Back
[00:00:03] <zeeshan|2> Tom "project manager" itx
[00:00:04] <zeeshan|2> :D
[00:01:02] <Tom_itx> i just like learning
[00:01:18] <zeeshan|2> good
[00:01:23] <zeeshan|2> better than playing video games :P
[00:01:32] <Tom_itx> i don't do that
[00:01:35] <andypugh> I spent today wiring and mounting parts:
https://picasaweb.google.com/lh/photo/picihr1TDZpJAjUJA6KlBNMTjNZETYmyPJy0liipFm0?feat=directlink
[00:02:01] <andypugh> This is twice as big as the first box, and still probably should be bigger.
[00:02:01] <Tom_itx> andypugh did you get your brake resistor figured out?
[00:02:08] <Tom_itx> i assume that's what it was...
[00:02:58] <Tom_itx> looks nice n compact
[00:03:28] <zeeshan|2> what is this beautiful setup i see
[00:03:36] <zeeshan|2> massive relay :)
[00:03:39] <andypugh> Using Neutrik speaker connectors for the motor connections.
[00:04:17] <zeeshan|2> whats all this ethernet
[00:04:27] <Tom_itx> it's the new rage
[00:04:28] <andypugh> There are two SSRs under the RJ45 sockets which are under the Neutriks
[00:04:55] <zeeshan|2> what are those cards?
[00:05:00] <andypugh> 8i20
[00:05:16] <zeeshan|2> brushless servo drives
[00:05:16] <zeeshan|2> ah
[00:05:20] <Tom_itx> not too noisy there for them?
[00:05:29] <zeeshan|2> wheres the air flow!
[00:05:32] <andypugh> I think they will be making the noise
[00:05:57] <andypugh> Airflow is why I am thinking I might need more space
[00:06:02] <andypugh> But we will see
[00:06:29] <andypugh> The 8i20 outputs card temp to HAL, so it’s easy to monitor
[00:06:31] <Tom_itx> what's the enclosure from?
[00:06:32] <zeeshan|2> andypugh: youre using the serial interface
[00:06:37] <Tom_itx> or did you make it
[00:06:41] <zeeshan|2> that covers the a b c phase wires?
[00:06:53] -!- Camaban has quit [Quit: Leaving]
[00:06:54] <zeeshan|2> uvw
[00:06:55] <zeeshan|2> whatever :P
[00:07:11] <andypugh> It’s not fuly wired in the photo.
[00:07:35] <zeeshan|2> what made you go with a 8i20
[00:07:38] <andypugh> The main motor cables and their common-mode choke are missin
[00:07:40] <zeeshan|2> vs say a amc drive
[00:08:00] <andypugh> The 8i20 is a perfect for to resolvers
[00:08:09] <andypugh> (perfect fit)
[00:08:20] -!- rob_h has quit [Ping timeout: 246 seconds]
[00:08:21] <zeeshan|2> i dont see any resolver inputs?
[00:08:29] <zeeshan|2> i guess they go to another card
[00:08:33] <zeeshan|2> and you talk over serial?
[00:09:03] <andypugh> To make the motor turn it is literally “net angle hm2_5i24.0.resolver.00.angle => hm2_5i24.0.8i20.0.0.angle
[00:09:31] <andypugh> Instant sinusoidal commutation.
[00:10:14] <XXCoder> is it tool that suck or is he using too high IPM?
https://www.youtube.com/watch?v=7IEzhfKpAbE
[00:12:01] <XXCoder> or too low rpm
[00:13:11] <andypugh> The tool has no relief angle
[00:13:47] <andypugh> But I think his feed is too high, and his rpm
[00:14:19] <XXCoder> autocaptions are basically nonsense so no idea what he speaks lol\
[00:15:49] <andypugh> Are not the autocaptions always nonsense? I tried them on my video and it was convinced I was talking about wrinkled popes
[00:16:00] <XXCoder> lol not always but most times
[00:16:07] <CaptHindsight> why all the hubub about Tormach?
[00:16:08] <XXCoder> best I have ever seen is goverment 60s videos
[00:16:18] <XXCoder> maybe one word error out of 20
[00:16:24] <shaun415> hi
[00:16:27] <andypugh> I do have a voice that computers can basically not understand
[00:16:33] <t12> lol that fly cutter
[00:16:35] shaun415 is now known as shaun413
[00:16:47] <XXCoder> andypugh: really I dont need exact word for word captions
[00:16:51] -!- shaun413 has quit [Changing host]
[00:16:51] -!- shaun413 [shaun413!~shaun@unaffiliated/shaun413] has joined #linuxcnc
[00:16:54] <XXCoder> just same meaning as what youre saying
[00:17:39] <XXCoder> at around less than 1 second timing error
[00:17:48] <andypugh> My parent’s bank went to a phone system where you have to read out your account number. Neither of them can make it understand the way they say the number “four”
[00:18:30] <XXCoder> four = fuck over u' rudeness
[00:21:31] <XXCoder> new one
https://youtu.be/D7Mwk6rbzYs
[00:21:41] <XXCoder> never seen one where lathe controls stock
[00:21:46] <XXCoder> rather than head moving in
[00:21:57] -!- chris_99 has quit [Quit: Leaving]
[00:22:11] <andypugh> Hmm, actually, the autocaptions on my video have got rather better. It still makes no sense at all, but it is less nonsensical nonsense.
[00:22:27] <XXCoder> andypugh: theres tool to edit caoptions
[00:22:31] <XXCoder> wanna see it?
[00:22:57] <andypugh> Can’t bo bothered, why should I care about the Deaf :-)
[00:23:17] <malcom2073> zing
[00:23:26] <andypugh> XXCoder: That lathe is what they call a “Swiss Lathe:
[00:23:37] <XXCoder> aww odd thing though
[00:23:44] <XXCoder> andypugh: 80% of caption users arent deaf
[00:24:25] <XXCoder> http://nomorecraptions.com/ I think, trying it now
[00:24:35] <andypugh> There is a headstock round the back that moves in Z, and then a collet at the front acts like a travelling steady on a conventional lathe.
[00:24:58] <XXCoder> interesting
[00:25:34] <andypugh> They are good at making watch and clock gears, they can make a shaft and wheel on one go.
[00:25:42] <XXCoder> yep above link works
[00:25:46] <XXCoder> it displays video
[00:25:59] <XXCoder> and on right thewres crapcaption and you can edit it below it
[00:26:07] <XXCoder> then you can save it and add it
[00:26:12] <XXCoder> assuming you own video
[00:26:34] <andypugh> https://www.youtube.com/watch?v=ZhICrb0Tbn4 (see if ut makes any sense as it is)
[00:26:48] <XXCoder> okay I will try edit it. lol
[00:28:07] <andypugh> No, I am perfectly happy to edit it, I don;t say that much,
[00:28:25] <XXCoder> sure, just having fun with that site though lol
[00:28:28] <andypugh> It’s just worth seeing the gibberish before it gets over-written
[00:28:37] <zeeshan|2> XXCoder: its a person with abritish accent
[00:28:37] <zeeshan|2> :-)
[00:28:40] <zeeshan|2> that is aL:L!
[00:29:41] <XXCoder> ah SHIFT+ENTER to change captons text
[00:29:48] <XXCoder> I was wondering why my edits didnt take effect
[00:31:33] <andypugh> Hmm, the nomorecraptions site isn’t actually playing the video. Probably a Mac / No Flash thing?
[00:31:50] <XXCoder> maybe
[00:31:54] <XXCoder> linux here
[00:31:59] <XXCoder> abode is killing flash
[00:32:03] <XXCoder> so it will end soon
[00:32:29] <FinboySlick> XXCoder: Well, they renamed it. It isn't dead yet.
[00:32:43] <XXCoder> geez
[00:33:01] <XXCoder> 500 years laters we will have abode flash/whatever new name it is
[00:33:41] <XXCoder> andypugh: heh trying to fix captions from captions text dont really work
[00:34:25] <andypugh> I can imagine it is something of a puzzle
[00:34:41] -!- FAalbers_ [FAalbers_!~Frank@c-50-184-165-61.hsd1.ca.comcast.net] has joined #linuxcnc
[00:35:00] <XXCoder> that site is only one I know of that does NOT require signup
[00:35:17] <XXCoder> is there third party flash for mac?
[00:36:47] <FAalbers_> http://blog.cncking.com/wp-content/uploads/2012/03/1-christmas-tree-cnc.jpg
[00:37:03] <XXCoder> thats nice :)
[00:37:18] <andypugh> Hmm, a zombie tree.
[00:37:21] <XXCoder> I really need to get mine working :( (working but no place to run machine)
[00:38:23] <andypugh> OK, work tomorrow, and I am not doing anything useful here. Goodnight chaps.
[00:38:29] <XXCoder> later
[00:38:39] <FAalbers_> bye andypugh
[00:38:42] -!- andypugh has quit [Quit: andypugh]
[00:39:53] -!- morbo_ [morbo_!~morbo@dyn-21-127.mdm.its.uni-kassel.de] has joined #linuxcnc
[00:41:30] -!- morbo has quit [Ping timeout: 260 seconds]
[00:48:21] -!- FAalbers_ has quit [Quit: Leaving]
[01:08:08] -!- Loetmichel [Loetmichel!~cylly@p54B111E4.dip0.t-ipconnect.de] has joined #linuxcnc
[01:08:53] -!- Loetmichel2 has quit [Ping timeout: 246 seconds]
[01:10:00] -!- morbo_ has quit [Remote host closed the connection]
[01:20:17] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[01:20:17] -!- Tecan has quit [Changing host]
[01:20:17] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[01:21:29] -!- FloppyDisk has quit [Ping timeout: 246 seconds]
[01:37:18] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[01:40:18] -!- anth0ny_ has quit [Quit: anth0ny_]
[01:47:21] -!- Roguish has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151029151421]]
[02:01:31] -!- FAalbers has quit [Read error: Connection reset by peer]
[02:01:50] amnesic_away is now known as amnesic
[02:07:46] amnesic is now known as amnesic_away
[02:09:09] -!- basiclaser has quit [Quit: Connection closed for inactivity]
[02:25:44] <CaptHindsight> supposed "automation engineer" put cute little loops into the wires to the servo driver for the power, motor windings and encoders all in parallel on a 10HP VMC
[02:26:22] <CaptHindsight> I guess he knew learned about how inductors and transformers work
[02:26:31] <CaptHindsight> knew/never
[02:26:33] <PetefromTn_> wassamatta you don't like cute little loops ;)
[02:26:42] <zeeshan|2> PetefromTn_: where you been :P
[02:26:52] <PetefromTn_> whaddya mean?
[02:27:01] <zeeshan|2> havent seen you talk much :P
[02:27:06] <CaptHindsight> been BUSY
[02:27:07] <PetefromTn_> been online most of the day
[02:27:10] <zeeshan|2> o
[02:27:18] <PetefromTn_> was runnning machine too
[02:27:22] <PetefromTn_> most of the day
[02:27:28] <zeeshan|2> sweet
[02:28:16] <CaptHindsight> https://www.youtube.com/watch?v=lpEidTa5nPU
[02:33:53] <zeeshan|2> :)
[02:33:55] <zeeshan|2> blaaaaaaaaaaaaaah!
[02:48:10] -!- anth0ny_ has quit [Quit: anth0ny_]
[02:48:55] -!- anth0ny_ has quit [Client Quit]
[03:03:48] <PetefromTn_> Man I suck at taking pictures
[03:06:00] <zeeshan|2> ?!?
[03:12:22] <PetefromTn_> aah I just have a hard time taking GOOD pictures of the stuff I make is all...
[03:13:02] -!- jthornton has quit [Read error: Connection reset by peer]
[03:13:03] -!- JT-Shop has quit [Read error: Connection reset by peer]
[03:13:38] -!- jthornton [jthornton!~john@172.243.160.48] has joined #linuxcnc
[03:13:39] -!- JT-Shop [JT-Shop!~john@172.243.160.48] has joined #linuxcnc
[03:16:35] -!- tinkerer has quit [Remote host closed the connection]
[03:17:06] <zeeshan|2> cellphone camera sux :P
[03:17:09] <zeeshan|2> need a real camera!
[03:17:14] <zeeshan|2> i almost bought one
[03:17:26] <zeeshan|2> but then had to spend my money on winter jacket :{
[03:18:56] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[03:23:04] -!- skunksleep has quit [Ping timeout: 245 seconds]
[03:24:02] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[03:25:52] <shaun413> hi
[03:29:42] <PetefromTn_> I have a decent digital camera actually the cellphone seems to take better picture
[03:30:03] <zeeshan|2> then the digital camera isnt decent :P
[03:33:05] -!- skunksleep has quit [Ping timeout: 245 seconds]
[03:34:08] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[03:39:28] <PetefromTn_> well when I take pictures of anything BUT my parts they look fantastic...
[03:47:42] <Jymmm> anomynous_: ???
[03:48:39] -!- skunksleep has quit [Ping timeout: 260 seconds]
[03:49:13] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[04:02:42] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[04:08:21] -!- sumpfralle has quit [Quit: Leaving.]
[04:10:18] <trentster> PetefromTn_: 95% of the struggle of taking good photos is more about lighting than the camera used
[04:12:55] <Jymmm> Loetmichel: Why is there witch riding a broom on a Christmas work? That's some German thing, aint it ;)
http://dxf-world.de/en/weihnachten-14.html
[04:13:48] <Jymmm> Loetmichel: And dont get me started on pronouncing this
https://translate.google.com/#de/en/Weihnachtsaufsteller
[04:20:59] -!- AR_ has quit [Ping timeout: 245 seconds]
[04:30:54] <Tom_itx> PetefromTn_ you didn't try using side lighting?
[04:31:02] <Tom_itx> with daylight bulbs did you?
[04:31:26] <PetefromTn_> yeah I have tried different lighting. I dunno..
[04:31:36] <PetefromTn_> I will try again tomorrow after work.
