Back
[13:14:01] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[13:15:58] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:16:08] <archivist> MrFluffy, or trunnion plus a C
http://www.centroidcnc.com/cnc_porting_machine.html
[13:16:38] <malcom2073> I want a trunion, with a rotary table in the bottom of it
[13:16:45] <malcom2073> trunnion
[13:17:44] <archivist> I want that plus a rotary sitting on it
[13:18:13] <archivist> then that bevel set up becomes easy
[13:21:02] -!- Dimroy has quit [Quit: Quitte]
[13:22:42] <MrFluffy> if you have a slotted trunnion, what you bolt to it doesnt matter provided it can take the weight and hold fast
[13:22:57] <MrFluffy> I used a machine table for the trunnion bed
[13:23:22] <MrFluffy> although it was smaller, so I have a trunnion shelf rather than a table in reality
[13:24:29] <MrFluffy> it was just right size for that rotary table to mount, except that idea wooden go well now (groan)
[13:29:23] -!- patrickarlt has quit [Ping timeout: 265 seconds]
[13:35:16] -!- lerman has quit [Ping timeout: 264 seconds]
[13:39:34] -!- per_sonne_ has quit [Ping timeout: 246 seconds]
[13:43:31] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:49:22] -!- furrywolf [furrywolf!~randyg@108.121.31.92] has joined #linuxcnc
[13:55:57] -!- skunkworks_ has quit [Ping timeout: 252 seconds]
[13:58:33] -!- skunkworks_ [skunkworks_!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[14:00:10] <AGR> 123
[14:00:30] <furrywolf> ABC
[14:01:43] -!- tocka has quit []
[14:02:23] -!- skunkworks has quit [Ping timeout: 252 seconds]
[14:05:40] <archivist> urn duh twar
[14:08:01] <furrywolf> un duh twa? or is that an accent/ :)
[14:08:03] <furrywolf> ?
[14:08:18] <malcom2073> Pirate accent?
[14:09:20] <archivist> must soon be talk like a pirate day
[14:09:45] <MrFluffy> Sept 19
[14:10:02] <archivist> http://www.talklikeapirate.com/
[14:12:35] <SpeedEvil> http://www.digikey.com/product-detail/en/OV07740-A32A/884-1005-ND/2123256 - does this give a price for people in the US?
[14:12:51] <SpeedEvil> It says 'under restriction here in the UK, which is something I've not seen before
[14:13:18] -!- jfindley has quit [Ping timeout: 255 seconds]
[14:15:04] <malcom2073> 4.96
[14:16:44] <archivist> uk site fails to find the part for me
[14:16:55] <archivist> I can see the .com price
[14:20:59] -!- skunkworks [skunkworks!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[14:24:01] <furrywolf> loaded here
[14:24:02] <furrywolf> what do you need a vga cmos sensor for? lol
[14:24:17] <MrFluffy> theyre not allowed to export it due to export restrictions probably
[14:27:09] <ssi> morn
[14:27:22] <skunkworks> acceleration anyone?
https://www.youtube.com/watch?v=CeSselMw3Dk
[14:28:51] <cradek> heh that's not going to be a very good thread is it
[14:29:03] -!- patrickarlt has quit [Ping timeout: 255 seconds]
[14:29:06] <ssi> variable pitch thread :D
[14:29:11] <cradek> he doesn't even start off the end of it...
[14:29:19] -!- lerman has quit [Ping timeout: 265 seconds]
[14:29:45] <ssi> looks cool anyway hahah
[14:31:47] <malcom2073> Isn't it normally good practice to go in->out for threads?
[14:31:48] <malcom2073> rather than out->in?
[14:31:59] <ssi> not necessarily
[14:32:20] <ssi> you'd need a tool on the backside or upside down to do in->out, or else you end up with left threads :)
[14:32:29] <malcom2073> I guess with cnc it doesn't *really* matter
[14:32:31] <malcom2073> Heh
[14:32:57] <malcom2073> Or spin the spindle the other way
[14:32:57] <skunkworks> He make a comment at the end that he needs to start back
[14:33:15] <cradek> on a manual lathe there's some benefit for threading backwards because you start in the tight spot instead of trying to end there
[14:33:31] <ssi> you have to spin the spindle the other way to cut a right thread backwards
[14:33:32] <cradek> but in cnc going leftward is the clear win
[14:33:42] <ssi> but if you spin the spindle the other way you need the tool on the backside or upside down
[14:33:48] <cradek> yep
[14:34:06] <malcom2073> Gotcha
[14:34:15] <skunkworks> I bet he could increase the acceleration of the machine
[14:34:23] <cradek> yeah by 10x or more I bet
[14:34:33] <cradek> it's clearly misconfigured
[14:38:09] <archivist> the reverse pass sounds terrible too
[14:39:13] <ssi> yea I thought it was losing steps at first
[14:39:18] <ssi> sounds like resonance
[14:39:37] <cradek> he might have it turned way down because it's badly tuned
[14:40:17] <archivist> tuned? its a stepper :)
[14:40:18] <cradek> although ... it sounds like steppers, so maybe a terrible sequence of bad decisions has led him to an unfortunate situation
[14:41:23] <archivist> not seen a servo Denford yet
[14:41:47] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[14:42:07] <archivist> that model of his is a new one on me too
[14:46:20] <AGR> skunkworks: still getting the same error, Pin 'emcmot.01.enable' does not exit. In # Spindle Enable of hal file.
[14:46:23] <AGR> http://pastebin.com/d6Aj4eri
[14:46:45] <malcom2073> Ok I'm watching a 1940's video on threading haha
[14:47:04] -!- lerman has quit [Ping timeout: 246 seconds]
[14:51:03] <archivist> AGR, if you only loaded one then that wont exist , I see earlier there is an emcmot.00.enable
[14:51:59] <AGR> archivist: what should I change
[14:52:25] <ssi> there's only one emcmot component loaded, so they should all be emcmot.00
[14:52:31] <archivist> I dont know what emcmot does without reading docs
[14:52:46] <ssi> but I don't tihnk you can drive the same enable signal from three places
[14:52:51] <ssi> I'm not sure what you're trying to do exactly
[14:53:08] <archivist> I am thinking what ssi is too
[14:54:14] <AGR> tring to drive VFD with 0-10 volts out
[14:56:23] <AGR> I got the same error when using emcmot.00
[14:57:04] <archivist> get small chunks working
[14:57:18] <archivist> understand what the signals are
[15:03:58] <_methods> so for a 7i76E do you need a second ethernet card for control of the cnc?
[15:04:17] <_methods> or can you just plug that monkey into a switch and control it from anywhere on your network?
[15:04:34] <ssi> I think you want a dedicated link
[15:04:47] <_methods> i kinda figured that but wasn't sure
[15:05:09] <_methods> so just dedicate a 2nd nic to the control
[15:05:12] <ssi> yeah
[15:05:20] <furrywolf> _methods: you can plug it in through any sequence of switches, hubs, etc, but network collisions may harm realtimeness.
[15:05:45] <furrywolf> I once asked if you could plug it into a wireless bridge, mostly as a joke, and pcw said yes...
[15:06:00] <_methods> still interesting
[15:06:00] <ssi> yes, and more specifically, if you are trying to do control over the same nic that's handling your primary network traffic, you're likely to get unacceptable latency
[15:06:32] -!- KimK has quit [Ping timeout: 265 seconds]
[15:06:43] <furrywolf> that said, if you only use the machine for other network tasks while you're not machining, it's probably fine.
[15:06:49] <_methods> i'm going to order a 7i76e or the 5i25/7i76 combo today
[15:06:56] <_methods> just trying to make final decision
[15:07:08] <ssi> personally I'd probably stick with the 5i25
[15:07:12] <furrywolf> 7i76e was out of stock as of two weeks ago, but pcw probably has them done by now...
[15:07:20] <os1r1s> _methods: What machine are you controlling?
[15:07:25] <_methods> 5i25 is tried and true
[15:07:43] <_methods> an x2
[15:08:00] <os1r1s> servos or steppers?
[15:08:03] <_methods> steppers
[15:08:16] <os1r1s> Ahh, ok
[15:08:25] <furrywolf> I want a 7i76e so I can plug it into my laptop, but get more pins than my current parport setup.
[15:08:36] -!- KimK [KimK!~Kim__@ip68-102-188-176.ks.ok.cox.net] has joined #linuxcnc
[15:08:37] <os1r1s> I have a small mill I'm considering converting to servos.
[15:08:48] <_methods> yeah i can just buy a 7i77 later
[15:08:50] <_methods> to go servo
[15:09:00] <_methods> i plan on adding a servo 4th axis
[15:10:02] <_methods> but by then i may have a small horizontal to convert
[15:10:10] <_methods> probably put the servos on that
[15:10:31] <skunkworks_> get rid rid of net spindle-enable emcmot.01.enable
[15:11:22] <_methods> i picked up my bandsaw a couple weeks ago so now i gotta get a good air compressor and a tig rig
[15:11:22] -!- nofxx has quit [Ping timeout: 265 seconds]
[15:11:25] <AGR> shunkworks: thanks, will do
[15:11:32] <_methods> those 2 come before servo toys
[15:12:44] <os1r1s> Has anyone use an AMC 12A8 crushed servo amp?
[15:12:51] <furrywolf> looking at the variable-thread-pitch video, I thought linuxcnc was smart enough to use a trapezoidal cutting path such that the acceleration occoured while the tool wasn't cutting, and would give some kind of following error if it couldn't command the tool to keep up with the spindle?
[15:12:56] <ssi> I have used similar amps
[15:13:10] <ssi> I've used 30A8 and I've used a bunch of their brushless amps
[15:13:56] <cradek> furrywolf: the best you can do is start way right of the part and accelerate in air
[15:14:06] <cradek> I don't understand what you mean by trapezoidal
[15:14:08] <furrywolf> as in, from my understanding, you'd have to seriously work to make it suck that badly?
[15:14:16] -!- lerman_ has quit [Ping timeout: 265 seconds]
[15:14:47] <cradek> well, his machine is misconfigured and he's not starting in an appropriate place, making his results as bad as possible
[15:14:49] <furrywolf> rather than moving in and out of the cut straight, it'd move in at an angle... so your cutting path would be \___/ instead of |___|.
[15:15:16] <cradek> yes it can do that
[15:15:23] <furrywolf> shouldn't an excessive difference between where the cutter is and where the cutter should be to synchronize with the spindle give an error?
[15:15:27] <os1r1s> ssi: Would 3 of those + a 7i77 + 5i25 get me control over these motors?
http://www.cadcamcadcam.com/motorservoglobepm-dc.aspx
[15:15:28] <ssi> yes there are lead in and lead out parameters
[15:15:51] <cradek> no, there's no error, because it's normal to have to accelerate
[15:16:04] <cradek> you just need to do it outside the part
[15:16:23] <furrywolf> ignoring acceleration, let's say your axis maximum velocity was less than needed to cut the thread at that spindle speed... that should definitely be an error.
[15:16:32] <ssi> os1r1s: I don't see why not
[15:16:56] <ssi> 12A8 is an up to 80V, 12A peak, 6A continuous brushed drive
[15:17:05] <ssi> the motors fit within those parameters
[15:17:06] <cradek> that is in theory detectable but isn't currently detected
[15:17:24] <furrywolf> in that case... feature request! :P
[15:17:35] <furrywolf> failure to properly synchronize with the spindle should be an error
[15:17:35] <ssi> furrywolf: spindle synchronized motion isn't subject to the following error rules
[15:17:36] <os1r1s> ssi: Think the HEDS encoders will work with linuxcnc too
[15:17:36] <cradek> patches thoughtfully considered
[15:17:58] <ssi> os1r1s: I don't know what a HEDS encoder is
[15:18:05] <cradek> there are soooo many ways to cut a bad thread on a lathe
[15:18:13] <furrywolf> heh. I don't even have a spindle encoder built yet. I bought the opto sensors, but I need the 7i76e to connect them...
[15:18:19] <ssi> some quick googling suggests it's a single ended TTL encoder
[15:18:26] <cradek> the one you want to detect is one of the few that's extremely obvious to the user
[15:18:39] <ssi> incremental
[15:18:47] <furrywolf> mill is on indefinite hold... until I can start working again, I'm worse than broke. :(
[15:18:48] <ssi> in which case, yes, 7i77 will count them just fine
[15:18:51] <os1r1s> ssi: These ..
http://www.digikey.com/catalog/en/partgroup/hedm-55xx-and-heds-55xx-56xx-series/12510
[15:19:22] <ssi> yeah those should work fine
[15:19:36] <ssi> the 7i77 is configured for differential encoders by default, you'll have to jumper it for single ended encoders
[15:19:39] <os1r1s> ssi: And you would plug the encoders directly into the 7i77 and not 12a8s, right?
[15:19:46] <ssi> correct
[15:20:14] <ssi> now, in that arrangement you'll have no velocity feedback to the drive
[15:20:18] <ssi> so you'll need to run it in current mode
[15:20:20] <ssi> and tune accordingly
[15:20:32] <furrywolf> I seem to be slowly getting better... I have most of my feeling back in my left leg as long as I don't do anything involving moving. heh.
