Back
[00:00:09] -!- h_maximilian [h_maximilian!~bonsai@dslb-178-010-246-161.178.010.pools.vodafone-ip.de] has joined #linuxcnc
[00:05:50] -!- mhaberler has quit [Quit: mhaberler]
[00:07:16] <PetefromTn_> Apparently the Torch Tower in Dubai one of the worlds tallest buildings in ON FIRE!!
[00:08:46] <furrywolf> yay random projects. just helped some kids remove a vehicle that's been parked on the yard of the abandonned house across the road.
[00:09:19] <furrywolf> their story seemed reasonable (they seemed to know the guy who owned it), so they probably weren't stealing it. lol
[00:10:56] amnesic is now known as amnesic_away
[00:12:16] <furrywolf> it's a nice truck, for certain definitions of nice. an old rusted out chevy. I don't know the model, but BIG. dually, truck tires, have to climb into the cab.
[00:13:17] <CaptHindsight> https://www.youtube.com/watch?v=mXNMaCBw-Lk#t=12 Torch Tower
[00:13:49] -!- anth0ny_ has quit [Client Quit]
[00:14:16] <PetefromTn_> yup that definitely does not look good...
[00:15:16] <PetefromTn_> https://www.youtube.com/watch?v=tg-r4M47Pzk
[00:15:36] <zeeshan> why is it in fire
[00:15:38] <zeeshan> in 2 different places?
[00:15:52] <zeeshan> seems like vandalism
[00:15:53] <PetefromTn_> Good question..
[00:15:58] <PetefromTn_> or terrorism..
[00:16:12] <zeeshan> or insurance scam
[00:16:13] -!- Crom_ has quit [Read error: Connection reset by peer]
[00:16:18] <zeeshan> :]
[00:16:29] -!- Crom_ [Crom_!~Robi@172.56.40.191] has joined #linuxcnc
[00:17:11] <furrywolf> ouch
[00:18:07] <CaptHindsight> https://www.youtube.com/watch?v=cFv95qLVT4c looks like multiple floors and far apart
[00:18:09] -!- anth0ny_ has quit [Client Quit]
[00:18:39] <CaptHindsight> lets see if this one falls straight down on itself
[00:19:16] <PetefromTn_> Holy Smokes that is NOT GOOD!!
[00:19:18] <furrywolf> I'm surprised such a new building would have fire suppression equipment inadequate enough to let it spread that quickly
[00:19:33] <CaptHindsight> molten metal pouring down the sides
[00:19:53] <furrywolf> the main function of sprinklers is to at least give people time to escape, but it sounds like this one spread very quickly
[00:20:22] -!- TTN has quit [Ping timeout: 252 seconds]
[00:20:23] <CaptHindsight> probably should not have been storing thermite on the higher floors
[00:20:23] <PetefromTn_> 1100 feet tall building
[00:20:52] <PetefromTn_> 79 floors above ground
[00:21:07] <furrywolf> of course, if it were an insurance scam, turning off a few chained-open valve...
[00:21:46] <CaptHindsight> how do you create the heat of a forge in the open air?
[00:22:06] <furrywolf> you build a building shaped like a giant chimney. :P
[00:23:45] <CaptHindsight> looks like a forge at the top and then again several floor below
[00:24:06] <furrywolf> tall fires can create a draft just as strong as a blower...
[00:24:49] <PetefromTn_> Towering inferno..
[00:25:08] <Tom_itx> zeeshan what's up?
[00:25:18] <zeeshan> working on website :P
[00:25:25] <Tom_itx> oh?
[00:25:35] <Tom_itx> got fwd/rev now
[00:25:54] <PetefromTn_> https://www.youtube.com/watch?v=DKW_RTjZS9w
[00:25:54] * furrywolf is working on snacking on seaweed rice chips while eating jalapeno salsa.
[00:26:51] <furrywolf> this is an abnormally hot batch. usually jalapeno salsa isn't this hot.
[00:29:34] <zeeshan> nice
[00:31:11] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:32:13] -!- FreezingCold has quit [Remote host closed the connection]
[00:42:41] -!- zzolo has quit [Quit: zzolo]
[00:46:38] <CaptHindsight> 2 hours till sunrise in Dubai, should be interesting to see the damage
[00:47:38] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[00:50:35] <evil_ren> ew jalapenos
[00:50:52] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:50:58] <evil_ren> not very hot, flavor dominates everything
[00:52:00] <PetefromTn_> Kinda surprised there it not more information about the fire yet..
[00:52:15] <CaptHindsight> “an estimate 70 per cent of buildings in the UAE have facades made with some form of aluminium sandwiching a combustible thermoplastic core.”
[00:52:24] <CaptHindsight> nice
[00:52:42] <CaptHindsight> so oxidizer with fuel
[00:52:58] * furrywolf sees two fuels, no oxidizer
[00:53:28] <furrywolf> evil_ren: I have hotter peppers. :P
[00:54:49] <evil_ren> serranos ftw
[00:54:57] <CaptHindsight> not a very good oxidizer in that large form
[00:55:06] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[00:55:07] <evil_ren> if you make salsa verde with jalapenos mexico disowns you
[00:55:42] <furrywolf> I like serranos.
[00:55:58] <furrywolf> this salsa is mostly purreed jalapenos. no tomatillos or much of anything else.
[00:56:55] wortley_ is now known as kb1kdw
[00:57:23] <CaptHindsight> they would probably use napalm as an insulator if it was cost effective
[00:58:28] <furrywolf> evil_ren: if you want hotter, I have carribbean reds, trinidad moruga scorpions, yellow scorpions, and plenty of others a bit higher up on the heat scale. :P
[00:59:48] <evil_ren> sure but serranos are available, spicy, and they dont flavor dominate everything
[01:00:47] * furrywolf has multiple serrano plants
[01:00:53] -!- cnc has quit [Quit: I'm not here right now.]
[01:04:02] -!- TTN has quit [Quit: gnight :)]
[01:04:46] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[01:11:50] <Tom_itx> spindle seems to work pretty good now. i had to add a ssr to the driver because when it was going fwd and i said stop instead of rev it would flip the fwd/rev relay back and kick back and actually reverse a bit before it stopped
[01:12:09] <Tom_itx> the SSR was what i was using before to stop the spindle
[01:12:37] <Tom_itx> now fwd to rev and vise versa works good and stops from either direction with no kickback
[01:14:29] -!- h_maximilian has quit [Ping timeout: 250 seconds]
[01:14:37] <furrywolf> I don't think my machine is worth adding fwd/rev spindle control to.
[01:15:11] <Tom_itx> you have a sherline right?
[01:15:23] <furrywolf> yes, but I'm currently working on a Shoptask lathe/mill combo.
[01:15:44] <Tom_itx> mine's a sherline too.. i'm just doing it to learn mostly
[01:15:54] -!- NickParker [NickParker!~kvirc@nat-128-84-124-0-793.cit.cornell.edu] has joined #linuxcnc
[01:16:21] -!- gonzo_nb has quit [Remote host closed the connection]
[01:16:26] <NickParker> Hey guys, my old robotics team is looking for a desktop mill, just a little manual thing. Any recommendations?
[01:16:46] <furrywolf> NickParker: expensive or cheap?
[01:17:01] <NickParker> i mean what's the high end for manual mills?
[01:17:21] <NickParker> they're looking at
https://littlemachineshop.com/4962 right now
[01:17:36] -!- Servos4ever [Servos4ever!~chatzilla@173-87-48-197.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[01:17:55] <NickParker> but 350W sounds weak to me ( 2 HP spindle at home...)
[01:18:14] <_methods> i would get their high torque one for a bit more
[01:18:20] <_methods> or get a grizzly g0704?
[01:18:31] <_methods> i think it's g0704
[01:18:44] <_methods> i have an x2 and it's not bad
[01:18:53] <_methods> takes a bit of tweakin
[01:18:56] <_methods> but it works
[01:18:56] -!- FreezingCold has quit [Ping timeout: 265 seconds]
[01:19:09] <_methods> just depends on the budget
[01:20:02] <_methods> https://littlemachineshop.com/products/product_view.php?ProductID=3990&category=1387807683
[01:20:09] -!- pandeiro has quit [Remote host closed the connection]
[01:20:36] <_methods> got a bit more travel and a better spindle drive
[01:21:11] <furrywolf> if you want to spend more money for a smaller machine, the Sherline ones are quite well built... but tiny.
[01:21:35] <alex4nder> or a taig
[01:21:58] <alex4nder> the upside to the taig and sherline is they come 'ready to go'
[01:22:00] <evil_ren> have a taig, love the taig, been like 8 years now, old taig like new taig
[01:22:33] <alex4nder> the taig is a gem
[01:22:46] <NickParker> high torques from lms look good, gonna look through taig offerings now
[01:22:55] <evil_ren> http://www.ebay.com/itm/Taig-gecko-cnc-mill-milling-machine-engraver-router-/151239980733
[01:23:16] <NickParker> how do you guys feel about the tilting column option? It would let them do more, but does it compromise stiffness to much?
[01:23:18] <evil_ren> got mine from this dude, his new package is sexier than the package i got
[01:23:30] <PetefromTn_> You can 3d mill your face in a stick of butter..!
[01:23:43] <evil_ren> nickparker: its iron square tube its rigid as fuck for its weight
[01:24:15] <NickParker> PetefromTn_: is that a no on the tilting column?
[01:24:27] <PetefromTn_> no man I am just kidding...
[01:24:35] <evil_ren> and its not gonna warp where it mates for the tilt, its two thick steel ground rings welded to the iron tubes
[01:24:40] <PetefromTn_> I have not had a Taig or any of the others...
[01:24:46] <evil_ren> everything held together with diant bont
[01:24:51] <alex4nder> yah
[01:25:03] <alex4nder> I don't think you're going to run into a problem with the taig's design, on that size of machine
[01:25:04] <NickParker> evil_ren: fuck that is sexy... but keep in mind a public school bureaucracy is purchasing this, they pretty explicitly explained that the main shop is getting *a* cnc mill, and the robotics team can buy a not-cnc mill
[01:25:16] <evil_ren> you get most of the warping in the headstock im pretty sure
[01:25:19] <NickParker> so i don't think anything with cnc in the title will fly on their dime
[01:25:30] <evil_ren> headstock and Z axis, and then all the play in the bed
[01:25:44] <alex4nder> NickParker: you can buy a manual taig, and then quietly get the CNC couplers for $106
[01:26:01] <alex4nder> and buy the other stuff piecemeal
[01:26:11] <alex4nder> (nobody will know)
[01:26:19] <NickParker> good links for manual taig?
[01:26:22] <evil_ren> nickparker: it has knobs
[01:26:31] <evil_ren> taig.com probably
[01:26:42] <alex4nder> http://www.taigtools.com/mmill.html
[01:26:44] <evil_ren> http://taigtools.com/
[01:26:47] <evil_ren> ya
[01:27:08] <evil_ren> get the 2019
[01:27:12] <alex4nder> NickParker: the computer ready and manual Taig are the same, except for the upgraded spindle motor, and the motor couplers, and no handles
[01:27:16] <alex4nder> yah, the 2019 is worth it
[01:27:29] <alex4nder> s/motor couplers/stepper motor couplers/
[01:27:32] <evil_ren> wait they changed
[01:27:52] <alex4nder> changed which?
[01:27:56] -!- Camaban has quit [Quit: Leaving]
[01:28:01] <evil_ren> now its a 2027ER?
[01:28:31] <evil_ren> pretty sure 18.5" table is what i have, its a 2019
[01:29:08] <alex4nder> evil_ren: the 2027 is the 2019 but it comes with a mach3 license
[01:29:21] <evil_ren> oh, annoying
[01:29:29] <alex4nder> you can still just buy a 2019CR
[01:29:39] <evil_ren> anyway, they guy on ebay ships the driver in a nice box with psu
[01:29:54] <evil_ren> and theyre gecko now, he was using 4ch xylotex drivers when i got mine
[01:30:00] <evil_ren> still 3/4 alive!
[01:30:03] <alex4nder> haha
[01:30:09] <alex4nder> the gecko is a nice upgrade
[01:30:16] <evil_ren> like, my Y is actually the A channel, or something
[01:30:25] <evil_ren> yeah he said hed do the geck0 box for $400
[01:30:30] <evil_ren> with the steppers
[01:30:44] <alex4nder> NickParker: also if anyone cares, the taig is actually made in the USA still
[01:30:59] <evil_ren> i really, really like mine
[01:31:08] <NickParker> alex4nder: they don't. I'll keep that in mind next time my university tells me they need to spend some domestic money though...
[01:31:11] <evil_ren> bonus, it breaks down flat in seconds
[01:31:15] <NickParker> got a 3d printer out of that last semester haha
[01:31:20] <evil_ren> i have it bolted to a folding leg table
[01:31:21] <alex4nder> NickParker: cool
[01:31:33] <alex4nder> yah, it's a cool little machine
[01:31:40] <evil_ren> so like, ive broken it down, folded legs up, and thrown it in the back of toyota hatchback, in volvo trunk
[01:31:42] <alex4nder> they recently upgraded the base and saddle too
[01:31:47] <evil_ren> little cnc almost portable
[01:31:47] <alex4nder> so that's nice
[01:31:53] <evil_ren> cool
[01:33:15] <NickParker> yeah that taig just looks a lot less flimsy to me, i think i'll point them that way.
[01:33:45] <evil_ren> theyre nice, too
[01:34:36] <evil_ren> little company, very responsive and upbeat when ive called them
[01:34:42] <alex4nder> yah
[01:34:49] <alex4nder> they actually know how their product works
[01:34:52] <NickParker> wait what's the spindle on the haig? looks nice and big, but wattage?
[01:34:59] <NickParker> taig*
[01:35:51] <evil_ren> 1/4hp, ER16
[01:36:07] <evil_ren> so like 200W, im guessing
[01:36:25] <evil_ren> ER spindles have pulleys for 10k rpm
[01:36:26] -!- h_maximilian [h_maximilian!~bonsai@46.246.9.34] has joined #linuxcnc
[01:36:52] <evil_ren> really the only issue with the spindle setup i have is it wont spool up the 10k pulley cold
[01:36:58] <evil_ren> and the motor has a thermal switch
[01:37:03] <alex4nder> yah
[01:37:05] <evil_ren> which is awesome but totally dangerous
[01:37:31] <furrywolf> self-resetting, not push-to-reset?
[01:37:43] <evil_ren> so like, if you dont warm it up on a lower speed, just try and run 10k and its cold, it just turns it real slow
[01:37:50] <evil_ren> until it gets to hot and thermals
[01:37:55] <evil_ren> furrywolf: ya
[01:38:24] <evil_ren> takes a minute, not that long, but once early on i forgot to flip the switch off and shit spun on while i was working on it
[01:38:38] <evil_ren> scary shit, obvious reason why theyre not supposed to be used
[01:38:48] <evil_ren> but my guess is the 10k luggin when cold is why its there
[01:38:52] <furrywolf> yes
[01:39:12] <evil_ren> so yeah, when its not cold itll spool 10k in couple seconds max
[01:39:34] <alex4nder> running the spindle at 10k is an experience
[01:39:47] <evil_ren> and it only takes a couple seconds running at even one speed lower (6krpm) to warm it up
[01:40:15] <evil_ren> and possibly, thats mr deepgroove1's motor, not taigs
[01:40:25] <furrywolf> so, it's all over the news that limpet teeth are 25% stronger than silk... but it seems to me they're about 0.1% as practical as silk. lol
[01:40:42] <NickParker> ok, told them they want the taig. What endmills should they get? If someone can point me to like a variety pack that'd go well for them...
[01:40:51] <evil_ren> alex4nder: i prob done more pcb routing and 1/8" endmill than anything else so 10k is just how mine rolls
[01:41:12] <furrywolf> for untrained students? get ten of each size, the cheapest you can find. then hide a few good ones away somewhere.
[01:41:18] <alex4nder> evil_ren: that's cool
[01:41:30] <alex4nder> NickParker: it comes with two endmills, and a set of collets.
[01:41:34] <alex4nder> but yah, what furrywolf said
[01:41:34] <evil_ren> carbide, 4 flute, half a dozen 1/8", same qty 1/4", maybe three 3/8"
[01:41:43] <NickParker> lol thought that'd be the response furrywolf
[01:41:46] <evil_ren> get center drill countersinks
[01:42:02] <furrywolf> if you want to do pcb milling, pick up a few engraving bits too.
