Back
[00:00:03] <dgarr> tjtr33: what is your video -- $ lspci |grep VGA
[00:00:12] <tjtr33> Toby44 just the location of the command in the gcode might do 1st line =turn on digital output (im exhausting ) 2d line = wait digital input (im done)
[00:00:20] <tjtr33> dgarr will check
[00:00:34] <furrywolf> http://promariner.com/products/waterproof-on-board-marine-battery-chargers/promar1-series/ a real brand... but the actual device shipped does not match the specs on the web page or in the manual.
[00:02:01] <furrywolf> I spent good money on this charger specifically because it had dimensions suitable for replacing my old charger. instead, it's larger, and doesn't fit.
[00:02:13] <tjtr33> dgarr lspci |grep VGA intel 82Q35 rev 2
[00:02:26] <furrywolf> I really should just give up and become one of those people who refuses to buy anything made in china or taiwan.
[00:02:38] <tjtr33> dgarr i tried vga=791 w/o luck on grub line
[00:02:54] <tjtr33> w/o better luck )
[00:03:25] <tjtr33> furrywolf, 'finely made in Taiwan' its their motto
[00:04:40] <tjtr33> dgarr, dont worry bout it till i collect so useful info. thx for looking into it
[00:04:50] <tjtr33> some
[00:05:11] -!- baluba has quit [Remote host closed the connection]
[00:09:02] <tjtr33> Topy44, look at
http://linuxcnc.org/docs/html/gcode/m-code.html#sec:M62-M65 and M66 (iirc)
[00:09:08] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[00:10:35] <Topy44> tjtr33: but that requires those codes to be inside the gcode file, which means that if a job is cancelled the exhaust will never be turned off
[00:10:52] <tjtr33> mdi the off command
[00:10:57] <furrywolf> probably typical chinese crap - they changed suppliers and didn't update the manual, for a product they had no part in designing anything on but the label.
[00:11:24] <Topy44> tjtr33: huh?
[00:11:52] <tjtr33> issue M66 in the mdi screen, that turns it off ( or m67, look at the manual )
[00:13:12] <Topy44> well yeah, but the point is that its done automatically whenever the machine is stopped
[00:13:42] <tjtr33> got to go, you can make a btn and program the connection, as you like
[00:13:49] <zeeshan-mill> do you guys
[00:13:53] <zeeshan-mill> put a flat on end mills
[00:13:56] <zeeshan-mill> along the wholelength ?
[00:14:04] <zeeshan-mill> for indexable end mills
[00:14:51] <furrywolf> now I need to decide if I want to use this charger, which would require fabricating a new mounting bracket (not complex but not trivial either - a couple brake bends and a bunch of drilling), or buy from another company.
[00:15:43] <furrywolf> it's also annoyingly thicker, and would stick out the side
[00:18:48] <furrywolf> I figure on crap when I buy ebay shipped-from-china stuff, but I wanted this to fucking WORK, so I bought from a major brand for real money... and it's still crap.
[00:26:12] <furrywolf> bbl, errands
[00:27:21] <Connor> zeeshan-mill: You mean for set-screw style tool holders?
[00:28:31] amnesic is now known as amnesic_away
[00:30:34] <tjtr33> dgarr, i turned off audio irqs and all usb irqs, then i played an mp3 and _heard_ it very faint thru headphones, then i plugged in a thumb drive for the screenshots, and was able to store the pix. This means the irqs (at least) dont do what i thought they did.
[00:31:05] -!- robinsz has quit [Ping timeout: 250 seconds]
[00:34:09] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:37:38] -!- adb has quit [Ping timeout: 252 seconds]
[00:39:45] amnesic_away is now known as amnesic
[00:40:21] -!- micges_ [micges_!~micges@abpl39.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[00:44:02] -!- micges has quit [Ping timeout: 245 seconds]
[00:46:47] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[00:46:59] micges_ is now known as micges
[00:49:58] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[00:55:17] -!- dgarr has quit [Ping timeout: 246 seconds]
[01:01:04] amnesic is now known as amnesic_away
[01:04:15] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[01:08:55] -!- dgarr [dgarr!~dgarrett@71-209-208-33.phnx.qwest.net] has joined #linuxcnc
[01:09:21] <MacGalempsy> archivist: you around?
[01:10:42] <MacGalempsy> archivist: looking for a pinout for a SMW RT-5CL 4th axis.
[01:16:12] -!- gonzo_nb has quit [Remote host closed the connection]
[01:18:06] <furrywolf> this charger just isn't fitting. bleh.
[01:19:09] -!- Servos4ever [Servos4ever!~chatzilla@173-87-48-114.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[01:24:52] -!- robinsz has quit [Ping timeout: 245 seconds]
[01:27:00] -!- Camaban has quit [Quit: Leaving]
[01:28:39] <MacGalempsy> archivist: I think I figured it out. the last two must be the spindle brake
[01:36:25] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[01:45:49] <MacGalempsy> question: if I have 2 leads coming off an encoder, how could I check to see if they are the match set with a multimeter?
[01:50:39] -!- Loetmichel2 [Loetmichel2!~cylly@p54B109AB.dip0.t-ipconnect.de] has joined #linuxcnc
[01:51:57] -!- Loetmichel has quit [Ping timeout: 250 seconds]
[01:53:32] -!- rob_h has quit [Ping timeout: 252 seconds]
[01:53:34] <PCW> if they are a diff pair you shouls only get ~3..5V or -3..-5v never close to 0
[01:53:48] <PCW> should
[01:54:31] <PCW> (if thats what you mean by matched set)
[01:56:42] <PCW> otherwise a couple LEDs and slow shaft turning will de-mystify them
[01:56:48] <PCW> bbl
[01:57:00] -!- PCW has quit [Quit: ChatZilla 0.9.91.1 [Firefox 35.0.1/20150122214805]]
[02:01:19] <MacGalempsy> PCW: thanks for the insight. right now there is no power going to the encoder.
[02:01:56] <MacGalempsy> I have the axis off the machine, so maybe it would be best to just open up the housing and test out the leads
[02:02:50] -!- wortley has quit [Ping timeout: 265 seconds]
[02:03:03] <zeeshan-mill> anyone
[02:03:06] <zeeshan-mill> know how toget rid of this keyring bullshit
[02:03:09] <zeeshan-mill> its so annoying!!!
[02:03:15] <zeeshan-mill> wifi connection goes down
[02:03:22] <zeeshan-mill> and this thing keeps on shooting a dialog box
[02:09:28] -!- asdfasd has quit [Ping timeout: 244 seconds]
[02:11:25] -!- The_Ball has quit [Remote host closed the connection]
[02:19:40] <cpresser> zeeshan-mill: on my machines, I delte NetworkManager. and run wpa_supplicant via /etc/network/interfaces
[02:20:06] <cpresser> but in only recommend that if you really know what you are doing :)
[02:20:33] <zeeshan-mill> hm
[02:20:37] <zeeshan-mill> i dont know much about that stuff
[02:20:46] <zeeshan-mill> i was hoping it would just accept the damn password
[02:20:49] <zeeshan-mill> and stop asking me for it! :)
[02:21:11] -!- Valen has quit [Remote host closed the connection]
[02:21:25] <cpresser> i spend about 2 hours debugging simlilar stuff, then decided to do it the old fashioned way :)
[02:21:58] <zeeshan-mill> haha
[02:22:12] <zeeshan-mill> man im getting some nice surface finishes
[02:22:15] <zeeshan-mill> on this mill
[02:24:21] <XXCoder> damn
[02:24:31] <XXCoder> my van egr is very locked to exust tube
[02:24:42] <XXCoder> been trying to loosen it for over hour
[02:25:05] <zeeshan-mill> use heat
[02:25:13] <XXCoder> dont have anything
[02:25:35] <zeeshan-mill> got a pic of what youre trying to loosen?
[02:25:45] <XXCoder> lol its behind engine
[02:25:47] <XXCoder> tight space
[02:26:07] -!- furrywolf has quit [Ping timeout: 245 seconds]
[02:26:59] <bobo_> zeeshan is the excess lub oil ending up in the mill base left side pockets ?
[02:27:00] -!- fablab has quit [Ping timeout: 265 seconds]
[02:29:54] <zeeshan-mill> yes
[02:30:19] <XXCoder> cpresser: heard of wicd?
[02:30:29] <XXCoder> its pretty damn good but dev is weak :(
[02:32:36] <bobo_> now you may need a oil sump pump ----- these machines just never stop requiring stuff
[02:32:48] <XXCoder> I guess its still develope
https://launchpad.net/wicd
[02:36:42] <cpresser> XXCoder: yep. tried it back in the day. didnt work out well
[02:37:01] <XXCoder> it was only one that worked for my laptop back then lol
[02:37:06] <cpresser> now i am back to using wpa_passphrase manually
[02:37:17] <zeeshan-mill> bob
[02:37:20] <zeeshan-mill> bobo, its very small amount
[02:37:30] <zeeshan-mill> im not going to recycyle it through the machine
[02:37:32] * cpresser is a console-guy. i like doing stuff manually
[02:37:36] <zeeshan-mill> not worth it for me
[02:39:06] <bobo_> agree ---recycle thru machine would be desaster
[02:39:47] -!- fablab [fablab!~fablab@2001:a60:13f8:bc01:9c33:1afb:e9dc:5375] has joined #linuxcnc
[02:40:29] <zeeshan-mill> i ran out of pull studs
[02:40:30] <zeeshan-mill> damn it
[02:41:09] <zeeshan-mill> where did i put andypugh's manual tool changer config
[02:41:52] -!- tinkerer has quit [Quit: Leaving.]
[02:43:28] -!- Servos4ever has quit [Quit: ChatZilla 0.9.91.1 [SeaMonkey 2.26.1/20140612173529]]
[02:47:42] -!- mablae_ has quit [Ping timeout: 244 seconds]
[02:55:43] -!- adam3999 [adam3999!ad3c3904@gateway/web/freenode/ip.173.60.57.4] has joined #linuxcnc
[02:56:51] <adam3999> anyone having issues with the parallel port in their J1900 motherboards?
[02:57:21] <adam3999> i noticed that i can't get any inputs in LinuxCNC or with the ptest HAL application
[02:59:10] <Cromaglious_> argh... can't find the page with the spindle on off for the yoocnc nt65
[02:59:19] <micges> adam3999: yes I saw this problem too
[02:59:28] <Topy44> sorry for repeating myself, but again:
[02:59:39] <Topy44> is there a hal pin or such that tells me if a job is running?
[02:59:58] <adam3999> micges: any resolution? i tried all of the parallel port modes in the BIOS...
[03:00:01] <micges> Topy44: halui.program.is-running
[03:00:12] <Topy44> thanks!
[03:00:31] <micges> adam3999: I don't know current status, it was some time ago when I saw first report
[03:00:55] <Topy44> actually searching for that also gave me the list of pins i was looking for :)
[03:01:15] <adam3999> micges: thanks, do you by chance remember where it was posted? linuxcnc forum?
[03:02:38] <micges> adam3999: iirc it was on some Polish forum
[03:02:54] <adam3999> hmm ok thanks
[03:03:05] <micges> adam3999: pm
[03:03:55] <adam3999> practical machinist forum?
[03:04:02] <Tom_itx> is there an issue with the parallel port on the J1800s? i'm considering getting one and would plan to use it...
[03:04:22] <adam3999> not entirely sure, i have an Asrock Q1900M
[03:04:26] <micges> adam3999: read private message
[03:04:30] <adam3999> the latency is very low and board has lots of features
[03:04:49] <micges> and is cheap
[03:04:53] <adam3999> yep
[03:05:00] <adam3999> i've had no issues milling with it
[03:05:09] <adam3999> i just can't get any inputs from my leadshine MX3660
[03:05:20] <PetefromTn_> anybody watch the new Hawaii 5-o?
[03:05:32] <adam3999> i ended up shorting a few input pins right to ground directly on the parallel port header on the motherboard, no dice
[03:06:40] <adam3999> the motherboard is also very low wattage, i've got the whole thing running on 12V 4A standby power from a 48V server power supply
[03:07:02] <adam3999> with SSD and fans
[03:07:08] <micges> adam3999: cnc.info.pl
[03:08:32] <micges> Tom_itx: there is problem with geting input from epp port to lcnc
[03:09:27] <micges> I've got this on desk, everything works and etc, just simply inputs are 0 all the time
[03:09:45] <micges> I had*
[03:11:30] <Tom_itx> well i've already got a working D525 but pcw indicated the J1800s were alot better
[03:11:52] <Tom_itx> and i'm up for a new board
[03:12:20] <Tom_itx> but not with a defective parport
[03:12:55] <Topy44> btw, anyone using linuxcnc on a beagleboard or other small embedded system?
