Back
[00:00:23] <MrFluffy> not sure what to suggest, I grind on a offhand grinder with a fine stone, then I finish with whatever takes my fancy, few strokes with a oil stone, or the diamond file or a dremel with a sanding drum at times or mounted stone
[00:00:54] <MrFluffy> if its in the machine sometimes I take a stone to it in situ if it goes off just to touch it up, just a few strokes till its happy again
[00:01:17] <MrFluffy> milling cutters I sharpen in a jig on the surface grinder, Ive never been able to freehand them personally
[00:01:42] <furrywolf> other than a poor finish on the sides of the cut due to the rough edge, is there any reason this cutter shouldn't cut?
[00:04:55] <MrFluffy> it should cut even if the geometry is off a bit if the edge is right
[00:05:31] -!- Loetmichel has quit [Ping timeout: 250 seconds]
[00:06:09] -!- Loetmichel [Loetmichel!~cylly@p54B10E0B.dip0.t-ipconnect.de] has joined #linuxcnc
[00:07:37] <MrFluffy> I would go experiment but its 2am here
[00:08:05] <MrFluffy> and take a macro photo of something thats cutting ok in bronze
[00:09:39] -!- ink [ink!~ink@c-67-180-228-85.hsd1.ca.comcast.net] has joined #linuxcnc
[00:14:56] -!- XXCoder2 [XXCoder2!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[00:17:02] XXCoder2 is now known as XXCoder
[00:18:34] -!- XXCoder1 has quit [Ping timeout: 255 seconds]
[00:21:38] <furrywolf> this project is starting to really piss me off. I've been working on it all fucking day.
[00:22:10] -!- PetefromTn_ has quit [Ping timeout: 255 seconds]
[00:22:12] <SpeedEvil> Unless it's tungsten bronze or something :)
[00:22:39] <XXCoder> unobtainable-tungsten alloy
[00:23:08] <furrywolf> the first cutter I made did a decent job cutting it.
[00:25:00] * furrywolf has been uploading more images for several minutes now
[00:27:21] <furrywolf> http://fw.bushytails.net/lathecutter/lathecutter03a-lathe01.jpg http://fw.bushytails.net/lathecutter/lathecutter03a-lathe02.jpg http://fw.bushytails.net/lathecutter/lathecutter03a-grrrrwtf01.jpg
[00:28:37] <MrFluffy> aluminium bronze, ca104 or the like :)
[00:29:05] <Tom_itx> about the G33.1 rigid tapping command, do the X Y coordinates need to be on a separate line or will the tool rapid to the new X Y location before tapping the next hole?
[00:29:35] <Tom_itx> the description says it will rapid to the new X Y location
[00:29:43] <furrywolf> so what the hell am I doing wrong? it barely dented the bronze, and just smeared the tip clean off the cutter again
[00:29:49] <Tom_itx> but then will it sync tap there?
[00:30:03] <MrFluffy> is that a bue on that last pic or has it broke again?
[00:30:16] <Tom_itx> furrywolf, that tool isn't hard enough
[00:30:22] <furrywolf> it didn't break either time. it smeared.
[00:30:25] <XXCoder> I was wondering that
[00:30:34] <furrywolf> Tom_itx: it's a drill bit!
[00:30:37] <XXCoder> maybe its hardened only on the drill part not holder side
[00:30:42] <Tom_itx> furrywolf sharpen it once more then heat it red hot and quench it in water
[00:30:48] <Tom_itx> i don't care what it is
[00:30:54] <Tom_itx> it's too soft
[00:31:13] <Tom_itx> ^^ try that
[00:31:22] <XXCoder> seems simple enough to try
[00:31:32] <furrywolf> <furrywolf> ok, this is probably a stupid question, but do they only harden the flutes of drill bits and not the shank?
[00:31:44] <Tom_itx> i dunno
[00:31:51] <Tom_itx> i doubt china hardens any of it
[00:32:09] <furrywolf> only heating device I have right now is a little butane torch. propane torch is out of gas, oxytorch is out of gasses...
[00:32:26] <Tom_itx> we used to flame harden the edge of stamp dies after milling them
[00:32:31] <furrywolf> and I'm getting realllly fed up with this project. heh.
[00:32:41] <furrywolf> I've been working all day and haven't made anything work.
[00:32:47] <Tom_itx> follow an oxy torch with a cold rag as we went around the edge
[00:32:58] <Tom_itx> furrywolf try that once more
[00:33:06] <Tom_itx> get a good tip on it
[00:33:11] <Tom_itx> then heat and quench it
[00:33:39] <Tom_itx> if that doesn't work then the drill is utter shit and you should throw it as far as you can
[00:34:18] <Tom_itx> yay! i got my cad cam spitting out rigid tap code now
[00:34:50] <MrFluffy> Really? harmonic drive?
http://www.ebay.co.uk/itm/CNC-4th-Axis-Router-A-Axis-100MM-Chuck-Gapless-Harmonic-Drive-Reducing-Gear-Box-/261854627405?pt=LH_DefaultDomain_3&var=&hash=item3cf7c0864d
[00:35:52] <Tom_itx> send me one
[00:36:39] <Tom_itx> the way it's mounted it probably is harmonic drive
[00:37:33] <malcom2073> I like harmonic drives, my dad just made a 4th axis out of one, looks similar to that
[00:37:58] <MrFluffy> thats what I was searching for, a drive to put in place of the htd pulleys, then that comes up for less than the price of a drive...
[00:37:59] <Tom_itx> but then so is this:
http://www.thingiverse.com/thing:391538
[00:40:01] <furrywolf> this bit suffers from frustration-related geometry issues. attempting to find propane tank now.
[00:40:34] <XXCoder> if your oven top metal spirl heater type?
[00:40:47] <XXCoder> might be able to get bit to reddish glow that way if nothing else
[00:44:10] <Tom_itx> orange is barely hot enough, white is too hot but red is just about right
[00:46:51] <furrywolf> found propane tank (got one free at a yard sale), got a good red, quenched in water.
[00:47:14] <furrywolf> I made this tip narrow for easier heating
[00:47:21] <Tom_itx> make sure the tip is on center
[00:48:32] <furrywolf> might be hard with this one, as it ended up low in the process of making it thin.
[00:48:52] <Tom_itx> it won't cut right if you don't
[00:49:00] <Tom_itx> shim it somehow
[00:53:08] <furrywolf> I always shim them. this one just needs more shims. heh.
[00:55:32] <XXCoder> shims all way in
[00:56:03] <XXCoder> Ectaco jetBook mini is funny. smaller, less featured, and cost around same as kindle. yeeah ill just buy kindle.
[00:57:14] <Tom_itx> or use your smart device to read kindle files
[00:57:31] <XXCoder> nah I cant read books on lcd screen
[00:57:47] <XXCoder> irc is exception because of white text on black back
[00:58:10] <XXCoder> if its a long website read I use special color invertor link
[01:01:03] <MrFluffy> gnite
[01:01:05] -!- mascape has quit [Quit: ChatZilla 0.9.91.1 [Firefox 37.0.2/20150417180241]]
[01:01:06] -!- MrFluffy [MrFluffy!~phil@lns-bzn-47f-62-147-135-174.adsl.proxad.net] has parted #linuxcnc
[01:03:36] <furrywolf> yay! this one cuts.
[01:03:47] <XXCoder> hardening made a diff it seems
[01:04:15] <furrywolf> it cuts like crap, but it's a geometry issue - I had to shim it at enough of an angle the relief no longer exists.
[01:04:24] <furrywolf> no sign of wear after several cuts.
[01:04:32] <XXCoder> is job doable?
[01:04:53] <furrywolf> no, the geometry of this bit is too crap, and it's too short to grind again.
[01:05:09] <XXCoder> doh
[01:05:15] <XXCoder> in least something new is learned
[01:05:37] <furrywolf> yeah. making lathe cutters out of broken drill bits is a waste of time.
[01:05:42] <Tom_itx> was the tool a bit harder this time?
[01:05:52] <Tom_itx> i use old drill bits all the time
[01:06:05] <Tom_itx> when the app calls for it
[01:06:22] <furrywolf> tool was quite a bit harder this time
[01:06:33] <Tom_itx> good
[01:06:39] <Tom_itx> well remember that for next time
[01:06:51] <SpeedEvil> Use a complete drillbit, and just fix it so the edge has the right geometry?
[01:07:10] <furrywolf> there hopefully won't be a next time. I wasted so much fucking time on this, I would have been much smarter to just order some hss blanks.
[01:07:10] <SpeedEvil> (yes, I know you said you had no holder)
[01:07:10] <furrywolf> I started at 7am. it's 6pm.
[01:07:18] <SpeedEvil> sigh
[01:07:39] <furrywolf> the time-money tradeoff is seriously in the wrong direction for reusing drill bits to be a good idea.
[01:07:54] <SpeedEvil> If they're decent drillbits, it's decent steel.
[01:07:58] <SpeedEvil> Nothing wrong with it
[01:08:32] <SpeedEvil> Of course, if it broke because it's crap steel...
[01:08:32] <Tom_itx> i've got a box of old drillbits i keep for such things
[01:08:48] -!- toastydeath has quit [Read error: Connection reset by peer]
[01:09:10] <furrywolf> I doubt my propane torch and a cup of water heat treatment is nearly good enough for real cutting.
[01:09:16] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[01:10:22] <Tom_itx> you might be surprised
[01:13:11] <furrywolf> http://www.ebay.com/itm/Altai-1-4-x-1-4-x-4-M35-HSS-4-bits-blank-cobalt-lathe-milling-cutting-boring-/111659121987 those any good?
[01:13:53] -!- theorb [theorb!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[01:14:01] <Tom_itx> they're cobalt blanks
[01:14:07] -!- theorbtwo has quit [Read error: Connection reset by peer]
[01:14:21] <Tom_itx> i just got some local ones a couple days ago
[01:14:25] <Tom_itx> not cobalt but blanks
[01:14:32] <Tom_itx> M15 iirc was one
[01:14:49] <Tom_itx> the other was some pressed powdered metal
[01:15:44] <Tom_itx> those look plenty long
[01:15:51] <Tom_itx> mine were about 3" long
[01:15:59] <furrywolf> yeah, I should probably go with the 2.5". that's what sherline says is standard.
[01:16:01] <cpresser> why would you want blanks? why not buy finished tools?
[01:16:18] <Tom_itx> special grinds etc
[01:16:26] <Tom_itx> recess tools, whatever...
[01:16:34] <Tom_itx> for my manual lathe anyway
[01:16:55] <furrywolf> finished hss lathe tools seem uncommon
[01:17:19] <Tom_itx> most of the ones i've seen were ground from blanks
[01:17:29] <Tom_itx> cnc use inserts mostly
[01:18:26] <furrywolf> http://www.ebay.com/itm/SHARS-1-4-5PC-INDEXABLE-CARBIDE-INSERT-TURNING-TOOL-BIT-SET-NEW-/260434423892 might just get one of those, but my experience so far is this bronze doesn't like carbide.
[01:18:30] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[01:19:43] <Tom_itx> i've used regular inserts on bronze
[01:19:49] <Tom_itx> err regular blanks
[01:20:13] <furrywolf> harbor freight sells that same set for the same price
[01:28:32] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.15.33] has joined #linuxcnc
[01:30:43] -!- FreezingCold has quit [Ping timeout: 264 seconds]
[01:34:13] -!- theorb has quit [Remote host closed the connection]
[01:38:46] -!- theorbtwo [theorbtwo!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[01:39:32] -!- theorbtwo has quit [Remote host closed the connection]
[01:40:51] <MattyMatt> http://www.ebay.co.uk/itm/Pollard-milling-machine/261869491492 anyone lend me a truck, a crane, and a barn?
[01:44:25] -!- theorbtwo [theorbtwo!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[02:01:10] -!- zeeshan has quit [Ping timeout: 255 seconds]
[02:13:10] <furrywolf> woot! bit #5 works well
[02:14:30] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[02:14:56] <furrywolf> bit #5 cuts with much less cutting force than the harbor freight carbide, and leaves a much nicer finish.
[02:15:16] <furrywolf> seems like some drills make a lot better lathe cutters than others.
[02:15:48] <furrywolf> unfortunately, it's getting dark, so this is now a tomorrow project.
[02:26:52] -!- theorbtwo has quit [Remote host closed the connection]
[02:33:17] <furrywolf> all the charts I've found say to use little, no, or negative rake for bronze. I don't know how this bronze differs from their bronze, but I'm getting the best results with 10+ degrees of rake.
[02:33:54] <furrywolf> I suspect the difference is structual bronze vs oiled bushing bronze
[02:35:55] <furrywolf> bbl, cleaning up tools, shower.
[02:38:35] -!- theorbtwo [theorbtwo!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[02:38:48] -!- KimK_laptop [KimK_laptop!~Kim@wsip-70-186-238-216.ks.ks.cox.net] has joined #linuxcnc
[02:39:38] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[02:55:32] -!- skunksleep has quit [Ping timeout: 246 seconds]
[02:56:04] -!- skunkworks has quit [Ping timeout: 255 seconds]
[02:57:07] -!- asdfasd has quit [Ping timeout: 256 seconds]
[02:59:38] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[03:02:58] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[03:05:05] -!- AR_ has quit [Ping timeout: 265 seconds]
[03:07:37] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[03:10:08] <XXCoder> MattyMatt: cheap
[03:10:30] <XXCoder> ye olde though
[03:20:07] -!- FinboySlick has quit [Quit: Leaving.]
[03:29:01] -!- ve7it has quit [Read error: Connection reset by peer]
[03:29:44] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[03:52:45] -!- GeorgeHahn [GeorgeHahn!~George@c-69-141-92-254.hsd1.nj.comcast.net] has joined #linuxcnc
[03:56:00] <MattyMatt> not too old to have a toolchanger by the looks of it, and is that a pneumatic vice it has?
[03:59:15] -!- zeeshan [zeeshan!~kvirc64@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[03:59:39] <zeeshan> what a satisfying day
[03:59:47] <zeeshan> planted so many plants :D
[04:00:11] <XXCoder> and eaten so many of em?
[04:00:14] <XXCoder> heh
[04:00:26] <zeeshan> no fruits/vegetables yet
[04:01:32] -!- cmorley has quit [Quit: Leaving.]
[04:02:04] <zeeshan> i planted bell peppers (green+red), chilli peppers, lettuce, tomatoes , cherry tomatos, eggplant, okra, corn, strawberry, mint
[04:02:16] <zeeshan> lets see what grows this season
[04:02:29] <XXCoder> heh always wanted to try few plants
[04:02:44] <XXCoder> like rhurbarbs
[04:03:02] <XXCoder> other is one that makes that hard dark green fruit that people make garcoma whatever out of
[04:03:03] <zeeshan> do you eat them yourself?
[04:03:05] <zeeshan> or just for fun?
