Back
[00:02:40] <renesis> rab: nice
[00:07:01] <andypugh> The stepdir PRU code isn’t very long. It might not be very hard to find where the pin-state is written and do it differently.
[00:09:41] <andypugh> Right, I have things to do tomorrow, night all
[00:09:48] -!- andypugh has quit [Quit: andypugh]
[00:24:09] <unfy> so i start to look into building an electronics workbench thing... and i hit $160 easily ._.
[00:24:32] <unfy> and that's just metal frame and a decent piece of plywood for the benchtop ._.
[00:27:24] <renesis> uline benches are that price
[00:30:13] <unfy> so far, not seeing anything from uline that i like
[00:33:20] <unfy> granted, $160 gets me 2 steel frame sides, 6 cross beams, and a sheet of wood that will cover both the table and "ceiling" of the thing. should give me 48"x30" working space at 6 feet tall
[00:34:01] <unfy> would then need to add backing, lighting, power distribution, antistatic mat, etc
[00:36:07] <unfy> would also be a bit of shelving to figure out
[00:36:47] -!- LeelooMinai has quit [Quit: No Ping reply in 180 seconds.]
[00:36:51] -!- Servos4ever [Servos4ever!~chatzilla@173-87-48-126.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[00:37:31] -!- LeelooMinai [LeelooMinai!~leeloo@184.175.46.197] has joined #linuxcnc
[00:39:36] <_methods> workbenches are expensive
[00:39:36] <_methods> i used and old server rack PDU for my power lol
[00:40:16] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:40:53] <renesis> i think they have most of that stuff
[00:41:51] <renesis> i get the 48" tripp lite strips and screw them to the back edge, i dont use the outlet breakouts in the legs
[00:42:25] <renesis> but yeah prob end up being closer to $400
[00:42:37] <unfy> i'll have to get the thing built then try to figure out how i wanna do power and shelving and small parts bins (if at all) et
[00:43:02] <renesis> small parts pins is the other reason i like the power strips
[00:43:25] <renesis> they keep the stacking akro bins from pushing off the back of the bench
[00:44:23] <unfy> i've got ~20 of the akro bins, and a hanger contraption cabinety thingie for them - but i just can't bring myself to find a use for it.
[00:45:43] <unfy> maybe i could move some of my larger hardware stuff to it (as in 1/4" and bigger nuts and bolts etc)
[00:45:49] <renesis> throw solder wick and spools in one, put gel flux and sticks by itself in another by themselves (gets messy)
[00:46:20] <renesis> then usually one for picks, spudgers, xacto knifes, little files
[00:46:38] <unfy> i do most of that in small parts bins or little storage boxes
[00:46:42] <renesis> another for pens, sharpies, postits, inspection dots and shit
[00:47:09] <renesis> yeah i just mean on a bench
[00:47:37] <renesis> normal akro bins kind of too big for small parts and too small for cables
[00:47:40] <unfy> i guess i'll get the 'foundation' built and then go about by "feel" with what i might wanna do for organization as time goes on heh
[00:48:01] <renesis> these...
[00:48:07] <_methods> yeah a workbench is a work in progress all the time
[00:48:24] <renesis> http://www.amazon.com/Sterilite-16428012-6-Quart-Storage-See-Through/dp/B002BDTETW
[00:48:35] <renesis> and yeah, what _methods said
[00:48:45] <_methods> i use those for project bins
[00:48:47] <unfy> since i'm using a small 12" x 16" wooden free standing/folding TV dinner tray thing right now :P
[00:48:49] <renesis> clear bins are awesome
[00:48:52] <_methods> in progress projects
[00:49:03] -!- asdfasd has quit [Ping timeout: 246 seconds]
[00:49:05] <unfy> yup, i've got 30 or so of the 6qt storage bins :D
[00:49:26] <_methods> i buy the little ones at the grocery store for small projects
[00:49:43] <unfy> and i've got about a dozen small parts bins cabinets
[00:49:45] <_methods> the ones for like food leftovers
[00:50:12] <unfy> i've been debating better quality tote bin things instead of the 'cheapest 6qt shoe box sized' thing i can find... i sunno
[00:50:29] <_methods> it depends on the project
[00:50:42] <_methods> junk projects get junk boxes lol
[00:51:26] <unfy> i've been storing anything and everything in them
[00:51:43] <unfy> (moved about a year ago and have been wanting some sanity to the sheer amount of crap i have)
[00:51:58] <_methods> yeah i go in phases
[00:52:06] <_methods> i'll get it organized for awhile
[00:52:10] <_methods> then it gets out of hand
[00:52:20] <_methods> back to organized
[00:52:28] <_methods> wife yells at me
[00:52:39] <_methods> back to organized
[00:53:27] <_methods> i always have like 10 projects in varying states of unfinishedness
[00:53:31] <unfy> indeed
[00:53:45] <_methods> waiting on parts
[00:53:59] <unfy> i've been doing well at getting things contained. a good work bench will help steam roll that along
[00:54:24] <unfy> either this week or next i'll build me the work bench
[00:54:52] <_methods> i picked up a couple unfinished cabinets at home depot
[00:55:01] <_methods> and then put some melamine on top of it
[00:55:29] <_methods> so i got cabinets with drawers and a bench all in one shot
[00:55:55] <Jymmm> concrete counter tops =)
[00:56:04] <_methods> i would have liked to get my hands on a couple vidmars instead
[00:56:11] <_methods> but those things are hard to get at auctions
[00:56:18] <_methods> people always bid them up to like $700
[00:56:19] <unfy> a coworker has done the beefy filing cabinet + solid core door thing.
[00:59:04] * unfy watches one of the eevblog bench things
[00:59:47] <_methods> those mats.......so over priced
[01:00:00] <_methods> just hook up to ground lol
[01:00:23] <unfy> here at work, we didn't give a shit about ground. cheap folding table + cardboard topper
[01:00:25] <_methods> i dont' fry enough stuff to make it worth while
[01:00:50] <unfy> or - currently - a nice old office metal desk + quilter's cutting board top
[01:01:42] <_methods> yeah those esd mats are nice but i'd rather put my money into a nice boom microscope or oscope
[01:02:07] <unfy> microscope: planned. scope: haz already :P
[01:02:45] <unfy> i have a cheap usb thing for inspection - but nothing for soldering atm. not even a lens-light table clamp thing
[01:02:58] <_methods> the microscope is the thing that i end up wishing i had more times than anything
[01:07:16] -!- rob_h has quit [Ping timeout: 264 seconds]
[01:09:02] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[01:11:45] Mr_Sheesh is now known as Mr_Sheesh_
[01:13:20] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[01:19:51] -!- Camaban has quit [Quit: Leaving]
[01:20:28] Mr_Sheesh_ is now known as Mr_Sheesh
[01:25:14] -!- uwe_ has quit [Ping timeout: 245 seconds]
[01:25:26] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[01:27:40] -!- Servos4ever has quit [Quit: ChatZilla 0.9.91.1 [SeaMonkey 2.26.1/20140612173529]]
[01:28:53] -!- skunkworks has quit [Ping timeout: 240 seconds]
[01:28:57] -!- PCW has quit [Remote host closed the connection]
[01:30:10] <unfy> oh yeah -- btw - solder wick. i don't touch the stuff. prefer the pumps :D
[01:32:17] -!- uwe_ [uwe_!~uwe_@dslb-088-067-009-230.088.067.pools.vodafone-ip.de] has joined #linuxcnc
[01:34:50] <Tom_itx> scopes are awesome for smt work
[01:42:03] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[01:43:30] <_methods> solder wick is awesome for prepping pads for replacement stuff
[01:44:13] <_methods> i use solder pump for getting the majority of solder off
[01:44:30] <_methods> then do final clean with solder wick if needed
[01:45:42] <_methods> if i have a lot of desoldering/salvaging parts off scrap boards i bust out the 808
[01:47:18] -!- pandeiro has quit [Read error: Connection reset by peer]
[01:47:39] -!- archivist has quit [Ping timeout: 256 seconds]
[01:54:01] -!- pandeiro has quit [Read error: Connection reset by peer]
[01:58:57] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[01:59:03] -!- Komzzzpa has quit [Ping timeout: 246 seconds]
[01:59:56] -!- archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[02:01:20] <furrywolf> tint applied. not that difficult. made a few mistakes, mostly because it was dark, but it's good enough. and cost $5 instead of $50.
[02:02:17] <furrywolf> don't apply window tint if it's going to get dark in the middle of the project. also, don't stop to pull your neighbor's lawn care people out of the ditch while you're in the bubble-removing stage.
[02:02:55] <XXCoder> cool'
[02:03:26] <furrywolf> the biggest mistake, related to lack of light, was missing a few specs of dirt while cleaning.
[02:03:33] <XXCoder> doh
[02:05:00] <furrywolf> I spent longer cleaning than I did applying!
[02:05:16] <furrywolf> the used window I got was _filthy_. covered in green mold slime.
[02:05:30] <XXCoder> wow but cheap?
[02:08:44] <furrywolf> $50. nothing is ever cheap from the local wrecker.
[02:12:15] -!- dnaleromj [dnaleromj!~dnaleromj@98.124.126.110] has joined #linuxcnc
[02:13:42] <XXCoder> guess so
[02:13:46] <XXCoder> still cheaper than new
[02:16:51] -!- koo5 has quit [Ping timeout: 264 seconds]
[02:21:56] <renesis> ha cool, i left latency test running the whole month i was gone, been running 6 weeks now
[02:22:29] -!- swingley has quit [Remote host closed the connection]
[02:23:36] <renesis> 20ns jitter not so bad for random $50 pc
[02:25:16] -!- furrywolf has quit [Ping timeout: 264 seconds]
[02:26:11] <LeelooMinai> lol... I don't think so:)
[02:45:04] -!- zeitue has quit [Ping timeout: 264 seconds]
[02:52:11] -!- mhaberler [mhaberler!~mhaberler@178-191-187-148.adsl.highway.telekom.at] has joined #linuxcnc
[02:53:34] -!- FinboySlick has quit [Quit: Leaving.]
[02:55:15] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[02:56:51] -!- mhaberler has quit [Ping timeout: 276 seconds]
[02:57:38] -!- zeitue [zeitue!~z@67.221.133.100] has joined #linuxcnc
[03:04:11] <PetefromTn_> Hello LinuxCNC!
[03:04:49] <Tom_itx> did you figure out ngcgui?
[03:04:57] <PetefromTn_> why hell no LOL
[03:05:07] <PetefromTn_> but I did look at it a bit.
[03:05:16] <PetefromTn_> excited to get to use it soon on this lathe.
[03:05:29] <Tom_itx> just move some files around and add a few entries to the ini
[03:05:55] <Tom_itx> seems that slow boat from china is in town now
[03:06:04] <Tom_itx> maybe i'll get some junk tomorrow
[03:06:05] <PetefromTn_> I managed to meet with my customer and had a GREAT meeting today...
[03:06:16] <_methods> good deal man
[03:06:18] <PetefromTn_> I hope so for your sake
[03:06:25] <Tom_itx> just an MPG is all
[03:06:26] <_methods> you still working at that other shop?
[03:06:38] <PetefromTn_> yeah we are working on a product idea
[03:06:44] <PetefromTn_> yeah sorta part time
[03:07:00] <PetefromTn_> I did not take that bridgeport knee mill job tho.
[03:07:08] <PetefromTn_> at least not so far HEHE
[03:07:36] <PetefromTn_> We are working on a cool product for the mazda RX7 guys that seems pretty awesome if we can pull it off.
[03:07:48] <PetefromTn_> The guys are very excited about it
[03:07:52] <PetefromTn_> and so am I
[03:08:07] <PetefromTn_> and they paid me again in full for this short run of parts I am making now today
[03:08:13] <PetefromTn_> which is always nice
[03:08:17] <PetefromTn_> ;)
[03:09:01] <PetefromTn_> so after work I picked up my wife and we headed into Knoxvegas for dinner out and a visit to Horrible freight
[03:09:24] <PetefromTn_> http://i.imgur.com/VkrQt5A.jpg grabbed one of these
[03:10:28] <Tom_itx> vaccuum pump?
[03:10:33] <PetefromTn_> yup
[03:10:53] <PetefromTn_> also they were having some kinda huge sale there today
[03:10:54] <Tom_itx> from there i hope it lasts more than a day
[03:10:56] <PetefromTn_> place was packed LOL
[03:11:13] <Tom_itx> the drill i got from them didn't
[03:11:15] <PetefromTn_> honestly it looks pretty nice from first impressions
[03:11:20] <Tom_itx> so did the drill
[03:11:30] -!- The_Ball_Shed [The_Ball_Shed!~test@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[03:11:30] <Tom_itx> angle head didn't make it thru the first hole
[03:11:44] <PetefromTn_> well we shall see I guess
[03:12:07] <PetefromTn_> I actually bought a small dual tank compressor for site woodworking installations from them years ago and it still works great.
[03:12:19] <PetefromTn_> it is also pretty quiet
[03:13:04] <PetefromTn_> http://images.harborfreight.com/cpi/photos/95400-95499/95498.gif looks kinda like this one
[03:13:17] <Tom_itx> we didn't use a reserve tank on ours
[03:13:30] <Tom_itx> i don't see too much benefit with one
[03:13:51] <PetefromTn_> while I was there I grabbed some nice looking ball end allen wrench sets imperial and metric as my old set is missing a few
[03:13:59] <PetefromTn_> on your vacuum pump?
[03:14:04] <Tom_itx> yeah
[03:14:30] <PetefromTn_> I have one and was considering using it
[03:14:45] <Tom_itx> just more to evacuate
[03:14:54] <Tom_itx> the volume on the plate is minimal
[03:15:13] <PetefromTn_> the pump was just $99 so if it does fail it is not the end of the world
[03:15:18] <PetefromTn_> sure
[03:15:36] <PetefromTn_> I have some nice push lock angled fittings I want to use on the fixture
[03:15:57] <PetefromTn_> and I need to get a ball valve and some tubing altho I might have some tubing that will work already
[03:19:30] <PetefromTn_> really excited to start using vacuum hold down techniques on the CNC mill.
[03:19:44] <PetefromTn_> it would have been really nice for the edge lit LED sign too
[03:20:25] <zeeshan> fuck
[03:20:33] <zeeshan> the hydraulic cylinder exploded!
[03:20:35] <unfy> son of a
[03:20:38] <unfy> zee: doh!
[03:20:42] <zeeshan> it didnt
[03:20:46] <zeeshan> but it would be exciting if it did
[03:20:47] <PetefromTn_> define exploded
[03:20:50] <zeeshan> i cant figure how to get it out
[03:21:01] <zeeshan> i've pulled out the fingers that hold the retention knob
[03:21:06] <zeeshan> i dont see how else its being held in there
[03:21:23] <unfy> bought metal stuff and some 1/2" plywood for electronics workbench. realized i forgot some particle board / osb.... and the store is closed now. damnit.
[03:21:49] <zeeshan> delicious metal
[03:21:52] <zeeshan> i love metal!
[03:22:32] <Tom_itx> is it threaded?
[03:22:50] <zeeshan> yea thats how i got the fingers off
[03:23:00] <zeeshan> ill take a bit in a bit, eating :)
[03:23:09] <zeeshan> late dinner :/
[03:27:22] -!- swingley has quit [Ping timeout: 245 seconds]
[03:29:02] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[03:29:22] <PetefromTn_> this little vac pump is pretty cool
[03:30:00] <PetefromTn_> I need to ante up and get some large plate stock so I can make a nice big pneumatic hold down fixture on the VMC
[03:30:09] <bobo_> come with oil ?
[03:30:22] <bobo_> vav oil
[03:30:23] <PetefromTn_> yeah it did actually
[03:30:39] <PetefromTn_> and it appears to have some inside
[03:30:49] <PetefromTn_> you can see it in the view window
[03:31:15] <bobo_> my fingers are now uncrossed
[03:31:24] <PetefromTn_> ?
[03:31:30] -!- gennro has quit [Quit: Leaving]
[03:31:41] <bobo_> no oil start
[03:33:01] <bobo_> was hopeing for oil
[03:33:41] <PetefromTn_> it has oil and a bottle of it as well
[03:34:31] <bobo_> keep on keeping on -------was just worried
[03:35:02] <PetefromTn_> well I have to get some stuff so I can hook it up tomorrrow
[03:35:17] <PetefromTn_> and I now need to order a bunch of material for the parts run.
[03:35:49] <bobo_> order from where ?
[03:36:15] <PetefromTn_> from my local supplier
[03:36:49] -!- ozonejunkie [ozonejunkie!~ozonejunk@180.200.187.237] has joined #linuxcnc
[03:36:49] <PetefromTn_> whats nice is the prototype I made for them worked perfect the first time so I just need to make a bunch more now heh
[03:38:05] <bobo_> walk --drive -local ? or phone and wate ?
[03:38:44] <PetefromTn_> phone and wait then drive about 15 minutes to pickup
[03:38:55] <PetefromTn_> usually next day or so
[03:42:10] <bobo_> great except the walking past the drop bin always gets me in fits. like gee I could/might use that piece or that piece looks usable
[03:42:49] <PetefromTn_> oh yeah man and they have a huge rack of small stuff as well as smaller drop pieces on the floor next to it.
[03:43:05] <PetefromTn_> I often grab a couple small pieces and they usually sell it to me by the pound at a good price
[03:43:10] <bobo_> Oh ! stop
[03:44:10] <bobo_> envious
[03:45:09] <PetefromTn_> well it is no big deal really. you should drop by your local machine shops and bring donuts you would be amazed at the scrap they will let you have for free or cheap....unless they are assholes
[03:46:30] <zeeshan> http://c4.staticflickr.com/8/7319/16406155082_690d08502c_b.jpg ;
http://c4.staticflickr.com/8/7281/16221165587_57c0e23288_b.jpg ;
http://c4.staticflickr.com/8/7370/16219440808_85d53910eb_b.jpg
[03:46:43] <zeeshan> last pic shows the stud protruding in the spindle
[03:46:46] <zeeshan> where this finger assembly went
[03:47:04] -!- sumpfralle has quit [Quit: Leaving.]
