Back
[00:00:19] <furrywolf> keep the best one of each size for me, give some to friends and relatives, craigslist the rest.
[00:00:21] <CaptHindsight> furrywolf: any other conversation would be nice :)
[00:00:49] <CaptHindsight> there is twitter btw :)
[00:01:11] * furrywolf needs money to buy milling machine parts
[00:01:38] <CaptHindsight> furrywolf: are these all from an auction?
[00:02:06] <furrywolf> even if only a quarter of them are repairable and sellable, that's still enough profit to get my milling machine all together...
[00:02:14] <furrywolf> I got them from a repair shop closing a location.
[00:03:38] <furrywolf> 2 eu6500is, 1 em7000is, 5 eu3000is, 4 (+1 in pieces) eu2000i, 3 (+1 in pieces) eu1000i.
[00:04:54] <furrywolf> so far I've fixed one 3000 into a perfect runner, one 2000 into an acceptable runner, and put together a 3000 to find it burns too much oil, tore it apart, and have rings on order for it. should be here tomorrow.
[00:04:55] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[00:05:37] <furrywolf> this 2000 might be resellable as a cheapo unit with the pullstart fixed. I don't know if tossing rings at it will improve its value enough for the effort. it's a bitch to dismantle and hone these.
[00:07:08] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[00:07:13] <CaptHindsight> PetefromTn_: still there??
[00:07:33] <furrywolf> I can probably get $400 as a cheapo burns oil unit, or spend $20 and 5 hours to sell it as a $500 doesn't burn oil unit...
[00:09:06] <PetefromTn_> yeah man
[00:09:12] <PetefromTn_> howzitgoin?
[00:09:24] <CaptHindsight> itsuhgoin
[00:09:29] <PetefromTn_> LOL
[00:09:36] <CaptHindsight> you pinged me earlier
[00:09:50] <PetefromTn_> Hey man I lost out on a job today because I can't freakin anodize stuff
[00:09:55] <PetefromTn_> pissed me off bad
[00:10:09] <PetefromTn_> and I remembered our conversations about anodizing awhile back
[00:10:16] <CaptHindsight> you going to build your own tanks?
[00:10:42] <PetefromTn_> I am gonna do whatever the hell I have to do to be able to offer this as reasonable as possible
[00:11:06] <PetefromTn_> I need to be able to do black predominately
[00:11:19] <PetefromTn_> any other colors would just be gravy
[00:12:28] <PetefromTn_> got some paypal money I can maybe use to buy a power supply you were talking about.
[00:12:59] <PetefromTn_> I know you are the guru of anodize so I wanted to get your advice
[00:13:30] -!- Loetmichel [Loetmichel!~cylly@p54B10B35.dip0.t-ipconnect.de] has joined #linuxcnc
[00:13:59] <Cromaglious> hmm $20 and 5 hours sounds like $150 to me
[00:15:06] <Tom_itx> andypugh what MB did you go with?
[00:15:08] <CaptHindsight> PetefromTn_: how big are the parts and how heavy?
[00:15:20] -!- Loetmichel2 has quit [Ping timeout: 272 seconds]
[00:15:34] <PetefromTn_> most of the parts I machine are about 8-10 inches long and about 1-2 wide etc.
[00:15:37] <_methods> you can pick up old server power supplies for dirt cheap
[00:15:58] <andypugh> Tom_itx: Asus J1800 with full-size PCI + Parport
[00:15:59] <Cromaglious> Gonna replace the Voltage regulator and and see if the light works again. If not, then I start replacing parts until it does
[00:16:00] <PetefromTn_> I think CaptHindsight uses a dedicated PPS
[00:16:29] <Cromaglious> ok laters.. I have to go install outdoor carpet
[00:16:31] <CaptHindsight> PetefromTn_: how many parts will you run at the same time?
[00:16:34] <PetefromTn_> I would like the ability to do larger parts as well...
[00:16:35] -!- Cromaglious has quit [Quit: Page closed]
[00:16:46] <PetefromTn_> I dunno maybe up to ten or so
[00:16:59] <PetefromTn_> not in a huge hurry usually for this..
[00:17:23] <PetefromTn_> if I could do it and make it look halfway pro I would be doing a lot better around here.
[00:17:27] <CaptHindsight> PetefromTn_: there are lots of DIY sites
[00:17:47] <PetefromTn_> I tried to contact a place that does it in Knoxvegas and they blew me off because I do not make tons of parts
[00:18:05] <CaptHindsight> PetefromTn_: the main difference is that I can offer you brush, spray, dip etc dye so that you don't have to dye bath the parts
[00:18:12] <PetefromTn_> yeah I know but you seemed to know a lot about it.
[00:18:41] <PetefromTn_> yeah that is what you said and that sounds real good if it is not too expensive
[00:18:53] <PetefromTn_> you said it lasts longer too as I recall
[00:19:16] <CaptHindsight> http://bucktownpolymers.com/anodize00.html are the inks
[00:20:07] <CaptHindsight> it's easier to work with since you don't have to get the dye bath just right
[00:20:26] <PetefromTn_> is that the stuff you said you could sell me?
[00:20:41] <_methods> wow that stuff sounds awesome
[00:20:43] <PetefromTn_> what do you recommend for a power supply
[00:20:48] <CaptHindsight> after the parts are anodized (bit not sealed) and dry you just coat them with the inks where you want color
[00:20:51] <_methods> you just shoot it on with a hvlp gun or something?
[00:21:03] <CaptHindsight> or airbrush
[00:21:05] <PetefromTn_> he said you can even airbrush it
[00:21:12] <_methods> awesome
[00:21:16] <PetefromTn_> yeah man
[00:21:18] <_methods> i might have to try that out
[00:21:19] <CaptHindsight> bush, sponge, dip etc
[00:21:27] <CaptHindsight> brush
[00:21:30] <CaptHindsight> heh
[00:21:31] <PetefromTn_> does it make a good deep black?
[00:22:04] <CaptHindsight> yeah, it's like a sharpie black
[00:22:05] <PetefromTn_> and can you point me in the right direction for a power supply again?
[00:22:15] <PetefromTn_> so more of a purple kinda black
[00:22:48] <PetefromTn_> what do you use for an anodize tank?
[00:23:25] <CaptHindsight> PetefromTn_: or black shoe dye
[00:23:37] <CaptHindsight> it's pretty black
[00:23:37] <PetefromTn_> thats pretty black
[00:23:42] <PetefromTn_> perfect
[00:23:47] <CaptHindsight> the real black black is expensive
[00:24:05] <PetefromTn_> define expensive
[00:24:39] <CaptHindsight> the long life black clacks are actually nanoparticles vs dye
[00:25:02] <PetefromTn_> ooh cool nano
[00:25:04] <CaptHindsight> but they have to be such small particles that they fit into the anodize pores
[00:25:22] <CaptHindsight> so 1-30nm (nanometer)
[00:25:50] <PetefromTn_> I would really appreciate it if you could point me in the right direction to get started with this. I wanna try to get this job here....plus be able to offer my other parts with color
[00:26:05] <PetefromTn_> if you want to go to PM that is cool with me
[00:26:16] <CaptHindsight> we offer CMY + K (black)
[00:26:39] <CaptHindsight> you ix cyan, yellow and magenta to get all the other colors just like a printing press
[00:26:45] <CaptHindsight> ix/mix
[00:27:18] <PetefromTn_> okay so if I get enough of those I can mix most any color then sweet
[00:27:54] <CaptHindsight> http://qph.is.quoracdn.net/main-qimg-6aa5c763d32f69e06b4c7226f74f724b?convert_to_webp=true
[00:28:15] <CaptHindsight> http://www.ps.missouri.edu/PS2/support/TutorialFolder/ColorTutorial/ColorTutorial3.html
[00:28:39] <CaptHindsight> https://en.wikipedia.org/wiki/CMYK_color_model
[00:29:27] <CaptHindsight> PetefromTn_: how electrically oriented are you? Can you modify a high current supply or do you want something turn-key?
[00:29:37] <PetefromTn_> I'm a little familiar with the three color system from copiers I used to work on
[00:30:18] <PetefromTn_> I am no electronics expert as has been seen here but I am willing to experiment ;) A turn key would be best if it is reasonable. I recall you knew of some chinese ones that were worth looking at
[00:30:46] <PetefromTn_> what kinda mods are we talking about ?
[00:31:00] <CaptHindsight> automation technologies (keiling) had some from China
[00:31:23] <SpeedEvil> Well - how high current does kind of depend on the parts.
[00:31:36] <SpeedEvil> you need rather more current for a car-door than a thimble
[00:31:46] <PetefromTn_> surely
[00:31:57] <PetefromTn_> as I said most parts are less than ten inches long
[00:32:05] <PetefromTn_> usually 6061
[00:32:31] <PetefromTn_> usually have some tapped holes I can cram a rod into to hold in the bath and plug the rest etc.
[00:32:54] <CaptHindsight> http://www.caswellplating.com/electroplating-anodizing/power-supplies.html off the shelf
[00:34:19] <PetefromTn_> http://www.automationtechnologiesinc.com/products-page/mastech-power-supply
[00:34:29] <CaptHindsight> let me check ebay for deal
[00:34:41] <PetefromTn_> how many amps do you think I need?
[00:35:02] <CaptHindsight> that is based on surface area
[00:35:12] <CaptHindsight> let me find you the formulas
[00:35:32] <CaptHindsight> jt has a section on his site with DIY info as well
[00:35:59] <CaptHindsight> ^^ that supply has constant current mode
[00:36:08] <PetefromTn_> which supply?
[00:36:55] -!- Avbi has quit [Ping timeout: 246 seconds]
[00:37:04] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/mastech-power-supply/mastech-hy3020d
[00:37:17] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[00:38:03] <PetefromTn_> is this what you use?
[00:38:24] <CaptHindsight> http://www.shadowguarddev.com/alex/anodizing/ shows you the math to determine surface area and current
[00:38:24] <CaptHindsight> power supply?
[00:38:29] <CaptHindsight> we have other fancy stuff
[00:39:04] <CaptHindsight> we even aluminum plate copper and steel and then anodize it
[00:39:33] <PetefromTn_> so that's a big no...
[00:39:48] <CaptHindsight> I have some black anodized cold roll around here
[00:40:37] <PetefromTn_> would a power supply like that one do most of what I will need to do?
[00:40:43] <SpeedEvil> 'aluminium plate' ?
[00:40:49] <SpeedEvil> in water?
[00:40:50] <PetefromTn_> that link talks about big battery chargers
[00:41:11] <SpeedEvil> Or in molten salt or something.
[00:41:17] <SpeedEvil> Or explosive weld
[00:42:19] <CaptHindsight> SpeedEvil: it's a electrolytic process done in a sealed chamber in solvents
[00:42:30] <SpeedEvil> No water?
[00:42:50] <CaptHindsight> it puts down pure aluminum a few microns thick and then we can anodize that
[00:42:54] <SpeedEvil> Interesting.
[00:42:55] <CaptHindsight> no water
[00:43:08] -!- sumpfralle1 has quit [Ping timeout: 276 seconds]
[00:43:58] <PetefromTn_> so it has to be a linear power supply then
[00:44:08] <CaptHindsight> the tricky part of color anodize is getting the water dye bath right
[00:44:31] <CaptHindsight> if you use our waterless colorants it's easy
[00:44:36] <SpeedEvil> PetefromTn_: linear or switching doesn't matter - as long as it can do constant current
[00:44:55] <CaptHindsight> PetefromTn_: ^^ what he said :)
[00:45:24] <SpeedEvil> This is almost the least critical use for a PSU there is
[00:45:26] <PetefromTn_> http://www.automationtechnologiesinc.com/products-page/mastech-power-supply/mastech-hy3020e this one work?
[00:45:56] -!- andypugh has quit [Quit: andypugh]
[00:46:00] <SpeedEvil> Sure.
[00:46:04] <SpeedEvil> CErtainly overkill.
[00:46:11] <PetefromTn_> really?
[00:46:14] <CaptHindsight> PetefromTn_: info on current, voltage and time
http://www.anodizeusa.com/documents/AnodizingbyConstantCurrentDensity.pdf
[00:46:16] <SpeedEvil> But a very capable and useful PSU
[00:46:16] <PetefromTn_> what makes it overkill
[00:46:50] <CaptHindsight> heh "SWITCHING power supply does NOT work for include Electroplating, Anodizing, Battery Charging and Chemical Experimentation."
[00:47:14] <CaptHindsight> it's probably due to the way it senses load
[00:47:33] <PetefromTn_> so that means that one is a nogo
[00:47:34] <CaptHindsight> poorly designed switcher
[00:47:54] <SpeedEvil> Ah - yes - that is very odd.
[00:47:58] <CaptHindsight> this is a very cheapo switcher design, just use it for motors :)
[00:48:15] <CaptHindsight> and with a big output cap :)
[00:48:16] -!- r0ute has quit [Ping timeout: 255 seconds]
[00:48:21] <SpeedEvil> I would go so far as to say never buy that PSU for anything - with that caveat
[00:48:28] <CaptHindsight> heh yeah
[00:48:30] <SpeedEvil> Sorry for not properly reading.
[00:48:58] <PetefromTn_> so again that one I just posted will not work correct?
[00:49:17] <CaptHindsight> the D model is the one I posted
[00:49:25] <CaptHindsight> it's a linear supply
[00:49:55] <PetefromTn_> okay so that one is the one I need and nothing cheaper they sell is worth looking at for this purpose correct?
