Back
[00:14:21] <furrywolf> https://www.youtube.com/watch?v=xYk9f99pIy0 I don't usually like random youtube videos, but someone linked to that, and it's pretty good. lol
[00:17:42] -!- anth0ny_ has quit [Client Quit]
[00:20:22] <XXCoder> i bet I see signs of funny. too bad not captioned
[00:21:18] * furrywolf has no idea how to even check if something is captioned
[00:21:25] <XXCoder> no CC icon
[00:23:07] <furrywolf> I thought it did that automagically?
[00:23:23] <XXCoder> google dont always autocaption videos
[00:23:26] <Tom_itx> zeeshan!!!
[00:23:31] <XXCoder> autocaption usually suck
[00:23:34] <Tom_itx> did you get it working?
[00:23:45] <XXCoder> people have to upload regular captions for specific language
[00:25:29] <furrywolf> yeah, after how badly it autocaptioned that car repair video you pasted... but why doesn't it do it on every video?
[00:25:47] <XXCoder> ask google. possibly user didnt like captions and deleted it
[00:27:34] <MacGalempsy> does anyone know if linuxcnc can handle index count on 2048 counts per rotation?
[00:28:00] <furrywolf> yes
[00:28:45] <furrywolf> that's not a particularly scary number. :)
[00:29:09] <MacGalempsy> when I try to just look at the pin, I cant see when it goes to true. how do I go about finding the index position?
[00:29:28] <MacGalempsy> halscope?
[00:30:03] <furrywolf> I haven't built my encoders yet, but I'd start there, yes.
[00:32:52] <MacGalempsy> cool I see the one count in there
[00:33:06] <MacGalempsy> thanks
[00:33:49] <furrywolf> Jymmm: I bet you'll like that youtube video.
[00:34:16] <MacGalempsy> The good thing is that index is where the tool changer lines up at zero
[00:34:24] <MacGalempsy> well, tool 1
[00:37:31] * furrywolf is attemping to pretend to know how to do anything with cloth and make a divider for a toolbag.
[00:38:31] <zeeshan> Tom_itx: my cam wont output it right
[00:38:34] <zeeshan> in the format we were discussing
[00:38:41] <zeeshan> but i got it to output it using g90 and g91
[00:38:46] <zeeshan> makes it harder to diagnose the loop
[00:38:55] <zeeshan> but whatever, at least i can still call subroutines in order..
[00:39:13] <zeeshan> man today was a really productive day
[00:39:27] <zeeshan> !
[00:40:24] <furrywolf> I need a table. somehow I don't have any flat space in the house.
[00:40:44] <XXCoder> tip a table
[00:40:46] <XXCoder> its now empty
[00:40:56] <furrywolf> that won't make one start existing.
[00:41:05] * furrywolf heads outside and fetches a sheet of plywood
[00:41:45] <zeeshan> furrywolf: spend some time
[00:41:47] <zeeshan> anmd build a damn table! :P
[00:42:42] -!- RobertPlummer has quit [Ping timeout: 246 seconds]
[00:43:21] <furrywolf> no room
[00:43:42] <XXCoder> shed
[00:50:05] -!- Loetmichel2 [Loetmichel2!~cylly@p54B10115.dip0.t-ipconnect.de] has joined #linuxcnc
[00:51:57] -!- rigid has quit [Ping timeout: 252 seconds]
[00:52:04] -!- Loetmichel has quit [Ping timeout: 272 seconds]
[00:55:45] <PetefromTn_> hey folks good evening..
[00:56:12] <os1r1s> Tom_itx: Do you know if I can send serial commands from linuxcnc easily?
[00:56:24] <Tom_itx> i think you can but i don't know how
[00:57:07] <os1r1s> k
[00:59:12] <os1r1s> Tom_itx: For a toolchanger, do you think it would be better to have a different circuit (needing a stepper) interfaced to the linuxcnc box or do you think it would be better to try to control it as another axis?
[00:59:27] <malcom2073> You can tie a M command to python, and have that python send serial commands
[01:00:27] <os1r1s> malcom2073: Hmm, ok. That could work
[01:00:33] <XXCoder> wow
[01:00:37] <XXCoder> VW is in deep trouble
[01:00:46] <XXCoder> they probably will be fined $16 billion bucks
[01:00:50] <XXCoder> 37k per car
[01:00:51] <malcom2073> For what?
[01:01:13] <XXCoder> malcom2073: making malicious code in emissions that adjust emissions to passing quality only when tested
[01:01:20] <malcom2073> Bwahaha
[01:01:22] <malcom2073> That's awesome
[01:01:26] <XXCoder> so cars was generating smog badly
[01:01:51] <MacGalempsy> good thing I dont have any VWs!
[01:01:52] <Praesmeodymium> http://abcnews.go.com/Business/wireStory/vw-chief-epa-firm-skirted-clean-air-law-33897949
[01:02:02] <XXCoder> http://www.usatoday.com/story/money/cars/2015/09/20/volkswagen-ceo-martin-winterkorn-apologizes-epa-clean-air-act-emissions-violations/72519678/
[01:02:27] <XXCoder> 18 billion not 16
[01:02:39] <MacGalempsy> chump change
[01:03:00] <XXCoder> 18 billion? not really its quite a ouch for any company not in top 10
[01:03:44] <MacGalempsy> hopefully they dont have to close the porsche dept
[01:03:54] <malcom2073> "potentially exposing people to harmful pollutants at levels of 40 times the acceptable standard and respiratory conditions such as asthma."
[01:03:56] -!- anth0ny_ has quit [Quit: anth0ny_]
[01:03:57] <malcom2073> Oh jesus fucking christ
[01:04:00] <XXCoder> MacGalempsy: they now can't sell any 4 cyl diesel cars
[01:04:01] <malcom2073> sensationalist much?
[01:04:14] <malcom2073> It's not like they were piping exhaust into the car
[01:04:17] <XXCoder> malcom2073: 40 times is very serious
[01:04:18] <MacGalempsy> boo hoo
[01:04:32] <MacGalempsy> its probably an EPA set agenda
[01:04:39] <malcom2073> XXCoder: 40 times a very small number is still better emissions than most diesels on the road
[01:04:43] <XXCoder> malcom2073: single car its not much but total of all cars..
[01:04:58] <Contract_Pilot> I get a week off to play with lonuxcnc
[01:05:06] <Contract_Pilot> linuxCNC
[01:05:30] <XXCoder> loxcnc heh
[01:05:34] <malcom2073> XXCoder: Assuming that's 40 at all times, and not just 40x at times like during hard acceleration
[01:05:41] <MacGalempsy> Contract_Pilot: good luck, what are you making?
[01:05:48] <malcom2073> I still call that line sensationalist.
[01:06:27] <MacGalempsy> 40x 2015 levels is probably less that 1000x less 1950 values
[01:06:27] <Contract_Pilot> First I am trying to get my 12X36 lathe up and going.
[01:06:58] <Contract_Pilot> Right now i am playing with the Tormach Version Path Pilot/.
[01:06:59] <MacGalempsy> Contract_Pilot: sounds like a fun project. how far along are you on the automation?
[01:07:05] <malcom2073> MacGalempsy: Or even 2015 standards for trucks, which aren't even held to emissions standards :P
[01:07:07] <XXCoder> MacGalempsy: actually it was not 1000x bad, but yeah. leaded part was MUCH worse
[01:07:21] <furrywolf> it's "up to" 40 times, usually much less. and 40 times almost nothing is still almost nothing. and the "fix" makes it get worse economy, while the emissions are measured as percentage of tailpipe gasses, so lowering the percentage but increasing the total volume of tailpipe gasses results in MORE total pollution.
[01:07:24] <furrywolf> it's entirely bullshit, as usual.
[01:08:04] <MacGalempsy> the local airport quit selling 101 low level to normal ppl because the gov said they could see elevated lead levels along trails
[01:08:06] <SpeedEvil> More pollution of some classes, and lower NOX
[01:08:29] <Contract_Pilot> 100LL will not be banned!
[01:08:38] <MacGalempsy> its probably something more simple. Like Obama wanted a campaign contribution and VW said no.
[01:08:38] <Contract_Pilot> No replacement
[01:08:55] <XXCoder> MacGalempsy: for what? hes already 2 termer
[01:08:57] <SpeedEvil> Exhaust pollution kills a substantial number of people a year
[01:09:06] <SpeedEvil> If you actually work the numbers.
[01:09:13] <MacGalempsy> XXCoder: more money for the communist agenda
[01:09:21] <XXCoder> SpeedEvil: yeah air quality kills lot of people a year
[01:09:21] <Contract_Pilot> yea, in Xi'an China it was bad!
[01:09:37] <XXCoder> MacGalempsy: socialism != communist
[01:09:39] <MacGalempsy> I was in Japan in 2001 and the air in Yokohama was shit
[01:09:40] <jdh> did you get the dvd?
[01:10:02] <Contract_Pilot> Yep.
[01:10:06] <SpeedEvil> More in china.
[01:10:14] <SpeedEvil> But the number is very, very far from zero in the USA
[01:10:15] <Tom_itx> yeah i've heard that as well
[01:10:27] <Tom_itx> not near as bad as china though
[01:10:28] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2015/09/Path-Pilot-Install-Mesa-Card-Required.jpg
[01:10:28] <SpeedEvil> Imposing a significant cost.
[01:10:31] <jdh> torrent?
[01:10:47] <MacGalempsy> well, all I can say is hopefully the $18 billion goes towards bringing down the national debt, but I bet that money is already being accounted for
[01:11:00] <Contract_Pilot> Left Alt + Shift will let you in to Linux.
[01:11:08] <XXCoder> one of things I look forward to is finally replacing airplane fuel to that new algae based fuel. no more leaded fuel
[01:11:23] <Contract_Pilot> http://www.stevenrhine.com/wp-content/uploads/2015/09/Path-Pilot-Install-Left-Alt-Shift.jpg
[01:11:36] <Contract_Pilot> XX you fly?
[01:11:46] <XXCoder> MacGalempsy: know whats strange? mower is one of worse - running one for a hour is like driving 20 cars for a hour pollution wise
[01:12:01] <XXCoder> Contract_Pilot: no, I care about envorment
[01:12:05] <Contract_Pilot> jdh no torrent but did make a backup ISO
[01:12:16] <XXCoder> Contract_Pilot: and ironically I make lot airplane parts. sigh.
[01:12:19] <jdh> do you need offsite storage?
[01:12:33] <Tom_itx> hah
[01:12:46] <Contract_Pilot> I have it on one of my domains not sure i want to let it out right now.
[01:12:54] <furrywolf> again, the end result is MORE POLLUTION. the epa measures pollution as percentage of tailpipe gasses. the fix results in worse economy, resulting in more tailpipe gasses. although the percentage of the specific pollutant is lower, due to increase in total gasses, the result is MORE total emission of the same pollutant.
[01:13:04] <furrywolf> plus more emissions of CO2 and everything else.
[01:13:31] <MacGalempsy> XXCoder: yeah, but most mowers only get about 3 hrs per wk
[01:13:41] <XXCoder> thankfully yes MacGalempsy
[01:13:44] <furrywolf> measuring pollution in grams/mile would make far more sense. but the epa doesn't like that.
[01:14:06] <XXCoder> furrywolf: probably due to corpration bri- donation
[01:14:38] <XXCoder> furrywolf: also nothing is perfect, that is why I drive 20 mpg van even though there is better ones
[01:15:24] <XXCoder> all I want is slowly moving on from renewable to renewable, with less pollution. we dont have earth backup after all.
[01:15:28] <furrywolf> also, that abcnews.go.com url is horribly broken. it's trying to load an infinitely long page of articles strung together.
[01:15:42] <XXCoder> its like that for me too
[01:15:50] <XXCoder> its new fad apparently as its annoying
[01:16:04] <XXCoder> so far I know of 3 websites like that
[01:16:21] -!- per_sonne has quit [Ping timeout: 250 seconds]
[01:16:35] <SpeedEvil> furrywolf: More total emissions of CO2 does _NOT_ mean proportionally more NOX.
[01:16:49] <SpeedEvil> furrywolf: It can easily be 5% more CO2 means 100* less NOX
[01:16:52] <furrywolf> I've seen ones that try to load a new article when you get to the bottom... that's just stupid and fucking annoying. this one is attempting to load the articles as fast as it can fetch them from the server and stick them into ram, which goes beyond annoying and into broken.
[01:17:07] <SpeedEvil> furrywolf: deeply
[01:17:16] <XXCoder> agreed fur
[01:17:24] <XXCoder> SpeedEvil: yeah NOX is far more dangerous than co2
[01:17:26] <SpeedEvil> I hate the 'jam massive unrelated ad in the middle of the text for another article
[01:17:36] <furrywolf> the real issue is certain interests with whole whole lots of money don't want to see fuel-efficient vehicles.
[01:17:39] <SpeedEvil> CO2 has 'no' prompt health costs
[01:17:44] <XXCoder> co2 ulmately will be big problem. or rather is now
[01:17:50] <SpeedEvil> NOX has massive ones.
[01:18:20] <SpeedEvil> furrywolf: It is a bit wierd.
[01:18:27] <XXCoder> SpeedEvil: this year has solid record hottest ever :( 2014 was nearly solid record hot
[01:18:28] <SpeedEvil> furrywolf: Barring stuff like tesla
[01:18:44] Loetmichel2 is now known as Loetmichel
[01:18:58] <furrywolf> the article I read yesterday said the "up to 40 times" was misleading, and most of the time it was only a few percent or not at all, but they didn't mention that because that didn't sound nearly as scary. so if you get 10% worse economy for an average of 5% nox reduction... guess what, you're actually getting 5% more total.
[01:19:07] <XXCoder> furrywolf: its so hard to get fuel effiecent cars in usa. many companies has em... in other countries not usa
[01:19:11] <Contract_Pilot> have 3 166 oz-in steppers for the little spectralight mill on the way.
[01:19:32] <furrywolf> also, are you going to take your vehicle in for a recall that knocks 10% off the economy? I strongly doubt it. then they'll try claiming you're not allowed to drive your vehicle unless you get the recall...
[01:19:34] <Contract_Pilot> factory were 80-90 oz-inch
[01:19:36] <XXCoder> though I am really looking forward to elio
[01:19:50] <SpeedEvil> furrywolf: It's not quite as simple as that - you may not care about emissions changing at highway speeds much
[01:19:57] <SpeedEvil> But in city driving speeds.
[01:20:15] <furrywolf> I want a subaru diesel, but subaru says it's not practical to comply with the epa's bullshit requirements. so we get 25mpg cars instead of 65mpg cars.
[01:20:19] <SpeedEvil> If that city driving has 10* the emissions, ...
[01:20:26] <SpeedEvil> Size is a _major_ issue
[01:20:29] -!- JT-Shop has quit [Read error: Connection reset by peer]
[01:20:29] -!- jthornton has quit [Read error: Connection reset by peer]
[01:20:50] <furrywolf> subaru gets 65mpg in an AWD crossover SUV.
[01:21:00] -!- jthornton [jthornton!~john@184.21.194.58] has joined #linuxcnc
[01:21:00] -!- JT-Shop [JT-Shop!~john@184.21.194.58] has joined #linuxcnc
[01:21:21] <roycroft> except european emissions controls are stricter than ours, and there are heaps of diesel cars in europe
[01:21:44] -!- anth0ny_ has quit [Quit: anth0ny_]
[01:21:53] * furrywolf tries to find an actual primary source instead of news articles repeating each other, but doesn't find one
[01:22:04] <furrywolf> roycroft: no, they're much saner.
[01:22:14] <malcom2073> Hah, good luck, I'm of the firm belief that for the majority of news, there *is* no primary source.
[01:22:16] <XXCoder> motorcycles well it uses less fuel but more pollution. too bad
[01:22:32] <roycroft> carb notwithstanding, that's not the case
[01:22:45] <XXCoder> furrywolf: yeah sometimes news form feedback loops of bullshit
[01:22:53] <XXCoder> wish news cite more :(
[01:22:56] <furrywolf> http://www3.epa.gov/otaq/cert/documents/vw-nov-caa-09-18-15.pdf maybe (still downloading)
[01:23:03] <roycroft> carb is perhaps the most corrupt government regulatory board in the nation
[01:23:34] <roycroft> it's completely controlled by oil and auto manufacturing lobbyists
[01:23:54] <roycroft> and its focus is on consuming more oil and selling more cars, not on fuel efficiency and low pollution
[01:24:20] <XXCoder> probably walks around in sweat jeans with 2 small canes because its bent over and ready for all them lobbyists :(
[01:24:49] <roycroft> but some of us are smart enough not to live in california :)
[01:25:01] <Praesmeodymium> furrywolf: that news first came across ap wire by the looks of it
[01:25:52] <malcom2073> Wolf_Mill: I got a john deer push mower with swivel wheels, robotic mower!
[01:26:02] <furrywolf> it looks like the EPA doesn't actually have any numbers of their own, and is relying on 3rd-party tests.
[01:26:16] <furrywolf> and then VW admitting part of their software could be in violation.
[01:26:27] <Contract_Pilot> Ok, off i go to the other room to play a little.
[01:26:32] <roycroft> a roomba and a pair of scissors would work, wouldn't it?
[01:26:38] <Contract_Pilot> Still learning linux hahaha
[01:26:41] <furrywolf> and, of course, the epa page doesn't give any actual citations.
[01:26:42] <XXCoder> keep it private Contract_Pilot man! lol
[01:27:12] <malcom2073> roycroft: Thinkin too small
[01:27:26] <roycroft> a gaggle of roombas
[01:27:37] <malcom2073> Thinkin too big
[01:27:47] <SpeedEvil> Inverted quadcopter
[01:27:47] <roycroft> a coven of roombas?
[01:27:59] <malcom2073> SpeedEvil's got it
[01:28:04] <roycroft> i think a coven is generally smaller than a gaggle
[01:28:22] <XXCoder> coven of witches is 3
[01:28:56] <roycroft> thirteen
[01:28:59] <furrywolf> http://www.theicct.org/sites/default/files/publications/WVU_LDDV_in-use_ICCT_Report_Final_may2014.pdf might have data (big download, still downloading)
[01:29:35] <renesis> this is about VW trolling the smog machines?
[01:29:45] <renesis> some project manager just got fired
[01:29:51] <furrywolf> yes
[01:30:01] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[01:30:37] <zeeshan-mill> this wood is getting raped!
[01:30:53] <renesis> if youre machining it i hope so
[01:31:11] <renesis> not worried about the dust gumming up your ways?
[01:31:22] <zeeshan-mill> theyre covered
[01:31:27] <renesis> cool
[01:31:57] <zeeshan-mill> and im not really getting dust
[01:32:01] <zeeshan-mill> im taking aggressive cuts
[01:32:03] <zeeshan-mill> its all chips
[01:32:07] <zeeshan-mill> just like metal
[01:32:32] <Tom_itx> subs working?
[01:32:35] <renesis> prob also because composite
[01:32:36] <zeeshan-mill> yea
[01:32:45] <zeeshan-mill> not the way we wanted to tom
[01:32:48] <zeeshan-mill> but i worked around
[01:32:57] <zeeshan-mill> renesis, wood machines the same
[01:33:01] <Tom_itx> how?
[01:33:07] <zeeshan-mill> mixture of g90 g91
[01:33:12] <zeeshan-mill> and setting the coordinates right
[01:33:16] <zeeshan-mill> thats how my cam is handling it
[01:33:32] <Tom_itx> repeated code/
[01:33:33] <Tom_itx> ?
