Back
[00:01:02] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[00:02:43] <furrywolf> I just tested out my new senco duraspin. it's a really, really cool tool. it makes you giggle like a really fast racecar or something.
[00:03:13] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:03:18] <furrywolf> it's like a nailgun, but for screws. except you can just hold the trigger down and aim it. screws appear.
[00:04:49] <CaptHindsight> sounds screwy :)
[00:06:34] <furrywolf> it drives screws at 4000rpm, and the motor stays running all the time, so there's no delay for it to spin up. you just poke things and screws appear.
[00:10:16] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.223.161] has joined #linuxcnc
[00:14:33] <Tom_itx> clutch driven?
[00:14:58] -!- amiri has quit [Ping timeout: 255 seconds]
[00:16:35] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[00:16:41] <furrywolf> yep
[00:16:58] <furrywolf> feeds strips of 50 screws
[00:18:51] <furrywolf> http://www.amazon.com/dp/B00005JRLW?tag=shoppingstoresco-20 is the one I have
[00:25:45] <Tom_itx> looks like it should just be an attachment for a standard drill
[00:26:24] <_methods> the centurion lol
[00:26:38] <_methods> the mohawk
[00:27:00] <furrywolf> standard drills don't run at 4000 rpm and have clutches. but, yes, it's an attachment for a standard drywall screwgun.
[00:33:38] <norias> ahh, yes
[00:33:46] <norias> the differences between screwguns and drills
[00:34:22] <norias> whoa, shit
[00:34:41] <norias> that thing is great
[00:39:22] <furrywolf> on the topic of ballastic parachutes, caps claims some impressive statistics... not a single fatality in 54 activations within the rated airspeed and altitude. for comparrison, 27 survivors and 210 dead in accidents where the parachute was not deployed.
[00:40:57] -!- Servos4ever [Servos4ever!~chatzilla@173-87-48-147.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[00:42:57] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[00:50:44] -!- per_sonne_ has quit [Ping timeout: 272 seconds]
[00:50:45] <Tom_itx> PCW on the 7i47S isolated outputs, do i need to use both + & - outputs or just use one or the other depending on the ouput requirements?
[00:51:01] <furrywolf> that's an impressive number, to me at least... reliably landing a damaged or crippled plane without a single fatality. some of the planes were destroyed in-air, such as from collisions with other planes.
[00:51:47] <furrywolf> also, it's sad how many accidents are caused by non-instrument pilots in imc, and fuel starvation. plan your flights better, people! lol
[00:52:48] <PCW> you need to use both (they are OPTO isolator outputs so there's no common to anything else)
[00:53:39] <Tom_itx> go GND the - side and use it as a pulldown output?
[00:53:46] <Tom_itx> so*
[00:53:49] <PCW> so they are polarized switches
[00:54:33] <Tom_itx> if i need a + output how would i configure them?
[00:54:39] <PCW> sure or tie + to +24V so drive a 24V drive enable
[00:54:55] <Tom_itx> drive it from the - ouput then?
[00:55:00] <Tom_itx> the device
[00:55:13] <PCW> Yeah + to + power output is -
[00:55:37] <PCW> (to drive a grounded load)
[00:55:52] <Tom_itx> i need to see which way i'm driving them currently..
[00:56:34] <Tom_itx> so if i'm driving a 5v relay, just tie the + to 5v and use the - output to the relay?
[00:57:22] <Tom_itx> and GND the open leg of the relay...
[00:57:47] -!- Loetmichel has quit [Ping timeout: 246 seconds]
[00:58:22] -!- Loetmichel [Loetmichel!~cylly@p54B11048.dip0.t-ipconnect.de] has joined #linuxcnc
[01:00:05] <Tom_itx> currently the inhibit line is inverted on a standard IO pin
[01:00:23] <Tom_itx> i assume that would be an active low
[01:02:18] <Tom_itx> also looks like the direction pin is inverted
[01:02:47] -!- Crom_ [Crom_!ad3ace7d@gateway/web/freenode/ip.173.58.206.125] has joined #linuxcnc
[01:03:04] Crom_ is now known as Crom
[01:04:53] <Crom> re all
[01:05:04] -!- acdha has quit [Quit: My MacBook has gone to sleep. ZZZzzz…]
[01:05:05] <furrywolf> heyas
[01:05:27] <Crom> doing battle with a Melzi V2 reprap board today
[01:09:18] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[01:13:23] <PCW> They are TLP127 OPTOS so pretty tough but a relay needs a
[01:13:24] <PCW> flyback diode and 5V may be iffy because its a Darlington OPTO and
[01:13:26] <PCW> drops about a volt (though it will drive a 120V DC relay )
[01:13:58] <PCW> (300V VCEO)
[01:14:05] <furrywolf> PCW: I had to fix a wonderful design with a relay and an opto... sec, I know I have the image uploaded somewhere...
[01:14:08] <Tom_itx> PCW, also i'm currently using 1.4khz pwm with a 11000 scale using the cnc4pc board. the 7I47S recomends a 5khz signal. should i start with what i have or start with the 5Khz and work the scale from there?
[01:14:21] <Tom_itx> so it won't work so well at 5v?
[01:14:36] <Tom_itx> i think it's driving a logic circuit on these relays
[01:14:47] <Tom_itx> it's some of those cheap chinese things made for arduino etc
[01:14:48] <furrywolf> PCW:
http://fw.bushytails.net/miller01.png
[01:14:50] <PCW> well you will only get about 4V out
[01:15:12] <Tom_itx> if i think what i think is right, that should be ok
[01:15:27] <PCW> WTF
[01:15:33] <Tom_itx> hah
[01:16:23] <furrywolf> they ground the entire circuit, including a non-tiny relay, through the led in the opto. want to guess what part was burnt out? lol
[01:17:18] <PCW> look like it from bizzaro-electronics land
[01:17:49] <furrywolf> http://fw.bushytails.net/miller01-combined.jpg the pcb looks even worse
[01:17:56] <norias> bizzaro-electronics land
[01:17:57] <norias> hah
[01:18:09] <norias> hey PCW
[01:18:14] <norias> do you do any side work?
[01:18:16] <furrywolf> my schematic layout was to match the pcb to make tracing easier
[01:18:30] <norias> advise folks on sourcing or electronics design?
[01:19:30] <PCW> Tom_itx: 1400 hz should be fine if a bit ripply
[01:20:24] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[01:21:10] <Tom_itx> PCW should i start with 5Khz pwm or the 1.4khz i'm currently using on the cnc4pc board?
[01:21:18] <Tom_itx> aarg
[01:21:25] <Tom_itx> scrollback got me
[01:21:40] <Tom_itx> i'd rather bump it up if i can...
[01:22:01] <Tom_itx> but to get the range i needed for the spindle speed i had to go with that on their board
[01:22:22] <Tom_itx> i'm eliminating that board now
[01:23:45] <PCW> (a percent or so)
[01:23:47] -!- Servos4ever has quit [Quit: ChatZilla 0.9.91.1 [SeaMonkey 2.26.1/20140612173529]]
[01:27:36] -!- tinkerer has quit [Remote host closed the connection]
[01:28:09] <Tom_itx> apparently DK or mouse don't carry those parts
[01:28:52] <Tom_itx> are those toshiba optos?
[01:29:14] <Tom_itx> making sure i'm looking at the right data sheet
[01:33:05] -!- JohnyK has quit [Ping timeout: 244 seconds]
[01:34:35] <Tom_itx> PCW the jumpers on the 7i47 & 7i47S are all the same right?
[01:35:03] <PCW> a bit too busy ATM to do any outside work
[01:36:00] <Tom_itx> just those 4 io are all that's different?
[01:36:14] <PCW> 5 KHz is about the best in terms of linearity VS ripple
[01:36:41] <Tom_itx> i'll start with that then and see if i can get the output range i need
[01:36:52] <Tom_itx> in relation to the command speed
[01:38:54] <PCW> bbl dinner
[01:39:59] -!- PCW has quit [Quit: ChatZilla 0.9.91.1 [Firefox 37.0.2/20150415140819]]
[01:46:08] <RyanS> woohoo, we're installing 80amps (240v) in the shed/workshop
[01:46:57] <RyanS> time to play with big motors etc
[01:47:00] <furrywolf> I wish I had a shed and workshop.
[01:47:50] <RyanS> sadly i cant fit a big machine
[01:49:50] <RyanS> its technically dads shed but im doing a slow motion takeover of it
[01:50:07] <renesis> nice
[01:50:26] <RyanS> im nearly there
[01:50:41] <renesis> change the locks!
[01:52:03] <RyanS> he doesn't mind coz he can tell his mates about the goodies in the shed
[01:53:09] -!- per_sonne_ has quit [Ping timeout: 245 seconds]
[01:53:40] <RyanS> im salivating over 19kW of powah
[02:15:54] * furrywolf has 3.5kW of power
[02:17:09] <RyanS> we have 2.4 now
[02:19:37] <furrywolf> total.
[02:20:54] <RyanS> does furrywolf live in a caravan?
[02:21:41] <furrywolf> furrywolf has an off-grid solar system
[02:22:01] <RyanS> ooo
[02:22:05] <furrywolf> with a
http://www.outbackpower.com/outback-products/inverters-chargers/item/vented-gvfx3524
[02:24:18] <RyanS> apparently you're not even allowed to go off-grid in australia.... at least suburbs
[02:25:38] <furrywolf> eh? there's tons of off-grid solar in au...
[02:26:13] <RyanS> maybe that's rural ?
[02:28:28] <furrywolf> do you have a reference for this not being allowed to go off-grid? because google isn't finding one for me.
[02:29:09] <RyanS> idk its just something i heard
[02:30:01] <RyanS> but you are connected? "grid-interactive system"
[02:30:17] <Jymmm> http://www.collective-evolution.com/2014/03/09/florida-makes-off-grid-living-illegal-mandates-all-homes-must-be-connected-to-an-electricity-grid/
[02:30:32] <furrywolf> closest I've found googling is a florida woman getting her house code-enforcement-tagged for going off-grid. such a thing seems far more likely in the US than AU....
[02:30:50] <furrywolf> RyanS: I said off-grid. lol
[02:31:33] <Jymmm> http://michiganradio.org/post/living-grid-can-be-illegal
[02:31:47] <RyanS> but your inverter is " grid-interactie"
[02:31:56] <RyanS> grid-interactive
[02:33:25] <furrywolf> yes, it can be grid-interactive. that doesn't require it to be. lol
[02:33:38] <furrywolf> if you connect it to a grid, it can be configured to sell to the grid.
[02:34:10] <furrywolf> Jymmm: again, that's the US. we all already know the US government is fucked up.
[02:35:19] <furrywolf> the grid-interactive bits have other useful purposes even when off-grid... for example, if you connect a generator to the input, it can do fancy load-sharing things. for example, my generator can only put out 3000W peak, something less continuous. so I set it to not draw more than 22A from the generator input.
[02:35:34] <furrywolf> if I run loads that draw more than 22A, it'll pull 22A from the generator, then pull the remainder from the batteries.
[02:36:01] <RyanS> coool
[02:36:28] <furrywolf> if I run loads that draw less than 22A, it'll still pull 22A, and charge the batteries with the difference.
[02:36:29] <furrywolf> (until they reach voltage/current setpoints, of course)
[02:38:58] <RyanS> i dont trust off grid as im ventilator dependent, only got 1 hour battery, of couse i do have a 12hour battery too
[02:39:01] <furrywolf> it also, I learned the other day, can do the rather interesting task of using power back-fed from the ac output to charge the batteries. if you connect a grid-tie inverter to the ac output, such as the microinverters found on the back of some solar panels, it's smart enough to recognize another inverter is feeding power back into it, and siphon the extra power off for the batteries, while still maintaining output regulation.
[02:40:54] <furrywolf> outback gives an example of this in a community mini power grid, with one central location for batteries, a big inverter bank there, AC mains distribution, then grid-tied solar, hydro, whatever attached to the grid, going back through the grid to the batteries.
