Back
[00:00:16] <_methods> i'd just cut blanks to do each piece separately
[00:00:34] <_methods> you'll be wasting too much time fighting a monolithic blank
[00:01:07] <_methods> making a simple part needlessly complicated
[00:02:12] <archivist> how many anyway
[00:02:25] <Computer_Barf> well I was hoping to make 48 at a time
[00:02:56] <Computer_Barf> making them one at a time is really unappealing
[00:03:12] -!- lxcnc-pp [lxcnc-pp!~chatzilla@ARennes-650-1-111-224.w2-2.abo.wanadoo.fr] has parted #linuxcnc
[00:03:27] <_methods> it will end up taking you longer trying to do them like that
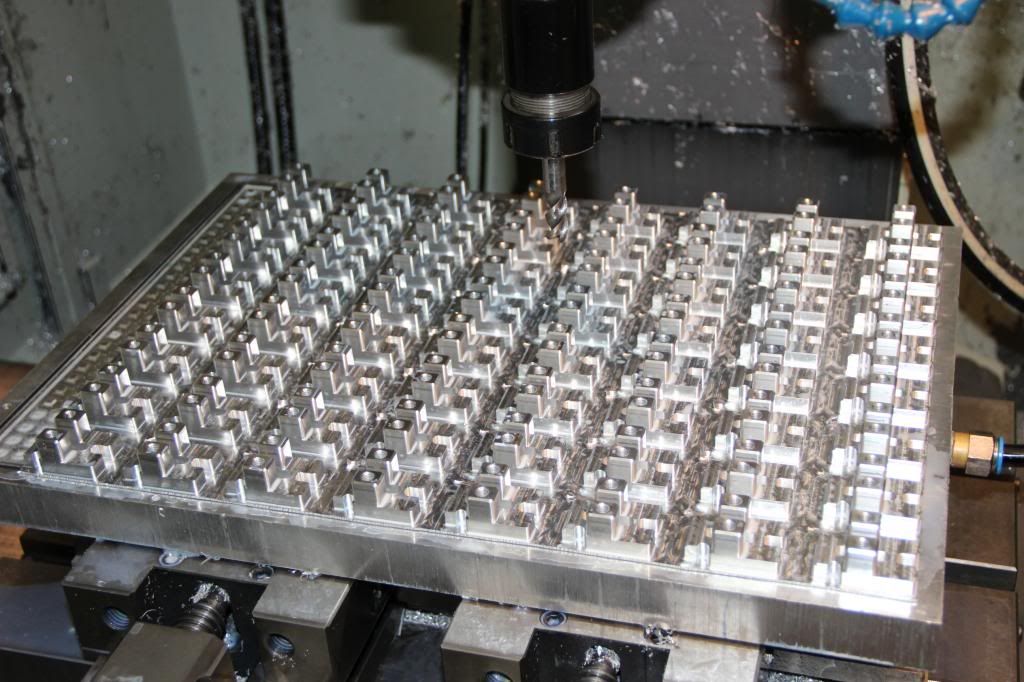
[00:03:49] <Computer_Barf> http://i1251.photobucket.com/albums/hh560/micron1998/IMG_4214-SMALL_zpsac26b61e.jpg
[00:04:13] <Computer_Barf> these ones are actually more complicated than what im trying to do..
[00:04:31] <_methods> vacuum table
[00:05:20] <Computer_Barf> maybe that's what I should be looking into
[00:05:23] -!- asdfasd has quit [Ping timeout: 245 seconds]
[00:05:55] -!- gonzo_nb has quit [Remote host closed the connection]
[00:05:56] <Computer_Barf> although i really loved how knive making tuesdays was using fixture plates , with each item screwed down
[00:07:00] <archivist> a bar fed sliding head lathe with live tooling would eat this part
[00:07:01] <Computer_Barf> http://www.tormach.com/uploads/images/Gallery/CustomerShowcases/OmniCruise/20131115_171156.jpg
[00:07:18] <_methods> yes live tooling lathe or horizontal
[00:08:07] <_methods> but i'm assuming he doesn't have either lol
[00:08:15] <archivist> horizontal mills are good for bulk work
[00:08:43] <Computer_Barf> I need to work with what I have
[00:09:01] <_methods> what do you have exactly?
[00:09:06] <Computer_Barf> g0704
[00:10:00] <Computer_Barf> that last picture looks a hell of alot like what I was thinking
[00:10:23] <_methods> that guy in the last picture is just dressing up blanks
[00:10:31] <_methods> which if fine for a fixture like that
[00:10:40] <_methods> probably not what you want to do
[00:11:30] <Computer_Barf> ok back to
[00:11:31] <archivist> looks like he drilled, screwed, then went around the parts
[00:12:00] <malcom2073> Computer_Barf: If you're gonna use the printrbot design, at least fix it first :P
[00:12:02] <archivist> if those sheets are the waste in front
[00:12:04] <Computer_Barf> maybe i cut half the depth , then flip
[00:12:26] <_methods> i guess that's possible
[00:12:52] <_methods> oh is this some 3d printer stupidity
[00:12:56] <Computer_Barf> malcom2073: im planning on modifying it , i just want to know how many fit in what space
[00:13:03] <_methods> alright well i'm goin to bed
[00:13:44] <malcom2073> Ugh, sorry Computer_Barf, I forgot that people have an adversion to helping people based on their preference of machine
[00:14:05] <Computer_Barf> lol
[00:14:23] <Computer_Barf> my preference is not being broke
[00:14:31] <malcom2073> Really though, you can do a lot better design, that is MUCH easier to machine. That part was designed by printer people
[00:14:38] <Computer_Barf> if he want's to take that personally thats fine
[00:14:43] <malcom2073> Lemme see if I can find my version
[00:15:24] <malcom2073> Computer_Barf, can you view this:
https://gm1.ggpht.com/ySxDBZ4r3N05_4HqotKMFaOOr0XMHNvCqDBYLM6ss3b674XX3aEG0xF8OPfm_NjY4R5LoutxVr6BT5U4fAIqPWVgSsqinvgjItycHfBAe-4xAb5zjEsp_rkurGyM6ysaAXhu9HphqWa0DiLEqJH_5X1qkiZ12_DlcZLYvLp5K5y2SaVYLSO_fMBWE7B4dEZUxZpmo4PSCweMMSAXHEQDwpmBKbb610iqohTgoehzCEKURTXDlpf9NJw9g8ssvs1s7LoDCgjKI7Hkfv8mPZ5Mew0f5ggdSf80j5Nfs6odFAH-5anGcHnB1DHP9cluoaeqgKsLVT8ZZ_LAeKZFs2QYrCspJsSIPr2DDIIAOVIQDv-
[00:15:24] <malcom2073> CQLQkaKIxn9vPrDQa_5M4G6ymAYXk1UyCfk1evc7dL_GweWaiCrDDJpsPQ6er4SRbTU4l-YbM3RL7o1kQFzhFm7bqt0lB2m4SWDJTw3RiVT3SMRD3f4DsIBOxGkwl2UQQJHn9R9mccmTGQWW0LMCRDkye-6I-b2ROcOWU1An0qDxzCWQrK5SJ1FVvswZqGIvI2Fq86NdwhQfyObxF2MN6wFyFTZ45BFE=w1896-h793-l75-ft
[00:15:27] <malcom2073> Wowza
[00:15:28] <Computer_Barf> malcom2073: well this was going to be my starting extruder. I want to make more advanced ones but I wanted to start somehwere
[00:15:30] <malcom2073> that was lame, thanks google.