[03:47:13] <zeeshan> dunno whats holding it in now :/
[03:47:32] <PetefromTn_> does the whole damn thing unscrew?
[03:47:41] <zeeshan> hmm
[03:47:45] <PetefromTn_> that is a cool looking pullstud setup tho
[03:47:58] <zeeshan> PetefromTn_: you prolly have the same thing
[03:48:04] <zeeshan> ott jakobs pretty much makes all the drawbars
[03:48:09] <PetefromTn_> no my pullstud is quite a bit different
[03:48:17] <PetefromTn_> it is a lot like the HAAS style
[03:48:20] <zeeshan> o
[03:48:59] <zeeshan> http://c1.staticflickr.com/9/8628/15787034813_a90202e3cf_b.jpg ;
http://c4.staticflickr.com/8/7304/16219665160_e96fe567b2_c.jpg
[03:49:04] <zeeshan> special tool was made!
[03:49:06] <zeeshan> it turned out pretty hnice
[03:49:10] <Tom_itx> PetefromTn_, you should make a trip over here to the surplus and grab some of the plate
[03:49:22] <PetefromTn_> http://thumbs4.ebaystatic.com/d/l225/m/mRMlkam4A0EqK913q138wOg.jpg mine look like this sorta
[03:49:55] <PetefromTn_> hey thats pretty nice man
[03:50:05] <PetefromTn_> did you turn that on your CNC lathe?
[03:50:12] <zeeshan> yea
[03:50:19] <PetefromTn_> Tom_itx Man if I could get good prices I might consider it LOL
[03:50:24] <PetefromTn_> looks good zeeshan
[03:50:28] <zeeshan> check this out dude i was getting such a shitty finish using vnmg 331 inserts
[03:50:34] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/stock_index.php
[03:50:44] <zeeshan> i was spinning at 150 sfm , feedrate 3.8ipm
[03:50:51] <zeeshan> read the specs on the insert package
[03:50:53] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/7.jpg
[03:50:56] <Tom_itx> PetefromTn_^^
[03:50:56] <zeeshan> 400 minimum - 800 sfm
[03:51:05] <zeeshan> feedrate worked out to 10 ipm
[03:51:11] <zeeshan> did that, and holy cow it made a much better finish
[03:51:44] <PetefromTn_> damn that is some nice thick material I am sure they want a fortune for it.
[03:51:53] <Tom_itx> by the pound
[03:52:03] <Tom_itx> i don't know what the going rate is right now
[03:52:13] <Tom_itx> they have thinner stuff
[03:52:29] <Tom_itx> look over that page, i took several pics the last time i was there
[03:52:37] <PetefromTn_> is that a VNMG aluminum specific or steel
[03:52:44] -!- mhaberler [mhaberler!~mhaberler@178-191-254-143.adsl.highway.telekom.at] has joined #linuxcnc
[03:52:54] <zeeshan> steel
[03:54:20] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/15.jpg
[03:54:26] <Tom_itx> there's some thinner plate
[03:54:53] <PetefromTn_> damn I could make so much cool shit with that stuff LOL
[03:55:18] <Tom_itx> if you use alot it may be worth a trip
[03:55:34] <PetefromTn_> I dunno man you are way over in texas right?
[03:55:41] <Tom_itx> especially with gas prices like they are now
[03:55:42] <Tom_itx> Ks
[03:55:47] <bobo_> zeeshan does the (top of spindle )hyd cylender need to come off and draw tube & rest of stuff removed thru bottom ?
[03:55:48] <PetefromTn_> what city
[03:55:49] <Tom_itx> about 18 hrs
[03:55:51] <Tom_itx> wichita
[03:55:57] <Tom_itx> i've driven it in a day
[03:56:03] <Tom_itx> like 20 hrs to NC
[03:56:10] <PetefromTn_> a day each way you mean
[03:56:15] <Tom_itx> you're not that far
[03:56:18] <Tom_itx> yes
[03:56:32] <Tom_itx> it's probably a good 16 hrs
[03:56:44] <Tom_itx> but i dunno exactly where you are
[03:57:09] <PetefromTn_> honestly my local supplier usually beats the online places by a reasonable margin so I usually just drive up there and get it myself
[03:57:17] <zeeshan> bob
[03:57:23] <zeeshan> bobo_: youre saying the cylinder is screwed in?
[03:57:25] -!- micges has quit [Ping timeout: 256 seconds]
[03:57:29] <zeeshan> hm
[03:57:34] <Tom_itx> oh, you got a surplus around you?
[03:57:41] <Tom_itx> or new stuff?
[03:57:42] <PetefromTn_> its not a surples
[03:57:43] -!- mhaberler has quit [Ping timeout: 265 seconds]
[03:57:45] <PetefromTn_> surplus
[03:57:50] <PetefromTn_> it is new supply
[03:58:00] <Tom_itx> well you're paying new price then
[03:58:01] <PetefromTn_> and they usually have to order what I need
[03:58:07] <bobo_> Tom_itx can we place an order an meet you half way? will bring donuts
[03:58:16] -!- swingley has quit [Ping timeout: 264 seconds]
[03:58:26] <Tom_itx> i haven't been there but what i couldn't find what i need
[03:59:04] <Tom_itx> years ago they had really cool stuff
[03:59:12] <Tom_itx> now it's all organized and boreing
[03:59:20] <zeeshan> http://www.ebay.com/itm/DECKEL-FP3-QUILL-AND-SPINDLE-/201269984742?pt=LH_DefaultDomain_0&hash=item2edca03de6&rmvSB=true
[03:59:22] <Tom_itx> alot of old wwii surplus etc
[03:59:26] <Tom_itx> that's all gone now
[03:59:27] <zeeshan> bobo_: that is the cylinder i think i have.,
[04:00:15] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/5.jpg
[04:00:17] <PetefromTn_> that is not the cylinder
[04:00:17] <Tom_itx> smaller chunks
[04:00:57] <PetefromTn_> LOL maybe I need to get with you and do a freight shipment
[04:01:07] <zeeshan> https://www.flickr.com/photos/128539016@N05/16367629596/
[04:01:09] <zeeshan> its so similar
[04:01:21] <zeeshan> you can see that thing with the shaft that is splined
[04:01:28] <bobo_> zeeshan was looking at your photos ----thought hyd cyl had a flat at bottom
[04:01:32] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/9.jpg
[04:01:35] <zeeshan> http://i.ebayimg.com/00/s/MTIwMFgxNjAw/z/69oAAOSwj0NUmFn2/$_57.JPG
[04:01:38] <zeeshan> you can see the splined part here
[04:01:40] <Tom_itx> 10.5" roundbar if you need it :D
[04:02:01] <zeeshan> infact that is the spindle too
[04:02:24] <PetefromTn_> I have a piece like that but it is only like six or seven inches long
[04:02:42] <zeeshan> http://www.ebay.com/itm/201261063819?ssPageName=STRK:MESELX:IT&_trksid=p3984.m1555.l2649&rmvSB=true
[04:02:43] <zeeshan> OH i see it now
[04:02:50] <zeeshan> the hyd cylinder is threaded int othe splined shaft
[04:02:51] <Tom_itx> they had one like 2' diameter but i didn't see it last time i was there
[04:02:51] <zeeshan> !!
[04:03:00] <bobo_> loctite
[04:03:17] <Tom_itx> zeeshan i told you it was threaded...
[04:03:18] <zeeshan> im gonna need a massive wrench for this
[04:03:18] <zeeshan> lol
[04:03:23] <zeeshan> Tom_itx: wasn't sure.
[04:03:28] <zeeshan> im a visual person
[04:03:52] <bobo_> im delousional
[04:04:26] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/2.jpg
[04:04:32] <Tom_itx> stacked like lumber at the home depot
[04:04:58] <bobo_> Tom -------12 donuts?
[04:05:01] <PetefromTn_> there is a LOT of money in that picture
[04:05:54] <Tom_itx> just bring a flatbed and a wallet
[04:06:12] <PetefromTn_> a BIG DEEP wallet
[04:06:23] <PetefromTn_> can I borrow yours hehe
[04:06:31] <bobo_> last offer . Pete you drive ,and I buy donuts
[04:06:34] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/11.jpg
[04:06:36] <Tom_itx> roundbar
[04:07:01] <Tom_itx> http://tom-itx.no-ip.biz:81/~webpage/cnc/local_stock/8.jpg
[04:07:04] <Tom_itx> more roundbar
[04:10:20] <zeeshan> man
[04:10:23] <zeeshan> what the hell
[04:10:27] <zeeshan> im just spinning the cylinder w/ the spindle
[04:10:28] <zeeshan> lol
[04:10:37] <Tom_itx> heh
[04:10:44] <zeeshan> theres no lock
[04:10:46] -!- PetefromTn_ has quit [Ping timeout: 255 seconds]
[04:10:55] <Tom_itx> put the brake on
[04:11:02] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[04:11:07] <zeeshan> what brake
[04:11:10] <Tom_itx> oh
[04:11:19] <Tom_itx> well it probably wouldn't hold it anyway
[04:11:22] <zeeshan> i guess i can put it in low gear
[04:11:33] <Tom_itx> don't chip a tooth
[04:11:38] <zeeshan> yea
[04:11:40] <zeeshan> i really dont wanna force it
[04:11:42] <zeeshan> this is big ass thread
[04:11:48] <zeeshan> prolly under 300-400ftlb of torque
[04:11:53] -!- furrywolf [furrywolf!~randyg@174-144-4-121.pools.spcsdns.net] has joined #linuxcnc
[04:12:05] <Tom_itx> spray some goo on it, it's been on there a while
[04:12:17] <zeeshan> doesnt look rusted
[04:12:38] <zeeshan> am i supposed to jam something where the ke ys are supposed to go
[04:12:40] <zeeshan> in the spindle? :p
[04:13:38] <furrywolf> argh. one of our pilots has a serious obsession with his weight and balance. his latest complaint: a manilla envelope, weighing a couple ounces, listed as 1lb on the airbill, didn't go in the right bay. I pointed out one pound wouldn't make any difference. "but it does! if you're off by one pound, then you're off by another pound here and another pound there, and it adds up!" etc.
[04:15:02] <furrywolf> if he does that again, I'm going to ask how much his last bowel movement weighed, and if he remembered to calculate the change in cg...
[04:15:04] <bobo_> zeeshan I think it is threaded into spindle . also loctite . can you borrow a hair dryer
[04:15:25] <zeeshan> bobo_: im not worried about removing the loctite
[04:15:31] <zeeshan> veven w/ loctite its tight
[04:15:34] <zeeshan> without i mean
[04:15:41] <zeeshan> im trying to figure out how you're supposed to torque this down
[04:15:46] <zeeshan> or untorque it
[04:15:54] <zeeshan> untorque = loosen
[04:16:06] <zeeshan> maybe there is a special tool to grab the splined shaft?
[04:16:34] <zeeshan> yea i think a spanner can fit inthere.
[04:16:46] <zeeshan> https://www.flickr.com/photos/128539016@N05/16367629596/
[04:16:48] <zeeshan> thats what im dealing with
[04:19:10] <bobo_> try above quill stop . or move stop so when quill gets ucked ---its above travle
[04:20:27] <bobo_> ucked up section is above trevel
[04:20:41] <bobo_> travel
[04:21:47] <bobo_> cat can't type for crap
[04:26:53] -!- AR__ has quit [Ping timeout: 240 seconds]
[04:36:25] <PetefromTn_> http://www.ebay.com/itm/Yang-AC327903-CNC-Lathe-8-Tool-Turret-Changer-for-SML-12-30-SML-20-/311268372993?pt=LH_DefaultDomain_0&hash=item48790a7201 Ya think they would take $500?
[04:36:30] <PetefromTn_> ;)
[04:37:47] <bobo_> $500 + lot of donuts , mayby ?
[04:39:38] <bobo_> Pete NYC-CNC is having open house -last of March
[04:40:26] <bobo_> Zanesvill Ohio
[04:41:08] <PetefromTn_> and?
[04:41:32] <bobo_> be there ?
[04:42:38] <PetefromTn_> the only long distance drive I am gonna be taking is when I sell my house and pack all my shit and move back to florida.. so unless there is some free gold or something I am not interested hehe
[04:43:14] <bobo_> Free lunch-----he said
[04:43:51] <Jymmm> no such thing
[04:44:41] <PetefromTn_> so NYC CNC is in Ohio?
[04:45:12] <bobo_> I would spring for cheese cake donut
[04:46:03] -!- The_Ball_Shed has quit [Ping timeout: 276 seconds]
[04:46:25] <furrywolf> http://humboldt.craigslist.org/zip/4858986828.html what an amazing deal! I'll hop right on it!
[04:46:35] <bobo_> Yes John moved to Zanesville from New York
[04:49:33] <bobo_> He is even trying for Fed. fire arm permit
[04:51:01] <bobo_> now that he is in Ohio
[04:51:03] <furrywolf> the only permit you need ends with "shall not be infringed".
[04:52:22] <bobo_> Yes but Theory vers swat team------
[04:55:17] <bobo_> and some many years later a judge says -gosh ----sorry to the remaning family
[04:55:52] <furrywolf> http://humboldt.craigslist.org/pts/4869579049.html some people need to think harder when writing ads...
[04:56:00] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[04:56:06] -!- gennro [gennro!~gennro@ip68-224-129-2.lv.lv.cox.net] has joined #linuxcnc
[04:58:47] -!- swingley has quit [Ping timeout: 244 seconds]
[05:04:15] -!- skunkworks has quit [Ping timeout: 264 seconds]
[05:08:25] -!- PetefromTn_andro [PetefromTn_andro!~PetefromT@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[05:08:26] <furrywolf> bbl, wolfy bedtime
[05:16:53] <bobo_> Pete if you go to NYC-CNCs open house ----zanesville has a "Y" bridge , just think -having to turn left or right in the middle of a bridge
[05:16:57] -!- furrywolf has quit [Ping timeout: 245 seconds]
[05:17:20] <unfy> oi
[05:18:08] <bobo_> while eating a cheese cake do-nut
[05:18:39] <zeeshan> that guy makes me upset
[05:18:41] <zeeshan> w/ his solidworks videos
[05:23:34] -!- patrickarlt has quit [Quit: Leaving...]
[05:24:08] <PetefromTn_andro> Yeah man I ain't going to no Damn Ohio sorry LOL
[05:24:32] <PetefromTn_andro> Not even for a Damn cheese cake donut
[05:24:52] <bobo_> 2 donuts ?
[05:25:15] <PetefromTn_andro> I don't even really like his videos
[05:25:22] <zeeshan> i like them
[05:25:25] <zeeshan> but i hate the solidworks ones
[05:25:26] <PetefromTn_andro> Not even for a dozen
[05:25:43] <zeeshan> he does shit so hacked up
[05:25:50] <zeeshan> it messes with my ocd
[05:26:36] <PetefromTn_andro> In fact about the only way I would drive up there is if he was gonna give me the automatic tool turret off that tormach lathe of his hehehe
[05:26:56] <zeeshan> PetefromTn_andro: that lathe costs like 10k!
[05:27:08] <PetefromTn_andro> More than that man
[05:27:17] <zeeshan> i dont think its worth it
[05:27:24] <zeeshan> at least from a retrofit perspective
[05:27:30] <zeeshan> when you can have much better machines for 10k
[05:28:08] <PetefromTn_andro> I agree but I do think they did a nice job designing the machine tho
[05:28:11] <bobo_> give him a brake -fron central ohio ----------think he has a busines degree raised in a very small town
[05:28:57] <PetefromTn_andro> For what it is it looks like a nice little machine but I would not buy one..
[05:29:13] <zeeshan> that machine is for noobs
[05:29:15] <zeeshan> !
[05:29:23] <zeeshan> not pros like us
[05:29:32] <zeeshan> who can retrofit!
[05:29:33] <zeeshan> :P
[05:29:48] <PetefromTn_andro> Meh not really it is just a nice little slant bed collet lathe
[05:30:07] <zeeshan> needs dual spindles
[05:30:08] <zeeshan> !
[05:30:29] <PetefromTn_andro> Not really all that different from a lot of other commercial Collette lathes out there
[05:30:55] <PetefromTn_andro> Just small and designed to run off single phase
[05:32:07] <PetefromTn_andro> The big problem is that fully equipped with the tool turret and pneumatic Collette closer it is gonna be really close to20k apparently
[05:38:40] <PetefromTn_andro> At least it already runs on linuxcnc hehe
[05:39:10] <bobo_> yes but the art-history --business majors can understand it , and there is no mention of not being a windows stuff
[05:40:12] <bobo_> don't confuse them with facts
[05:44:10] <bobo_> besides-the machines have a rather nice paint job --just like their john-deer lawn mower from home depo
[05:54:19] -!- mhaberler [mhaberler!~mhaberler@178-191-255-9.adsl.highway.telekom.at] has joined #linuxcnc
[05:56:50] <zeeshan> bobo_: do you know what the 3 gear selectors do ?
[05:56:55] <zeeshan> is left one back gear selection?
[05:58:29] -!- anarchos2_ [anarchos2_!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[05:58:32] <bobo_> I think middle ?
