Back
[00:00:44] -!- adb has quit [Remote host closed the connection]
[00:01:05] -!- patricka_ has quit [Remote host closed the connection]
[00:04:12] <furrywolf> http://upload.wikimedia.org/wikipedia/commons/thumb/0/04/Hull_blasting_with_DOCKMASTER.jpg/220px-Hull_blasting_with_DOCKMASTER.jpg if you're going to make the world's most phallic bow, at least don't paint it light pink...
[00:08:56] -!- patricka_ has quit [Read error: Connection reset by peer]
[00:13:15] -!- patrickarlt has quit [Remote host closed the connection]
[00:16:46] -!- Nutter [Nutter!~hehe@199-195-151-246.dyn.novuscom.net] has joined #linuxcnc
[00:18:11] -!- patricka_ has quit [Remote host closed the connection]
[00:22:57] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[00:26:05] -!- bilboquet_ has quit [Ping timeout: 252 seconds]
[00:26:18] -!- Nutter` [Nutter`!~hehe@2605:6400:2:fed5:22:f62c:b508:6f00] has joined #linuxcnc
[00:29:35] -!- Nutter` [Nutter`!~hehe@2605:6400:2:fed5:22:f62c:b508:6f00] has parted #linuxcnc
[00:31:24] -!- bilboquet_ [bilboquet_!~bilboquet@37-1-169-146.ip.skylogicnet.com] has joined #linuxcnc
[00:35:39] -!- humble_sea_bass has quit [Read error: Connection reset by peer]
[00:38:41] amnesic_away is now known as amnesic
[00:39:00] -!- ejb has quit [Quit: ZZZzzz…]
[00:40:10] -!- theorb [theorb!~theorb@cpc8-swin16-2-0-cust252.3-1.cable.virginm.net] has joined #linuxcnc
[00:40:53] -!- theorbtwo has quit [Ping timeout: 256 seconds]
[00:41:32] * zeeshan feels bad
[00:41:36] <zeeshan> i just revived a thread from 2007
[00:41:37] <zeeshan> lol
[00:42:41] -!- Nutter has quit [Quit: Nutter]
[00:48:34] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:55:02] -!- rob_h has quit [Ping timeout: 272 seconds]
[01:00:02] -!- patrickarlt has quit [Remote host closed the connection]
[01:01:58] -!- erictheise has quit [Quit: erictheise]
[01:05:12] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[01:06:51] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[01:08:11] * furrywolf gets out the dunce hat
[01:08:22] <zeeshan> ?!
[01:08:43] <furrywolf> for you, for thread necromancy.
[01:14:24] -!- erve has quit [Ping timeout: 245 seconds]
[01:16:09] -!- Nutter [Nutter!~hehe@server.mesophase.com] has joined #linuxcnc
[01:18:17] -!- Nutter has quit [Remote host closed the connection]
[01:18:43] -!- Nutter [Nutter!~hehe@2605:6400:2:fed5:22:f62c:b508:6f00] has joined #linuxcnc
[01:23:12] -!- furrywolf has quit [Ping timeout: 265 seconds]
[01:24:30] <Tom_itx> zeeshan did you get your collet situation worked out?
[01:24:42] <zeeshan> nope
[01:24:44] <zeeshan> im sad about it
[01:24:44] <zeeshan> :(
[01:25:10] -!- uwe_ has quit [Ping timeout: 255 seconds]
[01:29:03] <zeeshan> http://i.imgur.com/vhL9KE8.png
[01:29:06] <zeeshan> i reallyt dont see the problem
[01:30:56] <PetefromTn_> what IS the problem?
[01:31:04] <zeeshan> it doesnt seat right
[01:31:13] <zeeshan> ive already checked my adjustment
[01:31:17] <zeeshan> i talked to ott jakobs
[01:31:20] <zeeshan> they gave me a spec.
[01:31:22] <zeeshan> its within spec
[01:31:26] <zeeshan> so something else is faked
[01:31:50] <zeeshan> the machine is supposed to originally use a din2080 tool holder
[01:32:00] <zeeshan> you can see that the pull studs are the same.
[01:32:23] <zeeshan> and in all 3 tool holders
[01:32:25] <PetefromTn_> well not really according to that picture
[01:32:28] <zeeshan> the taper begins at the exact same point
[01:32:43] <PetefromTn_> does it?
[01:32:47] -!- deanputney has quit []
[01:32:48] <zeeshan> yea it does
[01:32:48] <Tom_itx> how does it fit the taper with no pullstud installed?
