Back
[00:00:49] <_methods> some times you get lucky with that harbor fright stuff
[00:00:56] <_methods> some times you don't lol
[00:06:17] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[00:09:12] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[00:13:33] -!- furrywolf has quit [Read error: No route to host]
[00:14:59] -!- asdfasd has quit [Ping timeout: 264 seconds]
[00:22:34] -!- Roguish has quit [Quit: ChatZilla 0.9.91.1 [Firefox 39.0/20150630154324]]
[00:24:36] <PetefromTn_> It's kinda deaaad in here today
[00:24:49] <CaptHindsight> _methods: I always hear about how the castings of HF tools tend to break catastrophically
[00:25:50] <CaptHindsight> the sheet metal brakes sometimes go with a bang
[00:26:34] <_methods> i was barely crankin on it and it broke
[00:26:57] <CaptHindsight> _methods: did any pieces fly off? or did it just snap?
[00:27:00] -!- Loetmichel2 [Loetmichel2!~cylly@p54B1041B.dip0.t-ipconnect.de] has joined #linuxcnc
[00:27:08] <_methods> i just kinda broke
[00:27:15] <_methods> really anticlimactic lol
[00:27:42] <CaptHindsight> I looked through 3 boxes of shop presses to find the one I took home
[00:27:54] <_methods> i was babying it at first
[00:27:54] <CaptHindsight> this was the only one with good welds
[00:27:59] <_methods> it kept bogging down
[00:28:16] <_methods> but then i figured i'd see how far i could push it........that didnt get me far lol
[00:28:29] <CaptHindsight> then I drag it back and find out that the return springs won't fit since the spacing was too tight :)
[00:28:30] -!- Loetmichel has quit [Ping timeout: 248 seconds]
[00:28:52] <CaptHindsight> good welds but it the wrong spots
[00:28:56] <_methods> the hyraulic press?
[00:29:02] <CaptHindsight> yeah
[00:29:02] <_methods> or the press brake they sell?
[00:29:06] <_methods> ah yeah
[00:29:21] <CaptHindsight> 40 ton hydraulic
[00:29:36] <_methods> it's definitely hit or miss
[00:29:39] <_methods> mostly miss lol
[00:29:44] <CaptHindsight> yeah
[00:29:56] <CaptHindsight> i buy the cheap batteries for my calipers there
[00:30:04] <CaptHindsight> 10-20 for $2
[00:30:11] <_methods> oh wow
[00:30:15] <_methods> yeahthat's super cheap
[00:30:50] <PetefromTn_> I bought my little vacuum pump there and it works pretty decent
[00:31:01] <_methods> their shitty cup guns aren't too bad
[00:31:09] <_methods> as long as you keep them really clean
[00:31:18] <CaptHindsight> I've only gotten lucky with a compound miter saw but I got a blade that cost more than the saw for cutting extrusions
[00:31:20] <PetefromTn_> but EVERY other electric hand power tool I ever bought there was a BIG STINKING PILE OF DOG DUNG!!
[00:31:36] <PetefromTn_> _methods It's funny you say that
[00:31:39] <_methods> i haven't bought too many electric tools from them
[00:31:47] <PetefromTn_> I have a couple name brand pro spray guns
[00:31:51] <CaptHindsight> I borrowed a band saw from HF
[00:32:00] <CaptHindsight> lasted 3 hours
[00:32:07] <PetefromTn_> and I bought a cheap pro model standard cup paint gun from HR
[00:32:09] <PetefromTn_> HR
[00:32:11] <PetefromTn_> HF
[00:32:12] <PetefromTn_> LOL
[00:32:17] <_methods> hah i bought that $200 horizontal band saw
[00:32:24] <_methods> i've been very happy with it so far
[00:32:28] <PetefromTn_> and it is probably the best most durable paint gun I ever used
[00:32:41] <_methods> yeah their cup guns are actually not horrible
[00:32:47] <_methods> but you do have to keep them clean
[00:32:49] <PetefromTn_> my 7x12 bandsaw I think is a HF model and it kicks ass
[00:33:04] <_methods> yeah i got the little 4x7 saw
[00:33:13] <PetefromTn_> I bought an air brush from there twice and both sucked
[00:33:15] <CaptHindsight> 1/8" short TI coated double end drill bits
[00:33:37] <PetefromTn_> now I got a quality pair and I am much happier LOL
[00:33:40] <_methods> you bought drill bits there?
[00:33:42] <CaptHindsight> I use them for SS since they are so short and are 10 for $5
[00:33:48] <_methods> hmmm
[00:33:52] <CaptHindsight> those are the only ones :)
[00:33:57] <_methods> ive never even given their bits a 2nd look
[00:34:02] <PetefromTn_> 10 minutes to fresh baked cookies!!
[00:34:06] <_methods> i figured they were made out of alum or something lol
[00:34:23] <PetefromTn_> I started my machining hobby with one of their drill sets
[00:34:26] <CaptHindsight> I chuck these so only 1/4" sticks out
[00:34:36] <PetefromTn_> and I just replaced the ones I munched with quality ones as i went along
[00:34:42] <CaptHindsight> good for poking holes in sheet for fasteners
[00:35:15] <PetefromTn_> https://knoxville.craigslist.org/tls/5123236656.html Hmmm
[00:36:19] <zeeshan> jeez that is expensive for that tool box!
[00:36:31] <PetefromTn_> it comes with all the tools
[00:36:43] <zeeshan> still looks expensive for what it comes with
[00:37:03] <_methods> wow
[00:37:05] <_methods> good deal
[00:37:22] <_methods> jo blocks, pin gages, height gages
[00:37:24] <_methods> score
[00:37:41] <PetefromTn_> yeah and indicators galore and boring heads, angle gauges
[00:38:20] * zeeshan doesn't know anything
[00:38:25] * zeeshan only buys a tool box once a month
[00:38:27] <zeeshan> :D
[00:38:34] <malcom2073> I hope my work starts auctioning all the crap they are trying to get rid of
[00:38:44] <malcom2073> we have a set of kennedy rollarounds
[00:38:46] <_methods> big money in that box
[00:38:54] <PetefromTn_> I wouldn't pay $2k for it but I don't think it is a terrible deal really
[00:38:59] <zeeshan> that box here would go for 550
[00:39:03] <zeeshan> w/ all those tools
[00:39:11] <_methods> well the bottom and top box is what $800
[00:39:11] <zeeshan> maybe stuff is expensive in Tn?
[00:39:13] <_methods> by itself
[00:39:21] <PetefromTn_> it really depends on the name brands of the tools inside it
[00:39:32] <_methods> no just the kennedy boxes
[00:39:34] <malcom2073> I need to put my lathe up on craigslist
[00:39:42] -!- patrickarlt has quit [Ping timeout: 248 seconds]
[00:39:57] <PetefromTn_> what kinda lathe?
[00:40:06] <malcom2073> 30's southbend 9c
[00:40:28] <tiwake> how much?
[00:40:34] <malcom2073> Still trying to figure that out
[00:40:42] <PetefromTn_> where is ya?
[00:40:47] <malcom2073> South central PA (york pa)
[00:40:57] <zeeshan> the bottom cabinet is a kennedy 277b
[00:41:02] <zeeshan> retail is 750 usd for that
[00:41:26] <malcom2073> It's decent, the ways have a bit of wear on them but very minimal so couldn't consider it perfect. Has a bunch of tooling though, steadyrest, live/dead centers,
[00:41:45] <zeeshan> the top looks like a model 520
[00:41:50] <zeeshan> $300~ usd retail
[00:41:58] <_methods> those things go for decent money to hobbiest crowd
[00:42:13] <_methods> its easier to sell those little lathes i think sometimes
[00:42:19] <malcom2073> Yeah, it's a two man lift
[00:42:21] <malcom2073> Which is nice
[00:42:49] <_methods> well i saw an atlas go for $1500 the other day
[00:43:36] <malcom2073> That's what I'm thinking, maybe asking $1500-%2k
[00:43:45] <malcom2073> has a three and four jaw chuck too
[00:43:46] <PetefromTn_> I wouldn't mind having a nice little vintage lathe to mess with as a second lathe in the shop
[00:43:52] <malcom2073> Really the big seller is it's all tooled up
[00:43:56] <zeeshan> http://www.kijiji.ca/v-tool-storage-bench/city-of-toronto/kennedy-tool-box-stack-4-boxes-including-roller/1077898014?enableSearchNavigationFlag=true
[00:44:19] <_methods> well i'd start at $2k
[00:44:27] <_methods> that way you got wiggle room
[00:44:45] <malcom2073> Think having a link to a youtube video of it cutting wouldbe beneficial? Or no real effect?
[00:44:46] <CaptHindsight> http://www.harborfreight.com/media/catalog/product/cache/1/image/9df78eab33525d08d6e5fb8d27136e95/i/m/image_23124.jpg
[00:44:53] <_methods> i picked my atlas 10f up for $500
[00:44:57] <PetefromTn_> you really think it is worth $2k? not bagging on it just asking
[00:44:58] <_methods> but i got lucky
[00:45:05] <malcom2073> PetefromTn_: I really have no idea
[00:45:08] <CaptHindsight> http://www.harborfreight.com/quickview/index/index/id/1800/
[00:45:12] <malcom2073> I've seen lathes of similar sizes go for ALL sorts of prices
[00:45:14] <_methods> yeah they can go for $2k easy because of the old man thing
[00:45:18] <malcom2073> Yeah
[00:45:20] <_methods> old man tinkering in garage
[00:45:27] <_methods> they love those things
[00:45:30] <malcom2073> You get a guy in his 70's who used to use one back in the day, wants something small and familiar
[00:45:33] <PetefromTn_> I mean if it is REALLY REALLY NICE and clean probably
[00:45:46] <malcom2073> The other thing, it's a southbend, people are weird about the name for some reason.
[00:45:46] <PetefromTn_> Cookies are done cooking ;)
[00:45:57] <malcom2073> I got a grizzly 12x37, that is apparently worth less
[00:46:20] <PetefromTn_> I really like that 12x37 is it the belt drive one?
[00:46:26] <malcom2073> Yeah
[00:46:28] <malcom2073> 9242 or something?
[00:46:34] <PetefromTn_> Those are great little lathes I think
[00:46:41] <_methods> i just scored the dumore toolpost grinder for my atlas at last auction i went to for $50
[00:46:41] <malcom2073> Little heh
[00:46:49] <_methods> so now it has every attachment
[00:46:57] <PetefromTn_> _methods jeez man you and the auctions are gonna kill me
[00:47:02] <_methods> hahah
[00:47:02] <malcom2073> Got it for $250, BARELY used
[00:47:03] <_methods> yeah man
[00:47:31] <_methods> i'm always watching the auctions
[00:47:33] <PetefromTn_> I would love to find another cheap 12x36 lathe like I sold I sure miss it
[00:47:36] <malcom2073> Plus both steady rests, both chucks, tooling, and a manual mill rotary axis which was for some reason grouped in it
[00:47:45] <malcom2073> I love auctions
[00:47:48] <zeeshan> doesn't paying the buyers premium making auctions expensive?
[00:47:48] <_methods> im always on the lookout for my 10ee
[00:47:49] <malcom2073> especially local,badly advertized ones
[00:47:52] <_methods> one day ill find her
[00:47:55] <malcom2073> _methods: My dad has a 10ee... :)
[00:48:02] <malcom2073> He wants good money for it though
[00:48:07] <_methods> lalalallalalallaalla i don't want to hear it
[00:48:17] <_methods> yeah they go for big money
[00:48:19] <malcom2073> I'll call you in 40 years when he dies and I have to auction it off haha
[00:48:23] <_methods> heheh
[00:48:38] <_methods> im lookin for a cincinnati #1 horizontal now
[00:48:50] <malcom2073> ohhh
[00:48:52] <malcom2073> wait one
[00:49:02] <_methods> i just missed one 2 auctions back
[00:49:11] <_methods> i chickened out at $600
[00:49:21] <_methods> i think someone got it for like $800
[00:49:41] <malcom2073> Nice
[00:49:52] <_methods> theres a steinel in jacksonville i've been lookin at
[00:49:56] <malcom2073> http://paradiseequipment.com/communities/1/000/001/517/391//images/10160710.jpg
[00:49:59] <malcom2073> That's up at auction friday
[00:50:01] <_methods> but i' don't want to pay $1800
[00:50:03] <malcom2073> prolly go for less than $500
[00:50:13] <_methods> yeah thats too big
[00:50:19] <_methods> looks like a #2
[00:50:21] <malcom2073> Nonsense
[00:50:28] <malcom2073> http://paradiseequipment.com/communities/1/000/001/517/391//images/10160722.jpg
[00:50:30] <_methods> i'd love to have that
[00:51:17] <malcom2073> What's that last one?
[00:51:32] <_methods> i think its a #2 also
[00:51:49] <malcom2073> Wtf:
http://paradiseequipment.com/communities/1/000/001/517/391//images/10160702.jpg
[00:51:54] <malcom2073> Two spindles, one horizontal one vertical?
[00:52:23] <_methods> http://www.ebay.com/itm/Steinel-Horizontal-Milling-Machine-with-Jet-Rotary-Table-/201381217598
[00:52:27] <malcom2073> Anyway, each of those will go for either $2k+, or less than $500, depending on if there is anyone there *actually* interested in it
[00:52:34] <_methods> thats the one i've been dreaming about
[00:52:37] <PetefromTn_> jeez that is a MONSTER
[00:52:50] <malcom2073> They have these auctions every month
[00:52:55] <malcom2073> and every month they have a whole warehouse of HUGE machines
[00:52:57] <malcom2073> It's awesome
[00:53:06] <malcom2073> I should take my camera and just start documenting
[00:53:14] <_methods> but i don't see the overarm for that steinel
[00:53:15] <PetefromTn_> that gorton is awesome
[00:54:27] <_methods> yeah i'd love to have either
[00:54:45] <_methods> we got a #2 cinci vertical at work
[00:54:49] <_methods> that thing is a hawg
[00:55:05] <_methods> just way too big for my tiny garage
[00:55:06] <PetefromTn_> as I understand it they usually have BIG motors on them
[00:55:14] <PetefromTn_> 20-30 horse
[00:55:17] <_methods> oh man monsters
[00:55:31] <PetefromTn_> I probably couldn't run one here
[00:55:32] <malcom2073> Hah wow
[00:55:32] <_methods> look at the motor on the knee of that gorton
[00:55:48] <malcom2073> I'm sure that machine is deceptivly big
[00:55:52] <malcom2073> Pictures never do those machines justice
[00:56:06] <PetefromTn_> I once saw one of those big Cincinatti HV models in person...they are HUGE
[00:57:24] <_methods> http://www.ebay.com/itm/Cincinnati-No-3-Universal-Horizontal-Milling-Machine-25784-/252011390996?pt=LH_DefaultDomain_0&hash=item3aad0ca814
[00:57:29] <_methods> that's a cinci #3
[00:57:45] <malcom2073> Yeah they had one of those there a few months ago, massive
[00:57:55] <PetefromTn_> 10k lbs!!
[00:58:03] <_methods> thats pretty close to the same size of that gorton i bet
[00:58:25] <malcom2073> http://paradiseequipment.com/communities/1/000/001/517/391//images/10144863.jpg
[01:02:49] <zeeshan> man
[01:02:54] <zeeshan> all those holders
[01:02:57] <zeeshan> seksi
[01:03:06] <zeeshan> are those cat50
[01:03:08] <zeeshan> they dont look like #40
[01:03:53] <malcom2073> Unknown
[01:03:59] <malcom2073> Mine is 30 iirc
[01:04:03] <malcom2073> so useless to me if so
[01:04:17] <malcom2073> 3-4 lots of different random holders
[01:04:26] <zeeshan> can i has
[01:04:28] <zeeshan> :-)
[01:05:04] <malcom2073> zeeshan: Come on up :-P
[01:05:05] <malcom2073> http://paradiseequipment.com/communities/1/000/001/517/391//images/10125795.jpg
[01:05:09] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[01:05:19] <zeeshan> k&t
[01:05:19] <zeeshan> nice
[01:05:27] <PetefromTn_> now I could use that machine
[01:05:40] <malcom2073> PetefromTn_: Only 9 hours from you :-P
[01:05:55] <zeeshan> that table needs some evaporust!!
[01:05:58] <PetefromTn_> might as well be on pluto
[01:06:00] <zeeshan> (ps that stuff works GREAT)
[01:06:14] <malcom2073> zeeshan: I used evaporust on my ways, worked wonderful, they cleaned right up
[01:06:17] <zeeshan> pete you watching the pluto phone home?
[01:06:23] <zeeshan> on ustream
[01:06:28] <zeeshan> it starts in 24 min
[01:06:38] <zeeshan> malcom2073: its some sorcery
[01:06:39] <zeeshan> how it works
[01:06:46] <zeeshan> i had craters of rust on some of the tools i got
[01:06:50] <zeeshan> i thought i'd clean and sell em
[01:06:55] <zeeshan> but i kept em cause they turned out so well!
[01:07:05] <zeeshan> i had one scale that you couldnt even read the numbers
[01:07:12] <PetefromTn_> yeah its awesome...TOTALLY awesome
[01:07:36] <zeeshan> ive never owned real american/canadian made pipe wrenches before
[01:07:58] <zeeshan> boy they are of a different quality in comparison to the garbage from china
[01:08:09] -!- greg___ [greg___!4b1b664f@gateway/web/freenode/ip.75.27.102.79] has joined #linuxcnc
[01:13:18] -!- furrywolf [furrywolf!~randyg@108.121.105.149] has joined #linuxcnc
[01:13:46] <furrywolf> well, the welder looks nice, but it's AC only... I'll probably fix it and craigslist it.
[01:13:55] <zeeshan> tig?
[01:14:22] <furrywolf> a miller 250A welder-generator, 2-cylinder Onan engine.
[01:15:18] <furrywolf> he said it has no spark, and he spent two weeks working on it and couldn't make it spark.
[01:15:35] <furrywolf> I don't see how you can be quite so incompetent, since I could rebuild the entire engine in substantially less than two weeks. lol
[01:17:37] <furrywolf> I'll poke at it after resting. made my back worse unloading it.
[01:17:47] * zeeshan needs to drill 1/32 holes
[01:17:48] -!- archivist_herron has quit [Ping timeout: 264 seconds]
[01:17:48] <zeeshan> hmmm
[01:17:53] <malcom2073> I have an old onan generator, I like those motors
[01:18:09] <malcom2073> If it's an older one, the points system is probably gone, they're hell to keep running
[01:18:28] <furrywolf> define "gone".
[01:18:39] <malcom2073> Worn down
[01:18:42] <furrywolf> I've yet to find points that couldn't be fixed for under $5...
[01:18:45] <malcom2073> the "points" of the points eventually degrade
[01:18:59] <furrywolf> yeah, but I figure in two weeks he would have noticed that.
[01:19:08] <malcom2073> The rest of the components in my points box were rotted out, I need to ust replace it alltogether
[01:19:16] <furrywolf> first thing I'm going to check is the wiring, then I'll make sure the points are actually moving, and the little plunger isn't stuck.
