Back
[00:00:03] <Topy44> that is, which types are built to be rotationally accurate in that direction
[00:00:06] -!- syyl_ has quit [Ping timeout: 244 seconds]
[00:00:33] <Topy44> i was thinking of using something like this:
http://www.hiwin.de/en/Products/Linear_Guideways/Series_MG_PM/Series_MG/Block_MGN/21089/148409
[00:01:05] <Topy44> it has load ratings but i can't see any accuracy ratings
[00:01:20] <Topy44> that is: how much play it has
[00:01:48] <andypugh> If you see anything at all it will be a stiffness
[00:01:50] -!- rob_h has quit [Ping timeout: 240 seconds]
[00:02:27] <andypugh> Because they are preloaded, so no play, but for a given force they will deflect
[00:02:35] <Topy44> ah, these are preloaded?
[00:02:54] <andypugh> I would expect them to be
[00:03:19] <andypugh> Not that I am always correct.
[00:04:56] <Topy44> right. reading the assembly instructions. the product code contains a "preload class"
[00:05:18] <Topy44> ah btw, another question
[00:05:28] <Topy44> i would like to just use a gliding block on the second side
[00:05:45] <Topy44> made from something like the stuff that igus uses for their plastic bushings
[00:06:01] <Topy44> i _assumed_ that would be something you could buy... but i can't find anything
[00:06:19] <CaptHindsight> Topy44: they have 3 accuracy classes
[00:07:17] -!- tannewt has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[00:07:32] <CaptHindsight> C, H and P, 10um, 10um and 5um for 200-250mm length rails
[00:07:55] <CaptHindsight> parallelism ^^
[00:08:19] <CaptHindsight> http://www.hiwin.de/en/Products.html&download=share/public/Downloads/Kataloge/Linearfuehrungen/GW-09-5-EN-1505-K.pdf page 82
[00:08:58] <andypugh> Topy44: This expects to fit inside a channel, but doesn’t have to:
http://uk.rs-online.com/web/p/linear-guides-guide-blocks-carriages/3752445/
[00:08:58] <Topy44> right
[00:09:35] <Topy44> ah, thats not a bad idea
[00:10:20] <andypugh> But why not slide it in the appropriate channel, and relieve the sides if you want to be sure of no over-constraint?
[00:12:21] <Topy44> relieve the sides?
[00:14:34] <Topy44> what do you mean?
[00:15:03] <andypugh> Grind the edges of the polymer bit
[00:15:13] <Topy44> ah, right
[00:15:26] <Topy44> well, this is going to be a kit for people to build
[00:15:27] <Topy44> so
[00:15:45] <Topy44> i'd rather not have people start grinding bits
[00:18:34] <Topy44> hrm... unfortunately, the cheap chinese sources of those hiwin blocks do not actually provide specific model numbers
[00:18:38] <Topy44> it just says MGN12C
[00:19:15] <Topy44> i might just order a set and try them...
[00:19:28] <Topy44> they are pretty cheap after all
[00:19:57] -!- Simooon has quit [Quit: Leaving]
[00:20:18] <andypugh> I think you might be worrying too much about over-constraint.
[00:20:33] <CaptHindsight> asking for <0.1deg precision and DIY + inexpensive doesn't generally work out too well
[00:20:39] <Topy44> heh
[00:20:41] <Topy44> well
[00:20:45] <Topy44> may be :)
[00:21:10] <andypugh> You could use the block + guide. Leave the screws loose, slide to one end, tighten screw at that end, slide to other end, tighten scres.
[00:21:37] <Topy44> except then i can't make it adjustable
[00:21:47] <andypugh> Unless the rail and base are made out of very different materials, that will be fine.
[00:21:54] <Topy44> unless the undercarriage goes across both sides... hm..
[00:22:18] <andypugh> Have you seen the Z-bor design?
[00:22:25] <andypugh> (Z-bot)
[00:22:33] <CaptHindsight> I now go as far as providing a working reference design that people are free to corrupt with drawer slides, hot melt, connectors and twisted rods from the hardware store
[00:22:41] <Topy44> they are. base will be some type of wood, probably phenolic plywood/multiplex stuff. the rails are steel obviously.
[00:22:57] <malcom2073> I've been tempted to try the drawer slide thing, see exactly *how* bad it is
[00:22:58] -!- anth0ny_ has quit [Quit: anth0ny_]
[00:23:18] <Topy44> heh. a lot of early diy 3d printers and such have used drawer slides. :)
[00:23:24] <Topy44> i am surprised they ever worked at all
[00:24:05] <Topy44> i would love to use a solid metal base, but it would become too expensive to manufacture
[00:24:14] <andypugh> I think MattyMatt (who is probably asleep) built a drawer-slide milling machine
[00:24:20] <malcom2073> I think he did
[00:24:21] <malcom2073> a wooden one
[00:24:27] <malcom2073> Was he the one who stained it?
[00:24:40] <andypugh> I don’t like to ask
[00:24:41] <CaptHindsight> granite dust and polyester resin
[00:24:53] <malcom2073> I think he was
[00:25:09] <andypugh> Topy44: Cast iron. Cheaper than you think
[00:25:15] <malcom2073> http://forums.reprap.org/file.php?175,file=3069
[00:25:18] <malcom2073> That was him
[00:25:24] <Topy44> andypugh: huh?
[00:25:49] <Topy44> i can't imagine that would be anywhere near affordable in small-ish quantities
[00:26:01] <Topy44> plus it requires machining
[00:26:03] <andypugh> I reckon you could have an iron casting for the base for £20
[00:26:12] <CaptHindsight> 20cm granite surface plates are inexpensive
[00:26:30] <Topy44> andypugh: thats surprising, but yeah. would require machining. which is the expensive bit.
[00:26:37] <andypugh> 20cm granite kitchen worktops are even cheaper
[00:26:43] <Topy44> level the surface, add screw holes, ...
[00:28:02] <andypugh> Cheap would be granite worktop, double-sided tape and those IGUS slides.
[00:28:24] -!- tjtr33 [tjtr33!~tjtr33@d47-69-66-82.try.wideopenwest.com] has joined #linuxcnc
[00:28:32] <Topy44> way too heavy for a kit, and i need to mount the rest of the stuff somehow... nah. :)
[00:28:43] <Topy44> the nice solution would be machined aluminium
[00:28:55] <Topy44> the device is small-ish, so the price of the metal isn't the isue
[00:28:57] <Topy44> issue
[00:29:04] <Topy44> but machining it is way too expensive
[00:29:06] <SpeedEvil> how ish?
[00:29:09] <CaptHindsight> aluminum optical table
[00:29:28] <andypugh> 3M VHB tape _will_ hold the slides down
[00:29:29] <Topy44> well, total size maybe 35x30cm or so
[00:29:53] <CaptHindsight> https://www.thorlabs.com/thorproduct.cfm?partnumber=MB2025U/M&gclid=CMO8uuLMgccCFY4AaQodPxMGLw
[00:29:56] <Topy44> and it could be quite thin, 3mm would be more than enough. maybe even thinner with a wooden base under it to reinforce it
[00:30:02] <andypugh> If you cast to nearly-finished then machining might be cheaper than you imagine
[00:30:32] <tjtr33> the 'rotation', is it just to make the carriage surface co-planar with the plane described by the carriage's travel?
[00:31:05] <Topy44> tjtr33: trying to decypher that question... let me just draw something
[00:31:27] <CaptHindsight> tjtr33: I believe so
[00:31:35] <andypugh> It would be fun to design a casting that was easy to jig for machining.
[00:31:41] <tjtr33> aka 'bed leveling' ?
[00:32:18] <andypugh> And, do it right, you don’t need bought-in guides.
[00:32:18] <tjtr33> include a coupon for the base, dont actually stock or ship it ;)
[00:32:37] <CaptHindsight> https://www.thorlabs.com/thorproduct.cfm?partnumber=MB12
[00:33:39] <tjtr33> .006" over 1'x1'
[00:33:43] <CaptHindsight> ask Pete to make them for you
[00:34:09] <CaptHindsight> sounds like a poopstarter
[00:34:47] <CaptHindsight> or zeeshan-lab , he made one last week
[00:35:09] <andypugh> Anodised optical base sounds like a good for for the rest of the “feel” of the thing.
[00:35:42] <andypugh> I have no idea what I intended to type there. Time to sleep.
[00:35:52] -!- andypugh has quit [Quit: andypugh]
[00:35:57] <SpeedEvil> andypugh: I guess an issue is geting all the stress out of the casting, otherwise it's gonna do really entertaining things as you machine
[00:36:16] <CaptHindsight> zeeshan|2: what size was that plate in you video?
[00:36:23] <CaptHindsight> you/your
[00:37:01] <Topy44> http://dump.t44.org/2015-07-30_02-37-02.png
[00:38:40] -!- paideia [paideia!~paideia@169.240.28.37.rev.vodafone.pt] has joined #linuxcnc
[00:38:54] <Topy44> the carriage must be perfectly perpendicular to its movement
[00:39:08] <archivist> Topy44, put two bushes further apart
[00:39:11] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[00:39:13] <Topy44> (the image is a top view, if thats not obvious :)
[00:39:21] <archivist> much wider carriage
[00:39:31] <Topy44> archivist: yeah that was the plan, just drew it like this to explain
[00:39:39] <CaptHindsight> https://www.youtube.com/watch?v=YSzNcZHYvj8 Machining a Table for an Engraving Machine
[00:40:02] <tjtr33> ok, carriage face is _square_ to the travel of the carriage
[00:40:10] <archivist> add a sprung pressure wheel remove all play
[00:40:49] <archivist> then you dont care about the drive offset
[00:41:25] <Topy44> so there are two questions here:
[00:41:41] <tjtr33> and heres an accurate worksurface ( tslots are crap )
http://imagebin.ca/v/2AMDeAXGYv4I
[00:41:51] <Topy44> how to get it stiff enough that it will not rotate as shown in the drawing
[00:42:07] <Topy44> and how to make it adjustable so it can be made perfectly squaer
[00:42:09] <Topy44> *square
[00:42:27] <tjtr33> wider distance between guides = stiffer & less rotation
[00:42:44] <Topy44> yeah, ofc
[00:42:50] <archivist> thicker guides less bent
[00:43:04] <Topy44> my plan is to make the carriage L-shaped
[00:43:53] <CaptHindsight> Topy44: how and where will the force be applied for motion?
[00:44:11] <archivist> you could look at existing optical tables too
[00:44:12] <tjtr33> does the scanner body fail your requirements?
[00:44:20] <tjtr33> archivist, yah
[00:45:08] <archivist> but only .1 degree, easy spec to hit
[00:45:30] <Topy44> CaptHindsight: current plan is a side-mounted belt drive, see
http://dump.t44.org/2015-07-30_02-45-24.png
[00:45:31] <tjtr33> yeah 0.,1 degree is like carpentry over 8"
[00:45:35] <Topy44> (roughly)
[00:45:37] <Topy44> heh
[00:46:17] <tjtr33> a scanner carriage doesn wiggle , i bet its within that 0.1 degree
[00:46:27] <Topy44> the problem with the scanner body is in fact exactly what my issue is
[00:46:38] <Topy44> the axis of a scanner is in fact never properly square
[00:47:08] <tjtr33> tell us the measurment you made
[00:47:13] <CaptHindsight> Topy44: does it really need to be square?
[00:47:23] <archivist> it is as good as the bar it uses
[00:47:24] <Topy44> (if you would do a high resolution scan of a square you actually end up with a slight... trapezoid? i think thats the wrong word.)
[00:47:54] <Topy44> parallelogram
[00:47:56] <Topy44> thats it
[00:48:09] <CaptHindsight> four sided but not equally square corners or sides
[00:48:11] <tjtr33> repeatedly? same rhombus/parralelogram?
[00:48:20] <archivist> if you add the play removal to the bushes it would be better
[00:48:23] -!- paideia has quit [Ping timeout: 256 seconds]
[00:48:31] <Topy44> archivist: yeah
[00:48:34] <Topy44> anyway
[00:49:00] <Topy44> the basic construction seems to be what i want. a scanner is made from dirt-cheap materials, most scanners probably cost about 50 cents to make
[00:49:03] <archivist> note they only scan one direction, dont care on reversal
[00:49:14] <Topy44> but the same idea made from reasonable materials should work
[00:49:23] <Topy44> archivist: yeah, my device only works in one direction too
[00:49:32] <CaptHindsight> how about overscanning and using crappy parts and fixing it in software?
[00:49:35] <Topy44> i don't care if it moves on reversal as long as its perfectly repeatable
[00:50:01] <Topy44> CaptHindsight: nah, the resolution i need to achieve is too high for that. the artifacts kill it. we tried.
[00:50:15] <Topy44> (we have a working prototype of the device - which is in fact built from the mechanics of a scanner :)
[00:50:34] -!- paideia [paideia!~paideia@169.240.28.37.rev.vodafone.pt] has joined #linuxcnc
[00:50:49] -!- paideia has quit [Remote host closed the connection]
[00:51:45] <archivist> sprung play removal devices, are in a lot of better measuring machines
[00:52:06] <Topy44> yeah i am warming up to the idea
[00:52:17] <tjtr33> i just googled "bed scanner geometric accuracy" and got some interesting tests/fixes/thoughts
[00:52:31] <Topy44> essentially use any old cheap linear slide system, and add a sprung wheel to get rid of any play between the two blocks
[00:52:39] <CaptHindsight> do you really expect DIYers to be able to align this?
[00:52:51] <Topy44> tjtr33: interestingly i did my own research and never thought to check if anyone else did any tests on this :)
[00:53:22] <Topy44> CaptHindsight: well yeah, there is some trick
[00:53:27] <Topy44> hm
[00:53:33] <tjtr33> Topy44, 1 original thought i have had is 'someone else probably thought of this before" :)
[00:53:33] <Topy44> right i guess i need to explain the device
[00:54:25] <archivist> a mirror and a small laser level can be used to check the travel
[00:55:08] <Topy44> the device is a pcb exposing machine, using a uv laser and polygon mirror to "print" the layout to a photosensitive pcb. we built a working prototype 2 years ago, and finally want to take the next step and make a kit and plans that people can actually build it.
[00:55:18] -!- Loetmichel2 [Loetmichel2!~cylly@p54B11EB6.dip0.t-ipconnect.de] has joined #linuxcnc
[00:55:21] <CaptHindsight> with the DIYers outside of this channel I wonder how they do simple tasks around the house.. and I tend to overestimate people
[00:55:47] <Topy44> so the trick is pretty simple: coat a transparent piece of material, expose a line onto one side
[00:55:49] <Topy44> develop, reverse
[00:56:03] <Topy44> adjust until the new line perfectly matches the previous one
[00:56:25] -!- Loetmichel has quit [Ping timeout: 244 seconds]
[00:56:50] <archivist> no need to do that, reflection can do it in one step
[00:57:00] <Topy44> i have already thought of similar tricks for all the adjustments that need to be made to the device, i want to make a "wizard" of sorts that guides people through the calibration
[00:57:08] <Topy44> hm?
[00:57:41] <tjtr33> ah the 2 sides makes the angualr error more obvious. IF there was no error THEN there'd be no need to adjust
[00:57:51] <Topy44> well yeah
[00:58:09] <archivist> one of the primary flatness testing methods is a colimator and mirror on a sledge
[00:58:14] <CaptHindsight> Topy44: are you planning on having them use pre-coated pcb's?
[00:58:20] <Topy44> CaptHindsight: yeah
[00:58:35] <tjtr33> think the mechansim would 'stay' once aligned? would it stand shipping? you can ship a test unit to yourself
[00:58:37] <Topy44> archivist: ah, right. well yeah. but this method needs no extra tools
[00:58:43] <archivist> you have the sledge, add mirror, cheap laser pointer
[00:58:46] <CaptHindsight> Topy44: why 2 sided since they still need to drill?