[00:49:56] <CaptHindsight> but now I'm not sure if they screwed that one up as well
[00:50:06] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[00:50:32] <CaptHindsight> I haven't checked ebay yet
[00:50:40] -!- [cube] has quit [Ping timeout: 265 seconds]
[00:52:49] <PetefromTn_> according to that site the surface area calculations are for actual anodizing TIME. Current just speeds up the time apparently>
[00:53:18] <SpeedEvil> Current density also changes the properties of the grown oxide layer to some degree
[00:54:50] <PetefromTn_> sounds like he did that little 2" diameter round part at only 2 amps for 30 minutes or so...
[00:56:15] <PetefromTn_> so if I got that PPS capt is talking about which can deliver 20 amps so figure half at ten amps should be maybe an hour or so for my parts even twice that would me perfectly fine with me.
[00:56:48] -!- dimas_ has quit [Ping timeout: 276 seconds]
[00:57:09] <PetefromTn_> So after you cook it with this process captain is talking about you can just spray the part or sponge it as he said and then you just seal it in cold water and that's it??? sounds pretty simple but I am sure it is not LOL
[00:57:40] <CaptHindsight> PetefromTn_: you can cold water seal but not just with plain water
[00:57:52] <PetefromTn_> http://www.shadowguarddev.com/alex/anodizing/Anodizer_PS.jpg
[00:58:09] <PetefromTn_> is that what you were talking about doing it the hard way?
[00:58:12] -!- [cube] [[cube]!~cube@bas17-ottawa23-2925026585.dsl.bell.ca] has joined #linuxcnc
[00:58:25] <CaptHindsight> harder anyway
[00:58:39] <PetefromTn_> do you use distilled water?
[00:58:55] <PetefromTn_> how much would it cost to put together something like that?
[00:59:18] <CaptHindsight> yes, di water, never tap
[00:59:40] <PetefromTn_> and battery acid for the anodize tank right..
[00:59:46] <CaptHindsight> distilled and de-ionized
[01:00:02] <PetefromTn_> do you have to constantly swap out the seal water?
[01:00:16] <CaptHindsight> yes, you can use other acids but that's not for beginners :)
[01:00:30] <CaptHindsight> the sealing water is good for a long time
[01:00:34] <PetefromTn_> what would you recommend
[01:01:17] <PetefromTn_> so I guess with your method you are just looking at two tanks an anodize tank and a seal tank. which negates the need for the anodize tanks and different color tanks etc..
[01:01:33] <CaptHindsight> and a cleaning tank
[01:01:40] <CaptHindsight> desmut
[01:01:45] <PetefromTn_> what happens in the cleaning tank?
[01:02:07] -!- JT-Shop has quit [Ping timeout: 250 seconds]
[01:02:13] -!- jthornton has quit [Ping timeout: 264 seconds]
[01:02:30] <CaptHindsight> you want all the contaminants off the parts of they will show up as imperfections
[01:02:48] <CaptHindsight> dark spots, light spots, etc
[01:03:03] <PetefromTn_> so this is before the anodizing then
[01:03:05] <CaptHindsight> so gloves on
[01:03:11] <PetefromTn_> fer sure
[01:03:39] <CaptHindsight> clean tank, anodize tank, rinse tank, dye, sealing tank
[01:04:12] <CaptHindsight> after anodize you want to rinse the acid off the parts before dye bath or coloring
[01:04:29] <PetefromTn_> Damnit... I gotta run out and get something at the store for my wife here apparently it is an emergency...SHIT
[01:04:44] <CaptHindsight> hasta banana
[01:04:57] <PetefromTn_> Okay I got it so far here. I will get back with you later or tomorrow
[01:05:05] <PetefromTn_> thanks man.
[01:06:50] <CaptHindsight> http://www.stonechemical.com/seals.asp seals
[01:07:06] <CaptHindsight> nickel acetate
[01:08:21] <PetefromTn_> sweet. Thanks man I gotta get this going. Gonna try to order a power supply lemme know if you find a better deal on ebay or something. BBL
[01:08:29] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[01:08:29] -!- sumpfralle has quit [Ping timeout: 276 seconds]
[01:08:42] <CaptHindsight> http://www.usspecialty.com/tds/NickelAcetate.pdf
[01:10:18] <CaptHindsight> http://www.usspecialty.com/tds.php
[01:11:05] -!- JT-Shop [JT-Shop!~john@184.21.194.58] has joined #linuxcnc
[01:11:06] -!- jthornton [jthornton!~john@184.21.194.58] has joined #linuxcnc
[01:25:56] -!- dimas_ [dimas_!~dimas@37.28.185.20] has joined #linuxcnc
[01:29:39] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[01:29:39] -!- Tecan has quit [Changing host]
[01:29:39] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[01:38:18] -!- dimas_ has quit [Ping timeout: 272 seconds]
[01:38:20] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[01:48:34] -!- phantoxeD [phantoxeD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[01:51:59] -!- phantoneD has quit [Ping timeout: 246 seconds]
[02:00:07] -!- PetefromTn_ [PetefromTn_!~IceChat9@97-81-58-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[02:02:42] -!- dimas_ [dimas_!~dimas@37.28.185.20] has joined #linuxcnc
[02:08:57] -!- dimas_ has quit [Ping timeout: 240 seconds]
[02:15:47] -!- dimas_ [dimas_!~dimas@37.28.185.20] has joined #linuxcnc
[02:20:59] -!- dimas_ has quit [Ping timeout: 256 seconds]
[02:21:49] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[02:26:38] -!- dimas_ [dimas_!~dimas@37.28.185.20] has joined #linuxcnc
[02:27:17] <bobo_> Hi pete of Tenn . Been reading about your future acid enhanced trip. might ask about controlling acid fumes as it does a real nasty to machines & machine parts.
[02:27:50] <PetefromTn_> yeah I will probably do it outside the garage door on nice days or something.
[02:28:54] <bobo_> let Zeeshan do that part
[02:29:16] <PetefromTn_> he's a touch far away man
[02:31:10] <CaptHindsight> maybe ask JT :)
[02:31:40] <CaptHindsight> PetefromTn_: used missed these links
http://www.usspecialty.com/tds/NickelAcetate.pdf
[02:31:43] <PetefromTn_> honestly if I could get a good price for the work I would farm it out. The bigass place in knoxville won't even return my calls LOL
[02:31:51] <CaptHindsight> http://www.usspecialty.com/tds.php
[02:32:03] <CaptHindsight> cold nickle sealing works well
[02:32:31] <PetefromTn_> you mentioned you would ration out for me some smaller sizes from your stash is that still on the table?
[02:32:41] <CaptHindsight> if you use just cold di-water you won't form the right oxide
[02:33:12] <PetefromTn_> I thought the oxide was formed during the anodization tank period?
[02:33:19] <bobo_> bummer anaway acid fumes ------- I know that many plastic containers are not good for holding acid long term around metal
[02:34:06] <PetefromTn_> Dunno but I have seen quite a few websites showing people anodizing in new 5 gallon plastic pails from home depot
[02:34:33] <PetefromTn_> I have also seen people use small insulated coolers
[02:34:43] <PetefromTn_> what do you recommend Capt?
[02:34:52] <CaptHindsight> http://aluminumsurface.blogspot.com/2009/04/why-sealing-process-is-so-important.html
[02:35:09] <CaptHindsight> http://www.finishing.com/273/60.shtml
[02:36:01] <CaptHindsight> http://www.anodizeworld.com/anodizing-sealant.html
[02:37:15] <CaptHindsight> http://www.lorin.com/media/1244/coil-anodozing-explained-2.jpg you want to form a tough hydrate
[02:37:38] <CaptHindsight> if you don't seal properly it will be soft and flaky vs hard
[02:39:07] <PetefromTn_> jeez I am just looking for a simple foolproof setup using whatever means necessary. If it is nickel acetate or DI water so be it. What do you recommend?
[02:39:40] -!- per_sonne_ has quit [Ping timeout: 276 seconds]
[02:39:48] <CaptHindsight> PetefromTn_: people have used poly coolers
http://scene7.targetimg1.com/is/image/Target/657325?wid=480&hei=480
[02:39:55] <CaptHindsight> since they also insulate
[02:40:12] <PetefromTn_> poly?
[02:40:17] <CaptHindsight> but the anodizing tank will generate heat
[02:40:24] <PetefromTn_> can't just use any cheap coolet?
[02:40:29] <PetefromTn_> cooler?
[02:40:31] <CaptHindsight> polypropylene vs styrofoam
[02:40:47] <PetefromTn_> so insulated plastic cooler is fine not styro
[02:41:03] <PetefromTn_> what for the anodizing tank?
[02:41:19] <CaptHindsight> http://scene7.targetimg1.com/is/image/Target/10885736?wid=410&hei=410 for all their tanks
[02:41:27] <CaptHindsight> since they also come with lids
[02:41:33] <Jymmm> You'll find HDPE containers far more than you'll find PP one's
[02:41:43] <Jymmm> Which should be fine short term
[02:41:50] <Jymmm> NEVER EPS though
[02:42:05] <Jymmm> EPS = Expanded polytyrene = styrafoam
[02:42:16] <Jymmm> polystyrene
[02:42:23] <PetefromTn_> I thought I would go to the dollar store and see what kinda inexpensive plastic coolers they have there and grab a bunch of them.
[02:42:33] <Jymmm> PetefromTn_: Nooooooo,
[02:42:41] <CaptHindsight> too flimsy
[02:42:48] <Jymmm> too brittle
[02:42:49] <PetefromTn_> insulated coolers
[02:42:53] <Jymmm> Look for HDPE
[02:43:03] <Jymmm> PetefromTn_: YEs, I know.... NOOOOOOOOOOOOOOOOOOOOOO
[02:43:22] <PetefromTn_> whats wrong with just a plastic 5 gallon bucket?
[02:43:33] <Jymmm> PetefromTn_: Is it HDPE?
[02:43:40] <PetefromTn_> no idea
[02:43:51] <Jymmm> look on the bottom the recycling symbol
[02:43:52] <CaptHindsight> http://viniciussaliba.tripod.com/index_arquivos/cleaner.jpeg
[02:44:09] <CaptHindsight> http://www.hkpro.com/forum/attachments/hk416-hk417-hq/13424d1371619950-hk-416-upper-receiver-refinish-step-step-w-anodizing-diy-photo-25-.jpg
[02:44:16] <PetefromTn_> http://www.homedepot.com/p/Leaktite-5-Gal-Black-Project-Bucket-Pack-of-3-209338/203924802?N=5yc1vZc5bkZ1z0t8rk
[02:45:12] <Jymmm> CaptHindsight: 2nd photo is best.
[02:45:28] <Jymmm> PetefromTn_: Let me look...
[02:45:57] <PetefromTn_> I think the coolers would be better just due to the shape
[02:46:08] <PetefromTn_> they are not terribly expensive anyways
[02:46:14] <Jymmm> PetefromTn_: I just looked on the bottom of the bucket, they are HDPE
[02:46:36] <PetefromTn_> maybe a nice big cooler for the anodizing tank and the rest buckets?
[02:47:58] <Jymmm> PetefromTn_: You really dont want PVC
[02:48:01] <PetefromTn_> that nickel acetate is pretty cheap how much do you use
[02:48:27] <Jymmm> PetefromTn_: This says PE...
http://www.homedepot.com/p/Rubbermaid-37-Gal-32-2-5-in-x-20-2-5-in-x-18-3-5-in-Hi-Top-Storage-Tote-FG3A00H2MICBL/100347929
[02:49:10] <PetefromTn_> now what would that be for the anodize tank?
[02:49:34] <CaptHindsight> http://www.homedepot.com/p/MUSTEE-Utilatub-23-in-x-25-in-Polypropylene-Floor-Mount-Laundry-Tub-14/202041453
[02:49:54] <Jymmm> thats a nice tub
[02:49:56] <CaptHindsight> all the tanks
[02:49:57] <Jymmm> sink
[02:50:08] <CaptHindsight> yeah $26
[02:50:15] <Jymmm> great price too
[02:50:25] <CaptHindsight> needs a proper plug
[02:51:15] <CaptHindsight> PetefromTn_: you do want to go too ghetto since you are working with acid
[02:51:17] <Jymmm> PetefromTn_: You can do whatever you ant of course, *I* would NEVER EVER use any kind of acis on/in/near PVC containers is all I'm saying.
[02:51:37] <CaptHindsight> and you don't want to spill anything
[02:51:46] <Jymmm> PetefromTn_: You can do whatever you want of course, *I* would NEVER EVER use any kind of acid on/in/near PVC containers is all I'm saying.
[02:52:07] <PetefromTn_> I have no intention of going Ghetto with it. Just want to do it as inexpensively as possible while remaining safe and usable
[02:52:46] <Jymmm> PetefromTn_: it's gallon of acid, how would you clean up/contain if the container failed?
[02:52:53] <Jymmm> gallons*
[02:52:58] <PetefromTn_> I would actually like to try to make it into some kind of kart that I can roll outside while I am working with it.'
[02:53:36] <Jymmm> liquid likes to slosh around when moved
[02:53:53] <CaptHindsight> PetefromTn_: you also want consistent temperature in the anodize tank
[02:53:54] <Jymmm> unless there are baffle sin the container
[02:54:08] <CaptHindsight> as it anodizes it generates heat
[02:54:36] <CaptHindsight> not sure how many parts you'll do at a time
[02:54:40] <PetefromTn_> so the faster you can anodize the better IE the more current power supply etc.