[01:19:29] <malcom2073> Yeah
[01:19:54] <furrywolf> but first, rest. my back was way too crunched to do that.
[01:20:41] <furrywolf> I think the only locan onan dealer went out of business last year, so if it does need parts, I'll have to order online.
[01:20:43] <furrywolf> local
[01:20:58] <malcom2073> They're owned by a bigger motor company now
[01:21:00] <malcom2073> I forget who
[01:21:06] <furrywolf> Cummins
[01:21:21] <malcom2073> yeah
[01:21:25] <furrywolf> and it's the local cummins dealer that closed, and they were the only onan dealer too.
[01:21:54] <malcom2073> Damn
[01:22:21] <zeeshan> furrywolf: you got too many projects!
[01:22:23] <furrywolf> now, I heard this second-hand, I haven't verified it personally.
[01:22:28] <furrywolf> zeeshan: yes.
[01:22:34] <furrywolf> zeeshan: send me more money so they go quicker.
[01:22:45] <malcom2073> You may have more than me
[01:22:46] <zeeshan> my payment is only in excess tools!
[01:22:50] <malcom2073> to which, I tip my hat, and send my condolences
[01:22:56] <malcom2073> I'll take your excess tools!
[01:23:06] <zeeshan> http://i.imgur.com/3S8znup.jpg
[01:23:09] <zeeshan> these are my excess tools
[01:23:15] <zeeshan> i think im gonna keep the caliper though
[01:23:18] <zeeshan> the mitutoyo
[01:23:26] <zeeshan> im really liking using it over digital
[01:23:43] <malcom2073> I like it because it makes me *think*
[01:23:45] <malcom2073> more than digital does
[01:23:47] <furrywolf> heh. someone stole my dial caliper.
[01:23:55] <zeeshan> theres no thinking involved man!
[01:23:57] <zeeshan> =D
[01:24:01] <malcom2073> Oh man I've been using DRO, and I had to do a normal mill today
[01:24:03] <malcom2073> It hurt my head
[01:24:10] <zeeshan> like dials?
[01:24:10] <zeeshan> haha
[01:24:13] <malcom2073> Haha yeah
[01:24:13] <zeeshan> that shit is terrible dude
[01:24:31] <malcom2073> We need to strip the DRO off our one mill, sell it, and stick it on the bridgeport, then we'll be set
[01:24:33] <zeeshan> http://i.imgur.com/umAcnrL.png
[01:24:38] <zeeshan> furrywolf: can you tell what im trying to make?
[01:24:52] <malcom2073> I tried to click-rotate
[01:24:58] <zeeshan> LOL
[01:25:02] <zeeshan> i do that too sometimes on 3d images
[01:25:39] <furrywolf> a new clamp for your polymer samples?
[01:25:50] <zeeshan> well its the same clamp
[01:26:00] <zeeshan> im trying to make a diffuser for the air
[01:26:06] <zeeshan> if im going at high pressure ramp rates
[01:26:13] <zeeshan> sometimes it blows up the sample w/ the beam of air
[01:26:14] <zeeshan> lol
[01:26:24] <furrywolf> heh, you're worried the air jet is causing enough stress to affect it?
[01:26:26] <zeeshan> im trying to redirect the air away from the pole
[01:26:30] <zeeshan> im not worried man
[01:26:32] <zeeshan> its happened already
[01:26:34] <furrywolf> you can buy sintered brass mufflers very cheaply
[01:26:40] <zeeshan> yea but no room to fit
[01:26:46] <furrywolf> at any industrial automation shop
[01:26:55] <zeeshan> https://encrypted-tbn2.gstatic.com/images?q=tbn:ANd9GcTJ_-7yOnb3fkW4b3nvOThCT2PFyUYga_CsTOrnu165j_JoRXVMBayrsA
[01:26:58] <zeeshan> they are too tall
[01:27:01] <furrywolf> no room? I have tiny ones with 10-32 thread... :P
[01:27:07] <PetefromTn_> another batch of cookies getting ready to go in the oven!! hehehe
[01:27:26] * furrywolf hides in pete's kitchen waiting for the cookies to be done
[01:28:13] <furrywolf> I think the only desert I have right now is a box of whole wheat fig bars.
[01:28:34] <zeeshan> home some white macadamia nut cookies
[01:28:38] <zeeshan> *home = have
[01:28:42] <PetefromTn_> you might not like biting these cookies...they are kinda HARD
[01:28:50] <zeeshan> pete likes it hard
[01:29:00] <PetefromTn_> har har he har
[01:29:21] <furrywolf> bah, so you're making brackets, not cookies? that's no fun!
[01:29:29] <zeeshan> oh
[01:29:29] <zeeshan> wtf
[01:29:31] <zeeshan> youre anodizing
[01:29:34] <greg___> I spent monday rewiring the Emco for single phase. It should work. I spent today trying to figure out how to get 240 into the garage.
[01:29:34] <zeeshan> i really thought you were making cookies
[01:29:35] <zeeshan> hahaha
[01:29:44] <PetefromTn_> hehe
[01:29:49] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[01:30:00] <greg___> machinists don'treally make cookies
[01:30:04] <furrywolf> also, are you sure they're hard? you're only doing type II, not III. :P
[01:30:11] <zeeshan> greg___: you run 3 wires
[01:30:12] <PetefromTn_> hard enough
[01:30:32] <furrywolf> zeeshan-lab: FOUR! ground and neutral! :P
[01:30:32] <greg___> try chasing which conduit runs make it to the outlet you want to use
[01:30:38] <zeeshan> http://www.space.com/17933-nasa-television-webcasts-live-space-tv.html
[01:30:40] <zeeshan> guys its starting
[01:30:49] <zeeshan> no need for neutral for motor
[01:30:49] <furrywolf> and what is it?
[01:30:53] <zeeshan> PLUTO
[01:31:19] <furrywolf> sure, the motor might not need it... what about the controls? or when you decide to stick a light to it? or a coolant pump? etc. :P
[01:31:23] * furrywolf always runs all four wires
[01:31:26] <greg___> 4 wires for 240 single phase?
[01:32:08] <furrywolf> Hot, Hot, Neutral, Ground... if you're absolutely sure you'll never, ever want to run a 120V load off the same wiring, you can skip the neutral.
[01:32:26] <greg___> everything inside is 240V
[01:32:31] <zeeshan> who you calling hot
[01:32:36] <zeeshan> its l1 and l2
[01:32:38] <zeeshan> !
[01:32:54] <furrywolf> Any non-earthed conductor is "hot".
[01:33:06] <zeeshan> that is not waht the ladies say to me
[01:33:20] <greg___> The coolant pump is 3P but I'm not using it, probably use it for the lathe with a VFD,
[01:33:37] <zeeshan> greg___: i used a vfd for my coolant pump
[01:33:44] <zeeshan> but honestly it's cheaper to just buy another
[01:33:51] <zeeshan> its always going to be at constant speed
[01:34:00] <furrywolf> don't worry, no one calls me hot either.
[01:34:03] <zeeshan> and it'll need to go through a contactor which you can switch with a relay
[01:35:22] <greg___> the contactor is there, but the pump was never hooked up.
[01:35:45] <greg___> If i decide to use coolant i'll find a single phase pump
[01:36:30] <zeeshan> i wasted a vfd on the coolant pump
[01:36:34] <greg___> so tmr pulling 50 ft of 12AWG to an outlet.
[01:36:35] <zeeshan> im not even gonna be using flood coolant
[01:36:41] <zeeshan> gonna be using mist coolant
[01:36:52] <zeeshan> greg___: what kind of machine?
[01:37:02] <greg___> emco pc mill 125
[01:37:06] <zeeshan> oo nice
[01:37:39] <greg___> should be a decent machine
[01:37:44] <zeeshan> how much doe sit weigh
[01:37:51] <greg___> ~1200lb
[01:37:56] <zeeshan> very nice
[01:38:11] <greg___> it's small but has 10 tools
[01:39:42] <greg___> saw this one on thEbay today
http://www.ebay.com/itm/261965644911
[01:39:58] -!- patrickarlt has quit [Ping timeout: 248 seconds]
[01:40:06] <greg___> that machine with the 10KRPM spindle would be perfect
[01:40:41] <greg___> but that money will buy a lotin a heavier machine
[01:53:03] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[01:53:03] -!- Tecan has quit [Changing host]
[01:53:03] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[01:55:23] <PetefromTn_> I must say that after SEVERAL anodizing runs now using this power supply and the shunt MV reading setup the unit is pretty consistent. I mean I almost never have to make fine adjustments of the current during the 2 hour runs
[01:55:48] <greg___> do you think the current meter was off from the start?
[01:56:45] <PetefromTn_> well right now the shunt is reading 41mv on the 47.5" distance and the meter itself is showing anywhere from .9 to 1.0 amps
[01:56:58] <greg___> current should be within a few percent with temperature anyway, whatever temperature coefficient of the shunt is anyway.
[01:57:04] <PetefromTn_> I THINK the actual current is somewhere around 4 amps now
[01:57:06] <zeeshan> http://www.businessinsider.com/first-high-resolution-image-of-plutos-surface-2015-7
[01:57:10] <zeeshan> pluto has a heart!
[01:57:57] <PetefromTn_> I don't remember the formula Furrywolf used to determine the actual current
[01:58:09] <zeeshan> using the current shunt?
[01:58:11] <greg___> same one I was going to use
[01:58:29] <greg___> sorry i had to run, furry took care of you
[01:58:57] <greg___> I have a couple shunts like that I used for rc model stuff
[01:59:03] <PetefromTn_> yeah
[01:59:45] <greg___> i've been thinking about buying a DC clamp meter for like 10 years now
[02:01:20] <greg___> I made a blade fuse adpater to plug in the shunt when i was into car stereo
[02:01:25] <furrywolf> well, somehow, in two weeks of trying to fix the welder, the previous owner didn't identify a set of dirty, sticky points.
[02:02:03] <furrywolf> because, you know, the MOST COMMON PROBLEM is hard to identify.
[02:02:18] -!- kwallace has quit [Quit: Leaving.]
[02:02:35] <greg___> happens. I bought a supposedly dead Dyson vacuum for $20 when just need a good cleaning, like new.
[02:03:06] <greg___> was goign to rob the hose for ours
[02:03:25] <furrywolf> he's a reasonably competent mechanic, said he spent two weeks trying to figure out why it has no spark... looks like he replaced the points... but didn't identify that the little rocker arm was stuck in place. lol
[02:04:02] <greg___> the dyson was crammed with dog hair and carpet powder
[02:04:05] <furrywolf> two drops of penetrating oil and working it back and force with a screwdriver a bunch of times, then running a bit of stiff paper between the contacts, and it runs great.
[02:04:58] <PetefromTn_> http://www.scienceshareware.com/bg-current-monitoring.htm
[02:04:59] <furrywolf> brb, reinstalling gas tank and seeing if it makes power.
[02:05:02] <greg___> spent sunday tearing apart the clothes drier to fix a motor. the oil had dried up over 20 and stuck the rotor. same thing oiled it up and back in business
[02:05:46] <PetefromTn_> this says 14 gauge wire has a resistance of .00297 so 48" of it is .00594
[02:06:20] <greg___> what is the length of your shunt?
[02:06:31] <PetefromTn_> 47.5 actually
[02:06:38] <PetefromTn_> inches
[02:06:54] <furrywolf> PetefromTn_: 48" = 4ft
[02:06:56] <PetefromTn_> and I am maintaining 41mv
[02:07:07] <PetefromTn_> oops
[02:07:14] <PetefromTn_> .01188
[02:07:37] <PetefromTn_> do you just divide then?
[02:07:45] <greg___> yes
[02:07:48] <greg___> 3.45
[02:07:50] <PetefromTn_> by 41mv
[02:08:10] <furrywolf> my table says .002525, not .00297... yay not-quite-standard standards.
[02:08:13] <PetefromTn_> whats 3.45
[02:08:16] <furrywolf> I used the value from my table
[02:08:26] <greg___> .041V/.0119Ohm= 3.45A
[02:08:37] <PetefromTn_> oh okay
[02:08:46] <PetefromTn_> so I guess that is what I am giving it now
[02:08:54] <PetefromTn_> for two of these parts at a time
[02:08:55] <greg___> one or two parts?
[02:09:04] <PetefromTn_> ^
[02:09:13] <greg___> oK two scotches in
[02:09:19] -!- arrowbook has quit [Read error: Connection reset by peer]
[02:09:21] <PetefromTn_> two cookies ;)
[02:09:23] <greg___> everyhting hurtts
[02:09:31] <furrywolf> 47.5 inches using the resistance value from my table gives .0099947916 ohms, or .01. I did this to make a nice round number. :P
[02:09:46] <greg___> close enough for this
[02:10:06] <PetefromTn_> huh?
[02:10:09] <furrywolf> if the value in your table is correct, you actually want 40.4 inches...
[02:10:21] <PetefromTn_> mv
[02:10:39] <greg___> I was reading some stuff on finishing .com and those guy anodize parts in 20-40 minutes
[02:10:47] * furrywolf isn't sure how two awg tables can differ by so much, but is quite sure a proper current meter is the right fix. :P
[02:10:59] <PetefromTn_> all I know is that it is cooking really stable for this setting
[02:11:44] * zeeshan did some calculations
[02:12:00] <zeeshan> to get to alpha centuari , with our fastest craft voyager 1
[02:12:06] <zeeshan> it'd take us 203 years to reach there..
[02:12:07] <zeeshan> :/
[02:12:28] <furrywolf> zeeshan: generation ships
[02:12:37] <zeeshan> i dunno about you
[02:12:45] <zeeshan> but thats a long itme!
[02:12:47] <zeeshan> *time
[02:13:04] <PetefromTn_> these parts are actually .176 sq ft
[02:13:26] <greg___> so you're happy with the finish now?
[02:13:33] <PetefromTn_> I was under the impression that the 3d model I gave my friend was .625 thick but it was actually .75 which is what these current parts are...
[02:13:49] <PetefromTn_> so the prototype parts were getting miscalculated.
[02:13:52] <furrywolf> zeeshan: you pack a ship with a bunch of people and a big reactor with enough fuel to grow food for the whole journey, and they spend 203 years having an 10-generation-long orgy.
[02:14:07] <zeeshan> furrywolf: or you just make faster craft
[02:14:15] <zeeshan> even if you could get to half a light year speed
[02:14:17] <greg___> they wouldn't know what the goal was when they got their
[02:14:23] <zeeshan> theres a lot more to explore
[02:14:28] <greg___> their= there
[02:14:29] <furrywolf> half light speed is hard to get to. :P
[02:14:32] <PetefromTn_> it took almost nine years for horizton to reach pluto right/
[02:14:37] <zeeshan> yea pete
[02:15:03] <PetefromTn_> and that is just from a particular orbit and NO propulsion
[02:15:44] <zeeshan> it launched with propulsion :D
[02:15:45] <PetefromTn_> the only propulsion it has is just to change its orientation I think?
[02:15:49] <zeeshan> yea
[02:15:55] <zeeshan> no more speed boosts
[02:16:01] <PetefromTn_> yeah but once it was in space it was just like a sail
[02:16:06] <zeeshan> i think the last gravity assist it used was juipter
[02:16:24] <furrywolf> now, bbl, I'm talking about current shunts when I should be putting the gas tank back on the welder.
[02:17:28] <PetefromTn_> there is an episode of DS9 where Capt. Benjamin Sisko and His son built a solar sail powered craft that the ancient Bajorans traveled the galaxy with it was pretty cool and I understand it could actually work
[02:19:52] <zeeshan> omg i gotta share this with you guys
[02:20:04] <zeeshan> so was like "long live america"
[02:20:09] <zeeshan> "the 2nd greatest country in the world"
[02:20:17] <zeeshan> someone asked me "what's #1" -- i said canada
[02:20:19] <zeeshan> then they posted this:
[02:20:27] <zeeshan> https://clarku.collegiatelink.net/images/W460xL600/0/noshadow/Event/13fd3115293047eb8ea934549922fc05.jpg
[02:20:33] <zeeshan> lol
[02:20:43] <zeeshan> 1 min later someone posted this:
[02:20:44] <zeeshan> http://i.imgur.com/jYved.jpg
[02:20:51] <zeeshan> so funny :D
[02:23:53] <PetefromTn_> greg___ How did they anodize parts in 20-40 minutes?
[02:24:54] <greg___> dunno, 12-15A/sqft probably thin coating spec as well.
[02:26:05] <greg___> I dont' think i have the tabs open anymore
[02:26:46] <PetefromTn_> if my parts are .1755 each that is .351 total sq/ft
[02:27:24] <PetefromTn_> with 3.8 amps as you said that is what 10.83 amps/sqft I guess
[02:27:27] <greg___> you could easily double the current and halve the time
[02:27:50] <PetefromTn_> not sure you can really
[02:28:00] <PetefromTn_> it might get hotter in the bath
[02:28:39] <greg___> oh right there is the temperature, they run chillers. time costs more the electricity
[02:29:00] <PetefromTn_> yeah
[02:29:07] <tiwake> industrial electricity is cheap
[02:29:09] <PetefromTn_> according to the 720 calculator
[02:29:09] <greg___> some of them had 5000A rectifiers
[02:29:21] <PetefromTn_> I should be at 4.26 amps
[02:29:32] <PetefromTn_> and that takes only 60 minutes apparently
[02:29:37] <PetefromTn_> but requires 30 volts
[02:29:43] <PetefromTn_> and I doubt I would get that
[02:30:01] <greg___> Most of them only ran 15V max
[02:30:16] <greg___> maybe 17V
[02:31:16] <greg___> chemistry in the bath might be optimized too
[02:36:34] <PetefromTn_> If I can get all these parts done successfully I will try to purchase a better quality anodizing power supply in a little while.
[02:36:37] -!- patrickarlt has quit [Read error: Connection reset by peer]
[02:36:48] <PetefromTn_> right now it seems to be working pretty well even tho the current meter is off.
[02:37:24] <greg___> sure, i'm the same way, piece by piece
[02:37:39] <greg___> i think I have all the parts to get back on my lathe retrofit
[02:37:48] -!- patricka_ has quit [Remote host closed the connection]
[02:37:52] <greg___> dumb little fittings for lube had to come from UK
[02:37:52] <PetefromTn_> I wonder how hard it would be to calibrate the meter on the unit..
[02:38:09] <greg___> find the shunt
[02:38:18] <greg___> might be a simple replacement
[02:38:40] -!- patrickarlt has quit [Remote host closed the connection]
[02:39:30] <greg___> did you contact the ebay seller
[02:39:49] <greg___> i got a refund fro one fo the CF adapters that was bad
[02:39:57] <greg___> from a sellr in china
[02:43:26] -!- patrickarlt has quit [Ping timeout: 248 seconds]
[02:45:39] <furrywolf> welder seems to run great... it even idles nice and smooth.
[02:46:30] <furrywolf> can't test actually welding until I get some plugs to fit the jacks on the front of it, but they have voltage on them.
