Back
[00:03:30] -!- unfy has quit [Quit: Miranda IM! Smaller, Faster, Easier. http://miranda-im.org]
[00:06:30] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[00:08:41] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[00:10:02] -!- sumpfralle1 has quit [Ping timeout: 256 seconds]
[00:13:39] -!- sumpfralle1 [sumpfralle1!~lars@subaru.opennet-initiative.de] has joined #linuxcnc
[00:15:02] <furrywolf> well? :)
[00:15:23] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[00:18:15] <zeeshan> i had to cook dinner :)
[00:18:23] <zeeshan> but i left off at using 2 lines
[00:18:39] <zeeshan> along from 400-800 pixels in the height @ pixel 1 in width and 00-800 pixels in the height @ pixel 1600
[00:18:43] <zeeshan> and averaging out the values for it
[00:19:31] * SpeedEvil puts on Grandmaster Flash - White Lines.
[00:19:34] <zeeshan> now im trying to figure out how to shift all the numbers relative to that number
[00:19:51] <zeeshan> like i know how to find the max indentation depth now
[00:20:00] <zeeshan> cause its just this value minus the indent tip point
[00:20:08] <zeeshan> but it'd be nice to do it to the 3d graph
[00:20:31] -!- f1oat3 has quit [Ping timeout: 244 seconds]
[00:22:36] -!- moorbo has quit [Read error: Connection reset by peer]
[00:22:37] -!- moorbo_ [moorbo_!~moorbo@dyn-21-121.mdm.its.uni-kassel.de] has joined #linuxcnc
[00:25:17] <furrywolf> shift it so that value is "1" in all images
[00:25:32] <furrywolf> if the value you get is, say, .85, add .15 to every point
[00:25:58] <zeeshan> how can it be 1
[00:26:10] <zeeshan> each image has its own maximum value
[00:26:12] <zeeshan> and minimum value
[00:26:28] <zeeshan> the only way they'll all have the same reference plane is
[00:26:45] <zeeshan> if i find the image with the largest value out of all the images
[00:26:51] -!- _1SheYode [_1SheYode!~ah@bzq-79-183-58-115.red.bezeqint.net] has joined #linuxcnc
[00:26:51] <zeeshan> and consider that as my reference plane
[00:26:57] <furrywolf> find the median (or, if you insist, the mean) of your reference pixels. subtract that value from 1. add that value to every pixel.
[00:27:04] <zeeshan> im using mean
[00:27:06] <furrywolf> repeat for next image.
[00:27:06] <zeeshan> to filter out the spikes
[00:27:26] -!- moorbo_ has quit [Client Quit]
[00:27:35] <furrywolf> median and mean both filter out spikes, just differently. :)
[00:28:20] <zeeshan> before i do that..
[00:28:22] <zeeshan> check out this graph
[00:28:58] <zeeshan> http://i.imgur.com/orUIrjn.png
[00:29:16] <furrywolf> that looks much better.
[00:29:24] <zeeshan> thats taking each image's maximum value based on the line average of 2 lines
[00:29:37] <zeeshan> and subtracting it by the value @ the center of indent
[00:29:41] -!- gambakufu has quit [Ping timeout: 252 seconds]
[00:29:58] <furrywolf> how are you finding center? just the same x,y for each image?
[00:30:03] <zeeshan> no
[00:30:12] <zeeshan> i use the geometric line that you see on the physical sample
[00:30:23] <zeeshan> i draw 2 lines and find the intersection
[00:30:25] -!- Camaban has quit [Quit: Leaving]
[00:30:30] <zeeshan> this takes care of the slight image shifting
[00:30:34] <zeeshan> cause i guess my sample moved a bit
[00:30:57] * furrywolf wants to see the 3d animation now
[00:31:03] <zeeshan> lol
[00:31:18] <furrywolf> your graph is looking a lot better
[00:31:28] <furrywolf> the animation should look better too, which the top stays in place, not the bottom. :)
[00:32:43] <zeeshan> why cant i just take the max value
[00:32:53] <zeeshan> divide it by the entire depth matrix
[00:33:00] -!- anth0ny_ has quit [Quit: anth0ny_]
[00:33:01] <zeeshan> and that'll normalize it
[00:33:14] <zeeshan> the thing is, it will again, shift between image to image.
[00:33:26] <zeeshan> actually nm
[00:33:31] <furrywolf> you want to shift, not scale
[00:33:43] <furrywolf> so no dividing. only subtracting and adding.
[00:33:47] -!- anth0ny_ has quit [Client Quit]
[00:33:48] <zeeshan> okay maybe i need to talk this out
[00:34:06] <zeeshan> so i get a max value for image 1 as 137.4
[00:34:34] <furrywolf> oh, if you're working in um, then do height = height + 160 - mean
[00:34:45] <zeeshan> not lets say pixel 400,400 is 117 um
[00:34:53] <zeeshan> not = now
[00:35:40] <furrywolf> you need to pick an arbritary value to be your reference. say, 160um. or you can use 0 as the reference and have the indent be negative, which might make more sense.
[00:36:10] <furrywolf> then shift every image so your top surface is at that level. height = height + reference - mean
[00:36:23] -!- zlog has quit [Remote host closed the connection]
[00:36:27] -!- Tom_itx has quit []
[00:37:12] <zeeshan> okay that makes sense
[00:37:18] <zeeshan> im a visual person, had to draw it out :)
[00:37:25] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[00:40:32] -!- zlog [zlog!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[00:40:48] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[00:45:29] -!- swingley has quit [Ping timeout: 250 seconds]
[00:48:21] -!- luiscr has quit [Ping timeout: 264 seconds]
[00:55:08] -!- nofxx has quit [Ping timeout: 272 seconds]
[00:56:29] <zeeshan> moment of truth
[00:56:43] <zeeshan> http://i.imgur.com/uYZ3KSz.gif
[00:57:00] <zeeshan> that looks a billion times better
[00:59:48] <furrywolf> yep
[01:00:09] <zeeshan> its also not looking too good for this experiment
[01:00:27] <zeeshan> http://i.imgur.com/orUIrjn.png
[01:00:29] <zeeshan> the graph shows
[01:00:40] <zeeshan> the indent is recovering even at 10c.
[01:00:53] <furrywolf> can you paint the surface of it with matte paint, or will that mess it up? I think a lot of the noise is optical effects caused by specular reflections from the bubbles on the surface
[01:00:54] <zeeshan> i need to freeze it at a lower temp
[01:01:00] <LeelooMinai> I am playing with params for steppers. If I want to change something, say acceleration, do I have to change it in the ini file and restart whole linuxcnc or I can do it from inside the program, temporarily?
[01:01:05] <zeeshan> furrywolf: the surface is black
[01:01:22] <furrywolf> but it's shiny, no?
[01:01:26] <zeeshan> no
[01:01:31] <furrywolf> or does it just look shiny at that scale? heh
[01:01:35] <zeeshan> https://www.youtube.com/watch?v=R0fMyUXDMV0
[01:01:40] <zeeshan> ignore the change if you want
[01:01:42] <zeeshan> but thats what it looks like
[01:02:07] <zeeshan> LeelooMinai: you can do it from inside the program
[01:02:23] <LeelooMinai> I found "reload" - will it reload the ini?
[01:02:46] <zeeshan> no
[01:02:48] <zeeshan> that reloads the g-code
[01:02:51] <zeeshan> _pretty_ sure
[01:03:04] <LeelooMinai> Meh, ok, so how do I change, say, acceleration?
[01:03:10] <furrywolf> can you fit a peltier element in the microscope?
[01:03:36] <zeeshan> furrywolf: yes
[01:03:51] <Jymmm> why?
[01:03:53] <zeeshan> i have the sample mounted a 1.25" thick aluminum block
[01:03:59] <zeeshan> i was thinking of drilling holes in it
[01:04:02] <zeeshan> and circulating a fluid
[01:04:06] <zeeshan> but they'll get pissed about that
[01:04:13] <zeeshan> peltier makes more sense.
[01:04:22] <zeeshan> theres no chance of me spilling fluid on the scope. and ill insulate it
[01:04:45] <LeelooMinai> "-- Where is our $100k scope?! -- Mmm... In the fridge... why?"
[01:04:46] <furrywolf> yes, spilling liquid in their $100k microscope might annoy them slightly. :)
[01:05:00] <zeeshan> id prolly get murdered
[01:05:03] <zeeshan> cause its their new purchase
[01:05:10] <zeeshan> they have plenty of 1290312098213 $ equipment
[01:05:15] <zeeshan> that no one uses and no one cares about anymore
[01:05:31] <zeeshan> but since this is the new thing, everyone seems to be using it
[01:05:55] <LeelooMinai> They will get bored after a while probably:)
[01:06:00] <zeeshan> yea lol
[01:06:39] <LeelooMinai> But for now they need to make a 3D image of a housefly to show to friends on Facebook:)
[01:06:56] <zeeshan> i hate using this scope to be honest
[01:06:58] <furrywolf> even a $10 ebay peltier will get nice and cold... last time I played with one, it'd build up a 1/4" thick ice layer from the air.
[01:07:12] <zeeshan> its right next to a room with an x-ray tomograph
[01:07:22] <zeeshan> i feel like ill die from cancer when im there
[01:07:37] <furrywolf> have the people in the room with the x-ray tomograph died yet?
[01:07:43] <zeeshan> probably
[01:07:46] <furrywolf> lol
[01:07:52] <zeeshan> that room has a massive radiation sign on it
[01:07:58] <zeeshan> and no entry allowed without dosimeter
[01:08:16] <zeeshan> it apparent shoots 1000x more xrays than a conventional dental x-ray
[01:08:19] <zeeshan> or more.
[01:08:23] <zeeshan> i dont know, or want to know :/
[01:09:04] <LeelooMinai> ok, got so far:
http://i.imgur.com/vkTvHkJ.png
[01:09:06] <furrywolf> so, since you're plotting depth vs temperature, do you think it holds its shape for an indefinitely time period below a certain temperature?
[01:09:06] <furrywolf> indefinite
[01:09:14] <LeelooMinai> Now what? Do I do some setp command?
[01:09:21] <zeeshan> furrywolf: yes
[01:09:27] <zeeshan> thats the hypothesis
[01:09:33] <zeeshan> and thats what smp usually do
[01:09:51] <zeeshan> LeelooMinai: thats not the only parameter you should be changing
[01:09:53] <zeeshan> there is another one
[01:09:59] <zeeshan> i cant recall it right now :/
[01:10:16] <furrywolf> so you want your data to be """""\, not \? :P
[01:10:26] <andypugh> zeeshan: I spent ages reverse-engineering the files from a scanning laser vibrometer.
[01:10:31] <LeelooMinai> Hmm... I guess I will just change ini and resteart
[01:10:49] -!- skunkworks has quit [Ping timeout: 256 seconds]
[01:10:55] <XXCoder1> wow
[01:10:59] <XXCoder1> irc stayed on whole time
[01:11:00] <XXCoder1> heys
[01:11:05] <zeeshan> furrywolf: should like this:
http://appliedmechanics.asmedigitalcollection.asme.org/data/Journals/JAMCAV/927665/jam_081_04_041003_f005.png
[01:11:13] <andypugh> Imagine my disgust to find that they were actually throwing away the imaginary part of the FFT. Which was basically the bit I needed for the phase innformation.
[01:11:27] <furrywolf> andypugh: I figured out enough parts of his files to make it work... there's tons of fields I don't know what they do, but I found the depth info and scale information.
[01:11:29] <zeeshan> andypugh: hahah
[01:11:35] <furrywolf> lol
[01:12:12] <zeeshan> i seriously dont know
[01:12:15] <zeeshan> why my graph is fucking linear
[01:12:23] <zeeshan> pardon the french
[01:12:35] <XXCoder1> yopu sure its french lol
[01:12:41] <zeeshan> i think i might know why.
[01:12:42] <furrywolf> becuase your material doesn't hold its shape at the temperature you have?
[01:13:04] <furrywolf> could it be it insulates well enough that the top layer has reached room temp regardless of how cold you have the bottom layer?
[01:13:12] <LeelooMinai> Now, I need to figure out some better params for my stepper, but not sure what is sane. Max acceleraton 2 ... I think it's 2 mm/s^s - that is probably too low, right?
[01:13:16] <zeeshan> see usually these guys do this:
[01:13:26] <LeelooMinai> s^2*
[01:13:43] <furrywolf> the microscope looks like it has a pretty bright light, which might also warm up the top layer prematurely.
[01:13:45] <zeeshan> they start the test at a high temp, (indent) -> then freeze the sample, then they bring it back up to a fixed temp
[01:13:58] <zeeshan> http://www.mdpi.com/polymers/polymers-06-01144/article_deploy/html/images/polymers-06-01144-g001-1024.png
[01:14:03] <zeeshan> so they get a graph like step 2
[01:14:09] <zeeshan> er
[01:14:11] <zeeshan> thats a crap one.
[01:14:22] <andypugh> LeelooMinai: 2mm/s/s would be the slowest I have ever seen.
[01:14:36] <zeeshan> LeelooMinai: whats your base units?
[01:14:38] <furrywolf> lol
[01:14:46] <LeelooMinai> Ok, so what is normal, for, what do I have, I think 450 or something oz steppers
[01:14:47] <LeelooMinai> mm
[01:14:59] <andypugh> LeelooMinai: 2000mm/s/s wouldn’t surprise me, I think I run 500.
[01:15:00] <furrywolf> if other people have already done this, why are you doing it? what new property/material/method are you investigating?
[01:15:16] <LeelooMinai> LINEAR_UNITS = mm
[01:15:30] <zeeshan> furrywolf: cause every _smart_ person told me
[01:15:38] <zeeshan> that shape memory effect will not happen in laminate form
[01:15:44] <zeeshan> and i can understand why they were thinking that way.
[01:15:52] <LeelooMinai> andypugh: What do you have for default and max velocities?
[01:15:52] <zeeshan> this film is glued to a metal.
[01:16:05] <furrywolf> so they told you it wouldn't happen, and now your data shows it not happening?
[01:16:09] <zeeshan> if the metal deforms, and the smp is glued to it -- how can it possibly recover yea ?
[01:16:19] -!- sector_0 [sector_0!~secotr_3@207.191.240.210] has joined #linuxcnc
[01:16:31] <sector_0> can linuxcnc control a scara robot?
[01:16:36] <zeeshan> no my dad from a long time ago qualitatively showed that it does recover
[01:16:38] <andypugh> LeelooMinai: I can’t recall. But 2 for accel is super-low
[01:16:39] <zeeshan> when when stuck to metal.
[01:16:46] <_methods> sector_0: yes
[01:16:59] <zeeshan> dad = data
[01:17:07] <furrywolf> is the metal thin enough you're deforming it during the test, or just the polymer?
[01:17:11] <_methods> https://www.youtube.com/watch?v=Zl2NUDJL5Uk
[01:17:14] <_methods> scara on emc
[01:17:19] <_methods> emc/linuxcnc
[01:17:25] <zeeshan> furrywolf: yea its sheet metal
[01:17:26] <zeeshan> stainless
[01:17:37] <zeeshan> i have one video from the old scope
[01:17:45] <zeeshan> where you can see that i've literally damaged the stainless.
[01:17:46] <sector_0> _methods, so it does all the inverse kinematics computation?
[01:17:54] <zeeshan> and after a couple seconds the smp film creeply covers the entire surface
[01:17:54] <_methods> yes
[01:17:55] <zeeshan> lol
[01:17:55] <furrywolf> so you're only changing the polymer... so being constrained by the metal backing with alter some of its properties, but it should still show the same effects.
[01:17:57] <zeeshan> and heals.
[01:17:59] <_methods> scarakins
[01:18:07] <zeeshan> no im changing both.
[01:18:20] <_methods> https://code.google.com/p/emc2-lab/source/browse/Linuxcnc%20Study/EMC%20source%20study/src/emc/kinematics/scarakins.c?r=4
[01:18:29] <_methods> better get it before google code is gone lol
[01:18:34] <zeeshan> have you seen an indent in metal?
[01:18:56] <furrywolf> I guess I was assuming this was a soft, rubbery material, not something you could indent metal through.
[01:19:27] <zeeshan> http://upload.wikimedia.org/wikipedia/commons/d/db/Case_hardened_steel-vickers_hardness_test.png
[01:20:11] <zeeshan> i literally saw that in the metal
[01:20:15] <zeeshan> get covered by the polymer
[01:20:25] <furrywolf> so you have a thin layer of polymer over a thin layer of metal, you're indenting both, then seeing if the polymer will keep the metal from returning to shape?
[01:20:29] <andypugh> _methods: I thought at first it was a LiunuxCNC-controlled crystal-meth plant :-)
[01:20:47] <zeeshan> you mean the metal will keep the polymer from returning to its shape
[01:20:47] <zeeshan> yea
[01:20:48] <XXCoder1> linuxcnc can run any gcode
[01:21:13] <_methods> andypugh: lol
[01:21:17] <furrywolf> so you're indenting hard enough to plastic deform the metal?
[01:21:18] <_methods> it does look that way heheh
[01:21:24] <zeeshan> yea
[01:22:21] <LeelooMinai> Ok, that's better...
[01:22:36] <zeeshan> im uploading the video
[01:22:41] <zeeshan> i found it interesting :)
[01:22:45] <andypugh> Right, goodnight chaps
[01:22:49] <zeeshan> gnite!
[01:22:50] -!- andypugh has quit [Quit: andypugh]
[01:23:06] <furrywolf> so in order to return to shape, the polymer is having to pull more material in from nearby areas, filling the depression in the metal? or is it delaminating?
[01:23:31] <zeeshan> i suspect delaminating
[01:23:52] <zeeshan> localize delamination
[01:24:08] <zeeshan> https://www.youtube.com/watch?v=MFG4N4Zzs7w&feature=youtu.be
[01:24:10] -!- Loetmichel [Loetmichel!~cylly@p54B10CAD.dip0.t-ipconnect.de] has joined #linuxcnc
[01:24:15] <zeeshan> at 0:09 if you freeze it
[01:24:20] <furrywolf> that's easy enough to check. measure the force needed to re-indent. if it's near 0, you're just squishing a bubble.
[01:24:21] <zeeshan> you'll see the distinct indent in metal
[01:25:56] -!- Loetmichel2 has quit [Ping timeout: 246 seconds]
[01:26:43] <furrywolf> in that test the indenter cut cleanly through the polymer, then the polymer returned to its original shape even though it had a hole in it
[01:27:06] -!- FreezingCold has quit [Ping timeout: 256 seconds]
[01:27:18] <LeelooMinai> What are ini values in the [TRAJ] section? Are they for the movement in 3D space or something?
[01:27:31] <furrywolf> your current test doesn't look like it did that, since you can see the bubble shapes even in the indentation, flattened...
[01:29:37] <zeeshan> that last video i identented with like 20kg force
[01:29:46] <zeeshan> the 3d scope data is for a 8.2kg indent
[01:30:00] <zeeshan> right now im trying to only figure out if i can freeze the sample
[01:30:06] <zeeshan> cause if i cant, then this isn't going to work.
[01:30:17] <zeeshan> unleess i come up with a jig to indent right on the scope
[01:30:24] <zeeshan> and have it magically focused
[01:31:13] -!- per_sonne has quit [Ping timeout: 256 seconds]
[01:31:47] <zeeshan> would make a nice protective film for cars :)
[01:36:01] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[01:36:39] <furrywolf> heh
[01:37:10] <furrywolf> if it sucks in material from surrounding areas, it'd be great for cars. if it delaminates or tears... not so much.
[01:38:41] <zeeshan> either way
[01:38:47] <zeeshan> its covering the issue
[01:38:50] <zeeshan> a lot better than paint
[01:39:16] -!- nofxx [nofxx!~nofxx@177.106.46.58] has joined #linuxcnc
[01:39:16] -!- nofxx has quit [Changing host]
[01:39:16] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[01:40:12] <furrywolf> tearing then covering up the tear with a tiny slit is worse than paint, because it traps moisture
[01:41:22] -!- sumpfralle1 has quit [Ping timeout: 255 seconds]
[01:41:41] <zeeshan> well exposed metal directly
[01:41:43] <zeeshan> isn't good :P
[01:42:05] <zeeshan> im thinking for trim this is ok
[01:42:11] <XXCoder1> yeah water pimple = metal cancer later
[01:42:13] <zeeshan> not for a major body panel
[01:42:45] <zeeshan> and you can see in the scope data
[01:42:53] <zeeshan> er optical video that it pretty much closes up al lthe way :p
[01:43:10] <furrywolf> make the whole car out of shape memory polymer. crash it, drag it into the sun, it squishes back into shape. :P
[01:43:11] <zeeshan> ive tried to lift it up
[01:43:17] <zeeshan> but it doesnt lift up, so its still stuck
[01:43:23] <zeeshan> rofl
[01:44:40] <XXCoder1> better word would be sun ate the car :P
[01:45:13] <zeeshan> "today the car looks like lambo"
[01:45:15] <zeeshan> "sun hits car"
[01:45:20] <zeeshan> "looks like a toyota tercel"
[01:46:19] -!- swingley has quit [Ping timeout: 252 seconds]
[01:47:40] <zeeshan> i wonder where pete is these days
[01:50:53] <zeeshan> http://www.ebay.com/itm/Nice-Lot-Of-12-2MT-Split-Sleeve-Tap-Drivers-Holders-Scully-Jones-See-Sizes-/161641491789?pt=LH_DefaultDomain_0&hash=item25a2956d4d
[01:50:54] <zeeshan> i dont get these
[01:50:59] <zeeshan> yea it holds the tap securely
[01:51:04] <zeeshan> but what holds the mt2 securely? :p
[01:51:50] <furrywolf> friction?