[04:31:39] <Tom_itx> send me one of your parts and i'll take a good pic of it
[04:31:39] <PetefromTn_> Gn8
[04:32:03] <PetefromTn_> I appreciate the offer but I need to figure this out myself. Thanks Tom
[04:32:29] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[04:33:27] -!- nofxx has quit [Ping timeout: 260 seconds]
[04:33:54] -!- nofxx [nofxx!~nofxx@177.106.33.237] has joined #linuxcnc
[04:33:55] -!- nofxx has quit [Changing host]
[04:33:55] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[04:37:59] <anomynous_> Jymmm, ?
[04:42:09] <Jymmm> anomynous_: ?¿ 2015-12-06.15:41:37 andypugh: Jymmm “Weird and best ignored”
[04:42:24] <Jymmm> anomynous_: sorry
[04:42:34] <Jymmm> anomynous_: All you A's look alike ;)
[04:43:31] <anomynous_> i just woke up. when was this?
[04:43:46] <Jymmm> anomynous_: It was andy, not you, my bad
[04:45:07] -!- FAalbers [FAalbers!~Frank@c-50-184-165-61.hsd1.ca.comcast.net] has joined #linuxcnc
[04:45:13] <FAalbers> Hello
[04:45:47] <FAalbers> What do you guys normally for CNC routing . Convebtional or climb cutting ?
[04:50:11] <anomynous_> probably climb
[04:50:31] <anomynous_> but idk if it makes much of a difference.
[04:51:43] <anomynous_> at least steel manual mills have backlash, and thats why its recommended to do conventional. Climbing a cut could yank the backlash
[04:53:06] <anomynous_> climbing makes the cutter sink into the material right away and lessen rub. It is also easier for it to exit the material when the chip is thin. But idk if this applies to wood :)
[04:56:25] <zeeshan|2> climb milling is better in every way
[04:56:31] <zeeshan|2> if you have a rigid enough machine
[04:56:52] <anomynous_> why rigid enough?
[04:57:19] <zeeshan|2> because with climb milling the cutter grabs is getting "grabbed" into the work piece
[04:57:26] <zeeshan|2> with the initial contact force being high
[04:57:41] <zeeshan|2> if you have any backlight or rigidity issues
[04:57:41] <anomynous_> so you mean a flimsy machine could be self-fed by the cutter? ;D
[04:57:47] <zeeshan|2> the cutter keeps banging on the work piece
[04:57:56] <zeeshan|2> in a haramonic manner
[04:58:00] <zeeshan|2> (its not the best description)
[04:58:03] <zeeshan|2> but i tried :P
[05:04:47] <shaun413> hi
[05:07:52] <anomynous_> hi
[05:09:10] -!- theorbtwo has quit [Remote host closed the connection]
[05:12:12] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[05:22:06] -!- Tecan has quit [Ping timeout: 256 seconds]
[05:23:17] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[05:28:08] <FAalbers> I asked about conventional or climb with routing because CamBam has it set to Conventinal as default. But if climb is better, which I also read in other places , I should probably change the default to climb
[05:28:35] <FAalbers> Thanks for the feedback anomynous_ zeeshan|2
[05:29:15] <XXCoder> if I recall, climb do give you smoother finish
[05:31:02] <FAalbers> That's what i read yeah ...
http://makezine.com/2014/03/21/cnc-routing-basics-toolpaths-and-feeds-n-speeds/
[05:32:15] -!- shaun413 has quit [Ping timeout: 260 seconds]
[05:45:14] -!- anth0ny_ has quit [Quit: anth0ny_]
[06:00:01] -!- theorbtwo has quit [Read error: Connection reset by peer]
[06:07:17] <archivist> but the choice is machine dependent too
[06:08:20] <archivist> before you climb make sure you have a rigid machine with no backlash in the screws or ways
[06:11:28] <XXCoder> it it has backlash so on it breaks tool or what>
[06:11:49] -!- archivist_herron has quit [Ping timeout: 245 seconds]
[06:12:13] <archivist> break the tool or job or machine or a combination
[06:15:15] <FAalbers> archivist, It's a pretty sturdy one
http://i00.i.aliimg.com/wsphoto/v0/1852504356_5/CNC-3040-CNC-3040T-DJ-3-Axis-CNC-Milling-Machine-CNC-engraving-machine.jpg
[06:15:36] <XXCoder> looks more or less exact same as mine
[06:16:45] <FAalbers> Spindle Speed 11000 rpm
[06:17:08] <XXCoder> mines 27000 lol
[06:17:25] <FAalbers> You run on lol's ? :P
[06:17:32] <XXCoder> yeah
[06:17:39] <XXCoder> louder the more powerful
[06:17:55] <FAalbers> Level Of Loudness
[06:18:28] <XXCoder> heh seriously though whats your spindle diameter? probably 53mm
[06:19:31] <FAalbers> What was the common name again for the board you put under the work object ??
[06:20:19] <XXCoder> surifical board?
[06:20:20] -!- FinboySlick has quit [Remote host closed the connection]
[06:20:43] <FAalbers> 52mm
[06:21:07] <XXCoder> yeah. mines 43mm so I have to use certain tool
[06:24:21] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[06:25:01] <FAalbers> XXCoder, How do you call that metal biece inside the head that locks the bit. They exist in several sizes no ?
[06:25:08] <FAalbers> piece
[06:25:39] <XXCoder> clamp, but while theres different sizes none would fit
[06:28:21] <FAalbers> What I mean is all the way in the front in the had , the hole and 6 pieces that push on the bit ...
http://g01.a.alicdn.com/kf/HTB1akMrHVXXXXbgXFXXq6xXFXXX2/Factory-outlet-FREE-1-PCS-ER11-chuck-0-3-kw-font-b-spindle-b-font-DC.jpg
[06:28:29] <FAalbers> So that's called the clamp ?
[06:28:47] <XXCoder> the left metal part yes
[06:29:08] <FAalbers> XXCoder, No , not the aluminum block
[06:29:08] <XXCoder> its screw holes do not match any of mine
[06:29:33] <FAalbers> Inside the head , where the bit gets locked !
[06:29:39] <XXCoder> oh
[06:29:47] <XXCoder> er11 clamps
[06:29:55] <FAalbers> All the way in the front of that pcture
[06:29:56] <XXCoder> clamp is pretty generic word
[06:30:12] <FAalbers> Oh , so it IS clamp
[06:30:34] <XXCoder> actyally no
[06:30:36] <XXCoder> collet
[06:30:38] <XXCoder> sorry
[06:30:56] <FAalbers> Ahh !
[06:31:23] <FAalbers> Because Clamp is this no ? ...
http://salecnc.com/catalog/images/clamp65.png
[06:31:36] <XXCoder> yeah
[06:32:49] <FAalbers> So , if I have to buy colletes I'm not sure which ones my Spindle uses
[06:33:16] <XXCoder> you do have spindle correct?
[06:33:52] <XXCoder> it should come with in least one
[06:34:10] <XXCoder> though picture shows I'm pretty sure it uses er11 collets
[06:34:36] <XXCoder> just check size in MM and look for ER collet specs
[06:34:57] <FAalbers> Heh ! Right , I could get it out and read what it is ... Will do that right now. Be cak in a bit :)
[06:35:08] -!- Komzpa has quit [Remote host closed the connection]
[06:35:16] <FAalbers> back
[06:36:05] <XXCoder> http://g02.a.alicdn.com/kf/UT8du5yXclbXXagOFbXq/200055202/UT8du5yXclbXXagOFbXq.jpg
[06:38:05] <XXCoder> this pic is how I figured that er11 would fit my grinder lol
[06:40:06] <FAalbers> XXCoder, You where correct , it's an ER11-4
[06:40:16] <FAalbers> Sorry
[06:40:20] <FAalbers> ER11-A
[06:40:44] <XXCoder> np
[06:40:48] <XXCoder> largest I saw is er32
[06:40:51] <XXCoder> never saw any er50
[06:40:58] <XXCoder> I bet its big
[06:42:25] <XXCoder> wonder if there is any standard above 50 lol
[06:42:29] <XXCoder> er1000 :P
[06:43:16] -!- Miner_48er has quit [Quit: Leaving]
[06:43:20] <archivist> you move to proper tooling after the ER series
[06:43:31] <archivist> face mills etc
[06:43:51] <XXCoder> make sense
[06:44:00] <archivist> cat50 is common on larger machines
[06:44:32] <XXCoder> yeah 3 machines I use at work is CAT50
[06:44:38] <XXCoder> but we dont have any ER50
[06:47:00] <FAalbers> So I guess this is my needed set ! :) ...
http://www.ebay.com/itm/like/251781533042?ul_noapp=true&chn=ps&lpid=82
[06:47:46] <FAalbers> Any better suggestions ?
[06:48:17] <XXCoder> thats around the deal I paid for so should be fine
[06:48:24] <FAalbers> Hmm I can't seem to get mine of the screw ring. Is there a trick in that ?
[06:48:29] <XXCoder> sure theres better less runout ones but well
[06:48:42] <XXCoder> FAalbers: there is "ring" inside to hold on ER11
[06:48:49] <archivist> or get from someone with local shipping if you want quicker delivery
[06:48:58] <XXCoder> just pop it out by pushing in "outside" side of nut
[06:49:16] <XXCoder> after removing tool first of course lol
[06:49:54] <XXCoder> https://www.youtube.com/watch?feature=player_embedded&v=4kvT0dywaF8 jeez
[06:50:02] <XXCoder> lowest possible points mario
[06:53:52] <FAalbers> XXCoder , Can't seem to pop it out, stuck in there
[06:54:17] <FAalbers> Oh , wait
[07:00:58] <FAalbers> Got it out, clmaped it first in the head withoult tool , then released ring , it came out
[07:01:32] <XXCoder> Im sure its called er11 nut but then I was wrong about er11 clamp lol
[07:02:27] <FAalbers> Thanks for all the help ! Learning a bunch here :)
[07:02:32] <XXCoder> np
[07:03:24] -!- ve7it has quit [Remote host closed the connection]
[07:03:36] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:03:52] <Deejay> moin
[07:05:00] -!- automata [automata!~automata_@triband-mum-59.182.179.192.mtnl.net.in] has joined #linuxcnc
[07:05:42] <automata> hi Latest kernel packages for jessie are: linux-image-3.16.0-9-rtai or linux-image-3.16.7
[07:07:16] -!- FAalbers has quit [Quit: Leaving]
[07:22:43] <XXCoder> jeeeeez
[07:22:51] <XXCoder> this is insane
https://www.youtube.com/watch?feature=player_embedded&v=eBReH-lx1MU
[07:27:55] <XXCoder> he defeated lava lizard blind
[07:31:41] -!- maurris has quit [Ping timeout: 246 seconds]
[07:45:08] <automata> i guess the image is named linux-image-3.16.0-9-rtai-686-pae-3.16.7-5linuxcnc_i386.deb
[07:45:21] <automata> so maybe it is both...
[07:49:27] -!- nofxx has quit [Ping timeout: 260 seconds]
[08:00:14] -!- bkboggy has quit [Quit: For Narnia!]
[08:02:52] <XXCoder> im sure one is linux kernel rt version
[08:03:03] <XXCoder> and another is build version of linux dustro
[08:03:06] <XXCoder> could be wrong
[08:15:07] -!- automata has quit [Ping timeout: 260 seconds]
[08:17:55] -!- FloppyDisk has quit [Ping timeout: 260 seconds]
[08:30:07] -!- maurris has quit [Client Quit]
[08:52:32] -!- vapula [vapula!~rolland@195.25.189.2] has joined #linuxcnc
[08:57:44] -!- morbo [morbo!~morbo@dyn-21-127.mdm.its.uni-kassel.de] has joined #linuxcnc
[09:16:53] <XXCoder> interesting
https://youtu.be/clPOtWfgFl4
[09:24:31] -!- rob_h [rob_h!~robh@90.203.249.42] has joined #linuxcnc
[09:53:53] <trentster> any AU users here?
[09:54:24] <trentster> and I dont mean gold ;-)
[09:56:48] <XXCoder> I dont have any Au nor any AU users here
[09:58:08] <trentster> XXCoder: That comment was pure AU :P
[09:58:32] <XXCoder> You sure it's not Pb?
[10:00:54] <trentster> hehehe
[10:01:01] <trentster> so is your machine up yet?
[10:01:17] -!- RoyBellingan [RoyBellingan!~roy@195.189.129.21] has joined #linuxcnc
[10:05:12] <archivist_herron> foolsAu
[10:05:15] -!- morbo has quit [Ping timeout: 260 seconds]
[10:05:56] <trentster> archivist: nice one!
[10:06:00] <trentster> :-)
[10:07:43] <trentster> If any AU reader reads this - I would like a recommendation of coolant additive brand available in Australia for water cooled Spindle use?
[10:07:54] -!- Timbo [Timbo!~tma@cpc5-sgyl28-2-0-cust125.sgyl.cable.virginm.net] has joined #linuxcnc
[10:08:11] <XXCoder> heh
[10:08:46] <XXCoder> trentster: maybe try research see what would work?
[10:09:19] <XXCoder> in tangent - what i always wanted was Tungesin "movie gold bar" shaped metal
[10:09:39] <XXCoder> show people how heavy it would be as tungesin is close to gold in density
[10:10:00] <trentster> XXCoder: yeah I always like to get a recommend from someone who has actually used it, I would hate to mess up my spindle
[10:10:07] <XXCoder> indeed
[10:10:43] <trentster> xxcoder get a tungsten bar milled then gold plate it
[10:10:57] <XXCoder> I dont want gold plate really
[10:11:06] <trentster> it would look nicer
[10:11:15] <XXCoder> sure but I dont want to fake bar
[10:11:41] <XXCoder> I want real Tungesin bar not fake gold bar heh
[10:11:50] <trentster> sure I would opt for the real thing as well, except my wallet does not concur ;-)
[10:11:54] -!- morbo [morbo!~morbo@dyn-222-172.hrz.uni-kassel.de] has joined #linuxcnc
[10:12:03] <XXCoder> indeed would be so much money.