[00:15:39] <Computer_Barf> 404
[00:15:39] <archivist> parts should be designed around your machining facilities
[00:16:03] <_methods> and mental facilities
[00:16:17] <malcom2073> https://drive.google.com/file/d/0B2QsIfVJq-CnbzVlM1M2UHNjaldtUnhQa3ZTempLV0dPZDVN/view?usp=sharing
[00:16:25] <Computer_Barf> archivist: im feeling like I want to have a slitting saw on my mill
[00:16:37] <malcom2073> That one is easy to machine out of a block, and only requries two clamping positions to do
[00:16:43] <archivist> I use slitting saws in the vertical
[00:17:21] <malcom2073> The key thing is, it's machinable. The printrbot one was never *meant* to be machined, it was designed to be printable, unknown *why*, since it would never work as a printed part
[00:17:26] <archivist> I get a blank page with google drive, it is useless
[00:18:31] <malcom2073> Point is though, design it with machining in mind. Design it with multi-part plate machining in mind even if you're looking to mass produce
[00:20:36] -!- Miner_48er has quit [Quit: Leaving]
[00:21:29] <Computer_Barf> ok but what exactly is wrong about having two screws holding the part down and milling that side?
[00:21:45] <archivist> nothing
[00:21:49] <Computer_Barf> just that it has to do so much deep slotting and it might jam?
[00:22:01] <malcom2073> Nothing really, but you can't clamp the part where it's slotting
[00:22:04] <malcom2073> otherwise it will jam
[00:22:28] <Computer_Barf> i just thought that the screw would be holding it down
[00:22:34] <archivist> deep slotting is the and chips clogging/snapping the cutter
[00:23:02] <archivist> is the problem
[00:23:07] <Computer_Barf> ok so
[00:23:28] -!- kriskropd has quit [Ping timeout: 252 seconds]
[00:23:35] <Computer_Barf> lets say I scew down a bar
[00:23:43] <Computer_Barf> drill all the holes that would be scewed down
[00:23:59] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[00:24:11] <Computer_Barf> then cut a bunch of slots with a horizontal attachment with a slotting saw
[00:24:15] <Computer_Barf> then removed every other part
[00:24:25] -!- brlcad has quit [Read error: Connection reset by peer]
[00:24:26] <Computer_Barf> then milled around the remaining parts
[00:24:30] <archivist> dont cut too much per pass, have good air or better coolant blast to remove chips while cutting
[00:24:37] -!- Loetmichel [Loetmichel!~cylly@p54B11CB8.dip0.t-ipconnect.de] has joined #linuxcnc
[00:25:31] <Computer_Barf> If i did two rows of 24, i would be removing 12 of them, so that the rest of the cutting would be approaching the ouside edges of the part with clearence around them so the chips can fall away
[00:27:17] -!- dagjomar has quit [Remote host closed the connection]
[00:34:55] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[00:39:44] -!- anth0ny_ has quit [Quit: anth0ny_]
[00:40:17] -!- tinkerer has quit [Remote host closed the connection]
[00:43:38] -!- PCW has quit [Quit: ChatZilla 0.9.91.1 [Firefox 37.0.1/20150402191859]]
[00:52:47] -!- anth0ny_ has quit [Quit: anth0ny_]
[01:32:14] -!- moorbo has quit [Remote host closed the connection]
[01:34:32] -!- moorbo [moorbo!~moorbo@dyn-21-88.mdm.its.uni-kassel.de] has joined #linuxcnc
[01:50:22] -!- `Nerobro_ [`Nerobro_!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[01:51:28] -!- moorbo has quit [Remote host closed the connection]
[01:52:44] -!- `Nerobro has quit [Ping timeout: 256 seconds]
[01:52:44] -!- XXCoder has quit [Ping timeout: 256 seconds]
[02:05:09] -!- rob_h has quit [Ping timeout: 248 seconds]
[02:15:41] -!- AR_ has quit [Read error: Connection reset by peer]
[02:57:39] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[03:11:22] -!- crazy_imp has quit [Ping timeout: 255 seconds]
[03:13:10] -!- crazy_imp [crazy_imp!~mj@unaffiliated/crazy-imp/x-8704303] has joined #linuxcnc
[03:34:08] -!- AR_ has quit [Ping timeout: 252 seconds]
[03:39:05] -!- ve7it has quit [Remote host closed the connection]
[03:49:49] <Cromaglious_> Project Binky release episode 9!!!!!!!!!!!!!!!!!!!
[03:50:14] <Cromaglious_> https://www.youtube.com/watch?v=7v59dDxCk9w
[03:53:26] -!- zeitue has quit [Ping timeout: 272 seconds]
[03:58:30] -!- mrec has quit [Ping timeout: 272 seconds]
[03:59:35] -!- mrec [mrec!~markus@sundtek.de] has joined #linuxcnc
[04:05:43] -!- zeitue [zeitue!~z@67.221.132.190] has joined #linuxcnc
[04:07:55] -!- mhaberler [mhaberler!~mhaberler@intern-219.stiwoll.mah.priv.at] has joined #linuxcnc
[04:27:25] -!- r0ute has quit [Ping timeout: 264 seconds]
[04:28:01] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[04:33:32] -!- skorasaurus has quit [Ping timeout: 252 seconds]
[04:40:48] -!- ink has quit [Remote host closed the connection]
[04:43:55] -!- zee-Lathe has quit [Remote host closed the connection]
[04:59:12] -!- mhaberler has quit [Quit: mhaberler]
[05:01:47] -!- mhaberler [mhaberler!~mhaberler@bigmac.stiwoll.mah.priv.at] has joined #linuxcnc
[05:10:55] -!- JohnyK [JohnyK!~wity@witypc.ynet.sk] has joined #linuxcnc
[05:15:57] -!- JT-Shop has quit [Read error: Connection reset by peer]
[05:16:01] -!- jthornton has quit [Read error: Connection reset by peer]
[05:16:16] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[05:16:16] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[05:19:15] -!- tjtr33 [tjtr33!~tjtr33@d47-69-239-176.try.wideopenwest.com] has joined #linuxcnc
[05:20:15] <tjtr33> just finished an edm repair. kinda cool work: carbide extrusion dies (pelletizer dies)
https://videobin.org/+8v4/brq.html
[05:22:29] -!- tjtr33 [tjtr33!~tjtr33@d47-69-239-176.try.wideopenwest.com] has parted #linuxcnc
[05:26:43] -!- unfy [unfy!~Miranda@wsip-184-185-82-30.om.om.cox.net] has joined #linuxcnc
[05:51:31] -!- Tomashe has quit [Read error: Connection reset by peer]
[05:54:20] -!- samuel7 has quit [Quit: Nettalk6 - www.ntalk.de]
[05:54:52] -!- tiger12506 [tiger12506!442d7240@gateway/web/freenode/ip.68.45.114.64] has joined #linuxcnc
[05:55:04] <tiger12506> anyone there?
[06:01:57] <renesis> tjb111: heh cool
[06:05:23] -!- FreezingCold has quit [Ping timeout: 245 seconds]
[06:08:26] <tiger12506> I can't seem to install linuxcnc using the hybrid iso feature.
[06:09:21] <tiger12506> I've always the debian installer. It is a pain in the butt.
[06:11:45] <tiger12506> always *hated
[06:12:40] -!- tiger12506 has quit [Quit: Page closed]
[06:24:48] -!- zeitue has quit [Ping timeout: 272 seconds]
[06:36:53] -!- zeitue [zeitue!~z@67.221.132.190] has joined #linuxcnc
[06:45:40] <zeeshan> anyone here machine bronze a lot?
[06:45:43] <zeeshan> i got my ass kicked by it,
[06:45:52] <zeeshan> turning it with a carbide insert was nice and easy
[06:45:58] <zeeshan> but when i went to drill it
[06:46:00] <zeeshan> boy did it kick my ass
[06:46:05] <zeeshan> i went through 3 drill bits
[06:46:18] <zeeshan> that i sharpened 8 times
[06:46:38] <zeeshan> to ensure it wasn't my grind, i tried drilling steel with the same bit that was giving me a hard time in the bronze
[06:46:43] <zeeshan> and it drilled fine
[06:46:56] <zeeshan> carbide drill bit ate through the bronze no problem.