[02:41:10] <furrywolf> I've yet to make use of this feature - I just find it cool. :P
[02:42:37] <RyanS> someone in Perth died in a blackout, i believe they didnt have alarms or backup.. very foolish
[02:44:14] * furrywolf knows very little about ventilators
[02:44:25] <norias> i would think a system like furrywolf's
[02:44:36] <norias> would be ideal for someone with a ventilator
[02:44:50] <furrywolf> norias: only if combined with grid
[02:44:55] <RyanS> If it stops, i die :)
[02:44:57] <norias> yeah
[02:45:03] <furrywolf> it is _not_ reliable during the winter weather here.
[02:45:08] <norias> my neighbor has something like that
[02:45:13] <norias> hence she has a generator
[02:45:25] <furrywolf> yes, I have a generator too. they suck. :P
[02:46:22] <RyanS> the power company has to send one in extended blackout
[02:47:28] <furrywolf> I'd figure you'd want your own if you depended on it...
[02:47:51] <norias> what does your run on, furrywolf?
[02:48:29] <furrywolf> I have a honda eu3000is that runs on gasoline, and a military surplus dc generator that's diesel.
[02:49:06] <norias> good deal
[02:49:17] <norias> i think i'd want one that runs on natural gas
[02:50:27] <furrywolf> the natural gas grid is substantially smaller than the power grid. if you have natural gas, you have power. lol
[02:50:56] <norias> i beg to differ
[02:51:09] <norias> i've definitely had gas when i didn't have power
[02:51:11] <furrywolf> oh? do you know of a location that has natural gas but not electricity?
[02:51:21] <norias> i.e. my gas is more reliable
[02:52:21] <furrywolf> I'm talking about off-grid. lol
[02:52:30] <norias> that's fair
[02:52:36] <norias> i'm saying what i'd want
[02:52:44] <norias> i don't want to be off-grid
[02:52:55] <furrywolf> natural gas backup generators are widely available. Costco, for example, carries them.
[02:52:59] <norias> yeah
[02:53:38] -!- per_sonne_ has quit [Ping timeout: 252 seconds]
[02:53:51] <furrywolf> I need to do something with my diesel generator... it's too loud to use. like ungodly loud. like you can't hear someone standing next to you and yelling anywhere within 100ft of it. and it has a large, non-rusted muffler already!
[02:54:19] <furrywolf> I've never ran it more than testing because of this.
[02:54:33] <RyanS> my support worker lives a little out of town and got 3 phase power set up for free. i said "i hate you"
[02:54:56] <norias> heh
[02:55:08] <furrywolf> so you're ventilator-dependent but mobile? that disagrees with what google says. lol
[02:56:27] <RyanS> i have one vent on my wheelchair 24v, batteries run all day
[02:57:13] <RyanS> one next to bed, AC, 1 hour backup
[02:57:50] * furrywolf has cut up several power wheelchairs, but none have had ventilators
[02:58:09] <furrywolf> power wheelchair motors are extraordinarily useful. :)
[02:58:19] <XXCoder1> furrywolf: egg carton foam surround
[02:58:34] <RyanS> no, it just has a bracket
[02:58:44] <RyanS> for vent
[02:59:26] <furrywolf> XXCoder1: it needs more than that. to build a box, you have to plumb in fresh air, plumb out exhaust, and plumb out hot air.
[02:59:55] <XXCoder1> yeah I was thinking just enough to stop sound from going to places you dont wanna it to go
[03:00:00] <RyanS> hmpff, im inside alone right now... really wise people
[03:00:00] <XXCoder1> dont need to be completely sealed
[03:00:11] <XXCoder1> but same time may not be possible dunno
[03:00:17] <furrywolf> RyanS: ?
[03:01:26] <RyanS> yeh theyre mowing lawns, so cant hear alarm
[03:02:29] -!- furrywolf has quit [Read error: No route to host]
[03:09:00] <RyanS> i survive, yeah cant you soundproof diesel gen ?
[03:09:25] <XXCoder1> she got booted
[03:09:49] <XXCoder1> she always get all kinds of weird irc boots
[03:10:00] <XXCoder1> man does her isp suckl
[03:10:27] <RyanS> ah
[03:11:55] -!- Crom has quit [Quit: Page closed]
[03:13:00] -!- furrywolf [furrywolf!~randyg@99-204-221-198.pools.spcsdns.net] has joined #linuxcnc
[03:13:05] <XXCoder1> wb
[03:13:27] <furrywolf> grrr, stupid fucking internet connection.
[03:13:28] <furrywolf> <furrywolf> I take it you can't switch ventilators/batteries/etc on your own, then?
[03:13:52] <XXCoder1> nailed it
[03:14:14] <RyanS> nope
[03:15:05] <RyanS> so independant living isn't viable
[03:15:37] <XXCoder1> solar batteries, bigass batteries
[03:16:35] <RyanS> but i have a guy to operate my lathe, drill etc 10 hours a week
[03:16:39] -!- furrywolf has quit [Read error: Connection reset by peer]
[03:16:53] <RyanS> i do design
[03:19:00] <RyanS> and "ummm you left the hex key there, no higher, left, There!" :-)
[03:19:56] -!- AR_ has quit [Ping timeout: 240 seconds]
[03:27:43] <norias> this whole generator thing
[03:27:58] <norias> has lead me to thinking about playing with converting engines to propane
[03:28:01] <norias> or natural gas
[03:28:04] <norias> which lead to
[03:28:10] <norias> i wonder if i can make decent money
[03:28:13] <norias> on small engine repair
[03:30:40] -!- furrywolf [furrywolf!~randyg@99-204-221-198.pools.spcsdns.net] has joined #linuxcnc
[03:31:45] <furrywolf> hate.
[03:32:16] <XXCoder1> think your isp runs on hate
[03:33:38] <norias> lol
[03:33:44] <norias> stop the hate!
[03:33:50] <norias> you are only giving them more power
[03:35:09] -!- asdfasd has quit [Ping timeout: 256 seconds]
[03:35:38] <furrywolf> I just tested the harbor freight add-on laser for circular saws... it seems to work decently well.
[03:36:57] <furrywolf> it replaces the other blade clamp, and spins with the blade.
[03:37:40] <furrywolf> s/other/outer
[03:39:02] -!- Valen has quit [Remote host closed the connection]
[03:40:03] <norias> huh
[03:40:13] <norias> that sounds fun
[03:41:50] <furrywolf> http://manuals.harborfreight.com/manuals/96000-96999/96401.pdf
[03:52:03] <furrywolf> it's a cute design, and unlike the ones built into many saws, actually lines up with the blade.
[03:52:27] <furrywolf> you know, the ones that are consistently half a fucking inch away from your cut? (yay dewalt!)
[03:53:58] <furrywolf> http://humboldt.craigslist.org/grd/5016488326.html too cute!
[03:54:17] <norias> lol
[03:54:59] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[03:55:18] <furrywolf> actually, I take that back. I think it was a Craftsman I was using.
[04:33:42] -!- FinboySlick has quit [Quit: Leaving.]
[04:40:44] -!- furrywolf has quit [Ping timeout: 256 seconds]
[04:48:09] -!- toner has quit [Remote host closed the connection]
[04:57:06] <zeeshan> finally home
[04:57:06] -!- per_sonne_ has quit [Ping timeout: 272 seconds]
[05:02:23] <Tom_itx> crap, i gotta remap some pins in order to swap boards
[05:02:34] <zeeshan> ??
[05:02:49] <Tom_itx> changing the spindle pwm source
[05:03:02] <zeeshan> youve been working on that thing too long :P
[05:03:18] <Tom_itx> naw, it's been sitting for 2-3 weeks now
[05:03:30] <Tom_itx> haven't had time to mess with it
[05:03:39] <Tom_itx> besides i got it working with the C6 board
[05:03:40] <zeeshan> why not
[05:03:43] <zeeshan> cnc is priorty in life
[05:03:52] <Tom_itx> now i'm hooking up the 7i47S for spindle control
[05:04:14] <Tom_itx> that and a couple relays should do it
[05:04:47] <Tom_itx> i might have to re-time the delays on the relays since i'm switching those too
[05:04:58] <Tom_itx> but they should be pretty close
[05:13:36] -!- firephoto has quit [Ping timeout: 256 seconds]
[05:14:05] -!- firephoto [firephoto!firephoto@open.source.supporter.firrre.com] has joined #linuxcnc
[05:14:50] <zeeshan> ah cool
[05:57:02] -!- The_Ball [The_Ball!~ballen@42.80-202-192.nextgentel.com] has joined #linuxcnc
[05:57:23] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[05:58:19] -!- toner [toner!~ink@c-67-180-228-85.hsd1.ca.comcast.net] has joined #linuxcnc
[06:02:28] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[06:03:49] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[06:07:07] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[06:07:07] -!- Tecan has quit [Changing host]
[06:07:07] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[06:10:09] -!- ve7it has quit [Remote host closed the connection]
[06:15:02] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[06:21:31] -!- The__Ball [The__Ball!~ballen@42.80-202-192.nextgentel.com] has joined #linuxcnc
[06:28:11] -!- The__Ball has quit [Remote host closed the connection]
[06:28:11] -!- The_Ball has quit [Remote host closed the connection]
[06:39:33] -!- Crom [Crom!~robi@pool-108-23-106-180.lsanca.fios.verizon.net] has joined #linuxcnc
[06:45:54] -!- sumpfralle has quit [Ping timeout: 272 seconds]
[06:47:59] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:48:07] <Deejay> moin
[06:48:29] <XXCoder1> yo
[06:59:02] -!- per_sonne_ has quit [Ping timeout: 264 seconds]
[07:07:51] -!- Lasper has quit [Remote host closed the connection]
[07:08:35] -!- Lasper [Lasper!~Lasper@178.62.201.86] has joined #linuxcnc
[07:14:42] -!- dutchfish [dutchfish!~wil@unaffiliated/dutchfish] has joined #linuxcnc
[07:19:22] -!- bkboggy has quit [Quit: Leaving]
[07:36:57] -!- txp has quit [Remote host closed the connection]
[07:43:56] -!- karavanjo has quit [Ping timeout: 240 seconds]
[07:50:51] -!- txp has quit [Remote host closed the connection]
[08:00:08] -!- per_sonne_ has quit [Ping timeout: 272 seconds]
[08:14:13] -!- rob_h [rob_h!~robh@90.206.254.250] has joined #linuxcnc
[08:21:37] -!- asdfasd [asdfasd!~332332@2.220.227.242] has joined #linuxcnc
[08:29:13] <RyanS> does cross table (x, y) size 700 x 210mm, x travel 450mm give enough data to tell what the max length of part i can face is? (i dont have it yet)
[08:30:32] <RyanS> i need to flycut 150x12mm 800 mm flat steel
[08:31:22] <RyanS> so i guess do in 2 sections
[08:37:54] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[08:39:08] -!- JohnyK [JohnyK!~wity@147.175.183.48] has joined #linuxcnc
[08:43:42] -!- JohnyK has quit [Ping timeout: 272 seconds]
[08:44:28] -!- fogl has quit [Ping timeout: 272 seconds]
[08:46:55] -!- f1oat4 [f1oat4!~f1oat@AMontsouris-553-1-107-179.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[08:47:57] -!- Khetzal has quit [Remote host closed the connection]
[08:48:34] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-dacwqacqsqbeykny] has joined #linuxcnc
[08:49:18] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[08:57:22] -!- fogl [fogl!~klemen@BSN-143-30-231.dynamic.siol.net] has joined #linuxcnc
[09:00:31] -!- skunksleep has quit [Ping timeout: 250 seconds]
[09:01:02] -!- per_sonne_ has quit [Ping timeout: 252 seconds]
[09:02:17] -!- The_Ball [The_Ball!~ballen@42.80-202-192.nextgentel.com] has joined #linuxcnc
[09:02:26] -!- The__Ball [The__Ball!~ballen@80.202.192.42] has joined #linuxcnc
[09:22:52] -!- txp has quit [Remote host closed the connection]
[09:29:57] -!- Valen has quit [Remote host closed the connection]
[09:37:06] -!- JohnyK has quit [Read error: Connection reset by peer]
[09:43:33] -!- danylevskyi has quit [Read error: Connection reset by peer]
[09:54:21] -!- JohnyK [JohnyK!~wity@jurajp.ynet.sk] has joined #linuxcnc
[10:03:19] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[10:04:37] -!- danylevskyi has quit [Ping timeout: 264 seconds]
[10:06:50] -!- JohnyK has quit [Ping timeout: 264 seconds]
[10:19:13] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[10:54:07] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[10:55:35] <jthornton> don't forget to add the diameter of the fly cutter to the travel
[10:59:22] -!- sumpfralle has quit [Ping timeout: 255 seconds]
[11:02:38] -!- Komzpa has quit [Ping timeout: 264 seconds]
[11:03:52] -!- per_sonne_ has quit [Ping timeout: 252 seconds]
[11:13:13] -!- Guest17807 [Guest17807!~matic.bie@27.214.65.58] has joined #linuxcnc
[11:15:43] -!- Guest17807 has quit [Client Quit]
[11:19:21] -!- RifRaf [RifRaf!~RifRaf@203-219-188-29.tpgi.com.au] has joined #linuxcnc
[11:20:39] -!- socara [socara!~matic.bie@27.214.65.58] has joined #linuxcnc
[11:24:56] <SpeedEvil> Only as much as the cutter doesn't hit stuff
[11:25:29] -!- danylevskyi has quit [Ping timeout: 256 seconds]
[11:28:57] -!- ingsoc has quit [Ping timeout: 240 seconds]
[11:29:47] <archivist> and if you over hang the setup
[11:30:58] -!- BellinganRoy [BellinganRoy!~Bellingan@host64-223-dynamic.32-79-r.retail.telecomitalia.it] has joined #linuxcnc
[11:31:47] <_methods> i hate fly cutters
[11:32:00] <_methods> they always scare the shit out of me
[11:33:39] <archivist> duck :)
[11:34:50] <jthornton> I have a nice balanced 6" one but it still flexes too much so I'd rather use my 2.5" face mill
[11:38:18] <_methods> i like to keep my hands behind my back while i run them lol
[11:38:35] <_methods> i know a guy that lost 2 thumbs on 2 diff occassions to fly cutters
[11:38:43] <jthornton> do you use a stick to press the start button?
