Back
[00:03:30] <furrywolf> XXCoder1: how do you not have a jack? do you just hope you never get a flat tire?
[00:09:10] -!- Crom_ has quit [Quit: Bye]
[00:16:35] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[00:27:18] <witnit_> andypugh, I got it, I was afraid to use the BFH on it but, it was just surface rust on the outer spindle(pulley vibration damper) and it had it froze tight, I put an aluminum hub over it smacked it rather hard and the whole thing dropped though the front
[00:27:33] <witnit_> through*
[00:28:50] <witnit_> I try to use BFH as last resort, luckily it will go back together nicely when i clean all this rust.
[00:29:40] <witnit_> my intentions are to remove the vbelt pully and add a toothed belt system and servo, any suggestions while i have this apart?
[00:30:01] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[00:30:38] <andypugh> TBH id you can mount an encoder on the spindle then a V-belt will be just as effective as a toothed belt with whatever motor you choose.
[00:31:32] -!- farbro has quit [Ping timeout: 264 seconds]
[00:31:36] <MacGalempsy> evening all
[00:31:45] <witnit_> I thought of this, but it seems attaching encoder will be hard as well, I want to do have a high accuracy on it, but not high cost
[00:33:57] <witnit_> I dont know how to translate the spindle revolutions into an encoder unless I add tooth pulley to it somehow, or a large bore rotary.
[00:35:21] <MacGalempsy> question, I see on the newest version of linux cnc, there is a selection for dual mesa 7i77. what would I need to do to the HAL file to make it a 7i77 and 7i84?
[00:38:18] -!- oceax [oceax!~IceChat9@c83-254-71-246.bredband.comhem.se] has joined #linuxcnc
[00:42:11] -!- bilboquet has quit [Read error: Connection reset by peer]
[00:42:39] -!- bilboquet [bilboquet!~bilboquet@37-1-174-19.ip.skylogicnet.com] has joined #linuxcnc
[00:44:11] -!- asdfasd has quit [Ping timeout: 256 seconds]
[00:51:50] -!- gonzo_nb has quit [Remote host closed the connection]
[00:52:25] <furrywolf> witnit: I'm planning on a large encoder disc, like
http://members.shaw.ca/SWSTUFF/spindle-encoder.html
[00:52:42] <witnit_> tyty
[00:54:17] <furrywolf> the g-code file from that site is quite nice, and will generate discs of any size
[00:54:25] <XXCoder1> furrywolf: thankfully found onme
[00:54:40] <XXCoder1> looked all over the damn bottom. didnt find it
[00:55:26] <furrywolf> http://members.shaw.ca/SWSTUFF/spindle-encoder.ngc edit variables for any size disc with any number of slots
[00:55:49] <XXCoder1> one inch, billion slots
[00:56:05] <furrywolf> sure, as long as you have a small enough endmill. :P
[00:56:17] <witnit_> MacGalempsy,
http://translate.google.com/translate?hl=en&sl=ru&u=http://www.cnc-club.ru/forum/viewtopic.php%3Ff%3D41%26t%3D2881&prev=search
[00:56:23] <witnit_> maybe that will help
[00:56:28] <XXCoder1> nah its finer than size of atoms lol
[00:56:33] <XXCoder1> impossible
[00:57:05] <XXCoder1> your pdf download is amazing but need context unfortnately
[00:57:14] <XXCoder1> I do suspect its closer than I thought though
[00:57:33] <furrywolf> actually, no, the g-code is smarter than you.
[00:57:33] <furrywolf> (DEBUG, Unable to cut encoder because #<_endmill_dia> cutter is too large for a #<_encoder_cycles> cycle #<_main_track_dia> dia disk)
[00:57:33] <furrywolf> m2
[00:57:43] <XXCoder1> nice
[00:58:04] <XXCoder1> try ricious size like .0001 mm
[00:58:09] <XXCoder1> em
[00:58:20] <furrywolf> also, if you think there's fewer than a billion atoms in an inch, you failed physics and chemistry. :)
[00:58:34] <XXCoder1> actually youre right lol
[00:58:49] <XXCoder1> theres very large number of atoms across thickness of paper
[00:58:55] amnesic_away is now known as amnesic
[00:58:55] <XXCoder1> let alone inch
[00:59:31] <furrywolf> as I said, it's a rather nice file.
[00:59:59] <furrywolf> nothing in it is incredibly complicated, it's just complete and easy to use.
[01:00:12] <XXCoder1> apparently (cant trust yahoo answers) paper thickness has 1 million atoms
[01:00:30] <XXCoder1> yeah best programs or scripts or whatever is simple to use, complex result
[01:00:40] <XXCoder1> bad programs has complex process to make something simple]
[01:01:51] <XXCoder1> http://www.physlink.com/Education/AskExperts/ae49.cfm
[01:01:58] <XXCoder1> probably more crediable answer
[01:02:23] <andypugh> 25nm for an atom? Sounds big.
[01:02:29] <witnit_> buffing compound is doing wonders to this spindle, this stuff must be 35 years old ahhahaah
[01:02:32] <XXCoder1> nm is tiny
[01:02:32] <witnit_> smells terrible
[01:03:01] <XXCoder1> unless maybe they really meant um
[01:03:13] -!- Loetmichel2 [Loetmichel2!~cylly@p54B10E85.dip0.t-ipconnect.de] has joined #linuxcnc
[01:03:18] <andypugh> Also foil is thinner than paper
[01:03:22] <XXCoder1> it is
[01:03:52] <andypugh> Foil is 40um and paper is 4 thou :-)
[01:03:54] <XXCoder1> paper thickness alum would be bit stiff, probably enough to make it hard to use
[01:03:57] -!- Loetmichel has quit [Ping timeout: 250 seconds]
[01:04:26] <XXCoder1> heh I could imange some teenager anwering "umm um"
[01:04:30] <furrywolf> hydrogen is 53pm according to whatever source google uses for its factoid blurbs.
[01:04:36] <andypugh> http://www.periodictable.com/Properties/A/AtomicRadius.v.wt.html
[01:04:47] <andypugh> 1 pm = 1e-12 m
[01:05:07] Loetmichel2 is now known as Loetmichel
[01:05:22] <andypugh> So, the milllion-atoms-to-a-sheet of paper is out by a factor ofd 1000
[01:05:24] <furrywolf> according to wikipedia, "Consequently, the smallest atom is helium with a radius of 32 pm, while one of the largest is caesium at 225 pm."
[01:05:40] <andypugh> Sorry, I missed one out.
[01:05:44] <XXCoder1> interesting that hyrogen is bigger
[01:05:48] <XXCoder1> atoms is weird
[01:05:58] <andypugh> The factor is 1,000,000
[01:05:59] <MacGalempsy> witnit_: thanks, I will give it a look
[01:06:15] <XXCoder1> andy thanks
[01:06:22] -!- rob_h has quit [Ping timeout: 240 seconds]
[01:06:38] <furrywolf> bbl, need to empty out the back of my car and head to work.
[01:07:14] <andypugh> 1 millionth of a sheet of paper is 23nm. And I want to change my mind again because i remembered my previous figure as being in um and it wasn’t :-). Back to the factor 1000.
[01:07:30] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[01:07:39] <andypugh> A sheet of paper is 1 billion atoms thick.
[01:07:43] <XXCoder1> lol yeah sometimes its hard to keep track
[01:07:50] <andypugh> I used to have to know this stuff.
[01:08:00] <XXCoder1> yeah? what job?
[01:08:21] * furrywolf guesses the job was "finishing school"
[01:08:25] <furrywolf> bbl
[01:08:30] <XXCoder1> suppose paper was made from Cesium
[01:08:37] <XXCoder1> how many atoms would it be? lol
[01:08:39] <andypugh> http://link.springer.com/article/10.1007/BF00275452
[01:09:07] <XXCoder1> scientist
[01:09:15] <furrywolf> cesium foil is very much like paper, and easy to get... :P
[01:09:57] <XXCoder1> I do want the first/second most dense material in form of half inch dia tube, inch long
[01:10:06] <XXCoder1> I have samples of few elements in that form
[01:10:07] <andypugh> Osmium
[01:10:31] <XXCoder1> bet it would cost more than gold
[01:10:45] <andypugh> A pint of mercury is astonishingly heavy, and osmium is much heavier.
[01:11:07] <XXCoder1> andypugh: other thing I always wanted was tungsein "gold" bar
[01:11:13] <XXCoder1> like one they always show in tv
[01:11:26] <XXCoder1> I want one close to gold density to show how tv stuff is impossible
[01:11:34] <XXCoder1> like stuffing 10 gold bars lol
[01:11:39] <andypugh> http://www.ebay.com/itm/Osmium-metal-solid-1g-pellet-/391039127294
[01:12:05] <XXCoder1> unfortunately not in shape I want
[01:12:37] <andypugh> I have found myself wondering what “they” could do if you left a shipping contianer full of solid osmium somewhere inconvenient.
[01:13:01] <XXCoder1> lol it would crush shipping cargo bottom probably
[01:13:39] <XXCoder1> and if in pebbles, bust out and spill
[01:13:45] <XXCoder1> killing people if they was close lol
[01:15:19] <XXCoder1> http://www.periodictable.com/Properties/A/AtomicRadius.sp.wt.html
[01:15:25] <andypugh> A 40’ container is 67m3 (I checked Wikipedia). I am going to assume that Osmium is 28 tons per cubic meter. So thats close to 2000 tons in a single brick. I don’t think that there are many 2000 ton cranes. And osmium has a high melting point, is very hard, and so would be very hard to chop up. :-)
[01:15:28] <XXCoder1> interesting pattern
[01:16:03] <XXCoder1> wtf with that dip
[01:16:17] <XXCoder1> around element 60
[01:16:31] <andypugh> <chagrin> 22.6 kg.m3, I misremembered
[01:16:54] <roycroft> that sounds like an excuse for some good explsives, andypugh
[01:18:05] <andypugh> A 1500 ton brick of something that melts at 3000C would laugh at anything short of a nuke.
[01:18:36] <XXCoder1> tungsein is fun one. it would freeze in lava
[01:18:53] <XXCoder1> because lava is so damn cold compared to molen tungsein
[01:19:47] <XXCoder1> if we ever find way to "freeze" peices of space we could finally contain melted tungsein and test its properies
[01:19:51] <andypugh> Osmium is not far behind.
[01:20:25] <andypugh> 3695 for Wg, 3306 for Os
[01:20:43] <andypugh> W, I mean. Wg is something else
[01:21:09] <andypugh> (Though I know not what)
[01:21:22] <XXCoder1> I remember usa (or russia or both?) used nukes to weld 3 feet thick metal
[01:21:26] <XXCoder1> only way to do that
[01:21:33] <witnit_> this hardinge lathe i got was a military owned lathe, it appears they actually put new bearings in it instead of just buying a whole new lathe
[01:21:35] <andypugh> (I cheated on the melting points, I used Wikipedia)
[01:21:36] <witnit_> strange
[01:21:36] <witnit_> hahaha
[01:21:47] <XXCoder1> damn
[01:21:50] <XXCoder1> thats nice
[01:22:04] <andypugh> XXCoder1: not so. You can weld 3’ metals with electron beams.
[01:22:15] <XXCoder1> didnt think they had it then
[01:22:25] <XXCoder1> cold war early era
[01:22:26] -!- syyl has quit [Ping timeout: 265 seconds]
[01:22:52] <witnit_> somebody definately took it apart before, improperly it seems according to how deep these marks are from hammering on a bar, but these bearings couldnt be tighter
[01:23:21] <andypugh> witnit_: Sounds good.
[01:24:59] <andypugh> I did an electron-beam welding project once. My sample was 100mm thick slabs of stainless and carbon steel welded edge to edge with no weld-prep. But the machine used can do 1m (again, with no weld prep)
[01:25:54] <XXCoder1> thick.
[01:28:04] <andypugh> Don’t ask how I got there but:
http://en.wikipedia.org/wiki/Thallium#Toxicity
[01:28:47] <andypugh> So, if you are poisoned by Thallium they feed you micrometer blue and it comes out the other end. That must be a sight to behold.
[01:28:55] -!- mhaberler has quit [Quit: mhaberler]
[01:29:58] <XXCoder1> ouch
[01:33:46] <andypugh> “Just eat this iron cyanide sir, it will make you feel better”
[01:33:55] <XXCoder1> lol
[01:34:08] <XXCoder1> well salt is made from 2 seriously toxic elements
[01:34:54] <andypugh> I don’t think sodoum is at all toxic. Though it would be hard to eat without injury :-)
[01:35:39] <XXCoder1> sodium true not toxic but not fun stuff either
[01:37:32] <LeelooMinai> It's highly reactive - sometimes causing explosions:)
[01:37:45] <witnit_> there are three kinds of people out there, ones who use phillips screws on machinery, ones who dont, and people who paint over phillips screws
[01:37:49] <witnit_> pricks
[01:37:54] <XXCoder1> lol
[01:38:23] <XXCoder1> there is 10 kinds of people, those who know binary and others
[01:38:33] -!- farbro [farbro!~farbro@host224.main.iit.edu] has joined #linuxcnc
[01:39:10] <XXCoder1> there is 2 kinds of people, those who can figure from incomplete data.
[01:39:31] <witnit_> :)
[01:39:34] <witnit_> i like that 1
[01:39:40] -!- Connor has quit [Quit: Leaving.]