[05:58:47] <zeeshan> i cant find info :)
[05:58:48] -!- mhaberler has quit [Ping timeout: 246 seconds]
[05:59:14] -!- swingley has quit [Ping timeout: 244 seconds]
[06:01:00] <anarchos2_> Hi, I am having some trouble with some basic concepts...I have a very simple gcode file (a face operation and then a circle about 0.4inch radius). so it all looks good, i home my machine, load the file and it shows it loaded....then i touch off my z, x, and y
[06:01:06] <bobo_> try www.dialog5.com ----wessley's project -----bottom of page ---has chart
[06:01:17] <anarchos2_> but it complanes it will be more than the x and y's positive value
[06:01:25] <anarchos2_> even though it won't be...
[06:01:38] <zeeshan> anarchos2: look at the display
[06:01:43] <zeeshan> is it beyond the dotted red box
[06:03:46] <anarchos2_> It's completely in the box
[06:04:55] <zeeshan> zoooom in! :)
[06:07:27] <anarchos2_> i'm 100% positive it's in the box
[06:08:13] <zeeshan> linxucnc doesnt lie! :P
[06:11:03] -!- anarchos2 has quit [Quit: Ex-Chat]
[06:11:19] <anarchos2_> if i knew how to take a screenshot in xfce i'd show you...
[06:11:38] <zeeshan> can you post the program on pastebin?
[06:12:23] -!- amiri has quit [Ping timeout: 240 seconds]
[06:16:07] <anarchos2_> http://i.imgur.com/dLkLI5d.png
[06:18:07] <anarchos2_> http://pastebin.com/4DbEzrZt
[06:18:48] <anarchos2_> so apparently not so simple....generated by hsmexpress
[06:18:57] <zeeshan> hehe
[06:19:17] <zeeshan> have you run any programs on this machine before?
[06:19:31] <zeeshan> my suggestion is a bit crude
[06:19:37] <zeeshan> but i would truncuate that program.
[06:19:50] <anarchos2_> well i did, yeah, but have been busy with work for 5 or 6 months so it's been a while
[06:19:53] <zeeshan> like run 10 lines of it
[06:19:59] <zeeshan> if its okay, add another 10 lines
[06:20:06] <zeeshan> eventually the error will pop up :P
[06:20:09] <anarchos2_> but loading programs that i have run before product the same error :P
[06:20:16] <zeeshan> oh!
[06:20:29] <anarchos2_> it says line 21 of the program
[06:20:35] <anarchos2_> will exceed the limit
[06:21:31] <zeeshan> maybe its not liking something with the circular interpolation
[06:21:36] <zeeshan> shrug :)
[06:21:51] <zeeshan> are you outputting quadrant mode
[06:22:02] <anarchos2_> i don't know what the is the be honest
[06:22:15] <zeeshan> use good old quadrant mode
[06:22:27] <zeeshan> i had issues posting with mastercam
[06:22:36] <zeeshan> until i set it to quadrant mode
[06:22:47] <zeeshan> but i was getting a diff error.
[06:22:53] <zeeshan> relating to interpolation
[06:23:11] <zeeshan> that the start and end point varied too much
[06:24:04] <anarchos2_> even loading a gcode file that i have successfully run before produces the same error
[06:24:15] <anarchos2_> both say X and Y axis on line 21...
[06:25:49] -!- Tom_shop [Tom_shop!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[06:27:11] -!- Tom_itx has quit [Ping timeout: 255 seconds]
[06:27:31] <PetefromTn_andro> Do you want it run in xz plane?
[06:27:34] -!- icecube45 has quit [Ping timeout: 255 seconds]
[06:28:08] -!- icecube45 [icecube45!~icecube45@unaffiliated/icecube45] has joined #linuxcnc
[06:28:47] <anarchos2_> yes..i think
[06:30:13] <PetefromTn_andro> Are you using cutter company for the axis making the arc?
[06:30:19] <PetefromTn_andro> Comp
[06:30:50] <anarchos2_> i don't think so
[06:31:59] <PetefromTn_andro> Maybe try removing the g18 code and see if you get the same error. That is the only thing I see unusual about the line 1
[06:32:04] <PetefromTn_andro> 21
[06:32:47] <anarchos2_> hmm just looking at my own g code...line 18
[06:32:51] <anarchos2_> z0.2
[06:33:05] <anarchos2_> where as i think i have my z axis set to go from 0 to -12
[06:33:18] <anarchos2_> althought it does not complain about the Z axis...
[06:33:26] <PetefromTn_andro> I am no g code expert here LOL
[06:34:38] <PetefromTn_andro> Is .2 your safety z travel height
[06:35:30] <PetefromTn_andro> Is g54 Z0 top of workpiece?
[06:35:56] <anarchos2_> yea
[06:36:06] <anarchos2_> i basically designed it downwards from z0
[06:40:42] -!- KimK_laptop [KimK_laptop!~kkirwan@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[06:41:53] <PetefromTn_andro> Is that some kinda surfacing operations with a helical entry move?
[06:42:17] <anarchos2_> yup
[06:42:52] <anarchos2_> well i don't know so much about helical, but it's just a surface operation then a circular hole being cut
[06:44:35] <bobo_> zeeshan-------could the hyd. cyl. to quill be a reverse thread ? righty =loosey
[06:45:05] <zeeshan> bobo_: still doesnt stop the spindle from spinning
[06:45:17] <zeeshan> from what im grasping from that website, i think you can set the gear sin a way
[06:45:20] <zeeshan> so that they lock.
[06:45:51] <zeeshan> i know asah knows about this
[06:45:55] -!- KimK_laptop has quit [Ping timeout: 265 seconds]
[06:45:58] <zeeshan> he posted his python script a while ago, but i lost it :/
[06:47:15] <bobo_> that gear lock sounds scary
[06:48:29] <anarchos2_> bah, i even removed the entire face operation
[06:48:31] <anarchos2_> same error
[06:48:59] <PetefromTn_andro> Really..
[06:49:41] <PetefromTn_andro> Are you sure you are homed and your tools are touched off with the proper offsets?
[06:50:12] -!- DaViruz has quit [Ping timeout: 276 seconds]
[06:50:12] <PetefromTn_andro> And you set the G54 offsets right
[06:51:22] <PetefromTn_andro> Sometimes I find changing the view orientation in axis will show problems with the setup etc.
[06:55:18] -!- mhaberler [mhaberler!~mhaberler@93-82-142-109.adsl.highway.telekom.at] has joined #linuxcnc
[06:55:50] <anarchos2_> yeah if i open up the offset page (gmoccappy) it shows i'm correctly touched off g54
[06:56:44] -!- ve7it has quit [Remote host closed the connection]
[06:59:56] -!- mhaberler has quit [Ping timeout: 265 seconds]
[07:00:39] -!- swingley has quit [Ping timeout: 264 seconds]
[07:01:06] -!- mttr has quit [Ping timeout: 246 seconds]
[07:01:25] <PetefromTn_andro> I'm not in front of the machine so I can not look at the code right now sorry.
[07:01:38] -!- DaViruz [DaViruz!~daviruz@c83-253-202-121.bredband.comhem.se] has joined #linuxcnc
[07:05:13] -!- KimK_laptop [KimK_laptop!~kkirwan@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[07:07:16] -!- kwallace2 has quit [Ping timeout: 264 seconds]
[07:21:05] -!- PetefromTn_andro has quit [Quit: Bye]
[07:22:43] <bobo_> zeeshan strap wrench on top part of quill spline ?
[07:28:41] <bobo_> zeeshan metal bar diagional thru spindle drive dogs ?
[07:32:57] -!- TTN_ has quit [Ping timeout: 246 seconds]
[07:33:12] -!- mhaberler [mhaberler!~mhaberler@93-82-142-109.adsl.highway.telekom.at] has joined #linuxcnc
[07:33:47] -!- TTN_ [TTN_!~TTN@27.110.122.139] has joined #linuxcnc
[07:37:38] <witnit> anarchos2_ you are using a rotary axis?
[07:40:16] -!- TTN_ has quit [Ping timeout: 264 seconds]
[07:49:49] <witnit> anarchos2_ i think if your ini would specify your soft limits which is what linuxcnc is calling the problem correct? maybe post your ini file?
[07:52:47] -!- mhaberler has quit [Quit: mhaberler]
[07:56:01] -!- FreezingCold has quit [Read error: Connection reset by peer]
[07:56:52] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[08:01:10] -!- swingley has quit [Ping timeout: 244 seconds]
[08:03:33] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:03:56] <Deejay> moin
[08:07:33] <witnit> mojn!
[08:27:32] -!- mhaberler [mhaberler!~mhaberler@188-23-95-30.adsl.highway.telekom.at] has joined #linuxcnc
[08:46:37] -!- TTN_ [TTN_!~TTN@27.110.122.139] has joined #linuxcnc
[08:53:02] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-72-29.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[08:59:17] <witnit> I have this spreadsheet I have been working on, I use it to calculate my turning jobs. Anyone else use something similar? If anyone wants it the link is at the top of the page here
[08:59:19] <witnit> http://what.duckdns.org/
[09:00:22] -!- asdfasd [asdfasd!~332332@94.10.237.158] has joined #linuxcnc
[09:00:39] -!- Miner_48er has quit [Quit: Leaving]
[09:00:46] <witnit> I dont know enough about spreadsheets to do a really nice job on it, but maybe someone running bars can use it
[09:01:33] <witnit> I just combined the scrap calculator and added the charts but its still beta
[09:02:13] -!- swingley has quit [Ping timeout: 265 seconds]
[09:04:09] <archivist> my spreadsheets are never that posh :)
[09:04:20] <witnit> posh?
[09:04:51] -!- f1oat has quit [Ping timeout: 264 seconds]
[09:05:00] <archivist> shiny
[09:05:33] <witnit> ohhh, yes, i did that to ease the brain, i lose my place alot without color coding and such
[09:07:28] <witnit> its tailored for running automatic multi-spindle screw machines
[09:07:38] <archivist> have you missed the shop overhead
[09:08:11] <witnit> there is an "other" location i think :)
[09:08:27] <archivist> or is that shop rate
[09:08:30] <witnit> but its not scaled to the rate, just a single cost
[09:08:51] <witnit> no, the rate is for calculation of the estimated price per part
[09:09:13] <witnit> however on that sheet it may need readjusted to function i have not used it in so long
[09:09:25] <witnit> I been cranking out quotes with raw numbers
[09:09:35] <witnit> and adding the rest at the end
[09:09:50] <witnit> insane jobs to quote lately
[09:10:04] <witnit> 5 different jobs at the same time each for 100,000 pieces
[09:10:08] <witnit> per month
[09:10:23] <archivist> dont worry about too much
[09:10:41] <archivist> too little is a real problem
[09:11:17] <witnit> yeah but, big numbers in short amount of times is stressful
[09:11:26] <archivist> factor enough in so you can expand the number of machines too
[09:11:58] <archivist> cashflow when expanding is another killer
[09:12:41] <witnit> yes, cashflow becomes problematic when you must order X amount of thousands of pounds of steel then wait to get paid for the job for 90 days after shipment
[09:12:59] <archivist> I have one auto that is currently idle waiting for a cnc retrofit
[09:13:10] <witnit> what is it?
[09:13:15] <witnit> browny?
[09:13:20] <archivist> an old Bechler
[09:13:23] <witnit> nice
[09:13:27] <witnit> gravity loader?
[09:13:31] <archivist> sliding head
[09:13:44] <witnit> yeah, multi position end working head?
[09:14:08] <archivist> single bar feed no autoloading
[09:14:13] <witnit> right
[09:15:02] <archivist> 1950-1960s tech
http://www.collection.archivist.info/searchv13.php?searchstr=bechler
[09:15:13] <witnit> are you going to servo each crosslide individually or will you just do one servo and constant rise cams?
[09:15:24] <witnit> I feel like i asked you this before ahahahhaa
[09:16:04] <archivist> separate for the slides so they can be interleaved I think
[09:18:24] <archivist> even though linuxcnc does not understand that concept yet
[09:19:22] <witnit> It seems like its missing something in back
[09:19:39] <witnit> that three position drill unit
[09:19:54] <witnit> wasnt there pickoff options and backworking on those?
[09:20:59] <archivist> there is a lump that bolts to the side not pictured which has the screw head slotter
[09:22:01] <witnit> awesome
[09:22:06] <archivist> still lots to restore and think about, but its in an unheated garage, so waits for funds and summer
[09:22:44] <witnit> I believe you could put wrench flats on a part with that same cutter system
[09:22:58] <witnit> just two saws spaced apart?
[09:23:25] <archivist> may bolt something on it so it can mill like a citizen
[09:23:34] <archivist> one saw
[09:24:05] <witnit> ahh, in davenport I use the same saw type to cut flats
[09:25:12] <witnit> it rotates with the spindle at same rpm while coming in with two circular saws and does it while the part is being turned down
[09:26:19] <archivist> I dont think the cnc world realises that multifunction at the same time idea
[09:27:05] <archivist> some machines are getting close though
[09:28:18] <witnit> yes, there is a couple out there, based on rotary transfer machines
[09:29:10] <witnit> https://www.youtube.com/watch?v=xY1YfwssoaI
[09:29:13] <witnit> try that
[09:30:18] -!- balestrino [balestrino!~SB@95.235.129.230] has joined #linuxcnc
[09:33:43] <witnit> collets would get expensive but, on gigantic orders, who cares
[09:34:06] <witnit> if you had two different jobs and to loading locations you could probably run two jobs at the same time
[09:34:46] -!- zeitue has quit [Ping timeout: 255 seconds]
[09:35:44] <archivist> see also Wickman multispindle autos
[09:36:16] -!- mhaberler has quit [Quit: mhaberler]
[09:36:23] <witnit> I almost bought a couple wickmans
[09:36:28] <witnit> big ones
[09:36:52] <witnit> 2-3 inch bore or something
[09:38:27] <archivist> there was a local shop being auctioned where I saw some, I came away with a couple of tool setting things, one which became my small 5 axis mill
[09:39:05] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[09:39:28] <archivist> I suppose all the really high volume has some form of transfer
[09:41:30] <witnit> ever seen a cold-header?
[09:42:07] <archivist> seen the videos :)
[09:42:54] <archivist> watching the nail making machines from india, what safety
[09:45:28] -!- likevinyl [likevinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[09:45:31] <witnit> yeah, its a bit wild
[09:46:19] -!- rob_h [rob_h!~robh@176.249.89.25] has joined #linuxcnc
[09:47:14] -!- erictheise has quit [Quit: erictheise]
[09:47:16] -!- zeitue [zeitue!~z@67.221.133.100] has joined #linuxcnc
[09:49:06] -!- TTN_ has quit [Ping timeout: 246 seconds]
[09:53:19] <witnit> sometimes on the davenport since i have many spindles, I can feed out two parts make one part, cut it off at one side of the machine and then cut another off when it makes it to the other side of the machine, and get two parts everytime it indexes over
[09:57:12] -!- akex2 [akex2!uid58281@gateway/web/irccloud.com/x-cjxruxgjwrphtfki] has joined #linuxcnc
[09:58:24] <RyanS> is an ISO30 spindle the same as BT30? I'm thinking of getting a BF30 mill; they are available in MT3 or ISO30 in australia
[09:59:26] <RyanS> There is a supplier that sells BT30 holders for a good price
[09:59:43] <archivist> I would prefer ISO30 except for tooling costs
[10:00:38] <RyanS> why?
[10:01:00] <RyanS> mt3 no good?
[10:01:36] <archivist> length is not so consistent
[10:03:04] -!- swingley has quit [Ping timeout: 264 seconds]
[10:03:42] <RyanS> http://www.ctctools.biz/servlet/the-60/ER32-NT30-COLLET-CHUCK/Detail is this ISO30?
[10:06:57] <archivist> there are variations, so you need to be sure first, find a site that shows what the differences are, like
http://www.tools-n-gizmos.com/specs/Tapers.html
[10:10:14] <RyanS> I'm pretty sure I don't Want CNC, but I want to have options. If I change my mind. is 3000RPM too slow, or you can compensate with feed rates etc?
[10:11:18] -!- Nutter has quit [Ping timeout: 272 seconds]
[10:12:38] <archivist> depends on what you are making, but ok for most hobbies
[10:13:05] -!- Nutter [Nutter!~hehe@2605:6400:2:fed5:22:f62c:b508:6f00] has joined #linuxcnc
[10:15:49] <RyanS> Mainly one off parts, not too compex. a decent DRO and power feed would do me
[10:21:32] <RyanS> machine says ISO30, M12 drawbar thread. which *seems* to be NMTB ISO according to toolsngizmos
[10:22:10] <witnit> do you have any tooling to go with?
[10:22:42] <RyanS> i dont have a mill
[10:24:34] <RyanS> but its mt3 or iso30 if i get a BF30
[10:25:04] <witnit> tooling is expensive and if you dont have some to go with it, using cnc can reduce your tooling costs. For example instead of buying an adjustable boring bar you can do all size holes with one a single endmill.
[10:26:38] <archivist> cnc may be more sensible as you can write the programs and not rely on your helper
[10:26:49] <RyanS> but still cnc mill is double the price of manual
[10:27:43] <witnit> look up a set of solid carbide endmills .250-1"
[10:29:22] <RyanS> well, i kind of seem to design on the fly so cnc isn't necessarily go to speed things up. I dont think
[10:29:48] <archivist> speed v able to do something
[10:36:10] <RyanS> meh, I am just the design person... I have thought of that and really the only option (I think cnc conversion would take to long) is tormach $16k in my shed... thats going to get me a manual 300x900 lathe,dro. bf30 and a crap load of tooling, plus more
[10:37:51] <RyanS> i am in a sense involed by watching every process
[10:38:44] <witnit> tormach in your shed?
