Back
[00:00:07] -!- theorbtwo has quit [Read error: No route to host]
[00:00:56] -!- theorbtwo [theorbtwo!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[00:02:14] -!- SpeedEvil has quit [Ping timeout: 250 seconds]
[00:03:01] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[00:06:32] -!- Chopper79 has quit [Ping timeout: 252 seconds]
[00:06:40] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[00:07:54] -!- zeitue [zeitue!~z@137.119.92.151] has joined #linuxcnc
[00:08:23] -!- Chopper79 [Chopper79!~Chopper@104.235.94.136] has joined #linuxcnc
[00:09:58] -!- md-2 has quit [Remote host closed the connection]
[00:19:40] -!- Roguish has quit [Quit: ChatZilla 0.9.91.1 [Firefox 38.0.6/20150605094246]]
[00:25:30] -!- Chopper79 has quit [Ping timeout: 265 seconds]
[00:27:27] -!- mozmck has quit [Read error: Connection reset by peer]
[00:29:32] -!- per_sonne has quit [Ping timeout: 250 seconds]
[00:31:00] -!- SpeedEvil has quit [Ping timeout: 264 seconds]
[00:32:09] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[00:32:17] -!- Chopper79 [Chopper79!~Chopper@104.235.94.136] has joined #linuxcnc
[00:45:01] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[00:54:31] -!- Loetmichel [Loetmichel!~cylly@p54B11D5D.dip0.t-ipconnect.de] has joined #linuxcnc
[00:55:27] -!- Loetmichel2 has quit [Ping timeout: 256 seconds]
[00:58:24] -!- backstrike [backstrike!32883f79@gateway/web/freenode/ip.50.136.63.121] has joined #linuxcnc
[00:58:56] <backstrike> #vmware
[01:00:54] <backstrike> hi
[01:01:23] -!- backstrike has quit [Client Quit]
[01:02:01] -!- norias [norias!~jm@2601:549:c000:5344:25f1:bb5d:7981:3f37] has joined #linuxcnc
[01:03:22] -!- amiri_ has quit [Ping timeout: 252 seconds]
[01:10:56] -!- malcom2073 [malcom2073!~quassel@mikesshop.net] has joined #linuxcnc
[01:13:12] <Computer_barf> hey
[01:13:26] <malcom2073> Hi
[01:13:31] -!- putnik has quit [Remote host closed the connection]
[01:14:22] -!- norias has quit [Ping timeout: 248 seconds]
[01:14:44] <Computer_barf> do you think its feasible to attach a print head to a cnc machine and print onto things you've cut out?
[01:15:33] <malcom2073> You could, most CNC machines aren't fast enough though
[01:16:09] <malcom2073> Why not stick the thing you've cut out on the bed of a 3d printer, and print that way
[01:16:35] <Computer_barf> i have a 3d printer
[01:17:03] <Computer_barf> still comes down to figuring out where to get the print head
[01:17:48] <Computer_barf> seemed like it would be cool if you could use inks that just wouldn't be possible with an inkjet
[01:18:00] <malcom2073> Wait, inks?
[01:18:07] <malcom2073> Oh
[01:18:08] <malcom2073> haha
[01:18:17] <malcom2073> That kind of print, sorry, my head is in 3d printers atm
[01:18:18] <Computer_barf> oh you thought i ment a 3d printer
[01:18:22] <malcom2073> Sorry :)
[01:18:33] <malcom2073> I've seen people stick pens/markets on CNC machines and draw on stuff before
[01:18:40] -!- SpeedEvil has quit [Ping timeout: 265 seconds]
[01:18:43] <Computer_barf> no its , its understantable , the cross subject mixture renders my google fu on this inert
[01:19:01] -!- putnik has quit [Changing host]
[01:19:11] <malcom2073> Normal printers are even faster though
[01:19:15] <malcom2073> can they even operate that slow?
[01:19:50] <Computer_barf> the closest thing ive seen was a foam cutting cnc machine that printed a topological map onto a 3d surface
[01:20:13] <Computer_barf> made me wonder if i could find a printhead to slap on my cnc
[01:20:21] <Computer_barf> im making earrings and jewelery and
[01:20:47] <Computer_barf> man it would be handy to cut out shapes, clean them up , then put them back in a fixture and print imagery onto them.
[01:21:07] -!- norias [norias!~jm@2601:549:c000:5344:25f1:bb5d:7981:3f37] has joined #linuxcnc
[01:21:47] <Computer_barf> your making me wonder though if the same idea could be put on my 3d printer so i could print things on that , while I cut out on the cnc
[01:22:51] <Computer_barf> googling 3d printer printer, doesn't lend much success though
[01:23:07] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[01:24:54] <Computer_barf> bbl
[01:26:43] <RyanS> furrydog, I had a brilliant idea, instead of a voltmeter ill make a gigawatt meter, it'll go to 1.25 gigawatts :)
[01:27:42] -!- norias has quit [Ping timeout: 248 seconds]
[01:28:31] <RyanS> thats more gigawatts than Doc Brown ever dreamed about
[01:30:24] -!- lerman_ has quit [Remote host closed the connection]
[01:30:44] -!- per_sonne has quit [Ping timeout: 256 seconds]
[01:37:53] -!- shaun413 has quit [Ping timeout: 246 seconds]
[01:37:54] -!- Chopper791 [Chopper791!~Chopper@104.235.94.136] has joined #linuxcnc
[01:38:07] -!- asdfasd has quit [Ping timeout: 244 seconds]
[01:39:03] <CaptHindsight> Computer_barf: try searching for multi-axis printer or inkjet
[01:39:17] -!- shaun413 [shaun413!~wilw@ool-45768dd6.dyn.optonline.net] has joined #linuxcnc
[01:39:59] -!- Chopper79 has quit [Ping timeout: 246 seconds]
[01:45:06] -!- Chopper79 [Chopper79!~Chopper@104.235.94.136] has joined #linuxcnc
[01:45:14] <CaptHindsight> Computer_barf: there is no inexpensive solution unless you want to hack a thermal inkjet, the Epson heads are pretty clumsy to work with
[01:45:51] <CaptHindsight> and the weenie-est of the the piezo printheads
[01:46:59] -!- Chopper791 has quit [Ping timeout: 246 seconds]
[01:49:22] -!- skorasaurus has quit [Quit: WeeChat 1.2]
[02:02:28] -!- MrSunshine has quit [Ping timeout: 256 seconds]
[02:03:02] -!- md-2 has quit [Ping timeout: 246 seconds]
[02:06:32] -!- micges [micges!~micges@abrc96.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[02:07:24] -!- tamarin has quit [Quit: tamarin]
[02:09:54] -!- micges has quit [Client Quit]
[02:10:15] -!- sumpfralle has quit [Ping timeout: 256 seconds]
[02:11:17] -!- Aero-Tec [Aero-Tec!Aero-Tec4@d207-216-165-94.bchsia.telus.net] has joined #linuxcnc
[02:15:45] -!- MrSunshine [MrSunshine!~mrsun@c-df3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[02:16:17] <PetefromTn_> http://i.imgur.com/004p3sP.jpg Some of today's progress
[02:17:11] <t12> Capt: are inkjets utually driven from custom ics to get the waveform right
[02:17:19] <t12> or are there generic drivers? or just dac -> amps?
[02:18:07] <CaptHindsight> t12: waveforms are often patented
[02:18:22] <DaViruz> i was messing around with driving inkjets for non standard purposes a bunch of years back.
[02:18:24] <CaptHindsight> every head is different
[02:18:44] <DaViruz> indeed i found a patent on thermal inkjet heads that was quite helpful
[02:18:52] <CaptHindsight> so have very simple IO and other have multiple LVDS interfaces
[02:19:22] <DaViruz> the hydrodynamics in inkjet heads seems to be veery complicated
[02:19:59] <CaptHindsight> driving the piezos is actually a bit tricky since some require non-linear pulses up to 200V with several amps
[02:20:16] <t12> ugh
[02:20:19] <DaViruz> i wanted to use them for metering fuel for small gas engines.
[02:20:21] <t12> yeah i remember playing with an epson 7600
[02:20:29] <t12> and seeing alot of juice on the bus to the heads
[02:20:30] <DaViruz> turned out to be very impractical
[02:20:39] <CaptHindsight> yeah that's why driving pulses are considered top secret by the inkjet makers
[02:21:15] <t12> but it seems like its only really protectable via litigation and annoyance of driver electronics?
[02:21:32] <DaViruz> a friend of mine made this contraption
https://www.youtube.com/watch?v=y7t0Ns0zLps
[02:21:41] <CaptHindsight> or when you try to buy heads
[02:21:47] <CaptHindsight> not everyone can
[02:21:53] <t12> hah cool
[02:21:56] <CaptHindsight> it's like trying to buy PC chipsets
[02:22:11] <CaptHindsight> very limited pool of customers
[02:22:30] <Tom_itx> PetefromTn_, why are you removing all the material in the pocket of those?
[02:22:34] <t12> i guess if the force the piezo sees varies through travel that needs to be compensated for
[02:22:36] <Tom_itx> why not just profile the part?
[02:23:06] <Tom_itx> less machine time
[02:23:08] -!- Chopper791 [Chopper791!~Chopper@104.235.94.136] has joined #linuxcnc
[02:23:34] <CaptHindsight> t12: it more a matter of creating the the right wave or series of waves inside the nozzle chamber
[02:23:58] <t12> like so closer to acoustic ejection
[02:24:01] <t12> instead of just pumping
[02:24:02] <CaptHindsight> the waveform will even vary based on temperature
[02:24:15] <CaptHindsight> every fluid will also have its own waveform
[02:24:19] <t12> we have one of those echo liquid handlers
[02:24:25] -!- Chopper79 has quit [Ping timeout: 256 seconds]
[02:24:25] <t12> it def seems to be environmentally sensitive
[02:24:45] <PetefromTn_> mostly because I hold it in the vise and will be flipping it over for the second side. Did not feel like machining sacrificial jaws for the first side too'
[02:24:54] <CaptHindsight> the waveform will also vary based on the position and orientation of the head/nozzles
[02:25:07] <t12> vs gravity?
[02:25:21] <Tom_itx> you could still do it
[02:25:21] <PetefromTn_> but I am open to suggestions..
[02:25:40] <Tom_itx> how do you hold P2?
[02:25:41] <PetefromTn_> honestly making multiple profile passes is not really that much faster
[02:26:03] <PetefromTn_> what do you mean?
[02:26:17] <Tom_itx> how do you hold it for the 2nd op
[02:26:31] <PetefromTn_> I machine a pocket in sacrificial jaws
[02:26:35] <Tom_itx> we always called them P1 P2 P3 etc
[02:26:37] <PetefromTn_> well NORMALLY I do
[02:26:52] <PetefromTn_> but this one is actually a parallel part so I may not need to
[02:26:53] <CaptHindsight> nozzles arranged vertically will have more pressure on the bottom nozzles vs horizontally having all about equal
[02:26:57] -!- shaun413 has quit [Ping timeout: 252 seconds]
[02:27:01] <PetefromTn_> but the center portion is longer than the ends
[02:27:21] <PetefromTn_> I just call it side 2
[02:27:29] <CaptHindsight> the inkjet chambers also require a slight negative pressure (few inches of water)
[02:27:32] -!- Chopper791 has quit [Ping timeout: 246 seconds]
[02:27:36] <PetefromTn_> which is just facemill off the flashing and do the champfering
[02:27:49] <Tom_itx> yeah
[02:27:49] <t12> i also kind remember that from the 7600
[02:28:07] <t12> i swapped out the ink tanks for something external
[02:28:09] <PetefromTn_> plus this way I don't have to worry about drop parts flying across the enclosure too much
[02:28:10] <t12> but very position sensitive
[02:28:15] <CaptHindsight> so there is much more going on than just sending a pulse to a nozzle than just sending a 1 to operate a valve or switch
[02:28:55] <t12> do waveform failures mean just failure to eject
[02:28:55] <CaptHindsight> some heads print multiple size drops so it gets even more complicated
[02:29:09] <t12> or is varying size, trajectory, etc more likely?
[02:29:15] <PetefromTn_> how would you do that part?
[02:29:32] <t12> waveform falure == inappropriate/glitched/somewhat off waveform
[02:29:45] <Tom_itx> that's probably about as good as any i suppose
[02:30:00] <Tom_itx> i may have bolted P1 to the table and done the profile
[02:30:03] <CaptHindsight> well they actually fire the same size drop each time, it's just that when you fire multiple drops in a short enough time they combine in flight to produce larger drops
[02:30:09] -!- Chopper79 [Chopper79!~Chopper@104.235.94.136] has joined #linuxcnc
[02:30:13] <Tom_itx> but then you need to move the bolts to finish the pockets
[02:30:14] <t12> ahh so more like throughput
[02:30:54] -!- cromaglious has quit [Ping timeout: 246 seconds]
[02:31:09] <CaptHindsight> the Epson heads you se on their desktop printers are really made for a vary narrow range of fluids
[02:31:38] <t12> the devil microfluidics
[02:31:39] <CaptHindsight> and they don't recirculate so they are really easy to clog
[02:31:45] <t12> i guess inkjet is beyond micro
[02:32:00] -!- per_sonne has quit [Ping timeout: 276 seconds]
[02:32:24] <CaptHindsight> http://global.kyocera.com/prdct/printing-devices/inkjet-printheads/
[02:32:50] <CaptHindsight> http://www.fujifilmusa.com/products/industrial_inkjet_printheads/print-products/printheads/
[02:33:13] <CaptHindsight> http://www.xaar.com/en/products
[02:33:20] <CaptHindsight> all very different
[02:33:55] <CaptHindsight> http://www.rpsa.ricoh.com/technology/
[02:33:57] <t12> does vendor to vendor capability vary alot
[02:34:10] <CaptHindsight> http://www.rpsa.ricoh.com/
[02:34:28] <t12> ahh so droplet size is more like
[02:34:35] <t12> inflight merge to make it the right size before impact
[02:34:41] <t12> on purpose
[02:35:17] -!- racicot has quit [Changing host]
[02:35:20] <CaptHindsight> yeah, shared wall vs non shared, number of nozzles, nozzle pitch, drop size, firing rate, heaters vs non, type of ink reservoir etc etc
[02:35:56] <CaptHindsight> http://www.siiprintek.co.jp/eg/
[02:36:42] <CaptHindsight> so have micros and drivers built in, some are pretty plain
[02:37:21] <t12> http://www.konicaminolta.com/inkjet/technology/img/inkjet_head_pict0009.gif
[02:37:21] <t12> dang
[02:37:24] -!- norias [norias!~jm@2601:549:c000:5344:25f1:bb5d:7981:3f37] has joined #linuxcnc
[02:37:48] <t12> is the varied shape/position about managing channel to channel interactions
[02:37:51] <CaptHindsight> don't care much for that brand
[02:38:15] <Tom_itx> PetefromTn_, i'm not sure you would save much time any other way really
[02:38:30] <Tom_itx> just more wear on the EM
[02:39:25] <Jymmm> Anyone have/use a "portable" generator in their home?
[02:39:36] <Tom_itx> how portable?
[02:39:40] <Tom_itx> 5600W
[02:39:46] <Jymmm> Tom_itx: 4400W
[02:39:48] <Jymmm> max
[02:39:50] <CaptHindsight> Mr Fusion?
[02:39:59] <Tom_itx> mine is 5600
[02:40:12] <Jymmm> Tom_itx: do youhave a heat pump?
[02:40:17] <Tom_itx> no
[02:40:25] <Tom_itx> AC
[02:40:44] <Jymmm> 220@ 30A ?