[06:46:59] <zeeshan> so wtf!
[06:54:25] -!- anth0ny_ has quit [Quit: anth0ny_]
[06:56:28] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:56:45] <Deejay> moin
[07:03:49] <Computer_Barf> zeeshan. That's weird, i would think carbide would make quick work of bronze
[07:04:03] <Computer_Barf> maybe its bronze plated stainless.
[07:04:06] <Computer_Barf> lol
[07:04:14] <zeeshan> the carbide ate it
[07:04:17] <Computer_Barf> cause stainless is my arch nemesis
[07:04:18] <zeeshan> the bits that got owned were hss
[07:04:38] <zeeshan> stainless i dont mind
[07:04:42] <zeeshan> just feed hard and its ok
[07:04:51] <zeeshan> this thing has gotten me baffled
[07:04:57] <zeeshan> i finished the job, but im worried for the future!
[07:05:12] <Computer_Barf> have you ever drilled a 3/4 inch hole in quarter inch ss plate?
[07:05:37] <Computer_Barf> i was able to do smaller holes no problem but getting that big i couldn't get it to work without work hardening
[07:06:23] <Computer_Barf> i would try to keep it cool , resharpen the tool , pecking, etc
[07:06:49] <Computer_Barf> but that was pre mill , just a small drill press so it could just be hp
[07:07:16] <Computer_Barf> ill find out when I get back to that project later this month
[07:08:53] <Computer_Barf> i would have thought bronze would always be softer than hss
[07:09:16] <Computer_Barf> i mean isn't that just copper and zinc or some other copper alloy
[07:14:02] <archivist> copper work hardens :)
[07:14:50] <Computer_Barf> https://www.youtube.com/watch?v=BslZyKpNFMs
[07:15:01] <Computer_Barf> https://www.youtube.com/watch?v=i8luFJ0Oy8Y
[07:15:19] <Computer_Barf> there is the right angle attachment I am looking at for a slitting saw
[07:15:32] <archivist> I had real "fun" machining a naval brass gear wheel once
[07:16:12] <Computer_Barf> what exactly would one do on a large object that work hardens
[07:17:24] <archivist> sometimes anneal, other times like stainless the cut depth matters
[07:18:14] -!- f1oat7 [f1oat7!~f1oat@AMontsouris-553-1-113-197.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[07:20:02] <archivist> tell that hoss he does not need to peck air drilling
[07:20:32] <Computer_Barf> lol yeah i noticed that too
[07:21:18] <Computer_Barf> he doensn't seem to have the design posted anywhere but its simple enough I think i could do it
[07:21:47] <archivist> some of his stuff I would avoid
[07:22:11] <Computer_Barf> I have the same gears that he used cause they came with the mill and are just pulled out
[07:23:54] <Computer_Barf> I know its not the best option, but it's at least an option
[07:24:30] <Computer_Barf> the guy earlier's suggestion of a horizontal mill isn't exactly on my list of options
[07:24:44] <archivist> note slitting is a high torque operation
[07:24:58] <Computer_Barf> i mean If im not buying a band saw..
[07:25:20] <Computer_Barf> I've also been considering building a power hacksaw
[07:25:47] <Computer_Barf> slitting through an inch of aluminum though..
[07:26:31] <Computer_Barf> hoss mentioned ground bevel gears as a possiblity to make the thing rattle less
[07:27:04] <Computer_Barf> i know he has a thin aluminum sheet on that curve on the bottom , i would think that would turn the thing into a drum
[07:28:27] -!- messine has quit [Ping timeout: 250 seconds]
[07:30:12] <archivist> that looks like a lump of spastic case
[07:31:02] -!- eventor [eventor!~eventor@p5B255E64.dip0.t-ipconnect.de] has joined #linuxcnc
[07:31:30] <archivist> the crappy noise is a sign of non concentric bevel
[07:32:11] <Computer_Barf> on the gear itself or the alignment of the axis's?
[07:32:58] <Computer_Barf> cause i mean, they are gears that came off a mills z axis handcrank, one would expect they are not designed of a quality for high speed
[07:34:26] -!- zeitue has quit [Ping timeout: 256 seconds]
[07:35:31] <archivist> you have a choice, chinese gear error, or hoss mounting error, or both
[07:38:34] <zeeshan> Computer_Barf: yes i have
[07:38:44] <zeeshan> you gotta feed really hard through it
[07:39:12] <zeeshan> archivist: does bronze work harden more than ss?
[07:40:16] <archivist> it is different, dont know the amount
[07:41:38] <archivist> it took the edge of our tooling when making the clock gear
[07:46:45] <archivist> we were using this machine on something about 8" diameter 1/2" thick
http://www.collection.archivist.info/archive/DJCPD/PD/2008/2008_10_07_Richards_of_Burton_clockworks/P1010233.JPG
[07:48:16] <Computer_Barf> jeebus some of the prices people will charve for gears
[07:48:17] -!- zeitue [zeitue!~z@67.221.132.190] has joined #linuxcnc
[07:48:46] <archivist> machines and machine setup cost
[07:49:42] <Computer_Barf> http://www.mscdirect.com/product/details/36682730?item=36682730&fromRR=Y
[07:50:46] <Computer_Barf> humm can't tell the diffrence between miter gear and bevel gear
[07:51:12] <archivist> different word
[07:51:52] <archivist> but miter probably only refers to 90 deg pair
[08:11:24] -!- lucashodge has quit [Client Quit]
[08:12:10] <Computer_Barf> ok dumb question, why is flood oil not a thing?
[08:12:58] <archivist> it is a thing of professional machines
[08:13:19] <archivist> toys dont have the casing for it
[08:13:50] <Computer_Barf> i don't mean flood coolent though, i mean oil
[08:14:07] <Computer_Barf> like thicker oils rather than thin fluids
[08:14:28] <archivist> use the right oil for the job
[08:14:35] <Computer_Barf> ive never seen a thicker oil used in an enclosure
[08:14:51] <archivist> gears use thick oil
[08:15:05] <Computer_Barf> just wondering why thicker oils arn't appropriate in many of these applications
[08:15:14] <archivist> eg EP90 in a back axle
[08:16:01] <Computer_Barf> I wonder if hosses case was welded at the seams and filled with oil it would quite down
[08:16:03] <archivist> depends on the contact pressure and mode and speeds
[08:16:24] <archivist> hoss case is spastic
[08:17:09] <Computer_Barf> well , i can understand given that he needed to machine it on his mll
[08:17:29] <archivist> has he even got proper seals
[08:17:49] <Computer_Barf> I assume not
[08:18:00] <Computer_Barf> im just meaning, if you made it to be sealed
[08:18:06] <archivist> as it is open when removed, that is another reason
[08:18:45] <archivist> proper right angle attachments have 4 bearings and separate shafts and seals
[08:19:25] <archivist> the input gear would be permanent inside the case
[08:21:15] <archivist> although I think the one I have is just a seal
http://www.collection.archivist.info/searchv13.php?searchstr=head+vertical
[08:22:02] <archivist> I called it vertical but actually that converts a vertical to horizontal like you want
[08:23:23] <archivist> http://i981.photobucket.com/albums/ae293/Masimec/100_1283.jpg
[08:23:36] <archivist> http://bbs.homeshopmachinist.net/threads/44954-An-Unusual-Horizontal-Milling-Machine-VERY-LONG-Post/page3
[08:24:47] <Computer_Barf> yeah the problem I am going to have is finding one that will fit the g0704
[08:25:34] <Computer_Barf> I think perhaps the simplest answer is the right one , perhaps I should be just cutting half depth and flipping it
[08:27:00] <archivist> I got that head to use on my horizontal
[08:27:50] <archivist> updated the description with probable makers name Fexac
[08:30:04] <Computer_Barf> https://www.youtube.com/watch?v=xOkJYMq4poM&list=UUhpfClXAc93E3d0uR8HLxtQ&index=8
[08:30:14] <Computer_Barf> ok yeah this is really tempting
[08:30:32] <Computer_Barf> its just an angle grinder slapped on the side of a cnc machine
[08:32:33] <archivist> the carbide inserts like the high speed of that
[08:33:43] <archivist> I used to use a 20" blade at 3000 rpm iirc to cut aluminium at a job
[08:34:11] <archivist> must wax the blade and teeth though
[08:35:59] <archivist> larger version of
http://omelays.blogspot.co.uk/2005/06/dewalt-radial-arm-saw.html
[08:36:14] <Computer_Barf> i just checked my angle grinder, it has three seperate spots where you can screw the handle into the cast casing , looks like its quarter inch taps
[08:36:32] <Computer_Barf> im sure I can mill up some sort of bracket for mounting it on the side of the mill
[08:37:19] <archivist> add an extra clamp to the body
[08:37:31] <archivist> near the handle
[08:37:44] <Computer_Barf> lol i was just thinking that
[08:37:56] -!- bkboggy has quit [Ping timeout: 246 seconds]
[08:38:25] <Computer_Barf> it looks like he just threw a clamp on it
[08:38:44] -!- bkboggy_1 has quit [Ping timeout: 264 seconds]
[08:41:02] -!- rob_h [rob_h!~robh@94.10.126.60] has joined #linuxcnc
[08:54:06] -!- asdfasd [asdfasd!~332332@2.220.227.242] has joined #linuxcnc
[09:09:13] -!- bkboggy_2 has quit [Quit: Leaving]
[09:11:38] -!- zeitue has quit [Ping timeout: 245 seconds]
[09:18:34] -!- jepler has quit [Ping timeout: 255 seconds]
[09:24:50] -!- zeitue [zeitue!~z@67.221.132.131] has joined #linuxcnc
[10:41:55] -!- moorbo [moorbo!~moorbo@dyn-21-88.mdm.its.uni-kassel.de] has joined #linuxcnc
[11:03:14] -!- Komzzzpa has quit [Quit: Konversation terminated!]