[04:03:15] <XXCoder> heard latter makes for nice indoors tree
[04:03:19] <XXCoder> both
[04:04:41] <zeeshan> ive never had rhubarb
[04:04:49] <XXCoder> its awesome
[04:05:00] <XXCoder> one of ffairly rare non-cirtus sour
[04:05:08] <zeeshan> hm
[04:05:10] <XXCoder> makes for amazing pies and crasps
[04:05:17] <XXCoder> thing is its not a fruit lol
[04:05:17] <zeeshan> ive heard of rhubarb pie
[04:05:21] <zeeshan> which is supposingly very good
[04:05:27] <XXCoder> it is
[04:05:27] <zeeshan> ah
[04:05:36] <XXCoder> I tend to eat em raw which people tend not to like
[04:05:39] <XXCoder> because very sour
[04:05:56] <XXCoder> careful with it though, it has poison leaves, eat only stems
[04:06:15] <XXCoder> if it froze overnight dont eat it and throw it away if softer than usual
[04:06:21] <XXCoder> otherwise its very tough plant
[04:06:44] <zeeshan> didn t know that
[04:06:46] <zeeshan> thats cool!
[04:06:48] <XXCoder> dont eat first year (or two?)
[04:06:55] <XXCoder> theres mpore detail stuff but yeah
[04:08:23] <zeeshan> i plannted mint
[04:08:27] <zeeshan> apparently it keeps bugs away
[04:08:30] <XXCoder> mint whooo
[04:08:31] <zeeshan> its a natural insect repellant
[04:08:34] <XXCoder> careful
[04:08:37] <zeeshan> im testing that theory
[04:08:42] <XXCoder> it likes to take over garden
[04:08:48] <zeeshan> yea ;p
[04:08:54] <zeeshan> you gotta cut it
[04:08:59] <XXCoder> keep it in pots and in yet another pot]
[04:09:30] <zeeshan> its in the middle of the garden
[04:09:30] <zeeshan> lol
[04:09:42] <zeeshan> i try things out
[04:09:43] <XXCoder> youre doomed
[04:09:45] <XXCoder> kidding
[04:09:50] <zeeshan> dude a lot of people tell me
[04:09:57] <zeeshan> these crazy instructions to grow plants from seeds
[04:10:03] <zeeshan> i just threw that shit in the ground and it grows
[04:10:07] <zeeshan> give it some water and proper soil
[04:10:09] <XXCoder> but yeah week later you will wake up with plantless fruit nex ti you ;)
[04:10:21] <XXCoder> (ref to mafia and horse)
[04:10:22] <zeeshan> so i just try it out to see hjow things are
[04:10:26] <XXCoder> yeah
[04:10:27] <zeeshan> lol
[04:10:42] <zeeshan> i love okra, i eat it a lot
[04:10:45] <zeeshan> and its so easy to grow
[04:10:56] <zeeshan> im worried about bell peppers
[04:11:04] <zeeshan> first time im growing them
[04:11:32] <XXCoder> such a unusual plant
[04:11:41] <XXCoder> do it keep going and grow new fruit each year
[04:11:47] <XXCoder> or you replant each year?
[04:11:54] <XXCoder> oh other good suggestion for you
[04:11:55] <XXCoder> kale
[04:12:01] <XXCoder> few of em
[04:12:06] <XXCoder> its so tasty
[04:12:11] <zeeshan> i think all of these are seasonal
[04:12:21] <XXCoder> kale is almost unkillable too
[04:12:22] <zeeshan> none of my plants grew again from last year
[04:12:25] -!- Camaban has quit [Ping timeout: 264 seconds]
[04:12:37] <zeeshan> we only planted chilis, tomatoes and okra last year
[04:12:44] <XXCoder> hell we had fresh kale in snow lol
[04:12:49] <XXCoder> its that tough
[04:12:56] <zeeshan> i havent had kale
[04:12:56] <zeeshan> :D
[04:13:01] <XXCoder> yeah get it
[04:13:18] <zeeshan> we tried to plant stuff that we eat
[04:13:21] <XXCoder> few of em because its bit tough going but once its grown it will last for quite a while
[04:13:24] <zeeshan> cause when they start fruiting, its really nice man
[04:13:28] <zeeshan> FREE fOOD!!
[04:13:29] <XXCoder> yeah
[04:13:43] <XXCoder> I miss having kjale in all soups and some meals :(
[04:14:27] <XXCoder> http://bonnieplants.com/growing/growing-kale/
[04:14:50] <zeeshan> wow it has 200% vitamin a
[04:14:52] <zeeshan> in 100 grams hahaha
[04:15:10] <XXCoder> its crock full of nuterants yes
[04:17:01] <zeeshan> cabbage family
[04:17:02] <zeeshan> hmm
[04:17:27] <XXCoder> you need cartful of iceberg cabbages to meet single kale plant lol
[04:19:48] <zeeshan> brb shower itme!
[04:22:56] <furrywolf> I'm not a kale fan.
[04:23:03] <Crom> Kale is great!
[04:23:52] <Crom> Then so is Octopus, squid, crawdad's, eel, and mouse deer
[04:25:47] <furrywolf> yay! I got a check for $500.04. two years ago I deposited $500. what interest rate is $0.02/year on $500? lol
[04:26:12] <XXCoder> 10^-10000
[04:26:14] <XXCoder> jk
[04:26:35] <Crom> wow, reading the ngc files of
http://members.shaw.ca/swstuff/cannon-ball.html is very interesting
[04:26:39] <furrywolf> 0.004%. lol
[04:27:12] <XXCoder> ah 4*10^-3
[04:27:45] * furrywolf wonders how long a wooden mold lasts for molten metal
[04:27:50] <Crom> itity bitty
[04:27:53] <XXCoder> few times I bet
[04:27:57] <XXCoder> lead is weak
[04:28:06] <Crom> says he cast 2 times
[04:29:32] <Crom> win95/96 and Win NT4.0 old freaking page
[04:29:57] <furrywolf> amex just send me a credit card offer, addressed to my info from my costco amex card. I guess now that they're breaking up with costco, they're trying to move me to one of their other cards.
[04:30:04] <Crom> thing that caught my eye was the head stock encoder
[04:31:36] <furrywolf> terms aren't bad. I like my 4% cash back on gas with my costco amex, while this one is only 3%. 12.24% interest isn't bad. I imagine my costco one is going away, sadly.
[04:32:30] -!- cmorley [cmorley!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[04:35:04] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[04:35:38] <furrywolf> what does the fin on those balls do?
[04:36:00] <Computer_barf> so im a bit paranoid about accidently braking my now working system
[04:36:13] <Computer_barf> so apt-get install gtk2-engines-*. do you think its safe that I do this?
[04:36:19] <Crom> when sinking keep the weight from spinning
[04:36:36] <Computer_barf> i know that sometimes updating debian might break linuxcnc and im not familiar with might do that
[04:37:44] <Crom> Computer_barf, it sure does... an automatic update killed my linuxcnc, I figured out what it was.. CIFS SmB printing
[04:38:02] <Crom> stopped it from using printer port all was good again
[04:43:43] <furrywolf> why would it tie up the parallel port by default, without having detected a printer? I'd file a bug on that.
[04:45:13] <furrywolf> then again, broken by default unless you're a stereotypical desktop user does seem to be the way debian is heading.
[04:45:34] <XXCoder> I love defaults so much :P
[04:45:49] <XXCoder> typical linux comes with billion audio related programs lol
[04:46:18] <furrywolf> audio daemons suck.
[04:46:46] <furrywolf> http://www.ebay.com/itm/21-Inch-Troyke-Horizontal-Rotary-Table-for-Mill-/181730771035 anyone need a cheap rotary table?
[04:47:23] <furrywolf> it probably weighs more than my machine. :)
[04:47:32] <Computer_barf> so any opinyon if the gtk2 engines would be safe or not?
[04:47:49] <XXCoder> furrywolf: its larger than my entire cnc router
[04:48:00] <XXCoder> my machine is taller but thats it lol
[04:48:01] <ve7it> Crom, I lost one of those balls fishing this afternoon :{ Snagged it on a rock that came from 100' deeep to 15' in about 10 seconds of trolling
[04:48:16] <furrywolf> Computer_barf: I'd rate that as pretty safe.
[04:48:34] <Computer_barf> i think interface sounds like it won't mess with hardwear
[04:48:44] <furrywolf> $50 is a quite excellent price, if you have need for such a table.
[04:49:06] <XXCoder> its large enough to be used as portable table lol
[04:49:51] <Computer_barf> tempting
[04:49:57] <Computer_barf> whats wrong with it
[04:51:06] <furrywolf> what's wrong with it is that it's too heavy to move without a forklift, and takes up a whole pallet.
[04:51:29] <XXCoder> did I say portable?
[04:51:42] <XXCoder> its large enough to be used as dinner table lol
[04:51:43] <XXCoder> fixed
[04:52:42] * furrywolf needs an easily cncable 6-8" table
[04:59:14] <Crom> that's why I use weight drops though they don't work on snagged weights. just when some big gets the hook or the hook snags
[04:59:56] <Crom> furrywolf, though about making one from like a front wheel drive spindle?
[05:00:38] robertm_ is now known as robertm__
[05:01:13] <furrywolf> yes. lol
[05:01:19] <furrywolf> I have a pair of 100:1 worm boxes in storage.
[05:01:38] <Crom> there you go!
[05:02:28] <Crom> 20000 steps per rev at 1:1 step 80K at 1:4 microstep
[05:03:32] <furrywolf> I think it'd end up too large. like, most of my milling area.
[05:03:50] robertm__ is now known as robertm_
[05:08:23] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has parted #linuxcnc
[05:08:33] <Crom> I'd make it hang off the side of the table so your work would be over the table
[05:08:36] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[05:10:20] <furrywolf> bbl, wolfy bedtime
[05:17:36] -!- ve7it has quit [Remote host closed the connection]
[05:19:15] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has parted #linuxcnc
[05:19:56] -!- furrywolf has quit [Ping timeout: 265 seconds]
[05:26:17] -!- moorbo [moorbo!~moorbo@dyn-21-143.mdm.its.uni-kassel.de] has joined #linuxcnc
[05:38:14] -!- moorbo has quit [Remote host closed the connection]
[05:42:06] -!- pcw_home has quit [Ping timeout: 276 seconds]
[05:52:57] -!- micges has quit [Ping timeout: 240 seconds]
[06:05:58] -!- kwallace has quit [Ping timeout: 255 seconds]
[06:29:44] -!- GeorgeHahn has quit [Read error: Connection reset by peer]
[06:36:26] robertm_ is now known as robertm
[06:41:07] -!- syyl [syyl!~sg@p200300632C25D29135D549378705F675.dip0.t-ipconnect.de] has joined #linuxcnc
[06:58:41] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:59:04] -!- KimK_laptop has quit [Ping timeout: 255 seconds]
[06:59:45] <Deejay> moin
[07:00:15] <XXCoder> night
[07:19:50] <s1dev> does anyone here have a 5 axis mill?
[07:26:15] <XXCoder> I wish
[07:27:10] <archivist> I do
[07:27:37] <archivist> although it is still on 2.4 I think
[07:28:09] <archivist> from before the axis display order could be changed
[07:39:14] -!- anth0ny_ has quit [Quit: anth0ny_]
[07:45:40] <s1dev> this is about something else, we did get it figured out
[07:47:04] <archivist> I have to go out in a couple of minutes
http://www.middleton-leawood.org.uk/leawood/
[07:48:13] <s1dev> I got some small 5 axis parts in Inconel and I'm trying to figure out what the best machine for that would be
[07:48:33] <archivist> ew nasty stuff
[07:48:49] <archivist> not my machine, not rigid enough
[07:49:45] <archivist> mine rattles enough on steel
[08:05:20] <Tom_itx> zeeshan, bell peppers like heat like tomtoes
[08:05:25] <Tom_itx> good luck groing em
[08:17:33] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-ozodzrgmnowpkkmp] has joined #linuxcnc
[08:23:27] -!- eventor [eventor!~eventor@p5B254F2F.dip0.t-ipconnect.de] has joined #linuxcnc
[08:23:48] -!- eventor [eventor!~eventor@p5B254F2F.dip0.t-ipconnect.de] has parted #linuxcnc
[08:24:01] -!- eventor [eventor!~eventor@p5B254F2F.dip0.t-ipconnect.de] has joined #linuxcnc
[08:28:43] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[09:13:07] -!- asdfasd [asdfasd!~332332@2.220.227.242] has joined #linuxcnc
[09:31:26] -!- quiqua has quit [Quit: quiqua]
[10:14:00] -!- quiqua has quit [Quit: quiqua]
[10:22:34] -!- quiqua has quit [Client Quit]
[10:35:53] -!- ingsoc has quit [Client Quit]
[10:41:57] -!- MrSunshine has quit [Remote host closed the connection]
[11:11:05] amnesic is now known as amnesic_away
[11:12:14] -!- b_b has quit [Changing host]
[11:13:48] -!- Tom_shop [Tom_shop!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[11:14:23] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[11:15:14] -!- Tom_itx has quit [Ping timeout: 245 seconds]
[11:17:26] -!- MrSunshine [MrSunshine!~mrsun@c-433de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[11:19:46] -!- sumpfralle has quit [Read error: Connection reset by peer]
[11:20:09] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[11:22:34] -!- b_b has quit [Remote host closed the connection]
[11:40:54] -!- JohnyK has quit [Read error: Connection reset by peer]
[11:45:40] -!- sumpfralle has quit [Ping timeout: 256 seconds]
[11:56:29] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[11:57:27] -!- thesaint444 [thesaint444!thesaint44@ip-37-201-147-37.hsi13.unitymediagroup.de] has joined #linuxcnc
[11:58:50] <thesaint444> hi guys, just started with linuxcnc. I have a lathe, no touchscreen - what is the best way to use it? ie the best GUI etc..
[12:04:44] -!- thesaint444 [thesaint444!thesaint44@ip-37-201-147-37.hsi13.unitymediagroup.de] has parted #linuxcnc
[12:04:56] -!- thesaint444 [thesaint444!thesaint44@ip-37-201-147-37.hsi13.unitymediagroup.de] has joined #linuxcnc
[12:05:15] -!- thesaint444 has quit []
[12:05:28] -!- thesaint444 [thesaint444!thesaint44@ip-37-201-147-37.hsi13.unitymediagroup.de] has joined #linuxcnc
[12:06:25] -!- Brunetty has quit [Ping timeout: 255 seconds]
[12:07:42] -!- Brunetty [Brunetty!~Home@unaffiliated/brunetty] has joined #linuxcnc
[12:09:55] <thesaint444> anybody home?
[12:11:06] -!- exitcode1 [exitcode1!~exitcode1@unaffiliated/exitcode1] has joined #linuxcnc
[12:13:46] <SpeedEvil> no
[12:14:07] <SpeedEvil> I haven't yet gotten to that point.