[02:40:44] <Tom_itx> i don't try to power it during an outtage
[02:40:50] <Tom_itx> probably
[02:40:59] <Tom_itx> 20-30A
[02:41:16] <Jymmm> Well, we're talking 108F and down to 25F
[02:41:27] <Jymmm> so heat/cool IS why I'd have a generator
[02:41:49] <jdh> I run a window unit off mine
[02:41:50] <Tom_itx> i just run the essentials during an outtage
[02:41:54] <jdh> jsut cool the bedroom
[02:42:11] <Jymmm> I found a good deal on one, but escrow hasn't closed yet, so no in dpeth on the HVAC unit
[02:42:39] <Tom_itx> my bud got a 15kw from a grocery store for his
[02:43:13] -!- shaun413 [shaun413!~wilw@ool-45768dd6.dyn.optonline.net] has joined #linuxcnc
[02:43:17] <Jymmm> http://www.amazon.com/DuroMax-XP4400EH-Portable-Generator-4400-Watt/dp/B009RBKGZC/
[02:43:37] <Jymmm> propane/gas, pull/electric start
[02:43:49] <Jymmm> and I'll have 250gal of propane available
[02:44:04] <PetefromTn_> Tom_itx Yeah I just try to take a reasonably heavy full depth cut and run as fast as I can all around. I suppose if you were really a badass you could go with a corn cob rougher and just hog the profile in a single pass and follow with a finisher
[02:44:25] <Tom_itx> Not for sale to California Residents
[02:44:56] <Jymmm> Tom_itx: I' not buying retial
[02:45:03] <PetefromTn_> The entire program for the first side is like a half hour or so. Only making like 30 of each size right now so NOTHING is really optimized just trying to get a decent finish and make the parts without crashing hehe
[02:45:47] <Tom_itx> PetefromTn_, i may have bolted it to a plate and profiled it then did several slots. moved the bolts to do the final couple slots. then flip it and finish it like you are
[02:45:57] <Tom_itx> save removing all that material
[02:46:17] <Tom_itx> use maybe a .500 EM or so for the profile
[02:46:19] <PetefromTn_> yeah but like you said you are spending time screwing with bolting down parts
[02:46:51] <PetefromTn_> if my toolchanger was working I could just walk away and make two at a time without any intervention
[02:46:54] <Tom_itx> so you may not save much time but it would be less tool wear
[02:47:25] <Tom_itx> not being critical, i just like to look at different ways to fixture parts
[02:47:38] <PetefromTn_> yeah but it is only 6061, like butter so tool wear is not really a factor. In fact I have been running this same cutter setup for a couple months now hehe
[02:47:48] -!- shaun413 has quit [Ping timeout: 264 seconds]
[02:47:50] <PetefromTn_> Oh please I appreciate any input
[02:48:05] <PetefromTn_> I DEFINITELY can use to learn more about how to speed stuff up around here
[02:48:16] <PetefromTn_> I am slow as shit compared to some folks I have worked with
[02:48:41] <Tom_itx> we were conservative on our setups usually compared to alot of shops
[02:49:00] <PetefromTn_> so you are saying drill some holes, bolt it down to a plate, profile, and then unbolt and flip over on same plate?
[02:49:32] <Tom_itx> no, you could finish it in the softjaws like you currently are but you may not need the shell mill for P2
[02:49:44] <PetefromTn_> I am somewhere between conservative and slow as molasses going uphill ;)
[02:49:56] <Tom_itx> especially if the material is to finish to begin with
[02:50:28] <PetefromTn_> yeah but you still have to finish the pockets too
[02:50:36] <CaptHindsight> how long would it take on a manual mill?
[02:50:49] <Tom_itx> quite a while
[02:50:50] <PetefromTn_> and then you have to be careful with your hold downs damaging the part too
[02:50:59] <Tom_itx> it's hard to do circular interpolation on a manual mill
[02:51:05] <PetefromTn_> I don't know how the hell you would even make them on a manual LOL
[02:51:32] <CaptHindsight> Mr. Etch-a-Sketch hands
[02:51:53] <PetefromTn_> I am sure if I went gangbusters on my speeds and feeds and optimized the program I could machine them in half the current time.
[02:52:08] <PetefromTn_> right now I am MUCH more concerned with how to get these bad boys anodized :D
[02:52:13] -!- Chopper791 [Chopper791!~Chopper@104.235.94.136] has joined #linuxcnc
[02:52:42] <Tom_itx> practice on scrap
[02:53:16] <PetefromTn_> with the anodizing?
[02:53:25] <PetefromTn_> Oh yeah man I fully intend to
[02:53:47] <PetefromTn_> I actually have several prototype pieces I machined that are very similar which will be perfect for testing.
[02:53:50] -!- Chopper79 has quit [Ping timeout: 250 seconds]
[02:53:59] <PetefromTn_> Before those get done I plan to just do some raw stock pieces.
[02:54:14] <PetefromTn_> but I am actually needing to get this setup here SOON!!
[02:56:51] -!- Chopper79 [Chopper79!~cnc@104.235.94.136] has joined #linuxcnc
[02:58:04] <CaptHindsight> PetefromTn_: since you are freshly machining every surface of the parts you are going to anodize, you can just clean/degrease and anodize them
[02:58:09] <PetefromTn_> Hopefully my new power supply will be here by the end of the week. Planning to go pickup some battery acid, some baking soda, and some other supplies locally tomorrow afternoon if I can get these parts machined
[02:58:23] <PetefromTn_> Oh really?
[02:58:27] <CaptHindsight> desmut and etching is handy for extrusions
[02:59:00] <PetefromTn_> so all I will need is some sort of aluminum cleaner/degreaser and the nickel stuff for the sealing bath?
[02:59:17] <CaptHindsight> yeah
[02:59:21] <PetefromTn_> basically most all of the parts I make are machined completely
[02:59:34] <CaptHindsight> try a couple clear parts and see how they come out
[02:59:46] <PetefromTn_> some have a brushed finish which I do with an emory cloth
[03:00:08] <PetefromTn_> I can't wait to try it ;)
[03:00:43] <CaptHindsight> yeah, yu just need to get all the coolant, oil fingerprints, raccoon sweat eatc. off them before anize
[03:00:44] <Chopper79> Hello, I am still tracking down the issue I am having with my THC. IF anyone is familiar with the postgui.hal files in the 5i20-plasma config. I could use some clarification on something.
[03:00:44] <Chopper79> In the postgui.hal the following is commented out: #net thc-volts-tol <= pyvcp.volts-tolerance-i thc.volts-tol
[03:00:44] <Chopper79> Will this being commented out is the Voltage tolerance ignored and the thc has to do what it can to hit requested voltage or by this being commented out causing my issue of not allowing correction due to no tolerance is set?
[03:01:30] <PetefromTn_> Yeah man I need to keep the racoons out of the shop I guess..
[03:01:42] <Chopper79> wow...that typed funny. time to blow out the keys
[03:03:15] -!- lerman has quit [Remote host closed the connection]
[03:09:09] <Chopper79> When I look at the thc.comp file the thc.volts-tol is not in there. The following is though: voltage_tol (or voltage-tol when converted to hal) When I uncomment the line out in hal and change the thc.volts-tol to thc.voltage-tol in postgui the config errors upon launch. Error states that thc.voltage-tol does not exist.
[03:09:09] <Chopper79> I guess im trying to find out why this is commented out and how does the LCNC config and the thc.comp know what I set my voltage tolerance to if the voltage tolerance goes to nothing from what I can tell.
[03:10:16] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[03:17:27] <Jymmm> Does that look like it could handle 220@50A ?
http://imageproxy.advancemcs.com/amcse/assets/images/nonglobal/store/merchandise_new/14444/slot_09.jpg
[03:17:57] -!- arrowbook has quit [Read error: Connection reset by peer]
[03:18:08] <Jymmm> Should I be afraid? Very afraid?
[03:18:13] <zeeshan> nice work pete
[03:19:00] <Jymmm> PetefromTn_: Resraunt supply sells 25lb bags of baging soda
[03:19:06] <Jymmm> baking soda
[03:19:15] <Jymmm> PetefromTn_: Maybe smart and final too
[03:20:20] <PetefromTn_> Okay thanks for the tip
[03:20:33] <PetefromTn_> zeeshan thanks man appreciate it.
[03:20:57] <PetefromTn_> gonna hopefully be anodizing these early next week with some help from my friends...
[03:21:56] <zeeshan> gonna polish em?
[03:22:03] <PetefromTn_> no not really
[03:22:36] <PetefromTn_> I DID order a 3m deburring wheel for my bench grinder to deburr and slightly polish the major surfaces.
[03:23:04] <Jymmm> PetefromTn_: Two things...
[03:23:23] <PetefromTn_> oh hell
[03:23:57] <Jymmm> PetefromTn_: 1) You can NEVER have too much baking soda, and can't have enough in reach when needed - toss in plastic jars and place everywhere
[03:24:33] <PetefromTn_> yeah I agree but remember this is a pretty diluted battery acid bath man..
[03:24:38] -!- AR_ has quit [Ping timeout: 256 seconds]
[03:25:35] <Jymmm> PetefromTn_: 2) Instead of expensive emergency eye was station, *I* keep a few of these around and replace them when they expire, as they are cheap enough for the two bottle kit..
http://www.walmart.com/ip/Equate-Sterile-Multipurpose-Solution-12-fl-oz/10324537
[03:26:16] <PetefromTn_> Hey man that is a good idea..
[03:26:25] <Jymmm> PetefromTn_: They are physically sealed bottle; as in you must puncture the bottle to break the seal
[03:26:27] <PetefromTn_> I do plan to wear goggles during this tho
[03:26:43] <Jymmm> not just a plastic band
[03:26:44] <PetefromTn_> maybe even a facemask
[03:27:26] <Jymmm> PetefromTn_: I say a few of them because they are only 12oz bottles and if you get stuff in your eyes, your are going to want to flush the fuck out of them
[03:27:37] <PetefromTn_> Willdo
[03:27:59] <PetefromTn_> right now I am trying to decide if I should go with the dual lead plates in the bath or just 6061 plates for the anodes
[03:28:12] <Jymmm> those have a boratic acid buffer solution in them as well.
[03:29:11] <Connor> PetefromTn_:
https://www.youtube.com/watch?v=BtYHcsq7s5A
[03:29:15] <Jymmm> PetefromTn_: I don't fuck around with my eyes. You should have seen me when I was getting new glasses. The Director of optometry had to assist me.
[03:29:44] <PetefromTn_> Connor yeah man already watched it
[03:29:53] <Connor> Oh.
[03:29:54] <PetefromTn_> and about every other damn anodizing video on youtube
[03:29:58] <PetefromTn_> thanks tho
[03:30:10] <PetefromTn_> Have not heard from you in awhile everything OK?
[03:30:17] <PetefromTn_> We still pals? hehe
[03:30:23] <Jymmm> PetefromTn_: I have and like this one
http://www.harborfreight.com/adjustable-face-shield-46526.html
[03:30:42] <PetefromTn_> Ooh that looks nice
[03:30:45] <PetefromTn_> and cheap
[03:30:45] <Connor> Mom been in and out of Hospital / Nursing Home since first of the year.
[03:30:54] <PetefromTn_> damn that sux
[03:31:00] -!- twissss has quit [Ping timeout: 264 seconds]
[03:31:01] <Connor> Just had a really bad year..
[03:31:06] <PetefromTn_> sure did man
[03:31:08] <Connor> not really felt like doing much.
[03:31:12] <PetefromTn_> sorry for you
[03:31:18] <Jymmm> PetefromTn_: This is a P95 Respirator. I couldn't even smell bleach wearing it...
http://www.harborfreight.com/p95-maintenance-free-dual-cartridge-respirator-large-67727-7694.html
[03:31:39] <PetefromTn_> I have like three different respirators
[03:31:39] <Connor> My shop is a freaking disaster.. as is my office.. I need to get both cleaned up and start tinkering around again.
[03:31:47] <PetefromTn_> I do a LOT of custom painting
[03:31:58] <Jymmm> PetefromTn_: P95 or N95?
[03:32:15] <PetefromTn_> don't remember but they have the new square style cartridges
[03:32:22] <PetefromTn_> have to go look at it
[03:32:38] <Jymmm> PetefromTn_: P95 > N95 fyi
[03:32:47] <PetefromTn_> okay
[03:32:59] <PetefromTn_> all I know is when I spray I can't smell shit with it on hehe
[03:33:11] <Jymmm> PetefromTn_: Ok, that works
[03:33:35] <Jymmm> PetefromTn_: just dont ned you getting a wiff of acid
[03:33:44] <PetefromTn_> I hope so especially when I spray lacquer and other nasty stuff
[03:34:00] <PetefromTn_> as I said I am going to do it outside
[03:34:12] <Jymmm> PetefromTn_: P95 = organic chemicals
[03:34:40] <Jymmm> N95 = particals (sawdust, sanding paint. iirc)
[03:35:02] <Jymmm> PetefromTn_: that shied DOES tip up too
[03:35:06] <PetefromTn_> Like I said I bought what they recommended at the paint supplier so I think it should be good.
[03:35:18] <Jymmm> k
[03:35:19] <PetefromTn_> my paint supplier is a PRO only supplier
[03:35:30] <PetefromTn_> I bought it from them
[03:35:37] <PetefromTn_> it was the best they had
[03:35:39] <Jymmm> If it's laytex paint, not a biggy
[03:35:39] -!- per_sonne has quit [Ping timeout: 255 seconds]
[03:35:51] <PetefromTn_> I spray all kinds of paint on cabinets
[03:35:56] <Jymmm> ah
[03:35:58] <PetefromTn_> water based
[03:36:03] <PetefromTn_> solvent based
[03:36:05] <PetefromTn_> oil based
[03:36:09] <PetefromTn_> you name it
[03:36:17] <Jymmm> gotcha
[03:36:33] <Jymmm> Just when you start to fuck around with tanks of acid.....
[03:36:36] <PetefromTn_> I must have sprayed a couple thousand cabinet jobs over the years seriously
[03:36:40] <Jymmm> CYA
[03:36:49] <PetefromTn_> but I have no experience with acids LOL
[03:37:13] <Jymmm> neither do I, but I know enough to keep me out of trouble =)
[03:37:22] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[03:37:25] <PetefromTn_> thanks for the tips man I appreciate it
[03:37:35] <Jymmm> boxes of baking soda, respirator, full face shield, long ass gloves =)
[03:37:38] <PetefromTn_> I need to get setup right here I want to be doing this for awhile
[03:37:51] <PetefromTn_> thats the basics I guess huh
[03:38:08] <Jymmm> PetefromTn_: the lens cleaning solution aslo good if you get something in your eyes and need to flush it out
[03:38:29] <PetefromTn_> already got the respirator, long gloves, and will pickup the baking soda and eye wash stuff
[03:38:32] <Jymmm> PetefromTn_: or if you get a deep wound you can wash it out
[03:38:49] <Jymmm> just squeeze the hell out of the bottle =)
[03:39:09] <Jymmm> after you break the seal of course =)
[03:39:16] <PetefromTn_> whats funny is watching all those videos online I almost never see people using PPE
[03:39:33] <Jymmm> which iirc is just tightening the lid as it has a point that pierces the bottle
[03:39:56] -!- robin_sz has quit [Ping timeout: 256 seconds]
[03:40:22] <Jymmm> Well, I really do mess aroud with things that I shouldn't, so I take extra precations
[03:41:13] -!- robin_sz [robin_sz!~robin@88.97.63.122] has joined #linuxcnc
[03:41:20] <PetefromTn_> better safe than in the hospital
[03:41:37] <Jymmm> s/hospital/cemetary/
[03:42:43] <zeeshan> its just chemicals
[03:42:45] <zeeshan> i drink em
[03:42:48] <zeeshan> delicious
[03:43:02] <Jymmm> cooking is just chemistry
[03:44:26] <PetefromTn_> already dumped a couple hundred bucks into this thing...gonna try to do it right here
[03:44:48] -!- robinsz has quit [Ping timeout: 264 seconds]
[03:45:47] -!- Brunetty [Brunetty!~Home@unaffiliated/brunetty] has joined #linuxcnc
[03:47:08] <PetefromTn_> Okay just ordered the nickel acetate sealant, some aluminum specific degreaser, some titanium wire for hanging my parts and a few other doo dads for this shindig from caswell plating
[03:50:49] <Jymmm> Ti? Look at NiChrome too, might be cheaper
[03:52:29] <PetefromTn_> well apparently the Ti wire is a good conductor for the anodizing parts and it does not anodize for whatever reason so you can keep using it.
[03:52:47] <PetefromTn_> I was actually planning on using tig aluminum wire but after I read that I went for the Ti wire
[03:53:06] <Jymmm> gotcha
[03:53:12] <PetefromTn_> I am kind of excited about this whole thing. I have wanted to try it for years
[03:53:31] <PetefromTn_> I make a lot of parts that will be cool anodized.
[03:53:47] <Jymmm> cool beans!
[03:54:00] <PetefromTn_> hopefully heh
[03:54:16] <PetefromTn_> it sure as hell is not exactly cheap tho.
[03:54:34] <Jymmm> nothing ever is
[03:54:55] <PetefromTn_> apparently the acid bath and the other baths last for a very long time if you maintain them tho.