[01:32:49] <PetefromTn_> did you make that picture
[01:32:59] <zeeshan> PetefromTn_: yea i drew it from standard drawings
[01:33:02] <zeeshan> compeltely unbiased
[01:33:09] <zeeshan> http://i.imgur.com/PAMhKL0.gif
[01:33:14] <zeeshan> thats the drawing i used for din2080
[01:33:53] <PetefromTn_> the part under the main clamping groove to the top of the taper distance looks different
[01:34:31] <Tom_itx> the taper is shorter on the stock one
[01:34:49] <zeeshan> tom it shouldnt matter
[01:34:52] <zeeshan> because they start at the same point
[01:34:54] <Tom_itx> but the relief should make up the difference there
[01:35:08] <zeeshan> the bottom line is where the taper is supposed to start
[01:35:14] <Tom_itx> pick a point on the taper and measure the diameter
[01:35:18] <zeeshan> okay
[01:35:19] <zeeshan> good idea
[01:35:31] <Tom_itx> make sure it's accurate
[01:35:59] <PetefromTn_> well I just got finished doing some preliminary measurements on the new 7.5HP spindle motor I received today
[01:36:14] <Tom_itx> measure the base diameter too
[01:36:22] <Tom_itx> (the large taper end)
[01:37:26] -!- uwe_ [uwe_!~uwe_@dslb-088-064-078-234.088.064.pools.vodafone-ip.de] has joined #linuxcnc
[01:37:47] <PetefromTn_> its kind of interesting the original motor had the square profile servomotor shape and the round boss was really large but the mounting holes were outboard of the circle
[01:37:49] <zeeshan> http://i.imgur.com/O7mRWAC.png
[01:37:55] <zeeshan> base diameter is the same of 44.45 mm
[01:38:27] -!- nofxx has quit [Ping timeout: 264 seconds]
[01:38:31] <Tom_itx> check the tool not the drawing
[01:38:40] <Tom_itx> the tool is what's giving you grief
[01:38:40] <zeeshan> i only have one tool
[01:38:44] <zeeshan> how am i supposed to measure the tool
[01:38:47] <zeeshan> i cant cut it
[01:38:48] <zeeshan> :P
[01:38:55] <zeeshan> ill measure the base dia
[01:39:03] <Tom_itx> that's a start
[01:39:08] <PetefromTn_> the new motor has a smaller face circle and the mounting holes are outboard of it but both are inside of the original motors mount circle
[01:39:37] <PetefromTn_> so the good news is that means I can simply make ANOTHER mounting plate
[01:39:46] <PetefromTn_> that is smaller and fits over the original plate
[01:40:17] <Tom_itx> i should add more albums to my playlist
[01:40:19] <PetefromTn_> and I can just machine it to accept the new motors round boss and a hole thru for the shaft as well as four holes to bolt the new motor to it
[01:40:42] <Tom_itx> but not u2
[01:40:44] <PetefromTn_> then I can machine four more holes to the outer edge to bolt it to the existing motor plate
[01:40:47] <Tom_itx> :)
[01:40:59] <PetefromTn_> there's no accounting for taste man...
[01:41:05] <Tom_itx> heh
[01:41:49] <zeeshan> im using a caliper but it should be close
[01:41:54] <zeeshan> i meassre 44.50 mm base
[01:41:59] <zeeshan> pretty close to the 44.45 :P
[01:42:12] <zeeshan> interesting thing though.
[01:42:23] <Tom_itx> what about the small end
[01:42:35] <zeeshan> i didnt check that
[01:42:41] <zeeshan> interesting thing is the overall length
[01:42:42] <zeeshan> seems off.
[01:42:51] <Tom_itx> you will find it
[01:42:57] <Tom_itx> you can't see it but it's there
[01:43:41] <zeeshan> okay
[01:43:44] <zeeshan> something is DEFINTELY up
[01:44:07] <Tom_itx> you could take an impression of it in plaster and check half
[01:44:13] <zeeshan> dude
[01:44:18] <zeeshan> i just measured from where the taper stars
[01:44:20] <zeeshan> *starts
[01:44:25] <zeeshan> overall height of tool
[01:44:29] <zeeshan> im getting like 95.4 mm.
[01:44:36] <Tom_itx> longer ehh?
[01:44:37] <zeeshan> this tool holder is longer ?
[01:44:43] <zeeshan> i know its not the pull stud
[01:44:47] <zeeshan> cause its supposed to be 25 mm long
[01:44:50] <Tom_itx> how do you know?
[01:44:53] <Tom_itx> prove it
[01:44:59] <zeeshan> i measured it
[01:45:08] <Tom_itx> prove it all then you will find the error
[01:45:25] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[01:45:30] -!- Thetawaves [Thetawaves!~Thetawave@48-147-42-72.gci.net] has joined #linuxcnc
[01:46:30] -!- sumpfralle has quit [Quit: Leaving.]