[03:12:57] <Tom_itx> http://www.newegg.com/Product/Product.aspx?Item=N82E16813157565&cm_re=asrock_j1900-_-13-157-565-_-Product
[03:12:59] <Tom_itx> http://www.newegg.com/Product/Product.aspx?Item=N82E16813157497&cm_re=asrock_j1900-_-13-157-497-_-Product
[03:13:05] <Tom_itx> those two i'm looking at
[03:13:07] <Topy44> i have been thinking to switch our system over
[03:13:31] <Tom_itx> just deciding if i need PCI or not
[03:13:39] <Topy44> sorry, beaglebone i mean
[03:13:44] <adam3999> tom: yep, Q1900M is what i have. works great beside this one issue
[03:14:15] <adam3999> large issue, heh...
[03:14:22] <Tom_itx> parport is a big issue for me
[03:16:21] <Tom_itx> adam3999, which board do you have?
[03:16:35] <adam3999> the asrock you posted in the 1st link -- Q1900M
[03:16:50] <micges> Topy44: if you want to use beaglebone then machinekit is your option
[03:17:06] <Topy44> just reading up on machinekit, not entirely sure...what it is :)
[03:17:17] <Tom_itx> iirc it's cheaper than the D525 was at the time
[03:17:47] <Tom_itx> i wouldn't _have_ to use it for lcnc but it would be the purpose for getting it
[03:18:16] <Tom_itx> it has pcie that will fit the newer pcie cards doesn't it?
[03:18:38] <Tom_itx> my D525 has pcie but i don't think i can fit a card to it
[03:19:35] <adam3999> http://www.cnc.info.pl/topics54/linuxcnc-na-j1900b-vt61463.htm
[03:19:46] <adam3999> yeah these folks are discussing the issue on page 5 of the thread
[03:20:03] <adam3999> he's trying to run a linear encoder back to linuxcnc and the inputs on his J1900 motherboard aren't working
[03:20:23] <Tom_itx> straight to the parport?
[03:20:31] <Tom_itx> i'd be using a mesa card on mine
[03:20:44] <adam3999> not clear to me from the conversation
[03:20:49] <Tom_itx> i wonder if that's the difference between working or not
[03:21:00] <Tom_itx> pcw has been testing one i think
[03:21:15] <adam3999> if you're using a mesa to replace the parallel port i would think this is a non-issue
[03:21:30] <Tom_itx> i've got parport mesa cards currently
[03:21:50] <adam3999> i was hoping to avoid that for now since i can get more than adequate rapids with just the integral parallel port and rtlinux pulse generation
[03:22:01] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[03:22:12] <Tom_itx> the 7I90 seems like a nice board for that so far
[03:22:25] <Tom_itx> cheaper than the previous 7i43 i had
[03:22:33] <Tom_itx> with more io
[03:22:41] <pcw_home> I'll test the EPP on Monday on the J1800, Seems to me it worked but its been a while
[03:23:08] <Tom_itx> i was gonna try that pcie board but i don't think it will fit on my D525
[03:23:45] <pcw_home> not easily
[03:23:45] <micges> adam3999: it seems that's kernel issue, under linuxcnc on debian wheezy they say it works
[03:23:46] <Tom_itx> the card lays over on it's side and there's little room for it
[03:24:16] <adam3999> micgres: interesting, i converted the 2.6 live iso to a USB drive and installed that
[03:24:30] <adam3999> is wheezy newer or older than the 2.6 live disc?
[03:24:47] <adam3999> i never followed debian releases...
[03:25:37] <micges> 2.6 iso is on debian
[03:26:25] -!- The_Ball has quit [Ping timeout: 250 seconds]
[03:26:27] <adam3999> right
[03:26:34] <MacGalempsy> Ok. on this plug there is a loop that connected to the board, but nothing on the device. on a 4th axis, would it be good to set up a condition that if the loop is complete that the 4th axis is installed?
[03:26:35] <adam3999> it looks like the 2.6 iso is wheezy
[03:27:03] <Tom_itx> i'm running 2.6 on lucid right now
[03:27:26] <Tom_itx> and yes the iso is wheezy
[03:27:44] <Tom_itx> i plan to move to 2.7 once i get this box back together to test it
[03:28:06] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[03:28:19] <adam3999> micges is there a specific kernel version known to work?
[03:28:38] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:29:55] <zeeshan> http://c1.staticflickr.com/9/8583/16047553003_60bbcc9405_b.jpg
[03:29:59] <zeeshan> like my setup? :D
[03:30:40] <Tom_itx> you need a couple more cheater blocks under there
[03:30:44] <adam3999> haha
[03:30:46] <adam3999> quality workholding
[03:30:48] <zeeshan> haha
[03:31:05] <zeeshan> the tool doesnt go tangent to the table
[03:31:09] <zeeshan> in horizontal mode :/
[03:31:13] <zeeshan> its like 3" from the table
[03:31:39] <zeeshan> //c1.staticflickr.com/9/8656/16666114501_68f11a6765_b.jpg
[03:31:44] <zeeshan> whoops,
http://c1.staticflickr.com/9/8656/16666114501_68f11a6765_b.jpg
[03:31:47] <zeeshan> you can see the surface finish there
[03:32:12] <Tom_itx> what are you making?
[03:32:19] <zeeshan> i was machining flats
[03:32:22] <adam3999> looks like you ended up with good surface finish anyway
[03:32:24] <zeeshan> into the ajx end mills
[03:32:29] <Topy44> right, linuxcnc on the beaglebone looks a bit dodgy
[03:32:39] -!- The_Ball has quit [Ping timeout: 250 seconds]
[03:32:42] <XXCoder> zeeshan: so the vertical mill works?
[03:33:19] <zeeshan> vertical mill works yea
[03:33:21] <zeeshan> but no drawbar on it
[03:33:23] <Topy44> so other alternative... is there an affordable (or possibly diy?) properly realtime interface card around? something like the mesa but...cheaper?
[03:33:40] <XXCoder> drawbar holds on to chuck?
[03:33:49] <zeeshan> huh
[03:33:59] <XXCoder> not sure what drawbar is honestly
[03:34:10] <zeeshan> XXCoder:
[03:34:19] <adam3999> http://linuxcnc.org/index.php/english/forum/search?q=j1900&childforums=1&start=15
[03:34:19] <zeeshan> you work on manual or cnc machines at work?
[03:34:32] <adam3999> can't find anything negative about the J1900 motherboards except the discussion about USB previously not working (now fixed)
[03:34:46] <adam3999> i wouldn't have bought the damn thing if i knew the inputs were a no go heh...
[03:35:23] <XXCoder> zeeshan: cnc machines
[03:35:25] <Cromaglious_> damn cnc-zone... took a 65 page forum and trimmed it to 20
[03:35:31] -!- FreezingCold has quit [Read error: Connection reset by peer]
[03:35:39] <XXCoder> I was interning at convential mills but well internship ended today
[03:35:52] <Cromaglious_> I need page 55
[03:35:54] <zeeshan> XXCoder:
http://media.liveauctiongroup.net/i/22079/20675688_1.jpg?v=8D1AA99CEAD4250
[03:35:55] <XXCoder> I dont work at place I interned at
[03:36:01] <XXCoder> *anymore
[03:36:05] <zeeshan> do you see how tehres pull studs on the tools?
[03:36:06] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[03:36:15] <XXCoder> oh yeah it grasps em?
[03:36:17] <zeeshan> on cnc machines theres usually a gripper, hydraulic,pneumatic
[03:36:24] <XXCoder> I now recall your cool animation
[03:36:24] <zeeshan> it grips on that thing and pulls around 3000lb
[03:36:36] <zeeshan> the mechanism that does that is called the drawbar
[03:36:44] <zeeshan> in cnc machines its a power drawbar
[03:36:44] <XXCoder> cool thanks
[03:36:53] <zeeshan> in manual machines its a threaded rod
[03:36:56] <zeeshan> that you tighten down
[03:37:05] <XXCoder> i did use mill thats been converted to cnc, it has power drawbar
[03:37:15] <XXCoder> while other one just uses this very long bolt
[03:39:20] <XXCoder> dunno whats its called
[03:39:35] <XXCoder> it screws into chuck and as its tightened it grips whatever tool
[03:39:49] <zeeshan> thats a manual drawbar
[03:39:49] <XXCoder> or hand releasable chuck (chucks all way down?)
[03:39:55] <adam3999> same thing, drawbar that usually pulls up a collet
[03:40:02] <XXCoder> collet oops
[03:40:07] <zeeshan> oh
[03:40:15] <XXCoder> collet vs chucks?
[03:40:15] <roycroft> any spindle with a taper steeper than about that of a morse taper is incapable of supporting the collet
[03:40:16] <zeeshan> yea thats a collet chuck
[03:40:20] <roycroft> or chuck
[03:40:21] <roycroft> or whatever
[03:40:36] <XXCoder> how much wood would chuck chuck?
[03:40:41] <XXCoder> :P sorry bit in silly mood
[03:40:44] <roycroft> a machine with a b&s taper or morse taper doesn't need a drawbar
[03:40:49] <roycroft> but anything steeper does
[03:41:08] <XXCoder> cool. been playing with solvespace
[03:41:10] <XXCoder> its amazing
[03:41:17] <XXCoder> who first bought it up here?
[03:45:51] <XXCoder> if I use show infereing parts, how do I hide it so I can adjust?
[03:50:57] <XXCoder> completed second tutorial
[03:50:59] <XXCoder> pretty cool
[03:51:17] -!- AR_ has quit [Ping timeout: 250 seconds]
[03:58:54] -!- zeitue [zeitue!~z@67.221.132.81] has joined #linuxcnc
[04:00:09] <tjtr33> zeeshan, this uses a pneumatic sleeve to _release_ the balls from the neck groove of the pull stud.
[04:00:14] <tjtr33> theres no drawbar and the release of air clamps back using bellville washer springs to seat the tool. 5000 N force!
[04:00:14] <tjtr33> http://i.ebayimg.com/00/s/MTI5NFgxNjAw/z/NGsAAOSwq5lTqc55/$_12.JPG
[04:00:57] <zeeshan> got a 3d view?
[04:00:59] <zeeshan> of the internals
[04:01:05] <zeeshan> i cant understand it from that pic
[04:01:31] <tjtr33> haha the mfctr might not like that. i might have photos when i repaired them.
[04:01:51] -!- furrywolf [furrywolf!~randyg@68-27-18-81.pools.spcsdns.net] has joined #linuxcnc
[04:02:37] <zeeshan> :)
[04:03:16] <tjtr33> i'll look, but that was a some years back
[04:03:56] <furrywolf> http://www.theregister.co.uk/2015/02/27/rip_leonard_nimoy_he_lived_long_and_prospered/ :(
[04:06:19] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[04:07:28] <XXCoder> yeah
[04:07:30] <XXCoder> sad
[04:08:41] -!- KimK_laptop has quit [Ping timeout: 252 seconds]
[04:09:19] -!- KimK_laptop [KimK_laptop!~Kim@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[04:09:24] -!- Simoniou1 has quit [Ping timeout: 245 seconds]
[04:09:56] <adam3999> bbl
[04:12:27] <Tom_itx> adam3999 keep us informed on your parport findings...
[04:14:19] -!- adam3999 has quit [Ping timeout: 246 seconds]
[04:43:41] <bobo_> zeeshan:
https://www.youtube.com/channel/UCNud_ASowSO8TekWuup5PxQ ---check out the hyd.ampilifed type mill vise used on the mill .
[04:48:55] -!- akex2 has quit [Quit: Connection closed for inactivity]
[05:05:36] -!- unfies has quit [Quit: Miranda IM! Smaller, Faster, Easier. http://miranda-im.org]
[05:06:11] -!- The_Ball_Shed [The_Ball_Shed!~test@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[05:07:15] <tjtr33> zeeshan, disassembly of the caxis and the pneumatic clamp
http://goo.gl/3U2aD5
[05:08:29] <tjtr33> ..../caxis%26fingers/3R-CAXISpix/tmp/img_0045.jpg or so
[05:09:43] <zeeshan> https://www.dropbox.com/sh/3dusok157egfwfn/AAC2Xfhli488M__2SZK5X4aSa/3R-CAXISpix/tmp?dl=0#lh:null-img_0058.jpg
[05:09:44] <zeeshan> what is this?
[05:09:51] <zeeshan> bobo_: that is cool
[05:10:04] <zeeshan> that looks like a compact
[05:10:06] <zeeshan> custom ball bearing
[05:10:13] <zeeshan> to support a serious amount of radial load
[05:11:06] <zeeshan> so when that collar compresses
[05:11:12] <zeeshan> the balls release from the gripper
[05:11:15] <zeeshan> i mean pull stud
[05:12:20] <tjtr33> tbat photot is the worm ring and the die set bearing that guides the up/down motion of the cylinder.