[15:20:41] <os1r1s> ssi: Would that be a big disadvantage?
[15:20:48] <ssi> no, it's just different
[15:21:10] <os1r1s> Which component is creating that limitation?
[15:21:39] <ssi> the drives require tachometer feedback for velocity mode, and you have no tachometers on your motors
[15:21:52] <os1r1s> Ahh, ok
[15:22:13] <os1r1s> ssi: I haven't bought those motors, they are just the ones I was considering. I need ones with a nema23 mount.
[15:22:32] <ssi> I'm not aware of any off the shelf servos for reasonable prices that have encoders and tachometers
[15:22:48] <ssi> some AMC drives can use the encoder for velocity feedback, but the 12A8 is not one of them
[15:22:53] -!- podarok has quit [Quit: Залишаю]
[15:23:03] * furrywolf isn't aware of any off-the-shelf servos for reasonable prices, period.
[15:23:51] <ssi> here you go
[15:23:51] <ssi> http://www.hobbyking.com/hobbyking/store/__662__HXT900_9g_1_6kg_12sec_Micro_Servo.html
[15:24:23] <ssi> buy three times as many as you think you need, cause they have a pretty high infant mortality rate
[15:24:31] -!- kawazaki22222222 has quit [Read error: Connection reset by peer]
[15:25:13] <os1r1s> Gotcha. Some of those amps have encoder inputs don't they? Can you normally bypass that and go straight to the mesa board?
[15:25:29] * furrywolf thinks ssi is fully aware that's not the right type of servo. :P
[15:25:38] <ssi> yes, in most cases the encoder input is just for velocity feedback
[15:25:53] <ssi> you can likely bring the encoder to both the mesa and the amp
[15:26:03] <furrywolf> anyway, those have encoders. :P
[15:26:05] <ssi> the mesa counts it for absolute position, and the amp uses it for velocity feedback
[15:26:21] <ssi> furrywolf: you can build a cnc machine with one, quitcherbitchen
[15:26:27] <ssi> s/one/several
[15:26:46] <ssi> https://hackadaycom.files.wordpress.com/2014/02/plotclock.jpg?w=765&h=573
[15:26:52] <os1r1s> ssi: So you can bypass the encoder on the 320x for example too?
[15:27:09] <ssi> no
[15:27:18] <ssi> the gecko servo drives are not what you want
[15:27:22] <ssi> they're position mode drives
[15:27:38] <ssi> they count the encoder, they close the position loop, and you interface with them via step/dir as if they were a stepper
[15:27:56] <skunkworks_> you want velocity or current/voltage mode drives...
[15:28:00] <ssi> those drives are for people who run inferior windows-based control software that doesn't know how to close the position loop
[15:30:22] <_methods> http://www.ebay.com/itm/SAMSUNG-200W-SERVO-PACK-DRIVER-MOTOR-3-AXIS-CNC-ROUTER/260742909935
[15:30:42] <os1r1s> ssi: Gotcha. Its intersting that the 7i77 doesn't have a 0-10v for spindle control. I'm guessing it can't use a spare servo output.
[15:30:50] <ssi> sure it can
[15:31:15] <ssi> the first five enables are ganged together, the sixth enable is separate
[15:31:28] <ssi> the reason for that is because typically you'll use the sixth channel for spindle, and you want to be able to enable it separately
[15:31:34] <ssi> whereas you normally enable all the axes together
[15:32:03] <ssi> that way you also get an encoder counter for your spindle
[15:32:44] <os1r1s> ssi: Oh, cool. That could work well then. It would go to a KBIC control. So hopefully that will link up.
[15:32:51] <os1r1s> I control it via a G540 today
[15:33:24] <ssi> any reason not to stick with the G540 and steppers?
[15:34:52] <os1r1s> ssi: Not particularly. I'm interested in learning how to make it work with servos. Beyond that and the standard touted benefits of servos, I don't have a need.
[15:35:02] -!- patrickarlt has quit [Remote host closed the connection]
[15:35:14] <os1r1s> Would you advise against it?
[15:35:39] <ssi> if you have a working machine with steppers and drives, I'm not sure I'd pull it apart and start over
[15:35:47] <ssi> converting to servos is going to be a fair amount of work
[15:35:58] <ssi> there's a pretty substantial learning curve
[15:36:10] <ssi> if it were me, I'd probably want to build a second machine and go servo on it
[15:36:18] <ssi> but I'm the nut with like six machines
[15:36:28] <_methods> n00b
[15:37:07] <os1r1s> ssi: I have 3 (small mills) and one small lathe. I have a similar addiction problem.
[15:37:52] -!- dan2k3k4 has quit [Ping timeout: 244 seconds]
[15:37:59] <ssi> I have three mills... one manual and two cnc, and neither cnc mill works :P
[15:38:06] <_methods> hehe
[15:38:19] <ssi> three lathes, one manual and two cnc and neither cnc lathe works
[15:38:31] <ssi> jeez when you put it that way... :(
[15:38:36] <ssi> I guess I have more than six machines
[15:38:48] <os1r1s> I tend to collect more 3d printers, but ya'll will throw something at me when I say that :)
[15:38:50] <ssi> cause I have the cnc plasma table which mostly works at the moment, the surface grinder, and the cnc punch press which doesn't work
[15:38:53] <ssi> so that's nine machines
[15:39:00] <ssi> not counting the 3d printers :P
[15:39:06] <ssi> or the laser table whcih I no longer have
[15:39:16] <_methods> in spirit
[15:39:40] <ssi> OMG
[15:39:40] <ssi> http://www.ebay.com/itm/Rarest-NOS-NIB-NIXIE-MATRIX-screen-100x100-10000-Z568M-/321346505250?pt=LH_DefaultDomain_0&hash=item4ad1be8a22
[15:40:13] <_methods> nice
[15:41:23] <_methods> you'll need that for your firefox dash panel
[15:41:45] <cradek> those old hand-drawn circuit boards are beautiful
[15:42:47] -!- per_sonne_ has quit [Ping timeout: 240 seconds]
[15:43:34] <cradek> (people sure call a lot of things nixies)
[15:43:42] -!- lerman has quit [Ping timeout: 248 seconds]
[15:43:57] <ssi> is it orange and russian? must be nixie
[15:44:10] <_methods> rarest
[15:44:21] <cradek> putting Z568M and IN-18 in the description is a silly trick
[15:44:25] <furrywolf> ... that's not a "nixie matrix". nixies draw letters with individual elements, not dots.
[15:44:42] <ssi> not necessarily true
[15:44:42] <archivist> plasma display
[15:45:07] <cradek> a real Z568M (clock 2):
http://timeguy.com/cradek/clocks
[15:45:11] <ssi> you can build a tube with dots or lines and light them up discriminately to draw things
[15:45:16] <archivist> early mono laptops used them too
[15:45:37] <_methods> heh i guess firefox is such an old movie i can't even find any pics of the cockpit
[15:45:58] <ssi> archivist: I had an old 486 luggable with a plasma display
[15:46:16] <archivist> ssi, I had one too
[15:46:24] <archivist> laptop that is
[15:46:57] <furrywolf> I never had a plasma display... my 8088 laptop had lcd, and so did everything newer.
[15:47:43] -!- jfindley [jfindley!~kvirc@104-181-196-33.lightspeed.hstntx.sbcglobal.net] has joined #linuxcnc
[15:47:44] <ssi> cradek: do you still have the numitrons that came out of your HNC control?
[15:47:52] <ssi> I was gonna do something with mine, but I think they're gone now
[15:48:18] <cradek> I've got some somewhere
[15:48:33] <cradek> I don't care about numitrons because they're not long-lasting enough to bother building something with
[15:48:35] -!- quiqua_ has quit [Client Quit]
[15:48:50] <ssi> https://pbs.twimg.com/media/Bc1xn_ICIAATLLA.jpg:large
[15:49:13] <cradek> they sure are readable in daylight, though
[15:49:16] <ssi> yea
[15:49:16] -!- quiqua has quit [Ping timeout: 250 seconds]
[15:49:17] <furrywolf> only nixies I still have are my ancient fluke multimeter.
[15:49:22] <archivist> nixies die too, pain keeping old counters working
[15:49:47] <cradek> the long-life burroughs nixies will last for decades *of active use*
[15:49:59] <cradek> the b5991 etc models
[15:50:22] <cradek> in my clock that's run for 14? years now I see no darkening yet
[15:50:25] <furrywolf> all my nixies are good except one has a short between one cathode and part of the frame, so it excessively glows.
[15:50:40] <cradek> the "long life" models have mercury in them and it works great
[15:51:12] <cradek> and ... somewhere I have a box of 100 or so of them
[15:51:21] <archivist> only decades, the ones used in late sixties early seventies HP counters are the ones I am moaning about, the drive is odd too
[15:51:21] <cradek> a many-lifetime supply
[15:51:53] <cradek> archivist: are they darkened so bad they're unreadable?
[15:52:04] <furrywolf> http://fw.bushytails.net/nixies/fluke10mv.jpg nixies. :)
[15:52:11] <archivist> HP used an opto coupling between the counter and nixie
[15:52:11] <cradek> archivist: the non-mercuried versions really darken fast - a few years
[15:52:33] <cradek> yeah the optical bcd-decoder thing was wild
[15:52:40] <cradek> terrible idea :-)
[15:52:43] <archivist> inter electrode problems usually
[15:52:52] <Connor> I had a nice volt meter that was Nixie based.. not sure what happened to it...
[15:53:12] <furrywolf> http://fw.bushytails.net/nixies/fluke10v.jpg there, you can see the bad tube in that image... the 0 cathode shorts to some of the frame. I've been ignoring it, as it's entirely functional.
[15:53:53] <archivist> cradek, re visit the counter, not even proper bcd iirc really odd decade counters
[15:54:06] <furrywolf> this multimeter has some funky designs... for example, the display is stored as analog voltages on a set of capacitors, one capacitor per digit.... 1V makes it display 1, etc.
[15:54:35] <cradek> some were biquinary (two anode cages in the tubes)
[15:55:06] <archivist> I wonder if a high voltage could burn off a short
[15:55:30] -!- cncjerry [cncjerry!6bc56c9f@gateway/web/freenode/ip.107.197.108.159] has joined #linuxcnc
[15:55:31] <cradek> I know too much current makes the neon quit working...
[15:55:38] <furrywolf> archivist: it works. it's a very minor issue having a bit of extra glowing under one tube only when zero is displayed. :)
[15:55:39] <cradek> "pop"
[15:56:12] <furrywolf> for how old that multimeter is, that's a remarkably minor failure. I'm always impressed it's still accurate to the microvolt. :P
[15:56:37] <cradek> that you have any two things that agree on microvolts is pretty incredible
[15:56:37] <furrywolf> http://fw.bushytails.net/nixies/fluke01.jpg I enter 12.345mv (millivolts, not volts!) on my dial-a-source, it displays 12.345mv... hard to beat that!
[15:57:01] <furrywolf> cradek: yep. hence why I'm impressed.
[15:57:16] <archivist> perhaps the error is the same as the source :)
[15:57:20] <furrywolf> the voltage source is... *thinks*... rated for .0015% or something like that.
[15:57:28] <furrywolf> archivist: entirely possible. :)
[15:57:34] <cncjerry> good morning, at what level of the code do I need to be to have the tolerance_Inch active? I am having trouble with arcs missing due to rounding. The errors are always like .0005526 for some reason unless I change my CNC machining and fixture accuracy to .000001 which means older code would have to be reformatted
[15:57:34] * archivist ducks and runs
[15:58:45] <cradek> cncjerry: can you transcribe an actual error please?
[15:59:08] <furrywolf> I was also impressed with Fluke's customer support... the sampling rate circuit stopped working. I asked fluke for a service manual, and got a response along the lines of "not only do we not have one, but no one who's ever seen one still works here. but we'll see what we can do..."
[15:59:20] <furrywolf> two weeks later I got an email "we bought one and scanned it. here's the pdf. enjoy!"
[16:00:03] <ssi> speaking of fluke
[16:00:17] <ssi> I wonder how much it would cost to have my 189 overhauled
[16:00:20] <cncjerry> I'll go down and load some code but basically, it is the arc to center error, absolute error is .00005526. The arcs vary. I can post the lines that don't run
[16:00:24] <archivist> furrywolf, whats the model number
[16:00:56] <furrywolf> archivist: don't remember. the PDF is on their website now. they've started a project to put all their service manuals, current and historical, online.
[16:01:00] -!- lerman has quit [Ping timeout: 256 seconds]
[16:01:32] <archivist> furrywolf, some manuals I have duplicate real dead tree manuals
http://www.collection.archivist.info/searchv13.php?searchstr=fluke
[16:01:34] <furrywolf> it was odd working on it... many things in it are not built like modern things.
[16:01:44] <furrywolf> the analog memory is just one example
[16:01:57] <furrywolf> it also uses unobtainium logic chips running at weird voltages...
[16:02:12] <furrywolf> I think it's an 8350A
[16:02:22] <_methods> cncjerry: a sample of your code that is making the error pastebin'd would be helpful also
[16:02:29] seb_kuzm1nsky is now known as seb_kuzminsky
[16:02:31] <archivist> I have a counter that uses analogue memory to work a meter movement that rotated a film and projects the numbers
[16:02:40] <furrywolf> hrmm, that's not right.