[11:13:41] -!- zeitue has quit [Ping timeout: 246 seconds]
[11:22:35] -!- john__ [john__!~john@184.21.239.59] has joined #linuxcnc
[11:25:44] -!- JT-Shop has quit [Ping timeout: 250 seconds]
[11:25:44] -!- jthornton has quit [Ping timeout: 250 seconds]
[11:27:04] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[11:27:21] -!- zeitue [zeitue!~z@67.221.132.111] has joined #linuxcnc
[11:30:06] -!- b_b has quit [Changing host]
[11:33:18] -!- jepler [jepler!~jepler@emc/developer/pdpc.professional.jepler] has joined #linuxcnc
[12:02:45] -!- renesis has quit [Ping timeout: 264 seconds]
[12:04:59] -!- syyl_ws [syyl_ws!~sg@p200300632C658804020D60FFFE678AE7.dip0.t-ipconnect.de] has joined #linuxcnc
[12:06:20] -!- karavanjo has quit [Read error: Connection reset by peer]
[12:06:28] -!- brlcad has quit [Read error: Connection reset by peer]
[12:26:44] -!- jepler [jepler!~jepler@emc/developer/pdpc.professional.jepler] has parted #linuxcnc
[12:48:11] -!- jthornton has quit [Quit: Leaving]
[12:53:38] -!- moorbo has quit [Ping timeout: 265 seconds]
[12:56:29] -!- zeitue has quit [Ping timeout: 245 seconds]
[12:58:20] -!- moorbo [moorbo!~moorbo@dyn-21-88.mdm.its.uni-kassel.de] has joined #linuxcnc
[13:04:05] -!- Deejay has quit [Read error: Connection reset by peer]
[13:04:05] -!- Deejay__ [Deejay__!~Deejay@p54B66A65.dip0.t-ipconnect.de] has joined #linuxcnc
[13:05:24] Deejay__ is now known as Deejay
[13:05:30] -!- Deejay has quit [Changing host]
[13:05:30] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[13:05:57] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[13:10:43] -!- zeitue [zeitue!~z@67.221.132.111] has joined #linuxcnc
[13:14:27] <jthornton> I suspect part of my problem with ttt is some font files are open type font files
[13:14:45] <_methods> yeah fonts are a nightmare
[13:15:11] <jthornton> I have one that works YEA and two that give me an error
[13:15:12] <_methods> i dread every job where i have to do text stuff
[13:15:44] <jthornton> ttt does make it simple to generate my plasma G code if I can find the right fonts lol
[13:17:02] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[13:17:04] <_methods> whenever i get a text job i figure my programming to by having to path exploded text
[13:18:23] <jthornton> I wonder if the freetype lib is choking on opentype fonts
[13:18:44] <_methods> no idea but open loops always cause porblems
[13:19:10] <jthornton> john@cave:~$ truetype-tracer -f /home/john/.fonts/Lintsec.ttf 'TEST' > lintsec.ngc
[13:19:10] <jthornton> OTF_drive_tables:686: OTF-Error (Invalid table): OTF Table Read (table not found)
[13:19:17] <jthornton> that's the error I get
[13:20:35] <_methods> wonder if the table has permission issues
[13:22:31] <jthornton> they all have the same permissions
[13:22:52] <_methods> and it works on other computers just not this one?
[13:23:09] <_methods> it's gotta be a problem with the fonts
[13:23:40] <jthornton> lol, I can't even get it to work with the same font on another computer
[13:23:48] <_methods> hmmm
[13:24:14] <_methods> gotta love linux lol
[13:24:49] <archivist> looks a bit like the include library by that line number OTF_drive_tables:686: OTF-Error (Invalid table)
[13:25:10] <jthornton> I just downloaded some with .otf extensions so I assume they are opentype fonts for sure I think
[13:25:20] <archivist> which ttt version anyway
[13:26:08] <jthornton> I assume it is 4. something that comes with the debian live cd
[13:28:40] <jthornton> however I see no version information
[13:29:16] <jthornton> I get the same OTF error with a .otf font...
[13:31:47] <archivist> -v gives version info
[13:33:16] <jthornton> V4.0-2 and it also prints out the G code for Hello*world* lol
[13:33:36] <archivist> that is the default text :)
[13:57:30] -!- furrywolf [furrywolf!~randyg@72.57.132.248] has joined #linuxcnc
[14:24:33] -!- skorasaurus has quit [Ping timeout: 276 seconds]
[14:26:37] -!- zeitue has quit [Ping timeout: 250 seconds]
[14:37:59] -!- syyl [syyl!~sg@p200300632C6588664099531FB5CF7C09.dip0.t-ipconnect.de] has joined #linuxcnc
[14:39:58] -!- syyl_ws has quit [Ping timeout: 265 seconds]
[14:40:27] -!- syyl_ has quit [Ping timeout: 265 seconds]
[14:40:50] -!- zeitue [zeitue!~z@67.221.132.111] has joined #linuxcnc
[14:41:02] <furrywolf> "Designed with UHF negative pressure pulse technology, the breast cup makes the fat molecules inside breast rapidly dividing growth in 7200 sub-second high-frequency oscillatory."
[14:46:13] -!- danylevskyi has quit [Ping timeout: 248 seconds]
[14:49:47] <pcw_home> Sounds good to me
[14:50:08] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[14:50:22] <furrywolf> Technobabble apparantly isn't just for scifi anymore.
[14:51:51] <furrywolf> also, china.
[14:52:26] -!- syyl_ws [syyl_ws!~sg@p200300632C658866020D60FFFE678AE7.dip0.t-ipconnect.de] has joined #linuxcnc
[14:54:50] <furrywolf> straight from aliexpress.
[14:54:57] <SpeedEvil> China? China doesn't have breasts.
[14:55:54] <furrywolf> ...