[05:12:24] <bobo_> you mean tjtr33 i think ?
[05:12:33] <zeeshan> no bobo
[05:12:35] <zeeshan> i saw the videos
[05:12:49] <bobo_> Oh
[05:13:34] -!- dgarr has quit [Quit: Leaving.]
[05:15:13] <bobo_> not sure but think it is , lead screw type ? with hyd cyl for last small tighten move
[05:15:36] <bobo_> they are $
[05:16:21] -!- The_Ball2 [The_Ball2!~test@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[05:16:22] <zeeshan> ||?
[05:16:31] -!- furrywolf has quit [Ping timeout: 252 seconds]
[05:19:56] -!- tjtr33 [tjtr33!~tjtr33@d47-69-239-176.try.wideopenwest.com] has parted #linuxcnc
[05:20:37] -!- FinboySlick has quit [Remote host closed the connection]
[05:23:48] <bobo_> zeeshan : thought you were refering to mill vice in maho movie . I have got it --now . also in maho movie note the remote keyboard
[05:24:36] <zeeshan> i check it in detail in a bit :)
[05:24:44] * zeeshan is programming the toolchanger python code
[05:25:57] <bobo_> arm strong ? powered model i bet
[05:31:02] -!- Computer_Barf [Computer_Barf!~technoid@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[05:36:07] <Computer_Barf> a "touch off" , thats when you locate the tip of the endmill to where you want your origin to be and zero everything out right?
[05:37:11] <renesis> right, for workspaces
[05:37:25] <renesis> homing is for setting machine space origin
[05:37:45] <renesis> usually you want to home your machine before doing anything else with it at power up
[05:38:41] <XXCoder> http://www.eliomotors.com/can-elio-achieve-6800-msrp/
[05:38:46] <XXCoder> they're making nice progress
[05:40:36] <bobo_> touch off the tip of the endmill ,to me sounds as if refering to tool length ----to tye in Z axis location of tool
[05:42:21] -!- maximilian_h1 [maximilian_h1!~bonsai@ipservice-092-211-216-080.092.211.pools.vodafone-ip.de] has joined #linuxcnc
[05:43:05] <XXCoder> tool zero
[05:43:31] <XXCoder> still gonna learn how to decide where tool zeros should be so its all consisent
[05:43:50] <XXCoder> for example at one cnc mill zero is 4 inches up from table
[05:44:01] <XXCoder> on other machine it's 4 inches up from kurt jaws
[05:44:33] -!- maximilian_h has quit [Ping timeout: 256 seconds]
[05:47:11] <bobo_> may be 4" for clear space . not hit stuff if X -----Y move
[05:49:02] -!- mhaberler [mhaberler!~mhaberler@178-190-202-80.adsl.highway.telekom.at] has joined #linuxcnc
[05:54:11] -!- zeitue has quit [Ping timeout: 250 seconds]
[05:54:25] -!- Cromaglious_ has quit [Ping timeout: 246 seconds]
[06:00:07] -!- The_Ball2 has quit [Remote host closed the connection]
[06:00:07] -!- The_Ball_Shed has quit [Remote host closed the connection]
[06:04:20] -!- dhoovie [dhoovie!~kvirc@182.69.226.86] has joined #linuxcnc
[06:07:12] -!- zeitue [zeitue!~z@67.221.133.125] has joined #linuxcnc
[06:12:37] -!- zeitue has quit [Ping timeout: 252 seconds]
[06:16:58] -!- adam3999 [adam3999!ad3c3904@gateway/web/freenode/ip.173.60.57.4] has joined #linuxcnc
[06:19:50] <adam3999> evening
[06:20:01] <XXCoder> hey
[06:20:12] <XXCoder> playing with solvespace heh fun program
[06:21:15] <adam3999> looks interesting, features page says g-code CAM is built in
[06:23:34] -!- patrickarlt has quit [Quit: Leaving...]
[06:23:51] <XXCoder> http://solvespace.com/2d.pl
[06:23:56] <XXCoder> doing this tutorial now
[06:25:41] -!- zeitue [zeitue!~z@67.221.133.125] has joined #linuxcnc
[06:30:40] <archivist> MacGalempsy, finding the encoder docs is best
[06:43:37] -!- mttr has quit [Ping timeout: 264 seconds]
[06:49:01] <MacGalempsy> archivist: got it figured out
[06:49:27] <MacGalempsy> there is a conductivity loop probably as a check to make sure the axis is plugged in
[07:02:05] -!- zeitue has quit [Ping timeout: 246 seconds]
[07:13:52] -!- adam3999 has quit [Ping timeout: 246 seconds]
[07:17:43] <MacGalempsy> zeeshan: you around tonight man?
[07:18:02] <zeeshan> i'm always around! :P
[07:18:10] <zeeshan> im working on this toolerchanger code
[07:18:11] <zeeshan> being a pain
[07:18:15] <zeeshan> sup
[07:18:18] <MacGalempsy> circular or linear?
[07:18:27] <zeeshan> ?!
[07:18:31] -!- ve7it has quit [Remote host closed the connection]
[07:18:37] <zeeshan> manual tool changer
[07:18:38] <MacGalempsy> is it a rotating carriage, or a stairght bar?
[07:20:14] -!- zeitue [zeitue!~z@67.221.133.125] has joined #linuxcnc
[07:20:57] <MacGalempsy> oh.
[07:21:03] <MacGalempsy> ok
[07:21:22] <zeeshan> =]
[07:21:53] <MacGalempsy> been working on getting this a-axis going
[07:22:05] <MacGalempsy> finally got it pinned out
[07:22:33] <MacGalempsy> trying to cleanup the wiring a bit
[07:25:40] <zeeshan> is it a 4 axis machine?
[07:47:53] -!- dhoovie has quit [Read error: Connection reset by peer]
[07:48:59] -!- malcom2073 has quit [Ping timeout: 246 seconds]
[07:52:26] -!- malcom2073 [malcom2073!~quassel@mikesshop.net] has joined #linuxcnc
[07:53:05] -!- Miner_48er has quit [Quit: Leaving]
[07:53:56] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:54:08] <Deejay> moin
[07:58:21] <zeeshan-mill> yea baby!
[07:58:24] <zeeshan-mill> tool changer working
[07:58:26] <zeeshan-mill> safely
[08:08:57] <Cromaglious> ugh.. spent most of my morning fighting inkscape, makercam.com, and Mach3
[08:09:15] <Cromaglious> finally just hand coded it
[08:11:09] <Cromaglious> the 1/4" corncob seemed dull, and at 1pm I finally went back to a 1/8" end mill now I have to record the file to handle 2 passes I guess the slots will be 0.23 across
[08:13:37] <MacGalempsy> zeeshan: yeah. the 4th axis has a quick disconnect
[08:14:16] <Cromaglious> I really could have used a vacuum table today
[08:20:47] <Cromaglious> I really wish there was a g code Gxxx Clockwise cut, I## J## A### ; A for angle
[08:21:05] <Cromaglious> I J being the pivotpoint
[08:21:23] <Cromaglious> X Y is current DRO
[08:21:44] <Cromaglious> and a CCE version
[08:22:05] <Cromaglious> CCW
[08:22:11] -!- anarchos [anarchos!anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[08:22:24] <Cromaglious> morn anarchos
[08:23:14] <Cromaglious> I really wish there was a g code Gxxx Clockwise cut, I## J## A### ; A for angle, I J is pivot, X Y is DRO, and a CCW version as well
[08:24:19] <Cromaglious> g0 X## Y##
[08:24:30] <Cromaglious> G1 Z-##
[08:25:57] <Cromaglious> Gx I pivotX J PivotY ((K) pivotZ) A### hmmm CCW is just A-###
[08:29:39] <Cromaglious> G0 X0 Y4; G1 Z-1.125; Gx I4 J4 K2.875 A 39.2
[08:31:36] <Cromaglious> travel would always be started at 90 degrees to the start point and the pivot
[08:36:43] <MacGalempsy> Cromaglious: wish I had relays today! lol
[08:44:02] -!- zeitue has quit [Ping timeout: 245 seconds]
[08:45:13] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[08:56:21] -!- zeitue [zeitue!~z@67.221.133.3] has joined #linuxcnc
[08:56:54] -!- zeeshan-mill has quit [Ping timeout: 245 seconds]
[09:00:50] -!- bobo_ has quit [Quit: Page closed]
[09:10:14] -!- anarchos has quit [Ping timeout: 246 seconds]
[09:24:07] <archivist> by hand coding you can nearly always control where you start and run to
[09:24:25] -!- __rob2 [__rob2!~rob@5.80.65.245] has joined #linuxcnc
[09:24:52] -!- __rob has quit [Ping timeout: 240 seconds]
[09:26:57] -!- RyanS has quit [Ping timeout: 252 seconds]
[09:33:20] -!- zeitue has quit [Ping timeout: 246 seconds]
[09:34:34] -!- RyanS [RyanS!~ryanstruk@ppp157-163.static.internode.on.net] has joined #linuxcnc
[09:37:41] -!- FreezingCold has quit [Read error: Connection reset by peer]
[09:38:27] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[09:44:21] -!- jthornton has quit [Read error: Connection reset by peer]
[09:44:24] -!- JT-Shop has quit [Read error: Connection reset by peer]
[09:44:32] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[09:44:32] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[09:46:01] -!- Computer_Barf [Computer_Barf!~technoid@c-50-186-255-137.hsd1.fl.comcast.net] has parted #linuxcnc
[09:47:20] -!- zeitue [zeitue!~z@67.221.133.3] has joined #linuxcnc
[09:52:20] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[09:52:21] -!- TTN has quit [Changing host]
[09:52:21] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[09:55:17] -!- ashcan [ashcan!~robert@navsoft.plus.com] has joined #linuxcnc
[10:06:57] -!- rob_h [rob_h!~robh@90.203.32.28] has joined #linuxcnc
[10:32:13] -!- amiri_ has quit [Read error: Connection reset by peer]
[10:32:35] -!- cnc [cnc!~chatzilla@ip-78-94-79-59.hsi02.unitymediagroup.de] has joined #linuxcnc
[10:46:39] -!- zeitue has quit [Ping timeout: 244 seconds]
[10:59:49] -!- zeitue [zeitue!~z@67.221.132.160] has joined #linuxcnc
[11:06:14] -!- balestrino [balestrino!~SB@host125-20-dynamic.35-79-r.retail.telecomitalia.it] has joined #linuxcnc
[11:27:53] <MacGalempsy> question. this allen bradley manual for the VFD says the current rating is 10mA maximum. does that mean any input higher than 10mA will burn it up?
[11:29:21] <archivist> max is a "safe" limit
[11:29:48] <MacGalempsy> 10mA seems pretty small
[11:29:59] <archivist> anything above reduces reliability
[11:31:43] <MacGalempsy> there are 3 inputs that have a 10mA max. should I get a 10mA powersupply and use a relay ?
[11:32:57] <archivist> keep within the voltage spec and you likely cannot go over the current spec
[11:33:18] <archivist> the input resistance will be sensible
[11:35:56] -!- micges has quit [Quit: Ex-Chat]
[11:38:08] <MacGalempsy> ok, so if I use the same 24v power supply for field power to power the I/O on the VFD, then it should be ok?
[11:39:16] <archivist> we can only know yes no is we have read the vfd manual
[11:40:43] <MacGalempsy> the note in the VFD manual states "Power for the I/O must be supplied by an external 12-24v VDC poewr source
[11:41:36] <MacGalempsy> I will use that to run to the I/O Power and I/O common
[11:46:59] -!- TTN has quit [Ping timeout: 246 seconds]
[11:50:00] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[12:08:11] -!- Komzzpa has quit [Ping timeout: 256 seconds]
[12:31:01] -!- KimK_laptop has quit [Ping timeout: 264 seconds]
[12:41:33] -!- mhaberler has quit [Quit: mhaberler]
[13:19:37] -!- sumpfralle1 [sumpfralle1!~lars@d.mail.systemausfall.org] has joined #linuxcnc
[13:19:49] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[13:25:52] -!- sumpfralle1 has quit [Quit: Leaving.]