[01:34:50] <os1r1s> Tom_itx: Do you have any idea what type of encoder this is?
http://www.cadcamcadcam.com/ProductImages/threadkit2.jpg
[01:34:54] -!- furrywolf has quit [Read error: No route to host]
[01:35:27] <Tom_itx> nope
[01:35:51] <Tom_itx> US Digital makes some
[01:36:11] <jdh> looks like a us digital case, but everything taht size looks about the same
[01:36:12] <Tom_itx> there's that little one i linked for you
[01:36:21] <XXCoder> hm new cardboard 2v
http://www.roadtovr.com/google-releases-open-source-plans-for-cardboard-v2-viewer/
[01:36:43] -!- furrywolf [furrywolf!~randyg@174.144.89.32] has joined #linuxcnc
[01:38:29] <os1r1s> Tom_itx: Yeah, thinking about that. I just got back in town and I'm back to figuring that out :)
[01:40:04] -!- asdfasd has quit [Ping timeout: 250 seconds]
[01:41:15] <zeeshan-mill> no its still using subroutines
[01:41:48] <Tom_itx> can you post the main that calls them?
[01:42:02] <Tom_itx> just curious to see how it works
[01:42:17] <Tom_itx> compared to what i did
[01:42:20] <zeeshan-mill> dont wanna surf the web while the code is running
[01:42:24] <zeeshan-mill> will do it in a bi
[01:42:26] <zeeshan-mill> bit
[01:42:27] <Tom_itx> oh poo
[01:42:36] <zeeshan-mill> but basically its still doing
[01:42:37] <zeeshan-mill> o0001
[01:42:38] <zeeshan-mill> etc
[01:42:42] <zeeshan-mill> and call o0001
[01:42:47] <Tom_itx> ok
[01:42:52] <zeeshan-mill> its just that its settin the coordinates right before it calls em
[01:43:06] <zeeshan-mill> by using a combination of absolute and incremental mode
[01:43:12] <Tom_itx> if i ever need a sub i'll figure it out
[01:43:17] <Tom_itx> right now it's just a curiosity
[01:43:21] <zeeshan-mill> its basically changing the starting point of each tool path
[01:43:32] <zeeshan-mill> and using incremental mode for each tool path
[01:43:44] <Tom_itx> hmm
[01:44:06] <Tom_itx> i guess.. whatever works
[01:44:10] <zeeshan-mill> :P
[01:44:16] <zeeshan-mill> if im writing code by hand
[01:44:20] <zeeshan-mill> im using the technique we discussed earlier
[01:44:35] <zeeshan-mill> cause incremental mode sucks balls :P
[01:44:58] <Tom_itx> harder to return to where you were for sure
[01:45:07] <zeeshan-mill> exactly!
[01:45:13] <zeeshan-mill> cause all the positions are linked
[01:45:15] <zeeshan-mill> you mess up one
[01:45:17] <zeeshan-mill> and its game over :P
[01:45:27] <Tom_itx> i never use it
[01:45:42] <zeeshan-mill> its nice for hole patterns
[01:45:48] <zeeshan-mill> only time ill use it
[01:45:50] <Tom_itx> i searched my files to see if i'd ever used it and came up empty
[01:45:54] <renesis> yeah but the end of the path you just switch back to absolute and go to where you started if you need to be there
[01:45:58] <zeeshan-mill> haha
[01:46:24] <renesis> any repetitive pattern, g91 can be useful
[01:46:47] <Tom_itx> ot but anybody here have direct tv?
[01:46:53] <Tom_itx> looking at their packages
[01:47:17] <Tom_itx> still undecide who to go with
[01:48:02] <zeeshan-mill> dont watch tv!!
[01:48:05] <zeeshan-mill> itll suck you in!!
[01:48:16] <Tom_itx> i don't very much at all but i'm not the only one here
[01:48:36] <Tom_itx> i may use it for background noise while programming etc
[01:48:40] <zeeshan-mill> a comparison between al and wood
[01:48:50] <zeeshan-mill> when im machining al i can feel vibrations on the table
[01:48:58] <zeeshan-mill> with this wood crap i dont feel anything
[01:49:02] <zeeshan-mill> and im taking much more aggressive cuts
[01:49:06] <Tom_itx> it's softer
[01:49:09] <zeeshan-mill> wayyyy softer
[01:49:12] <zeeshan-mill> i estimate 10 times softer
[01:49:18] -!- pandeiro has quit [Remote host closed the connection]
[01:49:21] <Tom_itx> doesn't transfer vibration as much
[01:49:32] <Praesmeodymium> I'm on directtv
[01:49:34] <zeeshan-mill> listen to music not background music
[01:49:39] <zeeshan-mill> er background tv
[01:49:42] <Praesmeodymium> cheapest packeage they got
[01:49:52] <furrywolf> Tom_itx: I suggest going with the "kill your TV" package.
[01:50:12] <furrywolf> I used to install directv... it doesn't matter if you have 2000 channels, there's still nothing on. :P
[01:50:17] <Tom_itx> i figured i'd get such response in here
[01:50:27] <Praesmeodymium> I'm totally ignoring a rugby match as we speal
[01:50:50] <zeeshan-mill> furry yay
[01:50:54] <zeeshan-mill> finally we agree on something
[01:50:57] <furrywolf> people would ask me that very question, then look at me like I'm nuts when I told them I didn't have a TV. :P
[01:50:59] <zeeshan-mill> and your hatred is appreciated!!
[01:50:59] <zeeshan-mill> :P
[01:51:10] <Praesmeodymium> Tom_itx: I do find it less irritating than the local cable was but not by much
[01:51:25] <Tom_itx> what about bad weather?
[01:51:28] <furrywolf> they seemed to think directv installers must like tv, rather than, say, liking money.
[01:51:40] <Praesmeodymium> yeah it can cut out during a heavy shower
[01:51:55] <os1r1s> Tom_itx: I had no issues in the weather with dtv
[01:51:56] <Tom_itx> do you get the broadcast local channels?
[01:52:00] <Praesmeodymium> but for the most part its ok, the longest interruption I had was maybe 20 min
[01:52:02] <furrywolf> you might lose signal during extremely strong weather events. they're VERY rare. IFF your dish is properly secured and aimed.
[01:52:07] <Praesmeodymium> I do
[01:52:17] <furrywolf> if the dish is floppy, you'll lose signal in the wind. if the dish is misaimed, you'll lose signal in the rain.
[01:52:27] <os1r1s> Tom_itx: Wind caused more pain than rain
[01:52:34] <furrywolf> if your installer is competent, you'll be unlikely to ever lose signal.
[01:52:36] <XXCoder> pain rain
[01:52:46] <os1r1s> Tom_itx: But it would take 30 mph winds for me to lose anything
[01:52:54] <os1r1s> So very rare
[01:52:55] <zeeshan-mill> is there a builtin way
[01:52:59] <Tom_itx> if some kid shows up i may just tell him to take a hike
[01:52:59] <zeeshan-mill> to show running time
[01:53:01] <zeeshan-mill> of a program ?
[01:53:04] <Praesmeodymium> must be a little misaimed, I do lose signal but only when the sky is opening up and god is telling us its too late and we shoulda built the boat
[01:53:22] <Tom_itx> os1r1s, we get 70mph straight line winds sometimes
[01:53:23] <furrywolf> Tom_itx: the kids are often ok. it's the crooks you need to watch out for. they're harder to identify.
[01:53:48] <furrywolf> Praesmeodymium: that might count as an extremely strong weather event. :)
[01:53:56] <Tom_itx> ok back to linuxcnc...
[01:53:58] <os1r1s> Tom_itx: I would think you would be fine. I consider the concern about bad weather cable company FUD
[01:54:05] <Tom_itx> sorry for the commercial break
[01:54:39] <furrywolf> if you get a free installation deal, keep in mind that free installation does not include going under your house, going in your attic, running a wire down a wall, mounting on a post, or anything other than screwing the dish to the side of your house, running the wire down the wall, then through the wall.
[01:55:02] <furrywolf> expect additional charges for any of that
[01:55:14] <Tom_itx> furrywolf, my cable all terminates in an easily accessable room in the basement
[01:55:36] <furrywolf> however, the crooks will invent bullshit charges. I had to clean up the mess caused by a crook that sold all the customers non-existant "boosters" for $300 a pop, then skipped town...
[01:55:47] <Tom_itx> can they use exhisting splitters to the tv boxes?
[01:56:06] <furrywolf> no. there are no splitters in a directv system.
[01:56:23] <Tom_itx> how do they wire up a 4 room system then?
[01:56:41] <Praesmeodymium> its a powered little box in my basement attached to the lines
[01:57:01] <furrywolf> for a variety of reasons... the receiver boxes send power to the dish, which can not go through a splitter. the receiver boxes send control signals to the dish, which can't go through a splitter, and the dish would be very confused if it could. and, the frequencies are over what splitters can handle.
[01:57:13] <Tom_itx> so they wire the exhisting cable lines to a box?
[01:57:16] <furrywolf> they use a switch. it's like a splitter, but has active electronics in it.
[01:57:29] <Tom_itx> then out to the channel selector boxes?
[01:57:35] <Praesmeodymium> I have a dummy splitter I am sure after my switch
[01:57:35] <furrywolf> 4 and 8 port ones are standard. 4 port ones usually run off the receiver power, 8 port ones usually have a wallwart.
[01:57:51] <XXCoder> switch does regenerate signal
[01:58:01] <XXCoder> so outputs would have equal power as input
[01:58:13] <furrywolf> switches do NOT daisy-chain well. I've tried. so all your lines have to terminate at one point so they can put in one switch with the appropriate number of ports.
[01:58:30] <Tom_itx> that's not a problem here
[01:58:35] <Tom_itx> they all do currently
[01:59:07] <furrywolf> installing simple exterior lines, or lines in a basement and up a hole in the floor, will be covered by the free installation. crawlspaces and wall fishes usually won't be. especially crawlspaces. everyone hates crawlspaces. :P
[01:59:10] <Tom_itx> i'm not gonna wire all the rooms anyway
[01:59:22] <Praesmeodymium> nvm lol upon a closer inspection while it looks like a dummy splitter one of the lines says "dc power in"
[01:59:33] <CaptHindsight> do the Direct TV antennas have a block downcoverter?
[01:59:44] <furrywolf> yes
[02:00:18] <furrywolf> or several depending on how many sats they pick up. I think they have a 5-sat dish now. :)
[02:00:28] <furrywolf> they didn't have those back when I was installing. heh.
[02:01:16] <CaptHindsight> Dish has up to 4, but I think only 3 are used per coast
[02:01:47] <furrywolf> dtv has a lot of international programming, which is what most of the 4th and 5th birds are, I think.
[02:01:49] <CaptHindsight> I used get both east and west feeds using 4
[02:02:26] <furrywolf> you can get indian, chinese, arab, etc packages
[02:02:48] -!- anth0ny_ has quit [Client Quit]
[02:02:57] -!- MacGalempsy has quit [Ping timeout: 255 seconds]
[02:03:08] <CaptHindsight> yeah same for Dish but those were all something ~$20ea/month for only a single or few channels
[02:03:17] <furrywolf> http://www.sadoun.com/Sat/Products/Winegard/DirecTV-KA-Dish.gif there's an ancient one with labels added for the orbital slots. the current ones aren't nearly as kludgey, and are all one unit.
[02:04:01] <CaptHindsight> where i got some equipment, Dish was all curious how and where I got my setup
[02:04:06] <furrywolf> http://www.thesatelliteshop.net/images/HD%20SlimLine%20Dish%20Antenna%20w%20SL5%20LNB%20.jpg current ones look like that
[02:04:38] <CaptHindsight> like it's rocket science to install a multi-sat antenna and receiver system
[02:05:04] <furrywolf> from how bad some of the installs I've seen have been, including those by supposedly professional installers, it apparantly is.
[02:05:07] <CaptHindsight> yeah Dish is similar
[02:05:50] <furrywolf> for one, you can't staple cables. you have to use flexclips. and yet some installers use staples, many of which are THROUGH THE FUCKING WIRE. because they're rushing too much to bother aiming the stapler.
[02:06:06] <furrywolf> and then it stops working and the only fix is to rip out the entire cable run and start over.
[02:06:46] <furrywolf> the only acceptable staples are the ones that have built-in plastic clips. plain wire staples are never to be used.
[02:07:48] <furrywolf> http://static.rapidonline.com/catalogueimages/Module/M079423P01WL.jpg if you see your installer using those, throw him or her off your property.
[02:08:40] <furrywolf> satellite uses much higher frequencies than cable, at the very upper limit of what the wire can handle. if you mush the dielectric at all, you get unacceptable losses. no staples, and proper bend radiuses must be used.
[02:08:50] <roycroft> i've been using those staples for phone/network/tv cabling for 40 years and have never pierced a cable with a staple nor had a staple-caused failure
[02:09:04] <roycroft> bare wire staples are not inherently bad
[02:09:08] <roycroft> but they must be installed properly
[02:09:19] <renesis> so growing up in apartments, its pretty amazing how random coax performance is, related to install
[02:09:22] <roycroft> including using the correct length of staple for the cable and substrate
[02:09:24] <furrywolf> roycroft: on satellite tv rg6, they're inherently bad.
[02:09:33] <renesis> like, step on a cable run, knock out the tv signal
[02:09:47] <furrywolf> they pinch the dielectric when installed, and cause loss.
[02:09:50] <renesis> but someplace else it unscrew and disconnected a mm, signal gets through fine
[02:10:04] <renesis> like, 100 unterminated outlets
[02:10:20] <renesis> tons of dead cable, but that shit mostly worked
[02:10:43] <furrywolf> dtv does not like unterminated outlets. the switches come with terminators to install on unused outputs. you usually won't notice a problem without them, but I have seen problems.
[02:11:58] <zeeshan-mill> http://imgur.com/SAt5H0Y
[02:12:25] <renesis> machines like wax
[02:12:47] <furrywolf> http://www.mdtool.com/image/cache/data/S4BLK-700x700.jpg your installer should use those. last I heard they were the only approved way of running new cable.
[02:13:30] <furrywolf> I did mostly internet installs rather than tv installs, and our requirements were even tougher - for example, solid copper cable. no cheapo copper clad steel. :)
[02:13:46] <CaptHindsight> renesis: so you never had any problems with 50% aluminum braid shielded RG-59 run 875ft to your set in youe 200 unit apartment building? :)
[02:14:33] <renesis> if we did they would just be like FUCKIT and run a 450ft line and it would work
[02:14:33] <furrywolf> that had better be a roughing pass.
[02:14:37] -!- anth0ny_ has quit [Client Quit]
[02:14:39] <renesis> leave the old dead cable behind
[02:14:46] <furrywolf> also, those look like dildos made from super bouncy balls.
[02:15:20] <renesis> wtf do you melt super bouncy balls and then mold them into doldo blanks which you cnc finish?
[02:15:28] <furrywolf> that may be the most colorfull milling project I've seen. :P
[02:15:44] <renesis> okay this is something you thought up its not a thing
[02:16:18] <furrywolf> as far as I know, it's not a thing. lol
[02:19:41] <renesis> https://en.wikipedia.org/wiki/Polybutadiene
[02:19:55] <renesis> super bouncy balls invented by russians
[02:20:23] <XXCoder> https://www.youtube.com/watch?v=x1SgmFa0r04 interesting
[02:20:35] <XXCoder> renesis: according to Pavel everything was invented in russia lol
[02:20:47] <Tom_itx> zeeshan those look like smurf butts
[02:20:58] <XXCoder> renesis: specifically, Pavel Chekov
[02:21:20] <renesis> thats means theyre guy butts because there were no real girl smurfs
[02:21:59] <XXCoder> orginial lady smurf was.. not nice. author was quite mygonstic
[02:21:59] <furrywolf> star trek was a russian inwention!
[02:22:04] <PetefromTn_> uH hello smurfette!!!!
[02:22:14] <XXCoder> PetefromTn_: she was made by that druid
[02:22:16] <renesis> smurfette wasnt really a smurf
[02:22:22] <XXCoder> so no natural female smurf
[02:22:22] <renesis> gargamel made her
[02:22:29] <PetefromTn_> she was to me....
[02:22:33] <renesis> she just looked like a smurf
[02:22:35] <XXCoder> ohhhh
[02:22:56] <XXCoder> furrywolf: yep lol
[02:22:58] <furrywolf> ... who the hell knows the background, names, or stories of smurfs? lol
[02:23:00] <Tom_itx> way too much smurf trivia here....
[02:23:15] <furrywolf> all I know is they're blue people from some kids cartoon.
[02:23:20] <XXCoder> furrywolf: smurfs was one of rare captioned cartoons
[02:23:23] <XXCoder> soo....
[02:23:36] <Contract_Pilot> Cannot mount my USB
[02:23:37] <renesis> there was only one girl and the one girl was actually a plot by the guy who was trying to eat them
[02:23:42] <XXCoder> I also watched that captain planet show for much of same reason
[02:24:25] <renesis> thats show was pretty bad
[02:24:27] <Contract_Pilot> do not think it ever worked in linux
[02:24:31] <renesis> you didnt have ninja turtles?
[02:24:32] * furrywolf knows very little about cartoons
[02:24:48] <XXCoder> renesis: yep but was half on half off for captions
[02:24:53] <furrywolf> bbl, wolfy shower time
[02:25:00] <renesis> xxcoder: ha weird
[02:25:15] <XXCoder> never watched that very pariotic tv show vs snakes one (forgot title) because no captions
[02:25:20] <renesis> xxcoder: wait like, some of it was captioned, or some eps were captions and some werent
[02:25:30] <renesis> cowabunga and radical maybe dont translate
[02:25:35] <XXCoder> more basic stuff with lots visual funny i loved em, like tom and jerry
[02:25:42] <renesis> gi joe
[02:25:42] <XXCoder> renesis: budget
[02:25:46] <renesis> oh
[02:25:50] -!- fenn has quit [Ping timeout: 240 seconds]
[02:26:10] <renesis> yeah gi joe was like 80s cold war end game shit
[02:26:10] <XXCoder> renesis: though sometimes I play ad-lib game with noncaptioned show
[02:26:15] <renesis> like rambo
[02:26:42] <renesis> xxcoder: haha thats prob more fun than we had just sitting there
[02:26:43] -!- fenn [fenn!~fenn@unaffiliated/fenn] has joined #linuxcnc
[02:26:43] <os1r1s> renesis: I think GI joe was 50s
[02:26:58] <XXCoder> closer to 70s
[02:26:59] <renesis> the action figures, originally
[02:26:59] <furrywolf> when I was a kid, I went outside and did things. you're all weird. kids these days. :P
[02:27:04] <XXCoder> extending into 80s
[02:27:33] <renesis> pretty sure it wasnt one continuous cartoon
[02:27:35] <XXCoder> furrywolf: also played outside a lot. not much else when youre so poor
[02:27:41] <SpeedEvil> https://imgur.com/gallery/dflXHSu - holy shit that was close.
[02:27:45] <CaptHindsight> the original GI Joes were ~12" tall
[02:27:50] <os1r1s> 1964
[02:27:58] <renesis> right the 80s ones were like 3" tall
[02:28:07] <XXCoder> SpeedEvil: damn
[02:28:09] <CaptHindsight> only had the 12" ones
[02:28:26] <renesis> all mine were 80s with the hook and rubber band torso
[02:28:41] <XXCoder> SpeedEvil:
https://i.imgur.com/Y2HUFSE.png
[02:28:47] <XXCoder> thats how close
[02:28:58] <XXCoder> he got lucky it slid around
[02:29:09] <SpeedEvil> yeah
[02:29:21] <SpeedEvil> Another inch, and he's possibly lost an arm
[02:30:07] <zeeshan-mill> gi jane
[02:30:09] <zeeshan-mill> SEcksi
[02:31:15] <furrywolf> so that's why the mythbusters tested that.
[02:33:14] -!- ve7it has quit [Read error: Connection reset by peer]
[02:33:59] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[02:34:47] <os1r1s> Thoughts on HEDS encoders vs AMT102?