[01:52:53] <zeeshan> i feel like they'll spin
[01:54:12] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[01:54:57] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[01:55:29] <malcom2073> That looks like the kind of taper my tail stock has
[02:05:39] <LeelooMinai> Ok, how do you take out a collet from er11 nut? :)
[02:05:57] <zeeshan> push it at an angle
[02:05:59] <LeelooMinai> Is there some tool for this?
[02:06:10] <zeeshan> with your thumbs
[02:06:22] <LeelooMinai> O, ok, lol it's out
[02:06:50] <LeelooMinai> How about putting a new one in...
[02:06:57] <zeeshan> straight down
[02:07:01] <zeeshan> youll hear it click
[02:07:05] <zeeshan> and you wont be able to pull it out
[02:07:27] <LeelooMinai> ever?> :p
[02:07:34] <zeeshan> haha
[02:07:39] <zeeshan> well itll come out with enough force
[02:07:42] <zeeshan> but it should take a lot
[02:07:53] <zeeshan> like you know its secure
[02:07:57] <zeeshan> once you cant pull it out
[02:08:01] <zeeshan> and you can spin it inside the collet nut
[02:08:51] <LeelooMinai> I want to attach a dial indicator to the spindle
[02:09:09] <LeelooMinai> I think I will need to MacGyver something for that
[02:09:12] <XXCoder1> you dont have removable chuck
[02:09:14] <zeeshan> hey america
[02:09:14] <XXCoder1> ?
[02:09:15] <zeeshan> http://www.ebay.com/itm/LOT-OF-3-BT-40-END-MILL-HOLDERS-3-4-1-1-4-CARBOLOY-N-CTOOL-/351347991981?pt=LH_DefaultDomain_0&hash=item51cdf8e5ad
[02:09:20] <zeeshan> how much is shipping for you guys?
[02:09:28] <XXCoder1> $13
[02:09:33] <zeeshan> wtf
[02:09:38] <zeeshan> why does it show me $104..
[02:09:38] <zeeshan> :(
[02:09:46] <XXCoder1> canada hater?
[02:09:49] <zeeshan> likely
[02:09:52] <LeelooMinai> XXCoder1: Those small ac spindles like I have just have a nut you screw to hold er collet
[02:10:07] <zeeshan> LeelooMinai: you got a working router
[02:10:07] <XXCoder1> oh smaller ones
[02:10:10] <zeeshan> make something!
[02:10:22] <XXCoder1> wouldnt kathe be better? heh
[02:10:32] <zeeshan> gotta make use of what you have
[02:10:43] <zeeshan> dude one cool thing i saw, not necessarily safe
[02:10:48] <zeeshan> was someone had their work piece in a drill chuck
[02:10:58] <zeeshan> and were filiing it = )
[02:11:00] <zeeshan> to size haha
[02:11:10] <zeeshan> (on a drill press)
[02:11:11] <LeelooMinai> Ghetto lathe? :)
[02:11:17] <XXCoder1> heh other menioned using lathe tooling on table and spinning stock on chuck
[02:11:24] <XXCoder1> cnc operated even
[02:11:31] <zeeshan> yea LeelooMinai can prolly do that
[02:11:35] <zeeshan> on her router, its strong enough :)
[02:11:48] <zeeshan> and safely, cause the chuck wont pull out
[02:11:57] <zeeshan> er i mean collet
[02:12:05] <LeelooMinai> Wait, I don't really need to make anything - I will just put a center punch into the collet and fix a dial to that
[02:12:25] <LeelooMinai> I just want to measure the flatness of the table
[02:12:33] <XXCoder1> not bad idea
[02:12:41] <XXCoder1> you got magnetic base dial holder?
[02:12:50] <zeeshan> all her machine is aluminum
[02:12:54] <zeeshan> wher would you stick it! :)
[02:12:54] <XXCoder1> you can always add screw hole into bottom and screw arm into it
[02:12:59] <LeelooMinai> Yes, but, well, it doesn't work well on alu:)
[02:13:06] <XXCoder1> zeeshan: hold your horses till Im done lol
[02:13:09] -!- nofxx has quit [Ping timeout: 245 seconds]
[02:13:37] <LeelooMinai> Yes, I considered making a hole, but, e, would have to disassemble everything and the spindle mout is in the way anyways
[02:15:06] <XXCoder1> oh well
[02:15:12] <XXCoder1> screw steel plate into it lol
[02:15:21] <XXCoder1> or glue lol
[02:15:23] <zeeshan> LeelooMinai: what kind of indicator do you have?
[02:15:28] <XXCoder1> seriously dunno
[02:15:35] <zeeshan> cant you just shove it right into the spindle?
[02:15:48] <LeelooMinai> I have one normal, and one digital 0,001mm both from Shahe
[02:16:00] <zeeshan> http://store.greatgages.com/catalog/1411F.jpg
[02:16:10] <XXCoder1> only has one normal one here
[02:16:13] <zeeshan> just hold it from the top portion ?
[02:16:14] <XXCoder1> good enough really
[02:16:19] <zeeshan> or does that move on yours
[02:16:19] <LeelooMinai> No, because they have 8mm diameter on the top and I have er11 collet onlt
[02:16:32] <zeeshan> ah okay
[02:16:34] <XXCoder1> zeeshan: usually it would stick out as probe is pressed
[02:16:41] <zeeshan> a bunch of mine dont
[02:16:43] <zeeshan> they're protected
[02:16:46] <XXCoder1> mine does
[02:16:49] <zeeshan> only the chicom one does that
[02:16:50] <zeeshan> :P
[02:16:51] <XXCoder1> cheapass one
[02:17:04] <LeelooMinai> Well, that digital one in theory would work if I had bigger collet - it has outside non-movable part.
[02:17:06] <zeeshan> http://www.harborfreight.com/media/catalog/product/cache/1/image/9df78eab33525d08d6e5fb8d27136e95/i/m/image_18512.jpg
[02:17:09] <zeeshan> that style will move yea
[02:17:27] <XXCoder1> would other kind of dial indictor work?
[02:17:33] <zeeshan> actually my starret one does it too
[02:17:34] <XXCoder1> the small dial type
[02:17:47] <XXCoder1> needle moves and it shows how much
[02:18:05] <zeeshan> LeelooMinai: c-clamp it
[02:18:06] <zeeshan> :)
[02:18:11] <LeelooMinai> I have similar one to this:
http://www.aliexpress.com/item/Good-Quality-High-Accuracy-Electronic-Digital-Micron-Indicator-0-001mm-5310-10/963668366.html
[02:18:28] <XXCoder1> "aliexpress" "quality"
[02:18:42] <XXCoder1> but yeah that ones probably better than my $25 one lol
[02:19:07] <LeelooMinai> E, aliexpress, it's the brand that matters. Not that this is some super brand, but they seem to make some nice equipment - I don't think they are bad.
[02:19:15] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[02:19:24] <zeeshan> how can you tell
[02:19:37] <LeelooMinai> Also, it has a port for output and I found a cheap cable to interface to it.
[02:19:52] <zeeshan> i really want to know what makes you say they are not bad :)
[02:20:00] <LeelooMinai> zeeshan: I looked what they make - they seem a big range of things
[02:20:08] <XXCoder1> nice
[02:20:28] <zeeshan> that can also be no good either though
[02:20:38] <zeeshan> you should compare it over it's range vs a proper one
[02:20:43] <zeeshan> and youll see why theyre not as good
[02:20:55] <zeeshan> the digital ones i havent tried, but the analog ones have an error of about 0.006" over the 1"
[02:21:16] <zeeshan> or if you have gauge blocks you can compare on a surface plate
[02:21:55] <zeeshan> if it works good, tell me, cause i'd like to buy some too :)
[02:22:22] <LeelooMinai> Well, you know, if a company makes a big range of product and some are expensive and targeted at "professionals" that's some indicator (:). I wil rather buy from such company than some shady one that sells one indicator for $5 and it looks like from Toys'R'Us:)
[02:22:35] <zeeshan> haha
[02:22:55] -!- luiscr [luiscr!~luiscr@189.248.167.248] has joined #linuxcnc
[02:22:55] -!- tjtr33 [tjtr33!~tjtr33@d47-69-239-176.try.wideopenwest.com] has joined #linuxcnc
[02:23:01] <zeeshan> LeelooMinai: does it take about a month to get stuff from china?
[02:23:08] <zeeshan> to your place
[02:23:16] <LeelooMinai> Yes, about.
[02:24:14] -!- luiscr has quit [Client Quit]
[02:25:04] -!- sumpfralle has quit [Ping timeout: 272 seconds]
[02:25:28] <zeeshan> like when it says:
[02:25:29] <zeeshan> 2015-03-19 12:22
[02:25:33] <zeeshan> CNHGHA,China, International item has left originating country and is en route to Canada
[02:25:43] <zeeshan> roughly how long after that did you get your pkg?
[02:25:58] -!- fablab has quit [Ping timeout: 265 seconds]
[02:26:15] <LeelooMinai> E, I don't really track those that much - I just forget about them and one day they arrive:)
[02:26:21] <zeeshan> haha
[02:26:40] <zeeshan> i ordered some leds
[02:26:42] <tjtr33> measuring from spindle to table surface will measure parallelism of x or y rails to table surface.
[02:26:42] <zeeshan> and tool holders
[02:26:55] <tjtr33> to measure flatness, you place a 123 block on the surface in question, and another 123 with an indicator on top.
[02:27:01] <tjtr33> you measure the surface of 2nd 123 block from the 1st.
[02:27:02] <tjtr33> as you slide them around surface, that is measuring flatness.
[02:28:07] <LeelooMinai> I have extrusions on a table - I don't think I should obsess about flatness for now:)
[02:36:26] <LeelooMinai> Ok, I have it attached, but now I see why I would that jog thingy
[02:36:32] <LeelooMinai> I would want*
[02:36:56] -!- mozmck has quit [Quit: Leaving.]
[02:38:49] -!- fablab [fablab!~fablab@2001:a60:1367:8101:b1b9:bc40:41f7:2d0f] has joined #linuxcnc
[02:39:29] <LeelooMinai> When I type something like G0Z10X42.1 it will interpolate the path to go there and move in both axis at once?
[02:40:00] <LeelooMinai> I wonder if I will brake my indicator in this session
[02:40:48] <rob_h> yes anything on one line is all interpolated as one move
[02:41:08] <LeelooMinai> Can I in one line move z then X (in sequence)?
[02:41:22] <rob_h> u have to put on a new line
[02:41:49] <LeelooMinai> Hmm... in that MDI command, cannot I put some newline sequence? like \n?
[02:42:09] <rob_h> i dont know what you are doing fully sorry iv not read all the way backup
[02:42:29] <LeelooMinai> Or maybe I should do it differently - edit some external file instead when playing?
[02:42:40] <renesis> leeloominai: what do you mean in sequence?
[02:42:45] <renesis> you put it in two lines
[02:42:57] <LeelooMinai> I mean first the z move then when it finishes the x move - no inerpolation
[02:43:11] <renesis> you put it in two lines
[02:43:35] <renesis> G0 Z10
[02:43:35] <renesis> X42.1
[02:43:46] <LeelooMinai> I thought maybe G0 Z10 X42.1 instead of gluing them together, but it doesn't matter, does it?
[02:43:48] <renesis> that does it in series instead of in parallel
[02:44:12] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[02:44:12] <renesis> no it doesnt even know what a space is it just tosses them all
[02:44:13] <LeelooMinai> Ok, so I guess that MDI command box is too limited for that
[02:44:25] <renesis> mdi command box is manual gcode
[02:44:29] <renesis> you do it in two lines
[02:44:38] <LeelooMinai> Right
[02:44:44] <LeelooMinai> But then I have to wait
[02:44:46] <rob_h> yes G code u can type with space or not space. it does not care
[02:44:46] <renesis> type fast
[02:45:10] <renesis> just write the code and run it
[02:45:13] <rob_h> if something you do alot, you can make MDI buttons in a pannel i think but i have not done it
[02:45:19] <renesis> without a safety block it wont change any modal settings
[02:45:22] <renesis> its the same as MDI
[02:45:26] <LeelooMinai> I think I will just edit external file and reload it
[02:46:13] <renesis> you can keep a text editor open and keep saving and reloading without killing the text editor
[02:46:24] <LeelooMinai> Right
[02:46:32] <LeelooMinai> DO I have to put some magic codes at the beginning?
[02:46:40] <renesis> no you probably dont want to
[02:46:42] <LeelooMinai> I know G91 switches to relative and that's all
[02:46:49] <renesis> if its already doing what you want
[02:47:05] <renesis> a lot of the stuff in safety blocks are modal commands, sticky
[02:47:13] -!- swingley has quit [Ping timeout: 264 seconds]
[02:47:27] <renesis> so if you dont put them in your code theyll stay as whatever you ran last or what was loaded in the machine at startup
[02:48:21] <renesis> typically i setup inch, absolute, xy plane, cancel cutter comp, cancel canned cycles, i think theres a couple more i usually do
[02:48:47] <renesis> g54 to set workspace is usually a good idea
[02:48:55] <rob_h> prob G5x offset
[02:48:57] <rob_h> lol beat me to it
[02:49:04] <renesis> but chances are the defauls or last run was sane so you can just run code without worrying about it
[02:49:21] <LeelooMinai> It complains about some % missing
[02:49:38] <renesis> program end
[02:49:59] <renesis> or maybe the start label but i think it wants an M code or % for program end
[02:50:01] <LeelooMinai> Well, now I put % at the end and "bad character used"
[02:50:16] <rob_h> need one at start too if % used i think
[02:50:49] <renesis> just try putting m30 at the end
[02:50:50] <rob_h> M2 or M30 is program end
[02:50:57] <renesis> m30 rewinds
[02:51:13] <renesis> either works, i dont think i ever use %
[02:51:20] <LeelooMinai> I put % at both start and end and seems working - I guess maybe I should read some manual or something
[02:51:31] <rob_h> http://linuxcnc.org/docs/html/gcode/m-code.html#sec:M2-M30
[02:51:42] <renesis> yeah linuxcnc gcode reference is good stuff
[02:52:03] <rob_h> off now, good luck, bye
[02:52:42] <tjtr33> http://linuxcnc.org/docs/html/gcode/overview.html and look at the many supplied nc files
[02:53:05] <LeelooMinai> ok, thx
[02:54:35] <LeelooMinai> Can I use expressions like G0X(2.54*2)?
[02:54:48] <renesis> maybe
[02:55:08] <renesis> i dont think its standard RS274, but linuxcnc can do something like that
[02:55:18] <LeelooMinai> THere's some [] in the docs
[02:55:19] <renesis> with variables too, but i dont remember the syntax
[02:56:01] -!- veek [veek!~veek@unaffiliated/veek] has joined #linuxcnc
[02:56:03] <renesis> leeloominai: i think () and [] did different things
[02:56:05] <LeelooMinai> GZ[2*5] worked - neat
[02:56:14] <LeelooMinai> G0Z
[02:56:30] <LeelooMinai> [] is for expressions according to that page
[02:56:31] <renesis> so i dont want to say that will work but linuxcnc can do variables and inline equations
[02:56:43] <renesis> yeah i think () might be variables
[02:57:01] <renesis> or comments
[02:57:23] -!- rob_h has quit [Ping timeout: 265 seconds]
[02:57:31] <LeelooMinai> Parameters is #<> or #()
[02:57:41] <LeelooMinai> #<>
[02:57:54] <renesis> i think you can name them now
[02:58:11] <LeelooMinai> Yes, name inside <>
[02:58:11] <renesis> when i was playing with it, long time ago, they were numbered, got confusing
[02:58:28] <LeelooMinai> Ok, so I guess people do not often do the code by hand anyways?
[02:58:46] <LeelooMinai> It is generated by some tools?
[02:59:07] <renesis> most stuff is CAM program generated
[02:59:10] <RyanS> hydraulic oil in a lathe headstock?! is the machinery dealer making a dumb recommendation?
[02:59:18] <renesis> they usually produce incredible simple, unoptomized code
[02:59:23] <tjtr33> you cannot copy and paste from the AXIS MDI History box, thats not nice. it'd be a way to build a program interactively.
[02:59:26] <renesis> its literally connect the dots, some wont even use arcs
[02:59:45] <renesis> tjtr33: i thought you could
[02:59:47] <LeelooMinai> Hmm, so is there something I should learn? Some free software that will generate g-code?
[02:59:48] -!- furrywolf has quit [Ping timeout: 265 seconds]
[02:59:55] <renesis> or maybe its double click to reload
[02:59:55] <tjtr33> renesis, try yours, mine didnt
[03:00:12] <renesis> right im thinking im remembering double clicking runs the code again
[03:00:45] <renesis> leeloominai: welcome to the biggest challenge of being a home cnc machinist
[03:01:02] <LeelooMinai> Which is? :)
[03:01:02] <tjtr33> remembering?
[03:01:06] <renesis> free and good cam do not usually go together
[03:01:24] <LeelooMinai> Wonderful
[03:01:29] <renesis> yeah i just got home after driving 10 hours i dont want to get up and wake up cnc pc
[03:01:33] <XXCoder1> LeelooMinai: figure how to use indictor?
[03:01:39] <renesis> i dont want to do anything until pizza happens
[03:01:47] <XXCoder1> pizza happens lol
[03:01:50] <LeelooMinai> XXCoder1: It's attached to the spindle, yes
[03:02:01] <XXCoder1> nice hows you do it
[03:02:01] <renesis> leeloominai: you should learn gcode anyway, because sometimes you have to edit gcode to get it to run on your machine
[03:02:13] <XXCoder1> LeelooMinai: I can asset to this - learn gcode
[03:02:15] <LeelooMinai> Now I try to write g-code for the first time and in the process not to destroy my indicator too
[03:02:17] <renesis> or sometimes its easier to find and replace ina text editor versus doing the whole thing over in cam
[03:02:32] <XXCoder1> I saw program called cnc predator
[03:02:35] <XXCoder1> seems ok
[03:02:52] <renesis> theres lots of tools that can generate simple gcode paths
[03:02:54] <LeelooMinai> I am a programmer, so that's not a problem, but I can imagine doing this by hand for, say, routing pcb would be a madness.
[03:03:06] <XXCoder1> lol I bet yes
[03:03:11] <renesis> if you use eagle you can just draw on the edge route layer and use pcb-gcode
[03:03:16] <XXCoder1> yeah its like basic or asm, basic stuff
[03:03:36] <renesis> for routing a pcb use eagle and pcbgcode.ulp
[03:03:43] <LeelooMinai> Are there some, hmm, "high level" g-code compilers? :)
[03:03:57] <renesis> and yeah its simpler than basic
[03:04:20] <renesis> leeloominai: mastercam, hsmworks, fusion360
[03:04:21] <XXCoder1> https://i.chzbgr.com/maxW500/7168737024/h532F18AE/ lol
[03:04:37] <XXCoder1> so far, no good free cam
[03:04:53] <XXCoder1> solvespace seems decent but 2d only and I havent tested
[03:04:54] <LeelooMinai> That's a big Queen
[03:05:08] <XXCoder1> giant queen
[03:05:23] <XXCoder1> so that's where harold come from
[03:06:00] <LeelooMinai> XXCoder1: "SOLVESPACE -- parametric 2d/3d CAD"
[03:06:12] <LeelooMinai> Maybe they added 3D
[03:06:13] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[03:06:15] <XXCoder1> lee it exports nc files too but only for 2d
[03:06:56] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[03:07:35] <LeelooMinai> http://solvespace.com/linkage.pl lol, looks like some crazy nerd stuff
[03:07:39] <tjtr33> if its really a compiler :
http://www.vagrearg.org/content/gcmc-intro if its just cam, see above
[03:07:57] <ssi> linkages are awesome
[03:08:30] <XXCoder1> LeelooMinai: I still cant do that tut
[03:08:31] <LeelooMinai> I just did something similar today in software called SAM:
http://i.imgur.com/GjJHuXj.png
[03:08:43] <LeelooMinai> To simulate my cnc cover
[03:09:02] <LeelooMinai> It can simulate motion of connected beams, pulleys, etc.
[03:09:29] <XXCoder1> I tried drawing that dimensioned drawing but error
[03:09:31] <LeelooMinai> It animates and graphs anyghing, can apply forces, and calculated then, etc.
[03:10:24] <LeelooMinai> examples.pl ... damn, what did they write that site in perl? :)
[03:10:33] -!- ve7it has quit [Read error: Connection reset by peer]
[03:10:45] <XXCoder1> dunno
[03:10:52] <XXCoder1> but software is pretty good
[03:10:54] <LeelooMinai> Is that solvespace thing free?
[03:10:58] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[03:10:58] <XXCoder1> it is
[03:11:11] <XXCoder1> windows works great, linux I heard compile issues
[03:11:50] <tjtr33> runs fine here on 10.04
[03:14:26] <XXCoder1> thats good
[03:14:32] <XXCoder1> I hope it will; have 3d evenually
[03:15:25] <LeelooMinai> Hmm, I need a camera now:/
[03:15:37] <LeelooMinai> My cnc is too far from the pc-command-center
[03:15:57] <XXCoder1> remote screen keyboarf and mouse?