[16:02:43] <furrywolf> it's something like that. :P
[16:02:52] <cncjerry> cradek, this G0 X.92676 Y1.06812 followed by G3 X.78055 Y1.16748 I-.123 J-.023 runs fine on Mach3 but linuxcnc 2.5 barfs
[16:02:55] <cradek> cncjerry: recent versions are supposed to run all arcs from gcode that has been rounded to .001in or .01mm
[16:03:26] <cradek> wow 2.5?
[16:03:30] <archivist> one of this series
http://www.electricstuff.co.uk/venner.html
[16:05:01] -!- Brunetty has quit [Quit: Follow me]
[16:05:11] <furrywolf> http://www.ebay.com/itm/Fluke-8300A-Digital-Volt-Meter-w-Nixie-Tube-Display-0024-/121699252670 that looks like the same one, so 8300A? :)
[16:05:12] -!- pjm has quit [Quit: quitted]
[16:05:48] <PCW> I have a Digitec voltmeter with a odometer like readout
[16:05:51] <archivist> iirc the 8100 was a white front
[16:06:35] <furrywolf> I upgraded mine to take a standard iec power cable instead of the funky one... removed the stock plug and fit in a fancy filtered+shielded module from a pc power supply.
[16:07:06] -!- cncjerry has quit [Ping timeout: 246 seconds]
[16:07:46] <furrywolf> it already had plenty of filtering and shielding, but you can't have too much filtering and shielding... also, it was $0, unlike sourcing the proper power cord. :)
[16:09:34] -!- cncjerry [cncjerry!6bc56c9f@gateway/web/freenode/ip.107.197.108.159] has joined #linuxcnc
[16:10:00] <cncjerry> I got bounced out, lost any message after I typed "try not to touch a machine that works"
[16:10:25] <cradek> cncjerry: you should update to the latest 2.6. it has more sensible defaults and it's also a configurable tolerance
[16:10:42] <cncjerry> can I upgrade without wiping the system?
[16:10:46] <cradek> your only other remedy is add those missing numbers after the decimals in IJ words in your gcode
[16:10:54] <cradek> what OS is it?
[16:10:56] <furrywolf> actually, you should upgrade to the latest 2.7... complaints about 2.6.8's trajectory planner are too frequent. :)
[16:11:08] <archivist> furrywolf, I think this is the one I had then scrapped
http://www.ebay.com/itm/Fluke-8375A-Digital-Multimeter-Nixie-Tubes-/281737842450
[16:11:10] <cradek> 2.7 is not released
[16:11:17] <cncjerry> I used the load and go cd to just put it down on the system
[16:11:47] <cradek> sure but which OS is it? we've made those for 10 years.
[16:12:21] <furrywolf> the thing I most regret scrapping is a tektronix scientist calculator. I kick myself pretty hard over that one.
[16:12:34] <cncjerry> let me go look
[16:12:45] <furrywolf> http://www.oldcalculatormuseum.com/tek909.html I had one of those.
[16:13:37] <cradek> cncjerry: if it's lucid, see updating instructions here:
http://linuxcnc.org/docs/html/common/Updating_LinuxCNC.html#_updating_from_2_5_x_to_2_6_x
[16:15:10] -!- md-2 has quit [Quit: Leaving...]
[16:16:04] <furrywolf> cradek: there's been a number of complaints in the last month or two about stupid behavior from the trajectory planner... there's nothing in the 2.6.8 changelog about it, but some people complain it exact stops even with G64 Pwhatever, other people complain it rounds corners no matter what P is...
[16:16:07] <cncjerry> yes,. 10.04 LTS says Lucid under it. so 2.6 has that tolerance_inch param?
[16:16:55] <furrywolf> upgrading to 2.7 seems to make the complaints go away
[16:18:15] <furrywolf> archivist: not only did I have the calculator, I had the 2.5" thick service and programming manual... but back then it wasn't vintage, it was just an old piece of crap in the way...
[16:19:57] <archivist> furrywolf, I know the feeling...been there done that a few times, nothing can become r@re without some losses along the way
[16:20:39] <cradek> > interesting device called the "928 Instructor", that allows keypresses on the keyboard to be recorded in realtime on an audio cassette recorder, then played back (at the same speed) from the cassette.
[16:20:46] <cradek> wow
[16:20:52] <furrywolf> it was complex... a full cpu and high-precision floating point math unit built with simple gates.
[16:23:07] <furrywolf> complete with trig functions, etc
[16:24:36] -!- cncjerry has quit [Ping timeout: 246 seconds]
[16:25:23] <archivist> I failed to rescue an Olivetti accounting machine that was typewriter sized
[16:25:28] <PCW> the TP with linuxcnc <2.7 works fine if you dont have lots of short segments
[16:25:30] <PCW> If you have exact stops and no blending its probably a gcode issue
[16:25:31] <PCW> 2.7 will run quite a bit faster on gcode with lots of segments because it has more lookahead
[16:25:35] <archivist> I have the PCBs somewhere
[16:26:06] -!- remstw has quit [Ping timeout: 250 seconds]
[16:26:52] <furrywolf> PCW: there's been a few complaints about it... the last person complaining about exact-stopping came up with a trivial test case, four arcs cutting a circle, and it kept stopping between them.
[16:27:14] <furrywolf> another person had corners that were an eighth inch or something rounded, no matter what P was.
[16:27:25] <furrywolf> on a square
[16:27:28] <PCW> bad gcode likely
[16:27:52] <skunkworks_> we would need examples. I have not seen any of this behavior.
[16:27:57] <cradek> I haven't either
[16:28:21] <furrywolf> one was about a week ago, one about a month ago... I can't remember the specifics of the others.
[16:28:30] -!- lerman has quit [Ping timeout: 244 seconds]
[16:29:14] <os1r1s> Speaking of bad gcode, what is the daytime consensus BobCad? Good/Bad
[16:29:33] <cradek> I have never heard someone say a good thing about bobcad
[16:29:37] <PCW> not likely a TP bug (its been pounded on for years)
[16:30:10] <furrywolf> I've never heard of bobcad. :)
[16:31:20] <furrywolf> I really need to get+learn cad+cam...
[16:31:22] <archivist> was he too busy with carol or alice to get it right
[16:31:51] <furrywolf> or? it was a man-in-the-middle job.
[16:32:08] <archivist> I blame ted
[16:32:27] <os1r1s> cradek: hehe. Good to know
[16:32:58] <cradek> I have never seen it but their salesman used to call frequently and ask to talk to my cat. I don't remember how that came about.
[16:33:01] -!- Nick001-shop [Nick001-shop!~chatzilla@hrbg-74-46-22-195-pppoe.dsl.hrbg.epix.net] has joined #linuxcnc
[16:33:20] <furrywolf> lol
[16:33:48] <cradek> he used to get mail too
[16:34:22] <cradek> the cat, not the salesman
[16:39:58] -!- HSD has quit [Quit: Leaving]
[16:44:44] -!- per_sonne_ has quit [Ping timeout: 246 seconds]
[16:45:03] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[16:46:03] <CaptHindsight> _methods: did you find your SS pipe/tube?
[16:46:57] -!- Chopper79 [Chopper79!~Chopper@104.235.38.123] has joined #linuxcnc
[16:47:35] seb_kuzminsky is now known as seb_kuzmonesky
[16:47:45] seb_kuzmonesky is now known as seb_kuzminsky
[16:54:38] <os1r1s> ssi: Does this motor look worth a damn?
http://www.automationtechnologiesinc.com/products-page/nema23-m-dc-servo-motor/skewed-servo-dual-shaft-3
[16:57:44] -!- lerman has quit [Ping timeout: 250 seconds]
[16:58:08] -!- maximilian_h [maximilian_h!~bonsai@dslb-178-002-166-034.178.002.pools.vodafone-ip.de] has parted #linuxcnc
[16:59:08] <malcom2073> That looks like just a motor, no encoder?
[16:59:27] <os1r1s> malcom2073: Yeah, no encoder. But I can add an encoder to the back
[17:01:39] <malcom2073> Yeah I don't know enough about small servos to be able to say much heh
[17:04:09] <ssi> os1r1s: I've never used one of their servos, but I've always wanted to try them
[17:04:23] <ssi> it's one of the few reasonable looking off the shelf servos
[17:04:41] <os1r1s> ssi: I trust you can easily control the RPM to slow it down via the 7i77
[17:05:31] <ssi> uhm, in a roundabout sort of way, yes
[17:05:42] <ssi> it's a servo... you can run it at 0.001rpm if you want
[17:06:54] <os1r1s> hehe. Thats what I was expecting :)
[17:07:25] -!- lerman has quit [Ping timeout: 256 seconds]
[17:08:45] * furrywolf has a couple motors running at 0.00139rpm
[17:09:28] -!- maximilian_h [maximilian_h!~bonsai@dslb-178-002-166-034.178.002.pools.vodafone-ip.de] has joined #linuxcnc
[17:09:36] -!- maximilian_h [maximilian_h!~bonsai@dslb-178-002-166-034.178.002.pools.vodafone-ip.de] has parted #linuxcnc
[17:14:56] <Loetmichel2> *meh* just saw a driver instructor with his student on a 250ccm bike on a parking lot training slalom, turns and full stops... got my own 50cc bike to drive there and ask him how much a bike drivers license is atm... (1600Eur++, ouch)... watched a while. That student... every turn on the slaopme one had fear he would faceplant (wooble)... and he need 3 lanes for a 180° turn... and the "full
[17:14:56] <Loetmichel2> brake" ended 20 meters BEHIND the instructor :-(
[17:21:00] -!- PetefromTn_ [PetefromTn_!~IceChat9@97-81-58-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[17:21:04] <ssi> http://www.independent.co.uk/news/world/europe/german-man-sedates-girlfriend-so-he-can-keep-playing-video-games-10376658.html
[17:21:07] <ssi> that's dedication
[17:22:05] Deejay__ is now known as Deejay
[17:22:08] -!- Deejay has quit [Changing host]
[17:22:08] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[17:23:17] <zeeshan> lol ssi
[17:23:18] <zeeshan> wtf
[17:24:21] <ssi> wat
[17:24:25] <zeeshan> the article
[17:24:28] <ssi> WAT
[17:24:35] <PetefromTn_> there's an asshole born every minute....or something like that was said once LOL
[17:24:37] <malcom2073> ssi: Sucks that you got fined
[17:24:48] <ssi> yeah next time I need to use ten drops
[17:24:57] <PetefromTn_> fined?
[17:26:21] -!- lerman has quit [Ping timeout: 255 seconds]
[17:26:23] <ssi> nm pete, nothing to see here :D
[17:26:36] <PetefromTn_> Oh of that I am sure...
[17:26:48] <Deejay> greetings Pete
[17:26:50] <PetefromTn_> Just got back from town
[17:26:54] <PetefromTn_> HEY DEEJAY!!
[17:26:59] <PetefromTn_> :D
[17:27:03] <ssi> don't take your love to town
[17:27:14] <PetefromTn_> no I took my minivan
[17:27:24] <PetefromTn_> da love machine
[17:28:11] <PetefromTn_> picked up a 5 gallon container of battery acid, eleven gallons of deionized water, a bunch of PPE stuff...and a partridge in a pear tree
[17:28:21] <ssi> ITS HAPPENING
[17:28:35] <PetefromTn_> Something is happening....not sure what yet
[17:29:12] <Connor> PetefromTn_: What size buckets you using for your stations ?
[17:29:23] <PetefromTn_> 48 quart coolers
[17:29:45] <ssi> have you verified material compatibility?
[17:29:54] <PetefromTn_> of?
[17:30:03] <ssi> I used rubbermaid tubs, cause they're polypropylene, which is compatible with both the strong caustic and strong acidic solutions
[17:30:18] <ssi> you have battery acid, what are you using for caustic?
[17:30:32] <PetefromTn_> the concensus here was that igloo coolers were made of the right stuff
[17:30:47] <ssi> Hard-side coolers: The exterior body of most Igloo hard-side coolers is made of high-density polyethylene, while the interior liner is made of FDA-grade polypropylene. The insulation is made of Ultratherm™ - a proprietary blend of polyurethane foam.
[17:30:52] <ssi> that ought to work
[17:30:53] <PetefromTn_> I have also seen quite a few youtube videos of nice setups using them
[17:31:26] <Connor> How many of those do you need ? They're not exactly cheap..
[17:31:32] <PetefromTn_> http://i.imgur.com/OEDXyuQ.jpg
[17:31:35] <PetefromTn_> ;)
[17:31:44] <PetefromTn_> I got five of them
[17:31:56] <PetefromTn_> sounds like I will only need three actually
[17:31:57] <Connor> what about $24 a pop
[17:32:11] <PetefromTn_> $15.00 on sale at walmart
[17:32:15] <Connor> ah
[17:32:27] <PetefromTn_> usually they are like $30.00
[17:32:27] <Connor> Use the other 2 for different die colors
[17:32:39] <Jymmm> PetefromTn_: bastard! I just went yesterday and they didn't have shit in stock
[17:32:41] <PetefromTn_> I will not be using water based dyes
[17:32:55] <Connor> Oh? What are you using?