[01:42:04] <evil_ren> i would price everything at useenco.com and go from there
[01:42:16] <evil_ren> atrax is their cheap american carbide
[01:42:26] <evil_ren> they have cheaper china stuff too
[01:42:58] <evil_ren> for engraving bits, 2Linc.com
[01:43:09] <alex4nder> NickParker:
https://littlemachineshop.com/products/product_category.php?category=-1180321415&First=E&Last=E <-
[01:43:27] <evil_ren> super good shit, bought lots of 30 degree conical and pyramid cutters from them
[01:43:27] <alex4nder> cheap, chinese, work relatively well
[01:43:51] <evil_ren> if its manual shit, hss is fine
[01:44:24] <evil_ren> if youre doing cnc on small machine i would really go with carbide, chipping instead of wearing just works better with automation
[01:44:53] -!- zzolo has quit [Read error: Connection reset by peer]
[01:45:02] <evil_ren> more likely to complete the part with ass finish, instead of locking up spindle or axis and maybe crashing into all the things
[01:45:09] <alex4nder> haha
[01:45:12] <alex4nder> seriously
[01:45:24] <evil_ren> carbide will keep cutting
[01:45:45] <alex4nder> NickParker: also since noobs will crash into tables, a fixture plate can be nice to leave on the machine
[01:45:51] <furrywolf> wow. This cree "4flow" LED lamp is the cheapest design I've ever seen.
[01:45:52] <evil_ren> yeah
[01:46:18] <alex4nder> NickParker: the stock taig vise is ... shitty
[01:46:21] <alex4nder> but it's free, so
[01:46:28] <alex4nder> it'll get you up and running
[01:46:45] <evil_ren> http://www.hightechsystemsllc.com/pt_plate.html
[01:46:47] <alex4nder> I usually just use a2z's clamps
[01:46:49] <evil_ren> i got two of these
[01:47:10] <evil_ren> sometimes i will stick them perpendicular and make like, table forks
[01:47:10] <alex4nder> evil_ren: you know what's weird, I never could get those guys to respond to my questions
[01:47:22] <alex4nder> are they still around?
[01:47:24] <evil_ren> yeah i feel like its a guy
[01:47:41] <alex4nder> yah
[01:47:53] <alex4nder> I liked the look of theirs more than A2Z's or taig's
[01:47:53] <evil_ren> and i kind of get a weird vibe but i really like the cam screw fixturing bits
[01:48:14] <evil_ren> i dont feel ripped off in any way
[01:49:03] <evil_ren> i could see people saying the cam screw stuff doesnt work to hold everything bit like its obvious what it is, its obvious it has a working envelope for clamping force and height
[01:49:21] <alex4nder> yah, horses for courses
[01:49:29] <evil_ren> the rapid changer looks cool but i think it would slip before the belt
[01:49:50] <evil_ren> gut feeling
[01:49:54] <furrywolf> I still need a vise for my shoptask. but I can't find one I can afford.
[01:50:07] <alex4nder> NickParker:
http://www.a2zcorp.us/store/category.asp?Category=WorkHolding:MillingClamps <- also everything on this page is good to have
[01:50:12] <zeeshan> vises are expensive man
[01:50:14] <zeeshan> even chinese ones
[01:50:34] <evil_ren> with a little machine, work holding accessories are going to be a huge issue
[01:50:44] <zeeshan> why
[01:50:50] <evil_ren> you cant always just buy shit like you would a big mill
[01:50:52] <alex4nder> especially on the taig, with the Z height
[01:50:59] <evil_ren> like, i have to search for t nuts
[01:51:05] <evil_ren> its just a t nut
[01:51:06] <alex4nder> you start building a lego tower, and all of a sudden you have no room for tooling
[01:51:26] <evil_ren> alex4nder: you can get decent Z with big tools by sliding the headstock up on the dovetail
[01:51:45] <evil_ren> and the dovetail up on the Z body
[01:51:48] <alex4nder> yah
[01:51:57] <_methods> hehe invest in screw machine length drills
[01:51:57] <evil_ren> its a pain but its functional
[01:52:16] <_methods> i run out of z all the time with jobbers
[01:52:32] <alex4nder> evil_ren: I find that a lot of times, that using a vise just adds complexity, and I just come up with a way to attach shit directly to the table
[01:52:47] <alex4nder> once I stopped trying to put everything in the vise, life got easier for me
[01:52:54] <evil_ren> right and i have a small tool makers vise, screwless
[01:52:59] <evil_ren> which is huge on the taig
[01:53:05] <alex4nder> same
[01:53:13] <evil_ren> and its a bitch to mount and remove, and it takes up like 4" of z
[01:53:41] <evil_ren> maybe 3", to much, it works awesome but i need something half the size
[01:53:47] <evil_ren> the sherline vise looks kinda cool
[01:53:51] <evil_ren> maybe a pair of those
[01:53:55] <NickParker> i've only used the trove of tools provided to me by a friend, could somebody explain the difference between countersinks and countersink/deburring combos? the deburrers seem to have diagonal holes in them, what's the trade off like?
[01:54:05] <furrywolf> I have a sherline vise. it's nice.
[01:54:14] <furrywolf> the sherline has pretty good Z travel... it's Y it lacks.
[01:54:18] <NickParker> ie, do these deburring holes fuck the countersinking abilities of the tools?
[01:55:33] * furrywolf has no idea how people can afford new machine tools. :(
[01:56:24] <evil_ren> by working for or owning companies who are profitable
[01:56:32] <evil_ren> or loans
[01:56:36] <alex4nder> yah
[01:56:43] <alex4nder> and don't break shit
[01:56:43] <evil_ren> i got little cnc with a student loan
[01:56:45] <evil_ren> cnc student
[01:56:47] <evil_ren> heh
[01:56:54] <alex4nder> also don't buy cheap stuff
[01:57:07] <evil_ren> right you learn that quick
[01:57:18] <furrywolf> I haven't broken anything expensive. heh.
[01:58:53] <evil_ren> like, a tormach would make sense for me
[01:59:05] -!- Loetmichel2 [Loetmichel2!~cylly@p54B11C86.dip0.t-ipconnect.de] has joined #linuxcnc
[01:59:20] <zeeshan> ive blown 3 amc drives
[01:59:25] <zeeshan> does that count as expensive
[01:59:26] <evil_ren> if i got my shit together for a couple years, make a nice presentation, had some nice prototypes, could convince people i could support maybe a dozen workers
[01:59:43] <evil_ren> i could get a loan for a tormach and years shop rent or some shit
[02:00:01] <zeeshan> or you could buy a better machine
[02:00:03] <zeeshan> for $1500
[02:00:04] <zeeshan> and retrofit it
[02:00:06] <evil_ren> like $40k
[02:00:09] <evil_ren> eh?
[02:00:19] <evil_ren> yeah man $15k you get a shop works of tooling
[02:00:23] <evil_ren> along with the tormach
[02:00:27] <evil_ren> and it works turn key
[02:00:27] <alex4nder> yah
[02:00:31] <zeeshan> that sounds like a pretty shitty shop
[02:00:32] <zeeshan> :P
[02:00:33] <evil_ren> wtf retrofit
[02:00:38] <evil_ren> im trying to do work not kill time
[02:00:54] <evil_ren> zeeshan: its great for ptotyping and light production
[02:00:55] <zeeshan> you're going through engineering school
[02:00:57] <zeeshan> to run a machine?
[02:01:01] <zeeshan> that makes a lot of sense!
[02:01:01] <evil_ren> you wouldnt try to be a machine shop with it
[02:01:10] <evil_ren> eh?
[02:01:12] -!- Loetmichel has quit [Ping timeout: 252 seconds]
[02:01:22] <evil_ren> i can already run a machine
[02:01:46] <evil_ren> after engineering school, if i have a design i want to have machined by the end of the day, a taig is useful
[02:02:01] <evil_ren> dont have to fuck with leadtimes or someone elses financial situation when negotiating
[02:02:11] <alex4nder> yah
[02:02:19] <zeeshan> i agree on that part
[02:02:21] <evil_ren> and you can pay some kid with an AS to kick off cycles and do setup
[02:02:24] <zeeshan> i hate dealing with tards
[02:02:30] <alex4nder> evil_ren: I know other engineers/machinists that are convinced they need a huge machine for their projects.. and it makes no sense
[02:02:30] <zeeshan> i was making parts for cars for a while
[02:02:31] -!- amiri has quit [Ping timeout: 252 seconds]
[02:02:32] <evil_ren> so dont
[02:02:37] <evil_ren> work more hours instead
[02:02:41] <zeeshan> and i wanted something simple
[02:02:43] <zeeshan> and they wanted so much
[02:02:48] <zeeshan> like i didn't know what was involved in making it
[02:02:50] <alex4nder> evil_ren: by the time you're done prototyping the design, you're not going to want to hold a lease on $100k worth of machine, and operate it
[02:02:52] <zeeshan> i ended up buying a lathe and doing it myself
[02:02:55] <evil_ren> alex4nder: haas minimill is like, huge
[02:03:06] <evil_ren> i dont think i could justify it in a non machine shop
[02:03:12] <alex4nder> yah
[02:03:17] <evil_ren> tormach is big enough to be a problem
[02:03:22] <zeeshan> but i dont think i'd ever make cncing my daily thing
[02:03:27] <zeeshan> even for prototyping
[02:03:38] <evil_ren> whatever if its daily or once a month
[02:03:42] <evil_ren> when you need it its awesome
[02:03:46] <zeeshan> yea
[02:03:49] <alex4nder> also people shit talk small machines, but I can throw a rock and hit a machineshop with way better gear, that can take a prototype and do a production run
[02:03:49] <evil_ren> having it at work or for work was awesome
[02:03:53] <zeeshan> its much easier to get a pay cheque @ work
[02:04:01] <evil_ren> want an aluminum panel done, i do it its done next day
[02:04:09] <evil_ren> machine shop does it, $2k to wait 3 days
[02:04:19] <evil_ren> i ask for $20/hr machine time, im an asshole
[02:04:22] <alex4nder> yah
[02:04:24] <zeeshan> alex4nder: i shit talk small machines
[02:04:24] <zeeshan> :)
[02:04:28] <evil_ren> fuckin lames
[02:04:42] <alex4nder> zeeshan: small machines are busy making cuts at bargain basement prices. ;)
[02:04:48] <zeeshan> to me the absolute smallest would be a g0704
[02:04:55] <alex4nder> especially if you know how to do HSM toolpaths
[02:05:08] <evil_ren> seriously, i had zero lead time PCB with my mini mill
[02:05:12] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[02:05:18] <evil_ren> big mills maybe could even handle the precision
[02:05:23] <evil_ren> couldnt
[02:05:27] <evil_ren> i rabbed
[02:06:05] <zeeshan> i know im never going to get to the point where i can buy a million dollar machine for myself
[02:06:11] <zeeshan> so the next best thing is doing it for a company
[02:06:11] <zeeshan> :D
[02:06:14] <evil_ren> when you consider alternate capabilities, taig is easily as much as value as an LPFK, for i dunno how much less
[02:06:14] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[02:06:20] * zeeshan likes them big machines
[02:06:25] <evil_ren> or start a company
[02:06:30] <alex4nder> yah
[02:06:34] <zeeshan> i'd never start my own business
[02:06:37] <evil_ren> big machines are neat but that thats your life
[02:06:37] <zeeshan> as ful ltime
[02:06:38] <alex4nder> if you want to operate machines all day, it's not hard to get a lease
[02:06:45] <alex4nder> you just better want to do that all day
[02:06:53] <evil_ren> and night
[02:06:56] <alex4nder> yah
[02:06:57] <evil_ren> prob weekends
[02:07:07] <evil_ren> be ready to hite staff
[02:07:07] <zeeshan> i want to start a consulting firm in the future
[02:07:09] <alex4nder> gotta clear that check
[02:07:11] <evil_ren> and deal with OSHA
[02:07:11] <zeeshan> take advantage of my license
[02:07:27] <evil_ren> heh consulting
[02:07:38] <evil_ren> the fun of design without the responsibility of sustaining
[02:07:40] <zeeshan> i have 3 other friends who are interested
[02:08:32] <zeeshan> i think machining as a side business is so nice
[02:08:36] <zeeshan> $$$$$
[02:08:54] <zeeshan> asap i get this mill fully running
[02:08:59] <zeeshan> im gonna start doing my car stuff gain
[02:09:08] <zeeshan> it was a good supplemental income
[02:09:19] <evil_ren> i think im gonna buy a miata this summer =\
[02:09:26] <zeeshan> which gen
[02:09:37] -!- c_morley [c_morley!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[02:09:47] <evil_ren> ideally NB but probably NA
[02:10:08] <evil_ren> because ill prob want like $2k leftover for wheels tires and brakes
[02:10:29] -!- rob_h has quit [Ping timeout: 256 seconds]
[02:10:43] <zeeshan> on a completely differnt topic
[02:10:47] <evil_ren> i kind of just want reference handling a nice ui feedback
[02:10:49] <zeeshan> i was going through rob ellenberg's code
[02:10:55] <zeeshan> for the trajectoryplanner
[02:10:59] <zeeshan> boy has he done a lot of work
[02:12:14] <evil_ren> i need to take my tc into a dealer and ask them whats up with a rebuild
[02:12:33] <evil_ren> so they sent out the warranty extension notices for the sludge oil rebuild
[02:12:46] <evil_ren> but i dont use their oil, i use 0w-20 mobil 1
[02:13:08] <evil_ren> so yeah probably fine, shit runs like water at room temp
[02:13:34] <furrywolf> ... so it doesn't provide adequate lubrication for bearings?
[02:13:42] <evil_ren> ?
[02:13:58] <evil_ren> no it pressurizes the fuel system as soon as the car starts
[02:14:17] <evil_ren> as opposed to thick shit where even if you have pressure, you might not actually be moving much oil
[02:15:02] <furrywolf> the thick shit that maintains a good film instead of squishing out under load. :P
[02:15:06] <evil_ren> thick oil is how you deal with loose tolerances or wear
[02:15:16] <furrywolf> there's a reason manufacturers specify a specific viscoscity.
[02:15:18] * zeeshan uses 5w40
[02:15:26] <evil_ren> 0w-20 is specified
[02:15:47] <zeeshan> rotella t6
[02:15:48] <zeeshan> ftw
[02:15:58] <zeeshan> ive lost some fuel economy though cause of it
[02:15:59] <evil_ren> if you dont say anything, theyll use 5w-20 half-synthetic
[02:16:07] <furrywolf> thinner oil improves milage and horsepower, and would make CAFE easier to comply with,... and yet we still use thicker oil. because it's needed to make the bearings last.
[02:16:08] <evil_ren> 0w-20 is only available in synthetic
[02:16:22] <zeeshan> furrywolf: he doesnt have a subie
[02:16:23] <evil_ren> right this is debated
[02:16:29] <zeeshan> that suffers from bs bearing problems
[02:16:29] <zeeshan> haha
[02:16:35] <zeeshan> he has a normal engine :P
[02:16:41] <evil_ren> and it depends a lot on tolerances and lubrication system
[02:16:59] -!- cnc [cnc!~chatzilla@ip-78-94-79-59.hsi02.unitymediagroup.de] has joined #linuxcnc
[02:17:05] <evil_ren> right if you have a tore up engine or one made to run hot, you prob want thick fuel just to keeo from burning it up
[02:17:19] <evil_ren> burning the oil up
[02:17:21] <furrywolf> zeeshan: eh? subies don't tend to have bearing problems. only bad bearings I've seen were due to oil starvation.
[02:17:26] <zeeshan> wut
[02:17:30] <zeeshan> you need to see the complaints
[02:17:32] <zeeshan> on nasioc
[02:17:33] <evil_ren> subies tend to be driven hard
[02:17:45] <zeeshan> there is a thread 600 pages long
[02:17:46] <furrywolf> or abuse. :P
[02:17:47] <zeeshan> about bearing problems
[02:17:51] <evil_ren> theyre going to have all the problems on a long enough timeline
[02:17:52] <zeeshan> when it's that much
[02:17:54] <zeeshan> it's not abuse
[02:17:56] <zeeshan> by itself.
[02:18:03] <evil_ren> fun == abuse == normal city use
[02:18:15] <evil_ren> merging is the same as street racing
[02:18:19] <furrywolf> on which motor? I've mostly worked on the EA series and the EJ22, and only bad bearings I've seen were due to oil starvation, except for the one that was towed behind an rv in reverse gear...
[02:18:36] <zeeshan> ej22, ej25
[02:18:45] <zeeshan> even some ej20s
[02:18:50] <evil_ren> right and if you have light oil, when cold, then the pump pushes oil easier at startup
[02:19:09] <zeeshan> yea, and it doesnt lubricate shit
[02:19:10] <zeeshan> lol
[02:19:13] <zeeshan> you want thick oil at startup
[02:19:22] <evil_ren> how does oil not lubricate shit?