[11:38:46] <_methods> the 2nd time he said not again
[11:38:53] <jthornton> I guess not
[11:38:54] <_methods> lol
[11:39:00] <jthornton> out of thumbs
[11:39:05] <_methods> no shit
[11:39:18] <_methods> no it was more of an exclamation of holy shit not again
[11:39:40] <_methods> an exclamation of incredulity
[11:39:44] <jthornton> heh
[11:39:46] <_methods> is that even a word
[11:39:50] <jthornton> I can see that
[11:39:52] <jthornton> dunno
[11:40:00] <_methods> it is
[11:40:03] <_methods> holy shit hahah
[11:40:26] <_methods> the state of being unwilling or unable to believe something.
[11:41:08] -!- sumpfralle [sumpfralle!~lars@p5DCFC9F6.dip0.t-ipconnect.de] has joined #linuxcnc
[11:42:32] <_methods> so needless to say i'm extremely cautious around fly cutters
[11:43:01] -!- RifRaf has quit [Ping timeout: 264 seconds]
[11:43:28] <_methods> we used to use "slip steel" blades in the shapers when i used to work for an architectural wood working place
[11:43:33] <_methods> that's some scary stuff too
[11:45:04] <jthornton> damn glade wants to use GTK3 and I tried that with some issues
[11:45:07] <_methods> http://www.woodweb.com/knowledge_base/Antique_unsafe_shaper_knives.html
[11:45:18] <_methods> dependency nightmares
[11:45:41] <SpeedEvil> Shapers are nice and sane.
[11:45:42] <_methods> so you have stuff using old gtk and new gtk
[11:45:43] <jthornton> yea, sucks
[11:45:48] <SpeedEvil> When everything is clamped down just right.
[11:46:07] <_methods> yeah normal shaper blades are cool as long as a moron doesn't load them lol
[11:47:38] <SpeedEvil> The problem is that 99.9% of the time you might do it right.
[11:47:40] <jthornton> I have a mill calculator, G code generator that I wrote in Ubuntu 10.04 and that uses GTK2
[11:47:44] <SpeedEvil> Are you sure about the .1%?
[11:47:59] <jthornton> now I'm on sneezy and it uses GTK3, it being Glade
[11:48:07] <_methods> yeah i always try to stand behind something solid when i see a new guy about to do a shaper/moulder setup
[11:48:31] <_methods> When these knives were used in the sixties, mill workers wore lead aprons to protect their manhood. I've never seen one unscathed or without a story. - See more at:
http://www.woodweb.com/knowledge_base/Antique_unsafe_shaper_knives.html#sthash.GHtr3G8P.dpuf
[11:48:34] <_methods> lol
[11:50:51] <SpeedEvil> _methods: Plus, shit happens.
[11:50:53] <SpeedEvil> http://en.wikipedia.org/wiki/NOAA-19#Damage_during_manufacture
[11:54:20] <_methods> yeah that too lol
[11:54:57] <_methods> i had to get out of woodworking, too many body parts disappearing in that line of work
[11:55:19] <SpeedEvil> Metalworking at least until carbide went comparatively slowly
[11:55:26] <_methods> i still do my own woodworking stuff but no more production woodwork for sure
[11:58:19] <_methods> jthornton: is sneezy the latest and greatest debian or something?
[11:58:54] <_methods> i wish they would just use a damn number system for their os
[11:59:06] <jthornton> dunno, the LinuxCNC live CD is based on debian wheezy
[11:59:18] <_methods> yeah i'm on wheezy
[11:59:27] <jthornton> but you can run 2.7 on Ubuntu 10.04 as my plasma is doing that
[11:59:31] <_methods> i thought jessie was the latest
[11:59:52] <_methods> i have 10.04 on my old little pcb mill
[12:00:03] <jthornton> I only went for wheezy because of genie version was much newer and more stable
[12:00:32] <_methods> well i try and stay on stable for most things
[12:00:44] <_methods> if you get ahead or behind it's always issues it seems
[12:00:59] <_methods> harder to find solutions to issues
[12:02:32] <jthornton> well saving my mill G code generator in Glade 3 didn't seem to mess it up
[12:03:28] <_methods> well that's good thing
[12:04:43] <_methods> yeah i use the hell out of your pocket generator
[12:05:13] -!- per_sonne_ has quit [Ping timeout: 264 seconds]
[12:05:28] <jthornton> which one is that?
[12:06:27] <_methods> one i got off the linuxcnc script page
[12:07:06] <jthornton> the one Sammel did? Pocket.py?
[12:07:17] <_methods> yeah that one
[12:07:21] <_methods> oh i thought you did it
[12:07:44] <_methods> i thought your name was in the readme
[12:07:45] <_methods> hmm
[12:07:57] <jthornton> yea, he took my code and added to it to make pocket py
[12:08:56] <_methods> well i use it a lot when i'm too lazy to go upstairs and program something lol
[12:09:00] <jthornton> I made the framework for using Tkinter and widgets and jepler showed me how to send it to Axis
[12:09:05] <_methods> and too lazy to write pocket by hand
[12:09:27] <_methods> which is 99% of the time lol
[12:10:21] <jthornton> CAM is so overrated and cumbersome for most things
[12:12:04] <jthornton> I need to incorporate his code into my mill G code generator
[12:13:04] -!- The_Ball has quit [Disconnected by services]
[12:13:08] The__Ball is now known as The_Ball
[12:13:21] -!- The__Ball [The__Ball!~ballen@80.202.192.42] has joined #linuxcnc
[12:19:03] <jthornton> damn Glade 3.12.1 is buggy
[12:26:17] <_methods> oh yeah?
[12:26:41] -!- socara has quit [Quit: What?! Open source isn't good enough for you? Bersirc 2.2 [ http://www.bersirc.org/ - Open Source IRC ]]
[12:26:52] <jthornton> yea, trying to type in a frame name and it keeps putting the cursor at the end after every key stroke
[12:27:15] <jthornton> so if your trying to type between something you have to keep putting the cursor back
[12:28:40] -!- socara [socara!~socara@27.214.65.58] has joined #linuxcnc
[12:30:34] <_methods> oh that's convenient
[12:30:41] <_methods> i love it when they add helpful things lol
[12:30:42] <jthornton> yea
[12:32:28] <archivist> how does crap like that get past any sort of quality control
[12:33:24] <archivist> like the disappearing scroll bar on win 8
[12:33:40] <jthornton> so if I put the cursor at the start of a word and type a letter it puts the letter at the end of the word
[12:33:50] <jthornton> how nice
[12:34:25] <jthornton> oh I highlighted the letter to type over it and it put the corrected letter at the end lol
[12:34:45] <archivist> needs a verbose with expletives bug report :)
[12:35:10] <jthornton> all they will say is why are you using an out of date version of Glade
[12:37:01] <jthornton> lol a grid property is orientation... it's a grid how can it be horizontal or vertical?
[12:37:08] <archivist> same thing I hate about boost if it is allowed to infect a project
[12:38:36] -!- karavanjo has quit [Ping timeout: 240 seconds]
[12:43:11] <socara> oh
[12:43:56] -!- jthornton has quit [Ping timeout: 240 seconds]
[12:44:16] -!- JT-Shop has quit [Ping timeout: 240 seconds]
[12:44:49] -!- r0ute has quit [Ping timeout: 265 seconds]
[12:47:58] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[12:47:58] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[12:51:10] <jthornton> Warning: cannot create instance of abstract (non-instantiatable) type `GtkBox' self.builder.add_from_file(current_path + "data/mill.glade")Segmentation fault
[12:51:14] <jthornton> nice
[12:58:17] <_methods> oooh seg fault
[12:58:19] <_methods> that's nice
[13:04:07] -!- Praesmeodymium has quit [Read error: Connection reset by peer]
[13:04:07] -!- Praesmeodymium [Praesmeodymium!~kvirc@c-24-21-129-95.hsd1.or.comcast.net] has joined #linuxcnc
[13:05:01] <jthornton> according to this page
https://glade.gnome.org/sources.html you can get glade for either GTK2 or 3
[13:06:09] <jthornton> I'm beginning to not like Glade any more
[13:06:44] -!- per_sonne_ has quit [Ping timeout: 276 seconds]
[13:08:26] <jthornton> oh I found glade-gtk2 in the synaptic package manager
[13:25:59] -!- bluemaex has quit [Ping timeout: 252 seconds]
[13:27:00] <mozmck> jthornton: what distribution are you using?
[13:35:34] <jthornton> distribution?
[13:39:23] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[13:44:18] <pcw_home> Debian Wheezy, Jessie
[13:44:20] <pcw_home> Ubuntu Precise, Trusty, Vivid etc
[13:44:59] <jthornton> Debian Wheezy
[13:45:16] <jthornton> from the LinuxCNC LiveCD
[13:46:42] -!- socara has quit [Read error: Connection reset by peer]
[14:03:06] -!- ingsoc has quit [Client Quit]
[14:03:32] -!- ingsoc1 has quit [Ping timeout: 272 seconds]
[14:03:38] -!- BellinganRoy has quit [Remote host closed the connection]
[14:04:01] -!- BellinganRoy [BellinganRoy!~Bellingan@host64-223-dynamic.32-79-r.retail.telecomitalia.it] has joined #linuxcnc
[14:04:01] -!- BellinganRoy has quit [Remote host closed the connection]
[14:07:26] -!- per_sonne_ has quit [Ping timeout: 264 seconds]
[14:11:35] -!- sumpfralle [sumpfralle!~lars@p5DCFC9F6.dip0.t-ipconnect.de] has joined #linuxcnc
[14:14:34] <zeeshan> jthornton: you should post some pics of your macros :P
[14:16:04] <zeeshan> a couple macros that i want for the mill: facing macro (generates spiral or zigzag path based on work piece face, and cutter diameter), chip break drill cycle for bolt circles
[14:28:23] <CaptHindsight> https://www.kickstarter.com/projects/1598272670/chip-the-worlds-first-9-computer good one more year before people start trying to run Linuxcnc or recrapware on this
[14:28:51] <archivist> a bit tight on memory though
[14:29:03] <zeeshan> hi archivist
[14:29:08] <zeeshan> i found my first gear project..