[00:59:07] <Topy44> tjtr33: no need, people can adjust it themselves. it will require occasional realignment anyway due to materials warping and such.
[00:59:13] <archivist> laser can be the exposure device too
[01:00:00] <tjtr33> hm, the rail is now the reference, what if the FRP was the references?
[01:00:10] <Topy44> CaptHindsight: well for starters you want as little distortion as possible even if you do single layer. but dual layer is still useful even if you need to manually drill and contact. plus, you can always automate the drilling if you have a basic cnc mill, even some cheapo portal one or a reprap with a dremel or something...
[01:00:24] <Topy44> tjtr33: frp?
[01:00:24] * archivist would use normal xz for pcb scanning anyway, all the detail in a gerber file suits
[01:00:30] <archivist> xy
[01:00:38] <Topy44> archivist: too slow
[01:00:48] <tjtr33> pcb material fibre reinforced plastic
[01:00:52] <Topy44> ah
[01:01:00] <Topy44> ...how would you want to do that...?
[01:01:40] <Topy44> as said before: we have a working prototype. it works. its very reliable. and we can easily go down to 4 mil traces and even less. though the current prototype has too much distortion for double sided.
[01:02:04] <Topy44> its also quite fast
[01:02:25] <CaptHindsight> how will they align their milling machine to drill the holes?
[01:02:37] <tjtr33> moving along the dge of the material would eliminate the error (i think) because flipping would use same edge
[01:02:51] <CaptHindsight> mill, cnc drilling machine, etc
[01:03:05] <Topy44> CaptHindsight: either using the board edge as reference if the mill has a proper way to align it, or visually through registration marks (using a webcam. software exists for this.)
[01:03:05] <tjtr33> your problme is the travel, is not aligned after flipping, yes?
[01:04:15] <tjtr33> like you say, use the board edge as ref
[01:04:20] <Topy44> tjtr33: the problem is the angular distortion. alignment is simply a matter of a decent edge to align it to.
[01:04:49] <Topy44> but due to angular distortion the further away from the middle you are the further misaligned the details are
[01:05:14] <Topy44> angular distortion from an incorrectly aligned axis
[01:05:24] <Topy44> am i making any sense?
[01:06:09] <tjtr33> some :) using a stright edge reference is a good idea ( the round rail or the board edge )
[01:06:54] <Topy44> yeah, the plan is to have an edge fixed to the base that is perfectly square to the rail
[01:07:07] <Topy44> and push the board towards that
[01:07:34] <Topy44> anyway. i need to go to bed soon-ish.
[01:07:41] <tjtr33> and the 'plotter' head travel square to the rail
[01:07:48] <Topy44> yeah
[01:07:50] <tjtr33> have fun!
[01:08:44] <tjtr33> btw you wont get 'flipping' to work w/o a good edge, so plan on that anyways ( trimming one edge )
[01:08:53] <Topy44> of course
[01:09:04] <Topy44> i already thought of a ton of potential pitfalls
[01:09:09] <Topy44> i think i got most of them :)
[01:09:22] <Topy44> adjusting the optical axis is really the biggie right now
[01:09:29] <CaptHindsight> user inexperience
[01:09:52] <Topy44> one problem is of course:
[01:09:58] <Topy44> we are planning to laser-cut most of the elements
[01:10:03] <Topy44> but laser cut parts are not very accurate
[01:10:11] <Topy44> in fact, most laser cutters have some angular distortion too
[01:10:25] <Topy44> i am thinking about milling the base
[01:10:51] <archivist> everything has error, can you adjust and compensate though
[01:10:54] <Topy44> use some thick heavy phenolic coated plywood and mill the edge the pcb will sit against into it
[01:11:04] <CaptHindsight> delta robot like the pick-n-place
[01:11:23] <CaptHindsight> use imaging for registration
[01:11:36] <Topy44> i need to find out how much it costs to get wood (or aluminium) machined to spec
[01:11:53] <Topy44> in small-ish (but too big to do them myself) quantities, 100 or so
[01:12:10] <tjtr33> precision goes downhill as the work progresses. begin tight & fight to _not_ give up any tolerance.
[01:12:23] <Topy44> yeah
[01:12:27] <CaptHindsight> ~$100/hr for cnc work
[01:12:40] <Topy44> CaptHindsight: prices in germany are probably _very_ different
[01:12:49] <Topy44> also i have no idea how long it would take to do
[01:13:00] <tjtr33> heh but more good old machinists :)
[01:13:18] <Topy44> i mean, i guess our cheapo little cnc in the hackerspace would take about 20 minutes to do it
[01:13:29] <Topy44> in wood
[01:13:38] <Topy44> but a proper mill should be _much_ quicker
[01:13:52] <Topy44> as we are constantly fighting against the whole thing shaking itself apart
[01:13:53] <CaptHindsight> https://www.youtube.com/watch?v=YSzNcZHYvj8 12 minutes :)
[01:14:09] <Topy44> well, you are just drilling :)
[01:14:17] <Topy44> (is that you?)
[01:14:29] <CaptHindsight> no, but he's in the Channel
[01:14:30] <Topy44> ah, also its sped up. :)
[01:14:40] <CaptHindsight> yeah :)
[01:14:53] <CaptHindsight> he just talks slow
[01:15:05] <Topy44> anyway. this would be: a bunch of drill holes to mount various hardware, plus a single large "detent" as a workbed
[01:15:44] <Topy44> probably a slot to fit the rail to make it nice and square relative to the workbed
[01:15:45] <archivist> forget wood for your needed accuracy, it moves
[01:16:03] <Topy44> well actually my experience with this phenolic plywood stuff is that it barely moves
[01:17:00] <Topy44> i dont know yet... maybe i'll have some other idea how to get the various parts aligned on the bed
[01:17:07] <CaptHindsight> http://delta.firepick.org/introduction/ add a laser to radcure the photoresist
[01:17:23] <tjtr33> Toby44 consider how many machine tools are made out of it. manufacturers aint dumb and they dont miss opportunity to save a buck
[01:17:30] -!- fes has quit [Read error: Connection reset by peer]
[01:17:55] <Topy44> CaptHindsight: have you seen the liteplacer?
[01:18:10] <Topy44> another diy pick and place, from finland, i was surprised by that
[01:18:27] <CaptHindsight> http://www.liteplacer.com/ this?
[01:18:30] <Topy44> yeah
[01:18:40] <CaptHindsight> add a laser
[01:19:05] <Topy44> well i am not building a pick and place. i _am_ building something to expose the pcb. and that already works for photoresist. :)
[01:19:06] <CaptHindsight> how will people assemble these boards?
[01:19:18] <Topy44> by hand - or with a liteplacer or such if they want :)
[01:19:54] <CaptHindsight> and 4mil trace and space is beyond what DIYers really need
[01:19:54] <Topy44> the goal of our device is simply to replace the "print and expose" step, because it has proven unreliable
[01:20:00] <Topy44> of course
[01:20:15] <Topy44> though many people will be doing single layer, and if you do single layer small traces are useful
[01:20:28] <tjtr33> maybe dont flip it, use same rail with upper and lower print heads (2 of em ). so no diff to the travel direction
[01:20:30] <Topy44> because you can pull a trace or two between even very small pitch pins
[01:20:48] <Topy44> tjtr33: that would make the machine _much_ more complex and expensive
[01:20:53] <tjtr33> and thx for link to litplacer
[01:21:10] <Topy44> so much so that i might as well just build it from machined metal parts that avoid the issue alltogether :)
[01:21:36] <CaptHindsight> I've been working on tech to print multilayer PCB's all from fluids, substrates, traces, vias, etc
[01:21:41] <Topy44> i have been thinking about cooperating with the liteplacer guy, the two devices would complement each other perfectly - especially if you add a drill to the liteplacer
[01:21:59] <CaptHindsight> yes, drill and laser
[01:22:06] <Topy44> what good is the laser?
[01:22:22] <Topy44> except being a very slow version of what our device does
[01:22:29] <tjtr33> any need to flip accurately for liteplacer? how does he solve that ( if needed )?
[01:22:48] <Topy44> CaptHindsight: we decided that via electroplating is simply too much effort for diy PCBs - if you really need those you might as well just order them
[01:23:00] <Topy44> tjtr33: he uses optical aligment for everything
[01:23:05] <CaptHindsight> http://www.liteplacer.com/wp-content/uploads/2015/01/machine-from-left.jpg
[01:23:14] <Topy44> with a cheap webcam
[01:23:16] <tjtr33> and a simple corner nest
[01:23:26] <Topy44> yeah but its accuracy doesn't matter
[01:23:32] <Topy44> you can just throw the pcb on :)
[01:23:34] <CaptHindsight> t-slot with "makerslide"
[01:23:45] <CaptHindsight> belt driven
[01:24:37] <CaptHindsight> DIY kit is 1199€ / $1299
[01:24:37] <Topy44> thing is: a pick and place doesn't need to be very accurate :)
[01:24:39] <Topy44> yeah
[01:24:43] <Topy44> its a bit on the expensive side imho
[01:25:12] <Topy44> could probably have replaced some of the expensive components with cheaper ones without loosing accuracy
[01:25:50] <Topy44> but of course those "makerslides" make construction a breeze
[01:26:41] <CaptHindsight> so you figure it will only be used occasionally and doesn't need to last for 1K's of hours of service
[01:27:16] <Topy44> you mean the liteplacer or my device?
[01:27:31] <CaptHindsight> your photoplotter
[01:27:48] <Topy44> both are hobbyist machines. occasional realignment and fiddling will be required. but no reason to suspect that anything will actually wear down any time soon.
[01:28:47] <Topy44> if you notice that things start to get worse -> click "alignment wizard" in the software, fiddle a bit, good to go
[01:29:09] <tjtr33> CaptHindsight, i passed along the lathe info, no response yet
[01:29:53] <CaptHindsight> Topy44: a bit OT and just wondering out of curiosity without any judgment, why do you think they decided to write their own CNC application vs use Linuxcnc?
[01:30:04] <CaptHindsight> https://github.com/jkuusama/LitePlacer
[01:32:24] <Topy44> couldn't tell you. though linuxcnc does a lot of stuff liteplacer doesn't need, and once you dive deeper into it its rather messy.
[01:32:49] <Topy44> whenever i need to go into the linuxcnc source it usually ends with a lot of swearing
[01:33:06] <tjtr33> i think there is some xy rotation alignment stuff in linuxcnc but it wont help a wiggly scanner array to stay orthogonal to travel, thats just mechanics gone bad
[01:33:09] <Topy44> so maybe he just felt more comfortable writing it from scratch
[01:33:48] <CaptHindsight> I try to not write code myself, I'd rather hold the wrong end of a soldering iron
[01:34:37] <CaptHindsight> I just see so much reinventing on the software side and I wonder why
[01:34:51] <Topy44> ah, besides: it uses some dedicated usb cnc controller thing. probably with its own gcode interpreter. so no point using linuxcnc.
[01:35:30] <tjtr33> have you found this error is common is several scanners? i've checked full page sized circles and squarea on my epson bed scanners and was happy
[01:35:37] <CaptHindsight> http://www.liteplacer.com/wiring/
[01:35:59] <tjtr33> jusat in case you had a bad unit ;)
[01:36:14] <CaptHindsight> https://github.com/synthetos/TinyG/wiki/TinyG-Start
[01:36:16] <Topy44> tjtr33: i only checked 3 or so, but they all had some appreciatable error
[01:36:23] <tjtr33> ok,
[01:36:29] <Topy44> right, it uses the "TinyG", which is some xmega based thing
[01:36:33] <Topy44> yeah
[01:36:34] <CaptHindsight> http://synthetos.myshopify.com/products/tinyg
[01:37:00] <Topy44> probably yet another GRBL based thing
[01:37:05] <CaptHindsight> https://github.com/synthetos/TinyG/wiki
[01:37:19] <tjtr33> try hacking one with that spring tensioner mentioned , cheap R&D!
[01:37:23] <Topy44> (grbl being the motion engine used for every single 3d printer or other cnc machine that doesn't use linuxcnc :)
[01:37:47] <CaptHindsight> Atmel ATxmega192, 4 stepper motor drivers (TI DRV8818)
[01:37:51] <Topy44> tjtr33: i think i'll just go ahead and order some cheap linear rails from china and test it
[01:37:58] <Topy44> CaptHindsight: why are you spamming all this here? :)
[01:38:05] <CaptHindsight> TinyG implements a sub-set of the NIST RS274v3/ngc dialect of Gcode.
[01:38:12] <CaptHindsight> for the logs
[01:38:27] <CaptHindsight> saves time looking it up later
[01:38:31] <Topy44> right
[01:39:11] <CaptHindsight> heh "TinyG was forked from grbl in early 2010 as the base for building a 6 axis controller with jerk controlled acceleration planning. So some things in TinyG work the same as grbl but many are different."
[01:39:18] <Topy44> wow, tinyg does not seem to be grbl-based
[01:39:19] <Topy44> yeah
[01:39:23] <Topy44> thats neat
[01:39:31] <CaptHindsight> it never ends
[01:39:31] <Topy44> ah
[01:39:33] <Topy44> forked from it
[01:39:34] <Topy44> right
[01:39:36] <Topy44> so yeah
[01:39:48] <Topy44> the thing with grbl is: it works well, but its a complete mess
[01:39:59] <Topy44> heavily optimised for the old atmegas
[01:40:04] <Topy44> really unflexible
[01:40:15] <Topy44> and code that is so optimized that its really hard to change anything
[01:40:43] <Topy44> i wish someone would write a modern replacement for grbl that works on modern microcontrollers...
[01:41:08] <Topy44> a drop-in replacement would be best that uses the same "api" (if you can call it that) as grbl, so you can just drop it into grbl based projects
[01:41:15] <PetefromTn_> whaddahell are we talking about now
[01:41:36] <Topy44> PetefromTn_: gcode parsers and motion control engines :)
[01:41:47] <tjtr33> put an atmega microcode into a mesa fpga ;)
[01:42:21] <PetefromTn_> K
[01:42:24] <CaptHindsight> PetefromTn_: how much to machine a custom plate ~ 12" x 16"
[01:42:25] <tjtr33> i bet opencores has one
[01:42:29] <Topy44> yeah...or i could just hit myself in the head with a hammer.
[01:42:55] <Topy44> yeah there is that thing called... avrz? something like that. avr core for fpga.
[01:43:05] <Topy44> its works well, but...why would you want to use that?
[01:43:23] <tjtr33> and mesa has its own motion control software ( besides linuxcnc )
[01:43:31] <Topy44> now if someone would implement the step generation part of it directly in gate logic..THAT would be awesome
[01:44:12] <Topy44> a softcore to handle gcode parsing and communications, and logic for the realtime part
[01:44:24] <Topy44> in a cheap fpga
[01:44:35] <Topy44> that would be an awesome replacement for all that grbl based crap that everyone uses
[01:45:09] <Topy44> i even thought about doing that myself, but my math skills are insufficient to do a motion planner
[01:45:20] <CaptHindsight> PetefromTn_: a few tapped holes, flat with a recess to hold the pcb accurately?
http://dump.t44.org/2015-07-30_02-45-24.png
[01:45:48] <Topy44> its surprisingly complex to do with all the acceleration and such
[01:46:24] <Topy44> recess. thats the word i was looking for. when it comes to engineering my english is not as good as it should be.
[01:47:01] <CaptHindsight> Topy44: well your English is better than my rusty German :)
[01:47:05] <Topy44> heh
[01:47:05] <PetefromTn_> CaptHindsight sorry man been out of the conversation eating dinner here what am I looking at?