[02:19:34] <zeeshan> during cold start
[02:19:36] <zeeshan> the gaps are large
[02:19:39] <zeeshan> you want thicker oil to lubricate shit
[02:19:40] <evil_ren> the only reason people say you want thick oil at startup is because it sticks
[02:19:44] <zeeshan> no.
[02:19:47] <furrywolf> because if it's too thin, it just squishes out rather than keeps the metal apart.
[02:19:51] <evil_ren> well that shit is going to get pushed away as soon as the engine turns
[02:19:58] <evil_ren> and you need to provide new oil
[02:19:58] <zeeshan> read about hydrodynamic bearings
[02:20:01] <zeeshan> and understand how they work
[02:20:17] <evil_ren> well theyre going to work with the specified oil
[02:20:20] <zeeshan> the viscosity of the oil directly is related to how much oil stays between the bearing surfaces
[02:20:25] <zeeshan> rather than getting pushed out
[02:20:28] <evil_ren> and the oil is going to be thinner at op temp
[02:20:48] <evil_ren> than at startup so its going to work thicker at startup if it works at operating temp in a thinner state
[02:21:28] <evil_ren> anyway theyre going to do some sort of oil comsumption test
[02:21:47] <zeeshan> if your manufacturer specifies thin oil at operating sped
[02:21:49] <zeeshan> like 20 weight
[02:21:55] <zeeshan> they must have some tight tolerances in the engine
[02:21:58] <evil_ren> whatever the fuck that means, it eats like 0.5qt every 1000-2000 miles, i think its fine
[02:22:08] <PetefromTn_> put some serup in that bitch hehe
[02:22:19] <evil_ren> supposedly they rebuild the motors if they decide the shit is warranty covered
[02:22:19] <zeeshan> sipping on some syrrrrrrrrrrrrup
[02:22:24] <furrywolf> I'm not finding these bearing problems googling. instead I find threads like
http://www.ausubaru.com/forum/archive/index.php/t-15641.html with comments like "The are generally bullet-proof and go for ever" "EJ 22's as stated are usually a great engine. I have over 500 000 km on one of mine and it has been flogged every day of its life." "I have seen then get bottom end rattles which are usually the big ends and usually from lack or oil, crappy oil or abuse
[02:22:31] <evil_ren> but like my motor isnt broken
[02:22:42] <evil_ren> theyre going to take it apart prob never gonna work right again
[02:22:51] <furrywolf> "bottom ends should last forever" "EJ22s are the strongest engines that ive known and they do last for long time as well" "etc etc
[02:23:10] <evil_ren> engine life has a lot to do with how you use the engine
[02:23:14] <zeeshan> http://forums.nasioc.com/forums/showthread.php?t=2401576
[02:23:16] <zeeshan> heres one thread
[02:23:20] <furrywolf> however, now it's time to head off to work. bbl.
[02:23:21] <zeeshan> of ej25
[02:23:36] <furrywolf> ej25s I don't hear nearly as much good about, but it's usually head gaskets, not bearings.
[02:23:49] <zeeshan> they also crack the oil pick up tube
[02:23:52] <zeeshan> i gotta check mine this summer
[02:24:55] <furrywolf> first post on that thread was done while dyno testing, so probably an abused motor. lol
[02:24:56] <furrywolf> bbl
[02:33:28] <evil_ren> anyway wtf, i dont think i want them to rebuild the motor
[02:33:51] -!- fablab has quit [Ping timeout: 265 seconds]
[02:33:59] <evil_ren> they could replace all the accessories and filters, that would be cool
[02:34:45] -!- cnc has quit [Remote host closed the connection]
[02:36:14] -!- Servos4ever has quit [Quit: ChatZilla 0.9.91.1 [SeaMonkey 2.26.1/20140612173529]]
[02:42:22] -!- NickParker|2 [NickParker|2!~kvirc@nat-128-84-124-0-199.cit.cornell.edu] has joined #linuxcnc
[02:42:29] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[02:42:39] -!- FreezingCold has quit [Read error: Connection reset by peer]
[02:43:25] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[02:45:47] -!- NickParker has quit [Ping timeout: 252 seconds]
[02:46:55] -!- fablab [fablab!~fablab@2001:a60:1385:7b01:8ad:f9d9:72bb:2e03] has joined #linuxcnc
[02:59:41] amnesic_away is now known as amnesic
[03:00:33] amnesic is now known as amnesic_away
[03:08:01] -!- mozmck [mozmck!~moses@67.210.159.245] has parted #linuxcnc
[03:11:31] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[03:11:32] amnesic_away is now known as amnesic
[03:16:36] -!- patrickarlt has quit [Quit: Leaving...]
[03:18:42] amnesic is now known as amnesic_away
[03:22:38] -!- FreezingCold has quit [Read error: Connection reset by peer]
[03:23:23] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[03:29:08] -!- kb1kdw has quit [Quit: leaving]
[03:36:34] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[03:38:01] <zeeshan-mill> moment of truth
[03:38:06] <zeeshan-mill> if central lubrication works or not!
[03:38:26] <XXCoder1> http://i.crackedcdn.com/phpimages/photoshop/1/2/4/370124_v1.gif
[03:38:27] <XXCoder1> balls.
[03:38:32] <XXCoder1> good luck
[03:52:19] * furrywolf flops over exhausted
[03:54:22] <zeeshan-mill> no leaks
[03:54:25] <XXCoder1> tired eh
[03:54:27] <zeeshan-mill> furrywolf, i thought u were sleeping
[03:55:06] <furrywolf> eh? I went to work, not to sleep.
[03:55:25] <furrywolf> also, clicking a random page on that thread shows "Subaru des specify that high temperature and heavy duty driving conditions requires thicker oil in the manual and then they do define what heavy duty driving conditions are. What they don't do is acknowledge that anyone buying a WRX is going to be driving the car hard enough to just need thicker oil period.", which seems very relevant to the topic of thin oil. :)
[03:58:42] <furrywolf> people put in thin oil thinking it's better for racing, which is the exact opposite of what they should be doing.
[04:00:16] <furrywolf> on a completely unrelated topic, lol! dimensioned engineering drawings for something I absolutely did not expect to find them for.
https://www.dropbox.com/sh/ndhuae81xoa0vw1/AAAFPHt3VYvNK5HTnHc3ASFYa/Toy%20Four.pdf?dl=0 ("nsfw" if your boss is very quick)
[04:00:28] <zeeshan-mill> man
[04:00:31] <zeeshan-mill> that stiction shit
[04:00:33] <zeeshan-mill> is GONE!
[04:00:39] <zeeshan-mill> with central lubricator !
[04:01:05] <furrywolf> nice
[04:01:14] <zeeshan-mill> i cant see that on this comp
[04:01:16] <zeeshan-mill> cause its a pos
[04:01:48] <furrywolf> I saw a garbage truck last week that looked like it was squirting red axle grease out of a dozen or so disconnected hoses. I can only imagine it was a central greasing system that wasn't quite put back together...
[04:01:55] <zeeshan-mill> hahaha
[04:02:02] <zeeshan-mill> thats the shit i just cleaned up
[04:02:06] <zeeshan-mill> these people i bought hte fittings from
[04:02:17] <zeeshan-mill> for some reason charged the hose with grease
[04:02:24] <zeeshan-mill> i had to sit there passing tig wire through the hose
[04:02:26] <zeeshan-mill> to clean it
[04:02:39] <XXCoder1> whats those machine that grinds parts called? has a grinder wheel and magnetic holder bottom
[04:02:40] <zeeshan-mill> i think they use the hose for grease systems
[04:02:42] -!- brlcad [brlcad!~sean@66-118-151-70.static.sagonet.net] has parted #linuxcnc
[04:02:46] <furrywolf> ... perhaps they assumed it would be used for grease? :P
[04:02:49] <furrywolf> surface grinder
[04:02:53] <zeeshan-mill> furrywolf, prolly
[04:02:58] <XXCoder1> well that was simple. thanks
[04:03:06] <zeeshan-mill> i specifically told her not to charge it
[04:03:11] <zeeshan-mill> but she was so eager to fill something up
[04:03:13] <zeeshan-mill> .
[04:03:50] <furrywolf> if she likes filling things up, that drawing might help. :P
[04:04:17] <zeeshan-mill> lol
[04:04:23] <zeeshan-mill> i cant wait to see it when i go upstairs
[04:04:24] <zeeshan-mill> :D
[04:04:27] <XXCoder1> lol
[04:04:38] <toastydeath> XXCoder1, a grinder.
[04:05:02] <toastydeath> if you want to get TECHNICAL
[04:05:07] <toastydeath> a horizontal spindle surface grinder
[04:05:27] <toastydeath> (there's also vertical spindle surface grinders, often called blanchard grinders)
[04:05:40] * furrywolf pdf-png's it for zee
[04:05:44] <XXCoder1> I saw one finally getting put together at work
[04:05:52] <XXCoder1> its been sitting packed for 10 months
[04:05:56] <Connor> zeeshan-mill: What's it for ?
[04:06:02] <XXCoder1> I guess it will be needed fairly soon
[04:06:16] <furrywolf> http://fw.bushytails.net/WetForHer%20Toy%20Four%20Dimensions.png because everything needs dimensioned drawings. :)
[04:08:09] <zeeshan-mill> rofl
[04:08:09] <zeeshan-mill> wtf
[04:08:15] <zeeshan-mill> connor whats what for
[04:08:30] <zeeshan-mill> interesting dimensions on that drawing
[04:08:45] <Connor> zeeshan-mill: What ever the lady filled up with grease.
[04:08:49] -!- tjtr33 has quit [Ping timeout: 264 seconds]
[04:08:49] <Connor> scroll-back cut off.
[04:09:01] <XXCoder1> toastydeath: cool
[04:09:18] <zeeshan-mill> the hose for my central lubricator
[04:09:25] <Connor> Ah.
[04:09:26] <zeeshan-mill> with is fluid based lubricant
[04:09:27] <zeeshan-mill> not grease :/
[04:09:27] <XXCoder1> lube heh
[04:09:38] <zeeshan-mill> guys
[04:09:41] <zeeshan-mill> i want wait to show you this pic
[04:09:44] <zeeshan-mill> itll take like 2 min to upload
[04:09:54] <furrywolf> I would have just let it pump the grease out instead of trying to clean the houses.
[04:09:56] <furrywolf> hoses
[04:10:28] <zeeshan-mill> didnt wanna blow up the motor
[04:10:30] <zeeshan-mill> lol
[04:14:58] <zeeshan-mill> http://i.imgur.com/HyUd6DI.png
[04:15:01] <zeeshan-mill> ols
[04:15:02] <zeeshan-mill> old
[04:15:55] <zeeshan-mill> http://i.imgur.com/YGjs38b.png
[04:15:56] <zeeshan-mill> new
[04:15:57] <zeeshan-mill> :D
[04:16:48] <Tom_itx> my control is getting kinda full
[04:17:26] <furrywolf> you're out of control?
[04:17:32] <zeeshan-mill> i need PCW's tuning expertise nw
[04:17:40] <Tom_itx> not just yet
[04:17:44] <zeeshan-mill> can somoene please give me the link to jt's page
[04:17:50] <zeeshan-mill> for servo tuning
[04:17:52] <Tom_itx> gnipsel dot com
[04:17:56] <zeeshan-mill> direct link!
[04:17:56] <zeeshan-mill> :D
[04:17:58] <Tom_itx> it's there
[04:18:01] <Tom_itx> oh pooo
[04:18:25] <Tom_itx> http://gnipsel.com/linuxcnc/tuning/index.html
[04:18:31] <zeeshan-mill> appreciateit very much
[04:18:32] <Tom_itx> there ya weenie
[04:18:33] <zeeshan-mill> this comp too slow
[04:18:41] <zeeshan-mill> need j1900
[04:19:32] <Connor> zeeshan-mill: Old / New WHAT ?
[04:19:33] <Tom_itx> i'm pretty happy with the way this spindle turned out
[04:19:43] <Tom_itx> not 100% but about 99%
[04:20:02] <Tom_itx> adding the enable helped it
[04:20:12] <Tom_itx> instead of just the drive inhibit
[04:20:18] <furrywolf> Connor: looks like servo error to me, with less on the second one, suggesting he's tuned his servos better.
[04:21:23] <zeeshan-mill> connor
[04:21:27] <zeeshan-mill> before and after central lubrication
[04:21:31] <zeeshan-mill> stiction is gone
[04:21:36] <Connor> Ahh.
[04:21:37] <Connor> ok
[04:22:00] <furrywolf> looking at the torch tower pictures, I find it impressive that the lights are still on. surprisingly robust electrical system.
[04:22:54] <Connor> zeeshan-mill: That was clear as mud before you said what it was. :)
[04:23:02] <zeeshan-mill> o
[04:23:13] <zeeshan-mill> its the axis error
[04:23:15] <zeeshan-mill> im plotting
[04:23:30] <Connor> Yea. I got it now.. just didn't know why you had the error.
[04:23:38] <zeeshan-mill> ah
[04:23:48] <Connor> okay.. dinner time
[04:29:58] <postaL> tjb1: gonna sell this probotix pos
[04:30:13] <postaL> anyone in here in the bay area by chance?
[04:31:14] -!- JT-Shop has quit [Ping timeout: 246 seconds]
[04:31:37] -!- jthornton has quit [Ping timeout: 264 seconds]
[04:34:48] <furrywolf> which bay? :P
[04:35:02] * furrywolf is in the humboldt bay area, which is about six hours north of the san francisco bay area
[04:37:01] -!- AR_ has quit [Ping timeout: 264 seconds]
[04:39:00] <postaL> san francisco
[04:39:13] <postaL> i'm in santa cruz. need someone to come make my probotix v90 work.
[04:40:04] <furrywolf> I lived in santa cruz once...
[04:42:16] <postaL> i have a probotix v90 w/ gecko g540 controller
[04:42:21] <postaL> if it doesn't fault, it doesn't cut right
[04:42:25] <postaL> so it's a lose/lose
[04:42:56] <furrywolf> bit much of a drive for me to get there... plus I'd have no idea how to fix it. :P
[04:43:08] <postaL> ha
[04:43:19] <postaL> last ditch effort, i'm gonna fly my friend out from georgia to handle it
[04:43:49] <zeeshan-mill> i has a probotix rf
[04:43:52] <zeeshan-mill> on the lathe
[04:43:52] <zeeshan-mill> :D
[04:43:54] <evil_ren> whats probotix v90
[04:43:59] <zeeshan-mill> router
[04:44:01] <postaL> fireball v90
[04:44:06] <postaL> router cnc, 12x18
[04:44:12] <zeeshan-mill> won makerzine awards
[04:44:25] <postaL> i'm just having the worst luck w/ it. :(
[04:44:35] <postaL> had it 2 years now, and still haven't made something worth a damn
[04:44:35] <zeeshan-mill> postaL, their breakout card
[04:44:36] <zeeshan-mill> is garbage
[04:44:41] <zeeshan-mill> it works
[04:44:49] <postaL> i only got the v90 frame
[04:44:53] <zeeshan-mill> but the interface is bad :/
[04:44:55] <zeeshan-mill> oh
[04:45:00] <postaL> got gecko g540 + steppers from someone else
[04:45:10] <evil_ren> g540 is good shit
[04:45:18] <postaL> that's the rumor
[04:45:26] <postaL> but the damn thing keeps faulting 10 seconds into moving
[04:45:35] <evil_ren> what fault
[04:45:41] <postaL> dunno, red light just comes on
[04:45:44] <postaL> and motors stop moving
[04:45:52] <zeeshan-mill> on the drive?
[04:46:00] <postaL> yes?
[04:46:06] <zeeshan-mill> you should try to diagnose why
[04:46:11] <furrywolf> supply voltage measure good?
[04:46:11] <zeeshan-mill> theres many reasons it can fault out
[04:46:15] <zeeshan-mill> undervoltage
[04:46:17] <zeeshan-mill> overvoltage
[04:46:19] <zeeshan-mill> overheating
[04:46:19] <zeeshan-mill> etc
[04:46:21] <postaL> supply voltage is good
[04:46:23] <zeeshan-mill> short in the motors
[04:46:25] <postaL> tried 2 different ones
[04:46:32] <postaL> the stock one i had w/ it ($50 amazon on)
[04:46:39] <postaL> and a $250 one
[04:46:43] <zeeshan-mill> id figure out what the g540 fault protection modes are
[04:46:47] <zeeshan-mill> and make sure youre not tripping any of them
[04:46:58] <zeeshan-mill> start with the easiest thing
[04:47:01] <zeeshan-mill> "is the drive enabled'
[04:47:03] <furrywolf> if the geckos are like my centents (designed by the same person), they fault on overvoltage, undervoltage, overcurrent, possibly undercurrent, shorts, and overheat... and, as I've found out with mine even though it's not mentioned in the manual, faulty timing on the step/dir inputs.