[01:41:00] <roycroft> i generally replace phillips head screws on machinery with button head screws or socket head cap screws
[01:41:08] <witnit_> SAMES
[01:42:05] * jdh takes another look at Z's encoder sensor bolts
[01:42:11] <roycroft> on some machinery, namely some of the chinese stuff that comes with pot metal screws, i replace them all as soon as i get the machine
[01:42:38] <roycroft> on machines that have decent screws in the first place i usually swap them as i have cause to remove them
[01:42:39] <jdh> slippery slope
[01:43:03] <roycroft> you have to think of the chinese machines as kits
[01:43:11] <roycroft> and the parts are held together for shipping with pot metal fasteners
[01:44:07] <andypugh> There is nothing inherently wrong with the Phillips head
[01:44:14] <roycroft> no, there is not
[01:44:49] <XXCoder1> andypugh: in least its not standard
[01:45:08] <XXCoder1> I can't adjust my van tps because of its damn standard screws
[01:45:12] <roycroft> which is why i don't swap them out immediately when they're well-constructed phillips head screws
[01:45:17] <XXCoder1> would love it was it was bolts
[01:45:37] <zeeshan|2> fak
[01:45:41] <zeeshan|2> i think my Y servo has a bad bearing
[01:45:50] <zeeshan|2> rattling :p
[01:45:51] <andypugh> I think the problems people have are due to the smaller sizes almost working, and that Pozi drivers almost work too.
[01:46:24] <witnit_> andypugh, except improper fit between driver and head resulting in extra rear pressure to keep the taper point from acting as a wedge and forcing the screw driver out of the hole
[01:46:30] <witnit_> no there isnt
[01:46:44] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[01:47:06] <witnit_> the problem with phillips is the angles of the head and seat, nothing else
[01:47:35] <XXCoder1> witnit_: if I recall theres 2 variants of philips? and chinese ones is halfway in between so it fits nothing perfectly
[01:47:36] <roycroft> use a properly-constructed screw and a quality, correctly-sized screwdriver and you're fine
[01:47:42] <andypugh> Pozi is more parallel, but even with the Phillips the angles are small.
[01:47:47] <zeeshan|2> robertson ftw
[01:48:04] <XXCoder1> do you guys mill philips screwdrivers? lol
[01:48:19] <roycroft> one of the biggest "problems" with phillips screws is that the average homeowner not only has just a #2 phillips screwdriver, but is also not aware that there is more than one size
[01:48:24] <andypugh> I think part of the problem is that Phillips is intended as a means to drive relatively low-tensile fasteners.
[01:48:50] <tjtr33> i thought Prinz bits were same angles as Phillips but came to complete point
[01:48:57] <andypugh> Yes
[01:49:06] <witnit_> agreed, but i dont think they should ever be used on machinery
[01:49:21] <witnit_> cap screw or flat head
[01:49:39] -!- MacGalempsy has quit [Ping timeout: 246 seconds]
[01:49:49] <roycroft> i prefer hex socket screws when i'll be removing and reinstalling repeatedly
[01:49:52] <andypugh> (well, Frearson / Reed / Prince )
http://en.wikipedia.org/wiki/List_of_screw_drives#Frearson
[01:49:53] <renesis> stainless button head cap screws ftmfw
[01:49:56] <renesis> big ones
[01:50:31] <roycroft> that said, socket head screws are significantly more expensive than similar size phillips head screws
[01:50:42] <andypugh> Actually, for button heads I might prefer a slot to the hex that fits
[01:51:25] <roycroft> for permanant installation i usually use phillips head
[01:51:37] <renesis> no way man hex socket buttons are hot sex!
[01:51:38] <andypugh> (Interesting page, I have not knowingly seen a “Mortorq”
[01:51:57] <malcom2073> phillips: For spinning off and making impossible to reuse the screw once it's tight :P
[01:52:11] <renesis> ya srs
[01:52:17] <witnit_> my only real complaint is having to apply backpressure to the driver 9 times out of 10 with phillips style
[01:52:45] <andypugh> Hex buttons (and hex countersunk) actually have rather a small drive radius for the diameter. I would bet on Phillips against Hex for the same screw material.
[01:53:32] <andypugh> But you don’t generally see them in the same material.
[01:53:42] <witnit_> nothing too high tech here, we can all talk about screws hahaha
[01:54:27] <witnit_> sometimes i see people in here chatting and am just so completely lost
[02:00:50] -!- Loetmichel2 [Loetmichel2!~cylly@p54B112F4.dip0.t-ipconnect.de] has joined #linuxcnc
[02:01:32] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[02:02:23] -!- mozmck has quit [Read error: Connection reset by peer]
[02:03:27] <_methods> screw that
[02:05:33] <XXCoder1> Jymmm: they did it. Only 71 hours left, they did 30 achievements. someone at college posted pic of 100 people with cat ears
[02:08:41] <andypugh> I do hoe that they were not real cats ears?
[02:09:38] <XXCoder1> lol
[02:09:44] <XXCoder1> nah but man that was hard one
[02:09:58] <XXCoder1> yet easiest one to complete to cover 30th and final one
[02:10:22] -!- kb1bdw has quit [Read error: Connection reset by peer]
[02:11:08] <XXCoder1> andypugh:
https://www.kickstarter.com/projects/elanlee/exploding-kittens/posts/1137509
[02:12:33] <XXCoder1> they went far past 100 person requirement really
[02:12:44] <XXCoder1> if there was 250 one they probably reachjed it too lol
[02:14:36] <witnit_> im playing the "color the shaft with a sharpie, slide it in the sleeve and see where the rub marks are" game.
[02:15:14] <witnit_> every friggin place the last guy smacked the spindle edge with a punch it appears :/
[02:15:26] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[02:15:42] <andypugh> You need some Prussian Blue
[02:15:46] <witnit_> yep
[02:16:02] <witnit_> havent used the stuff since i was in highschool shop class
[02:16:46] <XXCoder1> got it cheap?
[02:16:53] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[02:17:01] <witnit_> the lathe?
[02:17:07] <XXCoder1> yea
[02:17:11] <witnit_> 250
[02:17:17] <XXCoder1> 250k?
[02:17:32] <witnit_> 250.00
[02:17:41] <XXCoder1> dang
[02:17:44] <XXCoder1> and new bearing?
[02:17:55] <witnit_> seems that way
[02:18:16] <witnit_> no tailstop,turret, crosslide, or collet closer
[02:18:22] <witnit_> stock*
[02:18:36] <witnit_> just the lathe and about 6 layers of paint
[02:19:02] <XXCoder1> selectly remove paint for cool finish
[02:19:14] <XXCoder1> assuming different colors
[02:19:25] <witnit_> well my options are, brown, orange and machine grey
[02:19:32] <witnit_> and rust
[02:19:37] <witnit_> lots of that color
[02:19:37] <XXCoder1> and bare
[02:19:50] -!- MacGalempsy_ has quit [Ping timeout: 244 seconds]
[02:19:50] <witnit_> oh yes but currently bare and rust are one in the same
[02:19:57] <XXCoder1> lol ok
[02:20:26] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[02:20:26] <witnit_> im pretty sure they stored it under a waterfall
[02:20:41] <XXCoder1> machine one with nature
[02:23:47] <andypugh> Does anyone know lots about beziers and splines?
[02:24:16] <XXCoder1> ask 2005 me
[02:24:21] <XXCoder1> he should know
[02:25:24] <andypugh> Right, so I should finish off this time machine I have been working on?
[02:25:32] <XXCoder1> why?
[02:25:36] <XXCoder1> just use timeirc client
[02:25:50] <XXCoder1> though I forgot what irc server I used to use then
[02:26:00] <XXCoder1> I wasnt on freenode then
[02:26:06] <andypugh> Does 2015 you know anything?
[02:26:14] <XXCoder1> unfortunately forgot a lot
[02:26:23] <XXCoder1> I do know theres quite a few node types
[02:26:30] <XXCoder1> those control how line bends around
[02:26:31] <andypugh> Like, for example, how Boehm’s algorithm works in practice?
[02:26:41] <XXCoder1> boehm heh forgot that
[02:28:08] <andypugh> I am trying to reprsent a b-spline in SVG, which only does quadratic and cubic beziers, you see.
[02:28:38] <XXCoder1> yeah utterly forgot that lol
[02:28:50] <XXCoder1> I think some of node types do that?
[02:29:04] <XXCoder1> just draw a line and delete all nodes but 3
[02:29:14] <XXCoder1> set middle node to one of those types
[02:30:03] <andypugh> Yes, all very easy to say, but what does that mean?
[02:30:41] <XXCoder1> lemme load inkscape
[02:31:10] <andypugh> Inside the Autodesk API I can split a spline into sub-curves, but they never have fewer than 5 knots, and that can’t be a cubic Bezier, as fas as I can tell
[02:31:17] <XXCoder1> https://www.dashingd3js.com/svg-paths-and-d3js
[02:31:20] <XXCoder1> any help?
[02:31:52] <andypugh> XXCoder1:
https://bugs.launchpad.net/inkscape/+bug/1421865
[02:32:29] <andypugh> Err, no, I got that far
[02:32:40] <XXCoder1> yah was pretty sure
[02:33:11] -!- MacGalempsy has quit [Remote host closed the connection]
[02:34:16] -!- erictheise has quit [Quit: erictheise]
[02:34:22] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[02:34:24] <witnit_> what do you need to know exactly andypugh?
[02:35:18] <XXCoder1> this converts list of points to cubic spline
http://www.inkscapeforum.com/viewtopic.php?f=16&t=11671
[02:35:42] <XXCoder1> it has link to pdf about splines and bezier curves
[02:35:48] <XXCoder1> might be useful
[02:36:15] -!- TTN has quit [Ping timeout: 250 seconds]
[02:38:27] <andypugh> XXCoder1: It’s too late to get too far in to this tonight. But:
http://forums.autodesk.com/t5/inventor-customization/inventor-sketchspline-to-svg-bezier/td-p/5499976
[02:39:44] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[02:39:50] <XXCoder1> good article
[02:40:00] <XXCoder1> nurbs to b-spline seems complex
[02:40:12] <andypugh> XXCoder1: Hmm, that might be the paper I need, I will have a look tomorrow.
[02:40:32] -!- TTN has quit [Remote host closed the connection]
[02:40:34] <XXCoder1> hope its usefyl
[02:40:50] <zeeshan|2> f autodesk alias
[02:40:53] <zeeshan|2> abd bsplines !
[02:41:02] <zeeshan|2> it was confusin :P
[02:41:04] <andypugh> I could probably use the Autodesk Inventor “spline to strokes” method to get points and then arc-fit them and that would be fine, but unsatisfying.
[02:41:21] <zeeshan|2> """"
[02:48:32] -!- fablab has quit [Ping timeout: 252 seconds]
[02:48:58] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[02:50:33] -!- FreezingCold has quit [Ping timeout: 250 seconds]
[02:59:21] <witnit_> these hardinge spindles are significantly more robust than i was expecting.
[02:59:23] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[03:07:13] <XXCoder1> andypugh: I wonder about physics of one thing
[03:07:29] <XXCoder1> can you make some strong metal ballon thin enough to hold vacuum inside
[03:07:31] -!- fablab [fablab!~fablab@2001:a60:1355:cc01:f1ca:ecac:6a62:2b79] has joined #linuxcnc
[03:07:32] <XXCoder1> would it float?
[03:07:41] <andypugh> I wonder about the Physics of _everything)
[03:08:00] <andypugh> Yes
[03:08:11] <XXCoder1> why dont anyone ever make one
[03:08:20] <andypugh> Why bother?
[03:08:29] <XXCoder1> it would last forever I would think
[03:08:53] <andypugh> Even quite a thick balloon full of vacuum would float.
[03:09:09] <jdh> you just need a container rigid enough to hold vacuum and be lighter than air.
[03:09:16] <witnit_> metal balloon that would float? you mean a boat?
[03:09:22] <XXCoder1> creative folding would do it I guess
[03:09:24] <witnit_> ahjahjahj
[03:09:44] <XXCoder1> folding to increase strength is quite old
[03:09:51] <XXCoder1> witnit_: I didnt say boat
[03:09:57] <XXCoder1> float in air
[03:10:05] <witnit_> ohhhh
[03:10:07] <XXCoder1> density must be lower than air
[03:10:10] <andypugh> Ah, sorry, witnit asked the right question. What do you want it to float _in_
[03:10:27] <XXCoder1> yeah guess didnt give full details
[03:10:29] <XXCoder1> srry
[03:10:49] <andypugh> Floating in water, no trouble at all.
[03:10:54] <witnit_> maybe if you fill it with a helium
[03:10:58] <andypugh> Floating in air. Harder.
[03:11:03] <XXCoder1> witnit_: helium is easy
[03:11:17] -!- zeeshan [zeeshan!~kvirc@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[03:11:18] <witnit_> but a vaccuum does not mean lighter by volume does it?
[03:11:20] <XXCoder1> vacuum is harder since it would have to stay full size
[03:11:25] <witnit_> like enough
[03:11:38] <XXCoder1> it is lighter, nothing has zero densiry
[03:11:48] <andypugh> Why not equalise with Helium, which is only a bit more dense than vacuum but can have equal pressure.