[17:33:05] <PetefromTn_> Jymmm I know I told them to get rid of them because you were coming
[17:33:21] <Tom_itx> i could go down to the local Coleman factory and pull some off the line...
[17:33:26] <PetefromTn_> solvent based dyes courtesy of Captainhindsight
[17:33:41] <Jymmm> PetefromTn_: I figurd something lie that
[17:34:47] <PetefromTn_> I got some nitrile gauntlets, a big nice full face mask, a small apron, two large containers of baking soda, and a bunch of other PPE related stuff.
[17:34:49] <Connor> PetefromTn_: but don't you need a tub for each of those ?
[17:34:51] <_methods> CaptHindsight: yeah we got it
[17:35:01] <PetefromTn_> each of what
[17:35:04] <_methods> i ended up having to go with sch10 5"
[17:35:13] <_methods> they didn't have any sch5
[17:35:18] <Connor> solvent based dyes.. for different colors...
[17:35:34] <PetefromTn_> well it depends on what you want to do.
[17:36:07] <PetefromTn_> apparently the nice thing about it is you can sponge it on, dip your parts in it, airbrush it on, and quite a few other methods of application.
[17:36:21] <Connor> Oh.
[17:36:31] <PetefromTn_> the only reason I will need any of the water based dyes is if I want to get fancy with splash anodizing.
[17:36:51] <furrywolf> have at least a gallon of pre-mixed baking soda+water. saturate the water with as much baking soda as you can. that way when you spill acid on yourself, you don't need to mix it...
[17:37:07] -!- tinkerer has quit [Remote host closed the connection]
[17:37:16] <PetefromTn_> right now my attention is just to get some basic black parts made here.
[17:37:46] <PetefromTn_> furrywolf thanks for the tip but I don't plan on spilling it on myself but It is not a bad idea really.
[17:37:58] <Tom_itx> you never plan that
[17:37:58] <Rab> PetefromTn_, nobody does.
[17:38:09] <PetefromTn_> sure
[17:38:23] <PetefromTn_> I am new to this
[17:38:30] <PetefromTn_> and I am sure I will make a few mistakes
[17:38:31] <Tom_itx> noob
[17:38:35] <furrywolf> also good when you realized it splashed onto tools/concrete/etc.
[17:38:37] <PetefromTn_> TOTALLY
[17:38:40] <Tom_itx> heh
[17:39:01] <PetefromTn_> The biggest challenge I think will be just dealing with this large acid container.
[17:39:22] <ssi> PetefromTn_: are you not going to have a caustic bath?
[17:39:23] <PetefromTn_> it is a 5 gallon container and has a little orifice tube that you release the acid from
[17:39:30] <Tom_itx> i had ~5 gal of acid given to me when the local pcb fab shop closed
[17:39:34] <PetefromTn_> apparently I won't be needing one
[17:39:39] <Tom_itx> i didn't want to keep it so i gave it away
[17:39:42] <ssi> I'm pretty sure you do
[17:39:51] <ssi> it dissolves the existing oxide layer
[17:39:54] <PetefromTn_> not according to Captainhindsight
[17:40:17] <PetefromTn_> my parts are machined completely around their outside
[17:40:28] <ssi> doesn't matter... aluminum forms an oxide layer in seconds
[17:40:32] <PetefromTn_> besides if I need one I have enough containers here
[17:40:40] <ssi> you can't add your controlled oxide layer to existing oxide
[17:40:41] <PetefromTn_> and lye is locally available
[17:41:03] <PetefromTn_> you would have to ask Captainhindsight about that
[17:41:42] <PetefromTn_> he seems to think it is not necessary
[17:41:49] <ssi> eh I'm not that concerned about your success :D
[17:41:58] <PetefromTn_> Oh I am sure you are not
[17:42:32] <furrywolf> I need to get some battery alkaline one of these days.
[17:42:57] <PetefromTn_> I spent a boatload of cash on all of this stuff I sure hope I can get it done here...
[17:43:10] <PetefromTn_> this is not for shits and giggles
[17:43:17] <furrywolf> I need to mix about 60 gallons of 33% KOH + LiOH....
[17:44:27] -!- lerman has quit [Ping timeout: 244 seconds]
[17:45:29] -!- per_sonne_ has quit [Ping timeout: 252 seconds]
[17:45:39] <Tom_itx> well i'm giggling :D
[17:46:30] <ssi> WHY TOM, WHYYYYY
[17:47:48] <PetefromTn_> I'm just a big joke to all of you guys here I know...
[17:47:54] <PetefromTn_> that's okay
[17:47:58] -!- furrywolf has quit [Ping timeout: 265 seconds]
[17:47:59] <PetefromTn_> I'm good with it.
[17:48:09] <Tom_itx> naw, i applaud what you're doing... i just like giving you shit
[17:48:31] <PetefromTn_> and I deserve some of that shit to be sure.
[17:48:43] <ssi> and yes, I kept baking soda solution on hand
[17:48:46] <PetefromTn_> just trying to scratch out a business here
[17:48:47] <ssi> as well as white vinegar for the lye
[17:48:49] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[17:48:52] <_methods> shitz'n'gigglez
[17:48:57] <ssi> and you WILL get acid in places you don't want it
[17:49:06] <ssi> like I said the other day
[17:49:09] <ssi> all my clothes had holes in them
[17:49:10] <ssi> :P
[17:49:25] -!- furrywolf [furrywolf!~randyg@70.0.184.177] has joined #linuxcnc
[17:49:29] <PetefromTn_> I guess we shall see here soon
[17:49:36] <furrywolf> grrr, stupid internet connection.
[17:49:38] <PetefromTn_> because all the bullshit is over now
[17:49:38] <furrywolf> <furrywolf> I need to mix about 60 gallons of 33% KOH + LiOH....
[17:49:38] <furrywolf> <furrywolf> about 200lbs of KOH and 8lbs of LiOH.
[17:49:38] <furrywolf> <furrywolf> going to be fun.
[17:50:03] <_methods> the restaurant in beerfest was called shitz'n'gigglez
[17:50:03] <PetefromTn_> now it's time to put all this stuff to task and see what comes out the other end.
[17:50:23] <ssi> get it done
[17:50:27] <Tom_itx> PetefromTn_, take pics of your failed tests too so we can see the effects of contaminates etc
[17:50:32] <ssi> I expect to see splash anodized scope rails by six pm
[17:50:47] <PetefromTn_> I honestly wish I had more cash I want to build the kart I intend for the setup
[17:50:59] <ssi> shifter kart?!
[17:51:02] <ssi> high speed anodizing?!
[17:51:04] <PetefromTn_> that is gonna have to wait a bit so I will be crawling around on the floor here
[17:51:17] <_methods> http://ch2289.files.wordpress.com/2012/09/schnitzengiggle-tavern.jpg
[17:51:22] <PetefromTn_> no an anodization kart that I can roll in and out of the shop
[17:51:29] <_methods> schnitzengiggle
[17:51:30] <_methods> hahaha
[17:51:39] <Tom_itx> now you need a robotic arm to move the parts from tank to tank
[17:51:44] * PetefromTn_ thinks methods is high or something
[17:51:53] <PetefromTn_> thats not a bad idea
[17:52:11] * _methods loves beerfest
[17:52:19] <Tom_itx> hopefully my cards'll be here tomorrow so i can get my control back up and goin
[17:52:22] * PetefromTn_ loves Oktoberfest
[17:52:50] * ssi loves lamp
[17:52:52] <_methods> mmm pretzels
[17:52:55] <Tom_itx> i should end up with a spare set of cards
[17:53:02] <PetefromTn_> so I have this 48 quart cooler for the anodizing tank
[17:53:07] <Tom_itx> depending on my soldering skilz
[17:53:21] <ssi> Tom_itx: what kind of cards
[17:53:23] <Tom_itx> btw, how'd that USB plug come otu?
[17:53:24] <PetefromTn_> I was thinking I would put it a little above halfway full
[17:53:26] <Tom_itx> ssi, mesa
[17:53:30] <ssi> oic
[17:53:35] <Tom_itx> i had a mishap with a PSU
[17:53:43] <ssi> yea I've murdered a few mesa cards myself
[17:53:46] <Tom_itx> cheap chinese reg went bad
[17:53:49] <ssi> managed to fix them tho
[17:53:56] <ssi> peter's pretty generous with spares :D
[17:53:59] <Tom_itx> i managed to fix em all so far
[17:54:05] <Tom_itx> yes he is
[17:54:30] <Tom_itx> last one was 3 56pin tssops
[17:54:37] * furrywolf still needs a mesa setup
[17:54:43] <PetefromTn_> so I was thinking 4 gallons of acid to 4 gallons of water for the mixture
[17:54:55] <PetefromTn_> water first of course
[17:55:06] <archivist> eye of newt, 6 toads
[17:55:25] <_methods> listen to archivist
[17:55:28] <_methods> he's english
[17:55:32] <_methods> they're all wizards
[17:55:39] <_methods> hehe
[17:55:39] <Tom_itx> those brit's are nuts
[17:55:54] <archivist> not striving to be normal
[17:56:10] <Tom_itx> succeeding quite well
[17:56:18] <PetefromTn_> that .pdf file I got from one of you guys said to mix 50/50 due to the pre-diluted acid they sell today
[17:56:19] * furrywolf doesn't strive to be normal either
[17:56:46] <Tom_itx> i think everybody in here's a little off in one way or another...
[17:56:54] <_methods> ^^
[17:57:13] <skunkworks_> agreed.
[17:57:14] <furrywolf> are you sure? I might be perfectly normal. :P
[17:57:24] <PetefromTn_> how do you make those up arrows
[17:57:31] <_methods> lol
[17:57:33] <Tom_itx> shift F6
[17:57:34] <skunkworks_> ^^
[17:57:39] <archivist> wot! ^^ them
[17:57:44] <Tom_itx> ^^^^^^
[17:57:45] <Jymmm> furrywolf: And I might be Mother Teresa reincarnated.
[17:57:51] <skunkworks_> carrot
[17:57:55] <_methods> ^^
[17:57:56] <PetefromTn_> apparently not
[17:58:00] <_methods> shift 6
[17:58:05] <PetefromTn_> ^ ah
[17:58:07] <furrywolf> alt-f4? :P
[17:58:08] * furrywolf hides
[17:58:10] <Tom_itx> err 6
[17:58:13] <Tom_itx> not F6
[17:58:23] <PetefromTn_> ^^^^^^^^^^Weeeee
[17:58:29] <skunkworks_> wow
[17:58:30] <_methods> there ya go
[17:58:33] <skunkworks_> doesn't take much
[17:58:35] <skunkworks_> :)
[17:58:36] <Tom_itx> shift F6 will load a virus on your pc
[17:58:39] <PetefromTn_> never does
[17:58:43] <_methods> |^^^^^|
[17:58:45] <_methods> carrot cake
[17:59:25] <Jymmm> CTRL+SHIFT+ALT+ESC+NUMPAD_9+U+SCRN_PRNT
[17:59:34] <_methods> NEVER do that
[17:59:47] <furrywolf> I see jymm has used a laptop.
[17:59:53] <PetefromTn_> I don't have enough index fingers for that
[18:00:01] <furrywolf> you want fun, try doing a magic sysrq on a laptop. :P
[18:00:01] <skunkworks_> talking about being a little off.. Mach4 path following at higher speeds..
http://electronicsam.com/images/KandT/testing/grbl/mach4shortlog.png
[18:00:24] <_methods> http://t.qkme.me/3lcd.jpg
[18:00:25] <PetefromTn_> WOW...
[18:00:40] <PetefromTn_> love that movie
[18:00:47] <PetefromTn_> freakin' hilarious
[18:01:02] <PetefromTn_> whaddya mean we???
[18:01:08] <_methods> hahah
[18:01:09] <Jymmm> furrywolf: It took me 8 months to finally learn the sequence on a Mac laptop to pass-thru via vmware to the guest OS
[18:01:15] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[18:01:41] * furrywolf waits for them to make macs with only one button for all the keyboard keys, that does a different letter the longer you hold it
[18:02:28] <ssi> been done
[18:02:29] <ssi> http://www.theonion.com/video/apple-introduces-revolutionary-new-laptop-with-no--14299
[18:02:32] <_methods> http://cdn.lolbrary.com/2013/12/5/lolbrary.com_16671_1386286617.jpg
[18:02:34] <Jymmm> furrywolf: No buttons, remember they have that buttonless wireless batteryless existantless trackpad now
[18:02:56] -!- Nsmold has quit [Read error: Connection reset by peer]
[18:03:07] <furrywolf> ... huh?
[18:03:21] <Jymmm> furrywolf: At least Apple thinks so
[18:03:36] <PetefromTn_> jeez man those are some WHITE TEETH!!