[12:14:26] <SpeedEvil> Now tends to be a quiet time - it's more active in 3-12 hours
[12:17:00] <jthornton> Axis
[12:17:09] <jthornton> with ngcgui
[12:17:48] <_methods> axis
[12:21:03] -!- Valen has quit [Remote host closed the connection]
[12:25:48] <jthornton> thesaint444, fyi most people are logged in 24/7 but may not be at their computer
[12:29:36] <Tom_shop> some nap at the pc too
[12:29:46] <jthornton> yea
[12:29:49] Tom_shop is now known as Tom_itx
[12:29:53] <jthornton> morning Tom_itx
[12:29:59] <Tom_itx> JT-Shop got rigid tapping code last night
[12:30:19] <Tom_itx> cad cam will output it now too
[12:30:44] <Tom_itx> need to test it on some iron now
[12:30:53] <thesaint444> ngcgui or linux-features?
[12:31:11] <thesaint444> lol.
[12:31:21] <jthornton> up to you to decide
[12:31:37] <thesaint444> which one will get me up and running quickest?
[12:31:50] <jthornton> http://gnipsel.com/shop/hardinge/hardinge.xhtml
[12:31:52] <Tom_itx> off to play..
[12:31:53] <thesaint444> i am happy to play with it all but i also have some jobs to do!
[12:32:11] <jthornton> I don't have a clue I use ngcgui
[12:32:32] <thesaint444> and it works for you?
[12:33:06] <jthornton> did you look at the link?
[12:34:10] <thesaint444> just did - looks good..
[12:34:38] <thesaint444> profile - can i import a dxf? what is the workflow.. thanks.
[12:35:02] <thesaint444> how to generate the gcode from my dxf?
[12:35:18] <thesaint444> any quick way for that?
[12:37:11] * jthornton heads for the shower cause I have jobs to do as well
[12:37:43] <thesaint444> thanks for the help..
[12:38:45] <_methods> for a lathe most people just program it buy inputting coordinates by hand
[12:38:56] <_methods> rarely need cam for simple lathe parts
[12:39:11] <_methods> most lathe canned cycles will handle anythign you can throw at them
[12:39:31] <thesaint444> _methods - ok...
[12:40:08] <thesaint444> can be quite a bit of work though..
[12:40:21] <SpeedEvil> It really depends also if you're making one, or ten thousand.
[12:40:23] <thesaint444> seems a shame if you already have the part in a cad system
[12:40:46] <_methods> a good lathe programmer will have it programmed before you can load it into your cam system
[12:40:47] <thesaint444> sure, mostly i am making just a couple of each part.
[12:40:51] <SpeedEvil> In many cases, just doing one manual may be faster.
[12:41:15] <thesaint444> i am not sure about that..
[12:41:31] <thesaint444> if the part has multiple curves..
[12:41:32] <_methods> unless you're using a metric shit ton of live tooling and surfacing paths in your lathe, you probably don't need cam
[12:41:43] <_methods> on a lathe
[12:41:56] <thesaint444> so what is the general lathe workflow?
[12:41:59] <_methods> curves are trivial for the built in lathe canned cycles
[12:43:01] <thesaint444> for milling I know i can use say: cad program -> export dxf into sheet cam -> generate gcode -> load into linux cnc -> make part...
[12:43:34] <thesaint444> is there a similar workflow for lathe useage? thanks..
[12:44:34] <thesaint444> _methods - ok, i will give it a go by hand using the ngcgui and lathe subroutines - any examples to be found? thanks..
[12:44:56] <_methods> one sec looking now
[12:45:01] <thesaint444> thanks!
[12:47:26] <_methods> jthornton: are there any roughing/finishing scripts for linuxcnc lathe?
[12:47:47] <_methods> ah that link\
[12:48:20] <thesaint444> _methods - i can do roughing, straight turning, facing by hand..
[12:48:40] <thesaint444> ie writing a gcode program myself.
[12:48:51] <thesaint444> no idea how to do the curve stuff..
[12:49:01] <thesaint444> have not found an example for that..
[12:49:10] <_methods> http://gnipsel.com/files/chnc/subroutines/
[12:49:23] <_methods> profilerad.ngc specifically
[12:49:52] <_methods> but basically g2/g3
[12:49:55] <_methods> just like on a mill
[12:50:07] <thesaint444> yes but what if you have a complicated curve?
[12:50:16] <_methods> g2/g3
[12:50:17] <_methods> lol
[12:50:21] <thesaint444> joining each little bit could take ages..
[12:50:41] <thesaint444> that seems a bit silly...
[12:50:56] <_methods> have you ever programmed a lathe before?
[12:51:00] <thesaint444> nope..
[12:51:04] <_methods> ok
[12:51:20] <thesaint444> just what i have been doing over the last week.
[12:51:48] <thesaint444> i design parts though and some of them are complicated.
[12:52:09] <thesaint444> i generated gcode with a cam system to test it out and there was quite a bit of code.
[12:52:25] <thesaint444> not a five minute job to write.
[12:52:33] <_methods> of course that's what cam systems do, they generate a ton of trash
[12:52:34] <thesaint444> even with canned cycles.
[12:52:39] <thesaint444> lol.. sure.
[12:52:53] <_methods> just like if you used a web site generator
[12:53:04] <_methods> it would output a ton of trash you really don't need
[12:53:12] <thesaint444> but for example people are not writing milling cycles by hand..
[12:53:23] <_methods> it depends on the part
[12:53:25] <thesaint444> so why do it with the lathe?
[12:53:42] <_methods> i have guys out on the shop floor that program stuff by hand all day
[12:53:52] <_methods> they just need a simple decking/hole pattern
[12:53:55] <_methods> why go to cam
[12:54:00] <thesaint444> i agree.
[12:54:15] <thesaint444> not so with complicated curves..
[12:54:39] <_methods> ok well i won't argue with you
[12:55:01] <thesaint444> have you any examples to show me the error of my ways...
[12:55:21] <_methods> what errors of your ways
[12:55:28] <_methods> you've never done it before
[12:55:35] <_methods> how could you have any errors lol
[12:55:56] <thesaint444> error of my ideas then..
[12:56:21] <_methods> i would just say this, don't overcomplicate it
[12:56:27] <_methods> start simple coding by hand
[12:56:36] <_methods> then if you find you really need cam
[12:56:41] <_methods> start using cam
[12:57:30] <thesaint444> ok, thanks.
[12:57:36] <_methods> for mill sure use cam all you want there are plenty of solutions
[12:58:06] <_methods> obviously you could just use your mill software to generate lathe gcode
[12:59:24] <_methods> just replace all the y's with z's
[12:59:37] <_methods> voila lathe cam lol
[12:59:43] <thesaint444> yes, but it generates lots of code and i like to know what its doing. thats why i want to learn to do it by hand first and of course find out what other guys are doing..
[13:00:08] <thesaint444> its not that simple...
[13:00:09] <_methods> well i personally use mastercam
[13:00:15] <_methods> yes it's that simple
[13:00:34] <thesaint444> tool changes?
[13:00:42] <_methods> ye?
[13:00:48] <_methods> t2m6
[13:00:51] <_methods> t3m6
[13:00:56] <_methods> t5m6
[13:00:58] <thesaint444> using the method you just described can be problematic..
[13:01:08] <thesaint444> anyway, have a good day and thanks.
[13:02:51] * JT-Shop finds that 95% of lathe ops can be done with ngcgui and no cad cam is needed
[13:03:01] * _methods agrees
[13:03:48] <_methods> all these kids want to use cam for everything then when something goes wrong they have no idea how to fix it
[13:04:12] <_methods> everyone assumes this has to be simple or something
[13:04:16] <_methods> like 3d printing
[13:07:26] <_methods> so there are no official linuxcnc roughing/finishing cycles for lathe?
[13:10:33] -!- skorasaurus has quit [Ping timeout: 240 seconds]
[13:16:44] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:25:49] <JT-Shop> it's quite simple to write G code for a lathe with tools like arc generator
[13:25:54] <JT-Shop> and gedit
[13:35:19] <JT-Shop> _methods, G71 has been coded but not incorporated IIRC
[13:37:26] -!- MrSunshine has quit [Remote host closed the connection]
[13:40:51] -!- moorbo [moorbo!~moorbo@dyn-21-71.mdm.its.uni-kassel.de] has joined #linuxcnc
[13:42:52] <JT-Shop> I even wrote a python program to do roughing and finishing but never finished it
[13:45:53] -!- `Nerobro_ [`Nerobro_!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[13:50:01] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[13:53:30] -!- JohnyK has quit [Read error: Connection reset by peer]
[13:57:38] -!- MrSunshine [MrSunshine!~mrsun@c-433de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[14:04:46] -!- hendrik has quit [Ping timeout: 252 seconds]
[14:05:16] hendrik is now known as Guest56098
[14:06:51] -!- mozmck has quit [Quit: Leaving.]
[14:07:53] -!- quiqua has quit [Quit: quiqua]
[14:10:22] -!- JohnyK [JohnyK!~wity@jurajp.ynet.sk] has joined #linuxcnc
[14:14:39] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[14:14:49] -!- zzolo has quit [Client Quit]
[14:21:57] -!- furrywolf [furrywolf!~randyg@174-144-147-255.pools.spcsdns.net] has joined #linuxcnc
[14:28:39] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[14:28:55] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[14:35:20] -!- quiqua has quit [Quit: quiqua]
[14:36:24] -!- dan2k3k4 has quit [Quit: Leaving]
[14:37:33] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[14:37:48] -!- quiqua has quit [Client Quit]
[14:38:02] <Computer_barf> mornin folks
[14:39:38] -!- norias has quit [Ping timeout: 265 seconds]
[14:39:57] -!- anth0ny_ has quit [Quit: anth0ny_]
[14:50:24] -!- moorbo has quit [Ping timeout: 256 seconds]
[14:51:55] -!- ivansanchez has quit []
[14:53:57] -!- moorbo [moorbo!~moorbo@dyn-21-71.mdm.its.uni-kassel.de] has joined #linuxcnc
[14:54:47] -!- moorbo has quit [Remote host closed the connection]
[14:59:40] -!- kwallace has quit [Ping timeout: 272 seconds]
[14:59:41] -!- f1oat4 [f1oat4!~f1oat@AMontsouris-553-1-108-215.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[15:02:28] Guest56098 is now known as hendrik
[15:04:21] -!- theorbtwo has quit [Ping timeout: 276 seconds]
[15:14:13] -!- Komzpa|work has quit [Ping timeout: 250 seconds]
[15:15:15] <thesaint444> anyone using linux-feature?
[15:18:33] -!- amiri has quit [Ping timeout: 240 seconds]
[15:20:02] <_methods> anyone have an electronic copy of machine tool reconditioning and applications of hand sraping?
[15:21:13] -!- syyl_ [syyl_!~sg@p200300632C25D23935D549378705F675.dip0.t-ipconnect.de] has joined #linuxcnc
[15:24:35] -!- syyl has quit [Ping timeout: 265 seconds]
[15:29:26] -!- zeeshan has quit [Read error: Connection reset by peer]
[15:31:09] -!- zeeshan [zeeshan!~kvirc64@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[15:37:50] <t12> https://www.dropbox.com/s/kk11tl1g9ad4n5u/%5BEdward_F_Connelly%5D_Machine_tool_reconditioning_an%28BookFi.org%29.pdf?dl=0
[15:39:39] <_methods> ermhagerd thk you
[15:40:07] <t12> welcome
[15:41:04] <_methods> been lookin all over for that
[15:45:38] <cradek> is that book old enough to be out of copyright?
[15:45:44] <cradek> it's pretty old, isn't it?
[15:45:49] <_methods> pretty sure
[15:45:52] <_methods> it's on scribd
[15:46:03] <_methods> i just don't want to pay for scribd for one book
[15:46:05] <t12> scribd doesnt care about copyright
[15:46:11] <_methods> oh
[15:46:16] <_methods> i thought they were legit or something
[15:46:38] <Rab> They're a ratio site, you have to upload some crap to download.
[15:46:42] <t12> copyright is death of creator + 50-100 years
[15:46:42] <cradek> dang, there used to be a great summary at
http://copyright.cornell.edu/public_domain/
[15:47:07] <cradek> t12: no, it's very complicated, and there are many different rules over the years
[15:47:18] <cradek> and I had that great bookmark but it's gone :-(
[15:47:30] <t12> yeah
[15:47:33] <t12> but the answer is usually
[15:47:35] <t12> 'a long time'
[15:47:39] <t12> and the publisher likely owns it anyway
[15:48:16] <cradek> aha, found it:
http://copyright.cornell.edu/resources/publicdomain.cfm
[15:49:43] <cradek> first published in usa before 1923? conditions none
[15:49:56] <cradek> what's the copyright date in the book?
[15:50:10] <t12> 55
[15:50:17] <cradek> oh, crap
[15:50:20] <t12> maybe cause of being 3rd print
[15:50:29] <t12> 57 sorry
[15:50:35] <t12> hah.
[15:50:38] <t12> 54. printed 57
[15:50:51] <cradek> then it depends on whether it was renewed
[15:51:10] <t12> since its not a pop album
[15:51:13] <t12> and its not modern software
[15:51:19] <t12> copyright almost doesnt matter
[15:51:56] <cradek> > In the US, books published before 1964 had to get their copyrights renewed at the Library of Congress Copyright Office in their 28th year, or they'd fall into the public domain.
[15:52:16] <_methods> hooray
[15:52:34] <cradek> > A 1961 Copyright Office study found that fewer than 15% of all registered copyrights were renewed. For books, the figure was even lower: 7%.
[15:52:43] <_methods> oh i forgot to check library of congress for it
[15:53:03] <_methods> i've downloaded a lot of old metalworking books from there
[15:54:28] -!- moorbo [moorbo!~moorbo@dyn-21-71.mdm.its.uni-kassel.de] has joined #linuxcnc
[15:54:56] -!- ingsoc has quit [Quit: Leaving.]
[16:07:18] -!- erve has quit [Remote host closed the connection]
[16:10:38] -!- Loetmichel has quit []
[16:12:30] -!- moorbo has quit [Remote host closed the connection]
[16:21:51] -!- James628 [James628!59870494@gateway/web/freenode/ip.89.135.4.148] has joined #linuxcnc
[16:27:50] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[16:28:27] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[16:29:57] -!- Loetmichel [Loetmichel!~cylly@p54B10E0B.dip0.t-ipconnect.de] has joined #linuxcnc
[16:35:42] <Loetmichel> *meh* windows update... "8 updates installed, reboot please"... ok, reboot... system up again "3 updates aviable, install?" *grummel, ok* "3 updates installed, reboot please" *GNAAAHHH!!!1111*
[16:47:04] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[16:56:27] <mozmck> Loetmichel: why do you torture yourself like that?