[03:55:00] <PetefromTn_> so that is nice to know
[04:04:08] -!- gyeates has quit [Ping timeout: 252 seconds]
[04:07:25] -!- ve7it has quit [Remote host closed the connection]
[04:09:31] -!- tamarin_ [tamarin_!~esnyder@c-71-194-15-113.hsd1.il.comcast.net] has joined #linuxcnc
[04:09:33] tamarin_ is now known as tamarin
[04:12:12] -!- cornmander has quit [Ping timeout: 252 seconds]
[04:17:20] -!- abetusk has quit [Ping timeout: 252 seconds]
[04:17:37] -!- maximilian_h1 [maximilian_h1!~bonsai@dslb-188-099-206-156.188.099.pools.vodafone-ip.de] has joined #linuxcnc
[04:17:59] -!- maximilian_h has quit [Ping timeout: 265 seconds]
[04:22:42] <tiwake> making parts is a pain in the flank some times
[04:22:52] <tiwake> sometimes
[04:22:53] <tiwake> w/e
[04:23:30] -!- cornmander [cornmander!~cornmande@pool-98-116-247-205.nycmny.fios.verizon.net] has joined #linuxcnc
[04:25:26] <PetefromTn_> sure is
[04:25:54] -!- anarchos [anarchos!anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[04:26:21] -!- anarchos has quit [Read error: Connection reset by peer]
[04:28:12] -!- anarchos [anarchos!anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[04:33:26] -!- abetusk [abetusk!~abe@c-66-31-30-204.hsd1.ma.comcast.net] has joined #linuxcnc
[04:33:57] abetusk is now known as Guest65
[04:36:58] -!- per_sonne has quit [Ping timeout: 250 seconds]
[04:55:32] -!- mal`` has quit [Quit: Leaving]
[04:55:32] -!- djinni` has quit [Quit: Leaving]
[05:01:14] -!- toner has quit [Ping timeout: 250 seconds]
[05:02:37] -!- Chopper791 has quit [Quit: Leaving.]
[05:03:00] -!- djinni` [djinni`!~djinni@105.ip-167-114-152.net] has joined #linuxcnc
[05:03:10] -!- norias has quit [Ping timeout: 248 seconds]
[05:04:28] -!- FinboySlick has quit [Quit: Leaving.]
[05:14:58] -!- toner [toner!~ink@c-67-180-228-85.hsd1.ca.comcast.net] has joined #linuxcnc
[05:18:39] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[05:21:40] -!- bkboggy has quit [Quit: Leaving]
[05:25:36] -!- cornmander has quit [Ping timeout: 264 seconds]
[05:26:15] -!- cornmander [cornmander!~cornmande@pool-98-116-247-205.nycmny.fios.verizon.net] has joined #linuxcnc
[05:29:04] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[05:36:35] -!- arekm_ [arekm_!~arekm@ixion.pld-linux.org] has joined #linuxcnc
[05:37:05] -!- arekm has quit [Ping timeout: 256 seconds]
[05:38:03] -!- furrywolf has quit [Ping timeout: 255 seconds]
[05:38:40] -!- per_sonne has quit [Ping timeout: 264 seconds]
[05:40:30] -!- md-2 has quit [Ping timeout: 248 seconds]
[05:45:05] -!- anarchos has quit [Ping timeout: 244 seconds]
[06:03:18] -!- mozmck has quit [Read error: Connection reset by peer]
[06:07:32] -!- trentster [trentster!~trentster@103.13.186.225] has joined #linuxcnc
[06:07:57] -!- JT-Shop has quit [Read error: Connection reset by peer]
[06:07:58] -!- jthornton has quit [Read error: Connection reset by peer]
[06:08:03] -!- JT-Shop_ [JT-Shop_!~john@184.21.194.58] has joined #linuxcnc
[06:08:15] <trentster> hey all - I am about to go out and buy a second hand computer for linuxcnc - I am crrently using grbl on a arduino and want to give linuxcnc a try.
[06:08:49] -!- jthornton [jthornton!~john@184.21.194.58] has joined #linuxcnc
[06:08:50] <trentster> The computer I plan on getting is a used HP DC7800 - just want to confirm if this will be ok
[06:08:58] <trentster> it does have a parallel port :-)
[06:09:06] <Jymmm> archivist:
https://www.youtube.com/watch?v=vEqSuTOKUEg
[06:11:27] -!- arekm_ has quit [Changing host]
[06:11:27] -!- arekm_ [arekm_!~arekm@pld-linux/arekm] has joined #linuxcnc
[06:11:40] arekm_ is now known as arekm
[06:25:06] <archivist> trentster, the best way is get a copy of the live cd and boot the PC to see if it can be used, try the latency test included on it (you do not need to format the hard disk to do this)
[06:27:14] <trentster> archivist: yeah thanks I see the 7800 got 35 microseconds max latency on the test page - I guess that would be ok.
[06:27:21] <archivist> Jymmm, there is no such thing as a free lunch, if it looks to good to be true, it probably is
[06:27:42] <archivist> 35 is not that good for a stepper system
[06:27:49] <trentster> I am currently using microstepping with dedicated leadshine drivers - not sure how this effects the overall comparison of using this vs grbl.
[06:28:38] <trentster> archivist so with a 35 value would you avoid buying this machine? and go for something else instead?
[06:28:59] <trentster> if so whats the current no brainer to buy for a low foorprint used dell or hp slimline machine?
[06:29:10] <archivist> my worst has been 22
[06:29:53] <trentster> so what do you currently use?
[06:29:58] <archivist> currently using an old compaq for best about 7
[06:30:25] <trentster> whats the model number?
[06:37:57] <archivist> its from the time HP bought Compaq (who bought Digital Eq Corp) so it actually has D31m/P2A/40/x/128c UK on the label
[06:38:31] <trentster> thanks so it seems this is gonna be trickier than I expected.
[06:38:42] <archivist> internally marked as Compaq, externally HP, but classic DEC methods of holding the drives in
[06:39:38] <archivist> I got a pile of PCs from an internet shop and got one that happened to work
[06:40:35] -!- podarok [podarok!~podarok@host-176-38-13-39.la.net.ua] has joined #linuxcnc
[06:40:42] -!- per_sonne has quit [Ping timeout: 256 seconds]
[06:41:08] <trentster> well I am going to fetch it now its $30 so lets take a gamble and see
[06:50:11] -!- rob_h [rob_h!~robh@90.220.157.70] has joined #linuxcnc
[06:54:45] -!- asdfasd [asdfasd!~332332@90.202.100.75] has joined #linuxcnc
[06:55:15] <Jymmm> archivist: I just thought you would get a kick out of it is all; funny stuff =)
[07:07:17] -!- gyeates has quit [Ping timeout: 252 seconds]
[07:08:35] -!- skunksleep has quit [Ping timeout: 246 seconds]
[07:11:29] -!- md-2 has quit [Quit: Leaving...]
[07:14:42] -!- theorbtwo has quit [Ping timeout: 256 seconds]
[07:20:15] <Jymmm> archivist: At first, I thought some had just taken a gas generator, added a 4gal water tank, and called it some uber new disaster SHTF sorta thingy
[07:20:34] <Jymmm> archivist: ... not some free energy thing.
[07:21:18] <archivist> their web site is rather black
[07:21:44] <Jymmm> Yeah, I noticed that too
[07:22:22] <archivist> and people have been adding water to petrol engines for eons
[07:22:37] <Jymmm> I saw two batteries, a motor, inverter, and I guess a alternator
[07:22:43] <archivist> never become mainstream though
[07:23:30] <Jymmm> No, more of a "Incase of emergency, here is your potable water supply, and your electricity source all rolled into one
[07:37:53] -!- tamarin has quit [Quit: tamarin]
[07:42:53] -!- per_sonne has quit [Ping timeout: 264 seconds]
[07:44:00] <toastydeath> i need to find a house around here with 3 phase power
[07:44:23] <Jymmm> Da Big House has 3ph
[07:44:36] <toastydeath> brb going to jail then
[07:44:57] <Jymmm> you look pretty, oh so pretty...
[07:45:17] <toastydeath> apparently it's 5-7k around here if you have to have it pulled
[07:45:25] <toastydeath> i wonder if i can ball that into the price of a mortgage
[07:45:35] -!- arrowbook has quit [Quit: qicr for android: faster and better]
[07:45:58] <Jymmm> take a second for "home impovement"
[07:46:00] -!- archivist_herron has quit [Ping timeout: 264 seconds]
[07:47:55] <toastydeath> then put 3ph motors in everything
[07:48:03] <toastydeath> "I'VE HOT RODDED MY WASHING MACHINE"
[07:48:04] <toastydeath> 50 HP
[07:48:18] -!- arrowcnc_ has quit [Client Quit]
[07:50:33] -!- arrowcnc_ has quit [Read error: Connection reset by peer]
[07:58:12] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[07:58:16] -!- arrowcnc_ has quit [Client Quit]
[07:58:58] -!- arrowcnc_ has quit [Client Quit]
[08:02:31] -!- arrowcnc_ has quit [Client Quit]
[08:05:06] -!- arrowcnc_ has quit [Read error: Connection reset by peer]
[08:05:07] <archivist> I would like 3 phase too, I do have a 3 phase generator but the noise would wake half the village
[08:07:51] -!- md-2 has quit [Read error: Connection reset by peer]
[08:08:21] md2 is now known as Guest72160
[08:08:22] -!- Guest72160 has quit [Read error: Connection reset by peer]
[08:08:24] -!- b_b has quit [Changing host]
[08:10:36] <toastydeath> hahaha
[08:11:48] <toastydeath> my major motivation is all the larger, 3ph machines that people don't buy
[08:13:14] -!- arrowbook has quit [Client Quit]
[08:13:46] <archivist> the toy I have has a straight six 100hp engine with no silencer :)
[08:14:03] -!- arrowcnc_ has quit [Client Quit]
[08:14:04] <toastydeath> hahahahahahaha
[08:14:12] <toastydeath> good lord.
[08:14:26] -!- arrowbook has quit [Client Quit]
[08:15:07] <archivist> real 440v 3phase, used to use it at a steam museum until we had power brought in
[08:15:07] -!- arrowbook has quit [Client Quit]
[08:19:46] -!- arrowbook has quit [Client Quit]
[08:20:03] -!- nofxx has quit [Ping timeout: 255 seconds]
[08:25:14] <RyanS> were you around before the advent of electricity? :) just kidding
[08:25:45] <RyanS> I don't get the 5-7k price for 3p, surely they only change the cable from street to your meter box, if they even need to
[08:26:39] <toastydeath> the run is usually quite a distance, actually
[08:26:55] <toastydeath> and they need to drop a transformer just for your house in most cases
[08:27:10] <toastydeath> 3-5k w/out transformer
[08:28:00] <Tom_itx> they generally won't run 3phase to a residence
[08:28:35] <toastydeath> depends on the area; there's enough agriculture and dual-zoned shit in my area of MD that it's very doable
[08:28:46] -!- LikeVinyl has quit [Quit: LikeVinyl]
[08:30:01] <toastydeath> i doubt they'd trench it out to you if you're in like, a mass produced suburb
[08:32:08] <toastydeath> also apparently they give you a minimum bill but i'm already over the usage minimum and I currently live in an apt
[08:44:08] -!- per_sonne has quit [Ping timeout: 246 seconds]
[08:44:36] <RyanS> ah
[08:50:05] -!- Connor has quit [Ping timeout: 246 seconds]
[08:51:01] -!- Connor [Connor!~Connor@24.214.127.194] has joined #linuxcnc
[09:12:54] md2 is now known as Guest84952
[09:14:57] -!- md-2 has quit [Ping timeout: 255 seconds]
[09:18:52] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-zqergmgjhthfkimq] has joined #linuxcnc
[09:34:36] -!- robin_sz has quit [Ping timeout: 264 seconds]
[09:42:33] -!- Guest84952 has quit [Remote host closed the connection]
[09:45:16] -!- Dimroy [Dimroy!~Dim@ANantes-651-1-110-68.w90-25.abo.wanadoo.fr] has joined #linuxcnc
[09:45:24] -!- per_sonne has quit [Ping timeout: 264 seconds]
[09:50:03] -!- robin_sz [robin_sz!~robin@94.196.220.118.threembb.co.uk] has joined #linuxcnc
[09:51:30] -!- robin_sz has quit [Read error: Connection reset by peer]
[09:51:57] -!- robin_sz [robin_sz!~robin@94.196.220.118.threembb.co.uk] has joined #linuxcnc
[09:56:31] -!- phragment_ [phragment_!~blubb@jabber.htu.tu-graz.ac.at] has joined #linuxcnc
[09:57:17] -!- yauh has quit [Ping timeout: 265 seconds]
[09:57:46] -!- phragment has quit [Ping timeout: 265 seconds]
[09:58:58] -!- robin_sz has quit [Read error: Connection reset by peer]
[09:59:22] -!- robin_sz [robin_sz!~robin@94.196.220.118.threembb.co.uk] has joined #linuxcnc
[09:59:38] -!- arrowcnc_ has quit [Quit: qicr for android: faster and better]
[10:07:14] -!- tocka has quit []
[10:09:40] -!- Dimroy has quit [Read error: Connection reset by peer]
[10:10:05] -!- Dimroy [Dimroy!~Dim@ANantes-651-1-110-68.w90-25.abo.wanadoo.fr] has joined #linuxcnc
[10:15:47] -!- b_b_ has quit []
[10:20:42] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[10:20:52] <Deejay> moin
[10:26:39] -!- robin_sz has quit [Ping timeout: 256 seconds]
[10:30:26] -!- theorbtwo [theorbtwo!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[10:38:20] -!- robin_sz [robin_sz!~robin@94.196.220.118.threembb.co.uk] has joined #linuxcnc
[10:41:35] -!- sumpfralle [sumpfralle!~lars@p5DCFC79E.dip0.t-ipconnect.de] has joined #linuxcnc
[10:43:23] -!- Dimroy has quit [Quit: Quitte]
[10:43:44] -!- Dimroy [Dimroy!~Dim@ANantes-651-1-110-68.w90-25.abo.wanadoo.fr] has joined #linuxcnc
[10:45:56] -!- per_sonne has quit [Ping timeout: 246 seconds]
[10:47:51] -!- skunkworks has quit [Ping timeout: 244 seconds]
[10:55:23] -!- robin_sz has quit [Read error: Connection reset by peer]
[10:55:51] -!- robin_sz [robin_sz!~robin@94.196.220.118.threembb.co.uk] has joined #linuxcnc
[11:05:09] -!- md-2 has quit [Remote host closed the connection]
[11:07:27] -!- lerman has quit [Ping timeout: 276 seconds]
[11:21:22] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[11:21:22] -wolfe.freenode.net:#linuxcnc- [freenode-info] please register your nickname...don't forget to auto-identify!
http://freenode.net/faq.shtml#nicksetup
[11:25:11] -!- arrowbook has quit [Read error: Connection reset by peer]
[11:34:36] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:43:00] -!- b_b has quit [Remote host closed the connection]
[11:49:37] -!- arrowbook has quit [Client Quit]
[11:49:42] -!- per_sonne has quit [Ping timeout: 276 seconds]
[11:51:18] -!- dan2k3k4 has quit [Read error: Connection reset by peer]
[11:52:38] <_methods> http://hosted.ap.org/dynamic/stories/E/EU_GERMANY_ROBOT_KILLING
[11:52:41] <_methods> it has begun
[11:53:02] <_methods> right before terminator comes out too
[11:54:35] <malcom2073> I work with rather large robots, and rule number 1: Don't get inbetween the robot and a stationary object (like a wall)
[11:54:41] <malcom2073> even if it's "powered off"
[11:55:24] <malcom2073> I like howthey said "Grabbed him" though, puts a certain... sensationalism to it
[12:02:06] <DaViruz> http://imgur.com/gallery/23dkqvy
[12:05:51] -!- arrowbook has quit [Read error: Connection reset by peer]
[12:08:08] -!- Valen has quit [Remote host closed the connection]
[12:14:03] -!- arrowcnc_ has quit [Ping timeout: 255 seconds]
[12:29:57] <_methods> hahah
[12:30:00] <_methods> sarah oconnor
[12:34:17] -!- md-2 has quit [Ping timeout: 244 seconds]
[12:40:29] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[12:44:52] -!- gaute has quit [Quit: Page closed]
[12:50:48] -!- per_sonne has quit [Ping timeout: 264 seconds]
[12:52:06] -!- arrowbook has quit [Ping timeout: 276 seconds]
[12:54:23] -!- BellinganRoy [BellinganRoy!~Bellingan@host228-109-static.242-95-b.business.telecomitalia.it] has joined #linuxcnc
[12:56:44] <archivist> so how does one respond to "Urgent Inquiry for Gear making (Helical Worm, Bevel and Spur gear) machine" from Bangladesh
[12:57:36] <Jymmm> DEL key.
[12:58:38] <archivist> and he expects bevels and helicals on the same machine and small and large diameters..... I was thinking of the ignore option too :)
[12:59:20] <trentster> anyone had experience of both linuxcnc and grbl as a controller for a cnc router and can give pros and cons etc.