[02:54:50] <Jymmm> These square tanks are PP
http://www.hkpro.com/forum/attachments/hk416-hk417-hq/13424d1371619950-hk-416-upper-receiver-refinish-step-step-w-anodizing-diy-photo-25-.jpg
[02:55:06] <bobo_> Small freezer ?------ has lid can install wheels
[02:55:09] <CaptHindsight> but heat goes up and effects the pore size and growth rate
[02:55:09] <PetefromTn_> wonder where the hell he got those
[02:55:14] -!- dimas_ has quit [Ping timeout: 252 seconds]
[02:55:40] <PetefromTn_> how do you guys regulate temperature?
[02:55:46] <Jymmm> PetefromTn_:
http://www.usplastic.com/catalog/default.aspx?catid=712&parentcatid=838
[02:55:57] -!- dimas_ [dimas_!~dimas@37.28.185.20] has joined #linuxcnc
[02:56:21] <Jymmm> PetefromTn_:
http://www.plastic-mart.com/category/238/polypropylene-tanks
[02:56:40] <CaptHindsight> http://www.plastic-mart.com/category/337/polypropylene-rectangular-tanks pricey new
[02:56:42] <Jymmm> PetefromTn_:
http://www.tank-depot.com/product.aspx?id=282
[02:57:45] <PetefromTn_> shit those are expensive
[02:57:50] -!- pandeiro has quit [Remote host closed the connection]
[02:58:10] <CaptHindsight> but they last for years
[02:58:47] <Jymmm> PetefromTn_: restraunt supply , bus tubs
[02:59:14] <PetefromTn_> what do you guys use capt
[02:59:16] <Jymmm> PetefromTn_:
http://www.homedepot.com/p/Unbranded-BigTub-Utilatub-40-in-x-24-in-Polypropylene-Utility-Tub-in-White-with-Legs-28F/204313089
[02:59:41] <CaptHindsight> PetefromTn_: we have lab grade equipment
[03:00:00] <PetefromTn_> meaning?
[03:00:08] <zeeshan|2> $$$$$$$$$$
[03:00:20] <CaptHindsight> we actually send out big parts or buy anodized coil
[03:00:25] <CaptHindsight> yeah $$
[03:00:34] <CaptHindsight> or you have to wait for bargains
[03:00:39] -!- dimas_ has quit [Ping timeout: 245 seconds]
[03:01:08] <CaptHindsight> we specialize more in the after anodize but before sealing
[03:01:10] -!- dimas_ [dimas_!~dimas@37.28.185.20] has joined #linuxcnc
[03:01:30] <CaptHindsight> multiaxis inkjet printers, fluids and inks
[03:01:54] <PetefromTn_> caswell platings kits all seem to have 5 gallon buckets
[03:02:16] <CaptHindsight> if that size works for you
[03:02:32] <CaptHindsight> round is kind of awkward
[03:03:07] <PetefromTn_> honestly it probably would be fine as I could probably fit a hundred of the parts I make in a 5 gallon bucket
[03:03:39] <CaptHindsight> PetefromTn_: figure out the surface area
[03:04:12] <CaptHindsight> find the wattage and that will be the amount of heat in the water+acid
[03:04:47] <PetefromTn_> okay so you are saying that the heat will be an issue in the buckets then..
[03:04:48] <CaptHindsight> http://www.rapidtables.com/convert/power/how-watt-to-btu.htm
[03:05:26] <CaptHindsight> 100W = 341 btu
[03:05:53] <Jymmm> PetefromTn_: IF you are going to use questionable containers, at least double envelope them
[03:06:06] <CaptHindsight> a BTU is the amount of energy needed to cool or heat one pound of water by one degree Fahrenheit
[03:06:11] <PetefromTn_> who said anything about using questionable containers?
[03:06:29] <Jymmm> PetefromTn_: You said you were a cheap bastard, same diff =)
[03:06:46] <PetefromTn_> never said that either
[03:06:53] <CaptHindsight> a gallon of water is 8 lbs
[03:07:02] <PetefromTn_> just said I want to do it safely and as inexpensively as possible
[03:07:03] <Jymmm> Yes you did, just in so many words.
[03:07:33] <PetefromTn_> jymm how much anodizing have you done?
[03:07:39] <bobo_> "who said anything about using questionable containers?" blame bobo
[03:07:54] <Jymmm> CaptHindsight: I like that basin, think I'll get one, especially for that price point
[03:08:55] <PetefromTn_> http://www.homedepot.com/p/Rubbermaid-37-Gal-32-2-5-in-x-20-2-5-in-x-18-3-5-in-Hi-Top-Storage-Tote-FG3A00H2MICBL/100347929 would these really work?
[03:08:56] <Jymmm> PetefromTn_: I work with other (caustic/corrosive) chemicals in large vasts
[03:09:49] <CaptHindsight> so lets say 5 gallons = 40 lbs and 100 watts of power so 340 btu will raise the temp of the water 8.5 deg F in 1 hour
[03:10:22] <Jymmm> PetefromTn_: That is PE, not PP, but in a pinch, yes.
[03:10:27] <zeeshan|2> PetefromTn_:
[03:10:28] <zeeshan|2> http://www.finishing.com/89/25.shtml
[03:10:28] <PetefromTn_> okay is that much change too much>
[03:10:33] <zeeshan|2> these guys know what they are talkin about
[03:12:24] <PetefromTn_> From the sound of it most anodizing should be completed in less than 2 hours right? at least for smaller parts like the 10" or so I am going to be doing
[03:13:07] <zeeshan|2> 1/2" thick polypropylene this guy recommends
[03:13:10] <zeeshan|2> jeez that's THICK
[03:13:28] <zeeshan|2> im pretty sure your powder room sink is supposed to be made out of polypropylene
[03:13:31] <zeeshan|2> and it's pretty thick
[03:13:39] <zeeshan|2> not 1/2" but like i'd think 3/16"
[03:13:44] <CaptHindsight> you don't want it to flop around
[03:14:20] <Jymmm> PetefromTn_: this is PP
http://www.homedepot.com/p/MUSTEE-Utilatub-23-in-x-25-in-Polypropylene-Floor-Mount-Laundry-Tub-14/202041453
[03:14:38] <Jymmm> PetefromTn_: You could even fix a valve on the bottom to drain it as needed
[03:15:32] <Jymmm> I'd keep an OH SHIT bucket under it at all times personally =)
[03:16:17] <PetefromTn_> this would only be necessary for the anodize tank right?
[03:16:23] <Jymmm> and some sort of hinged lid
[03:16:25] -!- tinkerer has quit [Remote host closed the connection]
[03:16:39] <Jymmm> for most acids
[03:16:43] <Jymmm> many?
[03:17:00] <Jymmm> $30 is a CHEAP contianer that size
[03:17:06] <PetefromTn_> sure is
[03:17:08] <CaptHindsight> PetefromTn_: your cleaning tank might want a cover and also be sturdy
[03:17:20] <PetefromTn_> lets say I got two of those sinks
[03:17:30] <PetefromTn_> and cut the legs down so they are not so damn tall
[03:17:36] <CaptHindsight> also for hot water seal, a hot tank will also be softer
[03:17:43] <PetefromTn_> and made a nice heavy wood kart on castors
[03:18:06] <Jymmm> PetefromTn_: if you move it , it's going to slosh.
[03:18:48] <zeeshan|2> https://www.youtube.com/watch?v=jsXVebkbhqQ
[03:19:12] <zeeshan|2> that is a shit load of work.
[03:19:25] <Jymmm> I wouldn't cut the legs, unless you have a great back and like to bedn over a lot
[03:19:55] <Jymmm> I like things at WORKING height
[03:20:21] <PetefromTn_> I was thinking more about the tipover factor
[03:20:38] <Jymmm> PetefromTn_: larger/sturdy base?
[03:20:54] <zeeshan|2> my god
[03:20:57] <zeeshan|2> theres 209123983 steps
[03:20:59] <Jymmm> PetefromTn_: but whatever works for you
[03:21:28] <PetefromTn_> zeeshan|2 Actually I was thinking that was pretty damn simple
[03:21:39] <PetefromTn_> and his anodization tank is just a rubbermaid container
[03:21:55] <CaptHindsight> https://youtu.be/jsXVebkbhqQ?t=2m30s the dye bath is the other tricky part, that why we use the brush, spray, dip color vs water bath
[03:22:03] <zeeshan|2> PetefromTn_: my local place does anodizing for $1/lb
[03:22:07] <zeeshan|2> with minimum charge of $30
[03:22:14] <zeeshan|2> for that, it doesnt seem worth all those steps
[03:22:17] <zeeshan|2> :P
[03:22:55] <CaptHindsight> the water based dye also wants to wash out during sealing since it wants to diffuse
[03:23:02] <PetefromTn_> CaptHindsight yeah so that takes away one complete tank right
[03:23:22] <CaptHindsight> the solvent dyes don't wash out
[03:23:35] <CaptHindsight> and they work even on parts not sealed for years
[03:23:58] <PetefromTn_> so just a cleaning tank, then the anodizing tank, then a desmut/sealing tank is all you need using the stuff you use right?
[03:24:02] <CaptHindsight> i did one a few weeks ago that was anodized in 2009 and never sealed
[03:24:59] <CaptHindsight> desmut is before anodize
[03:25:17] <CaptHindsight> the part we save is the dye bath
[03:26:12] <PetefromTn_> I thought the desmut/nickel acetate was the last part
[03:26:25] <CaptHindsight> http://onelabs.com/ia00.htm comes out like this when used with an inkjet
[03:26:42] <CaptHindsight> nickel sealing is after color
[03:27:02] <PetefromTn_> what is in the cleaning bath before anodize?
[03:27:14] <CaptHindsight> desmut
[03:28:12] <CaptHindsight> http://cfcanodizing.com/resources/Anodizing+Process+Diagram.gif here are the steps
[03:28:23] <PetefromTn_> http://www.anodizeworld.com/anodizing-sealant.html
[03:28:37] -!- koo6 has quit [Ping timeout: 264 seconds]
[03:29:21] <PetefromTn_> the clean etch desmut is three tanks or one? or is a process ending in one tank or something
[03:29:47] <CaptHindsight> 3 separate tanks
[03:30:09] <CaptHindsight> it depends on your parts
[03:30:12] <PetefromTn_> what does the etch tank do
[03:30:30] <CaptHindsight> if all your surfaces are freshly machined it makes it easier
[03:30:46] <CaptHindsight> removes surface material
[03:30:57] <PetefromTn_> all surfaces will be freshly machined or brush finished
[03:31:04] <CaptHindsight> aluminum is very reactive and will oxidize rapidly
[03:31:37] <CaptHindsight> starts instantly
[03:32:07] <CaptHindsight> so after machining you'll want to degrease/clean
[03:32:19] <PetefromTn_> with what
[03:32:19] <CaptHindsight> and maybe etch then anodize
[03:32:20] -!- witnit [witnit!~Thunderbi@208-38-253-24.hntninaa.metronetinc.net] has joined #linuxcnc
[03:33:30] <CaptHindsight> http://www.stonechemical.com/cleaners.asp or similar alkalines
[03:33:42] <CaptHindsight> they wash away oil and grease
[03:33:49] <CaptHindsight> they don't etch
[03:34:06] <CaptHindsight> that will get your fingerprints and coolant off
[03:34:23] -!- Roguish has quit [Quit: ChatZilla 0.9.91.1 [Firefox 38.0.6/20150605094246]]
[03:34:26] <CaptHindsight> then you etch to remove the thin layer of oxide that has already formed
[03:34:39] <CaptHindsight> then you can anodize
[03:34:46] <CaptHindsight> but you don't wait
[03:35:44] <PetefromTn_> nothing's ever easy is it ;)
[03:35:44] <CaptHindsight> if you are anodizing an extrusion then you want to desmut
[03:36:27] <CaptHindsight> etch is using caustic soda
[03:36:49] <PetefromTn_> what happens if you don't etch
[03:37:06] <CaptHindsight> well thats why anodizers stick to it, once you have a line set up it's much easier
[03:37:18] <CaptHindsight> it might not be an even finish
[03:37:37] <CaptHindsight> if thats not important you can skip it
[03:37:49] <CaptHindsight> but you do want all the oil off
[03:37:58] <PetefromTn_> of course it is important to have an even finish
[03:38:23] <CaptHindsight> anything that gets in the way of anodizing won't build up the oxide pores
[03:38:50] <CaptHindsight> and those areas won't hold color or get hard after sealing
[03:39:47] -!- lucashodge has quit [Quit: Goodbye all.]
[03:39:49] <PetefromTn_> so no matter how you stack it you will need 5 different tanks
[03:40:08] <CaptHindsight> http://www.nature.com/srep/2013/130925/srep02748/images/srep02748-f3.jpg electron miscroscope pic of some alumina before sealing
[03:40:20] -!- per_sonne_ has quit [Ping timeout: 252 seconds]
[03:40:41] <CaptHindsight> the color has to get into those pores
[03:40:57] <CaptHindsight> your pores will be larger ~40nm dia
[03:41:07] <PetefromTn_> yeah and it sounds like the colors you use do that well without an additional bath right
[03:42:06] <CaptHindsight> water bath dye has to flow into the pores, the next step is sealing in water so the dye wants to diffuse into the sealing bath
[03:42:35] <CaptHindsight> that's why hot water dye bath is tricky
[03:43:02] <CaptHindsight> you need the temp and ph to be optimum for the dye to flow into and stay in the pores
[03:43:37] <CaptHindsight> our dyes don't react with water and are not soluble in water
[03:43:50] <CaptHindsight> so they go in and stick to the pores
[03:44:09] <CaptHindsight> the hot water seal does not rinse them out
[03:44:28] <PetefromTn_> do you have to use a hot water seal?