[02:47:22] <furrywolf> no AC generator output, but I think that's user error. googling a manual now.
[02:49:46] <renesis> petefromtn_: most panel meters like that will have two pots, one for offset and one for gain
[02:49:58] <renesis> do the offset one first
[02:50:17] <renesis> and give everything like 5 or 10 minutes to heat up, shit will prob drift
[02:51:49] -!- anth0ny has quit [Quit: anth0ny]
[02:51:57] <furrywolf> yep, the big unlabeled switch inside of it is indeed to switch between welding output or generator output
[02:55:21] -!- patrickarlt has quit [Remote host closed the connection]
[02:57:26] <PetefromTn_> renesis sorry man I had to take care of something
[02:57:36] <PetefromTn_> I was looking thru the manual
[02:57:53] <PetefromTn_> and I did not see any adjustments
[02:58:40] <PetefromTn_> as I said the unit seems to be working properly just not giving the correct (at least I think) current measurements
[02:58:50] <PetefromTn_> the voltage is not as far off tho
[02:59:05] <greg___> i'm embarrassed because i didn't know panel meters have offset and gain adjsutments
[02:59:07] <PetefromTn_> do you usually have to take the thing apart to access them
[02:59:43] <os1r1s> pcw_home: Would you be able to give me a tracking number for an order marked as complete?
[02:59:44] <PetefromTn_> the unit sure seems to be giving some consistent numbers at least according to the shunt meter
[03:00:36] -!- patrickarlt has quit [Ping timeout: 264 seconds]
[03:01:39] <greg___> the current regulation is independent of the display
[03:02:01] <PetefromTn_> apparently
[03:02:01] <zeeshan> http://i.imgur.com/0wL0OuJ.png
[03:02:10] <zeeshan> http://i.imgur.com/urswrCR.png
[03:02:13] <zeeshan> thats what i gotta make
[03:02:31] <zeeshan> my plane is take a long round bar, turn down the tip of the cone but keep enough meat there to grip
[03:02:39] <zeeshan> and cylinder along the other part
[03:02:45] <zeeshan> drill the holes in a dividing head
[03:02:53] <zeeshan> then chop off the excess on the lathe
[03:02:55] <zeeshan> whatcha think? :D
[03:03:11] <greg___> that is the display is completely unnecessary
[03:03:44] <PetefromTn_> it is right now thanks to my VM and shunt ;)
[03:03:45] <greg___> sharp edges on tapered parts are tough
[03:04:02] <zeeshan> greg its just cad
[03:04:08] <zeeshan> i dont usually show chamfers in cad
[03:04:16] <zeeshan> cause it makes the drawing dirty
[03:04:35] <PetefromTn_> I love champfers in cad
[03:04:50] <greg___> sop OD of the round part is not sharp?
[03:05:38] <PetefromTn_> I don't understand are you making the whole plate or just the cone part in the middle?
[03:07:38] <zeeshan> greg no
[03:07:41] <zeeshan> im gonna flatten it
[03:07:43] <zeeshan> like 10 thou flatr
[03:07:45] <zeeshan> *flat
[03:07:53] <zeeshan> PetefromTn_: just the golden/brown part
[03:08:38] <PetefromTn_> how big is it?
[03:08:40] <greg___> your approach should work
[03:08:54] <zeeshan> 1/25" dia
[03:08:57] <zeeshan> 1.25
[03:09:10] <PetefromTn_> maybe a collet block?
[03:09:25] <zeeshan> oh man i wish i had one :(
[03:09:28] <greg___> material?
[03:09:33] <zeeshan> 6061
[03:09:35] <PetefromTn_> they are pretty cheap
[03:09:48] <zeeshan> do collet blocks come in octogan format?
[03:09:54] <zeeshan> ive only need square and hex
[03:10:02] <PetefromTn_> hex usually
[03:10:45] <greg___> 1.25 won't fit in 5C
[03:11:33] <greg___> but for one part i'd just make a 1" spigot
[03:13:00] -!- AR_ has quit [Ping timeout: 264 seconds]
[03:23:57] -!- MrSunshine has quit [Ping timeout: 252 seconds]
[03:27:05] -!- furrywolf has quit [Quit: Reconnecting]
[03:27:20] -!- furrywolf [furrywolf!~randyg@108.121.105.149] has joined #linuxcnc
[03:28:28] <furrywolf> anyone want to buy a welder? :)
[03:30:12] <zeeshan> no
[03:30:19] <zeeshan> did you fix it
[03:30:53] <furrywolf> yes
[03:31:37] <furrywolf> it's a miller aea-200le, 250A AC 100% duty cycle, cast iron Onan engine, electric start, 5kW AC generator.
[03:32:54] <furrywolf> I have no idea how someone claiming to be a competent mechanic can take two weeks and not figure out that the arm that moves the points was stuck. lol
[03:33:55] <zeeshan> one that shit talks
[03:34:50] <furrywolf> the sad thing is, I know that's not entirely a bullshit claim, because someone I know hires him when he needs moderate-skill grunt work done, like changing transmissions or axles...
[03:35:38] <furrywolf> and things generally work when he's done
[03:35:57] <PetefromTn_> anyone can miss things
[03:35:58] <zeeshan> oh hes a car mechanic..
[03:36:05] <zeeshan> car mechanics don't fix machinery
[03:36:16] <furrywolf> I'll chalk it up to "kids these days"... I don't think they've made things with points since before he was born. :)
[03:38:01] <furrywolf> the welder seems in good condition... I'll probably put a new battery in it, maybe a pair of mufflers, scrub some of the dust off it, and resell it.
[03:38:17] <zeeshan> those generator type welders go for serious money
[03:38:21] <PetefromTn_> don't forget some shiny paint!
[03:38:27] <zeeshan> i bet you can get 1500 bux for it?
[03:38:48] <furrywolf> it has what sounds like a bearing howl, but oiling the only non-engine-lubricated bearing makes absolutely no difference, so I don't know what it is. I tried cleaning the slip rings too, as they were a little black and chunky on the edges, but no change with that either.
[03:39:02] -!- MrSunshine [MrSunshine!~mrsun@c-c13de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[03:39:26] <furrywolf> PetefromTn_: original factory paint is actually in nice condition... if I rub it down with some soap it'll shine without new paint.
[03:39:37] <PetefromTn_> nice...
[03:39:37] <furrywolf> zeeshan-lab: nah, it's pretty old... maybe $800.
[03:40:01] <PetefromTn_> can buy a lot of mesa cards with $800 :0
[03:40:19] <zeeshan> rofl
[03:40:42] <furrywolf> yay, UPS found my package! let's see if they lose it again before it gets here. losing it twice is entirely within their capabilities.
[03:41:04] <zeeshan> furrywolf: you should show em how to courier it up
[03:41:07] <PetefromTn_> speaking of packages
[03:41:20] -!- FinboySlick has quit [Quit: Leaving.]
[03:41:29] <PetefromTn_> I ordered some stainless fasteners from Mcmaster carr yesterday afternoon
[03:41:30] <furrywolf> PetefromTn_: yep. I only need two for now, though... a 7i76e for the shoptask, and whatever the cheaper ethernet board with a parallel port is for the sherline. (I'm tempted to say 7i92, but don't quote me on that)
[03:41:36] <PetefromTn_> they did not get here today which is not typical
[03:42:17] <renesis> intern ordered some shit this morning
[03:42:24] <renesis> got here like around 4
[03:42:42] <furrywolf> can anyone think of any possible reason I'd need to encode both spindles on the shoptask at once? because if not, I'm just going to switch them with a relay to the main encoder input.
[03:43:35] <zeeshan> furrywolf: encode them both
[03:44:09] <zeeshan> https://www.youtube.com/watch?v=i3XopQAOtEc
[03:44:11] <zeeshan> you can do this!@
[03:44:16] <furrywolf> yes, I plan on encoders on them both... but do I need them both AT ONCE?
[03:44:21] <zeeshan> yes
[03:44:23] <zeeshan> turn milling!!!!!!
[03:45:23] <PetefromTn_> definitely on the lathe
[03:45:56] <zeeshan> man if i had a 5 axis
[03:45:59] <zeeshan> this part would be a joke to make
[03:47:02] <PetefromTn_> was just screwing around with the power supply out there.
[03:47:17] <furrywolf> the only possible thing I can think of doing with encoders on both at once would be gear hobbing, but since they intersect I don't think I could do that without lots of extra hardware anyway, so I'm going to go with no, I don't need both encoders at once.
[03:47:26] <PetefromTn_> I cranked it up to see what kind amps it would go to in the setup it has with 2 parts now
[03:47:35] <PetefromTn_> I got 83.3mv
[03:47:46] <PetefromTn_> which I think is something like 7 amps
[03:48:07] <furrywolf> it should be 8.3A if the shunt is accurate.
[03:48:08] <PetefromTn_> the voltage did not increase over 16 tho on the meter
[03:48:25] <furrywolf> the voltage will increase when the coating gets thicker.
[03:48:27] <PetefromTn_> really?
[03:48:34] <renesis> that means its in current mode?
[03:48:41] <PetefromTn_> I used the formula from before
[03:48:47] <PetefromTn_> yeah current mode
[03:48:53] <zeeshan> https://youtu.be/tReocetJD2E?t=167
[03:48:57] <renesis> yeah because the oxide reduces conductivity, so more voltage for given current
[03:48:58] <zeeshan> boy this machine moves fast during rapids
[03:49:01] <zeeshan> i want a real lathe
[03:49:01] <zeeshan> :(
[03:49:03] <PetefromTn_> .083/.01190
[03:49:25] <renesis> you need to make sure the voltage is set high enough it doesnt go back into constant voltage mode
[03:49:26] <furrywolf> PetefromTn_: the table you pasted gives a slightly different resistance value than the other two tables I checked. without actually measuring, there's no way to know which is right.
[03:49:40] <renesis> it also changes with temp
[03:49:48] <PetefromTn_> renesis I had the voltage maxed
[03:49:55] <PetefromTn_> this is supposed to be a 30v machine
[03:49:56] <renesis> cool
[03:50:06] <PetefromTn_> furrywolf OK
[03:50:12] -!- pcw_home has quit [Ping timeout: 264 seconds]
[03:50:14] <PetefromTn_> I was just glad it went up that high
[03:50:28] <PetefromTn_> I was thinking I would not be able to get even to 4 amps heh
[03:51:08] <furrywolf> the two tables I checked give .002525, which at 47.5 inches is .0099947916, or .01. 83.3/.01 is 8.3A...
[03:51:31] <PetefromTn_> sweet even better
[03:51:44] <furrywolf> I picked that length to give you an exact round number, so no actual math is needed. :)
[03:51:47] <PetefromTn_> that is at least close to the max output it is supposed to be able to provide
[03:52:02] <PetefromTn_> aah
[03:52:03] <furrywolf> of course, there's a lot of variation between wire... if we're within 20% we're doing good.
[03:52:04] <PetefromTn_> sweet
[03:52:37] <PetefromTn_> ten minutes to more cookies!
[03:52:46] <furrywolf> when you get a working current meter, use both it and your shunt at once, to check the accuracy of the shunt. then use whatever you find to scale the records you've been keeping.
[03:52:51] -!- arrowbook has quit [Read error: Connection reset by peer]
[03:52:57] <PetefromTn_> perhaps I judges this power supply too harshly initially
[03:53:15] <furrywolf> that is, if the shunt said you were doing 2.1A, but the proper meter says 1.5A, make a note of this, so you know what you were actually doing with each of the tests.
[03:53:32] <PetefromTn_> it sure seems to be consistent and has power enough to do probably three or four of these parts at once
[03:54:04] <furrywolf> it'll probably start overheating again.
[03:54:40] <PetefromTn_> possibly but it seems very stable now and not even warm really. I honestly think we were much higher than we thought on those first tests
[03:55:31] <PetefromTn_> I would love to have a nice powerful lambda or even one of those mastec better chinese ones
[03:55:42] <furrywolf> the 7i76e has a single dedicated spindle encoder input... if I don't need to encode both spindles at once, and I can't possibly think of a situation where I'd need to (or even run both at once!), I'll multiplex both to the single input.
[03:55:42] <renesis> fuck my mastech
[03:56:12] <PetefromTn_> send it to me :D
[03:56:18] <renesis> either voltage reg is fucked, or voltage adjust pot is super fucked
[03:56:29] <renesis> i dont even know if i took it from last job
[03:56:41] <PetefromTn_> which model is it?
[03:57:10] <renesis> i dunno, triple output, 30V, maybe 10A
[03:57:22] <PetefromTn_> wow triple output?
[03:57:28] <PetefromTn_> I have seen dual
[03:57:32] <renesis> normal bench supply
[03:57:47] <renesis> lots of dual are triple, the third is usually just a 5V fixed
[03:58:07] <PetefromTn_> oh okay
[03:58:44] <renesis> so it has two 30V/10A, and switches to set them up master/slave in parallel or series
[03:59:10] <renesis> the 270 deg pots with no fine is pretty annoying, too
[03:59:35] <furrywolf> PetefromTn_: with what the process seems to be costing, spending $250 on a supply probably isn't too unreasonable, and will hopefully pay for itself.
[03:59:43] <furrywolf> the good lambda ones tend to sell around $150-$250
[03:59:51] <furrywolf> I suspect other american brands are similar
[03:59:59] <zeeshan> f that
[04:00:05] <zeeshan> bust out the car battery
[04:00:08] <zeeshan> and jumper cables
[04:00:09] <zeeshan> get her done!
[04:01:09] <renesis> too much work to set that up CC
[04:01:13] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[04:03:19] <zeeshan> http://www.ebay.com/itm/110-220VAC-0-12V-30A-CC-Constant-Current-360W-DC-Power-Supply-for-CNC-3D-Printer-/141485481073?pt=LH_DefaultDomain_0&hash=item20f1311c71
[04:03:31] <renesis> http://www.circuitspecialists.com/bench-power-supply-csi3020x.html
[04:04:07] <furrywolf> he needs more than 12V.
[04:04:39] <zeeshan> NO!
[04:04:59] <furrywolf> and for that price he can get a used american one that'll outlast it.
[04:05:03] <renesis> used a lot of their china stuff at work, its branded with the company name. its not some random ebay seller, they sell to labs
[04:05:21] <furrywolf> (the one renesis pasted, not the $50 one)
[04:06:07] <renesis> the one i pasted is 30v/20a?
[04:07:21] <renesis> and right im saying if he wants decent new china shit from someplace that will answer the phone, that sells to engineering labs
[04:07:43] <furrywolf> yes. and I'm saying rather than china shit, he should buy a used non-china supply for less money.
[04:07:54] <renesis> http://www.circuitspecialists.com/csi3010sw.html
[04:08:16] <renesis> in their low cost section
[04:08:20] <furrywolf> a 20 year old american supply is probably less than half into its life, while 20 years is about 20 times the life expectancy of a chinese supply used for continuous power...
[04:08:39] <zeeshan> meanwell power supplies last forever
[04:08:55] <renesis> mean well are good
[04:09:17] <furrywolf> I got something from meanwell once. can't remember what it was. it didn't work.
[04:09:25] <furrywolf> I remember making fun of the name.
[04:09:32] <zeeshan> user error
[04:09:38] <renesis> did they mean well?
[04:09:41] <zeeshan> switch 220 to 120v
[04:09:43] <zeeshan> silly
[04:09:58] <renesis> i think 'mean well' stands for 'badass reservoir of power'
[04:09:59] <PetefromTn_> parts are in the dye..
[04:10:05] <PetefromTn_> probably last batch for the night
[04:10:11] <PetefromTn_> gonna hit it again in the morning
[04:10:44] <renesis> furrywolf: they make a lot of stuff now, all i really trust them for, and what i think they made a name for themselves in, was open frame psu and similar
[04:10:45] <furrywolf> now you need to build a robot that moves parts between the tanks for you.
[04:10:48] <os1r1s> PetefromTn_: Good results today?
[04:10:57] <PetefromTn_> I would just like a supply that would allow say four of these parts at one time without overheating
[04:11:07] <PetefromTn_> os1r1s yeah man pretty damn good..
[04:11:22] <renesis> was it current or did you rinse diff?
[04:11:33] <os1r1s> PetefromTn_: Any pics?
[04:11:34] <PetefromTn_> http://i.imgur.com/VF7Kn88.jpg
[04:11:47] <renesis> nice
[04:11:48] <zeeshan> sweeeeeeeeeeeeet
[04:12:00] <PetefromTn_> yeah I am pretty pleased with that
[04:12:10] <os1r1s> PetefromTn_: That looks spot on
[04:12:11] <PetefromTn_> that is the best one yet but most are pretty close to that
[04:12:25] <furrywolf> hrmm. I bet I could sell fake remote reservoirs for shocks.
[04:12:38] <PetefromTn_> HEY!!!
[04:12:48] <PetefromTn_> don't steal my thunder man!
[04:13:12] <os1r1s> PetefromTn_: Too bad you are on the east side of the state. I'd loan you my power supply to play with
[04:13:40] <PetefromTn_> honestly this one is working fine right now just wish the readouts were accurate
[04:13:53] <furrywolf> just make injected molded plastic bottles and clamps that look like the real thing, painted with fake anoidze paint, with a bit of cheap stainless hose sticking out the top with a clip that connects to the upper bolt on the shock...
[04:13:54] <PetefromTn_> and once I get some spare coin I will try to get a lambda or something
[04:14:16] <renesis> petefromtn_: hit me up in like a couple months when i am back home, i can test the mastech and if it works i sell it to you cheap if you want
[04:14:39] <furrywolf> I am quite sure there's people who would pay for fake parts that make their truck look like it has fancy shocks when all it actually has are stock shocks.
[04:15:47] <PetefromTn_> renesis thanks man that would be sweet
[04:15:58] <PetefromTn_> I could really use something with a bit more AZZ
[04:16:02] <furrywolf> just like how you can buy fake beadlocks, fake disc brakes, and all sorts of other crap. :P
[04:16:17] <renesis> i just remember being pissed that the voltage kept drifting a few tenths
[04:16:18] <PetefromTn_> furrywolf what are you trying to say?
[04:16:33] <renesis> might work fine for what you are doing
[04:16:50] <PetefromTn_> renesis well as long as the current maintains pretty good it should be good for this app
[04:17:05] <PetefromTn_> I am kinda enjoying this anodizing stuff
[04:17:06] <renesis> right i dont remember ever having issues with it in CC mode
[04:17:09] <furrywolf> PetefromTn_: I'm trying to say I've thought of a way to make money off idiots.
[04:17:27] <renesis> its a bit touchy to set because only single turn coarse pots
[04:17:37] <PetefromTn_> it is pretty cool to see the parts I designed all nice and black and smooth
[04:17:54] <renesis> the finish on that is nice
[04:17:57] <renesis> anodizing aside
[04:18:17] <os1r1s> PetefromTn_: You can also etch with a laser or engraving bit before sealing.