[14:29:09] <zeeshan> :-)
[14:29:17] <archivist> oops
[14:29:21] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/D3EB63F3-691B-43CC-91B8-960AEEFCB38F-4335-00000553821375A1_zpsddabb053.jpg
[14:29:29] <zeeshan> need to make the hypoid rack and pinion gear
[14:29:35] <zeeshan> andd...
[14:29:48] <zeeshan> http://drive.google.com/uc?export=view&id=0B-s8Xj1_LdfyYWMwdTduT0x2Uk0
[14:29:51] <zeeshan> the spline on the top :P
[14:30:25] <archivist> photophukkit where a white screen is the image of the day
[14:30:32] -!- norias has quit [Read error: Connection reset by peer]
[14:30:55] -!- norias [norias!~jm@2601:7:9800:df14:b52a:88b8:891d:5b5c] has joined #linuxcnc
[14:31:18] <archivist> I see something a a couple of nanoseconds then it goes blank with a loading timer
[14:31:24] <zeeshan> lol
[14:31:45] <zeeshan> http://www.kijiji.ca/v-tool-other/guelph/tool-and-die-machinist-tools/1070570279?enableSearchNavigationFlag=true
[14:31:49] <zeeshan> finally someone with 246 blocks
[14:32:32] <CaptHindsight> I have 2 4 6 8 blocks :)
[14:34:46] -!- norias has quit [Client Quit]
[14:36:13] <archivist> another photofukkit example
http://www.collection.archivist.info/archive/grabs/Screenshot-24.png
[14:36:39] -!- furrywolf [furrywolf!~randyg@99.204.226.18] has joined #linuxcnc
[14:37:17] -!- recon_lap [recon_lap!~mec@217.114.169.241] has joined #linuxcnc
[14:38:36] <recon_lap> wonder if anyone can help me setup my first cnc job on a large machine. got a few questions. like if i have a 5mm slot I want to carve , what would be a suitable bit size?
[14:39:25] <recon_lap> 5mm r x 18mm depth
[14:41:51] <Tom_itx> you want room to do a final pass and to acomodate tool deflection so i'd use something smaller than 5mm
[14:41:55] <Tom_itx> 4mm if you can get them
[14:42:05] <Tom_itx> i don't generally deal with metric
[14:42:12] <archivist> rather deep, there will be some spring of the tool, decide on accuracy and finish needed, go for the largest most solid slot drill, 4.8 maybe
[14:43:05] <Tom_itx> take several passes
[14:43:11] <Tom_itx> until you reach depth
[14:43:23] <Tom_itx> then take a final cleanup on the wall
[14:44:04] <archivist> have a lot of lube to clear chips
[14:45:20] <Tom_itx> http://zero-divide.net/index.php?page=fswizard&shell_id=199&load_tool_id=27011
[14:45:23] <recon_lap> lube?
[14:45:30] <archivist> coolant
[14:45:30] <Tom_itx> that might help whit cuter speeds & feeds
[14:45:42] <Tom_itx> flood coolant or air mist
[14:45:56] <recon_lap> this will be hardwood plyboard 18mm beach
[14:46:10] <Tom_itx> beech is pretty hard too
[14:46:15] <Tom_itx> but no coolant on wood
[14:46:18] <Tom_itx> maybe air
[14:46:18] <recon_lap> sry, thats sort of important info
[14:46:54] <archivist> you still need to get chippings out, air/vacuum
[14:46:58] <Tom_itx> i use 20-30 ply beech hardwood on occasion
[14:46:59] <recon_lap> just have a extractor hood , it's a shopbot cnc
[14:47:50] <recon_lap> looked like 8 or 9 ply to me, did not count though.
[14:49:24] <recon_lap> ok, next question, I got a 20mm circler hole (18mm dept), should I select it as a pocket and route all the material out?
[14:49:46] <recon_lap> and what bit size would you recommend?
[14:50:03] <archivist> often makes sense so you dont have the middle fly out
[14:51:26] <Tom_itx> yeah start from the center out
[14:54:07] <recon_lap> I got some smaller holes to drill , 10mm 4mm and 3mm , should I use 3 appropriately sized bits and do 3 separate drilling passes with tool changes?
[14:54:47] <recon_lap> and I take it I should just use regular wood drill bits?
[14:55:12] <Loetmichel> re from buying grocerys... and the bodyshop hasn't finished my car... now i have to commute monday and maybe tuesday with the 50cc bike ... one hopes it dosent rain. Why cant they be true t their promises?
[14:56:15] -!- kwallace has quit [Read error: Connection reset by peer]
[15:01:30] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[15:10:40] -!- per_sonne_ has quit [Ping timeout: 272 seconds]
[15:18:23] <jthornton> zeeshan, is has everything in one app
[15:19:22] <archivist> recon_lap, router bits as you are side cutting not drilling
[15:20:20] <jthornton> http://ibin.co/2193k2vcYUfV
[15:21:43] <jthornton> zeeshan,
http://gnipsel.com/files/g-code-generator/ is the latest one, but I'm working on it now
[15:21:59] <jthornton> some things work some do not, they are labeled if they don't work IIRC
[15:22:29] <recon_lap> archivist: I asking to clear up these details, on large wood CNC jobs, do you only use side cutting bits, or do you match the bits to the current job, like plunge bits for screwholes and do tool changes.
[15:23:22] <jthornton> renamed link
http://gnipsel.com/files/mill-g-code/
[15:31:33] <archivist> recon_lap, depends on the job, machine and ease or not of tool changing
[15:32:43] <recon_lap> archivist : lol, well whats considered best practice ?
[15:33:26] <recon_lap> like I could just use a 2.8mm bit for the whole job ?
[15:34:01] <archivist> only if you are willing to wait, would be a lot slwer using a small bit
[15:34:09] <archivist> slower
[15:35:06] <recon_lap> ok, and what about plunge drill bits? recommended or to be avoided ?
[15:35:38] <archivist> it is a choice you have to make between speed, accuracy and a pain in the a changing tools if you dont have auto tool changer
[15:35:39] -!- kwallace has quit [Ping timeout: 264 seconds]
[15:36:35] <archivist> a plunge/normal drill bit is better for a plain circular hole
[15:37:14] <recon_lap> archivist: thx, thats the type of info I looking for.
[15:37:51] <Loetmichel> recon_lap: you could "drill" it this way:
https://www.youtube.com/watch?v=2wS_URQsyTU
[15:37:59] <recon_lap> I've only got 2 drill hole sizes and 2 bit sizes required for this job.
[15:38:22] <recon_lap> so 4 tool changes, not that much I would think
[15:38:55] <Loetmichel> or like this (careful. LOUD, long amuminium tube)
https://www.youtube.com/watch?v=UEd4LCJ3uWk
[15:43:25] <Tom_itx> recon_lap, also use the shortest tool that will suit the job for less deflection
[15:45:13] <recon_lap> will keep that in mind, unfortunately the place I going to do this has not given me a list of available bits, I'm just trying to figure out the software and the job before I end up on the machine atm.
[15:50:06] -!- OnkelTem has quit [Read error: Connection reset by peer]
[15:50:42] -!- moorbo [moorbo!~moorbo@dyn-21-100.mdm.its.uni-kassel.de] has joined #linuxcnc
[15:50:47] <Tom_itx> you better know what tools you have before you plan the job
[15:50:50] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[15:51:12] <Tom_itx> if you program a tool you don't have you'll have to redo it
[15:57:03] <recon_lap> Tom_itx: yep, I know, but since all this is relatively new to me , the more things I can practice before ending up on the machine the better. and as I only have access to vcarve demo I'll have to reprogram it all anywas when I get to the machine.
[15:57:14] -!- toner has quit [Remote host closed the connection]
[16:00:13] <recon_lap> think I've got the first full tool path done, just cant see if my pocket cuts are starting from the inside to the outside.
[16:11:05] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[16:18:36] -!- JohnyK has quit [Read error: Connection reset by peer]
[16:21:46] -!- The__Ball has quit [Read error: Connection reset by peer]
[16:22:06] -!- The__Ball [The__Ball!~ballen@80.202.192.42] has joined #linuxcnc
[16:26:36] -!- pandeiro has quit [Read error: Connection reset by peer]
[16:29:16] -!- [cube] has quit [Ping timeout: 240 seconds]
[16:31:13] <MrHindsight> archivist: there's a traveling Job Shop show that was here last week, it was interesting talking to all the gear shops about custom machines, tools and hobs
[16:31:42] <MrHindsight> one place said they had over 700 custom hobs
[16:33:07] <archivist> that is a lot of money invested
[16:33:40] -!- [cube] [[cube]!~cube@bas17-ottawa23-2925021893.dsl.bell.ca] has joined #linuxcnc
[16:34:39] -!- moorbo has quit [Read error: Connection reset by peer]
[16:35:49] -!- moorbo [moorbo!~moorbo@dyn-21-100.mdm.its.uni-kassel.de] has joined #linuxcnc
[16:36:15] <MrHindsight> had some great samples on display
[16:37:12] <MrHindsight> 2ft dia ring 1/4" thick with helical teeth on the ID
[16:37:37] <MrHindsight> OD - ID was ~ 1/4"
[16:37:48] -!- JohnyK [JohnyK!~wity@147.175.183.107] has joined #linuxcnc
[16:37:48] <MrHindsight> tiny teeth as well
[16:46:55] <archivist> you do see the good bits at shows
[16:54:32] * JT-Shop wonders why he is even working on a pocket program... he has never machined one
[16:59:33] <Tom_itx> soon as you don't you will need one
[17:00:01] -!- KimK_laptop [KimK_laptop!~Kim@wsip-70-186-238-216.ks.ks.cox.net] has joined #linuxcnc
[17:02:03] -!- mozmck has quit [Ping timeout: 244 seconds]
[17:07:08] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[17:08:24] <JT-Shop> lol
[17:08:54] <Tom_itx> ok, new bitfile generated... now all i gotta do is rewire it to match
[17:12:51] -!- per_sonne_ has quit [Ping timeout: 264 seconds]
[17:28:52] -!- danylevskyi has quit [Ping timeout: 272 seconds]
[17:33:15] -!- mozmck has quit [Ping timeout: 256 seconds]
[17:34:23] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[17:36:20] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[17:40:19] -!- karavanjo has quit [Ping timeout: 255 seconds]
[17:43:07] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[17:43:09] -!- MrSunshine has quit [Ping timeout: 245 seconds]
[17:48:24] * JT-Shop thinks cleaning out the plasma water table is much more fun than a coolant tank any day
[17:53:52] <zeeshan-mill> is there a cheap and easy way to hook up a rtd sensor or some other temp sensing ability ?
[17:53:56] <zeeshan-mill> through 7i77
[17:54:12] <zeeshan-mill> 2of em
[17:54:13] -!- KimK_laptop has quit [Ping timeout: 256 seconds]
[17:54:29] <Jymmm> dallas chip?