[10:42:01] <RyanS> 'workshop'
[10:42:22] <RyanS> $16k delivered
[10:42:26] <witnit> ohhh nice
[10:42:44] <RyanS> to australia ,,, too much
[10:43:05] -!- akex2 has quit []
[10:43:09] <witnit> for 16k you should be able to have 12 pos turret live tooling and a sub spindle with barloader
[10:43:14] -!- akex2 [akex2!uid58281@gateway/web/irccloud.com/x-ctihmjzfmpihfebt] has joined #linuxcnc
[10:43:41] <RyanS> not here
[10:44:47] <RyanS> thers no second hand market like that in australia
[10:45:45] <RyanS> lol
http://www.machineryhouse.com.au/L770
[10:49:28] <witnit> http://www.machines4u.com.au/view/advert/Hitachi-Seiki-HT20-CNC-Lathe/197807/
[10:51:09] -!- amiri_ has quit [Ping timeout: 244 seconds]
[10:51:32] <RyanS> 3 phase, waaaay too big
[10:53:12] <witnit> http://www.machines4u.com.au/view/advert/Fanuc-Chucker-CNC-Lathe/197809/
[10:53:25] <witnit> phase converter and that chucker may work
[10:53:32] <witnit> ntm price
[10:55:45] <witnit> use the money you save on buying a new cnc and build yourself a garage =D
[10:56:37] <RyanS> How on earth do you upload the gcode to it...from CAM
[10:57:09] <witnit> wow they only ever ran aluminum on it i bet its still a tight machine
[10:57:59] <RyanS> but ifit stops working, im fucked
[10:59:40] -!- moorbo [moorbo!~moorbo@dyn-21-135.mdm.its.uni-kassel.de] has joined #linuxcnc
[11:00:03] <witnit> yeah but at that price you are going to be fucked anyhow no?
[11:00:16] <witnit> I mean you could buy 8 used cnc machines for the price of 1 new
[11:00:19] -!- mhaberler [mhaberler!~mhaberler@194-166-36-193.adsl.highway.telekom.at] has joined #linuxcnc
[11:00:55] -!- unfy has quit [Read error: Connection reset by peer]
[11:01:28] <witnit> if you dont have the time to learn it all then yeah spend the money
[11:01:49] <RyanS> more handy
http://www.machines4u.com.au/view/advert/Ecoca-EL610E-Teach-Lathe/185967/
[11:03:22] <RyanS> but perhaps Im considering just a manual centre lathe, mill--nothing too big
[11:03:52] -!- swingley has quit [Ping timeout: 272 seconds]
[11:04:25] <witnit> what is the biggest diamter and longest length part you expect to run?
[11:06:57] <RyanS> 120mm diameter rarely, mostly < 60mm
[11:08:43] <RyanS> length well, this has all i want but 600 centers would have been better
http://www.machineryhouse.com.au/L682D
[11:08:52] -!- moorbo has quit []
[11:10:33] <RyanS> mill,
http://www.ebay.com.au/itm/Optimum-Germany-BF30V-Heavy-Duty-gearhead-Mill-2-2kw-Brushless-Motor-/331461585686?pt=LH_DefaultDomain_15&hash=item4d2ca66b16 . Don't have room, time or skills for old cnc
[11:12:20] <archivist> bit much claiming german in that item
[11:13:07] <archivist> http://czjyjc.en.made-in-china.com/product/OBKEtZrJnakF/China-Drilling-Machine-BF30V-.html
[11:14:17] <RyanS> yeah i know its chinese
[11:14:40] <witnit> http://www.machines4u.com.au/view/advert/Colchester-Triumph-gap-bed-centre-metal-lathe/197675/
[11:14:52] <witnit> thats looks like a machine i could get comfortable with
[11:15:03] <witnit> sexy curves
[11:15:47] <RyanS> good price
[11:15:51] <witnit> reminds me of a monarch lathe
[11:16:01] <archivist> solid meaty nourishment
[11:16:09] <witnit> looks solid to me, i never heard of the company though, archivist what you think about it?
[11:16:25] <archivist> good make, british
[11:16:54] <RyanS> weight
[11:17:04] <archivist> will gain a hernia dragging into the workshop
[11:17:04] <witnit> looks to me like it would knock the socks off any of these new lathes i seen, probably has a good resell value too
[11:17:12] <witnit> thats why they are good
[11:17:28] <RyanS> i dont have 3phase
[11:17:43] <archivist> I have had a play with the smaller bantam size
[11:17:55] <witnit> just use a phase converter
[11:18:01] <archivist> look for colchester bantam
[11:18:34] <RyanS> phase conv expensive ?
[11:19:07] <archivist> see vfd
[11:19:36] <witnit> colshester bantam is great looking, i bet you miss those nice handwheels
[11:20:26] <witnit> ahh hell i should sleep
[11:20:34] <witnit> goodluck ryan
[11:20:44] <archivist> nearly today dont bother
[11:21:44] <RyanS> http://www.machines4u.com.au/view/advert/Colchester-Master-2500-Lathe/173784/
[11:22:32] <archivist> as big
[11:24:09] <RyanS> wtf is this
http://www.machines4u.com.au/view/advert/Lathe/182347/
[11:25:04] <archivist> looks like a spinning or wood lathe
[11:25:42] <RyanS> how heavy is triumph ?
[11:25:42] <archivist> a special to be avoided I think
[11:26:19] <archivist> there are various sizes and weights of the triumph
[11:27:51] <archivist> http://www.lathes.co.uk/colchester/page10.html
[11:28:17] -!- mhaberler has quit [Quit: mhaberler]
[11:32:01] <RyanS> are we talking 2 ton?
[11:33:55] <archivist> could be
[11:34:09] <archivist> a bantam is more your size
[11:35:00] <RyanS> can old ones do metric threading ?
[11:35:33] <archivist> if they come with the 127 gear
[11:44:22] <Bushman> anyone can help me find some docs for an inverter? i can't seem to find anything for this particular model.
[11:44:39] <Bushman> http://i.imgur.com/ChQQEzB.jpg
[11:44:48] <Bushman> http://i.imgur.com/iTbK9Nc.jpg
[11:44:58] <Bushman> both of those stickers are on it
[11:45:43] <archivist> eurotherm being the real maker
[11:45:56] <Bushman> it has 15 pins on the control rail that are not marked in anyway
[11:46:13] <Bushman> (at least the power rail is marked properly)
[11:47:17] <Bushman> i rotated the picture cause it was annoying to watch...
[11:47:18] <Bushman> http://i.imgur.com/iTbK9Nc.jpg?1
[11:48:53] <archivist> the eurotherm site used to be better
[11:49:23] <Bushman> yea... lots of sites USED TO BE better
[11:49:58] <Bushman> the only thing someone was able to find for me was this:
http://www.acpd.co.uk/sei/s/1488/eurotherm%20user%20manual%20for%20the%20582,%20583%20and%205831%20inverters.pdf
[11:50:08] <archivist> you need my mirror!
[11:50:20] <Bushman> but it's a wrong model (even tho it seems similar)
[11:50:32] <Bushman> the pinout is completely wrong
[11:50:48] <Bushman> there's no voltage on pins 9/10
[11:51:12] <Bushman> nor on pins 4/6
[11:51:36] <archivist> ew I have the 5831 not the 21 chttp://www.collection.archivist.info/archive/mirror/eurotherm/
[11:56:40] <archivist> you need to nag them to put the 5821 online
[12:01:04] <RyanS> http://www.tradeplantequipment.com.au/detail/engineering---fabrication/lathes/colchester/master-2500/192672
[12:01:07] <archivist> Bushman, iirc eurotherm drives section is now part of Parker
[12:03:54] <archivist> ah SSD is which is related
[12:04:00] -!- swingley has quit [Ping timeout: 244 seconds]
[12:06:43] <Bushman> hmm...
[12:06:50] <Bushman> bummer
[12:11:49] <RyanS> ooo
http://modern-tools.tradeplantequipment.com.au/detail/engineering---fabrication/milling-machines/tarngs/tsg18/153032
[12:21:16] <Bushman> RyanS: those are really nice... to bad none of them will fit into my tiny appartment building's basement cell
[12:21:24] <Bushman> :P
[12:22:38] <RyanS> i dont have much room either
[12:23:25] <Bushman> the last one is to high... the previous one is to long XD
[12:24:35] <Bushman> ok, i'm trying to figure out some similarities between those Eurotherm 5821 and 5831...
[12:24:56] <Bushman> i've got the unit with 4 wires sticking out...
[12:25:32] <Bushman> 2 thin and two thick... the thin ones are on pins 1 and 2 which seems to be run and stop inpust based on the 5831 docs...
[12:25:49] <Bushman> and there's 12V on the other tow which are 11 and 12
[12:34:40] -!- bobo_ has quit [Quit: Page closed]
[12:37:50] -!- ReadError has quit [Excess Flood]
[12:39:04] -!- ReadError [ReadError!readerror@ec2-50-19-189-163.compute-1.amazonaws.com] has joined #linuxcnc
[12:48:26] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[12:56:16] <Bushman> hmm...
[12:56:41] <Bushman> first 10 pins are pairs that go into transoptors
[12:56:55] <Bushman> in a silly order tho...
[12:57:32] <Bushman> 1/2, 3/7, 4/8, 5/9, 6/10
[12:58:18] <Bushman> in Anode/Cathode order.
[13:02:57] -!- bedah [bedah!~bedah@f050185009.adsl.alicedsl.de] has joined #linuxcnc
[13:04:51] -!- swingley has quit [Ping timeout: 265 seconds]
[13:12:33] -!- monkeyisl [monkeyisl!~monkeyisl@115.95.237.2] has joined #linuxcnc
[13:12:36] <monkeyisl> hello
[13:14:21] <Deejay> hi
[13:16:42] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-72-29.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[13:17:35] -!- ashcan [ashcan!~robert@navsoft.plus.com] has joined #linuxcnc
[13:22:44] -!- ashcan has quit [Quit: Ex-Chat]
[13:24:54] -!- bedah2 [bedah2!~bedah@g224154238.adsl.alicedsl.de] has joined #linuxcnc
[13:28:12] -!- bedah has quit [Ping timeout: 245 seconds]
[13:32:43] <monkeyisl> i'm looking for stepper motor to build 3d printer... like usual makebot clone or something..
[13:32:52] <monkeyisl> nema 17 stepper motor seems what they are using..
[13:33:21] <monkeyisl> is there any wolrd standard and proven driver and stepper at that price and spec range?
[13:33:22] -!- ejb has quit [Quit: ZZZzzz…]
[13:33:37] <_methods> the drv8825 drivers for 3d printers are nice
[13:33:47] <_methods> they can do up to 2A with no cooling
[13:34:34] <monkeyisl> thanks!!
[13:34:47] <_methods> http://www.ebay.com/itm/5pcs-Geeetech-Stepper-Driver-DRV8825-and-heatsink-RepRap-Prusa-Mendel-3D-Printer-/231180196237
[13:36:56] <_methods> oh i lied i guess it's 1.5A without cooling
[13:38:08] <_methods> but for $2, i'd run it till the smoke comes out
[13:39:00] <monkeyisl> fdm nozzle disspates 40w... is there well known way to do it properly?
[13:39:33] <_methods> there are tons of nozzle designs but i don't think any of them do it properly
[13:39:45] <CaptHindsight> http://www.ti.com/lit/ds/symlink/drv8825.pdf The DRV8825 has thermal shutdown (TSD) as described above. If the die temperature exceeds approximately 150°C, the device will be disabled until the temperature drops to a safe level.
[13:40:07] <_methods> i love those drv8825's
[13:40:15] <_methods> way better than those 4988's
[13:57:34] -!- Brunetty has quit [Ping timeout: 255 seconds]
[13:57:49] -!- Brunetty [Brunetty!~Brunetty@72.Red-88-13-190.dynamicIP.rima-tde.net] has joined #linuxcnc
[14:05:25] -!- swingley has quit [Ping timeout: 244 seconds]
[14:16:09] -!- zeitue has quit [Ping timeout: 246 seconds]
[14:16:31] <Tom_shop> monkeyisl, these are the most popular ones they use:
http://www.aliexpress.com/store/product/5pcs-NEMA17-78-Oz-in-CNC-stepper-motor-stepping-motor-1-8A/704350_554160664.html
[14:18:09] <Tom_shop> http://www.aliexpress.com/wholesale?SearchText=reprap+ramps+1.4+kit&catId=0&initiative_id=AS_20150131061604
[14:18:13] <Tom_shop> and the control for them
[14:18:48] -!- syyl_ has quit [Ping timeout: 265 seconds]
[14:19:08] Tom_shop is now known as Tom_itx
[14:19:57] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[14:23:05] -!- akex2 has quit [Quit: Connection closed for inactivity]
[14:26:14] <Tom_itx> iirc there's another allegro chip they're using instead of the 4988 nowdaze
[14:26:28] -!- djinni` has quit [Quit: ERC Version 5.3 (IRC client for Emacs)]
[14:26:28] -!- mal`` has quit [Quit: ERC Version 5.3 (IRC client for Emacs)]
[14:29:37] -!- zeitue [zeitue!~z@67.221.133.131] has joined #linuxcnc
[14:31:29] <_methods> ah probably i haven't been keepin up
[14:31:42] <_methods> but those 4988's were pretty meh
[14:32:00] <_methods> the drv8825's were a big improvement
[14:36:08] -!- djinni` [djinni`!~djinni@192.241.198.49] has joined #linuxcnc
[14:40:33] <_methods> heh bleedin already
[14:40:42] <_methods> haven't even had time for the coffee to kick in yet
[14:51:28] <archivist> finger.this(stab,yes)
[14:55:02] <_methods> indeed
[14:55:31] <_methods> i'm cutting down a hardened ballscrew nut on my x2 mini mill i'm surprised it's actually able to do it
[15:03:49] -!- amiri has quit [Ping timeout: 256 seconds]
[15:06:07] -!- swingley has quit [Ping timeout: 245 seconds]
[15:12:08] -!- djinni` has quit [Quit: ERC Version 5.3 (IRC client for Emacs)]
[15:12:08] -!- mal`` has quit [Quit: ERC Version 5.3 (IRC client for Emacs)]
[15:15:31] -!- djinni` [djinni`!~djinni@192.241.198.49] has joined #linuxcnc
[15:23:23] <Tom_itx> apparently they used the A4982 in the beginning then switched to the A4988 so i dunno what they're using now
[15:24:01] <Tom_itx> _methods, is the DRV8825 the same pinout?
[15:30:44] <_methods> yeah same pinout
[15:30:48] <_methods> but way better driver
[15:31:23] <Tom_itx> who makes it?
[15:32:39] <pcw_home> DRV is TI AFAIK
[15:33:01] <_methods> yeah ti
[15:33:09] <_methods> great driver for cheap
[15:33:14] <CaptHindsight> http://www.ti.com/lit/ds/symlink/drv8825.pdf
[15:33:16] <_methods> i've run it at 2A without cooling
[15:33:24] <_methods> but 1.5A is supposed to be max
[15:34:04] <CaptHindsight> depends on ambient and pcb layout, but it has internal temp limiting
[15:35:46] <Tom_itx> 45v is good
[15:35:58] <_methods> yeah it's a little beast
[15:37:29] -!- TTN_ [TTN_!~TTN@27.110.122.139] has joined #linuxcnc
[15:39:05] <pcw_home> Had to use a a slow jittery CPU to test new firmware so dug out a
[15:39:07] <pcw_home> d945gclf, man those things are dreadfully slow
[15:41:09] <robertm> CaptHindsight, a while ago you said "preempt_rt and RTAI are fast enough and easy to use", "preempt_rt is", "also older xenomai". Why the word "older"? Did you mean that newer versions of Xenomai are not fast, or not easy?
[15:43:14] -!- Brunetty has quit [Quit: Que conio hago yo aqui]
[15:43:43] <CaptHindsight> preempt_rt is the easiest to build and use for most people and it's supported by Linuxcnc
[15:44:03] <CaptHindsight> Xenomai isn't currently supported by Linuxcnc
[15:44:23] <CaptHindsight> it's in that UBC branch and machinekit
[15:45:12] <CaptHindsight> for kernels >3.4 RTAI has to be built from scratch but it works well
[15:45:20] <_methods> mother forkers
[15:45:57] -!- djinni` has quit [Ping timeout: 252 seconds]
[15:47:03] -!- mal`` has quit [Ping timeout: 252 seconds]
[15:47:35] <robertm> So by "older" you meant "with older LinuxCNC". OK, now I get it. Thanks. Do you know why LinuxCNC stopped supporting Xenomai?
[15:47:46] <CaptHindsight> the newest version of Xenomai is very similar to preempt_rt, in fact they are pretty much just going that direction
[15:48:24] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[15:48:50] <CaptHindsight> xenomai was never officially supported by Linuxcnc, it was just in an experimental branch
[15:50:10] <CaptHindsight> the problem with any real time Linux kernels is that the gpu driver and X devs decided to talk to hardware directly
[15:51:43] -!- skunksleep has quit [Quit: Bye]
[15:51:57] -!- dnaleromj has quit []
[15:51:59] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[15:52:44] <CaptHindsight> the newer version of xenomai is preempt_rt, so it is slower
[15:53:19] <robertm> Does the GPU and X people's decision somehow make the "I-pipe" idea not a good idea?
[15:53:49] <CaptHindsight> they just ignored it
[15:54:00] <CaptHindsight> and nobody complained
[15:54:23] <robertm> Who ignored?
[15:54:36] <CaptHindsight> they just wanted to do what they wanted to do, they didn't care about effecting anything real time
[15:54:47] <CaptHindsight> the driver and X devs
[15:54:55] <robertm> But what is the effect?