[03:44:34] <CaptHindsight> it's like trying to rinse off a sharpie mark with a garden hose and water
[03:45:13] <CaptHindsight> the hot water seal creates the hard outer layer
[03:45:27] <CaptHindsight> cold water requires nickle
[03:45:45] <CaptHindsight> or it will be soft and brittle
[03:46:30] <CaptHindsight> http://aluminumsurface.blogspot.com/2009/04/why-sealing-process-is-so-important.html
[03:50:14] <PetefromTn_> so all three of those sealing process options require the nickel acetate powder in the bath
[03:50:40] <CaptHindsight> for best sealing
[03:51:01] <CaptHindsight> man it's late
[03:51:08] <CaptHindsight> have to be up early
[03:51:09] <PetefromTn_> could the clean etch and desmut tanks be just 5 gallon buckets
[03:51:16] <PetefromTn_> okay sorry man
[03:51:22] <CaptHindsight> talk Friday
[03:51:28] <PetefromTn_> thanks for the ideas
[03:51:35] <PetefromTn_> appreciate your assistance
[03:51:52] <CaptHindsight> read back over all those links
[03:51:58] <CaptHindsight> you'll be a pro soon
[03:52:05] <PetefromTn_> reading them now... doubt it LOL
[03:55:07] <CaptHindsight> http://www-old.mpi-halle.mpg.de/department2/fileadmin/user_upload/Research_Projects/Ordered_porous_Materials/Porous_Alumina/b_Fig_1a.jpg
[03:55:28] <CaptHindsight> http://pubs.rsc.org/services/images/RSCpubs.ePlatform.Service.FreeContent.ImageService.svc/ImageService/Articleimage/2012/JM/c1jm13338a/c1jm13338a-f1.gif
[03:56:40] <CaptHindsight> http://pubs.rsc.org/services/images/RSCpubs.ePlatform.Service.FreeContent.ImageService.svc/ImageService/Articleimage/2015/NR/c4nr06469k/c4nr06469k-f1_hi-res.gif
[04:02:50] <CaptHindsight> http://www.bluebuddhaboutique.com/blog/tag/anodizing/ why there is white anodize but it's more complicated than just using a dye
[04:03:35] -!- SpeedEvil has quit [Ping timeout: 246 seconds]
[04:05:15] <PetefromTn_> interesting
[04:08:32] -!- fogl has quit [Read error: Connection timed out]
[04:09:10] -!- fogl [fogl!~klemen@BSN-142-53-128.dynamic.siol.net] has joined #linuxcnc
[04:09:58] <Valen> we do the first stage of anodising when we glue to Al
[04:10:22] <Valen> makes glue stick *really* well
[04:11:18] <CaptHindsight> http://www.lawrencefrederick.com/custom-anodized-sheet-and-coil.html unsealed anodized sheet and coil
[04:11:40] <CaptHindsight> bbl
[04:12:10] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[04:12:12] <PetefromTn_> https://www.youtube.com/watch?v=BtYHcsq7s5A
[04:15:23] -!- postaL has quit [Quit: ZNC - http://znc.in]
[04:15:59] <furrywolf> damnit. the carb I wanted to clean up and use for one of the other generators broke when I pulled the float bowl off.
[04:18:42] -!- postaL_offline [postaL_offline!~postaL@c-107-3-170-109.hsd1.ca.comcast.net] has joined #linuxcnc
[04:18:55] postaL_offline is now known as postaL
[04:29:17] -!- erictheise has quit [Quit: erictheise]
[04:31:16] <Jymmm> will a rebuild kit resolve the issue?
[04:32:21] <furrywolf> no
[04:33:03] <furrywolf> jbweld might. :P
[04:33:34] <furrywolf> it'll at least make it work long enough to determine what other parts of the generator are bad.
[04:33:34] -!- maximilian_h1 [maximilian_h1!~bonsai@dslb-092-074-053-009.092.074.pools.vodafone-ip.de] has joined #linuxcnc
[04:34:35] <Jymmm> Harbor freight has inexpensive two part epoxy (jbweld clone)
[04:35:04] -!- maximilian_h has quit [Ping timeout: 255 seconds]
[04:35:16] <Jymmm> perfect for 1.5 jobs before it dries out =)
[04:35:17] <furrywolf> harbor freight has an inexpensive clone of inexpensive epoxy.
[04:35:55] <Jymmm> Their crazy glue is actually good, love the gel stuff.
[04:36:14] -!- mhaberler [mhaberler!~mhaberler@ns.stiwoll.mah.priv.at] has joined #linuxcnc
[04:36:15] <Jymmm> one use tubes and toss, like 3 pack for $1
[04:38:17] <furrywolf> I don't think cyanoacrylate works under gasoline.
[04:38:25] <furrywolf> jb-weld is only temporary in gasoline...
[04:39:16] <Jymmm> Not sure, I guess if I was really concerned I could ask the GM - nice guy.
[04:40:17] <Jymmm> It does not like temps above 550F that I know for sure =)
[04:41:21] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[04:41:27] -!- per_sonne_ has quit [Ping timeout: 265 seconds]
[04:42:15] -!- asdfasd has quit [Ping timeout: 250 seconds]
[04:47:06] <furrywolf> I've tried using jbweld for gasoline. it claims it's good for gasoline on the packaging. it isn't. I sent jbweld a rather nasty email about this once. their excuse is "modern gasoline contains compounds other than gasoline, and our product is not compatible with those."
[04:47:50] <furrywolf> the type of bullshit only a corporation could think up... let's use a definition of gasoline different than "what comes out of a gas pump" and claim we're compatible with it.
[04:48:22] <Jymmm> ah
[04:57:04] <furrywolf> bbl, wolfy bedtime
[05:06:07] -!- furrywolf has quit [Ping timeout: 255 seconds]
[05:06:28] -!- bobo_ has quit [Quit: Page closed]
[05:11:04] -!- JT-Shop has quit [Ping timeout: 245 seconds]
[05:11:25] -!- jthornton has quit [Ping timeout: 265 seconds]
[05:14:33] -!- JT-Shop [JT-Shop!~john@184.21.194.58] has joined #linuxcnc
[05:14:33] -!- jthornton [jthornton!~john@184.21.194.58] has joined #linuxcnc
[05:38:49] -!- fogl has quit [Ping timeout: 264 seconds]
[05:42:34] -!- per_sonne_ has quit [Ping timeout: 255 seconds]
[05:44:16] -!- Crom has quit [Ping timeout: 252 seconds]
[06:04:53] -!- fogl [fogl!~klemen@BSN-143-29-66.dynamic.siol.net] has joined #linuxcnc
[06:15:21] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-ntljdznqwitqvdva] has joined #linuxcnc
[06:34:09] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:40:07] -!- archivist_herron has quit [Ping timeout: 264 seconds]
[06:45:42] -!- per_sonne_ has quit [Ping timeout: 252 seconds]
[06:49:32] -!- vapula [vapula!~rolland@195.25.189.2] has joined #linuxcnc
[06:52:33] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[06:58:58] -!- rob_h [rob_h!~robh@2.124.130.61] has joined #linuxcnc
[07:03:21] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[07:08:02] -!- podarok [podarok!~podarok@host-176-38-13-39.la.net.ua] has joined #linuxcnc
[07:13:29] -!- Skyraven [Skyraven!d43c3c5d@gateway/web/freenode/ip.212.60.60.93] has joined #linuxcnc
[07:14:25] <Skyraven> hi guys, did anyone work with ISILON from EMC and knows how the SMB share option: Use custom NTFS ACL works? (it only has 2 possibilities, yes and no...but really no way to define this custom NTFS ACL ? or where is it? ..manual did not help so far, neither did the security guide)
[07:16:01] -!- syyl [syyl!~sg@p200300632C1CF47684887118E9EF2C61.dip0.t-ipconnect.de] has joined #linuxcnc
[07:17:56] -!- Skyraven has quit [Client Quit]
[07:18:31] -!- syyl_ has quit [Ping timeout: 265 seconds]
[07:22:31] -!- eventor [eventor!~eventor@p5DDD7CD4.dip0.t-ipconnect.de] has joined #linuxcnc
[07:29:05] -!- jfrmilner has quit [Quit: bye]
[07:32:40] -!- jfrmilner [jfrmilner!~jfrmilner@ip-77-221-186-86.dsl.twang.net] has joined #linuxcnc
[07:38:38] -!- b_b has quit [Changing host]
[07:39:19] -!- nofxx has quit [Ping timeout: 265 seconds]
[07:47:06] -!- per_sonne_ has quit [Ping timeout: 252 seconds]
[07:53:07] -!- arabassa [arabassa!~arabassa@pool-71-255-255-251.washdc.fios.verizon.net] has joined #linuxcnc
[07:53:07] -!- arabassa has quit [Client Quit]
[08:11:13] -!- Camaban has quit [Quit: Leaving]
[08:20:46] -!- bkboggy has quit [Quit: Leaving]
[08:35:33] -!- robinsz has quit [Ping timeout: 256 seconds]
[08:49:00] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[09:08:51] -!- quiqua has quit [Quit: quiqua]
[09:15:06] -!- taruti has quit [Ping timeout: 252 seconds]
[09:28:57] -!- asdfasd [asdfasd!~332332@2.220.227.242] has joined #linuxcnc
[09:35:40] -!- sumpfralle [sumpfralle!~lars@p20030059CE18E800021CBFFFFEAF05DA.dip0.t-ipconnect.de] has joined #linuxcnc
[09:38:16] -!- fogl has quit [Ping timeout: 276 seconds]
[09:40:08] <mhaberler> du -sh .