[01:47:13] <Topy44> PetefromTn_: quick version:
[01:47:43] <Topy44> single axis, angular accuracy needs to be pretty good
[01:47:56] <Topy44> minimal load, slow movement
[01:48:06] <Topy44> needs to be adjustable
[01:48:24] <Topy44> actually CaptHindsight might be better at explaining the issue :)
[01:49:08] <PetefromTn_> so a tall vertical component on a belt driven horizontal axis to do what exactly?
[01:49:19] <Topy44> PetefromTn_: this is a top view
[01:49:33] <Topy44> essentially the design is "copied" from a scanner
[01:49:35] <CaptHindsight> PetefromTn_:
http://retrointerfacing.edwindertien.nl/wp-content/uploads/2010/03/r0013764.jpg
[01:49:45] <CaptHindsight> a better scanner guts
[01:49:57] <PetefromTn_> oh okay
[01:50:19] <Topy44> http://retrointerfacing.edwindertien.nl/wp-content/uploads/2010/03/r0013764.jpg
[01:50:32] <PetefromTn_> when you say angular axis accuracy you are talking about flex in the crossbar?
[01:50:34] <CaptHindsight> he wants to create an open source design
[01:50:36] <Topy44> yeah in essence you could say i am building a scanner :) its not, but close enough
[01:51:01] <CaptHindsight> works the same, but it's a laser plotter vs scanner
[01:51:03] <Topy44> PetefromTn_: no, i am talking about the angle of the carriage relative to the edge of the work surface
[01:51:08] <PetefromTn_> I used to work on copiers, scanners, and printers
[01:51:32] <CaptHindsight> PetefromTn_: so he's plotting with a laser vs scanning
[01:51:45] <PetefromTn_> a lot of them kept things straight and square using a cable system of pullies to ensure it stayed that way
[01:51:46] <Topy44> actually using parts from a laser printer, but thats not part of the issue :)
[01:52:02] <CaptHindsight> and he needs the accuracy so he can flip the board and plot both sides with accuracy
[01:52:12] <Topy44> exactly
[01:52:13] <CaptHindsight> <0.002"
[01:52:19] <CaptHindsight> 50um
[01:53:11] <Topy44> if the carriage is misaligned there is angular distortion. a square ends up as a parallelogram.
[01:53:22] <CaptHindsight> I just thought than maybe Pete would be a good match to fab these for you
[01:53:31] <Topy44> ah, the base plates?
[01:53:36] <CaptHindsight> yes
[01:53:39] <Topy44> right
[01:53:42] <PetefromTn_> trying to understand the machine right now
[01:53:53] <Topy44> well i am about to go to bed
[01:53:57] <Topy44> but
[01:54:06] <PetefromTn_> well thanks for thinking of me guys...
[01:54:20] <Topy44> essentially i need a base plate with a large flat recess and a few drill holes
[01:54:31] <Topy44> made from either phenolic resin coated wood or aluminium
[01:54:49] <Topy44> total size maybe about 30x25cm or so
[01:54:51] <PetefromTn_> what are the dimensions..
[01:54:54] <PetefromTn_> ah
[01:55:01] <Topy44> the recess will be about 20x15cm
[01:55:07] <Topy44> and about 2-3mm deep
[01:55:12] <Topy44> and maybe 20 drill holes
[01:55:22] <Topy44> in the end i'll need 100 or so
[01:55:34] <PetefromTn_> sounds like an interesting project
[01:55:42] <Topy44> where are you based?
[01:55:45] <Topy44> country
[01:55:46] <PetefromTn_> Tennessee
[01:55:48] <Topy44> right
[01:55:55] <PetefromTn_> you?
[01:56:02] <Topy44> germany. might be an issue. but still, might be worth at least discussing. :)
[01:56:23] <PetefromTn_> I have shipped many machined items internationally but it is not too cheap
[01:56:27] <Topy44> yeah
[01:56:38] <PetefromTn_> just sent a bunch of parts to Canada
[01:56:44] <Topy44> the thing is that this will be a kit. maybe kickstarter or so, maybe just in a shop, not sure yet.
[01:56:49] <Topy44> so it has to be cheap-ish
[01:56:50] <PetefromTn_> lots of parts to UK/france
[01:56:53] <Topy44> but yeah
[01:57:02] <CaptHindsight> PetefromTn_: picking up zeeshan-lab's slack again?
[01:57:06] <Topy44> do you have any kind of reference what something like this _might_ cost?
[01:57:07] <zeeshan|2> wat
[01:57:20] <PetefromTn_> never worked with zeeshan
[01:57:22] <Topy44> i know its a bit hard to say without further info :)
[01:57:28] <Topy44> but just ballpark
[01:57:43] <PetefromTn_> yeah I hate ballparking especially on an open forum like this...
[01:57:51] <Topy44> understandable
[01:58:02] <Topy44> i am just trying to figure out if a machined base is even an option
[01:58:06] <zeeshan|2> Topy44: 1 trillion zimbawe dollars
[01:58:06] <PetefromTn_> if you are serious I can give you my email and we can discuss it further when you have a working model
[01:58:06] <zeeshan|2> :D
[01:58:15] <Topy44> zeeshan-lab: sounds like a bargain. :)
[01:58:21] <CaptHindsight> zeeshan-lab: what was the total time to drill and tap that plate you made in the video on your mill?
[01:58:28] <Topy44> PetefromTn_: yeah sure, lets do that
[01:58:29] <zeeshan|2> 1hr 45 min
[01:58:33] <zeeshan|2> could be faster
[01:58:44] <zeeshan|2> was babying it
[01:59:06] <zeeshan|2> prolly bring it down to 1hr 15 min by using a stub drill
[01:59:17] <zeeshan|2> tap time by itself 45 min
[01:59:32] <zeeshan|2> or 55, i forget now
[01:59:58] <CaptHindsight> 100+ holes?
[02:00:06] <zeeshan|2> like 226 holes
[02:01:14] <CaptHindsight> one of the problems with open source hardware designs is what parts to choose
[02:01:23] <zeeshan|2> what are you making
[02:01:24] <CaptHindsight> especially mechanical parts
[02:01:46] <CaptHindsight> not me, Topy44 is making a photoplotter for PCB's
[02:02:20] <CaptHindsight> works like a desktop scanner only with a but more precision
[02:02:35] <zeeshan|2> cool
[02:03:11] <Topy44> http://dump.t44.org/2015-07-30_04-03-06.jpg <== the hacked together prototype :)
[02:03:23] <CaptHindsight> carefully picked used ebay components can get you near perfect precision automation components for 1/10th the price of new
[02:03:37] <zeeshan|2> you really like wood!
[02:03:40] <Topy44> yeah but that wont work if you want to make more than about 5 :)
[02:04:00] <Topy44> zeeshan-lab: its literally made from scrap that was lying around the hackerspace
[02:04:09] <Topy44> and old printers and scanners and stuff like that
[02:04:27] <zeeshan|2> cool
[02:04:57] <Topy44> that pile of wires and wood actually works surprisingly well. and has been in constant use for the last 2 years.
[02:05:25] <CaptHindsight> and if you don't know the difference a $5k new linear slide will be replaced by a $20 drawer slide
[02:05:49] <PetefromTn_> well not really ;)
[02:06:06] <CaptHindsight> ok $1k new
[02:06:13] <Topy44> well the awesome thing is that nowadays you can get reasonably accurate mechanical parts dirt cheap
[02:06:49] <Topy44> linear rails from china for 15€ for 300m including the blocks...
[02:06:56] <zeeshan|2> Topy44: are you in germany
[02:06:58] <Topy44> pretty ridiculous
[02:07:01] <Topy44> zeeshan-lab: yeah
[02:07:03] <zeeshan|2> lucky
[02:07:07] <zeeshan|2> youre in the land of the precise
[02:07:10] <Topy44> heh
[02:07:12] <Topy44> not really
[02:07:19] <zeeshan|2> apparently you guys have a lot of machinery scrap yards there
[02:07:24] <Topy44> thats old germany. this is new germany. where everything we own is made in china.
[02:07:30] <zeeshan|2> doh
[02:07:32] <Topy44> though we did get a deckel fp2 for free (!)
[02:07:41] <CaptHindsight> tjtr33: no rush, they shut down in August anyway
[02:07:44] <zeeshan|2> dude ive been looking for an overarm support for my mikron wf21c
[02:07:51] <zeeshan|2> and Z way covers
[02:07:54] <zeeshan|2> impossible to find for a decent price
[02:08:12] <Topy44> this is the model we got:
http://80.74.133.114/img/maschinen/492_deckel.fp2ad.g.jpg
[02:08:18] <zeeshan|2> yes
[02:08:20] <zeeshan|2> that is a beast
[02:08:23] <Topy44> for 0€ thats...pretty ok :)
[02:08:24] <zeeshan|2> deckel is top notch
[02:08:41] <zeeshan|2> it makes a bridgeport look like a sherline
[02:08:42] <zeeshan|2> :D
[02:09:09] <Topy44> unfortunately its not feasable to convert it to cnc really, too much backlash in the leadscrews
[02:09:11] <zeeshan|2> do you guys have a lathe?
[02:09:26] <Topy44> yeah, its an old amateurish thing, but it works
[02:09:30] -!- Simonious [Simonious!~sgoble@h69-21-230-45.mntimn.dedicated.static.tds.net] has joined #linuxcnc
[02:09:39] <zeeshan|2> i dont know of much german brands for lathe
[02:09:54] <Topy44> our lathe isn't german. no idea where its made... might even be chinese
[02:10:00] <Topy44> its about 30 years old though
[02:10:19] <zeeshan|2> we have a maximat lathe at the local hackerspace
[02:10:23] <zeeshan|2> its made in germany
[02:10:25] <zeeshan|2> but its kinda small
[02:10:26] <Topy44> we actually _own_ a much better bigger german made lathe - but we couldn't get it into our space...
[02:10:33] <zeeshan|2> ah
[02:10:39] <Topy44> we are in the basement
[02:10:51] <Topy44> and have to lift large stuff through a ceiling window
[02:11:13] <Topy44> we got the mill in in "small" pieces (that are still 300kg+)
[02:11:28] <Topy44> but we couldn't really disassemble the lathe enough to get it in
[02:11:28] <zeeshan|2> grab a couple of swedes
[02:11:33] <zeeshan|2> they are strong :p
[02:12:16] <Topy44> the lathe we got weighs about 800kg... the one we have now is a tabletop model, nowhere near as good, but only weighs about 150kg
[02:12:20] <Topy44> so we could carry it in
[02:12:55] <Topy44> we also got a nice old german drillpress, and a small tabletop mill for smaller work
[02:13:12] <zeeshan|2> cool
[02:13:22] <Topy44> plus a low-end hobbyist portal cnc mill for wood, and a laser cutter that we built ourselves
[02:13:34] <Topy44> large one, 120x70cm work area
[02:13:48] <Topy44> and the usual assortment of 3d printers and crap :)
[02:14:33] <Topy44> and a well-equipped woodworking shop, unfortunately the metal shop is still a bit under-equipped
[02:14:51] <Topy44> since we have way more people intro carpentry and stuff like that than into machining
[02:15:04] <zeeshan|2> its the tsame thing here
[02:15:10] <zeeshan|2> more 3d printer stuff than machining
[02:15:18] <zeeshan|2> i go there sometimes to hang out
[02:15:30] <Topy44> reminds me i need to fix our 3d printer
[02:15:43] <Topy44> we bought some new parts to upgrade it, i need to get it all working...
[02:20:04] <CaptHindsight> the ones near me are more bio and software
[02:20:18] <zeeshan|2> i need a scopeeeeeee
[02:20:18] <zeeshan|2> damn it
[02:20:38] <CaptHindsight> and with some aversion to showering
[02:22:10] <trentster> I thought some of you guys in here may enjoy this especially if you are into RC
[02:22:11] <CaptHindsight> I think that the open pick-n-place got started in Chicago's PS1
[02:22:13] <trentster> https://www.youtube.com/watch?v=l5FqYiZb_5s
[02:23:19] <CaptHindsight> https://www.youtube.com/watch?v=hBIN1Rnu_60 PS1 NERP: Pick-n-Place nozzle assembly
[02:23:59] <trentster> If I didnt se it with my own eyes would not believe its actually being controlled by a human pilot
[02:24:16] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[02:25:30] <CaptHindsight> https://www.youtube.com/watch?v=tLNB2sfGFGw
[02:26:24] <CaptHindsight> https://www.youtube.com/watch?v=ODySJj3vx10 another pick-n=place
[02:28:02] <CaptHindsight> https://youtu.be/ODySJj3vx10?t=59s winders based cnc app
[02:29:04] <CaptHindsight> has the camera in a window
[02:29:19] <CaptHindsight> anyone recognize the app?
[02:32:03] <CaptHindsight> https://www.youtube.com/watch?v=LVWFkiYyDM0 showing more of placement UI
[02:33:13] <CaptHindsight> "EBay chinese CNC router & Stepper control board, automotive vacuum solenoids, custom interface PCB's, 8 x DVD drive head mechanisms for pickup heads, PCB Pick Place data exported from DipTrace into MS Excel which generates GCode for use by Mach3 CNC control application, no visual processing, relies on mechanical accuracy & repeatability. Manual feeders, Manual PCB rotation"
[02:40:14] <trentster> CaptHindsight: that pick and place that is using usb scope for alightment + offset adjustment - did you say the other day that Linuxcnc could not do that yet?
[02:43:28] <CaptHindsight> there's an old camview tool for alignment and offset, it needs to get updated to openCV
[02:47:24] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[02:52:29] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[02:52:55] <os1r1s> CaptHindsight It looks like the last person that tried to get camview to work had to do a lot of hacking on libs
[02:54:05] <CaptHindsight> os1r1s: it used to just work, but it's old now
[02:54:27] <CaptHindsight> I was going to fix it but decided to go the openCV route
[02:54:34] <os1r1s> CaptHindsight: It seems like it would be a pretty popular feature
[02:54:57] <os1r1s> CaptHindsight: You have openCV working for aligning edges, or PnP?
[02:55:52] <CaptHindsight> https://www.youtube.com/watch?v=Pe2RACwiEbg
[02:56:46] <os1r1s> CaptHindsight: That's great. Do you have a write-up?
[02:57:27] <CaptHindsight> not my vid
[02:58:07] <os1r1s> Are you using it the same way?
[03:00:06] -!- MacGyverX [MacGyverX!~ymilord@pool-173-79-234-178.washdc.fios.verizon.net] has joined #linuxcnc
[03:00:57] <CaptHindsight> no, I need it to do far more
[03:01:38] <CaptHindsight> feature detection, QC inspection, lots of image processing
[03:06:42] -!- patrickarlt has quit [Remote host closed the connection]
[03:09:01] -!- AR_ has quit [Ping timeout: 265 seconds]
[03:23:19] <trentster> CaptHindsight: yeah that would be really awesome to have that as a "just work" supported Linuxcnc feature I would be a ton of folks would really like to have that capability
[03:23:35] <trentster> CaptHindsight: Are you one of the LinuxCNC devs?
[03:26:40] <furrywolf> this eu6500is surging is really getting on my nerves. I can't find anything wrong!