[03:11:49] -!- zeeshan|2 has quit [Ping timeout: 264 seconds]
[03:11:55] <XXCoder1> pressure is huge though and would crush metal thing down
[03:12:09] <XXCoder1> andypugh: helium that low density
[03:12:18] <XXCoder1> hyrogen is even lower but interesting
[03:12:19] <andypugh> Yeah,
[03:12:38] <andypugh> Actually Hydrogen is not that mucj less dense
[03:12:47] <XXCoder1> wonder if can cheat a little
[03:12:49] <andypugh> H2 v He1
[03:12:55] <XXCoder1> hot helium
[03:13:00] <XXCoder1> enough to hold pressure
[03:13:08] -!- Mr_Sheesh has quit [Quit: brb rebooting]
[03:13:14] <XXCoder1> till it gets high enough and cool and would be balanced high up
[03:13:22] <XXCoder1> so it will last longer before exploding
[03:13:42] <witnit_> I wonder if it would make an earth shattering kaboom
[03:13:47] <andypugh> That’s an interesting idea. Do the analysis
[03:13:58] <zeeshan> anyone know what kind of oil a cnc machine gear box should take
[03:14:00] <XXCoder1> unfortunately I cant do it lol
[03:14:03] <zeeshan> usually i dumped 75w90
[03:14:07] <zeeshan> in my lathe spindle box
[03:15:00] <andypugh> This is a bit like an argument I had at work. “This is at 99% vacuum, but it would need to be 10x as strong to support 99.9% vacuum….
[03:15:09] <CaptHindsight> http://www.batteryspace.com/lifepo4-26650-rechargeable-cell-3-2v-3300-mah-19-8a-rate-10wh---un38-3-passed-ndgr.aspx anyone have any problems with their Lithium iron phosphate batteries?
[03:17:43] <andypugh> (To be fair, that vacuum discussion was in units that made it less clear what the difference was)
[03:19:00] <andypugh> CaptHindsight: No. But a more relevant battery chemistry discussion for many of us is:
http://www.truetex.com/buttons.htm
[03:19:37] <andypugh> The cheap calipers come with LR44 and those are not the same as the SR44.
[03:20:06] -!- ejb has quit []
[03:20:08] <XXCoder1> andypugh: would cheap batteries affect caliper accuracy?
[03:20:11] -!- bilboquet has quit [Remote host closed the connection]
[03:20:29] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[03:20:52] <andypugh> No, They still work, but have you noticed how they spend about 1 week OK then 9 months flashing for low battery?
[03:21:05] <XXCoder1> mines lasting just fine
[03:21:17] <XXCoder1> $25 calipers lol
[03:21:27] <XXCoder1> accuracy I wouldnt trust it past .01
[03:21:29] <andypugh> I bet you an LR44 that yours has an SR44 in it
[03:22:48] <XXCoder1> dunno maybe lol
[03:23:02] <XXCoder1> furrywolf: hey whats those strip thing that help me connect wires together
[03:23:22] <XXCoder1> one with screws parallel with strips of metal
[03:23:29] <XXCoder1> *called
[03:23:38] <andypugh> Anyway, I should have been asleep hours ago.
[03:23:48] -!- andypugh has quit [Quit: andypugh]
[03:24:39] <witnit_> I will need toothed pulley with 3.200in bore
[03:24:41] <witnit_> :/
[03:25:39] -!- skorasaurus has quit [Ping timeout: 245 seconds]
[03:36:21] <XXCoder1> hope you find it
[03:43:49] -!- DaViruz has quit [Ping timeout: 256 seconds]
[03:44:57] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[03:48:09] amnesic is now known as amnesic_away
[03:49:13] -!- AR_ has quit [Ping timeout: 244 seconds]
[03:53:22] <witnit_> okay, who wants to make me timing pulley with 3.2 bore? =D
[03:56:56] <bobo_> zeeshan: Maho for vertical Quill - vertical head drive - horzintal work spindle drive ger - main transmission , uses CL46 lub oil
[03:58:44] <bobo_> CL 46 =Mobile -- DTE mediam =Mobile DTE 25
[04:09:27] -!- xlogik [xlogik!~xlogik@c-76-118-254-218.hsd1.ma.comcast.net] has joined #linuxcnc
[04:17:21] <bobo_> zeeshan Shell Tellus oil C46 =Cl46
[04:18:21] <bobo_> Maho slide way oil =CG LP 220
[04:21:09] <bobo_> CG LP 220 ---- Mobile =slideway oil 220 , Shell = Tonna oil TX 220
[04:23:51] <bobo_> I do remember Nick Mueller saying Shell slideway oil reduced stiction
[04:24:50] -!- kb1kdw has quit [Remote host closed the connection]
[04:38:09] -!- Sigmac has quit [Client Quit]
[04:38:55] <zeeshan> im gonna use a bit thicker
[04:38:59] <zeeshan> iso68
[04:39:03] <zeeshan> mobil vactra2
[04:39:37] <zeeshan> witnit: just buy a pulley
[04:39:38] <zeeshan> and rebore it
[04:40:42] <zeeshan> http://princessauto.com/en/detail/tellus-s2v-all-season-68-hydraulic-oil/A-p8337123e
[04:41:10] <witnit_> yeah i can but my lathe is trash and i have not a 4 jaw chuck so i will have to indicate it on my mill and bore it
[04:41:27] <zeeshan> gotta use what you got :P
[04:41:42] <XXCoder1> witnit_: hammer and chasel ;)
[04:42:07] <witnit_> if anyone has an appropriate pulley they dont need and want to bore it and mail it to me I wont complain =D
[04:45:21] <zeeshan> bobo
[04:45:23] <zeeshan> 220 is some heavy oil!
[04:45:38] <zeeshan> its almost like motor oil
[04:51:53] <bobo_> zeeshan CL46 and CG LP 220 are old designations , don't know what they = in present day equiv. big thing is not to desolve seals
[04:54:42] -!- tjtr33 has quit [Quit: Leaving]
[04:57:14] <XXCoder1> wish im electrician
[04:57:15] <XXCoder1> http://www.amazon.com/gp/product/B00IRYFB3C/?tag=thedigrea-20&linkId=OODTBQU2WUCSZPOB
[04:57:20] <XXCoder1> fun with hacking
[04:57:42] <zeeshan> bobo_:
[04:57:46] <zeeshan> 46 is the weight
[04:57:49] <zeeshan> same w/ 220
[04:57:51] <zeeshan> shrug :P
[04:58:26] -!- ve7it has quit [Remote host closed the connection]
[05:01:33] -!- karavanjo has quit [Ping timeout: 244 seconds]
[05:02:51] <bobo_> zeeshan you are correct , but it is also what was added vers what is now added to the oils that can also help or hinder these old machines
[05:03:15] <zeeshan> im gonna grab some of that s2v
[05:03:16] <zeeshan> oil
[05:03:32] <zeeshan> do you know how much quantity it takes?
[05:03:34] <zeeshan> i put a gallon in
[05:03:37] <zeeshan> and its still not full :P
[05:03:48] <zeeshan> i notice there are 2 inspection glasses
[05:03:58] <zeeshan> one near the input pulley from the electric motor
[05:04:05] <zeeshan> and one near the Y glass scale
[05:06:31] <bobo_> I don't know . guess half way on both sight glasses. front glass may be horz spindle ?
[05:06:50] <zeeshan> i dont see a seperate fill hole fo rit
[05:06:52] <zeeshan> ill keep adding oil
[05:06:55] <zeeshan> till i see em change :P
[05:08:59] <bobo_> glug-glug-glug ,,,,,, why is the floor slippery?
[05:09:43] <zeeshan> lol
[05:09:46] <zeeshan> no leaks :P
[05:09:57] <bobo_> good
[05:10:04] <zeeshan> im a bit annoyed though
[05:10:08] <zeeshan> i think my y axis servo
[05:10:10] <zeeshan> has a bearing motor bearing
[05:10:13] <zeeshan> its gotten louder
[05:10:26] <zeeshan> ill need to take it off
[05:10:29] <zeeshan> and try to spin the pulley
[05:10:30] <zeeshan> and see whats up
[05:12:26] <bobo_> motor may be easier than ball screw end bearings/thrust bearings
[05:14:42] <zeeshan> before i take anything apart
[05:14:51] <zeeshan> i wanna try lubricating the entire system :P
[05:15:10] <zeeshan> they charged my credit card
[05:15:15] <zeeshan> so i think fittings are in :)
[05:16:12] -!- johtso has quit [Quit: Connection closed for inactivity]
[05:17:16] <bobo_> lub fittings ----where did you order them from ?
[05:17:40] ttuner is now known as toxx
[05:18:04] <zeeshan> https://www.flocomponents.com/
[05:19:52] -!- amiri has quit [Ping timeout: 245 seconds]
[05:20:12] <bobo_> they are on your side of the border . Great-----less hassel
[05:20:21] <zeeshan> yes
[05:20:26] <zeeshan> and cheap too
[05:20:47] <zeeshan> devco wanted min order of 400
[05:20:48] <zeeshan> lol
[05:21:07] <zeeshan> these guys cost me $60 for 10 fittings of each kind
[05:21:10] <zeeshan> and some hose
[05:23:09] <bobo_> guess who got the sale now and mayby future sales . got to wonder about the Big business thinking
[05:29:18] <bobo_> zeeshan l "T" nuts ---looked as if you were making some . will you be threading them for metric hardeware or inch hardeware ?
[05:29:32] <zeeshan> 3/8" :)
[05:30:10] <bobo_> that is my thought also
[05:31:00] <zeeshan> metric is ok to find
[05:31:05] <zeeshan> inch is easiest
[05:31:12] <zeeshan> every store has it
[05:32:24] <bobo_> metric hold down "kits" are more $
[05:35:58] <witnit_> I think this is great idea and should probably consider it more often myself "<zeeshan> before i take anything apart
[05:35:59] <witnit_> <zeeshan> i wanna try lubricating the entire system :P"
[05:37:05] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[05:37:05] -!- TTN has quit [Changing host]
[05:37:05] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[05:38:41] -!- DaViruz [DaViruz!~daviruz@c83-253-202-121.bredband.comhem.se] has joined #linuxcnc
[05:41:38] -!- furrywolf has quit [Ping timeout: 246 seconds]
[05:50:35] <bobo_> zeeshan that photo of the Mikron WF 21 C ------ noticed the Z axis way cover is a plain stright material type cover. nice looking machine
[05:51:03] <zeeshan> its an accordian
[05:51:06] <zeeshan> bellow
[05:51:10] <zeeshan> but with metal blades on it
[05:55:47] -!- shadowjack_ [shadowjack_!~shadowjac@195.16.110.185] has joined #linuxcnc
[05:55:51] <bobo_> you may be right ---to me it seems to project out at bottom near the table as non accordian type would/does
[05:56:28] -!- maximilian_h [maximilian_h!~bonsai@dslb-188-099-199-213.188.099.pools.vodafone-ip.de] has joined #linuxcnc
[05:57:08] <zeeshan> http://www.ebay.de/itm/Z-Balg-fur-MIKRON-WF21C-D-WF31C-CH-D-DE-SA-WF32D-CH-Frasmaschine-/121561123097?pt=Industriemaschinen&hash=item1c4d9b8919
[05:57:12] <zeeshan> the metal is just fish scales
[05:57:13] <zeeshan> :P
[05:58:23] -!- jack16 has quit [Ping timeout: 244 seconds]
[05:58:41] -!- maximilian_h1 has quit [Ping timeout: 256 seconds]
[06:03:12] <bobo_> Franz Singer is not considered the cheapest place for parts , but is known for good quality
[06:03:22] -!- moorbo has quit [Read error: Connection reset by peer]
[06:03:48] -!- moorbo [moorbo!~moorbo@dyn-21-35.mdm.its.uni-kassel.de] has joined #linuxcnc
[06:12:33] -!- shadowjack_ has quit [Read error: Connection reset by peer]
[06:16:06] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[06:18:14] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[06:20:52] -!- MacGalempsy has quit [Ping timeout: 240 seconds]
[06:34:07] -!- Connor [Connor!~Connor@24.214.127.194] has joined #linuxcnc
[06:40:45] -!- robi_ [robi_!~robi@pool-108-23-106-180.lsanca.fios.verizon.net] has joined #linuxcnc
[06:40:51] robi_ is now known as Cromaglious
[06:43:40] <Cromaglious> brb
[06:43:40] -!- Cromaglious has quit [Client Quit]
[06:44:47] -!- witnit_ has quit [Ping timeout: 246 seconds]
[06:47:22] -!- Cromaglious [Cromaglious!~robi@pool-108-23-106-180.lsanca.fios.verizon.net] has joined #linuxcnc
[06:47:51] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[06:49:24] -!- MacGalempsy_ has quit [Ping timeout: 245 seconds]
[06:53:25] -!- MacGalempsy has quit [Remote host closed the connection]
[06:53:45] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[06:53:59] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[06:57:02] <MacGalempsy> anyone on tonight live near nw arkansas?
[07:00:19] <Cromaglious> I haven't been near Joplin, mo since 1996
[07:02:59] -!- syyl [syyl!~sg@p579B1644.dip0.t-ipconnect.de] has joined #linuxcnc
[07:03:08] <Cromaglious> ugh... my new to me machine wants PC2-5300 memory... 1GB on XP Blows, my linux ubuntu boxen has 1GB 4 256MB DDR400 sticks, I just bought 4GB for $30
[07:03:10] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-70-233.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[07:03:57] <Cromaglious> I have to wait until the 17th to get the PC2-5300 and it'll be $37 for 4gb
[07:04:44] <Cromaglious> then I have to get a stick of ram for 2 atom boards....