[13:25:56] -!- sumpfralle [sumpfralle!~lars@d.mail.systemausfall.org] has joined #linuxcnc
[13:38:50] -!- MacGalempsy has quit [Remote host closed the connection]
[13:46:04] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[14:03:38] -!- cnc has quit [Remote host closed the connection]
[14:05:03] -!- CaptHindsight has quit [Quit: gone]
[14:18:35] -!- BellinganRoy [BellinganRoy!~Bellingan@host99-211-dynamic.33-79-r.retail.telecomitalia.it] has joined #linuxcnc
[14:20:17] -!- bilboquet has quit [Ping timeout: 246 seconds]
[14:21:11] -!- bilboquet [bilboquet!~bilboquet@37-1-174-19.ip.skylogicnet.com] has joined #linuxcnc
[14:32:24] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[14:33:13] -!- KimK_laptop [KimK_laptop!~Kim@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[14:41:23] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[14:42:13] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[15:06:02] <Cromaglious> morning
[15:11:11] -!- zeitue has quit [Ping timeout: 244 seconds]
[15:14:33] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[15:17:30] -!- furrywolf [furrywolf!~randyg@99.204.105.184] has joined #linuxcnc
[15:21:41] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[15:21:43] -!- sumpfralle1 [sumpfralle1!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[15:21:46] <Cromaglious> morning
[15:22:03] -!- moorbo [moorbo!~moorbo@aftr-109-91-33-252.unity-media.net] has joined #linuxcnc
[15:22:07] -!- sumpfralle has quit [Client Quit]
[15:22:39] -!- syyl [syyl!~sg@p200300632C1B1C10387652E3BC186A5E.dip0.t-ipconnect.de] has joined #linuxcnc
[15:24:40] -!- zeitue [zeitue!~z@67.221.132.160] has joined #linuxcnc
[15:25:10] -!- syyl_ has quit [Ping timeout: 265 seconds]
[15:26:37] -!- moorbo has quit [Ping timeout: 265 seconds]
[15:30:33] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[15:35:07] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[15:36:19] <JT-Shop> there seems to be an echo in here
[15:36:29] <Cromaglious> morning
[15:36:44] <Cromaglious> hehe
[15:37:41] -!- balestrino has quit [Ping timeout: 246 seconds]
[15:39:06] <Tom_itx> 18�F and snow
[15:39:47] <Tom_itx> JT-Shop, i was ok with you not sharing that
[15:40:42] <jthornton> not much better here, 20F and snowing lightly
[15:41:09] <Tom_itx> ~4-5 here but supposed to snow all day
[15:41:59] <jthornton> yuck
[15:42:17] <furrywolf> got a lot of rain here yesterday, but it seems to have cleared up, and the sun is just peeking over the hills now.
[15:42:36] <Cromaglious> 59 and chance most likely of rain today
[15:42:57] <Cromaglious> had a bit of a shower yesterday
[15:43:04] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[15:43:09] <furrywolf> I wasn't planning on yard saling today, due to all the rain, but it looks like it's shaping up to be a nice day.
[15:46:02] <Cromaglious> looking through the garage last night I found 2 more steppers, a nema 17 and a nema 23
[15:47:03] <furrywolf> I wish I had a garage. :(
[15:47:37] <Cromaglious> WIsh I had a shop and a garage... I have a store room right now w/ a garage door
[15:48:00] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[15:48:11] <furrywolf> I have a living room and a storage unit.
[15:48:25] <furrywolf> workbench is in the living room, with pegboard screwed to the wall...
[15:48:54] -!- TTN has quit [Ping timeout: 244 seconds]
[15:48:55] <Cromaglious> getting that ebay Precitech Lever touch probe / gage head (2) for parts
[15:52:28] <Cromaglious> laters, load-in today for 'Moon over Buffalo' at Baily's Winery in Temecula, CA, USofA, Sol, Solat
[15:58:43] -!- kwallace has quit [Read error: Connection reset by peer]
[15:59:09] <archivist> furrywolf, stuff in the house I erm...approve of I have lathes in the kitchen
[15:59:47] <furrywolf> heh, I have my little sherline lathe in the living room.
[16:00:26] <archivist> living room for me has the electronics bench and book shelves
[16:01:15] <furrywolf> my living room workbench is a general-purpose workbench... it has my big wilton vise on one end, and my lambda adjustable power supply on the other...
[16:04:13] <archivist> running out of space is a real problem though
[16:07:21] <furrywolf> yep
[16:07:46] <furrywolf> I have stacks of plastic totes a few feet in front of the workbench...
[16:08:55] <alex4nder> this sounds like toolhoarders anonymous
[16:09:02] <archivist> same problem, I now number them and have barcodes and a map to where they are and what is in them
[16:09:39] <archivist> books and manuals and info
[16:09:50] <furrywolf> alex_joni: archivist is the toolhorder. I just have no space.
[16:09:53] <furrywolf> grr
[16:10:00] <furrywolf> alex4nder: archivist is the toolhorder. I just have no space.
[16:10:33] <Jymmm> Holy crap on a cracker...
http://www.gastonglockstyle.com/knives/tirpitz/
[16:11:16] <alex4nder> furrywolf: I TIG weld in the living room, and have a mill in a nearby closet.
[16:11:40] <furrywolf> lol
[16:11:48] <furrywolf> my welder lives outside. no room inside.
[16:13:07] <archivist> had to tip a welding job upside down to get it out the garage
http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_04_15_glass_trolley/IMG_1526.JPG
[16:14:12] <furrywolf> I hope one day to be able to afford a house with a garage. :(
[16:14:42] -!- mhaberler has quit [Quit: mhaberler]
[16:14:49] <archivist> property is cheaper over there
[16:15:17] <furrywolf> ... where are you, san francisco? because property here is more expensive than most anywhere in the country...
[16:15:29] <archivist> I am in the UK
[16:15:52] <alex4nder> property is cheap,.. it's finding a well-paying job near the property that's hard
[16:16:19] <alex4nder> also reasonable weather
[16:16:24] <furrywolf> a small lot with a rundown shack is around $100,000 here...
[16:16:35] <alex4nder> that's pretty cheap
[16:16:37] <alex4nder> where are you?
[16:17:08] <archivist> that would be 300000 over here probably
[16:17:24] <archivist> small over there is large here
[16:17:43] -!- CaptHindsight has quit [Quit: gone]
[16:17:55] <furrywolf> perhaps, but most jobs here pay under $9/hour.
[16:18:05] <alex4nder> archivist: what area of the uk are you in?
[16:18:17] <archivist> Midlands
[16:18:26] <alex4nder> ah cool
[16:18:54] <XXCoder> morning
[16:19:20] <alex4nder> morning
[16:20:39] <archivist> hmm this makes me fall off my chair
http://www.rightmove.co.uk/property-for-sale/Rolleston-On-Dove.html
[16:20:39] <alex4nder> anyone have any clue where gecko is buying their US-made steppers?
[16:21:02] -!- rob_h has quit [Ping timeout: 246 seconds]
[16:21:08] <alex4nder> archivist: laughing or in fear?
[16:21:35] <XXCoder> cheap.
[16:21:40] <XXCoder> for millionaires. lol
[16:22:31] <Jymmm> 900-TAC-TALK
https://www.youtube.com/watch?v=08kSncpUnUo (Sadly, I think it's actually real)
[16:22:42] <archivist> impossible to pay off the 2 thirds I dont own though
[16:23:11] <XXCoder> Jymmm: I can belive that
[16:23:20] <XXCoder> lots ammosexuals out there
[16:23:26] <alex4nder> haha
[16:24:00] <alex4nder> that's hilarious
[16:24:19] <cradek> is "discuss 5.11 pants" a euphemism for something?
[16:24:23] <Jymmm> lol, amosexuals
[16:24:44] <alex4nder> this needs more noveske
[16:24:46] <XXCoder> I wish I can claim I invented that word. I did but I wasnt first lol
[16:25:26] <Jymmm> =)
[16:26:56] <XXCoder> fracking ammosexuals :P
[16:27:32] <cradek> Jymmm: what's PT?
[16:28:40] <Jymmm> I *think* they're referncing "Physical Training
[16:28:51] <alex4nder> yah
[16:28:56] <alex4nder> mall ninjas don't like PT
[16:31:00] * alex4nder opens a mesa electronics shipment
[16:32:03] <alex4nder> damn, the 7I76E is a nice looking piece of hardware
[16:32:15] <Jymmm> cradek: It's liek PE in school but with a 80lb pack and a log around your neck =)
[16:32:32] <Jymmm> cradek: ....and at 3am
[16:36:49] -!- karavanjo has quit [Ping timeout: 250 seconds]
[16:39:29] <XXCoder> fun. glad I'm not in pt, I has enough fun health issues as is lol
[16:43:11] <XXCoder> https://www.youtube.com/watch?v=kBMArUuHXDI
[16:43:15] <XXCoder> smoke something lol
[16:43:35] -!- pandeiro has quit [Ping timeout: 256 seconds]
[16:44:25] <XXCoder> https://www.youtube.com/watch?list=PL4C5804B6D1FD8B96&v=GLZdnR7Nkus after that trip lol
[16:44:25] -!- balestrino [balestrino!~SB@host125-20-dynamic.35-79-r.retail.telecomitalia.it] has joined #linuxcnc
[16:45:29] <alex4nder> hmm, what kind of tram should I be trying for over 12"? my DTI is showing < ~0.00033 .. I can't really measure better than that
[16:45:41] <alex4nder> (this is on X, relatively to an ER16 spindle)
[16:45:53] <alex4nder> is that good enough for a nice flycut finish?
[16:50:40] -!- KimK_laptop has quit [Ping timeout: 272 seconds]
[16:50:57] amnesic_away is now known as amnesic
[16:51:13] -!- KimK_laptop [KimK_laptop!~Kim@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[16:51:25] -!- sumpfralle1 has quit [Ping timeout: 244 seconds]
[16:52:16] <XXCoder> whoa
[16:52:27] <XXCoder> 3001 will be made into mini series
[16:52:55] <XXCoder> there was plans for 2061 and 3001 movies but rejected. too bad
[16:53:07] <XXCoder> not rejected just stopped
[16:53:31] <archivist> alex4nder, finish is a rigidity problem
[16:53:51] <alex4nder> archivist: ah, then I guess I'll find out
[16:54:11] <archivist> different can of worms
[16:55:43] <archivist> .00033 parallel over your span, is what you are measuring and that can change under load
[16:56:25] <alex4nder> yah, I'm already seeing measured flex when torquing fasteners with a DTI in the spindle
[16:56:35] <archivist> you can test that by having the dti in contact and pressing on the top of the spindle housing
[16:56:44] <alex4nder> exactly
[16:57:31] <archivist> it is why industrial machines have huge box columns
[16:58:37] <ssi> archivist: I have this goofy finish problem:
[16:58:38] <ssi> https://pbs.twimg.com/media/B8yC4T8IQAA81K2.jpg:large
[16:58:57] <ssi> and I guess it's cause I'm cutting that with a loooong 5/8" endmill
[16:59:17] <archivist> and it was noisy as hell
[16:59:18] <ssi> the one on the right was done with the world's dullest 4-tooth non center cutting endmill, and it took ages
[16:59:21] <ssi> yeah
[16:59:32] <ssi> the one on the left was done with a fresh sharp 3-tooth endmill
[16:59:46] <archivist> chatter and vibration, bending of the tool and machine
[17:00:21] <ssi> is there any way to improve it in that scenario tho?
[17:01:06] <archivist> also you can try climb (digs in) and conventional (pushes tool out)
[17:01:20] <ssi> well side cutting doesn't work for crap
[17:01:24] <ssi> so I have been plunge cutting it
[17:01:25] <archivist> climd needs much more rigidity
[17:02:37] <archivist> climb gets a better finish if the machine and tool is up to the job else terrible
[17:02:40] <alex4nder> ssi: I ran into a similar problem when milling deep pockets in a 80% .. object.
[17:02:47] <ssi> lol
[17:02:57] <archivist> conventional can eat the chips
[17:02:59] <ssi> I've cut fire control group pockets before with no problem
[17:03:51] <alex4nder> I ended up writing a trochoidal milling plan, and going to a smaller endmill
[17:04:03] <alex4nder> and just managed my engagement that way
[17:04:10] <archivist> make a very rigid fly cutter type tool
[17:05:14] -!- karavanjo has quit [Ping timeout: 272 seconds]
[17:05:20] <archivist> Sandvik make some extendable milling tools for deep work
[17:05:40] <ssi> I don't see how that could be more rigid
[17:05:48] <ssi> since the shank will necessarily be long and skinny
[17:07:06] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[17:07:48] <archivist> this google image search sandvik coromant deep milling extension will show what they recommend, but their site is not working properly at the moment (upgrade)
[17:08:08] <archivist> http://t3.gstatic.com/images?q=tbn:ANd9GcQJIWTq8Sp1FBqCNy5pTZ5NUZa9bDfWmwY22e_Eu8CB31ET7vLBo3t3FJE
[17:09:21] <archivist> part of the capto range I think
[17:11:53] <archivist> trick it to be as close to the walls with as large a diameter mill on the end of the extension
[17:13:09] <ssi> I see
[17:13:11] <archivist> its working again
http://www.sandvik.coromant.com/en-gb/knowledge/milling/application_overview/profile_milling/application_checklist/pages/default.aspx
[17:13:14] <ssi> sounds expensive :)
[17:13:43] <archivist> or make your own :)
[17:15:29] <archivist> so make an old style lathe round boring bar but shove it in the spindle of the mill
[17:15:50] <ssi> boring bar might actually work well
[17:16:22] <archivist> some fiddling needed but cheap
[17:22:04] <zeeshan> i like that diagram
[17:22:07] <zeeshan> showing point milling
[17:22:59] <archivist> ssi some of the sandvik extensions have damping, you could wrap your bar in some soggy mass (lead)
[17:23:07] <ssi> lol
[17:23:16] <archivist> or use tubing with lead in
[17:24:03] <archivist> play with your rake too
[17:24:14] <ssi> I don't want to go blind
[17:24:25] <zeeshan> ??