[09:42:37] -!- The_Ball has quit [Quit: Leaving]
[09:47:17] -!- asdfasd has quit [Read error: Connection reset by peer]
[09:47:35] -!- asdfasd [asdfasd!~332332@2.220.227.242] has joined #linuxcnc
[09:50:27] -!- per_sonne_ has quit [Ping timeout: 276 seconds]
[09:51:20] -!- fogl [fogl!~klemen@BSN-143-162-150.dynamic.siol.net] has joined #linuxcnc
[10:00:18] -!- HardWall [HardWall!~Eos@188.24.137.111] has joined #linuxcnc
[10:10:58] -!- HardWall has quit [Quit: Leaving]
[10:11:20] -!- HardWall [HardWall!~Eos@188.24.137.111] has joined #linuxcnc
[10:12:12] -!- BellinganRoy [BellinganRoy!~Bellingan@host228-109-static.242-95-b.business.telecomitalia.it] has joined #linuxcnc
[10:14:02] -!- HardWall has quit [Client Quit]
[10:14:23] -!- HardWall [HardWall!~Eos@188.24.137.111] has joined #linuxcnc
[10:16:23] -!- HardWall has quit [Client Quit]
[10:16:47] -!- HardWall [HardWall!~Eos@188.24.137.111] has joined #linuxcnc
[10:22:39] -!- HardWall has quit [Quit: Leaving]
[10:23:00] -!- HardWall [HardWall!~HardWall@188.24.137.111] has joined #linuxcnc
[10:33:59] -!- skunkworks has quit [Ping timeout: 245 seconds]
[10:39:39] -!- mhaberler_ [mhaberler_!~mhaberler@193.228.47.167] has joined #linuxcnc
[10:41:22] -!- mhaberler has quit [Ping timeout: 255 seconds]
[10:41:22] mhaberler_ is now known as mhaberler
[10:51:43] -!- per_sonne_ has quit [Ping timeout: 276 seconds]
[11:06:08] -!- sumpfralle has quit [Ping timeout: 256 seconds]
[11:10:19] -!- mk0 [mk0!~Orr@plasmoteg-1.bas-net.by] has joined #linuxcnc
[11:12:51] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[11:15:39] -!- putnik has quit [Quit: leaving]
[11:16:10] -!- putnik has quit [Changing host]
[11:36:21] -!- mhaberler_ [mhaberler_!~mhaberler@next.stiwoll.mah.priv.at] has joined #linuxcnc
[11:36:57] -!- mhaberler has quit [Ping timeout: 250 seconds]
[11:36:57] mhaberler_ is now known as mhaberler
[11:41:27] -!- koo6 [koo6!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[11:48:34] -!- gonzo_ has quit [Read error: Connection reset by peer]
[11:51:32] -!- fogl has quit [Ping timeout: 264 seconds]
[11:53:58] -!- gonzo_ [gonzo_!~gonzo_@host-92-4-33-202.as43234.net] has joined #linuxcnc
[11:54:32] -!- per_sonne_ has quit [Ping timeout: 272 seconds]
[12:03:45] -!- fogl [fogl!~klemen@BSN-142-58-145.dynamic.siol.net] has joined #linuxcnc
[12:07:09] -!- nojepler has quit [Ping timeout: 265 seconds]
[12:08:06] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:12:28] -!- cONHOL [cONHOL!~pcmac@77.126.68.208] has joined #linuxcnc
[12:16:06] -!- witnit has quit [Remote host closed the connection]
[12:27:11] -!- robinsz [robinsz!~robin@94.196.220.118.threembb.co.uk] has joined #linuxcnc
[12:38:04] -!- mhaberler has quit [Quit: mhaberler]
[12:41:20] -!- remstw has quit [Ping timeout: 256 seconds]
[12:43:04] amnesic_away is now known as amnesic
[12:44:40] -!- Valen has quit [Read error: Connection reset by peer]
[12:55:35] -!- per_sonne_ has quit [Ping timeout: 246 seconds]
[13:05:17] -!- koo6 has quit [Ping timeout: 240 seconds]
[13:06:06] -!- mk0 has quit [Ping timeout: 276 seconds]
[13:11:26] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:14:15] amnesic is now known as amnesic_away
[13:14:31] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[13:15:25] -!- BellinganRoy [BellinganRoy!~Bellingan@host228-109-static.242-95-b.business.telecomitalia.it] has joined #linuxcnc
[13:17:04] -!- BellinganRoy has quit [Client Quit]
[13:17:27] -!- BellinganRoy [BellinganRoy!~Bellingan@host228-109-static.242-95-b.business.telecomitalia.it] has joined #linuxcnc
[13:19:35] -!- BellinganRoy has quit [Remote host closed the connection]
[13:36:27] -!- robinsz has quit [Ping timeout: 256 seconds]
[13:39:50] -!- Tecan has quit [Ping timeout: 252 seconds]
[13:40:21] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[13:40:21] -!- Tecan has quit [Changing host]
[13:40:21] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[13:40:26] -!- Tecan has quit [Read error: Connection reset by peer]
[13:41:37] -!- anarchos [anarchos!~miek@184.151.118.7] has joined #linuxcnc
[13:42:47] -!- BellinganRoy [BellinganRoy!~Bellingan@host228-109-static.242-95-b.business.telecomitalia.it] has joined #linuxcnc
[13:45:08] -!- kriskropd has quit [Remote host closed the connection]
[13:45:46] -!- robinsz [robinsz!~robin@94.196.220.118.threembb.co.uk] has joined #linuxcnc
[13:50:23] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[13:55:41] alex_jon1 is now known as alex_joni
[13:55:57] -!- alex_joni has quit [Changing host]
[13:55:57] -!- alex_joni [alex_joni!~alex_joni@emc/board-of-directors/alexjoni] has joined #linuxcnc
[13:55:57] -!- mode/#linuxcnc [+v alex_joni] by ChanServ
[14:05:56] -!- vapula has quit [Ping timeout: 264 seconds]
[14:06:47] -!- The_Ball [The_Ball!~ballen@80.202.192.42] has joined #linuxcnc
[14:12:06] -!- The_Ball has quit [Ping timeout: 252 seconds]
[14:13:56] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[14:17:12] amnesic_away is now known as amnesic
[14:20:22] -!- shaun413 [shaun413!~wilw@ool-45768dd6.dyn.optonline.net] has joined #linuxcnc
[14:20:24] <shaun413> hello
[14:21:39] <JT-Shop> hi
[14:22:00] -!- pcw_home has quit [Remote host closed the connection]
[14:22:25] <shaun413> anyone here use an Xcarve?
[14:31:20] <Rab> This?
https://www.inventables.com/technologies/x-carve
[14:34:53] <shaun413> yes
[14:35:34] -!- Computer_barf has quit [Ping timeout: 252 seconds]
[14:38:07] <Rab> I haven't, but I'm not super impressed with some of the things I see in the promo photos. Namely extruded aluminum v-rail, and plain threaded rod for the Z axis.
[14:38:33] <syyl> its hard to get impressed by it
[14:38:37] <shaun413> I see
[14:38:50] <shaun413> Is there anything else in that price range that would be better?
[14:39:24] <syyl> depends on the application
[14:40:02] <shaun413> id like to be able to cut wood, acryllic, Carbon fiber, and aluminum
[14:40:22] <CaptHindsight> aluminum foil no problem
[14:40:37] <syyl> except for alumununum it should do what you want
[14:40:48] <syyl> there is a whole lot of folks out there that use that thing
[14:40:48] <shaun413> not even thin alum?
[14:41:00] <CaptHindsight> if it's just a hobby tool then it's fine, it 's a good way to learn from experience
[14:41:26] <Roguish> shaun413: should work for that, but like syyl said, it depends on application. aluminum may work, but very, very slowly and carefully, or not.
[14:41:26] <syyl> look some videos from the drunken woodworker or jimmydiresta
[14:41:38] <syyl> they have actually applications that those things fit
[14:42:09] <shaun413> i see
[14:42:20] <shaun413> you think i could make my money back with it?
[14:42:30] <shaun413> selling custom things?
[14:42:51] <CaptHindsight> shaun413: if you have the time patience and skill you could build something better, but if you just want to unbox something and start cutting balsa go for it
[14:43:40] -!- mhaberler [mhaberler!~mhaberler@ns.stiwoll.mah.priv.at] has joined #linuxcnc
[14:44:06] <shaun413> No definately can make something on my own. i just dont have the ability to machine parts
[14:44:12] <Rab> shaun413, the worst-case scenario would be for you to find a lucrative market for your saleable product. And then discover your hobby machine isn't production ready, the hard way, and have to spend a bunch of money putting something more robust together in a hurry.
[14:44:23] <CaptHindsight> if you can make "things" with >400% margins then you probably will
[14:44:41] <shaun413> ?
[14:45:12] -!- podarok has quit [Remote host closed the connection]
[14:45:56] <Rab> IOW I think that sort of machine is sufficiently cheesy that manufacturing enough doodads to earn its cost back will wear out the machine.
[14:46:01] <CaptHindsight> if you can turn $20 of wood and paint into $150 then you should be able to pay for the machine pretty quickly
[14:46:42] <CaptHindsight> same is true for widgets
[14:47:34] <shaun413> Rab, kind of agree
[14:47:41] <CaptHindsight> fully loaded for $1.279
[14:47:49] <SpeedEvil> CaptHindsight: protip: there are no $150 bills, be careful.
[14:47:53] <shaun413> Is it possible to build my own without machining parts?
[14:48:53] <ssi> sure
[14:48:59] <CaptHindsight> 800mm x 800mm and look at those corners
[14:49:07] <ssi> btw I've used the shapeoko, which is what the xcarve was in the previous generation
[14:49:18] <ssi> I built my last laser table around a shapeoko for motion
[14:49:21] <ssi> and it was fine for that
[14:49:32] <ssi> but it's not super rigid, so cutting aluminum is going to be tedious
[14:50:05] <shaun413> is there a place i can find the parts easily?
[14:50:20] <shaun413> the question here is, can i DIY and do it around that price or less?
[14:51:05] <Rab> shaun413, certainly, if you have free time to spend.
[14:51:12] <shaun413> i have tons of free time
[14:51:15] <ssi> if that's the machine you want, you're better off buying the kit
[14:51:34] <CaptHindsight> http://www.ebay.com/itm/0113H15-PDA-CNC-4-HEAD-ROUTER-PROFILER-24496-/370770474504 gone now, but was up for 2 years
[14:51:36] <shaun413> id prefer something more rigid
[14:51:50] <CaptHindsight> $1,150.00
[14:52:16] <ssi> dang
[14:52:56] <CaptHindsight> shaun413: look for something similar
[14:53:11] <CaptHindsight> they are out there
[14:53:27] <ssi> or buy one of the chinese desktop routers
[14:53:27] <ssi> http://www.ebay.com/itm/4-AXIS-CNC-ROUTER-6040-DRILLING-MILLING-PROFESSIONAL-ENGRAVER-MACHINE-DESKTOP-/221354177332?pt=LH_DefaultDomain_0&hash=item3389bcb334
[14:53:30] <ssi> or similar
[14:57:33] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[14:59:04] <CaptHindsight> http://www.ebay.com/itm/Heian-NC431P-1200-4-Head-CNC-Router-/231595414852 lookie dis
[14:59:29] <CaptHindsight> $3,900 4 Head CNC Router
[14:59:56] <pcw_home> Thats quite a machine for that price
[15:02:00] <pcw_home> Route 4 things at once with preset spacing between heads?
[15:02:13] <CaptHindsight> http://www.ebay.com/itm/CNC-plasma-milling-saw-router-/151270555697 only 2 axis
[15:03:49] <pcw_home> and motor cables cut with a hatchet
[15:03:57] <CaptHindsight> heh
[15:04:10] <CaptHindsight> was in a hurry
[15:04:55] -!- ivansanchez has quit []
[15:05:15] <CaptHindsight> http://www.ebay.com/itm/271659536669 $999 robot arm for fancy doodad makin
[15:06:21] <CaptHindsight> shaun413: if you have the time and skill there's lots of surplus equipment out there
[15:07:10] -!- lair82 [lair82!616b5c34@gateway/web/freenode/ip.97.107.92.52] has joined #linuxcnc
[15:07:13] <CaptHindsight> but if you just want something out of the box and thats you're budget then you have already found something
[15:07:16] <pcw_home> is that an accumulator on the base for arm counterbalance
[15:07:22] <pcw_home> ?
[15:10:37] <pcw_home> needs to be bolted to rather hefty flooring
[15:11:52] <lair82> Good Morning Gents, Have a question, a little more straight forward than all the other crazy oddities I have had in the past few days, Can I manually set a value to the "hm2_7i80.0.pwmgen.03.value" pin, reason I ask is, I have noticed on the mill that I am programming, that sometimes when I try to do a gearshift, it doesn't make the shift, so it sits there, not doing anything, because the gears are stuck face to face, not meshed toge
[15:13:29] -!- brlcad has quit [Ping timeout: 246 seconds]
[15:13:33] <lair82> The gearshift is done automatically, using Classicladder, based off of the commanded rpm of the spindle, High or Low, and if I could just give the spindle motor a little "bump" it finish the shift, and go about it's business.
[15:14:25] -!- anarchos123 [anarchos123!~miek@184.151.118.19] has joined #linuxcnc
[15:14:53] <cpresser> lair82: is that pin already connected somewhere? (classicladder=
[15:14:58] <pcw_home> yes you can "setp" the pin _if_ its not linked to another pin already
[15:15:00] <pcw_home> if you want to give a bump to an existing signal then you need to use some component
[15:15:06] <cpresser> lair82: you cant have two drivers on a single pin
[15:15:37] <pcw_home> but you can use some component to add signals for example
[15:15:43] <cpresser> why dont you 'fix' the classicladder component?
[15:16:08] <CaptHindsight> pcw_home: might be
http://www.gdrobot.com/Upload/Bg/gd_robotics_1362012163033758.jpg
[15:16:21] <CaptHindsight> http://robolution.eu/medias/web_robotok/898-kuka-kr-150-l130-2-robot-manipulator.jpg
[15:16:25] <pcw_home> Yeah maybe classic ladder can generate the "bump"
[15:16:59] -!- toastyde1th [toastyde1th!~toast@pool-71-255-255-251.washdc.fios.verizon.net] has joined #linuxcnc
[15:16:59] <CaptHindsight> http://img.directindustry.fr/images_di/photo-g/robot-articule-6-axes-generique-17587-5276397.jpg
[15:17:53] -!- anarchos has quit [Ping timeout: 256 seconds]
[15:18:16] <Rab> I have a weird hope that Alfons and Martha will crash into each other.
[15:18:27] <pcw_home> a bargain at $999 if you have a use (and dont hurt yourself or someone else with it)
[15:18:58] <lair82> I ahve it laid out on paper how I want to do it, I need to be able to say, apply 0.1 VDC to the pwmgen input on the drive, so as to make the spindle spin, veeeery slowly, for determined amount of time, using a one-shot timer.
[15:19:26] <lair82> Only .5 seconds or so, not very long at all.
[15:19:59] <Jymmm> timer relay?
[15:20:27] <pcw_home> classic ladder should be able to do that
[15:20:43] <Jymmm> ah
[15:21:28] -!- toastydeath has quit [Ping timeout: 276 seconds]
[15:22:00] <lair82> It will, and is going to, I just don't know how to manually output a specified voltage on the "hm2_7i80.0.pwmgen.03.value" pin, from ladder.
[15:22:52] <pcw_home> well i guess that depends on whether classic ladder has float output pins that you can control
[15:23:29] <pcw_home> If not you could use some boolean outputs and the mux comp
[15:23:46] <lair82> It would be a float value, using something like a "or" component,
[15:24:00] <lair82> It does have Float Out pins,
[15:24:43] <pcw_home> so if you can get the flot outpu pins to do what you want, you just net them to the PWM pin
[15:25:12] <lair82> Ok, I will see how much trouble I can go get into.
[15:25:24] <pcw_home> is the PWM pin driven by PID or something else normally?
[15:26:30] <Jymmm> Just call me old fashion, but I LOVE this timer relay...
http://www.ebay.com/itm/NCC-TMM-0999M-461-Multi-Function-Solid-State-Time-Delay-Relay-120VAC-/271664747336
[15:26:43] <pcw_home> if so then you probably need a mux component to switch between sources
[15:28:41] <lair82> It is driven by the motion.spindle-speed-out pin, which is a routed thru the gearchange component, then to pwmgen value pin
[15:29:08] -!- dr0w has quit [Quit: Leaving]
[15:30:56] <lair82> Ok, I just read over the "MUX2" component, looks straightforward, gonna hammer it out now.