[17:54:35] -!- toner [toner!~ink@c-67-180-228-85.hsd1.ca.comcast.net] has joined #linuxcnc
[17:54:55] <zeeshan-mill> wassat
[17:55:05] <Jymmm> https://www.sparkfun.com/products/245
[17:55:08] <pcw_home> well a 7I87 would give you 6 channels of +-10V analog in
[17:55:24] <Jymmm> zeeshan-mill: DS18B20
[17:56:26] <zeeshan-mill> imhoping it would be as simple as hooking two wires up :P
[17:56:32] <Jymmm> zeeshan-mill: You can even have 400 connected together
[17:57:03] <Jymmm> zeeshan-mill: each one has a unique serial number
[17:59:47] <Jymmm> zeeshan-mill: and they are programable
[18:02:25] -!- MrSunshine [MrSunshine!~mrsun@c-433de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[18:06:59] -!- nofxx [nofxx!~nofxx@177.106.3.4] has joined #linuxcnc
[18:06:59] -!- nofxx has quit [Changing host]
[18:06:59] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[18:09:16] -!- KimK_laptop [KimK_laptop!~Kim@wsip-70-186-238-216.ks.ks.cox.net] has joined #linuxcnc
[18:11:04] -!- Komzpa has quit [Ping timeout: 256 seconds]
[18:11:33] -!- zeeshan-mill has quit [Remote host closed the connection]
[18:13:01] -!- moorbo has quit [Ping timeout: 250 seconds]
[18:14:20] -!- per_sonne_ has quit [Ping timeout: 272 seconds]
[18:15:17] -!- moorbo [moorbo!~moorbo@dyn-21-100.mdm.its.uni-kassel.de] has joined #linuxcnc
[18:16:31] <CaptHindsight> zeeshan: how many do you need hooked up only ~187?
[18:24:48] -!- danylevskyi has quit [Quit: Leaving]
[18:26:51] -!- moorbo has quit [Read error: Connection reset by peer]
[18:27:23] -!- moorbo [moorbo!~moorbo@dyn-21-100.mdm.its.uni-kassel.de] has joined #linuxcnc
[18:33:53] -!- theorbtwo has quit [Ping timeout: 256 seconds]
[18:34:36] -!- JohnyK has quit [Ping timeout: 272 seconds]
[18:38:47] -!- theorbtwo [theorbtwo!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[18:44:44] -!- Komzzpa has quit [Ping timeout: 272 seconds]
[18:52:10] -!- JohnyK [JohnyK!~wity@jurajp.ynet.sk] has joined #linuxcnc
[18:52:38] -!- anth0ny_ has quit [Client Quit]
[18:56:37] <witnit> measuring across ground and encoder input on 7i33 is giving me 1-2v is this normal?
[18:57:53] <pcw_home> If its in differential mode, yes
[18:57:59] <witnit> every encoder channel on 7i33 is giving this reading except the last encoder b and b-not
[18:58:50] <witnit> b and b-not on enc3 both read 0v
[18:59:12] <pcw_home> for differential encoders the important measurement is between A and /A or B and /B
[19:00:00] <witnit> I cant seem to get it to read my encoder, but my desk oscope and voltmeter seem to register the pulses fine
[19:00:42] <pcw_home> if theres no difference between B and /B, the encoder or wiring are faulty
[19:00:53] <witnit> is there any reason why just the enc3 b and /b are reading 0 to ground?
[19:01:19] <pcw_home> bad encoder or wiring?
[19:01:26] <witnit> no wires attached to card
[19:01:32] <witnit> just reading from pin to pin
[19:01:42] <witnit> or pin to ground rather
[19:05:37] <pcw_home> I had forgotten, the 7I33 has no pullups on the inputs so basically
[19:05:38] <pcw_home> any voltage between 0 and 5V is possible if they are unconnected
[19:06:12] <witnit> ahh, okay, I just cant seem to get the scope to read my encoders pulses
[19:06:20] <pcw_home> (due to leakage from the RS-422 receivers)
[19:08:06] <pcw_home> if the are differential, make sure the 7I33 is jumpered for differential inputs
[19:08:07] <pcw_home> then check between A, /A and B,/B with a voltmeter (as you twiddle the encoder to get all 4 states)
[19:08:33] -!- Computer_barf has quit [Read error: Connection reset by peer]
[19:09:35] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[19:11:54] <witnit> thx pc
[19:12:02] <witnit> bbs!
[19:12:10] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:12:46] -!- fogl has quit [Ping timeout: 244 seconds]
[19:12:58] <Tom_itx> man, it's raining buckets here
[19:13:21] <pcw_home> send some here
[19:13:31] <_methods> keeps acting like it's going to here then the sun comes out lol
[19:13:36] <Tom_itx> http://www.intellicast.com/National/Radar/Current.aspx?animate=true&location=USKS0523
[19:13:41] <_methods> so much for the tropical depression lol
[19:13:42] <Tom_itx> looks like it may be short lived though
[19:13:54] <pcw_home> its raining drought here
[19:14:25] <Tom_itx> couple years ago the docks at one of our major lakes were completely dry
[19:14:37] <Tom_itx> like 50-75 feet out
[19:14:42] <Tom_itx> maybe more
[19:14:49] -!- per_sonne_ has quit [Ping timeout: 264 seconds]
[19:15:09] <Tom_itx> i'm sure they're full now...
[19:16:42] <jthornton> rain has stopped here and the sun is shining for now...
[19:16:56] -!- gonzo_nb [gonzo_nb!~gonzo@host-2-103-192-31.as13285.net] has joined #linuxcnc
[19:17:15] <pcw_home> Just want to be able to have a garden this year
[19:17:39] <Tom_itx> at least it's early enough in the day the tordado threat is less
[19:18:14] <Tom_itx> yeah JT-Shop, your radar looks clear
[19:19:49] <jthornton> I'm just going for a food plot for the animals...
[19:20:43] <pcw_home> Is that deliberate?
[19:21:06] <Tom_itx> heh it was like those buckets at the waterpark, it dumped now it's all done. let's just hope it's not filling up again
[19:21:29] -!- Komzzzpa has quit [Ping timeout: 245 seconds]
[19:25:08] -!- Komzpa has quit [Read error: Connection reset by peer]
[19:25:20] -!- Komzzpa has quit [Client Quit]
[19:25:56] <pcw_home> We feed a lot of ornamentals and citrus to the deer
[19:25:58] <pcw_home> even agapanthus which is supposed to be deer resistant
[19:25:59] <pcw_home> I guess the deer dont read the Sunset garden guide
[19:26:03] -!- fogl [fogl!~klemen@BSN-143-173-169.dynamic.siol.net] has joined #linuxcnc
[19:32:08] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[19:32:28] -!- moorbo has quit [Read error: Connection reset by peer]
[19:36:31] -!- moorbo [moorbo!~moorbo@dyn-21-100.mdm.its.uni-kassel.de] has joined #linuxcnc
[19:39:16] <witnit> ok, so just to make sure im not doing this wrong.. I can clearly see pulses with my desktop scope and voltmeter, yet the scope in linuxcnc never shows any noise, ticks, jumps or anything
[19:39:57] <witnit> is there anyway to ensure that the card is even talking to the scope?
[19:41:29] <witnit> alright, i realized watchdog has bit. does this disable my ability to read encoders?
[19:41:36] <pcw_home> no
[19:42:10] <pcw_home> but its a symptom of serious RT trouble
[19:42:46] <witnit> thats due to the pc im on i assume, im just using it for setup
[19:44:03] <pcw_home> also make sure you measure between the A and /A and B and /B the 7I33 inputs dont "see"
[19:44:04] <witnit> Isnt there a way i can just apply a couple volts and see the scope move?
[19:44:04] <pcw_home> voltages relative to ground if jumpered for differential mode
[19:44:09] -!- nofxx has quit [Ping timeout: 256 seconds]
[19:44:16] <pcw_home> nope
[19:44:35] <pcw_home> well you can but you have to apply it differentially
[19:45:22] <pcw_home> thats why you need to check that youe are really getting differential signals to the 7I33 (by measuring _across_ the inputs)
[19:45:57] <witnit> im confused, i thought i just need a and b
[19:46:20] <zeeshan> do you know what a differential signal is?
[19:46:26] <witnit> I thought i did
[19:46:41] <zeeshan> like A should be +5 for example
[19:46:46] <zeeshan> and \A should be -5
[19:46:49] <witnit> right
[19:46:56] <zeeshan> if that doesnt happen, the filters will neglect the signal
[19:47:00] <witnit> but i dont need to use \A do i?
[19:47:04] <pcw_home> well /A would be 0
[19:47:33] <zeeshan> sorry 0 :P
[19:47:33] <Tom_itx> is it necessary to run a latency test every version update?
[19:47:56] <zeeshan> witnit, if you set it up as single ended
[19:48:09] <zeeshan> then you dont need to do that.. and i think is what youre trying to do
[19:48:12] <witnit> All i felt like i have done in the past was +5v, 0v, a,b
[19:48:21] <pcw_home> 1. If you have differential encoders ist better to use them in that mode (better noise immunity)
[19:48:23] <pcw_home> 2. the 7I33 needs to be jumpered to match the encoder type
[19:49:15] <pcw_home> Tom_itx: probably more kernel related than linuxcnc version
[19:49:34] <witnit> http://www.beisensors.com/pdfs/H25-optical-incremental_encoder.pdf
[19:49:51] <zeeshan> pcw_home: please make a temperature interface board!
[19:49:58] * zeeshan would like to know enclosure temperature
[19:50:09] <zeeshan> its cookin in the garage
[19:50:36] <witnit> I can rewire for all 4 a,a/, b,b/ will be back thanks
[19:51:12] <pcw_home> remember to jumper the 7I33 for differential encoders
[19:53:03] -!- moorbo_ [moorbo_!~moorbo@141.51.218.255] has joined #linuxcnc
[19:56:14] -!- moorbo has quit [Ping timeout: 276 seconds]
[19:59:04] -!- recon_lap [recon_lap!~mec@217.114.169.241] has parted #linuxcnc
[20:00:29] <skunksleep> I could not get much more than 10ft with non differential encoders at the speeds I was running
[20:00:47] -!- Komzpa has quit [Ping timeout: 265 seconds]
[20:00:58] <skunksleep> Switched them all to diff
[20:02:26] -!- FinboySlick has quit [Quit: Leaving.]
[20:02:54] <pcw_home> Yeah single ended TTL level signals (~1V of noise immunity) are not
[20:02:56] <pcw_home> good around motor drives unless pretty slow so they can be filtered
[20:05:18] -!- anth0ny_ has quit [Quit: anth0ny_]
[20:05:23] <zeeshan> pcw_home: have you been following my temperature chamber?
[20:05:37] <pcw_home> if your encoder signals are slow enough so that you can set the encoder filter
[20:05:39] <pcw_home> to about 20 usec you can do OK with single ended
[20:05:55] <pcw_home> A little but have been pretty busy
[20:06:18] <zeeshan> i really want your opinion on it
[20:07:14] <zeeshan> http://i.imgur.com/N1whRmt.png -------- middle block is heating block, bottom block is cooling block which will have fluid circulating at a temp of roughly -20C
[20:07:49] <Tom_itx> pcw_home just to make sure on these optos, if i want an active high, i connect +5v to the OptoOut+ and connect the OptoOut- to the device + and GND the other side of the device?
[20:07:55] <zeeshan> im wondering if by trigging the heating elements off, and then adjusting the flow of coolant through the cooling block
[20:08:07] <zeeshan> if you think ill be able to hold -5C pretty steady
[20:08:15] <pcw_home> Tom_itx: right
[20:08:20] <Tom_itx> ok thanks
[20:08:44] <zeeshan> or i could use a solenoid which just turns on / off
[20:08:47] <zeeshan> rather than duty cycle adjust
[20:10:39] <witnit> ahh nothing at all guys
[20:12:27] <pcw_home> does this temperature control just hold a setpoint or does it need to ramp quickly?
[20:13:02] -!- Nick001-shop [Nick001-shop!~chatzilla@74-37-11-20.dr01.brvl.mn.frontiernet.net] has joined #linuxcnc
[20:13:05] <witnit> I just dont understand, yesterday I only used a and b. everything worked fine. today i go to finish up and it only counts one way and then wanders the other direction. I check the wiring and encoder, everything seemed fine. now i have added other a/ b/ tried moved all the jumpers, and nothing even shows on the scope
[20:13:48] <pcw_home> did you measure between A and /A with a voltmeter?
[20:13:52] <witnit> yeah
[20:14:03] <pcw_home> what do you get?
[20:14:09] <witnit> but it just reads the same as what the card is always putting out
[20:14:12] <witnit> about 1-2
[20:14:24] <zeeshan> pcw_home: having a linear temperature rate of change would be nice
[20:14:34] <witnit> the only channel on the card that picked up anything on the scope was the channel that read 0v
[20:14:43] <zeeshan> but right now most important is holding the set point
[20:14:50] <zeeshan> within a celcisu
[20:14:54] <pcw_home> did you move the encoder to check the other state
[20:14:58] <pcw_home> ?