[16:56:49] <Loetmichel> mozmck: because elite dangerous dosent run on linux
[16:57:13] <cradek> they have consoles that are just for running video games now
[16:57:18] <mozmck> I presume that's a game? I don't have time for those.
[16:59:35] -!- adb [adb!~IonMoldov@2a02:1205:c6a0:f540:baac:6fff:fe67:305f] has joined #linuxcnc
[17:03:49] -!- zeeshan|2 [zeeshan|2!~kvirc64@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[17:04:36] -!- karavanjo has quit [Ping timeout: 240 seconds]
[17:04:58] -!- sumpfralle has quit [Quit: Leaving.]
[17:06:33] -!- zeeshan has quit [Ping timeout: 256 seconds]
[17:09:20] <Tom_itx> _methods what went wrong with my cad cam?? i don't know how to fix it...
[17:09:44] <Tom_itx> sry.. just catching up on the logs
[17:12:32] <Crom> which is why I never turn off my computers...
[17:12:53] <Tom_itx> this one stays on
[17:13:41] <Tom_itx> there are logs though
[17:15:06] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[17:16:55] -!- JohnyK has quit [Ping timeout: 255 seconds]
[17:20:09] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[17:24:13] -!- Alessandro-B [Alessandro-B!~ale@net-2-35-7-20.cust.vodafonedsl.it] has joined #linuxcnc
[17:24:21] -!- James628 has quit [Quit: Page closed]
[17:25:02] <Alessandro-B> I'm trying to install linuxcnc on gentoo and I'm having success for the most part
[17:25:35] <Alessandro-B> but the wiki is to change
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?EmcOnGentoo
[17:29:23] <Alessandro-B> the only thing is that emc2 configure is not aware of libboost_python on gentoo
[17:31:18] <_methods> Tom_itx: hehe
[17:31:56] <_methods> wow you must be a real masochist
[17:32:01] <_methods> gentoo and linuxcnc
[17:34:02] <Alessandro-B> :)
[17:35:41] <ssi> lol
[17:35:44] <_methods> i installed gentoo once, hehe and that was it
[17:36:01] <Tom_itx> i was surprised how easy it was to add rigid tapping to my cam post
[17:36:12] <_methods> what did you end up doing?
[17:36:29] <Tom_itx> ? just added it like any other canned cycle
[17:36:58] <Alessandro-B> I had to change the .ebuilds listed in the wiki
[17:37:03] <_methods> what about the rpm feed/rev
[17:37:16] <Tom_itx> just a checkbox on the tool
[17:37:36] <Tom_itx> you can go rpm or ipm etc
[17:38:14] <_methods> cool i need to add encoder to my spindle before any of that happens
[17:38:19] <Tom_itx> then just change the post from a F word to a K word
[17:38:33] -!- sumpfralle [sumpfralle!~lars@p5DCFC6A8.dip0.t-ipconnect.de] has joined #linuxcnc
[17:38:48] <_methods> you use a standard fanuc word scheme?
[17:39:07] <Tom_itx> i dunno, whatever lcnc wants...
[17:39:15] <_methods> ah
[17:39:29] <Tom_itx> i can mod the post for just about anything
[17:39:40] <_methods> yeah
[17:40:06] <Tom_itx> we had okuma, tree, fadal which were mostly standard fanuc
[17:40:13] <Tom_itx> some were a bit different
[17:40:19] <_methods> yea fadal
[17:40:24] <_methods> knuckleheads
[17:40:26] <_methods> E?
[17:40:28] <_methods> why E
[17:40:36] <Tom_itx> huh?
[17:40:38] <_methods> just use G54 like everyone else
[17:40:44] <_methods> they used E for work offsets
[17:40:54] <Tom_itx> this one didn't that i recall
[17:41:27] <Tom_itx> we did have one bastard tree control
[17:41:33] <Tom_itx> i don't even remember what it was now
[17:41:39] <Tom_itx> conversational
[17:41:46] <_methods> yeah
[17:41:50] <Tom_itx> it was a real pita to program
[17:41:55] <Tom_itx> he finally got rid of it
[17:42:07] <Tom_itx> the others were fine
[17:42:24] <_methods> some of those conversationals try so hard to be easy they become stupidly difficult
[17:43:20] <_methods> so normally on a fadal G54 = E01
[17:43:26] <_methods> G55=Eo2
[17:43:28] <_methods> and so on
[17:43:35] <Tom_itx> i don't remember dealing with that
[17:43:49] <_methods> well if you just used the conversational side you may have never seen it
[17:43:50] <Tom_itx> i think the ones we had were pretty standard
[17:43:50] -!- Computer_barf has quit [Read error: Connection reset by peer]
[17:44:02] <Tom_itx> no, we just programmed those
[17:44:11] <Tom_itx> nobody did much conversatonal on the mills
[17:44:19] <Tom_itx> the okuma lathe we did
[17:44:20] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[17:44:21] <_methods> i think towards the end of the fadal days they may have made it so you could flip a param to use regular gcode
[17:44:40] <_methods> well fanuc style work offset codes
[17:44:40] -!- Alessandro-B [Alessandro-B!~ale@net-2-35-7-20.cust.vodafonedsl.it] has parted #linuxcnc
[17:45:02] <Tom_itx> ok lunch over.. back to the coal mine
[17:45:56] <_methods> http://www.cnczone.com/forums/archive/index.php/t-165752.html
[17:46:06] <_methods> fadal work offse/fixture offest chit chat
[17:47:15] <Crom> hmmm interesting project "King Robota"
[17:47:18] <_methods> i guess the fadal's didn't even have extended work offsets
[17:51:42] -!- dirty_d [dirty_d!~dirty_d@50-205-178-174-static.hfc.comcastbusiness.net] has joined #linuxcnc
[17:53:03] -!- KimK_laptop [KimK_laptop!~Kim@wsip-70-186-238-216.ks.ks.cox.net] has joined #linuxcnc
[17:58:37] -!- erve has quit []
[18:04:37] -!- skorasaurus has quit [Ping timeout: 255 seconds]
[18:15:58] <FinboySlick> http://imgur.com/ZKUDqaD Anyone with a part numbe for this type of connector? I'm guessing some flavor of molex but google search for 'molex' sort of swarms you with old hard drive type connectors.
[18:17:14] -!- gonzo_nb has quit [Remote host closed the connection]
[18:17:43] <archivist> could be a molex look alike too
[18:18:13] <Rab> FinboySlick, could be a larger Molex KK series. If you can measure the pin pitch, that will help a lot.
[18:18:30] <zeeshan|2> FinboySlick:
http://www.digikey.com/product-detail/en/5041930400/WM10575-ND/4879321
[18:19:21] <zeeshan|2> amc drives use those connectors
[18:20:01] <Rab> FinboySlick's connector looks larger than 1.25mm pitch.
[18:20:20] <archivist> .1" 2.54mm
[18:20:29] <archivist> ish
[18:20:44] <_methods> that's jst isn't i
[18:20:51] <FinboySlick> Rab: I don't have any measuring tools but the center to center pin width between first and last pin is almost exactly the same as the width of a USB connector.
[18:21:20] -!- JohnyK [JohnyK!~wity@ip-85.162.224.41.o2inet.sk] has joined #linuxcnc
[18:21:45] <FinboySlick> (Type A)
[18:21:59] <Rab> That sounds like 4mm pitch.
[18:22:23] <archivist> which usb :)
[18:22:44] <Rab> Actually, probably .156".
[18:22:46] <FinboySlick> Yeah, I was guessing 5mm but I'm very bad at guestimations.
[18:22:57] <_methods> jst vh
[18:23:07] <_methods> if it's .156
[18:23:32] <_methods> http://www.jst-mfg.com/product/detail_e.php?series=262
[18:23:40] <Rab> Good call, looks like an exact match.
[18:24:42] <FinboySlick> Mine has 22AWG cable though.
[18:25:02] amnesic_away is now known as amnesic
[18:25:22] <Rab> VH contacts can use 16-22AWG.
[18:25:27] <_methods> what is the pin to pin pitch then?
[18:25:37] <_methods> measurements will make this much easier
[18:25:53] amnesic is now known as amnesic_away
[18:25:59] <_methods> we can only guess without real #'s
[18:26:41] <Rab> FinboySlick, can you provide in-focus photos of the face and rear connector? Particularly the top of the retainer tab; looks like JST put a product code their.
[18:26:45] <Rab> there
[18:26:53] <Rab> Or see if you can read the code.
[18:27:25] <FinboySlick> It really looks like ~4mm given that a type A USB connector matches the center to center pin width between pin 1 and 4.
[18:27:35] <FinboySlick> They're 12mm wide.
[18:28:29] <Rab> JST VH is 3.96mm pitch.
[18:29:03] <archivist> width of a wide usb is .475/3 =.158, just about .156
[18:29:47] <FinboySlick> I can read YSB on the release tab. Looking for more info.
[18:30:08] <archivist> a digital vernier/guessing stick is worth getting
[18:30:08] <Rab> 3.96mm or .156in?!?!
[18:30:17] <cradek> surely 5/32 in
[18:30:31] <cradek> or 4mm
[18:30:41] <cradek> in plastic those two measurements are equivalent
[18:30:43] <archivist> on one uses dem fractions!
[18:30:46] <FinboySlick> Only other characters that I can find are the numbers 1-4 for the pins on top.
[18:30:48] <archivist> no one
[18:32:01] <_methods> pretty sure that's a jst-vh
[18:32:25] <Rab> FinboySlick,
http://www.digikey.com/product-search/en?KeyWords=VHR-4N&WT.z_header=search_go
[18:32:52] <_methods> you making a new connector up?
[18:32:54] <Rab> Don't forget the terminals, they're not included. ;)
[18:33:03] <_methods> and the crimper lol
[18:33:06] <_methods> it's $500
[18:33:13] <archivist> pliers
[18:33:17] <_methods> heheh
[18:33:28] <archivist> or solder
[18:33:51] * FinboySlick woahs at the crimper price.
[18:33:54] <CaptHindsight> connectors are a great applications for 3D printers
[18:33:59] <Rab> Solder is very unfavorable. But if I used pliers I would definitely solder.
[18:34:16] <_methods> you can buy a universal ratchet crimper for the jst-vh i believe
[18:34:24] <_methods> so you can get them for like $40
[18:34:43] <CaptHindsight> good thing digikey has those in stock
[18:35:09] <_methods> http://uk.rs-online.com/web/p/crimp-tool-positioners-turrets-locators/7620755/
[18:35:12] <_methods> hahahah
[18:35:31] <Rab> The contact looks like you could use a generic crimper just fine:
http://www.digikey.com/product-detail/en/SVH-21T-P1.1/455-1133-1-ND/527367
[18:35:33] <_methods> really are about $400
[18:35:47] <_methods> yeah you can use universal crimper
[18:35:57] <_methods> but the "correct" crimper is $400 lol
[18:35:58] <Rab> That's how you know JST is an economy brand compared to Molex.
[18:36:12] <Rab> Because it's only $400.
[18:36:17] <_methods> hahahahhah
[18:36:50] <_methods> http://www.ebay.com/itm/Engineer-PA-09-Mini-Molex-Amp-JST-Crimp-Tool-Wire-Terminal-Crimping-Pliers-/111577334138
[18:36:53] <_methods> $40
[18:37:15] <CaptHindsight> people are more impressed by fancy ratcheting crimpers than just pliers
[18:37:21] <_methods> or just use pliers like archivist said
[18:37:42] <Rab> Fancy ratcheting crimpers aren't much more than $40. (Sometimes less depending on which dies you want.)
[18:38:04] <archivist> it is all about the guarantee of crimp performance
[18:38:13] <roycroft> the crimp tools i have range in price from ~$50 to ~$2000
[18:38:20] <CaptHindsight> I'll be happy to make you ones much better for 10x the price
[18:38:53] -!- exitcode1 has quit [Quit: quit]
[18:38:55] <roycroft> the higher end ones emboss the connector when they're adjusted properly, so you can be sure to have a good crimp
[18:39:17] <CaptHindsight> with the company logo?
[18:39:25] <roycroft> no, with the die number
[18:39:39] <_methods> hydraulic crimpers
[18:39:51] <FinboySlick> Could one source pre-assembled connectors with wire leads?
[18:39:56] <roycroft> when i worked for the telco the inspectors would make sure the correct number was embossed
[18:40:04] <_methods> FinboySlick: look on ebay
[18:40:09] <_methods> they usually have those
[18:40:45] <archivist> some companies just make looms with connectors
[18:40:54] <_methods> i'm not seeing any jst-vh pigtails though
[18:41:35] <FinboySlick> I'd just need a small batch. 50 or so.
[18:42:21] <Rab> You could probably jam on another .156"/3.96mm connector. You wouldn't get the retaining feature, though.
[18:42:52] <Rab> I assume for ~50 this is a commercial job?
[18:42:54] <_methods> lots of jst-xh
[18:43:13] <CaptHindsight> roycroft: we used to have the fancy ones for crimping BNC coaxial connectors
[18:43:27] <roycroft> the $2000 one i have is for power lugs
[18:43:38] <roycroft> 10,000 psi hydraulic crimper
[18:43:52] <CaptHindsight> http://www.harborfreight.com/4-ton-heavy-duty-portable-hydraulic-equipment-kit-44899.html
[18:43:54] <roycroft> i have a pretty expensive bnc crimper too
[18:44:04] <roycroft> that is a piece of shite
[18:44:10] <_methods> yeah i have one lol
[18:44:19] <_methods> it works though
[18:44:20] <roycroft> if you're talking about the $49 hydraulic crimper from hf
[18:44:22] <FinboySlick> Rab: I just need the female part.
[18:44:31] <_methods> works for what i need to crimp
[18:44:49] <archivist> have to use the right cable and connector that the crimper is matched to
[18:44:52] <roycroft> oh, you're talking about the body ram kit
[18:44:52] <_methods> i'd never show it to an electrician though lol
[18:44:54] <Rab> FinboySlick, these guys are selling a 6-pin version. Maybe for qty 50 they'll make up a custom batch. Might be cheaper than paying somebody local to crimp up 50 pigtails.
http://www.pc-connector.com/product_detail/land-ctop-2/index.php?Product_SN=142539&PHPSESSID=&Company_SN=17232&Product_Site_Classify_SN=33224
[18:44:57] <roycroft> i have the 10 ton version of that
[18:45:11] <Rab> There are plenty of places which will make small-run cables.
[18:45:15] <CaptHindsight> http://www.greenlee.com/catalog/Cable-Termination/DIE-CABLE-CRIMPERS/Remote-Hydraulic-12-Ton
[18:45:24] <roycroft> i just use the correct tool for the job
[18:45:28] <roycroft> and build the cost of the tool into the bid
[18:45:42] <roycroft> then i have the tool and can make more money on the next job that needs it
[18:45:51] <CaptHindsight> http://www.greenlee.com/catalog/Cable-Termination/DIE-CABLE-CRIMPERS/60-Ton anything under 50 tons is a toy :)
[18:47:00] <CaptHindsight> http://store.sunriseequipment.com/Greenlee_Fairmont_Hydraulic_Crimper_RK6040_60_Ton_p/10604.htm
[18:48:47] <roycroft> anything more than what you need is overkill
[18:50:31] <CaptHindsight> $4500 for the ram, I wonder how much their pump is?