[03:16:10] <LeelooMinai> Mp, just camera so I can see the table
[03:16:20] <LeelooMinai> Already is already remote
[03:16:25] <LeelooMinai> All is already*
[03:16:37] <XXCoder1> lol ok
[03:17:38] <tjtr33> XXCoder1, ?? solvespace 3D ?
http://ibin.co/1vlhyLtSUwrv
[03:17:51] <XXCoder1> tjtr33: NC export in 3d
[03:18:11] <tjtr33> you mean CAM? no got
[03:18:22] <XXCoder1> it has cam, but only for 2d
[03:20:35] -!- per_sonne has quit [Ping timeout: 256 seconds]
[03:26:02] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[03:31:10] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[03:33:32] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[03:33:45] <LeelooMinai> Hmm, not bad - the frame is not even tightened with screws and adjusted at all and the table on x is 0.1mm off on one end only
[03:34:44] -!- AR_ has quit [Ping timeout: 272 seconds]
[03:35:06] <LeelooMinai> I will need some strategy for setting all the pieces into the right place before tightening all those screws though
[03:39:23] -!- syyl_ [syyl_!~sg@p579CE61F.dip0.t-ipconnect.de] has joined #linuxcnc
[03:41:15] -!- zeitue [zeitue!~z@67.221.132.34] has joined #linuxcnc
[03:41:20] -!- DGMurdockIII has quit [Quit: Leaving]
[03:41:23] <XXCoder1> not bad indeed
[03:41:51] <XXCoder1> basic tighten all then make that high corner tighter till around .001 accurate?
[03:42:14] <LeelooMinai> lol, I don't even think extrusions are that acurate
[03:42:33] <LeelooMinai> My table is just made from them
[03:42:47] <XXCoder1> lol ok
[03:47:38] -!- swingley has quit [Ping timeout: 246 seconds]
[03:50:23] -!- adam3999 [adam3999!~adam3999@pool-108-38-17-37.lsanca.fios.verizon.net] has joined #linuxcnc
[04:00:33] -!- skunkworks has quit [Read error: Connection reset by peer]
[04:02:41] -!- skunkworks_ has quit [Ping timeout: 246 seconds]
[04:05:17] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[04:08:09] -!- syyl_ has quit [Ping timeout: 245 seconds]
[04:26:22] -!- johtso has quit [Quit: Connection closed for inactivity]
[04:27:47] -!- furrywolf [furrywolf!~randyg@72.62.122.99] has joined #linuxcnc
[04:42:45] <furrywolf> yay! they're supposedly making another Tremors movie. one of the few movie series I've liked.
[04:44:48] <zeeshan> dude
[04:44:51] <zeeshan> kevin bacon is the man
[04:44:53] <zeeshan> that movie was SWEET
[04:45:40] <furrywolf> I like michael gross better.
[04:46:40] <furrywolf> His line from the tv series, "backup backup generator", sums his character up perfectly. :P
[04:48:34] -!- swingley has quit [Ping timeout: 255 seconds]
[04:49:11] <furrywolf> also one of the few characters to follow proper gun safety rules.
[04:49:40] <zeeshan> lol
[04:49:46] <zeeshan> did you like the scene when they were on the water tower
[04:49:53] <zeeshan> and the tremor son of a bitch comes and tries to eat them
[04:52:13] <furrywolf> I'd love if they continued the TV series... but no, they'd rather make useless reality tv and similar crap than something actually funny.
[04:55:30] <zeeshan> wait there was a tv series?
[04:55:36] <zeeshan> ive only seen the movie.
[04:55:53] <XXCoder1> 3 movies I think
[04:55:55] <XXCoder1> and series
[04:55:58] <zeeshan> ah
[04:56:02] <XXCoder1> never saw any but first 2 movies
[04:56:27] <furrywolf> 4 movies, soon to be 5
[04:56:30] <zeeshan-pi> pi still hasn't crashed
[04:56:33] <zeeshan-pi> seems pretty sweet!!!!!!!!!!!!1
[04:56:34] <furrywolf> the second was the worst
[04:56:37] <furrywolf> and 13 tv episodes
[04:56:40] <XXCoder1> raspberry pi?
[04:56:43] <zeeshan-pi> never saw the tv episodes
[04:56:48] <zeeshan-pi> XXCoder1: yes version 2!
[04:56:53] <XXCoder1> nice
[04:56:56] <XXCoder1> whats your plkan with it
[04:57:00] <zeeshan-pi> data logger
[04:57:07] <zeeshan-pi> but im thinking of buying another 2
[04:57:09] <furrywolf> if your pi stops, you're doing something wrong. hasn't it been proven to be irrational? :P
[04:57:31] <zeeshan-pi> one for car and one for garage weather station - gas monitor / electricity monitor
[04:57:44] <furrywolf> zeeshan-pi: one of the best tv series ever made, imho. given as I can't stand most TV...
[04:57:46] <zeeshan-pi> gas as in argon, co2 , co , etc
[04:57:55] <XXCoder1> lol
[04:58:15] <XXCoder1> I do want a pi but with no idea what to do with it Im not buying yet
[04:58:16] <furrywolf> most people just run their grow off a climate control box from the local grow store, rather than finding a way to use an embedded system for it. :P
[04:58:39] <zeeshan-pi> furrywolf: would be nice to log
[04:58:43] <zeeshan-pi> and store the info :-)
[04:58:48] <furrywolf> they're little boxes you plug your heater, a/c, dehumidifier, and CO2 generator into...
[04:59:31] <zeeshan-pi> i sometimes worry from dieing from lack of oxyugen :)
[04:59:38] <zeeshan-pi> i do have the vent fan run always when welding
[04:59:52] <zeeshan-pi> but it'd be nice to quantify the ppm
[04:59:54] <furrywolf> welding doesn't comsume significant oxygen
[04:59:58] <zeeshan-pi> argon does
[05:00:03] <zeeshan-pi> it displaces the oxygen a lot
[05:00:10] <zeeshan-pi> especially when im back purging the weld on stainless
[05:00:13] <XXCoder1> more properly,, yea displaces
[05:00:24] <furrywolf> if you're using enough argon to displace substantial amounts of argon, you're not going to be able to see what you're doing through all the smoke too. heh.
[05:00:30] <furrywolf> s/argon/oxygen
[05:00:37] <zeeshan-pi> there is no smoke with argon
[05:00:39] <zeeshan-pi> or tig
[05:00:41] <zeeshan-pi> unless the metal is very dirty
[05:00:47] <zeeshan-pi> its a clear gas
[05:00:57] <zeeshan-pi> its also heavier
[05:01:02] <zeeshan-pi> so it lurks towards the floor
[05:01:12] <furrywolf> I've done MIG with argon and there's plenty of smoke.
[05:01:17] <zeeshan-pi> thats mig.
[05:01:18] <XXCoder1> I remember reading about guy who used heavy gas to fill airbed
[05:01:22] <zeeshan-pi> there is no smoke with tig
[05:01:23] <XXCoder1> his daughtner died
[05:01:24] <zeeshan-pi> trust me.
[05:01:29] <XXCoder1> because it had a leak :(
[05:01:30] <furrywolf> just as much as with CO2.
[05:01:59] -!- skunkworks [skunkworks!~chatzilla@69.4.98.27] has joined #linuxcnc
[05:02:06] <zeeshan-pi> http://www.weldguru.com/images/tig-welder.jpg
[05:02:07] <zeeshan-pi> no smoke
[05:02:09] <zeeshan-pi> :-)
[05:02:30] <furrywolf> I haven't found a tig setup I could afford yet.
[05:02:42] <zeeshan-pi> i started off working on race cars
[05:02:47] <zeeshan-pi> you don't really mig on those :P
[05:03:17] <zeeshan-pi> everyone and their mom wants a pretty weld
[05:03:20] <zeeshan-pi> with coin stacks
[05:03:22] <zeeshan-pi> damn ricers :-)
[05:03:31] <furrywolf> ... you must have different race cars than we have here.
[05:03:32] -!- sector_0 has quit [Quit: Leaving]
[05:03:43] <furrywolf> here if it makes it down the strip and back, it has a good chance of winning something.
[05:03:59] <furrywolf> mostly old muscle with rust holes
[05:04:16] <zeeshan-pi> i never deal with the cheap guys
[05:04:24] <zeeshan-pi> hate dealing with them
[05:05:09] <zeeshan-pi> like the guys that bring you an oily oil pan
[05:05:24] <zeeshan-pi> to get a -10 jic weld bung welded to it for their oil return
[05:05:30] <furrywolf> http://www.samoadragstrip.com/mis-T.jpg typical example
[05:05:35] <zeeshan-pi> cmon man, its tig, its super sensitive to contaminants
[05:05:49] <zeeshan-pi> haha cool
[05:05:53] <XXCoder1> dip it in powerful acid
[05:05:54] -!- mhaberler_ [mhaberler_!~mhaberler@intern-218.stiwoll.mah.priv.at] has joined #linuxcnc
[05:05:59] <XXCoder1> then weld whatever surivied it lol
[05:06:04] <zeeshan-pi> XXCoder1: the problem with welding is
[05:06:14] <zeeshan-pi> you start using chemicals, it leaves films, sometimes which is toxic
[05:06:19] <furrywolf> annoyingly, for the most part, they only have pictures of the shiny cars on their website, but when you show up, it's mostly beaters. :P
[05:06:21] <zeeshan-pi> i only use acetone
[05:06:22] <zeeshan-pi> or ethanol
[05:06:35] <zeeshan-pi> i also always ask people what they cleaned it with
[05:06:39] <zeeshan-pi> if its brake cleaner, i ask em what brand
[05:06:51] <zeeshan-pi> if it was cleaned with chlorinated brake cleaner, i won't touch it
[05:06:55] <zeeshan-pi> or if it's galvanized
[05:07:05] <furrywolf> http://www.samoadragstrip.com/leonarddaniels.jpg methinks that doesn't have a radiator, at least not in the stock location. :)
[05:07:08] <zeeshan-pi> not worth the -1 month from my life expentancy
[05:07:58] <XXCoder1> lol
[05:07:59] <XXCoder1> https://www.youtube.com/watch?feature=player_embedded&v=lw6BS4rSP4M
[05:08:04] <furrywolf> http://www.samoadragstrip.com/Troy%20Beck.jpg hoods optional
[05:08:06] <XXCoder1> UP as horror movie
[05:08:09] -!- mhaberler has quit [Ping timeout: 245 seconds]
[05:08:09] mhaberler_ is now known as mhaberler
[05:08:36] -!- tjtr33 has quit [Quit: Leaving]
[05:08:36] <furrywolf> what's UP?
[05:08:46] <zeeshan-pi> furrywolf: this is my local race track:
[05:08:50] <XXCoder1> pixar movie, its about boy scout trying to help old manm
[05:09:00] <XXCoder1> old man wanna move house using ballons
[05:09:01] <zeeshan-pi> http://www.torontointegras.ca/attachments/meets-events-4/6212d1338950304-june-16th-saturday-cayuga-tmp-track-event-5-9pm-2012-9th-touge-ca-event-57933_159985207349202_100000131719246_554780_3739317_n.jpg
[05:09:07] <XXCoder1> its kid movie what ya expect lol
[05:09:58] -!- per_sonne has quit [Ping timeout: 264 seconds]
[05:10:16] <furrywolf> I think more people here attend the demolition derbies than the races. :P
[05:10:17] -!- veek has quit [Excess Flood]
[05:10:43] <XXCoder1> is it contest to see how crappy car can be and still race?
[05:10:44] -!- veek [veek!~veek@unaffiliated/veek] has joined #linuxcnc
[05:11:16] <zeeshan-pi> i need to start working on the cars again more
[05:11:22] <zeeshan-pi> ever since the cnc fad, ive stopped working on them :/
[05:11:35] <furrywolf> nah, some of the racers like spending money. others like going fast, and spend their limited time and money on things which actually improve performance. shiny doesn't.
[05:12:04] <zeeshan-pi> when you can have both
[05:12:06] <zeeshan-pi> why not :-)
[05:12:35] <furrywolf> while for many around here money DOES grow on trees (well, bushes), not all racers are rich.
[05:14:42] <zeeshan> i need to somehow relocate my brake booster
[05:14:46] <XXCoder1> Oh In really wish I has 3d printer
[05:14:46] <zeeshan> inside the car
[05:14:51] <zeeshan> so i have more space in the engine bay for the turbos
[05:14:55] -!- zeeshan-pi has quit [Quit: WeeChat 0.3.8]
[05:14:59] -!- maximilian_h1 [maximilian_h1!~bonsai@dslb-188-099-196-169.188.099.pools.vodafone-ip.de] has joined #linuxcnc
[05:15:01] <XXCoder1> my neice car's washer bushings broke :(
[05:15:06] <XXCoder1> and its unique
[05:15:20] <XXCoder1> nobody makes those anymore for that car
[05:15:24] <zeeshan> werent you just changing something on her car
[05:15:30] <zeeshan> a couple months ago
[05:15:30] <XXCoder1> not sure what to do now
[05:15:36] <XXCoder1> zeeshan: its fixed
[05:15:41] <zeeshan> washer bushing??
[05:15:43] <XXCoder1> this washer thing is new problem
[05:15:54] <zeeshan> yes i know you fixed it :)
[05:15:58] <zeeshan> i was just wondering if it was the same car
[05:16:05] <XXCoder1> yeah its part of mechimism that turns rotating movement to sweeps
[05:16:23] <furrywolf> wiper
[05:16:25] <zeeshan> for for the wiper blades
[05:16:30] <zeeshan> ah
[05:16:39] <zeeshan> just grab another mechanism from the junkyard
[05:16:40] <furrywolf> what car?
[05:16:46] <XXCoder1> ford contour
[05:16:56] <XXCoder1> zeeshan: plan to yeah but in least she has old car lol
[05:17:00] <XXCoder1> lincorn 1988
[05:17:04] <furrywolf> zeeshan: do you have enough room for a manual master cylinder without booster?
[05:17:12] <XXCoder1> real crappy shape but in least wipers work lol
[05:17:24] <XXCoder1> and yeah wiper furrywolf lol dunno why I said washer
[05:17:27] <zeeshan> furrywolf: i dont wanna run without a boostert
[05:17:32] <zeeshan> i like my brake booster!
[05:17:44] -!- maximilian_h has quit [Ping timeout: 256 seconds]
[05:17:58] <zeeshan> i tried my friends car with no booster and 2 brake masters
[05:18:03] <zeeshan> for front and rear, and i didnt like it at all
[05:18:04] <furrywolf> zeeshan: you can buy remote-mount boosters that boost a manual master cylinder. rather than having a pedal pushrod they have a hydraulic cylinder on the input.
[05:18:12] <zeeshan> really?
[05:18:13] <zeeshan> got a pic
[05:18:25] <furrywolf> you install them under the frame or anywhere else convienient
[05:19:11] <furrywolf> http://www.mpbrakes.com/techtalk/boosters/remote-mounted-brake-boosters-vacuum-booster-solutions-for-cramped-engine-compartments first google result, there's plenty more
[05:19:39] <zeeshan> how the heck is that remote
[05:19:43] <zeeshan> that has a big ass booster right there
[05:20:08] <furrywolf> you can put it anywhere you want on the car
[05:20:40] <furrywolf> you put a single-circuit non-booster master cylinder on the firewall, and run a hydraulic line to the remote-mounted booster, and then lines from the remote booster to the wheels
[05:20:53] <furrywolf> hence remote
[05:21:05] <zeeshan> hmm
[05:21:10] <zeeshan> what actuates the booster
[05:21:15] <zeeshan> if its not connecterd to pedal
[05:21:21] <XXCoder1> magic
[05:21:28] <XXCoder1> seriously I wonder too
[05:21:29] <furrywolf> "and run a hydraulic line to the remote-mounted booster"
[05:21:33] <XXCoder1> ah
[05:22:01] <furrywolf> http://www.classictruckshop.com/images/brkdia.gif there's a picture of a single-circuit one... I'd suggest dual-circuit.
[05:22:22] <furrywolf> a single-circuit non-power master is tiny, not much bigger than a clutch master.
[05:22:33] <furrywolf> so you can fit much more engine around it
[05:22:36] <zeeshan> i think i might have enough room
[05:22:39] -!- veek has quit [Ping timeout: 272 seconds]
[05:22:40] <zeeshan> to fit the stock one inside the car
[05:22:47] <zeeshan> but im gonna need a fancy braacket
[05:23:06] <zeeshan> lemme snap a pic
[05:24:46] <furrywolf> http://www.motorcar-garage.com/wp-content/uploads/2011/09/IMG_4037.jpg there's one installed off on the fender
[05:25:16] <XXCoder1> driving down freeway, other car hits enough to break it
[05:25:24] <XXCoder1> still going 60 mph
[05:25:33] <XXCoder1> not likely though
[05:26:26] <furrywolf> I have one in storage somewhere, was going to put it on an old jeep for someone who could no longer drive manual brakes, but they decided to sell it instead.
[05:28:33] <furrywolf> http://s255.photobucket.com/user/sadam_husain_nz/media/disc4-1.jpg.html I don't know what the heck is up with that one. both a regular booster and a remote booster.
[05:29:58] -!- theorb [theorb!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[05:30:03] <furrywolf> if the problem is diameter not length, you can also try fitting a hydroboost in instead of a vacuum booster. they're just as long, but they're skinny.
[05:30:25] -!- ve7it has quit [Remote host closed the connection]
[05:31:00] <zeeshan> is a remote booster a stock part
[05:31:01] <zeeshan> on any car
[05:31:10] <furrywolf> yes
[05:31:14] <zeeshan> http://i.imgur.com/f9ZJwNB.jpg
[05:31:18] <zeeshan> http://i.imgur.com/eT3qpkG.jpg
[05:31:21] <furrywolf> some old vans, RVs, and heavy trucks used them
[05:31:22] <zeeshan> gives you an idea of the area
[05:31:30] <zeeshan> http://i.imgur.com/LjLUMT3.jpg
[05:31:56] <zeeshan> http://i.imgur.com/8fNSZ.jpg
[05:31:59] <zeeshan> to get an idea of the size
[05:32:03] <zeeshan> on the wrong side of the car :-)
[05:32:04] <furrywolf> unimogs used remote boosters too, but they were air instead of vacuum, so unless you have onboard air...
[05:33:14] <zeeshan> i dont think thats gonna fit in the car :)
[05:33:40] <furrywolf> so you want to put it inside the car, with the master towards you, and a pedal bracket with the pivot in the middle instead of the top so it changes direction?
[05:33:45] <zeeshan> yes
[05:33:50] <zeeshan> exactly
[05:34:14] <furrywolf> might fit, might not...
[05:34:26] <zeeshan> i think itll hit the steering shaft
[05:34:41] <furrywolf> and will require heavy brackets. keep in mind there's thousands of pounds of force on that pushrod.
[05:35:09] <zeeshan> no there isnt :p
[05:35:10] <furrywolf> if you mash it with both feet at 400lbs force during a no-boost panic stop, and it has a 5:1 leverage...
[05:35:34] <furrywolf> yes, there is. :P
[05:35:34] <zeeshan> its about a 100lb @ the pedal
[05:35:44] <zeeshan> and its a 4:1 ratio on the pedal
[05:35:46] <zeeshan> so about 400lb
[05:35:48] <furrywolf> right. 100lbs at the pedal is 500lbs at the pushrood.
[05:35:48] <zeeshan> not thousands
[05:35:52] <furrywolf> ok, 400lbs.
[05:36:19] <furrywolf> now let's say your engine dies, you have no vacuum, and a truck pulls out in front of you. unless you're about 4ft tall, do you think you'll only be putting 100lbs on that pedal? :P
[05:36:20] <zeeshan> see if i think about it right
[05:36:31] <zeeshan> it might be better just to have a longer brake pedal
[05:36:36] <zeeshan> and 2 master cylinders
[05:36:40] <zeeshan> and get better braking effort
[05:36:41] <furrywolf> I put more than 100lbs on my truck's pedal during noral heavy braking.
[05:36:52] <zeeshan> i don't understand why car manufacturers go throug hthe hassle of brake boosters
[05:36:56] <zeeshan> and if engine dies
[05:37:06] <zeeshan> you still have 2-3 full brake pedals worth of vacuum in there
[05:37:13] <furrywolf> s/noral/normal
[05:37:15] <zeeshan> if you dont, you have a leak! :P
[05:37:23] <furrywolf> ... like many older vehicles. :P
[05:37:36] <zeeshan> no brake booster on it?
[05:37:43] <furrywolf> my subarus hold vacuum well, my van not, my truck doesn't have power brakes. :P
[05:37:48] <zeeshan> ahah
[05:38:22] <zeeshan> http://www.classicperform.com/PDFs/BoosterBrakePressureChart.pdf
[05:38:25] <zeeshan> i have this book marked
[05:38:51] <furrywolf> my point is you need to design your brackets for worst-case forces. a 200lb person can put >200lbs of force on the pedal, and at 4:1, that's going to be 1000lbs or more on your bracket.
[05:38:55] <zeeshan> brake boosters are a big deal
[05:39:06] -!- veek [veek!~veek@unaffiliated/veek] has joined #linuxcnc
[05:40:33] -!- Chinmaya has quit [Quit: Leaving]
[05:40:41] <furrywolf> 4:1 is pretty low... note that chart shows a more typical 7:1.
[05:40:57] <furrywolf> so 250lbs of pedal force is 1750lbs on the pushrod...
[05:41:16] <zeeshan> i read a while ago for my car it was like 4:1
[05:41:31] <furrywolf> yeah, light cars need less force.
[05:42:03] <zeeshan> if it were to fit which i dont think it will
[05:42:10] -!- veek [veek!~veek@unaffiliated/veek] has parted #linuxcnc
[05:42:12] <zeeshan> i would build the bracket between the same bar you see the steering on
[05:42:15] <zeeshan> and firewall
[05:42:31] <zeeshan> and oem brake pedal mounting locations
[05:42:46] <furrywolf> you'd probably need a bar off to the far side of the clutch pedal, to clear the steering column.