[12:59:46] <_methods> it's a sales pitch
[12:59:53] <_methods> he probably wants to sell you gears
[13:00:00] <archivist> linuxcnc more accurat trajectory path following and more axes
[13:00:02] <_methods> grbl sux
[13:00:09] <_methods> and is not real time
[13:00:16] <trentster> I am currently using grbl - I have a spare old computer and a breakout board and wondering if its worth the effort of moving over - the whole timing issue etc sounds like it could be a pita
[13:00:46] <_methods> grbl will work for simple stuff
[13:00:48] <archivist> grbl has issues too with timing
[13:01:02] <trentster> _methods: define simple stuff
[13:01:33] <trentster> The appeal of linuxcnc to me is the ability to write decent macros and control probe properly etc
[13:01:41] <_methods> that's complicated stuff
[13:01:53] <_methods> so the opposite of that is what grbl is good for lol
[13:01:56] <archivist> I dont think its gcode is expressive enough to do the work I do
[13:01:58] <_methods> circles
[13:02:00] <_methods> squares
[13:02:04] <trentster> grbl is a bit minimilistic - also a pita to get to work properly with proximity switches for homing
[13:02:23] <_methods> grbl was made for like 3d printer people
[13:02:29] <archivist> subroutines are essential to me
[13:02:34] <_methods> people making toys and stuff
[13:03:00] <trentster> _methods: out of interest have you ever used grbl personally?
[13:03:06] <_methods> yeah
[13:03:10] <_methods> it's horrible
[13:03:15] <trentster> its pretty fast - blows mach out the water in terms of speed
[13:03:16] <_methods> try stopping it in a line of code
[13:03:33] <_methods> can you feed hold
[13:03:43] <_methods> can you change tools?
[13:03:46] <trentster> yeah - stopping it is sometimes almost impossible - I agree with you there - its painful
[13:03:52] <_methods> those are all rhetorical questions
[13:04:07] <trentster> rotflmao - yup I gathered.
[13:04:32] <archivist> can you gear axes together
[13:04:39] <_methods> ^^
[13:05:17] <skunkworks> trentster, because it violates acceleration conatraints.
[13:05:20] <_methods> neither mach or grbl are real time
[13:05:23] <archivist> I have not used it, can you screw cut with it
[13:06:06] <trentster> my frame of reference is a newbie who has just built a DIY semi decentish CNC machien ( in theory can handle aluminium) I have no exposure to anything yet besides grbl. I do have a IT background and linux.solaris very familiar to me.
[13:06:15] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:06:34] <archivist> you will find the move to linuxcnc ok then
[13:06:38] <skunkworks> trentster,
http://www.cnczone.com/forums/opensource-software/271966-grbl-logging-linuxcnc.html
[13:07:19] <trentster> I just don'w want to spend days fighting timing issues, and landing up hunting down specific hardware to get it to work - I have picked up today a used HP 7800 from someone for a slimline pc with a parallel port
[13:07:26] <_methods> i don't think they even follow rs274 for their grbl g codes either
[13:07:31] <_methods> same as the 3d printer clown
[13:07:34] <_methods> clowns
[13:07:47] <trentster> it did not get the best latency score on the wiki tho - but its the best I could get hold of in short notice in Australia
[13:07:49] <_methods> they made a nice manual with all the codes for you to use and they totally ignore it
[13:08:08] <skunkworks> trentster, I have tested the 7800 (we bought a bunch here at work) they seem to run linuxncn great
[13:08:18] <_methods> oh someone made a nice cnc guideline i think i'll just throw that in the trash
[13:08:46] <skunkworks> iirc it was about 20us latency
[13:09:07] <trentster> skunkworks: phew - thats good news the dude who tested on the linuxcnc latency page mentioned could not get better than 35 ns no matter what he tried
[13:09:28] <skunkworks> I remember running it over night.
[13:09:39] <skunkworks> What kind of step rate do you need?
[13:10:36] <archivist> experiment with video cards for better latency, get of propriety drivers
[13:10:43] <trentster> _methods: yeah - one of the reason I started investigating further is I got a bit irritated that simple drilling canned cycles are not even supported in grbl - had to tell the CAM programs to use spiral pocketing instead to overcome that - real pita
[13:10:50] <_methods> yep
[13:11:09] <_methods> like i said it's very simple and i think it could be a great training tool
[13:11:23] <_methods> but if you are serious it will be outgrown very quickly
[13:11:38] <archivist> training wheels for the cnc noob :)
[13:11:44] <_methods> yeah
[13:11:53] <_methods> the entry price is low
[13:11:59] <_methods> so it's effective and cheap
[13:12:07] <_methods> but not linuxcnc
[13:12:54] <trentster> skunkworks: currently I am using Leadshine am882's with the default stepping rate of 1600/steps a rev
[13:12:58] <archivist> linuxcnc can be very nearly as cheap, cast off pc, simple breakout and stepper drives
[13:13:12] <_methods> which is also around the same price point if you use old computer and cheap stepper and breakout board
[13:13:16] <trentster> pretty new to this - not even sure what my optimal stepping rate should be
[13:14:24] <trentster> The breakout baord I have is probably crap as well - not sure - but I am sure if I mention it - I will get a rap over the knuckles from _methods ;-)
[13:14:35] <archivist> this breakout is getting better reviews comes at various prices
http://www.ebay.co.uk/itm/5-Axis-MACH3-CNC-Breakout-Board-Interface-for-Stepper-Motor-Driver-/121679235004
[13:14:37] <_methods> haha nah use it till it dies
[13:14:43] <_methods> i use whatever i can
[13:14:51] <_methods> but if you want good buy a mesa
[13:15:02] <_methods> pretty much the gold standard around here
[13:15:07] <trentster> fwiw the leadshine AM882 digital step drivers are awesome imho
[13:15:34] <archivist> leadshine or badged versions are what I use
[13:16:46] <_methods> didn't mean to come off as thwacking you on the knuckles
[13:17:25] <skunkworks> grbl developer 'Also Grbl only does G61 exact path at the moment. The 0.02mm junction deviation is a virtual distance that Grbl uses to bound accelerations. If set too high, it can make it go too fast through the junction and exceed acceleration limits as you have found.'
[13:17:26] <_methods> most of us are pretty aggressive linuxcnc fans
[13:17:26] <trentster> _methods: I know - just kidding and giving you a hard time :P
[13:17:44] <trentster> This is teh break out board that came with the drivers
http://monosnap.com/image/ezkBbajttC5iZqQthWx9oiyqoZKEyu
[13:17:52] <malcom2073> That's the big kicker about grbl: It doesn't adhere to acceleration limits
[13:18:00] <malcom2073> On a slower machine, you don't notice it though
[13:18:08] <_methods> yeah i have that same board
[13:18:10] <trentster> it does seem to have optical coupler isolation which should help with noise
[13:18:18] <skunkworks> trajectory planning is hard
[13:18:34] <_methods> that board works just fine
[13:18:55] <_methods> it's not fancy but it works
[13:19:23] <trentster> _methods: great - one less thing for me to buy.
[13:19:29] -!- erve has quit []
[13:19:31] <_methods> yeah
[13:19:39] <trentster> So let me guess - most folks round here are Gecko fans? - right?
[13:19:50] <skunkworks> nope
[13:19:53] <_methods> not really
[13:20:13] <skunkworks> I perfer servos.
[13:20:18] <trentster> skunkworks: really thats surprising - most people seem to think they are the holy grail!
[13:20:20] <_methods> i'm pretty sure there are a few people in here running geckos
[13:20:22] <trentster> not sure why tho
[13:20:39] <skunkworks> prefer
[13:20:44] <malcom2073> Geckos are nice, and they had anti-resonance a bit before the chinese drivers did, but the chinese drivers have caught up
[13:20:54] <_methods> copied up you mean lol
[13:21:01] <malcom2073> Well yeah :P
[13:21:05] <trentster> skunkworks: yeah servos are they way to go if you have the budget $ - no brainer
[13:21:09] <archivist> trentster, that breakout looks like it has the classic mistake of optos on the output driving the optos in the leadshine
[13:21:18] -!- theorbtwo has quit [Ping timeout: 250 seconds]
[13:22:41] <trentster> archivist: no clue - but its the same one that _methods uses apparently - so it must be semi ok
[13:23:01] <archivist> I had a breakout board not switch the drive properly because of that mistake
[13:23:35] <_methods> heh i may just have gotten the board from the guy that made it right
[13:23:36] <archivist> easy enough for me to find the problem with a scope
[13:23:41] <_methods> it's chinese jumk for sure
[13:23:42] <trentster> Can I ask some newb questions in here? in regards to cnc in general - is it the appropriate forum?
[13:23:55] <_methods> yeah
[13:24:07] <archivist> yes we dont bite till we know you better :)
[13:24:11] <_methods> this is more on-topic than usual lol
[13:25:04] <trentster> ok should the controller put the driver into standby mode when nothing is happening - in order to not keep the steppers under current power hold?
[13:25:36] <archivist> liable to lose position if you do that
[13:25:51] <trentster> the grbl does this by default unless you explicitly disable it - which I did as I noticed for small movements with the standby stuff enabled it lost accuracy over very small moves
[13:26:06] <archivist> I recommend keeping enables for full accuracy and torque
[13:26:20] <trentster> ok - thanks.
[13:26:34] <archivist> enabled
[13:26:38] -!- theorbtwo [theorbtwo!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[13:27:05] <archivist> I dont wire that pin on the drives to keep them on
[13:27:10] <trentster> when is it advised to move over to dual steppers for the Y axis? is it when the X gantry span exceeds a certain sane limit?
[13:27:33] <_methods> depends on the machine
[13:27:39] <_methods> that's really hard to say
[13:28:17] <archivist> depends, you can gear two ballscrews off one stepper as some do
[13:28:49] <_methods> well on some gantry's you need 2 motors to correct beam skew
[13:29:12] <trentster> yeah I would not mind even getting a dedicated driver for an additional Y stepper just trying to figure out when its necessary - is it do to with gantry weight and load?
[13:29:24] <archivist> one can adjust that in the gearing/belt too
[13:29:38] <_methods> this is true
[13:30:04] <_methods> much harder to adjust though then a skew alignment macro and some limit switches
[13:30:18] -!- micges [micges!~micges@enw168.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[13:30:21] -!- micges [micges!~micges@enw168.neoplus.adsl.tpnet.pl] has parted #linuxcnc
[13:30:22] <trentster> As far as ballscrew lubrication (cheap chinese ballscrews for me) is it ok to use basic white lithium lube ?
[13:30:22] <archivist> the cutting force can twist your frame etc depends on the work and machine quality
[13:30:41] <_methods> yeah white lithium is fine
[13:31:51] <trentster> the anti backlash screw has a little nipple on it for some type of grease pump - which I dont own, do I specifically need to buy one or is it ok to lubricate the screws and rails themselves with the lithium stuff?
[13:32:21] -!- micges has quit [Client Quit]
[13:32:23] <_methods> anti backlash screw?
[13:32:34] -!- micges [micges!~micges@enw168.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[13:32:41] -!- micges [micges!~micges@enw168.neoplus.adsl.tpnet.pl] has parted #linuxcnc
[13:32:42] <trentster> sorry "ballscrew"
[13:32:47] <_methods> ahhh
[13:33:01] <_methods> so the ballnut has a grease fitting on it?
[13:33:05] <_methods> that's normal
[13:33:08] <trentster> yeah
[13:33:43] <trentster> do I need to get a grease gun or whatever its called to fill it, or can I just use the lithium on the screw itself?
[13:34:01] <_methods> i'd get a grease gun
[13:34:16] <_methods> not good to put grease on the screws
[13:34:21] <_methods> it will attract swarf
[13:34:33] <trentster> yeah - thought so
[13:35:00] <_methods> you can get grease gun at your local auto parts store
[13:35:45] <trentster> I have 3 inductive proximity switches, I have not put into place permanently yet - once deployed , is it ok to use them for both homing and limits or should I be using mechanical switches for limits
[13:36:27] <_methods> it's up to you
[13:36:44] <_methods> but i think industry standard for hard limits is mechanical
[13:36:57] <_methods> soft limits can be optical/inductive
[13:37:09] <trentster> The switches are "NO" type - it seems some people say use "NO" and other "NC" also some say use a resistor on the input pin for noise suppression and others say use a capacitor - whats your opinion?
[13:37:14] <skunkworks> how big is this machine? will it hurt itself it it runs into the limits?
[13:38:19] <trentster> nah - wont hurt itself I dont think its powerful enough to do that - it uses nema 23's and a 48V PSU - not exactly super powerful
[13:38:29] <skunkworks> if the answer is no - then I would just use homing switches in conjuction with soft limits. (if setup correctly you will never hit the end limits.)
[13:39:17] <trentster> the steppers have a holding torque of 31KG in Parallel configuration
[13:39:46] <skunkworks> so don't worry about limit switches
[13:40:02] <trentster> cool :-)
[13:40:22] <_methods> heheh i've never gotten around to putting them on my machine yet
[13:40:32] <trentster> and opionions on the noise suppresion for false alarm prevention on the proximity inputs ? cap vs resistor?
[13:40:34] <trentster> both?
[13:40:48] <archivist> limit switches are a luxury I have not fitted yet :)
[13:41:07] -!- greg__ [greg__!4b1b664f@gateway/web/freenode/ip.75.27.102.79] has joined #linuxcnc
[13:41:11] <trentster> hehe - I thought you guys were all heavy hitters here :P
[13:41:16] <_methods> plenty of limit switch slackers in here
[13:41:24] <_methods> we live on the edge
[13:41:25] * skunkworks has limit switches..
[13:41:33] <malcom2073> Limit switches are for wusses
[13:41:37] <archivist> may need both pull up and capacitor....depends how noise prone
[13:41:40] <trentster> lol
[13:42:06] <archivist> I have 3 machines without :)
[13:42:07] <skunkworks> https://www.youtube.com/watch?v=39q6kvrSBSk
[13:42:15] <archivist> soft limits work
[13:42:32] <skunkworks> they work very well with linuxcnc
[13:42:43] <malcom2073> Holy hell that tool chain
[13:42:54] <_methods> 38 tool?
[13:42:55] <greg__> The Emco PCMill 125 i got uses soft limits
[13:42:58] <skunkworks> 60
[13:43:02] <_methods> nice
[13:43:11] <trentster> as far as Z axiz probe in linuxcnc - the normal aluminium plate or copper PCB connected to spindle Ground and breakout board input pin sufficient - no gotchas there?
[13:43:23] <malcom2073> My big mill has limit switches, I may or may not hook them up, I also like to live.... dangerously
[13:43:50] <skunkworks> 8 tons of force - I wanted to make sure limit switches worked :)
[13:43:55] <_methods> yeah
[13:43:55] <malcom2073> haha
[13:43:58] <malcom2073> yeah
[13:44:01] <_methods> you need limit switches
[13:44:15] <archivist> limit switches have no place on some rotary axes
[13:44:26] <skunkworks> the only time I hit them is when I jogged the wrong way without homing...
[13:44:51] <skunkworks> rookie mistake
[13:44:57] <_methods> i'm just saying on skunkworks machine limit switches aren't a luxury
[13:45:13] <malcom2073> Man rigid tapping is awesome
[13:45:34] <trentster> yeah limit switches are important at least for people like me who are prone to adding an extra digit when moving stuff around - that and the emergency stop button.
[13:45:51] <skunkworks> and it does 10-32 also
https://www.youtube.com/watch?v=qBQ7RSuRAls
[13:46:01] <malcom2073> Haha so tiny
[13:46:43] <skunkworks> trentster, soft limits take care of that. (if yoiu home)
[13:46:52] <malcom2073> I have a *crapton* of holes to drill/tap on the first project I plan on using my mill for, so once I get it running a spindle encoder is one of the first things I'm getting
[13:48:00] <greg__> where did you run into the little terco?
[13:48:08] <skunkworks> local school
[13:48:16] <trentster> Do any of you conenct a mill camera to your linux cnc systems?
[13:48:46] <greg__> not many of those around
[13:49:26] <trentster> I also plan to connect permanently a USB microscope with crosshairs and then write an offset script that put X and Y on zero via a certain offset from the crosshairs
[13:49:46] <trentster> this shoudl eb a super easy accurate way to put machine effortlessly on edges etc
[13:50:07] <trentster> I saw one guy did it on a guide looks like a great solution
[13:50:35] <malcom2073> Why not use a touch probe?
[13:51:36] <trentster> it would involve an additional manual step
[13:51:53] -!- per_sonne has quit [Ping timeout: 264 seconds]
[13:52:11] <malcom2073> linuxcnc can read touch probes fwiw
[13:52:40] <trentster> http://beatty-robotics.com/zeroing-a-cnc/
[13:53:36] <trentster> malcom2073: touch probes are very expensive to buy and pretty hard to make decent ones without access to the right equipment - for diyer's like myself this can be an issue
[13:54:06] <malcom2073> True, it all depends on how accurate you need
[13:54:52] <malcom2073> yowch, that adafruit USB microscope is as much as my dad paid for his touch probe :/
[13:54:56] <trentster> plus cameras on moving cutting things are cool!