[04:47:05] <zeeshan-mill> when the red light happens
[04:47:29] <postaL> could be faulty step/dir inputs
[04:47:34] <postaL> since it's running off a laptop
[04:47:39] <postaL> heard laptops aren't the best to use
[04:47:42] <evil_ren> damn yo
[04:47:53] <evil_ren> laptops tend to be custom overloaded hardware
[04:48:04] <furrywolf> make sure your timings are set correctly. if I remember right, some of the geckos have realllllly long dir hold times.
[04:48:11] <evil_ren> could try turning off peripheral in the bios if you havent
[04:48:16] <evil_ren> also do latency-test
[04:48:27] <postaL> evil_ren: i did. went through everything not needed (sound, ethernet, wifi)
[04:48:44] <postaL> and did the latency test, and adjusted in linuxcnc to compensate
[04:48:44] <evil_ren> laptop has a partport or using some usb thing?
[04:48:54] <postaL> docking station w/ paralell
[04:48:56] <postaL> parallel*
[04:49:28] <evil_ren> are the steppers locking?
[04:49:41] <evil_ren> like do they just stop or is there a noise, then they stop
[04:49:54] <postaL> they move until the fault code kicks in, then everything powers down
[04:50:19] <postaL> so, noise at first. yes. then once it kicks, everything turns off. gotta power cycle to get it back up
[04:50:28] <furrywolf> again, have you checked your step/dir timing settings, and compared them to what gecko says? some of the geckos have stupidly long dir hold requirements.
[04:50:29] <evil_ren> so its possible that the machine is binding or something and the motors lock and the g540s give up
[04:50:46] <postaL> furrywolf: i went through the linuxcnc / gecko540 setup guides that are on the net
[04:50:58] <postaL> evil_ren: nah, i can hand spin everything in each direction w/ ease
[04:51:19] <evil_ren> yeah and it doesnt have the dumb dual stepper thing
[04:51:35] <furrywolf> there's no feedback on steppers. if there's a mechanical issue, it'll just sit there and vibrate.
[04:51:39] <furrywolf> not fault.
[04:52:08] <evil_ren> the drives might be able to tell from loading
[04:52:14] <evil_ren> no idea
[04:52:29] <furrywolf> they can't. :)
[04:52:32] <postaL> yeah :/ and i dont know enough about this stuff to problem solve it w/o pulling my hair out
[04:53:13] <zeeshan> is there no fault checking
[04:53:14] <furrywolf> what is your motor inductance?
[04:53:15] <zeeshan> er
[04:53:16] <evil_ren> furrywolf: industance doesnt go down between steps?
[04:53:17] <zeeshan> fault output from g540
[04:53:18] <zeeshan> im sure there is
[04:53:23] <evil_ren> anyway if it spins free prob not that
[04:53:45] <furrywolf> evil_ren: even if you could design a driver that checks, I've not seen one. they're purely open-loop.
[04:54:22] <zeeshan> G540 4 - AXIS STEP MOTOR CONTROL REVISION : 8 __________________________________________________________________________________ Date Modified: March 5, 2012 Page 6 of 10 TROUBLESHOOTING Generally speaking, there are only a few reasons why the G540 will not function as expected. The most common are listed below. PROBLEM: G540 UNRESPONSIVE (RED LED LIT CONSTANTLY) SOLUTION: This is the most common
[04:54:29] <evil_ren> yeah was just edge case theory where the driver overcurrents at the protection threshold
[04:54:30] <zeeshan> read the manual
[04:55:04] <zeeshan> gecko has a nice manual
[04:55:04] <zeeshan> wow
[04:55:11] <zeeshan> no wonder their drives are liked so much
[04:55:24] <zeeshan> their support seems really nice too
[04:55:31] <zeeshan> they say if the drive won't come out of fault
[04:55:34] <zeeshan> send it back for a free evaluation
[04:55:43] <zeeshan> amc wanted $250 for evulation
[04:55:43] <zeeshan> lol
[04:55:57] <zeeshan> and wouldn't evaluate anything more than 3 years old
[04:56:00] <zeeshan> or something silly like that
[04:56:05] <evil_ren> amc primarily sells to businesses
[04:56:15] <evil_ren> gecko not as much
[04:56:36] <furrywolf> check your timings (manual I'm reading says 2us steps, which is indeed slow), check your current set resistor is appropriate for your motors, check your motors are above the minimum inductance, check for intermittant wiring issues (i.e. bad plugs), check your charge pump is working continually (or try disabling it), check your power supply isn't dipping low or going high during use, check your e-stop isn't, umm...
[04:56:56] <zeeshan> man
[04:56:57] <zeeshan> this is AWESOME
[04:57:05] <zeeshan> all my axis have less than 0.0005 error now
[04:57:06] <zeeshan> !
[04:57:14] <zeeshan> at any given time
[04:57:17] <zeeshan> er
[04:57:20] <zeeshan> speed/position
[04:57:36] <furrywolf> check bad cables, umm...
[04:58:30] <evil_ren> if it happens at same interval i wouldnt think cables
[04:58:41] <evil_ren> heh, wiggle them
[04:59:08] <evil_ren> my guess is something thermal because it takes it a bit
[04:59:16] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[04:59:18] <furrywolf> 10 seconds isn't long enough for anything thermal
[04:59:34] <evil_ren> if something is broken or slightly shorted sure it is
[04:59:41] <evil_ren> shorted coils or some shit
[05:00:10] <furrywolf> could be...
[05:00:46] <postaL> back
[05:00:58] <postaL> #daddyduty
[05:01:06] <evil_ren> shorted coils on a stepper would maybe still work at lower industance and impedance
[05:01:09] -!- dgarr has quit [Quit: Leaving.]
[05:02:11] <evil_ren> postal: have you tried one stepper at a time?
[05:02:20] <evil_ren> or changing channels
[05:02:23] <postaL> i haven't.
[05:02:36] <evil_ren> i would start running code that just drives one of the axis
[05:02:58] <evil_ren> make some sort of reference, rapid back and forth and at a few diff feeds for an hour
[05:03:00] <Rab> Or just pull the plug on one stepper at a time.
[05:03:08] <furrywolf> geckos have always struck me as toys... the slow steps being one reason.
[05:03:17] <evil_ren> rab: that might fault the gecko
[05:03:17] <furrywolf> never, even unplug a stepper with a drive powered on.
[05:03:24] <furrywolf> never, ever
[05:03:43] <evil_ren> postal: do you have fauylt lines going back to the controller?
[05:03:53] <evil_ren> or when you say fault you mean the red light
[05:03:58] <evil_ren> and the axis stop responding
[05:04:10] <evil_ren> and linuxcnc just keeps going like whatever
[05:04:47] <furrywolf> postaL: do you get realtime errors while running?
[05:04:52] <postaL> i mean red light
[05:04:58] <evil_ren> furrywolf: yeah but if you can power up a drive unloaded its kind of trashy
[05:05:08] <postaL> evil_ren: exactly what happens. red light on gecko, and linuxcnc keeps chuggin along
[05:05:10] <evil_ren> okay so the controller keeps pushing
[05:05:24] <evil_ren> all axis on the gecko stop?
[05:05:34] <evil_ren> that kind of makes it harder to torubleshoot
[05:05:49] <postaL> yes
[05:05:56] <postaL> the whole thing shuts down
[05:05:59] <evil_ren> okay so yeah, powerdown and disconnect all but one axis
[05:06:01] <furrywolf> yeah, I plan on adding drive fault detection to my machine... the computer should know if it's faulted. it's more important with mine, because I have separate drivers, and it'll crash with the remaining axises still running...
[05:06:02] <Rab> Multiple drives and they all fault at once?
[05:06:02] <evil_ren> test one at a time
[05:06:16] <evil_ren> rab: its a four channel drive
[05:06:19] <Rab> ahh
[05:06:21] <furrywolf> Rab: he's using an integrated 4-axis driver
[05:06:29] <evil_ren> so who knows how shit is bussed
[05:06:41] <evil_ren> theres prob a diagram gecko docs are good
[05:07:24] <evil_ren> postal: so yeah, cycle with one axis at a time
[05:07:27] <Rab> Maybe the PSU is faulty, and browning out 10 seconds in when the gcode has enough coordinated movement to load harder?
[05:07:33] <evil_ren> if all three work independent, try two at a time
[05:07:38] <postaL> Rab: i've tried 2 different ones
[05:07:45] <postaL> one being a $250 24v psu
[05:07:57] <evil_ren> if pairs work, try all three
[05:08:12] <postaL> ok
[05:08:17] <furrywolf> what's your motor inductance? did you check every thing on the list I typed above? heh
[05:08:35] <postaL> it's all setup as per the gecko540 instructions for linuxcnc.
[05:08:45] <postaL> i'm not at the shop right now so i don't have any of that info available to me atm
[05:08:46] <evil_ren> if single channels work and pairs or all three dont, its prob thermal or total current
[05:08:57] <evil_ren> like, input overcurrent protect
[05:09:03] <Rab> postaL, has this configuration worked for you in the past?
[05:09:23] <postaL> it has techincally cut things. the backlash was all fubar'd, but yes. t's completed a job before.
[05:09:35] <evil_ren> backlash is another issue
[05:10:02] <evil_ren> rigidity on gantry things like this is always gonna be an issue
[05:10:29] <evil_ren> i worked on a huge gantry, and the shop rumbled when it moved on its bearing ways
[05:10:30] <furrywolf> are you using the charge pump, or did you jumper it to disabled?
[05:11:00] <furrywolf> do you get realtime errors? (usually at startup, possibly while running)
[05:11:19] <postaL> i have it grounded so it doesn't turn off
[05:11:19] <evil_ren> everybody gets startup realtime errors!
[05:11:20] <evil_ren> =\
[05:11:22] <postaL> and yes realtime errors
[05:11:36] <furrywolf> ok, you should NOT get realtime errors. fix that first.
[05:11:52] <postaL> evil_ren
[05:11:53] <postaL> everybody gets startup realtime errors!
[05:11:58] <furrywolf> realtime errors will mean your step generation is crap, and may be violating timing.
[05:12:02] <postaL> but ya. i think that comes from using a ibm thinkpad t60
[05:12:08] <evil_ren> i would just buy some random PC with partport
[05:12:24] <furrywolf> ... no, not everyone does. and no one should.
[05:12:26] <postaL> ya, i keep trying to look on craigslist, not much in the santa cruz area. im gonna have to drive up to san jose and find one.
[05:12:51] <evil_ren> prob tons of shit there
[05:13:02] -!- jack16 has quit [Quit: Bye]
[05:13:13] <postaL> what should i be looking for, just something decent w/ a parallel port?
[05:13:14] <furrywolf> what latency did you enter into stepconf? what max jigger does the latency test show?
[05:13:20] <furrywolf> jitter
[05:13:20] -!- jack16 [jack16!~shadowjac@37-144-128-173.broadband.corbina.ru] has joined #linuxcnc
[05:13:25] <postaL> furrywolf: i don't have that info in front of me
[05:13:39] <postaL> http://monterey.craigslist.org/sys/4900413573.html
[05:13:42] <postaL> that should work, ya?
[05:13:45] <postaL> dual core 1.9
[05:13:46] <evil_ren> postal: yeah non gaming shit, the vid cards dont seem to help latency
[05:13:58] <evil_ren> well i would try it
[05:14:20] <evil_ren> thats pretty much what the going random and cheap method is
[05:14:24] <FinboySlick> evil_ren: Where did you hide 'indifferent_ren'?
[05:14:26] <furrywolf> ok.. re-run the latency test. abuse the box as much as you can while it's running, such as 3d graphics. make sure the number you're entering into stepconf is that number plus a good safety margin. don't do anything to try to pretend it's lower.
[05:14:45] <evil_ren> finboyslick: some other shell
[05:14:46] <postaL> yeah, i had done that already during setup. but i can try again.
[05:14:55] <XXCoder1> jeez a shirt with real looking holser with gun on side print
[05:15:00] <XXCoder1> thats good way to get shot
[05:15:02] <furrywolf> also, don't try running on battery, only run on AC power.
[05:15:07] <Rab> postaL, this was posted the other day...the model has been tested with LinuxCNC and yields good numbers:
http://www.ebay.com/itm/281497643572
[05:15:36] <evil_ren> $40 free ship, neat
[05:15:45] <postaL> wow
[05:15:48] <furrywolf> if you still get realtime errors, run stepconf again and double the latency number, just to see if they go away.
[05:15:49] <postaL> such amaze
[05:15:52] <evil_ren> pizza box works great for cnc junk
[05:16:48] * furrywolf doesn't understand why people think they're getting the errors "at startup", when they're actually getting them every base thread period and it's just hiding them so it doesn't print a hundred thousand errors a second...
[05:16:49] <evil_ren> those thinkpads are great, tho
[05:17:10] <evil_ren> furrywolf: because it finishes the cycle and i dont lose steps so really i dont care
[05:17:36] <postaL> evil_ren: it's a t60 w/ 4gb ram
[05:17:39] <postaL> decent lil laptop
[05:17:49] <Rab> postaL, you should try removing the battery entirely. Laptops can have poor latency when the BIOS is monitoring battery health. Somebody else here was trying to use a laptop as a controller with latency problems, pulling the battery solved the issue.
[05:17:53] <postaL> but just due to what everyone says about using a laptop, ill find a desktop
[05:18:02] <postaL> Rab: i have
[05:18:07] <evil_ren> yeah new lenovo are decent work junk, but the older ones and ibm ones are tanks
[05:18:11] <furrywolf> I'm successfully using a laptop.
[05:18:17] <furrywolf> with a nice low base period, too.
[05:18:49] <evil_ren> laptops are random custom shit, rolling dice
[05:19:05] <furrywolf> it has gotchas... for example, if I switch from ac to battery, or change the screen brightness, the latency spikes to way-way-way too high...
[05:19:18] <evil_ren> change screen brightness?
[05:19:19] <Rab> evil_ren, you could say that for PC hardware in general.
[05:19:30] <Rab> ACPI call
[05:19:43] <furrywolf> it runs 11us during heavy abuse (4us during light use), but 250us if I activate anything that runs into the bios power management code...
[05:19:52] <evil_ren> yeah but standard pc hardware is easier to strip out to almost nothing
[05:19:52] <furrywolf> like power source switching, screen brightness, etc.
[05:20:21] <evil_ren> laptops are more likely to have a useless bios than a desktop build from a mobo from a typical oem
[05:20:44] <evil_ren> laptops are going to have more thermal issues on average
[05:21:05] <furrywolf> I think I have a 15us base period at the moment (I was playing with it, not sure) with no realtime errors. lower I'd get one in the middle of cutting if I was multitasking.
[05:21:13] <evil_ren> screens always fuckup, which is a non issue on a desktop
[05:21:20] <postaL> who here got that ebay HP?
[05:22:06] <Rab> postaL, pcw_home posted the link, the stats are here:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Latency-Test
[05:22:33] <evil_ren> pcw also noted those stats dont matter
[05:22:37] <evil_ren> shrug
[05:22:37] <furrywolf> bbl, wolfy bedtime
[05:23:40] <Rab> evil_ren, you mean from unit to unit in real life? Or is the test itself suspect?
[05:23:51] <evil_ren> my atom thing was easily top 5%, abused, testing for days, but he says atoms suck
[05:24:13] <evil_ren> and that the jitter number on latency-test doesnt matter in actual use
[05:24:13] <furrywolf> postaL: for testing, just keep rerunning stepconf and upping the jitter you tell it until the realtime errors go away, then see if the faulting drives go away too. if they keep faulting, you know the problem wasn't the realtime errors.
[05:24:34] <postaL> furrywolf: thnx for the pointers. ill try to play w/ it some tomorrow.
[05:24:44] <evil_ren> rab: in use it was fine, better behaved than my other shit, it died for unknown reasons while living at a shop at sonos
[05:25:05] <furrywolf> you should never get one of those errors. if you are, it means you could be generating close to random pulses, rather than proper drive signals. heh.
[05:25:23] <evil_ren> there was a 240v plug with a 20A 120vac plug in there
[05:25:33] <evil_ren> so maybe it got plugged into wrong outlet, shrug
[05:25:56] <furrywolf> I see that done too often. I don't know why people don't just buy the right plug.