[18:03:36] <furrywolf> (methods' link)
[18:04:11] <PetefromTn_> Hopefully I don't go full retard with this anodizing stuff heh
[18:04:46] <Jymmm> too late
[18:05:12] <Jymmm> PetefromTn_: not put on your official propeller har hat and be off with ya
[18:05:19] <_methods> hahah
[18:05:22] <_methods> simple jack it up
[18:05:40] <PetefromTn_> I remember those propeller hats LOL
[18:06:54] * _methods slides propeller hat into desk drawer
[18:07:05] -!- syyl [syyl!~sg@p200300632C4ED719CCC549F56FB58C67.dip0.t-ipconnect.de] has joined #linuxcnc
[18:07:14] <PetefromTn_> I can't decide if Sarah Silverman is sexy or not...
[18:07:54] <PetefromTn_> she's on this Star Trek voyager Episode
[18:08:06] <PetefromTn_> Looks pretty good hehe
[18:08:18] * furrywolf cares far more about brains than bodies
[18:08:19] <ssi> I think she once described herself as "kinda jewy but in a hot way"
[18:08:26] <ssi> more or less accurate hahah
[18:08:35] <PetefromTn_> that's pretty good actually
[18:08:59] <_methods> i wouldn't kick her out of my bed for eating crackers
[18:09:01] -!- syyl_ has quit [Ping timeout: 246 seconds]
[18:09:05] <PetefromTn_> I mean I think she is pretty but like furrywolf I think what is actually sexy about her is that she can speak for herself LOL
[18:09:22] <furrywolf> I have no idea who she is. :)
[18:11:27] <_methods> female comedian with a really annoying voice
[18:16:29] -!- crazykay has quit [Ping timeout: 265 seconds]
[18:17:39] <furrywolf> bbl
[18:19:50] <Jymmm> PetefromTn_: Maybe in a 2am sorta way
[18:21:04] <Jymmm> PetefromTn_: But I think Roseanne Bar is in that category too ;)
[18:21:33] <_methods> ..........
[18:21:41] <PetefromTn_> OMG
[18:21:41] <ssi> I concur with _methods
[18:22:00] <Jymmm> Nobody is ugly at 2am
[18:22:04] <_methods> Jymmm: you've finally crossed the line into furrywolf land
[18:22:11] <ssi> I disagree
[18:22:13] -!- lerman has quit [Ping timeout: 256 seconds]
[18:22:15] <ssi> plenty of people are ugly at 2am
[18:22:25] <Jymmm> then you're not drunk enough
[18:22:29] <_methods> heheh
[18:22:36] -!- furrywolf has quit [Ping timeout: 264 seconds]
[18:22:54] <ssi> there are some people for whom no sufficient beer goggles exist
[18:23:03] <PetefromTn_> Yeah there are some humans that no matter how much booze it just ain't gonna work for me...sorry
[18:23:24] <Jymmm> You say that now...
[18:28:05] <os1r1s> PetefromTn_: Enough booze and you may be unconscious :P
[18:28:19] <os1r1s> The ultimate beer goggles
[18:29:35] <os1r1s> In college they had a set of glasses at the health center that you could use to simulate the visual effects.
[18:32:07] <_methods> yeah i simulate drunkenness every night when i get home
[18:33:26] <PetefromTn_> ya just never know
[18:35:03] -!- motioncontrol [motioncontrol!~io@host11-26-dynamic.42-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:39:44] -!- msmold has quit [Ping timeout: 244 seconds]
[18:40:14] -!- lerman has quit [Ping timeout: 248 seconds]
[18:47:12] -!- per_sonne_ has quit [Ping timeout: 264 seconds]
[18:50:30] -!- HSD [HSD!~user@c-24-10-227-17.hsd1.ut.comcast.net] has joined #linuxcnc
[18:51:10] <ssi> bleh
[18:59:50] -!- lerman has quit [Ping timeout: 246 seconds]
[19:00:12] <Jymmm> You are otherwise available, traveling solo, drunk in the hotel lounge, 2am rolls around, maybe not the best of looks but overall good personality... you know you would.
[19:03:13] <_methods> lol
[19:05:46] <PetefromTn_> -\
[19:11:15] <PetefromTn_> oops
[19:22:13] -!- pyschoas has quit [Ping timeout: 265 seconds]
[19:23:20] -!- skunkworks has quit [Ping timeout: 250 seconds]
[19:24:06] -!- lerman has quit [Read error: Connection reset by peer]
[19:25:38] -!- skunkworks_ has quit [Quit: Leaving]
[19:31:35] -!- Chopper79 has quit [Quit: Leaving.]
[19:35:20] <ssi> I've got 3pm coma syndrome real bad :(
[19:39:55] -!- jvrousseau has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[19:40:59] -!- membiblio [membiblio!~membiblio@108.32.57.2] has joined #linuxcnc
[19:41:04] -!- patrickarlt has quit [Ping timeout: 265 seconds]
[19:44:07] -!- tswartz has quit [Ping timeout: 256 seconds]
[19:44:08] <PetefromTn_> meh jeez I was hoping that my roll around kart I use for tools when I work on the vehicles would be large enough to carry two coolers on top. It isn't...
[19:44:45] -!- tswartz [tswartz!~tswartz@c-73-166-121-75.hsd1.tx.comcast.net] has joined #linuxcnc
[19:45:24] -!- brlcad has quit [Ping timeout: 255 seconds]
[19:46:47] -!- lerman has quit [Ping timeout: 240 seconds]
[19:47:47] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[19:56:30] <Jymmm> The LARGE rubbermaid one should
[19:57:02] <PetefromTn_> don't have any rubbermaid... want to use these coolers.
[19:57:13] <Jymmm> rubbermaid CART
[19:57:19] <PetefromTn_> Oh
[19:59:19] -!- igenius4 [igenius4!~ijenius@ip72-199-28-142.sd.sd.cox.net] has joined #linuxcnc
[19:59:42] <Jymmm> maybe
http://www.homedepot.com/p/Rubbermaid-Commercial-Products-40-in-x-24-in-2-Shelf-Heavy-Duty-Utility-Cart-with-4-in-Casters-FG9T6700BLA/202649292
[20:01:32] <PetefromTn_> hm.
[20:01:43] <PetefromTn_> gotta measure the bases of the coolers
[20:02:45] -!- pjm_ [pjm_!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[20:04:30] -!- pjm has quit [Ping timeout: 250 seconds]
[20:06:14] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[20:06:49] -!- Chopper79 [Chopper79!~Chopper@104.235.38.123] has joined #linuxcnc
[20:08:46] -!- pjm_ has quit [Ping timeout: 248 seconds]
[20:09:27] <XXCoder> interesting
http://makezine.com/2015/07/08/bet-cant-find-use-11-million-1-gearbox/
[20:09:29] -!- memleak has quit [Quit: Break time]
[20:10:36] <Rab> Make:rs discover the harmonic drive?
[20:10:48] <_methods> no they invented it
[20:10:53] <_methods> it possibly has no uses though
[20:10:55] -!- lerman has quit [Read error: Connection reset by peer]
[20:11:03] <_methods> /sarcasm
[20:12:21] <XXCoder> dunno
[20:12:29] <XXCoder> but yeah probably not
[20:12:42] <XXCoder> atomic printer maybe lol
[20:13:11] <ssi> "a grinder gears has only three parts... we has a yellow part, a green part, and a red part."
[20:13:21] <_methods> lol
[20:13:59] <malcom2073> Technically it's not a harmonic drive, only half of one
[20:14:06] <_methods> it's wizardry
[20:14:16] <_methods> i hope someone can find a use for this magic
[20:16:02] <Jymmm> 3000RPM *24hours / 11,000,000 = 2.5 Days = pump or water plants/crops
[20:17:15] <Jymmm> feed animals
[20:17:55] <XXCoder> those can be built with more regular stuff with timers
[20:18:01] <Jymmm> so?
[20:18:24] <Jymmm> it's a USELESS gearbox, remembr =)
[20:18:24] <XXCoder> things gets interesting if it was strong enough to run other way
[20:18:48] <malcom2073> In an amusing twist: mechies start swearing off harmonic drives on principle, thinking makers invented them.
[20:19:04] <Jymmm> I prefer the useless box myself...
https://www.youtube.com/watch?v=aqAUmgE3WyM
[20:19:42] * MrSunshine ran 21.2km today =) hell yeah! =)
[20:19:50] <XXCoder> just read up on harmonic drive. interestng
[20:19:52] <_methods> good run
[20:20:21] <Jymmm> MrSunshine: But can you do it on your hands!
[20:20:37] <Jymmm> Hands shoes.... by Nike
[20:21:00] <MrSunshine> :P
[20:25:54] -!- jfindley has quit [Ping timeout: 255 seconds]
[20:26:37] -!- jfindley [jfindley!~kvirc@104-181-196-33.lightspeed.hstntx.sbcglobal.net] has joined #linuxcnc
[20:26:44] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:32:12] -!- lerman has quit [Ping timeout: 255 seconds]
[20:35:02] -!- cncjerry [cncjerry!6bc56c9f@gateway/web/freenode/ip.107.197.108.159] has joined #linuxcnc
[20:35:13] <cncjerry> cradek? I updated to linuxcnc 2.6.8 and that code still won't load. none of my code that links arcs as far as I can tell, will load. I get errors over .0005" is there a way to turn that off? I tried the tolerance_inch=.001 parm in the ini runder the RS274 section
[20:35:53] -!- motioncontrol has quit [Quit: Sto andando via]
[20:36:26] <cncjerry> any ideas?
[20:40:06] -!- Camaban has quit [Quit: Leaving]
[20:40:30] <cradek> did you share a code sample?
[20:41:03] -!- lerman has quit [Ping timeout: 256 seconds]
[20:42:02] <cncjerry> cradek, this G0 X.92676 Y1.06812 followed by G3 X.78055 Y1.16748 I-.123 J-.023 runs fine on Mach3 but linuxcnc 2.5 barfs
[20:42:58] <cradek> are those inches?
[20:44:00] <cncjerry> yes, inches
[20:44:19] <cncjerry> do I have to reboot the system?
[20:44:25] <cradek> no, I agree it fails to load
[20:44:44] <cncjerry> what is the error you see?
[20:44:45] <cradek> can you re-post it with the missing decimal places added? having 5 in XY and only 3 in IJ is weird.
[20:44:59] <cncjerry> the rest are zeros
[20:45:08] <cradek> well obviously not
[20:45:37] <cncjerry> no kidding. but I thought 2.6.8 allowed errors up to .001"?
[20:45:40] <ssi> arcs make my head hurt :(
[20:45:57] <cradek> can you just re-post?
[20:46:13] <cradek> Radius to end of arc differs from radius to start: start=(X0.9268,Y1.0681) center=(X0.8038,Y1.0451) end=(X0.7805,Y1.1675) r1=0.1251 r2=0.1245 abs_err=0.0005901 rel_err=0.4716%
[20:46:33] <cradek> I bet the real problem isn't the .0005 inches, it's the .5% difference
[20:46:39] <cncjerry> yes, that is the same error I get.
[20:46:51] <cncjerry> can I post here somehow?
[20:47:01] <cradek> no I mean postprocess
[20:47:08] <cradek> regenerate your gcode with the full precision
[20:47:10] -!- AGR has quit [Ping timeout: 256 seconds]
[20:47:33] -!- AGR [AGR!~bosto@99-44-12-226.lightspeed.btrgla.sbcglobal.net] has joined #linuxcnc
[20:47:50] <cncjerry> no, I have to change CATIA to use a mfg and fixture tolerance of 1e-5 and reformat. that fixes the problem as the decimals get added
[20:48:05] <cradek> sounds perfect
[20:48:36] <cncjerry> re-post instead of re-format. in catia the code is generated to APT first then a formatter reads the APT file and generates the code.
[20:48:38] <cradek> the gcode, for those following along at home:
http://pastie.org/10282971
[20:49:00] <cradek> I may not know the correct lingo
[20:49:05] -!- Reventlov has quit [Quit: leaving]
[20:49:08] -!- per_sonne_ has quit [Ping timeout: 250 seconds]
[20:49:10] <cradek> but I mean regenerate it without IJ being rounded or truncated like this
[20:49:18] <cradek> whatever verb is appropriate
[20:49:28] <cncjerry> try loading this one G0 X.93750 Y1.04550 G3 X.81250 Y1.17050 I-.125 J0
[20:49:52] <cncjerry> no error on that one
[20:50:05] <cncjerry> same program, generated with more precision.
[20:51:17] <cradek> fwiw, 2.7.0~pre6 does load this gcode
[20:51:42] <cradek> in 2.7 we attempted to make changes that allow truncating OR rounding to 3 decimals in inch, or 2 in mm
[20:52:19] <cncjerry> can I upgrade from 2.6.8 to 2.7?
[20:52:45] <cradek> if you have 5 decmials in XY on purpose, because you need that precision, be aware that your arcs really aren't going to be in the right place unless you fix the gcode
[20:53:16] -!- jwg443 has quit [Read error: Connection reset by peer]
[20:53:30] <cncjerry> no, here
[20:53:59] <cradek> 2.7 is unreleased, but you can run a prerelease version
[20:55:54] <cncjerry> sorry, the problem is that for some reason, setting the fixture and machining accuracey to anything less than 1e-5 gives me the error. I think it is the crazy way catia generates code (obviously), but the killer is I never had this problem with the 2.3 release. I went to 2.5 a while back and if I am cutting something without doing linked arcs it runs fine.