[15:31:04] <lair82> Thanks
[15:31:43] -!- dr0w [dr0w!~george@loudsl01-253-117-18.c.iglou.com] has joined #linuxcnc
[15:32:05] <lair82> Jymmm, it is old fashion, but its also very reliable!! I have a few of those in use around the shop.
[15:32:21] <Jymmm> lair82: That specific model?
[15:32:44] <lair82> No, but other makes/models
[15:33:16] <Jymmm> lair82: Ah, yeah. THAT one is realy awesome as you can change the functionality of it as you see fit.
[15:38:28] -!- pcw_home has quit [Remote host closed the connection]
[15:39:52] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[15:44:12] -!- blockh34d [blockh34d!~pi@unaffiliated/blockh34d] has joined #linuxcnc
[15:44:23] <blockh34d> hello
[15:45:06] <blockh34d> i've been tasked to develop a way to operate 8 steppers at once for a custom 3d printer with 3 seperate carriages, each with its own extruder on it.
[15:45:43] <blockh34d> we've been looking at smoothieboards with some sort of addon board to control the 3 beyond the boards support for 5 steppers
[15:46:10] <blockh34d> but that seems full of problems and the smoothieboard people seem to really hate the idea so what does linuxcnc think of that?
[15:46:36] <JT-Shop> LinuxCNC can run up to 9 axes
[15:46:43] <blockh34d> great
[15:47:08] <blockh34d> yeah smoothieboard can run 3 + 2 extruders and anything else is looking like a lot of custom code
[15:47:22] <blockh34d> ok i'm telling the client to look into linuxcnc then
[15:47:42] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[15:48:20] <blockh34d> thanks... if you wanted to embed a device that runs linuxcnc into a 3d printer, what would you be thinking to run that? I heard the atom was a good choice... I'm hoping a tablet might work because then we could take care of the display too.
[15:48:52] <blockh34d> but n/m tablets have no parralel port and i hear thats the best way to go for no lag
[15:48:56] <Jymmm> LinuxCNC is NOT a "USB" solution.
[15:48:59] <blockh34d> right
[15:49:06] <blockh34d> yes that was covered elsewhere, i forgot for a moment
[15:49:15] <blockh34d> no usb with linuxcnc its too laggy yes?
[15:49:47] <Jymmm> You can use an miniITX mobo and a mesa card for the I/O, then you'll just need drivers for the stepper motors.
[15:50:08] <blockh34d> a mesa card? i'll google that thanks
[15:50:35] <blockh34d> so with mesacard i dont even use the parallel port?
[15:50:42] <blockh34d> but it needs pci?
[15:50:57] <Jymmm> both options are available
[15:51:06] <blockh34d> oh ok thanks
[15:51:11] -!- furrywolf [furrywolf!~randyg@68.27.46.241] has joined #linuxcnc
[15:51:43] <blockh34d> well its a lot more hardware but i already like the sound of it better
[15:51:58] <blockh34d> thanks for the tips
[15:52:08] <Jymmm> http://www.mesanet.com/fpgacardinfo.html
[15:53:26] <blockh34d> oh neat
[15:54:26] <blockh34d> "both options are available" was a bit of an understatement
[15:55:07] <Jymmm> I realize you said "embedded", but for $50 this might be an option too
http://www.ebay.com/itm/HP-dc7900-SFF-Intel-Core-Duo-2-E8400-3-00Ghz-2GB-Ram-DVD-DRIVE-No-Hard-Drive-/271840051741
[15:55:42] <blockh34d> not so much no
[15:55:56] <blockh34d> i understand why that would be better for many reasons but for this task i dont think it applies
[15:56:25] <Jymmm> They're really good boxes (in general) and good seller too.
[15:56:26] <blockh34d> the people that have contracted me to do this are developign a product and i dont think it could make use of ebay'd computers, or even any full size computer like that
[15:56:50] <blockh34d> i dont know that for sure though, i'll pass it along
[15:57:01] <Jymmm> Hell, for $50, buy a pallet full of em and gut em as you see fit =)
[15:57:12] <blockh34d> haha yah true
[15:57:18] <blockh34d> renderfarm
[15:57:32] <blockh34d> or bitcoin mine i guess, i dont mess with that though
[15:57:47] <Jymmm> Nah, that's what FPGA's are for =)
[15:57:58] <blockh34d> too bad a raspberry pi doesnt have a parralel port
[15:58:08] <blockh34d> i'm on one now, i like them
[15:58:49] <CaptHindsight> _methods:
http://www.wardcnc.com/product/15/458/dynaturn-1700-series.html $800K list
[15:59:12] <_methods> yeah we need one of those
[15:59:28] <_methods> quite a bit more than the $19k we just paid for our manual though lol
[15:59:29] <Jymmm> _methods: What do you mean ONE?
[15:59:31] <CaptHindsight> a bit pricey from China
[16:00:08] <Jymmm> CaptHindsight: Just imagine the FREIGHT fees
[16:00:12] <_methods> is hankook chinese?
[16:00:19] <CaptHindsight> I bet if i ask the price from China it will be <$600K
[16:00:19] <_methods> i kinda figured they were korean
[16:00:46] <CaptHindsight> so did I but all the paperwork is Mandarin
[16:01:07] <_methods> ah they probably do all their fab in china that's funny
[16:01:19] <_methods> they are korean
[16:01:40] * JT-Shop makes a judgment call repack all the boxes into regional rate C boxes after lunch and a nap
[16:02:20] <CaptHindsight> hmm -$200K for the turret and controls
[16:02:22] <Jymmm> JT-Shop: Those are nice boxes, aren't they =)
[16:02:42] <JT-Shop> save me $30 today
[16:02:55] <Jymmm> JT-Shop: Yep
[16:04:30] <CaptHindsight> http://www.hanmachine.de/en/KM-KMIII.html sold in Germany so they must be good
[16:04:46] <ssi> negative 200k?
[16:05:07] <SpeedEvil> ssi: It's radioactive, and smells of skunk.
[16:05:13] <CaptHindsight> yeah, if you don't want them
[16:05:27] <ssi> ohh
[16:07:21] <CaptHindsight> Jymmm: believe it or else it only costs a few $K to get it here by ship
[16:07:32] <zeeshan|2> http://i.imgur.com/vpvf6ED.jpg
[16:07:44] <zeeshan|2> rigid tapping success
[16:07:59] <zeeshan|2> (the big plate with 10-32 threaded holes)
[16:08:03] <ssi> nice
[16:08:26] <zeeshan|2> but yesterday i did a challenge vs cnc
[16:08:27] <zeeshan|2> haha
[16:08:38] <zeeshan|2> i counter sinked one side of that using the cnc
[16:08:42] <zeeshan|2> and one side of it manually using a drill press
[16:08:47] <zeeshan|2> i won.
[16:08:52] <zeeshan|2> slow ass CNC
[16:08:55] <ssi> :P
[16:09:06] <zeeshan|2> 200 ipm too slow
[16:09:10] <zeeshan|2> it'd prolly need 1000ipm to beat me
[16:09:19] <zeeshan|2> (i was accounting for tool change also)
[16:09:23] <ssi> zeeshan henry was an aluminum drivin man
[16:09:33] <zeeshan|2> it was like BANG BANG BAN
[16:09:34] <zeeshan|2> g
[16:09:35] <zeeshan|2> done.
[16:10:22] * zeeshan|2 still cant get a mirror like finish on aluminum
[16:10:24] <zeeshan|2> its close
[16:10:26] <zeeshan|2> but not mirror like
[16:18:14] <ssi> try harder please
[16:19:34] -!- PetefromTn_ [PetefromTn_!~IceChat9@97-81-58-82.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[16:27:24] <archivist> go up through the grades properly
[16:34:12] <Jymmm> CaptHindsight: ah
[16:39:29] -!- cradek has quit [Changing host]
[16:39:30] -!- cradek [cradek!~chris@emc/board-of-directors/cradek] has joined #linuxcnc
[16:39:30] -!- mode/#linuxcnc [+v cradek] by ChanServ
[16:43:23] -!- fogl2 [fogl2!~klemen@BSN-142-58-145.dynamic.siol.net] has joined #linuxcnc
[16:43:26] -!- wollw_ [wollw_!~wollw@75-101-23-161.dsl.dynamic.sonic.net] has joined #linuxcnc
[16:43:49] -!- robin_sz [robin_sz!~robin@94.196.220.118.threembb.co.uk] has joined #linuxcnc
[16:45:09] -!- robinsz has quit [*.net *.split]
[16:45:09] -!- fogl has quit [*.net *.split]
[16:45:09] -!- Tom_itx has quit [*.net *.split]
[16:45:09] -!- wollw has quit [*.net *.split]
[16:46:28] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[16:48:00] -!- ktchk [ktchk!~eddie6929@n219073005230.netvigator.com] has joined #linuxcnc
[16:50:18] -!- nojepler has quit [Ping timeout: 272 seconds]
[17:03:02] -!- toastydeath [toastydeath!~toast@pool-71-255-255-251.washdc.fios.verizon.net] has joined #linuxcnc
[17:07:12] -!- digsrus [digsrus!~jim@ool-44c084d9.dyn.optonline.net] has joined #linuxcnc
[17:09:28] <digsrus> Hi. I’m having a video problem installing linuxcnc from a USB stick. Can anyone help out?
[17:09:57] <_methods> hdmi connection by any chance?
[17:10:06] <archivist> many could if you state the actual error
[17:10:33] <_methods> i couldn't get video to come up on hdmi after i installed i forgot what i had to do though
[17:10:46] <_methods> had to go to vga and update some stuff
[17:13:33] <Jymmm> OH NOES VGA?!
[17:13:35] <digsrus> No , VGA. The live version
[17:13:52] <_methods> well guess my problem doesnt apply then
[17:13:59] <_methods> not that i can remember how i fixed it anyways lol
[17:14:04] <digsrus> works fine. When I try the graphics install it goes to hell.
[17:14:19] <Jymmm> digsrus: what HW?
[17:14:33] <digsrus> An old Dell.
[17:14:58] <Jymmm> Have the SERVICE CODE by chance?
[17:15:09] <Jymmm> (on barcode sticker)
[17:15:12] <digsrus> I get a barely legible “undefined video mode” number 314? message.
[17:15:36] <digsrus> I will go check. BRB.
[17:16:05] <Jymmm> err SERVICE TAG
[17:16:09] <Jymmm> (same diff)
[17:16:14] -!- ktchk [ktchk!~eddie6929@n219073005230.netvigator.com] has parted #linuxcnc
[17:17:59] <cpresser> digsrus: sounds like it does not support vesa modes. try the text install.
[17:18:00] <digsrus> service tag: J34NT41
[17:18:28] <digsrus> Funny, the live version off the USB works fine.
[17:18:55] <digsrus> Same problem on two different monitors so that’s not it.
[17:19:45] <digsrus> The text install had the same video problem.
[17:21:07] <digsrus> The last install version (recovery?) worked fine, but I get a grub error if I remove the USB.
[17:21:31] <PetefromTn_> zeeshan|2 hey man ya there?
[17:22:23] <cpresser> digsrus: are you getting the problem during the install or after the install?
[17:22:32] <digsrus> during the install
[17:22:50] <Jymmm> digsrus: It's ether Intel 82865G Graphics Controller OR Intel Springdale G Integrated Video, either wayI'd disable onboard video and use an plugin video card.
[17:23:05] <cpresser> weird, text mode should not give "undefined video mode" errors
[17:23:33] <Jymmm> Resolution 1280X768 not available on some displays.
[17:23:50] <Jymmm> "known issues"
[17:24:03] <Jymmm> http://www.dell.com/support/home/us/en/19/Drivers/DriversDetails?driverId=10WC1&fileId=2731108123&osCode=WW1&productCode=optiplex-170l&languageCode=EN&categoryId=VI
[17:24:11] <cpresser> when does the error occur?
[17:24:43] <cpresser> vesa-mode 0x314 is 800x600x16bit
[17:24:53] <digsrus> right after selecting the install version from the menu
[17:25:07] -!- rob_h has quit [Ping timeout: 265 seconds]
[17:25:17] <Jymmm> digsrus: For future reference:
http://www.dell.com/support/home/us/en/19/product-support/servicetag/J34NT41/drivers?s=BSD
[17:25:36] -!- rob_h [rob_h!~robh@2.124.130.61] has joined #linuxcnc
[17:25:52] <digsrus> Thanks
[17:26:08] <Jymmm> digsrus: expand "components"
[17:26:22] <cpresser> digsrus: i am out of clues. no idea why text-mode wont work. try different video options in the bios.
[17:26:54] <digsrus> In F2 on boot up?
[17:27:38] <cpresser> dunnow. there is no default key for all PCs. some use 'DEL'
[17:28:53] <Jymmm> digsrus: In general (any computer).... "Onboard video" is usually a Bad Thing™ when it comes to LinuxCNC, especially on older hardware.
[17:29:17] -!- Flipp_ [Flipp_!Flipp@nat/google/x-upxinkirbjweocpy] has joined #linuxcnc
[17:29:50] <digsrus> Funny, it uses a 23” monitor just great live from the USB.
[17:30:16] <digsrus> The live version supplies it’s own video?