[05:26:04] <postaL> well thanks guys. i gotta go put my son to bed.
[05:26:08] <evil_ren> furrywolf: yeah but part finish says that steps are okay
[05:26:09] <evil_ren> shrug
[05:26:13] <postaL> ill play with it this weekend and see what i can make happen
[05:26:31] <furrywolf> evil_ren: maybe yours are ok, but his could well be causing problems.
[05:26:40] <evil_ren> yeah definitely
[05:26:40] <Rab> evil_ren, PSU should accept 80-240V for the world market?
[05:26:42] <furrywolf> and I need to get to bed too. bbl.
[05:26:53] <evil_ren> rab: might have been switched?
[05:27:11] <evil_ren> nope, unswitched
[05:27:25] <evil_ren> no idea, lots of sawdust in there
[05:27:48] <evil_ren> was the mobo, pretty much everything else tested as working on another system
[05:28:06] <evil_ren> intel mobo
[05:30:48] <evil_ren> but yeah not exactly sure why an atom would do poorly in actual use and suck at latency-test
[05:31:24] <evil_ren> he mentioned something about latency-test doesnt actually do anything, but i dont know anything about specifics
[05:33:46] <evil_ren> maybe latency testing is like bogo mipping, shrug
[05:33:59] <zeeshan> fak
[05:34:04] <zeeshan> this lubrication logic is confusing me
[05:34:04] <zeeshan> lol
[05:34:50] <FinboySlick> I run some pretty good latency numbers on an atom.
[05:36:25] -!- furrywolf has quit [Ping timeout: 264 seconds]
[05:36:43] <zeeshan> if (m/c and axis and !delay_lube) { run pump; wait 20 seconds; if !input14 { we have a problem shut off pump permanently } }
[05:36:44] <zeeshan> hm
[05:41:27] -!- FinboySlick has quit [Quit: Leaving.]
[05:41:40] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[05:41:40] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[05:48:12] -!- anth0ny_ has quit [Quit: anth0ny_]
[05:51:37] -!- maximilian_h1 [maximilian_h1!~bonsai@dslb-094-216-021-238.094.216.pools.vodafone-ip.de] has joined #linuxcnc
[05:53:11] -!- h_maximilian has quit [Ping timeout: 246 seconds]
[05:53:22] -!- maximilian_h has quit [Ping timeout: 240 seconds]
[05:56:07] -!- jthornton has quit [Ping timeout: 244 seconds]
[05:56:31] -!- JT-Shop has quit [Ping timeout: 255 seconds]
[05:57:35] -!- PetefromTn_andro [PetefromTn_andro!~PetefromT@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[05:58:25] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[05:59:38] -!- PetefromTn_andro has quit [Client Quit]
[06:05:03] -!- Crom_ has quit [Read error: Connection reset by peer]
[06:05:17] -!- Crom_ [Crom_!~Robi@172.56.40.191] has joined #linuxcnc
[06:06:44] -!- unfy has quit [Quit: Miranda IM! Smaller, Faster, Easier. http://miranda-im.org]
[06:14:39] -!- tmcw has quit [Read error: Connection reset by peer]
[06:16:18] <zeeshan> anyone know
[06:16:26] <zeeshan> how you can access a pin that already exists in a python component
[06:16:26] <zeeshan> like
[06:16:29] <zeeshan> i wanna access hm2_5i25.0.7i77.0.0.input-14
[06:16:33] <zeeshan> and check its value
[06:26:21] -!- ve7it has quit [Remote host closed the connection]
[06:28:34] -!- Crom_ has quit [Ping timeout: 245 seconds]
[06:29:16] -!- Crom_ [Crom_!~Robi@pool-108-23-106-180.lsanca.fios.verizon.net] has joined #linuxcnc
[06:31:00] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[06:31:02] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[06:31:51] -!- tigren has quit [Client Quit]
[06:36:48] -!- tmcw_ has quit [Remote host closed the connection]
[06:40:49] <MacGalempsy> hi zeeshan
[06:41:07] -!- zeeshan-mill has quit [Ping timeout: 245 seconds]
[06:41:45] <zeeshan> hi
[06:42:57] <zeeshan> noo
[06:42:58] <zeeshan> don't time out
[06:43:28] <MacGalempsy> lol
[06:43:48] <MacGalempsy> well, working on the relays is going to have to wait until the new ones get here
[06:43:59] <MacGalempsy> so its back to servo tuning.
[06:44:54] <Cromaglious> cnc get going?
[06:45:23] -!- Crom_ has quit [Quit: Bye]
[06:46:13] -!- johtso has quit [Quit: Connection closed for inactivity]
[06:46:28] <MacGalempsy> well it has been moving, but after realizing the mesa cards use negative logic and spending all day trying to hack these positive relay modules, I just went ahead and ordered the ones PCW recommended this morning
[06:48:00] <MacGalempsy> there is a guy on ebay who had the automation direct units for 30 or best offer. so I offered 3 for 25 each
[06:48:24] <zeeshan> need to read the manual :D
[06:48:33] <MacGalempsy> you or me?
[06:48:38] <MacGalempsy> cuz I already know I do
[06:49:53] <MacGalempsy> Cromaglious: what are you working on?
[06:52:42] <zeeshan> you!
[06:52:46] <zeeshan> ill admit
[06:52:49] <zeeshan> even after reading the manual
[06:52:51] <zeeshan> i missed a few things :)
[06:52:57] <zeeshan> pcw is very helpful
[06:55:33] * zeeshan is trying to find a pin
[06:55:35] <zeeshan> that changes state
[06:55:37] <zeeshan> when the axis is moving
[06:59:09] -!- JT-Shop has quit [Ping timeout: 250 seconds]
[06:59:17] -!- jthornton has quit [Ping timeout: 246 seconds]
[06:59:18] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[06:59:33] <evil_ren> http://i.imgur.com/X2ULZQ5.png
[07:04:50] -!- kwallace3 has quit [Ping timeout: 244 seconds]
[07:05:01] -!- NickParker|2 has quit [Ping timeout: 252 seconds]
[07:12:16] -!- micges_ [micges_!~micges@abpr20.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[07:13:22] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[07:13:24] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[07:15:52] -!- micges has quit [Ping timeout: 240 seconds]
[07:19:47] -!- jthornton has quit [Ping timeout: 250 seconds]
[07:19:53] -!- JT-Shop has quit [Ping timeout: 256 seconds]
[07:25:08] -!- Win7 [Win7!~chatzilla@100.53.77.188.dynamic.jazztel.es] has joined #linuxcnc
[07:25:20] <Win7> hi
[07:25:27] Win7 is now known as JesusAlos
[07:25:35] <JesusAlos> hi
[07:29:04] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[07:29:06] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[07:29:44] -!- zeitue has quit [Ping timeout: 252 seconds]
[07:29:45] <Cromaglious> http://mrsmosesmapcompany.com
[07:30:26] <Cromaglious> is what I'm working on... Gotta get the buttons working for paypal, make it auto select desktop or mobile
[07:30:48] <Cromaglious> I need to make it a bit wider and short to fit on a android/iphone screen
[07:30:54] <Cromaglious> shorter
[07:31:32] <Cromaglious> installing gimp on a winbloz box to to fix the shading problem
[07:32:56] <Cromaglious> on the 3040 I'm making a end crimper for boning for corsets, bodices, cinchers, etc...
[07:33:15] <evil_ren> i use gimp in windows
[07:33:28] <Cromaglious> well actually 2 one for 1/4" and one for 1/2" flexiable boning
[07:33:36] <evil_ren> loads way faster than adobe stuff
[07:33:50] <Cromaglious> inkscape rocks as well
[07:33:54] <evil_ren> paint.net is kinda weird
[07:33:56] <evil_ren> yeah
[07:34:01] <Cromaglious> when you have at least 2GB of memory
[07:34:31] <Cromaglious> speaking of memory I'
[07:34:36] <evil_ren> tried dia and yenc to do diagram stuff, mostly just use inkscape now
[07:34:53] <Cromaglious> ll brb I have to shutdown this machine and push in a memory stick so I'll have 4GB
[07:35:02] -!- Cromaglious has quit [Quit: Ex-Chat]
[07:36:34] <zeeshan-mill> yea baby
[07:36:37] <zeeshan-mill> central lubricator working
[07:36:39] <zeeshan-mill> automatically!
[07:36:47] <SpeedEvil> Lubrication is important.
[07:36:53] <SpeedEvil> Without it, your tool can get worn.
[07:36:58] <zeeshan-mill> haha
[07:37:08] <zeeshan-mill> well it fixed the stiction issue
[07:37:14] <zeeshan-mill> and there is no more bearing noise
[07:37:17] <zeeshan-mill> everything seems happy
[07:37:20] <SpeedEvil> :)
[07:38:03] <zeeshan-mill> man i really get tripped out
[07:38:07] <zeeshan-mill> by messing with the ball screw
[07:38:10] <zeeshan-mill> trying to move it by hand
[07:38:12] <zeeshan-mill> and the servo fights back
[07:38:16] -!- h_maximilian [h_maximilian!~bonsai@46.246.10.56] has joined #linuxcnc
[07:38:19] <zeeshan-mill> makes me want servos onthe lathe too
[07:38:24] <SpeedEvil> :)
[07:38:56] * SpeedEvil had a ridiculous idea yesterday.
[07:39:07] <zeeshan-mill> what is it
[07:39:42] <SpeedEvil> I have lots of tiny steppers. I wondered if two identical allthread rods + ordinary nuts could be used in parallel opposition to remove backlash.
[07:40:00] <SpeedEvil> (with lube) And increase torque
[07:40:11] <SpeedEvil> Not a good idea I suspect
[07:40:24] <zeeshan-mill> wouldnt one try to back drive the other?
[07:40:35] <SpeedEvil> yes.
[07:40:40] <zeeshan-mill> thats an interesting idea
[07:40:49] <SpeedEvil> They'd need run at the same time, in opposition
[07:41:01] <zeeshan-mill> you'd need to find the perfect balance
[07:41:10] <SpeedEvil> A force sensor to measure the 'pinch' came to mind too
[07:41:21] <zeeshan-mill> you wouldnt even ned to do that
[07:41:27] <zeeshan-mill> you could measure the current at the motor
[07:41:34] <SpeedEvil> Perhaps, yes.
[07:41:59] <zeeshan-mill> build it!
[07:41:59] -!- anarchos2 has quit [Read error: Connection reset by peer]
[07:42:02] <SpeedEvil> This is probably one of those ideas that ends up at just buying a proper thread being lots easier :)
[07:42:03] -!- tmcw has quit [Ping timeout: 252 seconds]
[07:42:17] <zeeshan-mill> well i think if you want a cheap solution
[07:42:21] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[07:42:22] <SpeedEvil> yeah
[07:42:23] <zeeshan-mill> with no fancy ball screws, and small steppers
[07:42:25] -!- zeitue [zeitue!~z@67.221.139.81] has joined #linuxcnc
[07:42:28] <zeeshan-mill> like for i dunno a 3d printer
[07:42:32] <zeeshan-mill> it makes a lot of sense
[07:47:03] <SpeedEvil> I mean - yes - I want a machine that can take 2" cuts in titanium with white-hot chips flying off - but something considerably less good could be handy too :)
[07:49:02] -!- JT-Shop has quit [Ping timeout: 245 seconds]
[07:49:20] -!- jthornton has quit [Ping timeout: 246 seconds]
[07:51:48] -!- Cromaglious [Cromaglious!~robi@pool-108-23-106-180.lsanca.fios.verizon.net] has joined #linuxcnc
[07:56:19] -!- h_maximilian has quit [Quit: Leaving.]
[07:58:07] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[07:58:10] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[07:59:01] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:59:10] <Deejay> moin
[08:03:20] <evil_ren> hi
[08:03:39] renesis is now known as altren
[08:03:45] evil_ren is now known as renesis
[08:03:55] altren is now known as evil_ren
[08:08:13] -!- mttr has quit [Ping timeout: 264 seconds]
[08:10:04] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-70-233.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[08:16:09] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[08:16:53] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[08:17:17] <MacGalempsy> hi Deejay
[08:17:36] -!- shadowjack_ [shadowjack_!~shadowjac@195.16.110.68] has joined #linuxcnc
[08:18:20] -!- shadowjack_ has quit [Read error: Connection reset by peer]
[08:20:20] -!- jack16 has quit [Ping timeout: 252 seconds]
[08:21:24] <Cromaglious> ok gimp is raster images and inkscape is vector... export png from inkscape and export jpg from gmp
[08:22:28] <Jymmm> PNG is raster/gimp.
[08:22:53] <Cromaglious> ahhhh ok, the MB chip set is stealing 768kb for video memory
[08:23:25] <Cromaglious> which was why it was so freaking slow with 1 GB
[08:24:16] <Cromaglious> Jymm, I want to do pages in vector inkscape. I export png to gimp, export from gimp as jpg
[08:24:38] <Cromaglious> or just have gimp load svg
[08:24:58] <MacGalempsy> < I dont wory about video memory, got duel quadro fx 4800 >)
[08:25:08] -!- balestrino [balestrino!~SB@host165-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[08:26:52] <Cromaglious> hmmm wooo this machine has a TV board in it
[08:27:36] <Cromaglious> hmmm 02:01.0 Multimedia video controller: Internext Compression Inc iTVC16 (CX23416) MPEG-2 Encoder (rev 01)
[08:28:06] <Cromaglious> gonna have to see what I can tune with it
[08:28:45] <Cromaglious> and get dual head going on this Radeon 9600
[08:29:07] <Cromaglious> bbiab ~'
[08:29:35] -!- TTN [TTN!~TTN@202.36.179.100] has joined #linuxcnc
[08:29:35] -!- TTN has quit [Changing host]
[08:29:35] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[08:34:49] -!- witnit has quit [Remote host closed the connection]
[08:36:42] <MacGalempsy> zeeshan-mill: how is the project coming along?
[08:36:50] -!- zeeshan-mill has quit [Ping timeout: 265 seconds]
[08:43:45] -!- TTN has quit [Ping timeout: 256 seconds]
[08:44:17] -!- JT-Shop has quit [Ping timeout: 246 seconds]
[08:44:19] -!- jthornton has quit [Ping timeout: 256 seconds]
[08:49:23] -!- moorbo [moorbo!~moorbo@dyn-21-35.mdm.its.uni-kassel.de] has joined #linuxcnc
[09:00:38] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[09:00:41] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[09:04:18] -!- Tanz [Tanz!~chatzilla@conr-adsl-209-169-103-164.consolidated.net] has joined #linuxcnc
[09:07:40] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[09:08:25] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[09:10:02] <zeeshan> MacGalempsy: its comin :p
[09:10:26] <zeeshan> once i figure out the hydraulic drawbar
[09:10:37] <zeeshan> i can be more productive with it
[09:10:54] -!- JT-Shop has quit [Ping timeout: 244 seconds]
[09:10:59] -!- erictheise has quit [Quit: erictheise]
[09:11:13] -!- jthornton has quit [Ping timeout: 264 seconds]
[09:15:06] * SpeedEvil wonders if you can make coherers out of ham.
[09:15:21] * zeeshan is craving mcdonalds
[09:15:25] <zeeshan> :/
[09:15:36] <zeeshan> its so bad..
[09:15:39] <zeeshan> but its so good!
[09:18:35] <MacGalempsy> I had to order some new relays to get the accessories working, so now its back to PID tuning
[09:18:51] <MacGalempsy> but want to warm up the ways first, so just sending it back and forth on the x for a bit
[09:20:35] <Cromaglious> what are you using for lube on the ways?
[09:22:21] <Cromaglious> over halfway done changing non-text text to text. Gotta love making webpages from a PDF done by a 4th party
[09:22:29] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[09:22:30] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[09:23:15] <Cromaglious> no original art work, no embedded text it's all curves and the pictures are low, low, low res
[09:23:34] -!- Tanz has quit [Quit: ChatZilla 0.9.91.1 [Firefox 35.0.1/20150122214805]]
[09:23:43] <Cromaglious> or aka 4 pixel next to each other
[09:24:18] -!- rob_h [rob_h!~robh@90.202.236.59] has joined #linuxcnc
[09:25:20] <Cromaglious> nite nite
[09:25:24] <MacGalempsy> oh laters
[09:25:32] <MacGalempsy> just got the old lube
[09:25:37] <MacGalempsy> still in there
[09:28:36] <Cromaglious> ahhh
[09:31:41] <Cromaglious> I've been using a high parafin oil that I've had for ever... it's an old non-detergent oil for hit and miss engines with babbit bearings. I'm getting to the dregs so I'm going to have to buy a can of way oil which I think is basically the same thing
[09:32:06] <MacGalempsy> Cromaglious: when you are pid tuning, what velocity do you run at?