[18:54:45] <Rab> FinboySlick, happy birthday!
http://item.ebay.com/251147541325
[18:54:56] -!- The_Ball has quit [Ping timeout: 244 seconds]
[18:55:25] <Rab> Actually, here's qty 50:
http://item.ebay.com/371051724417
[18:56:09] <Rab> $1.10/ea, if you can work with 300mm leads.
[18:56:19] <_methods> hah good find
[18:56:38] <_methods> your ebay-fu is strong
[18:56:44] <FinboySlick> Rab: Works for me, I only need about 150mm lead.
[18:56:46] <Rab> thanx g
[18:58:12] <CaptHindsight> when I was kid we were allowed to use connectors like that, we had to solder everything after crimping, then encase it all in resin followed by minimum 1/4" steel shell welded in to place :)
[18:58:20] <CaptHindsight> were/weren't
[18:58:27] <Rab> Lot of VH 4-pin connectors/pigtails on eBay, wonder what they're commonly used for. Maybe some kind of PC stuff.
[18:58:41] <_methods> rc cars
[18:58:44] <_methods> copters
[18:58:52] <_methods> battery connectors i think
[18:58:56] <_methods> chargers
[18:58:56] <Rab> ahh
[18:59:13] <Rab> I know smaller JST connectors are used for batteries.
[18:59:14] <roycroft> crimping is better than soldering for connectors in vehicles
[18:59:26] <roycroft> the vibration of the engine causes solder joints to fail over time
[18:59:34] <roycroft> so a proper crimp is preferred
[19:00:26] <Rab> Solder wicks up the cable, creating a stress point.
[19:01:11] <roycroft> i'd say, though, that a decent solder joint is better than a poor crimp
[19:01:29] <roycroft> the take-away from that is not that you should solder when in doubt
[19:01:31] <CaptHindsight> 13.0A pins
[19:01:46] <roycroft> rather it's that you should get the correct crimp tool for the job and ensure that you do a proper crimp
[19:02:02] <CaptHindsight> from the Moles dad sheet: Applications – Voting machines
[19:02:22] <CaptHindsight> – Blood warming bags
[19:02:53] <CaptHindsight> http://rhu103.sma-promail.com/SQLImages/kelmscott/Molex/PDF_Images/987650-9461.PDF
[19:04:34] <FinboySlick> Well, that takes care of one end of my project The other end would be one of those (typically green) screw terminals.
[19:05:02] <Rab> You want to source a screw terminal to put on a PCB?
[19:05:37] <FinboySlick> Not on a pcb. It'd have to mount to a sheet metal case.
[19:06:09] <Rab> Phoenix and Wago are the big players in the "green screw terminal" space, but they're expensive. How's your budget?
[19:06:50] <FinboySlick> This is all pretty much luxury. It'll only go through if it's cheap enough.
[19:07:00] <Rab> There are chinese knockoffs, but I'm really suspicious of that stuff (particularly if you depend on voltage/reliability ratings of the OG connectors).
[19:07:09] <_methods> phoenix screw terminals
[19:07:30] <_methods> you want 4 pin phoenix thru hole pcb terminals?
[19:08:05] <_methods> http://www.ebay.com/itm/5x-4-way-4-Pin-Screw-Terminal-Block-Connector-2-54mm-Pitch-PCB-Mount-HM-/400692581265
[19:08:10] <FinboySlick> Just two actually. That's a power connector, I'll join the pair of leads.
[19:08:15] <FinboySlick> (pairs)
[19:08:30] <_methods> http://www.ebay.com/itm/10x-2-Pin-2-54mm-Pitch-PCB-Mount-Screw-Terminal-Block-Connector-Fits-PCBs-/141451936988
[19:08:34] <_methods> $4
[19:08:35] <Rab> FinboySlick, you could use a barrier strip.
[19:08:38] <_methods> for 10
[19:08:55] <FinboySlick> Rab: Barrier strip?
[19:09:18] <Rab> http://www.talonix.com/images/tsr/TSR0022.jpg
[19:09:19] <_methods> http://www.ebay.com/itm/100PC-2-Pin-Plug-in-Screw-Terminal-Block-Connector-5-0mm-Pitch-Panel-PCB-Mount-/111373398545
[19:09:25] <_methods> 100 for $9
[19:09:26] <_methods> lol
[19:09:37] <_methods> go china
[19:09:42] <Rab> _methods, I thin khe's looking for panel-mount.
[19:09:46] <_methods> oh
[19:10:08] <FinboySlick> Rab: Not quite pannel mount. More like 'through metal case'.
[19:10:18] <_methods> that's panel mount lol
[19:10:25] <_methods> like a speaker connector?
[19:10:31] <FinboySlick> But there's no pcb to hold it. Yes.
[19:10:47] <FinboySlick> Speaker connector would do rather well actually.
[19:10:53] <_methods> http://www.ebay.com/itm/10Pcs-2-Way-Stereo-Speaker-Plate-Terminal-Strip-Connector-Block-/311016596606
[19:11:10] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[19:11:44] <_methods> if you search speaker terminal on ebay you should find a veritable cornucopia of choices lol
[19:12:14] <FinboySlick> _methods: That'd work. Is there a 'green screw terminal' variety of those?
[19:12:27] <_methods> not sure you'd have to do some searching
[19:13:32] <furrywolf> roycroft: crimping creates just as much of a stress point, if not more so. proper stain relief is the best option.
[19:14:21] <Rab> FinboySlick, again, Phoenix makes the good stuff, but it's not cheap. This is a nice screw terminal plug and panel-mount socket example:
http://www.digikey.com/product-detail/en/1757035/277-1013-ND/260381 http://www.digikey.com/product-detail/en/0707264/277-5988-ND/348293
[19:14:35] * furrywolf has three hydraulic crimpers. they're handy!
[19:14:48] -!- Alessandro-B [Alessandro-B!~ale@net-2-35-7-20.cust.vodafonedsl.it] has joined #linuxcnc
[19:15:30] <furrywolf> http://www-public.tnb.com/ps/fulltilt/index.cgi?part=13642M gets about 99% of the use
[19:15:31] <FinboySlick> Rab: Those aren't bad for two leads.
[19:16:07] <Rab> FinboySlick, sorry, I forgot you mentioned two lead.
[19:16:12] <FinboySlick> Though I guess *everything* is sold separately.
[19:16:19] <furrywolf> I also have a burndy that currently needs a new pump seal, so doesn't get used, and a smaller chinese one that I don't tend to use because I have a manual crimper for the same size range.
[19:17:40] -!- Alessandro-B [Alessandro-B!~ale@net-2-35-7-20.cust.vodafonedsl.it] has parted #linuxcnc
[19:19:28] <Rab> FinboySlick, there's this kind of feed-through terminal. Not sure if you want a semi-permanent screw connection, or a pluggable connector?
[19:19:31] <Rab> http://www.curtisind.com/products/0000000004.jpg
[19:20:45] <FinboySlick> Rab: Permanent is fine, though those are a bit messier to connect to when you just have raw leads.
[19:21:54] -!- JohnyK has quit [Ping timeout: 245 seconds]
[19:22:48] <FinboySlick> How much would you say 50 run of sheet metal parts cost? One 90° bend, two mounting holes, and whatever hole(s) are necessary to get the 'green' connector through?
[19:27:19] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[19:27:57] <Rab> FinboySlick, china knockoff of the Phoenix terminal plug:
http://item.ebay.com/321440186833
[19:28:15] <_methods> what material
[19:28:15] <Rab> The panel-mount socket is a little more esoteric, you might have to use the name-brand part.
[19:29:24] <FinboySlick> Rab: Yeah. I think I'd be fine with the Phoenix.
[19:31:42] <_methods> plain carbon steel, aluminum, stainless?
[19:31:55] <_methods> how thick
[19:31:58] <_methods> how fast
[19:32:09] <XXCoder> thats what she asked too
[19:32:21] <_methods> all affect the number of 0's at the end of your price
[19:33:18] <FinboySlick> _methods: Hmmm, typical of an el-cheapo pc chassis. So steel and um.. Not too good with gages but about 0.75mm thick?
[19:33:40] -!- pandeiro has quit [Remote host closed the connection]
[19:34:04] <_methods> 18ga then
[19:34:09] <Rab> FinboySlick, cheaper in black:
http://www.digikey.com/product-detail/en/1765551/277-8689-ND/3605987 http://www.digikey.com/product-detail/en/1716878/277-8602-ND/3606230
[19:34:54] <_methods> well i'd say for that probably like $200-250 depending on how many holes you add
[19:35:06] <FinboySlick> Someone with a cnc punch press could get them all out in about 15 minutes assuming it can take a ~1.5" lip.
[19:35:37] <Rab> Actually, about the same in green:
http://www.digikey.com/product-detail/en/1779835/277-7269-ND/349043 http://www.digikey.com/product-detail/en/0707109/277-6300-ND/2525214
[19:36:04] <_methods> punch press would cost probably quite a bit more
[19:36:13] <_methods> unless they already had the tooling loaded
[19:36:49] <FinboySlick> _methods: I thought the fancy presses just had a set of generic tools and repeatedly punched whatever profile was needed.
[19:36:57] <Rab> Hmm, this combo is <$4:
http://www.digikey.com/product-detail/en/1758364/277-1964-ND/1926180 http://www.digikey.com/product-detail/en/0707248/277-5956-ND/348291 http://www.digikey.com/product-detail/en/0707248/277-5956-ND/348291
[19:37:10] <XXCoder> FinboySlick: nah
[19:37:12] <_methods> they do but turrets can only hold a certain # of tools
[19:37:14] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[19:37:19] * Rab hopefully done with linkspam
[19:37:25] <XXCoder> well depends on what you need
[19:37:50] <XXCoder> heh I remember this special grinder for press tooling
[19:38:04] <XXCoder> its because tools grow with use so parts would get out of spec
[19:38:15] <_methods> there are lots of specail grinders for punch tools
[19:38:23] <FinboySlick> Rab: I'll need the screws to attach it to the sheet metal too, no?
[19:38:52] <_methods> with metal that thin you should be able to fab up a prototype yourself and prove out your product
[19:39:07] <_methods> then you can find everything you need before you walk into fab
[19:39:11] <XXCoder> FinboySlick: one tricks company I worked at do is use press for basic overall shape and holes
[19:39:19] <XXCoder> then use cnc mill to complete really complex shape
[19:39:27] <FinboySlick> _methods: lasercut and doing the bend myself would likely be a lot cheaper.
[19:39:36] <Rab> FinboySlick, but of course Phoenix has you covered if you don't want to source cheaper M3 screws:
http://www.digikey.com/product-detail/en/0708263/277-5786-ND/348302
[19:39:38] <XXCoder> I call it wiggle plate lol
[19:39:43] <_methods> well i'd definitely proto it out myself
[19:39:51] <_methods> that thin is easy to bend
[19:40:00] <_methods> and you could obviously make a bending jig
[19:40:13] <_methods> if you wanted to keep costs down
[19:40:19] <_methods> we charge $1/bend
[19:40:32] <_methods> unless it's some whacky bend or back break
[19:40:44] <_methods> if we have to back break it's about $5 added on for sure
[19:40:51] <XXCoder> back break?
[19:41:15] <FinboySlick> It's a single bend, I could do it myself.
[19:41:19] <_methods> back breaking is what you do when you have a channel shaped part you can't bend in 2 bends
[19:41:20] <furrywolf> $1/bend? I tried getting some sheet steel bent at the local boilerworks, and they wanted $35/bend!
[19:41:29] <_methods> you put a small bend in the center
[19:41:35] <_methods> then bend your 2 flanges
[19:41:41] <_methods> then you flatten the center bend
[19:41:53] <XXCoder> guess thats why its $5
[19:42:00] <JT-Shop> bring it by here you can bend it for free
[19:42:15] <furrywolf> I needed two cuts (on the shear) and two bends, and they wanted close to $200. the project never happened.
[19:42:34] <_methods> setup time is increased drastically too so it ends up being way more than $5
[19:43:05] <_methods> it's for bending deep channels
[19:43:37] <_methods> it's a kludge
[19:43:43] <_methods> but it works
[19:44:35] <furrywolf> I still have the piece of steel. I might still do the project, but it'd be for a different vehicle now.
[19:46:52] -!- brlcad has quit [Ping timeout: 252 seconds]
[19:49:01] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:54:57] <FinboySlick> Actually, looking at things, I found a way to greatly simplify the design. I could probably mill this on my el-cheapo mill.
[19:58:17] <Crom> trying to figure out a chip atmlu726-d2b anyidea what it is?
[19:58:26] <furrywolf> the local boilerworks went out of business... which now makes getting metal a lot harder. but I really don't miss their prices. stupidly high cut charges, and $75/hour labor charge for anything else.
[19:59:10] <furrywolf> seriously, $75/hour? because their time is worth ten times my time? I should work for ten hours for every hour they do? fuck that.
[19:59:12] <Rab> Crom, what's the package?
[19:59:21] <Crom> 8 leg DIP
[20:00:05] <Rab> Crom, makes me think of the uA726 differential pair...not sure if that came in DIP though.
[20:00:32] <XXCoder> furrywolf: probably because shipping job out is still cheaper than that shop
[20:02:19] <Rab> Crom, can you post a pic?
[20:02:57] <Crom> yeah gimme a minute
[20:03:24] -!- Mr_Sheesh has quit [Quit: brb reboot time]
[20:13:21] -!- dirty_d has quit [Quit: Leaving]
[20:13:57] -!- Vq_ [Vq_!~vq@90-227-168-203-no123.tbcn.telia.com] has joined #linuxcnc
[20:15:04] -!- Vq has quit [Ping timeout: 246 seconds]
[20:15:04] -!- perl has quit [Ping timeout: 246 seconds]
[20:15:08] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[20:16:07] <Crom> dang it, having troubles finding my bluetooth download dir
[20:18:00] <FinboySlick> Alright, if I source a 50mm wide, 6mm thick bar of black plastic, I'm set for the 'chassis' aspect of this project.
[20:19:08] <_methods> you should be able to find that at any local hardware store
[20:19:37] <FinboySlick> You overestimate the hardware stores we have around here. I'm fishing for an alternative to onlinemetals.com right now.
[20:20:04] -!- crazy_im1 [crazy_im1!~mj@a89-182-119-60.net-htp.de] has joined #linuxcnc
[20:20:28] <Crom> http://itslinux.org/cnc/atmlu726/
[20:20:36] <FinboySlick> canadian, alternative, worth noting.