[05:42:47] <zeeshan> fuck it im gonna check if itll fit or not
[05:42:50] <zeeshan> now i wont be able to sleep
[05:43:02] <zeeshan> ugh
[05:43:03] <zeeshan> good poiint
[05:43:05] <zeeshan> its not gonan fit
[05:43:08] <zeeshan> there is a bloody clutch pedal
[05:43:40] -!- cox_ [cox_!~quassel@188.226.208.53] has joined #linuxcnc
[05:43:46] <furrywolf> under the hood, are your running into fitment issues with the diameter or the length? some of the hydroboost setups are very small diameter, but still about the same length.
[05:43:52] <zeeshan> diameter
[05:44:20] <zeeshan> i dont haver power steering
[05:44:28] <zeeshan> manual rack :)
[05:45:06] <furrywolf> http://www.aloharovers.com/tech/diesel/IMAGES/hydroboost1.jpg same length, but much smaller diameter
[05:45:11] <furrywolf> slap a power steering pump on? :P
[05:45:16] <zeeshan> haha
[05:45:17] <zeeshan> no room
[05:45:24] <zeeshan> i want it to be easy to work on
[05:45:27] <zeeshan> thats the most important thing for me
[05:45:32] <zeeshan> cause i know ill be working on it
[05:45:35] <zeeshan> turbo cars always break
[05:45:47] <furrywolf> lol
[05:45:53] <furrywolf> at least you admit that. :P
[05:46:25] <zeeshan> i think im gonna do this
[05:46:30] <bobo_> hay zeeshain 314 how about coming up with a ras-pi circuit for use in bleading the brakes on these new fangledanti lock brake systems ?
[05:46:31] <zeeshan> im gonna first figure out exactly how much pedal ratio there is
[05:46:34] <zeeshan> what size is the booster
[05:46:41] <zeeshan> figure out the current brake force assuming 100lb pedal force.
[05:46:47] <furrywolf> I swapped power steering onto my subaru. with stock 185/75r13, power is entirely pointless. but when you start putting swampers on toyota rims, power starts being handy.
[05:46:48] <zeeshan> from there i will figure out how to use mechanical leverage
[05:46:54] <zeeshan> to get that same amount of force out
[05:47:04] <zeeshan> at the cost of more pedal length
[05:47:06] <furrywolf> long pedal travels suck.
[05:47:29] <zeeshan> bobo rofl
[05:47:37] <zeeshan> where have you been boobo
[05:47:43] <furrywolf> you can get special narrow-but-stupidly-long dual-diaphragm boosters, if you only need a couple inches more room
[05:47:57] <zeeshan> i actually need it gone dude
[05:48:02] <zeeshan> cause the downpipe will come from tehre
[05:48:10] <zeeshan> unless i rethink on how to do it.
[05:48:25] <furrywolf> put the downpipe somewhere else? :P
[05:48:31] <zeeshan> thats the problem
[05:48:33] <zeeshan> its a pain :(
[05:48:46] <bobo_> don"t the electric cars use electric brake booster
[05:48:59] <zeeshan> http://i.imgur.com/bwlV4mw.png
[05:49:11] <furrywolf> there's still the remote brake booster option
[05:49:15] -!- swingley has quit [Ping timeout: 250 seconds]
[05:49:21] <furrywolf> put it on the fender, in the trunk, under the frame, whatever.
[05:49:33] <zeeshan> it'll need to go under the dash
[05:49:55] <zeeshan> http://ep.yimg.com/ay/yhst-133549433942608/new-bosch-hydromax-power-brake-boosters-1.jpg
[05:49:56] <zeeshan> hey
[05:50:00] <zeeshan> electric brake booster!
[05:50:01] <zeeshan> interesting.
[05:50:14] * furrywolf bets it's ungodly expensive if it's available
[05:50:24] <zeeshan> oh it uses hydraulic fluid
[05:50:25] <zeeshan> from ps pump
[05:50:26] <zeeshan> f that
[05:51:00] <furrywolf> I worked on someone's chrysler imperial with an all-electric brake booster... worst piece of fucking crap ever.
[05:51:14] <furrywolf> never worked right, for anyone. chrysler had to recall them repeatedly.
[05:51:20] <zeeshan> dude i like the idea of a remote booster
[05:51:24] <zeeshan> i just dont get how it works.
[05:51:38] <furrywolf> the recall notices said "we stand behind our products"... the standard response is "because they sure wouldn't stand in front of them!".
[05:51:44] <zeeshan> like how does it knwo when to activate?
[05:51:48] <zeeshan> ROFL
[05:51:49] <zeeshan> hahaha
[05:52:08] <furrywolf> ... you didn't read what I said, did you? :P
[05:52:26] <zeeshan> i did
[05:52:31] <furrywolf> you install a single-circuit, non-power master cylinder in the stock location. no booster, just a single hydraulic line coming from it.
[05:52:53] <zeeshan> yes
[05:52:57] <zeeshan> but the thing is
[05:52:59] <zeeshan> what activatres it?
[05:53:03] <zeeshan> how does it know you're pressing the pedal.
[05:53:03] <furrywolf> you run this line to the remote-mounted brake booster, which then boosts whatever pressure comes in from this line, and puts it out from its own master cylinder.
[05:53:14] <furrywolf> because there's pressure coming down the hydraulic line
[05:53:41] <zeeshan> so wait a sec.
[05:53:51] <zeeshan> if there was a loss of hyd pressure between the master and remote booster
[05:53:53] <zeeshan> it's game over
[05:54:17] <furrywolf> you could use a dual circuit non-boosted master and two remote boosters
[05:54:30] <zeeshan> my factory one is dual circuit
[05:54:37] <zeeshan> so that means each one needs its own booster
[05:54:59] <furrywolf> I've also seen people with disc front drum rear simply only boost the front circuit
[05:55:51] * furrywolf only has one vehicle now with disc front drum rear, out of four
[05:56:32] -!- mhaberler has quit [Quit: mhaberler]
[05:56:57] <zeeshan> http://i.imgur.com/bwlV4mw.png
[05:57:03] <zeeshan> i like this turbo placement
[05:57:07] <furrywolf> that's one of the subarus... other subaru is 4-wheel disc (not a factory option, had to swap on other-vehicle parts), van is 4-wheel disc (factory), truck is 4-wheel drum. :)
[05:57:08] <zeeshan> cause it is easy access to remove the downpipe bolts
[05:57:14] <zeeshan> and then the manifold and turbo comes off as one piece.
[05:57:18] <zeeshan> after you disconnect the oil lines
[05:57:20] -!- FinboySlick has quit [Quit: Leaving.]
[05:57:22] <zeeshan> its easy peezy
[05:57:36] <zeeshan> the main issue with it is the downpipe has to go over the manfiold
[05:57:42] <zeeshan> and down the car near the firewall.
[05:57:52] <zeeshan> there is not enough clearance between the frame rails to bring it down from there
[05:58:06] <zeeshan> disc brakes ftw
[05:58:15] <furrywolf> going to clear your radiator, core support, and/or grille with the turbos up front like that?
[05:58:20] <zeeshan> yes
[05:58:31] <zeeshan> my car had a vmounted rad setup
[05:58:33] <zeeshan> factory
[05:58:40] <zeeshan> so its got fairly decent empty space there
[05:58:41] <furrywolf> I had to use pusher fans on my subaru... 1.5" between engine and rad. :)
[05:59:05] <furrywolf> working on someone else's subaru, going to have about -6"... need to remote-mount the radiator.
[05:59:28] <furrywolf> the accessory belt is going to be stuffed right inside the front grille
[05:59:30] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/4444DF90-7918-4074-890A-C8AA75A25932-11987-00000DDD595597F5_zps4ffbebab.jpg
[05:59:35] <zeeshan> here you can see how much space ther eis
[05:59:41] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/2145B89C-9B20-4596-B2B8-963F35862DF5-11987-00000DDE0F0F3709_zps8fb2037f.jpg
[05:59:41] <furrywolf> good thing he has a heavy steel bumper for a little bit of protection of it
[05:59:42] <zeeshan> there better pic.
[06:00:03] <zeeshan> well in that case, cant you just cut the rad brake support area
[06:00:07] <zeeshan> and move it forward more?
[06:00:16] <zeeshan> ive noticed on cars you can move the rad another 5-6 inch like that
[06:00:20] <zeeshan> 5
[06:00:43] <furrywolf> no, the radiator is taller than anything in front of the radiator
[06:00:48] <XXCoder1> lol can buy framed prints of it
[06:00:51] <zeeshan> you angle it
[06:00:54] <furrywolf> and the bigger engine needs a bigger radiator, not a smaller one.
[06:01:32] <furrywolf> we poked at it, and didn't see any possible way to keep a front radiator.
[06:01:43] <zeeshan> hmm
[06:01:51] <zeeshan> maybe i can make the downpipe go between the manifold and frame rail
[06:01:52] <furrywolf> probably going to mount it close to horizontal over the transmission, with a pair of fans pulling the air down either side of the tranny
[06:01:55] <zeeshan> if i oval it only in that spot.
[06:02:14] <furrywolf> notch and weld the frame rail
[06:02:22] <XXCoder1> slim radator?
[06:02:26] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[06:02:27] <zeeshan> i hate modifying the damn structural components
[06:02:35] <zeeshan> but it'd sure be a lot better than a retarded brake booster setup
[06:02:41] <furrywolf> XXCoder1: the new engine sticks about 5" in front of where the radiator would be
[06:02:49] <furrywolf> XXCoder1: he's fitting in a much larger engine
[06:03:13] <XXCoder1> 5" into radator space?
[06:03:20] <XXCoder1> dang
[06:03:21] <furrywolf> so if "slim" means "-6 inches", sure, I want one... the tardis probably uses them all over. :P
[06:03:28] <XXCoder1> yeah
[06:03:45] -!- aventtini has quit [Client Quit]
[06:03:54] <furrywolf> he's cramming a large 6-cyl in place of a small 4-cyl.
[06:04:00] <zeeshan> 8 cyl!
[06:04:02] <XXCoder1> between fake plastic front and frame?
[06:04:07] <furrywolf> in a car that needed 2" fans to fit the small 4-cyl in.
[06:04:23] <zeeshan> no
[06:04:27] <zeeshan> theres like 25" of gap
[06:04:32] <zeeshan> between engine and rad on the factory car
[06:04:37] <zeeshan> it was rotary
[06:04:39] <zeeshan> the engine is tiny
[06:04:49] <XXCoder1> and still too small left?
[06:04:52] <XXCoder1> *space
[06:04:57] <zeeshan> the space issue is between the frame rail
[06:04:59] <zeeshan> and manifold
[06:05:03] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[06:05:16] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/E24C62F9-F604-420B-B6A0-B5DAC33C6244-18770-00001A070F6E701E_zps2334a48f.jpg
[06:05:19] <zeeshan> in this pic you can kinda tell what sup
[06:05:25] <zeeshan> where the abs is on the right
[06:05:25] <furrywolf> I mean the subaru I'm working on... the owner is putting a large 6-cyl in place of the stock small 4-cyl. even the stock 4-cyl was a tight fit, and subaru had to use a 2" thick slim fan stock.
[06:05:28] <zeeshan> the downpipe needsd to go down from there
[06:05:31] <zeeshan> i already got rid of the abs
[06:05:33] <zeeshan> pos on this car anyway
[06:05:40] <zeeshan> but on the left, the brake booster is in the way
[06:06:05] <furrywolf> weren't you just bragging about your tig skills? cut a notch out of the frame, and weld a piece of angle with two wings of plate in the spot.
[06:06:20] <zeeshan> yea
[06:06:26] <zeeshan> but thats not gonna help installing a curved downpipe
[06:06:30] <zeeshan> it'd prolly need to be cut in to 2 pieces
[06:06:36] <zeeshan> witha flange/vband in between
[06:07:13] <XXCoder1> heh had dealt with tight spaces but man..
[06:07:18] <zeeshan> lemme show you another pic.
[06:07:20] <zeeshan> =pD
[06:07:20] <furrywolf> I've seen plenty of creative frame rail mods... like replacing a section with heavy-wall box tube half as wide.
[06:07:23] <XXCoder1> mecury has 3.8l engine iun standard sedan space
[06:08:04] <furrywolf> I need to get to bed... it's way past my bedtime, and I have work in the morning as usual.
[06:08:11] <XXCoder1> night
[06:08:31] -!- aventtini has quit [Client Quit]
[06:08:34] <zeeshan> gnite!
[06:09:09] <XXCoder1> stupid idea - put radator in front of frame, put fan on that side, changing it so it still blows in
[06:09:50] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[06:10:00] <XXCoder1> would it work zeeshan heh
[06:10:30] -!- mhaberler [mhaberler!~mhaberler@intern-218.stiwoll.mah.priv.at] has joined #linuxcnc
[06:10:39] <zeeshan> wrong frame
[06:10:47] <zeeshan> im saying between the engine exhaust and frame rails
[06:10:52] <zeeshan> on between engine crank pulley and radiator
[06:11:00] <furrywolf> he's confusing our two builds
[06:11:01] <furrywolf> bbl
[06:11:06] <XXCoder1> oh
[06:11:09] -!- aventtini has quit [Client Quit]
[06:11:11] <XXCoder1> yea I did lol
[06:11:14] <zeeshan> hehe
[06:14:11] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[06:14:42] shvrmecnc is now known as Tecan
[06:15:01] <XXCoder1> zeeshan: you working on brakes?
[06:15:53] -!- aventtini has quit [Client Quit]
[06:16:59] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[06:17:26] -!- furrywolf has quit [Ping timeout: 252 seconds]
[06:18:19] -!- aventtini has quit [Client Quit]
[06:19:04] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[06:22:02] -!- aventtini has quit [Client Quit]
[06:23:53] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[06:25:45] -!- swingley has quit [Remote host closed the connection]
[06:27:45] -!- aventtini has quit [Client Quit]
[06:29:23] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[06:30:23] -!- aventtini has quit [Client Quit]
[06:35:05] -!- swingley has quit [Remote host closed the connection]
[06:35:38] -!- Lasper has quit [Remote host closed the connection]
[06:36:00] <archivist> !later aventtini please fix your client so it does not quit join so often
[06:36:00] <the_wench> will tell aventtini when he/she joins next
[06:36:07] -!- Lasper [Lasper!~Lasper@178.62.201.86] has joined #linuxcnc
[06:36:08] -!- Lasper has quit [Client Quit]
[06:36:19] -!- Lasper [Lasper!~Lasper@178.62.201.86] has joined #linuxcnc
[06:36:52] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[06:37:08] <XXCoder1> archivist: I always set mine to not rejoin
[06:37:15] <XXCoder1> dont wanna be acciental spam\
[06:37:31] <XXCoder1> though client quit is actually gui activated so dnno what avent is doing
[06:40:41] -!- mhaberler has quit [Quit: mhaberler]
[06:43:16] -!- bobo_ has quit [Quit: Page closed]
[06:48:16] -!- mrkrinkle_ [mrkrinkle_!~quassel@190.171.107.29] has joined #linuxcnc
[06:48:46] <mrkrinkle_> hola
[06:49:10] <mrkrinkle_> alguien podria ayudarme con el tema del cnc tengo algunos problemas
[06:49:18] -!- anth0ny_ has quit [Quit: anth0ny_]
[06:49:34] <XXCoder1> hey. we tend to use english but maybe someone knows your language here.
[06:49:44] <mrkrinkle_> sorry
[06:49:52] <XXCoder1> no problem
[06:49:58] <mrkrinkle_> i need some help
[06:50:18] <mrkrinkle_> about the cnc machine
[06:50:21] <XXCoder1> im not cnc expert but maybe someone can help. can you explain what problem is
[06:50:33] <mrkrinkle_> thanks
[06:53:20] <mrkrinkle_> I bought linear bearings sc8uu thats mean is 8mm but here in my country only we have 5/16 steel barrel
[06:55:35] <XXCoder1> well maybe just buy another bearing for that size 5/16 or go for 8mm rails
[06:56:41] <mrkrinkle_> the problem is that have diferent measure sc8uu have 8 mm and 5/16 have in mm 7.9 mm the happend is a big space in rails to happens that locks
[06:56:45] <XXCoder1> apparently 5/16 is pretty close to 8mm
[06:57:03] <mrkrinkle_> the question is that is normal
[06:57:15] <XXCoder1> from what I read it seems not
[06:57:35] <XXCoder1> it will be bit sloppier and you either need more preload or it will have shorter life
[06:57:44] <XXCoder1> but it will work
[06:58:30] -!- per_sonne has quit [Ping timeout: 252 seconds]
[06:58:34] -!- veek [veek!~veek@unaffiliated/veek] has joined #linuxcnc
[06:58:45] -!- veek [veek!~veek@unaffiliated/veek] has parted #linuxcnc
[06:59:31] <XXCoder1> this is discussion on 8 mm bearings on 5/16" barrel
http://forums.reprap.org/read.php?151,93669
[06:59:49] <mrkrinkle_> could working i think but not happends so much movement in angle both pieces
[06:59:50] -!- mhaberler [mhaberler!~mhaberler@bigmac.stiwoll.mah.priv.at] has joined #linuxcnc
[07:01:03] <XXCoder1> yeah not expert unfortunately
[07:01:14] <XXCoder1> this time this channel is bit quiet
[07:01:26] <mrkrinkle_> yeah i see lol
[07:02:38] <mrkrinkle_> but well thank you so much anyway
[07:02:45] <XXCoder1> no problem
[07:06:37] -!- adam3999 has quit [Ping timeout: 244 seconds]
[07:08:35] <XXCoder1> random video
https://www.youtube.com/watch?feature=player_embedded&v=C6kn6nXMWF0
[07:08:48] <XXCoder1> I would love to build true 4 axis (4d) cnc machine
[07:09:05] <XXCoder1> it would be able to mill inside block without making external holes
[07:09:43] <XXCoder1> of course it would need strange tooling. like cyclinder drill with cross section of spheres
[07:13:18] <mrkrinkle_> do you building cnc?
[07:14:07] <XXCoder1> yeah still yet to buy frame for my cnc router
[07:14:12] <XXCoder1> I has everything else
[07:18:28] <mrkrinkle_> great
[07:18:39] <XXCoder1> yeah cant wait
[07:19:04] <mrkrinkle_> im desing my own for pcb cnc mill
[07:19:24] <XXCoder1> pcb seem to be common reason for building cnc
[07:19:31] <XXCoder1> mines for artwork and fun stuff
[07:19:55] <mrkrinkle_> yeah lol thats great
[07:20:25] <mrkrinkle_> but my problem thats is and i cant keep to build
[07:21:58] <archivist_herron> I am sure you can get 8mm steel somewhere
[07:23:48] <mrkrinkle_> i try to find only 5/16
[07:24:17] <XXCoder1> got a lathe? I wonder if you could buy bigger and lathe down to 8mm
[07:25:04] <archivist_herron> no it needs to be ground
[07:25:16] <archivist_herron> it is a bearing surface
[07:25:24] <mrkrinkle_> i think in that but is some expensive
[07:25:32] <XXCoder1> ag ground
[07:25:35] <XXCoder1> *ah
[07:26:15] <archivist_herron> it is not that expensive at all, can be found in old printers and scanners
[07:26:44] <mrkrinkle_> thats rigth
[07:26:54] <archivist_herron> for those linear bearings and pcb milling you really need the right size
[07:27:30] <archivist_herron> I bet you can get them on ebay
[07:27:33] <mrkrinkle_> or 3/8 to down 8 mm
[07:29:18] <mrkrinkle_> Stainless Steel Linear Rail 8mm on ebay is a real 8mm?
[07:31:05] <XXCoder1> probably? look at seller feedback
[07:31:07] <archivist_herron> it damned well should be, specially as the seller will get bad feedback if not
[07:36:57] <mrkrinkle_> yeah for pcb milling the movement has to be accurately
[07:56:52] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:57:07] <Deejay> moin
[07:57:17] <XXCoder1> hey
[08:04:16] <LeelooMinai> Hmm, just looked at SDD torture test:
http://techreport.com/review/27062/the-ssd-endurance-experiment-only-two-remain-after-1-5pb
[08:04:46] <LeelooMinai> Seems like those SSDs can work beyond 1 PB:)
[08:08:20] <XXCoder1> insane
[08:08:46] <LeelooMinai> Just looked at mine - I think I have it, maybe 2 years and have written 2TB...
[08:09:01] <XXCoder1> it will last very long time
[08:09:15] <LeelooMinai> No, wait 10TB
[08:09:17] <XXCoder1> theres one company that made ssd that rebuilds sectors
[08:09:25] <LeelooMinai> So only 200 years left:/
[08:09:33] <XXCoder1> yep it heats and anneals sectors
[08:09:39] <XXCoder1> so its like new again
[08:09:53] <XXCoder1> less space due to added space though
[08:10:37] <LeelooMinai> Heats sectors... what? :)
[08:11:01] <XXCoder1> hard to explain really. it heats and anneals sector that got worn being written to
[08:11:08] <XXCoder1> so its like new again
[08:11:33] <LeelooMinai> On SSD...?