[07:06:57] -!- kwallace2 has quit [Ping timeout: 245 seconds]
[07:13:49] -!- Tom_itx has quit [Ping timeout: 244 seconds]
[07:15:16] -!- zlog has quit [Ping timeout: 255 seconds]
[07:15:19] <Cromaglious> hmmm 4gb kit is $36 vs 2 2gb sticks at $46
[07:15:36] -!- KimK_laptop has quit [Ping timeout: 250 seconds]
[07:17:52] -!- zlog [zlog!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[07:17:56] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[07:18:08] -!- KimK_laptop [KimK_laptop!~Kim@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[07:19:59] -!- f1oat has quit [Ping timeout: 246 seconds]
[07:20:20] -!- Cromaglious has quit [Ping timeout: 246 seconds]
[07:20:40] -!- MacGalempsy has quit [Ping timeout: 255 seconds]
[07:27:09] -!- bobo_ has quit [Quit: Page closed]
[07:37:37] -!- farbro has quit [Ping timeout: 264 seconds]
[07:40:28] -!- MacGalempsy_ has quit [Ping timeout: 255 seconds]
[07:44:13] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[07:49:42] -!- Miner_48er has quit [Quit: Leaving]
[07:50:48] -!- MacGalempsy has quit [Remote host closed the connection]
[07:53:39] -!- erictheise has quit [Quit: erictheise]
[07:59:45] -!- Cromaglious [Cromaglious!~robi@pool-108-23-106-180.lsanca.fios.verizon.net] has joined #linuxcnc
[08:01:51] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[08:02:39] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:02:46] <Deejay> moin
[08:04:12] -!- witnit_ [witnit_!~john@208-38-253-24.hntninaa.metronetinc.net] has joined #linuxcnc
[08:04:41] <Cromaglious> morning
[08:05:00] <witnit_> morning crom
[08:06:03] <Deejay> mojn
[08:06:25] <witnit_> =D
[08:06:30] <MacGalempsy> hi deejay
[08:06:42] <MacGalempsy> how is your straw packaging machine working?
[08:06:50] <Cromaglious> ugh time to buy new network cables... I guess after 15 years it's time
[08:06:59] <Deejay> hi MacGalempsy! the machine works fine! :)
[08:07:20] <MacGalempsy> excellent. you been making big bucks with it?
[08:07:32] <Deejay> uh, not yet ;)
[08:07:56] <MacGalempsy> if you build it, they (moneys) will come!
[08:08:01] <Cromaglious> straw? like in weaving straw?
[08:09:13] <SpeedEvil> Automated CNC basketweaving would be fun
[08:09:20] <Deejay> dunno what weaving straw is... straw like crop straw
[08:09:27] <Deejay> hehe
[08:09:29] <witnit_> i think they do that over at reprap no?
[08:09:55] <Cromaglious> weaving straw like in straw hats
[08:10:00] <Deejay> ah
[08:10:32] <SpeedEvil> Oh - a machine for packaging straw - a baler - not a machine for packaging instraw.
[08:10:33] <SpeedEvil> :)
[08:10:40] <SpeedEvil> Balers are fun.
[08:10:50] <Cromaglious> balers are EVIL
[08:11:05] <MacGalempsy> threshers are evil!
[08:11:23] <Cromaglious> threshers are KEWLIOS!
[08:11:28] <MacGalempsy> linuxcnc is evil! lol\
[08:11:47] <Cromaglious> what's a good Linux cad program?
[08:12:01] <SpeedEvil> Blender.
[08:12:05] * SpeedEvil lolz.
[08:12:12] <SpeedEvil> You can use blender for cad
[08:12:15] <MacGalempsy> Blender is EVIL!
[08:12:26] <SpeedEvil> http://www.mauve.plus.com/blend.png
[08:12:30] <SpeedEvil> step 0 of my shed
[08:12:36] <SpeedEvil> - with accurate mortice and tenons
[08:13:24] <MacGalempsy> sheds are evil
[08:13:30] <MacGalempsy> but a necessary one
[08:13:40] <SpeedEvil> ~3.6m cube
[08:13:52] <MacGalempsy> such a basic shed deserves the old fashion pencil and paper
[08:14:06] <Cromaglious> been putting off finishing my shelf for 3 years
[08:14:16] <witnit_> anyone know their martin pulleys well?
[08:14:46] <Cromaglious> martinelli's cider
[08:15:43] <MacGalempsy> mmm I remember as a kid acting like it was champange
[08:17:57] -!- anarchos [anarchos!~anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[08:18:32] <Cromaglious> watching doubleboost on youtube, I love his CYberman helmet
[08:19:06] <MacGalempsy> I hate snow...it is delaying the delivery of some stuff for my cnc...
[08:19:26] <Cromaglious> it was 82 today
[08:19:40] <MacGalempsy> :P
[08:19:53] <witnit_> what machine are you needing that dual cards for MacGalempsy
[08:20:14] <renesis> guys you like drum n bass?!
[08:20:28] <renesis> NEW SPOR!!
https://soundcloud.com/spor/as-i-need-you-annie-mac-first-play-feb-13
[08:20:54] <MacGalempsy> https://www.flickr.com/photos/58181938@N03/sets/72157648156040358/
[08:21:16] <MacGalempsy> witnit_: trying to get this thing working 100%
[08:21:33] <MacGalempsy> I had it running on 3 axis, but was afraid to start the VFD...
[08:21:48] <Cromaglious> I'm more wicked tinkers... Drums and irish horn
[08:22:14] <MacGalempsy> I like caribbean country, like jimmy buffet!
[08:22:47] <witnit_> what all components are non functional right now?
[08:23:18] <MacGalempsy> that is the problem. I could not figure out how to get the 7i84 to function...
[08:23:36] <MacGalempsy> i feel good about the wiring, but im a programming idiot
[08:24:16] <witnit_> so you mean you have it all wired you just need a little boost on getting the card talking to it?
[08:24:37] <MacGalempsy> that and some direction as to sequencing the events...
[08:24:45] <Cromaglious> thinking music is chamber quartet with harpsicord, driving music is pretty much anything Devo, relaxing music is Crooners - dean martin, doiris day, blue eyes,
[08:25:18] <MacGalempsy> one of the ops here said he would look at it in his free time, for pay, which is ok, so I just need to chill
[08:26:17] -!- TTN has quit [Remote host closed the connection]
[08:26:38] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[08:27:35] <witnit_> i like that BEI encoder, i have a couple of those
[08:27:42] <MacGalempsy_> the hardest part was pinning everything out
[08:28:00] <MacGalempsy_> that one is on the ATC
[08:28:23] <witnit_> in the software or the hardware?
[08:28:31] <MacGalempsy_> most of the stuff is wired to relays and the signal wires are sent to the mesa card
[08:29:05] <MacGalempsy_> hardware side
[08:29:58] -!- MacGalempsy has quit [Ping timeout: 255 seconds]
[08:30:15] -!- MacGalempsy_ has quit [Client Quit]
[08:30:34] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[08:30:35] -!- ReadError has quit [Excess Flood]
[08:30:38] <MacGalempsy> waiting for a breaker and a rs232 cable to get touchy to work
[08:31:29] -!- ReadError [ReadError!readerror@ec2-50-19-189-163.compute-1.amazonaws.com] has joined #linuxcnc
[08:33:10] <MacGalempsy> brb
[08:34:05] <Cromaglious> I need to look through my crap and find my db25m/f 25 wire cable... I have a nice 12' one somewhere
[08:35:05] <Cromaglious> nite all
[08:35:09] <witnit_> any of you using the mesa cards with 50 pin header, these boards are great
[08:35:13] <witnit_> http://www.ebay.com/itm/Potter-Brumfield-2I0-24-I-O-Mounting-Board-w-x18-ODC5-See-Details-/400652559113?pt=LH_DefaultDomain_0&hash=item5d48c0e309
[08:35:26] <witnit_> plug in the cable and start wiring up your inputs/outputs
[08:36:07] -!- mttr has quit [Ping timeout: 245 seconds]
[08:36:43] -!- anarchos has quit [Read error: Connection reset by peer]
[08:39:18] <Cromaglious> wooo 4TB drive for less than $140
[08:42:05] <MacGalempsy> witnit_: I aint buying jack else until this thing is going (except food)
[08:42:25] <witnit_> :)
[08:42:50] <witnit_> anyone want to quote a brass job for 5,000pcs?
http://tinypic.com/r/2a4x2tz/8
[08:43:32] <MacGalempsy> you may be able to find someone on aliexpress
[08:43:51] <MacGalempsy> depending on how bad you need it done
[08:43:56] -!- anarchos [anarchos!~anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[08:44:07] <witnit_> well they need 60,000 but they want 5,000 yesterday
[08:44:21] <MacGalempsy> wow.
[08:44:34] <witnit_> I can do the 60k but my setup time is way too long
[08:44:35] <MacGalempsy> machine or cast?
[08:44:43] <witnit_> machined
[08:45:23] <MacGalempsy> my end goal is to make vintage landcruiser parts
[08:45:46] <MacGalempsy> so once the cnc part is done, it will be on to plastic injection
[08:45:52] <witnit_> :)
[08:46:53] <archivist> wont go through my sliding head :(
[08:46:58] <witnit_> ;(
[08:47:34] <archivist> rob_h has a machine but he too is in uk like me
[08:48:01] <witnit_> bummer, however, if i get any jobs in the area i will send them to you guys first =D
[08:50:26] <witnit_> you need a job for your machine archivist?
[08:50:54] <archivist> it is not cnc'd yet
[08:51:27] <witnit_> these guys that sell knife making kits and handle bolts.....
[08:51:32] <archivist> I need funds to finish conversion before it does any work
[08:51:39] <witnit_> always looking for a thousand of something
[08:51:41] <MacGalempsy> how much per part do they pay?
[08:51:45] <witnit_> pennies
[08:52:05] <MacGalempsy> so like 60k will be like 5k?
[08:52:19] <witnit_> more in this case
[08:53:00] <witnit_> the part is complex enough most would have trouble keeping up and holding a tolerance
[08:53:16] <witnit_> luckily i would run it on a 5-6 spindle automatic
[08:53:32] <witnit_> so after wages i can still do really well on it.
[08:53:44] <witnit_> I will rough quote it for 60K and let you know how much i charge
[08:54:50] <witnit_> if you look, a very large % of the material turns into shavings. since its brass and has good return i will have to figure that into the quote.
[08:57:01] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[08:58:50] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[08:59:13] -!- MacGalempsy has quit [Ping timeout: 255 seconds]
[08:59:23] <Cromaglious> hmmm 42 out of a 120" bar with a 2.4" stub
[08:59:43] <MacGalempsy_> wow. those returns are so low per part
[09:00:07] <MacGalempsy_> the guy who told me he would buy the plastics in bulk said he would pay $15 per knob
[09:00:19] <witnit_> how many?
[09:00:59] <MacGalempsy_> there are 17 different knobs in the truck, plus whatever else I can come up with . I told him a minimum of 100 sets
[09:01:52] <witnit_> my cycle time is under 10 seconds
[09:01:53] <Cromaglious> 1429 bars for 60018 units so probably 1435 10' 13/16" C36000 bars
[09:02:52] <MacGalempsy_> as of now it is only a dream until this first machine is up and going...
[09:03:04] <witnit_> you can get it :)
[09:03:18] <MacGalempsy_> thanks...
[09:03:36] <Cromaglious> 287' of stubs..
[09:03:38] <MacGalempsy_> so if anyone needs some oil and gas wells drilled and modeled, we can work out a trade
[09:04:35] -!- gonzo_ has quit [Read error: Connection reset by peer]
[09:05:07] <witnit_> crom you wanna figure up scrap for me hahahaha
[09:05:15] <Cromaglious> 26' of stubs for 5000 parts
[09:05:35] <Cromaglious> hmm turnings...
[09:05:38] -!- rob_h [rob_h!~robh@90.208.148.95] has joined #linuxcnc
[09:05:53] <Cromaglious> Lemme find density
[09:06:07] <witnit_> crom
[09:06:10] <witnit_> http://what.duckdns.org/
[09:06:29] <witnit_> .307lbs cubic inch for 360 brass
[09:07:40] <witnit_> heres the actual spreadsheet if you want to try it out
[09:07:46] <witnit_> http://what.duckdns.org/samplespreadsheet.ods
[09:08:04] <witnit_> it has a scrap calc on right, for doing turned areas and another for bores
[09:08:42] -!- vapula [vapula!~rolland@72-236.80-90.static-ip.oleane.fr] has joined #linuxcnc
[09:08:55] <witnit_> I need to finish hooking up a few numbers in it but its 90% done
[09:09:02] -!- cmorley has quit [Ping timeout: 245 seconds]
[09:10:32] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[09:14:12] -!- gonzo_ [gonzo_!~gonzo_@host-92-14-209-118.as43234.net] has joined #linuxcnc
[09:19:51] <MacGalempsy_> so how long have you been a machinist witnit_?
[09:24:41] -!- balestrino [balestrino!~SB@131.114.31.66] has joined #linuxcnc
[09:25:15] <witnit_> well, I suppose i started being a "machinist" since highschool shop class when i was 15. im 28 now.
[09:25:58] -!- cmorley [cmorley!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[09:27:34] -!- asdfasd [asdfasd!~332332@176.254.58.18] has joined #linuxcnc
[09:29:39] -!- BellinganRoy [BellinganRoy!~Bellingan@host173-5-dynamic.17-79-r.retail.telecomitalia.it] has joined #linuxcnc
[09:32:55] <MacGalempsy_> i see, you in the states?