[04:18:19] <PetefromTn_> I am looking forward to getting these parts finished so I can start playing with other colors and combos
[04:18:23] <furrywolf> PetefromTn_: the novelty will wear off and then it will just be more work. :P
[04:18:31] <PetefromTn_> sure
[04:18:46] <os1r1s> I laser etch anodized stuff with good results.
[04:18:48] <PetefromTn_> some of the cooler parts I have seen are anodized/engraved
[04:18:55] <PetefromTn_> you got a CNC laser?
[04:18:57] <renesis> gotta try those swirled multi color coats
[04:18:59] <os1r1s> PetefromTn_: Yes
[04:19:06] <PetefromTn_> damn thats nice
[04:19:13] <PetefromTn_> is it DIY or bought
[04:19:44] <os1r1s> PetefromTn_: My favorite test piece.
[04:19:45] <os1r1s> http://mounicou.com/laser/aztec.jpg
[04:19:47] <PetefromTn_> I know a lot of folks want custom electronics panels that are anodized/engraved I wonder if I could get into selling something like that
[04:19:57] <os1r1s> PetefromTn_: Hustled off of ebat
[04:20:00] <os1r1s> ebay
[04:20:04] <PetefromTn_> cool aztek calendar
[04:20:24] <os1r1s> PetefromTn_: That card is the size of a standard bus card
[04:20:29] <os1r1s> So its decently detailed
[04:20:30] <PetefromTn_> I really need to come up with some more ideas for products I can sell
[04:20:37] <renesis> heh, anodized Al panels on rack gear, i always worry
[04:20:45] <os1r1s> PetefromTn_: I do this for some cash on the side ...
http://mounicou.com/laser/rebeltmb.jpg
[04:21:10] <renesis> petefromtn_: how much you think you sell a panel for?
[04:21:14] <PetefromTn_> yeah I am looking for products that I can machine and sell in reasonable numbers
[04:21:16] <renesis> like, 10 pc runs
[04:21:23] <renesis> 2u
[04:21:27] <os1r1s> Anyway, if you want me to etch something I'll happily do it for free so you can see.
[04:21:33] <PetefromTn_> no idea I guess it depends on what it is and how elaborate
[04:21:45] <PetefromTn_> and the size of course
[04:21:48] <renesis> right but totally ballpark bullshit
[04:22:09] <PetefromTn_> I hate ballparking stuff it never ends well ;)
[04:22:23] <renesis> 2u is 19 x 3.5, would be 3/16" thick and lots of engraving
[04:22:34] <PetefromTn_> whats a 2u?
[04:22:42] <renesis> i would be doing this for a year anyway so you lose or gain nothing
[04:22:59] <renesis> 2 rack units, a vertical rack unit is 1.75"
[04:23:11] <PetefromTn_> are you seriously wanting someone to do this for you?
[04:23:23] <renesis> 1u and 2u are common, 3u happens on psu and amps, 4u is rare
[04:23:40] <PetefromTn_> okay I am not familiar with that.
[04:23:47] <renesis> probably, my machine needs two setups so its only good for prototyping
[04:23:53] -!- maximilian_h1 [maximilian_h1!~bonsai@dslb-088-067-148-003.088.067.pools.vodafone-ip.de] has joined #linuxcnc
[04:24:20] <renesis> i think 19" rack mount came from the russians
[04:24:21] <PetefromTn_> tell you what if there is any real numbers involved I would definitely be interested when you get ready give me a shout.
[04:24:27] -!- maximilian_h has quit [Ping timeout: 252 seconds]
[04:24:30] <renesis> awesome
[04:24:31] <PetefromTn_> gotta put the parts in the sealer bath
[04:25:07] <renesis> youre already pretty good at the anodizing part
[04:27:10] <furrywolf> tomorrow I'll be gone all day picking up a new car... I got someone to help me so I don't have to drive the whole distance. didn't think my back was up to it.
[04:27:46] <renesis> whats newcar?
[04:28:02] <furrywolf> a '84 subaru GL wagon
[04:28:18] <renesis> that car has no zoom
[04:28:46] <furrywolf> it doesn't need zoom, because it has 4x4, so can move closer to the object needing photographing. :P
[04:30:22] <renesis> how many million miles on it?
[04:30:40] <PetefromTn_> I am total newb to this renesis but I appreciate the kind words
[04:31:00] <furrywolf> I'm googling more for why my eu6500is surges... seems a lot of people find it surges if a couple rubber gaskets are bad. I'm not even sure mine has one of the gaskets in question. will need to check that friday...
[04:31:02] <PetefromTn_> I am sure I will have other parts that I need to do that will also be a challenge
[04:31:15] <furrywolf> 206k miles
[04:31:45] <renesis> not bad
[04:34:18] -!- Flipp_ has quit [Ping timeout: 246 seconds]
[04:34:21] -!- Flipp__ [Flipp__!~Flipp@c-73-181-210-168.hsd1.wa.comcast.net] has joined #linuxcnc
[04:34:27] <furrywolf> they think it has plugged cats, one of the door handles is broken, and the ignition switch needs wiggling. not too bad.
[04:34:38] <furrywolf> I have a spare door stuffed under my house with the correct door handle for it
[04:35:04] <renesis> how many of these cars have you killed?
[04:35:24] <furrywolf> I've killed none. my last one got murdered.
[04:35:39] <renesis> oh so you got samecar?
[04:36:03] <furrywolf> Traffic was stopping on the freeway... I stopped... nice and slowly, didn't slam on the brakes or anything... the person behind me simply didn't notice.
[04:36:27] <furrywolf> that was three weeks ago. I'm finally being able to move around without too much back pain, and can mostly feel my leg now.
[04:36:50] <PetefromTn_> parts are in the sealer.. hopefully soon I will have yet another pair ready to ship hehe
[04:37:15] <furrywolf> I have an '83 gl wagon and an '84 gl wagon. the '83 is now a parts car, since the back end is substantially shorter. not going to take anything off it until the insurance adjuster comes by, though.
[04:37:28] <furrywolf> I got hit so hard it broke the radio out of the dashboard.
[04:37:55] <renesis> was it screwed in?
[04:38:03] <furrywolf> now I'm picking up another '84
[04:38:23] <PetefromTn_> speaking of radios I need to pickup a nice bluetooth nav unit for my new van ;)
[04:38:26] <furrywolf> it was one of the ones where it slides into a shell with latches on the sides. the latches crunched.
[04:38:57] <furrywolf> the new one is a pretty ugly color combination, but it has a reallllly straight body.
[04:39:05] <renesis> yeah thats not so surprising
[04:39:15] <furrywolf> my one that got crunched had an absolutely perfect body. rare, hard to find.
[04:39:20] <renesis> neat @ straight body
[04:39:28] <furrywolf> it's completely entirely dent and rust free except for the 18" deep dent in the back. :P
[04:39:50] <renesis> poor car
[04:40:20] <furrywolf> I put a LOT of work into that car... I bought it from out of state (there's no rust-free subarus here), replaced tons of parts to restore it to like-new...
[04:40:31] <furrywolf> and one inattentive driver later, it's a parts car.
[04:40:53] <furrywolf> the one I'm getting tomorrow is in this state, but not this part of it...
[04:40:57] <furrywolf> closer to the far side of it
[04:41:08] <furrywolf> about five hours each way
[04:41:08] <renesis> where?
[04:41:14] <furrywolf> Chico area
[04:41:19] <renesis> sierras?
[04:41:33] <furrywolf> no, central valley
[04:41:35] <renesis> oh neat say hi to home
[04:41:39] <PetefromTn_> I used to live in Sacto
[04:41:48] <PetefromTn_> been to chico
[04:41:57] <renesis> sac is kind of weird but i like the big park
[04:41:57] <PetefromTn_> been all over that area actually
[04:42:18] <PetefromTn_> my wife's father lives in North Highlands
[04:42:26] <furrywolf> I don't go that far south (sacto) unless I have to.
[04:42:43] <PetefromTn_> my wife's sisters family is in redding
[04:42:55] <PetefromTn_> we visited there a year or two ago for like ten days
[04:43:02] <PetefromTn_> drove up to shasta lake
[04:43:12] <PetefromTn_> down to Frisco
[04:43:15] <renesis> shasta on a clear day is awesome
[04:43:18] <PetefromTn_> and all around Sacto again
[04:43:22] <PetefromTn_> yeah it is
[04:43:23] <furrywolf> that's a long way from tn.
[04:43:30] <PetefromTn_> sure as hell is
[04:43:38] <PetefromTn_> thank god for planes
[04:43:42] <furrywolf> renesis: Shasta right now is a wading pool, from what I've heard.
[04:43:49] <PetefromTn_> and father in law's spare vehicles
[04:43:56] <renesis> i just like the big volcano thing
[04:44:04] <renesis> ive only stopped there to eat
[04:44:23] <PetefromTn_> used to jetski on folsom lake and lake elsinore
[04:45:34] <furrywolf> http://cdn.theatlantic.com/assets/media/img/photo/2014/09/dramatic-photos-of-californias-historic-drought/c01_53834006/main_900.jpg
[04:45:51] <renesis> cachuma is like that
[04:46:00] <renesis> they were like that when i was a kid, too
[04:46:17] <furrywolf> that's not shasta, but shasta is supposedly similar right now
[04:46:36] <renesis> couple el ninos will happen, big earthquake will make people move away, and itll be closer to normal again
[04:47:31] <furrywolf> http://cdn.theatlantic.com/assets/media/img/photo/2014/09/dramatic-photos-of-californias-historic-drought/c19_54430296/main_900.jpg there's one of shasta
[04:47:55] <renesis> looks cool!
[04:48:41] <furrywolf> http://cdn.theatlantic.com/assets/media/img/photo/2014/09/dramatic-photos-of-californias-historic-drought/c22_53834034/main_900.jpg heh! houseboaters having to get cozy with their neighbors, due to their anchorages now being above the water line. :)
[04:48:52] <renesis> anyway, theyve all been at stages of low my whole life
[04:49:02] <furrywolf> a few more feet and they'll really have a problem...
[04:50:00] * furrywolf generally finds people with houseboats to be people with too much money, and thus likes when bad things happen to them
[04:50:14] <renesis> mean
[04:52:16] <furrywolf> bbl, wolfy bedtime
[04:52:29] <PetefromTn_> http://i.imgur.com/50XgocA.jpg
[04:52:39] <PetefromTn_> progress so far on customers parts
[04:52:57] <PetefromTn_> flash picks up dry pockets
[04:53:12] <PetefromTn_> I need to get a spray bottle for my WD40 tomorrow
[04:54:04] <furrywolf> hrmm, you have to oil them to make them shiny? is that normal?
[04:56:56] <PetefromTn_> I dunno but they seem to suck in the wd40 and I have read that in other peoples anodizing pages.
[04:57:27] <PetefromTn_> when they come out of the sealer they are actually quite dry looking and the fluid actually dries on them quickly
[04:58:06] <PetefromTn_> after I wipe them with WD40 they seem to keep the shine even when I wipe them with acetone again
[04:58:12] <PetefromTn_> kinda strange
[04:58:18] <PetefromTn_> I hope that is normal
[04:58:36] <PetefromTn_> the parts sure look and feel like a typical anodized part does
[04:59:01] <PetefromTn_> and I took one to my local customer and he described it as good as some of the fuel rails they buy online
[04:59:27] <furrywolf> that's good.
[04:59:28] <furrywolf> bbl, bedtime
[05:00:04] <PetefromTn_> gn8
[05:03:29] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[05:03:43] -!- Tecan has quit [Changing host]
[05:03:43] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[05:03:51] -!- furrywolf has quit [Ping timeout: 255 seconds]
[05:06:23] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[05:16:05] -!- petefromtn [petefromtn!~petefromt@97-81-58-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[05:20:30] -!- petefromtn has quit [Client Quit]
[05:39:24] -!- arrowbook has quit [Read error: Connection reset by peer]
[05:40:05] -!- anth0ny has quit [Quit: anth0ny]
[05:43:17] -!- _methods has quit [Ping timeout: 240 seconds]
[06:04:39] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[06:07:05] <tiwake> https://www.kickstarter.com/projects/1090944145/pocket-nc-the-first-5-axis-cnc-mill-for-your-deskt
[06:10:14] Loetmichel2 is now known as Loetmichel
[06:11:18] <tiwake> evidently thats "BeagleBone Black running Machinekit/LinuxCNC"
[06:11:40] <archivist> and comes with a blunt tool!
[06:12:30] <tiwake> looks like you cant get any more
[06:12:39] <tiwake> all the tiers with the mill are gone
[06:12:57] <archivist> I would not be wanting one
[06:13:03] <tiwake> me neither
[06:18:23] -!- arrowbook has quit [Read error: Connection reset by peer]
[06:19:49] <tiwake> the interesting part is I used to live in that town
[06:19:59] <tiwake> there is a slight chance I know those people
[06:20:04] <tiwake> but I'm not seeing a name
[06:20:29] <archivist> iirc the name is/was on the blog fo rit
[06:22:04] <tiwake> was just noticing
[06:22:49] <tiwake> overall part accuracy +-0.005"
[06:22:54] <tiwake> thats kinda horrible
[06:23:21] <archivist> look at how the steppers have to resist cutting force on the rotaries
[06:24:29] <tiwake> thats what you get for a $3,000 machine
[06:24:37] <archivist> some bad design errors but pretty for the domestic maker who does not know the difference between a thou and an inch
[06:25:06] <tiwake> its probably fine for some stuff
[06:25:29] <tiwake> it would probably be nice for doing weird engraving stuff
[06:25:46] <tiwake> ...on a small part
[06:26:39] <archivist> if you want a real giggle see
http://www.ebay.co.uk/itm/310562732677 this has an impossible accuracy claim
[06:27:17] <tiwake> I don't metric
[06:27:24] * tiwake grabs a calculator
[06:27:52] <archivist> now I messaged the seller, they use a C6 ballscrew
[06:28:02] <tiwake> wait what
[06:28:25] <tiwake> a C6 ballscrew has like 0.003" or more of backlash
[06:28:28] <tiwake> or so
[06:29:04] <archivist> yes you heard right :)
[06:29:25] <archivist> fraudulent claims
[06:29:27] <tiwake> and they are claiming 0.0004" of accuracy
[06:30:26] <archivist> probably they can get to 5 thou with care
[06:31:52] <tiwake> yeah, about 10-12x worse accuracy than advertised
[06:31:54] <tiwake> heh
[06:46:52] -!- JT-Shop has quit [Read error: Connection reset by peer]
[06:47:16] -!- JT-Shop [JT-Shop!~john@184.21.194.58] has joined #linuxcnc
[06:48:59] -!- dan2k3k4 has quit [Read error: Connection reset by peer]
[06:49:29] -!- arrowbook has quit [Read error: Connection reset by peer]
[06:51:29] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:51:45] <Deejay> moin
[06:58:46] -!- gadue [gadue!~SB@131.114.31.66] has joined #linuxcnc
[07:11:57] -!- Mr_Sheesh has quit [Remote host closed the connection]
[07:14:13] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[07:14:56] -!- Mr_Sheesh has quit [Excess Flood]
[07:16:42] -!- membiblio has quit [Ping timeout: 246 seconds]
[07:17:15] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[07:26:12] -!- jst has quit [Quit: No Ping reply in 180 seconds.]
[07:27:29] -!- jst [jst!~quassel@198.199.94.175] has joined #linuxcnc
[07:27:29] -!- Gurwinder_ has quit [Quit: Page closed]
[07:32:29] -!- RifRaf [RifRaf!~RifRaf@203-219-162-172.tpgi.com.au] has joined #linuxcnc
[07:34:41] -!- bkboggy has quit [Quit: Leaving]
[07:37:57] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-lxacoulamvgfdjzd] has joined #linuxcnc
[07:40:02] -!- DaPeace1 [DaPeace1!~Adium@46.243.107.151] has joined #linuxcnc
[07:41:57] -!- rob_h [rob_h!~robh@2.125.102.193] has joined #linuxcnc
[07:42:24] -!- DaPeace has quit [Ping timeout: 264 seconds]
[07:44:22] -!- bjmorel_work has quit [Read error: Connection reset by peer]
[07:53:40] -!- logger[mah] has quit [Remote host closed the connection]
[07:54:50] -!- JT-Shop_ [JT-Shop_!~john@184.21.194.58] has joined #linuxcnc
[07:56:23] -!- JT-Shop has quit [Read error: Connection reset by peer]
[07:57:29] -!- logger[mah] [logger[mah]!~loggermah@86.59.12.251] has joined #linuxcnc
[08:14:47] <Valen> I think that pocket NC is probably going to be more useful than many of the 3d printers out there
[08:15:12] <Valen> I mean its not a "serious" machine, but you could still do a fair bit of stuff on it from the looks of things
[08:40:54] -!- JT-Shop_ has quit [Read error: Connection reset by peer]
[08:41:42] -!- JT-Shop_ [JT-Shop_!~john@184.21.194.58] has joined #linuxcnc
[08:45:08] -!- Valen has quit [Remote host closed the connection]
[08:49:39] -!- Flipp_ [Flipp_!~Flipp@c-73-181-210-168.hsd1.wa.comcast.net] has joined #linuxcnc
[08:53:57] -!- Flipp_ has quit [Ping timeout: 252 seconds]
[09:20:40] -!- rob_h has quit [Ping timeout: 246 seconds]
[09:20:42] -!- arrowbook has quit [Read error: Connection reset by peer]
[09:21:14] -!- rob_h [rob_h!~robh@90.219.232.175] has joined #linuxcnc
[09:26:14] <XXCoder> NC it seems cool
[09:26:19] <XXCoder> nice for small projects
[09:30:59] -!- b_b has quit [Changing host]
[10:05:13] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[10:23:47] -!- sanjayb has quit [Ping timeout: 252 seconds]
[10:31:17] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[10:48:01] -!- skunkworks has quit [Ping timeout: 265 seconds]
[10:50:51] -!- gadue has quit [Read error: Connection reset by peer]
[10:52:05] -!- gadue [gadue!~SB@131.114.31.66] has joined #linuxcnc
[10:53:10] -!- _methods [_methods!~bob@192.81.210.43] has joined #linuxcnc
[10:54:03] -!- arrowbook has quit [Ping timeout: 246 seconds]
[11:11:21] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[11:11:21] -!- Tecan has quit [Changing host]
[11:11:21] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[11:31:36] -!- herron_ [herron_!~herron@herronwindows.co.uk] has joined #linuxcnc
[11:32:38] -!- i_tarzan_ [i_tarzan_!~i_tarzan@189.146.194.169] has joined #linuxcnc
[11:33:06] -!- GargantuaSauce_ [GargantuaSauce_!~sauce@blk-224-179-181.eastlink.ca] has joined #linuxcnc
[11:37:32] -!- redlegion has quit [Ping timeout: 250 seconds]
[11:37:33] -!- rigid has quit [Ping timeout: 250 seconds]
[11:37:33] -!- i_tarzan has quit [Ping timeout: 250 seconds]
[11:37:34] -!- archivist_herron has quit [Ping timeout: 250 seconds]
[11:37:36] -!- GargantuaSauce has quit [Ping timeout: 250 seconds]
[11:37:36] -!- skunkworks [skunkworks!~chatzilla@68.115.41.210] has joined #linuxcnc
[11:37:37] rigid_ is now known as rigid
[11:37:37] -!- rigid has quit [Changing host]
[11:38:51] -!- redlegion [redlegion!~x@unaffiliated/redlegion] has joined #linuxcnc
[12:04:13] <_methods> zlog
[12:04:14] <zlog> _methods: Log stored at
http://tom-itx.no-ip.biz:81/~tom-itx/irc/logs/%23linuxcnc/2015-07-15.html
[12:31:28] -!- skunkworks has quit [Ping timeout: 250 seconds]
[12:40:00] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:57:50] -!- r0ute has quit [Ping timeout: 248 seconds]
[12:59:31] -!- PetefromTn_ [PetefromTn_!~IceChat9@97-81-58-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[12:59:48] <PetefromTn_> mornin'
[13:01:49] <_methods> hola
[13:01:53] <_methods> got some part pics
[13:02:10] <PetefromTn_> I posted a bunch already heh
[13:02:21] <_methods> ah nice
[13:02:27] <PetefromTn_> they still look like that basically
[13:02:35] <skunkworks> happy?