[03:31:27] -!- just_pink has quit [Ping timeout: 246 seconds]
[03:32:12] -!- sumpfralle has quit [Remote host closed the connection]
[03:34:26] <CaptHindsight> trentster: not me, you'll find them in the -devel channel
[03:39:36] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[03:40:03] -!- sumpfralle1 [sumpfralle1!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[03:42:08] -!- mhaberler [mhaberler!~mhaberler@next.stiwoll.mah.priv.at] has joined #linuxcnc
[03:43:46] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[03:44:28] -!- sumpfralle1 has quit [Ping timeout: 250 seconds]
[03:50:15] -!- Connor [Connor!~Connor@c-67-187-108-117.hsd1.tn.comcast.net] has joined #linuxcnc
[03:51:10] -!- skunkworks has quit [Ping timeout: 240 seconds]
[03:52:36] -!- skunksleep has quit [Ping timeout: 244 seconds]
[03:53:59] -!- arekm has quit [Ping timeout: 252 seconds]
[03:54:31] -!- arekm [arekm!~arekm@pld-linux/arekm] has joined #linuxcnc
[03:57:26] -!- nofxx has quit [Ping timeout: 260 seconds]
[03:57:54] -!- nofxx [nofxx!~nofxx@186.210.18.182] has joined #linuxcnc
[03:57:54] -!- nofxx has quit [Changing host]
[03:57:54] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[04:03:10] -!- tjtr33 has quit [Quit: Leaving]
[04:33:45] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[04:35:38] -!- MacGalempsy has quit [Read error: Connection reset by peer]
[04:38:13] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[04:48:16] -!- anth0ny_ has quit [Quit: anth0ny_]
[04:49:34] -!- redlegion has quit [Ping timeout: 264 seconds]
[04:51:16] -!- redlegion [redlegion!~x@unaffiliated/redlegion] has joined #linuxcnc
[05:02:16] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[05:03:53] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[05:10:26] -!- nofxx has quit [Ping timeout: 240 seconds]
[05:11:06] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[05:18:50] -!- furrywolf has quit [Ping timeout: 240 seconds]
[05:31:38] -!- ve7it has quit [Remote host closed the connection]
[05:33:10] -!- almostworking has quit [Ping timeout: 240 seconds]
[05:36:29] -!- amiri_ has quit [Ping timeout: 246 seconds]
[05:59:46] -!- mikegg has quit [Ping timeout: 240 seconds]
[06:06:37] -!- rob_h [rob_h!~robh@90.214.157.225] has joined #linuxcnc
[06:11:33] -!- mikegg [mikegg!~mike@173.44.55.179] has joined #linuxcnc
[06:20:17] -!- tannewt has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[06:22:38] -!- zeitue [zeitue!~z@137.119.92.151] has joined #linuxcnc
[06:46:29] -!- DJ9DJ [DJ9DJ!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:46:52] DJ9DJ is now known as Deejay
[06:47:05] <Deejay> moin
[06:49:15] -!- tannewt has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[06:54:57] <Crom> getting 2 smoothie boards a 4axias for the reprap and a 3 axis for the laser
[06:58:46] -!- [cube] has quit [Ping timeout: 240 seconds]
[07:03:11] -!- [cube] [[cube]!~cube@70.50.50.42] has joined #linuxcnc
[07:13:10] -!- patrickarlt has quit [Remote host closed the connection]
[07:19:16] <archivist> why not use linuxcnc!!!!
[07:30:43] -!- mozmck has quit [Read error: Connection reset by peer]
[07:39:21] -!- Demiurge has quit [Read error: Connection reset by peer]
[07:53:03] -!- igenius4 has quit [Ping timeout: 255 seconds]
[07:59:49] -!- igenius4 [igenius4!~ijenius@ip72-199-28-142.sd.sd.cox.net] has joined #linuxcnc
[08:13:28] -!- eventor [eventor!~eventor@p5DDD6E16.dip0.t-ipconnect.de] has joined #linuxcnc
[08:34:47] -!- dan2k3k4 has quit [Ping timeout: 265 seconds]
[08:36:18] -!- asdfasd [asdfasd!~332332@90.219.34.157] has joined #linuxcnc
[08:38:41] <malcom2073> archivist: Linuxcnc doesn't work great for 3d printers, since the 4th axis extruder is coordinated. Machinekit does ok though
[08:43:52] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-mqpwqlykqsvxclqb] has joined #linuxcnc
[08:47:40] <trentster> archivist my flatbar stock arrived today busy redesigning the gantry at the moment.
http://monosnap.com/image/lOFkHpUG9C9oSg31WD2wt7wc2fiTCR
[08:47:51] <trentster> Any suggestions before I start machining them?
[08:48:21] <trentster> You think I should reduce the height to 400mm high vs 500mm ?
[08:49:57] <Sync_> probably, and leave the u channel out, and rather build an enclosed profile
[08:50:02] <Sync_> that will be much stiffer
[08:54:59] <trentster> Sync_: like a box
[08:57:22] <fenn> i thought you already had gantry uprights
[08:57:34] -!- amiri has quit [Read error: Connection reset by peer]
[08:57:44] <fenn> there are no ribs on the diagram, so what are you doing now?
[08:58:43] <fenn> oh its in the center
[08:59:36] <fenn> so the uprights have an effective thickness of 25mm
[08:59:55] <trentster> fenn: currently looks like this - its a frankenstein
https://monosnap.com/file/sLxh83DTAUADmKMt5FMAqp6RUEtRlX.png
[09:00:12] <trentster> thats 100mm wide and 10mm thick plate
[09:00:13] <fenn> er, 37mm
[09:00:34] <fenn> what is the new flat stock for?
[09:00:53] <fenn> you have no other way to machine things besides the existing router?
[09:01:18] <trentster> the bottom is kinda macguyvered all was manually measured and drilled etc, screw holes are not perfect that why new gantries thicker stronger and will be cut via cnc for precise holes etc
[09:01:50] <trentster> fenn: no mate unfortunately not, before I had the router I had to do it all with hand tools and drill press
[09:01:57] <trentster> So its a step up for me
[09:02:04] <fenn> ok don't go overkill on "precision" leave enough to align the parts correctly
[09:02:14] <fenn> enough clearance
[09:03:09] <fenn> i think the u-channel is not much of an improvement
[09:04:38] <fenn> anyway this is all a learning experience so go have a blast
[09:05:09] <trentster> fenn: oh really - archivist said anything there would be a major improvement thats why I bought the channel
[09:05:33] <fenn> well it's just not as good as it could be
[09:06:03] <trentster> fenn: yeah its fun - and I have learned a ton. Probably could have saved a bit if I bought a chinese cheapie tho and retrofitted the electronics
[09:06:08] <Sync_> trentster: yes
[09:07:02] <trentster> When you say "don't go overkill on "precision" you mean make holes bigger than they need to be for a bit of wiggle room?
[09:07:09] <fenn> yes
[09:07:27] <fenn> do you have more 3060 t-slot? you could use that instead of the u-channel
[09:07:52] <trentster> interesting, ok, I was only planning on doing that for stepper mount holes - but will ponder it for the others then
[09:08:10] <fenn> then it would be 60+12 = 72mm thick
[09:09:20] <trentster> fenn: I have a ton of spare 25mm x 25mm aluminium extrusion like 20 metres of it - I think you guys call it series 10
[09:09:34] <trentster> I dont have any spare 3060 tho - would have to buy
[09:10:39] <fenn> that would just be the same stiffness as the u-channel
[09:10:46] <trentster> Sync_: your yes there, you agreeing chinese machine would have been a better way to go?
[09:10:54] <trentster> Like a 6040
[09:12:02] -!- grummund_ [grummund_!~user@unaffiliated/grummund] has joined #linuxcnc
[09:12:10] <Sync_> probably
[09:12:58] -!- grummund has quit [Ping timeout: 265 seconds]
[09:13:04] <trentster> fenn: I may have some smaller peices of 3060 around, what height could I get away with there as minimum you think ?
[09:13:17] <trentster> like 250mm or half gantry height be ok?
[09:14:37] <fenn> you were talking about reducing the height anyway right
[09:14:44] <trentster> and if I use them I assume just drill em through on each 30 channel line and use a tight space like every 40mm ?
[09:15:16] <trentster> fenn: I was asking for advice on reducing the height yes - as in do you think I should, shouldent, pros cons etc
[09:16:04] <fenn> people tend to make gantries too tall when they mostly do sheet work
[09:16:17] <trentster> I guess my question should be should the 3060 ribs run as high as possible , obviously this can not be the whole height as it would interfere with stepper mount position
[09:16:38] <fenn> your y axis carriage sticks out a bit and could be shortened i guess 75mm
[09:16:55] <fenn> that would require rebuilding it though, so probably not worth it
[09:18:27] <fenn> yes the 3060 ribs should go up as high as possible, ideally all the way up
[09:19:19] <fenn> the rib doesn't have to be in the center, it can go along the edge of the upright (edge farthest from spindle is best because it's closer to the y axis rail mounting point)
[09:21:21] <fenn> the middle 3060 beam in the y axis doesn't seem to be contributing anything to the structure? is it bolted along the back side somehow?
[09:22:54] <trentster> no its not bolted on the back side
[09:23:01] <trentster> just to the gantry sides.
[09:23:25] <trentster> its a bit of a pain actually cause I always have to remove it to get to the screws for the ballscrew mounts
[09:23:49] <fenn> i would remove it and find some other way to mount the ballscrew radial bearing
[09:24:06] <fenn> and then you have extra building material too
[09:29:04] <trentster> fenn: thanks for that idea - makes sense - especially if you feel the middle 3060 is not adding any structural benefit
[09:30:15] <fenn> try making a scale model of the machine out of rubber or foam, you will quickly get an idea of where the weak points are
[09:30:55] <XXCoder> heys
[09:31:32] <trentster> fenn - ha ha very funny
[09:31:40] <trentster> maybe I should make it out of Jello
[09:31:56] <fenn> also you want to minimize the mass of the gantry and keep the center of gravity low to reduce the tendency to rotate when accelerating
[09:32:17] <fenn> no i'm serious, it's much easier to poke at a scale model than to dick around with FEM simulations all day long
[09:32:47] -!- nofxx has quit [Ping timeout: 252 seconds]
[09:32:53] <trentster> Yeah - both are exercises for the patient - which I try and be - but often am not ;-)
[09:33:05] <XXCoder> also, reality is the best simulator of all
[09:33:14] <XXCoder> 100% compitable with reality
[09:33:18] -!- nofxx [nofxx!~nofxx@177.106.32.35] has joined #linuxcnc
[09:33:21] <trentster> he yeah
[09:33:43] -!- nofxx has quit [Changing host]
[09:33:43] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[09:33:52] <trentster> XXCoder: I have a bucket of failures that can attest to the reality paradigm
[09:33:56] <trentster> ;-)
[09:34:12] <XXCoder> :)
[09:36:51] <trentster> fenn: to reduce weight should I reduce Z axis plate thickness and height, I have those 6 SCHEEBERGER MN14-G3-V0 Linear Bearing Slide Rails arriving anyday now - so I have to rebuild Z anyway
[09:37:13] <trentster> and will be removing the fully supported rails there
[09:38:33] <fenn> if you're redoing the z axis then you should shorten the height of the uprights and make sure the whole y-carriage and z-axis assembly doesn't hang down any farther than the bottom of the y-axis ways
[09:40:15] <fenn> it shouldn't stick out at all
[09:40:33] <fenn> only the spindle
[09:41:07] <trentster> fenn thanks for the ton of grade-a info pls check your PM
[09:46:46] <trentster> fenn: yeah I wanted to do that but I inherited a ballscrew for the Z from someone and decided to use it to save a buck - which was not smart
[09:46:57] <trentster> its like 400mm high
[09:47:09] <fenn> jello router 2016 design challenge
[09:47:13] <trentster> The only way to reduce the height is to toss it and but something smaller
[09:47:26] <XXCoder> I need to find use for my sbr20, 16, 12 rails. lol
[09:47:31] <XXCoder> and ballscrews for em
[09:48:13] <fenn> the z axis shouldn't stick out on the bottom, it's ok if it sticks out on the top
[09:48:14] <trentster> XXCoder: did you also get rid of your SBR rail and get linear stuff?
[09:48:24] <XXCoder> no
[09:48:32] <XXCoder> I planned to build wood frame for my router
[09:48:42] <XXCoder> but decided to get kit after I got better job
[09:48:57] <trentster> fenn: do you have a url or pic of what you mean, its easier to visualize somethign when you see an e.g.
[09:49:05] <fenn> one moment
[09:50:24] <trentster> yup - thanks
[09:51:48] <trentster> I am so excited to get these Schneebergers Linear Bearing Slide Rails - I have never touched linear bearing stuff before. Only SBR rails
[09:52:01] <trentster> Really excited to see how they compare
[09:52:42] <XXCoder> from what I understand they are definitely more rigid
[09:55:29] <trentster> and less bulky
[09:55:41] <trentster> the SBR stuff takes up so make darn space
[09:55:47] -!- amiri has quit [Ping timeout: 256 seconds]
[09:56:17] <XXCoder> yeah
[09:56:26] <XXCoder> I just dunno what to do with mine
[09:56:39] <XXCoder> maybe want to sell em but I suck on selling those
[09:57:08] <trentster> make a laser cutter cnc machine with them
[09:57:15] <XXCoder> dunno
[09:57:25] <XXCoder> I can just get laser module and use my existing cnc router
[09:57:54] <fenn> trentster:
http://fennetic.net/irc/gantry_z_fix.png here i shortened and widened the upright, added a 3060 rib, and moved the z axis up a bit so it doesn't hang down when fully retracted. this is a side view with the z axis moved all the way up
[09:59:13] <trentster> thanks so much fenn - having a look now
[10:00:20] <fenn> the dashed line is just the height at which the y axis ways would bang into something
[10:00:52] <trentster> makes sense except for the rib which can not go there as thats where the 3060 extrusion bolt/screws go
[10:01:22] <trentster> unless I get extra long screws and got right through both the 12mm plate and the 3060 extrusion for the bolting
[10:03:19] <jthornton> a new low for me 15.328 571 429 stone
[10:06:34] -!- DaPeace [DaPeace!~Adium@46.243.107.151] has joined #linuxcnc
[10:06:40] <DaPeace> helloooo :-)
[10:06:53] <trentster> fenn: so in a nutsell
http://monosnap.com/image/HguFxADWkOzKAPaTHHmdPIYKZ76BQH
[10:06:58] <trentster> right?
[10:07:37] <trentster> and then reduce the height of the gantry so its the correct height above the table?
[10:07:47] <fenn> yep
[10:07:49] <DaPeace> is there anybody that could give me a hint how i could make an encoder-input "slower"? Ive added an quadrature encoder-poti to my spindle-overwrite and when i turn it its from 0-100 in 2 klicks.. way too fast for using it correctly
[10:09:44] <fenn> DaPeace: change encoder.N.position-scale in HAL
[10:10:38] <DaPeace> ive tried that already. could i put the config to pastebin so you could fly over it and tell me what im doing wrong?
[10:11:08] <fenn> i'll look but i can't guarantee anything
[10:11:27] <DaPeace> http://pastebin.com/2nyq0Uhr
[10:11:38] <DaPeace> encoder.1. is the one..
[10:12:00] <DaPeace> ive tried 50000, 5000, 0.5 but nothing really helps...
[10:12:33] <DaPeace> custom_postgui ->
http://pastebin.com/gyjwxzj8
[10:13:05] -!- sumpfralle [sumpfralle!~lars@p20030059CE15C300021CBFFFFEAF05DA.dip0.t-ipconnect.de] has joined #linuxcnc
[10:14:26] <jthornton> the gommacopy guy hangs on the forum
[10:14:37] <fenn> "net spindleenc-counts encoder.1.counts gmoccapy.spindle-override.counts" <- this line uses the raw counts, not the position value
[10:15:25] <trentster> fenn: and you dont think the fact that the top aprt of the z axis will be 200mm higher is a big problem
[10:15:43] <DaPeace> what signal do i need to use for the override?