[09:32:56] <witnit_> Im not that good on a mill, I just dont do it enough, I drill alot of holes and turn alot of parts. my personal specialty is automating long production runs and repairing anything with moving parts
[09:32:59] <witnit_> indiana
[09:33:31] <MacGalempsy_> that sounds good, so you are burning the midnight oil like me? Im on the graveyard shift
[09:33:54] <witnit_> its my style i guess, I just cant sleep normal hours
[09:34:02] <witnit_> usually up for two days down for 1
[09:34:16] <witnit_> as it works out
[09:36:30] <MacGalempsy_> I kind of like the graveyard shift, been on it for about 3 years now
[09:36:41] <witnit_> what do you do?
[09:36:45] <MacGalempsy_> usually less stuff to deal with, but it can get rediculous
[09:36:56] <MacGalempsy_> geologic modeling
[09:37:02] <witnit_> ooh
[09:37:05] <MacGalempsy_> realtime for oil and gas wells
[09:38:04] <witnit_> so do you look at grainy ultrasounds and convert them into pretty color graphs?
[09:38:08] <witnit_> or? am i off
[09:38:34] <MacGalempsy_> if you have google hangout, I can show you
[09:38:47] <MacGalempsy_> https://plus.google.com/hangouts/_/event/c6fq454g46bctlm5cpqu7l7t62g
[09:38:48] <witnit_> i try to not have google anything :/
[09:38:59] <witnit_> but then i search.... and they know all
[09:39:00] <MacGalempsy_> lol. this is the reprap hangout
[09:39:21] <witnit_> yeh, no google account :/
[09:39:23] <MacGalempsy_> I use gamma data, and others if they pay up . then model where we think we are in section
[09:40:03] <MacGalempsy_> in some of these wells, being in zone for 5000 ft compared to 500 ft could be millions in returns over the life of the wells
[09:41:27] <MacGalempsy_> this is like my 8th or 9th year in the industry. its kind of scary right now with prices being so low
[09:41:40] <MacGalempsy_> hence the reason for wanting to learn cnc machining
[09:42:52] <MacGalempsy_> software design is easy, just not programming
[09:42:59] <witnit_> I suggest get a quality small hand lathe or mill, buy brass, aluminum, delrin, steel, and stainless steel material and just play around
[09:43:09] <witnit_> do it for hours, just to make shavings
[09:43:33] <witnit_> you will understand so much more when you have problems later with your cnc
[09:43:43] <MacGalempsy_> ok. i have been buying scrap aluminum and carbon on ebay when the prices are fair
[09:44:33] <witnit_> is it chatter, is my tool dull, am i cutting too fast, is the machine not ridgid, once you get a feel for a machine and the materials you can diagnose a majority of problems just by listening to the machine cut
[09:45:48] <MacGalempsy_> hmmm. ok
[09:45:54] <archivist> is the tool hanging out too far from the holder
[09:46:25] <witnit_> is there enough relief in my tool to cut at this feedrate...
[09:46:37] <archivist> is the material work hardening or free cutting
[09:46:53] <witnit_> some tool steel and a bench grinder is nice too
[09:47:00] <archivist> do you have a crap finish due to built up edge
[09:47:21] <witnit_> do you have build up on ledge due to wrong coating type?
[09:47:34] <archivist> or lack of lube
[09:48:29] <archivist> there are some good youtube vids on built up edge
[09:48:46] <witnit_> MacGalempsy_,
http://lindsayengraving.com/tour/photos/hardinge1small.jpg
[09:49:01] <witnit_> these are nice and fairly common
[09:50:42] <archivist> and...cnc is not always the right answer for very low qty production
[09:50:47] <MacGalempsy_> not sure I want to get a lathe.
[09:51:07] <archivist> I cannot work without a lathe
[09:51:11] <witnit_> same
[09:51:14] <MacGalempsy_> barely have enough room in my garage for the stuff I got
[09:51:17] <witnit_> i can do without a mill
[09:51:19] <witnit_> a lathe tho
[09:51:23] <witnit_> is so much
[09:51:30] <MacGalempsy_> I guess it depends on what you want to get into
[09:51:34] <witnit_> true
[09:52:04] <MacGalempsy_> at some point it would be cool to build up a whole shop...
[09:52:06] -!- anarchos has quit [Quit: This computer has gone to sleep]
[09:52:35] <MacGalempsy_> trying to focus on the task at hand, then get new toys when the equity and need are there
[09:52:48] <archivist> I make the arbors for the mill rotary on the lathe too
[09:53:12] <MacGalempsy_> brb snack attach
[09:53:14] <MacGalempsy_> attack
[09:53:59] <witnit_> i just had to tighten the clutch in my lathe yesterday
[09:54:15] <witnit_> two little clicks and those lever were cracking over
[09:54:34] <witnit_> one click the other way and the spindle wouldnt turn
[09:57:03] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[09:59:58] -!- MacGalempsy_ has quit [Ping timeout: 255 seconds]
[10:01:10] -!- Valen has quit [Quit: Leaving.]
[10:04:19] <MacGalempsy> dang its cold out here!
[10:07:11] -!- Brunetty [Brunetty!Brunetty@unaffiliated/brunetty] has joined #linuxcnc
[10:26:57] -!- TTN has quit [Ping timeout: 245 seconds]
[10:27:24] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[10:27:51] -!- MacGalempsy_ has quit [Remote host closed the connection]
[10:30:07] -!- MacGalempsy has quit [Ping timeout: 255 seconds]
[10:42:46] -!- SB_ [SB_!SB@2001:760:2c0c:702:3ca4:8f6f:3146:da76] has joined #linuxcnc
[10:46:29] -!- balestrino has quit [Ping timeout: 246 seconds]
[10:54:01] -!- balestrino [balestrino!SB@2001:760:2c0c:702:a064:c552:507e:99ad] has joined #linuxcnc
[10:57:07] -!- SB_ has quit [Ping timeout: 265 seconds]
[11:11:27] <witnit_> this is probably a steal if you know how to use it.
http://www.ebay.com/itm/Grinding-Wheel-Dresser-J-/181669017503?pt=LH_DefaultDomain_0&hash=item2a4c51379f
[11:11:50] <witnit_> I already have one or i would buy it :)
[11:14:50] -!- syyl_ws [syyl_ws!~sg@p200300632C1A1488020D60FFFE678AE7.dip0.t-ipconnect.de] has joined #linuxcnc
[11:22:11] <SpeedEvil> Is your one on ebay?
[11:22:24] <witnit_> nope, in my grinding room
[11:22:31] <witnit_> http://www.ebay.com/itm/Seneca-Falls-25-RO-TOOL-CUTTER-GRINDER-ROYAL-OAK-OPTICAL-COMP-MTRZD-REL-/151579572913?pt=LH_DefaultDomain_0&hash=item234ad8bab1
[11:22:36] <witnit_> i have one of those
[11:22:38] <witnit_> similar
[11:22:42] <witnit_> i want to convert to cnc
[11:22:52] <witnit_> it has comparitor right on it :)
[11:28:37] -!- skorasaurus has quit [Ping timeout: 264 seconds]
[11:29:55] -!- anarchos [anarchos!~anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[11:59:25] Loetmichel2 is now known as Loetmichel
[12:02:34] -!- moorbo has quit [Remote host closed the connection]
[12:35:24] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[12:40:54] -!- Tomashe has quit [Read error: Connection reset by peer]
[13:12:02] -!- Komzpa|work has quit [Quit: Konversation terminated!]
[13:23:18] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[13:30:23] -!- anarchos has quit [Quit: This computer has gone to sleep]
[13:46:28] -!- skunkworks has quit [Ping timeout: 250 seconds]
[13:47:56] -!- syyl_ws has quit [Quit: Verlassend]
[13:54:30] -!- balestrino has quit [Ping timeout: 265 seconds]
[13:58:17] -!- vapula has quit [Quit: Leaving]
[14:22:18] -!- `Nerobro_ [`Nerobro_!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[14:27:56] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:33:34] -!- mhaberler has quit [Quit: mhaberler]
[14:35:28] -!- tom_o_t has quit [Quit: Leaving]
[14:36:02] -!- tom_o_t has quit [Changing host]
[14:46:36] -!- karavanjo has quit [Ping timeout: 246 seconds]
[14:56:56] -!- Lasper has quit [Quit: leaving]
[14:57:05] -!- Lasper [Lasper!~Lasper@178.62.201.86] has joined #linuxcnc
[15:11:48] -!- micges_ [micges_!~micges@eno93.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[15:15:20] -!- micges has quit [Ping timeout: 246 seconds]
[15:16:33] -!- moorbo [moorbo!~moorbo@dyn-21-35.mdm.its.uni-kassel.de] has joined #linuxcnc
[15:29:37] <JT-Shop> steppers are in Flushing NY now
[15:36:28] -!- balestrino [balestrino!~SB@host165-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[15:46:44] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[15:50:04] <jdh> what are you building?
[15:52:42] -!- ink has quit [Disconnected by services]
[15:53:10] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[15:58:59] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[15:59:58] -!- kwallace has quit [Ping timeout: 255 seconds]
[16:00:00] <jthornton> a delta Kossel style printer
[16:03:05] <skunkworks> jthornton, what you planning on printing?
[16:05:25] * skunkworks slightly wants a 3d printer but doesn't know what he would use it for.
[16:05:45] <_methods> https://www.youtube.com/watch?v=p5JpBGP_uOE
[16:05:50] <SpeedEvil> skunkworks: printing cars
[16:06:14] <archivist> matchbox cars
[16:06:55] <TekniQue> you wouldn't download a car
[16:08:34] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[16:10:23] <_methods> you download porn, why not a car
[16:14:24] * JT-Shop wants to do lost PLA casting
[16:22:25] <tiwake> http://gor1ck.deviantart.com/art/Art-of-the-Dress-514160223
[16:23:38] <SpeedEvil> That is just bad.
[16:24:13] <tiwake> I think its kinda funny
[16:25:05] <SpeedEvil> The fur is terrible, the legs are bad, and the noses are all wrong
[16:25:11] <jdh> not how I picture JT
[16:25:15] <SpeedEvil> Never mind the eyes are too small
[16:25:54] <_methods> needs a steak knife weedwhacker
[16:26:11] <SpeedEvil> And I'mnot sure if that's supposed to be R63 or just badly drawn
[16:28:14] <jthornton> lol
[16:29:03] <SpeedEvil> Plus - hello - unicorn. TK not hooves for handling molten metal.
[16:32:01] <CaptHindsight> how do you print porn and do I really want to know?
[16:32:11] -!- mozmck [mozmck!~moses@67.210.159.245] has parted #linuxcnc
[16:32:18] <_methods> hehe
[16:33:46] amnesic_away is now known as amnesic
[16:33:59] <CaptHindsight> it would save time to FDM wax vs PLA, PLA needs to be burned out in hours, wax will melt out in minutes
[16:35:09] <jdh> hours?
[16:35:14] <pcw_home> wax polymer mixture?
[16:36:30] <JT-Shop> what is FDM wax?
[16:40:04] <CaptHindsight> there is s wide variety of suitable waxes, you can pick and choose based on melt temp
[16:42:08] <tiwake> SpeedEvil: looks like thats just his style
[16:43:40] -!- mhaberler has quit [Quit: mhaberler]
[16:43:56] <ssi> JT-Shop: fused deposition modeling is the process
[16:44:22] <JT-Shop> for the wax?
[16:44:44] <CaptHindsight> FDM = fused deposition modeling, melting one layer of material onto another
[16:44:44] <ssi> FDM is the fancy name for what Cap'm calls "glorified glue gun"
[16:44:54] <ssi> FDM wax is what I assume is a particular wax which extrudes well in the FDM process
[16:45:18] <pcw_home> Oh yeah I mixed up acronyms
[16:45:25] <CaptHindsight> yes, a wax extruder would really be just like a glue gun, solid wax stick on one end and liquid wax out the hot end
[16:45:59] <_methods> inkjet wax
[16:46:15] <CaptHindsight> reprap calls it FFF filament fetish fabrication IIRC :)
[16:46:44] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[16:46:55] <CaptHindsight> you can use a Xerox colorcube if you want higher res and a hacking project
[16:47:08] <JT-Shop> Printing Wax - RepRap Forums
[16:47:08] <JT-Shop> forums.reprap.org � ... � New Zealand RepRap User Group
[16:47:08] <JT-Shop> Oct 28, 2012 - 16 posts - 7 authors
[16:47:08] <JT-Shop> Wax would make it so much easie. ... plastic, make a silicon mold and make wax copies. ... But no one has it working wax FDM printer.. yet.
[16:47:44] <CaptHindsight> it's amazing they have gotten this far, but that's all it is
[16:48:51] <JT-Shop> Printing Wax - RepRap Forums
[16:48:51] <JT-Shop> forums.reprap.org � ... � New Zealand RepRap User Group
[16:48:51] <JT-Shop> Oct 28, 2012 - 16 posts - 7 authors
[16:48:51] <JT-Shop> Wax would make it so much easie. ... plastic, make a silicon mold and make wax copies. ... But no one has it working wax FDM printer.. yet.