[02:35:02] <Tom_itx> heds are ok
[02:35:05] <Tom_itx> i've got a few
[02:36:41] <furrywolf> bbl
[02:37:11] <PetefromTn_> I have used both
[02:38:41] -!- anth0ny_ has quit [Ping timeout: 250 seconds]
[02:39:12] <os1r1s> Any gotchas with linuxcnc/mesa?
[02:39:24] <os1r1s> This is for a spindle, so up to 10k rpm
[02:39:52] <zeeshan-mill> http://imgur.com/SHQALuN
[02:39:54] <PetefromTn_> I am using a nice one for my spindle
[02:39:55] <zeeshan-mill> yea!!
[02:40:15] <PetefromTn_> zeeshan nice
[02:40:17] <zeeshan-mill> PetefromTn_, you have it hooked up on a pulley?
[02:40:21] <zeeshan-mill> the spindle encoder?
[02:40:24] <PetefromTn_> no
[02:40:27] <zeeshan-mill> i remember you talking about it a while back
[02:40:34] <PetefromTn_> it is mounted directly to the motors shaft
[02:40:41] <zeeshan-mill> nice
[02:40:44] <PetefromTn_> shaft spins UP TO 12k
[02:40:55] <zeeshan-mill> theres a 2:1 ratio
[02:40:58] <zeeshan-mill> between your spindle and motor right?
[02:40:58] <os1r1s> PetefromTn_: Which one?
[02:41:01] <zeeshan-mill> i remember something like that
[02:41:06] <PetefromTn_> yeah 2-1
[02:41:13] <PetefromTn_> hang on I am trying to find a link
[02:41:15] <zeeshan-mill> so your spindle can do 24k?!?
[02:41:17] <zeeshan-mill> jeez!
[02:41:20] <PetefromTn_> I wish LOL
[02:41:26] <zeeshan-mill> 6000
[02:41:27] <zeeshan-mill> ah
[02:41:32] <zeeshan-mill> still wayyy faster than mine
[02:41:35] <zeeshan-mill> im at half that
[02:41:54] <PetefromTn_> whats the big electronics supplier again?
[02:41:58] <zeeshan-mill> digikey?
[02:42:00] <zeeshan-mill> mouser?
[02:42:01] <PetefromTn_> thats it
[02:42:02] -!- CT_Pilot_LCNC [CT_Pilot_LCNC!49b430f6@gateway/web/freenode/ip.73.180.48.246] has joined #linuxcnc
[02:42:03] <PetefromTn_> hang on
[02:42:16] <CT_Pilot_LCNC> on the linux box
[02:42:54] <XXCoder> 27k here but then its not powerful (500w)
[02:43:06] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[02:43:21] <PetefromTn_> http://www.digikey.com/product-detail/en/0/516-2750-ND
[02:43:49] <PetefromTn_> avago technologies HEDS encoder
[02:43:54] <PetefromTn_> very nice unit
[02:44:03] <PetefromTn_> has worked great for my VMC for awhile now
[02:44:03] <XXCoder> looks like 8 bit encoder
[02:44:42] <XXCoder> oh miscounted. 10 wires. may be still 8 bit dunno
[02:44:44] <PetefromTn_> it is differential as I recall
[02:45:20] <CT_Pilot_LCNC> linux does it need drivers or somthing to mount the USB drive
[02:45:39] <os1r1s> PetefromTn_: Thas exactly what I was looking at
[02:45:53] <os1r1s> PetefromTn_: How did you mount it?
[02:46:10] <CT_Pilot_LCNC> trying to figure that out new to linux \
[02:48:16] <PetefromTn_> I machined a little custom mount for it
[02:48:26] <PetefromTn_> used thier cad drawing to locate the holes
[02:49:49] <PetefromTn_> zeeshan ya there?
[02:51:03] -!- nofxx has quit [Ping timeout: 244 seconds]
[02:51:44] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[02:53:26] <PetefromTn_> os1r1s what are you planning to use it on?
[02:53:44] <os1r1s> sherline motors
[02:53:57] <os1r1s> on a mill and a lathe
[02:54:10] <PetefromTn_> what size are the motors?
[02:54:40] <os1r1s> The spindle is a DC motor
[02:54:50] <os1r1s> Not sure how to describe the size
[02:54:56] <CT_Pilot_LCNC> diffrent usb stick works
[02:55:08] <PetefromTn_> oh okay spindle motors should work okay
[02:55:24] <PetefromTn_> this one has worked for me for almost a year now without issue
[02:56:01] <os1r1s> Awesome
[02:56:05] <PetefromTn_> I had the AMT encoders on the shafts of my Servo motors on the RF45 I built and they are not bad either. I would recommend the Avago tho for a spindle over the other one
[02:56:20] <os1r1s> Do you know the diff between the HEDL vs HEDM?
[02:56:47] <os1r1s> encoder line driver vs transmissive encoder
[02:56:54] <os1r1s> But I'm not sure what that means in practicality
[02:57:03] <CaptHindsight> check for used Avago encoders on ebay
[02:57:30] <PetefromTn_> I think it was only like $50
[02:58:35] <CT_Pilot_LCNC> i got 3 new 166 oz motors Automation Direct surestep on fee-bay for 40.00 the other day for my sherline/spectralight machine
[02:59:32] <CT_Pilot_LCNC> i think the originals were 80-90 oz
[03:00:04] <os1r1s> CT_Pilot_LCNC: I have those on my taig mill and cnc lathe
[03:00:09] <os1r1s> They work nicely
[03:01:38] <PetefromTn_> http://www.ebay.com/itm/0-75kw-750W-AC-servo-motor-drive-set-1PH-220V-2-4NM-modbus-2500ppr-CNC-new-/201344944375?hash=item2ee11808f7 Wonder if these are dogshit or not....
[03:02:21] <Tom_itx> i think os1r1s is looking for one with a shaft
[03:02:55] <Tom_itx> since he will need access to the end of the spindle
[03:03:07] <Tom_itx> or are you gonna drive the encoder from the motor directly?
[03:03:15] <Tom_itx> i ran mine off the spindle
[03:03:28] <PetefromTn_> http://www.ebay.com/itm/New-Servo-Motor-750-Watt-2000-RPM-220V-With-Servo-Driver/151791787971?_trksid=p2047675.c100005.m1851&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D20131003132420%26meid%3D392e62558c0c4f4da19be0474a145b73%26pid%3D100005%26rk%3D4%26rkt%3D6%26sd%3D201344944375
[03:03:33] <PetefromTn_> or dat one
[03:03:45] <os1r1s> Tom_itx: I'm not sure. I'm debating on that. The spindle side is a pain to get to, but I could likely put one on the motor ahead of the pulley
[03:03:56] <os1r1s> That would be easiest
[03:04:07] <Tom_itx> spindle wasn't bad on mine
[03:04:22] <Tom_itx> i trimmed the pulleys down a bit
[03:04:45] <os1r1s> What belt/pulley setup did you use?
[03:05:00] <os1r1s> For the encoder
[03:05:22] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/spindle_enc6.jpg
[03:05:27] <Tom_itx> there's the belt pn
[03:05:31] <Tom_itx> sdp-si
[03:05:43] <Tom_itx> 1:1 drive
[03:06:07] <os1r1s> Did you bore out that pulley for the spindle?
[03:06:17] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/new_pulley_mounted1.jpg
[03:06:19] <Tom_itx> drive belt
[03:06:23] <Tom_itx> yes i bored them out
[03:06:46] <Tom_itx> iirc they were all .250
[03:06:59] <Tom_itx> i had to bush the one for my encoder
[03:09:31] <CT_Pilot_LCNC> Yea post office delivering them tomarrow.
[03:10:09] <zeeshan-mill> hi pete
[03:10:41] <CT_Pilot_LCNC> Ok, i am going to install clean weezy and see if i c an get path pilot to load there.
[03:11:00] <PetefromTn_> hey man
[03:11:25] <CT_Pilot_LCNC> hope all i need to do is copy over the dir \
[03:11:46] <CT_Pilot_LCNC> may just boot the live CD
[03:11:56] <CT_Pilot_LCNC> BBL \
[03:12:10] -!- CT_Pilot_LCNC has quit [Quit: Page closed]
[03:17:37] -!- per_sonne has quit [Ping timeout: 268 seconds]
[03:29:59] -!- AR_ has quit [Ping timeout: 252 seconds]
[03:39:35] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:40:36] -!- furrywolf has quit [Read error: Connection reset by peer]
[03:52:24] -!- anomynous_ [anomynous_!~anomynous@37-136-201-242.rev.dnainternet.fi] has joined #linuxcnc
[03:55:38] -!- anomynous has quit [Ping timeout: 244 seconds]
[03:57:47] <zeeshan-mill> found a bug in linuxcnc
[03:57:54] <zeeshan-mill> not a big one really..
[03:58:00] <zeeshan-mill> the red trace lines of where the tool has been
[03:58:02] <zeeshan-mill> automatically erase
[03:58:11] <zeeshan-mill> when youre running a massive program
[03:59:11] <XXCoder> it may be case that it has limited length
[04:06:13] -!- Valen has quit [Ping timeout: 246 seconds]
[04:07:35] -!- furrywolf [furrywolf!~randyg@174-144-89-32.pools.spcsdns.net] has joined #linuxcnc
[04:07:55] -!- anth0ny_ has quit [Quit: anth0ny_]
[04:08:55] -!- sunstar has quit [Read error: Connection reset by peer]
[04:10:46] <Wolf_Mill> i noticed the fadeing toolpath trace too
[04:10:58] <Wolf_Mill> figured it was a feature
[04:19:46] <zeeshan-mill> hehe
[04:21:02] <furrywolf> what is it with glue drying times having no relation to reality? I got some glue that claims to dry in 2-4 hours. it's been 3 hours. it's as liquid as it came out of the bottle.
[04:21:20] <XXCoder> furrywolf: depends a lot on envorment
[04:21:51] <furrywolf> I decided sewing was way too much work, so I'm gluing the toolbag divider. :)
[04:21:59] <Wolf_Mill> zeeshan-mill: thats some odd looking wood
[04:22:31] <XXCoder> heh I remember one time I used wood glue to repair my holser for sidekick 2
[04:22:36] <XXCoder> the fix lasted years
[04:22:37] <zeeshan-mill> yea man
[04:22:44] <zeeshan-mill> i like how it looks
[04:22:49] <zeeshan-mill> been working on it too long :P
[04:23:01] -!- maurris has quit [Ping timeout: 246 seconds]
[04:23:07] <Wolf_Mill> is that acrylic?
[04:23:08] <furrywolf> with those colors, are you SURE it's for tobacco? :P
[04:23:28] <furrywolf> got a newer picture than the last one I saw? (very rough pass)
[04:23:41] <furrywolf> Wolf_: it's stabilized wood... wood infused with plastic resin.
[04:23:42] <XXCoder> yeah pics or didnt happen lol
[04:24:29] <Wolf_Mill> I dont know shit about fancy wood
[04:24:37] <zeeshan-mill> i posted one
[04:24:48] <zeeshan-mill> http://imgur.com/SHQALuN
[04:25:20] <Wolf_Mill> thats the one i saw, didnt scroll back far
[04:25:25] -!- anomynous [anomynous!~anomynous@37-136-201-242.rev.dnainternet.fi] has joined #linuxcnc
[04:25:41] <furrywolf> so no newer pic then
[04:25:42] <Wolf_Mill> got home from moms about a hour ago
[04:26:08] <furrywolf> or is that a newer one? imgur has broken their website so it now takes forever to load.
[04:26:12] <XXCoder> zeeshan-mill: so its progressing well
[04:26:19] <furrywolf> ah, yep, that is a newer one.
[04:26:26] <XXCoder> theres irc script to strip imur to get direct link
[04:26:26] <zeeshan-mill> http://imgur.com/Oif2ETM
[04:26:44] -!- anomynous_ has quit [Ping timeout: 240 seconds]
[04:27:10] <furrywolf> that wood doesn't even look like wood. I don't know why he doesn't just make them out of plastic. lol
[04:27:23] <zeeshan-mill> its got the wood grain in it
[04:27:26] <XXCoder> prestage sells
[04:27:56] <zeeshan-mill> it makes each one unique
[04:27:58] <furrywolf> how do they get different colors in different parts of the wood? put it through the stabilizing process several times with different parts submerged?
[04:28:06] <Wolf_Mill> did drag more rusty shit back to my house...
[04:28:16] <zeeshan-mill> no idea :P
[04:28:30] <Wolf_Mill> 18" lutz rule
[04:28:34] <zeeshan-mill> it looks like they vacuum bag different regions of it
[04:28:59] <furrywolf> did the 4th one crack?
[04:29:20] <zeeshan-mill> its got a major defect in the wood
[04:29:25] <zeeshan-mill> it didnt crack
[04:29:27] <furrywolf> the yellowish one
[04:29:32] <furrywolf> ah
[04:29:44] -!- anomynous has quit [Ping timeout: 244 seconds]
[04:29:47] <zeeshan-mill> he can fill that no prob
[04:29:50] <furrywolf> not visible before you started?
[04:29:51] <zeeshan-mill> ive been saving some shavings
[04:29:54] <zeeshan-mill> yep
[04:29:55] <zeeshan-mill> lol
[04:29:58] <zeeshan-mill> was a suprised
[04:30:22] <XXCoder> man I lov the colors.
[04:30:23] <furrywolf> speaking of shavings, what did you end up doing for wire routing? get a boring bar holder?
[04:30:58] <zeeshan-mill> i just plunge a ball nose
[04:31:02] <zeeshan-mill> straight down beisde the battery tube
[04:31:05] <furrywolf> and make him fill it?
[04:31:21] <zeeshan-mill> nah it looks cool
[04:31:23] <zeeshan-mill> haha
[04:31:27] <zeeshan-mill> no need to fill
[04:31:36] <zeeshan-mill> its very subtle
[04:31:37] <furrywolf> good. :P
[04:31:42] <zeeshan-mill> like 45 thou
[04:31:45] <zeeshan-mill> tiny
[04:31:56] <zeeshan-mill> ill take pics as i progress
[04:32:00] <zeeshan-mill> ive been shooting video on the process
[04:32:07] <furrywolf> the holes in your fixture are tapped through, not blind, right?
[04:32:08] <zeeshan-mill> might help others deal with complex geometry
[04:32:28] <zeeshan-mill> yes
[04:32:33] <zeeshan-mill> a bolt and nut would drive me insane
[04:32:41] <furrywolf> good, because they're full of chips. :)
[04:33:12] <furrywolf> I suspect the multi-color might be why he's paying so much for the wood... the prices I saw were all for single-color pieces.
[04:33:36] <Wolf_Mill> so, anyone goo at id of old machinest boxes?
[04:33:37] <XXCoder> https://github.com/jackalstomper/kmath/blob/master/imgur.rb
[04:33:39] <furrywolf> if they're having to treat the same piece of wood 3+ times, and have a bunch of batches with different colors, I can see a substantially higher cost.
[04:33:44] <XXCoder> this is script to return direct links
[04:34:05] <XXCoder> kmath is pretty cool bot in other channel
[04:34:16] <furrywolf> Wolf_Mill: sure, iding them is easy... you get your inside micrometer... :P
[04:34:25] <Wolf_Mill> ... :P
[04:36:37] <furrywolf> I'm trying "Fabric Fusion Permanent Fabric Adhesive" for attaching the divider to the toolbag... my sewing machine is buried in storage, probably doesn't work, and I'd need to sew around metal supports and crap, and I'm lazy...
[04:37:44] <XXCoder> anyway this is direct link for zee's pic I think
https://i.imgur.com/SHQALuN.jpg
[04:37:47] <Wolf_Mill> rivits
[04:38:12] <Wolf_Mill> http://i.imgur.com/ib2TgZd.jpg tool boxs...
[04:38:25] <Wolf_Mill> old tool boxs
[04:39:01] <furrywolf> rivets not a bad idea, actually... I'll consider that after the super-strong permanent waterproof washable glue promptly fails. (that being my experience with glue, regardless of any claims on the packaging)
[04:41:37] <furrywolf> zeeshan-mill: if I ever get around to trying wood creations, I'm thinking of treating after machining. less waste, and should count as the first coat...
[04:42:12] <furrywolf> also, re colors "Multiple colors are done by stabilizing multiple times, curing the resin between each step, and bringing it to a higher vacuum level each time than the last, so the resins penetrate more."
[04:42:20] <XXCoder> gee
[04:42:27] <XXCoder> didnt know sears sold spindles too
[04:42:46] <furrywolf> sears or sears marketplace?
[04:42:59] <XXCoder> good question
[04:43:02] <furrywolf> sears marketplace just being like amazon or any other place random sellers can sell mis-labeled, overpriced crap.
[04:43:05] <XXCoder> url is sears.,com
[04:44:49] <XXCoder> http://www.sears.com/unique-bargains-3.2kg-cm-300rpm-speed-control-gear-box/p-SPM1983761114?sid=IDx20140425xECNMPTL25
[04:45:04] <XXCoder> 330 rpom, 37mm diameter. interesting. probably too weak
[04:45:59] <XXCoder> actually
[04:46:00] <XXCoder> Gear Box Dia 41.8mm
[04:46:10] <furrywolf> " Sold by: Unique Bargains "
[04:46:41] <XXCoder> it is unique, actually. first spindle I ever saw that could fit my machine 43mm mouint
[04:47:04] <furrywolf> 300rpm is pretty slow
[04:47:06] <furrywolf> also, that's small, intermittant duty.
[04:47:12] <XXCoder> actually probably not spindle
[04:47:17] <XXCoder> tool motor
[04:47:48] <XXCoder> honestly my current wll do till I can make 53mm mount for it
[04:47:52] <XXCoder> then upgrade
[04:48:24] <furrywolf> watch craigslist for something where the spindle is measured in horsepower. :)
[04:50:17] <Wolf_Mill> 1/5th hp count?
[04:50:18] <Wolf_Mill> :P
[04:50:52] <furrywolf> http://brkgallery.com/2012/albums/album144/Stabilized_wood_2.sized.jpg shiny
[04:51:14] <furrywolf> only if it's a sherline. :P
[04:53:12] <furrywolf> http://i.imgur.com/vDT7Koe.jpg yowzers
[04:53:55] <Wolf_Mill> looks cool
[04:53:57] <zeeshan-mill> furry part of the reason you stablized wood
[04:54:05] <zeeshan-mill> is because it machines significantly better than regular wood
[04:54:14] <XXCoder> nicde
[04:54:16] <furrywolf> eh, plain wood machines fine.
[04:54:18] <XXCoder> and looks cool too
[04:54:20] <zeeshan-mill> trust me
[04:54:22] <zeeshan-mill> ive machined both
[04:54:29] <zeeshan-mill> plain wood doesnt not machine fine
[04:54:31] <furrywolf> consider that probably 99.9% of wood things are machined or turned from normal wood... :P
[04:54:36] <zeeshan-mill> when youre doing accurate features
[04:54:40] <zeeshan-mill> it chips out
[04:54:47] <zeeshan-mill> maybe hardwood would be ok
[04:54:54] <zeeshan-mill> but plywood or the regular burrow wood
[04:55:01] <zeeshan-mill> chips out a lot
[04:55:02] <furrywolf> I'd be making smooth rounded shapes. :P
[04:55:18] <zeeshan-mill> lol
[04:55:41] <furrywolf> also, as I said, virtually all wood products are made from untreated wood.
[04:55:51] <XXCoder> including treated wood.'
[04:55:53] <XXCoder> boom.
[04:55:54] <furrywolf> think about the people who turn bowls with fancy patterns.
[04:58:19] <XXCoder> saw some awesome bowls
[04:58:35] <XXCoder> like that guy who used peices of wood glued em together and made nice bowl
[04:59:06] <XXCoder> he made pattern, made it into crude thick plate with patterns on sides
[04:59:08] <XXCoder> then turned it
[04:59:24] <furrywolf> yes, as I said, bowls with fancy patterns. :P
[04:59:38] <furrywolf> they can turn them without any chipping, and they're far more likely to chip than a single piece of wood.