[10:15:48] <trentster> wont the ineretia now want to throw the top forward
[10:15:53] <trentster> like a flicking motion
[10:16:14] <fenn> trentster: the mass of the stepper motor or whatever is a lot smaller than the mass of the entire y axis way assembly
[10:16:52] <fenn> more importantly it doesn't affect the rigidity at all
[10:17:15] <fenn> whereas going up and then down again will add a lot of unnecessary spring to the structure
[10:17:28] <trentster> ok thanks - makes sense
[10:18:02] <trentster> gonna have to rename cnc "Tyson" now as he is gonna be short and squat and strong after this conversation.
[10:18:15] <trentster> previous machine nickname was "squeeky"
[10:18:44] <XXCoder> my machine havent cut anything so no name
[10:19:03] <DaPeace> hmm.. using the encoder.1.position is not possible with gmoccapy.spindle-override.counts because of different type float vs s32 :-/
[10:19:08] <trentster> XXCoder: "johndoe" ?
[10:19:13] <XXCoder> lol
[10:19:40] <fenn> DaPeace: i've been away from linuxcnc for a while and haven't looked at gmoccapy yet but it looks like it does the encoder stuff internally but it can also be controlled with the pin "gmoccapy.spindle-override-value"
[10:20:16] <fenn> so you can connect the encoder.1.position to gmoccapy.spindle-override-value
[10:20:45] <DaPeace> ahh direct-value is the name of that pin..
[10:21:37] <fenn> i don't get why they would let you connect the raw encoder count to the override control in the first place...
[10:21:41] <jthornton> http://www.linuxcnc.org/docs/2.7/html/gui/gmoccapy.html#_velocities_and_overrides
[10:22:09] <trentster> fenn: thanks for your advice mate - much appreciated
[10:22:40] <fenn> good luck trentster
[10:23:28] <trentster> next thing I am going to teach myself is how to weld aluminium
[10:23:37] <XXCoder> heard that is hard
[10:23:40] <trentster> I think thats a good interim solution
[10:23:53] <trentster> thats what the shopbot uses and its pretty strong
[10:24:25] <fenn> why weld aluminum when you can weld steel
[10:24:30] <trentster> XXCoder: yeah its particularly hard if you have never welded anything before - aka trentster :P
[10:24:38] <XXCoder> lol
[10:25:07] <DaPeace> fenn: ive now added the encoder.1.position to gmocappy.spindle-override.direct-value, checked the halshow which shows a change of that value but the slider is not moving. :-/
[10:25:29] <trentster> fenn: I have heard its a nightmare getting steel level and true etc, it is not extruded perfectly clat/level like aluminium is
[10:25:34] <trentster> but its way strionger
[10:25:39] <trentster> of course.
[10:26:07] <XXCoder> if you has large mill its better to facemill surface for nice and stright
[10:26:25] <XXCoder> aluminium is not perfectly stright either just not as problemic
[10:26:58] <trentster> yeah If I had a facemill that could face steele 99% of my other issues would be over ;-)
[10:27:49] <jthornton> trentster, your trying to connect an encoder to spindle speed override in gmoccapy right?
[10:28:01] <DaPeace> thats me i think
[10:28:02] <DaPeace> :-D
[10:28:03] <trentster> its time to starting making some friends who happen to be machinists who have access to heavy equipment :-)
[10:28:19] <fenn> DaPeace: i don't see anything in the docs for gmoccapy with that name, could you show the output of halcmd show pin
[10:28:25] <trentster> Thats half the battle won - right there.
[10:28:42] <trentster> that or carry six packs of cold beer around industrial areas
[10:28:46] <trentster> :P
[10:28:51] <jthornton> DaPeace, the manual says to connect to gmoccapy.spindle-override-counts
[10:29:25] <DaPeace> 27 bit IN FALSE gmoccapy.spindle-override.analog-enable
[10:29:25] <DaPeace> 27 bit IN TRUE gmoccapy.spindle-override.count-enable
[10:29:25] <DaPeace> 27 s32 IN 0 gmoccapy.spindle-override.counts
[10:29:25] <DaPeace> 27 float IN 0 gmoccapy.spindle-override.direct-value <== spindleenc-counts
[10:29:25] <DaPeace> 27 bit IN FALSE gmoccapy.spindle_at_speed_led
[10:29:25] <DaPeace> 27 float IN 0 gmoccapy.spindle_feedback_bar
[10:29:32] <DaPeace> yes i know jthornton
[10:30:01] <DaPeace> but my problem is that i need to scale the value because the slider is moving in 20%-steps..
[10:30:25] <DaPeace> and i cant connect encoder-position to encoder-counts..
[10:30:36] Loetmichel2 is now known as Loetmichel
[10:30:42] <DaPeace> because one is float and the other s23 i think..
[10:31:02] <fenn> is your signal spindleenc-counts connected to encoder.1.position?
[10:32:02] <DaPeace> yes. i have net spindleenc-counts encoder.1.position gmoccapy.spindle-override.direct-value
[10:32:26] <DaPeace> but that does not work. when i change direct-value to counts its working but in 20%-steps
[10:34:46] <fenn> gmoccapy.analog-enable = HAL_BIT ; Must be True, to allow analog inputs
[10:35:07] <DaPeace> ok. i will see if that would work
[10:37:17] <jthornton> I can't get the slider to move in the sim
[10:38:22] <DaPeace> ive set analog-enable to true and connected encoder.1.position to gmoccapy.spindle-override.direct-value and now the slider is moving from 50-100% with one click. i will now play around with the scale-value.. maybe thats now the problem.
[10:38:39] <DaPeace> what range is analog-signal expecting? any hint?
[10:39:06] <jthornton> direct value is a float so you might need to scale it
[10:39:29] <fenn> 0 to 1 i think
[10:39:50] <jthornton> .1 goes to 57%
[10:40:46] -!- grummund_ has quit [Ping timeout: 244 seconds]
[10:40:58] <jthornton> the input value and the slider value don't make any sense to me
[10:41:13] <fenn> DaPeace: also make sure you don't still have anything connected to gmoccapy.spindle-override.counts
[10:41:40] <DaPeace> no. i only connected that one alps-poti but its getting better and better now when i adjust the scale-value :-D
[10:41:48] <DaPeace> thank you for your help
[10:41:53] <jthornton> if I set direct value to 1 the slider goes to 120
[10:42:04] <DaPeace> yes. i scaled to 100 now
[10:43:05] <DaPeace> crazy shit.. its working :-D
[10:43:13] <fenn> someone should file a bug report for bad usability... i don't see any reason to accept raw encoder counts as an imput to the gui
[10:43:33] <DaPeace> another question.. does anyone have a hint how i could enable and disable the spindle with one button?
[10:43:55] <jthornton> a toggle
[10:44:52] <fenn> a hardware button? gmoccapy looks like it has that already
[10:44:58] <DaPeace> that was my first thought.. but couldnt really handle that.. i could add the toggle but than it tells me its already connected..
[10:45:37] <DaPeace> there are buttons in the gui. thats right
[10:46:33] <DaPeace> but i would love to have a quick access without moving the mouse. the encoder i use have a switch too. so it would be easy to use the switch for spindleoverride to enable and disable the spindle manual...
[10:47:36] <fenn> oh i guess this was how you're supposed to scale the spindle override?
http://wiki.linuxcnc.org/uploads/gmoccapy_settings_hardware.png
[10:47:43] <jthornton> DaPeace, the guy that made gmoccapy is on the forum and I'd bet he could answer all your questions
[10:49:20] <DaPeace> fenn no. ive already set the spindle-speed from 0-12000. i only wanted that the encoder is not setting the value from 0-100% in just one mm of turning it. that works now with the analog value and scaling the signal.
[10:49:21] <jthornton> ah that page has halshow on it
[10:50:12] <DaPeace> jthornton: my problem is that i need to connect the button to the spindle-forward-pin and thats already in use by the gui..
[10:53:57] <jthornton> yes, I see that motion.spindle-forward is connected to signal spindle-fwd
[10:54:35] <fenn> multiple sources of control is always annoying to deal with
[10:55:02] <jthornton> an 'or.2' could be used
[10:55:33] <fenn> xor?
[10:55:46] <fenn> a regular or would require pressing both buttons
[10:57:18] <DaPeace> if connected a toggle but now i have the problem that its only enabling the spindle but not disabling..
[10:57:38] <jthornton> I don't know what a regular or is...
http://www.linuxcnc.org/docs/2.7/html/man/man9/or2.9.html
[10:57:47] <fenn> DaPeace: try pressing the on-screen spindle-off button and see if it turns off
[10:57:55] <jthornton> or2 if one input is on the output is on
[10:58:18] <jthornton> lol I can't get out of the settings screen
[10:59:16] <jthornton> DaPeace, that would be another good question for the forum
[10:59:44] <fenn> jthornton: or2 does a regular or operation, xor2 does an xor operation
[11:00:19] <fenn> xor = exclusive or
[11:00:32] <fenn> it was probably a dumb idea anyway
[11:01:09] -!- skunksleep has quit [Ping timeout: 255 seconds]
[11:04:29] <jthornton> after reading the or2 and xor2 man pages I understand how they work
[11:05:02] <jthornton> I would think that or2 would be the one but Norbert is the expert on gmoccapy
[11:05:38] <fenn> they are both bad solutions but i don't know how to implement the correct solution
[11:06:10] <fenn> you would have to dig around in gmoccapy to get the on-screen spindle control buttons into hal
[11:07:23] <fenn> and then you could or2 the hardware and software button together
[11:08:06] <DaPeace> fenn the off-button in the gui is working
[11:08:49] <DaPeace> problem is that the syntax of linuxcnc is really hard to understand.. im not sure how to implement that by myself :-/
[11:09:39] <jthornton> DaPeace, did you read the basic hal tutorial? there is only a few hal commands
[11:10:20] <DaPeace> yes ive already fly over that. maybe i should do that again..
[11:11:53] <jthornton> do you use the forum?
[11:12:35] <DaPeace> yes sometimes. buts it takes some time to get answers and some answers a one-liners.. thats why i try to ask here before spamming the forum :-D
[11:13:07] <jthornton> your best resource for gmoccapy is the gui section of the forum
[11:13:21] <jthornton> Norbert wrote gmoccapy
[11:14:50] <DaPeace> Yea i know. ive already searched the forum a lot and asked some questions there too. i will try out by myself first. im reading the basic-hal-section right now.. maybe i can figure that stuff out by myself...
[11:15:44] <fenn> it would be nice if hal had a circuit schematic gui but nobody has made that happen
[11:16:09] <DaPeace> yes. or a not sooo technical wiki with more examples.
[11:16:09] <jthornton> I thought someone did that
[11:16:29] <fenn> there was a script to import it into eagle but it wasn't interactive
[11:16:55] <fenn> it just imported a hal config file and displayed it as pins, and you could export it as a hal file
[11:17:06] <DaPeace> using eagle would be too much for me too :-D i use fritzing for making my pcbs
[11:17:06] <jthornton> I couldn't remember the exact thing it did
[11:19:12] <fenn> yeah something like fritzing would be a good interface for hal
[11:19:57] <fenn> puredata does something like this
[11:20:00] <fenn> and labview
[11:20:56] <archivist_herron> trentster, add u to flat side to make a box...win
[11:21:41] <fenn> archivist_herron: the u is only 25mm x 40mm
[11:24:01] <trentster> archivist: thats what I was planning on doing but fenn said it would make little to no difference
[11:41:29] <trentster> fenn: to attach the 3060 rib for strength should I drill and tap the holes or rather drill thru and use a nut on the other side with a washer?
[11:41:57] <trentster> I mean drill and tap the 12mm plate vs attach via nuts
[11:43:36] <fenn> either will work but tapping is prettier
[11:44:05] <fenn> i thought you would use the t-nuts
[11:45:02] <fenn> um, just use the t-slot as it was intended to be used
[11:45:50] <fenn> nevermind about tapping
[11:46:23] -!- gambakufu has quit [Ping timeout: 244 seconds]
[11:55:11] <DaPeace> fenn: i got it working. thank you for helping :)
[11:55:42] <DaPeace> jthornton: thank you too :-)
[11:56:44] <Tom_itx> looks like i'ma gonna get wet...
http://www.intellicast.com/National/Radar/Current.aspx?animate=true&location=USKS0523
[11:57:43] <jthornton> pretty far from me
[11:58:12] * jthornton heads for the woods to try out my new bug be gone socks
[12:08:20] -!- MacGalempsy has quit [Remote host closed the connection]
[12:10:03] <trentster> fenn ok thanks
[12:10:27] -!- anth0ny_ has quit [Ping timeout: 255 seconds]
[12:21:25] -!- arekm has quit [Ping timeout: 256 seconds]
[12:21:37] -!- arekm [arekm!~arekm@ixion.pld-linux.org] has joined #linuxcnc
[12:21:37] -!- arekm has quit [Changing host]
[12:21:37] -!- arekm [arekm!~arekm@pld-linux/arekm] has joined #linuxcnc
[12:24:18] -!- DaPeace has quit [Quit: Leaving.]
[12:25:17] -!- LikeVinyl has quit [Quit: LikeVinyl]
[12:30:20] -!- DaPeace [DaPeace!~Adium@46.243.107.151] has joined #linuxcnc
[12:36:31] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[12:45:18] -!- JohnyK has quit [Remote host closed the connection]
[12:51:10] <trentster> fenn: still around?
[12:51:36] <trentster> This is what I have done - revision based on your suggestion and 3060 ribs
http://monosnap.com/image/qOsjLVZ3yP3dTLlypb82bmDZM8rCO7
[12:53:48] -!- phragment [phragment!~blubb@jabber.htu.tu-graz.ac.at] has joined #linuxcnc
[12:54:41] -!- phragment_ has quit [Ping timeout: 246 seconds]
[12:58:27] -!- tocka has quit []
[13:04:00] -!- tocka has quit [Ping timeout: 265 seconds]
[13:07:39] -!- skunkworks has quit [Ping timeout: 252 seconds]
[13:10:36] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[13:11:10] -!- anth0ny_ has quit [Ping timeout: 240 seconds]
[13:14:30] -!- ivansanchez has quit [Remote host closed the connection]
[13:20:40] -!- furrywolf [furrywolf!~randyg@108.121.22.31] has joined #linuxcnc
[13:24:16] <fenn> trentster: the 3060 should go the other way, you want to make a T section
[13:24:57] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:28:15] <fenn> or an L section
[13:28:26] <trentster> fenn you mean the 3060 crossbeams?
[13:28:38] <trentster> should be orientated the other way?
[13:29:04] <fenn> the ribs only need one row of holes because it should be rotated 90 degrees
[13:29:27] <fenn> also i dont see how it can go there because the stepper motor is in the middle
[13:29:28] <trentster> really?
[13:30:59] <trentster> like this ?
http://monosnap.com/image/aFjZcWqq8ydq7P9vt39cOcHW5V4UdA
[13:31:27] <trentster> is the way I have it you want it like this rather 1 sec just miving model around
[13:31:50] <fenn> no
[13:31:57] <fenn> nice model btw
[13:32:38] <trentster> http://monosnap.com/image/ipqvX0tE9tLBDkozyYOsWsQi1vaCmt
[13:33:14] <trentster> thanks - still getting the hang of sketchup but its easier than fusion360 right now
[13:38:33] <fenn> i was thinking something like this:
http://fennetic.net/irc/gantry_cad_fixed.png
[13:39:36] <fenn> there is still the problem of stepper motor being in the way though
[13:40:09] <trentster> hmm interesting you have given the machine "big flap ears"
[13:48:13] <fenn> now that the uprights are shorter this might be overkill though
[13:48:30] <trentster> I understand your logic fenn but it adds some serious bulk to the machine width
[13:48:49] <trentster> If you think its better that way then I go with your opinion tho
[13:49:28] <trentster> how thick are commercial gantries on machines this size they use steel welded boxes don't they?