[10:12:38] <XXCoder> Funny thing if I was really rich I would have a gold bar room, just one gold bar for friends to see how its like lol
[10:13:02] <XXCoder> silly though lol
[10:13:59] <trentster> Yup about $581K
[10:14:10] <trentster> that would buy a nice cnc machine
[10:14:23] <XXCoder> heh
[10:14:27] <XXCoder> googled gold milling
[10:14:39] <XXCoder> no real gold milling, no machinist is rich enough apparently
[10:14:49] <trentster> yeah there is a youtube video of canadian mint milling gold coin
[10:14:55] <trentster> worlds biggest gold coin
[10:15:04] <XXCoder> man i would cover machine in plastic sheets to carefully gather up all chips!
[10:15:04] <trentster> I would be happy to take the chips from that
[10:15:22] <XXCoder> then carefully "gold pan" all rug dust if room had rug
[10:16:39] <trentster> https://www.youtube.com/watch?v=Disuoesv8eY
[10:17:36] <trentster> its cast actually
[10:17:40] <XXCoder> I guess it IS better to do cast
[10:19:06] <XXCoder> check out milling part
[10:19:26] <XXCoder> they carefully have clear plasic bucket to get all gold chips
[10:20:45] <XXCoder> at time around 3:50
[10:21:32] <trentster> That coin is worth almost $3.5 Million today
[10:21:42] <trentster> Guess gold is a good investment ;-)
[10:21:48] <XXCoder> yet still 1 million CND
[10:22:11] <trentster> yeah I would give them that for it
[10:22:16] <XXCoder> no matter how valuable or rare coin is, it is still goverment valued at face value
[10:22:24] <XXCoder> though other people would pay more.
[10:22:52] <trentster> I would probably need some help carrying it to the car tho - 100Kg is a lot
[10:23:05] <XXCoder> dont think your car can even carry it
[10:23:21] <XXCoder> it IS roughly few times your car in weight.
[10:23:28] <trentster> of course it can even a small car would handle 3-4 of them
[10:23:42] <XXCoder> actually youre right
[10:23:46] <XXCoder> got units wrong
[10:24:01] <trentster> start working in metric for sanity sake :P
[10:24:17] <XXCoder> I read it as 100k pounds
[10:24:22] <XXCoder> thats 100,000 pounds
[10:27:04] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[10:28:01] <XXCoder> https://www.youtube.com/watch?v=BqRbHl0E6lo
[10:29:17] <trentster> no coolant - why?
[10:29:29] <XXCoder> special cermentic tools
[10:29:34] <XXCoder> coolant'd explode em
[10:29:41] <XXCoder> they get stronger with heat
[10:30:00] <trentster> wow - thats amazing
[10:30:11] <XXCoder> yeah
[10:30:12] -!- slide has quit [Ping timeout: 264 seconds]
[10:31:19] <archivist_herron> actually the coolant cracks the carbide so best run dry
[10:31:36] <archivist_herron> carbide/ceramic
[10:32:14] <XXCoder> man I wsish some people would turn off autofocus
[10:32:20] <trentster> what would solid carbide machined piece be used for?
[10:32:26] <trentster> what kind of applications?
[10:34:17] <archivist_herron> I mean carbide cutters crack
[10:34:40] -!- slide [slide!slide@unaffiliated/slide] has joined #linuxcnc
[10:34:49] <archivist_herron> people use edm or grinding to machine carbide
[10:35:14] <XXCoder> odd
https://www.youtube.com/watch?v=Ec0YVIMlXLY
[10:35:21] <XXCoder> freezing chuck
[10:36:19] <trentster> no I am asking what kind of applications would you machine something out of solid carbide vs titanium etc?
[10:36:26] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-xbsxozvxzcjwqxfc] has joined #linuxcnc
[10:36:29] <trentster> what kind of usage scenarios?
[10:36:40] <XXCoder> trentster: both videos I linked, materual is tungsten
[10:36:48] <XXCoder> extremely tough metal
[10:37:14] <XXCoder> we don't really know it's like when liquid because when its liquid we can't contain it
[10:37:25] <XXCoder> lava would be ICE cold to liquid tungsten.
[10:38:35] <trentster> XXCoder: aah sorry misread, that makes sense. I was wondering about carbide, I have never seen a block of it used for anything only small bits for tooling and cutter heads etc
[10:38:41] <archivist_herron> trentster, used often for punches and dies
[10:39:00] <XXCoder> archivist_herron: makes sense, that need to be really tough to keep shape longer
[10:39:17] <trentster> carbide is tungsten carbide powder mixed with other stuff right?
[10:39:22] <trentster> e.g. to make cutting tools
[10:39:23] <XXCoder> tungsten are used for wire pullers because it dont deform for much longer
[10:39:46] -!- morbo has quit [Remote host closed the connection]
[10:40:10] <trentster> its made into a cement
[10:41:11] -!- duc has quit [Ping timeout: 260 seconds]
[10:43:57] <trentster> man this is fascinating:
http://todaysmachiningworld.com/magazine/how-it-works-making-tungsten-carbide-cutting-tools/
[10:46:12] -!- morbo [morbo!~morbo@dyn-222-172.hrz.uni-kassel.de] has joined #linuxcnc
[10:46:13] -!- morbo has quit [Remote host closed the connection]
[10:49:42] -!- os1r1s has quit [Max SendQ exceeded]
[10:50:56] <trentster> XXCoder: that frozen water machining is pretty clever, it also holds the part - smart
[10:51:10] <XXCoder> its not water
[10:51:14] <XXCoder> its tungsten
[10:51:25] <XXCoder> frozen tungsten. dunno why though
[10:51:43] <trentster> no its tungsten inserted into liquid water then the water is frozen
[10:51:48] <trentster> then its machined
[10:51:57] <Praesmeodymium> I used to work at a place that made a lot of carbide tooling and all the workers who worked on the sharpening stations had kobold poisoning from inhalation of the ground dust, even with a wet wheel and suction
[10:52:06] <XXCoder> ahh spoken its clearer I guess
[10:52:12] <Praesmeodymium> that might have something to do with it
[10:52:14] <XXCoder> so its slab of tungsten in water ice?
[10:52:20] -!- os1r1s [os1r1s!~os1r1s@mounicou.com] has joined #linuxcnc
[10:52:39] <trentster> xxcoder yeah its in the description "Ice-Vice clamping technology. Using freezed water to hold small and complicated shaped parts."
[10:52:55] <XXCoder> interesting
[10:53:04] <XXCoder> so its to hold part
[10:53:25] <trentster> yup
[10:53:34] <trentster> and I guess its for cooling as welll
[10:54:10] <XXCoder> title is "Milling / Machining tungsten on a freezing chuck"
[10:54:23] <trentster> read the dewscription
[10:54:26] <XXCoder> I didnt read discrption yeah
[10:54:41] <archivist_herron> clock/watch makers use shellac to mount small parts
[10:55:32] <archivist_herron> or even a wooden chuck turned under size
[10:56:20] <trentster> I wonder if they use some kind of buoyancy device to self level the part before freezing
[10:56:42] <trentster> that would be another smart use of the water
[10:56:43] <XXCoder> dunno
[10:57:16] <XXCoder> while we on cnc and ice...
https://www.youtube.com/watch?v=QopJ8W52rRA
[10:57:22] <trentster> Praesmeodymium: what does cobolt poising do to you?
[10:57:37] <XXCoder> probably worse than zinc fever
[10:57:44] <Praesmeodymium> it they all had pneumonia symptoms
[10:57:45] <XXCoder> not that I experenced either
[10:58:39] <trentster> Praesmeodymium: was it temporary?
[10:58:48] <XXCoder> its awesome when you can see em inside ice cutting lol
[11:00:47] -!- slide has quit [Ping timeout: 260 seconds]
[11:00:54] <Praesmeodymium> trenster no it was very long term, lots of sick days and hospital visits for them. that place was a bit of a sweatshop, I ended up quitting the day the 6 ton trip hammer removed my safety glasses. I had requested safety cage but they didnt think it was nescerry
[11:01:21] <Praesmeodymium> I figured one close call was all I was gonna get with that thing
[11:01:40] <SpeedEvil> ow.
[11:01:41] <XXCoder> Praesmeodymium: OUCH!!
[11:01:54] <trentster> wow - good call for leaving
[11:02:24] <trentster> check this out - Graphene plastic stops AK47 Rounds
https://www.youtube.com/watch?v=o7j5ld0m3RI
[11:02:46] -!- jthornton has quit [Quit: Leaving]
[11:03:02] <SpeedEvil> Graphene is cool.
[11:03:06] <SpeedEvil> And wierd.
[11:03:17] <Praesmeodymium> I wonder how far from printing bullet proof we ar
[11:03:34] <XXCoder> Praesmeodymium: heard of bulletproof ice?
[11:03:46] <XXCoder> invented around ww2 but never got used
[11:04:05] <XXCoder> its called Pykrete
[11:04:05] <SpeedEvil> I love the 'assemble a membrane by adhering bits of graphene into a macroscopi membrane' one.
[11:04:27] <SpeedEvil> It turns out to be actually transparent to water vapour - cap a container with it and it will evaporate at the same rate
[11:04:43] <SpeedEvil> But is utterly gas-tight to hydrogen and helium and air and ...
[11:05:00] <Praesmeodymium> oh theres a myth or something about a pykrete ship I saw
[11:05:09] <XXCoder> SpeedEvil: yeah heard of that, there is MANY ponental uses for that
[11:05:10] -!- jthornton [jthornton!~john@172.243.160.48] has joined #linuxcnc
[11:05:16] <trentster> SpeedEvil: yeah its amazing stuff - with so many unique properties and applications
[11:05:16] <XXCoder> like slow drying fuel
[11:05:20] <XXCoder> chemistry drying
[11:05:45] -!- slide [slide!slide@2600:3c00::f03c:91ff:fe73:f6db] has joined #linuxcnc
[11:05:46] -!- slide has quit [Changing host]
[11:05:46] -!- slide [slide!slide@unaffiliated/slide] has joined #linuxcnc
[11:05:49] <SpeedEvil> awesome for life-support
[11:05:58] <SpeedEvil> dehumidifying water
[11:06:09] <XXCoder> SpeedEvil:
https://www.youtube.com/watch?v=NMfs3e9OdZQ
[11:06:10] <SpeedEvil> err
[11:06:12] -!- morbo [morbo!~morbo@dyn-222-172.hrz.uni-kassel.de] has joined #linuxcnc
[11:06:19] <SpeedEvil> dehumidifying air, as you may have guessed I meant.
[11:06:24] <XXCoder> that complex stuff would be unesscary if he could just heat and let water out
[11:06:31] <XXCoder> but leave inside chemicals
[11:07:19] <SpeedEvil> Sort-of-related - I need to get thermowood setup and tried.
[11:08:05] <trentster> They should use this to replace the metal plate inside soldiers bullet proof vests - it probably weighs next to nothing.
[11:08:15] <SpeedEvil> trentster: it's not quite that simple
[11:08:19] <XXCoder> Praesmeodymium: its not a myth
[11:08:22] <trentster> Anyone got some contacts at the DOD and wants to make a quick $ ;-)
[11:08:39] <Wolf_> but… will it stop a steel core round
[11:08:43] <SpeedEvil> If it weighs next to nothing, then all of the momentum is transferred from the bullet to it, and it proceeds inside teh body at the same rate
[11:08:50] <XXCoder> pykrete. they had a ice boat, but they decided not to dveelop it any more and it took half year to melt
[11:08:53] <SpeedEvil> you need to spread the impact
[11:09:06] <XXCoder> Wolf_: it would stop it, then heal by freezing more water
[11:09:19] <Wolf_> I’m talking about the other thing
[11:09:20] <XXCoder> that was amazing side, it would heal all damage
[11:09:22] <trentster> SpeedEvil: well it deformed - which means a lot of the energy was absorbed by the material
[11:09:25] <Wolf_> not the sawdust ice
[11:09:31] <XXCoder> Wolf_: ahh lol
[11:09:33] <trentster> the same thing happens with the steel plate I would presume
[11:09:46] <SpeedEvil> trentster: energy and momentum are not the same thing
[11:10:08] <Wolf_> mil armor is ceramic plate
[11:10:13] <Wolf_> no steel
[11:10:30] <trentster> SpeedEvil: you are saying it would damage the soldiers internal organs or ribs vs a steel plate that would not because of the weight?
[11:10:34] -!- morbo has quit [Ping timeout: 260 seconds]
[11:10:59] <Wolf_> sec let me find a ballistics chart
[11:11:19] <SpeedEvil> trentster: if it does not spread the impact around, yes
[11:11:35] <gonzo_> saw some pics over the weekend of armour plate that had been for target practice with 50BMG
[11:11:57] <gonzo_> only ball ammo, but was just lead marks, but a ding
[11:12:06] <trentster> SpeedEvil: so I guess it would be better application to vehicle armour as its light
[11:12:12] <gonzo_> about 1" plate
[11:13:19] <gonzo_> ok, in anger it would be getting strikes from AP, but we can't have that as civi's in the uk
[11:13:55] <Wolf_> ok, .308 (7.62mm) 150gr bullet at 50 yrds moving at say 2300fps, hits with 1760ft-lbs of force
[11:17:43] <trentster> wow - that considerable
[11:18:43] <Wolf_> yeah, and thats only 2400feet per sec at the muzzle
[11:19:24] <SpeedEvil> That is a force of 1760lb is needed to stop it if you want to stop it in one inch.
[11:19:34] <SpeedEvil> (actually a bit less, 9.8/12)
[11:19:59] <SpeedEvil> err
[11:20:02] <trentster> Wolf_: is military armor not this stuff?
[11:20:03] <trentster> http://www.ar500armor.com/ar500-armor-body-armor/level-iii-body-armor.html
[11:20:10] <trentster> WHich is steel core
[11:20:58] <Wolf_> hell no, thats some heavy shit there
[11:21:58] <Wolf_> http://bulletproofme.com/RP-Level-4-Stand-Alone.html
[11:22:02] <Magnifikus> cpresser,
http://snag.gy/TrISR.jpg yep
[11:22:07] <Magnifikus> the fb is jumping back
[11:22:20] <Magnifikus> looks like a math problem or something
[11:23:03] <Magnifikus> btw i love the scope already :)
[11:24:03] <XXCoder> bah found semi-decent webcomic, but author uses blog site to post em
[11:24:12] <archivist_herron> or a bit/carry count the steps between the fault
[11:24:13] <XXCoder> blog is NOT good format for comics.