[05:00:19] <XXCoder> http://woodworkinginthedark.com/First%20segmented%20bowl.html
[05:00:24] <furrywolf> bbl, wolfy bedtime
[05:01:17] <XXCoder> that site is interesting
[05:01:20] <XXCoder> guy is blind
[05:01:31] -!- zeeshan-mill has quit [Remote host closed the connection]
[05:02:28] <furrywolf> what's the point of multi-colored wood, then? lol
[05:03:05] -!- maurris has quit []
[05:03:30] <renesis> looks cool
[05:03:58] <renesis> http://www.wpgbc.com/v/vspfiles/photos/RELM-COBG-2.jpg
[05:04:25] <XXCoder> sometimes the cool is the point
[05:04:39] <furrywolf> bbl
[05:08:12] <XXCoder> https://www.youtube.com/watch?v=G56Ir9KQNfM
[05:18:09] -!- per_sonne has quit [Ping timeout: 252 seconds]
[05:20:31] <Praesmeodymium> if cool werenmt its own goal there wouldnt be (shudder) Hipsters
[05:21:24] -!- furrywolf has quit [Ping timeout: 264 seconds]
[05:21:45] <XXCoder> hipster goal is turning obsecure stuff into cool
[05:21:49] <XXCoder> cool is cool
[05:21:58] <XXCoder> and no im not hipster
[05:22:10] <XXCoder> most of em I met is so narrisic
[05:22:16] <Praesmeodymium> wow he's running a lathe blind? thats a brave brave man
[05:22:35] <XXCoder> you notice hes very careful
[05:22:41] <XXCoder> but yeah brave
[05:45:42] <Jymmm> That aunt shit, I've seen blend DRIVE a car!
[05:45:47] <Jymmm> ain't*
[05:46:14] <Jymmm> and did pretty well too.
[05:47:51] <XXCoder> can car be blended? lets can it be blended? show. ;)
[05:59:44] <Contract_Pilot> Very long day... Poking around at path pilot last few housrs.
[06:00:06] <Contract_Pilot> Keeping Notes.
[06:00:17] <Contract_Pilot> Learning linux.
[06:00:25] <Contract_Pilot> run times.
[06:01:04] <XXCoder> fun
[06:01:19] -!- ve7it has quit [Read error: Connection reset by peer]
[06:12:02] <fenn> blind CNC seems difficult with current interfaces
[06:12:43] <fenn> like how do you verify a part before cutting
[06:13:00] <XXCoder> he dont do cnc
[06:13:05] <fenn> and cad is not really set up for it either
[06:13:35] <fenn> there's no real reason it would be impossible though, most APT programming (how people did CNC for the first 50 years) is done in your head anyway
[06:14:01] <Wolf_> have a dog do the setup
[06:14:07] <fenn> a wolf
[06:14:12] <sadara> ro a monkey :)
[06:17:26] <XXCoder> seeing eye monkey
[06:17:41] <Praesmeodymium> they call us home healthcare workers tyvm
[06:37:42] -!- bkboggy has quit [Quit: Leaving]
[06:38:06] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[06:39:49] <MacGalempsy> hello
[06:39:50] <MacGalempsy> again
[06:40:45] <XXCoder> and again
[06:40:47] <XXCoder> heh hey
[06:48:15] <MacGalempsy> XXCoder: what are you working on tonight??
[06:48:37] <XXCoder> browsing, probably will go setup linuxcnc pc soon
[06:48:42] <XXCoder> and try configure it
[06:48:56] <ganzuul> My lathe gets delivered today! \o/
[06:49:11] <MacGalempsy> nice, is it a standard setup, or something requiring advanced knowledge?
[06:49:33] <XXCoder> its not complex but definitely needs work
[06:49:46] <XXCoder> for one, I had configured it to run on older cnc router plans
[06:49:58] <XXCoder> it dont match now, as well as some other issues.
[06:52:00] <MacGalempsy> sounds fun. im working on my configuration now, just about have everything finally connected to the card, but the z-max endstop doesnt touch when the mast is up, and there is one more hall effect sensor that I am trying to figure out what it does.
[06:52:04] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:52:14] <Deejay> moin
[06:52:25] <XXCoder> hey
[06:52:27] <MacGalempsy> I think it is to work as an open/closed for the power drawbar actuator
[06:52:34] <MacGalempsy> hi Deejay
[06:52:37] <XXCoder> yeah I gonna figure ball screws on my device
[06:53:21] <MacGalempsy> have you had them before?
[06:53:32] <XXCoder> nope its my first machine lol
[06:53:43] <XXCoder> techinically. I has parts of previous project
[06:54:18] <MacGalempsy> haha
[06:54:19] <MacGalempsy> ok
[06:54:30] -!- sunstar [sunstar!~Me@50.141.67.145] has joined #linuxcnc
[06:55:32] <MacGalempsy> well, once the renishaw amp gets in, I will be able to hook up my probe and then put panel cover back on this mess
[06:57:03] <archivist> thinking of renishaw I want
http://www.ebay.co.uk/itm/191688306541 but at a sensible price
[06:58:00] <MacGalempsy> I just ordered the PI4 used for about $50 plus some extra cables
[06:58:53] <MacGalempsy> archivist:
https://www.sparkfun.com/products/13230
[06:59:11] <archivist> loads of sellers like putting gold plated prices on old renishaw
[06:59:16] <MacGalempsy> This would probably work if you have the probe already
[07:00:20] <archivist> I have a contact type probe with optical and need the optical machine interface for it
[07:00:27] <MacGalempsy> ah
[07:00:52] <MacGalempsy> ok. the lot I got a few years ago had a TP1s and a TP2, and they use the strain gauge
[07:01:01] <archivist> I do have a LVDT type probe too and am contemplating what to do with it
[07:01:41] <archivist> I was going to make a strain type from scratch and got the cheap boards from china
[07:03:14] <archivist> I got
http://www.ebay.co.uk/itm/221854999870
[07:03:40] <MacGalempsy> that looks like a steal
[07:03:40] -!- moorbo [moorbo!~moorbo@dyn-21-138.mdm.its.uni-kassel.de] has joined #linuxcnc
[07:04:16] <archivist> may take the adapter plate off the optical part and use the probe as a standard contact one
[07:05:02] <MacGalempsy> https://www.flickr.com/photos/58181938@N03/16587541542/in/dateposted-public/
[07:05:28] <MacGalempsy> that is the one I got, but it wasnt as cheap as yours. this was like $320US
[07:05:34] <archivist> flikr is useless
[07:06:22] <archivist> just gives me a browser upgrade page to view an image!!!!!
[07:06:36] <archivist> pathetic
[07:07:24] <archivist> without any text to say why too
[07:08:28] <archivist> http://www.collection.archivist.info/archive/grabs/Screenshot-30.png
[07:10:13] <archivist> downgrade to working html stupid websites
[07:14:07] <Wolf_> archivist:
https://c2.staticflickr.com/8/7310/16587541542_c66d03681e_b.jpg
[07:14:51] <archivist> that works Wolf_
[07:14:54] <XXCoder> bah
[07:15:02] <XXCoder> my old poc has no serial port
[07:15:29] <XXCoder> im buying a serial pci card but what do I need to keep eye out for?
[07:19:10] -!- per_sonne has quit [Ping timeout: 240 seconds]
[07:21:20] -!- Komzpa has quit [Ping timeout: 246 seconds]
[07:23:47] <XXCoder> from what I read wiki epp mode is needed
[07:24:14] <MacGalempsy> well, just got another signal working
[07:24:24] <MacGalempsy> only one more to figure out
[07:32:27] <XXCoder> wow
[07:32:35] <XXCoder> some parallel port is pricy
[07:32:38] <XXCoder> 50 bucks
[07:33:10] <XXCoder> spoke too soon, found $80 one
[07:34:23] <XXCoder> "Fast Data Rates up to 1.5 MBytes/sec." is that fast enoigh for linuxcnc?
[07:39:46] -!- gonzo_ [gonzo_!~gonzo_@host-92-14-210-96.as43234.net] has joined #linuxcnc
[07:41:36] <archivist> parallel or serial?
[07:41:45] <XXCoder> parallel port
[07:42:26] <archivist> speed is more related to the software on a parallel port
[07:42:53] <XXCoder> what should I look for in terms of parallel port card?
[07:43:07] <archivist> some chips cannot do all modes
[07:43:25] <XXCoder> epp is required right?
[07:44:09] <archivist> http://www.linuxcnc.org/index.php/english/forum/18-computer/18917-faq-pci-parallel-port-cards
[07:46:54] <fenn> EPP is only required for mesa cards that connect over the parport, or jon elson's pico systems cards
[07:47:33] <XXCoder> i use chinese controller
[07:47:53] <XXCoder> TB6560
[07:48:00] <fenn> bleck
[07:48:07] <Wolf_> ^ he has the driver w/ build in bob
[07:48:19] <fenn> did they fix the noisy optocoupler issue in those yet?
[07:48:26] <XXCoder> no idea
[07:48:45] <fenn> well you may have to do some soldering
[07:48:58] <Wolf_> I thought all the TB6560 drivers from china are designed wrong as well
[07:49:07] <archivist> add/fix pull ups
[07:49:26] <XXCoder> mine seem to work ok on laptop
[07:49:33] <XXCoder> but my pc dont have parallel port :(
[07:50:15] <archivist> pull ups or open collector on the parallel port, some skimp on parts
[07:53:05] -!- rob_h [rob_h!~robh@90.220.156.125] has joined #linuxcnc
[07:53:41] <XXCoder> http://www.jcopro.net/2012/07/10/use-a-pci-parallel-port-with-a-tb6560-cnc-control-board/
[07:55:46] <archivist> why are you reading mach crap :)
[07:55:55] <XXCoder> im dealing with hardware
[07:56:02] <XXCoder> so controller info shouldnt matter
[07:56:31] <archivist> it can include junk info
[07:56:31] <fenn> yeah it's not like the controller interacts with the hardware~
[07:57:01] <XXCoder> fenn: as long as it works with drivers and it works with linuxcnc it should work. now researching compitability
[07:57:18] <fenn> "drivers"
[07:57:24] <XXCoder> I needed to answer "does it work with my crap hardware" first
[07:57:56] <fenn> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?TB6560
[07:58:13] <XXCoder> http://www.linuxcnc.org/index.php/english/forum/18-computer/15431-i-found-cheap-parallel-port-card-that-works
[07:58:18] <XXCoder> confirmed and confirmed
[07:59:42] <XXCoder> that specific card has issues if I plan to run mesa in future
[08:01:35] <XXCoder> http://www.amazon.com/Syba-Port-Parallel-Controller-SY-PCI10002/dp/B003D7TCZ6/ref=sr_1_1?ie=UTF8&qid=1442822496&sr=8-1&keywords=SY-PCI10002
[08:01:43] <XXCoder> this one does not have any issue
[08:02:18] <XXCoder> so what ya think fenn
[08:03:51] <fenn> i think it's absolutely incredible they can sell and ship a new parallel port card from china to my door for $4
[08:04:49] <XXCoder> lol found this log that menions SY-PCI10002
[08:04:57] <XXCoder> 2013. bit before my first entry here
[08:05:08] <XXCoder> which was early 2014 I think
[08:05:14] -!- taruti has quit [Remote host closed the connection]
[08:06:15] <XXCoder> "
[08:06:16] <XXCoder> [01:54:09] <pcw_home> should work fine (once you figure out its base address) "
[08:07:40] <fenn> well i could have told you that, but it doesn't mean much until you have verified it in your computer
[08:07:55] <fenn> also 7i43 are more picky about cards
[08:09:33] <fenn> reading some of your links it seems the main problem people run into is setting the card to input mode
[08:09:49] <fenn> which you are not doing
[08:10:15] <XXCoder> yeah but same tim i want to kinda future proof it
[08:10:26] <XXCoder> the card is only slightly more pricy at $20
[08:10:35] <XXCoder> hardly a crimp on my budget
[08:13:00] <XXCoder> https://www.youtube.com/watch?v=BWTTP0RomA0 virtually same router as mine
[08:13:11] <XXCoder> but it has what looks like 53 mm spindle
[08:13:13] <XXCoder> hm
[08:13:22] <XXCoder> Loetmichel: hey?
[08:13:36] <XXCoder> you alive?
[08:14:16] -!- Komzpa has quit [Ping timeout: 265 seconds]
[08:15:00] <fenn> why does every cam software in the world do that silly retract to safe height thing between every pass
[08:16:30] <archivist> because unaware of surrounds and clamping
[08:16:45] <XXCoder> can always edit and remove
[08:17:04] <XXCoder> also unaware of loose parts
[08:17:13] <XXCoder> say plate it cut off for examplke
[08:17:47] <XXCoder> wish Loetmichel is here, has question to ask
[08:17:54] <fenn> ask question
[08:17:56] -!- sunstar has quit [Quit: https://www.youtube.com/watch?v=lhzWOti-Yf4]
[08:18:01] <XXCoder> ok
[08:18:08] <XXCoder> gonna get some info
[08:18:46] <XXCoder> this is my machine
[08:18:47] <XXCoder> http://www.aliexpress.com/item/Wood-Lathe-3040-Cnc-Router-Milling-Machine-with-43mm-bracket-Mechanical-Kit-Aluminium-Alloy-Frame/32279070195.html
[08:18:55] <XXCoder> which looks same as loet's
[08:19:03] <fenn> iirc he has a 6040 not a 3040
[08:19:04] <XXCoder> but his has 53 mm spindle
[08:19:31] -!- sunstar [sunstar!~Me@50.141.67.145] has joined #linuxcnc
[08:19:58] -!- per_sonne has quit [Ping timeout: 246 seconds]
[08:21:45] <fenn> heh "With the fan connected to the 12v Vreg the heatsink temperature was 155 F, disconnecting the fan and waiting 5 minutes, the 12V Vreg heatsink temp dropped to 125 F.
[08:22:07] <XXCoder> weird
[08:22:46] <fenn> stupid
[08:23:07] <XXCoder> maybe power drain of using fan caused reporting errors lol
[08:24:10] <XXCoder> what the hell
[08:24:26] <XXCoder> theres diary of minecraft zombie for $7
[08:24:29] <XXCoder> and theres 5 volumes
[08:24:44] <XXCoder> looked into it in preview, it sucjks
[08:24:52] <XXCoder> just like my typing!
[08:30:22] <XXCoder> anyway
[08:30:39] <XXCoder> I wonder if theres such thing as "live" pressure air pump
[08:30:43] <XXCoder> meaning no tank
[08:33:07] <XXCoder> heh in most cases im pretty sure it would be useless
[08:33:40] <XXCoder> it would require much more energy, but postive is quite literal infinite amount of pressured air
[08:34:48] <fenn> the tank does smooth the pressure output of the compressor a little bit
[08:35:01] <fenn> but if your CFM is sufficient to meet your needs then you don't need a tank
[08:35:05] <XXCoder> yeah thats what you get if you seperate input and output
[08:35:16] <XXCoder> like electricity and battery
[08:35:33] <XXCoder> input may be noisy as heck but battery eats it and outputs nice clean powert
[08:37:04] <archivist> your pump has to run continuously with no tank
[08:37:39] <fenn> i figured it would start and stop a lot
[08:37:51] <fenn> like a paint sprayer
[08:38:10] <fenn> an airless sprayer
[08:38:17] <archivist> you can get a pressure regulator to smooth flow
[08:38:51] <fenn> does that work for high frequency pressure variations?
[08:38:55] <archivist> so the only backup is the pipe for a small reserve
[08:39:52] <archivist> fenn, yes but may depend on the regulator itself
[08:40:23] <fenn> argh something keeps stealing keyboard focus from my terminal and i can't figure out what
[08:40:36] <archivist> some web crap?
[08:40:37] <XXCoder> HACKER!!!
[08:40:39] <XXCoder> heh
[08:40:49] <XXCoder> archivist: nah web cant take focus
[08:41:05] <fenn> new versions of google chrome do it when you click in a text input box or url field
[08:41:10] <fenn> really annoying
[08:41:22] <fenn> like i'll go to copy a url, then paste in terminal and nothing happens
[08:41:24] <XXCoder> chromes all has one REALLY bad bug
[08:41:36] <XXCoder> it will crash if you even mouseover one url
[08:42:00] <MacGalempsy> I use to prefer IE, but now chrome seems to work better most the time
[08:42:15] <archivist> I think flash and JS need banning from the web
[08:42:20] <XXCoder> fenn:
http://biome3d.com/%%30%30
[08:42:30] <XXCoder> try it
[08:43:42] <fenn> For request 'GET /%%30%30' [Malformed escape pair at index 1: /%%30%30]
[08:44:09] <XXCoder> interesting. probably fixed
[08:44:23] <fenn> i just went to biome3d.com instead and the game loads
[08:45:06] <fenn> i lied the game doesn't work
[08:45:15] <fenn> is this an agar.io clone?
[08:45:27] <XXCoder> no idea
[08:45:31] <XXCoder> it works here
[08:45:58] <fenn> oh it probably needs webgl which doesn't work on this computer
[08:46:09] <fenn> did i mention i hate everyone
[08:46:14] <MacGalempsy> does anyone know if halui.machine-on is cancelled by halui.machine-off?
[08:46:25] <MacGalempsy> (2 toggle buttons
[08:47:30] <fenn> machine-on is the button you press to turn the machine on
[08:47:59] <fenn> machine.is-on is the indicator that says the machine is on
[08:48:49] <fenn> there are other things that can turn the machine on and off besides those buttons
[08:49:39] -!- mablae has quit [Quit: Leaving]
[08:51:44] <fenn> the wording in the man page could be improved
[08:53:48] -!- meryan00 has quit [Remote host closed the connection]
[08:53:48] -!- SkramX has quit [Remote host closed the connection]
[08:53:52] -!- A_Nub has quit [Remote host closed the connection]
[08:53:52] -!- Jeebiss has quit [Remote host closed the connection]
[08:55:51] -!- KimK has quit [Remote host closed the connection]
[08:57:02] <MacGalempsy> fenn: I know what the pin is, I am trying to figure out how to go about setting up the logic since both buttons are toggles
[08:59:06] <fenn> for things that need to be on when the machine is on, use machine.is-on, and for things that need to happen at startup/shutdown use machine.on and machine.off
[09:00:08] <fenn> actually no, don't do that
[09:00:27] <fenn> you should have an edge detector on machine.is-on for startup/shutdown :P
[09:01:09] -!- KimK [KimK!~Kim__@ip68-102-30-239.ks.ok.cox.net] has joined #linuxcnc
[09:01:34] <fenn> otherwise you could turn the machine on/off with some other mechanism like the button in AXIS and have an incorrect startup/shutdown procedure
[09:05:07] -!- ibaca has quit [Ping timeout: 246 seconds]
[09:07:25] -!- moorbo has quit [Ping timeout: 256 seconds]
[09:11:16] <XXCoder> played biome3d for a while. interesting
[09:11:47] <fenn> now try xbl (3d tetris)
[09:12:20] <XXCoder> dont see it
[09:12:56] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-fmbhyicgudjxittr] has joined #linuxcnc
[09:13:07] -!- Jeebiss [Jeebiss!sid25046@gateway/web/irccloud.com/x-lprfzjytamezlnea] has joined #linuxcnc
[09:13:13] <fenn> sudo apt-get install xbl
[09:13:19] <XXCoder> oh
[09:13:25] <XXCoder> thought it was some web game lol
[09:13:27] <XXCoder> ok
[09:13:47] <XXCoder> unable to locate
[09:13:56] <fenn> hm oh well
[09:14:50] -!- meryan00 [meryan00!sid28568@gateway/web/irccloud.com/x-dxnjjbonfbmubusc] has joined #linuxcnc
[09:15:21] -!- asdfasd [asdfasd!~332332@90.196.243.10] has joined #linuxcnc
[09:18:11] <XXCoder> np, most games make me dizzy anyway
[09:20:59] -!- per_sonne has quit [Ping timeout: 240 seconds]
[09:21:49] -!- asdfasd1 [asdfasd1!~332332@2.221.176.5] has joined #linuxcnc
[09:24:10] -!- asdfasd has quit [Ping timeout: 250 seconds]
[09:29:57] <fenn> https://archive.org/details/msdos_Blockout_1989
[09:30:29] <XXCoder> lol I remember that
[09:31:42] <XXCoder> yep still cant play
[09:33:57] -!- moorbo [moorbo!~moorbo@dyn-21-138.mdm.its.uni-kassel.de] has joined #linuxcnc
[09:34:59] -!- A_Nub [A_Nub!sid69970@gateway/web/irccloud.com/x-tokptmffzrdevfsh] has joined #linuxcnc
[09:37:01] <XXCoder> lol found it in amazon
[09:37:07] <XXCoder> qbasic by example
[09:37:18] <XXCoder> 1993 published lol
[09:37:54] -!- md-2 has quit [Read error: Connection reset by peer]
[10:02:11] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[10:10:42] <Jymmm> XXCoder: Fuck you, I LIKE QBASIC =)
[10:10:52] <XXCoder> me too
[10:10:56] <XXCoder> I had fun with it
[10:11:12] <XXCoder> wish I stil have orginial files
[10:11:22] <Jymmm> I still have qbasic =)
[10:11:30] <Jymmm> including gorilla.bas
[10:11:39] <XXCoder> nice
[10:11:44] <XXCoder> that one was fun
[10:11:52] <XXCoder> it was my earliest modding fun
[10:11:57] <XXCoder> just hacking around and have fun
[10:12:05] <XXCoder> made snake hell of a lot harder
[10:12:10] <Jymmm> If you REALLY want it, I guess I can look for the files.