[09:32:18] <MacGalempsy> like 100 ipm?
[09:32:19] <Cromaglious> I'm stepper here
[09:32:56] <Cromaglious> I can hit about 180 then I start loosing steps
[09:34:00] <zeeshan> MacGalempsy: are you using servos for your 3d printer
[09:34:13] <Cromaglious> 3ips or 180ipm is my limit on x and 150ipm on Y (higher mass) and close to 220 on Z if I had enough travel
[09:34:39] <Cromaglious> Z usually sits at 1.5ips or 90ipm
[09:34:48] <MacGalempsy> the 3d printer has steppers, but I am tuning on the mill
[09:34:53] <MacGalempsy> it has servos
[09:34:59] <MacGalempsy> so I set them at 200ipm
[09:35:05] <zeeshan> ah
[09:35:18] <MacGalempsy> you running servos/
[09:35:19] <zeeshan> what mill?
[09:35:20] <MacGalempsy> ?
[09:35:23] <zeeshan> yea on the mill
[09:35:26] <MacGalempsy> the benchman xt
[09:35:32] <zeeshan> oh yea
[09:35:35] <MacGalempsy> the big green and tan box
[09:35:40] <zeeshan> i keep thinking of you as the 3d printer guy
[09:35:43] <zeeshan> cause you have so many
[09:35:43] <zeeshan> lol
[09:35:56] <MacGalempsy> I only have 1 working and one project :P
[09:36:19] <MacGalempsy> but whatever
[09:36:37] <Cromaglious> I have 3 repraps to get going and 2 laser cutters after I get the 3040 clued in
[09:36:54] <Cromaglious> and I broke my first bit today!
[09:37:14] <MacGalempsy> what should I set the max feed at?
[09:37:20] <zeeshan> 10000
[09:37:21] <zeeshan> :D
[09:37:24] <SpeedEvil> Cromaglious: On the laser?
[09:37:32] <Cromaglious> .100 at 3ipm into AL with a 230w spindle :( 3040
[09:37:58] <MacGalempsy> the online spec sheet says max fo rthis model was 200ipm
[09:38:02] <Cromaglious> I haven't even looked at them
[09:38:03] <MacGalempsy> so i will use that
[09:38:24] <Cromaglious> mac was that specing steppers or servos?
[09:40:51] <MacGalempsy> servos
[09:41:05] <MacGalempsy> here is the online spec sheet
http://www.machinetoolsonline.com/doc/benchman-xt-industrial-cnc-machining-centers-0001
[09:42:01] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[09:42:01] -!- TTN has quit [Changing host]
[09:42:01] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[09:43:14] <Cromaglious> problem with steppers is to get a decent space per step you have to microstep or gear down so a step is under 0.00005" step so your limit to speed is around 15Khz step speed. 15K x .0005 or 7.5 inch per sec max real world is more like 6khz per stepper or 3ips or 180ipm
[09:43:58] -!- tmcw has quit [Ping timeout: 244 seconds]
[09:44:09] <archivist> and then those microsteps dont measure what you think they will
[09:44:34] <zeeshan> archivist the stepper hater!
[09:44:47] <archivist> realist
[09:44:51] <zeeshan> :)
[09:45:10] <archivist> remember I only use steppers so far
[09:45:14] <zeeshan> i guses the only reliable way to increase resolution
[09:45:20] <zeeshan> is by gearing
[09:46:50] <Cromaglious> looks like your controller is only good for 170khz per channel more probably 340khz for the index pules off the positioner
[09:47:38] <archivist> so I measured one axis for a giggle
http://www.archivist.info/cnc/screw_error/
[09:47:46] <Cromaglious> zeeshan, the more you gear down the slower your ipm gets
[09:48:01] <zeeshan> yep
[09:48:01] <archivist> no free lunch
[09:48:41] <archivist> you better not run anywhere near the steppers max speed under load either
[09:48:41] <zeeshan> i guess direct drive + fine pitch lead screw
[09:48:42] <zeeshan> :-)
[09:49:53] <Cromaglious> how much is that mitutoyo digital clock?
[09:51:04] <Cromaglious> ouch $700 on ebay
[09:51:17] <archivist> I got lucky, got it faulty when doing an ebay collection for something else £5 needed a new 5v regulator chip
[09:51:58] <archivist> seller had plugged in a the wrong wall wart
[09:51:59] <Cromaglious> wooo hooo
[09:52:20] <Cromaglious> what that a lm05?
[09:52:32] <Cromaglious> s/what/was/
[09:53:07] <archivist> why I like collecting stuff rather than the seller post, some try to sell the other "junk" that they have
[09:54:05] <archivist> surface mount 78L05 or something like that
[09:54:20] <Cromaglious> hmmm just thinking about getting a harbor freight dial indicator and hacking it to use a floppy drive photo interruptor for a touch probe
[09:56:18] <Cromaglious> have to rig a latch circuit with a 1/3 second timeout
[09:56:31] <archivist> sometimes the contact pressure matters, which is why I have no probing so far
[09:57:44] <Cromaglious> yep... soft squishy things are best laser probed if opaque
[09:59:04] <Cromaglious> a web cam and a laser pointer and another computer as the video processor would make really fast and resonably accurate scanswould make a killer
[09:59:22] -!- JT-Shop has quit [Ping timeout: 240 seconds]
[09:59:49] -!- jthornton has quit [Ping timeout: 264 seconds]
[09:59:51] <archivist> one of my more flexible setups, needed a front bearing and very fine cuts
http://gears.archivist.info/gears/p1010084_500.jpg
[10:01:07] <Cromaglious> nice clock gear there
[10:01:53] <Cromaglious> what kind of collet 5c?
[10:02:32] <archivist> morse collet was fixing the dividing of the teeth of this clock
http://www.collection.archivist.info/searchv13.php?searchstr=merlin
[10:05:11] <Cromaglious> that took you over a year to finish?
[10:05:24] <Cromaglious> nicely done!
[10:06:36] <archivist> took months and the customer never paid us anything so never finished
[10:11:54] -!- a_morale_ [a_morale_!~quassel@2-227-115-13.ip186.fastwebnet.it] has joined #linuxcnc
[10:13:13] <Cromaglious> you repo it?
[10:13:31] <archivist> repo ?
[10:14:03] <archivist> it never was sent back to the customer, ex boss probably still has it
[10:14:08] <Cromaglious> mechanics lien or possessed
[10:14:49] -!- a_morale has quit [Ping timeout: 264 seconds]
[10:15:00] <archivist> I wanted to "gain" it but boss paid my wages :)
[10:15:31] <Cromaglious> hehe it is a beautiful clock
[10:16:06] <archivist> was badly made by someone though
[10:16:52] <Cromaglious> I need to start collecting brass and bronze
[10:18:56] <MacGalempsy> zeeshan: what do you think an acceptable f-error is?
[10:19:40] <zeeshan> 0.001" :P
[10:19:42] <archivist> that depends on your needs of the machine
[10:19:50] <zeeshan> mine is set to 0.010" rapid
[10:19:57] <zeeshan> cause its not like youre gonna be machining something while youre rapiding
[10:20:12] -!- Valen has quit [Quit: Leaving.]
[10:20:13] <zeeshan> and 0.001 for feed-error
[10:20:18] <MacGalempsy> at 200 ipm I am at 0.002 with just P
[10:21:02] <zeeshan> http://i.imgur.com/YGjs38b.png
[10:21:06] <zeeshan> this is mine
[10:21:18] <zeeshan> it needs more tuning
[10:21:23] <MacGalempsy> noice!
[10:21:39] <MacGalempsy> how fast?
[10:21:39] <zeeshan> im hoping pcw can tell me what i can do
[10:21:41] -!- balestrino has quit [Ping timeout: 244 seconds]
[10:21:58] <zeeshan> i think that was at full speed
[10:22:02] <zeeshan> 200 ipm
[10:22:06] <zeeshan> i forget
[10:22:13] <zeeshan> on my machine, ferror is worse at slower speeds
[10:22:17] <zeeshan> so i try to tune for the slower speed
[10:23:58] <MacGalempsy> how far did you mive that?
[10:24:20] <zeeshan> i do my samples long enough
[10:24:28] <zeeshan> to fit accel and decel in the hallscope
[10:24:58] <zeeshan> prolly works out to 5-6 inches
[10:27:51] -!- TTN has quit [Ping timeout: 250 seconds]
[10:33:36] <Cromaglious> hmmm
http://www.ebay.com/itm/Digital-Electronic-Depth-Gauge-Dial-Indicator-SAE-Metric-Fractions-2-batteries-/130876424956?pt=LH_DefaultDomain_0&hash=item1e78d7c2fc looks to be hackable
[10:34:09] <Cromaglious> almost looks like the guts to a digital caliper
[10:36:46] -!- moorbo_ [moorbo_!~moorbo@dyn-21-35.mdm.its.uni-kassel.de] has joined #linuxcnc
[10:36:50] -!- moorbo has quit [Read error: Connection reset by peer]
[10:37:50] -!- The_Ball has quit [Quit: Leaving]
[10:38:10] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[10:41:37] -!- zeitue has quit [Ping timeout: 256 seconds]
[10:42:35] -!- The_Ball has quit [Ping timeout: 246 seconds]
[10:43:16] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[10:44:49] -!- a_morale_ has quit [Ping timeout: 264 seconds]
[10:46:02] -!- a_morale [a_morale!~quassel@2-227-115-13.ip186.fastwebnet.it] has joined #linuxcnc
[10:58:00] -!- zeitue [zeitue!~z@67.221.139.81] has joined #linuxcnc
[11:45:35] -!- tmcw has quit [Ping timeout: 250 seconds]
[11:56:12] -!- f1oat2 [f1oat2!~f1oat@AMontsouris-553-1-70-233.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[11:58:29] -!- f1oat3 [f1oat3!~f1oat@AMontsouris-553-1-70-233.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[12:00:25] -!- f1oat has quit [Ping timeout: 264 seconds]
[12:00:34] -!- f1oat2 has quit [Ping timeout: 255 seconds]
[12:03:47] -!- karavanjo has quit [Ping timeout: 246 seconds]
[12:07:52] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[12:07:57] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[12:12:03] -!- jthornton has quit [Read error: Connection reset by peer]
[12:12:14] -!- JT-Shop has quit [Read error: Connection reset by peer]
[12:12:19] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[12:12:52] <jthornton> on again, off again... satellite make up your mind
[12:13:19] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[12:24:27] -!- Komzzzpa has quit [Ping timeout: 245 seconds]
[12:35:54] <archivist> early "cnc"
http://www.ebay.co.uk/itm/1958-Press-Photo-Fairey-Ferranti-contour-milling-machine-/271650173120
[12:40:53] <malcom2073> Hha $10 postage for a photo
[12:40:55] <malcom2073> Pretty cool though (the machine)
[12:55:56] micges_ is now known as micges
[13:08:16] -!- BellinganRoy [BellinganRoy!~Bellingan@host99-211-dynamic.33-79-r.retail.telecomitalia.it] has joined #linuxcnc
[13:17:49] -!- zeitue has quit [Ping timeout: 264 seconds]
[13:29:39] -!- syyl [syyl!~sg@p579CEB3F.dip0.t-ipconnect.de] has joined #linuxcnc
[13:31:01] -!- syyl_ has quit [Ping timeout: 264 seconds]
[13:31:13] -!- zeitue [zeitue!~z@67.221.139.254] has joined #linuxcnc
[13:40:23] -!- tmcw has quit []
[14:07:19] -!- shurshur has quit [Ping timeout: 256 seconds]
[14:25:01] <_methods> jthornton: chinese new year put your printer plans on hold lol
[14:25:50] <_methods> nothing like the chinese new year to put the brakes on a project hahaha
[14:48:12] -!- mhaberler has quit [Quit: mhaberler]
[14:52:21] <JT-Shop> dang rain pooped out and just turned the sleet to ice
[14:57:29] -!- mozmck has quit [Read error: Connection reset by peer]
[14:58:26] <pcw_home> its "California cold" here 48F
[14:59:56] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[15:00:41] -!- f1oat3 has quit [Ping timeout: 244 seconds]
[15:02:04] <JT-Shop> it's up to 33F here today... a lot better than -8F
[15:02:40] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[15:02:51] -!- Brunetty has quit [Quit: Ahora vengo]
[15:03:08] <robinsz> so, is there a faster loaction to download the latest ISO from? this is currently looking like a 3hr download ...
[15:03:31] -!- miss0r1 [miss0r1!~miss0r@87-59-179-253-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[15:03:55] miss0r1 is now known as miss0r|shop
[15:05:14] <_methods> 68 here heheh
[15:05:18] <_methods> supposed to be 72 tomorrow
[15:05:33] <miss0r|shop> alright. ballscrews are ordered - new brackets are being milled as we speak. This arboga u2508 will be a sweet linux cnc monster :)
[15:06:27] <_methods> thats an interesting machine
[15:06:41] <miss0r|shop> I even have a little 10" touchscreen with a stylus laying around I am planning to mount on it
[15:07:20] <miss0r|shop> _methods: yeah, not exactly cnc material, but; I think I will get there with some modding
[15:07:42] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[15:07:45] <_methods> looks like a radial arm drill press
[15:08:12] <miss0r|shop> http://www.lathes.co.uk/arboga/
[15:08:25] <miss0r|shop> yes it does. but so far it has done manual milling with excellence
[15:13:24] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[15:13:54] -!- s1dev has quit [Ping timeout: 276 seconds]
[15:14:25] <JesusAlos> by
[15:14:28] -!- JesusAlos has quit [Quit: ChatZilla 0.9.91.1 [Firefox 35.0.1/20150122214805]]
[15:16:02] -!- s1dev [s1dev!~s1dev@199.241.28.135] has joined #linuxcnc
[15:18:59] <_methods> https://www.youtube.com/watch?v=oUXj5bZcNaY
[15:19:07] <_methods> japanese insanity
[15:19:59] -!- a_morale_ [a_morale_!~quassel@2-227-115-13.ip186.fastwebnet.it] has joined #linuxcnc
[15:20:11] <miss0r|shop> isn't that called a 'double negative' ?
[15:23:12] -!- a_morale has quit [Ping timeout: 245 seconds]
[15:23:26] <FinboySlick> I'd say it's a tautology in fact.
[15:27:11] -!- JT-Shop has quit [Ping timeout: 265 seconds]
[15:27:11] -!- jthornton has quit [Ping timeout: 265 seconds]
[15:33:49] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[15:41:05] -!- anth0ny_ has quit [Client Quit]
[15:45:45] -!- FreezingCold has quit [Read error: Connection reset by peer]
[15:46:10] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[15:51:27] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[15:51:28] -!- JT-Shop [JT-Shop!~john@184.21.239.59] has joined #linuxcnc
[15:52:19] -!- TTN has quit [Ping timeout: 265 seconds]
[15:52:27] -!- chillly has quit [Read error: Connection reset by peer]
[15:56:10] <jthornton> _methods, yep
[16:03:49] -!- furrywolf [furrywolf!~randyg@68.27.208.187] has joined #linuxcnc
[16:08:08] -!- a_morale_ has quit [Remote host closed the connection]
[16:08:25] -!- a_morale [a_morale!~quassel@2-227-115-13.ip186.fastwebnet.it] has joined #linuxcnc
[16:08:51] <Tom_itx> going down a 6-7 mi stretch of straight road this AM with signs saying 'road may be icy in spots' i passed 6 accidents.
[16:09:11] <Tom_itx> it's a wonder we survive at all as a race
[16:10:06] <archivist> some never practice snow/ice driving
[16:10:12] <FinboySlick> Are you in an area where people aren't used to icy conditions?
[16:10:24] <Tom_itx> no, we should be quite used to it
[16:10:50] <miss0r|shop> eeek. milling job running, and now I see surges in the light. I hope I won't get a power outage
[16:10:51] <archivist> for each new car I own, on bad weather I go for a drive for fun and learning
[16:11:30] <CaptHindsight> happens here all the time when it starts to snow
[16:12:52] <FinboySlick> miss0r|shop: Makes me wonder if running a mill on a UPS might be worth the expense.
[16:16:37] <cradek> Tom_itx: who says we are surviving as a race?
[16:16:52] <furrywolf> wtf? trying to pay for an ebay item, paypal says my transaction couldn't be completed... but I should check my account in 30 minutes for a confirmation.
[16:17:47] <furrywolf> what always gets people here is hail.
[16:18:13] <furrywolf> miss0r: I've ran one off a UPS, but it was a sherline mini-mill. a ups for a full-size machine would be quite expensive.