[11:24:28] <XXCoder> for one, no way to go to start of arcive
[11:24:45] <gonzo_> my mech maths is too rusty to add any figures to it. But the bullets will deform into the plate, so the impulse into the person will be dependent on the weight of the plate . The energy I expect has to be transfered, but it's the time that it is transfered over that will cause the injury, or not
[11:24:48] -!- RoyBellingan has quit [Quit: Konversation terminated!]
[11:25:06] <XXCoder> gonzo_: and amount of impact spread
[11:25:17] <gonzo_> also true
[11:25:35] <Wolf_> also depends on the make up of the plate
[11:27:38] <gonzo_> as the recoil of firing a 50cal is bearable, I expect the shock of the impact would be too. If the weight of the plate were similar to that of the gun?
[11:28:00] <Wolf_> yeah, but
[11:28:07] <XXCoder> equal and opposite energy, though bullet lost some energy
[11:28:22] <gonzo_> but the bullet is acceterating along the gun, not decelerating into a plate, over the length of the bullet, so that shortens the time
[11:28:37] <Wolf_> recoil force is spread across the butt pad of the stock and usually a muzzle break on a .50
[11:28:41] <gonzo_> so the impulse will be much higher
[11:28:47] <XXCoder> yeah 4th dertive "jerk" is much higher
[11:28:56] <Wolf_> and the reciveing end is going to be a point load also
[11:29:09] <gonzo_> sounds like a good inslut!
[11:29:13] <gonzo_> insult
[11:29:46] <XXCoder> knew this would happen
http://www.geeksaresexy.net/2015/12/03/135000-gold-and-diamond-covered-bb-8-droid/
[11:30:27] <gonzo_> I suspect that even if a light ceramic plate could stop a 50, it would seriously ruin your day
[11:30:44] <Wolf_> ok lets see, 50BMG load data, 750gn bullet, 2500-2700fps at the muzzle
[11:31:01] <XXCoder> I think I remember reading about having body brise if vest stopped a bullet
[11:31:14] <XXCoder> even spread out, it is still strong impact
[11:31:24] <trentster> gonzo_: still probably better than the alternative - no plate between you and the 50 cal ;-)
[11:31:44] <Wolf_> at 200 yards, 2550fps at the muzzle would be 2386fps, and 9478ft-lbs
[11:31:47] <gonzo_> looking at some of the YT stuff from snipers, I suspect that most of the damage to person is going to be the shock wave. The bullet prob goes clean through without much energy directly imparted
[11:32:12] <Wolf_> hydrostatic shock ftw
[11:32:26] <trentster> the shockwave liquifies organs if I recall correctly
[11:32:29] <XXCoder> heat, shockwave and vibrations are all different yet all same
[11:32:32] <trentster> I would still rather have the plate
[11:33:02] <XXCoder> yeah
[11:33:03] <gonzo_> there was a mythbusters a while gao. Shooting into water
[11:33:06] <Wolf_> watermellon at 100yrs w/ 300win mag is fun to watch
[11:33:09] <XXCoder> trentster: I rather be able to say "OW!"
[11:33:19] <gonzo_> even the 50 broke up within a few feet
[11:33:30] <trentster> Imagine what a kinetic railgun round would do.
[11:33:38] <gonzo_> with ball ammo
[11:33:41] <Wolf_> gonzo_: they were using ball/lead core ammo tho
[11:33:53] <Wolf_> not steel core AP
[11:34:10] <gonzo_> interestingly, the subsonic pistol rounds did penetrate better
[11:35:05] <gonzo_> I assume AP is not alloowed in the US either?
[11:35:23] <Wolf_> cool fact, shoot a gallon milk bottle of water with a hand gun and it will peal open, shoot it with a 50 cal musket/black powder and it will make a hole right though and water will drain out the holes
[11:35:31] <gonzo_> easy enough to make, but you would be strung up by the bollocks if you were caught!
[11:35:46] <Wolf_> not sure on the AP ammo laws
[11:35:50] <Wolf_> never checked
[11:36:08] <gonzo_> saw a very interesting YT vid, testing granular rubber
[11:37:22] <trentster> https://www.youtube.com/watch?v=O2QqOvFMG_A
[11:40:08] <Wolf_> I use to instruct hunter safety courses, one of the demos we would do was 30.06 ball ammo in to a stack of 5-6 phone books, then hit the same stack with a AP round
[11:40:55] <Wolf_> then do the same to a 5gal bucket of sand
[11:41:45] <Wolf_> ball ammo would usually stop about 3 phone books in, AP round would make confetti out the back of the stack
[11:43:06] <Magnifikus> http://snag.gy/nnroe.jpg guess i got an data error in the fpga :D
[11:43:29] <gonzo_> The ball ammo in gubber granuals would stop even a 30cal in about a ft
[11:43:56] <Wolf_> 5 gal bucket of sand would stop the 30.06 AP rounds
[11:44:20] <gonzo_> the demo had a drum of the stuff, with a bit of rubber around a hole in the lid. It even attenuated the blast down to almost nill
[11:44:37] <gonzo_> great for testing loads in the workshop
[11:44:44] <_methods> we have made quite a few things out of this stuff and it will stop some amazing stuff
[11:44:47] <_methods> http://www.hardwirellc.com/
[11:45:03] <Wolf_> I use a old metal coffee can full of duct seal
[11:45:10] <Wolf_> for load testing
[11:45:17] <Wolf_> little loud in the house tho
[11:45:47] -!- automata [automata!~automata_@114.143.61.208] has joined #linuxcnc
[11:45:59] <gonzo_> have to go to the range here, if you were caught loosing stuff off at home, it would not go well for you
[11:46:18] <Wolf_> now I just go out in the back yard :D
[11:46:45] <gonzo_> that would definitly get you a year or so in jail
[11:47:11] <_methods> not in 'murrica
[11:47:15] <Wolf_> I’m not in a city :D totally legal here :D
[11:47:26] <_methods> we just go out back at lunch and fire off a few rounds whenever
[11:47:45] <Magnifikus> hahahaha price question, position is feedback from a seperate stepcontroller, and the cmdpointer is increased by spi :)
http://snag.gy/qkjqe.jpg
[11:47:45] <gonzo_> unless you happen to have a licenced range in the yard (actually, I am looking at all that, as we have a friendly farm where we can build a range)
[11:49:20] <gonzo_> private gun ownership in the uk is almost unknown by the general population, so anything that could be truned into a news story would et blown up out of all proportion. (Actually there are lots of people shoot, but tend to keep quiet about it)
[11:49:35] <Wolf_> from my house I can hear people target shooting daily….
[11:49:50] <gonzo_> the NRA here is more of a gentlemants club for auditing comp cards, than a pressure group
[11:50:05] <Wolf_> yeah, you all got cool stuff we can’t get here too :/
[11:50:34] <gonzo_> who? US or UK?
[11:50:45] <gonzo_> the onnly thing we have it easy on is supressors
[11:50:46] <Wolf_> like short barreled browning buck mark rifles...
[11:50:47] -!- skunksleep has quit [Ping timeout: 246 seconds]
[11:51:00] <Wolf_> yeah and suppressors
[11:52:00] <gonzo_> there are even moved to ban semi auto rifles in EU. After the paris attacks. But in UK they were taken away in 1988. All but 22rimfire. And I bet that those will be banned , just because there is an excuse to do so
[11:52:38] <Wolf_> paris attacks were full auto AKs right?
[11:52:41] <gonzo_> the long barelled pistol thing is a loophole. But one that I expect the .gov will close, just out of spite
[11:52:54] <trentster> I haven't been able to play with guns since immigrating to Australia - was lots of fun back in the day. Its amazing how far ammunition has come, I remember when "black talon" handgun rounds where impressive - now I see its on a whole new level cnc machined expanding rounds.
https://www.youtube.com/watch?v=POi35ozcgZs
[11:53:00] <XXCoder> best way to stop gun attacks is add more guns
[11:53:04] <gonzo_> yep, and full auto is banned in the EU as far as I know
[11:53:09] <trentster> I would have loved to play with those and some ballistic jelly
[11:53:47] <gonzo_> agree. If a terrorist tries something in a crowd, they get a couple in the back from citizens
[11:54:00] <XXCoder> I was being sarastic
[11:54:19] <gonzo_> I wasn't!
[11:54:48] <Wolf_> one of my mild guns…
http://i1139.photobucket.com/albums/n541/wolfmetalfab/22%20race/IMG_2547.jpg
[11:55:14] <gonzo_> properly vetted people, properly trained. With a concealed carry, would make the place safer
[11:55:24] -!- Valen has quit [Remote host closed the connection]
[11:55:29] <trentster> Wolf_: very nice - its georgeous!
[11:55:40] <XXCoder> gonzo_: now that I dont mind. certification and insurance required
[11:55:55] <Wolf_> nerve wracking as hell drilling holes in that thing lol
[11:56:13] <XXCoder> I'm not anti-gun, far from it. I just want good system
[11:56:35] <gonzo_> there has been talk of arming the police. But I really wouldn't trust most of them not to put one through theeir foot
[11:56:47] <XXCoder> AU dont arm cops?
[11:56:53] <XXCoder> USA cops like to use guns too much
[11:57:06] <XXCoder> expecially when skin shade arent right
[11:57:08] -!- automata_ [automata_!~automata_@114.143.62.170] has joined #linuxcnc
[11:57:24] <gonzo_> (actually one did that not too long ago. Off for ages after a rage accident. First day back did same thing)
[11:57:25] <Wolf_> not really, thats the only ones that make news
[11:57:42] <XXCoder> https://i455.photobucket.com/albums/qq276/cathouse1979/12310673_10153846982887859_3311188702826747669_n_zpsuap0hgke.jpg
[11:59:03] <gonzo_> we had oe of the armed respose coppers at our range once. In his own time, as he knew he wans;t given enough range time in work. At 25yrs, could not get a shot on the paper
[11:59:51] <gonzo_> couldn't shoot, but knew all the documents to fill in
[12:00:09] -!- automata has quit [Ping timeout: 245 seconds]
[12:00:23] <gonzo_> I'll stop ranting now
[12:01:36] <Wolf_> I think this almost made the news around here
http://www.wusa9.com/story/news/local/frederick-county/2015/10/27/man-idd-fatal-md-police-shooting-frederick/74713716/
[12:03:37] <trentster> gonzo_: I always thought in the UK the police shout "Stop or I will shout stop again" :P
[12:03:44] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[12:08:33] -!- justanotheruser has quit [Quit: Lost terminal]
[12:11:00] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[12:16:12] <XXCoder> whoa
[12:16:13] <XXCoder> http://makezine.com/2015/12/03/apple-3d-printer-patent/
[12:17:02] -!- skunkworks has quit [Ping timeout: 246 seconds]
[12:20:00] <archivist_herron> seen multi coloured 3d prints years ago, US patent office is a fraud
[12:20:11] <XXCoder> its different method
[12:20:24] <XXCoder> one is print and other head adds color
[12:20:43] <XXCoder> rather than multihead of different color reels
[12:20:58] <XXCoder> so it has much larger range of colors
[12:23:35] -!- justanotheruser has quit [Quit: Lost terminal]
[12:23:37] <gonzo_> trentster, yep, questioning someones manners is more effective than pointing a gun!
[12:26:14] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[12:32:01] -!- micges_ [micges_!~micges@abpm33.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[12:35:30] -!- micges has quit [Ping timeout: 260 seconds]
[12:41:47] <archivist_herron> XXCoder, the starch printer can mix colours
[12:41:57] <XXCoder> oh dont know that one
[12:42:24] -!- lair82 has quit [Quit: Leaving]
[12:42:54] <archivist_herron> it is basically a powder with a coloured ink to glue it together
[12:42:55] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[12:43:03] <XXCoder> interesting
[12:43:14] <XXCoder> though from what I understand, apple uses plastic and dyer
[12:44:45] <archivist_herron> https://www.youtube.com/watch?v=Vc5Ej5tpT_0
[12:44:53] micges_ is now known as micges
[12:44:59] <archivist_herron> I cannot see that vid
[12:45:11] <XXCoder> lol it looks grainy
[12:45:23] <XXCoder> but full (if bit grainy and dull) color range
[12:45:58] <XXCoder> geez thats fast
[12:46:45] <XXCoder> its paper
[12:46:45] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:47:15] <MrSunshine> yeey, new ballscrews for the router ordered =)
[12:47:21] <MrSunshine> happy x-mas MrSunshine !
[12:47:22] <archivist_herron> shitty website but powder according to link
http://3dpandoras.com/
[12:48:11] <XXCoder> MrSunshine: heh had someone blow up at me for using "xmas"
[12:48:15] <XXCoder> I'm lazy typist
[12:48:48] <MrSunshine> 10mm lead insted of 5, should make the machine go a bit faster in the rapids =)
[12:49:03] <MrSunshine> and i get two balscrews over i can do whatever i like with =)
[12:49:24] <XXCoder> archivist_herron: shiny lol
[13:01:25] <XXCoder> any of you ever abused Amazon Dash button?
[13:01:31] <XXCoder> I hear many fun projects with it
[13:02:40] <XXCoder> amazon apparently dont care as they make profit on hardware too
[13:02:45] <XXCoder> anyway gonna go laer
[13:25:12] -!- duc [duc!~AndChat40@2600:1005:b11f:f8df:0:34:32fb:a101] has joined #linuxcnc
[13:40:39] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[13:40:39] -!- Tecan has quit [Changing host]
[13:40:39] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[13:42:13] -!- MikkoP [MikkoP!MikkoP@88-148-184-226.bb.dnainternet.fi] has joined #linuxcnc
[13:42:15] <MikkoP> Hi!
[13:44:25] -!- lair82 [lair82!616b5c34@gateway/web/freenode/ip.97.107.92.52] has joined #linuxcnc
[13:48:32] <lair82> Good Morning Guys, I know this is going to seem off the wall, but, we came in today, and they were starting to try out the VMC I put the rotary axis on, and complained it would not change tools, So I started to look at it, and I have realized, it is not even remotely using my remapped M6 command, but it worked fine last week, any idea's on what to look for?