[17:24:30] <ssi> never mind
[17:28:00] -!- syyl_ws [syyl_ws!~sg@p200300632C1B1C10020D60FFFE678AE7.dip0.t-ipconnect.de] has joined #linuxcnc
[17:28:33] -!- KimK_laptop has quit [Ping timeout: 250 seconds]
[17:29:00] -!- KimK_laptop [KimK_laptop!~Kim@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[17:30:28] -!- Mr_Sheesh has quit [Disconnected by services]
[17:30:56] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[17:32:50] <zeeshan> where the hell is summer
[17:32:59] <zeeshan> i need to do some shifting in the garage which requires moving stuff to driveway for a bit
[17:36:08] <furrywolf> I'm doing some shifting in the enclosed porch, which required stacking stuff on the grass with a tarp over it because it was raining.
[17:36:49] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-14-209-118.as43234.net] has joined #linuxcnc
[17:36:55] <zeeshan> what temp is it there
[17:38:06] <furrywolf> 48F outside, 55F inside. nice and warm. but it rained all day the last two days...
[17:38:38] <furrywolf> >90% RH outside (the highest my weather station reads), 70% RH inside
[17:39:23] <zeeshan> at least its not stupid cold
[17:39:35] <zeeshan> http://i.imgur.com/RDvlXZi.jpg
[17:39:36] <zeeshan> :-)
[17:39:46] <zeeshan> i know the answer
[17:39:51] <zeeshan> :D
[17:40:01] <zeeshan> at first look i was like 'wtf'
[17:40:34] <furrywolf> ... which way is the tool moving? if to the left, it's smearing, not cutting, and has no rake..
[17:40:49] <zeeshan> you can tell which way its moving
[17:40:51] <zeeshan> by the chip curl
[17:40:54] <furrywolf> or no edge, or something
[17:41:07] <furrywolf> it's mushing, not cutting. lol
[17:41:16] <zeeshan> thats how chips are formed..
[17:41:21] <zeeshan> but theres something wrong with the chip :P
[17:41:42] <zeeshan> the chip thickness has to be larger than the feed
[17:41:48] <zeeshan> (feed is the depth of cut in this pic)
[17:42:45] <furrywolf> I guess it's on a different scale than I was thinking.
[17:43:29] <furrywolf> I was thinking it was a deep cut with a very blunt tool.
[17:48:40] <archivist> it has negative rake, which is a bit silly for a lot of metals
[17:49:08] <zeeshan> cutting geomtry is fine
[17:49:13] <zeeshan> we don't know the base metal
[17:49:21] <zeeshan> so we can't comment on whether that is good or bad
[17:49:29] <archivist> sure you can
[17:49:38] <zeeshan> we dont even know if this is some silly fragile cutting tool material
[17:49:49] <zeeshan> that does require a negative rake to increase the tip strength
[17:50:09] <zeeshan> how can you tell what the work piece material is?
[17:50:34] <archivist> because we dont know the material we also cannot know why the simulation is wrong!
[17:50:40] <zeeshan> you can
[17:50:42] * furrywolf decides it's a butter knife cutting tofu
[17:50:48] <zeeshan> chip thickness has to be larger then
[17:50:55] <zeeshan> the chip feed
[17:51:01] <furrywolf> what if the material is compressable?
[17:51:07] <zeeshan> due to conservation of plastic deformation
[17:51:18] <zeeshan> conservation of volume in plastic deformation
[17:51:36] <archivist> you should watch some of the youtube slomo cutting vids
[17:51:53] <zeeshan> i have
[17:51:58] <zeeshan> my prof made a few of those :P
[17:52:19] <archivist> you dont know the speed of the chip v base so cannot know the volume
[17:52:38] <zeeshan> you dont need to
[17:52:42] <zeeshan> the depth of cut in that pic
[17:52:44] <zeeshan> is the feed
[17:52:50] <zeeshan> youre looking at 1 snap shot
[17:52:55] <zeeshan> so feed isn't a function of time
[17:52:59] <zeeshan> its just a distance
[17:53:19] <furrywolf> cutting wood on a lathe is quite common. wood is compressable. I don't see how you make any assumptions on the chip size.
[17:53:28] <archivist> I know, the speed of the vertical chip could be twice the cut feed
[17:53:36] <zeeshan> furrywolf: the course is called metal cutting
[17:53:37] <zeeshan> not wood cutting
[17:53:52] * furrywolf hands zeeshan a block of nickel foam
[17:54:18] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[17:54:20] <archivist> brass really flies out from a cut
[17:54:22] -!- karavanjo has quit [Ping timeout: 250 seconds]
[17:54:41] <zeeshan> http://i.imgur.com/oKqM5Nk.jpg
[17:54:42] <zeeshan> answer
[17:55:31] <furrywolf> yep, answer. the tools shown in the answer all have proper rake. :P
[17:57:28] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[17:58:18] <furrywolf> bbl, going to try a few yard sales.
[17:58:37] <zeeshan> get me stuff!
[17:58:58] <furrywolf> there's not many... two days of rain tends to make them go away.
[17:59:13] <zeeshan> i need another angle grinder
[17:59:21] <zeeshan> one dedicated for cutting
[17:59:27] <zeeshan> one for grinding, and one for flappy discs
[18:00:34] <furrywolf> heh, I had that, until one melted.
[18:00:35] <furrywolf> bbl
[18:10:00] -!- BellinganRoy [BellinganRoy!~Bellingan@host99-211-dynamic.33-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:12:47] -!- FreezingCold has quit [Read error: Connection reset by peer]
[18:15:19] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[18:23:40] -!- moorbo [moorbo!~moorbo@dyn-21-50.mdm.its.uni-kassel.de] has joined #linuxcnc
[18:33:33] <Swapper> hi, im trying to connect an external e-stop relay that is connected serialy to the other e-stop functions. Cant realy understand what pin to use for Linuxcnc to be able to do a "external" e-stop
[18:33:51] <Swapper> i have tried net estop-out hm2_5i25.0.7i77.0.0.output-07
[18:34:18] <archivist> an input?
[18:34:31] <zeeshan> swapper you mean
[18:34:32] <Swapper> the e-stop input works
[18:34:43] <zeeshan> when you press the e-stop button in linuxcnc
[18:34:45] <zeeshan> it does an e-stop?
[18:34:51] <Swapper> i whant linuxcnc to be able to trip my external e-stop chain
[18:34:57] <Swapper> that kills the main contactor
[18:34:58] <zeeshan> okay
[18:35:29] <Swapper> im using loadrt estop_latch
[18:35:36] <Swapper> that i found in a wiki
[18:36:09] <Swapper> http://gnipsel.com/linuxcnc/configs/external-estop.html
[18:36:26] amnesic is now known as amnesic_away
[18:37:51] <Swapper> zeeshan: it does do a e-stop but its only "soft" e-stop since it kills the enable signals only
[18:37:55] <Swapper> not the powerfeed
[18:38:08] <zeeshan> i honestly didnt give power to linuxcnc to do a full e-stop
[18:38:22] <zeeshan> it having control over enables was good enough
[18:38:34] <Swapper> ok maybe im overdoin it
[18:38:34] <zeeshan> and 7i77 drops sets all outputs to low
[18:38:39] <zeeshan> if the clock fails
[18:38:43] <zeeshan> (watchdog)
[18:38:46] <Swapper> yea
[18:38:53] -!- FreezingCold has quit [Ping timeout: 244 seconds]
[18:38:59] <zeeshan> it certainly wont hurt you to hook it up to linuxcnc
[18:39:01] <Swapper> maybe its fine with setp hm2_5i25.0.7i77.0.0.output-07 true
[18:39:16] <Swapper> atleast then the power goes out if i close linuxcnc
[18:39:21] amnesic_away is now known as amnesic
[18:41:05] <zeeshan> i dont like the ideas
[18:41:12] <zeeshan> of power cycling the electronics
[18:41:22] * zeeshan has had bad experience with blowing up drives :(
[18:41:34] <Swapper> ok
[18:41:44] <zeeshan> use e-stop sparingly! :P
[18:42:06] <Swapper> but if a drive goes nuts cuse a line got +10v or smotin
[18:42:07] <Swapper> somtin
[18:42:20] <Swapper> but then ok enables will go low
[18:43:19] <Swapper> thanx for the feedback!
[18:43:22] <Swapper> bbl
[18:46:21] <XXCoder> everyone, smoke some
https://www.youtube.com/watch?v=RAkOdL7E3gM
[18:46:24] <XXCoder> better video
[18:54:11] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[18:56:27] -!- karavanjo has quit [Ping timeout: 244 seconds]
[18:58:30] -!- danylevskyi has quit [Ping timeout: 250 seconds]
[19:06:41] -!- mhaberler has quit [Quit: mhaberler]
[19:14:50] -!- hetii [hetii!~hetii@85-222-66-214.dynamic.chello.pl] has joined #linuxcnc
[19:14:52] <hetii> Hi :)
[19:15:10] <hetii> I start to build my first cnc:
http://www.cnc.info.pl/files/thumbs/xt_img_20150228_153646_434.jpg.pagespeed.ic.rzbZRgD6NS.jpg
[19:16:08] <hetii> How do you think, will be enought stable to make a PCB and some small front panel in aluminium ?
[19:16:43] <hetii> http://www.cnc.info.pl/files/thumbs/t_img_20150228_153612_358.jpg.pagespeed.ce.nE5l2IDnQB.jpg
[19:17:12] <hetii> http://www.cnc.info.pl/files/thumbs/xt_img_20150228_154359_298.jpg.pagespeed.ic.n9nMK22ai7.jpg
[19:17:33] -!- erve has quit [Remote host closed the connection]
[19:18:45] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[19:26:52] -!- Nick001-shop [Nick001-shop!~chatzilla@50.32.131.98] has joined #linuxcnc
[19:31:00] -!- mozmck has quit [Read error: Connection reset by peer]
[19:31:34] <hetii> I`m able to get into: Android system recovery <3e>
[19:32:34] <hetii> but the down button also don`t respond, maybe when I find the reason I be able to use "restore user data" and then somehow enable by this option usb debbuging
[19:38:55] -!- robinsz has quit [Ping timeout: 265 seconds]
[19:39:55] <hetii> sorry wrong #
[19:47:53] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[19:48:05] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[19:50:13] <CaptHindsight> http://linuxgizmos.com/16nm-zynq-soc-mixes-cortex-a53-fpga-cortex-r5/ new Zynq with Cortex-A53, FPGA, Cortex-R5 and Mali gpu
[19:50:31] <CaptHindsight> this might be able to run Linuxcnc on its own, no PC required
[19:53:45] <Tom_itx> round #2 on the drive and walks done...
[19:57:35] -!- moorbo has quit [Remote host closed the connection]
[19:59:27] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[20:04:22] -!- Nutter has quit [Ping timeout: 250 seconds]
[20:05:41] -!- zeitue has quit [Quit: Leaving]
[20:06:48] <FinboySlick> CaptHindsight: It looks like it would make a beast of an automaton too.
[20:08:46] -!- Nutter [Nutter!~hehe@2605:6400:2:fed5:22:f62c:b508:6f00] has joined #linuxcnc
[20:14:38] -!- ashcan has quit [Remote host closed the connection]
[20:17:35] <CaptHindsight> FinboySlick: but the first gen was expensive ~$100 for the dual cortex-a9 and no GPU
[20:17:52] <CaptHindsight> if this is the same price or less it would be nice
[20:22:01] -!- syyl_ws has quit [Remote host closed the connection]
[20:37:18] <ssi> ugh the sounds of nascar fill the air, and I can't get away from them :'(
[20:42:53] -!- adb [adb!~IonMoldov@2a02:120b:c3d1:5780:baac:6fff:fe67:305f] has joined #linuxcnc
[20:43:58] <alex4nder> CaptHindsight: that whole line of chips looks great
[20:48:19] -!- cnc1 [cnc1!~chatzilla@ip-78-94-79-59.hsi02.unitymediagroup.de] has joined #linuxcnc
[20:50:44] <pcw_home> probably > $100 since its a Kintex/Virtex family part
[20:59:55] <JT-Shop> new burner tube test a success :)
[21:00:38] <cnc1> Deutsche hier ??