[20:21:12] <FinboySlick> What would you recommend on cheap, black and easy to machine for plastic?
[20:21:25] <Crom> yep crappy cell phone camera
[20:21:29] <Computer_barf> tar
[20:21:33] <_methods> heh this is kinda cool
[20:21:35] <_methods> http://www.instructables.com/id/Metal-Embossing-cool-ornaments/
[20:21:56] -!- crazy_imp has quit [Ping timeout: 240 seconds]
[20:22:14] <XXCoder> _methods: that is cool
[20:22:24] <Computer_barf> i wonder if hdpe or polyproplene can be milled
[20:22:26] <_methods> hehe ghetto die
[20:22:31] <roycroft> how is a gun drill different from other types of drills?
[20:22:36] <Computer_barf> i mean and not end up looking horrible
[20:22:43] <XXCoder> it also shoots bullets roy ;)
[20:23:18] <roycroft> one could argue that any drill can be a shrapnel emitter if environmental conditions are correct
[20:23:36] <XXCoder> imange this, some criminial enters your shop
[20:23:41] <XXCoder> youre drilling
[20:23:46] <XXCoder> \you take it up and shoot
[20:23:48] <Computer_barf> you mean im drillng
[20:24:07] <_methods> the flutes
[20:24:18] <_methods> on gund drill are totally diff than a regular drill
[20:24:29] -!- crazy_im1 has quit [Client Quit]
[20:24:31] <roycroft> in what way?
[20:24:42] -!- crazy_imp [crazy_imp!~mj@a89-182-119-60.net-htp.de] has joined #linuxcnc
[20:24:42] -!- crazy_imp has quit [Changing host]
[20:24:42] -!- crazy_imp [crazy_imp!~mj@unaffiliated/crazy-imp/x-8704303] has joined #linuxcnc
[20:24:43] <_methods> one sec
[20:24:44] <XXCoder> it uses card stock paper apparently
[20:24:46] <roycroft> all i've found are fuzzy pictures of a gun drill
[20:24:53] <roycroft> they look kind of like reamers to me
[20:24:57] <_methods> straight fluted drills
[20:25:08] <XXCoder> _methods: probnably to force metal to conform
[20:25:09] <_methods> yes they look like reamers
[20:25:18] <_methods> http://en.wikipedia.org/wiki/Gun_drill
[20:25:34] <XXCoder> gonna love wiki
[20:26:06] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[20:26:44] <_methods> trying to find a better explanation
[20:27:25] <roycroft> do the straight flutes help keep it from wandering?
[20:27:48] <Crom> ok got a better picture of it up
[20:27:52] <Jymmm> Is this any good?
http://www.reedstrailers.com/rv/petaluma+ca/looktrailers+cargotrailer/2768/look+trailers+look+trailers+st+8+5x24
[20:27:53] <_methods> yeah
[20:27:58] <JT-Shop> stupid windoze 7 wants me to connect my HP 1220c printer with a USB cable so it can install drivers
[20:28:13] <JT-Shop> it's on the network in the beer cave
[20:28:30] <Crom> http://itslinux.org/cnc/atmlu726/atmlu726-d2b.PNG
[20:28:37] <FinboySlick> JT-Shop: That's typically because it does a firmware update at the same time.
[20:29:12] <JT-Shop> I may not like that lol
[20:29:31] -!- `Nerobro__ [`Nerobro__!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[20:29:38] <FinboySlick> HP makes horribly bloated drivers.
[20:29:39] <_methods> hmm hard to find any good stuff on gun drill geometry
[20:29:46] <Crom> Jymm sure you want new?
[20:29:56] <roycroft> the application would be accurately boring hardwood
[20:30:10] <roycroft> i wonder if air injection would work to help clear chips
[20:30:12] <_methods> and forstner bit is not working?
[20:30:14] <Jymmm> cradek: Not necessarily, just using it as a baseline price
[20:30:19] <roycroft> fairly deep boring
[20:30:24] <Crom> Jymm it's 102" wide good, still looking at specs
[20:30:38] <_methods> i would think a gun drill would work
[20:30:49] <_methods> overkill for a wood project i would think though
[20:30:57] <_methods> as much as wood moves
[20:31:24] <Crom> ugh beaver tail, I hate them, I really, really hate them
[20:31:41] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[20:31:41] <_methods> and i would think airblast would work fine
[20:32:00] -!- sliptonic has quit [Ping timeout: 265 seconds]
[20:32:16] <Crom> Great axles dexters torsionals are really nice
[20:32:17] <_methods> if you have a way to do through spindle air
[20:32:57] -!- `Nerobro_ has quit [Ping timeout: 265 seconds]
[20:33:20] <roycroft> the musical instrument makers seem to all use gun drills for their bores
[20:33:41] <roycroft> and i'm boring in a lathe i should be able to get air through the spindle
[20:33:51] <roycroft> since the gun drill would be stationary
[20:34:04] <FinboySlick> Rab:
https://www.pololu.com/product/1928 Would these work on my 4 pin connectors?
[20:34:24] <Crom> Jymm, The back door latches SUXS!
[20:34:24] -!- acdha has quit [Ping timeout: 265 seconds]
[20:34:47] <Jymmm> Crom: how so?
[20:35:12] <Crom> the latches do not prevent side spread
[20:35:28] <Jymmm> Crom: ah, comapared to ???
[20:35:49] <Crom> Mighty Mover
[20:36:03] <JT-Shop> _methods, I think gun drills are designed to get the chips out without clogging
[20:36:18] <Crom> pad lock haps and screw down latches
[20:36:24] <Crom> hasps
[20:36:26] <roycroft> and for metal that might be the case, jt-shop
[20:36:35] <roycroft> wood chips tend to behave differently than metal chips
[20:36:38] <Jymmm> Crom: is that like mighty mouse?
[20:36:52] <roycroft> here i come to save the day!
[20:37:00] -!- sliptonic [sliptonic!sliptonic@2600:3c00::f03c:91ff:fe89:1c2c] has joined #linuxcnc
[20:37:49] <Crom> new name for Dico trailers. Universal trailers in Riverside,ca is a bunch of the Korean crew that took off and started thier own trailer company
[20:37:54] -!- thesaint444 has quit []
[20:38:12] <MattyMatt> I thought guns were pored and rifled with a drill that was as much a shaper as a drill. single point. I got that off a history program tho. pre steam
[20:38:21] <Jymmm> http://www.mightymovertrailers.com/index2.php?page=prolite
[20:38:26] <Crom> that look latch can be modded to work better
[20:38:31] <Jymmm> Crom: thos ook like the same latches to me
[20:38:56] <roycroft> rifling is a separate step from boring
[20:39:14] * JT-Shop thinks a .44 to the windoze 7 will solve the driver problem
[20:39:14] <roycroft> and rifling is done with a single point tool
[20:39:44] <Jymmm> JT-Shop: excluding the fondation, how much did it cost you to build your add on workshop?
[20:39:45] <roycroft> i don't know much about guns, but i do know that rifling is a spiral groove put into a gun bore to help guide the bullet straight
[20:39:51] <MattyMatt> or formed with a button
[20:40:37] <MattyMatt> hard steel forming tool that's pulled through. you need a hole to start with there tho
[20:41:54] <Crom> Look has the long pipe which flexs: Mighty mover has a really short fulcrum clap as in
http://www.mightymovertrailers.com/pictures/proii/Pro%20II%201.jpg
[20:42:01] <Crom> clamp
[20:43:29] <Rab> FinboySlick, I've used black ABS bar stock from McMaster-Carr, and it was very nice to work with.
[20:43:44] <Crom> The Look one you end up using a ratchet strap to bend the pipe back into place
[20:43:52] <FinboySlick> Rab: They hate Canada though.
[20:44:29] <Rab> FinboySlick, sorry.
[20:44:40] <Tom_itx> JT-Shop, if the .44 doesn't work you can always drag out the cannon
[20:44:52] <Crom> the older Dico's had 5/16" screw stud and you spun on a lever handle, those never came loose
[20:45:10] <Tom_itx> Computer_barf you can machine HDPE you just need sharp tools
[20:45:23] <JT-Shop> yea, I know I downloaded the driver the last time
[20:45:24] <FinboySlick> Rab: I should be fine sourcing the plastic. It's just the crimping tool that I'd like to find.
[20:45:33] <JT-Shop> Jymmm, I don't have a clue
[20:45:34] <roycroft> for the boring, mattymatt?
[20:45:36] <Crom> and a hasp for a padlock through the side angle of the door
[20:45:45] <Tom_itx> i reached my goal on the control now what?
[20:45:52] <MattyMatt> Outer 0.1" Housing Female, either pololu crimper would do
[20:45:52] <FinboySlick> 200 of those tiny connectors with pliers is not worth the effort.
[20:45:53] <Tom_itx> take it apart again?
[20:46:03] <Jymmm> JT-Shop: $5K? $10K? $20K ?
[20:46:06] <Tom_itx> i could swap a couple boards out...
[20:46:07] <Rab> Crom, that's a serial eeprom. The ATMLU part isn't actually the part number. Can you read the bottom line on the part? I can't quite make it out.
[20:46:13] <Crom> Tom_itx, 44Spl or 44mag? I prefer 44spl which is what I have
[20:46:28] <Tom_itx> either would fit the bill
[20:46:31] <Crom> Z7F6589H
[20:47:01] <MattyMatt> I'm still intending to make a pair of dies for the crimper I have, that does 4x 0.1" all in one go
[20:47:25] <Rab> Crom, sorry, I might have spoken too soon...no idea.
[20:47:27] <MattyMatt> in line and same length, contacts and strain relief all done
[20:48:13] -!- dan2k3k4 has quit [Quit: Leaving]
[20:50:45] <MattyMatt> 3/4" x 3/8" tool steel I need. ripping a 3/4" lathe blank up the middle would be the cheapest and least fun way to obtain that
[20:50:47] <Rab> Crom, this page does suggest that it's a serial eeprom, Atmel AT24C512-10PU-2.7:
http://webcache.googleusercontent.com/search?q=cache:rdlfnNkTN-QJ:hi.baidu.com/atmel_atmel/item/a9b3b60e9e06f135a2332a79+&cd=6&hl=en&ct=clnk&gl=us
[20:50:49] <Crom> other chip is a
[20:51:06] <Rab> Datasheet:
http://www.atmel.com/Images/doc1116.pdf
[20:51:16] Vq_ is now known as Vq
[20:51:17] <Crom> http://itslinux.org/cnc/atmlu726/CD745.PNG
[20:51:52] <Jymmm> Crom: I don't know if I missed it, but I didn't see any difference in the latches.
[20:52:28] <JT-Shop> Jymmm, I didn't add it up
[20:52:54] <JT-Shop> I have all the recipes if you want to come by and add them up
[20:53:13] <Jymmm> JT-Shop: more than $20K ?
[20:53:22] <Crom> on the Look see the hinge about even with the marker lights
[20:53:37] <Jymmm> yeah
[20:53:57] <Crom> then you can follow the pipe up to the top hinge, in the center is the latch handle
[20:53:59] <Rab> Crom, that's a Microchip PIC16C745:
http://www.microchip.com/wwwproducts/Devices.aspx?product=PIC16C745
[20:54:13] <JT-Shop> don't know Jymmm
[20:54:23] <Crom> so the other chip is probably a serial rom
[20:54:26] <Jymmm> Crom: right.
[20:54:32] <Jymmm> JT-Shop: k
[20:55:00] <JT-Shop> I built it in 2012
[20:55:14] <Jymmm> Crom: I still dont see/understand what you are seeing
[20:55:43] <Crom> the pipe is the part that bends, and it's the part that 'clamps' the ramp shut. with the handle in the middle and the hinges out at the ends, it flexs like no ones business
[20:55:55] <Rab> Crom, it is. It probably contains firmware for the PIC.
[20:56:09] <JT-Shop> Santa Claus brought me the concrete for X-Mass 2011
[20:56:28] <Tom_itx> what size is it?
[20:57:04] <Jymmm> Crom: How is that any diff than this?
http://imgur.com/8dk6E1B
[20:57:12] <Crom> on the one trailer we had with the look type latches, we welded a bead along the side so the pipe would tend to grip the door and not let it spread
[20:57:47] <Rab> FinboySlick, those Pololu crimpers look like they would probably work. I can't offer any guarantees, of course.
[20:58:16] <Crom> the mighty mover already has the ridge to aid in preventing the trailer side spread
[20:58:35] -!- varesa has quit [Ping timeout: 265 seconds]
[20:58:37] -!- Nick001-shop [Nick001-shop!~chatzilla@50-32-122-246.adr01.dlls.pa.frontiernet.net] has joined #linuxcnc
[20:58:45] <Crom> and it also helps keep racking (twisting) of the body
[20:58:46] <Jymmm> Crom: When you say "side spread", you mean the fixed walls bowing out?
[20:58:51] <Crom> yes
[20:58:56] <Jymmm> k
[20:59:26] -!- varesa [varesa!~varesa@ec2-54-171-127-114.eu-west-1.compute.amazonaws.com] has joined #linuxcnc
[20:59:58] <Jymmm> Crom: I wish I could see a pic of the latches you're taking about, and not a drawing
[21:00:02] <Crom> the bowing of the side <> and the rack // really tear up the trailer
[21:01:05] <Jymmm> Crom: I totally understand the <> and //, just not how the latch plays into that. I'm expecting the dooor itself to help prevent //
[21:01:28] <Crom> http://www.mightymovertrailers.com/pictures/proii/Pro%20II%20V-Nose%207.jpg
[21:01:32] <Jymmm> assuming a receseed dor
[21:01:41] <JT-Shop> Tom_itx, me?
[21:01:50] <Tom_itx> yup u
[21:02:08] * JT-Shop looks for a tape measure
[21:02:09] <Jymmm> Crom: hard to tell, is that a full length latch?
[21:02:27] <Tom_itx> count sheets of sheetrock
[21:02:40] * JT-Shop counts the sheets of OSB
[21:02:50] <JT-Shop> 24' x 24'
[21:03:01] <Tom_itx> same as my garage
[21:03:14] <Jymmm> Floor tiles work good for that too
[21:03:15] <Tom_itx> only i added a 'storage' to half
[21:03:28] <Tom_itx> instead of a separate shed for the mower etc
[21:03:30] <Crom> doesn't need to be, it just needs to clamp the door/ramp tight to the body to stop the movement, which the look latch has problems doing since it can flex so much
[21:03:35] <Tom_itx> i figured it was more secure that way
[21:03:44] <JT-Shop> the garage side is 20 x 30 I think
[21:04:07] <Tom_itx> i bet back then mine was under 5k cost
[21:04:10] <Jymmm> Crom: Oh, not rigid enough is what you're saying? Acting more like spring tension?