[13:55:03] <malcom2073> Agreed heh
[13:55:23] <archivist> trentster, I did use a camera for a short while but it needs some work to do right
[13:56:11] <archivist> last use in 2008
http://www.archivist.info/cnc/target.php
[13:56:41] <skunkworks> auto-registration?
https://www.youtube.com/watch?v=Pe2RACwiEbg
[13:57:27] <malcom2073> Hmm... you could use registration stickers with opencv friendly patterns
[13:57:35] <skunkworks> greg__, we got about 10 emco lathes from the school also. Dad made out like a bandit.
[13:57:37] <malcom2073> would allow for part repositioning
[13:58:04] <greg__> i may have see the photo of the them in the truck bed
[13:58:10] <skunkworks> yes
[13:58:34] <skunkworks> the turco doesn't have ball screws - but it is a nice little machine for playing
[13:58:59] <archivist> I need to see the tool centre line as well as the rotary centre
[13:59:16] <greg__> i brought home the emco 125 recently and am still working through the schematics to see if I can power it from single phase
[13:59:34] <greg__> also from a school
[14:00:22] <skunkworks> nice!
[14:00:51] <archivist> I think my little Denford lathe is ex school too
[14:01:40] <archivist> I get the impression this cnc stuff was over most teachers heads so it got little use
[14:01:56] <skunkworks> we know have a late 80's vintage mazak lathe that works pretty darn well.. the mazatrol control is pretty easy to use.
[14:02:00] <skunkworks> *now
[14:02:15] <greg__> it's set up for 400V 3P/N but each pahse is distributed in the machine leg to N, so actually single phase. on 230 3P it does feed the spindle drive 3P but it runs 1P on 400V 3P/N
[14:03:12] <greg__> the place I got it from was getting new Haas machines as the new teacher didn't want to bother with these. They also have a PC turn 125
[14:03:54] <greg__> the computer in this one must have been giving them problems floppy drive dead, IE cable plugged in backwards?
[14:03:54] <archivist> what vfd does it use for the spindle, start with how that is powered
[14:04:32] <skunkworks> how much do they want for it and location? :)
[14:04:53] <greg__> VFD is Emco, takes 1P or 3P. The tricky part is working through the bus to mak all the connections work on L1 and L2
[14:05:19] <greg__> I'm not sure if they are ready to sell, but I can ask. Freeport, IL
[14:06:13] <greg__> otherwise I need a small RPC
[14:07:49] <skunkworks> wow - I think this is the longest on-topic discussion...
[14:08:16] * SpeedEvil quacks.
[14:08:19] <greg__> I move the W98 OS to CF and added a IDE CF reader to the front for file transfer. I think it will work.
[14:08:32] <greg__> with the machine that is
[14:08:48] <_methods> it definitely is
[14:10:00] <greg__> PC runs fine, hadn't seen W98 for a while. Video card also died in the first couple times I turned it on.
[14:11:10] <greg__> bought three CF adapters on ebay from china. 1 worked. 1 I cleaned up solder on the CF connector and came to life, the other has burnt traces.
[14:11:38] <SpeedEvil> greg__: Burnt traces?
[14:11:48] <SpeedEvil> I guess maybe a return?
[14:11:56] <SpeedEvil> That takes skill
[14:12:28] -!- skorasaurus has quit [Quit: WeeChat 1.2]
[14:13:03] <greg__> crap soldering quality. i'm guessing they plug them in to see if the LED lights and if it does pass. it certeinaly never transfered data. Burnt trace is under the cf holder so i'm not fixing it
[14:13:16] <greg__> i only needed two
[14:13:32] <greg__> all for $12 delivered in a week
[14:13:50] <SpeedEvil> :/
[14:14:35] <greg__> order twice as many as you need. they are going to refund the bad one
[14:14:44] -!- furrywolf [furrywolf!~randyg@70.1.20.117] has joined #linuxcnc
[14:15:12] <greg__> so maybe I'll get to run some parts on 2.7 today.
[14:17:45] <greg__> but maybe I'll work on rewiring the Emco and/or running 240V to the garage.
[14:21:01] <furrywolf> http://www.ebay.com/itm/Kipor-KGE-3000TI-Inverter-Digital-Generator-Sinemaster-Electric-Start-Quiet/391134091833 china sure is good at ripping off designs... lol
[14:23:45] -!- Guest65 has quit [Ping timeout: 276 seconds]
[14:24:36] -!- choonway [choonway!~choonway@101.100.164.69] has joined #linuxcnc
[14:25:51] <archivist> furrywolf, expensive for something that runs that close to the believable specs, 3000 W and 4 hp, what happened to normal losses
[14:26:49] <malcom2073> Where else were they supposed to get the 3000w number but from paper? :-P
[14:27:44] <archivist> hehe
[14:28:36] -!- gyeates has quit [Ping timeout: 264 seconds]
[14:29:47] <_methods> and off-topic
[14:29:52] <_methods> record on-topic ends
[14:34:28] <greg__> stuff is all made in the same factory, the rejected parts just get pushed out the back door under a different label but eventually clones are made
[14:34:46] <greg__> if a product is popular
[14:35:08] <furrywolf> greg__: no, the honda-clones are not based on rejected honda parts... I've seem some of them, and they're just very close clones.
[14:35:36] <furrywolf> every important measurement (hole spacing, etc) is identical, but they're obviously their own castings.
[14:38:04] -!- Guest65 [Guest65!~abe@c-66-31-30-204.hsd1.ma.comcast.net] has joined #linuxcnc
[14:44:42] <SpeedEvil> Why would you change a good design?
[14:45:07] <SpeedEvil> Especially if your engineering department consists of a guy with a plastic digital caliper.
[14:46:34] <malcom2073> In his defense, it's a calibrated plastic digital caliper
[14:46:51] -!- erve has quit []
[14:47:10] <SpeedEvil> Though to be fair, CF does have lots better CTE than steel for making absolute measurements
[14:50:14] <_methods> 'murrica
[14:50:17] <_methods> http://i2.wp.com/laughingsquid.com/wp-content/uploads/2015/07/george_dubya_bush_by_sharpwriter-d8zllx1.jpg?fit=750%2C983
[14:51:16] <malcom2073> I think we need to return to our "spread democracy through violence" thing. All this PC and "we're friendly!" b.s. needs to go, too many people have started believing it
[14:52:32] <furrywolf> It's hard to convince people you're killing them for their own good.
[14:52:44] -!- per_sonne has quit [Ping timeout: 250 seconds]
[14:53:07] <furrywolf> also, the more bushes we drop out of planes, the better. :P
[14:53:09] <SpeedEvil> Just need to kill enough.
[14:53:22] <malcom2073> "The beatings will continue until morale improves"
[14:53:36] <_methods> sharknado5
[14:54:24] <_methods> i can't stop staring at that picture
[14:54:38] <_methods> i'm pretty sure that's what ole GW sees when he looks in the mirror
[14:57:26] <furrywolf> just wait until we have jeb for president...
[14:59:14] <_methods> the bush hat trick
[14:59:28] -!- mikegg [mikegg!~mike@173.44.55.179] has joined #linuxcnc
[15:01:05] <furrywolf> sadly, I really do believe americans are stupid enough to elect a third bush.
[15:04:12] <SpeedEvil> And in a surprising twist, it turns out to be Jenna.
[15:06:20] <mikegg> does it matter? Bush. Clinton. Someone else. Status quo. but this is not #politics
[15:07:28] <furrywolf> as someone who rather likes their civil rights, and thinks any bush is far more likely to fuck with them, yes.
[15:08:22] * furrywolf is still waiting for someone to use the recent supreme court decision to toss out the various sex toy bans
[15:08:48] <furrywolf> you're allowed to marry your girlfriend... but if you want to get out a strapon so you can screw her, sorry, that's illegal!
[15:08:48] <ssi> it's always funny to me how people think that "civil rights" only means the subset of civil rights they actually care about
[15:09:20] <furrywolf> ssi: are there ANY civil rights any republican, especially a bush, has any interest in, no matter who might care about them? :P
[15:09:41] <SpeedEvil> Surely only double-ended strapons would be affected - single ended ones can be used by either sex
[15:09:51] <ssi> I think you know full well that's a stupid question
[15:09:51] <SpeedEvil> actually - nvm
[15:10:09] <ssi> are there any civil rights besides those of the sexual variety that hilary is likely to preserve?
[15:10:10] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[15:10:16] <furrywolf> you're right, it's a rhetorical question, as I already knew the answer was "no".
[15:10:50] md2 is now known as Guest66284
[15:12:17] <_methods> i just thought it was a funny picture didn't mean to start all this
[15:12:27] <ssi> you should know better than to bait the trolls
[15:12:47] * _methods apologizes
[15:12:50] <ssi> :)
[15:13:33] * furrywolf thought it was a good solution to a problem. he'll shoot himself, get eaten, then go splat....
[15:13:40] -!- md-2 has quit [Ping timeout: 246 seconds]
[15:14:45] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[15:17:19] <SpeedEvil> http://www.hightimes.com/read/farmer-offers-10-acres-pot-malia-obamas-hand-marriage
[15:17:25] <malcom2073> Silly methods
[15:19:54] <Rab> What's the name for those flanges on welded steel road bicycle frames? They're usually shaped in a decorative way...
[15:20:54] <furrywolf> like gussets?
[15:21:02] -!- dan2k3k4 has quit [Ping timeout: 246 seconds]
[15:22:03] <Rab> Not sure. This is a weird example, but suggests you might be right:
http://www.fbmbmx.com/admin/news/photos/577398479396fbm.gusset.jpg
[15:22:25] <SpeedEvil> Gussets are very important on bicycles.
[15:22:48] <ssi> gussets are important on any truss structure
[15:22:59] <ssi> they provide a larger load pathway at the joints
[15:23:15] <SpeedEvil> And stop your junk falling out.
[15:23:21] <furrywolf> I'd describe that more as marketing. I've never seen a bike with something like that.
[15:23:31] <furrywolf> it might be describable as a socket or something...
[15:24:08] <SpeedEvil> More seriously - it's going to reinforce the tubing somewhat and make buckling failures at the end rather less likely
[15:24:29] <Rab> I think gussets must be the right functional name, not getting very good image search results though. Premade selections of these things are available for framebuilders, they're like a decorative tubular thing that makes it easy to get a specific right angle and reinforces the brazing.
[15:24:33] <SpeedEvil> especially if you're skimping on the thickness of the tubing as you should to save weight
[15:25:14] <ssi> on bikes, double- and triple-butting accomplishes the goal of reducing buckling failures at the end while using lighter tubing
[15:25:22] <ssi> I Think that's more common than gusseting
[15:25:33] <Tom_itx> https://app.aws.org/wj/supplement/WJ_1974_05_s192.pdf
[15:27:16] <Rab> LUGS!
[15:27:48] <Rab> https://www.google.com/search?hl=en&site=imghp&tbm=isch&source=hp&biw=1031&bih=1071&q=bicycle+frame+gusset&oq=bicycle+frame+gusset&gs_l=img.3...718.4282.0.4841.24.15.2.7.4.0.132.938.14j1.15.0....0...1ac.1.64.img..4.20.921.aqEY7UEk6q8#hl=en&tbm=isch&q=bicycle+frame+lugs
[15:28:19] <roycroft> high performance bicycles also use tubing that is thicker at the ends than in the middle
[15:28:19] <skunkworks> heh - when the mach4 timer runs out - it stops all motion instantly..
[15:28:35] <ssi> hooray infinite accel!
[15:29:11] <skunkworks> I am sure that is something that will get fixed - at some point...
[15:29:22] <Rab> A lot of the time you'll see gusseted lugs, or the lug is constructed for gusset effect, so it's probably a fine distinction.
[15:29:41] <Rab> Thanks for the input, y'all.
[15:30:36] <furrywolf> tubing that's thicker at the ends than in the middle... I guess I could see fabricating that. start with normal tube and stretch it over a mandrel, clamped at the part you want to stay normal wall thickness...
[15:30:47] -!- ivansanchez has quit []
[15:31:37] <Tom_itx> http://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=14&cad=rja&uact=8&ved=0CFkQFjAN&url=http%3A%2F%2Ffiles.engineering.com%2Fdownload.aspx%3Ffolder%3Db6193bd7-342d-4f4c-8149-274eb8d80956%26file%3DPipe_Connection.pdf&ei=pleVVbqwGcnFsAWSkb7ADw&usg=AFQjCNG711YdogOJuMdHc5USfhI6pNoMsw&sig2=6CqRAYq1LH88kM6fpM_L_A&bvm=bv.96952980,d.b2w
[15:31:47] <Tom_itx> you see alot of the first example in building design
[15:32:41] <SpeedEvil> The question of the ideal design, and the design that is fabricatable by the smallish shop doing small quantities from available parts is very different.
[15:33:49] <Rab> Interesting how pages 2-7 of that PDF are upside down. I wonder if that's supposed to defeat OCR.
[15:34:20] <furrywolf> have a non-google-fucked-up link? lol
[15:35:56] <furrywolf> no answer yet from the "new" battery guy. methinks I'm not getting one.
[15:37:10] <furrywolf> and the ad is still posted, and still calls them new.
[15:38:23] <skunkworks> greg__, what are you running 2.7 on?
[15:38:25] -!- norias [norias!~jm@2601:549:c000:5344:39aa:580c:ad30:831b] has joined #linuxcnc
[15:39:40] -!- tocka has quit []
[15:39:43] <furrywolf> I need to either restore my NiFe bank, or buy new batteries... but that costs money.
[15:39:53] -!- twissss has quit [Ping timeout: 264 seconds]
[15:40:13] <CaptHindsight> it's this pretty common when you always buy from the lowest bid/offer/place/ebay/amazon etc
[15:42:01] <SpeedEvil> I have wondered how hard it is to manufacture lead-acid batteries of not useless capacity
[15:42:16] <SpeedEvil> not wondered hard enough to actually look it up of course.
[15:42:17] <furrywolf> CaptHindsight: ?
[15:42:31] <SpeedEvil> But it seems to me desulphation is a lot easier if you can skim it off the top of the molten lead
[15:47:11] -!- podarok has quit [Quit: Залишаю]
[15:48:30] -!- DaPeace [DaPeace!~Adium@46.243.107.151] has joined #linuxcnc
[15:54:45] -!- per_sonne has quit [Ping timeout: 256 seconds]
[16:08:17] JT-Shop_ is now known as JT-Shop
[16:18:17] -!- tamarin_ [tamarin_!~esnyder@c-71-194-15-113.hsd1.il.comcast.net] has joined #linuxcnc
[16:18:21] tamarin_ is now known as tamarin
[16:18:38] -!- MattyMatt has quit [Ping timeout: 265 seconds]
[16:28:58] -!- b_b has quit [Changing host]
[16:40:21] -!- Guest66284 has quit [Quit: Leaving...]
[16:43:40] -!- Crom has quit [Ping timeout: 246 seconds]
[16:45:01] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[16:55:34] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[16:56:19] -!- per_sonne has quit [Ping timeout: 252 seconds]
[17:03:47] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-ucdfwwhazoqbvfzp] has joined #linuxcnc
[17:13:52] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[17:15:28] -!- PetefromTn_ [PetefromTn_!~IceChat9@97-81-58-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[17:27:07] -!- robin_sz has quit [Ping timeout: 252 seconds]
[17:27:15] <greg__> skunkworks, my old ebay parts mill with a spindle I made, been running since 2006 or so.
[17:45:57] -!- BellinganRoy [BellinganRoy!~Bellingan@host108-5-dynamic.17-79-r.retail.telecomitalia.it] has joined #linuxcnc
[17:57:42] <skunkworks> cool
[17:57:52] -!- per_sonne has quit [Ping timeout: 246 seconds]
[17:58:29] -!- robin_sz [robin_sz!~robin@88.97.63.122] has joined #linuxcnc
[17:58:37] <archivist> I approve of building out of "parts"
[17:59:24] <PetefromTn_> Starting to feel like a mad scientist with all this anodizing chemicals heh ;)
[18:01:32] <norias> :)
[18:01:40] <ssi> PetefromTn_: how far along are you
[18:01:53] <norias> pete, do you do job shop work?
[18:02:47] <PetefromTn_> how far along to what insanity?
[18:02:59] <PetefromTn_> norias yeah sort of why?
[18:03:05] <ssi> have you anodized anything yet?