[17:31:12] <Jymmm> You can try changing the resolution using CTRL+ALT+NUMPAD_MINUS
[17:32:14] <digsrus> I’ll give it a shot.
[17:32:21] -!- Flipp_ has quit [Remote host closed the connection]
[17:32:53] <Jymmm> Live use a more "compatiable" video, install tries for optimal (heh)
[17:34:24] <Jymmm> Maybe 'nomodeset' ?
http://askubuntu.com/questions/186296/what-are-the-f6-options-during-installation
[17:34:56] -!- cONHOL has quit []
[17:36:25] -!- PCW_ [PCW_!~chatzilla@99.88.10.65] has joined #linuxcnc
[17:37:49] -!- PCW has quit [Ping timeout: 244 seconds]
[17:37:50] PCW_ is now known as PCW
[17:38:05] <Jymmm> Undefined video mode 314 = 800x600x16bit
[17:38:44] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[17:39:37] <Jymmm> http://ubuntuforums.org/showthread.php?t=258484
[17:39:43] <digsrus> No changes with CTRL+ALT+NUMPAD_MINUS
[17:40:05] <Jymmm> did you keep hitting the minus key? It rotates thru the modes
[17:40:54] <digsrus> Yes
[17:41:44] -!- anarchos123 [anarchos123!~miek@184.151.118.19] has parted #linuxcnc
[17:42:40] <digsrus> When I get the undefined video message I can see one option is to hit the space bar to continue. I can’t read the other options. Could one of these be a way of changing the resolution?
[17:43:52] <Jymmm> digsrus:
http://ubuntuforums.org/showthread.php?t=2043103
[17:43:57] <digsrus> I didn’t see a way of changing the resolution via SETUP on booting.
[17:44:18] <Jymmm> http://gusantov.blogspot.com/2008/05/undefined-video-mode-number.html
[17:47:05] <Jymmm> If that last link doesn't help, I'm out of ideas.
[17:47:56] -!- nofxx has quit [Ping timeout: 272 seconds]
[17:48:18] <digsrus> I’ll try the F6 on bootup.
[17:50:23] -!- LikeVinyl has quit [Quit: "... llevabamos los pantalones tan ajustados que hab�a que baj�rselos para poder tirarse un pedo" (La m�quina de bailar)]
[17:54:56] <FinboySlick> CaptHindsight: That lathe you linked earlier... What I'd be curious to see is the straight edge they used to check how straight the ways are.
[17:55:15] <Jymmm> digsrus: Why? That's for install. Just make the change on the last link I gave.
[17:55:44] <Jymmm> FinboySlick: Here ya go... ----/\/\/\/\/\/\/\/\----/\/\/\/\/\/\/\\------
[17:55:54] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[17:56:02] <_methods> FinboySlick: i'm sure they use lasers for that
[17:56:23] <Jymmm> _methods: oval lasers!
[17:57:02] <anarchos2> does linuxcnc use even numbered stable releases? like 2.7 is the dev version, which will be 2.8 when released?
[17:58:28] <digsrus> Jymmm: I missed that link. Will try now.
[17:58:46] -!- skunkworks_ has quit [Ping timeout: 255 seconds]
[18:00:54] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[18:02:58] -!- tmcw_ has quit [Remote host closed the connection]
[18:12:56] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[18:13:23] -!- LikeVinyl has quit [Quit: LikeVinyl]
[18:14:57] <FinboySlick> zeeshan|2: My machine does pretty close to 1000ipm, wanna trade?
[18:16:54] <ssi> zeeshan doesn't like fast machines
[18:16:56] <ssi> they scare him
[18:19:13] <PetefromTn_> LOL
[18:21:23] -!- koo6 [koo6!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[18:25:07] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[18:26:12] -!- likevinyl_ [likevinyl_!~pelado@186.19.235.78] has joined #linuxcnc
[18:27:19] -!- likevinyl_ has quit [Changing host]
[18:27:19] -!- likevinyl_ [likevinyl_!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[18:27:39] LikeVinyl is now known as Guest28526
[18:28:17] likevinyl_ is now known as PepeGalleta
[18:30:01] PepeGalleta is now known as LikeVinyl
[18:32:11] <digsrus> I was able to switch to a viewable resolution from the “undefined video screen” menu. It turns out the installer was immediately crashing with a “Fatal server error” , “segmentation fault” Maybe the USB is no good.
[18:32:19] -!- per_sonne_ has quit [Quit: Be back later ...]
[18:32:41] <digsrus> BTW, thanks for your help.
[18:33:22] -!- Guest28526 has quit [Quit: Guest28526]
[18:35:16] -!- sumpfralle [sumpfralle!~lars@p5DD3F8F8.dip0.t-ipconnect.de] has joined #linuxcnc
[18:36:50] -!- gyeates has quit [Ping timeout: 246 seconds]
[18:37:26] -!- tmcw_ has quit [Read error: Connection reset by peer]
[18:37:56] -!- fogl2 has quit [Ping timeout: 252 seconds]
[18:41:28] -!- fogl2 [fogl2!~klemen@BSN-142-58-145.dynamic.siol.net] has joined #linuxcnc
[18:47:24] -!- NV has quit [Ping timeout: 256 seconds]
[18:48:06] NV is now known as Guest47057
[18:50:53] -!- Nick001-shop [Nick001-shop!~chatzilla@50-32-125-123.adr01.dlls.pa.frontiernet.net] has joined #linuxcnc
[18:55:58] -!- nojepler has quit [Ping timeout: 276 seconds]
[18:58:50] -!- fogl2 has quit [Read error: Connection timed out]
[18:58:55] <anarchos2> any editors out there with gcode syntax colouring?
[18:59:59] -!- tmcw has quit [Remote host closed the connection]
[19:00:02] -!- fogl2 [fogl2!~klemen@BSN-142-58-145.dynamic.siol.net] has joined #linuxcnc
[19:00:53] -!- LikeVinyl has quit [Ping timeout: 265 seconds]
[19:01:12] <JT-Shop> gedit
[19:05:33] <_methods> predator, cimco edit, stock mastercam editor
[19:05:52] <_methods> most cam programs come with their own editors with syntax highlighting
[19:07:05] <_methods> gwizard i've never tried that one before though
[19:07:36] amnesic is now known as amnesic_away
[19:08:04] <_methods> i use cimco myself
[19:08:24] <_methods> http://www.tkcnc.com/
[19:08:33] <_methods> never tried that one either but it looks alright
[19:09:26] <_methods> used to use predator
[19:10:06] <anarchos2> any for linux (besides gedit)?
[19:10:15] <_methods> http://www.shopfloorautomations.com/shop/free-cnc-editor-predator-editor-software/
[19:10:23] <_methods> that is free predator
[19:10:32] <_methods> i'm sure it would probably run in wine
[19:13:15] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[19:13:28] <_methods> http://riesvantwisk.com/cms/home/cnctools.html
[19:14:08] <_methods> guess that's not an editor
[19:14:14] -!- fogl2 has quit [Ping timeout: 252 seconds]
[19:14:38] -!- Demiurge has quit [Ping timeout: 246 seconds]
[19:16:31] -!- tocka has quit []
[19:16:54] <_methods> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Highlighting_In_Gedit
[19:17:53] <_methods> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Highlighting_In_Vim
[19:18:04] <_methods> there ya go edit code like a bawse
[19:18:06] <_methods> in vim
[19:18:20] <_methods> gedit is for little girlz
[19:18:34] <_methods> and apple users
[19:18:58] <roycroft> i'm a mac user and i use vi
[19:19:11] <roycroft> i don't know what gedit is
[19:19:22] -!- koo6 has quit [Ping timeout: 252 seconds]
[19:19:36] -!- robin_sz has quit [Ping timeout: 244 seconds]
[19:19:43] <_methods> lol
[19:19:54] <roycroft> probably because i'm a unix user who uses macs because they run unix
[19:20:49] <Jymmm> roycroft: Nuh uh... Darwin Kernel Version 11.4.2: Thu Aug 23 16:25:48 PDT 2012; root:xnu-1699.32.7~1/RELEASE_X86_64 x86_64
[19:21:03] <roycroft> it is unix
[19:21:18] <Jymmm> roycroft: Nuh Uh, MS-DOS
[19:21:18] <_methods> a sad perversion of it
[19:21:19] <roycroft> mac os x is a certified unix operating system
[19:21:26] <roycroft> which cannot be said for linux or any of the bsds
[19:21:40] * _methods holy war begun
[19:21:43] <roycroft> (not that unix certification means anything)
[19:21:46] <Jymmm> roycroft: OS/2 Warp v3
[19:21:52] <roycroft> stating facts is not a "holy war"
[19:22:00] <Jymmm> roycroft: CP/M
[19:22:40] <roycroft> ascribing a particular significance to facts can be a form of crusade
[19:22:44] <_methods> i shouldn't have taken that apple shot lol
[19:22:57] <_methods> you guys are so easy to bait
[19:22:59] <Jymmm> _methods: OS7?
[19:23:08] <_methods> hehe
[19:23:22] <Jymmm> Netware 4.11?
[19:23:43] <roycroft> the original netware was unix running on a m6800 platform
[19:23:54] <Jymmm> OH OH OH... SCO
[19:24:09] <roycroft> which used to be majority owned by microsoft
[19:24:41] <roycroft> before it got out of the operating system business and went into the litigation business
[19:26:31] -!- kwallace has quit [Ping timeout: 276 seconds]
[19:26:35] <PCW> seem they were not very good at that either
[19:27:40] -!- fogl2 [fogl2!~klemen@BSN-143-120-56.dynamic.siol.net] has joined #linuxcnc
[19:28:01] <Jymmm> lol
[19:28:47] <Jymmm> Oh wait, lets sue Novell! No, wait, IBM! No, wait Sun!, No, wait Microsoft!
[19:30:28] <SpeedEvil> Is SCO dead yet this week?
[19:30:44] <Jymmm> Really?! *heavy sigh*
http://shoebat.com/2015/06/17/seventy-three-terrorists-are-now-being-allowed-to-work-for-the-tsa-and-now-the-tsa-is-saying-dont-worry-they-are-not-a-threat/
[19:32:52] <_methods> i thought everyone at teh TSA was a terrorist
[19:32:58] <_methods> now they say it's only 73 of them
[19:32:59] <_methods> lies
[19:33:06] <Jymmm> lol
[19:33:36] -!- robin_sz [robin_sz!~robin@88.97.63.122] has joined #linuxcnc
[19:34:17] -!- digsrus has quit [Quit: digsrus]
[19:35:44] <robin_sz> so that was a fun day!
[19:35:58] <robin_sz> got the router all moving and referencing
[19:36:04] <robin_sz> no issues there
[19:36:32] <robin_sz> got the new vac pump hooked up to the bed too ... wow ... that REALLY sucks
[19:37:01] <_methods> hehe
[19:37:21] <_methods> wut the pope believes in climate change
[19:37:43] <_methods> aren't they the same guys that killed a bunch of people for saying the earth is round
[19:39:11] <Jymmm> Yep
[19:39:32] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[19:39:43] <cpresser> Jymmm: is this 'shoebat.com' website real or parody? its hard to tell for me
[19:40:36] <Jymmm> cpresser: No clue at all, just thought it ironic that the TSA employees "terrorist", but "They're harmless terrorists" =)
[19:41:14] <_methods> you mean like mormons ringing my doorbell at 7am on sunday?
[19:41:16] <Jymmm> cpresser: You read it on the interwebz, it must be true!
[19:41:53] <Jymmm> _methods: and dead at 7:01 for waking you up... err I mean "trespassing", yeah that's it...
[19:41:54] -!- sheppard has quit [Quit: Ex-Chat]
[19:42:00] <_methods> hehe
[19:42:45] <cpresser> Jymmm: "airport workers with alleged ties to terrorism".
[19:42:58] <cpresser> virtually everybody has "alleged ties to terrorism"
[19:43:08] <Jymmm> I guess in Texas you ARE allowed to shoot trespassers *shrug*
[19:43:14] <_methods> 6 degrees of terrorism
[19:43:55] <Jymmm> cpresser: NFC
[19:45:02] <Jymmm> cpresser: I would expect a more 1:1, not a cousin of a friend who's neices BFF uncle something or another.
[19:48:30] <cpresser> afaik becoming part of a watchlist is as simple as writing emails to someone who is already on a watchlist.
[19:49:01] * cpresser is quite sure to be on at lease one US terrorism watchlist.. i wrote mails to snowden :)
[19:50:29] nojepler is now known as jepler
[19:55:56] <XXCoder> _methods: I dont belive in climate change. I know its happening.
[19:56:02] -!- anarchos123 has quit [Ping timeout: 252 seconds]
[19:57:44] <SpeedEvil> I don't belive in sulfur.
[19:58:37] <XXCoder> 2015 is all hottest months ever
[19:59:30] <_methods> ever?
[19:59:46] -!- b_b has quit [Remote host closed the connection]
[19:59:55] <XXCoder> all of man history yes
[20:00:00] <_methods> there ya go
[20:00:08] <XXCoder> which is millions of years
[20:00:13] <_methods> our speck of history
[20:00:37] <_methods> we've been accurately recording global temperatures for about 50 years
[20:00:44] <_methods> and i use the term accurately very loosely
[20:01:04] -!- skunkworks has quit [Read error: Connection reset by peer]
[20:01:24] <XXCoder> meh not worried, we are in for nasty next few decades
[20:01:41] <XXCoder> islands is already being flooded
[20:02:51] <XXCoder> CIA just stopped giving reports on earth envorment suddenly, without cause, they are still recording so not sure whats going on
[20:03:07] <XXCoder> well I suspect something but no proof
[20:04:23] -!- skunkworks_ has quit [Ping timeout: 250 seconds]
[20:04:42] <_methods> they no longer need to release reports because they have total control of the weather now?