[01:46:33] <Tom_itx> hint: you could drill a hole 1.305" in some scrap and fit it over the end to see where it falls
[01:46:42] <zeeshan> dude
[01:46:44] <Tom_itx> dykem the holder
[01:46:49] <zeeshan> this tool holder is longer for sure!
[01:46:56] <PetefromTn_> who's a dude..
[01:47:00] <Tom_itx> well now you're getting somewhere
[01:47:00] <zeeshan> cat40 is supposed to be 68.25
[01:47:04] <Tom_itx> instead of guessing
[01:47:14] <zeeshan> this is like at least 69.8~
[01:47:19] <Tom_itx> zeeshan, do the ring test
[01:47:29] <Tom_itx> then you can cut the holder off to that point
[01:47:31] <PetefromTn_> where did you get that holder?
[01:47:35] <Tom_itx> the base diameter is right
[01:47:42] <Tom_itx> you want the top diameter to be right
[01:47:53] <Tom_itx> unless the taper angle is different too
[01:48:11] <Tom_itx> if it is and the top diameter is right the length will also be right
[01:49:08] <zeeshan> PetefromTn_: accusize
[01:49:15] <Tom_itx> that dimension isn't given but can be calculated from your drawing
[01:49:48] <Tom_itx> 8.2 to the top of the pull stud from the start of the base taper
[01:50:07] <PetefromTn_> https://www.facebook.com/photo.php?fbid=10205921119731683&set=gm.810026285734176&type=1&theater
[01:50:08] <zeeshan> Tom_itx: i can put the holder without the pull stud
[01:50:09] <Tom_itx> less 2.8 to the top of the tool
[01:50:14] <zeeshan> on a flat table
[01:50:17] <zeeshan> and just use a height gage?
[01:50:19] <zeeshan> gauge
[01:50:29] <zeeshan> and measure to the start of the taper
[01:50:32] <zeeshan> its got a groove there
[01:50:40] <Tom_itx> 5.4 taper length
[01:50:46] <Tom_itx> now go measure it
[01:50:56] <Tom_itx> use a height gage and dykem
[01:51:26] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[01:52:05] <Tom_itx> no, the 8.2 is wrong...
[01:52:18] <Tom_itx> that's to the start of the upper ring on the pullstud
[01:52:42] <Tom_itx> 5 deg angle then the rest of the pullstud
[01:53:02] <PetefromTn_> I think the pullstud is a good bit different and it the problem
[01:53:08] <PetefromTn_> is
[01:53:31] <Tom_itx> simple measurements will show the error
[01:54:18] <Tom_itx> flag A is the test i first suggested
[01:54:32] <Tom_itx> midpoint diameter or such
[01:55:08] <Tom_itx> the flag isn't described on that page
[01:56:20] <Tom_itx> taper is 8 deg 17 min 50 sec if you have a way to measure that
[02:01:17] <zeeshan> false alarm
[02:01:21] <zeeshan> measured it on the height gauge
[02:01:26] <zeeshan> getting 93.4 mm total length
[02:01:29] <zeeshan> so the tool holder is ok
[02:02:10] * zeeshan is retiring for the night
[02:02:19] <zeeshan> too much f'in around
[02:02:33] <zeeshan> pull stud is the exact same pete
[02:02:38] <zeeshan> look at the din2080 drawing
[02:02:40] <zeeshan> i measure 11.4
[02:02:42] <zeeshan> 7mm groove
[02:02:47] <zeeshan> 25mm total length
[02:03:28] <zeeshan> who knows it might be broken spring packs.
[02:03:59] <Tom_itx> how does it fit with no pullstud?
[02:04:22] -!- tinkerer has quit [Remote host closed the connection]
[02:04:23] <zeeshan> pretty good :)
[02:04:55] <zeeshan> tom did you see the video of me abusing it
[02:04:56] <Tom_itx> and the holder measures the right length and end diameters?
[02:04:57] <zeeshan> by prying?
[02:05:01] <Tom_itx> no
[02:05:09] <Tom_itx> i don't need to really
[02:05:16] <zeeshan> https://www.youtube.com/watch?v=u93js50-J_0
[02:05:26] <zeeshan> i dont think it should be that easy for me to pry on it
[02:05:53] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[02:06:33] <zeeshan> this is when i wish i had a powercheck II!!!
[02:07:51] <Tom_L> why do you think you have a problem?
[02:08:12] <zeeshan> what ididnt show in that video
[02:08:24] <zeeshan> is that i can spin the tool holder with like 10-15ft-lb of torque
[02:08:25] <Tom_L> does the taper fit snug without prying?