[14:57:00] <SpeedEvil> Also, 'rapidly dividing growth' seems to be exactly what you don't want in a breast.
[14:57:10] <furrywolf> that I'll agree with.
[14:58:32] <furrywolf> good thing everything they claim is entirely fictional. lol
[15:04:30] john__ is now known as JT-Shop
[15:05:02] <JT-Shop> yuck nurbs runs slow in 2.5
[15:19:26] * JT-Shop wonders if nurbs is better in 2.7???
[15:20:38] <JT-Shop> nope nurbs sucks for plasma even 2.7
[15:20:48] <JT-Shop> does ttt 3 use only lines and arcs?
[15:21:15] <_methods> mmmm bloody mary's and crab cake eggs benedict
[15:21:22] <_methods> nap time now
[15:21:47] <archivist> JT-Shop, yes I think so
[15:26:44] <JT-Shop> I'll have to try and get ttt 3 working on the plasma
[15:27:06] -!- moorbo has quit [Ping timeout: 250 seconds]
[15:29:09] <JT-Shop> in the mean time I've got that job done!
[15:29:37] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[15:30:22] <JT-Shop> now on to more pressing jobs like cup holders lol
[15:31:55] <archivist> machine some round tuits for me while out are at it
[15:33:23] <JT-Shop> I saw one at the coin store the other day but forgot to purchase it
[15:34:05] <JT-Shop> oh I better pack up the shipments for Monday first
[15:34:34] <cradek> JT-Shop: what sucks about the nurbs?
[15:35:04] <JT-Shop> it runs at about 1/2 to 1/3 the speed of lines and arcs
[15:35:19] <JT-Shop> F60 and I get 25-35 on a nurb
[15:35:26] <JT-Shop> IPM
[15:35:56] <JT-Shop> as soon as it hits a line its going 60IPM
[15:36:25] <cradek> I'm surprised because they decompose right away into arcs
[15:36:30] <JT-Shop> these are 3" tall letters so it should not have a problem making 60IPM
[15:37:23] <cradek> it still does it in 2.7? might be an actual bug then
[15:37:28] <cradek> argh I have to run
[15:37:42] <cradek> if you think it's a bug please file a bug with a how-to-reproduce
[15:39:06] <JT-Shop> yes I tested it in 2.7 and it ran slow... but I didn't test the same file
[15:43:07] -!- moorbo [moorbo!~moorbo@dyn-21-88.mdm.its.uni-kassel.de] has joined #linuxcnc
[15:44:18] <JT-Shop> tested with the same file and slow on nurbs and correct on lines
[15:49:37] -!- moorbo has quit [Remote host closed the connection]
[15:50:45] -!- syyl_ws has quit [Remote host closed the connection]
[15:54:09] -!- zeitue has quit [Ping timeout: 250 seconds]
[16:06:57] -!- danylevskyi has quit [Ping timeout: 264 seconds]
[16:07:08] -!- zeitue [zeitue!~z@67.221.132.111] has joined #linuxcnc
[16:09:11] -!- moorbo [moorbo!~moorbo@dyn-21-88.mdm.its.uni-kassel.de] has joined #linuxcnc
[16:13:01] -!- danylevskyi has quit [Ping timeout: 264 seconds]
[16:27:18] <t12> plc programmign is much more annoying than anticipated
[16:33:20] <_methods> it's very logical lol
[16:33:58] <JT-Shop> it's really simple to program a plc if you know the simple rule
[16:34:25] <t12> teleport yourself into 1940
[16:34:29] <t12> in a bucket of relays and lamps
[16:34:32] <_methods> no follow rules
[16:34:42] -!- danylevskyi has quit [Ping timeout: 250 seconds]
[16:34:49] <_methods> something software "engineers" can't seem to bring themselves to do
[16:35:04] <JT-Shop> t12, what kind of PLC are you programming?
[16:35:17] <t12> mitsubish melsec-q
[16:35:57] <JT-Shop> been a long time since I programmed a mitsu melsec
[16:35:59] <t12> more just trying to wonder around the system and make sense of it
[16:36:07] <t12> have some servo drives that take no step/dir
[16:36:18] <t12> but theres a positioning module that does do step/dir to them
[16:36:31] <JT-Shop> does it still use a dos based programmer?
[16:36:33] <t12> for whatever reason it cannot/will not comm with the servo drive tho
[16:36:36] <t12> nah its windows
[16:36:41] <t12> gx configurator/gx developer
[16:36:58] <_methods> yeah that gx developer program is kinda wonky
[16:37:00] <JT-Shop> ah, told you it's been a while since I touched one of those
[16:37:09] <t12> unclear if i need to have the plc do some handshaking with the pos controller
[16:37:13] <t12> before it will wake up and see the servos
[16:37:22] <_methods> i just had to reladder out hydmech saw
[16:37:26] <t12> or if i should be able to directly mess with the servos via configurator
[16:37:38] <t12> with a null plc program
[16:38:20] <_methods> i've never tried to manually activate servos through gxconfigurator/developer
[16:38:25] <t12> ultimate goal is really to reverse engineer sscnet i think
[16:38:36] <t12> but need stimulus/response data to do so
[16:39:53] <t12> i have a feeling i'm missing something silly though
[16:41:58] <t12> maybe the sscnet if on the positoning module is blown or something
[16:50:18] <furrywolf> wtf? I got a check for $86 from state fund. a dividend on my premium payment, or something like that.
[16:52:05] <furrywolf> normally every time I open anything from them, it's another unexpected and utterly incomprehensible bill that has to be paid within ten days or they cancel my policy. now they send me a check, with an equally incomprehensible form.
[16:55:02] * furrywolf is very tempted to spend it on a BS Atelier Lines Paris, but probably should be responsible and not spend unexpected money on toys, no matter how tempting it is
[16:55:41] -!- mhaberler has quit [Ping timeout: 250 seconds]
[17:03:25] -!- humble_sea_bass has quit [Ping timeout: 255 seconds]
[17:09:26] -!- humble_sea_bass [humble_sea_bass!U2FsdGVkX1@ma.sdf.org] has joined #linuxcnc
[17:11:44] -!- Akex [Akex!uid58281@gateway/web/irccloud.com/x-ayvqhidzvtmjxwgw] has joined #linuxcnc
[17:20:31] -!- Mattx [Mattx!~mplabs@unaffiliated/mplabs] has joined #linuxcnc
[17:21:44] <Mattx> archivist, what do you use tour xy micro for?
[17:21:51] <Mattx> your *
[17:22:22] <Mattx> I mean, is it part of something bigger or just a computer controller microscope?
[17:22:22] <archivist> I use it for measuring gears etc
[17:22:26] <Mattx> oh, ok
[17:23:08] <archivist> currently manual but thinking of adding linuxcnc drive to it
[17:23:42] <Mattx> do you have a photo of it? I'm building my own this week but I don't think slides will be precise enough
[17:24:16] -!- adb [adb!~IonMoldov@42.151.106.92.dynamic.wline.res.cust.swisscom.ch] has joined #linuxcnc
[17:24:17] <Mattx> the movement will be limited to 1cm or so
[17:24:29] <archivist> just built mk2 measuring machine which is
http://www.collection.archivist.info/searchv13.php?searchstr=travelling+microscope on top of
http://www.collection.archivist.info/searchv13.php?searchstr=citizen
[17:24:56] <archivist> first one has micrometer movements
[17:25:13] * archivist goes upstairs to take pics
[17:25:34] <Mattx> thanks archivist!