[21:04:45] <JT-Shop> about 2000 sq ft total both sides and I can't find the floor
[21:05:27] <Tom_itx> that's more than 24 sq
[21:06:25] <Tom_itx> i think my bud's first shop was 50 x 60
[21:06:53] <Tom_itx> now he keeps his racecar in it with one cnc, manual lathe, bridgeport and a few odds n ends
[21:08:26] <Crom> yeah
[21:08:53] <JT-Shop> a bit over 2k for soffit facia and shingles
[21:08:54] <Crom> and there is nothing holding the side to keep it from bowing
[21:10:28] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[21:12:26] <FinboySlick> Rab: Thanks a lot for the help. I'll be back later tonight.
[21:12:41] -!- FinboySlick has quit [Quit: Leaving.]
[21:12:59] -!- acdha_ has quit [Quit: Textual IRC Client: www.textualapp.com]
[21:29:28] -!- Computer_barf has quit [Remote host closed the connection]
[21:32:01] <Jymmm> Crom: I'm trying to find aftermarket/replacement latche pics now
[21:33:13] <Jymmm> Crom:
http://www.ebay.com/itm/NEW-36-CAM-BAR-enclosed-cargo-trailer-swing-hinge-door-lock-handle-latch-shed/301517993195
[21:36:05] <Jymmm> FWIW disc padlocks are super easy to pick
[21:38:13] <furrywolf> I am coming to the conclusion these sintered bronze bushings are compressed to their final shape, and not meant to be machined.
[21:38:43] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[21:41:42] -!- karavanjo has quit [Ping timeout: 272 seconds]
[21:42:02] <SpeedEvil> furrywolf: :/
[21:42:10] <SpeedEvil> What're you trying to fix?
[21:43:05] <JT-Shop> you should be able to machine them if you can hold them without crushing them
[21:48:32] <JT-Shop> damn I lost the tape measure again
[21:48:47] <furrywolf> SpeedEvil: a dewalt screw gun
[21:49:26] -!- Computer_barf [Computer_barf!~g0704@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[21:49:28] <furrywolf> it has a bushing around part of the clutch mechanism. original was cast iron... about 3/4s of which I managed to extract.
[21:49:34] <SpeedEvil> ah
[21:50:11] <furrywolf> the sintered bronze crumbles stupidly easily, and eats bits.
[21:50:28] <SpeedEvil> Have you considered abrasives?
[21:50:57] <furrywolf> I've considered being very abrasive to the person at dewalt who decided to only sell an entire clutch assembley instead of individual parts.
[21:51:16] <Jymmm> electro etching
[21:52:02] <furrywolf> http://fw.bushytails.net/dewaltbushing01.jpg
[21:52:39] <Deejay> gn8
[21:52:51] <JT-Shop> what are you trying to do to the bushing and how?
[21:53:32] -!- Deejay has quit [Quit: bye]
[21:54:14] <furrywolf> the bushing is around .920 ID, 1.160 OD, .080 thick. doesn't resemble anything remotely standard. making a .750 ID, 1.250 OD, .125 thick bronze bushing from the hardware store fit.
[21:54:48] <furrywolf> that is, turning three sides of it.
[21:55:39] <furrywolf> http://fw.bushytails.net/dewaltbushing02.jpg only took TWO DAYS!
[21:56:43] <JT-Shop> yea that could be fun to make
[21:57:04] <JT-Shop> on a sherline no less
[21:57:41] <furrywolf> you don't like my sherline? :P
[21:57:56] <JT-Shop> I didn't say that...
[21:58:14] <JT-Shop> just maybe a bit more challenging to make a part like that on one
[21:58:20] <furrywolf> the material likes to smear instead of cut, it crumbles instead of cuts, it cracks if you apply any force to it, and the final part is so thin...
[21:58:30] <furrywolf> http://fw.bushytails.net/dewaltbushing03.jpg
[21:58:51] <JT-Shop> yea, you need dead sharp tools and rigid setup
[21:58:58] <furrywolf> this bronze is by far the hardest material to machine that I've ever worked with.
[21:59:45] <furrywolf> hardest as in difficulty, not as in rockwell. lol
[22:00:33] -!- f1oat4 has quit [Ping timeout: 240 seconds]
[22:00:39] -!- skorasaurus has quit [Ping timeout: 256 seconds]
[22:01:24] <SpeedEvil> furrywolf: I would try first making it to outer size, then push this into a reasonably tight fitting hole, and only then machine the other sides
[22:01:27] <furrywolf> it also doesn't help that the previous owner machined off 3/8" of the jaws on the chuck. presumably a "whoops!" moment. this means I can't chuck anything from the inside, only the outside.
[22:02:14] <JT-Shop> opps
[22:02:19] <SpeedEvil> Actually, I'd look at it depressed I still have no lathe
[22:02:20] <furrywolf> SpeedEvil: in order to do the OD, I'd have to chuck it from the inside, which I can't do with my chuck, so I'd have to make a fixture...
[22:02:37] <SpeedEvil> yes, I mean a fixture
[22:02:53] <furrywolf> also, in order to turn either the inside or the outside, with it just in the chuck, you'd have to cut flush to the chuck.
[22:03:39] <Tom_itx> furrywolf, finally got it ehh?
[22:03:41] <SpeedEvil> I was assuming making a collet
[22:03:53] <furrywolf> my procedure was to chuck it (by the outside, since that's all my chuck can do) and turn face it first, from the inside to a hair's width before the outside, to get the desired thickness. this leaves a lip of the original .125 thickness with the rest of the part the desired .080 thickness.
[22:04:31] <furrywolf> then I flipped it over, and turned the ID to size. the lip around the outside spaced it away from the chuck, letting me cut the inside without hitting the chuck.
[22:05:17] <furrywolf> once the ID was to size, I put it on the clutch part from the driver, with a bolt through it, and a modified washer to clamp it. then I chucked up the clutch part, and turned the OD.
[22:05:25] <furrywolf> then I deburred what I could with the lathe, and the rest with a file, since it left a substantial bur after every cut.
[22:06:07] <furrywolf> I could have built a fixture, but letting dewalt build one is even easier. :)
[22:07:13] <furrywolf> Tom_itx: only took two days.
[22:07:38] -!- Miner_48er has quit [Quit: Leaving]
[22:07:59] <furrywolf> I really, really hate this bronze. I have never machined anything nearly as fucking annoying.
[22:09:23] <furrywolf> it's like trying to machine a mix of sand and feta cheese.
[22:09:54] <SpeedEvil> Use nice ironwood boiled in oil.
[22:10:11] <furrywolf> it looks solid, but crumbles as soon as you touch it... and still manages to chew up cutters.
[22:10:23] <furrywolf> I had to resharpen my drill bit cutter four times to turn that bushing.
[22:11:40] -!- sumpfralle has quit [Ping timeout: 255 seconds]
[22:16:23] <furrywolf> it's much easier to machine a very hard material than something that just crumbles like this stuff does.
[22:19:59] <Jymmm> Crom: Is this what you were saying is GOOD or BAD ?
http://randjtrailers.com/wp-content/uploads/2014/12/DSCN1957.jpg
[22:20:39] -!- jvrousseau has quit [Ping timeout: 245 seconds]
[22:21:19] <Jymmm> I'm thinking bad
[22:28:32] <Crom> yep bad
[22:28:53] -!- theorbtwo [theorbtwo!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[22:30:39] <furrywolf> hrmm, I don't get it. now that I have a bushing, I'm trying to figure out exactly what it does... and it seems like it disables the torque clutch? wtf?
[22:30:42] <Crom> if you move the handles to the top, it would be OK, if you did that and added 2 more handles at the bottom as well it would be better. Adding a ridge, so the pipe clamps better and pulls the sides towards the door would be best.
[22:34:30] <furrywolf> googling shows they sold some models with a "versaclutch" feature... I think this bushing's job is to jam the cluch for non-versaclutch models. lol
[22:35:23] -!- kwallace2 has quit [Ping timeout: 246 seconds]
[22:35:24] <furrywolf> it goes where a spring and adjuster would be, and prevents the clutch from ever disengaging.
[22:35:36] <furrywolf> ... meaning I could have fixed it just as well by tacking the two clutch halves together.
[22:35:45] <SpeedEvil> hah
[22:35:50] <SpeedEvil> BTDT
[22:35:57] <furrywolf> ?
[22:36:04] <SpeedEvil> tear into a repair job only to find out ages in that it's mostly pointless.
[22:36:14] <furrywolf> lol
[22:36:38] <SpeedEvil> At least you learned about machining bushings.
[22:36:53] <furrywolf> yes. next time, don't.
[22:37:07] <SpeedEvil> Cast-in place babbit instead
[22:37:16] <furrywolf> I turned some of these same bushings a while ago, but I didn't do nearly as much to them, and didn't notice how annoying it was.
[22:37:24] * SpeedEvil shivers.
[22:37:45] <SpeedEvil> I just realised that some of the plastic tool bodies have a temperature range you could directly pour babbit into - just about
[22:37:53] <furrywolf> I replaced the worn-out plastic bushings in my subaru's shift linkage with bronze ones. now it shifts nice and tight, instead of floppy shifter.
[22:37:59] <SpeedEvil> Is that a terrible idea, or a terribly awesome idea?
[22:39:25] <Crom> using plaster, make a negative of the body, then make a silicon positive, then pour babbit into the silicon postive
[22:39:41] <furrywolf> since the transmission is so far forwards on a subaru, they have a linkage with a total of six bushings in it to link the shifter to the transmission. they're a plastic insert in a rubber bushing on a steel shaft. when the plastic inserts start to wear (30 years and 300,000 miles will do that), the shifter gets a little floppy. too bad you can't buy new inserts... so I used bronze, and now it's even tighter than factory. :P
[22:39:44] <SpeedEvil> No, I mean actually pouring directly into the plastic body
[22:39:54] <SpeedEvil> - some powertool bodies are OK at ~200C
[22:40:07] <Crom> you used "just baout"
[22:40:11] <Crom> you used "just about"
[22:40:15] <furrywolf> why don't you do it and report back to us? :P
[22:41:13] -!- moorbo [moorbo!~moorbo@dyn-21-71.mdm.its.uni-kassel.de] has joined #linuxcnc
[22:41:23] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[22:41:52] -!- uwe_ has quit [Ping timeout: 272 seconds]
[22:41:56] <furrywolf> hrmm, I think dewalt drill ratings are a lot like their air compressor ratings. this screwdriver claims to draw 6.3A. I know what a motor that can dissipate 750W looks like, and this is not it.
[22:42:20] <SpeedEvil> Stall torque
[22:42:53] <furrywolf> hp = no-load rpm * locked-rotor torque, right? :)
[22:43:33] <SpeedEvil> No.
[22:44:06] <SpeedEvil> It's no-load RPM * current just after you reverse it going flat out.
[22:44:26] <SpeedEvil> torque
[22:45:43] <SpeedEvil> Gah. Power meter tells me that I've left the 400W lights on in the garage, and my hot water heater reset switch has tripped again and I need to go into the attic to fix.
[22:45:52] -!- moorbo has quit [Ping timeout: 265 seconds]
[22:45:53] <SpeedEvil> I shall respond by going to sleep.
[22:46:18] -!- robertm has quit [*.net *.split]
[22:46:49] <Jymmm> SpeedEvil: what setup for monitoring?
[22:46:54] <Jymmm> SpeedEvil: HW wise
[22:47:19] <SpeedEvil> http://www.ebay.co.uk/itm/Current-Cost-Black-EnviR-Energy-Electricity-Saving-Monitor-/181725416393?pt=LH_DefaultDomain_3&hash=item2a4fadcbc9
[22:47:46] <SpeedEvil> current cost are awesome
[22:47:47] <malcom2073> Nice, been looking for a fairly cheap USB->PC connection one that has a clamp-on
[22:47:48] <SpeedEvil> http://www.ebay.co.uk/itm/Current-Cost-Analogue-Development-Board-/181439758706?pt=LH_DefaultDomain_3&hash=item2a3ea70172
[22:48:17] <SpeedEvil> They almost hit 100% awesome, but failed.
[22:48:28] -!- uwe_ [uwe_!~uwe_@ipservice-092-211-041-255.092.211.pools.vodafone-ip.de] has joined #linuxcnc
[22:48:29] <SpeedEvil> The PSU they supply for the above unit is AC.
[22:48:32] <Jymmm> SpeedEvil: you have ltipe of those setup?
[22:48:35] <Jymmm> multiple
[22:48:42] <SpeedEvil> But it is not used for phase correction.
[22:48:46] <SpeedEvil> Jymmm: ?
[22:48:53] <SpeedEvil> No, just one.
[22:48:56] <malcom2073> Nice, $150 for the USA lol
[22:49:07] <Jymmm> SpeedEvil: one for 400W garage lights, one for water heater,
[22:49:31] <SpeedEvil> Jymmm: Because my idle load is sitting not at 3140W or so as it should be if my water heater is, but 600W or so
[22:49:34] <SpeedEvil> is on
[22:49:41] <SpeedEvil> and I went out today into the garage
[22:50:01] <Jymmm> SpeedEvil: Oh, so you are not monitoring individual circuits
[22:50:23] -!- adb has quit [Ping timeout: 276 seconds]
[22:50:31] <Jymmm> SpeedEvil: You have this connected to your mains?
[22:50:42] <SpeedEvil> yes
[22:50:43] <Jymmm> at the panel
[22:50:59] <Jymmm> or on an individual branch
[22:51:09] <SpeedEvil> The graph every 6 seconds mean you can detect lots of things by their signature.
[22:51:24] <SpeedEvil> For example, the fridge/freezers are quite obvious.
[22:51:26] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[22:51:34] <Jymmm> SpeedEvil: Sure, I get that now. Thought it was per circuit thing
[22:51:46] <SpeedEvil> ~100W or so load, with a ~200W spike at the start tailing off to ~80 before shutting off
[22:52:17] <SpeedEvil> Similarly kettle - +2200W, followed not more than 5 minutes or so later by -2200W
[22:52:20] -!- Mr_Sheesh has quit [Ping timeout: 264 seconds]
[22:53:05] <Jymmm> I guess I could use the smater metr readings. wonder if the raw data is available
[22:53:38] <malcom2073> I've been trying to find cheap split-core DC output current transformers for just that
[22:53:50] <Jymmm> malcom2073: DC ?
[22:54:00] <malcom2073> Jymmm: To avoid having to build my own opamp circuit
[22:54:06] <Jymmm> malcom2073: ah, heh
[22:54:19] <malcom2073> I'm not great with hardware :)
[22:54:26] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[22:54:37] <malcom2073> Gimme 0-5vdc, or 0-10vdc and I'm golden heh
[22:55:03] <Jymmm> adapt pre built stuff
[22:56:00] <malcom2073> I've been keeping an eye out, it'sall still fairly high priced, that CurrentCost one is nice, but not available easily in the US
[22:56:29] <Jymmm> SpeedEvil: I'm not udnerstanding how that lil pickkup coil can connecto to a mains leg, or handle 10KW readings
[22:59:25] <Jymmm> malcom2073:
http://efergy.com/us/products/energy-gateways
[23:00:05] <SpeedEvil> Jymmm: It's a currrent transformer.