[13:50:44] <fenn> this machine looks pretty sturdy :)
http://westerncncinc.com/wp-content/uploads/2010/11/DMS-3-Axis-Large-Format-Gantry.jpg
[13:51:54] <fenn> those are box sections with motors and gearboxes inside
[13:52:54] <trentster> fenn: I said a machine of a similar size - no "Machinezilla"
[13:53:05] <trentster> thats like comparing a scooter to a 747
[13:54:45] <fenn> this one looks pretty similar to yours
http://www.drivesystemsgroup.com/images/3%20axis%20gantry%20250dpi.gif
[13:55:12] <fenn> i am just looking at a google image search but there is a lot of diy hobby stuff mixed in
[13:56:11] <trentster> thanks I see what you are trying to do with the 3060
[14:06:16] * fenn sleeps
[14:06:41] -!- amiri_ has quit [Ping timeout: 252 seconds]
[14:07:18] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[14:08:35] -!- almostworking [almostworking!~almostwor@unaffiliated/almostworking] has joined #linuxcnc
[14:10:23] <trentster> fenn: thanks - rest well
[14:10:28] -!- ivansanchez has quit [Remote host closed the connection]
[14:14:39] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[14:14:45] -!- kas84 has quit [Quit: kas84]
[14:24:25] <archivist_herron> /me reads the scroll back and see fenn has explained the web/rib
[14:24:38] <archivist_herron> been out and about today
[14:25:02] -!- ivansanchez has quit []
[14:25:25] <archivist_herron> your rails are providing a similar function to the top cross member
[14:26:20] <archivist_herron> pick up a ruler, bends it, note which way is stiff and which bends
[14:27:25] <trentster> archivist_herron: yup I get that part - but I think the whole system has a weakness regardless of the web/rib used there. At least for my design
[14:27:35] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[14:29:00] <trentster> I am sure the flex will occur there
http://monosnap.com/image/3zczpPy85KX7stvLnJwHIc02kqvzmq
[14:29:56] -!- b_b has quit [Changing host]
[14:31:11] -!- anth0ny_ has quit [Quit: anth0ny_]
[14:35:57] -!- Daerist has quit [Quit: Leaving]
[14:36:33] -!- ivansanchez has quit []
[14:37:28] <archivist_herron> also depends how well parts are bolted to each other
[14:39:50] <_methods> interesting just got an offer from google to transfer domains and get a free year of domain registration
[14:40:08] <_methods> i guess google is declaring war on domain registrars now
[14:40:54] <archivist_herron> I host my own dns
[14:41:04] -!- ivansanchez has quit [Client Quit]
[14:41:40] <_methods> i keep all my public stuff on servers off my home network
[14:42:20] <_methods> digital ocean droplet is $5/month
[14:42:31] <_methods> and i don't have to worry about hardware or anything
[14:42:32] -!- patrickarlt has quit [Remote host closed the connection]
[14:42:48] <CaptHindsight> _methods: ocean based service vs cloud? :)
[14:42:54] -!- anth0ny_ has quit [Quit: anth0ny_]
[14:43:11] <_methods> well i don't think they are actually in the ocean lol
[14:43:26] <_methods> ocean vs cloud though
[14:43:28] <_methods> lol
[14:45:08] <CaptHindsight> i think that they call them "cloud" based services since they are based on vapor and can vanish at any time
[14:45:22] -!- amiri has quit [Ping timeout: 246 seconds]
[14:45:25] <CaptHindsight> just a guess
[14:45:34] <_methods> yeah that's why i like them
[14:45:44] <_methods> if they're compromised i really don't care
[14:45:51] <_methods> i just wipe and spin up a new one
[14:48:31] <CaptHindsight> well I'm completely vain, when I put something online I expect it to be there 1,000 years from now
[14:49:52] <_methods> haha
[14:49:57] <_methods> that would be nice
[14:51:45] <CaptHindsight> introducing "Cuneiform" where all your data is pressed into clay and fired to lasting perfection
[14:57:40] -!- Daerist has quit [Quit: Leaving]
[14:59:00] <CaptHindsight> _methods: is this it?
https://www.digitalocean.com/pricing/
[14:59:07] <_methods> yeah
[14:59:36] <CaptHindsight> even hourly plans
[14:59:40] <_methods> yep
[14:59:46] <_methods> good for jsut doin whatever real quick
[14:59:56] <_methods> testing
[15:02:16] <CaptHindsight> _methods: are all the ports available?
[15:02:28] <_methods> yeah i think all except maybe 25
[15:02:37] <_methods> they might make you wait awhile for that
[15:03:38] <_methods> yeah they do initial smtp block
[15:03:57] <_methods> just to keep spammer douche bags from doing what they do
[15:04:06] <CaptHindsight> how about 80?
[15:04:25] <_methods> yeah 80 is open
[15:04:36] <_methods> all ports are open except 25 as far as i know
[15:04:49] <_methods> and you can get 25 opened after you email them and verify
[15:05:06] -!- Daerist has quit [Quit: Leaving]
[15:05:37] <_methods> great for hosting little websites or whatever
[15:05:38] <_methods> cheap
[15:06:23] <_methods> not all their servers are on ipv6 though
[15:06:35] <_methods> so if you want that make sure you choose a location that has ipv6 enabled
[15:07:13] <_methods> they have a referral program too
[15:07:20] <_methods> i think you get a month for free
[15:07:26] <_methods> if you get referred by someone
[15:07:51] <CaptHindsight> ah so you also take the blame for my bots being hosted, kewl
[15:08:49] <_methods> ah you get a $10 credit
[15:09:07] <_methods> i don't get anything unless you spend $25
[15:09:21] <_methods> Everyone you refer gets $10 in credit. Once they've spent $25 with us, you'll get $25. There is no limit to the amount of credit you can earn through referrals.
[15:09:47] <_methods> so basically 2 free months if you want it
[15:10:03] <CaptHindsight> I've seen others that are more clunky and priced much higher
[15:10:34] <_methods> https://www.digitalocean.com/?refcode=290bd15d59fe
[15:10:42] <_methods> that's my referral code if you want it
[15:11:17] <CaptHindsight> making a note
[15:11:40] <_methods> i do all my irc on it
[15:12:01] <_methods> since irc seems to attract trouble
[15:12:03] <CaptHindsight> any gotchas except for the whole cloud thing in general?
[15:12:08] <_methods> nah it' sgreat
[15:12:28] <_methods> i've been using them for about 3 years i think
[15:12:31] <_methods> never had an issue
[15:12:44] <CaptHindsight> yeah, noticed more problems all due to IRC lately
[15:12:54] <_methods> but i really don't use it for anything mission critical
[15:13:17] <_methods> it's nice to be able to spin stuff up and test out
[15:13:22] <CaptHindsight> how is the uptime?
[15:13:33] <_methods> been great
[15:14:27] <_methods> nice to have your stuff on a real connection too
[15:14:46] <_methods> so if i'm somewhere with a bad connection i can just dl to a server on real pipes
[15:14:57] <_methods> then move stuff to the bad connection at my leisure
[15:15:12] -!- HardWall [HardWall!~HardWall@188.24.91.234] has joined #linuxcnc
[15:15:40] <CaptHindsight> _methods: can you mail them a drive if you have slow uploads speeds from your ISP?
[15:15:50] <_methods> hmmm i don't know
[15:15:54] <_methods> never actually tried that
[15:16:10] <_methods> they probably would for a fee
[15:21:44] <_methods> but if you wanted it done for free i'm sure you could send it to someone you trusted on here to upload it for you
[15:22:17] <_methods> or maybe upload from a local school or something with good connection
[15:22:46] <CaptHindsight> uploading 40MB is not too difficult, 40GB is another story
[15:22:51] <_methods> yeah
[15:23:01] <_methods> 40gb even for me is brutal
[15:23:13] <_methods> and i have 50/10
[15:23:31] <_methods> download 40gb isn't too bad
[15:23:36] <_methods> but upload ugh
[15:24:35] <CaptHindsight> UPS/FEDEX is still faster and lower cost for transferring loads of data
[15:26:25] <CaptHindsight> at least in the US
[15:27:25] <_methods> cut it loose when you go to bed at night
[15:27:40] <_methods> let that connection work while you sleep lol
[15:29:21] -!- amatecha has quit [Remote host closed the connection]
[15:29:22] -!- calvinmetcalf has quit [Remote host closed the connection]
[15:29:22] -!- Kremmen has quit [Remote host closed the connection]
[15:29:23] -!- AphelionZ has quit [Write error: Broken pipe]
[15:31:54] <CaptHindsight> I'm still waiting for mesh networks to take off :)
[15:47:58] <furrywolf> I have 50/10 too! ... kB/sec. on a good day.
[15:53:08] -!- GJdan has quit [Remote host closed the connection]
[15:53:44] <spline> CaptHindsight: yeap
[15:54:17] <spline> buddy of mine wrote a calc for doing just that, having racks between sf/dc. easy to calc on time/etc and depending on if you have a cap/95th, etc
[15:54:42] <spline> ship a 1tb drive/ssd vs. send a terabyte of data through the wire (providing you either meet it there or have someone there)
[15:55:43] -!- dan2k3k4k5 has quit [Quit: Leaving]
[15:55:55] -!- almccon_ has quit [Remote host closed the connection]
[15:55:55] -!- Akex_ has quit [Remote host closed the connection]
[15:55:57] -!- sweenzor has quit [Remote host closed the connection]
[16:00:41] <archivist> send data on a carrier pigeon
[16:01:00] <CaptHindsight> African or European?
[16:01:11] <furrywolf> that's swallows.
[16:04:50] -!- tocka_ has quit []
[16:10:26] <syyl> just choose one that can fly
[16:10:47] <syyl> or use a roadrunner - might be faster
[16:17:19] <archivist> RFCs 1149 and 2549
[16:18:56] <archivist> https://tools.ietf.org/html/rfc2549
[16:28:32] -!- maurris has quit []
[16:38:28] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[16:38:58] -!- eFuchs [eFuchs!~voodoo@eduroam171-152.wlan.uni-ulm.de] has joined #linuxcnc
[16:41:48] -!- ktchk [ktchk!~eddie6929@n219079227082.netvigator.com] has joined #linuxcnc
[16:45:49] -!- Kremmen [Kremmen!sid60244@gateway/web/irccloud.com/x-bbdxfqqivjyukjjo] has joined #linuxcnc
[16:46:14] Kremmen is now known as Guest17365
[16:46:25] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-wargtejbwxurwkbx] has joined #linuxcnc
[16:50:55] <jdh> anyone know of a stepper driver that takes sinking cw/ccw step input
[16:51:50] <furrywolf> any driver and a 74hc00?
[16:51:54] -!- maurris has quit []
[16:52:12] <furrywolf> might have some trickyness with dir hold times, though
[16:52:15] <furrywolf> or setup times, actually
[16:53:46] -!- arekm has quit [Quit: leaving]
[16:55:07] <archivist> an 04 to invert the signal, or get a sensible breakout that sources or sinks
[16:56:15] <jdh> such as?
[16:56:26] <furrywolf> archivist: I think he's saying he wants a cw and a ccw input, rather than a step input and a direction input.
[16:56:40] <jdh> right
[16:57:00] -!- arekm [arekm!~arekm@pld-linux/arekm] has joined #linuxcnc
[16:57:10] <archivist> they usually dont make them that way
[16:57:12] <jdh> I tried an 04.
[16:57:19] <furrywolf> it'd be easy enough to convert with glue logic, but dir hold time might be an issue.
[16:57:21] <furrywolf> dir setup time
[16:57:23] -!- maurris has quit [Client Quit]
[16:57:29] <furrywolf> meh, I'm too tired to be doing electronics.
[16:57:38] <jdh> but the +5/gnd
[16:57:55] <jdh> Lots of drivers will do cw/ccw
[16:58:17] <furrywolf> so you have a controller that outputs cw/ccw? weird. :)
[16:58:25] -!- ktchk [ktchk!~eddie6929@n219079227082.netvigator.com] has parted #linuxcnc
[16:58:27] <jdh> yeah.
[16:58:57] <jdh> and an ancient driver that works with it
[16:59:01] <archivist> I see that form in vfds often (pain in the a)
[16:59:27] <furrywolf> what's the dir setup time on the drive you want to use?
[17:00:17] <furrywolf> if you have a drive with 0 dir setup time, it's trivial glue logic.
[17:01:12] <jdh> the drive I want to use does cw/ccw parker zeta
[17:01:45] <furrywolf> oh, then what's the problem?
[17:01:57] <archivist> an inversion?
[17:02:22] <jdh> right
[17:02:48] <furrywolf> that's not much of a problem. lol
[17:02:59] <furrywolf> I thought you were asking about converting cw/ccw to normal step/dir
[17:03:30] <archivist> getting levels/currents right confuses some
[17:03:38] <jdh> like me
[17:03:43] <archivist> 12v ?
[17:03:51] <jdh> 5v
[17:03:58] <archivist> bothe sides?
[17:04:02] <jdh> yep
[17:04:06] -!- b_b has quit [Remote host closed the connection]
[17:04:48] <archivist> just get the sense right with the correct inversion...or not
[17:05:57] <archivist> a scope is invaluable
[17:06:13] <jdh> I tried a 7404 wit an external 5v ps but only got noise out
[17:06:20] <jdh> with a scope
[17:06:48] <furrywolf> did the supply have a common ground?
[17:06:57] <jdh> I assume if I could get 5v/gnd from the source it would be better
[17:07:00] <furrywolf> also, you should run it off the same supply as the controller if you can.
[17:07:06] <archivist> make sure you have and needed puul up or down
[17:07:08] <jdh> supply haa commin 5
[17:07:15] <archivist> and/any
[17:07:30] <archivist> I bet it is an open collector drive
[17:07:42] <archivist> catches a few out
[17:07:57] <jdh> suggestions?
[17:08:06] <archivist> 1k ish to +5
[17:08:21] <furrywolf> make sure you have a common ground, use 5v from the controller if possible, add appropriate pullups or pulldowns.
[17:08:39] <archivist> down to as low as 330 ohms
[17:09:17] <jdh> I have all common ground
[17:09:23] <furrywolf> also, 74hc >> 74ls, if that's what you were using. (74ls has piss-poor sourcing ability)
[17:09:34] <jdh> but the 5v is not
[17:09:51] <archivist> see rl in the second diagram
http://elearning.najah.edu/OldData/Courses/Course66321/Section0/DA_LOG/TTL/ttl_gate_circuits.htm
[17:09:56] <furrywolf> if you can grab the 5v from the controller, do so
[17:10:50] <furrywolf> even if it involves running a wire out a hole in it. :)
[17:10:57] <jdh> unvolves opening mostly running production equip and solderung
[17:11:41] <furrywolf> ah, I figured this was a nonfunctional project, if it needed new drives.
[17:12:24] <jdh> it drops a few steps every once in a while
[17:12:42] -!- jdqx has quit [Remote host closed the connection]
[17:12:42] <archivist> production gear, usually has a boss shouting too
[17:12:55] <furrywolf> dropping steps could be anything
[17:13:21] <archivist> may be a stepper losing magnetism or machine seizing up
[17:13:31] <jdh> a boost xfrmr on the old drive fixed it for a few years
[17:13:38] <furrywolf> or noise
[17:13:59] <jdh> spins easy. 3 diff motors
[17:14:03] <archivist> helped remove what magnetism was left in the motor
[17:14:42] <archivist> but check everything
[17:15:03] <furrywolf> turn the acceleration and max feedrate down. :)
[17:15:53] <furrywolf> I need more voltage on mine... running at 54VDC, probably look for a new transformer and aim for 70VDC
[17:15:59] <furrywolf> get a few more in/min out of it.