[15:55:20] <CaptHindsight> more delays
[15:55:26] <CaptHindsight> more jitter
[15:56:55] -!- TTN_ has quit [Ping timeout: 265 seconds]
[15:56:55] -!- Brunetty [Brunetty!~Brunetty@72.Red-88-13-190.dynamicIP.rima-tde.net] has joined #linuxcnc
[15:57:12] <CaptHindsight> they aren't constrained by the RTAI scheduler
[15:57:52] <CaptHindsight> Xenomai 3 discontinues kernel space APIs
[15:59:27] -!- kwallace has quit [Ping timeout: 264 seconds]
[15:59:38] <robertm> OK, I think I get it. You mean the people who laboriously went through the kernel making everything "safe" for instruction pipelining, now would have to go through lots of graphics driver code too, because the graphics people decided to do their own low-level stuff instead of letting the kernel do it?
[15:59:48] <CaptHindsight> yes
[15:59:58] <CaptHindsight> and X
[16:00:19] <CaptHindsight> there's lots of gpu driver stuff in X now as well
[16:00:56] <CaptHindsight> I wasn't following this evolution so I don't know when it started
[16:01:25] <pcw_home> If you are not doing software stepping it may not matter very much
[16:01:43] <CaptHindsight> yeah, so it could be a lot of work for nothing
[16:02:10] <pcw_home> caching also has a big influence on jitter
[16:02:16] <CaptHindsight> unfortunately the QNX kernel wasn't a model for Linux
[16:02:35] <robertm> And preempt_rt isn't vulnerable to that problem, because it's in the kernel mainline, and any changesets that break it won't get merged in?
[16:02:36] <robertm> I've been planning to do software stepping, but maybe I should reconsider.
[16:03:09] <CaptHindsight> more like turning a minivan into an F1 car vs planning an F1 from the start
[16:04:03] <pcw_home> really depends on how fast you need to step, there are many current MBs that have latencies in the 20 usec region
[16:04:13] -!- eFuchs [eFuchs!~voodoo@2001:4dd0:ff00:8dce:8219:34ff:fe41:9dfd] has joined #linuxcnc
[16:04:44] <CaptHindsight> we do software stepping set at ~25uS all the time
[16:04:46] <robertm> Is that better or worse than old motherboards? I'm new to all this.
[16:05:08] <pcw_home> I dont think it has changed much
[16:05:37] <pcw_home> I do know Servo thread latency is generally better on faster MBs
[16:05:55] <robertm> When you do 25 us, that's with preempt_rt?
[16:06:11] <CaptHindsight> RTAI
[16:07:06] -!- swingley has quit [Ping timeout: 246 seconds]
[16:07:40] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Latency-Test as a relative scale
[16:08:35] <robertm> Is RTAI a dual-kernel arrangement like Xenomai 2, or something else?
[16:09:03] <CaptHindsight> opening up Firefox tends to really impact the latency test as well as playing a Flash video
[16:09:14] <CaptHindsight> RTAI is dual
[16:09:16] <pcw_home> I show about 12 usec on my desktop preemt-RT system if I dont play youtube videos (and about 18 if I do)
[16:09:17] <renesis> i open like 20 glxgears
[16:10:41] -!- koo5 has quit [Ping timeout: 256 seconds]
[16:11:25] -!- eFuchs has quit [Ping timeout: 265 seconds]
[16:12:22] -!- eFuchs [eFuchs!~voodoo@2001:4dd0:ff00:8d54:4c6:4eff:fe89:2373] has joined #linuxcnc
[16:12:29] <robertm> CaptHindsight, how big is the impact you see from Firefox and/or Flash?
[16:12:47] <CaptHindsight> often 2x the jitter
[16:14:14] <CaptHindsight> https://github.com/NTULINUX/RTAI this is the latest RTAI that works with Linuxcnc, but you have to build everything from source
[16:15:04] <CaptHindsight> Paulo is currently merging this into the rtai.org tree
[16:16:06] <Rab> CaptHindsight, so is the best configuration for latency to run without any graphics acceleration at all? Eg fbdev?
[16:16:17] <pcw_home> There are a lot of funny caching side effests also (faster threads have lower jitter)
[16:17:18] <CaptHindsight> Rab: since there is video driver stuff in the kernel now and X it doesn't really matter
[16:17:41] <Rab> Ahh, I see
[16:18:06] <CaptHindsight> that's what made it frustration
[16:18:14] <robertm> pcw_home, do those 12 and 18 uS numbers come from a test that shows you the _average_, or the _worst_ that's seen during the test?
[16:18:26] <pcw_home> worst
[16:18:39] <pcw_home> average is quite low
[16:18:48] <pcw_home> is 1-2 usec region
[16:19:40] <pcw_home> You can run the latency histogram to get some insight
[16:19:59] <renesis> what is latency histogram
[16:20:21] <renesis> i can have plots of the latency?! =O
[16:20:27] -!- zeitue has quit [Ping timeout: 264 seconds]
[16:20:40] <pcw_home> its a toll that comes with linuxcnc for plotting latency statistics
[16:20:45] <pcw_home> tool
[16:21:04] <pcw_home> latency-histogram
[16:21:20] <renesis> coooooool
[16:21:43] <renesis> k gonna go beat up the cnc hoopty, bbl
[16:21:51] <pcw_home> I think DGarret wrote it, its quite nice
[16:22:52] <renesis> wait it has a button to launch n number of glxgears?!
[16:23:03] <pcw_home> yes
[16:24:07] <robertm> Do you have an idea of what those numbers might be, instead of 12 and 18, if you used a dual-kernel setup instead of preempt_rt?
[16:24:48] <archivist> on one box scrolling a text file (in gedit) was worse than glxgears for me
[16:27:07] -!- pcw_home has quit [Read error: Connection reset by peer]
[16:27:25] -!- karavanjo has quit [Read error: Connection reset by peer]
[16:28:22] <robertm> Wait, I see CaptHindsight said "they aren't constrained by the RTAI scheduler" so maybe that means the with-youtube number would _not_ be improved by using a dual-kernel setup.
[16:29:42] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[16:30:03] <renesis> pcw_home: this is so cool!
[16:30:08] <pcw_home> example latency-histogram plot:
[16:30:09] <pcw_home> http://ibin.co/1q3fgNIyf6KR
[16:31:06] <renesis> i have log scale clicked its more exciting
[16:31:40] <renesis> is the -20 to 20 a hard axis limit?
[16:31:51] <pcw_home> Yes it show the outliers better but linear gives a good idea of the statistics
[16:32:00] <CaptHindsight> latency testing flash, firefox etc with RTAI was always lower than with preempt_rt
[16:32:16] <pcw_home> no there are a bunch of command line options
[16:32:21] <CaptHindsight> those apps would have an effect on either kernel
[16:32:27] <renesis> cool
[16:32:59] <renesis> because ~20 is basically my worse case so its be neat to least like 30
[16:33:11] <renesis> *itd
[16:33:17] -!- zeitue [zeitue!~z@67.221.132.103] has joined #linuxcnc
[16:33:22] <pcw_home> you can set the bin size and number of bins
[16:33:35] -!- robertm has quit [Ping timeout: 250 seconds]
[16:33:38] <renesis> oh cool i can get an RTA style bar graph
[16:36:42] -!- KimK_laptop has quit [Remote host closed the connection]
[16:38:47] <pcw_home> log scale, youtube playing flash videos
[16:38:49] <pcw_home> http://ibin.co/1q3iPHisAvqy
[16:39:27] -!- zeeshan|2 [zeeshan|2!~kvirc@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[16:39:33] <zeeshan|2> !zlog
[16:39:36] <zeeshan|2> !log
[16:39:38] <zeeshan|2> :/
[16:40:00] -!- zeeshan has quit [Ping timeout: 246 seconds]
[16:40:06] <pcw_home> (preemt-RT)
[16:42:56] <pcw_home> its also instructive to plot linuxcnc's function times with HALScope
[16:55:06] <Tom_itx> zeeshan|2, looks like the netsplit got it
[16:55:14] <zeeshan|2> hehe
[16:55:15] -!- _methods has quit [Remote host closed the connection]
[16:55:23] -!- _methods [_methods!~minotaur@192.81.210.43] has joined #linuxcnc
[16:55:28] <zeeshan|2> i found the pic pcw_home posted
[16:55:36] -!- zlog has quit [Remote host closed the connection]
[16:55:55] -!- zlog [zlog!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[16:55:56] -!- robertm [robertm!~robertm@gateway/tor-sasl/robertm] has joined #linuxcnc
[16:56:04] <Tom_itx> oh, you don't need the !
[16:56:06] <Tom_itx> zlog
[16:56:06] <zlog> Tom_itx: Log stored at
http://tom-itx.no-ip.biz:81/~tom-itx/irc/logs/%23linuxcnc/2015-01-31.html
[17:01:59] -!- djinni` [djinni`!~djinni@192.241.142.243] has joined #linuxcnc
[17:02:11] -!- robertm has quit [Ping timeout: 250 seconds]
[17:03:04] -!- robertm [robertm!~robertm@gateway/tor-sasl/robertm] has joined #linuxcnc
[17:05:30] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[17:07:23] -!- robertm has quit [Ping timeout: 250 seconds]
[17:08:21] -!- swingley has quit [Ping timeout: 276 seconds]
[17:10:36] -!- robertm [robertm!~robertm@gateway/tor-sasl/robertm] has joined #linuxcnc
[17:20:12] <Bushman> the lathe is coming back to life! ;]
[17:20:19] <Bushman> i've installed the new motor today.
[17:20:43] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[17:22:53] <Bushman> https://www.youtube.com/watch?v=2bs7XCOmAFc
[17:23:18] <Bushman> look at the back plate behind the chuck XD
[17:23:43] <Bushman> this is it after:
http://i.imgur.com/6YsFoJIl.jpg
[17:24:17] -!- KimK_laptop [KimK_laptop!~kkirwan@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[17:27:37] <archivist> Bushman, did I spot the topslide handle being rotated anticlockwise
[17:28:55] <Bushman> yes
[17:29:44] <archivist> is it a Lorch
[17:30:08] <Bushman> Lorch?
[17:30:21] <archivist> a make of lathe
[17:30:38] <Bushman> oh
[17:30:56] <Bushman> umm.. it might be. i'm not sure :D
[17:31:20] <archivist> look to see if any of these match
http://www.lathes.co.uk/lorch/
[17:32:02] <archivist> the watchmakers lathe had the backwards rotation too
[17:33:29] <Bushman> um...
[17:33:46] <Bushman> what do you mean by "match"?
[17:34:03] <Bushman> you want me to compare sizes?
[17:34:10] <Bushman> or pictures in general
[17:34:51] <archivist> pictures could be an AV or earlier
[17:35:59] <archivist> http://www.lathes.co.uk/lorch/page6.html
[17:38:10] <Bushman> this lathe has no mchanical feed screw
[17:38:16] <Bushman> only manual feed
[17:40:02] <archivist> as does the AV and my LLV
[17:40:02] <robertm> D--n it! I ask a question that starts getting answers from Extremely Useful People, and that's when my IRC connection decides to fail 3 times in a row. I'm glad at least there's a logger!
[17:40:04] <robertm> By the way Tom_itx, your logger's clock is way off, about 1/3rd of a time zone ahead of Central Time.
[17:43:00] micges_ is now known as micges
[17:43:06] -!- micges [micges!~micges@abre105.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[17:43:58] <Bushman> archivist: i will check the make when i'll find the old belt cover
[17:44:09] <Bushman> i think there was a logo there
[17:47:05] -!- James628 [James628!59870494@gateway/web/freenode/ip.89.135.4.148] has joined #linuxcnc
[17:49:31] -!- phantoneD [phantoneD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[17:50:30] -!- phantoxeD has quit [Ping timeout: 265 seconds]
[17:54:29] <Bushman> archivist: yes. it is Lorch
[17:54:55] <Bushman> http://i.imgur.com/5GS9flil.jpg
[17:54:56] <archivist> good make
[17:56:04] <archivist> apart from that silly backwards screw
[17:56:27] <Bushman> heh
[17:56:40] <Bushman> well. right now it doesn't matter what make it is...
[17:56:49] <Bushman> lots of parts are no longer original
[17:57:20] <Bushman> so right now the point is to make it a working tool ;]
[17:58:26] <archivist> mine just after it came home
http://www.collection.archivist.info/archive/DJCPD/PD/2014/2014_09_07_Lorch_lathe/IMG_1823.JPG
[18:01:27] <Bushman> heh
[18:01:29] <Bushman> http://bushman.pl/photos/misc/lathe/IMG_0103.JPG
[18:01:44] <Bushman> also the pulley was spinning on the shaft
[18:02:38] <Bushman> the guy selling this pile of junk to me told me the chuck was from this lathe...
[18:02:42] <Bushman> it wasn't:
http://bushman.pl/photos/misc/lathe/IMG_0105.JPG
[18:02:55] <archivist> if the belt cover was in front of that, then deliberate and original
[18:03:19] <Bushman> i know
[18:03:50] <Bushman> i've started by trying to make a back plate for the chuck:
[18:03:52] <Bushman> http://bushman.pl/photos/misc/lathe/mount_plate_1.jpg
[18:04:04] <Bushman> http://bushman.pl/photos/misc/lathe/mount_plate_2.jpg
[18:04:23] <Bushman> clamped the chuck backwards to bore the hole for the shaft
[18:04:49] <Bushman> also had to make some ghetto pulley to be able to run it at all
[18:04:59] <zeeshan|2> howd you do that layout
[18:05:01] <zeeshan|2> make a circle
[18:05:11] <zeeshan|2> then find the quadrants
[18:05:18] <Bushman> so one visit the junkyard later:
[18:05:20] <zeeshan|2> then the angles? :)
[18:05:22] <Bushman> http://bushman.pl/photos/misc/lathe/pulley01.jpg
[18:05:49] <Bushman> the bolts on the back of the chuck?
[18:05:58] <Bushman> lemme see...
[18:06:28] <Bushman> radius
[18:07:29] <Bushman> i made a hexagon with calipers using radius of the circle
[18:07:44] <Bushman> then used 3 of the points
[18:08:09] <Bushman> at least i think i did it this way... i really can't remember lol
[18:08:36] <Bushman> yup... you can see the score marks
[18:14:11] -!- bilboquet [bilboquet!~bilboquet@37-1-169-146.ip.skylogicnet.com] has joined #linuxcnc
[18:19:56] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.134.171] has joined #linuxcnc
[18:20:46] -!- mhaberler has quit [Quit: mhaberler]
[18:29:06] -!- f1oat has quit [Ping timeout: 272 seconds]
[18:33:21] -!- syyl_ [syyl_!~sg@p579B11D1.dip0.t-ipconnect.de] has joined #linuxcnc
[18:34:45] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[18:46:37] <JT-Shop> finally a good use for a toy 3-D printer
http://www.alloyavenue.com/vb/showthread.php?10742-lost-PLA-outboard-carburetor-casting-%28picture-heavy-%29
[18:52:59] -!- Spyou` has quit [Quit: Coyote finally caught me]
[18:53:42] -!- motioncontrol [motioncontrol!~io@host146-61-dynamic.17-87-r.retail.telecomitalia.it] has joined #linuxcnc
[19:11:56] <malcom2073> JT-Shop: that last comment yours?
[19:12:30] -!- amiri_ has quit [Read error: Connection reset by peer]
[19:13:07] -!- FreezingCold has quit [Read error: Connection reset by peer]
[19:13:16] -!- mhaberler [mhaberler!~mhaberler@extern-171.stiwoll.mah.priv.at] has joined #linuxcnc
[19:13:27] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[19:13:55] <JT-Shop> yea
[19:14:32] <JT-Shop> I'm thinking I just need the plate and the feeder thing to print parts on my BP
[19:14:42] * JT-Shop is getting into casting
[19:14:43] <malcom2073> Repetier is both a software on the PC to send gcode, and a firmware on an arduino to run the printer.
[19:14:58] <malcom2073> A BP will be able to print, albiet 5-10 times slower than a small printer
[19:15:03] -!- karavanjo has quit [Ping timeout: 264 seconds]
[19:15:11] <malcom2073> and it won't do very good qualitywise, but since you're casting you can machine it after anyway
[19:15:55] <malcom2073> You can treat the extruder as a 4th axis, which is what I do on my printer (runs machinekit), but that's really not optimum
[19:15:59] <JT-Shop> why would the BP have less quality than a $300 printer?
[19:16:10] <JT-Shop> ah ok
[19:16:14] <malcom2073> Speed is key, the slower you print, the more the parts cool down as you're printing
[19:16:18] <malcom2073> you want to lay hot plastic on hot plastic
[19:16:33] <JT-Shop> how fast do the machines go?
[19:16:44] <malcom2073> between 30-100mm/sec is typical
[19:16:49] <malcom2073> no clue what that is in inches a minute, sorry
[19:17:03] <malcom2073> But they also can reverse direction near immediatly
[19:17:06] <malcom2073> at those speeds
[19:17:36] <JT-Shop> 70 IPM to 230 IPM
[19:18:04] <JT-Shop> because of the light weight gantry?
[19:18:12] <malcom2073> Yeah
[19:18:21] <malcom2073> Proper machine for proper purpose. Tbh if you want to fiddle with it, pay the $300 for a printer, build it up, and play, you'll find uses for it
[19:19:12] <malcom2073> You'll have $50 for a heated bed setup, $100 for a proper extruder/hotend, plus an extra stepper driver to run it, brackets to attach it to the BP
[19:19:14] <malcom2073> etc etc
[19:20:06] <JT-Shop> have you looked into any of the printer kits?
[19:20:32] <malcom2073> I've looked into some of them, I wound up buying a kit for way too much, then going and designing/building my own after not being satisifed with the current offerings heh
[19:21:24] <malcom2073> It's another hobby getting things to print right, but if you're only using it occasionally and not trying to actually *produce* things with it, a cheapie kit (like a printrbot?) should do fine
[19:21:29] <JT-Shop> what were you not satisfied with?