[18:03:07] <archivist> there aint no sanity clause
[18:03:51] <CaptHindsight> archivist: that's an old Marx Brothers line :)
[18:04:10] <archivist> yup, Duck Soup
[18:04:18] <PetefromTn_> no not yet just ordered basically everything I need for it. Got a nice power supply, several 48 quart nice coolers, titanium wire, battery acid, nickel acetate sealer, some aluminum degreaser, and a partridge in a pear tree
[18:04:45] <PetefromTn_> gotta pickup some PPE stuff before I try it.
[18:04:54] <ssi> I'll have to come up and check it out when you get it going
[18:04:56] <PetefromTn_> got a bunch of parts that need black anodized here ASAP LOL
[18:05:11] <PetefromTn_> Okay I thought you already did it tho?
[18:05:15] <ssi> yeah I did
[18:05:18] <ssi> but I want to see your setup :)
[18:05:23] <PetefromTn_> LOL
[18:05:37] <PetefromTn_> you just want to watch me make a fool of myself admit it man hehe
[18:05:40] <ssi> btw the new airplane will get me to tyson in an hour
[18:05:50] <PetefromTn_> and you are not here yet?
[18:06:02] <ssi> no I'm at work at the moment :)
[18:06:09] <PetefromTn_> tell you what help me with my toolchanger and I will anodize whatever the hell you want :D
[18:06:21] <ssi> deal heheh
[18:06:29] <ssi> I'm trying to get my mill going again
[18:06:35] <PetefromTn_> we need to have another LinuxCNC bash over here..
[18:06:37] <ssi> yeah
[18:06:46] <PetefromTn_> that was fun day
[18:07:18] <PetefromTn_> I saw you were working on your commutation issues how is that going?
[18:07:24] <CaptHindsight> PetefromTn_: how far are you from Georgia?
[18:07:35] <PetefromTn_> not far. like maybe an hour?
[18:07:35] <ssi> I can't get the damn servo drive to enable at the moment
[18:07:50] <PetefromTn_> Capt are you in Georgia?
[18:08:11] <CaptHindsight> Il WI border
[18:08:19] <PetefromTn_> Okay
[18:08:26] <ssi> CaptHindsight: you should come up to oshkosh
[18:08:34] <ssi> I'm probably gonna be there a couple days this year
[18:08:48] <CaptHindsight> ssi: used to, will you be there this year?
[18:08:54] <CaptHindsight> ah
[18:08:56] <PetefromTn_> I got my paypal transferred to my bank as soon as it clears the bank I will be ordering my spindle drive and hopefully an axis/motor combo or two..
[18:09:53] <ssi> for the lathe?
[18:10:01] <PetefromTn_> yeah
[18:10:08] <ssi> excellent
[18:10:09] <PetefromTn_> been working on it quite a bit lately
[18:10:18] <PetefromTn_> paint is taking forever LOL
[18:12:01] <CaptHindsight> ssi: we often still drive to a supper club on the other side of Lake Winnebago, 2.5 hours
[18:12:25] <ssi> the RV builder guys have a tradition of going to the Black Otter supper club up in appleton
[18:13:44] <CaptHindsight> this is near Elkhart Lake (Road America)
[18:14:01] <Connor> PetefromTn_: Yea, I need to get my mill put back together.. we still have some milling on it to do before I can finish installing the ball screws.
[18:14:13] <Connor> PetefromTn_: You near the Train derailment ?
[18:14:23] <Connor> err fire..
[18:16:25] -!- gyeates has quit [Ping timeout: 246 seconds]
[18:17:40] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.179.187] has joined #linuxcnc
[18:19:18] <PetefromTn_> yeah but not close enough to worry about anything. maybe a couple miles
[18:20:51] -!- MattyMatt [MattyMatt!~matt@cpc12-birk7-2-0-cust211.1-3.cable.virginm.net] has joined #linuxcnc
[18:25:38] <PetefromTn_> Connor you know what I said man whenever you want to work on the machines let me know...
[18:26:01] <Connor> Yea man, Just a matter of getting the time, and desire to get to it..
[18:27:28] -!- motioncontrol [motioncontrol!~io@host247-76-dynamic.20-87-r.retail.telecomitalia.it] has joined #linuxcnc
[18:32:06] <PetefromTn_> understand
[18:32:24] <PetefromTn_> your wife doing any better with the clean house now?
[18:33:49] -!- zeeshan-laptop [zeeshan-laptop!~zeeshan@mc-126-253.IPReg.mcmaster.ca] has joined #linuxcnc
[18:33:52] <zeeshan-laptop> :D
[18:34:52] <zeeshan-laptop> if anyone ever does pressure control
[18:34:54] <zeeshan-laptop> add a needle valve!
[18:34:58] <zeeshan-laptop> to dampen the pulses
[18:35:01] <zeeshan-laptop> it REALLY works well
[18:35:03] <ssi> lol
[18:35:34] <zeeshan-laptop> i can hold pressure within 0.04 psi
[18:35:41] <zeeshan-laptop> before it was .15
[18:36:46] <zeeshan-laptop> http://i.imgur.com/nDb7mJc.png
[18:38:34] -!- Dimroy has quit [Quit: Quitte]
[18:38:49] <ssi> bad link
[18:39:10] <zeeshan-laptop> http://i.imgur.com/X0YJE1f.png
[18:39:18] <zeeshan-laptop> im trying to tune out the fluctuations more
[18:39:22] <zeeshan-laptop> ssi i dont get something
[18:39:22] <ssi> looks good
[18:39:26] <zeeshan-laptop> how come i dont need any i or d ?
[18:39:41] <zeeshan-laptop> like in all the damn books and papers i read online
[18:39:47] <zeeshan-laptop> they say with p youll never hit your target set point
[18:39:49] <PetefromTn_> Kids are watching the Goonies in the family room and I get to watch it while I am machining...WIN!!
[18:39:59] <zeeshan-laptop> PetefromTn_: how old are they??
[18:40:05] <ssi> you haven't hit your setpoint
[18:40:07] <ssi> you're oscillating around it
[18:40:16] <PetefromTn_> 12 and 8
[18:41:09] <zeeshan-laptop> so that means
[18:41:12] -!- motioncontrol has quit [Ping timeout: 264 seconds]
[18:41:13] <zeeshan-laptop> i need to decrease kp
[18:41:17] <ssi> yep
[18:41:19] <zeeshan-laptop> and start giving more ki
[18:41:29] -!- motioncontrol [motioncontrol!~io@host179-12-dynamic.51-82-r.retail.telecomitalia.it] has joined #linuxcnc
[18:41:31] <ssi> decrease kp til the oscillation stops
[18:41:39] <ssi> if you end up with a steady-state error you'll need a tad of ki
[18:42:03] <zeeshan-laptop> i have a small air leak
[18:42:09] <zeeshan-laptop> which i think is also causing some issue
[18:42:18] <zeeshan-laptop> like say if i hit 3 psi
[18:42:26] <zeeshan-laptop> and have no control and close the chamber
[18:42:36] <zeeshan-laptop> it leaks at like .01psi/s
[18:42:44] <zeeshan-laptop> its suich a small leak, i cant find it
[18:42:54] <ssi> spray bottle with soapy water
[18:44:09] <malcom2073> Or fill it with propane and light a match
[18:45:39] <PetefromTn_> hehe
[18:47:27] <PetefromTn_> damn these bitches make some big piles of chips LOL
[18:48:25] <zeeshan-laptop> pics!
[18:48:35] <zeeshan-laptop> PetefromTn_: they are a good age
[18:48:40] <zeeshan-laptop> to not do something dumb like set themself on fire :)
[18:48:51] <ssi> you're never too old to do dumb stuff
[18:48:54] <zeeshan-laptop> rofl
[18:49:02] * zeeshan-laptop looks at ssi
[18:49:05] * zeeshan-laptop looks at self
[18:49:09] <zeeshan-laptop> good point
[18:49:26] <zeeshan-laptop> i think the only perfect person is mr pcw
[18:49:32] <zeeshan-laptop> he's in some next dimension
[18:50:25] <PetefromTn_> I make it a point to do something really stupid about every day...
[18:50:51] <zeeshan-laptop> dude
[18:50:56] <zeeshan-laptop> have you seen nycnc's vise lately?
[18:51:02] <zeeshan-laptop> this guys milled it out like no tomorrow
[18:51:03] <zeeshan-laptop> lol
[18:51:34] <PetefromTn_> who?
[18:51:41] <zeeshan-laptop> youtuber
[18:51:43] <zeeshan-laptop> nyc cnc?
[18:51:49] <zeeshan-laptop> john
[18:51:49] <_methods> he killed his vise?
[18:51:57] <zeeshan-laptop> lol he doesnt talk about it
[18:52:01] <zeeshan-laptop> but you can see in his videos
[18:52:07] <zeeshan-laptop> his vise has been milled out pretty badly
[18:52:08] <zeeshan-laptop> lol
[18:52:11] <_methods> yeah good way to get fired in a real shop
[18:52:32] <PetefromTn_> http://i.imgur.com/EauOKSg.jpg
[18:52:43] <zeeshan-laptop> nice pete
[18:52:45] <zeeshan-laptop> youre takig some deep cuts
[18:52:50] <zeeshan-laptop> nice long chips
[18:53:09] <zeeshan-laptop> DO THAT ON A RF45!!!!
[18:53:10] <_methods> nice long splinters hehe
[18:53:12] <PetefromTn_> yeah but I am not really pushing it at all.... probably could double the S and F
[18:53:20] <zeeshan-laptop> what are you parameters?
[18:53:22] <zeeshan-laptop> curious
[18:53:35] <zeeshan-laptop> radial doc, axial doc, s and f
[18:53:51] <zeeshan-laptop> also are you using high speed paths?
[18:53:53] <PetefromTn_> 3/8 4 flute, 4500RPM .755 deep 20percent stepover and 40 IPM
[18:53:57] <greg__> nycnc_ i can't watch his stuff
[18:54:02] <zeeshan-laptop> holy shit dude
[18:54:16] <zeeshan-laptop> greg__: it frustrates me to watch it
[18:54:19] <zeeshan-laptop> but sometimes hes got good stuff
[18:55:07] <greg__> I was watching one of his videos maybe six months ago and could only think how does he make money machining, but he's learning
[18:55:25] <greg__> I bet he makes more from youtube
[18:55:26] <zeeshan-laptop> how he sketchesin solidworks
[18:55:31] <zeeshan-laptop> makes me frustrated
[18:55:40] <zeeshan-laptop> im glad his new videos seperate machining from cad/cam
[18:55:45] <zeeshan-laptop> cause i just watch the machining ones
[18:55:58] <PetefromTn_> LOL reming me to never make any videos
[18:56:06] <ssi> hahaha
[18:56:19] <zeeshan-laptop> i love making videos of mess ups
[18:56:23] <zeeshan-laptop> cause they are the most entertaining
[18:56:27] <zeeshan-laptop> like that plate that lifted up
[18:56:27] <zeeshan-laptop> haha
[18:56:42] <ssi> I have to mill some aluminum sheet tonight
[18:56:47] <ssi> I hate fixturing crap like that
[18:56:59] <ssi> probbaly bolt it to some 246 blocks
[18:57:15] <PetefromTn_> thin sheet?
[18:57:18] <greg__> lots of way to get things done.
[18:57:24] <ssi> might be 0.040
[18:57:30] <ssi> might be thinner
[18:57:43] <ssi> it's the left instrument panel for a c172
[18:57:50] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[18:57:57] <PetefromTn_> I usually screw it to some plywood
[18:57:57] <ssi> they welded filler plates into it and they want me to cut it out for an aspen EFIS
[18:58:10] <ssi> plywood's not a terrible idea
[18:58:17] <ssi> although it's not flat on the back
[18:58:26] <ssi> they didn't dress any of the welds
[18:58:30] <Connor> PetefromTn_: She's a bit more clear headed.. but, the pain and fatigue is still a major factor.
[18:58:32] <zeeshan-laptop> do you really need it to be flat?
[18:58:33] <greg__> that's ok mount it on the flat front?
[18:58:40] <ssi> it's not flat on either side :)
[18:58:49] <zeeshan-laptop> do you gotta mill the outer edge?
[18:58:53] <greg__> then mill the ply to celar
[18:58:53] <PetefromTn_> Damn that sucks...hopefully she improves over time...
[18:59:05] <zeeshan-laptop> http://i.imgur.com/jckfgja.png
[18:59:10] <zeeshan-laptop> ssi i decreased gain
[18:59:15] <zeeshan-laptop> but look now i got ss error
[18:59:18] <Connor> Yea.. issue is, once it's triggered, it's hard to get it to go into remission.
[18:59:23] <zeeshan-laptop> but its still got more nasty oscillations
[18:59:25] <ssi> yea
[18:59:27] <ssi> but still oscillation
[18:59:31] <ssi> what was Kp there?
[18:59:38] <zeeshan-laptop> previous image was 0.75
[18:59:40] <zeeshan-laptop> this one is 0.25
[19:00:17] -!- per_sonne has quit [Ping timeout: 264 seconds]
[19:00:27] <zeeshan-laptop> gonna try 0.05
[19:01:19] <PCW> is that really oscillation or just pulsation from the valve PWM?
[19:01:55] <zeeshan-laptop> what im observing is say it hits 2.5 psi
[19:02:06] <zeeshan-laptop> and then it drops 2.47 psi and then the valve clicks again
[19:02:26] <ssi> oh you have bangbang control don't you
[19:02:34] <zeeshan-laptop> kind of
[19:02:40] <ssi> so you're seeing the hysteresis basically
[19:02:41] <zeeshan-laptop> im adjust pulse width from 30 ms to 150 ms
[19:02:51] <zeeshan-laptop> adjusting
[19:03:11] <PCW> at what update rate?
[19:03:17] <zeeshan-laptop> 150ms
[19:04:12] <zeeshan-laptop> i chose 150 ms, because i make 150ms = 100% duty
[19:04:22] <zeeshan-laptop> and 30 ms 0%
[19:04:28] <PCW> I would try connecting the sensor further from you valves (maybe at the chamber itself)
[19:05:02] <zeeshan-laptop> i cant do it at the chamber itself
[19:05:04] <zeeshan-laptop> cause its too hot
[19:05:14] <zeeshan-laptop> that is why i got that big spool of copper
[19:05:25] <PCW> tube into chamber
[19:05:49] <PCW> or put sensor at top of tube
[19:06:00] <zeeshan-laptop> you basically are saying
[19:06:15] <zeeshan-laptop> i need some volume between the solenoids and the transducer
[19:06:15] <PetefromTn_> http://i.imgur.com/cytnqKp.jpg new design part done first side
[19:06:24] <zeeshan-laptop> pete thats gorgeous!!
[19:06:27] <zeeshan-laptop> i llove those slots
[19:06:47] <PetefromTn_> thanks man.. I hope future customers feel the same way LOL
[19:07:22] <zeeshan-laptop> http://i.imgur.com/1fGiwtC.png
[19:07:29] <zeeshan-laptop> 0.05 kp
[19:07:40] <zeeshan-laptop> disgusting!!
[19:09:02] <zeeshan-laptop> PetefromTn_: if they dont feel the same . make sure you send them my way
[19:09:21] <greg__> hint as to what it is pete?
[19:09:21] <zeeshan-laptop> so i can back hand them square in the cheek
[19:09:43] <PetefromTn_> its just a clamp greg..
[19:09:48] <PetefromTn_> half of one anyways
[19:09:51] <greg__> fancy clmap
[19:10:00] <PetefromTn_> I try ;)
[19:10:51] <Connor> zeeshan-laptop: What are you doing ?
[19:11:04] <greg__> and succeeded
[19:11:29] <PetefromTn_> he's attempting what they did in wierd science :D
[19:11:51] <zeeshan-laptop> Connor: not cnc related, but watch
https://www.youtube.com/watch?v=xN-1Rv3BBxY
[19:11:53] <zeeshan-laptop> if interested
[19:12:01] <zeeshan-laptop> to get an idea of what im trying to do
[19:12:03] <PetefromTn_> greg__ Thanks man I need to make the parts look good so they sell of course and it is not easy to come up with good designs
[19:12:20] <PetefromTn_> is there a barbie doll involved?
[19:13:08] <greg__> yeah, that's the hard part. design for form, function, and producibility it's not easy to do it all
[19:13:20] <zeeshan-laptop> guys i dont get this at all
[19:13:24] <zeeshan-laptop> i increased kp to 1.75
[19:13:26] <zeeshan-laptop> and look at this.
[19:13:40] <Connor> zeeshan-laptop: Is this in regard to trying to configure the experiment, or results from said experiment ?
[19:14:05] <PetefromTn_> greg__ indeed... I actually make and several several different products on ebay that sell at least reasonably well...