[20:14:59] <witnit> yah
[20:15:14] <witnit> it just holds solid
[20:15:19] <pcw_home> it never changes?
[20:15:27] <witnit> but if i disconnect the card it goes up and down
[20:15:47] <pcw_home> sounds like a wiring error
[20:15:50] <witnit> no, the inputs on the card are outputting 1-2v constantly
[20:15:53] -!- per_sonne_ has quit [Ping timeout: 256 seconds]
[20:16:06] -!- AndChat|144384 [AndChat|144384!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:16:09] <pcw_home> with the encoder connected?
[20:16:12] <witnit> thats all i can read when its attached
[20:16:28] -!- skunksleep has quit [Read error: Connection reset by peer]
[20:16:59] -!- The__Ball has quit [Ping timeout: 246 seconds]
[20:17:13] -!- The_Ball has quit [Ping timeout: 264 seconds]
[20:17:25] <witnit> ok, if i measure from the cards ground to any encoder input on the card except for ENC3 B and B/ it will read 1-2v. with or without an encoder connected
[20:18:06] <pcw_home> those dont mean anything without an encoder connected
[20:18:52] <pcw_home> what is the encoder model number?
[20:19:18] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[20:21:17] <pcw_home> (I ask because there are different output options)
[20:24:37] <pcw_home> zeeshan: it seems like you would want a single heat/cool plate, is there some reason they are separate?
[20:24:38] <pcw_home> (or maybe I dont understand what you are trying to do)
[20:25:15] <pcw_home> is there any external variable heat load?
[20:25:42] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-oiwrzuyqclnimoaq] has joined #linuxcnc
[20:26:32] <witnit> H25-E-F1-SS-1250-ABZC-8830-LED-M18
[20:29:37] -!- The__Ball [The__Ball!~ballen@95.211.190.205] has joined #linuxcnc
[20:29:48] -!- The_Ball [The_Ball!~ballen@95.211.190.205] has joined #linuxcnc
[20:30:00] <pcw_home> hmm 8830 is not listed in their pdf for an output type
[20:31:50] <Spida> zeeshan: what are you planning to use this for?
[20:33:23] <witnit> i will go doublecheck the encoder label
[20:34:36] <zeeshan> pcw_home: we have a chiller that can hold -20C
[20:34:41] <zeeshan> thats why i wanna circulate fluid through it
[20:34:49] <zeeshan> and the reason why its 2 seperate blocks is for easier machining
[20:34:59] <zeeshan> Spida: experiment apparatus
[20:35:46] <witnit> 8830-LED is correct
[20:36:31] <Deejay> gn8
[20:36:50] -!- gonzo_ has quit [Read error: Connection reset by peer]
[20:37:08] <pcw_home> Well then I dont know what the output type is since 8830 is not listed in the PDF
[20:37:08] -!- Deejay has quit [Quit: bye]
[20:38:29] -!- ingsoc has quit [Quit: Leaving.]
[20:38:42] <pcw_home> I would think that yo would want the heat and cooling plate to be integrated
[20:38:43] <pcw_home> so they have the same thermal constant to the controlled point
[20:39:11] <zeeshan> yes
[20:39:48] <zeeshan> i forsee a huge failure
[20:39:52] <zeeshan> or it magically works :P
[20:40:21] raymondh- is now known as raymondhim
[20:41:00] <pcw_home> you might also need a "integrator" = low pass thermal filter if you use bang-bang vs proportional control
[20:41:40] <zeeshan> i could do p control
[20:41:42] <pcw_home> but I am _not_ a thermal engineer
[20:41:50] <zeeshan> p control of flow rate
[20:41:54] <zeeshan> and p control of current
[20:41:57] <zeeshan> (for heating)
[20:42:30] <witnit> ah, it seems to be this unit,
http://www.engineering.uiowa.edu/sites/default/files/ees/files/NI/pdfs/00/57/DS005799.pdf
[20:42:50] -!- gonzo_ [gonzo_!~gonzo_@host-2-103-192-31.as13285.net] has joined #linuxcnc
[20:43:05] <witnit> I suppose I will gather up the rest of my encoders, put everything back the way it was and test awhile
[20:43:09] <furrywolf> didn't get much at yard sales today... a few 100ft 12/3 cords with twistlocks, a 6" snatch block, and a broken air nailer.
[20:46:15] <pcw_home> if it indeed has a DS8830 , it has 5V differential outputs but not clear what the encoder power supply needs to be
[20:46:17] <pcw_home> in any case, if you do not read either +2 to +5V or -2 to -5V across A, /A and B,/B encoder outputs, something is wrong
[20:46:26] <furrywolf> blew out a wheel cylinder in my truck, which is an annoying project.
[20:46:50] <zeeshan> nice furrywolf
[20:46:52] <zeeshan> :P
[20:46:52] <pcw_home> didnt want to be fixing brakes today?
[20:47:04] <zeeshan> what its pissing brake fluid?
[20:47:05] <witnit> yeah pcw, im thinking i better go back to the sho and gather my encoders
[20:47:16] <furrywolf> yeah, it's got a puddle forming under one of the back wheels.
[20:47:22] <zeeshan> =/
[20:47:26] <witnit> oooh furry, got a whole truck load of this at a garage sale
http://www.estorefixtures.net/heavydutypalletrack/images/pallet-rack_lock.jpg
[20:47:29] <zeeshan> hone and new oring
[20:47:31] <zeeshan> !
[20:47:45] <furrywolf> zeeshan: $15 or something for a brand new one. it's the labor getting it out that sucks.
[20:47:56] <pcw_home> some of those encoders need 12V or so even if they have 5V outputs
[20:48:24] <pcw_home> that needs to be determined maybe by a call to BEI
[20:48:26] <witnit> yes i was thinking maybe, but why does it appear to be perfectly normal on my voltmeter
[20:49:45] <pcw_home> normal in what sense (if you dont get +2 to +5 _and_ -2 to -5 across A,/A in different encoder states something is wrong)
[20:50:37] <witnit> but that doesnt explain why my card read a,b yesterday and flatlines today
[20:50:50] <witnit> atleast it was counting yesterday
[20:51:40] <witnit> i should atleast be able to gather something from it seeming how it did count yesterday both directions
[20:53:53] <pcw_home> no but if you dont do that measurement, all bets are off
[20:54:27] <witnit> yeah i did that though
[20:54:36] <witnit> and it just held steady at 1-2v
[20:55:00] <pcw_home> so it cannot be expected to work
[20:55:33] <furrywolf> I need to build spindle encoders, but I have a lot of other projects to do first, and money to spend...
[20:56:06] <witnit> welllppp to the shop i need to go and gather my other encoders :)
[20:56:40] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[20:56:42] <pcw_home> 1V across A and /A means a bad encoder or wrong power or wrong wiring
[21:02:09] <furrywolf> I guess today's project is dicking with air compressors... that doesn't take any money. bbl.
[21:04:06] -!- nofxx has quit [Ping timeout: 252 seconds]
[21:04:37] -!- The__Ball has quit [Ping timeout: 255 seconds]
[21:04:42] -!- The_Ball has quit [Ping timeout: 272 seconds]
[21:07:45] -!- f1oat4 has quit [Ping timeout: 276 seconds]
[21:10:54] <zeeshan> furrywolf: is your truck rusted
[21:11:01] <zeeshan> calipers are 2 bolts and 1 brake tube line
[21:11:04] -!- Komzzpa has quit [Remote host closed the connection]
[21:11:13] <zeeshan> like a banjo usually which doesnt really snap :P
[21:11:51] -!- ve7it has quit [Remote host closed the connection]
[21:13:48] <furrywolf> WHEEL CYLINDERS.
[21:13:52] <furrywolf> I didn't say calipers.
[21:14:19] <furrywolf> there are no calipers on my truck. :P
[21:16:57] -!- per_sonne_ has quit [Ping timeout: 240 seconds]
[21:17:44] <furrywolf> see, back before you were born, there was this device called a "drum brake"...
[21:17:50] <furrywolf> and my truck has four of them.
[21:20:49] <cpresser> witnit: perhaps they need pullups to +5V
[21:23:35] <pcw_home> They have differential line drivers so that should not be needed
[21:24:00] -!- JohnyK has quit [Ping timeout: 276 seconds]
[21:24:32] <pcw_home> but you should get about 3V or -3V across A and /A
[21:25:22] <pcw_home> (and both polarities if you move the encoder and never less than about 2V)
[21:25:34] <zeeshan> what ghetto ass technology is that
[21:25:35] <zeeshan> :P
[21:29:39] -!- moorbo_ has quit [Ping timeout: 264 seconds]
[21:39:07] <furrywolf> my truck has 4-wheel drum brakes, one of my subarus disc front drum rear, the other subaru 4-wheel disc, and the van 4-wheel disc plus two drum brakes for the e-brake. because ford sucks.
[21:39:22] <furrywolf> oh, and my truck also has one band brake.
[21:40:30] <furrywolf> how's that for an assortment? :)
[21:42:02] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[21:44:25] <furrywolf> I took apart and carefully cleaned and greased my leaking pressure regulator. now it leaks ten times worse.
[21:45:48] <zeeshan> lol
[21:46:47] <MrSunshine> furrywolf: good work!
[21:47:34] <furrywolf> I couldn't get the valve seat out. I'm guessing the problem is under it...
[21:49:17] <SpeedEvil> furrywolf: Duct tape.
[21:49:28] <SpeedEvil> furrywolf: If you wrap it hard enough so that you exceed the gas pressure.
[21:49:45] <SpeedEvil> I've done this with a pressure washer hose.
[21:49:59] <furrywolf> that's not easy, since it leaks under the handle, and it's a hollow handle that screws down over the whole regulator...
[21:50:06] <SpeedEvil> ah
[21:51:27] <furrywolf> I'm not sure why it's leaking... I'm guessing the inlet valve must be leaking, and it's venting out the overpressure vent.
[21:51:41] <furrywolf> it's not a well-designed regulator.
[21:53:46] <furrywolf> it seems like if I screw it down all the way the leaking stops, or at least slows enough I can't hear it. this may be good enough. lol
[21:54:45] -!- micges [micges!~toudi@afi105.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[21:55:31] <furrywolf> I'm not actually using the regulator - I just got sick of hearing the compressor cycle...
[21:55:47] -!- moorbo [moorbo!~moorbo@141.51.218.255] has joined #linuxcnc
[21:56:15] <SpeedEvil> My compressor does that too.
[21:56:23] <SpeedEvil> - all my fittings leak
[21:56:34] <SpeedEvil> Well - enough of them
[21:57:02] -!- RifRaf [RifRaf!~RifRaf@203-219-188-150.tpgi.com.au] has joined #linuxcnc
[21:58:10] <furrywolf> yes, and being sick of that, I've sealed all my fittings well. the couplers are fancy ones with 6 balls instead of 3 or 4, and all joints are done using the fancy pink gas pipe thread tape.
[21:59:23] <furrywolf> and none of my hoses are wrapped in duct tape. :P
[22:06:36] -!- RifRaf|2 [RifRaf|2!~RifRaf@203-219-191-25.tpgi.com.au] has joined #linuxcnc
[22:06:55] <zeeshan> this fucking pedal is making me upset
[22:06:55] <zeeshan> lol
[22:08:05] <zeeshan> http://i.imgur.com/TCS3zWn.png
[22:08:07] <zeeshan> to make this
[22:08:20] <zeeshan> i need to buy a piece of 12x9"x3/8" chunk of aluminum
[22:08:25] <zeeshan> mill the contour out
[22:08:26] <zeeshan> and bend it
[22:08:39] <zeeshan> feels like an utter waste of material
[22:09:20] -!- RifRaf has quit [Ping timeout: 246 seconds]
[22:11:25] <SpeedEvil> Well, you could always make it without bending.