[13:02:38] <PetefromTn_> so far I am just short of halfway thru
[13:02:52] <_methods> ah you went into full production
[13:03:00] <_methods> how's your power supply holding up
[13:03:05] <PetefromTn_> LOL I guess you could say that
[13:03:12] <PetefromTn_> its okay
[13:03:20] <PetefromTn_> it actually seems to be quite consisten
[13:03:22] <PetefromTn_> t
[13:03:27] <_methods> good
[13:03:50] -!- gadue has quit [Ping timeout: 265 seconds]
[13:03:57] <PetefromTn_> yeah I am sure a better supply would work better and allow more parts per run
[13:04:18] <_methods> meh looks like yours is going to work
[13:04:21] <PetefromTn_> but so far it is doing what I have asked it to despite not giving me accurate current information
[13:04:33] -!- gadue [gadue!SB@131.114.31.60] has joined #linuxcnc
[13:04:45] <_methods> well i bet if you get a multimeter you'll find it's not that far off
[13:04:50] <PetefromTn_> yesterday at the end of a part run I was screwing around with it
[13:05:14] <PetefromTn_> and I cranked it up as far as it would go without switching to CV mode
[13:05:31] <_methods> how far did it get?
[13:05:33] <PetefromTn_> and got 83.3 mv which should be close to 8.3 amps
[13:05:48] <_methods> ah good
[13:05:51] <PetefromTn_> yeah honestly it is not possible that it is not wrong
[13:06:19] <PetefromTn_> if it was only putting out the 1.6 or 1.5 amps it says it is during these runs the parts would not get anodized correctly
[13:06:42] <PetefromTn_> the combined surface area of the two parts is something like .355 sq ft.
[13:06:57] <PetefromTn_> which should take like 4.6 amps
[13:07:16] <SpeedEvil> 4.6 vs 1.6A will not matter, if you adjust teh time properly
[13:07:19] <PetefromTn_> I have been setting it to .41 mv which should be like 4.1 amps
[13:07:20] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:07:39] <SpeedEvil> and also may not matter if you've got a wide range of acceptable thicknesses - and are in the middle of it
[13:07:51] <PetefromTn_> SpeedEvil yeah I understand that but what I am saying is the Current meter on the display is only showing like 1.2-1.5 amps
[13:08:31] <PetefromTn_> so it is probably way off for some reason....or it reads the load differently than I understand it should
[13:09:21] <PetefromTn_> 1.2 amps is not enough to fully anodize these two parts in 2 hours as I understand it but I am total newb jere
[13:09:23] <_methods> proof is in the puddin'
[13:09:29] <_methods> and you got good parts so screw it
[13:09:36] <PetefromTn_> yeah I suppose so
[13:09:47] -!- skorasaurus has quit [Ping timeout: 240 seconds]
[13:09:48] <PetefromTn_> one question I did have came up last night
[13:09:49] <Tom_itx> if you ever open it, i would look for a cold solder joint somewhere
[13:09:59] <PetefromTn_> was hoping to ask Captainhindsight
[13:10:18] <PetefromTn_> when the parts get out of the dye bath they are nice and black
[13:10:38] <PetefromTn_> and then I put them in the nearly boiling sealer bath with the nickel acetate in it
[13:10:44] <PetefromTn_> for like 15 minutes
[13:11:09] <PetefromTn_> when they come out they are quite matte looking on the surfaces and the water wicks off of them quickly
[13:11:26] <PetefromTn_> then I take them and wipe them down with acetone as I have read you should do
[13:11:32] <_methods> how long are you leaving it in desmut?
[13:11:48] <PetefromTn_> nearly NO dye comes off on the acetone rag
[13:11:57] -!- Daerist has quit [Read error: No route to host]
[13:12:03] <PetefromTn_> so I believe I have made a successful anodizing and sealing
[13:12:32] <PetefromTn_> the parts look smooth and even after I wipe them down with the acetone but they are not really shiny and appear dry looking
[13:12:45] <PetefromTn_> then I wipe them down with a rag soaked with wd40
[13:12:56] <PetefromTn_> and they start to look like I would expect them to look
[13:13:04] <_methods> i read that if you leave them in desmut too long it will make them look like that
[13:13:11] <PetefromTn_> even if I wipe them with acetone again
[13:13:13] <_methods> the less time in desmut the shinier they will be
[13:13:20] <PetefromTn_> they still mostly appear shiny
[13:13:37] <PetefromTn_> I am not sure if this is normal or not
[13:13:45] <_methods> http://bryanpryor.com/anodizing.php
[13:13:51] <_methods> the cleaning the parts section
[13:13:56] <_methods> on desmut
[13:14:06] <_methods> he says too long can dull the parts
[13:14:08] <PetefromTn_> I have taken them individually and rubbed the crap out of them with a clean dry rag
[13:14:39] <PetefromTn_> to remove any surface oil from the WD40 and they remain looking like they should
[13:14:45] <PetefromTn_> I read that too
[13:14:55] <PetefromTn_> but I only keep it in there for maybe two minutes or so
[13:15:05] <_methods> maybe try 1 minute?
[13:15:12] <PetefromTn_> I could
[13:16:01] <PetefromTn_> every part I did even before the etch bath setup was here I got the parts out of the sealer and they looked dry like that
[13:16:34] <PetefromTn_> even the parts I did with the solvent dye were like that when they came out of the sealer bath
[13:17:01] <PetefromTn_> so I honestly do not know if that is correct or not
[13:17:24] <FinboySlick> I'm reading this and thinking: Sure is nice that we have the Internet now to figure stuff like that out. Imagine how much worse Pete's struggle would be otherwise.
[13:17:26] <PetefromTn_> but like I said the parts are definitely sealed and anodized because the acetone rag does not remove hardly any dye
[13:17:43] <PetefromTn_> FinboySlick I agree
[13:17:51] <PetefromTn_> this is a very valuable resource
[13:17:57] <Tom_itx> bbs
[13:17:59] <_methods> yeah you used to have to go to a LIBRARY
[13:19:05] <PetefromTn_> I'm telling you tho that the parts look and feel really nice after I wipe them down with the WD40 and even if I really rub on them with a dry clean towel they still retain that nice smooth semi-shiny look
[13:19:13] <PetefromTn_> I hope that is correct
[13:19:27] <Tom_itx> find out before delivery...
[13:19:56] <PetefromTn_> I know that people often RE-anodize parts
[13:20:18] <PetefromTn_> which requires you to put the part in the etch bath until the old layer is removed along with the dyes
[13:20:30] <PetefromTn_> which would require a bit of time soaking in it
[13:20:47] <PetefromTn_> and then they re-anodize
[13:21:01] <PetefromTn_> if it was a big problem that would probably not be possible
[13:22:25] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[13:27:31] <PetefromTn_> well I am gonna get the stuff going again here
[13:28:01] <Tom_itx> a tool changer would allow you to spend more time with it
[13:28:10] <PetefromTn_> heh no kidding
[13:32:05] <PetefromTn_> BRB
[13:37:59] -!- furrywolf [furrywolf!~randyg@174.144.193.76] has joined #linuxcnc
[13:41:53] <PetefromTn_> http://i.imgur.com/MOtEbXd.jpg
[13:41:59] <PetefromTn_> Okay
[13:42:07] <PetefromTn_> was worried about this a bit
[13:42:12] <PetefromTn_> just took one of the parts
[13:42:19] <PetefromTn_> and took it to the kitchen sink
[13:42:34] <PetefromTn_> and cleaned the crap out of it with dawn dishwashing detergent
[13:42:49] <PetefromTn_> which should easily remove any grease or oil
[13:42:57] <PetefromTn_> and dried with a clean towel
[13:43:08] <PetefromTn_> this is the picture of what it looks like after that
[13:43:19] <PetefromTn_> as you can see it is still pretty shiny
[13:43:53] <PetefromTn_> I think that is what a clean dry anodized part should look like no?
[13:44:54] -!- asdfasd [asdfasd!~332332@90.196.232.160] has joined #linuxcnc
[13:45:01] <PetefromTn_> also keep in mind that the part have slight brushed finish before anodizing
[13:45:09] <PetefromTn_> these are NOT full polished parts
[13:45:29] <furrywolf> looks nice to me, but I'm no expert.
[13:45:34] <PetefromTn_> I use the scotch brite wheel on them
[13:45:46] <PetefromTn_> and I use a red pad on the flat surfaces
[13:45:53] <furrywolf> when I was buying fittings for my subaru, I spent extra to get black painted instead of red+blue. :P
[13:45:57] <_methods> so what's wrong with that part?
[13:46:01] <PetefromTn_> furrywolf thanks I was just concerned about this last night
[13:46:16] <PetefromTn_> _methods I am not sure anything is wrong with them
[13:46:38] <PetefromTn_> just that when they come out of the sealer bath they are quite flat/matte looking and water dries on them quickly
[13:46:43] <_methods> i was gonna say looks good to me
[13:46:53] <PetefromTn_> then i take them and wipe them with acetone
[13:47:08] <PetefromTn_> and they get sort of dull looking but almost NO dye comes off on the rag
[13:47:18] <PetefromTn_> so then I wipe them with wd40
[13:47:36] <_methods> only thing i can think is to try a shorter desmut time to experiment with
[13:47:42] <_methods> see if it comes out shinier
[13:47:46] <PetefromTn_> and furry last night made the comment rightfully so asking if they need to be wiped with oil to appear shiny
[13:48:17] <PetefromTn_> I am not sure really what they are supposed to look like immediately when they come out of the sealer bath
[13:48:40] <furrywolf> I'm waiting for a call from the person who'll be helping me drive, then off to pick up a car... yay long drives.
[13:48:48] <_methods> i have no idea, the only anodizer near here closed up shop like 4 years ago
[13:48:50] <PetefromTn_> but this is why I just thoroughly cleaned a part with dawn dishwashing detergent to remove all surface oils
[13:49:03] <_methods> otherwise i'd head over there and ask them lol
[13:49:11] <PetefromTn_> and wiped it with a clean dry rag so I could see what the surface actually looks liek now without oil
[13:49:25] <_methods> nobody wants to have anything to do with finishing/plating anymore
[13:49:37] <PetefromTn_> that last picture is what it looks like
[13:49:57] <PetefromTn_> I tried to turn it to catch the light so you guys can see the surface better
[13:50:04] -!- LikeVinyl has quit [Ping timeout: 256 seconds]
[13:50:20] <PetefromTn_> I have had a lot of anodized parts over the years made by others
[13:50:30] <PetefromTn_> and this sure appears to look like they do
[13:50:50] <PetefromTn_> even completely dry of oil AFTER being at first wiped down with it.
[13:50:52] <_methods> yeah i can't remember the last time i had regular anodized parts done
[13:50:55] <furrywolf> which is a very good sign.
[13:50:59] <_methods> most of what we get is hard coat
[13:51:14] <PetefromTn_> I hate not knowing tho
[13:51:54] <furrywolf> That's called learning. :)
[13:52:01] <PetefromTn_> personally I feel like if I can scrub it by hand with damn and clean it off and it STILL looks pretty good and shiny that is a good sign. It has not lost ANY of the color and the rags are clean
[13:52:31] <PetefromTn_> furrywolf yeah man I agree it IS a learning process
[13:53:07] <_methods> https://metaltronics.wordpress.com/2008/01/18/homemade-anodizing/
[13:53:14] <PetefromTn_> whats funny is every single youtube video I have watched does not actually show someone taking the part out of the sealer bath with any sort of clarity
[13:53:16] <_methods> that guy has some after sealer pics
[13:54:22] <PetefromTn_> interesting
[13:54:43] <PetefromTn_> you can sort of see even on his GOOD parts the matte-ish finish I am talking about
[13:54:55] <PetefromTn_> on the tops of the parts in the background
[13:55:04] <_methods> yeah
[13:55:48] <PetefromTn_> also he shows that some of the parts were 2024 and some were 6061
[13:55:53] <archivist> PetefromTn_, where I worked after sealing there was a hand wipe of lanolin on the stuff, but that was for 20-30 year outdoor protection
[13:56:24] <PetefromTn_> he makes the comments that the 2024 parts had a white smut
[13:56:36] <PetefromTn_> if you look closely at that last photo
[13:56:59] <PetefromTn_> you can see the matte look in the holes of the donut shaped parts
[13:57:07] <PetefromTn_> but the outside is shiny
[13:57:20] <PetefromTn_> which makes me think he had the same thing I am talking about
[13:57:28] <PetefromTn_> archivist thanks for that information
[13:58:08] <PetefromTn_> you can actually blow that last photo up and look closer at it
[13:58:16] <archivist> PetefromTn_, it is from a dark memory from 40 odd years ago
[13:58:23] <PetefromTn_> okay
[13:58:49] <furrywolf> lanolin is nice. I have some lanolin spray I use on my hilift jack and other things that would get rusty if left outside, and it works great.
[13:58:59] <PetefromTn_> honestly now that I cleaned the crap out of one of the parts with dawn essentially removing any oils or greases and the part still looks really good I think I am okay
[13:59:07] <archivist> soaks into the o
[13:59:10] <_methods> are you doing a nickel seal?
[13:59:12] <_methods> or hot di
[13:59:13] <archivist> pores
[13:59:20] <PetefromTn_> nickel acetate sealer
[14:00:18] <PetefromTn_> okay gotta get back to it here. Appreciate all of your ideas and comments guys
[14:00:27] <PetefromTn_> just want to make sure I am doing it right for my customer
[14:00:32] <PetefromTn_> and future customers
[14:01:54] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[14:03:27] <archivist> memory was right
http://www.nevilles.co.uk/andoising.htm
[14:20:22] <CaptHindsight> gloss is generally done by bright dipping, it's a level 200 or 300 anodizing class
[14:22:49] <_methods> ahhh
[14:23:04] <CaptHindsight> http://www.potashcorp.com/media/bright_dip_manual.pdf
[14:23:50] <CaptHindsight> When aluminum is placed in a hot Bright Dip solution composed of phosphoric and nitric acids, the
[14:23:50] <CaptHindsight> nitric acid reacts with the aluminum to form an aluminum oxide film. This film is immediately dissolved by the phosphoric acid,
[14:24:22] <CaptHindsight> These reactions occur more rapidly at the peaks than in the valleys because the Bright Dip solution is very viscous. There is less agitation in the valleys than at the peaks; therefore, the rate of the reaction
[14:24:22] <CaptHindsight> in the valleys decreases as the solution becomes saturated with aluminum phosphate and the nitric acid is depleted.
[14:24:42] -!- norias [norias!~jm@2601:549:c000:5344:e01e:558c:b550:f411] has joined #linuxcnc
[14:24:57] <CaptHindsight> The surface of an aluminum part can be visualized as a series of “peaks and valleys” or high and low
[14:24:57] <CaptHindsight> areas. For the Bright Dip bath to smooth this surface, there must be a faster rate of attack and more metal removed at the “peaks” than in the “valleys.”
[14:25:52] <_methods> i think i'll just send my parts out
[14:28:07] -!- anth0ny has quit [Quit: anth0ny]
[14:30:57] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[14:31:43] -!- dirty_d [dirty_d!~dirty_d@50-205-178-174-static.hfc.comcastbusiness.net] has joined #linuxcnc
[14:34:16] -!- LikeVinyl has quit [Ping timeout: 246 seconds]
[14:35:19] -!- anth0ny has quit [Client Quit]
[14:35:22] -!- jomido [jomido!~jon@66-232-106-145.static.hvvc.us] has joined #linuxcnc
[14:35:33] -!- jomido [jomido!~jon@66-232-106-145.static.hvvc.us] has parted #linuxcnc
[14:37:43] -!- seb_ has quit [Quit: Wychodzi]
[14:37:59] <ssi> morn
[14:46:21] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[14:50:39] -!- r0ute has quit [Ping timeout: 265 seconds]
[14:54:34] <_Sync_> gah, need to make a special tool to remove the bellows coupling off my rotary table
[15:04:06] <_Sync_> to get enough grip on the shaft I have to make a tool that has a hirth joint
[15:04:06] <_Sync_> offt
[15:04:09] <_Sync_> ~pfft
[15:11:04] <zeeshan> sync making special tools is fun!
[15:11:13] <ssi> sometimes
[15:11:17] <ssi> not when you HAVE TO
[15:12:53] -!- MrSunshine has quit [Ping timeout: 265 seconds]
[15:14:15] <PetefromTn_> CaptHindsight thanks for this input my friend
[15:15:25] <ssi> https://www.youtube.com/watch?t=17&v=mGOled86Sjo
[15:15:25] <PetefromTn_> so is what you are saying is that the matte look after coming out of the sealer bath is typical then? I don't really know what to think other than the fact that after I clean with acetone and wipe with WD40 I get a nice looking part
[15:15:32] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[15:16:11] <PetefromTn_> OMG that may be the dumbest looking thing I ever saw....
[15:16:17] <ssi> hahaha
[15:16:20] -!- GJdan has quit [Read error: Connection reset by peer]
[15:17:49] <PetefromTn_> I mean it is a mechanical marvel....but it's awkward and kinda stupid no? hehehe
[15:17:59] <ssi> naw man it's totally practical
[15:18:01] <_Sync_> ssi: yeah when the other solution is breaking the thing
[15:18:04] <ssi> it's going to revolutionize personal travel
[15:18:10] <ssi> _Sync_: yea :/
[15:18:13] <CaptHindsight> the acetone removes any loose unsealed dye, the WD40 acts as a polish
[15:18:36] <PetefromTn_> CaptHindsight and this is typical process?
[15:19:43] <CaptHindsight> unless they are bright dipped or similar they have a dull finish
[15:19:45] <PetefromTn_> LOL if you watch that video a bit longer (if you can stand it) it looks like the machine is kicking the guy in his ass with every step
[15:20:33] <PetefromTn_> Okay yeah so I am giving these parts a light brushed finish with the 3M scotchbrite wheels and pads so that is definitely not a polished finish look.