[19:14:09] <zeeshan-laptop> http://i.imgur.com/TUF8M1X.png
[19:14:10] <zeeshan-laptop> my god
[19:14:12] <zeeshan-laptop> this is so much better
[19:14:14] <zeeshan-laptop> what is going on here
[19:14:38] <zeeshan-laptop> Connor: its about some of the experiments im conducting and the hardware involved in doing so
[19:14:44] <zeeshan-laptop> one aspect of it is pressure control
[19:14:59] <greg__> cool. I've been designing some stuff it's time to build some protoypes and test
[19:15:15] <PetefromTn_> get er done son!
[19:15:42] -!- dan2k3k4 has quit [Ping timeout: 255 seconds]
[19:15:50] <zeeshan-laptop> i really need to understand why the hell more kp seems to make it nicer
[19:17:32] <PCW> probably because what you are seeing is not oscillation but some other phenomena, that more gain fixes
[19:18:27] <zeeshan-laptop> but the books say that i should still have steady state error
[19:18:32] <zeeshan-laptop> where is it
[19:19:20] <PCW> well a steady state error inversely proportional to P
[19:20:37] <PCW> Actually on a first order control like this, there is no steady state error
[19:20:58] <PetefromTn_> Wife wants to see Alice in Chains again this time in Nashville.... Gotta find me some damn tickets!!
[19:21:59] <zeeshan-laptop> how is this first order?
[19:22:10] <PCW> because you are adjusting the _rate_ of pressure change based on the pressure error
[19:22:14] <zeeshan-laptop> oh
[19:22:53] <PCW> just like a velocity mode servo, no integral term is needed in the position loop
[19:23:42] <zeeshan-laptop> because you are controlling the rate of change of velocity (acceleration) based on velocity error?
[19:25:08] <PCW> well 1 derivative back... you are controlling position based on position error with a velocity command
[19:25:53] <FinboySlick> PetefromTn_: Beautiful finish on that clamp but is there a reason for the chamfer being so pronounced?
[19:26:04] <zeeshan-laptop> pcw i just know that you know this stuff really well :P
[19:26:05] -!- Crom [Crom!~robi@pool-108-23-106-180.lsanca.fios.verizon.net] has joined #linuxcnc
[19:26:10] <zeeshan-laptop> impressive
[19:26:11] <PetefromTn_> just flashy I guess
[19:26:27] <FinboySlick> From a purely aesthetic point of view, I'd halve it.
[19:26:30] <PetefromTn_> makes me smile
[19:26:32] <PCW> (so integration is built in, any static position error will result in a velocity command to reduce that error)
[19:26:39] <Connor> PetefromTn_: What sort of clamp is it ?
[19:26:51] <PetefromTn_> an aluminum one :P
[19:27:04] <PCW> a fancy aluminum one
[19:27:08] <Connor> *smake*
[19:27:15] <PetefromTn_> it is for a remote resorvoir shock absorber
[19:28:07] <Connor> okay.. interesting..
[19:28:09] <PetefromTn_> Sitting here watching the big dog eat... BEAUTIFUL
[19:29:33] <FinboySlick> Though if you have a radius tool of that size, it would look beautiful.
[19:29:44] <FinboySlick> Well, more beautiful than it already is ;)
[19:30:08] <PetefromTn_> I found a local guy who is disabled. He does recycling of metals to help pay for his needs and he said he would come pick up my chips, get it recycled and give me half the money back..
[19:30:33] <PetefromTn_> I am thinking I will just let him have it maybe for free....
[19:30:48] <PetefromTn_> saves me from having to haul the shit off myself...
[19:31:17] <PetefromTn_> FinboySlick I actually have a radius tool but it is too small a radius for this...
[19:31:45] <PetefromTn_> besides I kinda like it the way it is and these are already sold so apparently other people like it too hehe
[19:32:24] <greg__> is utv a good market these days? seems like all markets have so many players. I don't know how people break in ro stand out.
[19:32:26] <FinboySlick> Sure thing. It was an appreciative critique.
[19:33:05] <PetefromTn_> and it was appreciated ;)
[19:33:34] <PetefromTn_> greg__ what kind of machines do you have?
[19:34:00] <greg__> small nothing serious at this point
[19:34:23] <greg__> I need to move for that to happen
[19:34:28] <PetefromTn_> hell I started out with a home retrofit RF45
[19:35:43] <PetefromTn_> I would LOVE one of those automated coolant nozzles like Connor was talking about...
[19:36:03] <FinboySlick> greg__: If people like what you do and the price is right, they'll buy it, I think. The fact that a part was made just for them is a pretty good 'added value' for a lot of folks.
[19:36:13] -!- jvrousseau has quit [Ping timeout: 246 seconds]
[19:36:33] <Connor> PetefromTn_: Yea, those things were neat.
[19:36:45] <PetefromTn_> any progress on that?
[19:36:53] <Connor> I don't think it would be that hard to make one.
[19:37:03] <greg__> Right, that's why i brought home the Emco PC Mill 125. it fits in the garage and will be big enough for my parts. it has a 10 tool turret.
[19:37:20] <Connor> Short of getting 90 degree swivel fittings.. no.
[19:37:23] <PetefromTn_> Once my toolchanger is alive that is about the only thing that will keep me from completely walking away from the machine while it runs...
[19:38:47] <greg__> I do some prototyping on what I have. Clausing 10" lathe and my old cnc frankenmill
[19:39:49] <PetefromTn_> LOL Frankenmill
[19:40:26] <PetefromTn_> finally got around to programming my facemill/flycutter into all my programs. Dunno why I took so long to do that.....
[19:40:58] <greg__> FinboySlick, yeah a lot of pleople seem to start making their own stuff and talking about it on a forum or locally.
[19:41:36] <greg__> it really is.
http://www.dieselrc.com/x/temp/other.html
[19:41:45] -!- skunkworks has quit [Read error: Connection reset by peer]
[19:42:01] -!- baloo1 [baloo1!~baloo@41.200.61.68] has joined #linuxcnc
[19:42:17] <PetefromTn_> neat what are those bases made from?
[19:42:49] <greg__> slides are made by Aerotech
[19:43:01] <greg__> I bought them complete off ebay
[19:43:21] <PetefromTn_> no the cast iron bits?
[19:43:57] <Tom_itx> PetefromTn_, those chamfers look like they're getting close to the edge now
[19:44:10] <Tom_itx> maybe gonna start getting sharp
[19:44:10] <PetefromTn_> They are right on the edge on purpose
[19:44:17] <greg__> Oh, the base is actually quartz counter top a friend made i reall should have doubled it, and the column is tensioned concrete
[19:44:45] <PetefromTn_> Ok
[19:44:59] <Tom_itx> PetefromTn_, separate the chips and solid waste and sell them. it adds up quick
[19:45:22] baloo1 is now known as aminebaloo
[19:45:29] <greg__> then i made this spindle a few years ago
https://www.youtube.com/watch?v=fGrITuuTZtQ Should have made it with an iso 20 taper and some kind of drawbar.
[19:45:54] <greg__> no quickchage tooling is a pain
[19:45:56] <PetefromTn_> Tom_itx I know man I have garbage bags full of the stuff already over here LOL
[19:46:03] <Tom_itx> PetefromTn_, 3rd one in from the left looks like it's getting sharp
[19:46:19] <Tom_itx> get some 55gal cans
[19:47:08] <PetefromTn_> I know like I said that was on purpose. I deburr everything before it gets anodized here...
[19:47:16] <Tom_itx> ok
[19:47:19] <Tom_itx> just checking :D
[19:47:24] <PetefromTn_> I thought about some of those plastic rain buckets
[19:47:27] <greg__> I'm looking at RC hobby parts. you really have to have something unique, the market is so flooded
[19:47:29] <Tom_itx> you get more for the scrap if it's separated
[19:47:58] <PetefromTn_> sure I MOSTLY do aluminum so that is not a big deal but lately I have done steel, stainless, and even a bunch of cast iron
[19:48:20] <Tom_itx> well you definitely don't wanna mix the metals
[19:48:32] <Tom_itx> but separate chips from solid for more cash back
[19:48:42] <PetefromTn_> greg__ You don't have to be that unique, you can take an existing design and change it to make it your own and sell it at a slight discount..
[19:49:25] <PetefromTn_> yeah I know but the last couple times I did not clean out the machine before I switched materials so I am screwd
[19:49:32] <Tom_itx> at one place we had 2 huge spinners to separate the oil from the chips
[19:49:51] <greg__> of course, but the import products already do that
[19:49:52] <Tom_itx> PetefromTn_, no just put that in the steel pile
[19:49:58] <rob_h> non of us like cleaning out the machines ... but we all love making the chips ;)
[19:50:03] <Tom_itx> you don't get anything for that anyway
[19:50:21] <PetefromTn_> I know right.... cleaning chips BITES
[19:50:28] <greg__> there are even chinese copies of chinese copies in the market.
[19:50:31] <PetefromTn_> and I am making a helluva lot of em lately
[19:50:41] <PetefromTn_> greg__ Sure
[19:50:56] <Tom_itx> eventually we had enough machines, we just ran aluminum on some and steel on others
[19:50:59] <greg__> I'll stat somehwere
[19:51:02] <greg__> start
[19:51:05] <PetefromTn_> I have honestly made several items that I thought would sell like hotcakes and did not sell for shit...
[19:51:45] <FinboySlick> greg__: How did you ensure squareness on your concrete column? Precision surfaces in the mould itself? Or did you adjust for it later on?
[19:51:57] <PetefromTn_> and I have made products that I thought were so so and they are in demand... go figure
[19:52:20] <rob_h> the coustomer always knows best rember
[19:52:30] <PetefromTn_> damn customers :D
[19:52:53] <Tom_itx> you should start making setup sheets too
[19:53:02] <Tom_itx> so you can keep track of the ones that are ready to go
[19:53:15] -!- b_b has quit [Remote host closed the connection]
[19:53:17] <PetefromTn_> what do you mean ready to go
[19:53:34] <PetefromTn_> programs?
[19:53:36] <greg__> I machined the pads to mount the Z axis after it was together one of those pictures shows this. I ended up shimming to get it perfect.
[19:53:37] <PetefromTn_> or parts?
[19:53:48] <Tom_itx> already programmed with whatever fixtures you use for them along with the tool list and any loading instructions
[19:54:06] <PetefromTn_> Oh I do that all in the program... I mark my fixtures etc. etc.
[19:54:34] <Tom_itx> we kept a setup sheet in the file along with the blueprint that came from vendor
[19:54:39] <PetefromTn_> I didn't USED To do that and it bit me in the ass a couple times...had to go back and do some serious head scratching wondering what the hell I did and with what tooling...
[19:55:09] <Tom_itx> then you can look back and see if there were any revs to the print as well
[19:55:26] <PetefromTn_> I swear if I could get this damn toolchanger working this machine would be the SWEETNESS!!
[19:55:28] <Tom_itx> ECO
[19:55:39] <Tom_itx> Engineering Change Order
[19:55:58] -!- norias has quit [Ping timeout: 248 seconds]
[19:56:02] <Tom_itx> nobody's gonna do it for ya
[19:56:11] <FinboySlick> greg__: I've pondered a concrete (or granite + epoxy) based and columned machine.
[19:56:11] <Tom_itx> andyp wrote a comp for it
[19:56:36] <PetefromTn_> honestly most of the parts I make that are not of my own design for customers are all programmed by me because nobody else is gonna do it so I have a lot of control here just not enough hands...
[19:56:44] <PetefromTn_> Yeah man I know...
[19:56:48] <Connor> I have the code for the changer.. we just had issues with spindle orientation..
[19:56:52] <PetefromTn_> I am a slow lazy ass loser sometimes..
[19:57:27] <Tom_itx> i'm just looking back on how my bud started and how he ended up and the changes he made along the way
[19:57:36] <greg__> I had no way of welding or machining a welded base so this method worked. The machine has paid for itself sereval times over at this point.
[19:58:24] <PetefromTn_> My friend brought me some drawings for some die mold parts and DAMN were they high tolerance stuff... I almost laughed at some of it.. A lot of it MUST be ground..
[19:58:50] <Tom_itx> before or after heat treat? :D
[19:58:57] <PetefromTn_> LOL no idea man...
[19:59:04] <PetefromTn_> probably not gonna even try it..
[19:59:10] <Tom_itx> awww
[19:59:35] <PetefromTn_> he said he has to grind some of it. I mean plus or minus a tenth or two tenths is above my pay grade I think....at least at this point.
[19:59:38] <Tom_itx> ground and polished etc
[19:59:40] <Tom_itx> and hardened
[20:00:35] <PetefromTn_> I have done several 5 tenths parts and they were okay apparently
[20:00:49] <PetefromTn_> at least they did not call screaming at me
[20:00:52] <Tom_itx> i did a bunch of non critical dies measured from mylars for stamping noncritical airframe parts
[20:01:04] <Tom_itx> and a bunch of hydroblocks
[20:01:16] -!- per_sonne has quit [Ping timeout: 250 seconds]
[20:01:29] <PetefromTn_> this was all D2
[20:01:56] <Tom_itx> we hand flame hardened the edges on those
[20:02:27] <PetefromTn_> sounds like a beotch part
[20:02:38] <Tom_itx> not really
[20:02:52] <Tom_itx> then cork was inserted to release the stamped part
[20:03:01] <PetefromTn_> my wife called and said that there is some BLACK NASTY smoke coming from the train wreck area..
[20:03:37] <PetefromTn_> I can't wait to get the lathe working I want to make some dimple dies for myself.....and a Chess set LOL
[20:04:43] <Tom_itx> cut your chess set when you get your new 5 axis
[20:04:44] <PetefromTn_> The race shop guys want some Titanium turned parts too
[20:05:02] <PetefromTn_> I would not even know where to begin with a 5 axis even if I had one...
[20:05:07] <Tom_itx> slow constant feed for Ti
[20:05:10] <PetefromTn_> I am lucky I can make the stuff I already make
[20:05:20] <PetefromTn_> CSS FTW!!
[20:06:00] -!- Demiurge has quit [Remote host closed the connection]
[20:06:10] <PetefromTn_> Can't wait to get my deburring wheel. Gonna play with some finishes with that and anodizing..
[20:06:52] <Tom_itx> get a vibratumbler too
[20:07:22] <rob_h> i was just looking at a 6 axis Miyano lathe today.. not sure to buy or not
[20:07:27] -!- Chopper791 [Chopper791!~Chopper@104.235.94.136] has joined #linuxcnc
[20:07:28] <Tom_itx> he had a tabletop one and one about the size of a 20gal barrel
[20:07:57] <PetefromTn_> I was thinking of trying to build one..
[20:08:21] <PetefromTn_> just an eccentric on a motor and a spring loaded steel trough or something
[20:08:33] <PetefromTn_> rob_h DOIT!!
[20:08:43] <PetefromTn_> You guys got all the cool toys....
[20:08:44] <rob_h> lol
[20:09:02] <rob_h> they are cool untill they demand attention
[20:09:06] <PetefromTn_> I am here with my little 20x20x20 Cinci
[20:09:11] -!- toner has quit [Ping timeout: 265 seconds]
[20:09:55] <FinboySlick> PetefromTn_: Stop complaining or I'll trade you my Syil.
[20:10:07] <PetefromTn_> do you have a lathe?
[20:10:20] <FinboySlick> A manual Sherline.
[20:10:28] <PetefromTn_> then you are one up on me heh
[20:10:28] <Tom_itx> every respectable shop has a manual lathe!!!
[20:10:39] <PetefromTn_> Tom_itx That hurts man..
[20:10:44] <Tom_itx> hahha
[20:10:50] <PetefromTn_> ;)
[20:11:10] <_methods> hahah
[20:11:19] <_methods> latheless
[20:11:24] * Tom_itx hi fives _methods
[20:11:37] <PetefromTn_> that is ALMOST like dickless huh or brainless
[20:11:40] * _methods feels guilty for making fun of the latheless
[20:11:58] <PetefromTn_> just as bad really
[20:12:03] <_methods> hehe
[20:12:23] <_methods> i don't know how this happened baby
[20:12:27] <PetefromTn_> I gotta get this lathe going here soon
[20:12:31] <_methods> it's never happened before
[20:12:36] <FinboySlick> Now now, the politically correct term is circular machining challenged.
[20:12:52] <PetefromTn_> just plain old challenged sigh
[20:12:53] <_methods> hahah
[20:13:02] <_methods> you should turn this around PetefromTn_
[20:13:14] <_methods> i don't need a lathe it's like the nascar of machine tools
[20:13:15] <PetefromTn_> tryin' to
[20:13:21] <_methods> all it does is go in circles
[20:13:37] <PetefromTn_> yeah but it makes real pretty accurate circles.....