[20:56:29] <cradek> huh, I would be very surprised to learn this code runs on 2.3 but not 2.5
[20:59:29] <cncjerry> don't know what to say, there is a bug in my IMS generated post processor clearly since the code is wrong. It is not off enough to dictate a 90.1 or 91.1 error. I tried setting everything to .0001 precision without luck thinking there was a conflict between dimensioned units and gcode, no luck. I've run thousands of programs thru 2.3
[20:59:47] <XXCoder> whoa.
http://frankieflood.blogspot.ca/2015/05/laser-cured-powder-coat-on-acrylic.html
[21:00:24] <cradek> I can't even build 2.3 on debian to try it, yuck
[21:00:49] <cradek> yeah, it's not an incorrect center mode, it's just the rounding or truncating that's doing it
[21:00:56] <cncjerry> is there any way to bypass this error in 2.6.8? where can I get 2.7 and as before can I upgrade or do I need to wipe?
[21:02:23] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[21:02:24] <cradek> 2.7 is still built for lucid
[21:02:46] <cradek> you can get it from the buildbot, since there is no release yet
[21:05:17] <cncjerry> cradek, pls try this code for me G0 X.92676 Y1.06812 G3 X.78055 Y1.16748 I-.123 J-.023
[21:06:02] <cncjerry> I went back, changed the dimensions to .001 and the fixture and machining accuracy to .001 and it generated more decimals
[21:06:04] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[21:06:45] <cradek> IJ are clearly still truncated
[21:07:40] <cradek> actually that's exactly the same as
http://pastie.org/10282971
[21:07:50] <cradek> that's your original report that I typed in
[21:07:51] <cncjerry> yes, sorry, I was comparing to the the one that worked by mistake
[21:08:30] -!- lerman has quit [Ping timeout: 248 seconds]
[21:08:30] <Deejay> gn8
[21:09:14] -!- Deejay has quit [Quit: bye]
[21:10:04] <cncjerry> I have a later release of the formatter installing right now. just weird. I had 4 or 5 hd's fail all in a month plus the PC on this larger mill shorted the memory and smoked the MB. so I've been rebuilding trying to get back to where I was. can't seem to find what the delta is right now other than 2.5 vs 2.3 (now 2.6.8)
[21:10:23] <cncjerry> I have to go mod Axis again so that will take work as well.
[21:12:25] -!- RifRaf has quit [Ping timeout: 246 seconds]
[21:13:00] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[21:16:21] -!- almostworking has quit [Quit: Textual IRC Client: www.textualapp.com]
[21:17:19] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[21:17:19] -!- Tecan has quit [Changing host]
[21:17:19] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[21:18:05] <jdh> why do you have to modify axis?
[21:18:17] <andypugh> Well, the new Jetway motherboard was so much easier than the Gigabyte that it just isn’t funny. Not only was there no need to update the BIOS, I didn’t even need to install an OS, it booted straight from the old SSD from the previous MB.
[21:19:04] <andypugh> And, as a bonus, my Touchscreen is now 1280x1024 rather than 1024x768. Which is very odd because I was certain that 1024x768 was the native resolution.
[21:19:07] <_methods> yeah i've had decent luck with jetways myself
[21:19:08] <PetefromTn_> no such animal LOL
[21:21:31] <andypugh> It’s also a super-thin MB with an onboard PSU (takes 12V power). Which means I can use a short PCI riser and make more space in the box. All in all I am happy, though it was about twice the price of the Gigabyte one.
[21:21:52] <skunksleep> Yay!
[21:22:13] <_methods> jetway makes great sff stuff
[21:22:27] <os1r1s> andypugh: Not worried about the onboard graphics?
[21:22:32] <_methods> well so far in my experience with them
[21:22:50] <andypugh> GLXgears runs at 100 fps, so that part is good too.
[21:23:22] <skunksleep> What kind of latency?
[21:24:33] <andypugh> About 11k. It went up to 30k briefly doing “something” but this is a Mesa setup, so I am not too worried.
[21:25:03] <andypugh> Jetway JNF9C-2800 if anyone is interested.
[21:25:40] <skunksleep> Nice
[21:25:53] <cncjerry> I modify axis as I like certain control key combinations to do things. I think some of it was added in over the years like contr+arrows to do incremental jogs.
[21:26:14] -!- almostworking [almostworking!~almostwor@unaffiliated/almostworking] has joined #linuxcnc
[21:27:51] <cncjerry> this time I am going to add more buttons as well for homing at .1" offsets within each quadrant.
[21:28:14] -!- eeFuchs has quit [Remote host closed the connection]
[21:33:15] <os1r1s> andypugh: So when using a mesa card, what level of jitter becomes an issue for the base thread?
[21:34:49] -!- lerman_ has quit [Read error: Connection reset by peer]
[21:35:32] <Jymmm> In the 11th hour, uhual cancels our reservation
[21:35:49] <Jymmm> I'll NEVER do business with the again.
[21:36:27] -!- cncjerry has quit [Ping timeout: 246 seconds]
[21:36:29] <malcom2073> Jymmm: I've heard horror stories of uhaul canceling orders and not telling people, and often just plain not having the vehicle available when promised
[21:36:48] <Jymmm> You would think that reseving a 26ft truck and auto transport they would take care of the logistics, but I've even called corporate offices and no help
[21:36:57] -!- Reventlov has quit [Quit: leaving]
[21:37:39] <_methods> ouch that sux
[21:37:55] <Jymmm> malcom2073: They offered $100 discount.... I dont' want a discount, I want what I reseved and you accepted my CC number
[21:38:59] <Rab> Wonder if their scheduling counts on quick turnaround of the trucks, and the last renter had an accident or hasn't showed up.
[21:39:00] <malcom2073> Yeah, they're pretty shitty about it
[21:39:23] <malcom2073> Rab: I swear I think they overbook counting on people canceling
[21:41:20] <Jymmm> Rab: Maybe so, but their ONLY job is logistics. They should have contingency for that AND courtesy to bring a truck 100 miles in
[21:45:20] -!- chillly has quit [Quit: Ex-Chat]
[21:46:25] -!- dr0w has quit [Quit: Leaving]
[21:48:42] -!- acdha has quit [Ping timeout: 255 seconds]
[21:48:56] -!- membiblio has quit [Ping timeout: 250 seconds]
[21:49:17] -!- membiblio [membiblio!~membiblio@108.32.57.2] has joined #linuxcnc
[21:49:48] -!- AGR has quit [Ping timeout: 250 seconds]
[21:50:15] -!- SWPLinux [SWPLinux!~SWP@205.213.4.254] has joined #linuxcnc
[21:50:31] -!- AGR [AGR!~bosto@99-44-12-226.lightspeed.btrgla.sbcglobal.net] has joined #linuxcnc
[21:50:47] -!- per_sonne_ has quit [Ping timeout: 240 seconds]
[21:51:28] -!- greg [greg!4b1b664f@gateway/web/freenode/ip.75.27.102.79] has joined #linuxcnc
[21:53:48] -!- lerman has quit [Read error: Connection reset by peer]
[21:58:03] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:58:55] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[22:01:31] <Roguish> Hey all. Something up (or down) with the web site, linuxcnc.org. I get an Error 403 Forbidden Zone.
[22:02:08] <andypugh> Yes, the web site has gone down.
[22:02:36] <andypugh> The chaps are on it.
[22:02:39] -!- MrFluffy has quit [Quit: gnite]
[22:02:58] <Roguish> Ok , good deal.
[22:03:26] -!- pjm_ [pjm_!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[22:04:39] <SWPLinux> if by "on it" you mean "we know what has to be done" :)
[22:04:48] <andypugh> Top Tip! To check if your new motherboard is working do _not_ press the tool release button when you have your Renishaw probe mounted.
[22:05:46] <andypugh> Apparently the three little hardened steel rods inside the probe _and_ the ceramic stylus can all snap simultaneously :-(
[22:06:02] -!- pjm has quit [Ping timeout: 246 seconds]
[22:06:35] <SWPLinux> andypugh: I guess they got the design right, so all the parts have even wear and all ...
[22:06:47] <andypugh> Hmm…
[22:07:57] <andypugh> It looks like that was a $500 mistake, looking at eBay prices.
[22:08:06] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[22:08:47] <andypugh> (though some of them are listed at >$2000!)
[22:10:00] <andypugh> (Actually, I “fixed” it as the rods are still basically long enough to work if re-inserted.)
[22:10:55] -!- jvrousseau has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[22:11:29] <Jymmm> SWPLinux: !!!!!!!!!!!!!!!!!
[22:12:02] <SWPLinux> hiJymmmmmmmmmmmm
[22:12:18] <Jymmm> SWPLinux: How ya doin?! long time
[22:12:46] <SWPLinux> tired, busy, waiting for Sharon to pick me up at the airport so I can join her visiting her family
[22:13:26] <Jymmm> SWPLinux: Tell her I said HI! So where you at?
[22:13:51] <Jymmm> SWPLinux: continent is fine
[22:13:54] <SWPLinux> will do. I'm in Green Bay, Wisconsin, about to head for Manitowo.
[22:14:02] <SWPLinux> +c
[22:14:17] <SWPLinux> Manitowoc (and I can't evn blame stupid autocorrect for that one)
[22:14:19] <SWPLinux> gah
[22:14:30] <Jymmm> SWPLinux: ah WI, skunksleep neck of the woods
[22:14:39] <SWPLinux> indeed
[22:15:10] <Jymmm> SWPLinux: What you been up to, stil working on 360 stuff?
[22:15:42] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[22:16:04] <SWPLinux> I wonder what my password is here
[22:16:26] <Jymmm> SWPLinux: password123
[22:16:28] <SWPLinux> Yes, some. We did an array for Nikon at CES, that was pretty cool
[22:16:40] <SWPLinux> Jymmm: Oh, thanks. I couldn't remember if it was 123 or 321
[22:17:02] <Jymmm> Nice, maybe they'll sponsor you now by the palletes
[22:17:04] <Jymmm> plural
[22:17:15] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[22:17:32] <Jymmm> if so, I'm meet you in any dark alley of your choosing ;)
[22:17:50] <Jymmm> just leaves thr tuck lights on
[22:17:54] <Jymmm> truck
[22:18:04] <SWPLinux> heh
[22:18:15] <SWPLinux> I did get a D750 out of the deal, so that was nice
[22:18:31] <Jymmm> Really? From nikon?
[22:18:39] <SWPLinux> yep
[22:18:44] <Jymmm> that works =)
[22:18:56] <SWPLinux> the array was 48 of them, so what's another 2% or so :)
[22:19:02] <Jymmm> lol
[22:19:18] <Jymmm> dont you usually do 36?
[22:19:36] <SWPLinux> it's a cool camera. I set it up to do a time lapse one night when the Aurora Borealis was supposed to be visible (didn't get any good shots though)
[22:19:58] <SWPLinux> the battery wasn't full, I had it shooting 1000 frames over 3 hours or so, and that didn't drain the battery
[22:20:09] <Jymmm> nice
[22:20:47] <SWPLinux> 36 for the ones in museums, usually 48 for award shows, and as little as 12 for things like the Color Run or other "activations"
[22:20:57] <Jymmm> ah
[22:21:17] <Jymmm> wait till you get to do 180 =)
[22:21:50] <SWPLinux> you can also shoot time lapse video, I did a 5-hour shoot of my back yard at 1 frame every 3 seconds. That did kill the battery, but I ended up with a 2-minute HD video instead of 1000 images ...
[22:22:00] <SWPLinux> well, we have done 360 before :)
[22:22:12] <Jymmm> 360 cameras??????????????????????
[22:22:36] <SWPLinux> we also have the Guiness record for the most cameras used to shoot a live performance (I think it was 212 cameras, at a Creed concert)
[22:22:38] <SWPLinux> yep
[22:22:51] <Jymmm> Daaaaaaaamn
[22:23:16] -!- lerman has quit [Ping timeout: 264 seconds]
[22:23:18] <SWPLinux> you can probably see the commercials, they were done with film cameras (2 hours to reload with 3 people doing it :) ), in the mid-'90s
[22:23:38] <Jymmm> ah
[22:24:42] <Jymmm> SWPLinux: PM
[22:25:16] <SWPLinux> yep
[22:25:25] <SWPLinux> I'll have to pop on again later - my ride is here :)
[22:25:58] <SWPLinux> see you all later
[22:26:04] <SWPLinux> (maybe much later :) )
[22:27:00] -!- SWPLinux has quit [Quit: ChatZilla 0.9.91.1 [Firefox 38.0/20150511103946]]
[22:27:37] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[22:31:57] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[22:33:18] -!- pjm_ has quit [Ping timeout: 248 seconds]
[22:34:54] -!- amiri_ has quit [Ping timeout: 248 seconds]
[22:39:12] <greg> What do you guys get for voltage at your service? My outlets run ~126/252VAC lately, just barely within spec.