[21:01:20] * zeeshan needs more 3/4 in end mill holders
[21:01:26] -!- adam3999 [adam3999!ad3c3904@gateway/web/freenode/ip.173.60.57.4] has joined #linuxcnc
[21:01:53] <adam3999> hey guys
[21:12:42] -!- Computer_Barf [Computer_Barf!~technoid@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[21:13:02] <Computer_Barf> do people ever mill sterling silver jewelry?
[21:14:02] <zeeshan> anyone need fadal pull studs? :D
[21:14:07] <cradek> I have done that many times
[21:14:16] <Computer_Barf> I would imagine it would be important to recover the chips
[21:14:21] <cradek> http://timeguy.com/cradek/01408982148
[21:14:31] <zeeshan> cradek
[21:14:33] <zeeshan> that looks great
[21:14:43] <cradek> nah, sterling is cheap as (unusually expensive) dirt
[21:15:15] <cradek> if you did a ton of it, sure, but for an occasional one-off I have never bothered to figure out who will do the recovery for me
[21:15:29] <cradek> zeeshan: thanks! it turned out really nice.
[21:15:47] <Computer_Barf> I would think if you put it in a small graphite crucible and hit it with propane you could make bead
[21:16:03] <Computer_Barf> that piece looks very nice , good work
[21:16:17] <cradek> sure you could make it back into a blob if it was very clean
[21:16:53] <cradek> I made sterling glasses frames, and I milled the hinge parts
[21:16:57] <cradek> no pics, sorry
[21:17:49] <cradek> what's your project?
[21:17:56] <Computer_Barf> ive been kind of depressed lately about the cost of cam software
[21:18:46] <alex4nder> Computer_Barf: you tried out hsmexpress for solidworks or invetor?
[21:18:47] <alex4nder> +n
[21:18:48] <Computer_Barf> I'm building a cnc'd g0704 , I'm getting ready to pull the trigger on the electronics portion as I already have the mechanical stuff
[21:19:04] <alex4nder> also fusion360 has it integrated into their web version now
[21:19:11] <Computer_Barf> well I keep trying to get myself a copy of solidworks
[21:19:19] <ssi> too bad fusion360 seems to be a turd
[21:19:34] <alex4nder> ssi: what's wrong with it?
[21:19:36] <Computer_Barf> I would really like to get bobcad because eventually I am going to add more axis's
[21:19:41] <ssi> it's laggy as hell
[21:20:12] <Computer_Barf> I just don't have 3 something grand for solidworks
[21:20:20] <cradek> I've never heard a single good word about bobcacd
[21:20:29] <ssi> lol
[21:20:41] <alex4nder> I tried fusion 360 on my mac, and it seemed ok
[21:20:55] <ssi> it hasn't been particularly ok for me
[21:21:06] <ssi> also everyone keeps talking about a free startup version but mine doesn't have that option
[21:21:08] <Computer_Barf> well perhaps you could recommend one that I can expand into 4th, 5th axis later
[21:21:29] <zeeshan> who buys software
[21:21:32] * zeeshan hides
[21:21:35] <TTN> lol
[21:21:35] <ssi> lul
[21:21:38] <TTN> tried freecad?
[21:21:52] <zeeshan> isn't buying software for big corporations :)
[21:22:17] <TTN> get the latest version you can find. something higher or equal to v0.14
[21:22:21] <ssi> I have no problem buying software so long as it's good and priced sanely
[21:22:33] <zeeshan> the pricing on real cad software
[21:22:38] <zeeshan> isn't for average joe..
[21:22:43] <ssi> right
[21:22:45] <zeeshan> i really think only businsses can afford that
[21:22:56] <zeeshan> like solidworks student license is like $120
[21:22:56] <Computer_Barf> yes I have no problem buying software when It's actually possible for me
[21:23:00] <zeeshan> which i think is cheap
[21:23:01] <Computer_Barf> but damn some of the prices
[21:23:06] <zeeshan> vs their 5000 real license
[21:23:19] <alex4nder> zeeshan: 99% of what I do can be expressed conversationally, so I eneded up writing ghettoCAM
[21:23:28] <Computer_Barf> yeah.. im not a student though..
[21:23:32] <zeeshan> you can be
[21:23:37] <zeeshan> its easy :p
[21:23:50] <Computer_Barf> you mean, just saying you are a student?
[21:24:05] <zeeshan> you can take a life training courses
[21:24:09] <zeeshan> and pay like 500 bux a year
[21:24:10] <zeeshan> haha
[21:24:17] <zeeshan> *life long
[21:24:34] <zeeshan> obvously if youre using the software to generate money
[21:24:40] <zeeshan> you should follow their license rules
[21:25:18] <zeeshan> i once went to a machine shop which i wll obviously not name
[21:25:22] <zeeshan> that had a dedicated computer for cad and cam
[21:25:24] <zeeshan> with no internet
[21:25:32] <zeeshan> i was curious why there was no internet
[21:25:41] <zeeshan> :-)
[21:25:51] <ssi> your mom has no internet
[21:25:54] <zeeshan> thats pretty illegal!
[21:25:59] <zeeshan> your face!
[21:26:03] <zeeshan> ssi
[21:26:07] <zeeshan> i forgot what i was going to build this weekend
[21:26:08] <zeeshan> fak.
[21:26:15] <ssi> come help me build things then
[21:26:15] <zeeshan> i was so excited to build it too
[21:26:16] <zeeshan> haha
[21:26:17] <Computer_Barf> I tried getting solidworks torrents , seems cracks just arn't what they used to be.
[21:26:18] <ssi> hurry up
[21:28:01] <zeeshan> ssi
[21:28:03] <zeeshan> you come help me
[21:28:12] <zeeshan> i think ill work on the car today
[21:28:16] <ssi> ugh boring
[21:28:30] <zeeshan> you know whats boring
[21:28:32] <zeeshan> your fACE
[21:28:37] <zeeshan> go back to mr cool guy plane building
[21:28:39] <ssi> it's not boring
[21:28:41] <ssi> it's more like repulsive
[21:28:45] <ssi> but t hat's interesting at least
[21:28:51] <zeeshan> haha
[21:28:58] <zeeshan> dude i mentioned im gonna work on cars
[21:29:03] <zeeshan> and all the sudden i smell burning oil smell
[21:29:04] <zeeshan> in my noise
[21:29:07] <zeeshan> *nose
[21:29:11] <zeeshan> damn cars.
[21:29:15] <ssi> I hate when my noise smells like oil
[21:29:26] <ssi> I think I got epoxy in my eye
[21:29:34] <zeeshan> eek
[21:29:46] <Computer_Barf> If I plan on moving into 4th and 5th axis as I progress, what CAM should I seek?
[21:29:54] <ssi> 5th axis will never be cheap
[21:30:02] * TTN maximizes freecad and gets back to work..
[21:32:41] <zeeshan> ssi
[21:32:43] <zeeshan> is your hnc working?
[21:33:02] <zeeshan> http://www.maritool.com/#
[21:33:14] <zeeshan> http://www.maritool.com/Retention-Knobs-CAT40-Pull-Studs/c67_68/p1621/Pull-Stud-Hex-Head-4E-0110-%28-Deckel-,-Maho-%29/product_info.html
[21:33:17] <zeeshan> im thinking of building some of these
[21:33:28] <zeeshan> they are very expensive :/
[21:38:13] <Deejay> gn8
[21:38:25] <zeeshan> im not sure how to put that hex in.
[21:38:32] <zeeshan> it looks like these guys just took a cap screw
[21:38:40] <zeeshan> and threaded it in there
[21:39:54] -!- Deejay has quit [Quit: bye]
[21:46:00] -!- patrickarlt has quit [Quit: Leaving...]
[21:46:40] amnesic is now known as amnesic_away
[21:48:03] <zeeshan> does anyone know how you put an internal hex on a metal piece?!
[21:48:09] <zeeshan> blind hole
[21:48:58] <Jymmm> like to hold a nut?
[21:49:05] <zeeshan> using the reuleaux technique?
[21:49:24] <Jymmm> two triangles 180deg apart =)
[21:49:34] <zeeshan> http://www.practicalmachinist.com/vb/attachments/f14/120915d1414964540-retention-knob-tool-holder-compatability-deckel-pull-stud-metric.jpg
[21:49:39] <zeeshan> i think i might just ignore the hex
[21:49:45] <zeeshan> http://www.maritool.com/images/PS-4E-0110-2.jpg
[21:49:48] <zeeshan> i want to do this..
[21:50:00] <zeeshan> it honestly looks like they just drove a hex head cap screw inthere
[21:50:01] <zeeshan> lol
[21:50:09] <alex4nder> yah
[21:50:14] <Jymmm> zeeshan: if you look at the points very closely, you'll see they are rounded
[21:50:25] <zeeshan> so they actually went in there
[21:50:27] <zeeshan> with a small end mill
[21:50:31] <zeeshan> and cleaned up the corners after drilling?
[21:50:43] <Jymmm> or just press ushed it
[21:50:54] <Jymmm> or molded it
[21:51:41] <zeeshan> i think flats makes sense..
[21:52:07] <Jymmm> whats that thing... berch tool
[21:52:07] <zeeshan> it just sucks cause youll likely need a crowfoot
[21:52:14] <zeeshan> to get torch wrench on it
[21:52:50] <Jymmm> think like a socket wrench
[21:52:56] <Jymmm> or allen screw
[21:52:56] <JT-Shop> I would never make pull studs
[21:52:58] <zeeshan> it wont fit
[21:53:09] <zeeshan> JT-Shop: why
[21:53:15] <Jymmm> zeeshan: are you trying to make a tool or part?
[21:53:23] <zeeshan> im trying to make the pull stud
[21:53:31] <JT-Shop> I don't have the proper heat treat oven and testing lab
[21:53:38] <zeeshan> i do
[21:53:43] <zeeshan> school facilities! :P
[21:53:45] <Jymmm> zeeshan: pull stud for what?
[21:53:49] <zeeshan> tools
[21:53:55] <Jymmm> ?¿
[21:55:04] <JT-Shop> I thought once that I was going to make header punches... after a lot of time I learned a lot about making header punches
[21:55:25] <zeeshan> pull studs dont look like sorcery
[21:55:30] <zeeshan> mari tool and retention knob use 8620
[21:55:35] <zeeshan> which is case hardenable steel
[21:55:42] <zeeshan> so they keep the skin hard, the internal ductile
[21:55:52] -!- cnc1 has quit [Remote host closed the connection]
[21:55:58] <zeeshan> but then when you look at ARP fasteners
[21:56:06] <zeeshan> they'll use ultra high strength tool steel
[21:56:26] <zeeshan> and then theres the fancy pull studs by daishowa which is h13 with rolled threads
[21:56:39] <zeeshan> at the end of the day its just 3600 lb of force
[21:56:51] <zeeshan> if you have a factor of safety of 4 or 5
[21:56:53] <zeeshan> it should be safe enough
[21:57:28] <FinboySlick> zeeshan: Would it too hard to rotary-broach?
[21:58:46] <zeeshan> FinboySlick: im not sure, never tried making a hex before
[21:58:58] <zeeshan> only have done it w/ a broach you drive through
[21:59:03] <FinboySlick> https://www.youtube.com/watch?v=zZpWcl1BKVk is a typical way for blind holes.
[21:59:18] <zeeshan> https://rktorquetest.wordpress.com/test/
[21:59:24] <zeeshan> heres a review of usa made rentention knobs
[21:59:25] <FinboySlick> But I don't know how it lends itself to tough stuff.
[21:59:28] <zeeshan> that have their own problems..
[21:59:45] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[22:00:01] <zeeshan> mari tool is o nthere too
[22:00:50] * JT-Shop tries to think of something fun to do with a seed bag full of Styrofoam besides dumpster poaching
[22:01:25] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[22:01:32] <Jymmm> JT-Shop: how big a bag?
[22:02:05] <Jymmm> JT-Shop: got video camera?
[22:02:40] -!- CaptHindsight has quit [Quit: gone]
[22:05:06] <Jymmm> JT-Shop: Pile up the EPS into a mound. VERY VERY QUICKLY... Grab a laytex balloon or disposable glove and fill with 8 ounces of acetone. Inflate just slightly, tie tight and place on EPS mound and run like hell
[22:05:22] <Jymmm> HAve video camera on tripod running ahead of time
[22:07:07] <zeeshan> JT-Shop: keep it!