[19:21:49] <malcom2073> The big thing was the flimsyness of it.
[19:22:06] <malcom2073> I hated that when I had the speed too fast, it would show "wobbles" in the print from the whole frame flexing
[19:22:06] <JT-Shop> yea, some look rather weak
[19:22:25] <malcom2073> Didn't really affect the strength of the print, just made it look odd
[19:22:27] <JT-Shop> http://www.vetco.net/catalog/product_info.php?products_id=15179&gclid=CIb5q-j5vsMCFYWUfgodOC0ABg
[19:22:55] <malcom2073> I kow a guy who has a velman K8200, he hangs out on this network, I can ask him what he thinks of it
[19:23:35] <JT-Shop> where does he hang out at?
[19:24:10] <malcom2073> heh, #reprap
[19:24:24] <JT-Shop> that makes sense lol
[19:24:53] <malcom2073> his name is Branden or something like that, he's not there now, he usually is in the afternoons EST though
[19:25:08] <malcom2073> I'll point him in your direction next time I see him if you want
[19:25:33] <JT-Shop> ok thanks
[19:26:08] <JT-Shop> yikes 560 total there
[19:26:10] <malcom2073> One you build it and play with it, you'll find all sorts of things you'll want to improve :P
[19:28:41] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[19:29:47] <tjb1> JT-Shop: what are you doing in 3d channel
[19:30:52] <JT-Shop> tjb1, this
http://www.alloyavenue.com/vb/showthread.php?10742-lost-PLA-outboard-carburetor-casting-%28picture-heavy-%29
[19:30:53] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[19:31:35] <tjb1> JT-Shop: what about it
[19:31:51] <tjb1> thats what you want to do?
[19:32:15] <JT-Shop> yea, I have a furnace that can melt up to bronze
[19:32:38] <tjb1> I was looking at doing lost PLA casting with aluminum
[19:33:04] <JT-Shop> yea, I want to start with aluminum
[19:33:13] <JT-Shop> have you seen my burner and furnace?
[19:33:16] <tjb1> no
[19:33:19] <Jymmm> ...and turn it into gold!!!
[19:33:25] -!- syyl_ has quit [Read error: Connection reset by peer]
[19:33:27] <tjb1> I haven't really been active here since my plasma table
[19:34:05] <JT-Shop> http://gnipsel.com/images/casting/
[19:35:08] <tjb1> JT-Shop: you used concrete?
[19:35:39] <tjb1> why not sand/plaster of paris
[19:36:05] <JT-Shop> no, castable refractory cement rated at 2400F
[19:36:36] <JT-Shop> this one is for aluminum I think I'll build a better one and use 3000F castable in it
[19:36:49] -!- syyl [syyl!~sg@p200300632C1B9819AD0A8288F8552D06.dip0.t-ipconnect.de] has joined #linuxcnc
[19:37:37] <tjb1> well I owe you help and im pretty active in 3d printing
[19:38:30] <JT-Shop> http://www.vetco.net/catalog/product_info.php?products_id=15179
[19:39:15] <JT-Shop> #reprap makes me dizzy
[19:39:21] <tjb1> Would not recommend that
[19:39:41] <tjb1> Bed moving is not the best
[19:39:55] <JT-Shop> what do you recommend?
[19:40:05] <tjb1> What are you looking for?
[19:40:08] <JT-Shop> I noticed the part edges are kinds lumpy
[19:40:18] <JT-Shop> size wise?
[19:40:19] <tjb1> Print size, speed, materials?
[19:40:32] <tjb1> https://www.dropbox.com/s/pqyhzgau39r0j95/2015-01-03%2018.43.53.jpg?dl=0
[19:40:36] <tjb1> That's a print off my delta
[19:40:49] <JT-Shop> I can fit up to an A8 crucible so about 6 lbs of alum
[19:40:49] <tjb1> https://www.dropbox.com/s/g0937vl98002fre/2015-01-05%2021.25.23.jpg?dl=0
[19:41:39] <tjb1> Came off of this printer -
https://www.dropbox.com/s/flcm0fdb985iwnp/2014-04-15%2023.19.35.jpg?dl=0
[19:42:03] <JT-Shop> that looks better
[19:42:18] <JT-Shop> did you build your printer?
[19:42:21] <tjb1> yes
[19:42:43] <JT-Shop> belt drive?
[19:42:47] <tjb1> yes
[19:43:04] <tjb1> Why are you not building your own?
[19:43:08] <JT-Shop> is there plans for that or did you dream it up?
[19:43:21] <tjb1> There are plans but it requires a lot of printed parts
[19:43:25] <JT-Shop> just getting interested when I saw that thread
[19:43:33] <tjb1> Probably around $700 for the delta
[19:43:37] <JT-Shop> can they be machined?
[19:43:53] <tjb1> some of them could
[19:44:00] <tjb1> not easy
[19:44:33] <JT-Shop> got a link to the kit or plans?
[19:44:47] <tjb1> http://reprap.org/wiki/Kossel
[19:45:26] <tjb1> This is my new one -
https://fbcdn-sphotos-g-a.akamaihd.net/hphotos-ak-xap1/t31.0-8/10873442_10205167559644567_1120534660136057577_o.jpg
[19:45:39] -!- koo5 has quit [Ping timeout: 245 seconds]
[19:46:04] <JT-Shop> you like that one better than the delta?
[19:46:31] <tjb1> No but it can handle an extruder on the carriage so I can print flexible materials
[19:46:44] <tjb1> delta requires a bowden unless you make it real beefy
[19:46:46] -!- TTN_ [TTN_!~TTN@27.110.122.139] has joined #linuxcnc
[19:49:02] <JT-Shop> is that a kit too?
[19:49:10] <tjb1> the last picture?
[19:49:15] <JT-Shop> yea
[19:49:22] <tjb1> no, I designed that one
[19:49:28] <JT-Shop> nice
[19:50:16] <JT-Shop> so it's similar to the K8200
[19:50:27] <tjb1> well the extruder moves in X direction
[19:50:30] <tjb1> bed only moves in Y
[19:51:40] <JT-Shop> what software are you using on the last one
[19:52:03] <tjb1> controller runs marlin, repetier host is sending the code
[19:53:27] <JT-Shop> so you have an Arduino driving the steppers?
[19:53:39] <tjb1> arduino mega with ramps 1.4 shield
[19:54:00] <witnit> pcw_home I got my 7i92 im excited =D thanks!
[19:54:07] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[19:54:51] <JT-Shop> you built the ramps 1.4 shield?
[19:54:57] <tjb1> no
[19:55:07] -!- Loetmichel2 [Loetmichel2!cylly@p54B10E86.dip0.t-ipconnect.de] has joined #linuxcnc
[19:55:14] <tjb1> you can buy kits and solder them but it requires surface mount component soldering
[19:55:30] <tjb1> I did one of those but this printer actually runs a Taurino Power which is the same as Ramps1.4 but can handle 24v
[19:56:47] -!- Loetmichel has quit [Ping timeout: 256 seconds]
[19:57:13] <PetefromTn_> Hey linuxCNC..
[19:57:23] <PetefromTn_> just got back from Home Despot
[19:57:54] <PetefromTn_> tried to put together some fittings to setup using the new vacuum pump
[19:58:11] <PetefromTn_> no idea if any of it is rated for vacuum LOL
[19:58:13] -!- FreezingCold has quit [Read error: Connection reset by peer]
[19:58:29] <JT-Shop> I don't think my Ardunio is a mega... I have to go look
[19:58:33] <PetefromTn_> but I got some of the same quarter inch tubing I used for the refridgerator water line
[19:58:55] <PetefromTn_> it is the nylon type semi opaque stuff pretty rigid for plastic tubing.
[19:59:03] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[19:59:25] <PetefromTn_> and I got a quarter inch flared fitting to go from the pump fitting to the hose
[19:59:32] <JT-Shop> tjb1, like this one
http://www.reprapdiscount.com/electronics/11-taurino-power.html
[19:59:37] <PetefromTn_> from there on I got put connect fittings
[19:59:49] <tjb1> yes
[19:59:50] <PetefromTn_> tees, unions, Y's and a ball valve
[20:00:25] <PetefromTn_> gonna eat some lunch here and see about putting it together to see if it will hold vacuum or not.
[20:00:37] <tjb1> JT-Shop: This would be a decent kit to get -
http://www.reprapdiscount.com/home/20-ultimate-power-pack.html
[20:00:55] <PetefromTn_> I am gonna order a small vacuum gauge online along with some of that rubber linear O-ring material for the seal gland on the fixture
[20:01:06] <tjb1> JT-Shop: This one better
http://www.reprapdiscount.com/home/29-ramps-14-ultimate-power-kit-1-wiring-set-capable-of-24v.html
[20:01:48] <PetefromTn_> I have a broken or rather stripped out magnetic base here I am hoping to turn into a block I can set on the mill table that holds the ball valve and the gauge
[20:02:04] <PetefromTn_> so it is easier to turn it all on and off and monitor the vacuum
[20:02:45] <PetefromTn_> I was thinking of a little manifold block from aluminum that has the guage and the ball valve in and out that I can screw down to the mag base
[20:03:16] <PetefromTn_> this should be a decent enough start to the system and will hopefully allow me to start work on the parts I need to make this week.
[20:03:21] <PetefromTn_> Gonna be interesting at least LOL
[20:07:19] -!- TTN_ has quit [Ping timeout: 245 seconds]
[20:08:57] <JT-Shop> tjb1, what are the A4988 and GT2 pulleys for in that kit?
[20:09:13] <tjb1> A4988 are drivers
[20:09:20] <tjb1> Required for the stepper motors on Ramps
[20:11:22] <tjb1> gt2 is the belt used on almost all printers
[20:13:17] <zeeshan|2> man seriouisly
[20:13:18] <zeeshan|2> fuck this drawbar
[20:13:23] <zeeshan|2> im gonna just use a manual drawbar
[20:13:54] <XXCoder> lol
[20:14:07] -!- erve has quit [Remote host closed the connection]
[20:14:11] <zeeshan|2> seriously man
[20:14:11] <XXCoder> finally fixed ford contour
[20:14:15] <XXCoder> new water pump lol
[20:14:19] <zeeshan|2> nice
[20:14:34] <XXCoder> took me a while. not a mechinic :P
[20:15:01] <zeeshan|2> hey, as long as you got it done
[20:15:02] <zeeshan|2> who cares :)
[20:15:04] <zeeshan|2> http://c1.staticflickr.com/9/8642/16412452615_ee07cc4ad3_h.jpg
[20:15:07] <zeeshan|2> guys WTF is going on here
[20:15:11] <zeeshan|2> where the hell are the belleville washers??!
[20:16:06] <zeeshan|2> did they seriously put a stack inside the dam cylinder?
[20:18:51] <XXCoder> its there, just invisiable ;)
[20:18:52] <PetefromTn_> how did you finally get it out?
[20:19:29] <zeeshan|2> big ass wrenches
[20:19:30] <zeeshan|2> lol
[20:19:39] <zeeshan|2> and heat
[20:19:42] <zeeshan|2> to burn up the loctite
[20:19:49] <zeeshan|2> it was on at prolly 300ft-lb
[20:19:55] <zeeshan|2> 250ft-lb maybe
[20:19:56] <PetefromTn_> jeez
[20:20:06] <zeeshan|2> dude this has me completely frigging stocked
[20:20:07] <zeeshan|2> *stoked
[20:20:39] <PetefromTn_> you are happy with it?
[20:20:47] <zeeshan|2> no
[20:20:49] <zeeshan|2> not at all
[20:20:59] <PetefromTn_> then I would NOT say you are stoked LOL
[20:21:07] <zeeshan|2> stoked as in lost
[20:21:07] <zeeshan|2> lol
[20:21:26] <zeeshan|2> stoked to the point im lost
[20:21:28] <PetefromTn_> where I come from Stoked is like totally pleased and happy
[20:22:07] <zeeshan|2> http://i.ebayimg.com/00/s/MTIwMFgxNjAw/z/FqAAAOSwxYxUsKFS/$_57.JPG
[20:22:11] <zeeshan|2> i was expecting to see that..
[20:22:19] -!- swingley has quit [Remote host closed the connection]
[20:22:46] <zeeshan|2> but there are no belleville washers?
[20:23:20] <zeeshan|2> infact in the drawing the company sent me
[20:23:25] <zeeshan|2> theyre inside the damn hydraulic cylinder
[20:23:29] <PetefromTn_> is it possible it is completely hydraulic
[20:24:01] <PetefromTn_> that did not appear to be a push pull cylinder tho
[20:24:35] <zeeshan|2> to be honest
[20:24:39] <zeeshan|2> it looks like its in working condition ?
[20:25:11] <zeeshan|2> it just doesnt clamp right :/
[20:25:42] <zeeshan|2> unless this thing only provides 600 lb of clamping force
[20:25:45] <zeeshan|2> for a cat40.
[20:25:50] <PetefromTn_> probably not
[20:27:16] <zeeshan|2> i'm gonna try emailking the company that makes this
[20:27:20] <zeeshan|2> and ask them 'what is going on'
[20:27:42] <PetefromTn_> I am surprised you cannot contact mikron directly and ask them
[20:27:52] <PetefromTn_> via the phone
[20:27:54] -!- shaun413 [shaun413!~Administr@ool-45768dd6.dyn.optonline.net] has joined #linuxcnc
[20:27:55] <shaun413> hello
[20:28:15] <shaun413> was wondering if any of you had any ideas for some nema17 steppers and driver board I have
[20:28:42] <zeeshan|2> PetefromTn_: seriously
[20:28:45] <zeeshan|2> im just gonna make a drawbar
[20:28:50] <zeeshan|2> and use it manually for now.
[20:28:55] <zeeshan|2> itll suck, but gotta do what i gotta do
[20:29:15] <zeeshan|2> i have 5/8 threaded rod
[20:29:16] <shaun413> ?
[20:29:17] <PetefromTn_> that would indeed suck but if it is not anything else you can do
[20:29:26] <zeeshan|2> just screw it in
[20:29:28] <zeeshan|2> and all it a day :P
[20:29:52] <PetefromTn_> it would allow you to continue with fine tuning the drives and maybe make some chips !
[20:30:11] <zeeshan|2> yes
[20:30:12] <PetefromTn_> then you could screw with the cylinder when you get a chance
[20:30:15] <zeeshan|2> dude, i dont physically see
[20:30:21] <zeeshan|2> how they can stack enough belleville washers in the cylinder
[20:30:26] <zeeshan|2> to provide enough clamping force
[20:30:36] <zeeshan|2> i think ill email these guys
[20:30:39] <zeeshan|2> and ask them if they make a replacement or something
[20:30:43] <PetefromTn_> belleville stacks can come in different sizes for sure
[20:31:11] <PetefromTn_> mine are quite wide diameter and the stack is kinda short but they are THICK
[20:31:24] <zeeshan|2> Ah.
[20:31:30] <shaun413> anyone?
[20:31:43] <PetefromTn_> but most that are not large diameter are a lot more washers and tall
[20:34:20] <PetefromTn_> zeeshan|2 Hey man I was thinking about you yesterday LOL
[20:34:40] <PetefromTn_> about this lathe retrofit
[20:35:49] <shaun413> are nema17 usefull for anything?
[20:36:19] <witnit> if they sell it, they have a use :)
[20:36:29] <shaun413> ?
[20:36:30] <pcw_home> small things :-)
[20:36:36] <shaun413> IE?
[20:36:51] <zeeshan|2> PetefromTn_: sup
[20:36:57] <pcw_home> very common on 3D printers
[20:37:08] <zeeshan|2> shaun413: why dont you go troll reprap
[20:37:09] <shaun413> yes thats what its from
[20:37:19] <shaun413> I want to repourpose it
[20:37:26] <pcw_home> teeny weeny desktop mills
[20:37:35] <shaun413> will it actually mill things?
[20:37:42] <PetefromTn_> yeah I was thinking about the lathe retrofit
[20:37:58] <PetefromTn_> and I REALLY want to get a pneumatic 5c collet closer built or bought for it.
[20:38:05] -!- skorasaurus has quit [Quit: WeeChat 1.0.1]
[20:38:07] <PetefromTn_> been looking at ideas and existing designs
[20:38:21] <PetefromTn_> I know your lathe can use one too ;)
[20:38:24] <pcw_home> given enough leverage (gearing), anything is possible
[20:38:29] <witnit> any motor will work with proper gearing
[20:38:42] <witnit> just slower.
[20:39:41] <zeeshan|2> yea PetefromTn_would be nice :)
[20:39:44] <PetefromTn_> I THINK I can make something that uses automotive tapered roller bearings and an O-ringed piston setup for the clamping..
[20:40:33] <PetefromTn_> I will definitely have one on my machine as I really want to be able to automate small collet parts machining with a puller etc.
[20:42:01] <witnit> pete you can make an airloader for a single spindle for about $40
[20:42:04] <PetefromTn_> the end of my spindle is much like yours just a smooth tube with flat end just need to make a bearing cap mount there and something a floating clamp piston setup and then a tubular drawbar with an adjustble end.
[20:42:23] <PetefromTn_> airloader?