[13:49:46] <lair82> I have two configs, one with the rotary, one without, and the config without the rotary works just fine, they both use and have the same remapped codes, and it performs the M6 just as it is supposed to.
[13:55:59] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[13:58:00] <JT-Shop> can you watch the pins for tool change in the watch window to see what happens
[14:01:46] <lair82> I thought that was the problem at first, looked at them, nothing, the tool prepare related pins are functioning, but not the change related. My remapped M6 does the following, 1. M05, to stop a spindle that may not have been manually stopped, 2. G53 Z24.900 G00, rapid to my TC position, 3. M6 Change tool, 4. End of subroutine. I started the spindle in MDI, then tried to perform M6T1, spindle doesn't stop, and Z doesn't move.
[14:03:32] <lair82> talked to the guys, they are not 100% on it working properly now ( changing tools ) last week, but I am certain it was working early last week,
[14:03:53] <JT-Shop> I've never played with remap so I'm out of guesses
[14:04:06] -!- exitcode1 [exitcode1!~exitcode1@unaffiliated/exitcode1] has joined #linuxcnc
[14:04:10] -!- duc has quit [Ping timeout: 260 seconds]
[14:05:03] <lair82> No problem JT, thank you though
[14:06:27] <lair82> For it to work fine on the non-rotary config, and not at all on my with-rotary config is very strange. The configs are identical line for line except for the added stuff strictly for the 4th axis
[14:06:44] <lair82> Bug with angular axis?
[14:09:54] <JT-Shop> another guess, comment out the rotary and test tool change
[14:11:00] -!- liedman_ has quit [Ping timeout: 264 seconds]
[14:11:36] -!- Swapper has quit [Ping timeout: 264 seconds]
[14:12:36] -!- duc [duc!~AndChat40@101.sub-97-34-130.myvzw.com] has joined #linuxcnc
[14:13:41] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:15:52] -!- AndChat|407721 [AndChat|407721!~AndChat40@2600:1004:b14b:8a18:0:b:19e2:2d01] has joined #linuxcnc
[14:16:16] <lair82> Just went over a few things, the way it looks, none of my remapped codes are working
[14:16:30] <lair82> with the rotary configs
[14:17:05] -!- duc has quit [Ping timeout: 246 seconds]
[14:17:18] -!- tiwake has quit [Ping timeout: 265 seconds]
[14:17:47] -!- LikeVinyl has quit [Ping timeout: 265 seconds]
[14:19:01] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[14:19:24] -!- SEL has quit [Client Quit]
[14:23:44] -!- Sarvihepo has quit [Ping timeout: 246 seconds]
[14:23:44] -!- xrr has quit [Ping timeout: 246 seconds]
[14:23:44] -!- xrr [xrr!~quassel@c21-76.uvn.zone.eu] has joined #linuxcnc
[14:27:08] <archivist_herron> lair82, going on last week, added another tyop? use a diff tool so see the differences
[14:28:18] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[14:35:15] <lair82> Just went over it again, the remapped codes aren't working with the rotary configs, the sections regarding the remapped codes are line by line identical between the two configurations
[14:36:21] <lair82> I have an Axis configuration _with_ rotary, and they are not working with that config as well
[14:36:22] <ssi> morn
[14:36:54] <lair82> How would I revert back to 2.7.2?
[14:37:59] -!- AndChat|407721 has quit [Ping timeout: 264 seconds]
[14:38:00] <Jymmm> restore from backups?
[14:38:07] <archivist_herron> stop and diagnose before swapping everything
[14:38:39] <archivist_herron> did you use a diff program or eyes
[14:38:42] <Jymmm> what archivist_herron said.
[14:39:39] <JT-Shop> comment out the rotary part and test
[14:41:11] <archivist_herron> last week it was one name wrong making an orphaned net
[14:41:25] <Jymmm> man diff - compare files line by line
[14:41:32] <JT-Shop> archivist: is Calcot, Reading a city or a city and region?
[14:41:43] <lair82> Ok, going to go get the files from the machine and comment out all the 4th stuff
[14:42:06] <archivist_herron> JT-Shop, sounds a bit like village near Reading
[14:42:21] <JT-Shop> ok thanks
[14:42:30] <archivist_herron> lair82, may I recommend meld
[14:42:35] <JT-Shop> shipping a ss dash mount to a guy over there
[14:42:51] <Jymmm> JT-Shop:
https://en.wikipedia.org/wiki/Calcot,_Berkshire
[14:43:12] <Jymmm> Calcot, or Calcot Row, is a suburb west of Reading in the English county of Berkshire.
[14:43:44] <archivist_herron> I spent a week at Reading Uni
[14:44:51] <archivist_herron> meld is a nice visual diff program
[14:45:06] <Jymmm> a week is a pretty fast education =)
[14:45:40] <archivist_herron> Open University throws you into an intensive week summer school
[14:45:54] <Jymmm> ah, cool
[14:46:22] <archivist_herron> so correspondence courses except exams and summer school
[14:53:09] <Jymmm> cool
[14:53:57] <lair82> installing meld now, archivist_herron
[14:54:00] -!- justanotheruser has quit [Quit: Lost terminal]
[14:54:00] -!- liedman has quit [Ping timeout: 250 seconds]
[14:55:07] -!- [cube] [[cube]!~cube@204.237.2.9] has joined #linuxcnc
[14:55:21] -!- Swapper [Swapper!~swapper@78-69-2-225-no121.tbcn.telia.com] has joined #linuxcnc
[14:58:07] -!- mk0 [mk0!~mk0@37.17.17.187] has joined #linuxcnc
[15:02:33] -!- duc [duc!~AndChat40@2600:1004:b14b:8a18:0:b:19e2:2d01] has joined #linuxcnc
[15:05:50] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[15:11:03] -!- DaPeace1 has quit [Read error: Connection reset by peer]
[15:12:56] <Magnifikus> if someone is interested, first working version of my spartan3 stepgenerator :)
[15:12:57] <Magnifikus> https://github.com/magnifikus/TMC5130FPGA/tree/master/fpga/spartan3_ISE
[15:13:06] <Magnifikus> coupled via SPI on PI2 atm
[15:13:37] <Magnifikus> now i need a msp430 pedant thingy :D
[15:14:00] <Magnifikus> waiting for a 128x64 oled display from china for it
[15:14:28] -!- WalterN [WalterN!~Octavia@96-39-185-16.dhcp.mdfd.or.charter.com] has joined #linuxcnc
[15:15:23] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[15:15:38] -!- anth0ny_ has quit [Quit: anth0ny_]
[15:17:06] -!- DaPeace [DaPeace!~Adium@46.243.107.151] has joined #linuxcnc
[15:22:07] -!- automata_ has quit [Ping timeout: 260 seconds]
[15:29:14] <Jymmm> archivist_herron: You might be interested in this
https://www.coursera.org/
[15:29:43] <archivist> that was in the 1970's
[15:30:25] <archivist> to actually complete the degree I have to continue at the OU
[15:30:47] <Jymmm> archivist: Hey, free uni classes for the education alone aint a bad thing =)
[15:35:51] <Jymmm> dxf clock
http://dxf-world.de/en/3d-modelle-6/sonstiges/download/15-sonstiges/161-worlds-simplest-clock.html
[15:46:11] -!- Sidewalker [Sidewalker!~Sidewalke@h41n4-th-c-a31.ias.bredband.telia.com] has joined #linuxcnc
[15:46:38] <Sidewalker> Hi guys! I have a question about bearings and linear carriages
[15:46:48] <Sidewalker> or two..
[15:47:35] <lair82> archivist_herron that meld program is pretty nice!!!
[15:47:43] <Sidewalker> First: for a delta that's about 1.5m tall, what precision class & preload class is preffered?
[15:48:11] <archivist> lair82, I was at work then with meld open on a job :)
[15:48:26] -!- [cube] has quit [Ping timeout: 240 seconds]
[15:52:19] <lair82> Just went through my configs, ( hal, ini, postgui ) no typos, only differences were the 4th related lines, I commented out all the 4th stuff in the rotary config, going to try it out after they get done playing on the machine, they manually loaded a tool, and used M61 Q1 to set it tool 1, now they are testing a program on that has no other tool changes in it
[16:03:08] -!- MikkoP has quit [Ping timeout: 246 seconds]
[16:12:15] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[16:12:47] <pcw_home> lair82: did your real time issues go away with the new kernel?
[16:13:43] -!- Daerist has quit [Quit: Leaving]
[16:13:55] -!- kriskropd has quit [Ping timeout: 260 seconds]
[16:16:32] -!- vapula has quit [Quit: Leaving]
[16:18:15] <CaptHindsight> Sidewalker: a delta what? Robot? Mississippi?
[16:18:54] -!- perld has quit [Client Quit]
[16:19:32] <CaptHindsight> range of travel?
[16:21:06] <pcw_home> spindle load?
[16:21:22] -!- mk0 has quit [Remote host closed the connection]
[16:24:32] <CaptHindsight> pcw_home: I fixed a VMC yesterday where the guy wiring the spindle drive put a few loops in each wire right before the terminals that are all parallel to each other
[16:25:10] <pcw_home> Nice air core transformer
[16:25:11] <Sidewalker> CaptHindsight, sorry 3d-prnter
[16:25:29] <Sidewalker> travel range up to 1.5m
[16:26:10] <Sidewalker> http://www.skf.com/group/products/linear-motion/linear-guides-and-tables/profile-rail-guides/profile-rail-guide-llr/index.html this is what im looking at
[16:27:13] <CaptHindsight> Sidewalker:
http://machinedesign.com/whats-difference-between/what-s-difference-between-bearings-1
[16:28:10] <CaptHindsight> Sidewalker: you have to decide what your requirements are and budget
[16:28:34] <Sidewalker> my requirements are to get as good precision as i can
[16:28:59] -!- duc has quit [Ping timeout: 264 seconds]
[16:29:43] <SpeedEvil> So a thousand dollars a bearing is fine?
[16:29:56] <Sidewalker> not really :D
[16:30:12] <Sidewalker> afaik there ones i linked are ~100$ a piece
[16:30:13] <CaptHindsight> http://static1.squarespace.com/static/534c0baee4b02c0c8ea00b7a/t/534ca12fe4b0eb84d9d7825a/1397530928455/DELTA_ROBOT_V1_2.png
[16:30:43] <ssi> there's almost zero load in a linear delta 3d printer
[16:31:01] <ssi> you need bearings that have very little play, but they don't have to support much load, either axially or radially
[16:31:16] <Sidewalker> ok! so as high preload as i can get
[16:33:11] <archivist> dynamic conditions may give you high loads (acceleration)
[16:33:38] <CaptHindsight> the Z in a delta printer is pretty slow
[16:33:47] <Sidewalker> going at 500m/s� might
[16:33:49] <archivist> but precision and 3d printer in the same sentence
[16:34:25] <Sidewalker> You don't agree with that going hand in hand?
[16:34:30] <ssi> high accelerations of joints that have masses measured in grams are still low loads in the world of bearings
[16:35:09] <SpeedEvil> 50G*100g = 5kg
[16:35:33] <archivist> we dont know your printing technology, dot size
[16:35:52] <CaptHindsight> http://machinedesign.com/basics-design/linear-bearing-design-considerations
[16:36:01] <CaptHindsight> http://machinedesign.com/technologies/tips-choosing-plain-linear-bearings
[16:36:21] <CaptHindsight> http://machinedesign.com/technologies/everything-you-need-know-about-sizing-and-applying-linear-bearings
[16:36:37] <CaptHindsight> ^^ is a good start to learn about linear bearings
[16:36:39] <archivist> will the frame support the loads
[16:36:39] <Sidewalker> Thx alot
[16:38:12] <Sidewalker> I suppose it will
[16:38:58] -!- MikkoP [MikkoP!MikkoP@88-148-184-226.bb.dnainternet.fi] has joined #linuxcnc
[16:39:03] <CaptHindsight> Sidewalker: I'd look at actual delta robot deigns vs repcrap deltas to learn about them
[16:39:29] <archivist> there are so many printing technologies from extruders to laser so precision is very undefined at the moment
[16:40:02] <Sidewalker> Well, i would like it to work with different technologies.
[16:40:37] -!- shaun413 [shaun413!~shaun@ool-457695d8.dyn.optonline.net] has joined #linuxcnc
[16:40:51] <CaptHindsight> Sidewalker: are you just extruding thermoplastics through a hot melt nozzle with it?
[16:40:52] <Sidewalker> maybe i decide to print with clay.. with an extuder that dia is 2mm.
[16:41:02] shaun413 is now known as Guest79495
[16:41:06] <Sidewalker> as a start
[16:41:17] <Sidewalker> It's a 6months project
[16:41:30] <ssi> oh boy you want to build an everything machine
[16:41:31] <ssi> have fun with that
[16:41:45] <CaptHindsight> where will you store the clay?
[16:41:53] <ssi> I suppose eventually you want to mount a spindle on it and "mill aluminum" too right?
[16:41:58] <Sidewalker> no
[16:42:00] <Sidewalker> that i would not
[16:42:01] <CaptHindsight> now we got some mass movin!
[16:42:24] -!- ivansanchez has quit []
[16:42:28] <Sidewalker> this is supposed to be a silent machine
[16:42:40] <Sidewalker> "silent" as in not screaming when producing something
[16:42:58] <archivist> 2mm is far from precision methinks
[16:43:07] <CaptHindsight> was thinking so you could sneak up behind someone and print something
[16:43:07] <Sidewalker> me thinks too
[16:43:11] <Sidewalker> HAHA
[16:43:12] <Sidewalker> yes
[16:43:14] <Sidewalker> perfect
[16:44:18] <Sidewalker> Should probably mount a few carbatteries to give it some weight also
[16:44:26] <CaptHindsight> unless you use crunchy Chinese bearings the noise will come from the motors
[16:45:06] <archivist> linear servo motors for low noise
[16:46:11] <lair82> pcw_home, haven't had a single rt issue since, Thank You, But did I need to set something else in that xconfig to turn on my wireless NIC ?