[20:04:54] <XXCoder> lol I wish that was the case
[20:07:24] -!- per_sonne_ has quit [Ping timeout: 252 seconds]
[20:08:39] <blockh34d> hi i'm looking into linuxcnc more for a project i'm on, i'm wondering about this beaglebone/custom cape option for linuxcnc
[20:08:56] <_methods> you'll have to ask the machinekit guys about that
[20:09:07] <_methods> i think they have a google group or something
[20:09:16] <blockh34d> the www.probotix.com/breakout_boards/ pbx-bb is the cape i'm talking about
[20:09:39] <blockh34d> _methods: thanks i'll check that out
[20:09:51] <XXCoder> maybe google model + linuxcnc + compitable
[20:09:57] <blockh34d> my question is about the number of outputs this says it supports
[20:10:10] <blockh34d> 15 out 5 in
[20:10:23] <blockh34d> software mappable apparently
[20:10:43] <blockh34d> what i'm trying to do needs a lot of axis, 8 stepper outputs total
[20:11:24] <Jymmm> blockh34d: "machinekit" is not us, you need to ask them.
[20:11:30] <blockh34d> i'm kinda green on this stuff though, from what i understand i need multiple outputs per stepper, so my question is will 15 outputs cut it for 8 steppers operating at same time?
[20:12:11] <ssi> you will have more success with a hardware stepper solution like mesa
[20:12:12] <blockh34d> oh ok thanks
[20:12:17] <Jymmm> blockh34d:
https://groups.google.com/forum/#!forum/machinekit
[20:12:30] <blockh34d> ssi: yes i'm looking into their boards and they look really nice
[20:12:58] <blockh34d> ssi: the goal is to embed this though so a smaller footprint would be great. but its not critical, miniitx would work too
[20:13:07] <ssi> that gets to be a harder problem right now
[20:13:21] <ssi> eventually I'm sure there will be some good solutions for small footprint embedded sbc
[20:13:28] <ssi> but right now that stuff is still pretty experimental
[20:13:30] <blockh34d> it seems like its close
[20:13:41] <blockh34d> lotta neat stuff happening on a small scale
[20:13:51] <blockh34d> i love my raspberry pis, i'm on one now
[20:14:09] <XXCoder> nice
[20:14:14] <blockh34d> i barely use my desktops anymore now that my tablet can do all the same stuff
[20:14:33] <blockh34d> its so much more quiet, i can actually hear the birds outside instead of just cpu fans
[20:15:08] <blockh34d> thanks for the machinekit tip i'll see what i can sort out with that
[20:15:25] <blockh34d> its looking like we might try linuxcnc for this project since it supports 9-axis motion
[20:15:49] <blockh34d> it was going to be a smoothieboard mod but its quite a mod
[20:16:54] -!- tjtr33 [tjtr33!~tjtr33@d47-69-66-82.try.wideopenwest.com] has joined #linuxcnc
[20:17:14] <tjtr33> re the KUKA robot, have some fun and watch this
https://www.youtube.com/watch?v=tIIJME8-au8
[20:17:35] <ssi> I want to get one of those kuka arms pretty bad
[20:23:36] <_methods> yeah
[20:23:43] <_methods> we just sold our robot welder
[20:24:29] <XXCoder> _methods: bought it? heh I read something about welder arm 3d printing something
[20:24:40] <_methods> yeah a bridge
[20:24:53] <XXCoder> that ones new
[20:25:00] <SpeedEvil> XXCoder: and very silly
[20:25:00] <XXCoder> im talking about earlier art one
[20:42:30] -!- tmcw has quit [Remote host closed the connection]
[20:44:13] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[20:47:17] -!- zlog has quit [Ping timeout: 250 seconds]
[20:50:06] -!- zlog [zlog!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[20:50:16] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:50:19] <ssi> https://theconversation.com/zimbabwe-ditches-its-dollar-ending-an-economic-era-43263
[20:54:08] -!- Roguish has quit [Quit: ChatZilla 0.9.91.1 [Firefox 38.0.6/20150605094246]]
[20:59:38] -!- FinboySlick has quit [Quit: Leaving.]
[21:00:28] <JT-Shop> is there a way to read a variable in the G code and send it to a comp now?
[21:02:53] -!- tmcw has quit []
[21:03:10] <cradek> with gcode you can set a few of motion's output hal pins
[21:03:24] <cradek> I think that's the only possible way
[21:04:36] <Deejay> gn8
[21:05:13] -!- Deejay has quit [Quit: bye]
[21:09:13] -!- per_sonne_ has quit [Ping timeout: 276 seconds]
[21:16:37] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[21:21:10] -!- koo6 [koo6!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[21:21:40] <JT-Shop> hmm
[21:22:42] <JT-Shop> I wonder if M68 would work... gotta check that out
[21:22:55] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[21:27:51] -!- tchaddad has quit [Client Quit]
[21:40:53] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[21:44:44] -!- amiri has quit [Ping timeout: 265 seconds]
[21:45:19] -!- chillly has quit [Quit: Ex-Chat]
[21:50:58] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[21:51:25] -!- gyeates has quit [Ping timeout: 264 seconds]
[21:57:01] <JT-Shop> yes it will work
[21:57:08] * JT-Shop loves LinuxCNC
[21:57:33] <Computer_barf> sup
[21:57:52] -!- anarchos123 [anarchos123!~miek@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[21:59:49] <JT-Shop> I just used File Properties to figure my cost to cut parts
[22:00:08] <ssi> :D
[22:00:12] <zeeshan|2> im confused
[22:00:19] <Computer_barf> within linuxcnc? does it calculate time or something
[22:00:21] <zeeshan|2> machienry handbook says max .135 for .125 spring pin
[22:00:31] <zeeshan|2> the spring pin i measure is 133..
[22:00:34] <zeeshan|2> hm
[22:01:05] <Computer_barf> I've been literally timing my parts with a stop watch, then making estimates of how many per hour
[22:01:41] -!- RealityVoid [RealityVoid!~HardWall@86.120.35.169] has joined #linuxcnc
[22:01:43] <Computer_barf> I need to lay them out so it does a bunch of them at a time though, probably the goal of the day
[22:02:01] <JT-Shop> you do know LinuxCNC has a job timer?
[22:02:23] <Computer_barf> nope. im very noobie to cnc
[22:03:04] <Computer_barf> i figured it probably had something like that but just found it quicker to time one of them while I was experementing
[22:03:21] -!- HardWall has quit [Read error: Connection reset by peer]
[22:04:08] <JT-Shop> http://linuxcnc.org/docs/html/man/man9/time.9.html
[22:04:30] <JT-Shop> simple to add to Axis... and a very complete man page if I say so myself
[22:05:47] -!- jvrousseau has quit [Ping timeout: 246 seconds]
[22:06:02] <andypugh> My cunningly-contrived two-part in-situ installable motorcycle exhaust clamps worked out well.
https://picasaweb.google.com/lh/photo/XfpArrA5FOb1Ys8LtYCMS9MTjNZETYmyPJy0liipFm0?feat=directlink
[22:06:39] <andypugh> The original ones had corroded to the point of not working:
https://picasaweb.google.com/lh/photo/C6n19hllwQIQrrN94dQ-f9MTjNZETYmyPJy0liipFm0?feat=directlink
[22:07:15] <Computer_barf> https://www.youtube.com/watch?v=REGeDjuADXI
[22:07:20] <andypugh> Why they used mild-steel flanges on an all-titanium uxhaust is a mystery to me.
[22:07:49] <andypugh> (and, to compound the problem, they welded the exhaust up witht he flanges on, so they can’t be replaced)
[22:09:41] -!- per_sonne_ has quit [Ping timeout: 252 seconds]
[22:12:01] -!- RealityVoid has quit [Read error: Connection reset by peer]
[22:13:59] -!- gyeates has quit [Ping timeout: 245 seconds]
[22:29:41] -!- robin_sz has quit [Ping timeout: 256 seconds]
[22:34:28] -!- Camaban has quit [Quit: Leaving]
[22:34:34] <_methods> mild steel and titanium?
[22:34:37] <_methods> wtf is that about
[22:35:59] <_methods> was it brazed on?
[22:36:17] <_methods> i can see doing that so you can just replace the flanges easily
[22:36:24] <_methods> but welding sounds crazy
[22:36:39] <Jymmm> shabby sheek industrial look
[22:38:49] <_methods> can you even weld mild steel to titanium?
[22:39:40] <Jymmm> I think andypugh's issues is proof that you can do anything a dumbass puts it's mind to =)
[22:40:42] <_methods> i think you have to have a vanadium layer between the mild and titanium to actually weld it
[22:40:53] <_methods> i can't see them puttin that much effort into a stock street bike
[22:41:00] <_methods> but i have no idea
[22:41:30] <andypugh> The flanges are loose plates. They pull against a collar on the header pipe.
[22:41:50] <_methods> ahh so they used a mechanical bond then
[22:41:59] <_methods> swaged the pipe after the flanges were on
[22:42:01] <andypugh> But they (clearly) don’t fit past the collar, and the pipes are all fastened together at the collector box.
[22:42:18] <_methods> i can definitely see them doing that
[22:42:27] <andypugh> I think the collar is Ti too, and welded on.
[22:42:29] <_methods> you'd have to buy a whole new assembly from them
[22:42:38] <_methods> dirty
[22:42:44] <andypugh> _I_ wouldn’t have to, I fixed it :-)
[22:43:06] <_methods> heheh
[22:44:14] <_methods> i like that 2 part flange
[22:44:25] <_methods> you know you could probably sell those pretty easy
[22:44:50] <_methods> i don't think you'd be the first person to have this issue
[22:45:56] <anarchos2> kbc owes me $130...what should i buy?
[22:49:21] -!- robin_sz [robin_sz!~robin@88.97.63.122] has joined #linuxcnc
[22:50:43] <shaun413> whats KBC?
[22:51:44] <shaun413> anarchos2, get some nice calipers
[22:56:44] -!- sumpfralle has quit [Ping timeout: 256 seconds]
[22:57:48] -!- gonzo_nb has quit [Remote host closed the connection]
[23:00:01] <PetefromTn_> well I don't think I can compete with big companies making these damn exhaust manifold plates imagine that...
[23:03:11] -!- mhaberler has quit [Quit: mhaberler]
[23:06:09] <andypugh> PetefromTn_: Mine were laser cut, which might be more cost-effective.
[23:06:30] <andypugh> I get quite a lot of stuff laser-cut, it tends to work out cheaper than buying the material. :-)
[23:07:34] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:08:35] <PetefromTn_> yeah either laser cut or waterjet and then machined might help I guess.
[23:08:59] <PetefromTn_> probably a bitch to surface machine if laser cut tho afterwards
[23:09:25] <andypugh> Depends on the material. It won’t affect mild steel or stainless.
[23:09:50] <PetefromTn_> they want mild 1018 apparently
[23:10:17] -!- rob_h has quit [Ping timeout: 265 seconds]
[23:11:03] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[23:12:21] <PetefromTn_> it is half inch plate tho
[23:12:45] -!- eventor has quit [Ping timeout: 256 seconds]
[23:12:48] <PetefromTn_> a VMC is probably not the perfect machine to make them on completely
[23:13:47] <PetefromTn_> I would have to profile it in steps and then make finish pass around the perimeter as well as doing the surfacing of the plate both sides beforehand in addition to the pocketing and drilling etc. etc. it just adds up to a bunch of time
[23:14:38] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[23:18:51] <andypugh> Here is more detail on mine:
http://bodgesoc.blogspot.co.uk/2015/06/2004-yzf-r1-exhaust-flange-replacement.html
[23:19:47] <PetefromTn_> neato..
[23:20:47] <PetefromTn_> the problem is they are already getting these from someone else for damn near half of what I am needing to get for them. Like you said they must be able to use a laser or waterjet to rough the parts and then finishing on the mill to save time/money
[23:28:18] <PetefromTn_> I think I might try to get a quote to have then laser cut and go from there. If the laser cutting is reasonable I can maybe offer the finish machining as a package complete and the time would be considerably less. Depends on the laser cut price
[23:36:56] -!- patrickarlt has quit [Remote host closed the connection]
[23:48:22] Guest47057 is now known as NV
[23:48:44] -!- NV has quit [Changing host]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
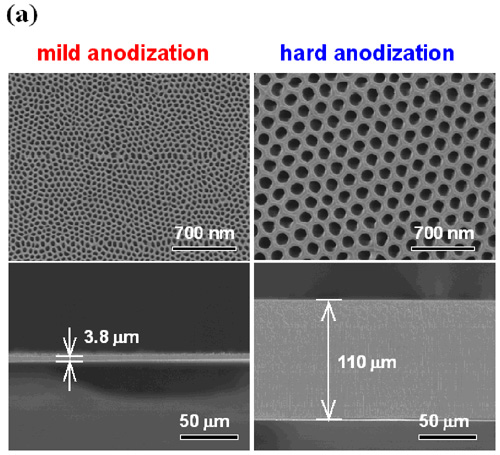{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}