[20:42:27] <witnit> yeah
[20:42:35] <witnit> air behind the bar
[20:42:48] <PetefromTn_> what I am most interested in is something like the royal products pneumatic collet closer system
[20:43:27] <witnit> so take, like steel pipe, grey pvc liner, bearing and slug with leather seals and a about 20lbs behind it open the collet and it feeds out
[20:43:29] <PetefromTn_> the biggest challenge is making the floating union that allows you to hookup the air lines and valving
[20:43:42] <witnit> use a taper cone in the end of the slug to keep the bar centered
[20:43:57] <PetefromTn_> it is a relatively simple design really but it needs to be pretty concentric so it does not wobble like a bitch
[20:44:49] <PetefromTn_> actually I was thinking of capturing the OD of the spindle body so I can use the thickes drawbar tube possible for rigidity of the threads on the collet end
[20:46:29] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[20:47:13] <PetefromTn_> was thinking about a machine fitting that goes on the end of the drawbar tube that has a shoulder on the other side to accept the female bearing race
[20:48:36] <PetefromTn_> then the floating union would be just a shop built pneumatic piston assembly with bosses on each side to accept the male bearing part and then another boss that is mounted to the tubular drawbar that is threaded to the OD of the tube and then a pair of finger nuts to adjust the drawbar dead length etc.
[20:50:07] <witnit> what machine is this?
[20:51:11] <PetefromTn_> this will be for a Standard Modern 1440CNC lathe I am retrofitting to linuxCNC/Mesanet
[20:59:29] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[21:01:59] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[21:03:49] <witnit> I see, I was lazy about my first lockup, I just used a manual hardinge hand lock-up with an air cylinder on it :)
[21:04:03] <witnit> flawless
[21:04:30] <witnit> very satisfying click sound too
[21:08:19] <PetefromTn_> actually that is my backup plan a manual collet closer pneumatically actuated.
[21:09:09] -!- zeitue has quit [Ping timeout: 246 seconds]
[21:09:16] <bobo_> zeeshan: looks as if you got it apart. looks like a new 1"+spanner was required ? the e-bay photo shows ugly (pipe wrench ? ) marks on hyd. cyl..
[21:10:42] <witnit> off to the shop seeya fellers
[21:20:33] -!- phantoxeD [phantoxeD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[21:21:42] -!- zeitue [zeitue!~z@67.221.133.60] has joined #linuxcnc
[21:21:59] <bobo_> zeeshan how did you hold the spindle ? --keep it from turning when removing the hyd.cyl.
[21:22:53] -!- phantoneD has quit [Ping timeout: 240 seconds]
[21:38:12] -!- koo5 has quit [Ping timeout: 246 seconds]
[21:47:23] -!- rob_h has quit [Ping timeout: 240 seconds]
[21:58:41] -!- capricorn_1 has quit [Quit: Konversation terminated!]
[22:00:26] <Deejay> gn8
[22:01:27] -!- Deejay has quit [Quit: bye]
[22:02:09] -!- zeitue has quit [Ping timeout: 276 seconds]
[22:03:53] -!- eFuchs has quit [Remote host closed the connection]
[22:14:34] -!- syyl has quit [Ping timeout: 272 seconds]
[22:14:49] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-72-29.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[22:14:57] <PetefromTn_> any recommendations for O-ring chord material for vacuum clamping hold down applications? What durometer should I be looking for?
[22:15:10] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[22:16:33] <zeeshan|2> bobo_: yea spanner worked
[22:16:46] <zeeshan|2> what you do is put a sacraficial bolt
[22:16:50] <zeeshan|2> where the hat used to mount
[22:16:55] <zeeshan|2> and jam the spanner wrench against it
[22:17:03] <zeeshan|2> you'll destroy the bolt in the process, but it will loosen
[22:17:09] <zeeshan|2> then just replace bolt
[22:17:30] <zeeshan|2> so yea, i am using a manual drawbar now
[22:17:32] <zeeshan|2> :)
[22:17:37] <zeeshan|2> major down grade
[22:20:08] <skunksleep> zeeshan|2: figured out the issue with the spindle?
[22:20:48] <zeeshan|2> skunksleep: not 100%, but deduction leads me to believe the spring pack inside the hydraulic cylinder is nfg
[22:20:54] <zeeshan|2> cause there is not enough clamping force
[22:21:20] <skunksleep> Ah. It is a start.
[22:22:52] <skunksleep> The belvel washers on the k&t are huge
[22:23:27] <zeeshan|2> http://c1.staticflickr.com/9/8642/16412452615_ee07cc4ad3_h.jpg
[22:23:36] <zeeshan|2> im really surpised to find there are no belleville washers here
[22:24:26] <zeeshan|2> Zeeshan, This should be 12000 newtons/2700 lbs. this drawbar should have the balls and wedge rings all replaced. We can rebuild this at our facility and test/certify it or supply you all of the needed parts. New springs will help but not solve the problem
[22:26:58] <zeeshan|2> okay so its definitely messed :)
[22:28:04] -!- FinboySlick has quit [Quit: Leaving.]
[22:28:09] -!- mhaberler has quit [Quit: mhaberler]
[22:28:19] -!- f1oat has quit [Ping timeout: 255 seconds]
[22:33:08] <bobo_> zeeshan so, " new springs will help but not solve problem " ? what is this about ? fingers and draw rod --have streatched ?
[22:34:03] <zeeshan|2> bobo_: i guess they use a wedge inside the cylinder
[22:34:07] <zeeshan|2> which will wear over time
[22:34:13] <zeeshan|2> prolly using it as a multiplier of force.
[22:34:24] <zeeshan|2> i read in a thread that its not just belleville washer force
[22:34:34] <zeeshan|2> there is cam/wedge action that happens
[22:35:04] <zeeshan|2> so when it clamps, the springs expand, and after a certain displacement, the cam/wedge locks into place
[22:35:13] <zeeshan|2> so even if the springs failed during machining
[22:35:21] <zeeshan|2> the cam/wedge lock would stop the tool from flying out
[22:35:37] * zeeshan|2 doesnt understand it full and doesnt want to
[22:35:42] * zeeshan|2 will send it to get rebuilt
[22:35:47] <zeeshan|2> im sure itll be like 400-500 bux
[22:35:53] <zeeshan|2> which is worth me not fucking around with it
[22:36:06] <bobo_> must be a small sized cam/wedge . some watch stuff ?
[22:36:34] <zeeshan|2> do you remember the two drawings i posted?
[22:36:39] <zeeshan|2> one of the internals of the cylinder
[22:36:44] <zeeshan|2> look at where the 6.2mm ball is
[22:36:47] <zeeshan|2> you can see the wedge there
[22:36:52] <zeeshan|2> where the ball rides on
[22:37:09] <zeeshan|2> and the impression where the ball rests
[22:37:29] <bobo_> will look again
[22:38:49] <zeeshan|2> this representative 'scott jensen @ advanced machine and engineering co."
[22:38:53] <zeeshan|2> extremely helpful guy.
[22:41:01] * zeeshan|2 will machine something tonight!
[22:41:01] <zeeshan|2> :D
[22:41:11] -!- syyl [syyl!~sg@p200300632C1B9819AD0A8288F8552D06.dip0.t-ipconnect.de] has joined #linuxcnc
[22:42:47] <bobo_> $400 ---would bet pete a do-nut that you would fire up that cad program for form fit function replacement
[22:43:23] <zeeshan|2> i know i can prolly machine the wedge ring myself
[22:43:27] <zeeshan|2> and order parts and rebuild it
[22:43:35] <zeeshan|2> but i dont have a tester for pull force
[22:43:40] <zeeshan|2> these guys will verify it
[22:43:49] <zeeshan|2> i dont wanna f around with safety related stuff :P
[22:43:55] <zeeshan|2> let someone whos done it 2390328923189 times deal with it
[22:44:03] <zeeshan|2> cause they've prolly learned what not to do along the way
[22:44:58] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[22:45:46] <PetefromTn_> http://www.mcmaster.com/#standard-rubber-cords/=vpldjc any suggestions for vacuum chuck rubber seal material?
[22:45:52] <bobo_> you mean old 3 fingers Scott Jensen ?
[22:45:59] <zeeshan|2> lol
[22:46:00] <zeeshan|2> no
[22:46:48] <PetefromTn_> just ordered a little chrome vacuum gauge so I can monitor the vacuum on this stuff while I am machining it.
[22:46:55] <zeeshan|2> PetefromTn_: pretty much any of those will work
[22:47:01] <PetefromTn_> yeah I know
[22:47:11] <zeeshan|2> so why ask
[22:47:12] <PetefromTn_> I was thinking it should probably be kinda soft
[22:47:25] <PetefromTn_> like maybe 40 or 60 durometer
[22:47:33] <zeeshan|2> get the softest one
[22:47:33] -!- anarchos2_ has quit [Read error: Connection reset by peer]
[22:47:37] <zeeshan|2> buna-n rubber
[22:47:43] <PetefromTn_> will probably go with 1/8 inch
[22:47:44] -!- pjm has quit [Quit: quitted]
[22:48:10] <PetefromTn_> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=32312 Tormach actually sells some vacuum hold down chuck kits
[22:48:18] -!- anarchos2_ [anarchos2_!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[22:48:19] <PetefromTn_> and they use a neoprene chord
[22:48:35] <PetefromTn_> no specifics I could find on diamter or durometer
[22:49:09] <zeeshan|2> well the bigger the diameter
[22:49:13] <PetefromTn_> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=31185
[22:49:21] <zeeshan|2> the better the seal
[22:49:27] <PetefromTn_> I would think so too
[22:49:43] <zeeshan|2> the most important thing
[22:49:45] <PetefromTn_> not sure if I want to use like 3/16 or quarter inch stuff or not
[22:49:46] <zeeshan|2> is the groove design
[22:49:56] <zeeshan|2> you can get a 50A durameter o-ring
[22:50:02] <zeeshan|2> and ahve the groove too tight
[22:50:09] <zeeshan|2> itll seal, but not as good
[22:50:35] <zeeshan|2> how thick will your fixture be?
[22:50:50] <PetefromTn_> this dedicated one will be half inch thick
[22:51:03] <zeeshan|2> groove depth is approx 60-80%
[22:51:08] <zeeshan|2> of o-ring cross section
[22:51:09] <PetefromTn_> it is going to be for some relatively light machining
[22:51:28] <zeeshan|2> so you'll be fine with 1/4" too :P
[22:51:37] <zeeshan|2> but then you'll get limited by your bend radius
[22:51:42] <PetefromTn_> probably 3/16 might be a good choice
[22:51:55] <zeeshan|2> yea
[22:52:03] <PetefromTn_> my friend art made one and used 1/8 inch rod
[22:52:07] <zeeshan|2> i machined 1/16" oring grooves for my steam engine
[22:52:10] <zeeshan|2> and that was no fun
[22:52:12] <zeeshan|2> broke so much shit
[22:52:24] <zeeshan|2> cause the machine only went upto 6000 rpm
[22:52:35] <zeeshan|2> and had like .0003" runout
[22:53:08] <PetefromTn_> http://www.tormach.com//uploads/images/Gallery/products/workholding/Vacuum_Table/vacuum_table.jpg
[22:53:11] <renesis> seems fine for an oring groove?
[22:53:34] <renesis> 2L makes a little vacuum table setup
[22:53:47] <zeeshan|2> PetefromTn_: can't wait to see yours in action
[22:53:52] <PetefromTn_> that plate is 17.75 by 9.5"
[22:53:52] <zeeshan|2> that will be so sweet to have for thin stuff.
[22:54:06] <PetefromTn_> you and me both man hehe
[22:54:18] <PetefromTn_> I am excited about this have been wanting it for awhile now
[22:54:27] <zeeshan|2> are you going to use a ball nose end mill
[22:54:33] <zeeshan|2> to do all those grooves
[22:54:37] <PetefromTn_> so if that plate is that big the gasket is probably at least quarter inch
[22:54:45] <zeeshan|2> or just regular slot end mill
[22:54:59] <PetefromTn_> for this dedicated fixture it will not be that grid pattern
[22:55:08] <zeeshan|2> ah okay
[22:55:18] <zeeshan|2> jeez
[22:55:19] <PetefromTn_> I am going to design the plate to be the shape of the part just inside the outer edge
[22:55:21] <zeeshan|2> they want 1k for that plate
[22:55:22] <zeeshan|2> hahaha
[22:55:34] <PetefromTn_> yeah it is kinda crazy what they want for vacuum chucks
[22:55:47] <zeeshan|2> that looks like maybe 1hr of machining at most
[22:56:04] <zeeshan|2> maybe 10 hours using a tormach
[22:56:08] <zeeshan|2> thats why so high priced!
[22:56:09] <zeeshan|2> :-)
[22:56:10] * zeeshan|2 hides
[22:56:18] <renesis> http://www.2linc.com/Vac_Vise_workholding.htm
[22:56:19] <PetefromTn_> I wonder what the bottom looks like
[22:56:28] <renesis> ha, vacuum chuck for your vise
[22:56:37] <PetefromTn_> is it just a solid plate and has the grid patter and tapped holes for multiple hoses or what?
[22:56:38] <zeeshan|2> looks like theyve got 2 keys
[22:56:47] <zeeshan|2> to go onto the t-slot
[22:56:48] <renesis> theyre like $750/ea =\
[22:56:56] <zeeshan|2> and a long gun drilled hole
[22:57:01] <zeeshan|2> connecting all the ports.
[22:57:46] <renesis> seems kinda lossy compared to an open design
[22:57:58] <PetefromTn_> there is a photo of it on the machine and you can see the vacuum line coming in from the long edge
[22:58:39] <zeeshan|2> wtf
[22:58:42] <PetefromTn_> so it must be either two pieces together or something like that. would be hard to machine the grid of ports holes from a solid piece
[22:58:46] <zeeshan|2> they want 587$ for that vac pump
[22:58:51] <zeeshan|2> thats the same hf vac pump
[22:59:02] <PetefromTn_> and it looks identical to the HF pump I just got.
[22:59:05] <zeeshan|2> YEA
[22:59:06] <zeeshan|2> LOL
[22:59:17] <renesis> the 2L one?
[22:59:18] <PetefromTn_> this little pump is pretty quiet
[22:59:26] <zeeshan|2> they usually are
[22:59:32] <zeeshan|2> i dont know why someone was saying theyre loud
[22:59:38] <zeeshan|2> its no where as loud as an oil air compressor
[22:59:39] <renesis> or for pump
[22:59:44] <zeeshan|2> more like
[22:59:44] <renesis> *oh
[22:59:48] <zeeshan|2> fart fart fart fart
[22:59:57] <zeeshan|2> rather than BAM BAM BAM BAM BAM
[23:00:10] <zeeshan|2> hey guys
[23:00:17] <zeeshan|2> cann you buy 5/8 all thread grade 8
[23:00:19] <zeeshan|2> @ home depot
[23:00:37] <renesis> a) .ca doesnt have home depot?
[23:00:46] <renesis> b) home depot has grade 8 hardware?
[23:01:18] <XXCoder> and I guess expensive to buy pile of em
[23:01:28] <zeeshan|2> fuck it
[23:01:30] <renesis> they have special hardware bins, they might actually have them
[23:01:30] <bobo_> would not trust home depot
[23:01:30] <zeeshan|2> im just gonna turn one
[23:01:32] <zeeshan|2> itll be faster
[23:01:34] <zeeshan|2> er
[23:01:39] <renesis> what bobo_ said
[23:01:40] <zeeshan|2> damn it i realized i dont have have 5/8 nuts :(
[23:01:52] <XXCoder> make em?
[23:01:54] <renesis> cant you get that shit from mcmaster or grainger or some shit?
[23:01:55] <zeeshan|2> no
[23:02:06] <zeeshan|2> i want it now
[23:02:07] <XXCoder> make a REALLY long nut then cut em into nuts
[23:02:09] <zeeshan|2> in the next 5 min!
[23:02:10] <zeeshan|2> :P
[23:02:39] <renesis> sound like an engineering manager
[23:02:43] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[23:02:44] -!- syyl has quit [Ping timeout: 265 seconds]
[23:02:47] <PetefromTn_> yeah the little HF pump is pretty quiet especially when it is under vacuum
[23:03:05] <PetefromTn_> I had a revelation this morning
[23:03:06] <bobo_> big thick/really thick washer too
[23:03:22] <PetefromTn_> I was upstairs getting ready to go to home despot
[23:03:32] <zeeshan|2> fak it ill go to princess auto again
[23:03:34] <zeeshan|2> i was JUST there
[23:03:38] <PetefromTn_> and I was shaving with my best razor and it broke
[23:03:47] <PetefromTn_> I looked to find another cartridge
[23:03:54] <PetefromTn_> only to find that I was on my last one damnit
[23:04:02] <PetefromTn_> so I asked my wife if she had anything
[23:04:06] <renesis> fuck razors i just use clippers
[23:04:12] <PetefromTn_> and she gave me a brand new one of hers
[23:04:13] <renesis> haha @ girly razors
[23:04:16] <zeeshan|2> ROFL
[23:04:17] <PetefromTn_> that thing is AMAZING
[23:04:20] <renesis> theyre not bad, yo!
[23:04:22] <renesis> ya!
[23:04:30] <XXCoder> I use $2 for 20 razors. I make em last for year or so
[23:04:37] <XXCoder> so basically $2 a year. cheap.
[23:04:40] <PetefromTn_> I mean it is so smooth and cuts so close and easy it is not even funny
[23:04:47] <_methods> they have a lot more real estate to cover
[23:04:47] <renesis> petefromtn_: did it have those wireguard things?
[23:05:05] <PetefromTn_> I am sold on them even tho they are FUCKIN' PINK
[23:05:21] <bobo_> voice change any yrt ?
[23:05:23] <PetefromTn_> no it is like mine just has this roundish white guard thing around the edge
[23:05:28] <renesis> moar details, which one
[23:05:30] <PetefromTn_> yes it has actually
[23:05:39] <_methods> don't lie your sold because they are pink
[23:05:40] <PetefromTn_> I will have to ask her
[23:05:47] <PetefromTn_> LOL
[23:05:51] <_methods> hehe
[23:05:54] <PetefromTn_> yeah man I am a big pink kinda guy
[23:06:01] <XXCoder> just run razor backwards down arm, it will resharp. thats how mine lasts so long
[23:06:22] <XXCoder> in 1800s pink used to be male color. blue for female
[23:06:27] <PetefromTn_> actually my favorite T-shirt is a margaritaville one I got in Key west and it is yup you guessed it....