[16:46:19] <CaptHindsight> 1.5m travel linear servos x 3 = ~$12K including drives
[16:46:20] <lair82> Now my wireless won't turn on
[16:46:39] <Sidewalker> That's not so very nice for a student
[16:47:47] <pcw_home> Yeah my config file has 1 of everything but I dont know what yours started as
[16:47:49] <pcw_home> so you need to find the chip type and enable that in the networking section of xconfig
[16:49:23] -!- lair82_ [lair82_!~lair82@52-92-107-97.dynamic.cm-pool.d-pcomm.com] has joined #linuxcnc
[16:49:33] -!- automata [automata!~automata_@triband-mum-59.182.176.43.mtnl.net.in] has joined #linuxcnc
[16:51:18] <pcw_home> ( make xconfig && make && sudo make modules_install && sudo make install )
[16:52:42] <lair82_> pcw_home would I just "cd rtlinux/linux-4.1.13" then do a "sudo make clean" then "make xconfig" set the parameters, then the rest of the commands?
[16:53:45] <pcw_home> yep (not sure the make clean is needed since you are just adding a new driver module )
[16:55:22] <lair82_> Ok, when they get done playing, I will fix that too, like a couple kids in a candy store with that rotary, just had to jam a program in it, even though there are other issues now with the machine
[16:56:17] <pcw_home> BTW beware Broadcom wireless cards (they add huge unfixable latency to preemt-RT)
[16:57:42] Guest79495 is now known as shaun415
[17:00:09] <Loetmichel> Jymmm: the witch: NO idea. GHas to be some "walpurgisnacht" or "hexensabbath" imspired stuff.
[17:00:40] <Loetmichel> Pronouncing the "weihnachtsaufsteller: its easy. Try "Schwibbogen" ;-)
[17:03:20] * Loetmichel states: i am no longer 20 years old... couldnt sleep tonight... so i am about 36 hours on my feet now... including a full work day ;)... kinda tired now ;)
[17:03:46] <ssi> I am also no longer 20, and I screwed my back up horribly this weekend and can hardly stand
[17:04:21] <Jymmm> Loetmichel: German is such a romantic language <grin>
[17:09:04] -!- morbo [morbo!~morbo@dyn-222-172.hrz.uni-kassel.de] has joined #linuxcnc
[17:10:10] <t12> damn surface mount parts
[17:10:25] <t12> any idea what a marked ZZ Y 3 lead transistor looking package is
[17:11:41] <t12> matybe thats a Z2
[17:12:34] -!- FAalbers [FAalbers!~afrank@2620:79:0:137:dad3:85ff:fe94:bd6b] has joined #linuxcnc
[17:18:22] <ssi> what package is it
[17:18:29] <ssi> SOT23?
[17:19:00] <ssi> BZX84-C5V1 or SSTJ212 both come up for "Z2"
[17:20:37] <lair82> pcw_home this what I am using
http://www.rosewill.com/rosewill-rnx-n150pce-wireless-n150-wi-fi-adapter-ieee-802-11-b-g-n-1t1r-up-to-150-mbps-data-transfer-rates-pcie-2-0-interface-supports-wps-1.html
[17:29:09] -!- basiclaser has quit [Quit: Connection closed for inactivity]
[17:29:37] <t12> yeah sot23
[17:29:43] <t12> trying to figure out this stupid turbopump controller
[17:29:49] <t12> attempt two after not messing with it for a few years
[17:30:16] <FloppyDisk> Hmmm, rosewill sells PLA 3d print filament... not too mention a food steamer. didn't see any chip info in their manual, but I don't know any better when it comes to that stuff...
[17:30:20] <t12> i think there were various differnt versions of the same model number of the turbo with different pinouts
[17:30:26] <t12> but no documentation
[17:32:34] <pcw_home> lair82: not obvious what the chipset of the WIFI card is
[17:33:58] <lair82> I know
[17:35:28] <pcw_home> Atheros
[17:35:52] <Sidewalker> how about using chains instead of belts
[17:35:57] -!- malcom2073 has quit [Quit: No Ping reply in 180 seconds.]
[17:35:59] -!- JT-Shop has quit [Ping timeout: 245 seconds]
[17:36:14] -!- jthornton has quit [Ping timeout: 246 seconds]
[17:36:28] -!- jthornton [jthornton!~john@172.243.160.48] has joined #linuxcnc
[17:36:28] -!- JT-Shop [JT-Shop!~john@172.243.160.48] has joined #linuxcnc
[17:36:37] <lair82> Is that good or bad, latency wise? this is what I have been using since I put the h97 board in
[17:36:39] -!- nofxx [nofxx!~nofxx@177.106.36.13] has joined #linuxcnc
[17:36:39] -!- nofxx has quit [Changing host]
[17:36:39] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[17:37:06] <lair82> Probably find out when I re-configure xconfig
[17:37:11] <pcw_home> I think its OK
[17:37:50] <CaptHindsight> Sidewalker:
http://machinedesign.com/basics-design/metal-chain-drives
[17:37:58] <Sidewalker> hah thx
[17:38:13] <CaptHindsight> http://machinedesign.com/basics-design/metal-chains
[17:38:25] <CaptHindsight> http://machinedesign.com/archive/belt-and-chain-drives
[17:38:44] <CaptHindsight> Sidewalker: do you notice the common website?
[17:38:52] <Sidewalker> yes hahaha
[17:39:02] <Sidewalker> figured after your first link that i should search there first
[17:40:17] <CaptHindsight> Sidewalker: here's 40 videos covering the basics of machine design
https://www.youtube.com/playlist?list=PL3D4EECEFAA99D9BE
[17:40:18] <Sidewalker> chain would look good tho but it seems to be massive overkill :D
[17:40:36] <Sidewalker> design is not all about function tho =D
[17:40:53] <CaptHindsight> you might also notice that nobody in reprap has bother to read or watch any of them
[17:40:54] <Loetmichel> chain is LOUD
[17:41:00] <Loetmichel> believe me , i tried ;)
[17:41:02] <Sidewalker> yes i thought of that too =D
[17:41:03] <archivist> design is about function and compromise
[17:41:11] <Sidewalker> COMPROMISE! thats the word
[17:41:13] <Sidewalker> love it
[17:41:16] <Sidewalker> lets compromise some!
[17:41:23] <CaptHindsight> trade-offs
[17:41:25] <ssi> this is machine design, not consumer product design
[17:41:27] <ssi> form follows function
[17:42:22] -!- erasmo [erasmo!~erasmo@77-255-231-76.adsl.inetia.pl] has joined #linuxcnc
[17:42:23] <CaptHindsight> precision, repeatability, speed, cost, reliability etc
[17:42:47] <archivist> and... does it even work
[17:43:07] <Loetmichel> it does
[17:43:17] <Loetmichel> slight deviation issues every chain link
[17:43:27] <Loetmichel> but not that much taht it would be noticeable
[17:43:44] <Loetmichel> but its pretty noisy ;)
[17:44:08] <archivist> precision and chain in the same sentence :)
[17:44:14] <Loetmichel> sync belt is much more quiet
[17:44:19] <Jymmm> disposable, cheap, shiny, fluff, built by child/underwaged labor, tis the modern way!
[17:44:28] -!- jthornton has quit [Read error: Connection reset by peer]
[17:44:38] <ssi> I think most makers qualify as child/underwaged labor :D
[17:44:49] <CaptHindsight> weight, size, environment, temperature range, duty cycle, serviceability, profit margin ....
[17:44:53] <Jymmm> ssi: $2 a month?
[17:45:11] <ssi> I doubt they earn that much
[17:45:41] <ssi> http://www.navioneer.org/riprelay/The%20Navion%20Files/Bendix1.pdf
[17:45:52] <ssi> I love how it has line drawings of anthropomorphic carburetors :D
[17:46:03] -!- JT-Shop has quit [Read error: Connection reset by peer]
[17:46:18] <CaptHindsight> on the other hand their little fingers can do more delicate and precision work and they can fit into tighter spaces
[17:46:54] -!- jthornton [jthornton!~john@172.243.160.48] has joined #linuxcnc
[17:47:16] <CaptHindsight> and they are easier to herd in and out of the factories
[17:47:28] -!- JT-Shop [JT-Shop!~john@172.243.160.48] has joined #linuxcnc
[17:47:43] <archivist> in the 1700-1850's child labour was used in watch part making especially the chain for a fusee watch
[17:48:49] <CaptHindsight> childhood was shorter back then, you could be a Captain of a ship by age 12
[17:53:29] -!- MikkoP has quit [Ping timeout: 250 seconds]
[17:55:08] -!- englishman has quit [Quit: ZNC - 1.6.0 - http://znc.in]
[17:56:36] -!- englishman [englishman!~englishma@alcohol.dtfuhf.com] has joined #linuxcnc
[18:01:33] <Jymmm> CaptHindsight: "on the other hand ..." Other hand, as in they only have one due to a 50yo machine chopping their hand off?
[18:02:49] <CaptHindsight> the problem is that they picked the wrong parents...
[18:02:57] <Jymmm> Gotta love exploitation...
http://thinkprogress.org/economy/2013/06/24/2201101/goodwill-pays-cents-per-hour/
[18:03:08] -!- morbo has quit [Ping timeout: 256 seconds]
[18:03:17] <Jymmm> That's less than prison wages I believe
[18:03:19] <CaptHindsight> they should have picked parents that run the factory vs parents that left them to work at one
[18:04:11] <Jymmm> They didn't LEAVE them, they SOLD them. Remember, China has VERY strict child baring laws
[18:04:16] <Jymmm> bearing?
[18:04:41] <ssi> exploitation indeed. Those evil corporate fatcats should be legally required to fire all those people immediately, and summarily banned from ever hiring them again.
[18:05:15] -!- maxcnc [maxcnc!~chatzilla@ip5f58b75e.dynamic.kabel-deutschland.de] has joined #linuxcnc
[18:06:08] <Jymmm> ssi: ...while Goodwill CEO makes $750K
[18:06:30] <ssi> yeah I noticed they threw that in there as though it were in any way germane
[18:06:50] <ssi> I see it had the desired effect
[18:07:35] <maxcnc> are the mha logs still down
[18:07:48] <maxcnc> mah ;-)
[18:09:05] -!- JT-Shop has quit [Ping timeout: 250 seconds]
[18:09:06] -!- jthornton has quit [Ping timeout: 240 seconds]
[18:09:43] -!- JT-Shop [JT-Shop!~john@172.243.160.48] has joined #linuxcnc
[18:11:04] -!- jthornton [jthornton!~john@172.243.160.48] has joined #linuxcnc
[18:13:00] <lair82> Here is our 4th axis at work, first part, even though I am still having some troubles,
https://youtu.be/-fjYf1_PyBw
[18:13:33] <maxcnc> problems are there to solve it
[18:14:08] <JT-Shop> lair82: get tool change to work?
[18:14:52] <lair82> No, they won't leave the damn thing alone long enough for me to work on it now
[18:15:10] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[18:15:10] <JT-Shop> lol
[18:15:33] <maxcnc> production is always the main issue for renuing and optimising
[18:15:53] <lair82> Obviously, they can't do much more though if they don't let me at it!!!!!!!!
[18:16:23] <maxcnc> they mide not mind about it
[18:16:56] <lair82> maxcnc, very true, this alone has lifted some spirits, the machine has been "dead" for a year and a half now, so this is a big turning point for this machine.
[18:18:17] <maxcnc> no arumentation for a profit oriented person even if it has been off for longer NOW it runs in production timeliine
[18:20:21] <maxcnc> i got oone owner of a plasma that coudt increase hos production and have somany benefits but he sais no time
[18:21:40] <maxcnc> lair82: time will come to do better things to the mashine
[18:30:40] -!- erasmo has quit [Quit: Leaving]
[18:47:04] <zeeshan|2> need 7i77
[18:47:10] <zeeshan|2> when will they be avail!
[18:47:27] <ssi> zeeshan|2: if that control for my new mill doesn't show up, I'm gonna need another one too :(
[18:47:30] <ssi> I'm pretty mad that's missing
[18:47:46] <zeeshan|2> you dont know the person who had it?
[18:47:56] <ssi> I do
[18:48:00] <ssi> but nobody knows where it is
[18:48:04] <Jymmm> ssi: Jump up and shake your fist at em!
[18:48:07] <ssi> everyone else says the guy who took the mill took the control too
[18:48:11] <zeeshan|2> http://imgur.com/eYEhFJJ
[18:48:15] <zeeshan|2> im collecting samples at work :)
[18:48:19] <ssi> guy with the mill says he doesn't know if he got it or not, but doesn't seem to have it now
[18:48:22] <zeeshan|2> that are pretty much scrap here
[18:48:25] <zeeshan|2> some big breakers :D
[18:48:28] <FAalbers> HDPE is so clean !! :)
https://www.youtube.com/watch?v=eCik2ZSy9SE
[18:49:02] -!- nofxx has quit [Ping timeout: 256 seconds]
[18:49:27] <FAalbers> But I wonder how he sticks the piees together. I heard it unglueable
[18:51:42] <Jymmm> mechanical fasteners more than likely
[18:51:50] -!- koo8 [koo8!~kook@236.152.broadband3.iol.cz] has joined #linuxcnc
[18:52:23] <CaptHindsight> HDPE glue
[18:52:37] <Jymmm> CaptHindsight: link?
[18:53:26] <CaptHindsight> http://www.innerduct.com/products/hdpe_glue.php
[18:54:27] <CaptHindsight> http://www.tapplastics.com/product/repair_products/plastic_adhesives/tap_poly_weld_adhesive/435
[18:55:05] <Jymmm> Expoxy, not really a solvent/glue
[18:55:37] <CaptHindsight> http://www.loctiteproducts.com/p/sg_plstc/overview/Loctite-Plastics-Bonding-System.htm
[18:55:56] <CaptHindsight> http://newswire.net/newsroom/pr/00083187-hdpe-sheet-bonding-the-unbondable.html
[18:57:29] <CaptHindsight> does PVA count as a glue?