[17:25:49] -!- karavanjo has quit [Quit: karavanjo]
[17:29:32] <zeeshan> man
[17:29:38] <zeeshan> i cant figure out this bronze nonsense
[17:29:38] <zeeshan> lol
[17:31:44] <zeeshan> so assuming it's just as bad as stainless for work hardening
[17:32:06] <zeeshan> my process of drilling was center drill, then 1/4" drill, then 5/16" drill
[17:32:18] <zeeshan> these happened fairly okay without much drama (still required a lot of feed)
[17:32:22] <zeeshan> more than steel
[17:33:00] <zeeshan> but when iwent to the 7/16" drill, it just did not wanna go through. the only thing i can think is -- my uncut chip thickness was 1/16" -- and this would be how thick the work hardened layer was
[17:33:24] <adb> sry, youtube is down for you too ?
[17:35:10] <_methods> hahah bronze is a bastard
[17:35:17] <zeeshan> edude
[17:35:17] <_methods> kerosene is your friend
[17:35:20] <zeeshan> i had to sharpen drill
[17:35:25] <zeeshan> like 8x
[17:35:31] <zeeshan> and broke 3 7/16 drill bits
[17:35:32] <zeeshan> lol
[17:35:49] <zeeshan> i tried 5/16" carbide vs 5/16" hss
[17:35:51] <_methods> what are you using for coolant
[17:35:55] <zeeshan> and the carbide didnt require must feed
[17:36:02] <zeeshan> i was using cutting oil - sulphur based
[17:36:12] <zeeshan> *must = much
[17:36:33] <_methods> well i use kerosene when i'm just tryin to git'r'dun with bronze
[17:37:01] <_methods> but otherwise you need to get your drill geometry right and correct tooling
[17:37:22] <zeeshan> what is it supposed to be
[17:37:27] <zeeshan> for drill geometry
[17:37:29] <_methods> i use stainless steel geometry
[17:37:34] <zeeshan> isnt that 118 deg
[17:37:36] <_methods> what 120deg point?
[17:37:46] <zeeshan> yea my grind is 120 deg
[17:38:06] <zeeshan> the bronze was so unexpected
[17:38:10] <zeeshan> he was supposed to give me copper
[17:38:14] <zeeshan> and it ended up being bronze.
[17:38:20] <_methods> crusty old machinist taught me to put like an extra relief on the tip
[17:38:27] <_methods> like a radius back cut
[17:38:36] <zeeshan> my drill grinder has 3 settings
[17:38:41] <zeeshan> 6, 12, 18 degree clearance
[17:38:43] <zeeshan> its set to 12
[17:38:44] <_methods> i used to get him to grind the drills for me lol
[17:39:30] <_methods> that face mill you have with those diamond shaped inserts works best for getting agood finish in bronze too
[17:39:51] <zeeshan> i was just turning these
[17:40:04] <archivist> Mattx,
http://www.collection.archivist.info/archive/DJCPD/PD/2015/2015_04_19_Citizen/IMG_1879.JPG is the current xy
[17:40:19] -!- moorbo has quit [Remote host closed the connection]
[17:40:24] <_methods> archivist can probably help you more than me
[17:40:29] <_methods> that's his material area
[17:40:47] <zeeshan> hes the one whos like its work hardening
[17:40:49] <_methods> i hate brass/bronze/copper
[17:40:51] <zeeshan> but doesnt know if its as bad as stainless
[17:40:55] <zeeshan> brass dude
[17:41:03] <zeeshan> i did the same thing but smaller scale in brass
[17:41:10] <zeeshan> it took 45 min to do both parts
[17:41:18] <zeeshan> where as the same parts in this whaterver bronze material
[17:41:24] <zeeshan> took me 5 hours to do!
[17:41:31] <zeeshan> the drilling part
[17:41:31] <_methods> hahah
[17:41:45] <zeeshan> i had to finish the job for today , couldnt go buy caride drill in the right size
[17:42:09] <zeeshan> brass is softer than aluminum
[17:42:09] <zeeshan> to drill
[17:42:14] <zeeshan> but the chips are annoying
[17:42:26] <zeeshan> they come out like powder almost
[17:42:31] <zeeshan> cause i guess of the lead content?
[17:42:41] <archivist> brass needs the drill modifying to stop grabbing
[17:43:02] <zeeshan> i didnt notice any issues..
[17:43:15] <zeeshan> http://imgur.com/a/11S9H
[17:43:28] <zeeshan> 2nd last image = brass
[17:43:29] <archivist> try sheet, it races up the flutes to the chuck
[17:43:32] <zeeshan> last image = weird bronze
[17:44:19] <archivist> baaaaah direct links in imgur, busted for my browser
[17:44:26] <zeeshan> lol
[17:44:35] <Mattx> archivist, nice! so you build gears with this?
[17:44:40] <_methods> hahah he's making a yoho
[17:44:44] <zeeshan> rofl
[17:44:47] <zeeshan> pretty much
[17:44:54] <zeeshan> to my it looks like sexy toys.
[17:44:56] <Mattx> my use case is a lot simplier, I think I can use two screws to build this xy table
[17:44:57] <zeeshan> my =me
[17:45:00] <archivist> Mattx, measure, I make with other tools
[17:45:11] <_methods> yeah that's what yoho is
[17:45:24] <_methods> a contraption that bends you over so you can suck your own dick
[17:45:25] <_methods> lol
[17:45:29] <_methods> or shove your head in your ass
[17:46:07] <zeeshan> LOL
[17:46:20] <_methods> well technically you're making a yoho
[17:46:21] <_methods> hahahah
[17:46:40] <_methods> i have no idea if a yoho is real
[17:46:45] <_methods> but it's a standing joke at work
[17:46:52] <_methods> when we have to do something stupid
[17:46:58] <_methods> everyone yells go get the yoho
[17:47:04] <zeeshan> hahah
[17:47:10] <Mattx> something like this
http://www.foamlinx.com/xy1a.jpg
[17:47:11] <archivist> Mattx, the base xy is from a toolmakers setting machine, the old optics were blind
[17:47:47] <archivist> linuxcnc can control that
[17:51:20] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[17:58:01] -!- amiri_ has quit [Read error: Connection reset by peer]
[18:04:26] <archivist> and added to search index
http://www.collection.archivist.info/searchv13.php?searchstr=citizen
[18:15:14] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[18:18:13] <zeeshan> archivist: you have fasncy machines
[18:18:14] <zeeshan> :)
[18:18:46] <archivist> hooooomeeee
[18:19:09] <archivist> you got a Mikron....sniff
[18:20:45] <archivist> actually the citizen seems to work nicely, got it running just before I got the sigma pitch measuring machine
[18:20:46] <zeeshan> i love mikron!
[18:21:00] <zeeshan> dont you have a tool room mill?
