ebay.co.uk/itm/Wohlhaupter-UPA4-13985-MO-5XL-Universal-Boring-Facing-Head-Used-CNC-/201469406059?hash=item2ee8832b6b:g:1UwAAOSw37tWCXhs
[22:51:14] <enleth> What shank is that?
[22:51:31] <enleth> Looks way too big for my mill anyway
[22:51:37] <andypugh> That’s an enormous morse taper. And it is integral to the body, but it would be possible to machine it off to suit the standard interchangeble shanks
[22:51:55] -!- skorasaurus has quit [Ping timeout: 240 seconds]
[22:52:08] <andypugh> That’s a pretty decent price, I think.
[22:52:12] <enleth> *if* the rest is not worn so bad that it's not worth the cost and hassle
[22:52:46] -!- sheppard has quit [Remote host closed the connection]
[22:52:56] <andypugh> But I just saw the baby of the family and I am tempted:
http://www.ebay.co.uk/itm/Wohlhaupter-UPA-1-/321950855129?hash=item4af5c42fd9:g:8mwAAOSw~otWcYVD
[22:53:14] <andypugh> They don’t get used enough to wear out, I don’t think.
[22:53:34] <andypugh> And they are beautifully made. My UPA4 is simply the most nicely-made thing I have ever handled.
[22:54:05] <andypugh> I can’t use it on any of my machines, but can’t bear to part with it :-)
[23:05:23] -!- micges has quit [Read error: Connection reset by peer]
[23:09:53] <JT-Shop> if it is sunny tomorrow I think I go ride one of the bikes
[23:10:02] <JT-Shop> I'll
[23:10:38] <Tom_itx> http://www.intellicast.com/National/Radar/Current.aspx?region=default
[23:10:40] <JT-Shop> high of 46°F tomorrow
[23:10:41] <Tom_itx> you might get to
[23:10:53] <JT-Shop> I got it done!
[23:11:49] <JT-Shop> couple of minor things to get done but 99.9999% done with siding
[23:13:39] <Tom_itx> too chilly to paint
[23:13:44] <Tom_itx> better go for a long ride
[23:17:55] <JT-Shop> painting is done
[23:18:39] -!- micges has quit [Remote host closed the connection]
[23:19:03] -!- Skunkworks has quit [Ping timeout: 252 seconds]
[23:19:09] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[23:19:26] -!- SEL has quit [Client Quit]
[23:20:02] -!- Camaba has quit [Quit: Leaving]
[23:23:46] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:33:54] -!- gonzo_nb has quit [Remote host closed the connection]
[23:39:18] amnesic_away is now known as amnesic
[23:42:03] -!- chris_99 has quit [Quit: Leaving]
[23:43:13] -!- micges has quit [Quit: Wychodzi]
[23:44:06] <enleth> andypugh: oh, about that rigid threading - the spindle motor is just driven at a hopefully constant speed and the Z axis movement is adjusted on the fly to match whatever RPM fluctuations happend to occur, right?
[23:48:26] <andypugh> Yes, sort-of. The Z-axis is “slaved” to the spindle rotation
[23:52:57] <enleth> OK, that makes sense, at slow speed it should be rather easy to keep up.
[23:53:41] <JT-Shop> you can turn the spindle by hand and it will follow
[23:54:14] <enleth> Heh, nice. Logical, though, when you think about it.
[23:56:23] <enleth> Oh, another thing I've been thinking about regarding my bridgeport - as I've got both a VFD and a working (if a little worn) varispeed drive, I guess I will try to make some kind of spindle speed governor that uses both mechanisms to be able to adjust output torque as well as speed
[23:56:34] <JT-Shop> I've been waiting a long time to see this
http://gnipsel.com/images/shop/Siding16.jpg
[23:56:49] <enleth> JT-Shop: you mean the floor?
[23:57:10] <JT-Shop> yea, there was a pile of siding there for months
[23:57:22] <enleth> I know the feeling, spend the whole afternoon cleaning up the shop
[23:57:37] <enleth> but it's pristine now
[23:57:43] <JT-Shop> I've been putting siding up and painting for a month I think
[23:57:55] <enleth> for two days tops
[23:58:00] <JT-Shop> should have done it back in 2010 when I built the shop
[23:58:23] <JT-Shop> from the other day
http://gnipsel.com/images/shop/Siding15.jpg
[23:58:39] <enleth> What's that green thing in the back?
[23:59:00] <JT-Shop> my truck
[23:59:14] <JT-Shop> next to the dozer?
[23:59:59] <enleth> No, first photo.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
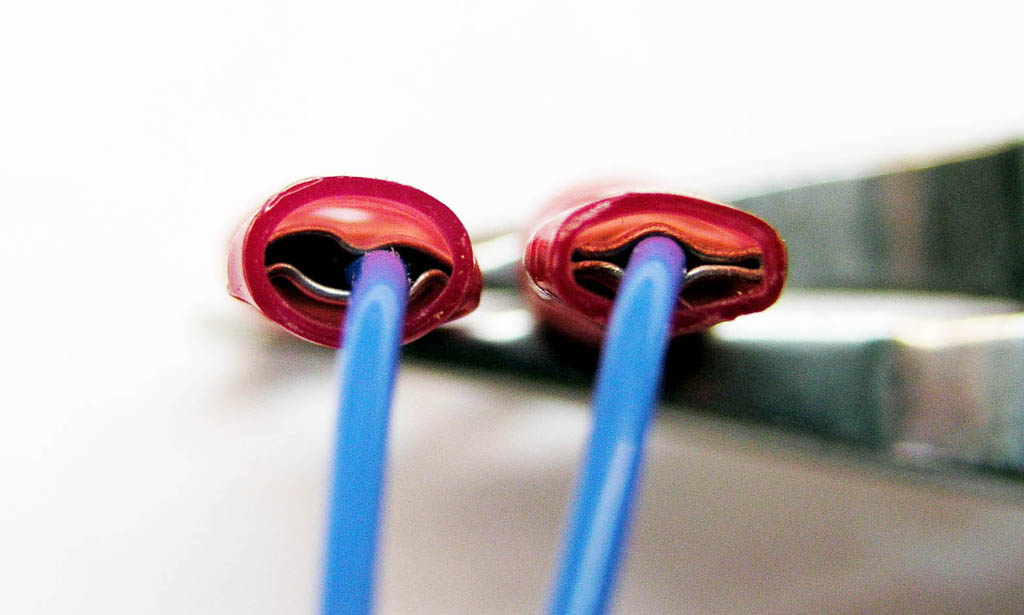{kind=link}
{kind=link}
{kind=link}
{kind=link}
.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}