[18:58:24] <Jymmm> Ah, MUST be heat treated prior to cementing
[18:58:34] <toastydeath> hey, are any of you guys chemists
[18:58:46] <toastydeath> by trade or by schooling
[18:59:10] <CaptHindsight> I play one on TV
[18:59:42] -!- jduhls has quit [Ping timeout: 272 seconds]
[19:01:00] <toastydeath> damn
[19:01:02] <toastydeath> SO CLOSE
[19:01:45] <CaptHindsight> does being glued to the TV count? :)
[19:03:24] <Jymmm> toastydeath: Did you have a question?
[19:03:53] <ssi> nah just taking a census
[19:04:03] <Jymmm> CaptHindsight: BTW 1oz = $16
[19:04:28] <toastydeath> i'm trying to find someone who's very familiar with how the data exchange happens between controller-driven lab equipment, like an FTIR spectrometer or a GC-MS
[19:04:47] <Jymmm> toastydeath: /join ##chemistry
[19:04:53] <toastydeath> i'm already there
[19:04:54] <Jymmm> toastydeath: and ask there
[19:04:56] <Jymmm> lol
[19:04:59] <toastydeath> I've already asked there
[19:05:06] <toastydeath> you asked me to ask here, so i did
[19:05:11] <toastydeath> :D
[19:05:32] <Jymmm> toastydeath: then be patient biotch, most are there after 1400 pacific
[19:05:51] <toastydeath> Jymmm: i've been there for 7+ years, i know
[19:06:23] <toastydeath> people in here tend to have weird hobbies so I figured i'd take a shot
[19:06:24] <Jymmm> toastydeath: Then quit acting like a newb, newb!
[19:06:33] <toastydeath> plus everyone deals with weird controllers
[19:06:50] <toastydeath> even if plaguerat pipes up since he's the analytic chemist, i'm not sure he'll know about the data exchange format
[19:06:53] -!- theorbtwo has quit [Ping timeout: 246 seconds]
[19:07:12] <toastydeath> o well =(
[19:07:24] <Jymmm> toastydeath: check the sale enginner for the manufactures
[19:07:36] <toastydeath> ooooh, that's a good idea
[19:07:49] <FAalbers> Thanks for the info CaptHindsight !
[19:07:55] <Jymmm> toastydeath: ... newb!
[19:09:15] <CaptHindsight> pretty sure its similar to this: 11001110011001000011110101010001001 etc etc
[19:09:38] <_methods> lol
[19:10:15] <Swapper> Hi, anyone got problems on linux cnc 2.8 that the tooltable is erased when addig tools ?
[19:11:18] -!- membiblio [membiblio!~membiblio@108.32.57.2] has joined #linuxcnc
[19:12:58] -!- exco [exco!~exco@HSI-KBW-046-005-016-076.hsi8.kabel-badenwuerttemberg.de] has joined #linuxcnc
[19:13:13] exco is now known as exc0
[19:18:08] <Tom_itx> Swapper, you may want to take that up in the devel channel as 2.7.3 is the latest released ver
[19:18:15] <Tom_itx> 2.8 is probably master
[19:20:15] <maxcnc> Jymmm: you will make it
[19:21:16] -!- b_b has quit [Changing host]
[19:22:09] -!- johtso has quit []
[19:22:40] <maxcnc> Swapper: good practice is to set the tool in g-code with G10 L1
[19:23:02] -!- membiblio has quit [Quit: Leaving]
[19:23:02] <maxcnc> benefit it may not fail on G41 G42
[19:23:15] <maxcnc> better to edit as you need to reload only one
[19:23:34] <maxcnc> on tool table you may reload tooltable and gcode
[19:24:50] <maxcnc> im off Gn8
[19:24:55] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 41.0.2/20151015172900]]
[19:25:00] <Swapper> Tom_itx: yea its master, downgraded to 2.7 and now its working
[19:25:23] <Tom_itx> may wanna let them know what's going on
[19:25:32] <Swapper> Guess they have messed with the tooltbl formating or somtin
[19:25:44] <Swapper> Tom_itx: do you know where?
[19:31:40] -!- dr0w has quit [Quit: Leaving]
[19:41:37] -!- WalterN has quit [Ping timeout: 265 seconds]
[19:41:45] -!- justanotheruser has quit [Quit: Lost terminal]
[19:44:18] <Tom_itx> #linuxcnc-devel
[19:47:58] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has parted #linuxcnc
[20:09:48] -!- dr0w [dr0w!~george@cpe-74-134-85-206.kya.res.rr.com] has joined #linuxcnc
[20:15:24] -!- b_b has quit [Remote host closed the connection]
[20:29:51] dr0w is now known as GoogleSupport
[20:30:14] GoogleSupport is now known as dr0w
[20:31:16] -!- kalxas has quit [Changing host]
[20:32:44] -!- automata has quit [Ping timeout: 256 seconds]
[20:35:20] -!- exitcode1 has quit [Quit: quit]
[20:36:08] -!- asdfasd [asdfasd!~332332@90.197.22.230] has joined #linuxcnc
[20:39:59] -!- tobias47n9e__ has quit [Ping timeout: 246 seconds]
[20:57:46] -!- skunkworks has quit [Read error: Connection reset by peer]
[21:03:45] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[21:05:34] -!- McBride36 has quit [Read error: Connection reset by peer]
[21:12:04] <_methods> hahahah
[21:12:07] <_methods> jebbush.com
[21:12:15] <_methods> jeb just got punked
[21:13:29] -!- McBride36 [McBride36!~McBride36@thedeafguy.space] has joined #linuxcnc
[21:13:53] McBride36 is now known as Guest69198
[21:14:29] Guest69198 is now known as McBride36
[21:14:37] -!- McBride36 has quit [Changing host]
[21:14:37] -!- McBride36 [McBride36!~McBride36@unaffiliated/mcbride36] has joined #linuxcnc
[21:25:52] <FAalbers> _methods, Oh My !
[21:26:18] <_methods> you would think you might want to keep an eye on your domains that might expire around election time lol
[21:26:45] <XXCoder> you need to register before even thinking about running for presidency
[21:26:52] <XXCoder> say, 2 years before
[21:27:43] -!- PCW [PCW!~chatzilla@99.88.10.65] has joined #linuxcnc
[21:27:50] -!- exc0 has quit [Remote host closed the connection]
[21:28:52] <XXCoder> _methods: so it actually expired?
[21:29:02] <XXCoder> reminds me of one city cops
[21:29:05] <_methods> no i guess someone else was squatting it
[21:29:11] <_methods> and they wanted $250k for it lol
[21:29:17] <_methods> and bush didn't want to pay
[21:29:20] <XXCoder> domain was expiring so guy who got ticket bought it
[21:29:29] <XXCoder> and made a website on how to avoid tickets
[21:34:28] -!- PCW has quit [Quit: ChatZilla 0.9.92 [Firefox 42.0/20151029151421]]
[21:34:53] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[21:43:35] <andypugh> Is this thing on?
[21:43:53] <andypugh> (My IRC client has been funny recently)
[21:51:14] -!- Avicenna [Avicenna!~Avicenna@82-169-89-36.ip.telfort.nl] has joined #linuxcnc
[21:51:46] <Deejay> gn8
[21:52:17] <Avicenna> Greetings
[21:52:22] -!- Deejay has quit [Quit: bye]
[21:52:56] <andypugh> Ah, it is working.
[21:55:28] <Avicenna> I'm trying to make my own CNC, got most of the parts except the spindle. Any idea where to start looking for one?
[21:56:59] -!- sumpfralle [sumpfralle!~lars@p5DCFDD04.dip0.t-ipconnect.de] has joined #linuxcnc
[21:57:37] <andypugh> What sort of spindle do you want? Which country are you in?
[21:57:46] <Avicenna> the Netherlands
[21:57:52] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:57:57] <Avicenna> Looking for a spindle to cut wood and plastic m
[21:58:20] <andypugh> OK, then one option is:
http://www.zappautomation.co.uk/electrical-products/spindle-motors.html
[21:58:28] <andypugh> In the EU, so no import duties to pay.
[21:58:35] <Avicenna> sweet
[21:58:43] -!- naja452 [naja452!~androirc@64.91.16.231] has joined #linuxcnc
[21:58:57] <andypugh> But, you might find that it is still cheaper to buy via eBay from China.
[21:59:09] <XXCoder> Avicenna: whats radius of spindle youre looking?
[21:59:13] <XXCoder> andypugh: or aliexpress
[21:59:18] <andypugh> I guess you are interested in metal rather than routing wood?
[21:59:36] <XXCoder> he said wood or plastic, andypugh :)
[21:59:51] <andypugh> Ah, so he did.
[22:00:04] <andypugh> In that case, lots of people use a router.
[22:00:24] <Avicenna> XXCoder: Not sure yet. I guess something like up to 15 mm.
[22:00:34] <XXCoder> no no the spindle itself
[22:00:37] <XXCoder> usually 52mm
[22:00:58] <Avicenna> oh, I have not yet created the holder. Going to 3D print one myself.
[22:01:01] <XXCoder> large radius of spindle itself, size that your machine clamps for spindle can hold.
[22:01:03] <Avicenna> So doesnt really matter
[22:01:06] <XXCoder> ahh so it dont really matter
[22:02:05] <Avicenna> What is the price range I should take into account?
[22:02:21] <andypugh> The Bosch Colt (US name, GKF600 in the EU) is popular for as a spindle, partly as it removes neatly from the base:
https://www.klium.nl/bosch-gkf-600-kantenfrees-060160a100-52176?gclid=CN6x5vffyskCFc8aGwodXi0CBQ
[22:02:54] <andypugh> Do you want an automated tool change?
[22:02:59] <MrSunshine> i find these china spindles quite good so far .. tho i had to regrind the spindle taper as it was over 0.1mm off center :P
[22:03:07] <andypugh> Actually, silly question. Can you afford an automated tool change?
[22:03:34] <Avicenna> andypugh: Don't think so.
[22:04:10] <andypugh> Air cooled or water cooled?
[22:04:15] <Avicenna> Air cooled
[22:04:26] <Avicenna> (at least the 1st one) :-)
[22:04:50] <Avicenna> Might make an improved version at some point if things turn out to work as expected.
[22:05:09] <Avicenna> But not gonna blow like $500 on something that I dont know is going to work.
[22:05:46] <andypugh> ebay is ful of these:
http://www.ebay.nl/itm/261936137113
[22:07:14] <Avicenna> That one looks decent.
[22:07:19] -!- Valen [Valen!~Valen@c110-21-196-253.blktn5.nsw.optusnet.com.au] has joined #linuxcnc
[22:07:21] -!- theorbtwo has quit [Remote host closed the connection]
[22:07:53] <andypugh> ER11 will pnly hold a 1/4” shank router.
[22:09:45] <andypugh> You need ER20 for 1/2” cutters.
[22:09:54] <Avicenna> Ok, got some leads to look further. Thanks!
[22:10:07] -!- GJdan has quit [Quit: WeeChat 1.4-dev]
[22:27:47] -!- jduhls has quit [Ping timeout: 250 seconds]
[22:41:56] -!- FinboySlick has quit [Quit: Leaving.]
[22:43:04] -!- Avicenna has quit [Quit: Leaving...]
[22:46:16] -!- chillly has quit [Quit: Ex-Chat]
[22:50:51] -!- jduhls has quit [Remote host closed the connection]
[22:56:49] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[22:57:35] <JT-Shop> got my new Portland Design Works Barkeep CO2 Inflator but it looks like a tire... rut row
[23:01:45] <JT-Shop> how can I cut some splines in 0.875" thick aluminum about 2" in diameter oh the splines are on the inside
[23:03:15] <andypugh> Wire spark erosion?
[23:03:28] <andypugh> Is this a one-off or a production item?
[23:03:36] <JT-Shop> that was my first thought, a one off
[23:03:50] <andypugh> I would slot them on a CNC lathe.
[23:03:55] <andypugh> DO you have a CNC lathe?
[23:04:04] <andypugh> Or a mill with a CNC rotary axis?
[23:04:09] <JT-Shop> yes but it is a 16C chucker
[23:04:18] <JT-Shop> no CNC rotary yet
[23:04:20] -!- Protractinium [Protractinium!~kvirc@c-24-21-129-95.hsd1.or.comcast.net] has joined #linuxcnc
[23:04:31] * SpeedEvil imagines a press.
[23:04:34] <andypugh> Does the lathe index at all?
[23:04:43] <JT-Shop> not at this time
[23:04:59] <Wolf_> excuse to fix that
[23:05:01] <JT-Shop> it is controlled by LinuxCNC
[23:05:59] -!- Praesmeodymium has quit [Ping timeout: 260 seconds]
[23:06:03] Protractinium is now known as Praesmeodymium
[23:06:21] <andypugh> OK. So… You need to make a mandrel to hold a gear with a number of teeth that is an integer mutliple of the number of splines. You then need to make a mandrel that you can fit the gear (or sprocket, or whatever) onto. and the part to be splied, and then have a section that can be gripped in the 16C.
[23:07:16] <andypugh> You use the gear as an indexing disc with an improvised lock-pin of some sort. Then wind a form-tool in and out with the lathe carriage, increasing cut fractionally each time.
[23:07:28] <JT-Shop> just did a quick measure and not enough room to swing it as one part but built as two is possible
[23:07:46] <JT-Shop> 44 splines
[23:08:03] <andypugh> I didn’t say that it wouln’t be horribly tedious.
[23:08:39] <andypugh> Ideally you want a rotary table and a slotting head.
[23:08:40] <JT-Shop> the spindle does lock at maybe 12 or more positions
[23:09:34] <SpeedEvil> do you actually need all the splines?
[23:10:15] <Tom_itx> get a nice big broach and press it
[23:10:17] <Tom_itx> :)
[23:10:37] <SpeedEvil> https://www.biketiresdirect.com/productimages/images450/pjbrk1-2.jpg - this?
[23:11:10] <andypugh> JT-Shop:
https://www.youtube.com/watch?v=NyU0ku3I44A
[23:12:43] <zeeshan|2> man the world is really small
[23:12:50] <zeeshan|2> its kinda scary
[23:12:55] * Tom_itx inflates it a bit
[23:13:01] <JT-Shop> this is the part
http://gnipsel.com/images/misc/Reaction%20Bar2.JPG
[23:13:04] <zeeshan|2> Tom_itx: did you see thje casting?!