[08:11:42] <XXCoder1> http://www.extremetech.com/computing/142096-self-healing-self-heating-flash-memory-survives-more-than-100-million-cycles
[08:12:22] <XXCoder1> it says it can surive billions of cycles
[08:12:34] <LeelooMinai> Hmm, this is from 2012
[08:13:39] <XXCoder1> 2 years and 3 months
[08:13:48] <XXCoder1> well 4
[08:14:44] <XXCoder1> another one
http://www.theregister.co.uk/2012/12/03/macronix_thermal_annealing_extends_life_of_flash_memory/
[08:16:25] <LeelooMinai> I wonder if this is used in anything being sold though
[08:17:21] <XXCoder1> probably not yet
[08:19:55] -!- postaL has quit [Read error: Connection reset by peer]
[08:22:40] -!- mttr has quit [Ping timeout: 265 seconds]
[08:23:28] -!- rob_h [rob_h!~robh@90.208.148.35] has joined #linuxcnc
[08:23:31] -!- toner has quit [Ping timeout: 250 seconds]
[08:31:56] -!- eventor [eventor!~eventor@p5DDD6921.dip0.t-ipconnect.de] has joined #linuxcnc
[08:45:23] -!- sirsleepalot has quit [Ping timeout: 265 seconds]
[08:45:34] -!- veek [veek!~veek@unaffiliated/veek] has joined #linuxcnc
[08:46:11] -!- veek [veek!~veek@unaffiliated/veek] has parted #linuxcnc
[08:47:36] -!- per_sonne has quit [Ping timeout: 272 seconds]
[08:50:28] -!- ink [ink!~ink@73.189.30.247] has joined #linuxcnc
[08:50:50] -!- postaL [postaL!~postaL@c-107-3-170-109.hsd1.ca.comcast.net] has joined #linuxcnc
[08:51:27] -!- sirsleepalot [sirsleepalot!~koo5@236.152.broadband3.iol.cz] has joined #linuxcnc
[08:51:46] -!- gonzo_ has quit [Read error: Connection reset by peer]
[08:51:58] -!- adb [adb!~IonMoldov@2a02:1205:c6a9:72a0:baac:6fff:fe67:305f] has joined #linuxcnc
[08:57:51] <LeelooMinai> btw, seems that yes, there are compilers for g-code:
http://www.vagrearg.org/content/gcmc-intro
[09:04:53] <archivist_herron> it is "compiling" to gcode
[09:05:00] <archivist_herron> not for
[09:05:40] <LeelooMinai> Yes, that's what I meant: some programming language that compiles into g-code, which is a bit terrible to work with directly
[09:06:53] <archivist_herron> APT is another
[09:08:37] <LeelooMinai> Just looked at example source code - doesn't look much better than g-code itself:)
[09:09:31] <LeelooMinai> At least that gcmc resembles something "normal" like C
[09:13:49] -!- balestrino [balestrino!~SB@131.114.31.66] has joined #linuxcnc
[09:15:44] -!- gonzo_ [gonzo_!~gonzo_@host-92-14-209-118.as43234.net] has joined #linuxcnc
[09:23:02] -!- pingufan has quit [Quit: Konversation terminated!]
[09:23:58] -!- mhaberler_ [mhaberler_!~mhaberler@bigmac.stiwoll.mah.priv.at] has joined #linuxcnc
[09:25:59] -!- mhaberler has quit [Ping timeout: 265 seconds]
[09:25:59] mhaberler_ is now known as mhaberler
[09:30:40] -!- dr0w has quit [Ping timeout: 252 seconds]
[09:33:55] <eventor> Hi, at the moment I am retrofitting a wood machining center with Linuxcnc. I will need something to mirror an axes. In Beckhoff or Num Controls there are special G Codes for this, but i can not find something like that in the Linuxcnc docus.
[09:36:44] -!- Brunetty [Brunetty!~Home@unaffiliated/brunetty] has joined #linuxcnc
[09:44:31] -!- dr0w [dr0w!~george@adsl-184-45-52-221.sdf.bellsouth.net] has joined #linuxcnc
[09:48:42] -!- per_sonne has quit [Ping timeout: 265 seconds]
[09:55:39] <archivist_herron> eventor, you can use an external script
http://code.google.com/p/grecode/
[10:04:45] -!- Akex [Akex!uid58281@gateway/web/irccloud.com/x-lhodnouvinjdgvuy] has joined #linuxcnc
[10:10:05] <eventor> ok, i've read about this solution. but i hoped there is some intern way...
[10:10:48] <archivist_herron> I remember something but cant find a clue to it
[10:11:31] <archivist_herron> certainly been discussed/requested
[10:12:10] <eventor> in the forum?
[10:13:16] <archivist_herron> I hardly ever go to the forum, I watch the mailing lists and irc
[10:16:42] <eventor> i installed irc yesterday... i am not so familiar with the "new" things facebook, tweet etc...
[10:21:29] <SpeedEvil> IRC is pretty new.
[10:22:32] <eventor> :-)
[10:24:36] <eventor> i still hope the ZX81 will become in sometime again
[10:24:47] <archivist_herron> neva!
[10:25:04] <archivist_herron> I started with an MK14 :)
[10:25:30] <archivist_herron> uncle clives first "computer"
[10:26:26] <SpeedEvil> eventor: you ca actually get new unbuilt kits on ebay from time to time
[10:27:02] -!- Valen has quit [Remote host closed the connection]
[10:27:03] <SpeedEvil> Bare ZX81s are a tenner or so
[10:28:18] <eventor> I still have one in my personal museum, with self build harddisk interface
[10:30:51] <eventor> oh sorry, harddisk is on the z80,
[10:33:34] -!- skunkworks has quit [Ping timeout: 245 seconds]
[10:43:38] <archivist_herron> eventor, it may have been a hal trick to reverse the axis
[10:48:23] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[10:49:35] <SpeedEvil> Put your thang down, flip it and reverse it.
[10:50:45] <eventor> whats your idee?
[10:58:30] <eventor> flip scale and axis direction per halpin?
[11:07:21] <archivist_herron> something like that ish +- a bit of the other
[11:08:20] <archivist_herron> may need an offset so it works right
[11:11:07] <eventor> ok, but in this case the preview is wrong
[11:17:41] <eventor> currently i am reading the sources, i think i will start to code an new gcode for this
[11:19:38] amnesic is now known as amnesic_away
[11:20:32] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:36:26] -!- adb has quit [Ping timeout: 252 seconds]
[11:38:14] <_methods> i think someone was saying they use g10 to rotaate teh coorordinate system
[11:38:45] <_methods> as far as i know there is no mirror feature
[11:40:18] <_methods> http://linuxcnc.org/docs/html/gcode/gcode.html#sec:G10-L2_
[11:40:25] <_methods> the R flag
[11:41:07] <eventor> if you rotate with g10 you change X and Y, i only want to change X direction
[11:41:29] <_methods> yeah i think you're screwed then
[11:42:39] <_methods> you could rotate it 180 then do an X shift
[11:44:25] -!- miss0r|shop [miss0r|shop!~miss0r@87-59-179-253-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[11:48:08] <eventor> at 180 rotation, Y is mirrored too.
[11:51:10] <Tom_itx> not a true mirror image then
[11:52:25] <jack16> you can't reproduce mirror with rotation and shift
[11:53:22] <jack16> there is scaling command G51, but it's not implemented in linuxcnc
[11:54:11] <jack16> this program can do mirror:
https://code.google.com/p/grecode/
[11:57:08] <jack16> among other things
[12:01:39] <_methods> ah true
[12:01:55] <_methods> coffee is still kickin in
[12:03:37] <eventor> i want an inside solution. i think i have to implement G51...
[12:04:56] <_methods> are you programming by hand?
[12:05:42] <_methods> most cam packages mirroring your paths is trivial
[12:08:06] <eventor> yes, but on a wood machining center you have more zero points, Left/2x Center/ Right
[12:09:20] <eventor> the user only put the workpiece on the vakuum, and then press the related start button
[12:10:17] <eventor> While the machine is working on one part, you can load the other ones
[12:14:20] <eventor> you always have only on programm to load, the mirroring for the left/right zero point is also for examlple related wardrobe parts.
[12:14:27] <eventor> sorry for my bad englisch
[12:19:06] <skunkworks> could you get a mirror by rotation of a rotary axis?
[12:19:15] <skunkworks> (just thinking out loud..)
[12:19:28] <_methods> rotate about y
[12:19:31] <skunkworks> probably not..
[12:20:15] <skunkworks> you would probably need kins..
[12:35:04] -!- md-2 has quit [Remote host closed the connection]
[12:38:19] <miss0r|shop> *sigh* I have 0.11mm backlash in my ballbearings in the end of my threaded ball rod. I need to find some bearings that fit my design, that can be tightened proberly to remove this tolerence
[12:39:51] <miss0r|shop> perhaps thrust bearings are the way to go. Have anyone in here used a thrustbearing?
[12:41:15] <_methods> yeah thrust bearing or AC bearings should work for that
[12:41:41] <miss0r|shop> AC bearings?
[12:41:46] <_methods> angular contact
[12:42:28] <miss0r|shop> alright. I am searching the web for a bearing with a a small flange like so:
http://img.hisupplier.com/var/userImages/2012-05/29/113217274_High_Performance_Flanged_Ball_Bearing_s.jpg
[12:43:03] <miss0r|shop> but I imagine I am screwed using the existing 19mm hole with any other kind of bearing
[12:43:34] -!- dr0w has quit [Ping timeout: 264 seconds]
[12:47:19] -!- eventor has quit [Ping timeout: 245 seconds]
[12:49:01] -!- Akex has quit [Quit: Connection closed for inactivity]
[12:52:44] -!- balestrino has quit [Ping timeout: 245 seconds]
[12:55:22] -!- sirsleepalot has quit [Ping timeout: 244 seconds]
[13:00:29] -!- Roguish has quit [Quit: ChatZilla 0.9.91.1 [Firefox 36.0.4/20150320202338]]
[13:00:30] -!- md-2 has quit [Remote host closed the connection]
[13:14:29] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[13:15:26] amnesic_away is now known as amnesic
[13:17:04] -!- toastyde1th has quit [Ping timeout: 244 seconds]
[13:22:35] <miss0r|shop> _methods: won't a deep groove ball bearing do as well as an AC bearing?
[13:27:05] <_methods> sorry i don't know your application but if you're trying to limit axial AND radial lash i doubt it
[13:33:05] -!- skunksleep has quit [Read error: Connection reset by peer]
[13:33:53] -!- moorbo [moorbo!~moorbo@dyn-21-121.mdm.its.uni-kassel.de] has joined #linuxcnc
[13:33:58] -!- BellinganRoy [BellinganRoy!~Bellingan@host228-109-static.242-95-b.business.telecomitalia.it] has joined #linuxcnc
[13:42:48] -!- balestrino [balestrino!~SB@131.114.31.66] has joined #linuxcnc
[13:47:59] -!- syyl_ [syyl_!~sg@p579CE61F.dip0.t-ipconnect.de] has joined #linuxcnc
[13:54:08] <archivist_herron> deep groove are specified for some end load
[13:55:36] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[14:03:59] -!- amiri_ has quit [Ping timeout: 246 seconds]
[14:08:58] -!- Camaban has quit [Read error: No route to host]
[14:15:54] <miss0r|shop> it seems what I need does not exist... theres no roller bearings with a bore of 8mm. the end. *sigh*
[14:16:00] <miss0r|shop> back to the drawing board
[14:16:34] amnesic is now known as amnesic_away
[14:18:58] <_methods> what are you trying to do?
[14:19:34] <miss0r|shop> it is for fixating one end of the ball-rod on my CNC
[14:20:14] <SpeedEvil> Why won't balls do?
[14:20:19] <miss0r|shop> and right after the two bearings a timing belt wheel is located.
[14:21:08] <miss0r|shop> SpeedEvil: it probally can, if it was a larger bearing, but with a 8mm axle it is somewhat limited. I cannot remove the last backlash with these small bearings - they lock up if they are tightened too much
[14:21:23] <SpeedEvil> ah
[14:21:36] <SpeedEvil> Single ball pressed into the end of the shaft?
[14:22:12] <miss0r|shop> I don't follow you..
[14:22:52] <SpeedEvil> I don't fully understand what you're wanting.
[14:23:12] <miss0r|shop> :)
[14:25:07] <miss0r|shop> I have a ballnut on a "ball-rod". the ballnut is mounted below the machine table. the rod then continues outside the machine to a point where I have it "fixated" with two ball bearings, one on each site of a flange. I then fasten a nut on one side to sort of compact the two bearings, so that the rod can't move in the axial direction. but somehow it manages to do so anyway
[14:25:13] <miss0r|shop> (0.11mm to be exact)
[14:25:34] <miss0r|shop> and I can feel the bearings looses all smoothness when I tighten them
[14:26:35] <miss0r|shop> When thinking about it, I probaly didn't exactly buy very expensive bearings.
[14:26:47] -!- rob_h has quit [Ping timeout: 246 seconds]
[14:27:28] -!- rob_h [rob_h!~robh@2.223.247.0] has joined #linuxcnc
[14:30:18] <miss0r|shop> What I want are some bearings, preferably roller bearings, that can handle the axial load. Problem is the axle is 8mm diameter.
[14:32:29] -!- Brunetty has quit [Read error: Connection reset by peer]
[14:33:03] -!- moorbo has quit []
[14:33:56] -!- zeitue has quit [Quit: Leaving]
[14:34:32] -!- Brunetty [Brunetty!~Home@unaffiliated/brunetty] has joined #linuxcnc
[14:36:54] <archivist_herron> miss0r|shop, the clever bit is shims to stop them crushing
[14:38:25] <miss0r|shop> archivist_herron: I thought about that. but I didn't even manage to not have some sort of backlash. so I think the bearings are to blame. I am looking at the option of just using bigger roller bearings and have some sort of radial spacer on the axle. That is the plan for now ;)
[14:38:50] <archivist_herron> roller is the wrong type
[14:39:09] <archivist_herron> taper roller maybe
[14:39:28] <miss0r|shop> indeed. That is what I meant
[14:40:01] -!- anth0ny_ has quit [Quit: anth0ny_]
[14:40:26] <archivist_herron> dont think tapers go down that far
[14:40:40] amnesic_away is now known as amnesic
[14:41:16] <miss0r|shop> nope. I managed to find a 7.983 something mm ID. but they wanted 100USD for one half and 50USD for the other, so I passed ;)
[14:42:05] <miss0r|shop> i'm thinking of finding a cheaper standard taper roller bearing with a larger innder diameter, and just make a spacer to put inside
[14:44:25] <miss0r|shop> I'm off. cya
[14:44:30] -!- miss0r|shop has quit []
[14:45:08] -!- Akex [Akex!uid58281@gateway/web/irccloud.com/x-tbbvnmplcjaubxej] has joined #linuxcnc
[14:54:36] -!- mhaberler has quit [Ping timeout: 256 seconds]
[14:59:40] -!- b_b has quit [Changing host]
[15:02:45] -!- b_b has quit [Changing host]
[15:05:44] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[15:06:16] -!- eventor [eventor!~eventor@p5DDD6921.dip0.t-ipconnect.de] has joined #linuxcnc
[15:09:13] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[15:12:10] -!- Rickta59 has quit [Quit: leaving]
[15:12:31] -!- Rickta59 [Rickta59!~Rickta59@cpe-174-106-151-175.ec.res.rr.com] has joined #linuxcnc
[15:29:46] -!- balestrino has quit [Ping timeout: 272 seconds]
[15:31:22] -!- podarok [podarok!~podarok@host-176-38-13-39.la.net.ua] has joined #linuxcnc
[15:32:57] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[15:38:38] -!- theorb has quit [Ping timeout: 265 seconds]
[15:44:39] -!- theorb [theorb!~theorb@cpc3-swin16-2-0-cust28.3-1.cable.virginm.net] has joined #linuxcnc
[15:45:46] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[15:46:55] -!- raymondhim has quit [Ping timeout: 255 seconds]
[15:50:19] -!- quiqua has quit [Quit: quiqua]
[15:59:33] -!- f1oat3 [f1oat3!~f1oat@AMontsouris-553-1-47-82.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[16:12:04] -!- dr0w [dr0w!~george@adsl-184-45-52-221.sdf.bellsouth.net] has joined #linuxcnc
[16:12:29] -!- tekniq_ [tekniq_!~tekniq@198.179.137.221] has joined #linuxcnc
[16:15:30] -!- balestrino [balestrino!~SB@131.114.31.66] has joined #linuxcnc
[16:31:21] -!- tekniq_ has quit []
[16:32:11] -!- balestrino has quit [Ping timeout: 252 seconds]
[16:33:15] -!- sirsleepalot [sirsleepalot!~koo5@236.152.broadband3.iol.cz] has joined #linuxcnc
[16:35:33] <Cromaglious> weeeeeee
[16:37:09] <zeeshan> https://www.facebook.com/video.php?v=990849227607121
[16:37:12] <zeeshan> learned a new technique
[16:37:17] <zeeshan> might work well on stripped bolts
[16:37:18] <zeeshan> :)
[16:38:04] <archivist> effin flash, not viewable here
[16:38:43] <Rab> Clever, but I doubt it'll work on stripped bolts. Rather it seems to rely on the heads being in perfect shape.
[16:38:55] <zeeshan> you can clamp on the head
[16:38:59] <zeeshan> tight
[16:39:37] <Rab> The surfaces will want to jump off, especially as the nut is rotated.
[16:39:49] <zeeshan> well it sparked an idea in my head
[16:39:59] <zeeshan> that i could use a bolted clamp vs a vice grip
[16:40:02] <zeeshan> that will be more secure
[16:40:10] <zeeshan> i could curve the clamp face
[16:40:21] <Rab> IOW it's doing exactly the same thing as a crescent wrench, but with less contact area.
[16:43:25] <CaptHindisght> you could also weld a solid bar to the top of the stripped bolt and then turn it
[16:43:51] <zeeshan> yea i just weld a nut on sometimes and that works well
[16:43:59] <zeeshan> and sometimes it breaks the head off :-)
[16:43:59] -!- kwallace has quit [Ping timeout: 245 seconds]
[16:44:33] <archivist> the sharp tap with a hammer frees threads best
[16:44:50] <Rab> I had greater success when I started tightening bolts/studs slightly, before trying to loosen.
[16:44:59] <archivist> to be done before excess effort is put on the bolt
[16:46:20] <anonimasu> my problem/ME YWANS
[16:46:25] * anonimasu yawns
[16:46:38] <archivist> tight/loose/tight/loose(wd40) can free threads too, it works the rust slowly down the thread
[16:47:11] <anonimasu> anyone got a clue why classicladder is missing signals from the interpreter
[16:47:15] <anonimasu> (motion synchronized ones)
[16:50:48] sirsleepalot is now known as houseboat
[16:50:49] <archivist> should you be connecting the signals you want
[16:51:21] <anonimasu> err. motion does not change the signal in on cl..
[16:59:05] -!- Akex has quit [Quit: Connection closed for inactivity]
[16:59:07] <archivist> you have not mentioned any pins/signals you think should
[16:59:40] -!- PCW [PCW!~chatzilla@99.88.10.65] has joined #linuxcnc
[17:00:38] -!- raymondhim [raymondhim!~raymondhi@c-66-41-216-194.hsd1.mn.comcast.net] has joined #linuxcnc
[17:01:24] <renesis> 16:44 < Rab> I had greater success when I started tightening bolts/studs slightly, before trying to loosen.
[17:01:27] <anonimasu> Err the "motion.digital-out-00" outputs that you can set by G-code
[17:01:29] <renesis> this works well
[17:01:33] <renesis> or strips bosses
[17:02:07] <renesis> maybe depends on the ratio of chinesium in the plastic or metal
[17:02:27] <ssi> lol
[17:03:08] <renesis> prob not as much of an issue with bigger hardware
[17:05:40] <anonimasu> I dont quite get why it does not work
[17:06:36] <anonimasu> when I issue M64/M65 nothing happens :S
[17:07:19] <anonimasu> probably has to do with the motion being queued..
[17:07:58] <anonimasu> but I have a m3 between..(I am trying to trigger a pierce/drop torch cycle
[17:08:34] -!- karavanjo has quit [Ping timeout: 272 seconds]
[17:10:38] <archivist> should you be connecting the signals you want from motion to classicladder pins
[17:10:50] <archivist> have you done that
[17:11:41] <anonimasu> yes ofcourse.
[17:12:07] <anonimasu> it's the issue with QUEUEING(I have ther M6x trigger the signal) before I send the M3 S1 command
[17:12:26] <anonimasu> (then drop it after the torch is on to initiate the pierce/cycle)
[17:14:35] -!- raymondhim has quit [Read error: Connection reset by peer]
[17:14:51] -!- raymondhim [raymondhim!~raymondhi@c-66-41-216-194.hsd1.mn.comcast.net] has joined #linuxcnc
[17:15:11] -!- md-2 has quit [Quit: Leaving...]
[17:15:26] <skunkworks> anonimasu, The actual change of the specified outputs will happen at the beginning of the next motion command. If there is no subsequent motion command, the queued output changes won�t happen.
[17:16:19] <skunkworks> http://linuxcnc.org/docs/2.6/html/gcode/m-code.html#sec:M62-M65
[17:16:36] <anonimasu> can you somehow force it?
[17:16:59] <anonimasu> (or is spindle on not a motion command?)
[17:17:50] <skunkworks> no. G0, G1, ect
[17:18:11] <anonimasu> bleh..
[17:18:28] -!- FinboySlick has quit [Quit: Leaving.]
[17:18:32] <anonimasu> this is not so neat, the stupid palsma has only THC ON/OFF no torch Z
[17:18:37] <anonimasu> and I have no time to connect it.
[17:18:45] -!- danylevskyi has quit [Ping timeout: 252 seconds]
[17:19:20] <skunkworks> maybe try M1XX scripts? I don't know how they sync...
[17:19:35] <skunkworks> http://linuxcnc.org/docs/2.6/html/gcode/m-code.html#sec:M100-to-M199
[17:19:47] <anonimasu> I have a memory they do, maybe..