[15:21:07] <PetefromTn_> so the finish I am getting right out of the sealer tank is to be expected. Then as I said once I give it a wipe down it looks really nice and smooth/satiny look
[15:21:35] <PetefromTn_> even after I clean it with dawn dishwashing detergent it retains that look almost
[15:21:44] <PetefromTn_> I was just concerned I was doing something wrong here
[15:21:55] <PetefromTn_> I REALLY REALLY appreciate your input Captain.
[15:22:07] <furrywolf> that walking machine, from the ~10 seconds of video that's managed to load, looks surprisingly complicated...
[15:22:20] <ssi> it's not too bad
[15:22:44] <ssi> just a couple five bar linkages driven by a crankshaft
[15:22:48] <furrywolf> in that someone had to work hard to design that linkage
[15:22:48] <PetefromTn_> its just an eccentric mechanism with links
[15:23:01] <ssi> he ripped it off from another guy
[15:23:14] <ssi> https://www.youtube.com/watch?v=azy-c6QXUCw
[15:23:14] <ssi> that one
[15:23:20] <furrywolf> it's not "just". you try designing something to get that functional of a gait. :P
[15:23:33] <PetefromTn_> honestly while it is kinda humorous looking the guy put a LOT of hard work into it
[15:23:36] * furrywolf has worked on walking things before, and it ain't easy
[15:23:41] <ssi> I've done it, and I know :P
[15:23:50] <_methods> strandebeest
[15:23:56] <furrywolf> PetefromTn_: you should build one and annodize it. :P
[15:23:57] <zeeshan> that is a wind walking kinetic sculpture though
[15:24:04] <ssi> yeah
[15:24:05] <zeeshan> not drill powdered!
[15:24:12] <ssi> but the leg linkage is almost the same
[15:24:20] <_methods> that guy has spent his entire life makin them
[15:24:22] <PetefromTn_> damn that one is pretty impressive
[15:24:25] <_methods> the japanese love him
[15:24:26] <ssi> yes it is
[15:24:30] <_Sync_> zeeshan: do you even know hos annoying it is to make a proper hirth?
[15:24:39] <zeeshan> sync less irc
[15:24:41] <zeeshan> more machining
[15:24:47] <zeeshan> :-)
[15:24:47] <ssi> lawl
[15:24:57] <_Sync_> doesn't make it any less annoying
[15:25:06] <PetefromTn_> my next door neighbor across the street just came to visit me
[15:25:18] <zeeshan> _Sync_: everytime i have to make a custom tool, i get annoyed first
[15:25:18] <PetefromTn_> she is a very pretty lady with a young son
[15:25:24] <PetefromTn_> and APPARENTLY
[15:25:32] <zeeshan> but then i realize, holy shit, if i was a cave man, i'd have to make this using rocks
[15:25:34] <PetefromTn_> the guy who owns her house is kicking her out for some reason
[15:25:37] <zeeshan> now i have a milling machine!
[15:25:44] <ssi> PetefromTn_: is she moving in with you? :P
[15:25:49] <_methods> lol
[15:25:49] <zeeshan> (though i still a caveman)
[15:25:50] <PetefromTn_> LOL no
[15:25:53] <_methods> no her son is
[15:25:54] <furrywolf> is it because she's crazy? :P
[15:26:01] <_methods> sucker
[15:26:07] <PetefromTn_> but she IS possibly interested in my house
[15:26:15] <_methods> sweet
[15:26:19] <_methods> florida bound
[15:26:24] <PetefromTn_> she just came over and did a quick walk thru
[15:26:27] <CaptHindsight> FLORIDA here we COME!
[15:26:40] <PetefromTn_> she said she wanted to think about it and have her father come and walk thru it
[15:26:42] <furrywolf> bbl, off to pick up subaru
[15:26:55] <PetefromTn_> Ya never know... It still does need some work inside
[15:27:22] <PetefromTn_> but it did not seem to overly bother her and she kept talking about how much her son would LOVE the pool and garage
[15:27:48] <PetefromTn_> she said she REALLY LOVES this neigborhood and she feels at home here and does not want to leave
[15:28:07] <PetefromTn_> ya never know probably nothing gonna come of it but anything is possible...
[15:29:10] -!- MrSunshine [MrSunshine!~mrsun@c-c13de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[15:29:19] <PetefromTn_> apparently she went away on vacation two weeks ago and accidentally left the side door to the house open and the landlord came to check on the house and got mad about that and some other mild things....who knows.
[15:29:40] <PetefromTn_> She is a very nice lady tho and from what I have seen she takes good care of her house.
[15:29:56] <PetefromTn_> always keeps the lawn mown and the yard clean
[15:30:15] <PetefromTn_> and I have been in her house visiting once or twice and it was always clean inside too so who knows
[15:30:26] <ssi> "visiting"
[15:30:29] <PetefromTn_> maybe he just wants to move a family member in to his rental house or sell it
[15:30:39] <PetefromTn_> ssi ;)
[15:31:07] <PetefromTn_> she is just a friend heh
[15:31:21] <PetefromTn_> besides her son is kind of annoying kid
[15:31:29] <PetefromTn_> :D
[15:31:37] <ssi> lol he just needs a strong male role model ;)
[15:31:45] <PetefromTn_> yup SOMEONE ELSE
[15:31:48] <ssi> heheheh
[15:32:00] <PetefromTn_> he does not have a Dad apparently he died
[15:32:08] <PetefromTn_> when the kid was a baby
[15:32:22] -!- furrywolf has quit [Ping timeout: 246 seconds]
[15:32:34] <PetefromTn_> so I think she kinda lets him do whatever just to help him be happy and it sorta makes him a bit obnoxious
[15:32:41] <PetefromTn_> but he is a good kid tho
[15:33:14] <PetefromTn_> I feel bad that they are gonna be houseless here soon
[15:33:48] <PetefromTn_> oh well we'll see what happens probably nothing
[15:33:50] <ssi> yeah that's rough
[15:34:06] <PetefromTn_> I had a landlord do that to me once...it really sucked
[15:34:25] <PetefromTn_> its hard enough to move when you PLAN it
[15:34:39] <PetefromTn_> let alone when your landlord decides to kick you out unexpectedly
[15:34:59] <PetefromTn_> she has a good job apparenlty works for an insurance company as an IT person
[15:35:17] <PetefromTn_> works from home
[15:40:12] -!- Daerist has quit [Quit: Leaving]
[15:40:19] -!- quiqua has quit [Quit: quiqua]
[15:45:53] <PetefromTn_> ssi are you flying today?
[15:46:34] <ssi> probably
[15:46:38] <ssi> flew yesterday, but shouldn't have
[15:46:45] <ssi> that storm was very inconvenient
[15:46:58] <ssi> tried to go to memphis, got stuck in huntsville
[15:47:00] -!- amiri_ has quit [Ping timeout: 246 seconds]
[15:48:32] <PetefromTn_> yeah man it got pretty nasty around here the last day or two
[15:48:43] <PetefromTn_> serious thunder and lightning
[15:48:48] <PetefromTn_> lost power like three times
[15:48:57] <PetefromTn_> which made anodizing interesting
[15:49:00] <ssi> flew through some heavy rain coming home last night
[15:49:07] <ssi> took the paint off my leading edges :/
[15:49:11] <PetefromTn_> can you generally fly above it or no
[15:49:15] <ssi> no
[15:49:19] <ssi> tops of that storm were at 44,000'
[15:49:23] <PetefromTn_> damn
[15:49:26] <PetefromTn_> that bites
[15:49:38] <PetefromTn_> does it get real turbulent in the smaller plane?
[15:49:52] <ssi> it can, yes
[15:49:55] <ssi> but we had smooth air mostly
[15:50:10] <PetefromTn_> I have only flown in a small plane once when I was very young
[15:50:28] <PetefromTn_> went with my grandpa and a friend on a hunting trip in upstate New York
[15:50:37] <Simonious> http://www.intelitek.com/engineering/cnc-machines/benchmill-6000-cnc-machining-center/ <- this a good machine? Can it do steel?
[15:50:41] <PetefromTn_> but it was a nice day and the flight was fun and pleasant as I recall
[15:51:15] <ssi> we had crazy cloud to cloud lightning all around us and directly overhead most of the flight
[15:51:24] <ssi> it was nerve wracking, but pretty awesome looking
[15:51:28] <PetefromTn_> Simonious That looks a lot like another machine I have seen retrofitted
[15:51:42] <Simonious> PetefromTn_: good machine?
[15:51:47] <_methods> they sure don't have many pics of it
[15:51:47] <PetefromTn_> there is a fellow here retrofitting one
[15:51:48] <_methods> hard to tell
[15:52:08] <PetefromTn_> as I understand it they are head and shoulders above any of the cheap chinese machines
[15:52:12] <Simonious> PetefromTn_: why the refit?
[15:52:24] <PetefromTn_> I want to say they are called bench something named?
[15:52:38] <ssi> I imagine if it'll do steel, it'll have to run very very slowly
[15:52:39] <PetefromTn_> apparently he got an older one with a blown control for a low price
[15:52:41] <ssi> doesn't look remarkably rigid
[15:52:46] <ssi> and only 1000W spindle
[15:52:47] <Simonious> ssi: my thoughts too
[15:53:23] <archivist> Simonious, I can imagine a better price/performance elsewhere, they lack images and the right detail
[15:53:29] <Connor> Looks like a X3 to me..
[15:53:45] <Simonious> archivist: me too, but I'm not sure what particular items would be better price/performance!
[15:53:52] <Simonious> archivist: that's why I'm asking :)
[15:54:08] <archivist> any old real industrial machine retrofitted
[15:54:21] <PetefromTn_> I think it is sort of like a terco no?
[15:54:25] <Simonious> archivist: well sure, but for a ready to go...
[15:54:47] <Simonious> that comes later, right now I'm looking at a ready to run unit
[15:54:53] <PetefromTn_> wish I could remember that guys name that has the machine
[15:55:02] <PetefromTn_> he is on the list for linuxCNC
[15:55:09] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[15:55:17] <PetefromTn_> and when he was working on it he did a video chat with several of us
[15:55:29] <PetefromTn_> hang on
[15:56:05] -!- b_b has quit [Remote host closed the connection]
[15:56:28] <PetefromTn_> yeah it was in a google hangout
[15:59:47] <PetefromTn_> damn I can't find his name
[15:59:51] <archivist> Simonious, that sort of thing most of us in here would not consider as it is not linuxcnc friendly
[16:00:06] <Simonious> hence the retrofit?
[16:00:41] <Simonious> archivist: I tend to agree - this is for a fablab starting up in the region and they are asking my opinion on the mill they startup with.. I'm looking for other options for them.
[16:01:00] <PetefromTn_> https://www.youtube.com/watch?v=uq0W0lhWWNo
[16:01:20] <Connor> Simonious: Tormach 770 or 1100??
[16:01:21] <archivist> like a hackspace? then doing their own retrofit is good experience
[16:01:32] <Simonious> archivist: agreed, but they need to be started first..
[16:01:37] <Simonious> Connor: was just looking at the 770
[16:01:46] <Simonious> Connor: might be a good option
[16:02:05] <Connor> They're using PathPilot now.. which is based on linuxcnc. :)
[16:03:15] <PetefromTn_> https://www.youtube.com/watch?v=JreFRedPPns&list=PL-TfMGNdYKa6lQljEMUhefr4sLbQHqsKz
[16:04:18] <PetefromTn_> https://www.youtube.com/watch?v=Apq7OR_5yMw
[16:04:25] <PetefromTn_> cutting metal finally hehe
[16:07:35] <Simonious> so.. is the tormache a better option than the benchmill? that's my thinking at the moment.
[16:07:41] <Simonious> http://www.tormach.com/store/index.php?app=ecom&ns=catshow&ref=PCNC770_Packages_Ed1
[16:07:49] <ssi> tormach is a pretty solid machine
[16:08:18] <archivist> and some real quality control
[16:08:50] <Simonious> looking to see if it has the 4th axis..
[16:09:01] <PetefromTn_> I would probably personally not get the 770 unless you are making a lot of smaller parts
[16:09:19] <PetefromTn_> it is a smaller machine with higher speed spindle
[16:09:41] <Simonious> PetefromTn_: smaller work area than the benchmill? looking
[16:11:11] <PetefromTn_> if you are considering the Tormach you might also look into the Novakon Torus and the Charter Oak CNC bedmills
[16:11:49] <PetefromTn_> Simonious no I meant that the 770 is smaller than the 1100 from Tormach
[16:11:58] <Simonious> ahh
[16:12:37] <PetefromTn_> All of these are at the top of the chinese bedmill heap really and most have at least decent reputations
[16:13:13] <Simonious> Tormach is a Chinese?
[16:13:13] <PetefromTn_> Tormach has been around awhile and probably has the best reputation and the most available options and tooling but that does not necessarily mean it is the best machine
[16:13:18] <PetefromTn_> yes
[16:13:28] <PetefromTn_> designed and whatnot here and built over there
[16:13:36] <Simonious> oh.. of course
[16:13:59] <ssi> it's a step above chinese mills designed in china and built in china with chinese QC and chinese sellers
[16:14:12] <PetefromTn_> Tormach does seem to employ a large staff and has competent engineers on hand to help with the design and support
[16:14:58] <PetefromTn_> would not be surprised if that INtellitek machine is also made in china but honestly have never seen it before
[16:15:28] <Simonious> probably
[16:15:49] <Simonious> we've got a HAAS in the shop where I work... but I'm not allowed to touch it :P
[16:16:06] <PetefromTn_> I like HAAS machines...have run quite a few now
[16:16:20] <PetefromTn_> they are a great machine for a reasonable price
[16:16:40] <Simonious> My background is 3d printing and router tables.. I'm told I don't have enough machine experience to touch the HAAS yet :P
[16:17:02] <Simonious> (I've designed and built 3d printers though)
[16:17:22] <ssi> 3d printers can't do tens of thousands of dollars to themselves and/or kill employees due to mishandling or misprogramming :)
[16:17:23] <PetefromTn_> well I don't know jack about 3d printing but if you can run a router table programming you can probably run a CNC mill.
[16:17:51] <Simonious> PetefromTn_: I'd need to know something about materials and speeds
[16:17:54] <PetefromTn_> the toolpaths are similar just with different speeds and feeds
[16:17:57] <Simonious> there are certainly a few things I don't know that apply
[16:18:04] <PetefromTn_> sure
[16:18:12] <archivist> sometime on manual machines helps too
[16:18:26] <Simonious> I'm allowed to use the lathe and the bridgeport :)
[16:18:41] <PetefromTn_> and like SSI said accidents on a HAAS machine can be both dangerous and expensive
[16:18:47] * Simonious nods
[16:19:33] <PetefromTn_> I have watched experienced machinists with years of time on VMC's destroy parts and tools and send things flying tho heh
[16:20:01] <Simonious> I've heard stories.. But never seen it.
[16:20:04] -!- skunkworks has quit [*.net *.split]
[16:20:06] -!- DaViruz has quit [*.net *.split]
[16:20:18] -!- DaViruz [DaViruz!~daviruz@c83-253-202-121.bredband.comhem.se] has joined #linuxcnc
[16:20:22] <ssi> running a machine in production is usually pretty uneventful
[16:20:28] <PetefromTn_> let's just say that there is a REASON for that big box enclosure around the machine and the bulletproof glass ;)
[16:20:29] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[16:20:30] <ssi> usually those programs are pretty well tested and run smoothly
[16:20:39] <ssi> but testing and initial programming can be pretty sketchy
[16:20:49] <Simonious> ssi: I work in a prototype shop, most of our stuff is one offs
[16:20:58] <ssi> yeah that's the most dangerous way to run a big cnc mill :)
[16:21:13] <PetefromTn_> I have worked in several job shops so most everything is a onesie twosie
[16:21:16] <ssi> glue your hand to the estop
[16:21:21] <Simonious> yup
[16:21:52] <PetefromTn_> I really like slowing down the feedrates on a first run and honestly linuxCNC's great graphical interface is wonderful
[16:22:11] <PetefromTn_> lets you really see what is happening and more importantly what is GOING to happen next
[16:22:17] <Simonious> that's what we converted the router table to.. I'm a novice with it though
[16:22:22] <archivist> I cut air long before metal
[16:22:30] <Simonious> I do a lot of air cuts
[16:22:43] <PetefromTn_> I used to cut lots of air but now I hardly ever do it.
[16:23:00] <PetefromTn_> not that I am a pro whatsoever
[16:23:02] <archivist> I tend to write the code on the machine
[16:23:21] <Simonious> archivist: hand writing the gcode? we got a guy that likes to do that
[16:23:24] <PetefromTn_> I almost never do that
[16:23:38] <archivist> I always hand write
[16:23:41] <PetefromTn_> 99 percent of everything I make is CAD CAM programmed
[16:23:54] <Simonious> I use inkscape/sketchup/cambam/solid works
[16:23:55] <PetefromTn_> I know a lot of lathe guys do hand coding a lot
[16:24:03] <ssi> yeah that's all I've ever done for lathe
[16:24:09] -!- Nick001-shop [Nick001-shop!~chatzilla@50.39.53.207] has joined #linuxcnc
[16:24:30] <PetefromTn_> I will probably still use cam for my lathe once it is up and running but who knows
[16:24:30] <archivist> mdi mode on the lathe often
[16:24:57] <PetefromTn_> I like being able to simulate the entire program and watch it run in cyberspace first before it hits the machine
[16:25:50] <Simonious> linuxcnc can do that now?
[16:26:12] <PetefromTn_> Well I don't use linuxCNC to simulate but you probably could
[16:26:14] <archivist> linuxcnc usually can do whatever you want
[16:27:00] <ssi> I use it to dress me and make my coffee in the mornings
[16:31:10] <PetefromTn_> as I understand it you can setup a linuxCNC simulator in another PC if you want and can run programs to test things but I have never done it...
[16:32:53] <_methods> axis shows your gcode toolpaths?
[16:35:38] -!- putnik has quit [Remote host closed the connection]
[16:37:57] <PetefromTn_> https://www.youtube.com/watch?v=982eoStCbm8 you can see it at :17 in this video...not sure how it would work in simulation
[16:42:51] -!- putnik has quit [Changing host]
[16:50:05] -!- patrickarlt has quit [Remote host closed the connection]
[16:55:28] <dirty_d> hmsworks has a really good simulator
[16:59:43] -!- gadue has quit [Ping timeout: 244 seconds]
[17:00:13] <lair82_> PetefromTn, I have a test pc in my office that I use all the time when we are having problems ( like all this week so far ), and I use it to hack out my machine configs as rough as possible, before standing at the control pendant to finish them.
[17:00:36] <lair82_> Having problems with gcode programs
[17:02:27] -!- patricka_ has quit [Remote host closed the connection]
[17:03:05] <PetefromTn_> lair82_ cool man that sounds like a good idea. I use a G code simulator to test out code before I post it...
[17:04:04] <PetefromTn_> really helps me get code posted to the machine right the first time. I usually only have to change little things like turn on coolant when I forgot or make subtle changes in feedrates or spindle speeds...