[23:00:22] <SpeedEvil> The half turn made by the single wire induces current in the rest of the wires
[23:00:26] <malcom2073> Jymmm: Yeah, it's probably be cheaper for me to buy a book on electronics for that price, then use a proper $5 sensor like they do heh
[23:00:41] <Jymmm> SpeedEvil: I'm aware. But didn't realize this was installed *IN* your panel.
[23:00:47] -!- Servos4ever [Servos4ever!~chatzilla@173-87-48-218.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[23:01:07] <SpeedEvil> It's designed to be 'installed' in the lightest sense.
[23:01:37] <SpeedEvil> you stick the self-adhesive velcro patch to something, and put the transmitter on it, then clamp the clamp round an incoming wire.
[23:01:49] <Jymmm> SpeedEvil: I just wouldn't expect a "consumer" product to be installed within inches of an exposed 100A potential is all
[23:04:00] <SpeedEvil> It should all be touch-safe in principle.
[23:05:32] <Jymmm> malcom2073: HERE YA GO...
http://openenergymonitor.org/emon/Modules
[23:05:37] -!- moorbo [moorbo!~moorbo@dyn-21-71.mdm.its.uni-kassel.de] has joined #linuxcnc
[23:06:38] <Jymmm> http://shop.openenergymonitor.com/100a-max-clip-on-current-sensor-ct/
[23:07:09] <malcom2073> Those are the same sensors you can buy on ebay for $5, but they're still AC otuput
[23:07:24] <malcom2073> Suppose I could design a board based on their design, but that's kinda the point :P
[23:07:38] <Jymmm> malcom2073: arduino nano
[23:08:01] <malcom2073> Jymmm: I mean converting the AC signal to a DC voltage I can read to figure current
[23:08:16] <Jymmm> malcom2073: arduino nano
[23:10:03] <Jymmm> malcom2073:
http://openenergymonitor.org/emon/buildingblocks/ct-sensors-interface
[23:10:12] <malcom2073> huh
[23:10:20] <malcom2073> Did not know you could do that safely without frying a pin, nice
[23:10:44] -!- JohnyK has quit [Read error: Connection reset by peer]
[23:10:49] <malcom2073> Ahh, they break out the ciruit for it. Yeah see that's what I couldn't find
[23:10:55] <Jymmm> nano's are only $3 USD anyway, so who cares =)
[23:10:58] <malcom2073> any decent values for any particular current sensor
[23:11:09] <SpeedEvil> esp8266 may be a better choice
[23:11:28] <malcom2073> Eg: What burden resistor, voltage divider, and capacitor choices do you choose for XYZ sensor, the sparkfun comments on their sensor were vauge at best heh
[23:11:31] -!- eventor has quit [Ping timeout: 255 seconds]
[23:11:51] <malcom2073> Cool that they break it out
[23:11:54] <Jymmm> SpeedEvil: esp8266 AND arduino?
[23:12:09] <malcom2073> I'd really much rather pay $20 for a sensor that does what I need, rather than $5 for a sensor and spend a couple hours getting it put together :-P
[23:12:16] <SpeedEvil> Jymmm: no
[23:12:42] <Jymmm> SpeedEvil: programmed in what?
[23:13:06] <SpeedEvil> Jymmm: you can program it in Lua, I think there is a micropython port, or C
[23:13:42] <Jymmm> SpeedEvil: Yeah, I how no plans to program c =)
[23:13:49] <Jymmm> have*
[23:14:05] <malcom2073> I can program in C, and that would be a really good use of an 8266
[23:14:17] <Jymmm> SpeedEvil: arduino sketch is about as close as I get. I think, maybe, I don't know
[23:14:32] <Jymmm> SpeedEvil: I LUST those wifi modules though
[23:15:14] <SpeedEvil> Lua is really nothard
[23:15:22] <SpeedEvil> also #esp8266
[23:15:32] <Jymmm> oh, very #cool
[23:15:53] -!- moorbo has quit [Remote host closed the connection]
[23:16:05] <Jymmm> SpeedEvil: do you know if they have a temp sensor built in?
[23:16:56] <SpeedEvil> I don't think so
[23:17:07] <Jymmm> SpeedEvil: I was thinking iface with a 3.3v nano, and use it's VR
[23:17:20] -!- shurshur has quit [Ping timeout: 272 seconds]
[23:17:24] <Jymmm> I'm lazy that way =)
[23:19:16] <Jymmm> SpeedEvil: I've never even seen lua
[23:19:43] -!- Camaban has quit [Quit: Leaving]
[23:19:49] <Jymmm> http://www.instructables.com/id/Using-the-ESP8266-module/
[23:19:53] <Jymmm> BASIC =)
[23:20:30] -!- Thomaxo_ [Thomaxo_!~Thomaxo@91.179.65.242] has joined #linuxcnc
[23:20:30] -!- Thomaxo_ has quit [Client Quit]
[23:21:23] <_methods> hooray for harbor freight gear puller set
[23:22:08] <Jymmm> _methods: auro parts store?
[23:22:38] <_methods> no it worked
[23:22:44] <Jymmm> lol
[23:22:49] <_methods> i'm saying +1 for bottom of the harbor freight
[23:22:58] <Jymmm> =)
[23:25:25] <Jymmm> WHOA... eBay and PayPal will be separate companies soon. We've updated the eBay and PayPal User Agreements and Privacy Notices. Learn more
[23:26:22] -!- MacGalempsy has quit [Remote host closed the connection]
[23:26:54] <Computer_barf> paypal got alot of flack lately for changes to their user agreement where there was wording that suggested they would hold the intellectual property of the goods that are sold through their services
[23:27:26] <Rab> Haha, what?
[23:27:57] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:29:08] -!- JohnyK [JohnyK!~wity@jurajp.ynet.sk] has joined #linuxcnc
[23:31:09] <furrywolf> http://humboldt.craigslist.org/tls/5009689366.html ah, if I had room...
[23:32:20] <Crom> furrywolf, wooo that is sweet!
[23:36:31] -!- Valen has quit [Remote host closed the connection]
[23:36:40] <SpeedEvil> nice
[23:38:47] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:41:27] -!- Servos4ever has quit [Ping timeout: 265 seconds]
[23:47:48] <Jymmm> SpeedEvil: Is the transmitter powered from the current sensors too?
[23:52:35] <SpeedEvil> No.
[23:52:43] <SpeedEvil> A couple of alkaline D cells
[23:52:50] <SpeedEvil> Or maybe lithium-iron, I haven't checked
[23:52:58] <SpeedEvil> I suspect alkaline
[23:54:06] <Jymmm> Seems silly to add battereis to a 100A panel =)
[23:54:35] <SpeedEvil> yes, in principle, but there is 'never' a socket there in the UK
[23:54:50] <SpeedEvil> And the battery can make it go for ~10 years
[23:55:25] <Jymmm> "Oh my panel meter needs new battereis"
[23:56:03] <Jymmm> There is a votlage output taps too per the datasheet
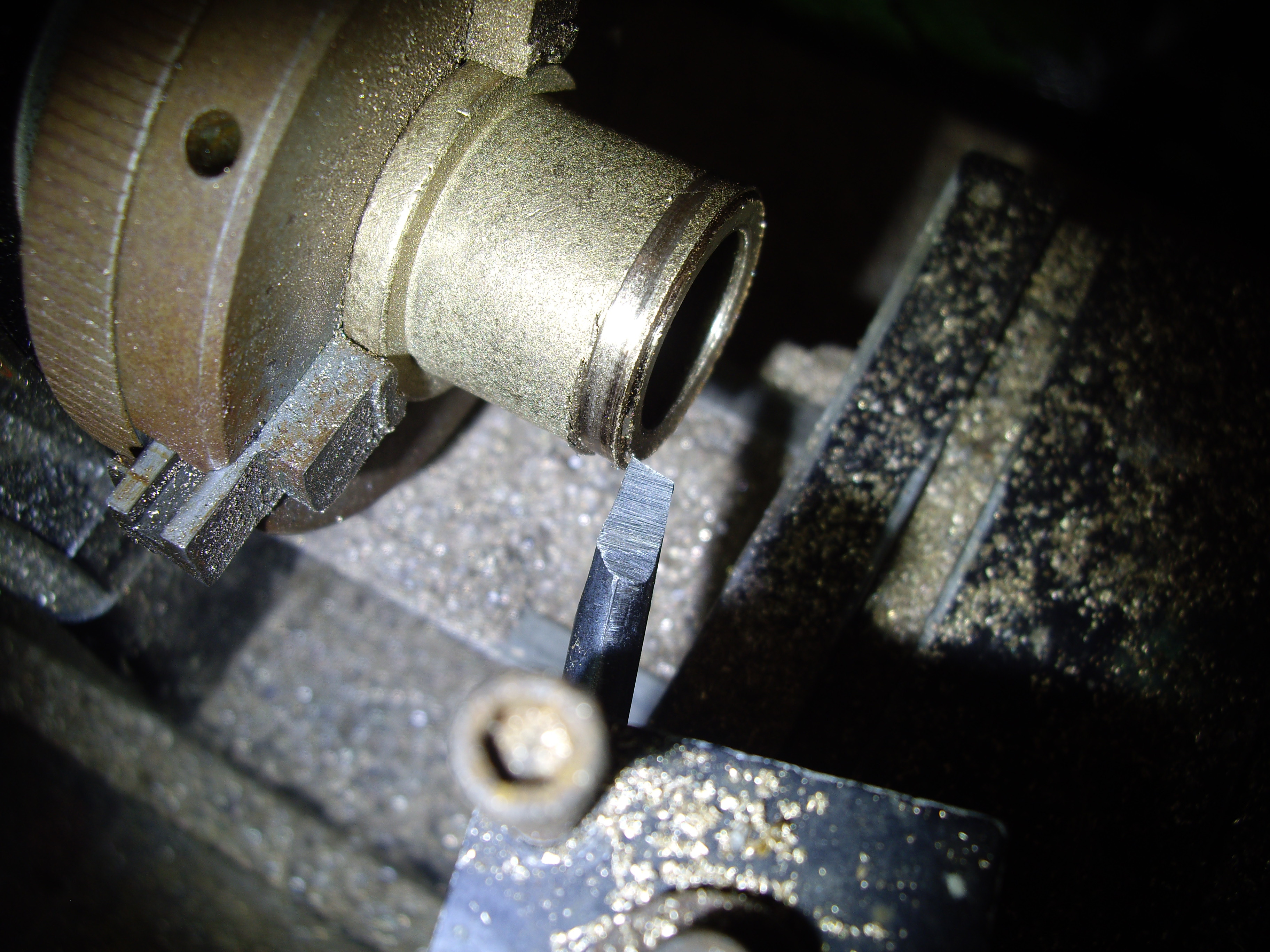{kind=link}
{kind=link}
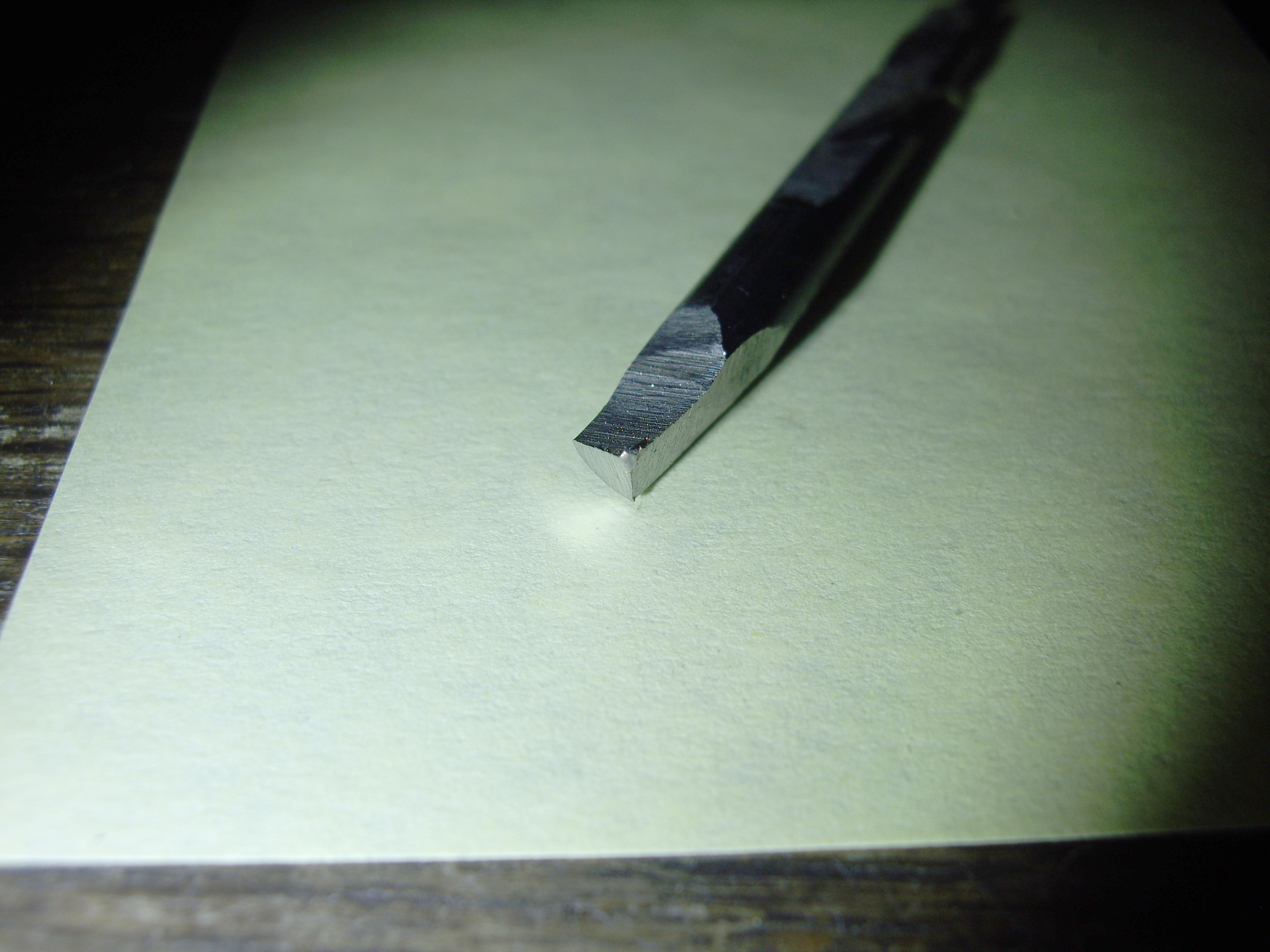{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}