[18:21:02] <zeeshan> i thought you did
[18:22:00] <archivist> no
[18:22:08] <zeeshan> you have a horizontal mill
[18:22:23] <archivist> a dead one, needs a new vfd
[18:24:00] <archivist> the vfd I got for that got used for the hobbing machine
[18:25:15] <zeeshan> hwo much hp motor
[18:25:38] <archivist> 2hp iirc
[18:30:17] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.150.206] has joined #linuxcnc
[18:31:12] -!- Flipp_ has quit [Remote host closed the connection]
[18:32:04] -!- ingsoc has quit [Ping timeout: 255 seconds]
[19:00:25] -!- GargantuaSauce_ has quit [Ping timeout: 264 seconds]
[19:02:09] -!- GargantuaSauce [GargantuaSauce!~sauce@blk-224-183-201.eastlink.ca] has joined #linuxcnc
[19:03:53] GargantuaSauce is now known as GargantuaSauce_
[19:04:26] GargantuaSauce_ is now known as GargantuaSauce
[19:04:52] <archivist> zeeshan, bit over priced
http://www.ebay.co.uk/itm/Hilger-Watts-Precision-Engineering-Level-Model-TB9-5-12-Long-Good-Condition-/400905341913
[19:13:08] <t12> hum all i can can come up with is that this positoning controller is shot
[19:13:23] <t12> can see TX signal from it, but both drives i've tried respond with nothing
[19:17:08] -!- Nick001-shop has quit [Remote host closed the connection]
[19:24:17] <zeeshan> beyond my budget :[
[19:24:25] <zeeshan> especially with this exchange rate
[19:37:23] -!- sumpfralle [sumpfralle!~lars@p5DCFD515.dip0.t-ipconnect.de] has joined #linuxcnc
[19:44:21] -!- sumpfralle has quit [Ping timeout: 276 seconds]
[19:48:29] -!- sumpfralle [sumpfralle!~lars@p5DCFD515.dip0.t-ipconnect.de] has joined #linuxcnc
[19:56:41] -!- moorbo [moorbo!~moorbo@dyn-21-88.mdm.its.uni-kassel.de] has joined #linuxcnc
[19:57:42] -!- b_b has quit [Remote host closed the connection]
[20:00:02] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[20:06:13] -!- sumpfralle has quit [Ping timeout: 248 seconds]
[20:09:19] -!- passthru [passthru!~Ramon@186.213.22.139] has joined #linuxcnc
[20:09:35] -!- passthru [passthru!~Ramon@186.213.22.139] has parted #linuxcnc
[20:14:51] -!- tocka has quit [Quit: tocka]
[20:26:18] -!- sumpfralle [sumpfralle!~lars@p5DCFD515.dip0.t-ipconnect.de] has joined #linuxcnc
[20:28:24] -!- adb has quit [Remote host closed the connection]
[20:29:25] -!- moorbo has quit [Ping timeout: 265 seconds]
[20:29:29] -!- moorbo_ [moorbo_!~moorbo@dyn-21-88.mdm.its.uni-kassel.de] has joined #linuxcnc
[20:32:12] -!- Mattx has quit [Quit: Leaving]
[20:35:24] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[20:35:46] <robinsz> dudes ...
[20:37:36] <malcom2073> Where's your car?
[20:37:54] -!- jthornton has quit [Ping timeout: 246 seconds]
[20:37:54] -!- JT-Shop has quit [Ping timeout: 246 seconds]
[20:38:14] <andypugh> Ho Robin
[20:39:07] <andypugh> robinsz: Did you watch the MotoGP?
[20:39:25] <robinsz> was it on TV?
[20:40:30] <andypugh> Yes, or available live in Argentina.
[20:40:57] <andypugh> But you need BT-sport.
[20:41:53] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[20:41:53] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[20:43:00] -!- sumpfralle has quit [Quit: Leaving.]
[20:44:52] -!- tocka has quit [Quit: tocka]
[20:45:15] -!- tocka has quit [Client Quit]
[20:46:37] -!- moorbo_ has quit [Read error: Connection reset by peer]
[20:46:38] -!- sumpfralle [sumpfralle!~lars@p5DCFD515.dip0.t-ipconnect.de] has joined #linuxcnc
[20:47:31] -!- moorbo [moorbo!~moorbo@dyn-21-88.mdm.its.uni-kassel.de] has joined #linuxcnc
[20:48:12] <robinsz> I dont have a TV :)
[20:48:47] <robinsz> tbh watching bike racign doesnt do it for me, and I'm too old to be falling off those things anymore
[20:49:00] <andypugh> It shouldn’t appear here. But it will.
https://www.dailymotion.com/CBM-RACING
[20:49:15] <robinsz> I spent the day messign with the Wayfarer, writing some code
[20:49:24] <robinsz> and re-finishign the stock on a shotgun
[20:49:46] <andypugh> Wayfarer?
[20:49:52] <robinsz> dinghy
[20:50:23] <andypugh> Ah, right. I spent the day riding back from Hay-on-Wye and getting rather cold in the process.
[20:50:43] <robinsz> it was a little chilly
[20:50:52] <robinsz> if you come past worcester ...
[20:50:59] <robinsz> you are always welcome for tea
[20:51:07] <robinsz> well, past Bewdley anyway
[20:51:33] <andypugh> I think I would have to be fairly lost to pass Worcested in the way from Hay on Wye to Essex :)
[20:51:59] <robinsz> well, yes
[20:52:14] <robinsz> you came back down the M50?
[20:52:40] <andypugh> Hmm, actually Google maps suggests going via Worcester and the M40…
[20:52:45] <robinsz> yes
[20:53:05] <robinsz> hay to New Radnor
[20:53:10] <robinsz> then A40 to Worcester
[20:53:16] <robinsz> north, turn right
[20:53:24] <andypugh> But I actually go via Ledbury, Witney, Bicester and Aylesbury to minimise M25
[20:54:03] <robinsz> well, whatever, you are always welcome should you pass this way
[20:55:19] <andypugh> Thanks.
[21:00:45] -!- sumpfralle has quit [Quit: Leaving.]
[21:08:50] -!- sumpfralle [sumpfralle!~lars@p5DCFD515.dip0.t-ipconnect.de] has joined #linuxcnc
[21:10:05] <Deejay> gn8
[21:11:24] -!- Deejay has quit [Quit: bye]
[21:16:16] <JT-Shop> I see I need to work on my post processor for G33.1... it thinks it is cycle
[21:16:39] -!- [cube] has quit [Ping timeout: 276 seconds]
[21:21:18] -!- [cube] [[cube]!~cube@bas17-ottawa23-2925021567.dsl.bell.ca] has joined #linuxcnc
[21:21:30] <Tom_itx> JT-Shop, did you get your engraving figured out?
[21:22:07] <JT-Shop> yea, lol Onshrud emailed me and said don't do it the tool will melt
[21:22:10] <Tom_itx> seems you might be having similar weather as here..
[21:22:19] <Tom_itx> hah
[21:22:26] <Tom_itx> what material?
[21:23:28] <JT-Shop> 1215
[21:24:39] <Tom_itx> is that low carbon steel?
[21:25:56] <JT-Shop> easy to machine low carbon but no added lead like the 12L15
[21:27:29] <Tom_itx> did you figure out how to run both your cnc's at once or is that still an issue for the converter?
[21:30:20] <JT-Shop> I just waited till the VMC was done then ran the lathe
[21:30:21] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[21:32:18] <CaptHindsight> JT-Shop: how is your lost wax casting coming along?
[21:32:45] -!- zeitue has quit [Ping timeout: 264 seconds]
[21:33:17] <CaptHindsight> I need to build an oven large enough for a laptop
[21:34:40] <CaptHindsight> https://medium.com/starts-with-a-bang/weekend-diversion-zooming-into-a-fractal-975c80636cf0
[21:37:15] <JT-Shop> pretty slow, I finally melted some lead the other day and kinda got familiar with the furnace
[21:37:40] <JT-Shop> need to build some tongs for the crucible so I can progress to aluminum
[21:39:56] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[21:45:21] -!- zeitue [zeitue!~z@67.221.132.111] has joined #linuxcnc
[21:46:15] <SpeedEvil> I got my block of insulant
[21:46:21] <SpeedEvil> For making a teeny kiln
[21:46:30] <SpeedEvil> http://www.ebay.co.uk/itm/CALCIUM-SILICATE-BOARD-1000C-SKAMOL-NARROWBOAT-STOVES-215x1000x65mm-Misc-/251902006236?pt=LH_DefaultDomain_3&hash=item3aa68793dc
[21:46:46] -!- chillly has quit [Quit: Ex-Chat]
[21:47:58] <SpeedEvil> I think I can do ~150mm cube or so with this. Which is a good start.
[21:49:24] <SpeedEvil> http://www.ebay.co.uk/itm/Halogen-Bulb-BLV-Licht-und-750W-Hight-lumen-output-189mm-Lighting-/371153792105?pt=LH_DefaultDomain_3&hash=item566a7d6c69 - 'element'
[21:51:23] -!- MacGalempsy has quit [Read error: Connection reset by peer]
[21:51:29] -!- moorbo has quit [Read error: Connection reset by peer]
[21:54:07] -!- moorbo [moorbo!~moorbo@dyn-21-88.mdm.its.uni-kassel.de] has joined #linuxcnc
[21:58:00] -!- moorbo has quit [Client Quit]
[22:05:44] -!- ink [ink!~ink@c-67-180-228-85.hsd1.ca.comcast.net] has joined #linuxcnc
[22:08:25] <andypugh> SpeedEvil:
http://bodgesoc.blogspot.co.uk/search/label/Tools
[22:08:38] <malcom2073> SpeedEvil: Is that enough power?