[16:49:48] <CaptHindsight> you can also get hot melt adhesives that melt at low temps but their viscosity won't be as low as most waxes when liquid
[16:49:48] <_methods> https://www.youtube.com/watch?v=_X5LuNrMqvA
[16:49:55] <JT-Shop> opps wrong paste
[16:50:02] <JT-Shop> http://reprap.org/wiki/SLS_wax_printer
[16:50:31] <JT-Shop> $$$$
[16:51:35] -!- quiqua has quit [Quit: quiqua]
[16:53:21] <CaptHindsight> he's obviously more skilled as a woodworker than a materials scientist but waxes for SLS are pretty simple
[16:53:52] <CaptHindsight> introducing carbon is a problem if you want all the wax removed from the mold
[16:56:43] <pcw_home> You just need a reverse laser to selectively cool the wax on the top of a molten bath
[16:56:48] <Rab> http://runningahackerspace.tumblr.com/post/97495452364/3d-printers-will-bring-about-a-post-scarcity
[16:58:33] <CaptHindsight> some waxes have wild expansion rates when heated
[16:59:21] <pcw_home> Yeah car thermostats make use of this (or used to)
[16:59:44] <CaptHindsight> yes, valves and actuators
[17:00:43] <CaptHindsight> but if FDM has enough resolution for the application it probably won't matter
[17:02:59] <CaptHindsight> walterN bought a nice IR fiber laser that he probably wouldn't mind getting rid of
[17:07:47] <zeeshan> thermostatic valve in a house too!
[17:07:53] <zeeshan> that pos keeps corroding on me :(
[17:14:28] <JT-Shop> lunch time!
[17:14:54] -!- dan2k3k4 has quit [Ping timeout: 250 seconds]
[17:16:23] <CaptHindsight> http://hackaday.io/project/1169-fluid-extruder-for-3d-printer please somebody help this guy
[17:17:27] <CaptHindsight> more of a wax dribbler at the moment
[17:18:37] <SpeedEvil> Wrong wax
[17:19:02] <SpeedEvil> You can with picking the right wax get something more resembling PLA on the way out than liquid
[17:19:12] <SpeedEvil> A paste wax
[17:19:40] <CaptHindsight> scented
http://www.febreze.com/en-US/products/wax-melts?utm_source=google&utm_medium=cpc&utm_campaign=Febreze_Search_Desktop_Category+Interest-+NSP&utm_term=wax%20melt&utm_content=sa5irpM8h_dc|pcrid|47087030340|pkw|wax%20melt|pmt|b
[17:19:45] <TekniQue> yeah you want something with a higher viscosity in the molten form
[17:20:06] <TekniQue> or very fine temperature control
[17:20:11] <SpeedEvil> TekniQue: I was actually meaning semi-molten
[17:20:24] <TekniQue> to keep it soft but not completely liquid
[17:20:36] <SpeedEvil> 'paste wax'
[17:21:02] <CaptHindsight> oh I just remembered that sugar printer
[17:21:09] <CaptHindsight> that will also work
[17:21:15] <CaptHindsight> what was it called?
[17:21:40] <CaptHindsight> http://the-sugar-lab.com/
[17:22:49] <CaptHindsight> water soluble photopolymer and LCD printer or sand and inkjet binder is faster
[17:23:42] <CaptHindsight> http://candyfab.org/ is the open source one
[17:24:36] <CaptHindsight> http://shop.emscdn.com/sites/candyfab/hello_world800.jpg and it makes custom toast
[17:24:41] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[17:25:59] <TekniQue> it might also be worthwhile to do the wax printing under water
[17:26:09] <TekniQue> for faster cooling
[17:26:36] <SpeedEvil> Really, really not.
[17:26:46] <SpeedEvil> That basically guarantees no adhesion
[17:27:11] <SpeedEvil> You can - with the proper wax design - get a wax output that looks like toothpaste pretty-much
[17:27:16] <SpeedEvil> not liquid
[17:27:23] <TekniQue> yeah I can see that
[17:27:39] <CaptHindsight> :) and the need to print upside down since the density of the wax is lower than water / :)
[17:27:43] -!- rob_h has quit [Ping timeout: 255 seconds]
[17:29:10] -!- farbro [farbro!~farbro@104.194.103.158] has joined #linuxcnc
[17:30:30] amnesic is now known as amnesic_away
[17:31:53] <pcw_home> why no just print the invetment plaster mold directly by inkjetting water on the plaster?
[17:32:42] <CaptHindsight> or sand
[17:33:15] <CaptHindsight> I don't think JT wants to mess with an inkjet printhead
[17:38:23] <SpeedEvil> Position a grain of sand.
[17:38:27] <SpeedEvil> Laser-weld.
[17:38:28] <SpeedEvil> repeat
[17:39:11] -!- mhaberler has quit [Quit: mhaberler]
[17:39:33] <SpeedEvil> I have recently wondered about FDM of borosilicate glass
[17:41:56] -!- dagjomar has quit [Remote host closed the connection]
[17:42:15] -!- jack16 [jack16!~shadowjac@37-144-128-173.broadband.corbina.ru] has joined #linuxcnc
[17:44:02] * zeeshan is loving remote desktop
[17:44:05] * zeeshan is watching xrays
[17:45:42] <CaptHindsight> anyone have problems with Lithium Iron Phosphate or Lithium Nickel Manganese batteries?
[17:48:48] -!- Nick001-shop [Nick001-shop!~chatzilla@50-32-101-160.adr01.dlls.pa.frontiernet.net] has joined #linuxcnc
[17:49:50] -!- unfy [unfy!~Miranda@wsip-184-185-82-30.om.om.cox.net] has joined #linuxcnc
[17:50:25] -!- jduhls has quit [Ping timeout: 256 seconds]
[17:51:49] -!- danylevskyi has quit [Ping timeout: 265 seconds]
[17:55:43] <unfy> i bought one of these things:
https://www.menards.com/main/p-2259374-c-7482.htm it's an under cabinet light fixture at 1400 lumens in LED form... the thing is evil bright
[17:56:25] <unfy> more or less because of the physically narrow light producing section etc
[17:56:56] <CaptHindsight> Lumens Per Watt: 58
[17:59:48] <unfy> it'll be on the 'ceiling' of my electronics workbench at home. "ceiling" is 6 feet from ground
[18:00:36] <unfy> i was fearful of not having enough light for the bench - but this thing will be more than enough :D
[18:01:08] <unfy> (work bench is 48" x 30")
[18:02:00] <CaptHindsight> pcw_home: ever buy from these guys?
http://www.batteryspace.com/contactus.aspx near you
[18:04:33] <CaptHindsight> pcw_home: I'm also trying to find your PCIe cables for the 7i68 3x2x boards
[18:06:21] -!- balestrino has quit [Ping timeout: 264 seconds]
[18:06:26] <CaptHindsight> http://store.mesanet.com/index.php?route=product/product&path=74_81&product_id=246 found it
[18:10:20] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[18:10:30] <skunkworks> unfy, I bought those and took them back because they where too bright :) (for my application)
[18:10:51] <skunkworks> unfy, where are you located?
[18:12:31] <pcw_home> CaptHindsight, no but I dont use many batteries
[18:14:29] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-70-233.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[18:14:32] <jdh> I have a bunch of NiMH from them
[18:14:32] <unfy> nebraska
[18:14:40] <unfy> and i'm hoping it's not too bright :D
[18:15:01] <skunkworks> ah - I didn't know how far menards went. (I am in WI)
[18:15:26] <Cromaglious> www.youtube.com/watch?v=TWSA2QoPmio free pushstick
[18:15:33] <unfy> if you do the store locator thing, there's a lot of them
[18:15:39] <unfy> all midwest, i think
[18:15:40] <jdh> capt. I have some large LiFe packs
[18:17:47] -!- balestrino [balestrino!~SB@host165-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[18:19:49] <KimK_laptop> unfy: What part of Nebraska, if you don't mind my asking? (I'm from Omaha, but have been away awhile.)
[18:20:39] <CaptHindsight> jdh: the A123 or their non-name version?
[18:21:12] -!- radish has quit [Ping timeout: 250 seconds]
[18:21:51] <unfy> lived in south O from 2000-2014. moved to la vista (108th street, south of L street) a year ago.
[18:22:35] <Cromaglious> ugh wrong enough of Nebraska
[18:22:51] <Cromaglious> My family is from Gearing and Scotts Bluff
[18:22:57] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[18:23:04] <Cromaglious> s/eoungh/end/
[18:24:13] <jdh> no clue what you mean
[18:24:17] <unfy> definitely opposite end :D
[18:24:30] <KimK_laptop> unfy: Cromaglious: Thanks, good to know, I'll keep you guys in mind.
[18:25:10] <unfy> guess it's time to break the lease i re-signed this morning and move someplace safer XD
[18:25:15] <MacGalempsy> morning
[18:25:45] <Cromaglious> I've had I think 3 cousins on the Corn Huskers team early '70s last name McKee
[18:32:21] <unfy> boss may be aware, he's from here. i'm actually a navy brat
[18:32:30] <unfy> didn't get here until the above mentioned 2000
[18:40:22] -!- balestrino has quit [Ping timeout: 240 seconds]
[18:43:53] -!- FinboySlick has quit [Ping timeout: 246 seconds]
[18:44:47] <MacGalempsy> question: using a mesa card, the latency test comes up with a base thread of 31967, is this too slow for a 200000 servo period?
[18:45:04] <MacGalempsy> base thread, max jitter that is
[18:46:23] -!- rob_h [rob_h!~robh@90.208.148.95] has joined #linuxcnc
[18:49:05] <Cromaglious> unfy, I too am a Navy Brat, though I'm a Nuke Sea Bee baby...
[18:49:26] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[18:49:36] <pcw_home> no its probabl OK, but why do you think you need a 5KHz servo thread?
[18:50:01] <Cromaglious> unfy, My pops was at McMurdo Sound Antartica putting in the reactor when I was born
[18:50:29] micges_ is now known as micges
[18:50:30] <unfy> my old man did nuke stuff during vietnam and later
[18:50:57] <MacGalempsy> pcw_home: the guide talks about better performance for a closed loop system
[18:51:08] <pcw_home> base thread latency is not really significant since the base thread is normally not used with mesa cards
[18:51:29] <Cromaglious> I was born Dec64
[18:51:48] <unfy> has a couple "keeper of the dragon" related patches and stuff
[18:51:53] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[18:51:55] * unfy is /far/ younger :D
[18:52:02] <MacGalempsy_> back got booted...
[18:52:11] <Cromaglious> he then did Danag vietnam
[18:52:33] <pcw_home> Normally 1 KHz is fine for the servo thread with velocity mode drives or step/dir
[18:53:25] <unfy> my dad's on this list:
http://www.navynucweps.com/Roster/rosterl.htm :D
[18:53:25] -!- skorasaurus has quit [Ping timeout: 250 seconds]
[18:55:00] -!- oceax has quit [Quit: Easy as 3.14159265358979323846...]
[18:55:28] -!- MacGalempsy has quit [Ping timeout: 255 seconds]
[18:55:52] <Cromaglious> pops never did any nuke weapons, just power plants, he's a steel worker and now an Industrial Engineer
[18:56:31] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[18:56:46] -!- jeffrey_ [jeffrey_!43d228bd@gateway/web/freenode/ip.67.210.40.189] has joined #linuxcnc
[18:57:15] <jeffrey_> hello my friends
[18:57:35] <jeffrey_> what is the next size after M16 connector?
[18:58:10] <pcw_home> High thread rates are mainly needed for torque mode drives (which effectively makes linuxcnc responsible for the velocity loop)
[18:58:12] <pcw_home> or very high performance motion (high accel and high precision) where the steps in velocity during acceleration become an issue
[18:59:51] <jeffrey_> M16 is limit to 5A and I need at least 10A
[19:01:27] <_methods> what is this m16 connector?
[19:02:15] -!- tjtr33 [tjtr33!~tjtr33@d47-69-239-176.try.wideopenwest.com] has joined #linuxcnc
[19:02:45] <_methods> looks like m23 connector is good for 10-50A
[19:03:20] <_methods> https://www.phoenixcontact.com/online/portal/us?uri=pxc-oc-itemdetail:pid=1605492&library=usen&pcck=P-20-07-02&tab=1
[19:05:45] -!- __rob [__rob!~rob@5.80.67.5] has joined #linuxcnc
[19:05:54] <__rob> hello
[19:06:18] <__rob> I am getting cuts coming out consistently 0.17mm smaller on inside cuts, and the same on outside cuts
[19:06:33] <Cromaglious> morning rob
[19:06:39] <__rob> I am assuming this can't really be the backlash setting
[19:06:48] <__rob> as it would be larger/smaller inside and out
[19:06:59] <__rob> morning :)
[19:07:10] <__rob> well, evening here.
[19:07:28] <__rob> I am using inventor to generate the toolpath
[19:07:30] <Cromaglious> you running inch or metric lead screws?
[19:07:34] <__rob> metric
[19:08:05] <_methods> what do you mean you're getting smaller on inside and same on outside?
[19:08:24] <__rob> so calipers on an inside pocket, are 0.17mm too small
[19:08:34] <_methods> the pocket is undersize
[19:08:37] <__rob> calipers measuring the outside profile cut of the part is 0.17mm too big
[19:08:48] <_methods> that's your offset then
[19:08:50] <_methods> that is normal
[19:09:04] <__rob> what offset ?
[19:09:11] <Cromaglious> tool offset
[19:09:12] <_methods> you need to make a wear offset of .085mm
[19:09:18] <tjtr33> or cutter diameter is seen the same by 2 programs
[19:09:19] <_methods> yes tool offset
[19:09:32] <__rob> yea, ok, but then surely if I have measured the tool to be correct
[19:09:36] <zeeshan> linuxcnc has wear offset?