[22:11:26] <SpeedEvil> :)
[22:11:31] <SpeedEvil> 12*9*4
[22:11:43] <zeeshan> lol
[22:11:47] <zeeshan> out of billet? :P
[22:11:48] <zeeshan> no!
[22:12:21] <SpeedEvil> 3d print it, and then lost-PLA casting
[22:13:59] <zeeshan> i wanna prototype it first
[22:14:05] <zeeshan> i made it out of cardboard -- looks close!
[22:14:31] <furrywolf> please tell me that's a clutch pedal not a brake pedal? :P
[22:14:47] <zeeshan> it is
[22:14:50] <zeeshan> (a clutch pedal)
[22:15:05] <furrywolf> that's the type of part you make a bunch of at once, all nested into each other.
[22:15:10] <furrywolf> so there's minimal waste
[22:15:21] <zeeshan> yes but i wanna protoytype
[22:15:31] <zeeshan> suggest me a material other than aluminum
[22:15:32] <furrywolf> if you get one from 12x9, how many do you get from, say, 12x20? ten? :P
[22:15:41] <zeeshan> that i can machine easily , is 3/8 thick
[22:15:45] <zeeshan> and i can bend 33.5 deg after
[22:15:59] <zeeshan> furrywolf: i wouldnt be suprised if i got at least 8
[22:16:18] <furrywolf> each prototype can be cut out of the same larger chunk of metal. you don't need a full piece of metal for each one, unless you start with a barely large enough piece of metal.
[22:16:47] <furrywolf> so start with your 12x20, cut one out near the end, test, refine... cut the next one out of the same piece of metal a few inches further in, test, refine... etc
[22:17:32] <furrywolf> and then get a new piece of metal for the 9th prototype.
[22:19:15] -!- per_sonne_ has quit [Ping timeout: 276 seconds]
[22:19:51] * furrywolf needs to invent a right-angle anderson sb50
[22:21:03] <SpeedEvil> zeeshan: Why can't you make it from ~1"*3/8" and then simply bend it
[22:21:05] <furrywolf> I'm thinking I can notch the housing, strip the wire too far back and pre-bend it uninsulated before crimping, then glob it in glue of some form.
[22:21:14] <furrywolf> SpeedEvil: edgewise bends are hard.
[22:21:14] <zeeshan> SpeedEvil: bending isnt the problem
[22:21:27] <zeeshan> im just being annoying by the fact so much material will be wasted
[22:21:30] <SpeedEvil> furrywolf: Well, yes. But it's aluminium and 3/8" thick
[22:21:45] <zeeshan> i can bend 3/8 on my v die on the press
[22:21:47] <SpeedEvil> And the bent bits look ~3/4
[22:21:50] <zeeshan> its only 1.5" wide
[22:22:22] <furrywolf> zeeshan: he's trying to tell you to bend it on-edge.
[22:22:30] <zeeshan> i dunno what that means
[22:22:35] <zeeshan> im making this out of a flat sheet
[22:22:38] <zeeshan> and bending it at one spot
[22:22:47] <zeeshan> furrywolf: if i keep 2 parts and flip em
[22:22:49] -!- JohnyK has quit [Ping timeout: 256 seconds]
[22:23:00] <zeeshan> then i get 2 symmetric square pieces i can extract ouf the waste material! :)
[22:23:06] <furrywolf> so the bend is 1.5" thick by 3/8" wide, not 1.5" wide by 3/8" thick.
[22:23:14] <furrywolf> I'm telling him this is a much harder bend to do.
[22:25:24] * zeeshan is lost as to what you guys are talkin about, i thought the bend was obvious :P
[22:25:37] <furrywolf> grrr
[22:25:52] <furrywolf> you're lost, and if you don't figure it out, I'm going to lose it. :P
[22:26:26] <furrywolf> SpeedEvil wants you to start with a piece of flat bar stock 1.5" wide, and do it entirely with bending, including bending it in the other plane than the bend you have planned.
[22:27:48] <zeeshan> lol that'll be some crazy hard bend
[22:27:59] <furrywolf> yes. which is what I said. lol
[22:28:10] <zeeshan> but hey, it'd save material :P
[22:28:22] <furrywolf> is this project to get some special shape, or to save weight?
[22:28:31] <zeeshan> speciual shape
[22:28:42] <furrywolf> if saving weight, consider making it wider but with lightening holes. this sells well with ricers.
[22:29:05] <zeeshan> http://i.imgur.com/ImTQXCd.png
[22:29:08] <zeeshan> this makes me happier
[22:29:17] <zeeshan> 4x6.25" pieces will be useful
[22:29:47] <furrywolf> now rotate it 45 degrees and cut them out of an 8ft stip. :
[22:29:48] <furrywolf> :P
[22:30:00] <zeeshan> actually
[22:30:07] <zeeshan> that is what my flat pattern was suggesting
[22:30:50] <furrywolf> what will your new shape do that the stock shape didn't?
[22:31:03] <zeeshan> ive moved the whole clutch pedal assembly 4" forward
[22:31:09] <zeeshan> to allow to mount the clutch master inside the casr
[22:31:12] <zeeshan> *car
[22:31:13] <furrywolf> ah
[22:31:18] <furrywolf> making room for overly-large engine still?
[22:31:19] <zeeshan> so i gotta compensate to bring the clutch pedal back to stock location
[22:31:31] <zeeshan> this is only ap roblem for rhd cars
[22:31:37] <zeeshan> lhd cars dont have this problem
[22:31:48] <zeeshan> people have put really tiny clutch masters that dont move enough fluid
[22:31:57] <zeeshan> to extend the slave right, and have clutch issues at high rpm
[22:32:02] <zeeshan> disengagement issues
[22:32:05] <furrywolf> swap to a cable clutch. no master needed at all. :P
[22:32:18] <zeeshan> have you seen the side of a lsx clutch ? :P
[22:32:21] <zeeshan> *size
[22:32:29] <furrywolf> both of my subarus have cable clutches. :)
[22:32:29] <zeeshan> it weighs like 40lb by itself
[22:32:33] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[22:32:44] <furrywolf> my truck has a nice big clutch too
[22:32:53] <furrywolf> no hydraulics. :P
[22:32:57] <zeeshan> haha
[22:32:59] <zeeshan> poor you!
[22:33:07] <zeeshan> your left leg must be bigger
[22:33:27] <furrywolf> nah, the right leg gets plenty of exercise with the non-power brakes, remember? :P
[22:34:21] <zeeshan> if i angle this guy
[22:34:22] <furrywolf> and ever since I put the 38.5" swampers on it, the non-power steering gives you a good upper body workout, too!
[22:34:26] <zeeshan> i can cut both pieces out of 6" flat bar
[22:34:27] <zeeshan> nice!
[22:34:31] <zeeshan> that'll make stuff cheaper
[22:34:55] <zeeshan> i dont know how you drive with no power brakes
[22:34:56] <zeeshan> thats kinda scary
[22:35:04] <zeeshan> do you know the pedal ratio?
[22:35:16] <furrywolf> drum brakes need less pressure than disc brakes, as they're self-servoing
[22:35:19] <zeeshan> i know the older trucks had really long pedal
[22:35:46] -!- MrSunshine has quit [Ping timeout: 252 seconds]
[22:36:25] -!- RifRaf|2 has quit [Ping timeout: 256 seconds]
[22:36:27] <furrywolf> before the '70s non-power brakes were standard...
[22:37:04] -!- dutchfish has quit [Quit: Splash, leaving the bowl]
[22:37:23] <furrywolf> hell, I was working on a '76 the other day that had non-power brakes.
[22:37:48] -!- JohnyK has quit [Ping timeout: 272 seconds]
[22:38:24] -!- gonzo_nb has quit [Remote host closed the connection]
[22:38:55] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[22:40:45] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[22:40:52] -!- RifRaf|2 [RifRaf|2!~RifRaf@203-219-191-25.tpgi.com.au] has joined #linuxcnc
[22:41:23] -!- ingsoc has quit [Quit: Leaving.]
[22:42:25] <zeeshan> i guess youd need like 9:1 pedal ratio
[22:44:42] <furrywolf> you could manufacture a drum brake that needed almost no pressure to apply... it just would be poorly controlable.
[22:45:45] <furrywolf> the design is self-servoing... as you apply some force, the force is added to by the force of the vehicle stopping, resulting in more force.
[22:46:19] <SpeedEvil> For when you absolutely need to do uncontrollable drifts.
[22:46:43] <furrywolf> if you design this too strongly, they lock up and stay locked up until you come to a stop. this is a bad thing. so they design them to need a good amount of pressure... but not an unreasonable amount.
[22:48:29] <furrywolf> it has to do with how the two shoes are linked... when you push on the pedal, one shoe is pushed into the drum. the rotation of the drum pushes the shoe into the other shoe, applying it for you. now, it's more complicated than that since they have to work both forwards and reverse, but in reverse the same thing happens, just with the shoes swapped.
[22:48:37] -!- micges has quit [Quit: Leaving]
[22:49:27] <furrywolf> this is why the two shoes share only a single attachment point to the backing plate
[22:49:37] -!- moorbo has quit [Read error: Connection reset by peer]
[22:51:12] -!- MrSunshine [MrSunshine!~mrsun@c-433de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[23:04:20] -!- anth0ny_ has quit [Quit: anth0ny_]
[23:08:59] -!- moorbo [moorbo!~moorbo@141.51.218.255] has joined #linuxcnc
[23:09:00] -!- anth0ny_ has quit [Client Quit]
[23:13:49] <zeeshan> did you fix it!
[23:14:23] <furrywolf> ?
[23:15:10] <zeeshan> the leaking cylinder
[23:15:25] <furrywolf> no. I haven't touched it. I've been working on air compressor stuff.
[23:16:01] <zeeshan> car is more important!
[23:16:37] <furrywolf> truck doesn't get used much...
[23:17:08] <zeeshan> o
[23:17:19] <furrywolf> and has other issues preventing its driving, like having a tarp over the shredded top held down with a bunch of scrap metal, and only firing on 4 of 6 cylinders.
[23:17:51] <zeeshan> drive it into a wall
[23:17:53] <zeeshan> problems solved
[23:18:13] <furrywolf> it'd have to be a very solid wall. otherwise it'd win. :P
[23:18:29] * furrywolf thinks the bumper weighs about as much as a smartcar
[23:19:28] <furrywolf> hrmm, those little gocarts are apparantly 1600lbs... not quite that much.
[23:19:37] -!- per_sonne_ has quit [Ping timeout: 264 seconds]
[23:20:43] <furrywolf> new top is about $300, but I just don't have spare money right now.
[23:20:55] <furrywolf> and I already have the new spark plugs... just have too many projects.
[23:21:26] <furrywolf> I left it idling for a few hours with the heater cranked up full to dry the carpet after the top shredded, and it tends to foul the #1 and #6 plugs if you let it idle too long.
[23:22:15] <zeeshan> nice
[23:22:16] <zeeshan> lol
[23:22:20] <zeeshan> is it missing that bad?
[23:23:03] <furrywolf> one cylinder is dead, one misses if you give it any throttle. it's happened before, just needs new plugs.
[23:23:10] <furrywolf> it burns a lot of oil and fouls plugs routinely
[23:23:35] <furrywolf> it'll be 50 years old soon. I don't worry about the little things. :P
[23:23:58] * furrywolf bets most new vehicles won't survive that long
[23:24:15] <zeeshan> http://i.imgur.com/fi5SZGZ.png
[23:24:21] <zeeshan> WTF pedal
[23:24:23] <furrywolf> with normal driving it needs plugs about every 5k miles. not a problem.
[23:24:27] <zeeshan> why you showing me a stress concentration
[23:25:04] <furrywolf> because that's a good thing to know? because you asked it for one?
[23:25:21] <furrywolf> the pushrod attachment is the peak stress point
[23:25:25] <zeeshan> well thats the stock hole size
[23:25:27] <zeeshan> 8mm.
[23:25:37] <zeeshan> so they musta had a stress concentration there too. i kept the pedal ratio the same
[23:25:39] <zeeshan> forces are the same
[23:26:06] <zeeshan> i have a hard ti mbelieving that they'd use some sort of weldable aluminum (lets suppose 6061-t6) with a yield strength of 40000psi
[23:26:07] <furrywolf> yes. stress concentrates at the fulcrum on a lever, and the hole doesn't help either.