[17:11:07] <_methods> most cam programs have simulators
[17:11:33] <_methods> i use cimco edit if i just have some orphaned gcode though
[17:21:46] -!- putnik has quit [Quit: leaving]
[17:22:11] <_methods> oh yeah i found some free gcode simulator called ncsimulator i think
[17:22:15] <_methods> that seemed to work alright
[17:22:54] <_methods> http://www.cs.technion.ac.il/~gershon/NCSim/
[17:23:47] -!- PetefromTn_ has quit [Ping timeout: 240 seconds]
[17:24:32] -!- putnik has quit [Changing host]
[17:25:35] -!- pingufan has quit [Quit: Konversation terminated!]
[17:27:11] -!- PetefromTn_ [PetefromTn_!~IceChat9@97-81-58-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[17:33:04] -!- humble_sea_bass has quit [Ping timeout: 250 seconds]
[17:33:20] -!- humble_sea_bass [humble_sea_bass!U2FsdGVkX1@ma.sdf.org] has joined #linuxcnc
[17:38:22] -!- membiblio [membiblio!~membiblio@108.32.57.2] has joined #linuxcnc
[17:39:18] -!- aquaWeasel [aquaWeasel!~aquaWease@ec2-54-173-96-133.compute-1.amazonaws.com] has joined #linuxcnc
[17:46:49] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-rfmxtmctvtbejget] has joined #linuxcnc
[17:49:49] -!- Dimroy [Dimroy!~Dim@ANantes-651-1-238-26.w90-59.abo.wanadoo.fr] has joined #linuxcnc
[17:50:05] <dirty_d> most touch off probes just use an alligator clip connected to the spindle, what kind of things can you do to prevent the tool from smashing shit when probing if for whatever reason the connection isnt made?
[17:51:45] <PCW> Probe should be NO, if the wire breaks the probe move will stop
[17:52:00] <PCW> NC I mean
[17:53:00] <dirty_d> what?
[17:53:36] -!- md-2 has quit [Quit: Leaving...]
[17:53:58] <dirty_d> the probing stops when the tool completes a circuit with the plate
[17:55:25] <PCW> Oh not a real probe
[17:56:07] <dirty_d> yea i mean a crappy one made from a piece of PCB or something
[17:56:27] <dirty_d> im thinking like, oops i forgot to connect the alligator clip
[17:56:54] <dirty_d> i guess you could limit the damage by having it only probe down like 0.01" at a time
[17:57:15] <dirty_d> manually jog down to almost touching then hit the probe button once or twice till it touches
[17:59:08] -!- per_sonne has quit [Quit: Be back later ...]
[17:59:35] <dirty_d> G38.2 and G38.4 will signal an error by posting an message on screen if the selected GUI supports that. And by halting program execution.
[17:59:38] <dirty_d> sounds perfect
[18:01:00] -!- CaptHindsight has quit [Quit: gone]
[18:02:20] -!- exitcode1 [exitcode1!~exitcode1@unaffiliated/exitcode1] has joined #linuxcnc
[18:05:18] -!- syyl [syyl!~sg@p200300632C4ED7058029E4D07F44FB9B.dip0.t-ipconnect.de] has joined #linuxcnc
[18:07:21] -!- syyl_ has quit [Ping timeout: 246 seconds]
[18:10:28] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[18:14:00] -!- patrickarlt has quit [Remote host closed the connection]
[18:16:01] -!- GJdan has quit [Remote host closed the connection]
[18:20:13] -!- Demiurge has quit [Remote host closed the connection]
[18:20:48] -!- arrowbook has quit [Ping timeout: 264 seconds]
[18:22:11] <zeeshan-lab> lalala
[18:22:16] <zeeshan-lab> kaboom wentthe film
[18:22:44] <skunkworks> https://www.youtube.com/watch?v=cGr37Dn6YgM
[18:22:58] <ssi> mwat
[18:23:28] <_methods> is that something new for tormach?
[18:23:58] <skunkworks> something someone hacked together with their path pilot software.
[18:24:16] <skunkworks> linuxcnc under the hood
[18:24:17] <_methods> their machines don't tap?
[18:24:26] <cradek> now they do
[18:24:44] <_methods> oh mach3 couldn't do rigid tapping or something?
[18:24:59] <cradek> haha no
[18:25:03] <_methods> lol
[18:25:07] <_methods> wow
[18:25:31] <PetefromTn_> yup no real rigid tapping for tormach until linuxCNC came on board....
[18:25:37] <_methods> how do those machtards even have the nerve to defend that trash
[18:25:39] <ssi> mach can't do a lot of things
[18:25:56] <ssi> no spindle synchronized motion, no closed loop position
[18:26:12] -!- Dimroy has quit [Quit: Quitte]
[18:26:16] <_methods> that's funny
[18:26:31] <_methods> i always just assumed that it could handle rigid tapping
[18:27:12] <ssi> you know what happens when you assume
[18:27:16] <cradek> hey it's pretty new in linuxcnc too - we've only had it since 2007
[18:27:16] <_methods> yeah lol
[18:27:20] <_methods> you end up with mach4
[18:27:30] <ssi> you reach incorrect conclusions based on incorrect assumptions :)
[18:29:07] -!- micges has quit [Ping timeout: 246 seconds]
[18:30:19] <PCW> Pretty sure in mach, synchronized moves beyond simple coordinated axis motion (for Mach with PP) is deferred to the external motion controller
[18:30:54] <_methods> like grbl lol
[18:32:04] <PCW> Well the problem then is you have a nasty environment to write complex real time motion algorithms
[18:37:29] <skunkworks> http://www.cnczone.com/forums/tormach-pathpilot-/276208-tormach-software-forum-posts.html
[18:38:43] <greg___> www.ebay.com/itm/171859696053 Max table load for this machine is 22Lb
[18:38:49] <cradek> looks like their spindle has decent accel
[18:38:51] <cradek> it works great
[18:39:19] <skunkworks> that has to make some drool...
[18:40:21] <skunkworks> the competior uses a servo spindle and some sort of pic processor to switch from free running to A axis for rigid tapping in mach. (and you need to program the motion acordingly)
[18:40:27] <syyl> the kurt vice looks like a great idea on that little emco
[18:41:22] <cradek> skunkworks: gross
[18:41:28] <_methods> i'm pretty sure that vise is 22lbs lol
[18:41:41] <skunkworks> cradek, agreed
[18:44:04] <PetefromTn_> http://i.imgur.com/7TMNNsC.jpg http://i.imgur.com/lK6yD2Q.jpg Latest two completed pairs out of the anodizing tank with the new stainless hardware installed. GETTING THERE!! LOL
[18:44:55] <skunkworks> one of these in the corner of the garage would be cool...
[18:44:57] <skunkworks> http://www.industrialmanuals.com/index.php?main_page=popup_image&pID=3844&products_photos_id=10255
[18:45:13] <greg___> That vise is 34Lb.
[18:45:30] <PetefromTn_> what vise?
[18:45:52] <greg___> pete in the emco listing i posted above
[18:46:10] <PetefromTn_> Skunkie indeed that is a pretty badass machine. Horizontal with toolchanger in a compact package MMMmmmmm MMMmmm
[18:47:09] <PetefromTn_> Oh okay
[18:47:12] <ssi> i like it
[18:47:14] <PetefromTn_> DL430
[18:47:25] <PetefromTn_> neat little double vise
[18:47:32] <ssi> I have a DL430
[18:47:42] <ssi> I got it on ebay for $240 several years ago
[18:47:56] <PetefromTn_> I swear with my Cincinatti Arrow 500 having 20x20 travels I REALLY should have two double vises on that bad boy.
[18:48:00] <greg___> just too heavy for the machine it's in.
[18:48:00] <ssi> yeah
[18:48:05] <ssi> I intend to put my DL430 on the cinci
[18:48:19] <PetefromTn_> I would want a 6" flavor tho
[18:48:25] <ssi> it's kinda small capacity, but for making two parts at a time it'd be awesome
[18:48:36] <PetefromTn_> sure would be
[18:48:40] <ssi> I've put the jaws on the outside and used it for big plate parts though
[18:48:44] <PetefromTn_> second side ops FTW
[18:48:47] <ssi> only get about 1/8" of clampingn but it works well
[18:49:05] <PetefromTn_> thats what sacrificial jaws are for make em as tall as you need
[18:49:09] -!- kwallace has quit [Ping timeout: 255 seconds]
[18:49:12] <ssi> yeah true
[18:49:52] <PetefromTn_> a pair of 6" double vises would be kickass, make large fixture plates and clamp down outside on both vises.
[18:50:07] <PetefromTn_> damn near like a pallet changer
[18:50:25] <ssi> they're not cheap!
[18:50:33] <PetefromTn_> NO THEY ARE NOT!
[18:50:54] <ssi> http://www.travers.com/93108-61-421-243
[18:51:28] <PetefromTn_> you can get em cheaper than that tho
[18:51:40] <PetefromTn_> its a real shame shars double vises are a POS apparently
[18:51:40] <ssi> I know
[18:51:42] <ssi> but still not cheap
[18:52:06] <ssi> I wonder how the glacern double 6" is
[18:52:10] <ssi> although they're still $1000
[18:52:11] <PetefromTn_> http://www.ebay.com/itm/NEW-Glacern-Machine-Tools-GDV-620FE-CNC-Milling-Machine-Double-Vise-DL640-/280985984640?pt=LH_DefaultDomain_0&hash=item416c11de80
[18:52:35] <ssi> lol it's $999 on GMT's site
[18:52:59] <PetefromTn_> shitheads hehe
[18:53:11] <ssi> gotta cover the ebay tax :)
[18:53:41] <PetefromTn_> hey you laugh but they take their chunk believe me
[18:54:02] <ssi> I know!
[18:54:26] <_methods> yeah man i used to get vises from glacern but now they cost as much as kurt
[18:55:02] <PetefromTn_> http://www.ebay.com/itm/3-CHICK-QL4-VISE-/321806848068?pt=LH_DefaultDomain_0&hash=item4aed2ed044
[18:55:09] <_methods> there ya go
[18:55:14] <_methods> those are good vises
[18:55:24] <ssi> dang
[18:55:35] <_methods> the ql4 are nice
[18:55:36] <ssi> too bad shipping is gonna be an asshole
[18:56:32] <PetefromTn_> freight shipping probably not all that bad.
[18:56:52] <ssi> yeah except you have to arrange it
[18:57:32] <PetefromTn_> usually it is the sellers job to arrange but they may not want to deal with it. who knows
[18:58:41] <_methods> i hear people sayin good stuff about those orange vises too
[18:58:46] <_methods> but i've never used them
[18:59:03] <PetefromTn_> do they make dual station vises?
[18:59:09] <_methods> i think so
[18:59:25] <PetefromTn_> Oh hell yeah
[18:59:27] <_methods> i think they make vises just like chick
[18:59:35] <PetefromTn_> http://www.orangevise.com/six_inch_vises
[18:59:57] <_methods> those look like the old ql4's though
[19:00:03] <_methods> that don't have the quick snap vise jaws
[19:00:17] <PetefromTn_> like the quick release dovetail jaws tho
[19:02:13] <_methods> you want the system 5 quick change chick jaws
[19:03:05] <_methods> http://www.chick-workholding.com/4dcgi/WebTemplate?PATH=1000003&&WTMP=4&&PDID=13&&PSIZ=133&&_RND=7680_
[19:03:26] <_methods> heheh $1354.00
[19:04:14] -!- per_sonne has quit [Ping timeout: 244 seconds]
[19:06:20] <PetefromTn_> actually that is the 4 inch model hehe
[19:08:05] <_methods> oops 1060
[19:08:12] <_methods> i think that is the 6in
[19:08:42] micges_ is now known as micges
[19:08:51] <_methods> 1540
[19:09:07] <_methods> they are $1762.00 though lol
[19:09:13] <_methods> http://www.chick-workholding.com/4dcgi/WebTemplate?PATH=1000003&&WTMP=4&&PDID=13&&PSIZ=134&&_RND=17747_
[19:09:25] <greg___> Uhoh, I might need these, but I hate butchered stuff.
http://www.ebay.com/itm/171838516236
[19:09:33] <_methods> i'm suprised no one makes knock off chick vises
[19:10:32] <_methods> wow they destoryed those vises lol
[19:10:45] <_methods> guess they had to do some crazy side work lol
[19:11:30] <PetefromTn_> are those chick vises made from aluminum?
[19:12:07] <_methods> yeah
[19:12:27] <_methods> if you're going to be doing hogging i recommend sticking with a kurt
[19:13:32] <_methods> they're production vises
[19:14:25] <_methods> it's hard to beat a d688
[19:14:54] <_methods> but changeover time on those chicks is like 30sec
[19:15:01] <_methods> unscrew 2 screws
[19:15:09] <_methods> pull off center vise
[19:15:19] <_methods> put in new center and put 2 screws in
[19:15:28] <_methods> the movable jaws just snap off
[19:15:55] <PetefromTn_> if I could afford a better vise I would probably look at those orange dual stations and compare them to the Kurt version. Having said that I am pretty pleased with my Kurt D688
[19:16:41] -!- skunkworks has quit [Read error: Connection reset by peer]
[19:20:58] <_methods> well i wouldn't worry about chick vises until i was doin some serious repeat work
[19:21:13] <_methods> you won't see any return until you're doing lots of repeat changeover
[19:21:19] <PetefromTn_> https://www.youtube.com/watch?t=27&v=Nl-Soh4aWik Jeez man this guy messed with the wrong Firefighter LOL
[19:21:33] <_methods> is that the store robbery thing
[19:21:38] <PetefromTn_> _methods yeah and that will probably never happen
[19:21:43] <PetefromTn_> yeah
[19:21:54] <_methods> yeah lol saw that this morning
[19:22:01] <_methods> hilarious
[19:22:23] <PetefromTn_> I love how he bear hugged his ass and then tossed him like a rag doll..
[19:23:11] <greg___> just add jaws? www.ebay.com/itm/121698534740 or i wonder if this is any good www.ebay.com/itm/141711897141
[19:23:17] <PetefromTn_> some of the comments on that video are priceless
[19:23:30] <PetefromTn_> " i love how he looked the dude up and down and went "yeah, im smashin this fool"
[19:25:12] <lair82_> That was bad ass!!
[19:26:26] <_methods> i've never even heard of a BT vise
[19:26:40] -!- RifRaf has quit [Ping timeout: 256 seconds]
[19:27:24] <greg___> yeah i don't know
http://btworkholding.com/3WAYSTEEL.HTML
[19:27:31] <PetefromTn_> what was the robber thing LOL
[19:29:23] <greg___> https://www.youtube.com/watch?v=Vwh0lBPHg9o
[19:30:05] <_methods> its canada don't worry
[19:30:26] <_methods> they were just apologizing to each other in a violent looking way
[19:30:44] <PetefromTn_> hehe
[19:37:46] -!- dirty_d has quit [Quit: Leaving]
[19:51:07] <Simonious> guys got a link for some cheapish Nema23s?
[19:51:54] <CaptHindsight> steppers, servos, adapters, brackets?
[19:52:12] <Tom_itx> http://www.automationtechnologiesinc.com/products-page/nema-23
[19:54:18] <_methods> ebay
[19:57:35] <LeelooMinai> Hmm, I found some little AC welder in my basement. Lincoln electric I believe. 48V 50A or close - is it worth keeping? Not sure if I want to weld anything, but I know that with DC one I could use it to do some interesting things, like de-rust old tools in a bucket, but, well, this one is AC, so... any opinion?
[19:57:51] <XXCoder> _methods: I agree, kurt is nice
[20:02:06] -!- XXCoder has quit [Ping timeout: 244 seconds]
[20:04:45] <_methods> only bad thing about kurt is the price tag lol
[20:05:01] -!- per_sonne has quit [Ping timeout: 246 seconds]
[20:05:04] <CaptHindsight> and if they land on your foot
[20:05:34] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:05:45] <_methods> yeah
[20:05:49] <_methods> that's not fun
[20:05:58] <_methods> good way to send some little piggies to the market
[20:09:19] <PetefromTn_> OMG if my D688 fell on your foot you would be in some serious pain/trouble
[20:13:14] <_methods> http://i.imgur.com/YwStjQV.jpg
[20:14:08] <PetefromTn_> WOW that does not look like my idea of a good time
[20:15:11] <_methods> nope
[20:15:48] <_methods> i'm rather attached to my body parts
[20:29:41] <Connor> be careful of the steppers on ebay.. be sure to check the inductance, other wise, you'll end up with a stepper that requires a very high voltage to get anywhere close to the torque & speed they report.
[20:30:26] <Connor> the 570 oz/in 5amp 3/8" shaft on automation technologies inc are good.
[20:36:36] -!- sumpfralle [sumpfralle!~lars@v22014112486721426.yourvserver.net] has joined #linuxcnc
[20:41:45] <jthornton> automation direct has good steppers
[20:41:46] -!- skorasaurus has quit [Ping timeout: 246 seconds]
[20:42:21] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[20:57:32] -!- almostworking has quit [Quit: Textual IRC Client: www.textualapp.com]
[21:01:25] -!- almostworking [almostworking!~almostwor@unaffiliated/almostworking] has joined #linuxcnc
[21:02:38] <zeeshan> where is andypugh
[21:02:39] <zeeshan> ;[
[21:04:19] <_methods> he didnt say anything about good lol
[21:04:38] <_methods> cheapish i think was the reqmnt
[21:06:24] -!- per_sonne has quit [Ping timeout: 256 seconds]
[21:06:56] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[21:07:02] -!- FinboySlick has quit [Quit: Leaving.]
[21:13:38] JT-Shop_ is now known as JT-Shop
[21:18:51] <JT-Shop> he is in Europe
[21:20:43] <Deejay> gn8
[21:20:50] <JT-Shop> one more shipment to package up and I'm calling it a day
[21:20:57] <JT-Shop> good night
[21:21:03] <greg___> So my garage has two outlets. One is GFCI protected and one isn't..... also should an outlet on the ceiling also be GFCI? it isn't
[21:21:21] -!- Deejay has quit [Quit: bye]
[21:21:37] <JT-Shop> only if your living in a flood zone :)
[21:21:56] <_methods> lol
[21:23:19] <SpeedEvil> Lighting going off due to ground faults can be more dangerous than not
[21:24:40] <greg___> and the outlet that has gfci is for some reason connected to the bathroom GFCI above it, so wasn't crazy the day the compressor turned in the garage while my wife was blow drying her hair the breaker popped
[21:25:39] <greg___> panel says that bathroom is on a different circuit
[21:27:33] -!- acdha has quit [Ping timeout: 246 seconds]
[21:27:46] <roycroft> a gfci receptacle protects any other receptacles downstream on the same circuit
[21:28:08] <roycroft> so depending on how your wiring is run, all three of your garage outlets may be protected
[21:31:41] <greg___> I checked, circuit tester doesn't trip GFCI in that outlet
[21:34:35] <JT-Shop> the trip button on the outlet?