[22:39:42] <greg> Chicago suburbs
[22:43:26] -!- arrowbook has quit [Ping timeout: 248 seconds]
[22:47:08] <CaptHindsight> greg: it might vary by the time of day and weather conditions
[22:47:34] <CaptHindsight> hot humid 5-6pm has the most demand
[22:48:15] <CaptHindsight> and goo ol ComEd thinks that too much demand for old equipment is "an act of god"
[22:48:58] <CaptHindsight> too much meaning they don't want to add or upgrade equipment until they are forced or run out of excuses
[22:49:50] <CaptHindsight> greg: do you have Delta? 120/240 vs Wye 120/208?
[22:51:07] -!- lerman has quit [Ping timeout: 246 seconds]
[22:52:31] -!- per_sonne_ has quit [Ping timeout: 246 seconds]
[22:55:01] <os1r1s> Are brushless or brushed servos better?
[22:57:32] <jdh> than steppers, yes.
[23:02:49] <os1r1s> jdh: brushed servos or brushless servos I mean
[23:02:57] -!- jfindley has quit [Ping timeout: 255 seconds]
[23:03:36] <jdh> I know.
[23:05:41] -!- asdfasd1 [asdfasd1!~332332@90.202.100.75] has joined #linuxcnc
[23:05:49] -!- Servos4ever [Servos4ever!~chatzilla@173-87-49-135.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[23:08:23] -!- asdfasd has quit [Ping timeout: 256 seconds]
[23:09:07] <CaptHindsight> how about closed loop steppers vs brushed servos for positioning
[23:09:24] -!- Simonious has quit [Ping timeout: 264 seconds]
[23:10:13] <CaptHindsight> https://www.youtube.com/watch?v=XbNSKct0SJI Stepper closed loop with Emc2
[23:10:23] -!- asdfasd1 has quit [Ping timeout: 256 seconds]
[23:10:58] -!- Simonious [Simonious!~sgoble@h69-130-41-53.pqlkmn.broadband.dynamic.tds.net] has joined #linuxcnc
[23:11:23] -!- Chopper79 has quit [Quit: Leaving.]
[23:16:59] <CaptHindsight> is
http://www.linuxcnc.org/ down?
[23:18:23] <malcom2073> Forbidden 403 here
[23:19:15] <CaptHindsight> oh the devs already know
[23:20:34] <jdh> given a choice, and some else paying, I would get brushless
[23:20:50] <jdh> other than that, it would depend on what was available for what price.
[23:21:09] <CaptHindsight> heh, especially the someone else paying part
[23:21:51] -!- blockh34d [blockh34d!~pi@unaffiliated/blockh34d] has joined #linuxcnc
[23:22:19] <blockh34d> is linuxcnc compatabile with raspberry pi?
[23:22:26] <jdh> we have been getting some integrated stepper/encoder/drive things at work.
[23:22:54] <blockh34d> that sounds neat jdh what type of price range are those?
[23:22:59] <CaptHindsight> blockh34d: yes and no
[23:23:17] <jdh> $400-$600ish each
[23:23:29] <blockh34d> jdh: ah fun, enjoy
[23:23:34] <CaptHindsight> there is no image to copy and load onto a RPi
[23:23:35] -!- Pudlo [Pudlo!~Adium@2620:101:f000:702::1ba] has joined #linuxcnc
[23:24:10] <CaptHindsight> but you could build it all and possibly use SPI to connect to an FPGA
[23:24:16] <blockh34d> would i need to cross compile it or can i do the whole build process on rpi?
[23:24:37] <CaptHindsight> dunno, never tried the RPi
[23:24:38] <blockh34d> i havent setup cross complation yet i'm such a slacker
[23:25:00] <blockh34d> if i used spi would i be bottlenecked by it?
[23:25:37] <CaptHindsight> someone had SPI with FPGA working with a Samsung ARM soc
[23:25:55] <blockh34d> interesting
[23:26:18] <CaptHindsight> the HM2_eth driver loads on ARM but it hasn't been tested
[23:26:18] <blockh34d> i feel like i would probably just go with beagleboard(bone?)(black? id unno)
[23:26:26] <blockh34d> i hear that has a more developed build already?
[23:26:38] -!- lerman has quit [Ping timeout: 248 seconds]
[23:26:39] <CaptHindsight> we were testing the cubie2 again
[23:26:46] <blockh34d> seems like people are already using linuxcnc on bbb
[23:26:55] <blockh34d> i have not tried cubie2
[23:26:56] <CaptHindsight> and will be trying an imx6 soon
[23:26:58] <blockh34d> sounds neat
[23:27:09] <blockh34d> my goal is ultimately 8axes
[23:27:16] <blockh34d> well 5axes and 3extruders
[23:27:19] <blockh34d> weird 3dp
[23:27:22] <CaptHindsight> ethernet has to be integrated and not over USB
[23:27:38] <blockh34d> gotcha well there goes rpi then
[23:28:01] <CaptHindsight> yeah don't recall whats integrated on the RPi
[23:28:03] <blockh34d> pretty sure its all through usb on rpi even the onboard ethernet is still weirdly through the usb? or same bus or something
[23:28:13] <blockh34d> there is a ethernet but i think it basically uses the usb
[23:28:30] <CaptHindsight> there is a fork of Linuxcnc called machinekit that runs on the BBB
[23:28:34] <blockh34d> i'm not sure its been a while since i bothered to suss it all out
[23:28:42] <CaptHindsight> but the GUI is slow
[23:28:50] <blockh34d> yes thats what i heard about
[23:28:52] <blockh34d> sounds promising
[23:28:57] <blockh34d> how slow?
[23:29:11] <CaptHindsight> maybe a few frames per second
[23:29:12] <blockh34d> the smoothieboard we've been working with updates 1 time per second
[23:29:16] <blockh34d> its stupidly slow
[23:29:22] <blockh34d> the lcd that is
[23:29:35] <CaptHindsight> well that's a M4
[23:29:41] <blockh34d> i heard panelduo's are nice cause they offload all the panel logic and overhead
[23:29:44] <CaptHindsight> lpc or stm23
[23:29:47] <blockh34d> lpc
[23:30:23] <blockh34d> yah i dont think smoothieware is going to cut it
[23:30:41] <blockh34d> i've been trying to hack in my extra axes and its actually gone fine except in actually usage it seems to choke on gcode about 20-k in
[23:30:47] <CaptHindsight> old PC's are cheap and run multiaxis cnc just fine
[23:31:07] <blockh34d> some weird block take/release scheme, its gotten twisted around since i added more steppers to its update ccyle
[23:31:20] <blockh34d> yah but this is for a client thats trying to develop a commercial product
[23:31:29] <blockh34d> so they want to integrate all this controller stuff embedded style
[23:31:44] <blockh34d> although i do think it would be nice to allow the option of using that type of control
[23:31:48] <blockh34d> since it would handle it well
[23:31:48] <_methods> then they should use commercial hardware
[23:31:53] <CaptHindsight> I wouldn't use the pooopieboard
[23:32:11] <blockh34d> CaptHindsight: where were you two weeks ago you could have saved me the hassle
[23:32:27] -!- tinkerer has quit [Remote host closed the connection]
[23:32:40] <CaptHindsight> i though I had already warned everyone
[23:32:49] <blockh34d> ah well so i think machinekit plus bbb sounds solid
[23:33:04] <_methods> for a commercial product?
[23:33:12] <blockh34d> yah ultimately
[23:33:15] <CaptHindsight> if you don't need the GUI
[23:33:16] -!- patrickarlt has quit [Remote host closed the connection]
[23:33:39] <CaptHindsight> industrial commercial or consumer commercial?
[23:33:47] <blockh34d> _methods: you mentioned better sourced parts, do you have and recommendations?
[23:33:56] <blockh34d> its hard to say its kinda unique
[23:33:57] <CaptHindsight> the BBB is a toy
[23:33:59] <blockh34d> some sorta 3 carriage thing
[23:34:11] <malcom2073> The BBB works within its limitations
[23:34:14] -!- andypugh has quit [Quit: andypugh]
[23:34:15] <blockh34d> hmm so... odroid u3 maybe?
[23:34:24] <blockh34d> jetson tk-1?
[23:34:26] <CaptHindsight> the BBB is not an industrial board
[23:34:26] <blockh34d> whats it take
[23:34:31] <CaptHindsight> it's a dev board
[23:34:33] <malcom2073> I use it, but for a 3d printer, so my opinion is often considered invalid :-P
[23:34:46] <blockh34d> malcom2073: this is for a 3d printer though
[23:34:52] <malcom2073> Sshhhhhh
[23:34:53] <blockh34d> so maybe we're both invalid
[23:34:55] <malcom2073> don't mention that here ;)
[23:34:57] <blockh34d> haha
[23:35:00] <blockh34d> ok no its lasers
[23:35:03] <blockh34d> lots of lasers.
[23:35:06] <malcom2073> K lasers.
[23:35:25] <blockh34d> yah bbb does seem a bit toy like
[23:35:32] <malcom2073> Nah my main complaint with the BBB/machinekit is the fact that Axis tends to lock up, causing the machine to continue moving after you release a jog button on occasion.
[23:35:35] <CaptHindsight> 3d printers are fine, it's just glorified glue guns that people have issues with
[23:35:40] <malcom2073> Something about video taking over interrupts
[23:35:59] <blockh34d> malcom2073: that sounds pretty brutal
[23:36:05] <blockh34d> malcom2073: how often does that pop up?
[23:36:19] <CaptHindsight> blockh34d: why ARM?
[23:36:21] <malcom2073> blockh34d: For me, pretty often, but I've been told "That doesn't happen", so meh
[23:36:21] <malcom2073> :-P
[23:36:22] <blockh34d> especially during gcode prints
[23:36:25] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:36:26] <malcom2073> Never during gcode
[23:36:28] <malcom2073> only during jogs
[23:36:37] <blockh34d> hmm well that might be mangable then
[23:36:54] <blockh34d> CaptHindsight: doesnt have to be i'm sure they're flexible i think they're more goal oriented
[23:37:08] <blockh34d> whats it going to take to make 5 axes + 3 extruders happen in an embedded way?
[23:37:11] <blockh34d> professionally
[23:37:15] <malcom2073> Tbh I'm going to be putting a mesaboard + small x86PC on it soon
[23:37:18] <CaptHindsight> why do large machine builders use PC's?
[23:37:20] <malcom2073> I'm tired of the video being crap/laggy.
[23:37:31] -!- zeeshan-laptop [zeeshan-laptop!~zeeshan@mc-126-253.IPReg.mcmaster.ca] has joined #linuxcnc
[23:37:37] <_methods> or plc's lol
[23:37:43] <blockh34d> malcom2073: what kind of fps do you get?
[23:37:53] <zeeshan-laptop> @
[23:38:16] <malcom2073> Unknown, I don't have any way to measure FPS, but it's just bad. Throw machinekit on a BBB, start up axis, and play around, you'll see.
[23:38:17] <blockh34d> CaptHindsight: yeah i guess they're going more for consumer level? i'm not really sure
[23:38:22] -!- patrickarlt has quit [Ping timeout: 248 seconds]
[23:38:31] <blockh34d> CaptHindsight: just trying to work within the specs they've provided
[23:39:05] <blockh34d> yah it sounds like micro-atx style pc would be better
[23:39:14] <CaptHindsight> battery powered portable printer?
[23:39:20] <CaptHindsight> solar powered?
[23:39:23] <blockh34d> but why would it need 3 heads?
[23:39:40] <CaptHindsight> different materials
[23:39:53] <blockh34d> i feel like the 3 carriages thing is some weird substance / procedural thing like maybe they're printing diodes and each of those is a different type of doped filament? i dunno
[23:40:02] <blockh34d> still could just put multiple extruders on one carriage though
[23:40:15] <blockh34d> they put them on seperate ones so they could prime in between
[23:41:14] <blockh34d> its a bit mysterious to me obviously but i dont really need to know everything about it
[23:41:43] <CaptHindsight> maybe they don't know what they are doing
[23:41:50] <CaptHindsight> maybe they just have money
[23:41:58] <blockh34d> its actually already built and functional with basic ramps marlin/sprinter etc stuff and some relay based cheating to switch carriage motors
[23:41:59] <CaptHindsight> pretty common
[23:42:11] <blockh34d> i dunno i guess its possible but they make a really nice extruder
[23:42:25] <CaptHindsight> take about brute force vs elegance
[23:42:33] <blockh34d> and their hardware is always very legit
[23:43:02] <blockh34d> they made some crazy printer that prints solid glass
[23:43:15] <blockh34d> uses a rotary mounted torch to keep it in flames constantly
[23:43:24] <blockh34d> like a flame thrower almost its pretty intense
[23:43:33] <CaptHindsight> whats the budget for the BOM?
[23:43:45] <blockh34d> they've been pretty flexible about that
[23:43:48] <CaptHindsight> controller + drives + motors?
[23:43:53] <blockh34d> i feel like quality and size is more of a concern
[23:44:06] <blockh34d> i dont really understand the embedded thing
[23:44:12] <CaptHindsight> sounds like a hobby
[23:44:30] <blockh34d> maybe hobbiests are the target market?
[23:44:44] <blockh34d> hobbyist?