[10:12:16] <XXCoder> sure
[10:12:29] <XXCoder> maybe can find download a sec
[10:12:38] <Jymmm> Alright, if I come across it on my archives, I'll save it for you.
[10:13:16] <Jymmm> http://www.petesqbsite.com/sections/introduction/intro.shtml
[10:13:24] <Jymmm> download from there
[10:14:50] <malcom2073> You ever try Dark Basic? It's basically BASIC + 3d
[10:15:03] <chris_99> heh i remember using that
[10:15:21] <Jymmm> malcom2073: never heard of it
[10:15:42] <XXCoder> 40 bucks
[10:16:07] <Jymmm> ?
[10:16:15] <XXCoder> https://www.youtube.com/watch?v=bylp9Hy0YKU
[10:16:24] <chris_99> does anyone remember RapidQ basic
[10:16:29] <Jymmm> http://www.petesqbsite.com/sections/introduction/qbasic11.zip
[10:16:34] <Jymmm> XXCoder:
http://www.petesqbsite.com/sections/introduction/qbasic11.zip
[10:16:44] <XXCoder> thanks
[10:17:14] <XXCoder> whoo cant even watch darkbasic game
[10:17:23] <XXCoder> very high dizzyness factpr
[10:17:56] <malcom2073> Heh, like anything easy to use, you get a lot of junk
[10:18:42] <XXCoder> Jymmm: one of fun I did at college is write turtle script interpeter
[10:19:13] <XXCoder> its actual compiler, though it does not make program file, just run it
[10:19:28] <XXCoder> still has source code somewhere
[10:21:31] <Jymmm> XXCoder: I administered the lan in college. When the lab dweebs would annoy me I would remap all the high speed printers and send this: 10 LPRINT CHR$(12) 20 GOTO 10
[10:21:46] <XXCoder> wild guess - 12 is beep?
[10:21:58] <Jymmm> Nuh uh.... form feed
[10:22:05] <XXCoder> lol
[10:22:17] <XXCoder> could do two liner, feed beep
[10:22:25] <gonzo_> that's almost old style basic!
[10:22:40] <Jymmm> It would empty a case of fan fold paper in 40 seconds
[10:23:03] <XXCoder> well Jymmm youre definitely BSFH lol
[10:23:23] <XXCoder> fast
[10:23:23] <Jymmm> That's Mr BOFH to you =)
[10:23:43] <XXCoder> oh yeah. misrememeber second word as sysop
[10:23:51] <Jymmm> =)
[10:24:11] <XXCoder> so whats your excuse of day
[10:24:25] <Jymmm> It's Monday is my excuse
[10:24:36] <XXCoder> lol good one yes
[10:26:46] -!- sumpfralle [sumpfralle!~lars@62.141.37.125] has joined #linuxcnc
[10:26:49] <XXCoder> lol well night
[10:41:31] -!- chris_99 has quit [Remote host closed the connection]
[10:51:13] <Sync> hmm
[10:51:22] <Sync> those damn precise spindles are 2 phase motors
[10:51:22] <Sync> eh
[11:05:03] -!- skunkworks has quit [Ping timeout: 268 seconds]
[11:28:58] -!- xrr has quit [Ping timeout: 250 seconds]
[11:30:14] -!- xrr [xrr!~quassel@c21-76.uvn.zone.eu] has joined #linuxcnc
[11:40:08] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:58:06] <MacGalempsy> anyone using fusion 360?
[12:09:39] -!- ivansanchez has quit []
[12:29:22] -!- sumpfralle has quit [Ping timeout: 272 seconds]
[12:31:52] -!- Lasper has quit [Remote host closed the connection]
[12:32:29] -!- Lasper [Lasper!~Lasper@xn--leppnen-8wa.net] has joined #linuxcnc
[12:51:32] <enleth> Jymmm: I administered the dormitory network and dweebs would be routed through a very nice parametrized simulation of a satelite link used on a very high latitude, during a storm. I found an example pf config tuned for that and the main router was FreeBSD.
[12:52:37] <enleth> It was so accurate that completely different loss probability calculations were performed for outgoing and incoming packets.
[12:52:47] <ganzuul> I think it's here...!
[12:52:55] * ganzuul is giddy
[12:53:41] <enleth> Of course, it was always their hardware, see, it works fine for everyone else.
[12:54:27] <enleth> Oh, and they liked to play MMOs.
[12:56:02] <ganzuul> no...
[12:57:04] <ganzuul> yes!
[13:01:46] <ganzuul> w00t!
[13:07:42] -!- moorbo has quit [Ping timeout: 260 seconds]
[13:08:31] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:14:51] -!- tocka has quit []
[13:22:48] <kengu> ganzuul: toys?
[13:23:04] <kengu> arrived already?
[13:23:45] -!- moorbo [moorbo!~moorbo@141.51.21.138] has joined #linuxcnc
[13:24:04] <enleth> ganzuul: damn you. I just got an email saying that the welder I ordered is not going to be shipped this week.
[13:24:25] <enleth> you and your happiness, yoy
[13:24:29] <enleth> *you
[13:25:59] -!- anth0ny_ has quit [Quit: anth0ny_]
[13:26:44] -!- anth0ny_ has quit [Client Quit]
[13:27:01] <MacGalempsy> well, im off to bed. see bbl
[13:31:53] -!- JayDugger [JayDugger!~jwdugger@108.19.186.58] has joined #linuxcnc
[13:32:30] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[13:34:16] -!- furrywolf [furrywolf!~randyg@107.25.116.208] has joined #linuxcnc
[13:39:57] -!- MacGalempsy has quit [Remote host closed the connection]
[13:51:17] <ganzuul> :3
[13:51:28] <ganzuul> Got mah lathe.
[13:51:30] <archivist> made chips yet?
[13:51:52] <ganzuul> No, gotta degrease, install, switch out the UK power plug.
[13:53:31] <ganzuul> My brass brazing rods also arrived today. Oddly.
[13:53:48] <ganzuul> Slow flight.
[13:54:16] <ganzuul> Or maybe it's one of those misleading Chinese company names.
[13:58:20] -!- Guest80013 has quit []
[14:04:39] -!- anth0ny_ has quit [Quit: anth0ny_]
[14:13:25] <wolfwolfeye> morn
[14:15:06] wolfwolfeye is now known as ssi
[14:15:06] <ssi> lawd
[14:20:47] <zeeshan> :P
[14:23:07] <ssi> zeeshan: I blame you
[14:31:10] <Sync> mmm
[14:31:15] <Sync> spindle runs :)
[14:35:08] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[14:36:04] <skunkworks> so does mine..
[14:36:18] <skunkworks> all 16 gears worth...
[14:36:20] <skunkworks> ;)
[14:36:36] <Sync> well, I had to modify some code for it to run
[14:36:41] <Sync> as it is a dumb 2 phase motor
[14:36:54] <skunkworks> what is it?
[14:36:57] <ssi> skunkworks: got all that hooked up to gearchange components now?
[14:37:14] <Sync> precise sc52
[14:37:19] <Sync> 60krpm 1,1kW
[14:37:20] <skunkworks> ssi, no. that was before gearchange.. I wrote my own..
[14:37:25] <ssi> ahhh
[14:39:02] <skunkworks> https://www.youtube.com/watch?v=22dWg3GbywE
[14:39:38] <skunkworks> you can see the opto-22 output modules counting up binary
[14:40:03] <ssi> yeah
[14:40:45] -!- raymondhim has quit [Ping timeout: 255 seconds]
[14:41:48] <skunkworks> wapping 3000 rpm tops
[14:42:12] <ssi> what's the power on that spindle?
[14:42:31] -!- raymondhim [raymondhim!~raymondhi@c-73-164-116-168.hsd1.mn.comcast.net] has joined #linuxcnc
[14:44:13] -!- Computer_barf has quit [Read error: Connection reset by peer]
[14:47:55] -!- anomynous [anomynous!~anomynous@37-136-201-242.rev.dnainternet.fi] has joined #linuxcnc
[14:48:54] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[14:51:58] -!- tocka has quit [Remote host closed the connection]
[14:52:33] <skunkworks> currently 5hp
[14:52:43] <skunkworks> it originally was 20hp hydraulic iirc
[14:52:59] <ssi> ah
[14:53:22] <skunkworks> The machine was even louder than it is now..
[14:54:29] <ssi> I beht
[14:56:08] <ssi> I am really looking forward to seeing how my cinci hogs metal with that damn 15hp 10krpm spindle
[14:58:14] <archivist> have a strong viewing panel, I was at a show and they seemed to deliberately be throwing chips at the "glass"
[14:58:24] <ssi> haha
[14:58:40] <ssi> I have doors but I probably need to replace the glass :P
[15:00:44] <skunkworks> I don't think we have used the full 5hp for anything.
[15:01:19] <ssi> yeah I don't think I can get the full 15 on mine because of power constraints
[15:04:32] <FinboySlick> skunkworks: I imagine that when making use of 20hp, fastening your part well was no joke.
[15:05:32] <skunkworks> the t-slots can take 3/4 bolts..
[15:06:07] <FinboySlick> skunkworks: What was the typical use case for that kind of power (not that you need it now)?
[15:06:16] <FinboySlick> 12" face mills?
[15:06:24] <skunkworks> sure - slabbing metal
[15:06:38] <skunkworks> we regurlary use a 6 inch face mill
[15:06:49] <skunkworks> shell mill
[15:07:16] <skunkworks> we just used a 10" for flattening a table.
[15:07:45] <skunkworks> *not a kitchen table.. A table for a piece of equipemnt...
[15:08:28] <ssi> I have a 4" I use on the bridgeport; I want to get a 6" for the cinci
[15:08:32] <ssi> I love face mills
[15:08:58] -!- rigid has quit [Ping timeout: 272 seconds]
[15:09:23] <CaptHindsight> it gets exciting when you plunge a mill that size to quickly into something, it also tests the current protection circuitry
[15:09:51] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[15:10:27] <skunkworks> it is an older toshiba vfd. No issues - knock on wood...
[15:10:39] <ssi> I got a big monster hitachi
[15:10:48] <ssi> it's a 25hp vfd cause I'm feeding it with single phase
[15:19:09] -!- sunstar has quit [Quit: https://www.youtube.com/watch?v=lhzWOti-Yf4]
[15:23:38] -!- ktchk [ktchk!~eddie6929@n219073005147.netvigator.com] has joined #linuxcnc
[15:26:05] <CaptHindsight> archivist: Philips N1500 VCR
https://www.youtube.com/watch?v=lU268jsuw9c were these popular there in the days before beta/vhs?
[15:27:56] <SpeedEvil> no
[15:28:09] <Jymmm> enleth: Wouldn't IPoAvian been faster?
[15:28:44] <Jymmm> CaptHindsight: Grilled cheese in the VCR =)
[15:28:53] <Jymmm> Mmmmm TOASTY!!!
[15:30:16] -!- ktchk [ktchk!~eddie6929@n219073005147.netvigator.com] has parted #linuxcnc
[15:30:17] -!- ktchk has quit [Quit: ktchk]
[15:30:56] <SpeedEvil> CaptHindsight: nothing really got popular for users before betamax
[15:31:28] <Jymmm> Servicing that thing...
https://www.youtube.com/watch?v=tQKmjfNy20w
[15:31:34] <CaptHindsight> SpeedEvil: it was the same here
[15:32:02] -!- ktchk [ktchk!~eddie6929@n219073005147.netvigator.com] has joined #linuxcnc
[15:33:25] <Jymmm> SpeedEvil: You forgot Laserdisc =)
[15:39:02] -!- b_b has quit [Changing host]
[15:43:45] <SpeedEvil> 'before'
[15:43:50] -!- ktchk [ktchk!~eddie6929@n219073005147.netvigator.com] has parted #linuxcnc
[15:43:50] -!- ktchk has quit [Quit: ktchk]
[15:45:19] <CaptHindsight> http://hoaxes.org/weblog/comments/dvd_rewinder heh
[15:53:15] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[15:53:44] <ganzuul> Hmmm... The brushless DC 7x lathe has an extremely low minimum RPM on its spindle, and it appears to have no intention of stalling..
[15:54:31] -!- mhaberler has quit [Quit: mhaberler]
[15:54:31] <ganzuul> Way below the 100 RPM advertised.
[15:57:16] <Jymmm> lol
http://www.uncoolcentral.com/DVDrewind.htm
[16:00:00] <SpeedEvil> ganzuul: :)
[16:00:05] <SpeedEvil> Be careful of overhat
[16:02:35] <ganzuul> SpeedEvil: I'll open it up one day and deduce if it does thermal sensing.
[16:02:59] <SpeedEvil> Hopefully not the day after it stops working.
[16:03:55] -!- mablae has quit [Ping timeout: 256 seconds]
[16:05:22] <jdh> lms has a 16" bed for 7x. almost tempting.
[16:05:52] <ganzuul> That's the one I got.
[16:06:04] <ganzuul> http://www.arceurotrade.co.uk/Catalogue/Machines-Accessories/Lathes/Model-C3-Mini-Lathe/Model-Super-C3-Mini-Lathe
[16:06:20] -!- tocka has quit []
[16:06:40] -!- moorbo has quit [Remote host closed the connection]
[16:06:41] <CaptHindsight> "Do NOT be fooled by cheap imitations like, "99 cent / 30 second DVD rewind," their service is unreliable and known to damage DVDs."
[16:07:49] <SpeedEvil> ganzuul: what are your overall impressions of it so far. I am considering
[16:08:39] <Contract_Pilot> Morning
[16:08:44] <SpeedEvil> Contract_Pilot: orning
[16:09:50] <ganzuul> SpeedEvil: So far, very good. I think I'll go over some of its pointy bits with a file.
[16:10:09] <ganzuul> All the precision parts appears to be precise.
[16:10:35] <ganzuul> I can detect a little play in the toolpost, but that's the factory adjustement.
[16:11:47] <ganzuul> Also, apparently I will be taking the tailstock dead center out when not in use.
[16:12:03] <ganzuul> That thing is very pointy, and my hands are soft babby hands.
[16:12:13] <ssi> how is babby hands formed?
[16:12:38] <SpeedEvil> ganzuul: have you actually done test turnings of various bits - runout, ...
[16:12:48] <ssi> two collars test for bed twist
[16:13:18] <ganzuul> No, it arrived today, 3 hours ago.
[16:13:24] <ssi> commence to cuttin
[16:13:34] <SpeedEvil> ganzuul: would be very interested
[16:13:45] <ganzuul> I have just gotten enough grease off it to dare give it a good fondling.
[16:14:26] <ganzuul> I don't have any material... I think.
[16:14:35] <ganzuul> Maybe some old bolts.
[16:15:10] <Tom_itx> anyone know how to mod the toolbars in SW?
[16:18:44] <ganzuul> Oh poop. Have to grind the tool bits down. People said they needed shimming up. Weird.
[16:19:18] <ssi> can you put an axa toolpost on that little guy?
[16:19:47] <JT-Shop> Tom_itx, right click customize
[16:21:54] <ganzuul> ssi: My plastic guessometer says the biggest tool bit it will take is 16mm.
[16:22:10] <CaptHindsight> ganzuul: does it come shipped coated in 1cm of bacon fat?
[16:22:49] <ssi> ganzuul:
http://littlemachineshop.com/2461
[16:22:52] <ganzuul> CaptHindsight: Yes. I was wondering what that was. Bacon fat fits the bill perfectly.
[16:23:04] <ssi> ganzuul: that'll let you adjust the height of your tools individually
[16:23:17] <ssi> and if you intend to do a cnc conversion on it you're gonna want a quick change post
[16:24:07] <Tom_itx> JT-Shop, right click where? i think i tried that..
[16:24:08] -!- per_sonne has quit [Quit: Be back later ...]
[16:24:09] <ganzuul> Yeah... One thing at a time though.
[16:24:13] <Tom_itx> booting..
[16:24:18] <ssi> ganzuul: shimming tools sucks :)
[16:24:31] <ganzuul> Might actually get this right with the milling attachement I bought though.
[16:24:39] <ganzuul> One moment. Reassembling!
[16:24:41] <ssi> learn to grind tools accurately, it'll help your turning a lot
[16:25:16] <Tom_itx> ahh there it is
[16:25:18] <Tom_itx> thanks
[16:25:26] <JT-Shop> on an empty spot of the tool bar
[16:25:43] <Tom_itx> i want to add an icon but still don't see where to do it
[16:25:50] <Tom_itx> right click brought up customize..
[16:26:01] <JT-Shop> click on customize
[16:26:06] <ganzuul> ssi: I'll try that trick with cutting a HSS tool bit with a carbide end mill.
[16:26:07] <Tom_itx> i want to add something to the sketch tool bar
[16:26:18] <ssi> yikes that sounds awful
[16:26:19] <Tom_itx> this is an old SW btw
[16:26:35] <ganzuul> If the 7x can accomplish that feat, then it has to be great product.
[16:26:46] <ssi> hard machining isn't something you want to get into with 5th story apartment class machines!
[16:27:06] <ssi> just get a bench grinder and some decent wheels, and learn to grind tools
[16:27:26] <ssi> it's not hard once you have a good understanding of the different angles
[16:28:38] <archivist> I often leave the top flat
[16:28:53] <ssi> 0 rake
[16:28:58] <archivist> gets more life out of a bit and is best for brass
[16:29:35] <ssi> I put a little back and side rake in usually
[16:29:37] <ssi> https://pbs.twimg.com/media/CN6Pi4VWgAE-why.jpg:large
[16:30:39] <archivist> I like to use my hss till the tool holder cannot grip it :)
[16:30:43] -!- Sadara_ [Sadara_!~Sadara@server2.xynexus.com.au] has joined #linuxcnc
[16:31:31] <ganzuul> Yeah, I'll probably need a grinder.
[16:31:37] <ssi> you definitely need a grinder
[16:31:56] <ganzuul> With the milling attachement I should be able to make some chips though.