[22:07:13] <zeeshan> use it for shipping packages
[22:07:17] <Jymmm> EPS = Expanded polystyrene = Sytrafoam
[22:07:34] <JT-Shop> a seed bag full
[22:07:45] <Jymmm> JT-Shop: WTF is a seed bag?
[22:08:02] <JT-Shop> a bag that sunflower seeds come in
[22:08:20] <Jymmm> 5" x 5"
[22:08:55] <Jymmm> anyhow, semantics... just try what I said
[22:09:18] <Jymmm> or just pour on the acetone, just not as fun
[22:09:33] <JT-Shop> http://scene7.samsclub.com/is/image/samsclub/0073753950055_A?$img_size_380x380$
[22:09:48] <Jymmm> Yeah, dont care now but thanks
[22:13:15] <JT-Shop> https://www.youtube.com/watch?v=h9Jx8NRkWTo
[22:13:44] <JT-Shop> so what do you do with the crosslinked polystyrene residue
[22:14:42] <Computer_Barf> I wonder one might get plate stock of sterling silver
[22:14:50] <Jymmm> Dude, it's not the destination, but the journey... If you put it into a baloon slightly inflated it's going to "spray' droplets and that will vary the "melting" effect on the EPS.
[22:15:36] <Jymmm> The acetone will eventually "pop" a laytex balloon
[22:16:04] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[22:16:28] <Jymmm> Kinda like a lava effect
[22:16:44] <Computer_Barf> I save all my styrofoam takeout food trays,especially the black ones
[22:16:55] <Computer_Barf> then I dissolve them into acetone
[22:16:56] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[22:17:07] <Jymmm> If you can spray paint the foam withoutmelting it, when the acetone hits it, it'll flow like goo
[22:17:11] <Computer_Barf> the black pigment will go a long way to turn the white ones black
[22:17:17] <Jymmm> noce high contrast
[22:18:14] <Computer_Barf> 4-5 black ones will mix with probably 100 white ones to make a black blob of polystyrene
[22:19:46] <Computer_Barf> when you dry the polystyrene though it does tend to bubble up a bit. You can mill shapes from it but it is more of a ridged foam board, I've made shelf brackets with it
[22:20:15] <Computer_Barf> it would be nice to know the secret to drying it into solid plates without the acetone expanding internally and creating bubbles
[22:20:19] <pcw_home> dissolve in acetone and then knead in potassium chlorate...
[22:20:35] <Computer_Barf> what will that do
[22:20:59] <Jymmm> pcw_home: Is that before or after the exothermic reaction?
[22:21:56] <Jymmm> pcw_home: and you forgot the sulfur ;)
[22:22:05] <Computer_Barf> I've considered perhaps making a steel reaction vessel , then adding a semi saturated acetone polystyrene batch, and then injecting steam to distill off the acetone
[22:22:17] -!- dirty_d [dirty_d!~adowning@c-76-118-118-156.hsd1.ma.comcast.net] has joined #linuxcnc
[22:22:37] -!- erve has quit [Ping timeout: 264 seconds]
[22:22:40] <Computer_Barf> I believe this would leave fine , acetone free particles of polystyrene in a water suspension, which you could filter out
[22:22:42] <Jymmm> Computer_Barf: How do you think they make EXPANDED polysyterene?
[22:23:01] <pcw_home> sulfur and chlorates are treacherous
[22:23:13] <Jymmm> pcw_home: Hey, you started it!
[22:23:27] <Jymmm> pcw_home: dont forget the charcoal too
[22:23:48] <Computer_Barf> i know sometimes they make little round polystyrene balls from adding hexane to pellets and then putting them in a heated blower chamber in which they expand
[22:24:01] <Computer_Barf> then they compress all the balls into polystyrene blocks
[22:24:16] <Computer_Barf> so hexane expansion
[22:25:09] <renesis> who still uses foam boxes?
[22:25:09] <Jymmm> pcw_home: I wanted into a local hardware store. On the shefl was 10lbs of sulfur, next to it was 20 lbs of Potassium nitrate, and on the floor was a pallet of about 200 lbs of charcoal =)
[22:25:16] <Jymmm> walked*
[22:25:46] <FinboySlick> Jymmm: Great, now the NSA is monitoring #linuxcnc.
[22:25:46] <Jymmm> pcw_home: I walked out chuckling
[22:25:47] <renesis> oh i guess my local mexican place does for combo plates
[22:25:52] <CaptHindsight> any aluminum powder?
[22:25:56] <dirty_d> made some changes to solvespace, it saves constraint expressions instead of the numerical value, and I added mm() and in() conversions.
[22:25:57] <renesis> uhohz
[22:26:10] <Jymmm> FinboySlick: They alwasy have been, you want the trasnscripts?
[22:26:16] <renesis> dirty_d: you dev solvespace?
[22:26:25] <Computer_Barf> I feel like doing anything interesting today is going to put you on a watchlist
[22:26:26] <dirty_d> so you can put like fmt_mm(in(1) + mm(19))
[22:26:27] <renesis> dirty_d: it accepts equations for dimensions?
[22:26:36] <Jymmm> FinboySlick: Google Inc, a division of the NSA
[22:26:37] <dirty_d> and it will display that length in millimeters
[22:26:48] <renesis> whats fmt mean
[22:26:50] <Computer_Barf> I want to get fluoroboric acid so i can dissolve tin and lead from pcb boards
[22:26:58] <dirty_d> renesis, i just started working on it abotu a week ago to make it work right on linux
[22:26:59] <renesis> and i should prob try it
[22:27:08] <dirty_d> but i figured id try to improve stuff while im at it
[22:27:10] <renesis> oh so youre fixing solvespace
[22:27:14] <renesis> neat
[22:27:25] <dirty_d> yea, it works on linux well now
[22:27:30] <dirty_d> it was kinda screwed up before
[22:27:37] <renesis> woah
[22:27:47] <zeeshan> if anyone is interested in how i got my tool changer to work
[22:27:48] <zeeshan> https://www.youtube.com/watch?v=YGOzQ8vXHwg
[22:27:50] -!- phantoxeD [phantoxeD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[22:27:51] <renesis> my school has a 300 level plant science class Intro to Wines
[22:28:03] <renesis> 21 and over
[22:28:44] <dirty_d> actually fmt_mm and fmt_in wont work now, but it wont hurt to use it
[22:29:05] <dirty_d> renesis, it works a lot better than freecad
[22:29:21] <renesis> freecad was a bit worse than draftsight when i used it
[22:29:27] <Swapper> pcw_home: are there any maximum length on the 25 dsub cable between 6i25 and 7i77 ?
[22:29:38] <zeeshan> tool changer is COOL
[22:30:02] <dirty_d> thats a big machine
[22:30:06] <Tom_itx> zeeshan lemme see
[22:30:08] <dirty_d> what is it?
[22:30:18] <CaptHindsight> NX, ProE, Catia, ......................................... solvespace, freecad
[22:30:34] <dirty_d> renesis, freecad would be great if the important stuff actually worked
[22:30:36] <zeeshan> talking to me?
[22:30:43] <dirty_d> like linking sketches to external geometry
[22:30:51] <dirty_d> zeeshan, about the big machine yea
[22:30:54] <CaptHindsight> I think NX has a Linux version
[22:30:56] <zeeshan> mikron wf21c
[22:31:23] -!- phantoneD has quit [Ping timeout: 244 seconds]
[22:31:35] <renesis> dirty_d: ya
[22:32:01] <dirty_d> looks expensive
[22:32:14] <renesis> it would work okay for awhile and then when enough time was invested, it would crap out on some simple essential feature
[22:32:25] <renesis> like, bitch let me offset without crashing
[22:32:34] <dirty_d> yea, its mostly due to going back and editing sketches that others depend on
[22:32:45] <dirty_d> edges get renamed internally and it breaks relationships
[22:32:45] <FinboySlick> zeeshan: It's a very nice machine. Love the scraped surfaces.
[22:32:54] <renesis> like, heirarchial blocks?
[22:33:15] <dirty_d> renesis, like if you make a sketch, extrude it, then map a sketch to one of the faces
[22:33:16] <pcw_home> Swapper: 15 feet is about the maximum, if you want more you are better off with a Ethernet card like the 7I92
[22:33:22] <dirty_d> all is well and good until you go back and edit the first sketch
[22:33:30] <dirty_d> then the second explodes
[22:33:32] <renesis> yeah thats not cool
[22:33:46] <dirty_d> that seesm to be working really good in solvespace
[22:34:24] <dirty_d> the way this is written is kinda annoying to work with, its like c++ thats trying to hard to be C
[22:35:18] <dirty_d> std:: doent appear once in the source
[22:35:34] <dirty_d> and if you do include a c++ header, it breaks all the macros that are all over the place
[22:35:41] <Swapper> pcw_home: ty
[22:36:02] <Swapper> that would do it.
[22:37:17] <zeeshan> does home depot carry socket head cap screws?
[22:37:31] <zeeshan> i need an 8-32
[22:37:41] <zeeshan> for some reason my collection goes from 6-32 to 10-24 10-32
[22:37:42] <CaptHindsight> zeeshan: maybe just in SS
[22:37:42] <zeeshan> lol
[22:37:52] <zeeshan> thatll work
[22:38:01] <CaptHindsight> I seem to avoid HD for that reason when fastener shopping
[22:38:13] <zeeshan> i only go there in a bind
[22:38:18] <zeeshan> usually try to go to my supplier reglover
[22:38:36] <CaptHindsight> I just started buying bulk off ebay
[22:38:47] <zeeshan> same its cheaper to buy a box
[22:38:51] <zeeshan> for 50/100
[22:38:53] <CaptHindsight> whole boxes for $2-3
[22:38:56] <zeeshan> vs buying 10 bolts
[22:39:19] <CaptHindsight> in China you buy by the Kg
[22:39:24] <alex4nder> anyone know which kernel Tormach went with for Path Pilot?
[22:39:24] <renesis> i think they carry down to #8 or #6
[22:39:30] <renesis> they wont have small stuff
[22:39:31] <CaptHindsight> they just have bins, no boxes
[22:39:47] <renesis> and yeah its specialty drawer stuff
[22:39:52] <renesis> they wont have a ton
[22:40:37] <CaptHindsight> whenever I go to HD or Menards for fasteners they are always out of the exact size I need
[22:40:47] <renesis> ikr
[22:41:08] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[22:41:37] <JT-Shop> dang furnace stays warm for quite a while
[22:41:44] <renesis> i usually just buy a box of like 50 from mcmaster in stainless, i dont like the black oxide most places carry
[22:42:01] <zeeshan> why?
[22:42:06] <zeeshan> ss galls
[22:42:28] <renesis> because black oxide corrodes
[22:42:33] <pcw_home> JT-Shop: melting anything yet?
[22:42:46] -!- KimK_laptop has quit [Ping timeout: 252 seconds]
[22:43:16] -!- KimK_laptop [KimK_laptop!~Kim@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[22:43:33] <JT-Shop> just drying out the furnace now, if I can get outside with it next week I'll start melting some lead
[22:43:42] <archivist> zeeshan, that tool change is mandraulic :)
[22:43:58] <JT-Shop> I got the furnace up to 450C today
[22:44:22] -!- micges has quit [Ping timeout: 264 seconds]
[22:44:23] <Tom_itx> melt some of this white crap outside mkay?
[22:44:31] <JT-Shop> ok
[22:45:05] micges_ is now known as micges
[22:45:10] * JT-Shop is tired of it too
[22:45:31] <JT-Shop> oh, I still have to make the pyrometer
[22:45:32] <Tom_itx> cleared the walks twice and it finally quit snowing
[22:46:04] -!- adb has quit [Ping timeout: 252 seconds]
[22:46:08] <JT-Shop> the fresh snow melted already but the snow from last time is still on the ground
[22:48:45] <JT-Shop> looks like 32F for the morning with freezing rain
[22:56:29] <Tom_itx> guessin 8 or 10" here
[23:00:32] -!- dirty_d has quit [Quit: Leaving]
[23:08:37] <zeeshan> archivist: yes :)
[23:09:04] <alex4nder> hmm.. so debian isn't shipping an -rt kernel in jessie
[23:09:06] <alex4nder> that sucks
[23:11:24] -!- sirdancealot [sirdancealot!~koo5@236.152.broadband3.iol.cz] has joined #linuxcnc
[23:19:58] <pcw_home> On the other hand a Preemt-RT kernel is easy to build
[23:20:17] <alex4nder> yah, it's more telling that the -rt dev work has stalled
[23:20:26] <XXCoder> man
[23:20:29] <XXCoder> been busy all day
[23:20:35] <XXCoder> van works pretty lot better
[23:21:18] <XXCoder> it actually warmed up in 6 minutes
[23:21:28] <XXCoder> pretty impressive for van with dead termostat
[23:24:05] <XXCoder> before it wouldnt warm up even if you sent it to sun :P
[23:25:16] <pcw_home> 3.18 just released so not really stalled
[23:27:26] <XXCoder> I guess not all that much demend for realtime
[23:27:41] <alex4nder> pcw_home: reading about the lack of funding, and seeing the lack of updates, makes me think different
[23:28:15] <pcw_home> have you looked recently?