[17:20:04] <anonimasu> I remember from the old cutting machine
[17:21:52] -!- dan2k3k4 has quit [Ping timeout: 272 seconds]
[17:21:52] <anonimasu> bbl
[17:25:33] -!- moorbo [moorbo!~moorbo@dyn-21-121.mdm.its.uni-kassel.de] has joined #linuxcnc
[17:30:13] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[17:30:13] <the_wench> aventtini: archivist said please fix your client so it does not quit join so often
[17:32:19] -!- aventtini has quit [Client Quit]
[17:32:47] -!- bitreaper [bitreaper!3f967364@gateway/web/freenode/ip.63.150.115.100] has joined #linuxcnc
[17:33:42] amnesic is now known as amnesic_away
[17:33:54] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[17:34:54] -!- aventtini has quit [Client Quit]
[17:35:22] -!- DGMurdockIII [DGMurdockIII!~dgmurdock@c-73-168-14-247.hsd1.in.comcast.net] has joined #linuxcnc
[17:36:02] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[17:39:54] -!- aventtini has quit [Client Quit]
[17:41:38] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[17:42:38] -!- aventtini has quit [Client Quit]
[17:44:51] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[17:47:10] -!- aventtini has quit [Client Quit]
[17:50:55] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[17:51:51] <XXCoder1> zeeshan: nice video
[17:52:03] -!- phantoneD [phantoneD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[17:52:15] -!- aventtini has quit [Client Quit]
[17:53:32] -!- phantoxeD has quit [Ping timeout: 272 seconds]
[17:53:58] -!- phantoxeD [phantoxeD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[17:55:56] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[17:56:57] -!- aventtini has quit [Client Quit]
[17:57:06] -!- phantoneD has quit [Ping timeout: 244 seconds]
[17:58:20] -!- aventtini [aventtini!050c8127@gateway/web/cgi-irc/kiwiirc.com/ip.5.12.129.39] has joined #linuxcnc
[17:59:19] -!- mrkrinkle_ has quit [Remote host closed the connection]
[18:00:02] -!- aventtini has quit [Client Quit]
[18:06:51] <Cromaglious> well made booth, didn't lose money... wasn't great return..
[18:07:44] -!- balestrino [balestrino!~SB@host149-12-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:08:06] -!- patrickarlt has quit [Quit: Leaving...]
[18:08:16] -!- adb [adb!~IonMoldov@2a02:1205:c6a9:72a0:baac:6fff:fe67:305f] has joined #linuxcnc
[18:09:42] <XXCoder1> booth for what?
[18:15:25] -!- [cube] has quit [Ping timeout: 255 seconds]
[18:21:21] -!- [cube] [[cube]!~cube@bas17-ottawa23-1279418442.dsl.bell.ca] has joined #linuxcnc
[18:22:21] -!- heathmanc [heathmanc!~heathmanc@host86-181-126-101.range86-181.btcentralplus.com] has joined #linuxcnc
[18:22:48] <heathmanc> Good day fellas!
[18:24:39] <alex4nder> hello
[18:26:50] -!- acdha has quit [Ping timeout: 265 seconds]
[18:26:56] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[18:29:55] <Cromaglious> hiya heathmanc
[18:30:24] -!- Rinzler [Rinzler!~rinzler@24.196.188.99] has joined #linuxcnc
[18:30:37] <Cromaglious> XXCoder1, Steampunk Family Festival Orange Empire Rail Museum this weekend
[18:31:14] <Rinzler> Hello I was wondering if anyone would happen to know if linuxcnc can be setup just for simulations for those people in which are just wanting to start learning about cnc machining
[18:31:39] <archivist> Rinzler, yes
[18:33:05] -!- alex4nder has quit [Quit: leaving]
[18:33:10] <Rab> Rinzler,
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?LinuxCNC_Pure_Simulator
[18:33:24] <Rinzler> Rab i was playing around with linuxcnc but i couldnt figure out how to draw my own image or use one that i found online. what am i doing wrong
[18:34:31] <Rab> Rinzler, LinuxCNC is for driving machinery from code derived from your model...it's not a modeling program itself.
[18:34:36] <Rinzler> i think that the proper term maybe CAD image ?
[18:34:45] <archivist> nor a drawing program
[18:34:54] <Rinzler> ah ok
[18:35:04] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[18:35:09] <Rab> Rinzler, sure. CAD is used for authoring your model, CAM is used to convert it to machine toolpaths, and LinuxCNC is used for executing those toolpaths.
[18:35:18] <Rinzler> so if i was to want to make my own image what would i need for that
[18:35:26] <Rab> Rinzler, 2D or 3D?
[18:35:45] -!- alex4nder [alex4nder!~alex4nder@ns2.lexterieur.net] has joined #linuxcnc
[18:36:22] <archivist> cad draw an item, CAM convert a drawing to machine moves(gcode) linuxcnc, a machine control understanding gcode for machine moves
[18:36:23] <Rinzler> Rab it dont matter i am wanting to just play with all this for educational reasons before spending the money for the cnc machine
[18:36:49] <Cromaglious> XXCoder1,
http://itslinux.org/pics/OERM20150322.jpg
[18:36:56] <archivist> you can just go to step three and write gcode
[18:37:11] <Cromaglious> some of our product
[18:37:38] <Rinzler> k
[18:37:49] <Rinzler> sorry for bothering you all with all this
[18:37:55] <Rinzler> but i thank all of you for your help
[18:38:02] <Rab> Rinzler, you could try Inkscape for 2D vector drawing or Solvespace for 3D CAD.
[18:38:56] <Rinzler> now what if say i draw the image that i am wanting to make with my cnc machine how would i take that image and put it in the controler so that i can make it
[18:39:15] <Rinzler> sorry for not using the correct terms for all this
[18:39:59] <Rab> Rinzler, that step is called CAM.
[18:40:10] <Cromaglious> hmm easy way would be inkscape save svg, load into
http://makercam.com , and then save to file and load with linuxcnc
[18:40:10] <Rinzler> ok
[18:40:34] <MrSunshine> i frekkin hate wood :(
[18:40:37] <Cromaglious> pyCAM also works
[18:40:39] <archivist> not all cam can deal with all shapes and tooling
[18:41:00] <Rinzler> ok
[18:41:02] <Cromaglious> archivist, true dat! makercam has troubles doing good curves
[18:41:21] <MrSunshine> no mater how hard you try .. everything ends up in different freakin dimensions depending on how fast the wood has grown .. humidity .. the suns orientation to the moon and plutos location in sapce and how many time jesus has died
[18:41:32] <XXCoder1> Cromaglious: looking
[18:42:03] <Cromaglious> MrSunshine, you forgot ambiant methane from cowfarts
[18:42:07] -!- Rinzler [Rinzler!~rinzler@24.196.188.99] has parted #linuxcnc
[18:42:10] <MrSunshine> Cromaglious: mm
[18:42:15] <MrSunshine> thats a big one in the game
[18:42:24] <XXCoder1> Cromaglious: nice! steampunk is something I like but not really into
[18:42:35] -!- [cube] has quit [Ping timeout: 246 seconds]
[18:42:53] <Cromaglious> http://www.OERM.org
[18:43:25] <archivist> damaging real steam for art is verboten
[18:44:16] <Cromaglious> I only use real steam in the production of my items
[18:45:02] <Cromaglious> my flash boilers are usually mounted in a Piece of triangular Aluminium plate
[18:45:28] <Cromaglious> you can find them at Merchantiles as Steam Irons
[18:48:31] -!- sumpfralle [sumpfralle!~lars@p5B2CD2E5.dip0.t-ipconnect.de] has joined #linuxcnc
[18:48:37] -!- SB__ [SB__!~SB@host149-12-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:49:26] <XXCoder1> heh wonder what would happen if those overunity nuts tried to invent stuff in steam. "Now, those steam, after being used, are returned to other point so it has infinite energy"
[18:50:32] -!- balestrino has quit [Ping timeout: 272 seconds]
[18:50:34] <archivist> erm every power station I know of re uses the water
[18:50:58] <XXCoder1> archivist: I didnt say water, I said steam heh as in still magically has energy and pressured
[18:51:11] <archivist> we just had a free energy idiot in ##electronics
[18:51:46] <XXCoder1> what kind of overunity was that person
[18:51:52] <XXCoder1> overbalanced wheel?
[18:52:14] <archivist> yaknow steam still works the way it did in 1849
http://www.middleton-leawood.org.uk/leawood/images/pumphouse/index.html
[18:52:19] <skunkworks> you know - if big oil didn't squash them....
[18:52:27] <XXCoder1> lol
[18:52:45] -!- podarok has quit [Remote host closed the connection]
[18:52:58] <archivist> XXCoder1, a "hack" between a battery and bulb to make it brighter and last longer
[18:53:15] <XXCoder1> "wow!"
[18:53:21] <XXCoder1> thats new one to me
[18:54:28] <archivist> if I had ops he would have got a size 12 boot
[18:54:48] <XXCoder1> only one boot? wouldnt guy need another one? lol
[18:55:01] <XXCoder1> yeah I'd have given him the boot too. 12 1/2 one
[18:57:19] -!- Nick001-shop [Nick001-shop!~chatzilla@50-32-110-110.adr01.dlls.pa.frontiernet.net] has joined #linuxcnc
[18:57:47] -!- furrywolf [furrywolf!~randyg@72-62-178-99.pools.spcsdns.net] has joined #linuxcnc
[18:58:22] <CaptHindisght> free electricity tip #26 Tapping into your neighbors power. (not actually free, it just shifts the costs to your neighbor)
[18:58:36] <XXCoder1> solar power
[18:59:05] <XXCoder1> if you has kids, put your solar arrays on neighbor backyard heh
[19:00:33] <CaptHindisght> Vortex math is the new scam for free or low cost power
[19:01:06] <CaptHindisght> http://disinfo.com/2013/07/can-vortex-mathematics-lead-to-free-energy-or-is-it-just-more-fluff/
[19:01:14] <XXCoder1> welcome to crazyness
http://vortexmath.webs.com/
[19:01:33] <CaptHindisght> http://rense.com/rodinaerodynamics.htm
[19:02:58] <CaptHindisght> I should invent trickle down vortex economics
[19:03:13] <_methods> didn't they already do that a few years ago
[19:03:19] <_methods> with the housing market
[19:03:24] -!- per_sonne has quit [Quit: Be back later ...]
[19:04:17] <CaptHindisght> yesh, but they didn't call it "trickle down vortex economics" :)
[19:04:20] -!- varesa has quit [*.net *.split]
[19:04:29] -!- Jymmm has quit [*.net *.split]
[19:04:29] -!- MarkusBec has quit [*.net *.split]
[19:04:30] -!- humble_sea_bass has quit [*.net *.split]
[19:04:30] -!- toxx has quit [*.net *.split]
[19:04:31] -!- smartattack has quit [*.net *.split]
[19:04:31] <_methods> hehe
[19:04:31] -!- sttts has quit [Read error: Connection reset by peer]
[19:04:32] <CaptHindisght> go get your own cult
[19:04:47] -!- smartattack [smartattack!~petem@cloudbox.tuxalot.org] has joined #linuxcnc
[19:04:47] -!- humble_sea_bass [humble_sea_bass!U2FsdGVkX1@ma.sdf.org] has joined #linuxcnc
[19:04:52] -!- toxx [toxx!~cnc-guy@v3-1260.vlinux.de] has joined #linuxcnc
[19:04:54] -!- varesa [varesa!~varesa@ec2-54-171-127-114.eu-west-1.compute.amazonaws.com] has joined #linuxcnc
[19:05:01] -!- Jymmm [Jymmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[19:05:46] <CaptHindisght> similar to Bitcoin with it's magically shifting value based on the speed of generation
[19:05:53] -!- MarkusBec [MarkusBec!znc@80.69.39.131] has joined #linuxcnc
[19:06:03] <_methods> or teh speed of disappearance
[19:06:16] -!- raymondhim has quit [Ping timeout: 255 seconds]
[19:06:19] <CaptHindisght> that can't be represented by any known formula
[19:06:24] <_methods> hehe
[19:06:32] <_methods> except lucky charms formula
[19:06:43] <_methods> it's magically disappearing
[19:06:56] <ssi> CaptHindisght: extension cord across your neighbors yard is the basis for my new perpetual motion patent
[19:07:07] <_methods> hahah
[19:07:11] <_methods> and bitcoin miner
[19:07:22] <XXCoder1> heh I saw picture of door to kfc's secret recipe safe. it looks like boring door with lock.
[19:07:44] <ssi> _methods: did you ever see my bitcoin miners?
[19:07:44] <XXCoder1> wonder what lucky charms recipe lock door looks like :P
[19:08:49] <_methods> yeah i think i saw a pic of your milk crates lol
[19:08:52] <CaptHindisght> I'm more coo coo for cocoa puffs
[19:09:11] <ssi> I never had milk crates :P
[19:09:31] <ssi> https://pbs.twimg.com/media/BbGW0_1CAAAWQ71.jpg:large
[19:09:47] <XXCoder1> needs more fans
[19:10:17] <XXCoder1> weird
[19:10:22] <XXCoder1> is google down for you guys
[19:10:28] <ssi> that's 100 video cards worth of bitcoin miner :P
[19:11:09] <XXCoder1> google had short downtime for some reason
[19:11:21] <_methods> oh i guess that was someone else who had all the miners in milkcrates
[19:11:39] <XXCoder1> https://gs1.wac.edgecastcdn.net/8019B6/data.tumblr.com/20eb8b4b10404fd00d167497bba69eb8/tumblr_inline_ne0gku0Dnz1r1vpkl.jpg
[19:12:03] <XXCoder1> kfc recipe door heh location is secret but I took pic of it anyway
[19:12:07] <_methods> col. sanders is back there
[19:12:09] <ssi> hah
[19:12:22] <XXCoder1> kidding I dunno where it is
[19:13:33] <XXCoder1> https://i.imgur.com/UGF9HdV.jpg this one I did manage to snag and take pictures
[19:13:37] <malcom2073> vortex math? I love me a good youtube rabbit hole
[19:14:07] <_methods> isn't that teh math they did in beerfest to defeat teh bubble in the boot
[19:14:14] <ssi> lol
[19:14:18] <malcom2073> It looks like another free energy gag
[19:14:40] <malcom2073> Sorta like that.... oh what was that website that babbled on about the 4 corners of the earth religion or something
[19:15:13] <ssi> looks like some kind of numerology horseshit
[19:15:16] <XXCoder1> http://www.nydailynews.com/life-style/eats/kfc-moves-colonel-sanders-secret-fried-chicken-recipe-new-safer-vault-article-1.389489
[19:15:27] <ssi> mathematical proofs don't have things like "double a number then sum the digits"
[19:15:53] <XXCoder1> Even if I didn't know votex math was crock full of shit, it invokes religion
[19:16:00] <XXCoder1> math and religion hah
[19:16:24] <malcom2073> Best way to tell crocks of shit: The bring up religion, or energy.
[19:16:36] <ssi> does that mean thermodynamics is a crock of shit? :D
[19:16:45] <malcom2073> Sorry, youtube crocks of shit :P
[19:16:46] <XXCoder1> more properly, overunity, more energy from energy, so on
[19:16:58] <ssi> overunity, I like that
[19:17:15] <XXCoder1> ssi: you never heard of that word? its pretty common for some areas
[19:17:29] <XXCoder1> you might say overun9ity is my side hobby lol
[19:17:36] <XXCoder1> I enjoy reading crazy theories
[19:17:42] <ssi> here, watch this instead
[19:17:43] <ssi> https://www.youtube.com/watch?v=MbzoeJxPEBk
[19:18:27] <malcom2073> bwahahaha, I was looking up this Rodin stuff, came across an angelfire page about it, it involves tibetin monks
[19:18:37] <malcom2073> Tibetan*
[19:18:38] <_methods> oh thailand
[19:18:52] <XXCoder1> damn
[19:18:54] <XXCoder1> thats cool
[19:19:00] <XXCoder1> dna spirl to space
[19:19:03] <ssi> :D
[19:19:39] <CaptHindisght> any unbeliever is a hater, my logic is infallible
[19:19:59] <malcom2073> CaptHindisght: I believe you
[19:20:07] <_methods> haha
[19:20:14] <XXCoder1> I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you I belive in you
[19:20:34] <ssi> belive?
[19:20:41] <_methods> lol
[19:20:42] <furrywolf> yay, someone who properly worships me.
[19:21:06] <_methods> is it belive or is it memorex
[19:21:06] <XXCoder1> ssi: hey irc client has no spell checker heh
[19:21:08] <ssi> furrywolf: you mean besides the Starks?
[19:21:39] <furrywolf> ?
[19:21:43] <ssi> never mind :P
[19:22:05] -!- f1oat4 [f1oat4!~f1oat@AMontsouris-553-1-44-205.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[19:22:25] -!- f1oat3 has quit [Ping timeout: 265 seconds]
[19:22:42] <_methods> not a game of thrones reader apparently
[19:22:57] <furrywolf> Starks?
[19:23:06] <malcom2073> Tony Stark?
[19:23:07] <ssi> I'm going home! carry on :D
[19:23:47] <_methods> ned stark
[19:26:34] <heathmanc> Ok, just how complicated is it to build firmware for a mesa card?
[19:26:50] <heathmanc> I am working on putting my brave pants on
[19:28:09] <furrywolf> .... I emailed the seller of my burnt-out led light bulb. got the response "May I ask if you use it right?"
[19:28:18] <malcom2073> Lol
[19:28:23] <malcom2073> "No, you may not"
[19:28:48] <XXCoder1> them screw in sockets can be screwy
[19:28:50] <XXCoder1> :P
[19:28:50] <JT-Shop> no, I used it in the left
[19:29:05] <XXCoder1> and your led bulb actually burned out? woiw
[19:30:02] -!- anth0ny_ has quit [Client Quit]
[19:33:06] <furrywolf> should I respond seriously, or say that even after I screwed it into my kitchen faucet, the water still didn't glow?
[19:33:26] <XXCoder1> lol seriously unfortnately
[19:33:33] -!- SB__ has quit [Ping timeout: 256 seconds]
[19:34:06] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[19:35:10] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[19:36:58] <furrywolf> funny thing is, I probably did use it wrong, but not in any way you'd expect or that it says not to do.
[19:37:46] <skunkworks> heathmanc, if you ask peter nicely - he will probably build one for you...
[19:38:48] <heathmanc> I figured, but I should look into what it takes
[19:39:02] <skunkworks> Tom_itx, has done it..
[19:39:08] -!- moorbo has quit [Remote host closed the connection]
[19:39:16] <skunkworks> I think he has a how to somewhere
[19:39:18] <heathmanc> i got the 4i65 working in linuxcnc, should figure out the 4i69 since I have it
[19:39:32] <furrywolf> nowhere does it say not to use on a non-sinusoidal power source.
[19:41:39] -!- sumpfralle [sumpfralle!~lars@p5B2CD2E5.dip0.t-ipconnect.de] has joined #linuxcnc
[19:41:57] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:48:07] -!- karavanjo has quit [Ping timeout: 255 seconds]
[19:49:58] <furrywolf> ... the crappiness of this design just hit me. not only is the nothing-but-capacitors ballast crappy, it makes the whole bulb live! the bulb isn't protected from touch - all the soldering is exposed. and with nothing but a few caps it one side of the line, there's no isolation...
[19:49:59] <XXCoder1> furrywolf: your house uses dc?
[19:50:14] <furrywolf> I had it plugged into a small "modified sine" inverter.
[19:50:19] <XXCoder1> oh
[19:50:20] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[19:50:33] <furrywolf> ths is the only bulb I've seen where you can be electrocuted touching anywhere on it.
[19:51:41] <CaptHindisght> "may I ask you to jump into the lake?"
[19:51:46] <XXCoder1> thats insane
[19:52:46] <MrSunshine> my grid clamping did not work for wood ... to much difference in heights of the blocks :/
[19:53:11] -!- skunkworks has quit [Read error: Connection reset by peer]
[19:55:19] -!- _abc__ [_abc__!~user@unaffiliated/ccbbaa] has joined #linuxcnc
[19:55:23] <furrywolf> http://www.ebay.com/itm/261475587095?_trksid=p2060353.m2749.l2649&var=560353745208&ssPageName=STRK%3AMEBIDX%3AIT note all the LEDs are exposed, complete with solder pads, and exposed wiring on the end. If you grab it, you'll end up with your fingers on at least one solder pad. If it had a properly isolated ballast, that'd be ok. But all it has is a few capacitors in series with the line.
[19:57:33] <XXCoder1> 4500 lm
[19:57:46] -!- user2 [user2!~rinzler@24.196.188.99] has joined #linuxcnc
[19:58:04] <XXCoder1> hoinestly I would go to costco, here goverment pays for half of it so I can buy 1600 lumens for just $7
[19:58:09] <furrywolf> not. I'd estimate it around 2000lm.
[19:58:35] <furrywolf> costco here has 1600lm bulbs for $12.99. I wanted much more light than that, hence why I bought one supposed to be 4500lm...
[19:58:38] <user2> I am using linuxCNC in virtualbox would anyone happen to know how to or if a person can take a image and load it into axis and if so how ?
[19:58:40] <furrywolf> it's about the same brightness as my costco bulbs.
[19:58:45] <furrywolf> and now it's 0lm.
[19:58:56] <_abc__> Heh
[19:59:03] <XXCoder1> let me know if it ever goes negative lm lol
[19:59:04] <_abc__> Darklight
[19:59:18] <_methods> diy black hole
[19:59:37] <XXCoder1> $12.5 isnt bad really
[19:59:55] <_abc__> 12.5 for what please?