[17:16:29] * archivist wanders off to adjust a door
[17:18:28] -!- MrGoat_ [MrGoat_!8947dc36@gateway/web/freenode/ip.137.71.220.54] has joined #linuxcnc
[17:21:59] -!- just_pink [just_pink!43d228bd@gateway/web/freenode/ip.67.210.40.189] has joined #linuxcnc
[17:22:03] <just_pink> hi
[17:24:03] -!- membiblio has quit [Quit: Leaving]
[17:34:16] -!- FinboySlick has quit [Quit: Leaving.]
[17:52:21] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[18:03:11] -!- igenius4 [igenius4!~ijenius@ip72-199-28-142.sd.sd.cox.net] has parted #linuxcnc
[18:06:18] -!- HardWall has quit [Quit: Leaving]
[18:07:17] -!- Nick001-shop [Nick001-shop!~chatzilla@hrbg-74-46-16-222-pppoe.dsl.hrbg.epix.net] has joined #linuxcnc
[18:09:36] -!- HardWall [HardWall!~HardWall@188.24.91.234] has joined #linuxcnc
[18:10:45] -!- HardWall has quit [Max SendQ exceeded]
[18:10:54] -!- sumpfralle has quit [Ping timeout: 255 seconds]
[18:11:36] -!- HardWall [HardWall!~HardWall@188.24.91.234] has joined #linuxcnc
[18:14:52] -!- HardWall has quit [Remote host closed the connection]
[18:16:06] -!- Simonious has quit [Ping timeout: 260 seconds]
[18:22:23] -!- HardWall [HardWall!~HardWall@188.24.91.234] has joined #linuxcnc
[18:28:46] -!- asheppard has quit [Remote host closed the connection]
[18:29:04] -!- HoppingMadMan [HoppingMadMan!~HoppingMa@189.179.235.90] has joined #linuxcnc
[18:29:05] -!- _eventor [_eventor!~eventor@p5DDD6E16.dip0.t-ipconnect.de] has joined #linuxcnc
[18:29:59] <HoppingMadMan> Hey guys, if anyone is about I have an quick question
[18:31:08] <_methods> shoot
[18:32:08] <HoppingMadMan> Does LinuxCNC support E-CUT controll board
[18:33:07] <JT-Shop> a link would be a help
[18:33:15] <JT-Shop> never hear of ecut
[18:33:15] <CaptHindsight> http://static.amazon.com/Mach3-Motion-Controller-Interface-Breakout/dp/B00KXRXAAW maybe dis?
[18:33:36] <CaptHindsight> looks like USB control card for Mach3
[18:33:42] <HoppingMadMan> http://www.ebay.com/itm/CNC-3-Axis-USB-Motion-Controller-Card-E-CUT-Mach3-Interface-Breakout-Board-1Mhz-/151339046589
[18:33:45] <JT-Shop> heh
[18:34:30] -!- uwe_mobile__ [uwe_mobile__!~uwe@static.88-198-8-117.clients.your-server.de] has joined #linuxcnc
[18:34:31] <CaptHindsight> HoppingMadMan: sorry, looks like NO
[18:34:40] -!- eventor has quit [Read error: Connection reset by peer]
[18:34:41] -!- sanjayb has quit [Ping timeout: 240 seconds]
[18:34:41] -!- Akex_ has quit [Ping timeout: 240 seconds]
[18:34:41] -!- sweenzor has quit [Ping timeout: 240 seconds]
[18:34:44] -!- memleak has quit [Ping timeout: 240 seconds]
[18:34:44] -!- XXCoder has quit [Ping timeout: 240 seconds]
[18:34:45] -!- Praesmeodymium has quit [Ping timeout: 240 seconds]
[18:34:45] -!- uwe_mobile has quit [Ping timeout: 240 seconds]
[18:35:07] <HoppingMadMan> Thanks
[18:35:27] <CaptHindsight> HoppingMadMan: would you care to try a parallel port + breakout board?
[18:35:53] <CaptHindsight> or possibly a very nice PCIe FPGA card?
[18:36:13] <HoppingMadMan> Yeah it is ok guys, I just wanted to make sure
[18:36:32] <CaptHindsight> no problem, it's why we are here!
[18:37:36] <HoppingMadMan> Yeah, I wanted to use CNC linux
[18:39:59] <CaptHindsight> HoppingMadMan: Mesa also has ethernet FPGA cards
[18:40:13] <JT-Shop> sell the ecut
[18:40:24] -!- MrGoat_ has quit [Ping timeout: 246 seconds]
[18:42:57] <CaptHindsight> the E-Cut board has an RJ-somethin jack, reckon its fer serial programming or??
[18:42:58] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-myrzdomtvkghdtmv] has joined #linuxcnc
[18:43:21] <skunkworks> the cheap ebay mpg's seem to work
[18:43:44] <skunkworks> dad ordered a couple. Differential output and everthing. count as fast as I can spin them.
[18:44:05] <skunkworks> (hooked to a 7i92->7i77)
[18:44:24] <skunkworks> 100ppr - 400 count per rev. pretty normal
[18:45:53] <skunkworks> HoppingMadMan,
http://www.cnczone.com/forums/controller-cards/269642-cnc.html
[18:46:31] <CaptHindsight> http://www.cnczone.com/forums/attachments/4/7/1/5/0/6/426584.attach E-Cut manual in Engrish
[18:49:25] <JT-Shop> lol Engrish
[18:49:56] <CaptHindsight> in China they refer to it as Chinglish
[18:50:34] <HoppingMadMan> CaptHindsight You sir are awsome
[18:50:47] <HoppingMadMan> #awesome
[18:51:07] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[18:52:46] -!- Praesmeodymium [Praesmeodymium!~kvirc@c-24-21-129-95.hsd1.or.comcast.net] has joined #linuxcnc
[18:55:14] <skunkworks> need some i/o?
http://pastebin.ca/3080919
[19:01:03] * JT-Shop thinks Sam broke pastebin with so much i/o
[19:02:47] -!- patrickarlt has quit [Remote host closed the connection]
[19:03:46] <_methods> http://www.telegraph.co.uk/news/bbc/11772803/Jeremy-Clarkson-Richard-Hammond-and-James-May-sign-to-Amazon.html
[19:03:49] <_methods> heheh
[19:08:10] -!- nofxx has quit [Ping timeout: 240 seconds]
[19:08:34] -!- nofxx [nofxx!~nofxx@177.106.49.24] has joined #linuxcnc
[19:08:34] -!- nofxx has quit [Changing host]
[19:08:34] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[19:08:49] <skunkworks> http://3dprintingindustry.com/2015/07/30/texas-student-builds-backyard-concrete-3d-printer-everyone/
[19:12:55] <furrywolf> looks like they have some serious repeatability issues.
[19:14:19] <furrywolf> also, I have a hard time thinking they'll be able to make a large structure harden fast enough to not squish the bottom layer, without also hardening in the hopper, unless they're mixing some really hot cement as it's extruded...
[19:30:01] <CaptHindsight> I wonder if it could print cake and frosting?
[19:31:02] <spline> whoa that concrete 3d printer is cool
[19:31:07] <spline> CaptHindsight: yeah since that stays on
[19:31:39] <spline> but he's right on the mixture consistency (if you've ever mixed it) not that many do it anymore since its all premiXed with the right %
[19:32:14] <spline> furrywolf: yeah, that's what I was wondering
[19:32:27] <spline> always wondered if someone would develop a copolymer like it
[19:32:41] <CaptHindsight> it's been done, nothing new here
[19:33:06] <CaptHindsight> go back a few years for all the FDM concrete structures
[19:33:35] <CaptHindsight> ceramic and polymer as also common
[19:33:38] <CaptHindsight> as/is
[19:34:59] <FinboySlick> If done real slow, I imagine something like that would work with clay too. Then you'd have a house out of a single brick ;)
[19:35:07] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[19:36:37] <CaptHindsight> a large biosynthetic tube that you feed water and straw into at one end and clay bricks come out the other
[19:37:11] <FinboySlick> Then you'd also get steak when it's time to dismantle ;)
[19:38:49] <CaptHindsight> from 2010
https://www.youtube.com/watch?v=EfbhdZKPHro
[19:38:55] <FinboySlick> Lotsa bricks:
https://en.wikipedia.org/wiki/Brick#/media/File:Panorama_of_Malbork_Castle,_part_4.jpg
[19:39:35] <CaptHindsight> http://3dprint.com/38144/3d-printed-apartment-building/
[19:40:21] <furrywolf> skip 3d printing concrete and just make a robotic mason... a big pick-n-place robot with a truckload of bricks and a mortar extruder, that then helps the aliens keep the jews in charge of the banks. oh, whoops, wrong masons.
[19:40:54] <CaptHindsight> genetically engineered hemp that weaves itself into the shape of a small home
[19:41:31] <furrywolf> that's the type of thing someone using hemp would think of.
[19:41:48] <XXCoder> CaptHindsight: I remember one of tech found in book (sci fi future one) theres houses grown from coral. in this book it has been hundred years
[19:42:07] <XXCoder> most is normally built but few remaining old coral home is very thick because it never stops growing lol
[19:43:21] <_methods> i didn't know there was a spongebob book
[19:43:32] <XXCoder> lol
[19:43:42] <CaptHindsight> from 08'
http://gizmodo.com/5045863/concrete-jet-printer-gets-caterpillar-funding-print-out-houses-on-the-way
[19:43:43] <_methods> hehe
[19:47:30] <furrywolf> grrr. apparantly the used outback panel I bought for my outback inverters is not what the seller said it is. it was supposed to be for a 24v system, but after doing some research, it's only for 48v systems.
[19:49:31] <furrywolf> the difference being 175A breakers and 2/0 wire vs 250A breakers and 4/0 wire.
[19:50:19] -!- Monk [Monk!8947dc36@gateway/web/freenode/ip.137.71.220.54] has joined #linuxcnc
[19:50:43] Monk is now known as Guest16948
[19:51:17] <furrywolf> I'm willing to put 2/0 wire on a 250A breaker, but I need to buy two 250A breakers, and they're close to $100 each. :(
[20:07:41] -!- skunkworks has quit [Read error: Connection reset by peer]
[20:08:08] -!- eFuchs has quit [Remote host closed the connection]
[20:08:08] -!- tannewt has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[20:11:10] -!- msantana has quit [Ping timeout: 240 seconds]
[20:13:00] -!- almostworking has quit [Quit: Textual IRC Client: www.textualapp.com]
[20:14:58] -!- msantana [msantana!~darkstar@unaffiliated/darkstar] has joined #linuxcnc
[20:32:45] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[20:36:50] -!- Mr_Sheesh has quit [Remote host closed the connection]
[20:38:22] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[20:46:58] -!- almostworking [almostworking!~almostwor@unaffiliated/almostworking] has joined #linuxcnc
[20:47:17] -!- patrickarlt has quit [Remote host closed the connection]
[20:58:24] -!- cmorley has quit [Quit: Leaving.]
[20:59:57] <Deejay> gn8
[21:00:24] -!- Deejay has quit [Quit: bye]
[21:01:48] -!- FinboySlick has quit [Quit: Leaving.]
[21:05:06] -!- toastyde1th [toastyde1th!~toast@pool-71-255-255-251.washdc.fios.verizon.net] has joined #linuxcnc
[21:05:21] -!- furrywolf has quit [Ping timeout: 250 seconds]
[21:05:23] -!- toastydeath has quit [Ping timeout: 250 seconds]
[21:05:24] -!- HoppingMadMan has quit [Ping timeout: 250 seconds]
[21:05:24] -!- Demiurge has quit [Ping timeout: 250 seconds]
[21:05:24] -!- lerman has quit [Ping timeout: 250 seconds]
[21:05:25] -!- Lasper has quit [Ping timeout: 250 seconds]
[21:05:25] -!- HoloPed has quit [Ping timeout: 250 seconds]
[21:05:25] -!- xrr has quit [Ping timeout: 250 seconds]
[21:05:25] Demiurge_ is now known as Demiurge
[21:05:35] -!- Lasper [Lasper!~Lasper@xn--leppnen-8wa.net] has joined #linuxcnc
[21:06:00] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:06:35] -!- HoppingMadMan [HoppingMadMan!~HoppingMa@189.179.235.90] has joined #linuxcnc
[21:07:34] -!- HoloPed [HoloPed!Vice@nat/unlab/x-vjeyfixsaqrpvhpb] has joined #linuxcnc
[21:07:48] -!- kyle__ [kyle__!~kyle@c-67-184-160-37.hsd1.il.comcast.net] has joined #linuxcnc
[21:09:17] -!- xrr [xrr!~quassel@c21-76.uvn.zone.eu] has joined #linuxcnc
[21:10:01] -!- furrywolf [furrywolf!~randyg@108.121.22.31] has joined #linuxcnc
[21:11:37] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[21:15:42] <kyle__> Possibly stupid question: do CNC lathes typically move just cut along the center, or do they move xy & z across the whole surface?
[21:16:17] <furrywolf> they move the same way as a normal length. tool height is fixed.
[21:16:20] <furrywolf> lathe
[21:17:23] <furrywolf> if it moved both ways, then it'd be something closer to a horizontal milling machine than a lathe. :)
[21:17:34] <kyle__> Hrumm.
[21:17:58] <kyle__> How do you cut flat spots on it then? I can do the math for that, but I woulnd' think it would come out very smooth?
[21:18:33] <JT-Shop> a lathe normally doesn't have a Y axis
[21:18:43] <furrywolf> you can do fancy flat spot making, or you can move it to a milling machine. you can also clamp the part to the lathe table and use a cutter in the spindle. or get a turn-mill.
[21:18:44] <archivist> there are a few ways, usually with live tooling
[21:19:09] <JT-Shop> having said that I've seen andypugh cut flats on his lathe but he is very clever
[21:19:11] <furrywolf> andy has demonstrated you can turn a hexagon with linuxcnc. :)
[21:19:32] <kyle__> live tooling == rotary tool in place of a normal cutting tool?
[21:19:33] <archivist> the clever one is a multi tooth cutter contra rotating
[21:20:04] <JT-Shop> it's so clever I don't even know what you said lol
[21:20:51] <archivist> trying to find a vid, its very fast
[21:21:02] <furrywolf> I'll definitely want to try cutting a hexagon once I add spindle encoders.
[21:21:02] <archivist> https://www.youtube.com/watch?v=Qk0RybGyxuc
[21:21:43] <archivist> the method andy was using is the hard way :)
[21:22:00] <kyle__> archivist: Wow.
[21:22:46] <archivist> that method just needs the right number of teeth on the cutter and the right gearing
[21:24:05] <archivist> look at your snapon extension note the straight cut marks on the square
[21:25:34] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[21:25:41] <archivist> another reason linuxcnc wins, gear the cutter spindle to main spindle, dive in
[21:28:19] -!- syyl has quit [Quit: Verlassend]
[21:29:50] <archivist> other method is a servo/indexable spindle and milling
https://www.youtube.com/watch?v=YSR1UbqWgLg
[21:30:32] <CaptHindsight> https://youtu.be/IIQzEDqRYSI?t=3m42s
[21:32:23] -!- chillly has quit [Quit: Ex-Chat]
[21:32:50] <archivist> these days, shove any tooling you fancy on the machine
[21:33:42] <archivist> there is a vid somewhere that add hobbing to the mix
[21:34:01] -!- Guest16948 has quit [Quit: Page closed]
[21:34:07] <SpeedEvil> If only it was easier to move the tool on a lathe in and out at several thousand G
[21:34:10] <CaptHindsight> I need to add a live grinder
[21:34:53] <SpeedEvil> ^without explosives
[21:34:56] <kyle__> Thanks all. Gives me much to think about.
[21:35:18] -!- kyle__ [kyle__!~kyle@c-67-184-160-37.hsd1.il.comcast.net] has parted #linuxcnc
[21:35:38] <CaptHindsight> https://www.youtube.com/watch?v=xcEI31A0pUI live hobber
[21:36:52] <archivist> hob is a little eccentric :)
[21:39:44] <SpeedEvil> That tooling looks reassuringly expensive.