[23:28:20] <alex4nder> yah, I just did
[23:28:24] <pcw_home> busier than ever
[23:28:53] <pcw_home> even Xenomai 3 is based on -rt
[23:31:07] <zeeshan> so i inspected the mari tool pull studs
[23:31:29] <zeeshan> they're quite far out from tolerance
[23:31:34] <zeeshan> (in my opinion)
[23:32:07] <zeeshan> for example, the stem diameter is supposed to be .986" from din standard
[23:32:16] <zeeshan> theirs is .980"
[23:32:27] <zeeshan> theyre making this on a cnc machine
[23:32:33] <zeeshan> not sure why the undersize?
[23:32:44] <XXCoder> odd
[23:33:02] <XXCoder> your stuff tested for accuracy?
[23:33:09] -!- robinsz has quit [Read error: Connection reset by peer]
[23:33:32] <zeeshan> .828" theirs
[23:33:36] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[23:33:36] <zeeshan> standard .831
[23:33:45] <zeeshan> no im comparing their stuff to standard
[23:33:53] <XXCoder> ahh ok
[23:33:56] <zeeshan> im trying to make my own pull studs
[23:33:57] <JT-Shop> what's the tolerance on the standard?
[23:34:13] <pcw_home> Preemt-rt 3.18.rt2 running on a a laptop (3 hours of videos etc)
[23:34:14] <pcw_home> http://ibin.co/1tGDqozK5zse
[23:34:16] <pcw_home> not bad for a laptop... the stock preemt-rt kernel with wheezy is useless (800000 latency)
[23:34:45] <zeeshan> on the standard .986 diameter, the tolerance is -.006
[23:34:54] <zeeshan> so they meet the tolerance
[23:34:58] <zeeshan> just under small size :P
[23:35:03] <XXCoder> barely
[23:35:22] <zeeshan> i mean with cnc you can hold .001 pretty easily
[23:35:41] <XXCoder> wonder if their operator screwed up
[23:35:49] <zeeshan> im not trying to sound negative or anything
[23:35:57] <zeeshan> just comparing :)
[23:36:06] <JT-Shop> that has happened as well as the programmer screwing up
[23:36:06] <zeeshan> maybe
[23:36:15] <zeeshan> or the tool is worn out
[23:36:20] <zeeshan> in the sense that its got a built up edge
[23:36:24] <zeeshan> so now its machining undersize
[23:36:31] <XXCoder> oh
[23:36:52] <XXCoder> was abou to ask "wouldnt it mean oversize not under"
[23:36:58] <zeeshan> like for the .986 dimension, +.000 -0.006
[23:37:05] <zeeshan> what would you guys program your target dimension to be ?
[23:37:08] <zeeshan> midway? :)
[23:37:17] <XXCoder> closert o max
[23:37:24] <XXCoder> you cant recut negative distance
[23:37:30] <zeeshan> good point
[23:37:35] <zeeshan> but if youre confident in your machine
[23:37:39] <zeeshan> holding +/-0.001
[23:37:53] <XXCoder> yea probably -.002
[23:38:02] <zeeshan> fair enough
[23:38:08] <XXCoder> still closer to max but any over varation wont go over
[23:39:31] <zeeshan> wow
[23:39:41] <zeeshan> the length of the gripping portion of th estud
[23:39:44] <zeeshan> is out of tolerance by a lot
[23:40:24] <XXCoder> whats tol and how much is it over
[23:40:46] <zeeshan> nominal length .984", +0.008 -.000 , inspection dimension: .994"
[23:41:21] <zeeshan> out by 2 thou
[23:41:29] <XXCoder> ow
[23:42:16] <zeeshan> still works! :P
[23:43:18] <XXCoder> I guess so
[23:44:27] -!- robinsz has quit [Read error: Connection reset by peer]
[23:44:32] <XXCoder> paper is .0039 so its off by half paper thickness lol
[23:44:37] <zeeshan> haha
[23:44:52] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[23:45:01] <zeeshan> honestly, the best quality stuff
[23:45:06] <zeeshan> is the stuff you work on your own
[23:45:09] <XXCoder> other site says 9 mil for paper
[23:45:11] <zeeshan> regardless of made in taiwan, made in usa.
[23:45:34] <zeeshan> japanese stuff is amazing cause there is so much pride in their work
[23:45:41] <zeeshan> the work the car guys do there
[23:45:43] <zeeshan> is crazy
[23:45:51] <zeeshan> XXCoder: i guess paper varies a lot
[23:45:55] <XXCoder> yeah
[23:46:12] <renesis> xxcoder: is all about rice paper rolling papers for setting z
[23:46:16] <renesis> .001"
[23:46:31] <XXCoder> I tend to use thinner notepad paper
[23:46:34] <XXCoder> tend to be fine
[23:46:46] <zeeshan> i use aluminum foil
[23:46:50] <renesis> yeah that stuff is like 3-4 mil
[23:47:02] <XXCoder> sometimes I even use regular paper if its not very precise job
[23:47:11] <renesis> i just measure whatever im using
[23:47:19] <XXCoder> foil is 3-4 mil?
[23:47:28] <XXCoder> .003-4?
[23:47:33] <renesis> notebook paper
[23:47:37] <XXCoder> or .0003
[23:47:40] <renesis> foil is whatever it is
[23:48:03] <XXCoder> renesis: yeah I tend to use notebok a LOT so I try reuse written paper
[23:48:24] <renesis> its prob safer for the part
[23:49:15] <renesis> tho, part should be fine with anything if youre taking your time and stepping less than thickness of offset material
[23:49:47] <XXCoder> or just adjust down one thou after find z0
[23:49:53] <renesis> .001 is easy to remember and usually not too bad to ignore
[23:50:04] <XXCoder> how do you guys accurately find zero using face mill?
[23:50:09] <renesis> xxcoder: in axis you can set offset
[23:50:22] <renesis> itll pop up a window and you would enter .001 for rice paper
[23:50:29] <XXCoder> at one machine I always have to adjust down by .006 after find z0 using large face mill
[23:50:45] <renesis> or say -.05 for a .1" edge finder from the left
[23:50:46] <XXCoder> and thats after I confirm tooth I sued is lowest one
[23:50:53] <XXCoder> used
[23:51:39] <renesis> yeah i have spring collets so i have to set z every tool change unless PCB drills w/ collars
[23:51:54] <XXCoder> my router will use edge router
[23:52:00] <renesis> so tool table lengths dont matter because i dont use them
[23:52:01] <XXCoder> so yeah need touch em all off bah
[23:52:23] <renesis> yeah honestly its better your way once you have the shit set up
[23:53:06] <zeeshan> anyone have a source for a cat40
[23:53:07] <zeeshan> tool holder
[23:53:12] <zeeshan> i need the dimensions of the thread
[23:53:19] <zeeshan> and the concentric ring thing
[23:53:33] <zeeshan> i know its 5/8-11 for the thread
[23:53:35] <zeeshan> but need to know how long
[23:54:38] -!- robinsz has quit [Read error: Connection reset by peer]
[23:55:03] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[23:55:18] <zeeshan> nm found it :D
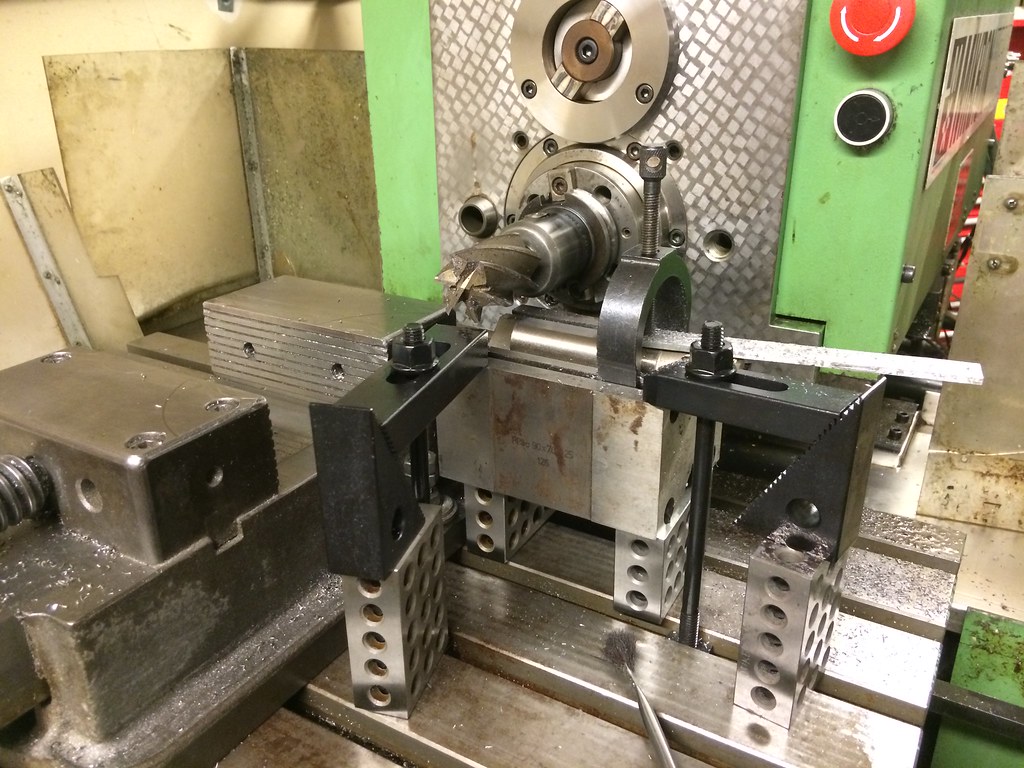{kind=link}
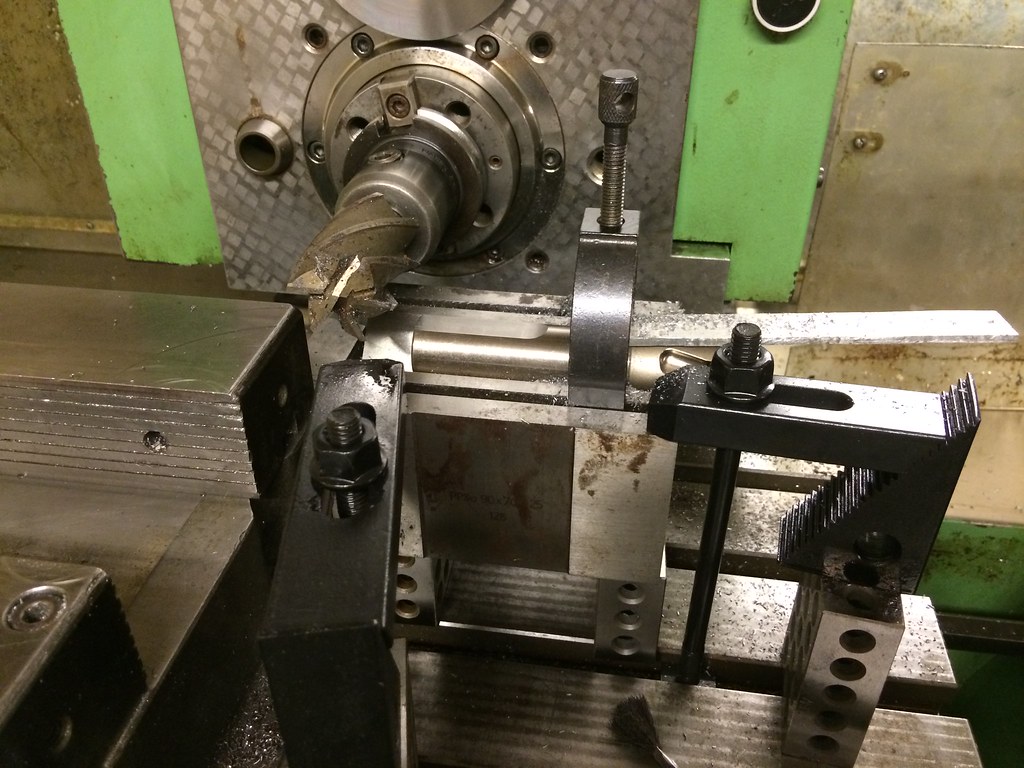{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}