[19:09:37] <__rob> and entered this into Inventor
[19:09:42] <__rob> it should be exactly right
[19:09:45] <_methods> you measured wrong
[19:09:49] <zeeshan> rob how are you measuring the tool
[19:09:51] <_methods> obviously lol
[19:09:52] <__rob> I measured twice .. :)
[19:09:57] <zeeshan> end mill?
[19:09:58] <_methods> and it's still too small
[19:09:59] <_methods> lol
[19:10:02] <__rob> zeeshan, widest part on the end mill
[19:10:07] <__rob> at the tip
[19:10:14] <zeeshan> with what
[19:10:14] <_methods> did you calculate spindle runout?
[19:10:15] <zeeshan> :P
[19:10:29] <__rob> zeeshan: cheap digital calipers
[19:10:31] <zeeshan> runout would make it smaller
[19:10:34] <_methods> tool holder runout
[19:10:36] <tjtr33> check the measuring device against a standard
[19:10:39] <__rob> runout would make it larger ?
[19:10:39] -!- Simonious [Simonious!4580d159@gateway/web/freenode/ip.69.128.209.89] has joined #linuxcnc
[19:10:40] <zeeshan> rob_h: thats the problem
[19:10:44] <tjtr33> haha he has spindle run in
[19:10:45] <jdh> cut a profile, measure width
[19:10:52] <__rob> yes, this is run in!!
[19:10:52] <_methods> yeah spindle run in lol
[19:10:52] <__rob> :)
[19:11:03] <__rob> right, I'll do that
[19:11:16] <zeeshan> accuracy of caliper is +/- 0.4mm~
[19:11:21] <zeeshan> er
[19:11:27] <_methods> jesus who needs a measuring devie
[19:11:27] * zeeshan needs to think in inches
[19:11:34] <_methods> you already know how far it's out
[19:11:40] <_methods> just put in the offset
[19:11:43] <__rob> thats true, I will
[19:11:47] <__rob> just nice to know though where thats from
[19:11:53] <__rob> if it is indeed the tool offset thats needed
[19:12:00] <zeeshan> ok you have 0.0066" error
[19:12:00] <__rob> or if its perfect, and the measurement on the tool is wrong
[19:12:17] <tjtr33> yeah, you can make the part, but you still have a problem and need to find the source
[19:12:18] <zeeshan> your calipers are accurate to like +/- 0.003
[19:12:19] <__rob> purely from the point of view of applying the 'fix' to other tools
[19:12:59] <__rob> I'll do as jdh suggested
[19:13:16] <__rob> if thats it, then I guess I need to run each tool on a test cut
[19:13:21] <zeeshan> if you're really trying to aim for .17mm accuracy
[19:13:23] <zeeshan> you need a micrometer
[19:13:25] <zeeshan> not a caliper
[19:13:26] <_methods> that's how everyone does it
[19:13:35] <zeeshan> even if you cutr a slot
[19:13:36] <__rob> I didn't know :)
[19:13:37] <zeeshan> and measure with a caliper
[19:13:39] <_methods> you measure the tool and get as close as possible
[19:13:40] <zeeshan> you're gonna be off
[19:13:53] <_methods> but you'll always have to make some tool offset adjustments
[19:13:59] * zeeshan taught a machining lab where students made slots
[19:14:00] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[19:14:03] <zeeshan> went through the lab 293012308 times
[19:14:03] <zeeshan> haha
[19:14:07] <zeeshan> caliper = fail
[19:14:36] <_methods> mic's if you're really worried
[19:14:43] <zeeshan> slot mic
[19:14:48] <_methods> calipers if you want to just get a part made then dial itin
[19:14:51] <zeeshan> or if you got gauge blocks you can sneak up on it
[19:15:09] <zeeshan> or you can use 2 gauge blocks and a regular caliper
[19:15:11] <zeeshan> er regular mic
[19:15:16] <zeeshan> if the slot is wide enough
[19:15:22] <__rob> http://snag.gy/c9HET.jpg
[19:15:24] <__rob> thats the part
[19:15:27] <__rob> quite pleased :)
[19:15:31] <tjtr33> check a dowel pin, cheap easy to find, very very accurate diameters
[19:15:42] <_methods> looks good
[19:15:55] <zeeshan> tjtr33: are you from europe? :D
[19:16:10] <tjtr33> yeah, chicago
[19:16:16] <zeeshan> that aint europe
[19:16:21] <zeeshan> i dont know why i ithought you were from europe
[19:16:23] <tjtr33> heh
[19:16:34] <zeeshan> i need someone in germany to reship something from a local supplier
[19:16:38] <zeeshan> cause bastards wont ship to me :{
[19:17:25] <_methods> __rob: what'd you make that part on?
[19:18:19] <MacGalempsy_> pcw_home: im using a 5i25, 7i77, and a 7i84. as seen in the forum, there is no selection for this, but the pins for the 7i84 are similar to part of the 7i77, so can I select 7i77x2 then change the files to reflect the 7i84?
[19:19:43] <zeeshan> 7i84
[19:19:46] <zeeshan> as an expansion?
[19:19:51] <zeeshan> for more I/O through serial?
[19:20:33] <pcw_home> sorry
[19:20:34] <pcw_home> coffee
[19:20:36] <pcw_home> onm
[19:20:37] <pcw_home> KBV
[19:20:48] <MacGalempsy_> i have it plugged in with a ethernet jumper
[19:21:23] <zeeshan> did you do dmesg ?
[19:21:27] <zeeshan> to find out the pins?
[19:22:03] <pcw_home> halcmd
[19:22:04] <pcw_home> show
[19:22:05] <pcw_home> pin
[19:22:20] <zeeshan> i bet itll say something like hm2_5i25.0.7i85.0.0.output-xx
[19:22:20] <zeeshan> :D
[19:22:24] <zeeshan> 84 i mean
[19:22:26] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[19:22:27] <zeeshan> or 1
[19:22:29] <MacGalempsy> the 7i77 has most of the stuff, but the 84 is for the mpg
[19:22:37] <MacGalempsy> sorry got booted
[19:22:48] <tjtr33> offtopic i just discovered Wago Lever Nuts, really slick alternative to wire nuts ( i use wago products for jobs, but never saw these things before )
[19:23:13] <zeeshan> tjtr33: they are nice
[19:23:30] <MacGalempsy> zeeshan: all I got was the 0r 1 ....
[19:23:41] <zeeshan> MacGalempsy: pcw said to go to halcmd
[19:23:47] <zeeshan> and type "show pin"
[19:25:10] -!- MacGalempsy_ has quit [Ping timeout: 255 seconds]
[19:25:20] <tjtr33> CaptHindsight, i was just reading Jon Elsons notes on his photoplotter, thats a lot like the DLP SLA printers ( a photomask per layer ) interesting evolution
[19:25:58] <CaptHindsight> they use SLA for photolithography now
[19:26:21] <tjtr33> see! i predicted thzat ( after it happened )
[19:26:39] <MacGalempsy> ok got the pins shown
[19:29:06] <zeeshan> ive been pondering this for a little while
[19:29:11] <zeeshan> if i add glass scales to my lathe
[19:29:23] <zeeshan> can i close loop the steppers for position? :)
[19:29:57] <CaptHindsight> tjtr33: it's you're like a psychic only that looks into the past :)
[19:30:03] <Cromaglious> zeeshan, you could
[19:30:28] <zeeshan> it looks like the pid component outputs an analog signal though
[19:30:28] <zeeshan> :/
[19:30:31] <zeeshan> not step / dir
[19:31:55] <pcw_home>
[19:31:56] <pcw_home> PID can output anything
[19:31:58] <pcw_home>
[19:31:59] <pcw_home>
[19:32:01] <pcw_home>
[19:33:42] <zeeshan> worth a shot i guess :P
[19:35:10] <Tom_itx> it just offsets numbers
[19:36:01] <MacGalempsy> ahh. time to git a batter for the bios... crap!
[19:36:35] <pcw_home> For closed loop with normal step drives, PID output is velocity command to stepgen
[19:39:52] -!- MacGalempsy has quit [Remote host closed the connection]
[19:46:02] -!- radish has quit [Ping timeout: 252 seconds]
[19:46:16] <_methods> CaptHindsight: just for you
[19:46:18] <_methods> http://www.instructables.com/id/3d-printing-colorful-hummmus/
[19:47:21] <CaptHindsight> chick peas give me gas, but I've often had hummus and wish that it could look more moldy
[19:47:29] <CaptHindsight> problem solved
[19:47:47] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[19:48:27] -!- jack16 has quit [Read error: No route to host]
[19:48:36] <_methods> solved +
[19:49:08] <_methods> just when you thought hummus couldn't get any better
[19:49:16] <_methods> bewm
[19:49:46] <_methods> more good stuff for your 3d printer article
[19:51:02] <CaptHindsight> lol
[19:51:25] -!- FreezingCold has quit [Ping timeout: 264 seconds]
[19:52:05] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:53:12] <CaptHindsight> _methods: it always amazes me how they find the dumbest applications for the tech
[19:53:41] <_methods> isnt' that how it started.......
[19:53:45] <_methods> with cupcakes or something
[19:54:06] <CaptHindsight> there was that early model called cupcake
[19:54:35] <_methods> it's amazing how far stratasys and 3dsystems have come since they started with those cupcakes
[19:54:45] <CaptHindsight> http://hackaday.com/2009/03/16/cupcake-cnc-kit/
[19:55:03] <_methods> just think in only 5 years how far 3d printing has come lol
[19:56:01] <CaptHindsight> when i was a kid we had to carve our cyclops utility belts from wood and clay
[19:56:10] <_methods> buwhwhahahahahhahah
[19:59:55] -!- dirty_d [dirty_d!~adowning@50-205-178-174-static.hfc.comcastbusiness.net] has joined #linuxcnc
[20:00:36] -!- furrywolf [furrywolf!~randyg@107.25.124.204] has joined #linuxcnc
[20:01:30] <dirty_d> hmm, any ideas why a helically interpolated hole would come out larger than programmed?
[20:01:56] <furrywolf> wrong cutter size?
[20:01:58] <dirty_d> I cut a 0.4" hole that came out 0.408, and 0.25" holes that came out 0.26"
[20:02:11] <furrywolf> chuck/spindle runout?
[20:02:31] <dirty_d> i measured it at under 0.001
[20:02:52] <dirty_d> could the feedrate be too high for a hole that small?
[20:02:58] <dirty_d> centrifugal force?
[20:03:23] <dirty_d> also the hole is wider at the top than the bottom
[20:03:25] -!- adb [adb!~IonMoldov@2a02:1205:c6ab:d1b0:baac:6fff:fe67:305f] has joined #linuxcnc
[20:03:38] <dirty_d> 0.408" at top, 0.404" at the bottom
[20:03:47] <_methods> wtf does that even mean
[20:03:57] <dirty_d> what?
[20:04:57] -!- farbro has quit [Quit: Leaving]
[20:05:05] -!- skunkworks_ has quit [Ping timeout: 246 seconds]
[20:05:44] <furrywolf> I guess if your machine had pretty bad rigidity issues it could do that...
[20:06:01] <furrywolf> poorly tuned servos overshooting?
[20:06:05] <dirty_d> steppers
[20:06:45] <dirty_d> if the cut is too light could the small chips get stuck between the cutter and side of the hole wearing it bigger?
[20:06:47] <furrywolf> are linear cuts the correct length?
[20:06:59] <dirty_d> yea linear cuts were to within 0.001 over 2"
[20:07:21] <furrywolf> I guess there's theoretically possible, but I'd consider it unlikely.
[20:07:25] <furrywolf> that's
[20:07:53] <furrywolf> is your machine lightweight aluminum or something other than a solid cast iron mill?
[20:08:18] <dirty_d> its all cast iron
https://www.grizzly.com/products/Drill-Mill-with-Stand/G0704
[20:08:26] <furrywolf> any chatter while cutting?
[20:08:53] <dirty_d> nope
[20:09:02] <Cromaglious> reprap.org/wiki/Mattroberts%27_Huxley_Paste_extruder
[20:09:05] <furrywolf> hrmm
[20:09:10] <dirty_d> and i was constantly clearing the chips with an airgun
[20:09:12] <Cromaglious> only a 5cc syringe though
[20:09:19] <furrywolf> ok, you've exceeded my "troubleshooting off-size holes" knowledge. :)
[20:09:55] <dirty_d> ill have to try going slower and see if it helps
[20:10:32] <furrywolf> it's take a lot of slop to overshoot four thous... and with steppers I don't think you'd have the speed to do it.
[20:10:37] <dirty_d> it would make sense that the smaller hole would be off by more than the bigger one because there would be higher angular acceleration
[20:11:02] <dirty_d> but i dunno
[20:11:15] <CaptHindsight> pcw_home: do you know which connector is sued on those cables?
http://store.mesanet.com/index.php?route=product/product&path=74_81&product_id=246
[20:11:46] <CaptHindsight> I'm looking at mates, shells, strain reliefs etc
[20:12:07] <CaptHindsight> sued/used
[20:13:14] <jdh> G61/G64 might help the holes?
[20:13:34] <dirty_d> im using G64 P0.005
[20:14:09] <dirty_d> mahine units are mm
[20:15:13] <dirty_d> whoa, wait, does that use the machine units or the active units?