[20:13:48] <rob_h> depends how good ur bearings are
[20:13:57] <_methods> hahah
[20:14:00] <Tom_itx> i'll tell you, the nascar shops are like clean rooms
[20:14:24] <PetefromTn_> probably because all they do is turn left so there is not much work to do
[20:14:28] <_methods> yeah every "nascar" machinist that's even been hired at any shop i worked at got fired in like 2 weeks
[20:15:12] <rob_h> but dont they like have a machine just to make 1 part on thats all it does all its life
[20:15:33] -!- nofxx has quit [Ping timeout: 255 seconds]
[20:16:00] -!- Chopper79 has quit [Ping timeout: 264 seconds]
[20:17:33] <FinboySlick> _methods: 2 weeks is a pretty good retention rate for a guy who only runs around the shop.
[20:18:17] <PetefromTn_> 9 down twenty to go on this side...
[20:18:26] <Connor> 9 what ?
[20:18:31] <PetefromTn_> parts
[20:18:35] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:18:37] <Connor> Oh.
[20:18:37] <Tom_itx> hope they pass quality control
[20:18:50] <PetefromTn_> well ya just never know man ;)
[20:19:01] <PetefromTn_> do they look that bad to you?
[20:19:14] <Tom_itx> i didn't see the print
[20:19:22] <Tom_itx> they look fine to me
[20:19:26] <PetefromTn_> what print?
[20:19:26] <FinboySlick> Tom_itx: You're so mean to PetefromTn_... Don't you know he's roational-machining impaired?
[20:19:28] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[20:19:34] <Tom_itx> but i've see parts tlat look fine but were out of spec
[20:19:43] <PetefromTn_> impaired in more ways than one
[20:20:01] <PetefromTn_> Oh hell yeah made lots of those YIKES!!
[20:20:15] <Tom_itx> aww gee i didn't know
[20:20:40] -!- toner [toner!~ink@c-67-180-228-85.hsd1.ca.comcast.net] has joined #linuxcnc
[20:20:49] <PetefromTn_> seriously these parts are almost purely aesthetic just the arc is important
[20:20:57] <FinboySlick> greg__: Your X/Y stage looks pretty darn beefy.
[20:22:58] <Tom_itx> i'd like to know what the heck happened to danimal
[20:23:19] <PetefromTn_> who?
[20:23:28] <Tom_itx> he made bike parts
[20:23:33] <Tom_itx> sprockets etc
[20:23:54] <Tom_itx> maybe before you arrived here
[20:23:56] <PetefromTn_> never made a sprocket..
[20:24:05] <PetefromTn_> doubt it would be all that hard
[20:24:12] <Tom_itx> i wrote a macro on my cad to generate them
[20:24:13] -!- aminebaloo has quit [Quit: WeeChat 1.0.1]
[20:24:26] <PetefromTn_> do you 3d mill the clearance areas
[20:24:50] <Tom_itx> ?
[20:25:00] <Tom_itx> i think he turned them first
[20:25:05] <Tom_itx> from Ti
[20:25:30] <PetefromTn_> http://www.ebay.com/itm/Dirt-Bike-Sprocket-Rethal-Off-Road-Rear-Sprocket-189U-420-55T-/361330686349?hash=item5420fcb98d&vxp=mtr
[20:25:31] <Tom_itx> i can't recall
[20:25:44] <PetefromTn_> in between the teeth that is not the profile cut
[20:26:22] <Tom_itx> i have no idea how or if he did that
[20:26:22] <PetefromTn_> ti sprockets nice...
[20:26:33] <PetefromTn_> Does not appear to be much money in them tho...
[20:27:55] <PetefromTn_> I need to fab up some little roller stands the height of my bandsaw...
[20:28:15] <PetefromTn_> this paint can on top of the cooler on top of the cardboard is just not cutting it LOL
[20:29:14] <Tom_itx> yep, made one of those for my table saw
[20:29:16] <FinboySlick> PetefromTn_: No cool beer when you cut is indeed unacceptable.
[20:29:40] <PetefromTn_> indeed
[20:30:06] <PetefromTn_> sometimes I get creative with my jackstands but they fall over too easily when the piece is 12' long
[20:37:51] -!- Chopper791 has quit [Quit: Leaving.]
[20:37:59] -!- amiri has quit [Read error: Connection reset by peer]
[20:38:32] -!- Chopper79 [Chopper79!~Chopper@104.235.94.136] has joined #linuxcnc
[20:44:13] <PetefromTn_> Oh hell just received the little micro USB connectors I ordered for my kids Samsung Tablets..... Now they are gonna expect daddy to perform and get them installed and working.....TRANSLATION: I'm SCREWED!!
[20:47:03] <Tom_itx> hah
[20:47:29] <PetefromTn_> you think thats funny dontcha
[20:47:48] <Tom_itx> no, i know how compact some electronics are
[20:48:00] <SpeedEvil> It may be easier to desolder and solder the flash :)
[20:48:05] <Tom_itx> just don't pull the traces
[20:48:07] <SpeedEvil> On another tab
[20:48:19] <PetefromTn_> this is the one I was talking about the other day that has a surface mount connector I gotta desolder etc etc.
[20:48:59] <PetefromTn_> probably have about as much chance of making this work as I do getting my toolchanger working hehe
[20:52:02] <greg__> FinboySlick, yes XY is adequate. 12" travels.
http://www.ebay.com/itm/BIG-precision-optical-linear-stage-12-48-Heidenhane-/280293398019
[20:52:44] <greg__> that price is insane, i paid 550 for both x and y. The smaller 6" version is too light for this spindle.
[20:53:23] <greg__> mine don't have the linear encoder
[20:55:05] <PetefromTn_> jeez man for that much money you could buy a decent used VMC almost LOL
[20:57:10] <FinboySlick> Is that a linear encoder under that slide?
[20:57:16] <skunksleep> Almost... Dads matsuura was around 2k
[20:57:32] <PetefromTn_> my Cinci was $1300
[20:57:59] <skunksleep> Good deal!
[20:58:08] <PetefromTn_> so far hehe
[20:59:36] <greg__> the heidenhain bit
[21:00:01] <greg__> if I had the space and a product ready to go i'd go look at this
http://chicago.craigslist.org/nwc/hvd/5082815724.html
[21:00:50] -!- motioncontrol has quit [Remote host closed the connection]
[21:01:33] <PetefromTn_> nice swingarm and side mount
[21:01:39] <FinboySlick> greg__: I thought Kia was Hyundai's low end. Do they have a low-end on VMCs too?
[21:01:56] <PetefromTn_> hyundai kia makes a decent machine
[21:02:06] <PetefromTn_> they had one in a local shop that sadly went under
[21:02:13] <PetefromTn_> it was thier best machine according to them
[21:02:44] <PetefromTn_> theirs was rather huge too I don't recall the travles tho
[21:02:46] <FinboySlick> Korea does have some pretty high quality engineering.
[21:03:04] <FinboySlick> I'm just surprised they used the Kia label instead of the Hyundai one.
[21:03:16] -!- per_sonne has quit [Ping timeout: 252 seconds]
[21:03:27] <FinboySlick> Hyundai makes ships and cranes and big heavy awesome stuff.
[21:03:29] <PetefromTn_> http://www.nytimes.com/2015/07/02/travel/a-50-dollar-day-in-knoxville-tennessee.html interesting read...might have to check out some of those places..
[21:03:31] <greg__> no idea, but the cheapest Haas minimill is 20k around hear or anywhere best I can tell
[21:03:41] <greg__> here
[21:03:50] <PetefromTn_> and that kia would probably kick its ass
[21:04:33] <PetefromTn_> ya know I damn near bought a Brother drill and tap center instead of a traditional VMC.... some of those are amazingly quick and powerful enough for most milling ops
[21:05:08] <greg__> yeah, those are the hot ones even used.
[21:05:12] <PetefromTn_> nice small footprint too
[21:05:14] <FinboySlick> Specs on that Kia are impressive.
[21:05:32] <FinboySlick> I'd expect a tad more travel mind you.
[21:05:36] <PetefromTn_> they go pretty cheap on ebay
[21:05:50] <PetefromTn_> and if you are planning to retrofit would be an easy one I think
[21:06:39] <PetefromTn_> had a guy from Texas that was upgrading to newer models wanted to sell me a pair of them. I ALMOST packed up the truck but I got cold feet LOL
[21:06:43] <greg__> they are cheap if they have the brother control which would need a retrofit
[21:07:05] -!- FinboySlick has quit [Quit: Leaving.]
[21:07:44] <PetefromTn_> sure
[21:08:09] <PetefromTn_> from what I understand the toolchanger is dead simple on them.
[21:10:30] <greg__> I think I saw a linuxcnc retrofit somehwere, but I'm not sure the guy finished it.
[21:11:45] <greg__> I think it's a lot like the turret on the emco mechanically. The emco actually uses the spindle motor to swivel the turret.
[21:11:56] <PetefromTn_> there are a few mach3 (cough) retrofits of them
[21:14:06] <PetefromTn_> https://www.youtube.com/watch?v=DIUv2VeTOUw
[21:15:24] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[21:16:35] -!- norias [norias!~jm@2601:549:c000:5344:39aa:580c:ad30:831b] has joined #linuxcnc
[21:16:36] <PetefromTn_> Hey I've got a bigass chunk of aluminum like that here HHhhmmmmmm
[21:18:06] <PetefromTn_> a lot of those are apparenlty 30 taper but I think they make up for it in outright speed
[21:24:07] <greg__> if you have the fast spindle. I like that guy's cam grinder
[21:25:02] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[21:28:26] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[21:29:41] -!- eeFuchs has quit [Read error: Connection reset by peer]
[21:32:15] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[21:32:54] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[21:38:37] -!- chillly has quit [Quit: Ex-Chat]
[21:48:51] -!- Praesmeodymium has quit [Read error: Connection reset by peer]
[21:54:25] -!- Miner_48er has quit [Quit: Leaving]
[21:56:31] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[22:00:09] -!- LikeVinyl has quit [Quit: LikeVinyl]
[22:10:39] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[22:14:49] -!- Praesmeodymium [Praesmeodymium!~kvirc@c-24-21-129-95.hsd1.or.comcast.net] has joined #linuxcnc
[22:23:31] -!- tinkerer has quit [Quit: Leaving]
[22:42:06] -!- ibaca has quit [Ping timeout: 252 seconds]
[22:43:14] -!- MacGyverX has quit [Ping timeout: 252 seconds]
[22:43:34] -!- rob_h has quit [Ping timeout: 252 seconds]
[22:43:36] -!- calvinmetcalf has quit [Ping timeout: 252 seconds]
[22:43:53] -!- rob_h [rob_h!~robh@90.220.157.70] has joined #linuxcnc
[22:43:56] -!- MacGyverX [MacGyverX!~MacGyverX@pool-173-79-234-178.washdc.fios.verizon.net] has joined #linuxcnc
[22:48:01] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[22:49:47] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[22:54:05] <JT-Shop> zeeshan, make me a governer for my `56 Ferguson F40 tractor... I've been trying to get the mechanical one working for 2 decades lol
[22:55:40] <JT-Shop> lets see if this $60 Bontrager tire will hold up to my poor riding skills and too much gravitational attraction
[23:06:02] -!- shurshur has quit [Remote host closed the connection]
[23:06:13] -!- per_sonne has quit [Ping timeout: 246 seconds]
[23:07:14] -!- lerman has quit [Remote host closed the connection]
[23:08:45] <Tom_itx> what caused the last 2 flats?
[23:11:14] <JT-Shop> the first flat must have damaged the cord so after a while the tube poked out like a hernia and pops
[23:11:17] <JT-Shop> poped
[23:11:19] <JT-Shop> popped
[23:12:01] <Tom_itx> sharp rocks on the trail?
[23:12:59] <JT-Shop> in some areas lots of sharp things
[23:13:54] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[23:16:25] <Topy44> hi
[23:16:49] <Topy44> seeing as a lot of people work with metal here allow me to ask a non linuxcnc related question...
[23:17:02] <Topy44> i am helping a friend with her rusty old van
[23:17:15] <JT-Shop> we just ask the question not for permission to ask
[23:17:47] <Topy44> it was a rethorical request :)
[23:18:00] <Topy44> i opened up a hollow area and there is rust on the back
[23:18:44] <Topy44> sorry, having trouble exlplaining it... anyway, there is a rust hole towards another inaccessible hollow section
[23:18:58] <Topy44> i want to clear it out as well as possible and weld in some new metal
[23:19:23] <Topy44> the problem is that the area is too deep and too small to get in with any kind of rotary tool or such to get rid of the rust
[23:19:31] <Topy44> and if course i can't exactly weld to rust...
[23:20:17] <SpeedEvil> You can, you use special rust rods, and it puts down a solid nonporous coating of rust.
[23:20:19] <Topy44> also since the hole is towards an inaccessible area i can't sandblast it (also i don't have sandblasting equipment, though thats not the issue)
[23:20:25] <Topy44> heh
[23:20:58] <JT-Shop> yea iron oxide rods
[23:21:08] <JT-Shop> can you flush it out?
[23:21:40] <Topy44> i guess i could, since there is a drain hole in the inaccessible structure behind the hole
[23:21:40] <JT-Shop> HCL will dissolve the rust but you better neutralize it after
[23:21:58] -!- choonway has quit [Quit: Leaving]
[23:22:04] <Topy44> i wouldn't want to use something that has to be entirely flushed out, but something that could be chemically neutralized might work
[23:22:21] <JT-Shop> but if it is rusty sheet metal there may not be any metal left to weld to
[23:23:02] <Topy44> there is, i cleaned up the parts i could reach and got down to a reasonably thick amount of remaining metal
[23:23:17] <Topy44> hm, HCL... i was consiering phosphoric acid
[23:23:35] <Topy44> i know there are special rost removal products sold that are essentially just a phosphoric acid solution
[23:29:57] -!- MacGalempsy has quit [Remote host closed the connection]
[23:33:29] -!- asdfasd1 [asdfasd1!~332332@90.202.100.75] has joined #linuxcnc
[23:34:04] -!- arrowbook has quit [Ping timeout: 244 seconds]
[23:35:32] <JT-Shop> dang I need a new crankset for the mountain bike... must be a zillion to pick from
[23:35:55] -!- rob_h has quit [Ping timeout: 246 seconds]
[23:36:15] -!- asdfasd has quit [Ping timeout: 276 seconds]
[23:36:23] -!- rob_h [rob_h!~robh@90.220.157.70] has joined #linuxcnc
[23:38:09] <Tom_itx> sealed pack?
[23:40:02] <JT-Shop> the only thing I can find is the crankset not the chain rings which is all I need
[23:40:20] <Tom_itx> find danimal
[23:40:24] <Tom_itx> he'd fix you right up
[23:40:30] <JT-Shop> dang teeth are all chipped up and broken off like it is from wayne county
[23:40:44] <JT-Shop> he makes them for single speed bikes
[23:40:50] <Tom_itx> oh
[23:42:56] <Tom_itx> PCW, is U3 on the 7i90 a 3.3v reg?
[23:43:00] <Tom_itx> seems it's ok
[23:45:11] <Tom_itx> which chips do you think were affected by the surge? i'm sure something is shorted... the 7805 i'm testing with gets quite warm
[23:49:45] <Valen> question for the people with the knowing of stuff, if I have 2 steel I-Beams, one of mild steel and one of a high tensile steel, both with the same modulus, they will both deflect the same amount with the same (small) load?
[23:52:03] <CaptHindsight> danimal discappeared
[23:52:32] <CaptHindsight> had a great anodize setup to copy as well
[23:52:43] <Tom_itx> that he did
[23:53:03] <CaptHindsight> shoudah saved the pics
[23:53:24] <Tom_itx> i wonder...
[23:57:18] <os1r1s> I have a nice anodize setup that I never use
[23:58:31] <zeeshan-laptop> valen yes
[23:58:39] <zeeshan-laptop> since steel has a modulus of elasticity of 200GPa
[23:58:54] <zeeshan-laptop> the alloy wont change that
[23:58:56] <os1r1s> CaptHindsight:
http://os1r1s.com/?p=984
[23:59:02] <zeeshan-laptop> (it does but its a very very small amount)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
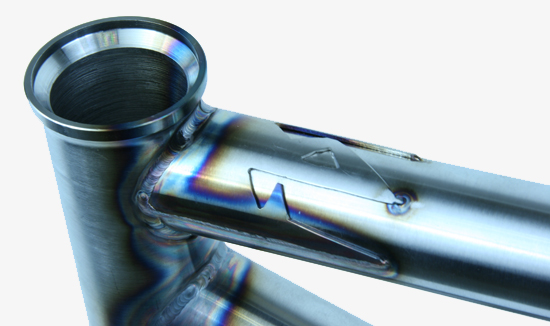{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}