[23:44:46] <blockh34d> whatever
[23:44:51] <CaptHindsight> sounds like it
[23:45:06] <CaptHindsight> use the pooopieboard then
[23:45:13] <_methods> lol
[23:45:15] <blockh34d> yah cause they have the space and resources to not need the embedded thign so its some sort of aspect of this thing i guess
[23:45:29] <blockh34d> its kinda hacky to begin with though
[23:45:35] <blockh34d> and then my changes are not exactly elegant
[23:46:00] <_methods> have you tried #reprap
[23:46:01] <blockh34d> just makes me feel like the results are not going to be as good as if i used a more filled out and developed n-axis system like linuxcnc
[23:46:08] <blockh34d> oh yah i'm there now
[23:46:10] <_methods> that room is full of some real geniuses
[23:46:18] <blockh34d> thats true
[23:46:20] <_methods> they should be able to help you
[23:46:23] <blockh34d> not really
[23:46:26] <CaptHindsight> geeeneuses
[23:46:29] <blockh34d> they led me to poopieboard.
[23:47:16] <CaptHindsight> did his name begin with an A?
[23:47:31] <blockh34d> lol no actually they were talking to the client before me
[23:47:43] <blockh34d> client was all sold on smoothieboards and simplify3d for the whole thing
[23:48:01] <blockh34d> neither would have really been my first choice
[23:48:16] <malcom2073> s3d is fairly awesome though, albiet silly expensive
[23:48:24] <blockh34d> although smoothieboards have a little bit going for them
[23:48:32] <blockh34d> i havent really cared much for it yet
[23:48:41] <blockh34d> maybe i just need to try it more, i'm kinda picky
[23:48:45] <blockh34d> cura just did a whole thing
[23:48:47] <malcom2073> I tried smoothieboard,. I hear it works well for repraps, but can't run ballscrew printers
[23:48:50] <blockh34d> a very makerbot sort of thing
[23:49:08] <blockh34d> 15.06 is the version that jumped the shark
[23:49:44] <blockh34d> i hope daid brings back multiple extruder support and non-ultimaker printer support.
[23:50:17] <blockh34d> hey ok aside from all my other questions about weird 5axes 3dps... i want to make a cnc
[23:50:29] <blockh34d> just a basic, functional, entry level cnc and i'm totally fine with using a pc for it
[23:50:50] <blockh34d> i have a lot of nemas around already, aside from that what would i need, a mesaboard of some sort and linuxcnc?
[23:50:58] <malcom2073> You can get by without mesaboard
[23:50:59] <_methods> yeah
[23:51:11] <blockh34d> malcom2073: i like the sound of that, hows that work?
[23:51:11] <malcom2073> If your PC has a parallel port
[23:51:16] <_methods> i've got a couple mills using cheap ass chinese bobs
[23:51:17] <blockh34d> i'm sure i can find one that does
[23:51:30] <blockh34d> bobs?
[23:51:33] <blockh34d> i dont know that term
[23:51:37] <_methods> breakout board
[23:51:41] <blockh34d> oh i see
[23:51:46] <malcom2073> yeah parallel port -> breakout board -> stepper driver ->stepper
[23:52:08] <blockh34d> like a4798's or whatever the number is?
[23:52:20] <blockh34d> i already have a 3 channel board of that sort designed maybe i could just modify it
[23:52:32] <blockh34d> it was a daughterboard to smoothieboard to add more channels
[23:53:01] <blockh34d> so i would need a bob to plug into that, and the computer, which is running linuxcnc and i'm ready to rock eh
[23:53:05] <malcom2073> TB6600's are like $13 per axis
[23:53:09] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[23:53:10] <blockh34d> suggested build volumes for a first time?
[23:53:17] <malcom2073> Or yeah if you already have something
[23:53:20] <blockh34d> TB6600's, check gonna jot that down
[23:53:23] <malcom2073> What are you trying to do?
[23:53:27] <malcom2073> http://www.ebay.com/itm/CNC-Single-Axis-TB6600-4-5A-Two-Phase-Stepper-Motor-Driver-Controller-/261956838201?pt=LH_DefaultDomain_0&hash=item3cfdd82339
[23:53:31] <blockh34d> hmm i guess cut basic materials
[23:53:38] <blockh34d> wood acrylic maybe some alum
[23:53:40] <malcom2073> I have a couple of those, they're not bad. Unknown how long they last
[23:53:49] <malcom2073> If you stick with wood/acrylic, it makes the machine much easier to build
[23:54:00] <blockh34d> interesting
[23:54:09] <malcom2073> Are you looking to design your own?
[23:54:09] <blockh34d> some metal working would really be nice though
[23:54:24] <blockh34d> how much does it add to the process in terms of time/money expense, thoughts on that
[23:54:26] <malcom2073> Mill or router?
[23:54:38] <blockh34d> um
[23:54:38] <malcom2073> To design your own? It adds a lot, especially with trial/error :-P
[23:54:45] <blockh34d> i am really bad with terms can you maybe help me out here
[23:54:49] <blockh34d> whats the difference
[23:54:57] <malcom2073> routers typically cut things out of sheets of material
[23:55:04] <blockh34d> malcom2073: no, price difference of working with metals vs non metals
[23:55:06] <malcom2073> larger horizontal envelope in relation to vertical
[23:55:10] <blockh34d> soft metals anyways
[23:55:11] <blockh34d> alum
[23:55:16] <blockh34d> maybe brass
[23:55:27] <malcom2073> Eh... it means you have to make it a lot more sturdy
[23:55:38] <blockh34d> ok thats what i'm trying to do
[23:55:43] <blockh34d> intricate cut outlines from sheet material
[23:55:48] <blockh34d> and it doesnt have to be metal
[23:55:52] <blockh34d> screw metal then
[23:55:54] <blockh34d> for first time
[23:55:57] <blockh34d> f-it, whatever
[23:56:00] <malcom2073> Actually... hvave you seen the 6040's?
[23:56:03] <blockh34d> i think i'll be doing more HDPE anyways
[23:56:05] <blockh34d> no
[23:56:30] <malcom2073> http://www.ebay.com/itm/6040-CNC-ROUTER-ENGRAVER-DRILLING-ENGRAVING-MACHINE-CUTTER-1605-BALLSCREW-4-AXIS-/291054639648?pt=LH_DefaultDomain_0&hash=item43c4355a20
[23:56:46] <malcom2073> Take that, replace stepper drivers/control system with PC/linuxcnc/new drivers
[23:56:57] <malcom2073> It can cut sheet aluminum slowly
[23:57:34] -!- lerman has quit [Ping timeout: 256 seconds]
[23:57:38] <blockh34d> interesting
[23:57:45] <blockh34d> little more than i was trying to spend
[23:57:53] <CaptHindsight> has anyone found a small ballscrew router like the 6040's that don't need rebuilding and dialing in right out of the box?
[23:57:54] <blockh34d> i guess metal working doesnt come cheap
[23:58:42] <_methods> CaptHindsight: i've not found one
[23:58:43] <malcom2073> blockh34d: You could do one of these:
http://www.shapeoko.com/
[23:58:50] <_methods> maybe cncrouter parts machines
[23:58:52] <malcom2073> I hear they can do sheet metal, but I don't believe it
[23:59:05] <_methods> they can't
[23:59:18] <_methods> unless you replace everything
[23:59:30] <blockh34d> what about water jets
[23:59:35] <_methods> lol
[23:59:37] <malcom2073> ugh their website sucks haha
[23:59:44] <CaptHindsight> http://www.shapeoko.com/frimg/iso.jpg pretty flimsy
[23:59:45] <blockh34d> insanely expensive?
[23:59:48] <blockh34d> sounds like it would be
[23:59:59] <_methods> water jets are very dangerous
{kind=link}
{kind=link}
{kind=link}
{kind=link}
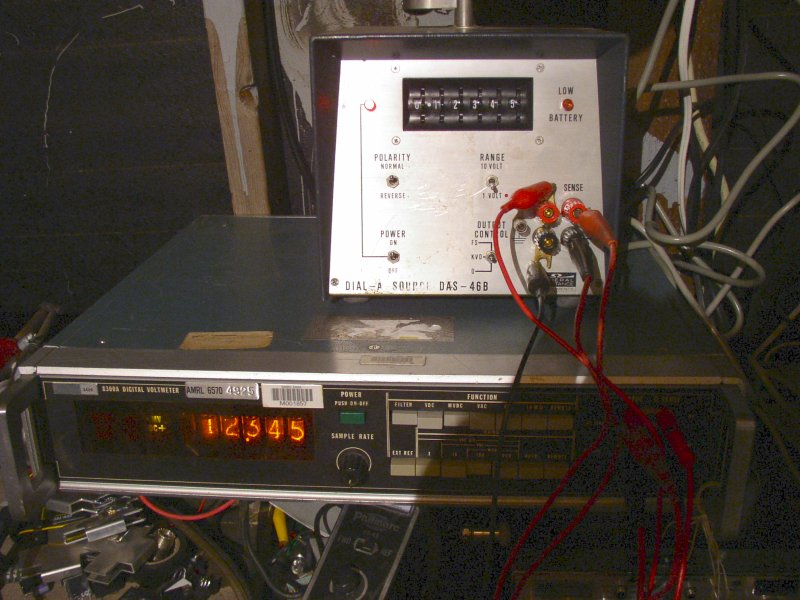{kind=link}
{kind=link}
{kind=link}
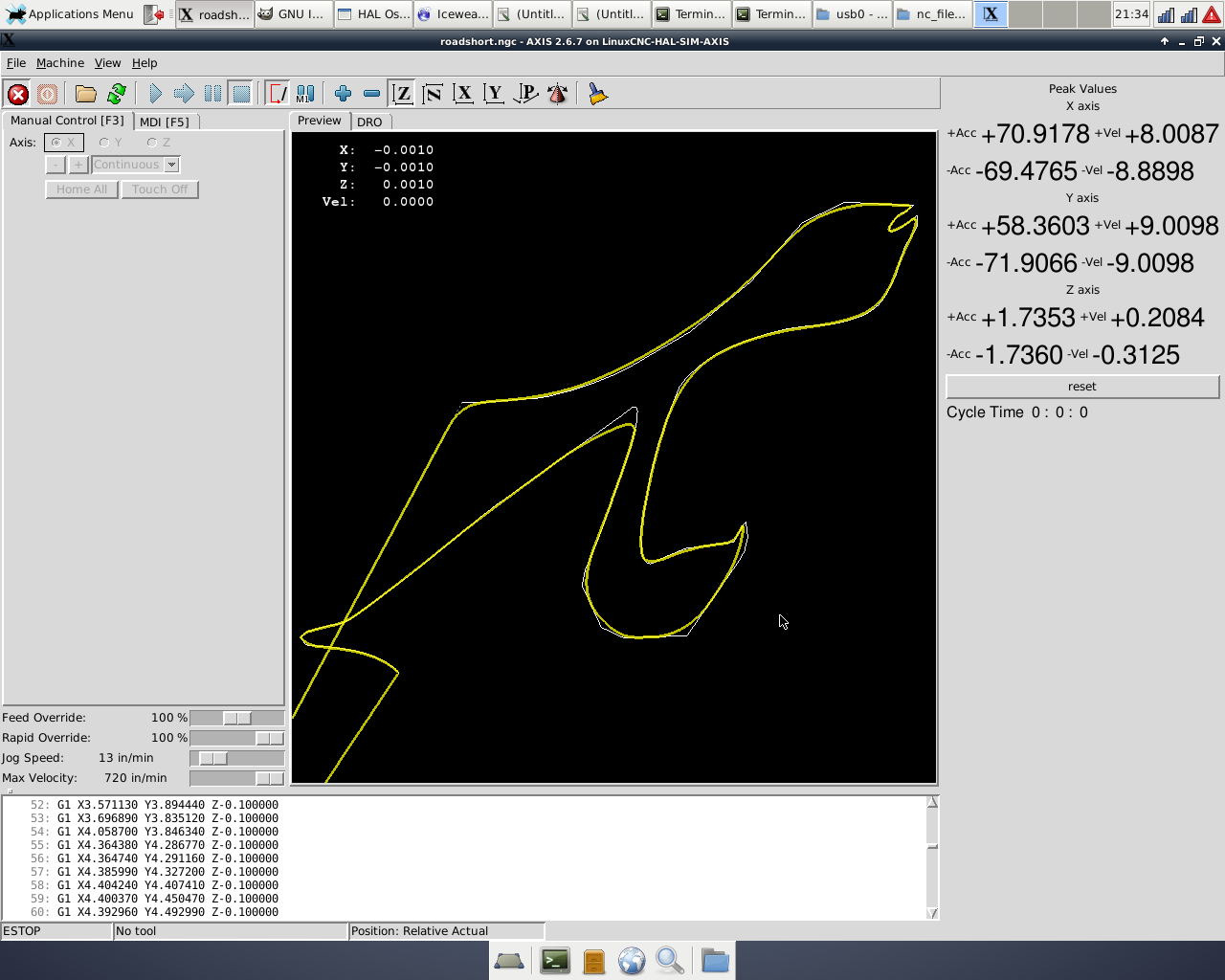{kind=link}
{kind=link}
{kind=link}
{kind=link}