[16:32:20] <ganzuul> found this little brass hex spacer which I'll dig into at 0 rake.
[16:33:20] <archivist> needs to be effin sharp for brass
[16:33:33] -!- sadara has quit [Ping timeout: 240 seconds]
[16:36:16] <ganzuul> goddamnit
[16:36:32] <ganzuul> what material should I start with then?
[16:36:40] <ssi> 6061 aluminum probably
[16:36:49] <ssi> or some mild steel, or leaded steel like 12L14
[16:37:05] <archivist> a free cutting material
[16:37:05] <ganzuul> ah
[16:38:23] <ganzuul> ...I probably have more invar than aluminium.
[16:38:29] <ssi> invar?
[16:38:34] <archivist> invar is nasty
[16:38:43] <archivist> it work hardens
[16:39:11] <ganzuul> Used in e.g. flourescent tube end caps. And light bulb screws.
[16:39:36] <ssi> oh it's a nickel alloy
[16:39:44] <ssi> yea stay away from the nickel stuff :P
[16:39:48] <ganzuul> :D
[16:40:31] <archivist> used for clock pendulums for its low expansion rate
[16:43:56] <CaptHindsight> ganzuul: what do you typically use the Invar for?
[16:51:06] <ganzuul> I don't... But I'd use it for glass-metal seals.
[16:51:22] <ganzuul> Same way vacuum tubes were made.
[16:54:56] <ganzuul> Well that was undramatic.
[16:55:16] <ganzuul> Must be sponge-grade brass.
[16:55:41] <ganzuul> Then again it was probably machined to begin with.
[16:56:12] <ganzuul> Since it's hex stock, got an inner thread on one side and outer thread on the other.
[16:56:21] <ganzuul> Maybe 6~7mm dia
[16:57:17] <zeeshan> send me some invar!
[16:57:30] <archivist> all mine!
[16:57:36] <ganzuul> zeeshan: I can send you a few broken flourescent tubes.
[16:58:01] <ganzuul> Well it's not invar on those. Not the brand. Same nickel composition though.
[16:59:19] -!- mpmckenna8 has quit [Client Quit]
[17:03:25] -!- s1dev has quit [Ping timeout: 256 seconds]
[17:04:13] -!- s1dev [s1dev!~s1dev@199.241.28.135] has joined #linuxcnc
[17:09:46] * ganzuul has discovered "digging in"!
[17:10:28] <ssi> lol
[17:10:37] <Wolf_> yay, stuff I bought off Facebook wasn’t a scam lol
[17:12:19] <Wolf_> http://i.imgur.com/Sbd6BWE.jpg Lunch then time to get busy on the cnc
[17:12:35] <ganzuul> Definitely need a proper toolpost for machining brass. The milling attachement has too much overhang and the cross slide is too narrow.
[17:13:55] <ganzuul> ...means the tool was rocking forward, digging in, and then rocking back, over and over.
[17:14:00] <Wolf_> quick change tool posts are nice, just don’t get the cheap ass piston style like the one I have
[17:14:19] <t12> capthindsight: oh also should note that illumina did most of twists series c
[17:14:22] <t12> re that article
[17:14:29] <t12> i think it was c
[17:14:32] <Wolf_> was the tool post rocking or is the cross slide lifting
[17:15:00] <Wolf_> my C2 cuts brass like butter...
[17:15:57] <ganzuul> Wolf_: I used a milling attachement to set the height since I bought 12mm toolbits, and they are too high.
[17:16:40] <Wolf_> oh, lol yeah that square tool post?
[17:18:02] <ganzuul> http://www.arceurotrade.co.uk/Catalogue/Machines-Accessories/Lathes/Model-C3-Mini-Lathe/C3-Super-C3-Accessories#C3-Milling-Attachment
[17:18:12] <ganzuul> They sent me the bigger version of this instead.
[17:18:20] <ganzuul> ...I think.
[17:18:26] <ganzuul> Black instead of red.
[17:19:24] <Wolf_> wait, you are trying to use that as a tool post?
[17:19:31] <ganzuul> http://www.arceurotrade.co.uk/Catalogue/Machines-Accessories/Lathes/Model-Super-C6-Lathe/Super-C6-and-C6-Lathe-Accessories#C6-Super-C6-Milling-Attachment-090-030-00400
[17:19:45] <ganzuul> "The Super C6 Milling Attachment also doubles as a variable height tool holder which can be locked in position for rigidity."
[17:21:09] <Wolf_> take a pic of the setup on the lathe, work piece and tool
[17:21:29] <ganzuul> >.>
[17:21:33] <Wolf_> also grab the top of the milling attachment and see if the cross slide will rock
[17:21:48] <ganzuul> I haven't ground the tool yet. Just used a pointy part of it.
[17:21:59] <Wolf_> that don’t matter
[17:23:29] <ssi> an unground tool isn't going to have anywhere close to the right geometry
[17:23:52] <Wolf_> ^
[17:24:06] <Wolf_> I just want to see the overhangs of the milling thinger
[17:25:54] -!- anomynous has quit [Ping timeout: 255 seconds]
[17:26:43] -!- mpmckenna8 has quit [Quit: Leaving.]
[17:27:06] <ganzuul> Wolf_:
http://i.imgur.com/tja30Nq.jpg
[17:27:45] <ssi> looks flexy!
[17:28:15] <Wolf_> yeah, thats like total ebolaids setup :P
[17:28:57] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-ebtywycrolcjjhaa] has joined #linuxcnc
[17:29:11] <Wolf_> and the milling attachment is the C3 one, c6 has a 2nd mounting plate on the bottom
[17:29:30] -!- per_sonne has quit [Ping timeout: 250 seconds]
[17:30:24] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[17:32:30] <ganzuul> mh...
[17:33:24] <Wolf_> QCTP
http://littlemachineshop.com/products/product_view.php?ProductID=3113&category=1206492058 that style IMO
[17:34:39] <ganzuul> It could be usable if one could turn the overhang 90 degrees.
[17:34:48] <SpeedEvil> http://www.arceurotrade.co.uk/Catalogue/Machines-Accessories/Lathes/Model-Super-C6-Lathe/Super-C6-and-C6-Lathe-Accessories#C6-Super-C6-Milling-Attachment-090-030-00400
[17:35:05] <zeeshan> you don't realize how much you miss solidworks
[17:35:09] <SpeedEvil> the quick change toolpost
[17:35:12] <zeeshan> when you start getting deep into projects
[17:35:27] <zeeshan> stupid inventor can't mirror components and keep the relationship of mirroringing
[17:35:34] <zeeshan> you gotta go reconstraint everything
[17:35:38] <zeeshan> garbage
[17:35:47] <zeeshan> i also miss smarter fasteners
[17:36:02] <zeeshan> :(
[17:44:26] <ganzuul> Computer Aided Douchbaggery
[17:45:06] * SpeedEvil wishes sketchup hadn't been made free
[17:45:28] <SpeedEvil> Removed a sizeable fraction of the impetus for someone to have done OS cad
[17:45:31] <SpeedEvil> CAD
[17:59:05] <_methods> didn't sketchup start its' life free?
[18:02:27] -!- moorbo [moorbo!~moorbo@dyn-21-138.mdm.its.uni-kassel.de] has joined #linuxcnc
[18:02:43] -!- XXCoder has quit [Ping timeout: 246 seconds]
[18:07:01] -!- patrickarlt has quit [Remote host closed the connection]
[18:08:17] <A_Nub> So I know this is probably a stupid question, but what is the best way to calibrate a machine?
[18:08:28] <A_Nub> I dont know what settings I should be changing in stepconf
[18:08:36] * Wolf_ suggests math
[18:08:48] <A_Nub> For which variables though?
[18:09:05] <A_Nub> I've tried changing a bunch of things and all my 3.2mm holes come out the same exact size
[18:09:09] <A_Nub> I'm sorta confused
[18:09:20] <Wolf_> calibrating for distance per step?
[18:09:20] -!- moorbo has quit [Read error: Connection reset by peer]
[18:09:59] <A_Nub> Well I have one of those el-cheapo china machines, not even sure I got the settings right
[18:10:16] <A_Nub> but I believe its a 4mm pitch lead and I know its 1.8deg steps
[18:10:38] <A_Nub> I found someone online suggesting it was 8 for micro steps
[18:10:51] <A_Nub> I just dont know what to adjust to get the sizing right
[18:10:56] <archivist> but how are your drivers set in miccrosteps
[18:11:06] <A_Nub> a 3.2mm hole is coming out around 2.66mm
[18:11:06] <Wolf_> stick a rule down on the bed, put something to use as a pointer in the tool holder, then tell it to go a several inchs
[18:11:31] <A_Nub> ok
[18:11:47] -!- moorbo [moorbo!~moorbo@ns4010174.ip-192-99-6.net] has joined #linuxcnc
[18:11:51] <archivist> adjust scale, rinse repeat
[18:11:58] <Wolf_> ^
[18:12:09] -!- patrickarlt has quit [Ping timeout: 265 seconds]
[18:12:36] <archivist> sometimes there is an oops moment when something is in inches
[18:13:10] * ganzuul has at the HSS tool bit with a needle file
[18:13:11] * Jymmm smacks archivist with a yard stick! Sometimes it's yards, not inches too =)
[18:13:18] <A_Nub> which is scale?
[18:13:31] <A_Nub> is it in the stepconf?
[18:13:53] <ganzuul> archivist: Sometimes that moment is when you're traveling to Mars.
[18:13:55] <A_Nub> I mean what variable should I be tuning, there is a lot of choices there
[18:14:02] <Wolf_> thread pitch, you adjust that to get the scale working correct
[18:14:04] <archivist> that has something like steps per rev, 200 * 8
[18:14:27] <A_Nub> oh so microsteps is just a multiplier?
[18:14:34] <Wolf_> yup
[18:14:34] <A_Nub> so this UI is more confusing than the files?
[18:14:38] <A_Nub> great
[18:14:46] <A_Nub> I was looking in the ini trying to find micro steps
[18:14:51] <A_Nub> going crazy
[18:15:11] <A_Nub> ok so microsteps =1 and tune steps per revolution?
[18:15:21] <archivist> in the ini it is a number
[18:16:06] <archivist> this is not tuning, this is machine scale, tuning is acceleration and top speed
[18:16:12] <A_Nub> I wish I knew what these drivers where
[18:16:14] <A_Nub> :(
[18:16:21] <A_Nub> archivist: ok
[18:16:30] <Wolf_> imo, I would mark one of the screws/motor shafts, make sure that if you tell it 4mm travel it does one full turn
[18:16:50] <ganzuul> Is HSS harder than files? =(
[18:16:54] <Wolf_> then you have the motor set, then mess with the pitch settings if table doesn’t travel 4mm
[18:17:05] <archivist> ganzuul, about the same probably
[18:17:09] <A_Nub> Wolf_: good idea
[18:17:12] -!- sumpfralle [sumpfralle!~lars@p5DCFD299.dip0.t-ipconnect.de] has joined #linuxcnc
[18:17:25] <ganzuul> bleh
[18:17:41] -!- micges has quit [Ping timeout: 252 seconds]
[18:17:42] <archivist> dti on the table to show it moves 4mm too
[18:17:52] <ganzuul> Goan buy a grinder tomorrow.
[18:18:26] <Wolf_> quick change tool post, inserts holders :)
[18:18:29] <archivist> a bench grinder is an essential tool :)
[18:19:15] <ganzuul> I found Russian brazed carbide tool bits.
[18:19:23] <ganzuul> Cheap as dirt.
[18:19:29] <Wolf_> those work too
[18:19:40] <ganzuul> But they are too big for this tool holder.
[18:19:50] <archivist> I have a couple set up, wire brush, green grit, coarse and fine alumina
[18:20:50] <Wolf_> SHARS AXA quick change tool post wedge style IMO
[18:20:55] <CaptHindsight> A_Nub:
http://linuxcnc.org/docs/html/quickstart/stepper_quickstart.html this might help explain
[18:21:24] <Wolf_> you will find out fast that switching tooling happens often on the lathe
[18:22:30] <archivist> only takes me a few secs to change from normal turning to hand turning
[18:22:47] <CaptHindsight> http://www.shars.com/quick-change-tool-post-set-piston-type-100-axa
[18:23:15] <Wolf_> the non-piston IMO
[18:23:54] <archivist> quick change is essential on cnc
[18:24:05] <archivist> and boring
[18:24:29] <CaptHindsight> http://www.shars.com/quick-change-tool-post-set-wedge-type-111-axa
[18:24:46] <Wolf_> yeah that, I’m thinking of ordering one soon
[18:25:24] <Wolf_> I have a phase II piston qctp and I really don’t like the way it holds
[18:26:54] <Wolf_> these are cool
http://www.shars.com/products/toolholding-workholding/quick-change-tool-post-holders/6-13-40-position-quick-change-tool-post
[18:27:16] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-14-210-96.as43234.net] has joined #linuxcnc
[18:27:46] <archivist> I used a 40 position when at the clockmakers
[18:28:10] <archivist> I would not think it suitable for cnc
[18:28:26] <Wolf_> yeah,no need on a cnc
[18:28:47] <ganzuul> Is any of these types good?
http://www.biltema.fi/fi/Tyokalut/Sahkotyokalut/Penkkihiomakoneet/
[18:29:06] <ganzuul> The belt sander might be useful...
[18:29:19] <archivist> we had it on the Schaublin 70 lathes, always fighting for the holders
[18:29:51] <A_Nub> CaptHindsight: thx but I still dont know what this driver does
[18:29:52] <A_Nub> :(
[18:29:59] -!- moorbo has quit [Ping timeout: 240 seconds]
[18:30:03] <archivist> normal double ended for basic tool grinding
[18:30:39] <archivist> A_Nub, after a 30 second experiment you should be able to work it out
[18:30:59] <A_Nub> archivist: for micro stepping?
[18:31:06] <archivist> yes
[18:31:41] <archivist> does your axis move 1/8th of what you expected :) or something else
[18:32:14] -!- moorbo [moorbo!~moorbo@ns4009709.ip-192-99-4.net] has joined #linuxcnc
[18:32:18] <Wolf_> its pretty simple, you have pitch set at 4mm right, so stepper should do 1 full rev to move 4mm
[18:32:19] <archivist> so does it move .5mm or 4mm or what
[18:32:33] <A_Nub> archivist: so my motors are labeled 1.8deg
[18:32:40] <A_Nub> so 200 for steps per rev
[18:32:49] <A_Nub> and 8 for micro gets me half the distance I expect
[18:32:51] <A_Nub> so 16?
[18:33:09] <archivist> yes, so 8 microsteps if needed is 8*200
[18:33:52] <A_Nub> i wish stepconf test didnt go back and forth
[18:33:54] <A_Nub> :(
[18:34:00] <Wolf_> sharpie/tape on teh motor shaft, visual feedback works faster, if the microstep count is off it will show fast
[18:34:01] <archivist> yes you can just change to 16 try it...
[18:34:22] <A_Nub> Wolf_: ok I have it doing it with a ruler now
[18:34:27] <A_Nub> and + 20mm
[18:34:32] <A_Nub> it seems about right
[18:34:33] <Wolf_> ignore the ruler
[18:34:34] <archivist> methinks stepconf leaves a lot to be desired
[18:34:38] <A_Nub> ok
[18:34:49] <Wolf_> you need to get the step/rev set, then mess with the pitch
[18:35:10] <Wolf_> you don’t want to adjust travel by messing with the steps
[18:35:29] <archivist> or both at the same time to reduce the rinse repeat cycles :)
[18:35:57] <Wolf_> yeah, you can check both, doesn’t add much
[18:36:38] <Wolf_> also if you mess with the settings on the drivers… don’t forget to power cycle them...
[18:36:44] <Wolf_> don’t ask how I know
[18:37:04] <A_Nub> ok 200 and 16
[18:37:08] <A_Nub> does 1 revolution
[18:37:11] <A_Nub> when I move 4mm
[18:37:32] <A_Nub> so now we tune pitch for true sizing?
[18:37:33] <Wolf_> huh 200 what and 16 where?
[18:37:45] <A_Nub> 200 steps per rev and 16 micro steps
[18:37:50] -!- tocka has quit [Client Quit]
[18:38:24] <archivist> do a long distance, should now be as accurate as the screw
[18:38:44] <archivist> unless 4mm is the incorrect pitch
[18:39:10] <skunkworks> archivist,
http://bbs.homeshopmachinist.net/threads/68146-Division-Master-Helical-Cuts-on-a-Plain-Manual-Mill?p=1004328#post1004328
[18:39:11] -!- moorbo has quit [Ping timeout: 264 seconds]
[18:40:34] <A_Nub> archivist: just did 50mm against the ruler came out correct
[18:40:44] <A_Nub> whats the right way oto fine tune scale from here?
[18:40:58] <archivist> skunksleep, yup I set that up for him :)
[18:41:16] <skunkworks> I figured
[18:41:40] <archivist> A_Nub, that is it, next axis
[18:42:10] <archivist> only thing you can do better is to map the screw errors
[18:43:52] <archivist> skunkworks, at least I now know he is still using it, not heard from him for a while
[18:45:15] -!- moorbo [moorbo!~moorbo@dyn-221-157.hrz.uni-kassel.de] has joined #linuxcnc
[18:45:40] <Loetmichel> *OUCH* the chinsese dont build them like they used to... the back rest my desk chair just broke free and has fallen back... me included. now i have a "recliner"... and that after less than half a year... :-(
[18:46:44] -!- moorbo has quit [Read error: Connection reset by peer]
[18:46:49] <enleth> Is thre anyone experienced in machine greases here?
[18:47:21] <CaptHindsight> A_Nub: the number of steps per rev in stepper motors are pretty standard e.g., 200/rev, 400/rev and so are screw pitches
[18:47:24] -!- moorbo [moorbo!~moorbo@159.203.15.109] has joined #linuxcnc
[18:47:35] <enleth> I've scooped the grease out of the back gear compartment in the bridgeport and I'm trying to identify that goo.
[18:47:52] <CaptHindsight> A_Nub: so unless you've got some non-standard or custom hardware it's easy
[18:48:15] <enleth> It's yellowish-brown, slightly translucent, more yellow than brown when smeared thin and has a distinctive smell of natural resin.
[18:48:16] <CaptHindsight> it gets more complicated if you have gearing involved or pulleys
[18:51:21] <Wolf_Mill> this might make some laugh, total noob question, whats the useage of the zero/abs on the digial mic
[18:53:32] <SpeedEvil> Does anyone happen to know of any project or collection of measurements on 'proper' lathes/mills? That is 'I loaded the toolpost by 100kg in X/Y/Z and it moved x/y/z for example
[18:53:36] <JT-Shop> zero zeros the mic and abs changes between absolute and incremental
[18:55:04] <Wolf_Mill> first time playing with this fancy mitutoyo, origin is setting the true zero then?
[18:55:06] <CaptHindsight> SpeedEvil: measurements of deflection based on tool loads or similar?
[18:55:11] <SpeedEvil> yes
[18:55:34] <archivist> SpeedEvil, that is the sort of thing a done in research and machine qualification
[18:55:41] <SpeedEvil> archivist: yes, I know.
[18:56:34] <archivist> I have some conference proceedings and books but you should find some on the web in real machine specs
[18:56:48] <SpeedEvil> I'm basically wondering what 'real' machines stack up at.
[18:56:57] <SpeedEvil> that is - your average 'consumer' lathe.
[18:57:08] <SpeedEvil> Well - going into industry.
[18:57:23] <SpeedEvil> Not one costing eleven billion dollars and going to picometers.
[18:57:28] <archivist> its the accuracy v max weight spec
[18:58:05] <archivist> so it will be better than that as long as not overloaded
[18:58:41] <SpeedEvil> No results found for "accuracy vs max weight".
[18:58:44] <SpeedEvil> (google)
[18:58:51] <SpeedEvil> Sorry - not trying to be annoying
[18:59:00] <Sync> enleth: the backgear lube?