[20:00:02] <_methods> a black hole light
[20:00:04] <Rab> user2, seems like you've already asked that question.
[20:00:06] <XXCoder1> er $13
[20:00:20] <XXCoder1> costco 1600 lumen led light
[20:00:36] -!- user2 [user2!~rinzler@24.196.188.99] has parted #linuxcnc
[20:00:43] * _abc__ converts currency etc
[20:00:50] <_abc__> 9W?
[20:00:59] -!- sumpfralle [sumpfralle!~lars@p5B2CD2E5.dip0.t-ipconnect.de] has joined #linuxcnc
[20:04:42] -!- Cromaglious__ [Cromaglious__!4a64badc@gateway/web/freenode/ip.74.100.186.220] has joined #linuxcnc
[20:07:01] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[20:07:34] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[20:08:17] <MrSunshine> http://www.practicalmachinist.com/vb/attachments/f21/106280d1398957744-fixture-concept-comments-machinable-uniforce-clamp-8-.jpg now theres a clamping arangement ...
[20:08:24] <MrSunshine> i wonder if i can do something similiar with wood :P
[20:10:01] <XXCoder1> thats large clamps..
[20:10:22] <XXCoder1> 68 parts that I can see
[20:10:30] <XXCoder1> thats just visiable rows
[20:10:40] <XXCoder1> er columns
[20:10:55] <andypugh> DId anyone answer user2 the first time he asked the question?
[20:12:14] -!- rob_h has quit [Ping timeout: 272 seconds]
[20:12:39] -!- rob_h [rob_h!~robh@90.202.239.37] has joined #linuxcnc
[20:12:43] <furrywolf> I'm not even sure what his question means.
[20:14:13] <jdh> file/open, select the image, open ?
[20:14:19] <XXCoder1> yeah no idea either
[20:14:22] <XXCoder1> image into axis?
[20:14:41] <jdh> axis will load a jpg/png/etc with image2gcode
[20:15:12] <andypugh> jdh: Yes, that was the answer I hope he got. It is possible, and it’s quite neat.
[20:15:30] <MrSunshine> tho those arent self releasing without the bolts having some kind of strange shoulder or something ...
[20:15:43] -!- swingley has quit [Read error: Connection reset by peer]
[20:15:57] <jdh> actually getting a good cut is more trial and error, but quite nifty
[20:16:39] <andypugh> MrSunshine: A circlip would probably work.
[20:16:57] <MrSunshine> andypugh: true ..
[20:17:19] <andypugh> The clamps look like a standard part.
[20:17:33] <andypugh> (an extrusion, in fact)
[20:18:07] <MrSunshine> andypugh: yeah but i bet expensive to buy ... would be neat to be able to do something like that out of wood for the router
[20:18:25] <andypugh> You could rout the, :-)
[20:18:30] <andypugh> (them)
[20:18:37] -!- balestrino [balestrino!~SB@host149-12-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[20:18:45] <_methods> those are just mitee bite clamps
[20:19:01] -!- swingley_ has quit [Read error: Connection reset by peer]
[20:19:12] <_methods> mitee-bite uniforce clamps
[20:19:19] <MrSunshine> http://www.miteebite.com/images/product_pages/uniforce_1.jpg
[20:19:26] <_methods> yeah
[20:19:27] <MrSunshine> looks a bit expensive
[20:19:31] <_methods> they can be
[20:19:34] <_methods> i'd check ebay
[20:19:37] <_methods> how many do you need?
[20:19:58] <_methods> obviously you can make them yourself
[20:20:11] <_methods> it's just a piece of alum with an angle cut on it
[20:20:20] <_methods> then you drive a steel wedge in to apply pressure
[20:20:47] <XXCoder1> thats funny thing about selling metal stuff for machine shop, if its too expensive and easy enough to make, they will make their own
[20:21:16] <_methods> well most shops thats' a waste of time so you just buy them
[20:21:19] -!- ContraflowInnova has quit [Quit: Page closed]
[20:21:30] <XXCoder1> up to a point
[20:21:31] <_methods> they are like $6-9/ea normally
[20:21:57] <MrSunshine> _methods: hehe ... well the grid i want to clamp is 10x10 pieces
[20:22:00] <_methods> it just depends on how what value you place on your time
[20:22:04] <MrSunshine> so i guess that would be 50 pieces ;P
[20:22:11] <MrSunshine> and there it starts to get a bit to expensive =)
[20:22:28] <_methods> expensive is relative
[20:22:36] <_methods> what's your ROI on the fixture
[20:22:44] <MrSunshine> but i like the design .. have to be doable in wood also as longa s it doesnt have to move to far =)
[20:22:54] <MrSunshine> _methods: roi ?
[20:22:59] <andypugh> If it is worth working on a 10x10 grid then you mist be making at least 2000 parts.
[20:23:15] <_methods> Return on investment
[20:23:25] <_methods> how quickly will your recoup your cost of fixture
[20:23:33] <MrSunshine> andypugh: thats about it ... but the parts is for my own production of other stuff we sell . =)
[20:24:11] <andypugh> So, if it costs too much to tool-up the 10x10 array, how about a 5x5 array?
[20:24:20] <MrSunshine> but hell, i think ill try and make myself some in some wood tomorrow to see what it would end up like =)
[20:24:24] <MrSunshine> can be a fun project =)
[20:24:39] <_methods> that's why you calculate ROI on your fixture lol
[20:25:19] <MrSunshine> _methods: dont know realy ... the end product sells for about 235 usd .. tho ther eis ALOT more to it than these blocks =)
[20:25:28] <andypugh> I am currently making the 5th of a part. And I am 100% bored now :-)
[20:25:51] <jdh> I tried a sim in virtualbox once, it was incredibly painfully slow. my winbox is not so speedy though.
[20:25:59] <andypugh> I have very little patience with repeat jobs for someone playing at CNC
[20:26:13] <_methods> well you have to calculate how much it will increase your production and if it's worth even making the fixture
[20:26:23] <andypugh> jdh: LinuxCNC under VMWare on my Mac is perfectly fine.
[20:26:26] <_methods> vs the time it takes you know using current production methods
[20:26:46] <andypugh> (Though the latency score is hilarious)
[20:27:02] <MrSunshine> _methods: as the machine works with a 10x10 grid i can do other stuff insted of standing there doing it in a drill press
[20:27:13] <_methods> exactly
[20:27:25] <andypugh> But loading the fixture takes time too.
[20:27:28] <MrSunshine> and if making clamps like this works well it opens up a new world in fixturing for parts int he future =)
[20:27:38] <_methods> that's my point about calculating ROI it may cost you initially but a year down the road you're raking in the cash
[20:28:21] <_methods> just be aware that you'll want to use helicoils if you make the base out of aluminum
[20:28:32] <_methods> they tend to strip out pretty easily
[20:28:47] <_methods> after lots of clamp and unclamp cycles
[20:28:48] <andypugh> I think for 2000 parts I might make two golding stations and just have the machine swap between them. So one pert is being unloaded/loaded while the other is being machined. Don’t disregard the time it takes to load up the 10x10 jig, which is all lost machining time too.
[20:28:49] <MrSunshine> base is an mdf plate atm ... and will use steel insert nuts from the back side
[20:29:05] <_methods> that sounds like a good way to go
[20:29:21] <andypugh> Feel free to swap the letters I meant to type for the ones I did type.
[20:29:42] <_methods> yes loading the fixture is time consuming
[20:29:46] <_methods> you'll want 2
[20:30:05] <_methods> or have another part running while reload is occuring
[20:30:09] <MrSunshine> but like i said ..that clamp type was awesome in design .. and should be makeable .. my old fixture was 5 pieces at a time with excentric clamps ... worked quite well but took up alot of time just swapping parts allt he time
[20:30:27] <_methods> magnify that by 10
[20:30:43] <MrSunshine> _methods: not realy ... alot of other time goes down
[20:30:48] <MrSunshine> like cleaning the fixture etc
[20:31:06] <_methods> not really what?
[20:31:15] <MrSunshine> _methods: that it takes 10 times longer =)
[20:31:34] <MrSunshine> suck out the chips from the fixture, smack in new blocks tighten, press start .. go do something else :P
[20:32:03] <MrSunshine> compared to load, wait 2 mins cause i dont even get out of the room in that time ... unload .. clean .. load .. wait 2 mins ..
[20:32:39] <MrSunshine> load .. wait 40 mins .. unload .. clean .. load .. wait 40 mins ... in 40 mins i can do alot of other stuff =)
[20:33:33] <_abc__> Work thyself as Henry Ford would work you
[20:35:16] -!- heathmanc1979 [heathmanc1979!~heathmanc@host86-181-126-101.range86-181.btcentralplus.com] has joined #linuxcnc
[20:36:09] <andypugh> <chortle>
[20:36:28] -!- b_b has quit [Remote host closed the connection]
[20:36:48] <andypugh> I mainly browse the web and look at eBay at the moment because Henry Ford can’t be bothered to give me enough to do.
[20:36:59] <heathmanc1979> Limechat for iPad, pretty slick
[20:37:20] <andypugh> IRC on a touch keyboard? Eeeew!
[20:37:36] <heathmanc1979> I browse eBay for things I really don't need, like more servos
[20:37:55] <_abc__> Hey! I use a phone with ckicklet keys now.
[20:38:03] <andypugh> Yes. That is why I haven’t offered to buy yours. I already have 3 homeless servos.
[20:38:14] <heathmanc1979> Not that bad. Got a bad back, so I can lounge around in bed
[20:38:51] <heathmanc1979> I am still too lazy to list the stuff. Still need some encoders though
[20:39:19] <andypugh> I added up my PayPal expenditure a bit ago. It came to £30,000. Which shocked me. Though one friend did point out “just think how much more you would have paid for that stuff without eBay"
[20:39:35] <heathmanc1979> Lol!
[20:39:58] <heathmanc1979> That's me and American Amazon while I'm in the UK
[20:40:21] <heathmanc1979> And Japan.
[20:41:28] <heathmanc1979> I have been steering away from eBay a bit, getting to commercialized
[20:41:52] <andypugh> So, is a single RJ45 curly patch cable going to work for 0V, 5V 3x hall and ABZ encoder?
[20:42:07] <andypugh> I think it should.
[20:42:27] <andypugh> But are they always fully-wired?
[20:43:11] <heathmanc1979> Should be. You mean as in using all the wires?
[20:43:26] <andypugh> Yes. In fact cutting the ends off
[20:43:53] <andypugh> ideally I want a 1.5m curly cable with 8 data and 3 power.
[20:44:14] <heathmanc1979> The standard is to have all the wires whether or not they are used
[20:44:18] <andypugh> But I think I will try a curly patch cable inside a curly mains power cable.
[20:44:55] <heathmanc1979> Only problem, some of those curly ones aren't shielded twisted pair
[20:45:01] <andypugh> (Currently my 4th axis can get further from the control box than the wire length, which isn’t a comfortable situation)
[20:46:20] <heathmanc1979> I would imagine so
[20:46:48] <XXCoder1> yeah
[20:47:27] -!- sumpfralle [sumpfralle!~lars@p5B2CDE4F.dip0.t-ipconnect.de] has joined #linuxcnc
[20:48:03] <heathmanc1979> Any good source for differential encoders? US digital doesn't appear to ship to apo, and I am not a fan of the amt encoders
[20:48:05] -!- swingley has quit [Remote host closed the connection]
[20:49:19] -!- anth0ny_ has quit [Quit: anth0ny_]
[20:49:22] -!- micges [micges!~micges@abri109.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[20:49:51] <_abc__> Apo?
[20:50:27] <heathmanc1979> I am in the military stationed overseas
[20:50:30] XXCoder1 is now known as XXCoder
[20:50:45] <heathmanc1979> I have a stateside address called an apo
[20:51:34] <heathmanc1979> So, the usps ships to a military carrier, which delivers to me overseas
[20:52:02] <heathmanc1979> But a lot of companies won't ship apo because there are tracking and customs issues
[20:52:33] <XXCoder> reship service?
[20:54:02] -!- balestrino has quit [Ping timeout: 272 seconds]
[20:54:58] <heathmanc1979> Yes, but I hate paying for that. I hate American companies that won't ship to Americans
[20:56:46] -!- rob_h has quit [Ping timeout: 264 seconds]
[20:57:11] <andypugh> heathmanc1979: I thought you were here, not overseas :-)
[20:57:30] -!- rob_h [rob_h!~robh@176.252.168.0] has joined #linuxcnc
[20:59:24] <heathmanc1979> I am in England
[20:59:30] -!- anth0ny_ has quit [Quit: anth0ny_]
[21:00:40] <Cromaglious__> ok hacked up the pw3618 yoocnc PS to be a switched on off, retified PS, no voltage regulation.
[21:01:23] <_abc__> Overseas is a fun term to use online with people from 6 continents on. The 6th are the floating ones, I guess, in boats or planes.
[21:01:41] -!- swingley has quit [Ping timeout: 252 seconds]
[21:02:41] <heathmanc1979> True, thought the lack of accent would give it away!
[21:05:59] <_abc__> No, I mean, on irc etc. "I'm overses". Uhuh. Over which one, when viewed from where?...
[21:06:39] <heathmanc1979> Right. I type without an accent!
[21:08:37] <_abc__> Technically, *anyone* can always say "I'm overseas" withoul lying ...
[21:09:19] <heathmanc1979> Lol
[21:09:32] <heathmanc1979> Long story short... I need encoders!
[21:09:38] <_abc__> What do you call a differential encoder?
[21:09:48] <_abc__> Incremental?
[21:10:46] <_abc__> Heathmanc?
[21:11:10] <heathmanc1979> Yeah an incremental differential
[21:11:46] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-14-209-118.as43234.net] has joined #linuxcnc
[21:11:48] <heathmanc1979> Doesn't have to be differential, runs aren't but about 5 feet
[21:12:00] <_abc__> What does the differential do differently? Also, if in UK, do as the Romans do? Farnell.com?
[21:12:48] <_abc__> Wait, you need a linear one? Large, placed on the machine?
[21:12:59] <heathmanc1979> Not linear, rotary
[21:13:19] <heathmanc1979> Differential signals come in pairs, for noise immunity
[21:13:20] <_abc__> Rotary is easy. Use Farnell
[21:13:44] <_abc__> Ah that kind of differential. Plasma torch?
[21:15:32] <heathmanc1979> No, little taig mill
[21:17:59] <_abc__> And for that you need noise immunity?
[21:20:14] -!- swingley has quit [Read error: Connection reset by peer]
[21:20:53] <heathmanc1979> I have a lot of projects. Any time you run power lines next to signal lines, you run the risk of inducing noise
[21:21:15] <heathmanc1979> Especially with a vid next to the machine
[21:21:23] <heathmanc1979> Vfd
[21:21:39] <andypugh> _abc__: I tend to use RS more than Farnell
[21:22:15] <andypugh> (That’s RS Components, not Radio Shack)
[21:22:34] <heathmanc1979> Lol
[21:23:30] <andypugh> http://uk.rs-online.com/web/c/automation-control-gear/sensors-transducers/rotary-encoders/?searchTerm=rotary++encoder
[21:23:33] <_abc__> Is RS better than Farnell for what you do?
[21:23:46] <andypugh> But that probably isn’t where I would go for encoders.
[21:24:18] <andypugh> _abc__: It is just that RS let me open an account a long time ago when Farnell wouldn’t.
[21:24:29] <_abc__> Ok
[21:24:49] <heathmanc1979> And finding one for a 1/4" shaft won't be the easiest.. I have some amt 102 encoders that I haven't tried, just don't know how I feel about them
[21:25:19] <_abc__> What's the name for a fancy vfd to drive the A axis on a lathe for nc threading and the like?
[21:25:34] -!- swingley has quit [Ping timeout: 264 seconds]
[21:25:50] <_abc__> 1/4 is common, no? 6.3mm...
[21:26:34] <heathmanc1979> In America yes. Don't seem to find a lot of servo encoders here for 6.3mm shafts
[21:26:46] <heathmanc1979> Nema23 motors
[21:26:48] <andypugh> _abc__: You don’t need a fancy VFD, nearly any one will do as long as you have a spindle encoder.
[21:27:52] <andypugh> heathmanc1979: Encoders on stepper motors are of very debatable value…
[21:28:31] <heathmanc1979> These are dc brushed nema23 servos
[21:28:53] <heathmanc1979> Ain't playing with no steppers
[21:29:27] <Cromaglious__> anyone get one of these?
http://www.ebay.com/itm/12V-24V-48V-12-50V-15A-600W-DC-Motor-Speed-Control-PWM-MACH3-USB-CNC-PLC-/261599588503?pt=LH_DefaultDomain_0&hash=item3ce88cf097
[21:30:32] <andypugh> heathmanc1979:
http://www.zappautomation.co.uk/electrical-products/encoders-36.html
[21:33:39] <heathmanc1979> Those would work, but they have no index
[21:34:11] <_abc__> The kind of vfd I have to do with is way too fast on slowest speed to work with normal diy class X Y servos in thread cut mode. I assume direct A drive, no gears. With gears we have backlash on A to deal with. What do you people do about that? Soft brake on A to keep the gear train "tensioned"?
[21:34:20] <andypugh> Some of them have an index. But not any of the 6.35mm ones as far as I could see
[21:35:45] <heathmanc1979> Right. May just give the amt encoders a go, hope for the best
[21:36:40] -!- micges has quit [Ping timeout: 252 seconds]
[21:37:04] <heathmanc1979> Cui amt 102... People seem to get along with them..
[21:37:06] -!- micges [micges!~micges@abri109.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[21:37:44] <heathmanc1979> Just not sure about capacitative encoders
[21:39:51] <_abc__> Should work fine, why not.
[21:41:39] <_abc__> The encoder built into electronic calipers is a capacitive one. Works fine as you know
[21:43:10] -!- micges has quit [Ping timeout: 256 seconds]
[21:43:29] <furrywolf> I think your encoder should be on the far end of the gears
[21:44:42] <_abc__> Hm?
[21:45:25] <furrywolf> you're talking about the spindle, right? put the encoder on the actual spindle, not at the motor. then your gear backlash is irrelevant.
[21:45:36] <andypugh> heathmanc1979:
http://uk.rs-online.com/web/p/rotary-encoders/7967859/
[21:45:47] <_abc__> Oh lol. It's very relevant.
[21:45:56] <andypugh> (Pretty sure 5540 is ABZ version)
[21:46:46] <furrywolf> if you're tapping/threading, there's enough load on it to keep the gears tight one way... then when reversing, the backlash will just seem like it taking a little longer to start the other direction.
[21:48:35] <_abc__> Not good enough for surface engraving or fine pitch thread starts
[21:49:44] <_abc__> You need an insane encoder resolution to resolve 0.05mm on a 100mm diameter work piece.
[21:50:17] <_abc__> The encoder to do that can cost as much as 3 lathes
[21:50:27] <heathmanc1979> andypugh: needs to be a06 instead of a02 for the shaft size
[21:50:44] <andypugh> Yes, just looking at that…
[21:50:45] <furrywolf> then use timing belts instead of gears, and crank the tension up.
[21:51:23] -!- swingley has quit [Read error: Connection reset by peer]
[21:51:40] <_abc__> That's what I asked wolf. What people do...
[21:51:50] <heathmanc1979> They have the a06 for 43 pounds
[21:52:02] <andypugh> Yes, which seems unfair
[21:52:10] <heathmanc1979> I know
[21:52:16] <andypugh> When the other one was half that
[21:52:44] <heathmanc1979> Yeah, like 15 pounds for a different shaft size
[21:53:09] <furrywolf> I still don't think backlash is going to be a big problem. every axis on every machine has some backlash... you just compensate for it.
[21:53:37] <_abc__> The question was how, not whether.
[21:55:03] <andypugh> Available more expensively on eBay!
[21:55:57] -!- swingley has quit [Ping timeout: 252 seconds]
[21:57:06] -!- heathmanc1979 has quit [Remote host closed the connection]
[21:59:29] <furrywolf> I've been thinking of rigging up some kind of slow, geared drive for my mill spindle, so I can do rigid tapping... but I'll probably just wait until I have a better machine.
[22:01:15] <PCW> _abc__: .05mm res at 100 MM diameter is only ~6283.2 resolution, not a very expensive item
[22:02:28] <PCW> 2500 line and even 5000 line encoders are not uncommon (10000 and 20000 counts/turn)
[22:03:05] <_abc__> PCW 20*628.32~=12600
[22:03:25] <PCW> ohh you mean 100 mm radius
[22:03:53] <_abc__> Okay so 6280 for D
[22:04:11] <_methods> damn you math
[22:04:32] <furrywolf> drive the encoder off a timing belt. :)
[22:04:50] <PCW> still not bad (the common fanuc aA64 encoders go for < $200 on Ebay = 65536 counts/turn)
[22:05:20] <_abc__> Not very expensive in what terms. A lathe with 100mm capability will probably be $1500 or so sans cnc kit. The encoder can be 30% of that. Ouch.
[22:06:03] <_abc__> Can the fanuc ones be repurposed painlessly? I assume they are well used?
[22:06:19] -!- sumpfralle has quit [Read error: Connection reset by peer]
[22:06:19] -!- jvrousseau has quit [Quit: Textual IRC Client: www.textualapp.com]
[22:06:27] <PCW> you can get a 20000 count Chinese encoder for less than $100
[22:06:35] <_abc__> Ok
[22:06:35] <furrywolf> http://www.ebay.com/itm/Incremental-photoelectric-rotary-encoder-ZSP3806-5000P-R-5000-pulse-5000-line-AB-/121513532225 apparantly new chinese 5000 line encoders are $91 on ebay
[22:07:23] <PCW> The fanuc onea need a mesa card or Pico SYstem adpater
[22:07:38] <PCW> Pico Systems
[22:08:02] <furrywolf> http://www.ebay.com/itm/Avago-rotary-encoder-AEDA-3300-TE1-20000-80000-CPR-line-lines-WOW-/141296859193 $200 gets you 80,000 count.