[23:06:35] <renesis> because red = war
[23:07:03] <XXCoder> no because pink is bold, male color while blue is mellow color
[23:07:08] <renesis> but yeah whatever fuck pink
[23:07:10] <XXCoder> then somehow it reversed
[23:07:14] <PetefromTn_> I could care less what freakin' color it is, never had a better shave and that is after trying quite a few manly ones hehe
[23:07:56] <renesis> honestly, those big bags of bic razors prob the best way to go
[23:07:58] <PetefromTn_> I honeslty think I am gonna steal her stash of razors and tell her they were stolen while I was out in the shop tinkering LOL
[23:08:04] <renesis> just use two or three every shave
[23:08:11] <renesis> prob still come out ahead in terms of money
[23:08:22] <XXCoder> renesis: or resharp em like I do
[23:08:31] <XXCoder> my $2 for 20 razors last around month
[23:08:41] <XXCoder> then usually plastic breaks somewhere
[23:08:43] <renesis> thats a lot of razors fuck
[23:09:21] <XXCoder> I mean, ONE lasts a month or so. average is year per bag due to few razors breaking after only a week
[23:09:50] <renesis> oh damn
[23:10:14] <PetefromTn_> screw that noise single edge razors SUCK.. the ones I have been using have three blades and I thought they were the shit but after using hers this morning I am sold.
[23:10:14] <XXCoder> (repeat) just run razor backwards down arm, it will resharp. thats how mine lasts so long
[23:10:26] <XXCoder> mines 2 edge type
[23:10:45] <bobo_> pete look outside , notice the lack of grass ? don't mess with the ladies razor !
[23:11:04] -!- rob_h [rob_h!~robh@176.249.89.25] has joined #linuxcnc
[23:11:06] <PetefromTn_> it seemed like it is harder to cut yourself too with her blades..
[23:11:24] <XXCoder> easier to shave large complex shape (legs) with em
[23:11:29] <XXCoder> without cuts
[23:11:45] <XXCoder> well would guess thats why their tech advanced more than mens lol
[23:11:46] <PetefromTn_> I know it sounds funny but I am serious it was like the best shave ever
[23:12:17] <renesis> yeah i dunno what the deal is
[23:12:23] <XXCoder> yeah I belive you
[23:12:30] <PetefromTn_> Oh my wife just woke up from her nap...
[23:12:45] <PetefromTn_> she said they are called venus razors
[23:12:57] <PetefromTn_> they even come in flavors LOL
[23:13:01] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:13:11] <Tom_itx> who'd lick a razor?
[23:13:22] <PetefromTn_> its the smell duh..
[23:13:26] <_methods> ozzy osbourne?
[23:13:27] <renesis> its a girl product thing
[23:13:32] <renesis> they dont come in scents
[23:13:37] <renesis> they come in flavors and emotions
[23:13:41] <XXCoder> yummy sucidial razor
[23:14:18] -!- Spyou has quit [Ping timeout: 276 seconds]
[23:15:45] <PetefromTn_> I feel pretty....OH SO PRETTY....
[23:16:41] <PetefromTn_> that 2L company makes those floating engraver holders and bit huh...
[23:17:52] -!- TTN_ [TTN_!~TTN@27.110.122.139] has joined #linuxcnc
[23:19:48] -!- erve has quit [Ping timeout: 272 seconds]
[23:22:02] -!- chillly has quit [Quit: Ex-Chat]
[23:22:19] -!- bilboquet has quit [Remote host closed the connection]
[23:22:38] <XXCoder> quick, paint your new shave razor!
[23:22:40] <XXCoder> heh
[23:27:19] <PetefromTn_> my new vacuum gauge is SOOOO cool because it is made by Holley!! heh
[23:27:38] -!- motioncontrol has quit [Quit: Sto andando via]
[23:27:59] <bobo_> pink gauge ?
[23:28:20] <PetefromTn_> CHROME!
[23:29:05] -!- tjtr33 [tjtr33!~tjtr33@d47-69-239-176.try.wideopenwest.com] has joined #linuxcnc
[23:29:07] <Jymmm> pcw_home:
http://www.ebay.com/itm/371237203810
[23:29:16] <Jymmm> pcw_home: QTY = 5
[23:29:19] <andypugh> I have never used a razor.
[23:29:22] <tjtr33> PetefromTn_, put a Sun Tacho on the motor
[23:29:33] <Jymmm> andypugh: straight razor?
[23:29:52] <andypugh> I used an electric shaver for a while, then I stopped shaving.
[23:30:00] <Jymmm> ah
[23:30:13] <PetefromTn_> if I did that I would look like grizzly adams overnight LOL
[23:30:21] <Jymmm> I'm thinking about a safety razor, just not sure yet.
[23:31:01] <andypugh> Anyway, more importantly, O-ring groves shoild not be circular, they should be square. The O-ring material is soft but incompressbile, it needs somewhere to squish to.
[23:31:22] <Jymmm> I never thught of that.
[23:31:47] <XXCoder> heh I can't grow a beard basically
[23:31:50] <andypugh> If you look at the O-ring groove design guides it’s pretty clear.
[23:31:53] <XXCoder> best I can do is nice bum look
[23:32:07] <XXCoder> my family genes dont give us nice beards
[23:32:36] <Jymmm> andypugh: Shit, I BARLY have an o-ring sizing chart, and that's only becasue I found a local company that ONLY sells orings and nothing else.
[23:32:38] <andypugh> I normally have a really short beard, but last year I left it 6 months and ended up looking properly victorian.
[23:33:22] <_methods> terrorist
[23:34:06] <andypugh> https://www.parker.com/literature/ORD%205700%20Parker_O-Ring_Handbook.pdf
[23:34:32] <andypugh> You will see every groove is sort-of square
[23:35:42] <andypugh> If you need a custom size, it is possible tomake them:
http://www.f1-2000.co.uk/index.php?f=fuel_injectors
[23:37:09] <bobo_> Petewholustsforflorida who ever mentioned scotch brite filter for vacum filter , I thought that was good . could try small engine fuel filter
[23:40:15] -!- koo5 has quit [Ping timeout: 244 seconds]
[23:40:15] <andypugh> Isn’t there abrasive in Scotchbrite?
[23:40:15] <PetefromTn_> its funny you mention that Tormach sells a little oil mist filter for their supersize priced version of the HF vacuum pump and it costs $198!!!
[23:40:15] -!- balestrino has quit [Ping timeout: 265 seconds]
[23:40:15] -!- logger[psha] has quit [Ping timeout: 264 seconds]
[23:41:27] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[23:41:42] <LeelooMinai> I just made 4 holes in 2 hours - I guess I am not a machining speed demon:)
[23:41:43] -!- Valen has quit [Read error: Connection reset by peer]
[23:42:04] -!- s1dev has quit [Ping timeout: 264 seconds]
[23:42:04] -!- GlennS has quit [Ping timeout: 264 seconds]
[23:42:34] <PetefromTn_> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=34388 Tormach Slant Pro Controller WITH software....:O
[23:43:52] -!- taruti has quit [Ping timeout: 264 seconds]
[23:44:27] <LeelooMinai> I hear a lot about Tormach - is it some home-machinist, budget, non-Chinese go-to manufacturer of CNCs?
[23:46:05] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:46:15] -!- Camaban has quit [Ping timeout: 264 seconds]
[23:46:42] -!- s1dev [s1dev!~s1dev@199.241.28.135] has joined #linuxcnc
[23:46:45] <PetefromTn_> no it is a home-machinist- no so budget..CHINESE machine manufacturer that does a pretty good job of polishing the chinese turds into something usable and basically sells a lot of nice options for them and happens to use LinuxCNC for their machines.
[23:46:52] -!- gimps has quit [Ping timeout: 264 seconds]
[23:47:10] -!- gimps [gimps!~noone@64-121-232-59.c3-0.eas-ubr3.atw-eas.pa.cable.rcn.com] has joined #linuxcnc
[23:47:11] -!- gimps has quit [Changing host]
[23:47:11] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[23:47:48] -!- Valen has quit [Client Quit]
[23:48:21] <LeelooMinai> Weird, all about the site, name, guys on videos, etc. feels USA:)
[23:49:01] <PetefromTn_> yeah it does... the machine was designed and they are based in USA. everything they sell as far as I know is manufactured in China
[23:49:19] <bobo_> Pete $700 to me doese't' sound like a over the top price for a new computer
[23:49:52] <XXCoder> hey LeelooMinai hows your project
[23:50:02] <LeelooMinai> XXCoder: Which one? :)
[23:50:08] <XXCoder> the router one'
[23:50:12] <PetefromTn_> GREAT....tell you what, you buy the computer and let us have the LinuxCNC software for the lathe that is on it :)
[23:50:20] <bobo_> wonder what MBoard it uses ?
[23:50:28] -!- varesa has quit [Ping timeout: 264 seconds]
[23:51:06] <PetefromTn_> no idea
[23:51:07] <andypugh> To be fair Tormach make Mills like Apple make iPhones.
[23:51:21] <PetefromTn_> that is a stretch
[23:51:24] <LeelooMinai> XXCoder: SLowly going forward. I made holes for the spindle bracket today. Have the spindle and table is almost ready to assemble. Need to buy some socket screws and slamp set, and what's left will be VFD - probably will buy it next month.
[23:51:37] <XXCoder> cool :)
[23:51:39] <LeelooMinai> clamp*
[23:52:59] <PetefromTn_> but yeah I must give them credit they competently straddle the gap between true chinese junk bedmills and commercial CNC equipment pretty well. And they have come up with some interesting designs for tooling and options for all of thier machines.
[23:53:30] -!- varesa [varesa!~varesa@ec2-54-171-127-114.eu-west-1.compute.amazonaws.com] has joined #linuxcnc
[23:53:35] <LeelooMinai> I was just checking out their TTS system of what they call it - seems useful.
[23:54:24] <LeelooMinai> I saw some guys on youtube using it with some automatic changer attachement - must be nice for someone who makes a lot of parts.
[23:54:25] <PetefromTn_> yeah it actually is pretty decent. I had a BUNCH of it when I had my RF45 CNC conversion running. No complaints at all really. It is a good option for smaller lower HP mills.
[23:54:56] -!- norias [norias!~jm@2601:7:9800:df14:2120:6d62:3068:540b] has joined #linuxcnc
[23:55:31] <LeelooMinai> Are there some pneumatics that suck those tools in? I heared strange noise when they were3 replacing them.
[23:56:32] <PetefromTn_> yeah the drawbar uses a belleville stack to suck the collet into the spindle with like 1500 lbs of force as I recall and they use pneumatic cylinder to release it.
[23:57:18] <bobo_> compare and contrast tormach vers novakon
[23:58:12] -!- TTN_ has quit [Ping timeout: 245 seconds]
[23:58:43] <PetefromTn_> no thanks I don't have that kind of time. My only real interest in Tormach products is what they have done with the new Slant Pro Lathe LinuxCNC interface. It looks very nice.
[23:59:40] <LeelooMinai> DO they back-contribute some code?
[23:59:56] <bobo_> I thought novakon has a slant bed lathe also
{kind=link}
{kind=link}
{kind=link}
{kind=link}
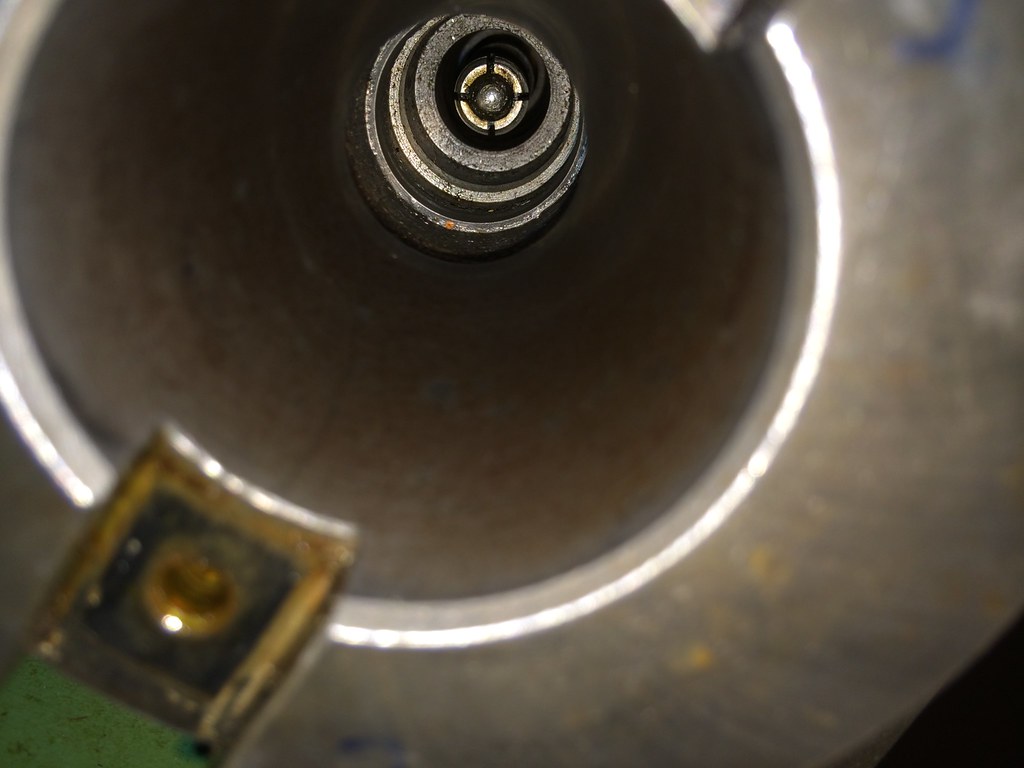{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
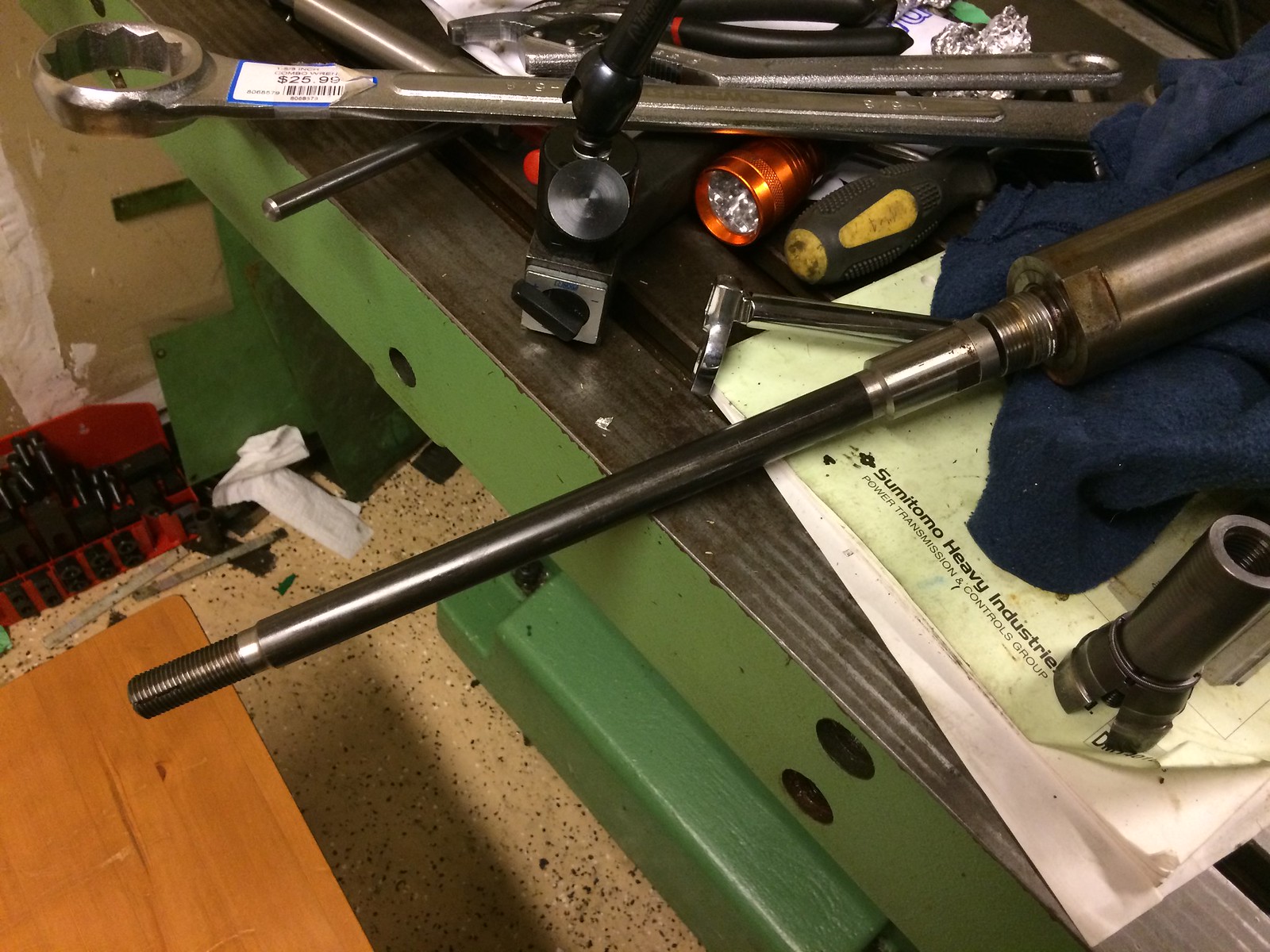{kind=link}
{kind=link}
{kind=link}