[18:59:09] <Wolf_Mill> well, I can tell you on the C1-whatever 7" things you can probably measure the flex with a metal rule
[18:59:10] <archivist> which reminds me of
http://www.collection.archivist.info/searchv13.php?searchstr=statfold+milling
[18:59:41] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[18:59:50] <CaptHindsight> SpeedEvil: any concern for measurements of vibration or chatter as well?
[19:00:17] <SpeedEvil> CaptHindsight: In principle, yes.
[19:00:42] <SpeedEvil> CaptHindsight: But static loading is an obvious first step and other would be really, really hard to measure
[19:00:51] <SpeedEvil> At least in a simple manner
[19:00:53] <CaptHindsight> http://www.mfg.mtu.edu/cyberman/machining/trad/turning/turn.html
[19:00:58] <enleth> Sync: yes. I guess the proper word for the color of the more un-contaminated parts is "amber".
[19:01:11] <CaptHindsight> have to find the non-broken link to their results
[19:01:26] <archivist> people are dynamically measuring the deflection of machine tools
[19:01:30] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[19:01:45] <enleth> Sync: I have no idea what Textron put in there and I wouldn't like to mix uncompatible thickeners
[19:01:52] <enleth> *incompatible
[19:02:13] <SpeedEvil> CaptHindsight: that reminds me of not buying a large box of terfenol-d on ebay
[19:02:20] <enleth> I've got a crapload of white lithium grease but this may be calcium stearate.
[19:02:24] <CaptHindsight> enleth: do you think the lube is from the factory?
[19:02:30] <[cube]> enleth: sent you a pm
[19:03:03] <archivist> get a copy of the conference proceedings of Laser metrology and machine performance
[19:03:08] <Sync> just wash it out and fill white lithium in there
[19:03:45] <enleth> CaptHindsight: almost sure. The shielding that separates the backgear compartment from the varispeed compartment looks like it was never removed before.
[19:04:04] * SpeedEvil wishes he still ahd access to a uni library
[19:05:01] <archivist> some publish on the web later, never searched for this particular issue
[19:05:22] <CaptHindsight> http://www.ijsrp.org/research-paper-0713/ijsrp-p1964.pdf
[19:05:43] <chris_99> SpeedEvil, i thought the public could use uni libraries normally?
[19:05:50] <CaptHindsight> All the 27 experiments were carried out on the precision centre lathe, NAGMATI-175
[19:05:59] <SpeedEvil> chris_99: transport is a major problem
[19:06:06] <chris_99> ah bugger
[19:06:22] <SpeedEvil> CaptHindsight: looks interesting, thanks
[19:06:28] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[19:06:52] <enleth> Sync: I'd have to remove the splined tube thing that goes around the spindle, it's permanently attached to the backgear, and lots of the lube is under that
[19:07:45] <Sync> yeah dunno
[19:07:49] <Sync> or just leave it
[19:07:55] <enleth> I guess I will
[19:08:13] <enleth> Or just clean the gears, smear them with lithium lube and ignore the rest
[19:08:13] <CaptHindsight> http://www.sciencedirect.com/science/article/pii/S0261306904001943 Finite element analysis of bending occurring while cutting with high speed steel lathe cutting tools
[19:08:50] -!- mhaberler [mhaberler!~mhaberler@ns.stiwoll.mah.priv.at] has joined #linuxcnc
[19:09:37] -!- b_b has quit [Remote host closed the connection]
[19:10:07] <archivist> articles like, Identification and solution of machine tool chatter problems
[19:10:52] <Roguish> CaptHindsight: interesting article, but old, 2004. there are much better FEAs now for that type of work.
[19:11:04] <archivist> SpeedEvil, the index
http://www.collection.archivist.info/searchv13.php?searchstr=bk3033
[19:11:36] <SpeedEvil> archivist: reading CaptHindsight's paper ATM - will bookmark, thanks.
[19:11:44] <CaptHindsight> http://www.waset.org/publications/558 The Effect of the Tool Geometry and Cutting Conditions on the Tool Deflection and Cutting Forces
[19:11:57] <Wolf_Mill> so, how bad is it to run a ball screw to stepper with timing belt drive? much added backlash?
[19:12:05] <CaptHindsight> Roguish: then post links :)
[19:12:27] <CaptHindsight> it's not a contest
[19:12:46] <Loetmichel> Wolf_Mill: if done with correct belt tension: no backlash added at all
[19:13:36] <archivist> but you will be adding errors from both timing gears and the belt
[19:13:58] <Loetmichel> archivist minor ones
[19:13:59] <archivist> you will see that as a cyclic error
[19:14:13] <archivist> depends on quality
[19:14:14] <Wolf_Mill> so suck it up and deal with the machine having a fat ass
[19:15:17] <SpeedEvil> Roguish: yes - I am almost not caring about the CFD part of that paper.
[19:15:17] <Loetmichel> archivist: i made the "t20" timing gears for my belts my self because the commercial aviable ones had half a tooth "play"
[19:15:22] strax is now known as sebstrax
[19:15:42] <archivist> cyclic errors are a real pain when you get them
[19:16:19] <Roguish> CaptainHindsight: codes like DYNA. Explicit codes that don't have to form a full stiffness matrix. Even Ansys (referred to in that article) has an explicit version. also ABAQUS (now Simulia). Plus Moore's law has helped immeasurably.
[19:17:15] <Roguish> It's just been a few years. and FEA has evolved and developed pretty fast. But like I said, interesting article.
[19:17:29] <Roguish> no harm no foul.
[19:17:51] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=7074&g2_imageViewsIndex=1 <- the aluminium ones are bought, the brown (FR2) ones are selfmade
[19:18:45] <Roguish> check out this:
https://search.yahoo.com/yhs/search?p=ansys+explicit&ei=UTF-8&hspart=mozilla&hsimp=yhs-002
[19:19:16] <Roguish> what used to be done on a Cray, now is done on a desktop. pretty cool stuff.
[19:24:55] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:26:21] -!- skunkworks has quit [Read error: Connection reset by peer]
[19:30:48] -!- per_sonne has quit [Ping timeout: 244 seconds]
[19:31:24] <SpeedEvil> Moores law + massive parallelism
[19:31:28] <SpeedEvil> cheaply
[19:31:52] <SpeedEvil> IIRC you can now on a single 'normal' PC get to the met office standard in 1998
[19:34:09] <CaptHindsight> PC benchmark tests from the 80's run much faster now
[19:34:55] <CaptHindsight> I like the ones that had dials that would spin for some tests, now they look like fans
[19:35:36] -!- micges [micges!~micges@adaq163.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[19:36:40] * ganzuul can drill!
[19:36:51] <SpeedEvil> It is unfortunate that single-threaded general purpose cores has hit a wall.
[19:38:46] <ganzuul> It has been possible to surpass those speeds for decades, but silicon wafers are cheap compared to GaAs or diamond.
[19:39:46] <ganzuul> 10GbE is just waiting for the laws of physics to change so that it can use silicon and copper.
[19:39:56] -!- archivist_herron has quit [Ping timeout: 250 seconds]
[19:39:57] <SpeedEvil> ganzuul: Not really.
[19:40:07] <SpeedEvil> ganzuul: yes, you can go up severalfold - but that is once.
[19:40:23] <ganzuul> ?
[19:40:39] <SpeedEvil> ganzuul: since ~1980, single-core compute performance has improved ~a million fold - based more or less solely on geometry.
[19:41:18] <SpeedEvil> You can't get another hundred times by paying any amount of money per chip
[19:41:30] <ganzuul> Mh... I was referring to single transistors switching speeds.
[19:41:48] -!- MrSunshine has quit [Ping timeout: 255 seconds]
[19:41:58] <ganzuul> Those vacuum transistors are going to surpass GaAs thoguh.
[19:42:08] <ganzuul> speaking of which...
[19:42:09] <SpeedEvil> you can't quite go from single transistor speed to chip speed though.
[19:42:21] <SpeedEvil> Interconnect and power limits things severely as well as crosstalk
[19:43:58] <ganzuul> Damnit. Some stupid thermometer is preventing me from finding out of someone has already made optical fibers out of gaas.
[19:45:06] <ganzuul> See if we can have deep IR optic fibers, then we can have the kind of interconnect that should make vacuum transistors thrive.
[19:45:11] <Sync> yeah single transistor speed is insane currently
[19:45:33] -!- RagingComputer has quit [Ping timeout: 240 seconds]
[19:46:12] <SpeedEvil> ganzuul: that only helps if you can get them very dense.
[19:46:18] <SpeedEvil> And low power
[19:46:30] <ganzuul> The tranistors or the fibers?
[19:46:33] <SpeedEvil> both.
[19:46:51] <SpeedEvil> A billion devices on a postage stamp - great.
[19:47:01] <SpeedEvil> A billion devices on a football court - not so useful.
[19:48:03] -!- RagingComputer [RagingComputer!~RagingCom@ragingcomputer.net] has joined #linuxcnc
[19:48:05] <ganzuul> I have this idea about radiative cooling.
[19:48:05] -!- micges has quit [Ping timeout: 240 seconds]
[19:48:22] <ganzuul> Where the heat you take out is actually the information.
[19:48:27] <ganzuul> Or work.
[19:49:20] <ganzuul> If the same would work for a laser, where waste heat is simply radiated through laser action, then the device would be nearly 100% efficient.
[19:49:43] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[19:50:01] <SpeedEvil> 'no'
[19:50:35] <ganzuul> Gas lasers use convection for the essential cooling cycle.
[19:50:49] <ganzuul> But the temperatures are several electron volts.
[19:51:17] <ganzuul> In concentration that melts anything.
[19:52:18] <ganzuul> But since the gas is so thin, conductive cooling suffices.
[19:52:33] -!- micges [micges!~micges@ens197.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[19:53:02] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[19:53:27] <ganzuul> Just missing that terahertz gap which vacuum transistors fit into.
[19:54:06] <SpeedEvil> https://en.wikipedia.org/wiki/Landauer%27s_principle
[19:54:19] -!- mpmckenna8 has quit [Client Quit]
[19:54:46] <ganzuul> "any logically irreversible..."
[19:54:49] <ganzuul> stop right there
[19:54:58] <SpeedEvil> https://en.wikipedia.org/wiki/Limits_to_computation
[19:55:06] <ganzuul> https://en.wikipedia.org/wiki/Reversible_computing
[19:55:25] <SpeedEvil> fully reversible computing has problems
[19:55:43] -!- MrSunshine [MrSunshine!~mrsun@c-633de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[19:55:57] <ganzuul> Example?
[19:56:12] <SpeedEvil> ##physics
[19:56:17] <SpeedEvil> sorry - I'm not awake enough
[19:57:20] -!- micges has quit [Ping timeout: 246 seconds]
[19:57:39] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[19:58:02] -!- micges [micges!~micges@ens197.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[19:58:49] * ganzuul spikes SpeedEvil's coffee with some entropy
[20:01:23] <XXCoder> mmm tasty entropy
[20:02:15] -!- pandeiro has quit [Remote host closed the connection]
[20:02:21] -!- moorbo_ [moorbo_!~moorbo@dyn-221-157.hrz.uni-kassel.de] has joined #linuxcnc
[20:03:37] -!- SEL has quit [Quit: Leaving]
[20:05:48] -!- moorbo has quit [Ping timeout: 264 seconds]
[20:05:56] <ganzuul> Morse taper is realy interesting...
[20:06:06] <ganzuul> Can drill without a drawbar.
[20:08:26] <SpeedEvil> Less and less people understand morse taper these days
[20:10:38] -!- micges has quit [Ping timeout: 246 seconds]
[20:11:45] <ganzuul> I do.
[20:11:50] <ganzuul> It's black magic.
[20:18:41] -!- dan2k3k4 has quit [Ping timeout: 246 seconds]
[20:20:37] -!- micges [micges!~micges@ens197.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[20:20:49] -!- R2E4 [R2E4!~IceChat9@modemcable164.157-20-96.mc.videotron.ca] has joined #linuxcnc
[20:20:54] <R2E4> Hi all
[20:21:37] <R2E4> On a deep pocket, the bit is moving laterally before it is all the way out of the pocket. G64?
[20:22:07] <cradek> yep
[20:22:10] -!- mpmckenna8 has quit [Quit: Leaving.]
[20:22:15] <cradek> adjust as needed
[20:23:19] -!- moorbo_ has quit [Ping timeout: 240 seconds]
[20:25:05] <R2E4> add G64 P0.001 , does it matter where?
[20:25:22] <R2E4> before G53 line?
[20:26:52] -!- moorbo [moorbo!~moorbo@dyn-221-157.hrz.uni-kassel.de] has joined #linuxcnc
[20:27:23] <R2E4> I have a line N10 G90 G94 G17 G91.1, then a N15 G20 then a G53 line before the tool change, can I put it on N15 re: N15 G20 G64 P0.001 ?
[20:27:26] -!- mpmckenna8 has quit [Client Quit]
[20:27:34] <_methods> ssi: you see this
[20:27:37] <_methods> http://www.chron.com/news/houston-texas/texas/article/How-a-Texas-collector-ended-up-with-millions-6508767.php#photo-8640463
[20:31:50] -!- R2E4 has quit [Read error: Connection reset by peer]
[20:33:41] -!- mpmckenna8 has quit [Quit: Leaving.]
[20:40:47] -!- R2E4 [R2E4!~IceChat9@modemcable164.157-20-96.mc.videotron.ca] has joined #linuxcnc
[20:41:46] -!- putnik has quit [Ping timeout: 260 seconds]
[20:42:50] -!- R2E4 has quit [Read error: Connection reset by peer]
[20:43:28] -!- putnik has quit [Changing host]
[20:44:25] -!- sumpfralle has quit [Ping timeout: 256 seconds]
[20:45:05] -!- R2E4 [R2E4!~IceChat9@modemcable164.157-20-96.mc.videotron.ca] has joined #linuxcnc
[20:45:14] <R2E4> anyone using inventor with linuxcnc?
[20:47:30] -!- R2E4 has quit [Read error: Connection reset by peer]
[20:47:50] -!- mpmckenna8 has quit [Quit: Leaving.]
[20:52:47] -!- R2E4 [R2E4!~IceChat9@modemcable164.157-20-96.mc.videotron.ca] has joined #linuxcnc
[20:54:50] -!- R2E4 has quit [Read error: Connection reset by peer]
[21:03:30] -!- R2E4 [R2E4!~IceChat9@modemcable164.157-20-96.mc.videotron.ca] has joined #linuxcnc
[21:03:53] -!- mpmckenna8 has quit [Client Quit]
[21:04:03] <Wolf_Mill> current machine puzzle, how to attach ball screw to the carrage
http://i.imgur.com/3dZmaDH.jpg
[21:05:03] -!- FinboySlick has quit [Quit: Leaving.]
[21:07:41] <CaptHindsight> Wolf_Mill: have a pic of the underside of the carriage? the near isometric view above is nice
[21:07:41] -!- R2E4 has quit [Read error: Connection reset by peer]
[21:08:05] <Wolf_Mill> that is the bottom of the carrage
[21:09:19] <CaptHindsight> you'll need to make something, how much clearance is there for the ball nut?
[21:09:42] <Wolf_Mill> not much lol
[21:10:10] <Wolf_Mill> i have 9mm on the front edge
[21:10:54] <malcom2073> You need a u shaped block to slide around the nut, flat on top to bolt to your table, and flat in front to bolt the nut to?
[21:11:41] <Wolf_Mill> well, I could just add a plate to the front face
[21:11:45] <malcom2073> Heh or that
[21:12:18] <Wolf_Mill> 1/4" alum plate stiff enough?
[21:13:55] <CaptHindsight> 1/4" steel
[21:15:10] <Wolf_Mill> I have some of that too :)
[21:16:18] <cradek> that looks like a lot of ballscrew for that tiny table
[21:16:27] <Wolf_Mill> 1204
[21:16:37] <Wolf_Mill> smaller isnt easy to find
[21:16:53] <cradek> can you attach the nut to the saddle and fit bearings instead?
[21:17:32] <Wolf_Mill> that is the saddle
[21:17:49] <Wolf_Mill> thats the Y axis
[21:17:51] <cradek> oh! it is
[21:18:26] <cradek> I thought that was the (tiny) table but now I see the other edge
[21:19:25] <Wolf_Mill> stock setup on this has the Y screw/motor traveling with the saddle, I'm putting the nut on the saddle and mounting the motor at the rear of the base
[21:24:46] <Wolf_Mill> http://i.imgur.com/osOM4DE.jpg over all pic makes it clearer
[21:27:16] -!- mhaberler has quit [Quit: mhaberler]
[21:27:40] <Contract_Pilot> Anyone have a 7I76-5I25 PLUG-N-GO KIT laying arround?
[21:28:10] <Contract_Pilot> Mesa is out for the next 4-5 weeks.
[21:28:26] <PetefromTn_> what machine is that?
[21:29:10] <Wolf_Mill> extended Y base for a X1 seig (aka super X1 base)
[21:29:35] <cradek> interesting asymmetrical saddle
[21:30:46] <PetefromTn_> so it is facing backwards then?
[21:30:52] <Wolf_Mill> its asymmetrical because the hand wheel/lead bearing block bolts to outside (right side in the pic) end
[21:31:15] -!- valeech has quit [Quit: valeech]
[21:31:19] -!- per_sonne has quit [Ping timeout: 240 seconds]
[21:31:53] <CaptHindsight> http://www.mycncuk.com/attachment.php?attachmentid=5957&d=1336416032
[21:32:28] <Wolf_Mill> thats it
[21:33:03] <CaptHindsight> https://www.youtube.com/watch?v=vlhn5rgRr38
[21:33:07] <Wolf_Mill> heh, its a x2 base as well it seems
[21:33:15] <CaptHindsight> here's one someone did ^^
[21:33:38] <Wolf_Mill> wow thats ugly lol
[21:34:00] <CaptHindsight> http://www.mycncuk.com/threads/4524-Sieg-SX2-Plus-build
[21:34:18] <CaptHindsight> http://www.mycncuk.com/attachment.php?s=036b803f1c878a5f0822cae7b263c001&attachmentid=6170&d=1340137064
[21:34:26] <CaptHindsight> Y ^^
[21:34:38] <CaptHindsight> X nut
http://www.mycncuk.com/attachment.php?s=036b803f1c878a5f0822cae7b263c001&attachmentid=6171&d=1340137147
[21:35:11] <CaptHindsight> is an X2 so not exactly the same
[21:35:53] <PetefromTn_> why is there such a gap between where the ballscrew ends and the mount on the table?
[21:36:39] <Wolf_Mill> the right side of my pic PetefromTn_ ?
[21:36:49] <PetefromTn_> no
[21:36:54] <PetefromTn_> the linked pics
[21:37:08] <CaptHindsight> PetefromTn_: this one?
http://i.ytimg.com/vi/vlhn5rgRr38/maxresdefault.jpg
[21:37:26] <CaptHindsight> looks like motor clearance
[21:37:35] <PetefromTn_> so basically you are taking an X1 column and head and attaching an extended Y axis saddle to an X2 base
[21:37:49] <Wolf_Mill> yup
[21:38:16] <PetefromTn_> that is the only thing I can see is motor clearance but I think I would just turn it away from the table instead of having that long overhang
[21:38:26] <CaptHindsight> heh, well
[21:38:39] <CaptHindsight> maybe he needed the bench space :)
[21:38:47] <Wolf_Mill> which is neat to know that I can get a x2 head and column to upgrade
[21:38:50] <PetefromTn_> he lost it either way ;)
[21:39:25] <PetefromTn_> so what is the before and after travels after all this work?