[23:26:23] <zeeshan> and the localized stress concentration is like 6000psi from failure
[23:28:36] <zeeshan> i might make this out of steel
[23:28:57] <furrywolf> are you stressing it the right way? I'd expect the concentration to be on the other side of the hole
[23:29:23] <zeeshan> for a hole
[23:29:25] <zeeshan> it should be the same
[23:29:32] <furrywolf> the front of the hole should only have compression, the back tension
[23:29:48] <zeeshan> http://www.colorado.edu/MCEN/MCEN5023/str_conc.jpg
[23:30:15] <zeeshan> i feel like its just a Bs error
[23:30:15] <furrywolf> the front is only trying to stop the hole from getting pinched closed, purely compression. the back of the hole is under tension and pushing against the pin for the pushrod
[23:30:17] <zeeshan> cause of meshing
[23:30:36] <zeeshan> yea thats how holes work :P
[23:30:49] <furrywolf> you don't just have a hole. you have a hole with a pin through it, acting as the fulcrum on a lever. :P
[23:30:59] <furrywolf> the pin is applying substantial forces
[23:31:18] <furrywolf> that image you just pasted looks absolutely nothing like your circumstances. :P
[23:31:34] <zeeshan> i think its a mesh error
[23:31:41] <pcw_home> and overall bending force
[23:31:42] <zeeshan> it'll prolly change by changing the mesh size
[23:32:25] <furrywolf> you ARE modelling the stresses with a pin in that hole fixed in place, right? :P
[23:32:35] <zeeshan> my boundary conditions are: 100lb force at bottom of pedal
[23:32:40] <zeeshan> fixed hole where pin goes
[23:32:47] <zeeshan> and fixed displacement for pivot
[23:33:17] <zeeshan> (since it's free to rotate about one axis
[23:36:38] <pcw_home> any reason not to make it a bit wider at the pivot and narrower elsewhere
[23:37:19] -!- rup3rt has quit [Ping timeout: 265 seconds]
[23:37:23] rup3rt__ is now known as rup3rt
[23:37:31] -!- rup3rt has quit [Read error: Connection reset by peer]
[23:37:32] <furrywolf> grrr. I'd swear that somewhere I have a short extension for anderson sb50s, but I can't find it.
[23:37:36] <zeeshan> the fork that goes there is limited in width
[23:38:33] <furrywolf> a fixed hole might compute differently than a fixed pin in a hole. does fixing the hole stop all sides from moving, while a pin only stops the back side from moving?
[23:39:04] <zeeshan> the onyl differnce i see between them is not account for friction
[23:39:07] <zeeshan> otherwise it's the exact same
[23:39:10] <pcw_home> depth I mean (perhaps on the non fork side)
[23:39:14] -!- RyanS has quit [Ping timeout: 272 seconds]
[23:39:19] -!- rup3rt_ has quit [Ping timeout: 256 seconds]
[23:39:20] <zeeshan> pcw_home: limited by fork length
[23:39:58] <furrywolf> yes. as he just said, on the non-fork side. :P
[23:40:30] <zeeshan> ??
[23:40:34] <zeeshan> the pivot isn't a stressed area
[23:41:39] <furrywolf> ... the fork pivots on a pin in the hole. he means on the back side of the hole, opposite the side the fork is on.
[23:41:45] <pcw_home> not the main pivot but the cylinder pushrod pivot
[23:41:58] <zeeshan> you can make it bigger yea
[23:42:08] <zeeshan> but the problem isn't there..
[23:42:40] <zeeshan> http://i.imgur.com/jrw4BJv.png
[23:42:46] <zeeshan> redid it with 150lb force at pedal
[23:42:53] -!- RyanS [RyanS!~ryanstruk@ppp157-163.static.internode.on.net] has joined #linuxcnc
[23:43:18] <witnit> bah you were right as usual pcw, grabbed another linear encoder, and a rotary both worked fine in the same placement
[23:44:16] <zeeshan> looks like im gonna have to machine a custom fork
[23:44:18] <zeeshan> or make this out of steel
[23:44:18] <furrywolf> you're _sure_ that a fixed hole does the same thing as actually putting a pin in the hole and letting it figure that?
[23:44:25] <zeeshan> furrywolf: yes
[23:44:31] <zeeshan> you never put an actual pin in there
[23:45:04] <furrywolf> hrmm. I'd just expect to see the most stress about 60 degrees from where it shows it.
[23:45:27] <zeeshan> where it's showing the stress makes since
[23:45:29] <zeeshan> *sense
[23:46:03] <zeeshan> actually, lets see the deformed image
[23:46:33] <furrywolf> how do you figure? that's where I'd expect not much stress at all. the pin is pushing against the very back of the hole, not the sides. the sides should have very little stress. the back is both trying to be pulled apart, and mushed by the pin.
[23:47:08] <zeeshan> the point of contact where the pin is contacting is in compression
[23:47:23] <zeeshan> 90 degrees from that constant point should be where itll go in tension
[23:47:37] <zeeshan> constant = contact
[23:47:50] <furrywolf> 90 degrees should be bending. 0 should be tension, 180 compression...
[23:48:06] <zeeshan> 90 degress around the axis of the hole
[23:48:30] <furrywolf> oh well, if you can make it bend it until it actually starts breaking, what's it look like? :P
[23:49:28] <furrywolf> I'm not a mechanical engineer, so I may well be wrong... but that stress just looks wrong to me.
[23:49:34] <pcw_home> If its all tension from the pushrod, why not the top of the hole?
[23:49:48] <furrywolf> also, the pushrod can move freely up and down. it's only constrained in one direction.
[23:50:11] <furrywolf> I'm not a mechanical engineer, but I've seen a lot of broken levers. :P
[23:50:21] -!- RifRaf [RifRaf!~RifRaf@203-219-191-80.tpgi.com.au] has joined #linuxcnc
[23:50:26] <furrywolf> and they never break where that shows it
[23:50:33] <zeeshan> http://gyazo.com/68cf7070f68af66fcbe9802239cacda8
[23:50:43] <zeeshan> its a compound angle
[23:51:31] <furrywolf> ohh, it's 3d. your last one showed it flat. lol
[23:51:43] <zeeshan> :P
[23:51:44] <pcw_home> so making it wider would help :-)
[23:51:48] <furrywolf> but that's even more wrong!
[23:51:57] <furrywolf> because the pushrod will deflect sideways.
[23:52:15] <zeeshan> this is one scenario
[23:52:19] <furrywolf> the stress in that direction is concentrated in the weld to the pivot bushing, not at your hole.
[23:52:34] <furrywolf> your fixed hole needs to only be fixed in one axis, and free to move in the other two
[23:52:34] <zeeshan> imagine the pushrod fronen, and pedal pivot frozen, and you applied 150lb of force
[23:52:54] <zeeshan> there would be a twist , bend and normal force
[23:53:12] <furrywolf> it's correctly showing it for if the hole were fixed in 3 dimensions. yours is not.
[23:53:13] -!- antcat [antcat!~scola@27.214.65.58] has joined #linuxcnc
[23:53:26] <furrywolf> the pushrod can move up/down and side/side. in fact, it probably even has a ball nose.
[23:53:27] <zeeshan> mine is fixed in 3 dimensions :P
[23:53:32] <furrywolf> no, it's not.
[23:53:48] -!- RifRaf|2 has quit [Ping timeout: 272 seconds]
[23:53:48] <pcw_home> Ahh that assumes the fork/pushrod are much stiffer than they are likely to be
[23:54:23] <furrywolf> I've never seen a master cylinder than fixed the pushrod from moving around
[23:54:23] <furrywolf> that
[23:54:30] <pcw_home> so probably bogus
[23:54:32] <zeeshan> youre right its free to move in y and Z
[23:54:41] <zeeshan> fixing in in X only
[23:55:21] <zeeshan> hah
[23:55:23] <zeeshan> it got even force
[23:55:25] <zeeshan> *worse
[23:55:47] <zeeshan> 121000 psi!
[23:55:56] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[23:56:01] -!- dgarr [dgarr!~dgarrett@71-223-132-143.phnx.qwest.net] has joined #linuxcnc
[23:56:30] <furrywolf> ideally you'd model a pin with a ball joint, a pushrod of the approximate length, and another ball joint, and then fix that point in 3d space.
[23:56:32] <zeeshan> http://gyazo.com/0053df38ee57635bcbe7d739627e73f7
[23:56:42] <zeeshan> thats free to move in Z and Y
[23:56:58] <furrywolf> that's still wrong. you fixed the wrong axis or something.
[23:57:21] -!- RifRaf has quit [Ping timeout: 240 seconds]
[23:57:27] <pcw_home> yeah I think that assumes the fork cant twist
[23:57:58] <furrywolf> stop it with the whole "fixed hole" thing and model a linkage. :)
[23:58:00] <zeeshan> http://i.imgur.com/6iULWj5.png
[23:58:07] <zeeshan> lol you dont do that
[23:58:21] <zeeshan> i knew removing the constraint from the y and z would make it worse
[23:58:29] <zeeshan> cause now the X has to support all the load
[23:59:09] <furrywolf> you say "you don't do that". you're objecting to making a more accurate simulation of the actual forces.
[23:59:28] <furrywolf> and from how quickly you're pasting these, it's obviously not taking excessive time to compute, so... :P
[23:59:29] <zeeshan> furrywolf: you always simplify.
[23:59:47] * furrywolf simplifies the world to a sphere, and flies a plane at a constant 100ft altitude
{kind=link}
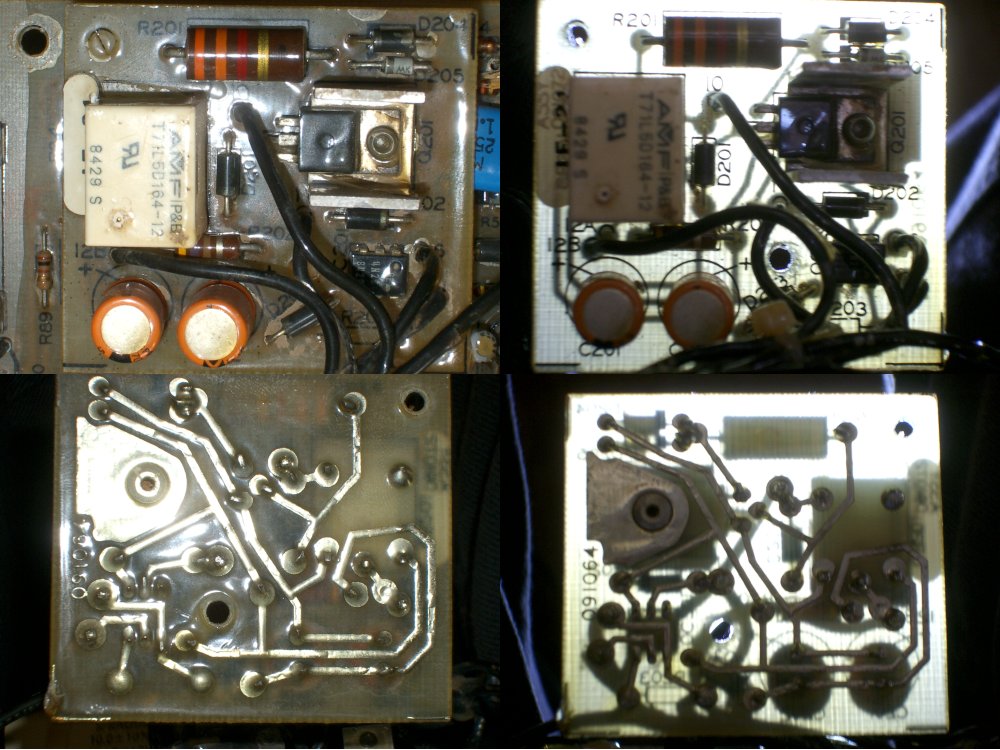{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}