[16:18:33] <furrywolf> I've ran mine here off my solar system, which kinda counts as a ups. :)
[16:29:29] <CaptHindsight> https://www.youtube.com/watch?v=4QgeQAiSmM8 Whiteboard Clock
[16:33:07] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[16:33:22] -!- zeitue has quit [Ping timeout: 240 seconds]
[16:34:02] <furrywolf> can we please painfully injure people who post yard sale ads with no or incomplete addresses?
[16:34:12] -!- karavanjo has quit [Ping timeout: 244 seconds]
[16:34:34] <furrywolf> for example, giving an address on a road that exists in at least four cities within the area...
[16:34:39] -!- mhaberler has quit [Quit: mhaberler]
[16:35:17] <CaptHindsight> that is pretty commonly done
[16:35:31] <CaptHindsight> people expect others to already know what they mean
[16:35:45] <furrywolf> CaptHindsight: clever, but I'm not sure it's useful. lol
[16:40:28] -!- bobo__ [bobo__!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[16:43:32] <furrywolf> they did too much work on fonts, positioning, etc. should have just used linuxcnc and some custom kinematics. :P
[16:44:08] <furrywolf> "The font has to be rendered separately for each position it will be drawn at." is just wrong.
[16:45:16] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[16:45:33] -!- anth0ny_ has quit [Quit: anth0ny_]
[16:46:10] <CaptHindsight> how about a Java app that renders an animated robot drawing the time on the display of your smartphone?
[16:46:40] <furrywolf> that seems even more useless.
[16:47:35] -!- zeitue [zeitue!~z@67.221.138.169] has joined #linuxcnc
[16:53:09] -!- sheppard has quit [Ping timeout: 252 seconds]
[16:58:05] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[17:02:19] <robinsz> Arboga?
[17:02:30] <robinsz> I had an arboga gear head drill once
[17:02:33] <robinsz> lovely little machine
[17:03:02] <marmite_> arboga is badass machines
[17:13:00] <miss0r|shop> I don't think running it off an UPS is worth the expense. I haven't had so much as a flickering in the light for the past 2 years, since now, that is
[17:14:07] <miss0r|shop> marmite_: The only problem with CNC running this arboga machine is that the z-axis is a round colum. I can probally expect 'some' backlash there
[17:15:04] <miss0r|shop> dinner time. i'll be back later
[17:16:29] <marmite_> miss0r|shop: ah yeah indeed,
[17:19:45] -!- somenewguy [somenewguy!~butts@pool-108-7-223-206.bstnma.fios.verizon.net] has joined #linuxcnc
[17:24:49] -!- Komzzpa|worrk has quit [Read error: Connection reset by peer]
[17:25:08] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.155.212] has joined #linuxcnc
[17:34:15] -!- Komzpa has quit [Read error: Connection reset by peer]
[17:37:24] -!- Komzpa has quit [Read error: Connection reset by peer]
[17:39:28] -!- adb [adb!~IonMoldov@2a02:1205:c6ab:d1b0:baac:6fff:fe67:305f] has joined #linuxcnc
[17:46:29] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[17:48:13] -!- Komzpa has quit [Read error: Connection reset by peer]
[17:49:28] -!- cnc [cnc!~chatzilla@ip-78-94-79-59.hsi02.unitymediagroup.de] has joined #linuxcnc
[17:55:11] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[18:04:41] -!- anth0ny_ has quit [Quit: anth0ny_]
[18:23:41] -!- moorbo_ has quit []
[18:33:36] -!- Komzpa has quit [Read error: Connection reset by peer]
[18:34:52] -!- anth0ny_ has quit [Quit: anth0ny_]
[18:35:57] -!- rob_h has quit [Ping timeout: 250 seconds]
[18:36:04] -!- rob_h [rob_h!~robh@176.252.170.191] has joined #linuxcnc
[18:41:49] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[18:54:43] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[19:13:38] -!- zeitue has quit [Ping timeout: 264 seconds]
[19:14:24] <CaptHindsight> http://www.khaleejtimes.com/images/damagetorch_210215.jpg torch tower damage, looks like installing a flammable curtain wall helps to spread fire up the face of the building
[19:15:16] -!- rob_h has quit [Ping timeout: 255 seconds]
[19:16:18] -!- rob_h [rob_h!~robh@176.252.168.116] has joined #linuxcnc
[19:16:18] <CaptHindsight> http://www.slate.com/blogs/the_slatest/2015/02/21/video_fire_engulfs_one_of_the_world_s_tallest_residential_towers_in_dubai.html
[19:20:13] -!- Komzpa has quit [Ping timeout: 255 seconds]
[19:25:24] <FinboySlick> Hope it wasn't someone cooking bacon.
[19:25:25] <zeeshan> pcw_home: where are you!
[19:25:25] <zeeshan> :]
[19:25:49] <cnc> mee
[19:26:17] -!- zeitue [zeitue!~z@67.221.139.98] has joined #linuxcnc
[19:28:05] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:28:28] <PetefromTn_> Damn that building did some cookin' didn't it.
[19:31:29] <zeeshan> yessir
[19:31:29] <zeeshan> :P
[19:32:04] <cnc> ?
[19:32:47] -!- Brunetty [Brunetty!~Home@unaffiliated/brunetty] has joined #linuxcnc
[19:32:47] <zeeshan> axis.N.motor-pos-fb
[19:32:57] <zeeshan> this can be positive or negatie yes ?
[19:35:26] <pcw_home> Yes
[19:35:48] <zeeshan> pcw!!!
[19:35:55] <zeeshan> i need your tuning expertise
[19:36:09] <zeeshan> after running centralized lubrication
[19:36:12] <zeeshan> my stiction problems are gone
[19:36:17] <zeeshan> but i have some funky stuff going on during accel and decel
[19:36:31] <zeeshan> http://i.imgur.com/YGjs38b.png
[19:36:54] <zeeshan> that is with 0 FF2
[19:37:05] <zeeshan> i tried to played with FF2, but it seems like if i put 0.003 it gets worse
[19:37:10] <zeeshan> seems to get better with 0.006
[19:37:13] <zeeshan> but still noticeable
[19:37:19] <zeeshan> if i give 0.01 it gets worse again
[19:37:52] <zeeshan> the max error it hits now is like 0.0005"
[19:41:15] <pcw_home> Its unlikely that errors vs FF2 would get worse from 0 to .003 if .003 is not enough
[19:42:09] <zeeshan> well i didnt try lower amounts
[19:42:13] <zeeshan> like 0.001
[19:42:29] <zeeshan> i was using jt's guide and starting around the ballpark of 0.005%
[19:42:34] <zeeshan> of P
[19:42:39] <pcw_home> (note ignore the stiction error spike at the beginning when tuning FF2 ans thats really variable)
[19:42:50] <pcw_home> as that's
[19:42:51] <zeeshan> yes
[19:42:56] <zeeshan> that is sometimes note even there
[19:43:06] <zeeshan> im trying to focus on the part
[19:43:12] <zeeshan> where you can see the wave inverts
[19:43:15] <zeeshan> due to settling time
[19:43:53] <zeeshan> if i use D
[19:43:55] <zeeshan> will it help?
[19:44:09] <zeeshan> or does FF2 have the same effect as D?
[19:45:21] <pcw_home> in your plot FF2 sets the level of the plateau during accel and decel (the ramp porttion of your analog out plot)
[19:45:50] <pcw_home> D should not be needed if your drives velocity loops are tuned
[19:46:13] <zeeshan> ah
[19:46:57] <zeeshan> i dont have much to tune on the velocity drives
[19:47:04] <zeeshan> other than drift and gain
[19:47:08] <zeeshan> proportional gain
[19:47:15] <zeeshan> i dont see anything for D control there
[19:47:49] <pcw_home> proportional gain on the drive is ~D on the position loop
[19:48:36] <zeeshan> oh
[19:48:47] <zeeshan> see i hit oscillation w/ the drives
[19:48:48] -!- anarchos2 has quit [Read error: Connection reset by peer]
[19:48:52] <zeeshan> then reduced it 2 full turns.
[19:49:00] <zeeshan> as a safety buffer
[19:49:08] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[19:49:09] <pcw_home> (since the drives only deal with velocity)
[19:49:21] <zeeshan> maybe i should do 1 turn
[19:49:24] <zeeshan> not 2 full turns
[19:49:51] <pcw_home> Yeah you may have reduced the gain too much
[19:52:34] <zeeshan> im gonan finish the fine details of this centralized lubricator python component
[19:52:37] <zeeshan> and tune these babies
[19:52:57] <pcw_home> actually looks pretty useable now
[19:53:03] <zeeshan> yes
[19:53:30] <zeeshan> all axis are pretty much that same graph now
[19:53:37] <zeeshan> the Z is a little worse
[19:53:41] <zeeshan> it peaks at 0.0008
[19:54:46] <pcw_home> Z is pretty underpowered witn a 25A peak drive
[19:54:59] <zeeshan> yea its 1/4 the peak current
[19:55:00] <zeeshan> it needs
[19:55:18] <zeeshan> maybe in future i can afford the b60a80ac
[19:55:25] <zeeshan> or whatever that drive was
[19:55:35] <pcw_home> Theres a 100A drive
[19:56:15] <zeeshan> i did some drilling in steel yesterday
[19:56:19] <zeeshan> it had no problems
[19:56:25] <zeeshan> i think im just loosing speed cause of it
[19:56:30] <zeeshan> i have X axis set to 100 ipm max.
[19:57:19] <pcw_home> the X and Y are 40A peak motors?
[19:59:25] <zeeshan> 51A peak for x and y
[19:59:32] <zeeshan> and 110A for Z
[19:59:54] <zeeshan> looks like 6.4A continuous for x and y, and 13.8 for Z
[20:01:56] <pcw_home> You probably are not doing anything yet that pushed them to their (25A) limits
[20:02:03] <pcw_home> pushes
[20:02:30] <zeeshan> i also have them set for slow accel
[20:02:30] <zeeshan> lol
[20:02:37] <zeeshan> 7in/s^2
[20:02:46] <pcw_home> (you would get an immediate FE if the drives current limit)
[20:03:10] <zeeshan> yes
[20:05:06] -!- Nutter has quit [Ping timeout: 265 seconds]
[20:08:10] <miss0r|shop> I am looking for a good place to buy some sfu2605 ballnuts & ballscrews, preferably within the european union. also I would like low prices and a good delevery time :) any suggestions?
[20:09:04] -!- Nutter [Nutter!~hehe@2605:6400:2:fed5:22:f62c:b508:6f00] has joined #linuxcnc
[20:09:20] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-14-209-118.as43234.net] has joined #linuxcnc
[20:10:09] <jdh> skip the EU part and try LMB2008?
[20:10:38] <miss0r|shop> what is that?
[20:10:55] <miss0r|shop> (google says some sporting event)
[20:13:15] -!- karavanjo has quit [Read error: Connection reset by peer]
[20:13:20] <MrSunshine> https://scontent-ams.xx.fbcdn.net/hphotos-xap1/v/t1.0-9/10947247_10153093798453648_8042814306922151333_n.jpg?oh=052b4676239f70607bfee51b02a111a2&oe=554F7151 yeey ... shop upgrade! =)
[20:13:43] <miss0r|shop> nice
[20:13:55] <MrSunshine> finaly no more stacks of sheets against walls :P
[20:14:18] <LeelooMinai> I thought it's a cage for wife or something like this:)
[20:14:30] <MrSunshine> haha
[20:14:35] <MrSunshine> could work
[20:14:37] <miss0r|shop> i've been thinking of doing something simular, never got around to it thou. looks real nice
[20:14:59] <miss0r|shop> the cage for the wife part, that is ;)
[20:15:01] <MrSunshine> 4 degree slant on the pockets so sheets will stand nicley =)
[20:15:02] <MrSunshine> haha
[20:15:37] <miss0r|shop> do you guys know the feeling, when you have ordered something online, and just finds out theres something like 2 months delevery time?
[20:16:06] <miss0r|shop> I WANT MY DAMN BALLSCREWS NOW X^X (cartman voice)
[20:16:08] <MrSunshine> every time i order something from china
[20:16:35] <miss0r|shop> usualy I look at this before buying, but I think the price blinded me...
[20:16:37] <MrSunshine> specialy in like january/feb ... as theres like a month of something over there where no one works :P
[20:16:42] -!- mhaberler has quit [Ping timeout: 265 seconds]
[20:17:08] <miss0r|shop> ohhh right... chinese newyear
[20:18:06] <miss0r|shop> apparently it is the year of the sheep... I wonder how I trust them to make my precision ballscrews :S
[20:18:46] <miss0r|shop> meh. I need to find some other supplyer that won't rob me of every cent.
[20:19:05] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[20:22:25] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[20:22:37] -!- robinsz has quit [Ping timeout: 264 seconds]
[20:23:34] -!- amiri_ has quit [Ping timeout: 245 seconds]
[20:24:21] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[20:34:12] -!- miss0r|shop has quit []
[20:59:33] -!- karavanjo has quit [Ping timeout: 252 seconds]
[21:02:56] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[21:04:56] -!- robinsz [robinsz!~robin@88.97.63.122] has joined #linuxcnc
[21:05:27] -!- FreezingAlt has quit [Ping timeout: 244 seconds]
[21:05:54] <robinsz> right, I know I asked this before ... but I also know I forgot what the answer was
[21:06:28] <robinsz> how to implement a "pause" suitable for use with a router
[21:07:37] <Tom_itx> what sort of pause?
[21:08:17] <Tom_itx> M0 M1 will pause
[21:08:18] <robinsz> press a button to temp stop the program while you mess about with the wood, eg move or tighten a clamp
[21:08:27] <Tom_itx> put it in your gcode
[21:08:38] <robinsz> not possible
[21:08:56] <zeeshan> press the pause button?
[21:09:02] <Tom_itx> i've got a pause/resume on my pendant
[21:09:08] <zeeshan> or feedoveride 0
[21:09:12] <zeeshan> and spindle override 0
[21:09:13] <zeeshan> :)
[21:09:15] <robinsz> its a router
[21:09:30] <robinsz> so you cannot stop it with tool in contact with the job,
[21:09:36] <robinsz> well, unless you want a fire
[21:09:42] <robinsz> so it has to retract Z
[21:09:48] <robinsz> stop spindle
[21:10:08] <robinsz> when you restart, has to spin up spindle, then lower to previous position, resume
[21:10:11] <Tom_itx> that's a feature that has been on our wish list for some time now
[21:10:20] <robinsz> ALL commercial routers do this .. like ... ALL
[21:10:35] <Tom_itx> i think it may partially be implemented in 2.7 or possibly 2.6
[21:10:42] <zeeshan> write a code
[21:10:43] <zeeshan> :p
[21:11:03] <zeeshan> see what the pause command calls
[21:11:10] <zeeshan> and modify it :P
[21:11:18] <robinsz> I really was hoping to use this on a router ... im surprised no one has done it before to be honest
[21:11:36] <Tom_itx> someone probably has
[21:11:43] <Tom_itx> i'm not aware of it
[21:11:53] <robinsz> maybe I'll ask on list
[21:12:10] <zeeshan> http://linuxcnc.org/docs/html/remap/structure.html
[21:12:10] <robinsz> what would be REALLY nice would be :
[21:12:17] <zeeshan> 6.2. Adjusting the behavior of M0, M1, M60
[21:12:26] <zeeshan> A use case for remapping M0/M1 would be to customize the behavior of the existing code. For instance, it could be desirable to turn off the spindle, mist and flood during an M0 or M1 program pause, and turn these settings back on when the program is resumed. For a complete example doing just that, see configs/sim/axis/remap/extend-builtins/, which adapts M1 as laid out above.
[21:12:26] <robinsz> press button
[21:12:41] <robinsz> zeeshan, not using M0 or M1 so irrelevant
[21:12:59] <zeeshan> um
[21:13:03] <zeeshan> i'm thinking the pause button calls a m0.
[21:13:11] <robinsz> im thinking it doesnt
[21:13:23] <robinsz> M0 is in the interpreter
[21:13:39] <robinsz> which will come out an an nml call presumably
[21:14:00] -!- anth0ny_ has quit [Quit: anth0ny_]
[21:14:30] <robinsz> similarly the pause button will be mapped to an nml call I would imagine
[21:15:27] <robinsz> I guess I better ask on-list
[21:15:46] <robinsz> what would be super cool is:
[21:15:49] <robinsz> press button
[21:15:57] <robinsz> store current X, Y , Z
[21:16:04] <robinsz> raise Z
[21:16:07] <robinsz> stop spindle
[21:16:14] <robinsz> allow jog
[21:16:19] <robinsz> when resume
[21:16:25] <robinsz> go back to X, Y
[21:16:32] <robinsz> start spindle
[21:16:40] <robinsz> lower Z
[21:16:43] <robinsz> resume
[21:17:10] <robinsz> but just a standard router pause would be fine for now
[21:17:26] <zeeshan> my only thing with that is
[21:17:30] <zeeshan> when you jog around
[21:17:32] <Tom_itx> robinsz ask in the dev channel, i think somone has been working on that but i forget which branch it's in
[21:17:48] <robinsz> oh, theres a dev channel?