[21:40:16] <Wolf_Mill> 4.1"/105mm extended to 145mm
[21:41:21] <PetefromTn_> ok
[21:41:24] <CaptHindsight> PetefromTn_: I don't think he cared. He's probably just glad it works
[21:41:39] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[21:42:07] <PetefromTn_> well I know there is a lot of monsterifying of smaller mills in an effort to attain more travles....I ALMOST did something similar to my RF45
[21:43:10] <Wolf_Mill> I mostly wanted the extended Y so I could mod it for the ball screw + rear stepper mount
[21:43:22] <CaptHindsight> http://www.cncfusion.com/images/X2mounts/kit%20buy%20pics/kit4.jpg X2 kit
[21:44:51] <zeeshan> wtf
[21:44:53] <zeeshan> its still monday
[21:45:12] <CaptHindsight> all day
[21:45:27] <PetefromTn_> jeez that kit is dead simple
[21:45:48] <Wolf_Mill> cncfusion wants stupid $$ for their kits
[21:46:26] <PetefromTn_> I mean I am sure they spent time engineering it but its all just tapped blocks LOL
[21:46:41] -!- mpmckenna8 has quit [Quit: Leaving.]
[21:47:26] -!- skunkworks has quit [Ping timeout: 240 seconds]
[21:47:31] <Wolf_Mill> I have a working cnc so making my own isnt hard :)
[21:48:16] <PetefromTn_> how much is that kit?
[21:48:56] <Wolf_Mill> $619
[21:49:15] <PetefromTn_> does that include the ballscrews/nuts?
[21:49:19] <Wolf_Mill> yeah
[21:49:19] <CaptHindsight> http://www.cncfusion.com/minimill1.html
[21:49:53] <PetefromTn_> OK well that is actually not terrible I think... even tho it is simple.
[21:50:10] <Wolf_Mill> http://www.cncfusion.com/images/X1mounts/Kit3a.JPG
[21:50:22] <Wolf_Mill> that one is over priced
[21:50:23] <zeeshan> cute bearings
[21:50:31] <Wolf_Mill> $299
[21:51:21] <Deejay> gn8
[21:51:42] -!- Deejay has quit [Quit: bye]
[21:53:47] -!- chillly has quit [Quit: Ex-Chat]
[22:02:24] <Wolf_Mill> ok, I like where this info ended up, now I know that I can possibly swap in a solid column from a HiTorque mini mill and then just add a head+spindle and have a r8 spindled machine with a better head stock :)
[22:04:04] <PetefromTn_> is it MT3 now?
[22:04:10] <Wolf_Mill> mt2
[22:05:05] <PetefromTn_> oh okay
[22:05:36] <PetefromTn_> because I was going to suggest that you CAN use the Tormach Tooling system with MT3 arbor and it actually would not require the R8 setup
[22:06:36] <Wolf_Mill> http://i.imgur.com/dcXwHOD.jpg shows the adapter plate for the X1 column, outer holes that are the base should line up with the bigger X2/hitorque column
[22:18:48] <Sync> strange looking counterbore
[22:19:10] <Wolf_Mill> yeah, very ugly counter bore
[22:22:23] -!- sebstrax has quit [Quit: Connection closed for inactivity]
[22:24:07] <Wolf_Mill> I was planning on talking to someone I know that has a basement machine shop and knows wtf they are doing to make a new adapter plate about 1.25" thick but now I might just run what I have for a few months and plan out upgrading the top half of this thing
[22:24:56] <Wolf_Mill> get some cheap smaller steppers and put the x1 back to its current self and sell the POS as a cnc starter kit lol
[22:26:32] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[22:28:25] <Wolf_Mill> be back in a few, need hardware store run, need some bolts for this mess :)
[22:29:09] -!- chris_99 has quit [Quit: Leaving]
[22:32:13] -!- sumpfralle [sumpfralle!~lars@p5DCFD299.dip0.t-ipconnect.de] has joined #linuxcnc
[22:32:39] -!- Roguish has quit [Ping timeout: 256 seconds]
[22:38:38] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[22:40:59] <andypugh> Does anyone know if the Chinese MPGs have any coolant resistance? (This style:
http://www.ebay.co.uk/itm/361139745591)
[22:43:03] <JT-Shop> I "know" my Mitutoyo digimatic calipers have no coolant resistance
[22:43:36] <JT-Shop> hmm they don't show the back side
[22:45:05] <JT-Shop> I'd assume they are not coolant resistant for 12.82 L's
[22:46:14] <Sync> the silver ones are ip rated
[22:49:21] <JT-Shop> ip67?
[22:50:20] <JT-Shop> you would think they would brag about ip67 if it was indeed the case
[22:52:01] <Sync> yeah they are ip67
[22:52:09] <Sync> and they survive coolant
[22:53:30] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[22:58:10] <skunkworks> andypugh: We bought a few of them but have not taken them apart
[22:58:43] <andypugh> Yes, I can’t even see how to take them apart
[23:00:40] <Sync> explosives
[23:00:47] -!- per_sonne has quit [Ping timeout: 264 seconds]
[23:01:15] -!- Camaban has quit [Quit: Leaving]
[23:02:03] <andypugh> I see HEDSS ones that are IP54
[23:02:28] <andypugh> Pity I bought the black one.
[23:02:39] <andypugh> There is a gasket on the back.
[23:04:37] <skunkworks> we bought the silver ones
[23:05:13] <ganzuul> http://littlemachineshop.com/2461
[23:05:18] <ganzuul> This one is built wrong.
[23:05:35] <ganzuul> It's not how dovetails are supposed to work, according to mrpete222.
[23:07:56] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[23:09:13] <jdh> you can buy piston or wedge ones.
[23:11:24] <ganzuul> Mrpete says dovetails are supposed to pull down, not push up...
[23:13:45] <jdh> don't buy a piston qctp
[23:13:46] -!- moorbo has quit [Read error: Connection reset by peer]
[23:13:56] <jdh> wtf is mrpete?
[23:15:47] <malcom2073> Fancy name for PetefromTn_?
[23:16:24] <malcom2073> And it's not built "wrong", it's built exactly as intended, it's just poor design
[23:16:53] <jdh> cheaper than wedge.
[23:17:01] <malcom2073> Indeed, better than nothing, worse than best
[23:17:33] -!- moorbo [moorbo!~moorbo@198.211.112.209] has joined #linuxcnc
[23:18:07] <jdh> anyone have one of those cheap chinese nano-scopes?
[23:18:59] <Wolf_Mill> ds203 nano quad?
[23:19:25] <jdh> mine is single channel. wondering htf you get rid of the reference waveform
[23:19:51] <Wolf_Mill> dunno...
[23:20:16] <Wolf_Mill> I bought a real scope, that nano thing pisses me off
[23:20:26] <jdh> it is conveniently sized.
[23:20:43] <Wolf_Mill> thats the only plus
[23:21:38] <jdh> http://www.ebay.com/itm/131397076767
[23:21:44] <Tom_itx> andypugh, i suspect the insides are quite similar. mine came with a gasket so it's probably 'resistant'
[23:21:49] <jdh> I want that purple waveform to go away
[23:22:02] <Tom_itx> it was ~$17 iirc
[23:22:05] <Wolf_Mill> my calipers say ip67
[23:22:15] <Wolf_Mill> mic is ip65
[23:22:26] <ganzuul> jdh: This guy:
https://www.youtube.com/user/mrpete222/
[23:22:51] <Tom_itx> andypugh, the plastic cover comes off the back on mine
[23:23:11] <jdh> oh. he's got some good videos. dont' really care for him though.
[23:23:15] <Tom_itx> exposing an encoder wheel and other electronic goop
[23:23:53] <andypugh> Does the cover go back on again>
[23:24:11] <Tom_itx> yes but you need to be careful of the detectors
[23:24:21] <malcom2073> Heh, well don't take the cover off in the presence of coolant? :P
[23:24:25] <Tom_itx> i've got a dead one here i took apart
[23:24:33] <malcom2073> Ah, you mean the raw encoder wheel?
[23:24:34] <malcom2073> That's ew
[23:25:22] <Wolf_Mill> malcom2073:
http://i.imgur.com/Sbd6BWE.jpg =D
[23:25:32] <Tom_itx> http://www.ebay.com/itm/CNC-Rotary-Manual-Pulse-Generator-Handwheel-100PPR-5VDC-/301581285751?hash=item4637a53977
[23:25:36] <Tom_itx> similar to that one
[23:25:43] <andypugh> ganzuul: These are nicer. But then they cost more:
http://www.ebay.com/itm/Lathe-40-Position-Professional-Multifix-A1-type-Quick-Change-Tool-Post-Kit-/361153320610?hash=item54166a56a2
[23:25:46] <skunkworks> andypugh: I hooked one up to a mesa encoder counter. spun it as fast as I physically could - worked
[23:26:01] <Tom_itx> http://www.ebay.com/itm/CNC-MPG-machine-hand-manual-pulse-generator-encoder-RGT600-001-100B-5L-5v-60mm-/161823278146?hash=item25ad6b4442
[23:26:07] <Tom_itx> that's likely the one i got
[23:26:18] <andypugh> You would have to be superhuman to run a 100 pulse MPG at 2Mhz
[23:26:34] <malcom2073> Wolf_Mill: I'll let you know in a half hour when that image finishes loading what I think :p
[23:26:35] <Tom_itx> wired to a hampster wheel
[23:26:42] <Wolf_Mill> lol
[23:27:09] <malcom2073> andypugh: That's the kind my dad has, it's really nice
[23:27:20] <Wolf_Mill> malcom2073: stop stealing internet from the amish
[23:27:28] <malcom2073> Not like they need it
[23:27:34] <malcom2073> Also: nice collection
[23:28:00] <Sync> I need to get me a full set of quantumikes
[23:31:21] <ganzuul> andypugh: Those look really nice...
[23:31:46] <ganzuul> There's a different design of it out there too.
[23:31:53] -!- Audioburn has quit [Ping timeout: 246 seconds]
[23:32:26] <andypugh> Multifix is generally considered to be the most repeatable of the QCTP types.
[23:32:31] <Sync> andypugh: the only problem with the multifix imho is that it is hard to make your own holders for speciality stuff
[23:33:02] <andypugh> Yes, I have looked at that, and I can’t even decide what shape the splines are
[23:33:20] <Sync> you know the cheap trick?
[23:33:31] <andypugh> The other one you mentioned has two bars and a keyway, I think?
[23:34:03] <ganzuul> Can't quite remember. But it's a German design.
[23:35:10] <Sync> you mean the tripans?
[23:35:31] <Sync> andypugh: you can use two pins as a cheap method to go into the multifixes
[23:35:48] <Sync> but you should be able to use a projector and a camera to find out the profile
[23:36:01] <andypugh> No, different from Tripan.
[23:36:32] -!- moorbo has quit [Remote host closed the connection]
[23:37:27] <andypugh> Drehblitz
http://www.practicalmachinist.com/vb/general/unusual-looking-qctp-219422/#post1512863
[23:37:59] <ganzuul> andypugh: That's the one!
[23:38:17] -!- gonzo_nb has quit [Remote host closed the connection]
[23:39:01] <ganzuul> Drehnblitz. It blitzes Drehnenmachinen.
[23:42:31] <andypugh> The apron casting (just holds a ballnut and the X motor) is coming out at 25kg. More work needed, I think. And probably an actual core.
[23:43:01] <Sync> what is a drehnenmaschine ganzuul?
[23:44:57] <ganzuul> https://de.wikipedia.org/wiki/Drehmaschine
[23:46:00] <Sync> yes
[23:46:09] <Sync> but not drehenmaschine
[23:47:08] <andypugh> He actually said “Drehnenmachinen” which is different again.
[23:48:04] <Sync> tru
[23:48:23] <ganzuul> ?
[23:48:28] <ganzuul> What's that then?
[23:48:33] <andypugh> Which Google does find…
[23:48:54] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[23:49:43] <ganzuul> lol
[23:49:50] <ganzuul> joint rolling
[23:51:24] * ganzuul only learns the important German things
[23:53:00] <SpeedEvil> 'don't start two-front land wars in europe?
[23:53:10] <malcom2073> heh
[23:53:15] <furrywolf> grrr. I'm now printing out a sign saying "THIS IS NOT THE ADDRESS YOU'RE LOOKING FOR" and taping it to the abandonned house down the road.
[23:53:41] <Wolf_Mill> lol again furrywolf
[23:54:29] <malcom2073> Haha
[23:54:33] <Wolf_Mill> stuff get left down the street?
[23:54:35] <furrywolf> why the hell does most package clipart have packages wrapped in twine? do you know how many twine-wrapped packages I get?
[23:54:37] <furrywolf> Wolf_: yep
[23:55:05] <malcom2073> furrywolf: The clipart must've been created in the 1940's when they actually still used twine wrapped packages
[23:55:20] <SpeedEvil> furrywolf: see also diks
[23:55:25] <SpeedEvil> furrywolf: discs
[23:55:35] <Wolf_Mill> now they just use 50 feet of packing tape...
[23:55:51] <SpeedEvil> Wolf_Mill: Not always.
[23:56:02] <SpeedEvil> Wolf_Mill: I once got 3*54mm*1.8m glass tubes delivered.
[23:56:14] <fenn> an envelope in an envelope in a padded envelope in a tyvek envelope in a box in a box
[23:56:17] <SpeedEvil> Wolf_Mill: With the entire packaging being three layers of bubble-wrap
[23:56:41] <SpeedEvil> Wolf_Mill: I had to returrn them for a refund - when I did they fit inside a 30cm square box
[23:56:54] <Wolf_Mill> lol doh
[23:58:37] <Wolf_Mill> the mic/di/calipers I got had about 9 feet of bubble wrap around them
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
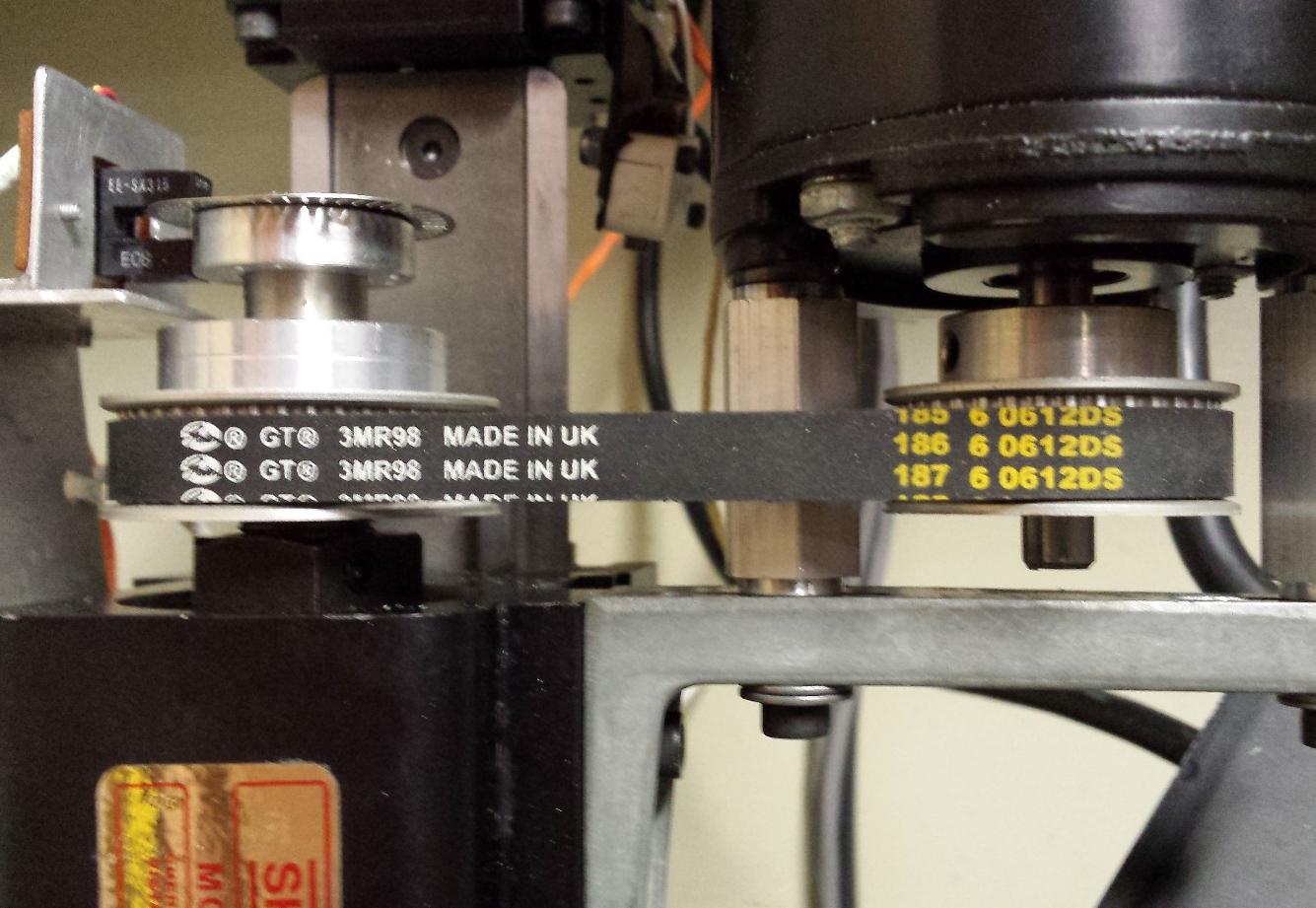{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
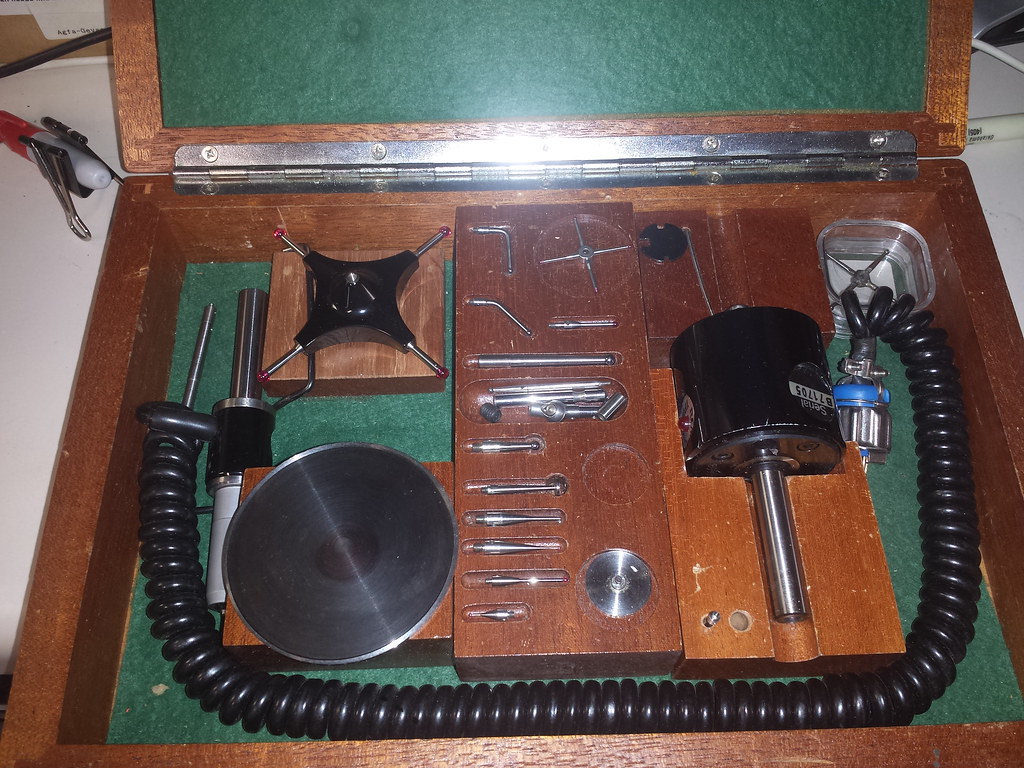{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}