[23:13:18] <Tom_itx> no, just got in
[23:13:26] <zeeshan|2> i posted a couple days ago :{
[23:13:32] <zeeshan|2> i just got in as well :P
[23:13:35] <Tom_itx> i saw your gold ingot bars
[23:13:41] <Tom_itx> err aluminum..
[23:13:44] <zeeshan|2> yes :P
[23:13:45] <zeeshan|2> that was it
[23:14:03] <andypugh> zeeshan|2: Actually, the workd is huge. I went all the way round once, it took ages.
[23:14:04] <zeeshan|2> im going to be making my boss and one of my coworkers
[23:14:18] <zeeshan|2> prolly a maple leaf out of cast aluminum
[23:14:32] <SpeedEvil> JT-Shop: what's the section of the splines?
[23:14:34] <zeeshan|2> for the co worker im thinking of tig brazing it
[23:14:36] <Tom_itx> andypugh were you waiting for the wind to blow you around?
[23:14:37] <zeeshan|2> and then final machining it
[23:14:43] <zeeshan|2> andypugh: spatially yes
[23:14:47] <zeeshan|2> but people wise its small
[23:14:48] <JT-Shop> section?
[23:14:52] <SpeedEvil> JT-Shop: square?
[23:15:04] <JT-Shop> a bit of an angle
[23:15:24] <zeeshan|2> anyone need some breakers? :p
[23:15:30] <zeeshan|2> http://i.imgur.com/eYEhFJJ.jpg
[23:15:48] -!- Flipp_ [Flipp_!~Flipp@c-73-181-210-168.hsd1.wa.comcast.net] has joined #linuxcnc
[23:15:54] <JT-Shop> I just tossed out two boxes of breakers lol
[23:15:58] <zeeshan|2> haha
[23:16:00] <andypugh> zeeshan|2: There are quite a lot of people too, you could never meet them all:
https://what-if.xkcd.com/9/
[23:16:02] <zeeshan|2> i really like tbhe big one
[23:16:20] <zeeshan|2> its trip unit is adjustable upto 400A
[23:16:42] <zeeshan|2> andypugh: that is a long read :(
[23:17:26] <Flipp_> question for solidworks users: say you wanted to use a "standard" part in an assembly, e.g. 608zz or 623zz bearings, and they're not in the standard toolbox. do you roll them yourself? or do you find them online somewhere?
[23:17:32] <Tom_itx> by the time you met the last one, another would be born
[23:17:38] <zeeshan|2> lol
[23:17:52] <zeeshan|2> Flipp_: thats not a solidworks Q
[23:17:57] <Tom_itx> Flipp_ i'd hunt online
[23:18:00] <zeeshan|2> mcmastercarr.com
[23:18:04] <zeeshan|2> i use them for bearing models
[23:18:15] <zeeshan|2> they're native solidworks files
[23:18:19] <zeeshan|2> which is nice..
[23:18:25] <Wolf_> ^ mcmaster ftw
[23:19:18] <zeeshan|2> andypugh: why i said the world is small is because the person interviewing me for a completely different job
[23:19:35] <Flipp_> hm. I've used mcmaster a bit for models before, but I can rarely find the exact parts
[23:19:36] <Tom_itx> zeeshan|2, got catia loaded on the pc this pm
[23:19:38] <zeeshan|2> was the hr manager when hiring me!
[23:19:44] <zeeshan|2> at another company 2 years ago
[23:19:57] <zeeshan|2> Tom_itx: how big
[23:19:59] <Wolf_> Flipp_: wut?
http://i.imgur.com/Q1gnbtV.png?1
[23:20:04] <andypugh> zeeshan|2: Is that good or bad?
[23:20:06] <Tom_itx> i didn't look
[23:20:10] <zeeshan|2> andypugh: its good
[23:20:18] <zeeshan|2> but its scary how tight knit the community is here..
[23:20:29] <Wolf_> thats almost all mcmaster parts in that lol
[23:20:39] <Flipp_> Wolf_: for example, a 623zz bearing. I just searched mcmaster, but came up empty
[23:20:42] -!- Hecke [Hecke!~Hecke@ip-176-198-207-30.hsi05.unitymediagroup.de] has joined #linuxcnc
[23:20:50] <andypugh> Flipp_: Modelling bearings is pretty easy. Especially if you don’t bother. They can effectively just be a ring.
[23:21:11] <Wolf_> use the sorting filters vs odd ball part numbers
[23:21:21] <Flipp_> andypugh: sure, sure, that's what I do when I can't find exact parts
[23:21:30] <Tom_itx> the more detailed they are the longer load times you get
[23:21:31] <JT-Shop> Flipp_: mcmaster carr has most items with sw cad files
[23:21:51] -!- c_morley has quit [Ping timeout: 260 seconds]
[23:21:51] -!- cmorley has quit [Ping timeout: 260 seconds]
[23:23:29] <andypugh> But, the way I do it (which is quiker than finding one online) is to draw the inner and outer race as rectangles, and the centreline, and a circle with a diameter line. Then revolve the rectangles round the centreline, leaving out the circle intersection. Then revolve half the circle round the diameter line, then make as many circular array copies of the ball featire as looks right.
[23:23:46] <Tom_itx> JT-Shop, this was an idea i had about your spline:
https://www.youtube.com/watch?v=8gC4nbVB1-8
[23:23:59] -!- Hecke has quit [Client Quit]
[23:23:59] <andypugh> Is that clear? It takes longer to describe than to do it.
[23:24:13] <Tom_itx> you'd need an indexer though
[23:24:22] <JT-Shop> yea
[23:24:29] <Flipp_> andypugh: yup yup, I get it. I've used that to make odd-shaped ball bearings (e.g. ones iwth flanges)
[23:24:49] <JT-Shop> I find it faster to draw two circles OD and ID and extrude the thickness
[23:25:21] <Tom_itx> https://www.youtube.com/watch?v=QHhvqnHdcPg
[23:25:24] <andypugh> Yeah, but you get no balls that way. My way gives you races and the balls all from one sketch
[23:25:25] <Tom_itx> or do it the hard way
[23:26:07] <Wolf_> Flipp_: try 7804K128
[23:26:29] <Wolf_> on mcmaster…
[23:27:10] <Flipp_> huh. yeah, that seems to be it
[23:27:17] <Flipp_> though when you search for 623-2Z, nothing comes up
[23:27:24] <Flipp_> I guess the search just isn't as reliable...?
[23:27:41] <JT-Shop> drop the seal part
[23:27:56] <andypugh> Tom_itx: I wonder if that mill has a powered Z axis?
[23:28:05] <Wolf_> mcmaster search is a pain, they don’t use manufacturer part numbers
[23:28:10] <andypugh> (though stopping in the right place might be hard)
[23:28:25] <JT-Shop> or just click on bearings and pick 623-2z
[23:28:38] <Flipp_> cool, thanks. I guess I'll just have to get better at mcmaster. I do like that they have solidworks parts built in
[23:28:52] <Wolf_> that what I just did, bearings, then 3mm shaft
[23:29:43] shaun415 is now known as shaun413
[23:29:50] -!- shaun413 has quit [Changing host]
[23:29:50] -!- shaun413 [shaun413!~shaun@unaffiliated/shaun413] has joined #linuxcnc
[23:31:00] <Tom_itx> andypugh, i dunno
[23:33:53] <JT-Shop> Tom_itx: ready to slap the rest of the cladding up tomorrow :)
[23:34:28] <FAalbers> Hello , is there an easier way to remove collets from the head then pushing them inside the head without bit to release it from the ring ?
[23:35:02] <andypugh> Eh?
[23:35:03] <Wolf_> what collet type?
[23:35:07] <andypugh> What sort of collet?
[23:35:10] <FAalbers> ER11
[23:35:20] <zeeshan|2> cute
[23:35:29] <Wolf_> just keep backing the retainer out
[23:35:29] <andypugh> ER collets should extract themselves when you back the nut out a few turns
[23:36:00] <JT-Shop> if the nut is not worn out...
[23:36:28] <FAalbers> andypugh, I guess mine is quite stuburn then . Doesn't come out of the holder ring very easily
[23:36:29] <andypugh> And some nuts have a less-than-enthusiastic eccentric on the extraction ring too.
[23:36:31] -!- RootB [RootB!~RootB@201.142.255.178.dsl.dyn.telnor.net] has joined #linuxcnc
[23:37:03] <andypugh> Are you trying to get the collet out of the spindle or the collet out of the nut?
[23:37:27] <FAalbers> I need to contract the collet quite a bit before i can get out out of the nut ring
[23:37:50] <FAalbers> andypugh, collet out of the nut
[23:38:00] <andypugh> You shouldn’t need to contract it at all, you just need to tilt it in the right direction
[23:38:05] <Wolf_> oh, the hole is oval
[23:38:16] <Wolf_> only tips out in one area
[23:38:25] <FAalbers> andypugh, Shouldn't the collet stay in the head when turning off the nut , and then take out the collet of the head ?
[23:38:39] <andypugh> But you can’t know the right direction, so just wobble it till it comes :-)
[23:38:57] <JT-Shop> sounds like the collets on my kwik switch 200 have to hammer them out
[23:38:59] <andypugh> No, the collet is meant to snap into the nut.
[23:38:59] <FAalbers> Wolf_, Oh really ? It's oval ??
[23:39:12] <Wolf_> FAalbers: the ER collets are “self releasing” they lock in to the nut
[23:39:32] <andypugh> If you put the collet in the head then put the nut on you will damage the nut and the collet.
[23:39:58] <andypugh> You put the collet in the nut, then screw the nut onto the spindle.
[23:40:08] <Wolf_> and possibly have a collet stuck in the spindle lol
[23:40:55] <FAalbers> OK ! Because I was just not ablr to get the collet out of the nut without compressing the collet. But I did not know it was oval. Will have to check that out tonight
[23:41:00] <andypugh> Gene didn’t know this either. I don’t know how I know it, it just feels like something I have always known...
[23:41:12] <FAalbers> So just tilt it and it should snap out then ?
[23:41:19] <Wolf_> yup
[23:41:19] <andypugh> Yes.
[23:41:27] <JT-Shop> yea if it is ER then you just twist the collet a bit and it falls out
[23:41:34] <JT-Shop> er tilt
[23:41:37] <FAalbers> OK ! One more thing learned !
[23:41:41] <FAalbers> Thanks
[23:41:41] <JT-Shop> it will only tilt one way
[23:41:46] <andypugh> Youneed to feel for the right tilt direction.
[23:41:50] <JT-Shop> yep
[23:41:57] <FAalbers> JT-Shop, Because it's oval I guess ? :)
[23:42:15] <JT-Shop> aye
[23:42:21] <andypugh> It’s more eccentric than oval, to be pedantic
[23:42:39] <FAalbers> These little details are hard to find online I have to say. Love this chat channel ! :)
[23:42:42] <andypugh> It’s pretty clever, really.
[23:43:07] <andypugh> There are some super-slim designs that use the spanner as the extraction device.
[23:43:13] <FAalbers> And then you find a yourube video that totally shows it the wrong way !
[23:43:32] <Wolf_> I said oval to over simplify
[23:45:10] <JT-Shop> looks more like off center circle to me
[23:46:03] <Wolf_> yeah it really is just a eccentric hole
[23:47:32] <FAalbers> Now THIS one shows it correctly !! :)
https://www.youtube.com/watch?feature=player_detailpage&v=D8AkYg3yPiU#t=139
[23:48:29] <Wolf_> FAalbers:
http://i.imgur.com/hYrgaK0.jpg
[23:49:02] <Wolf_> forgot that I had a er-32 on the desk lol
[23:51:19] <naja452> If a fly cutter is only cutting on one side that means the head is cocked to one side right?
[23:52:10] <_methods> yep
[23:52:26] <_methods> time to tram the head
[23:52:30] <naja452> Is there a way to tell if its the bed or the head?
[23:52:42] <_methods> lots of measuring
[23:52:44] <naja452> Im pretty sure the head on my mill isnt adjustable
[23:53:05] <_methods> that would be unusual
[23:53:16] <_methods> unless your head was part of the casting
[23:53:21] <Wolf_> x2 mills arent adjustable
[23:53:32] <Wolf_> you can shim the column tho
[23:53:43] <naja452> Its a sepperate piece, it just has two dowels i. Grooves that line it up
[23:55:28] <_methods> what kind of mill?
[23:56:26] <naja452> http://imgur.com/ocDJzzj
[23:56:44] <naja452> Its a gorton 1-22 tracemaster converted to cnc
[23:57:17] <_methods> ah yeah i remember now
[23:57:25] <_methods> well it could be the bed with those rails
[23:57:30] <_methods> or it could be the head
[23:58:04] <_methods> i'd tram it just like a bridgport though
[23:58:34] <_methods> you do have adjustment in the head there they just pinned it
[23:59:46] <naja452> Looking at the manual it looks like those bolts go straight into the RAM, you'd only have as much as just meant is there is wiggle room in the bolts.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
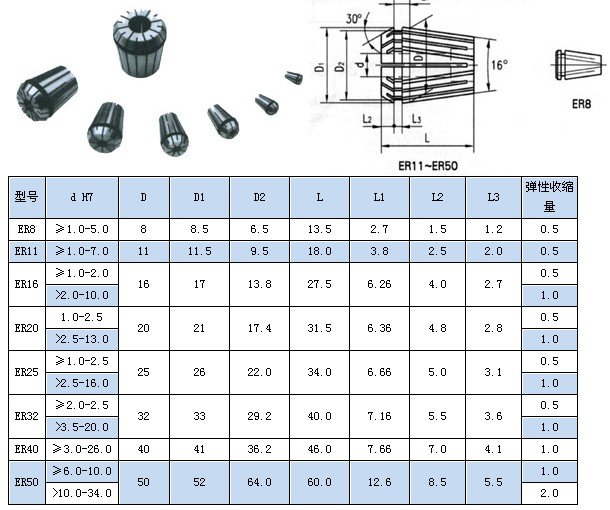{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}