[22:08:22] <andypugh> Have a look at Hedenhain _angular_ encoders rather than rotaroy ones.
[22:08:41] <_abc__> Heidenhain?
[22:09:07] <t12> buy a used integrated servo + encoder
[22:09:08] <andypugh> Does this work?
https://drive.google.com/open?id=0BxjJW1-T6n7CdWhPc1J5MFlBMi1qUWZRMFZXWDlMcGlXM1Rr&authuser=0
[22:09:09] <t12> and just use the encoder
[22:09:11] <PCW> There a Avago 128K count one in that price range also (absolute)
[22:09:41] <furrywolf> but, if you drive your encoder off a timing belt, while you may lose some accuracy, you gain precision...
[22:09:51] <andypugh> These look like fun too:
http://www.renishaw.com/en/resolute-absolute-optical-encoder-how-it-works--10934
[22:10:14] <andypugh> Renishaw even sent me one to make work with the Mesa card. And it got lost in the post :-(
[22:10:25] <Deejay> gn8
[22:10:34] <PCW> I have a Fanuc aaiA16000 (16M counts/turn) Current Fanuc high end encoders are 32M counts/turn
[22:10:47] -!- sumpfralle [sumpfralle!~lars@p5B2CDE4F.dip0.t-ipconnect.de] has joined #linuxcnc
[22:11:04] <furrywolf> that's a lot of counting.
[22:11:10] -!- Deejay has quit [Quit: bye]
[22:11:27] <_abc__> What's the deal with the funny letters in the fanuc part number?
[22:11:29] <LeelooMinai> 32M?...
[22:11:31] <PCW> well it means very nice velocity feedback at slow speeds
[22:11:47] <PCW> 2^25
[22:11:58] <LeelooMinai> Why would one need such resolution per turn?
[22:11:58] <_abc__> Alaso MHz output at normal speed
[22:12:04] <PCW> Renishaw has better
[22:12:10] <PCW> but more $$$
[22:12:38] <andypugh> _abc__: You tend to use absolute position encoding with the high-count encoders.
[22:12:58] <andypugh> It’s more efficient to send a binary number than that many encoder pulses.
[22:13:01] <PCW> these are not quadrature so there no limit on resolution vs interface speed
[22:13:17] <SpeedEvil> LeelooMinai: precise speed feedback
[22:13:31] <SpeedEvil> LeelooMinai: for example precise threading
[22:13:38] <PCW> yes velocity feedback goes all to hell at low speeds
[22:13:39] <LeelooMinai> Seems overkill in any case
[22:13:46] <SpeedEvil> Or gear-cutting
[22:14:00] <andypugh> Renishaw say: BiSS® versions are available with resolutions of 32 bits (4,294,967,296 counts per revolution)
[22:14:24] <PCW> Its not overkill if you understand the problem
[22:14:35] <SpeedEvil> Slow speed - with a drive capable of high accellerations requires _lots_ of resolution if you need smoothness
[22:18:45] -!- _abc__ [_abc__!~user@unaffiliated/ccbbaa] has parted #linuxcnc
[22:20:05] <PCW> imagine your fancy 20000 count encoder turning a indexed spindle a 1 RPM
[22:20:07] <PCW> now you only get 333 counts per second, or 1/3 count per 1 KHz sample time
[22:20:08] <PCW> oops what happened to my high speed linear feedback control loop?
[22:20:10] <PCW> Its gone all crunchy
[22:22:11] <andypugh> Which is why you need a Resolver ;-)
[22:23:21] <PCW> Or higher resolutions, Fanuc started with 2000/2500 line encoders in the 80s, then 32K, 64K, 16M and now 32M count/turn
[22:23:53] <PCW> left out the 1M ones
[22:24:00] <andypugh> I guess that’s interpolated rather than 32m actual slots?
[22:24:32] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:25:23] <PCW> even the 64K ones I have are interpolated (2048 lines= 8192 counts/turn) so 32x interpolation
[22:26:12] <PCW> not sure how _accurate_ the higher res ones are
[22:27:52] -!- micges has quit [Ping timeout: 255 seconds]
[22:28:06] <PCW> Im still amazed the the Fanuc absolute encoders dont lose position if you move them when in battery backup mode
[22:28:19] -!- per_sonne has quit [Ping timeout: 255 seconds]
[22:29:23] <PCW> (they just draw more backup power when in motion)
[22:30:18] <andypugh> How long do the batteries last?
[22:31:20] <_methods> not long enough for you to replace them lol
[22:31:31] <_methods> and you lose all your damn params
[22:35:17] -!- patrickarlt has quit [Remote host closed the connection]
[22:40:01] -!- swingley has quit [Ping timeout: 255 seconds]
[22:43:54] -!- gonzo_nb has quit [Remote host closed the connection]
[22:44:27] -!- acdha has quit [Ping timeout: 265 seconds]
[22:46:38] -!- skunkworks [skunkworks!~chatzilla@69.4.98.27] has joined #linuxcnc
[22:47:10] -!- micges has quit [Ping timeout: 264 seconds]
[22:50:10] <Cromaglious__> ok fixed the mirror on the shop odyssey
[22:53:23] -!- georgenz [georgenz!~georgenz@118.148.222.180] has joined #linuxcnc
[22:54:58] <georgenz> Have been looking through youtube and found a russian guy giving tutorials, generating the gcode directly in a linuxcnc plugin i think on this tutorial he was generating a motor mount. Does anyone know what the plugin is called??
[22:56:51] <cpresser> georgenz: show us the link pls
[22:57:24] <cpresser> might have been ngcgui:
http://linuxcnc.org/docs/html/gui/ngcgui.html
[22:57:40] -!- skunksleep [skunksleep!~AndChat14@69.4.98.27] has joined #linuxcnc
[22:58:31] <georgenz> The youtube title is... LinuxCNC Feautres tutorial #1 Making a motor mount
[23:00:54] <georgenz> https://www.youtube.com/watch?v=giJUiZVTXas
[23:05:20] -!- eventor has quit [Ping timeout: 256 seconds]
[23:05:46] <Rab> georgenz, maybe this?
https://github.com/cnc-club/linuxcnc-features
[23:06:26] <Cromaglious__> yea! got pwm working for spindle
[23:07:02] -!- sumpfralle has quit [Ping timeout: 256 seconds]
[23:07:06] <Cromaglious__> had to invert PWM signals and all is well
[23:08:22] <Rab> georgenz, more information:
http://www.linuxcnc.org/index.php/english/forum/40-subroutines-and-ngcgui/26578-linuxcnc-features-a-kind-of-ngcgui
[23:08:24] <Cromaglious__> kinda non linear
[23:08:31] <zeeshan> rab
[23:08:35] <zeeshan> did you get linuxcnc working in bb?
[23:08:50] <Rab> zeeshan, yeah, basically working. But I've given up on it for now.
[23:10:07] <zeeshan> :p
[23:10:39] <furrywolf> zee
[23:10:43] <furrywolf> did you get your thesis written yet?
[23:10:44] <furrywolf> :P
[23:10:50] -!- f1oat4 has quit [Ping timeout: 272 seconds]
[23:11:00] <zeeshan> lol
[23:11:12] <zeeshan> waiting for my supervisor to come in
[23:11:17] <zeeshan> gonna tell him what i wanna do, and if its viable.
[23:11:20] <zeeshan> and worth pursuing
[23:11:30] <zeeshan> basically i need to make an indent, temp cooling setup
[23:11:33] <zeeshan> all that can be done on the scope
[23:12:00] -!- adb has quit [Ping timeout: 252 seconds]
[23:12:39] <furrywolf> what about a bit more low-tech, like freezing it really cold and covering it with a sheet of foam until you're ready to snap pics?
[23:12:50] <zeeshan> losin too much data
[23:12:57] <zeeshan> and i wanna keep temp s teady state
[23:13:00] <zeeshan> so i can study the effect of time
[23:13:23] <zeeshan> like 5C.. hold for 10 min
[23:13:25] <zeeshan> see what happens?
[23:13:32] <zeeshan> 7.5C hold for 10 min, see what happens
[23:13:32] <zeeshan> etc
[23:14:00] <zeeshan> i was thinking maybe could use the peltier chips
[23:14:04] <zeeshan> through a temp controller
[23:14:14] <zeeshan> that reverses the polarity in a sinusoidal manner
[23:14:17] <zeeshan> to maintain temp
[23:14:26] -!- tinkerer has quit [Quit: Leaving.]
[23:14:29] -!- jack16 has quit [Read error: No route to host]
[23:14:41] <zeeshan> or maybe even square wave
[23:14:42] <zeeshan> i dunno
[23:14:44] <zeeshan> i have to look into it
[23:14:49] <furrywolf> ... huh? normally you just need to constant-current them (with the current from a PID loop), no sines...
[23:15:12] <furrywolf> I've read they very much do not like slow cycling, so you have to use a filtered constant current, or very, very slow cycling.
[23:15:21] <zeeshan> i wanna use it for both heating and cooling
[23:15:48] <zeeshan> also need to figure out a way to dissipate the heat
[23:15:50] <zeeshan> away from the sample
[23:15:53] -!- karavanjo has quit [Ping timeout: 252 seconds]
[23:16:07] <furrywolf> mount the peltier on a copper plate, sticking out of the microscope.
[23:16:10] <zeeshan> like ill definitely need a copper piece to mount my sample to
[23:16:15] <zeeshan> as a solid backing
[23:16:19] <zeeshan> for the sample
[23:16:41] <furrywolf> you might want to pick up a cheap ir thermometer and confirm the top of the sample is at a similar temperature to the bottom of it.
[23:16:56] <zeeshan> we have flir
[23:17:02] <furrywolf> or, if you want more shiny pictures for your thesis, use a thermal camera
[23:17:04] <zeeshan> it needs calibration though
[23:17:13] <zeeshan> its not about fancy pics
[23:17:20] <zeeshan> its the fact that you can see the surface is @ uniform temp
[23:17:30] <zeeshan> vs using thermcouplles or ir point and shoot gun
[23:18:16] <furrywolf> I think you underestimate the importance of shiny pictures when showing your work to others.
[23:18:32] <zeeshan> shiny pics are great on marketing brouches
[23:18:38] <zeeshan> brochures, not academic papers
[23:18:47] <zeeshan> shiny pics are a source of questioning
[23:19:02] <furrywolf> lol
[23:19:04] <zeeshan> people get raped on their defence all the time
[23:19:05] <zeeshan> lol
[23:19:10] <zeeshan> when they put fancy fea / cfd pics
[23:19:21] <zeeshan> and then a simple F/A = stress calc shows
[23:19:27] <zeeshan> their simulation has error
[23:19:41] <zeeshan> just like my shit yesterday had massive error :p
[23:20:13] <furrywolf> but, with better analysis of the data, your error looks much smaller.
[23:20:52] <zeeshan> yes
[23:20:58] <zeeshan> but it looks nothing like the published curves
[23:20:58] <zeeshan> :(
[23:21:24] <furrywolf> science happens when things unexpected happen too, you know. :P
[23:21:47] <furrywolf> if every experiment looked like the theory predicted, there wouldn't be any point in doing experiments.
[23:21:53] -!- maximilian_h1 has quit [Ping timeout: 246 seconds]
[23:22:02] <zeeshan> https://www.dropbox.com/s/rvapvzt38r5grqv/indentation%20of%20shape%20memory%20polymers%2C%20characterization%20of%20thermomechanical%20and%20shape%20recovery%20properties.pdf?dl=0
[23:22:25] <zeeshan> figure 10
[23:22:36] <zeeshan> (free recovery curves)
[23:22:38] -!- syyl_ has quit [Ping timeout: 265 seconds]
[23:22:46] <zeeshan> im trying to calculate that ratio right now and plot it to see.
[23:25:39] <furrywolf> why the heck did they use kelvin? heh
[23:25:55] <zeeshan> si units
[23:26:06] <zeeshan> you cant really use lb
[23:26:11] <zeeshan> or c or f
[23:26:14] <zeeshan> its frowned upon
[23:28:00] <furrywolf> so they're testing at 117C? that's a lot hotter than yours, or my k->c math is wrong...
[23:28:37] <zeeshan> c is from fea
[23:28:41] <zeeshan> ignore that
[23:28:47] <zeeshan> 360 k ~87C
[23:29:25] <zeeshan> but note their glass transition temp is diff too
[23:29:29] <furrywolf> I was looking at the bottom graph for fig10, which does up to 390... or 117c
[23:29:37] <zeeshan> around 60C
[23:29:40] <zeeshan> mine is around 22C
[23:29:42] <zeeshan> or 18
[23:29:51] <zeeshan> i know that from another test method called dsc
[23:30:03] <furrywolf> or you THINK it is, at least. so far your experiments haven't supported that. :)
[23:30:12] <zeeshan> no there are 2 other tests that support it
[23:30:27] <zeeshan> grantyed, they are not as accurate as mechanical testing
[23:30:44] <zeeshan> but shouldnt be off more than 10C.
[23:31:20] <furrywolf> now, if you write a paper, make sure to release it with an open-access journal. otherwise I'll need to painfully injure you.
[23:31:47] <zeeshan> haha
[23:32:42] * furrywolf rather despises the practice of trying to make sure only the wealthy can access scholary information
[23:33:11] <zeeshan> honestly, we have access to all the journals
[23:33:14] <zeeshan> so its a click and download
[23:33:46] <furrywolf> you do. I don't. every time I want to learn something, I get pissed off by being unable to access most of what I find.
[23:34:00] <zeeshan> if you want an article lemme know ill send
[23:34:01] <zeeshan> :-)
[23:34:02] <furrywolf> nor does 99% of the rest of the population
[23:34:15] <zeeshan> a lot of public libraries have access too
[23:34:44] <zeeshan> they mostly want big companies to pay up i think.
[23:35:14] <zeeshan> i really like my metal cutting prof
[23:35:20] <zeeshan> and his way of thinking
[23:35:28] <zeeshan> he's like "i don't usually patent my items"
[23:35:36] <zeeshan> "i release it to the public so they can advance the field"
[23:35:47] <zeeshan> items = ideas
[23:35:57] <SpeedEvil> The problem really isn't that.
[23:35:57] <zeeshan> hes come up with a lot of interesting stuff.
[23:36:09] <SpeedEvil> The problem is non-innovative stuff getting patented
[23:36:55] <zeeshan> thats true :p
[23:36:57] <SpeedEvil> But tehre is a powerful argument that you should never every be able to patent something that takes the average person less time to develop it than it would take them to do a full patent search and application for a patent
[23:36:58] -!- per_sonne has quit [Ping timeout: 264 seconds]
[23:37:25] <SpeedEvil> And I'd say that really - the threshold should be hundreds of times that effort.
[23:37:40] <SpeedEvil> Or it is not a societal benefit in sharing a thing.
[23:38:25] <SpeedEvil> The whole point of patents should be to publish ideas so they can be shared - in exchange for a limited right to exploit them.
[23:38:34] <SpeedEvil> But that's fundamentally broken
[23:38:46] -!- maximilian_h [maximilian_h!~bonsai@dslb-088-067-146-088.088.067.pools.vodafone-ip.de] has joined #linuxcnc
[23:41:10] -!- swingley has quit [Ping timeout: 264 seconds]
[23:41:17] -!- ASRock_pc [ASRock_pc!~Tom@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[23:44:02] * furrywolf files a patent for the process of recording potential ideas, inventions, and implementations in a national register such as to offer protection of the exclusive right to exploit such ideas for a limited period
[23:46:04] <CaptHindisght> SpeedEvil: that was the point of patents ...
[23:46:32] <malcom2073> To be fundamentally broken
[23:46:32] <CaptHindisght> now it's just FU like everything else in business today
[23:47:28] <CaptHindisght> the system didn't break by accident
[23:47:53] <zeeshan> i blame apple
[23:49:16] <t12> turns out theres alot of issues with doing a 'full patent search'
[23:49:29] <t12> actually determining if someone else has patented a given thing is a pretty undefined/hard problem
[23:50:00] <zeeshan> i also blame linuxcnc
[23:50:03] <zeeshan> and pathpilot
[23:50:07] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:50:09] * zeeshan hides
[23:50:14] <jdh> I blame canada
[23:52:07] <Valen> I reckon the threshold for a patent should be give the problem to a group of 100 engineering students, if they don't come up with your answer then you can patent it
[23:53:16] <SpeedEvil> t12: Indeed - it would be reasonable to not only set the bar of teh invention at the above - but the time that would be wasted by every potential user of the patent having to do a patent search to find it.
[23:53:22] <zeeshan> wut that doesnt make sense
[23:53:26] <SpeedEvil> Which is of course way higher.
[23:53:27] <zeeshan> you wanna give engineering students the idea
[23:53:33] <zeeshan> and have them come up with it?
[23:53:36] <zeeshan> that would be EZ@!!!!
[23:53:36] <zeeshan> :D
[23:53:39] <zeeshan> we know ALL!!
[23:54:35] <Valen> The big issue i see with my 100 engineer problem is, what do you do when your answer is trivial, but nobody has thought to ask the quesiton before
[23:54:46] * furrywolf isn't an engineering student, but still knows things
[23:54:55] <zeeshan> furrywolf is a master hacker
[23:55:12] <zeeshan> hide all your info from him!
[23:55:32] <jdh> you assume he doesn't already have it?
[23:55:36] <Valen> http://imgur.com/gallery/ccQ3N is my thing that was built with linuxcnc btw ;->
[23:55:39] <furrywolf> lol
[23:56:23] <CaptHindisght> haters, you're just anti-crony-capitalism
[23:56:57] <jdh> Valen: that was one piece of Al?
[23:57:01] <malcom2073> I'm all for capitalism, as long as I'm benefiting (that makes me american doesn't it?)
[23:57:04] <Valen> 3
[23:57:24] <Valen> one for the top one for the bottom and one for the ring
[23:57:29] <jdh> oh, I see.
[23:57:33] <jdh> still a lotta chips
[23:57:34] <Valen> the old one was done out of just one piece
[23:57:37] -!- georgenz has quit [Ping timeout: 256 seconds]
[23:58:29] <furrywolf> malcom2073: no, to be american, you need to limit benefitting to "me, directly and personally, immediately." long-term benefits or benefitting from an overall benefit to society, are not applicable to americans.
[23:58:39] <malcom2073> Hmm... I'll work on that
[23:58:40] <malcom2073> k?
[23:59:34] <cradek> furrywolf: except for free software people though, right?
[23:59:37] <zeeshan> valen
[23:59:39] <zeeshan> what does ths shred!
[23:59:40] <zeeshan> this
[23:59:49] <Valen> robots hopefully
[23:59:57] <zeeshan> it shredded itself! :P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
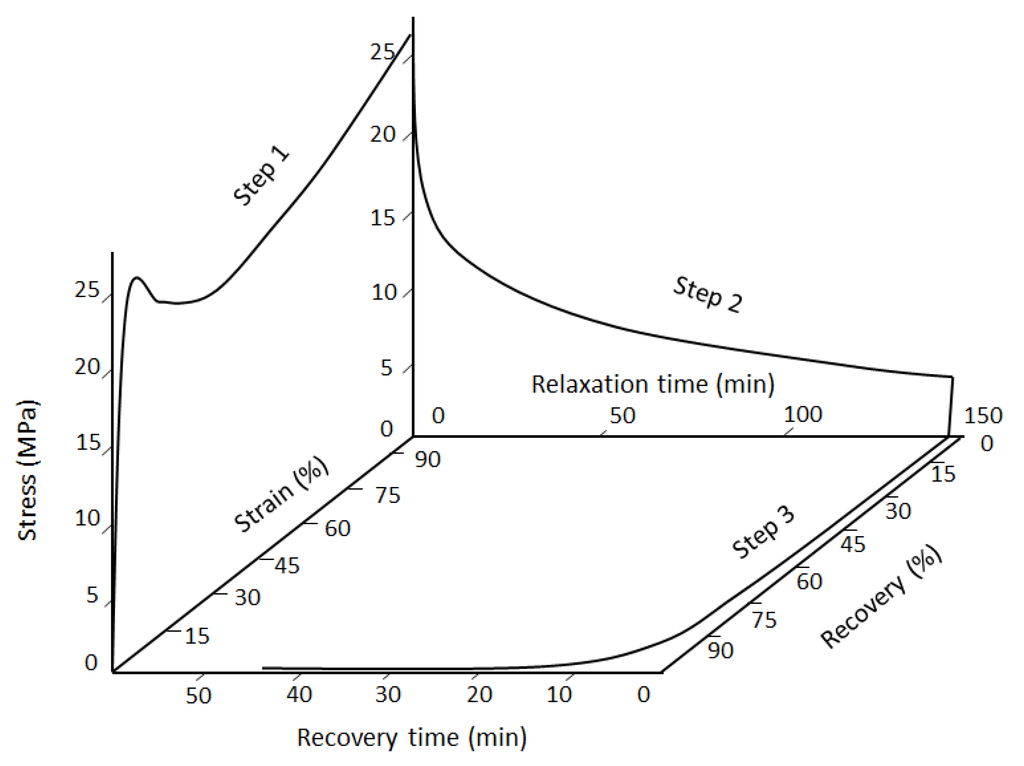{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}