[20:15:22] <dirty_d> i was cutting with G20
[20:16:19] -!- pandeiro has quit [Remote host closed the connection]
[20:17:27] <dirty_d> ahh crap
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?TrajectoryControl
[20:17:39] <dirty_d> its using inches then, that would explain part of it
[20:18:16] <dirty_d> actually, the smaller hole was off by exactly 0.010" so taht adds up
[20:18:21] <jdh> thats still pretty good for a g0704
[20:18:33] <jdh> 1/8 end mill?
[20:18:38] <dirty_d> 3/16
[20:18:56] <dirty_d> the 0.4" hole was with 5/16
[20:19:13] * furrywolf has never used anything other than g20...
[20:19:22] <furrywolf> people actually use metric? :P
[20:19:31] <jdh> its a fad
[20:19:50] <dirty_d> i diversify
[20:22:09] <furrywolf> I'm surprised the planner is feeling the need to go large instead of small cutting a hole.
[20:23:23] <furrywolf> that is, when cutting a circle, why go large? are you right up against the maximum acceleration of your machine, and it's cutting large so it can keep the feedrate up?
[20:28:04] <dirty_d> well that confirms it
[20:28:25] <dirty_d> http://pastebin.com/DuCtiYdS
[20:28:42] <dirty_d> the actual path is noticable larger than the programed path if i run that
[20:28:59] <dirty_d> any way to actualy measure how much?
[20:29:01] -!- balestrino [balestrino!~SB@host165-191-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[20:29:50] <dirty_d> wouldnt it be a good thing if linuxcnc automatically accounted for angular acceleration?
[20:30:35] <dirty_d> so arcs would be cut at the maximum speed up to the feedrate while staying under the MAX_ACCELERATION
[20:31:21] -!- jvrousseau has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[20:31:32] <furrywolf> yes, and that's what linuxcnc does. :P
[20:32:02] <furrywolf> it'll also make your arcs slightly bigger if you're right at your maximum axis acceleration, it seems like.
[20:34:30] <dirty_d> hmm, its not obeying the G64 P
[20:34:50] <dirty_d> G64 P0.000002 and its still not following the programed path
[20:35:14] * furrywolf can't help
[20:35:26] <dirty_d> wtf, even with G61 its not
[20:35:47] <furrywolf> tool radius compensation or something?
[20:36:03] <dirty_d> i havent set that up, it would be in the ini file?
[20:36:18] <dirty_d> im using the axis.ini with linuxcnc in simulator mode
[20:36:19] <furrywolf> no clue. :)
[20:36:35] * furrywolf is new to linuxcnc, having been stuck with flashcut for way too long
[20:45:03] * furrywolf has a lot to learn, about both linuxcnc and non-basic g-code operations
[20:45:32] <dirty_d> what kind of machine do you have?
[20:46:04] <furrywolf> I have a sherline (that's still stuck with flashcut) and now a shoptask lathe/mill combo.
[20:47:41] <dirty_d> neat
[20:47:44] -!- Coihue has quit [Quit: ..cat wired]
[20:49:05] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[20:49:50] <furrywolf> still smaller and slower than I'd like, but budget and space...
[20:50:39] <Rab> lol FleshCut, which version?
[20:51:43] <furrywolf> Rab: ancient
[20:52:36] <Rab> Running 1.4 here, it came on three floppies.
[20:52:44] <JT-Shop> dirty_d sounds like a mechanical issue
[20:53:18] <dirty_d> like what? backlash is 0.0015 all around and compensated for
[20:53:34] <furrywolf> I think I have 1.11 or something...
[20:53:49] <JT-Shop> ballscrews or lead screw?
[20:54:36] <furrywolf> flashcut told me that if I wanted to run newer software, I'd have to purchase an eeprom upgrade for my step generator, for $300.
[20:55:09] <JT-Shop> cheaper to get a 5i25/7i76
[20:55:24] <furrywolf> correct. I have not purchased said upgrade.
[20:55:43] <Rab> Which step generator do you have? 401A?
[20:56:06] <furrywolf> the first one.
[20:56:16] <furrywolf> 401, no A, I think.
[20:56:24] <furrywolf> it's in storage.
[20:56:47] <furrywolf> my plan is to build a new stepper box and use linuxcnc, one of these days.
[20:56:54] <furrywolf> my cnc efforts are on the shoptask now.
[20:57:26] <Rab> Well, if you want v1.4, let me know.
[20:57:56] <furrywolf> I tried downloading the newer versions a long time ago (2008ish). they wouldn't talk to the hardware.
[20:58:36] <furrywolf> software versions are tied to eeprom versions.
[20:59:21] <furrywolf> actually, it was 1.6 I tried... don't remember about 1.4. sure, if you can send me a copy, it'll save me trying to find my old install files.
[21:00:01] <furrywolf> they don't let you randomly download stuff anymore.
[21:00:36] <furrywolf> I've been distinctly unhappy with flashcut's product and people.
[21:03:04] <Rab> http://reboots.g-cipher.net/FlashCut_CNC_1.4_Installation.zip
[21:03:42] <dirty_d> any of you know where to get these in HSS and cheap?
http://www.microcutusa.com/threadmill.php
[21:04:10] <skunkworks> there is a guy on cnczoe that every chance he get he talks up flashcut
[21:04:21] <Rab> That zip file is a little redundant, I experimented with creating an ISO with the files. disk1-disk3 are all you need.
[21:04:56] <furrywolf> skunkwords: must be nice to get paid to pretend to like something
[21:05:19] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[21:05:41] <CaptHindsight> skunkworks: maybe his mom wrote it
[21:06:09] <Rab> I think it's pretty decent turn-key stuff for 1999. I do have a problem where the software loses contact with the signal generator when idle and I have to power-cycle it.
[21:06:57] <furrywolf> Rab: thanks.
[21:07:06] <Rab> furrywolf, no problem!
[21:07:33] <furrywolf> mine crashes every time windows pops ANYTHING up over it. update notices, screensaver,... had to disable everything to make it complete a job.
[21:07:47] <furrywolf> it's amazing how many fucking worthless things windows pops up. had to remove antivirus software too.
[21:08:52] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-14-209-118.as43234.net] has joined #linuxcnc
[21:09:20] -!- skunkworks has quit [Read error: Connection reset by peer]
[21:10:06] <furrywolf> I have no idea how people use a computer where they keep getting interrupted by useless messages.
[21:13:35] -!- dirty_d has quit [Quit: Leaving]
[21:18:25] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[21:19:35] -!- PCW [PCW!~chatzilla@99.88.10.65] has joined #linuxcnc
[21:20:10] -!- oceax [oceax!~IceChat9@c83-254-71-246.bredband.comhem.se] has joined #linuxcnc
[21:22:48] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[21:25:46] -!- MacGalempsy has quit [Ping timeout: 255 seconds]
[21:26:13] -!- TTN has quit [Ping timeout: 255 seconds]
[21:31:52] -!- karavanjo has quit [Ping timeout: 250 seconds]
[21:37:33] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:53:36] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[21:53:36] -!- TTN has quit [Changing host]
[21:53:36] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[21:59:38] <Deejay> gn8
[22:00:06] -!- Deejay has quit [Quit: bye]
[22:01:13] -!- FinboySlick has quit [Quit: Leaving.]
[22:03:53] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[22:08:26] -!- moorbo_ [moorbo_!~moorbo@198.199.71.205] has joined #linuxcnc
[22:08:42] -!- f1oat has quit [Ping timeout: 250 seconds]
[22:09:48] <MacGalempsy_> can anyone give me a hint on how to open a file in mousepad as root?
[22:10:26] -!- balestrino has quit [Ping timeout: 250 seconds]
[22:10:57] -!- moorbo_ has quit [Client Quit]
[22:11:47] -!- moorbo has quit [Ping timeout: 246 seconds]
[22:11:53] <PCW> sudo mousepad filename
[22:15:53] -!- chillly has quit [Quit: Ex-Chat]
[22:16:17] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[22:18:06] <MacGalempsy_> thank you.
[22:18:18] <MacGalempsy_> now onto the calibration
[22:20:24] <cradek> your linuxcnc config files should not be owned by root
[22:23:09] -!- jvrousseau has quit [Ping timeout: 264 seconds]
[22:23:31] <PCW> That will cause pain and suffering...
[22:25:20] <Cromaglious> hmmm looking at external 2.5" usb drives which contain a SATA internal drive inside.. which maybe cheaper to by as an external then take apart and use the drive itself
[22:25:22] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[22:25:23] -!- MacGalempsy_ has quit [Ping timeout: 245 seconds]
[22:36:08] -!- erictheise has quit [Quit: erictheise]
[22:39:06] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[22:41:15] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:42:20] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[22:43:09] -!- Coihue has quit [Quit: ..cat wired]
[22:45:39] -!- witnit_ has quit [Read error: Connection reset by peer]
[22:46:04] <Cromaglious> sudo chown $user ~/linuxcnc/*
[22:46:25] <Cromaglious> sudo chown $USER /home/$USER/linuxcnc/*
[22:47:11] <Cromaglious> I just added a root cron job to do that every day
[22:48:26] <Cromaglious> bit more detained than that.. it goes through all the user dirs and changes everything inside a users dir to their username
[22:49:25] <Cromaglious> I started doing that back in slackware pre elf kernel days
[22:50:02] <Cromaglious> damn it Samsung D3 is a 3.5" drive
[22:50:26] <Cromaglious> my miniboxs will do 2 2.5" drives or 1 3.5 drive
[22:51:17] <Cromaglious> well I found Seagate M9T 2TB 2.5" drives for ~$85
[22:53:11] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[22:55:19] -!- MacGalempsy has quit [Ping timeout: 255 seconds]
[22:58:17] -!- kb1bdw has quit [Quit: Yaaic - Yet another Android IRC client - http://www.yaaic.org]
[23:03:07] <unfy> f-yeah, antistatic mat arrived
[23:03:43] <unfy> er, solder iron safe mat
[23:03:59] -!- `Nerobro_ has quit [Ping timeout: 246 seconds]
[23:06:26] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[23:08:44] <MacGalempsy_> can someone take a look at this website and tell me what I am doing wrong?
http://rivendell.tryphon.org/wiki/ELO_touchscreen_setup_%28debian/KDE%29
[23:09:15] <MacGalempsy_> I get down to calibration, "Then extract Touchcal and compile" then the trouble starts
[23:10:46] <Cromaglious> which is?
[23:11:12] <MacGalempsy_> the libncurses5-deg installs
[23:11:59] -!- Simonious has quit [Quit: Page closed]
[23:12:11] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[23:21:05] -!- Camaban has quit [Quit: Leaving]
[23:21:25] -!- wavded has quit [Quit: My computer went to sleep, help I can't feel my RAM!!]
[23:24:47] <witnit> mac
[23:24:59] <witnit> what did you type to install libncurses?
[23:25:48] -!- MacGalempsy_ has quit [Ping timeout: 245 seconds]
[23:26:38] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[23:27:01] <witnit> MacGalempsy, what did you type to install libcurses?
[23:27:14] <MacGalempsy> apt-get install libncurses5-dev
[23:27:19] <witnit> use sudo
[23:27:32] <MacGalempsy> root
[23:27:51] <witnit> yeah, when you install something to the system, its going to want your root
[23:28:25] <MacGalempsy> it stays it is installed
[23:28:32] <witnit> proceed
[23:28:45] <MacGalempsy> but then the line says ./configure
[23:28:57] <MacGalempsy> when I write that it says directory not found
[23:29:01] <witnit> type ls
[23:29:08] <witnit> and look at your options
[23:29:29] <witnit> are you in the right folder?
[23:31:02] <witnit> according to the guide, its asking you to download the software called Touchcal, but you will need to extract the contents of the Touchcal file
[23:31:45] <witnit> once you have it downloaded and extracted you can cd (change directory) to the folder of freshly extracted files =D
[23:32:07] <witnit> in there should be the things you need to start compiling
[23:32:19] -!- Miner_48er has quit [Ping timeout: 245 seconds]
[23:34:06] <Cromaglious> yea!!! my driver nd breakout showed up
[23:34:12] <witnit> woohoo!
[23:34:23] <witnit> what hardware you got?
[23:35:56] <Cromaglious> tb6560 drivers and a "mach3 interface board with 1 relay
[23:36:01] <witnit> =D
[23:36:13] <witnit> shweeet
[23:37:03] <Cromaglious> now to find a dead ps supply and steaql all it's wires
[23:37:16] <witnit> ha, i do that so often
[23:38:58] <witnit> then i found this batch of presoldered wired... they happen to hold tight when you push then into the headers of ribbon cables
[23:39:05] <witnit> so convienant
[23:39:10] -!- jeffrey_ has quit [Ping timeout: 246 seconds]
[23:53:22] -!- MacGalempsy_ [MacGalempsy_!~quassel@ip72-204-45-74.fv.ks.cox.net] has joined #linuxcnc
[23:55:10] -!- MacGalempsy has quit [Ping timeout: 255 seconds]
{kind=link}
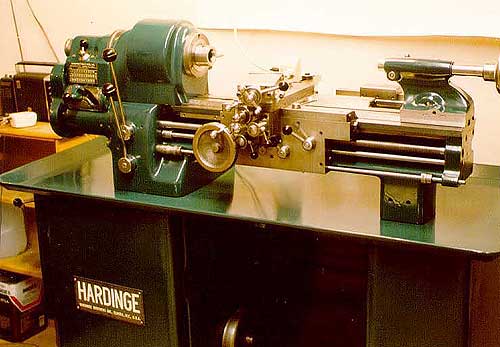{kind=link}
{kind=link}
{kind=link}