[21:17:50] <zeeshan> i feel like you need to use the same path
[21:17:52] <zeeshan> to stop a crash
[21:17:56] <Tom_itx> like i said, it's a feature that has been requested multiple times
[21:18:06] <robinsz> yep, its standard on routers
[21:18:08] <Tom_itx> linuxcnc-devel
[21:18:28] <Tom_itx> there are examples if you're willing to build the source
[21:18:30] <robinsz> even my '95 Vytek ... that worked fine until the great board failure of 2015
[21:18:49] <zeeshan> contribute to the source code then! :P
[21:19:46] <robinsz> zeeshan, I think you'll find I did
[21:20:35] <zeeshan> yoiu're just coming across as bitching about a feature not existing in an open source program
[21:20:42] <zeeshan> that is all.
[21:22:12] <robinsz> zeeshan, and you are coming across as a newb who is quick to throw out wildly incorrect suggestions and tell people what to do, that is all
[21:23:00] <zeeshan> glad i'm of no help
[21:23:22] <zeeshan> i'd forward you to the component that does exactly what you need
[21:23:28] <zeeshan> but i'll let someone else do that now :)
[21:23:58] <robinsz> Tom_itx, I have to say, it's come on a long way, the new live images are so much easier than it used to be
[21:24:17] <Tom_itx> robinsz looks like those features may be in 2.7
[21:24:25] <robinsz> ah kewl,
[21:24:31] <zeeshan> https://www.youtube.com/watch?v=KY6hx7WBkO8
[21:24:35] <zeeshan> maybe you can figure it out yourself now
[21:24:41] <robinsz> I'll pull it in and have a go.
[21:24:45] <Tom_itx> <seb_kuzminsky> it's in 2.7
[21:24:45] <Tom_itx> <seb_kuzminsky> in the hal component called 'moveoff'
[21:24:59] <robinsz> right, perfect.
[21:25:44] <robinsz> Chris has done a great job on the distro, so easy :)
[21:25:49] -!- zeitue has quit [Ping timeout: 265 seconds]
[21:26:36] <robinsz> if you think back to how it was back in '98 or so ... where it was a multi-day battle to get it to run
[21:26:38] <zeeshan> i'm wondering if i should add a axis movement to the lubricator component
[21:26:58] <zeeshan> i'm wondering what amount of movement should trigger a lube event
[21:27:38] <zeeshan> http://wiki.linuxcnc.org/uploads/lube.py
[21:27:42] <zeeshan> so far i kept it simple
[21:30:27] <robinsz> looks about right ... thats pretty much how it works on most things
[21:30:39] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[21:30:45] <robinsz> Mr Pugh!
[21:31:10] <zeeshan> some of the more modern ones
[21:31:12] <zeeshan> track axis movement
[21:31:21] <robinsz> my Amada soes that
[21:31:28] <robinsz> thats 1981
[21:31:49] -!- rob_h has quit [Ping timeout: 252 seconds]
[21:32:15] <zeeshan> thats fairly modern
[21:32:17] -!- rob_h [rob_h!~robh@90.216.244.204] has joined #linuxcnc
[21:32:40] <zeeshan> centralized lubrication hasn't changed much :)
[21:35:18] <robinsz> that reminds me, must find a CAM solution for that amada, getting SERIOUSLY bored of coding it by hand
[21:36:19] <_methods> turret punch?
[21:36:22] <_methods> good luck
[21:37:23] <_methods> if you find something let me know too lol
[21:38:47] -!- zeitue [zeitue!~z@67.221.138.5] has joined #linuxcnc
[21:39:19] <cnc> hallo sind hier auch deutschsprachige unterwegs
[21:41:06] -!- karavanjo1 has quit [Ping timeout: 244 seconds]
[21:41:42] <robinsz> _methods, I know of a couple ... neither free :(
[21:41:55] <robinsz> theres a simulator, $49
[21:41:56] <_methods> yeah not much in the free dept there
[21:42:13] <robinsz> but ... it is not great on detecting axis overuns on repositioning
[21:42:23] <robinsz> which is what I really screw myself on
[21:42:56] <MacGalempsy> morning
[21:43:15] <robinsz> and I found another big comercial package thing, that does great, but only ships with a demo post processor
[21:43:47] <robinsz> but ... I think the demo output is *close enough* that it could be tweaked to be useable
[21:43:49] <_methods> ah the ole post processor post purchase wallet empty trick
[21:43:57] <robinsz> yes
[21:45:06] <robinsz> my amada has some features that make it not a good plan to buy a modern, commercial package
[21:45:21] <robinsz> as they tend to produce large programs
[21:45:26] <robinsz> without subroutines
[21:45:39] <robinsz> go on ask me how much memory it has
[21:45:45] <_methods> yeah i used to run an old strippit with the hecc80 controller
[21:45:50] <_methods> you had to keep it real small
[21:45:51] <_methods> lol
[21:45:54] <_methods> bubble memory
[21:45:59] <robinsz> oh ...
[21:46:07] <robinsz> bubble is usually bog
[21:46:10] <robinsz> *big
[21:46:14] <_methods> still had the tape reader on it
[21:46:27] <robinsz> yeah, the Amada has the slot for it
[21:46:29] <_methods> yeah the bubble memory was an upgrade
[21:46:33] <robinsz> i got 8k total
[21:47:57] <robinsz> but its better than the Westinghouse "producer" I had before ...
[21:48:24] <robinsz> I cant even remember what the punch was on that ...
[21:49:39] <_methods> i hope you don't have a turret punch at your house lol
[21:49:51] <robinsz> haha, but .. the web remembers for me!
http://alt.machines.cnc.narkive.com/83dXhGuG/westinghouse-producer-2-cnc-help
[21:51:25] <robinsz> nah, its at the unit. shakes the floor though
[21:51:32] <_methods> i bet
[21:51:33] <robinsz> getting some tico for it
[21:51:57] <_methods> i'm pretty sure my wife would divorce me if i drug a punch home lol
[21:52:09] <robinsz> the last place I had it, the neighbour decided to complin
[21:52:18] <zeeshan> https://www.flickr.com/photos/128539016@N05/16411520752/
[21:52:20] <zeeshan> anyone take one of these apart?
[21:52:26] <robinsz> not "hey, dude, I know you have to work, but can we arrange some times .."
[21:52:28] <robinsz> no
[21:52:46] <robinsz> a "what a f**** noise, turn that off" type complaint
[21:53:15] <robinsz> it was only pushing a 5mm sq through 2mm ally sheet
[21:53:43] -!- cnc has quit [Remote host closed the connection]
[21:53:57] ChanServ changed topic of
#linuxcnc to: LinuxCNC is a linux-based open-source CNC control. | Latest release: 2.6.7 |
http://www.linuxcnc.org
[21:54:00] <robinsz> so we stuck a sheet of 4mm steel in, let it loose with a 70x5 slitting tool for an hour, just stood at the door and smiled
[21:54:46] <_methods> heheh
[21:55:00] -!- erve has quit [Remote host closed the connection]
[21:55:45] <robinsz> I have some pictures from when I moved stuff around last week
[22:00:10] -!- micges has quit [Quit: Ex-Chat]
[22:00:24] -!- micges [micges!~micges@abpr20.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[22:08:21] <zeeshan> http://i.imgur.com/0dJfWd1.jpg
[22:08:23] <zeeshan> this is a bit confusing
[22:09:09] <zeeshan> it looks like the left collar
[22:09:19] <zeeshan> tightens the belleville stack
[22:09:49] <zeeshan> so i gotta loosen it to relieve spring pressure
[22:14:16] <andypugh> robinsz: Oh! Hi! (I was actually watching TV)
[22:17:24] -!- [cube] has quit []
[22:34:32] -!- somenewguy has quit [Read error: No route to host]
[22:39:48] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[22:41:58] -!- pandeiro has quit [Remote host closed the connection]
[22:44:47] <Deejay> gn8
[22:45:53] -!- Deejay has quit [Quit: bye]
[22:56:59] -!- BellinganRoy [BellinganRoy!~Bellingan@host99-211-dynamic.33-79-r.retail.telecomitalia.it] has joined #linuxcnc
[22:57:02] -!- rob_h has quit [Ping timeout: 252 seconds]
[22:57:27] -!- rob_h [rob_h!~robh@176.25.71.228] has joined #linuxcnc
[23:10:48] -!- asdfasd [asdfasd!~332332@176.254.58.18] has joined #linuxcnc
[23:17:23] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[23:17:32] -!- andypugh has quit [Read error: Connection reset by peer]
[23:17:50] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[23:19:02] -!- mal`` has quit [Ping timeout: 252 seconds]
[23:19:46] -!- Topy44 has quit [Ping timeout: 252 seconds]
[23:19:47] -!- marmite_ has quit [Ping timeout: 252 seconds]
[23:20:42] -!- Topy44 [Topy44!topy@ns1.kurz.pw] has joined #linuxcnc
[23:21:09] -!- marmite [marmite!marmite@is.a.hax0r.se] has joined #linuxcnc
[23:25:28] <bobo__> zeeshan : what left collar ? 95.100.213.4.1 ? -----to me it looks as if right hand cap/cover is removed first ---then collar removed
[23:25:53] -!- steves_logging has quit [Ping timeout: 272 seconds]
[23:28:35] <bobo__> zeeshan i was looking at before and after lub pump results , my what a difference ! you have been busy ---looking good
[23:32:17] <robinsz> Hah, mr pugh, I was away polishing rudders :)
[23:34:30] <andypugh> Is that one of them euphoniums?
[23:41:38] <_methods> hahahha
[23:43:53] <zeeshan> bobo__: yesir
[23:43:53] <zeeshan> :D
[23:43:58] -!- adb has quit [Ping timeout: 252 seconds]
[23:44:21] <zeeshan> i just had a discussion with my buddy whos doing the digital control systems lab 2 in under grad
[23:44:24] <zeeshan> i remember this lab
[23:44:33] <zeeshan> is there anyway you can do a white noise analysis through linuxcnc
[23:44:48] <zeeshan> to figure out where the resonant frequencies are for a servo motor system
[23:44:53] <zeeshan> and then avoid operating at those frequencies ?
[23:45:05] <pcw_home> Sure
[23:45:06] <zeeshan> by doing a jump
[23:45:57] <pcw_home> you can also do a swept frequency analysis
[23:46:24] <zeeshan> sinesweep.comp ?
[23:47:11] <zeeshan> im assuming you'd want to do this coupled
[23:47:20] <zeeshan> since the resonant frequencies will change
[23:47:30] <pcw_home> Yes
[23:48:02] <zeeshan> correct me if im wrong
[23:48:08] -!- chillly has quit [Quit: Ex-Chat]
[23:48:11] <zeeshan> but after i run sinesweep.comp or whitenoise.comp
[23:48:17] <zeeshan> i need to watch f-error ?
[23:48:32] <zeeshan> or hm2.xxxxx.velocity?
[23:48:43] <zeeshan> like would i be doing this for the position loop
[23:48:44] <zeeshan> or velocity loop
[23:48:50] <pcw_home> a Bode plot would be nice
[23:48:53] <zeeshan> yes
[23:49:33] <zeeshan> lemme post a pic of the lab
[23:50:06] <zeeshan> http://i.imgur.com/9IqVNCa.jpg
[23:50:50] <zeeshan> how would i get the bode plot in linuxcnc?
[23:50:58] <zeeshan> and if not
[23:51:05] <zeeshan> what would i need to log so i can take it to matlab
[23:51:08] <zeeshan> and bode plot it there
[23:52:53] <pcw_home> hal sample the commanded and actual positions for mathlab
[23:53:42] * zeeshan will try tonight
[23:53:50] <pcw_home> no Bode comp :-(
[23:54:38] <zeeshan> its been a long ass time since control systems class
[23:54:49] <zeeshan> they taught us the algorithm
[23:54:55] <zeeshan> maybe can contribute one
[23:55:51] <zeeshan> hm
[23:55:57] <zeeshan> i found a bodeplot.m
[23:56:22] <zeeshan> but it takes a transfer function input :(
[23:56:43] <zeeshan> no idea what i was doing
[23:56:54] <bobo__> Oh no a Mikron under going a Frequency sweep ! what a dance ----I want a movie ,or it never happened. move car out of dance floor first. always did like a waltz ,mayby waltzing matilda will become waltzing mikron
[23:57:05] <zeeshan> haha bobo
[23:58:20] <zeeshan> i forgot why phase angle was a big deal
[23:58:34] <zeeshan> that graph shows its linear decreasing
[23:58:52] <zeeshan> but just means since the input is sinusoidal, the motor can't keep up with the direction change
[23:59:04] <pcw_home> presumably the magnitude is large enough to swamp stiction etc but not so larges as to get crazy at higher frequencies
[23:59:10] <zeeshan> i dont remember why the physical value was important
[23:59:54] <Tom_itx> do i tie motion.spindle-index-enable to the encoder index pin for rigid tapping and other synchronized moves?
{kind=link}
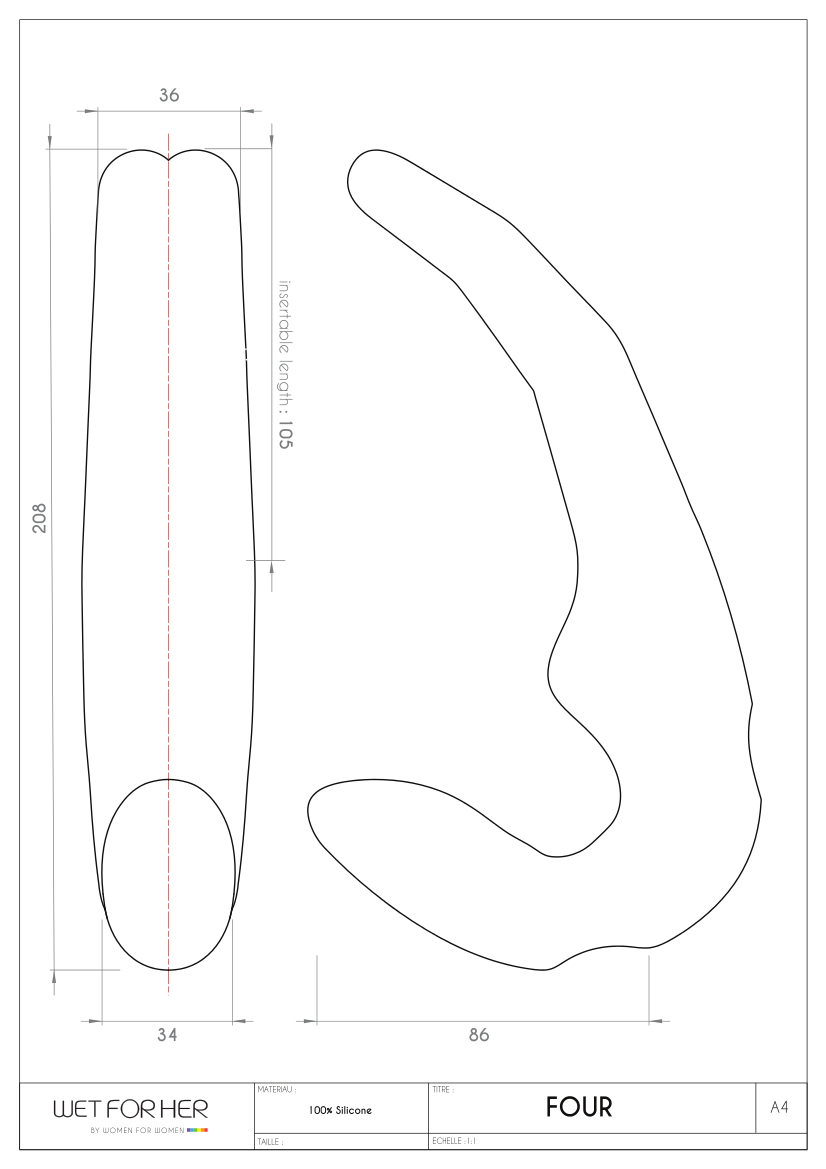{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}