[22:09:21] <SpeedEvil> andypugh: yes - that's my second 'to be constructed' kiln.
[22:09:46] <SpeedEvil> The above mentioned one is a prototype for a rather larger glass fusing kiln eventually.
[22:10:29] <SpeedEvil> The round one is intended to be gas-tight and argon filled
[22:10:45] <SpeedEvil> well - not gas tight - but argon filled, which implies...
[22:13:11] <andypugh> I made a furnace using 4 x halogen bulbs once as an experiment when I was a metallurgiist.
[22:13:32] <andypugh> It sort-of worked except that keeping the electrical terminals cool enough was difficult.
[22:13:44] <SpeedEvil> yeah - there are special 'hot' terminal ones
[22:14:04] <SpeedEvil> But I'm assuming I'll need little sleeves over the end to the outside, and insulators over the top of them
[22:14:21] <SpeedEvil> (as I'm too cheap to buy the proper ones)
[22:15:19] <JT-Shop> now I need a way to punch a hole or 3 in some velcro strips
[22:15:34] <andypugh> JT-Shop: Build a laser head for the plasma
[22:15:34] <SpeedEvil> Heated thing
[22:15:36] <SpeedEvil> melty
[22:15:48] <pcw_home> arch punch
[22:15:59] <SpeedEvil> yeah, or that.
[22:16:10] <SpeedEvil> If you're bored, you could try the drill press
[22:16:13] <SpeedEvil> :)
[22:16:18] <andypugh> SpeedEvil: I think I would forget the halogen elements actually, and just get some nichrome wire.
[22:16:46] <SpeedEvil> andypugh: I probably agree - though someone did make a brick kiln with them
[22:17:07] <SpeedEvil> andypugh: if they can be made to work well enough, they could make a very nice compact 'turn key' kit.
[22:17:21] <JT-Shop> arch punch?
[22:17:25] <SpeedEvil> JT-Shop: paper
[22:17:34] <JT-Shop> oh
[22:17:36] <SpeedEvil> JT-Shop: For punching holes in paper to fit in a lever arch file
[22:17:54] <andypugh> You get a lot of nichrome wire for the price of a halogen bulb
[22:18:07] <JT-Shop> I have some nichrome wire
[22:18:18] <SpeedEvil> andypugh: One whole pound.
[22:18:24] <SpeedEvil> (the halogen bulbs)
[22:18:43] <SpeedEvil> I'd really like some SiC elements
[22:18:50] <SpeedEvil> But those are more annoying to source
[22:19:12] <JT-Shop> hmm I found a 13/64" punch for $8 on mcmaster
[22:19:14] <andypugh> One problem with halogen bulbs is that the way they work is the halogen gas gettering the evaoporated metal off of the cold quartz and re-depositing on the hot element. If the glass is in a hot environment then that effect is rather reduced.
[22:19:52] <SpeedEvil> andypugh: yes - however mitigated by lowering the operating power - and the fact that I pretty much don't care once they hit ~20-30 hour life.
[22:20:03] <SpeedEvil> As by that time the electricity cost dominates.
[22:21:48] * JT-Shop needs to go spatchcock the chicken
[22:22:12] <SpeedEvil> (and yes, I know that they may not even hit that) They are a self-supporting 'turn key' heating element that's cheap, heats up really fast, and is at least potentially immune to high temperatures. They've got lots of potential downsides - but the upsides make them interesting at least
[22:23:07] <SpeedEvil> And they're in the right form factor I could possibly just swap in a SiC element if I get bored with screwing around.
[22:24:01] <_methods> best way to cook a chicken fo sho
[22:25:23] <andypugh> SpeedEvil: Yes, all those reasons are why I decided to try it.
[22:26:19] <SpeedEvil> I'm planning on keeping the ends to ~150C or so.
[22:27:08] <andypugh> Well, let us know how it goes.
[22:27:15] <andypugh> (Time to sleep for me)
[22:27:22] -!- andypugh has quit [Quit: andypugh]
[22:27:27] <SpeedEvil> night
[22:33:39] <JT-Shop> yea the Spyder passenger cup holder is finally done
[22:34:08] <CaptHindsight> JT-Shop: have a link to your store?
[22:39:08] <JT-Shop> http://gnipsel.com/spyderstore
[22:42:09] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[22:42:29] <_methods> JT-Shop: did you set up the opencart store?
[22:44:02] <JT-Shop> yes
[22:45:46] <_methods> how was that?
[22:46:02] <_methods> pain in the ass?
[22:46:19] <JT-Shop> not bad really, I tried a zillion before I settled on opencart
[22:46:36] <JT-Shop> it ain't perfect for me but close enough to work
[22:46:51] <JT-Shop> the scary part is setting up paypal lol
[22:47:11] <_methods> yeah
[22:47:20] <_methods> i tried to pick one for our shop
[22:47:31] <malcom2073> opencart wasn't bad, just stay far away from zencart
[22:47:33] <_methods> we were gonna sell a few things
[22:47:36] <malcom2073> I wasted a week on that before I found opencart :/
[22:47:39] <_methods> i think i tried zencart
[22:47:48] <JT-Shop> I tried them all lol
[22:47:49] <_methods> and it was horribly painful
[22:48:10] <JT-Shop> yea zencrap sucked
[22:48:13] <malcom2073> _methods: Probably was zencart :)
[22:48:15] <_methods> the whole money thing scares the hell out of me
[22:48:20] <malcom2073> Horribly painful is exactly how I'd describe it
[22:48:28] <_methods> i'll have to try this opencart
[22:48:43] <JT-Shop> if you need help there is a forum and me
[22:48:43] <malcom2073> opencart is pretty nice
[22:48:45] <malcom2073> and easy to set up
[22:48:50] <_methods> i was just going to set up an amazon/ebay store front for the shop so i didn' have to mess with it
[22:49:46] <JT-Shop> I do most of my selling on a spyder forum
[22:50:01] <JT-Shop> what kind of stuff are you selling?
[22:50:43] <_methods> ah whatever my insane boss comes up with
[22:50:46] <_methods> grills
[22:50:48] <JT-Shop> lol
[22:50:49] <_methods> oyster cookers
[22:50:54] <_methods> oyster knives
[22:51:04] <_methods> spidermans
[22:51:06] <_methods> junk
[22:51:16] <JT-Shop> it helps to be active on a forum that likes that kind of stuff
[22:51:16] <_methods> he always has some insane plan
[22:51:24] <JT-Shop> you sell a lot more that way
[22:51:46] <_methods> the good thing is i get to do that stuff at work so whenever i want to do it myself i already did all the legwork at work hehe
[22:51:57] <JT-Shop> yep
[22:52:41] * JT-Shop heads to the cocina
[22:52:55] <JT-Shop> say goodnight Gracie
[22:53:04] -!- eventor has quit [Ping timeout: 255 seconds]
[22:59:21] -!- f1oat7 has quit [Ping timeout: 276 seconds]
[23:07:49] -!- JohnyK has quit [Ping timeout: 244 seconds]
[23:16:23] -!- FreezingCold has quit [Ping timeout: 256 seconds]
[23:36:56] -!- Servos4ever [Servos4ever!~chatzilla@173-87-48-253.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[23:46:17] -!- mhaberler [mhaberler!~mhaberler@intern-219.stiwoll.mah.priv.at] has joined #linuxcnc
[23:57:44] -!- robinsz has quit [Read error: Connection reset by peer]
[23:58:09] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}