[21:39:55] <CaptHindsight> heh
[21:40:15] <CaptHindsight> have to wait for the right auction
[21:40:30] <malcom2073> Amen to that
[21:41:41] <SpeedEvil> I'm not quite understanding the geometry. Is that cutting a profile which while not straight - ends up straight once you go along the shaft?
[21:42:04] <SpeedEvil> conic sections or something
[21:42:24] <archivist> that is cutting an involute with a rack form hob
[21:42:49] <archivist> it is "generating" the curve
[21:43:30] <archivist> there is a helix/thread on the cutter
[21:43:58] <SpeedEvil> and it's tilted with respect to the spindle axis?
[21:44:23] <archivist> the helix angle
[21:44:40] -!- amiri_ has quit [Ping timeout: 246 seconds]
[21:44:52] <SpeedEvil> I mean the axis of rotation of the helix is not 90 degrees
[21:44:54] <archivist> a standard marking on a hob is that angle
[21:45:16] <SpeedEvil> ah
[21:45:53] <archivist> the head on my machine is rotated to that offset angle to cut a spur gear
[21:47:27] <archivist> a close up of a clock form cutter and blank
http://gears.archivist.info/P9190303.JPG
[21:47:51] <archivist> cycloidal form
[21:51:26] <furrywolf> that's pretty slow for hobbing. the live tooling must not have much torque available.
[21:51:51] <SpeedEvil> Or the lathe can't properly sync at higher speed
[21:52:02] <furrywolf> hobbing on a real hobbing machine is impressively fast
[21:52:13] <archivist> similar speed to the machines I have used
[21:52:33] <SpeedEvil> I guess you probably don't usually want bright blue chips from those.
[21:52:51] <archivist> no the tools costalotto
[21:53:49] <archivist> no skimping on coolant
[21:54:02] <archivist> except for brass
[21:55:54] <furrywolf> hobbing is on my list of things to try once I get spindle encoders and a rotary table.
[21:57:45] <archivist> I did it first at the clockworks, then retrofitted the barber colman, nest on the list is to add it to the 5axis mill
[22:01:32] -!- AGR [AGR!~bosto@99-44-12-226.lightspeed.btrgla.sbcglobal.net] has joined #linuxcnc
[22:05:56] -!- tannewt has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[22:12:04] -!- Abyx has quit [Ping timeout: 244 seconds]
[22:20:32] -!- Simonious [Simonious!~sgoble@h69-21-230-45.mntimn.dedicated.static.tds.net] has joined #linuxcnc
[22:20:39] -!- RealityVoid [RealityVoid!~HardWall@188.24.84.163] has joined #linuxcnc
[22:20:59] -!- HardWall has quit [Read error: Connection reset by peer]
[22:25:04] -!- euridium [euridium!5ead1e8e@gateway/web/freenode/ip.94.173.30.142] has joined #linuxcnc
[22:25:16] <euridium> hello everyone
[22:25:57] <euridium> i am using a linuxcnc on a milling machine, and i am hoping to setup some closed loop spindle speed feedback
[22:26:07] <euridium> is it possible to do this with just a spindle index
[22:26:14] <euridium> with out phaseA?
[22:32:16] -!- Demiurge has quit [Ping timeout: 246 seconds]
[22:32:16] Demiurge_ is now known as Demiurge
[22:35:47] -!- Fernandos has quit [Quit: 🐵 ➾ EXIT ⌨]
[22:36:49] <euridium> quiet in here...
[22:37:08] -!- euridium [euridium!5ead1e8e@gateway/web/freenode/ip.94.173.30.142] has parted #linuxcnc
[22:37:18] -!- euridium [euridium!5ead1e8e@gateway/web/freenode/ip.94.173.30.142] has joined #linuxcnc
[22:37:31] -!- euridium [euridium!5ead1e8e@gateway/web/freenode/ip.94.173.30.142] has parted #linuxcnc
[22:38:35] -!- euridium [euridium!5ead1e8e@gateway/web/freenode/ip.94.173.30.142] has joined #linuxcnc
[22:38:41] -!- pandeiro has quit [Remote host closed the connection]
[22:39:43] <jthornton> what is the spindle feedback going to be used for?
[22:41:20] <euridium> rpm, to set and maintain the spindle set speed
[22:41:28] RealityVoid is now known as HardWall
[22:41:51] <euridium> so, closed loop, rather than open.
[22:43:43] <jthornton> you might be able to do that with one pulse per rev
[22:45:17] <euridium> how many pulses would i need minimum do you think?
[22:45:59] <euridium> i don't want to use the milling spindle for anything complicated, so no point in cutting an encoding disc and using 2 inputs when i only need 1.
[22:46:11] <euridium> that was my thinking at any rate.
[22:46:43] <jthornton> is your spindle drive controlled by LinuxCNC?
[22:47:07] <euridium> yes
[22:47:37] <euridium> step pulse in velocity mode
[22:47:50] -!- _eventor has quit [Ping timeout: 240 seconds]
[22:47:56] <jthornton> I'm guessing the drive is not linear as to why you want to close the loop?
[22:48:12] <euridium> yes,not quite linear
[22:50:10] <jthornton> I think I've seen someone doing that on the forum
[22:51:20] <jthornton> stepgen
http://www.linuxcnc.org/docs/2.7/html/hal/rtcomps.html
[22:51:25] -!- patrickarlt has quit [Remote host closed the connection]
[22:52:08] <jthornton> gotta run, good luck
[22:54:38] <euridium> thanks
[22:54:45] -!- euridium has quit [Quit: Page closed]
[22:59:49] -!- nofxx has quit [Ping timeout: 252 seconds]
[23:00:22] -!- nofxx [nofxx!~nofxx@177.106.25.28] has joined #linuxcnc
[23:00:22] -!- nofxx has quit [Changing host]
[23:00:22] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[23:06:34] -!- asdfasd has quit [Ping timeout: 246 seconds]
[23:08:40] -!- Roguish has quit [Quit: ChatZilla 0.9.91.1 [Firefox 39.0/20150630154324]]
[23:17:12] -!- rob_h has quit [Ping timeout: 264 seconds]
[23:17:34] -!- rob_h [rob_h!~robh@90.202.237.134] has joined #linuxcnc
[23:31:02] -!- phantoxeD [phantoxeD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[23:32:35] -!- HardWall has quit [Read error: Connection reset by peer]
[23:34:50] -!- phantoneD has quit [Ping timeout: 260 seconds]
[23:39:04] -!- bkboggy has quit [Quit: Leaving]
[23:39:42] -!- memleak has quit [Quit: mlg 420 blaze it 360 no scope FHRITP]
[23:42:38] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:45:19] -!- leptonix_ has quit [Ping timeout: 246 seconds]
[23:55:33] <furrywolf> grrrrr. I ordered a twistlock plug on ebay. I got a 50A circuit breaker.
[23:55:59] <zeeshan|2> i dont see the prob??
[23:56:02] <zeeshan|2> its not rated for 50A?
[23:56:39] <furrywolf> no. I mean, rather than a twistlock plug, there's a circuit breaker in the box.
[23:57:11] <zeeshan|2> wire up a receptacle :P
[23:57:12] <zeeshan|2> lazy
[23:57:55] -!- gonzo_nb has quit [Remote host closed the connection]
[23:58:28] <furrywolf> ... you're not getting what I said. I ordered a twistlock connector. You know, a plug. Instead of getting a plug, I got a circuit breaker, an item only related by the fact that it carries electricity.
[23:58:34] <furrywolf> I didn't get any kind of plug.
[23:58:53] <zeeshan|2> http://www.kijiji.ca/v-tool-other/hamilton/6x6-square-level/1091190048?enableSearchNavigationFlag=true
[23:58:54] <zeeshan|2> bahahahahah
[23:58:57] <zeeshan|2> this is apparently usa made
[23:59:01] <zeeshan|2> with a big ass SHARS on it
[23:59:14] <zeeshan|2> furrywolf: ohhhhhh!
[23:59:24] <zeeshan|2> i was thinking completely different
[23:59:58] <furrywolf> Someone obviously picked the wrong item off the shelf or something.
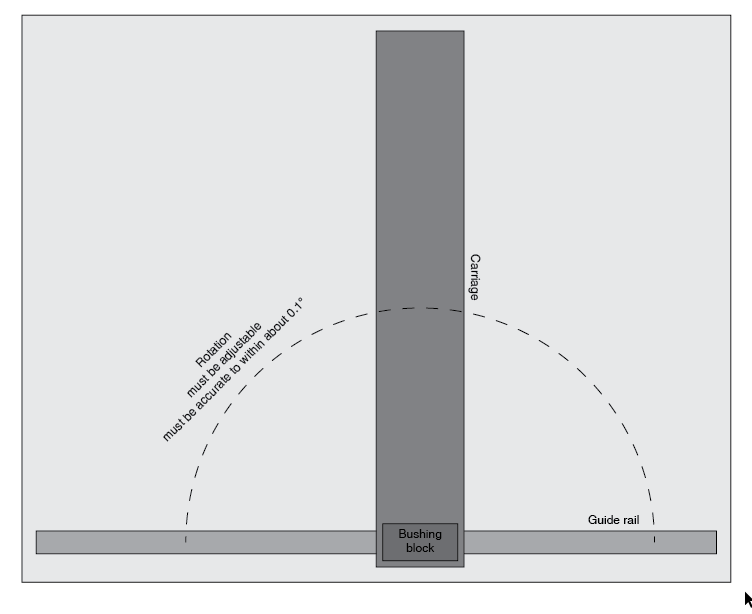{kind=link}
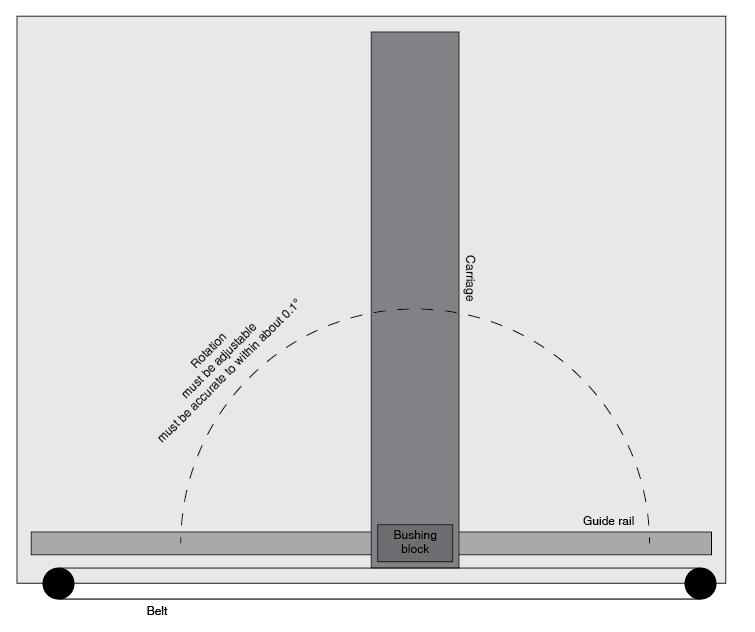{kind=link}
{kind=link}
{kind=link}
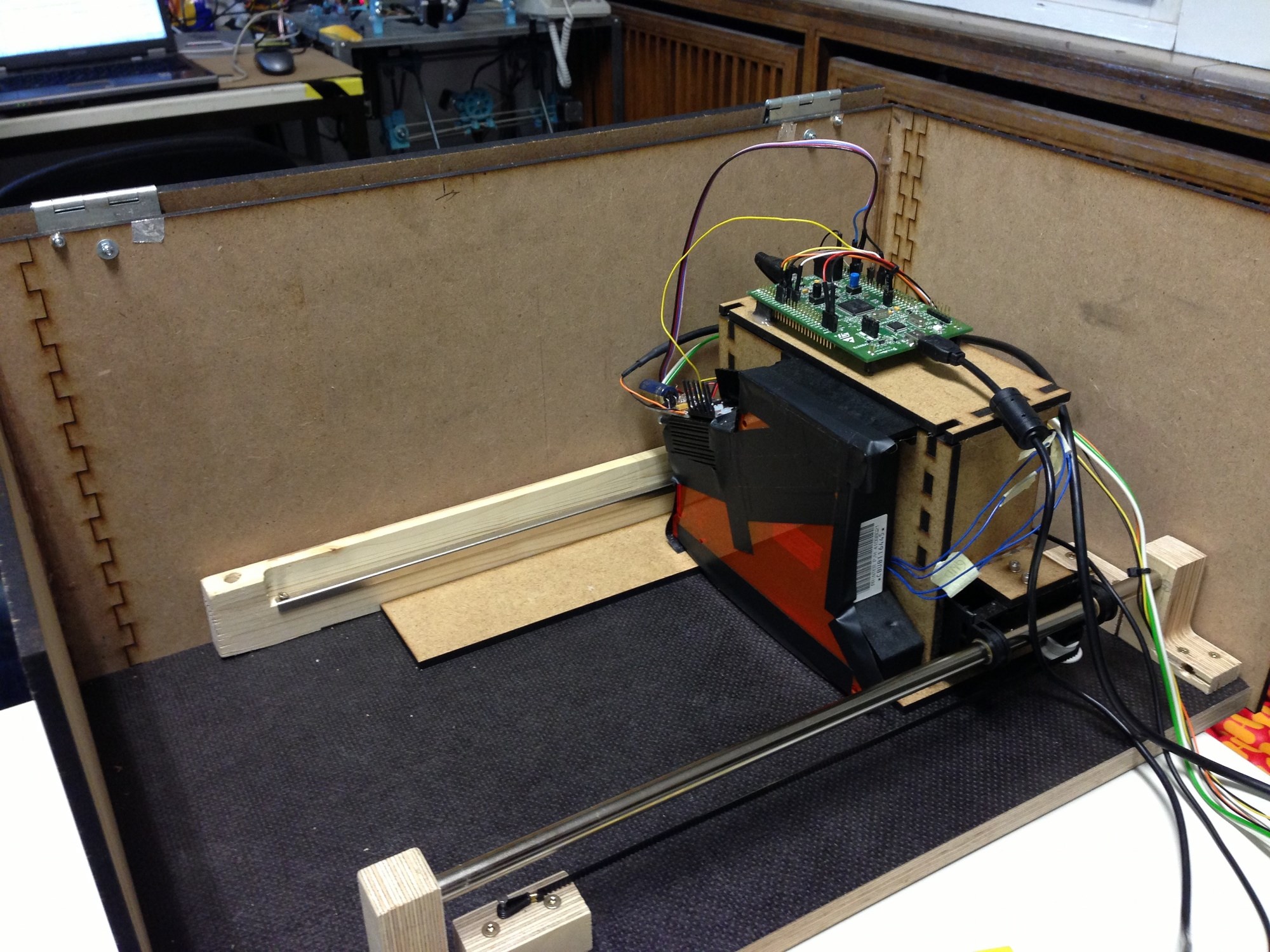{kind=link}
{kind=link}
{kind=link}
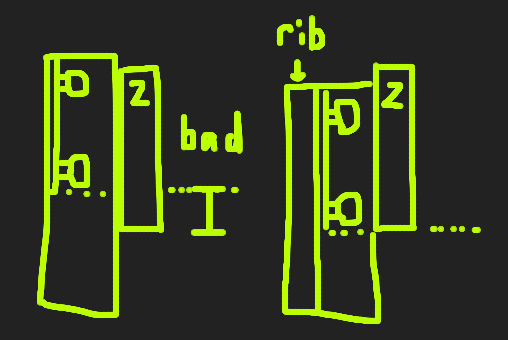{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}