[21:35:05] <greg___> no circuit tester has button to check ground fault detection
[21:36:05] <greg___> wires run into the garage to the unprotected box, into the ceiling, back down to the protected one, then into an adjacent bathroom. i have no idea where the upstairs bathroom connects, but it's probably in the first bath. upstairs bath has aGFCI probably because it's supposed to be on a different breaker.
[21:39:01] <greg___> So, to get 240 into the garage i'll removel the non GFCI outlet and put in the 240 receptacle. GFCI breaker will feed that.
[21:42:43] * JT-Shop has never seen a 240v gfci breaker
[21:45:47] <roycroft> you push the test button on the gfci receptacle and it kills the power
[21:46:06] <roycroft> any other receptacles that lose power at that point are also protected
[21:46:42] <roycroft> and i have multiple 250vac gfci breakers in my house
[21:46:53] <roycroft> they are not uncommon
[21:46:58] <roycroft> any spa breaker is going to be gfci
[21:47:21] <roycroft> i installed one for my brew system, as it involves high voltage, high current, and lots of wetness
[21:47:26] -!- andypugh [andypugh!~andypugh@50.Red-79-158-169.dynamicIP.rima-tde.net] has joined #linuxcnc
[21:48:22] -!- exitcode1 has quit [Quit: quit]
[21:49:58] <JT-Shop> just saying I've never seen one
[21:50:50] <roycroft> if you need one, a spa disconnect is usually less expensive than the breaker alone
[21:51:11] <roycroft> for the last one in installed i bought a spa disconnect and removed the breaker from it
[21:51:18] <roycroft> now i have an extra box to use for something else
[21:51:21] <JT-Shop> I try not to spill precious wort
[21:51:36] <roycroft> i also try not to spill
[21:51:43] <roycroft> but spilling happens
[21:51:53] <roycroft> better to spill a little and live to tell about it than to die
[21:52:39] <andypugh> i would hope that that is generally a false dichotomy
[21:53:26] <zeeshan> andypugh: omg
[21:53:27] <zeeshan> i was looking for you
[21:53:33] <roycroft> brewing is a wet, messy business
[21:53:42] <andypugh> I am working in Granada.
[21:53:48] <zeeshan> granada?
[21:53:52] <SpeedEvil> I only once accidentally brewed.
[21:53:57] <SpeedEvil> I made alcoholic yogurt
[21:54:00] <roycroft> as in spain?
[21:54:03] <andypugh> (Unlike Grenada, you can’t invade Granada)
[21:54:05] <SpeedEvil> It was actually really nice
[21:54:14] <zeeshan> oo its spain
[21:54:19] <zeeshan> what are you doing there
[21:54:22] * roycroft has been to granada
[21:54:24] <andypugh> Working
[21:54:43] <greg___> I was mistaken about the upstairs bath it's separate. I paid 25$ for a seimens 240 GFCI breaker on ebay.
[21:54:51] <andypugh> Granada is hot, and the Sierra Nevada are high, so it’s a good place to test cars
[21:54:55] * roycroft was not working at the time - he was drinking sangr�a and eating tapas
[21:55:02] <zeeshan> ive heard of sierra nevada
[21:55:34] <roycroft> go visit la alhambra if you haven't already
[21:55:37] <andypugh> In fact, at the top of the mountain today, every car was a prototype, as were all the trucks, and the bus.
[21:55:42] <roycroft> it's a pretty amazing place
[21:55:54] <andypugh> I tried to get Alhambra tickets, none available.
[21:56:06] <zeeshan> andypugh: are you testing fords? :D
[21:56:23] <roycroft> when i was there, in the '70s, trucks would back up some of the high mountain roads, because their reverse gear was lower than their first forward gear
[21:56:43] <andypugh> There were Porsches, BMWs, Mercedes, Renault, Mini and lots of Fords. Plus MAN and Mercedes trucks, and a Mercedes bus.
[21:56:55] <roycroft> no seats?
[21:57:02] <roycroft> seat is/was the spanish national car
[21:57:17] <roycroft> and they were all white
[21:57:23] <andypugh> I didn’t see any Seats, but perhaps they sign-off the engines in VW shells?
[21:58:04] <zeeshan> http://i.imgur.com/AqQRuLT.png
[21:58:05] <zeeshan> how to make this
[21:58:08] <zeeshan> the purple thing
[21:58:12] <zeeshan> right most hole is 1/16
[21:58:19] <zeeshan> left most bore is 2.03125
[21:58:33] <zeeshan> brb
[21:59:00] <andypugh> 3-axis wire spark erosion
[22:00:07] <andypugh> A lathe could probably bore it, but you would need quite a special tool. (little, but long)
[22:01:10] <andypugh> I think I would make a longer holder for a P Horn 105 style boring tool, but if you are buying it in, then wire erosion is more straightforward.
[22:02:57] <andypugh> Wire erosion could only make the purple bit though. A lathe + tooling could make the purple and tan as one part
[22:03:47] <andypugh> Or that beige? Taupe? Camel? Does anyone have access to a girl to ask? :-)
[22:04:09] <PetefromTn_> my wife will be home shortly I will ask her for you hehe
[22:04:43] <greg___> If possible move some of the cone to the orifice part so you don't need as much reach?
[22:06:38] <roycroft> the brown, purple, and gold bits are one part, and all that could be turned on a lathe
[22:06:44] <roycroft> the green is obviously a second part
[22:06:51] <roycroft> since it screws to the brown paret
[22:06:52] <roycroft> part
[22:07:05] <roycroft> and the green part can be turned on a lathe easily
[22:07:22] -!- per_sonne has quit [Ping timeout: 250 seconds]
[22:07:49] <zeeshan> back
[22:08:04] <zeeshan> i dont have an edm
[22:08:11] <zeeshan> just a lathe and mill
[22:08:48] <roycroft> you can make the whole thing with a lathe, although the bolt circle might be easier with a mill
[22:09:05] <zeeshan> they are multiple parts for a reason :P
[22:09:12] <roycroft> oh
[22:09:20] <zeeshan> i can open up the diffuser
[22:09:24] <roycroft> so use some glue
[22:09:24] <roycroft> :)
[22:09:30] <zeeshan> they will be welded
[22:09:38] <zeeshan> the yellow fitting i already have
[22:09:51] <zeeshan> brown thing and green thing aalready have
[22:09:58] <zeeshan> need to make the purple thing
[22:12:24] <PetefromTn_> I think you can get those in cake decorating kits ;)
[22:12:32] <zeeshan> haha yea!
[22:12:47] <zeeshan> those are plastic though i think
[22:12:58] <PetefromTn_> no they make metal ones!
[22:19:42] <zeeshan> i think im gonna form the cone
[22:20:02] <zeeshan> but taking a piece of 1/8 plate
[22:20:08] <zeeshan> and and bending it into a cone? :D
[22:25:48] -!- Mr_Sheesh has quit [Remote host closed the connection]
[22:28:45] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[22:28:49] <JT-Shop> how big is the cone?\
[22:29:16] <zeeshan> about 2" long
[22:29:23] <zeeshan> 2.03125 at one end
[22:29:26] <zeeshan> and 1/16 on the other
[22:29:32] <zeeshan> but i think im gonna do it a bit differently
[22:29:34] <zeeshan> so i can bore it on the lathe
[22:29:42] <JT-Shop> from 11 gauge? that is pretty thick
[22:29:59] <zeeshan> .125 thick yes
[22:31:42] -!- Mr_Sheesh has quit [Remote host closed the connection]
[22:31:59] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:33:31] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[22:33:40] <andypugh> If you are making it yourself, then you can bore it, but you need a pretty small tool.
[22:33:55] <andypugh> And one with a long reach
[22:34:54] <zeeshan> http://i.imgur.com/jNHx83h.png
[22:34:57] <zeeshan> i changed it up
[22:35:00] <zeeshan> i made the right side .625
[22:35:05] <zeeshan> now i can bore it with a regular boring bar
[22:35:17] <zeeshan> and use a 45 deg chamfer for a custom npt fitting
[22:35:40] -!- Camaban has quit [Quit: Leaving]
[22:37:04] -!- rob_h has quit [Ping timeout: 265 seconds]
[22:37:20] <andypugh> I have a bunch of these, and would make an extended holder:
https://picasaweb.google.com/lh/photo/Nsaiddo8vrB0_JZHB2LuGdMTjNZETYmyPJy0liipFm0?feat=directlink
[22:37:28] -!- rob_h [rob_h!~robh@90.207.194.223] has joined #linuxcnc
[22:37:58] <andypugh> It’s boringly easy now :-)
[22:38:05] <zeeshan> i have some similar ones
[22:38:08] <zeeshan> more left the bottom left
[22:38:13] <zeeshan> none like the middle and right
[22:38:25] <zeeshan> those ones in the miiddle bottom would be perfect
[22:39:50] <andypugh> Cute aren’t they?
[22:39:57] <zeeshan> yes
[22:40:07] <andypugh> I haven’t dared show them to metal yet
[22:40:15] <zeeshan> plastics?
[22:40:29] <andypugh> Nothing, actually :-)
[22:40:47] <andypugh> Maybe when the Real Lathe replaces the Chinese Junk
[22:41:01] <zeeshan> haha
[22:41:05] <zeeshan> https://youtu.be/CGM42bgrEjE?t=75
[22:41:07] <zeeshan> for you andypugh
[22:43:18] <andypugh> Spots and a webcam as an extensometer?
[22:43:23] <zeeshan> no
[22:43:26] <andypugh> Ought to work
[22:43:27] <zeeshan> just blowing them up to test jig right now
[22:43:38] <zeeshan> for real test i use direct image correlation
[22:43:52] <zeeshan> http://i.imgur.com/49soGfg.jpg
[22:43:57] <zeeshan> http://i.imgur.com/8jrjGrK.jpg
[22:44:41] <andypugh> Have you seen this? Chinese 9x20 lathe tailstock on the bed of the Holbrook 9x20 lathe.
https://picasaweb.google.com/lh/photo/C8QoT1ukSXen-trEZFUs-H69jlxvlrTD6CexboMrrBE?feat=directlink
[22:44:59] <zeeshan> LOL
[22:45:03] <zeeshan> WOW
[22:45:54] <andypugh> I think the Holbrook will be stiffer :-)
[22:46:04] <zeeshan> thats a good way to show how dinky the chinese lathe is
[22:46:20] <zeeshan> andypugh: i was arguing with some phd students today
[22:46:29] <zeeshan> tell me if im wrong or not
[22:46:45] <zeeshan> they were stating that the cross head speed of a tesnile tester can be related to strain rate
[22:46:57] <zeeshan> using the equation "strain rate = cross head speed / gage length"
[22:47:18] <zeeshan> that's only true for a certain region
[22:47:40] <zeeshan> you can clearly see in their strain vs time plot
[22:47:46] <zeeshan> there is a linear section and then it becomes non linear
[22:47:54] <andypugh> Well, first you need to be clear on engineering strain and true strain
[22:48:20] <andypugh> Then decide if you are using original gauge length or current gauge length
[22:48:51] <zeeshan> okay lemme describe the scenario a bit better
[22:49:04] <zeeshan> he wants to carry tests out using the tensile tester at 0.001 1/s
[22:49:21] <andypugh> It gets really important with comression tests
[22:49:40] <_methods> man this amazon prime day sale is pretty lame
[22:49:45] <zeeshan> he sets the cross head speed to 0.001 in/s because strain rate = 0.001/1 (his samples are 1" wide)
[22:50:05] <zeeshan> now we get the results from the optical strain measurement system
[22:50:10] <zeeshan> (log strain)
[22:50:13] <zeeshan> aka true strain
[22:51:07] <andypugh> It’s been a while, but I think that speed / original gauge length is engineering strain, and it gets pretty confusing to use for high strains, and especially in compression.
[22:52:01] <andypugh> Compress a specimen to zero length, is that a strain of 1 or infinity?
[22:52:09] <zeeshan> that is engineering strain youre right
[22:52:29] <zeeshan> wow i cant find a strain vs time data online
[22:53:03] <andypugh> Basically the student isn’t wrong. But you are more right :-)
[22:53:20] <zeeshan> http://what-when-how.com/wp-content/uploads/2011/07/tmp1969_thumb.jpg
[22:53:22] <zeeshan> forget the usec
[22:53:28] <zeeshan> his graph looks like that
[22:53:34] <andypugh> If his strains are significant he will find analysis easier if he uses true strain.
[22:53:36] <zeeshan> but the non linear portion on the right keeps on increasing
[22:53:57] <zeeshan> how can he possibly say that strain rate is 0.001 in/s
[22:54:00] <zeeshan> when you can clearly see on the right
[22:54:02] <zeeshan> it changes.
[22:54:42] <andypugh> Well, yes, a time/strain graph at constant strain has to be a straight line
[22:54:50] <zeeshan> EXACTLY!!1
[22:54:55] <zeeshan> i weas trying to explain
[22:54:57] <andypugh> That’s not even engineering, that’s basic maths
[22:54:59] <zeeshan> you can't EVER get constant strain
[22:55:02] <zeeshan> rate
[22:55:12] <zeeshan> WITHOUT feedback from an extensometer
[22:55:34] <zeeshan> the controller needs to know incremental strain always
[22:55:39] <zeeshan> to be able to control strain rate
[22:55:50] <andypugh> For a known sample length you can do it with a cam. And at 100/second too :-)
[22:56:03] <zeeshan> camera? :D
[22:56:23] <andypugh> Actually, I think I got to 1000/sec before the machine dismantled itself.
[22:56:25] <zeeshan> the zwick optical extensometer works like that
[22:56:35] <zeeshan> it tracks 2 dots or lines on a sample
[22:56:39] <zeeshan> to get incremental strain
[22:56:42] <zeeshan> and also provides feedback
[22:56:47] <andypugh> (0 to 50mph on 5mm)
[22:56:53] <zeeshan> also i was trying to explain to him
[22:57:00] <zeeshan> check this out
[22:57:13] <zeeshan> this one other student i know whos frustrating me because i need uniaxial data for my smp film
[22:57:36] <zeeshan> he did tests, but is using crosshead displacement to figure out strain!!!
[22:57:37] -!- r0ute has quit [Ping timeout: 264 seconds]
[22:58:06] <zeeshan> i dont know if that is accurate at all
[22:58:16] <zeeshan> because conventionally you use an extensometer
[22:58:22] -!- asdfasd has quit [Ping timeout: 248 seconds]
[22:58:25] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[22:58:30] <zeeshan> so you dont have compliance of the machine causing errors in your measurement?
[22:59:03] <andypugh> I have used crosshead a lot.
[22:59:46] <zeeshan> so its okay to use the cross head displacement to get strain?
[22:59:49] <andypugh> You need to be sure it’s a stiff machine, and the gauge length needs to be a lot smaller than the rest of the sample. it’s often good enough for cylindrical test pieces.
[23:00:12] <andypugh> I wouldn’t choose to use it for strip specimens.
[23:00:13] <zeeshan> what do you mean the gauge length needs to be smaller
[23:00:16] <zeeshan> okay
[23:00:20] <zeeshan> he's been using strip speciments
[23:00:22] <zeeshan> not dogbone
[23:00:45] <zeeshan> youre basically saying you need a reduced cross section
[23:00:49] <andypugh> Hmm, I was meaning Dogbone when I said strip.
[23:01:54] <andypugh> With a specimen turned on a lathe the gauge length is at most 50% the CSA of the grip portion, and often a lot less. You can be fairly confident that most of the strain is in the gauge length.
[23:01:59] <zeeshan> we're working with films
[23:02:03] <zeeshan> so the samples are flat
[23:02:34] <andypugh> If the samples are flat and parallel, then actually cross-head is likely to be very close to accurate.
[23:03:00] <andypugh> if they are not parallel (ie, waisted) then you need to look at how much strain is in the grip portions.
[23:03:21] <andypugh> A quick and dirty FEA analysis might be in order.
[23:04:09] <zeeshan> when you can use dic to get true strain
[23:04:13] <zeeshan> you pretty much are measuring the real deal
[23:04:18] <zeeshan> without exterior effects
[23:04:33] <andypugh> The problem with flat/parallel is the extra constaint laterally from the grips. So the strian state near the grips is complex
[23:04:49] <zeeshan> the senior reseach engineer there says there is a singificant difference between measuring using cross head displacement
[23:04:52] <zeeshan> vs dic
[23:05:18] <zeeshan> he says that if cross head displacement is 4mm, the dic reports 2mm
[23:05:26] <zeeshan> i don't know who to trust lol
[23:05:44] <andypugh> Yes, the only reason I didn’t use extensometers was because they were terribly expensive :-)
[23:06:33] <zeeshan> i don't get some people
[23:06:37] <zeeshan> when we have the equipment
[23:06:41] <andypugh> Well, if the extensometer is only measiring half the gauge length of the crosshead, both are true
[23:06:45] <zeeshan> why would you make a choice to use an ancient technology?
[23:07:07] <andypugh> I rise a 1921 motorcycle, I might not be the best one to ask.
[23:07:13] <zeeshan> haha
[23:07:50] <andypugh> Anyway, I do need to sleep. I am on euro-time now
[23:07:55] <zeeshan> gnite!
[23:08:01] -!- andypugh has quit [Quit: andypugh]
[23:08:55] -!- per_sonne has quit [Ping timeout: 256 seconds]
[23:11:06] -!- Roguish has quit [Remote host closed the connection]
[23:17:13] -!- tinkerer has quit [Remote host closed the connection]
[23:20:12] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:24:45] -!- unfy [unfy!~Miranda@wsip-184-185-82-30.om.om.cox.net] has joined #linuxcnc
[23:25:10] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[23:31:08] -!- LikeVinyl has quit [Read error: Connection reset by peer]
[23:39:06] <Valen> whats the difference between a drawbar and pull stud?
[23:41:50] <skunkworks> might overlap... But normally a draw bar screws into the tool holder too retain it into the spindle. Pull stud is on the tool holder and is used to pull the tool into the spindle
[23:42:37] <Valen> that's what I figured
[23:43:06] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[23:50:18] -!- arrowbook has quit [Read error: Connection reset by peer]
[23:51:02] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[23:58:46] amnesic_away is now known as amnesic
[23:59:36] amnesic is now known as amnesic_away
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
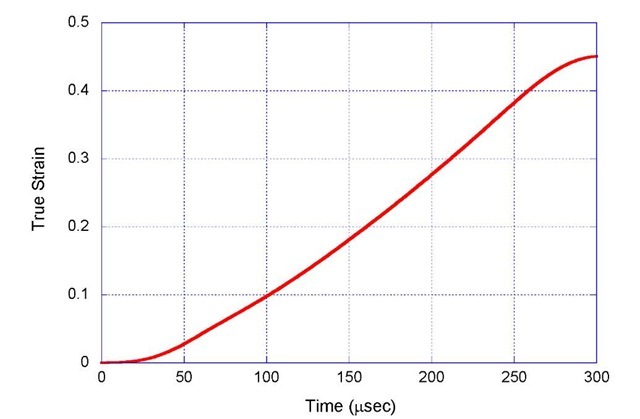{kind=link}