[02:08:27] <zeeshan> and also you can see:
[02:08:41] <zeeshan> https://www.flickr.com/photos/128539016@N05/16204246740/
[02:08:44] <zeeshan> thats the contact pattern
[02:08:51] <zeeshan> its not making full contact
[02:09:41] <Tom_L> i'm gonna stop clicking on flickr now. their fucking ads are beyond annoying
[02:09:47] <zeeshan> lol
[02:09:56] <Tom_L> imagebin
[02:10:34] <zeeshan> http://c4.staticflickr.com/8/7385/16204246740_d322013f58.jpg
[02:11:37] <Tom_L> and you think pulling harder will get you 90% contact?
[02:12:09] <zeeshan> maybe!
[02:12:23] <Tom_L> what are the specs for the pull tension?
[02:12:30] <zeeshan> 3500 lb - 4500lb
[02:12:32] <zeeshan> thats what makes me worry.
[02:12:39] <zeeshan> the fact that i could pry relatively easily
[02:12:41] <zeeshan> and make it move.
[02:12:43] <Tom_L> and what force were you prying with?
[02:12:50] <zeeshan> like 40lb
[02:12:54] <zeeshan> if you consider the fulcrum point
[02:13:02] <zeeshan> and about 6" prybar distance
[02:13:14] -!- lucashodge has quit [Client Quit]
[02:13:16] <zeeshan> its about 640lb of force.
[02:13:31] <Tom_L> so you need to look further up the chain then
[02:13:42] <zeeshan> yea it looks like i need to disassemble this.
[02:13:48] <Tom_L> if the collet measures ok and you're convinced the pullstud is right
[02:13:50] <zeeshan> ott jakob said they'll send me a manual by tomorrow
[02:14:09] -!- jvrousseau has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[02:14:14] <Tom_L> is it hydraulic or what?
[02:14:17] <zeeshan> yes
[02:14:24] <Tom_L> crank up the pressure
[02:14:34] <zeeshan> well its hydraulic to release
[02:14:38] <zeeshan> belleville washers keep it locked
[02:15:44] <Tom_L> well, you look like a weenie pulling on that so there MUST be something wrong :)
[02:15:54] <zeeshan> hahaha
[02:16:13] <zeeshan> shit
[02:16:17] <zeeshan> the force is in newtons.
[02:16:24] <zeeshan> nm i already converted it.
[02:16:30] <zeeshan> 15000N / 4.48
[02:16:39] <zeeshan> 3348 lb
[02:17:36] <Tom_L> so bolt something to your table with a strain gage attached to it and pull 3347 lbs and see if it moves
[02:17:56] <zeeshan> what do i look like
[02:18:01] <Tom_L> hell i'd be happy with 3346
[02:18:01] <zeeshan> mr scrapyard who has parts everywhere?!?! :D
[02:18:07] <PetefromTn_> HEHE
[02:18:33] <Tom_L> borrow one from the mythbuster telephone book test
[02:18:58] <zeeshan> have you noticed in the startup of mythbusters
[02:19:02] <zeeshan> there is an aloris tool post? :D
[02:19:11] <Tom_L> no
[02:19:24] <zeeshan> when the lathe comes up for like 2 s
[02:19:26] <zeeshan> you'll see it! :D
[02:19:40] <zeeshan> season 16
[02:20:12] <Tom_L> measure the top of the taper like i suggested
[02:20:17] <zeeshan> i did
[02:20:21] <zeeshan> well not w/ the rings
[02:20:23] <zeeshan> just with a mic
[02:20:30] <Tom_L> did you use a 'hole gage' ?
[02:20:34] <zeeshan> as best as i could and get it repeating
[02:20:38] <Tom_L> and dykem it
[02:21:02] <Tom_L> make a hole the proper diameter and slip it over the end perp to the tool
[02:21:25] <zeeshan> easier just to sell the machine
[02:21:26] <zeeshan> :{
[02:21:38] <Tom_L> that's not that hard to do
[02:22:14] <zeeshan> i wish i had a millwright friend
[02:22:19] <zeeshan> they'd know how to fix
[02:22:33] <zeeshan> theyre like the mechanics of the machine world!
[02:22:44] <zeeshan> "tell me the symptoms"!
[02:23:29] <Tom_L> you'll likely need to fix the top end of this contraption
[02:24:10] <zeeshan> http://c1.staticflickr.com/9/8678/16367629596_9e0d6efbdd_h.jpg
[02:24:15] <zeeshan> i think to remove this
[02:24:20] <zeeshan> i need to remove the spring fingers first
[02:24:26] <Tom_L> there's no chips in the collet taper that got smashed in there is there?
[02:24:30] <zeeshan> and this thing should slide out
[02:24:38] <zeeshan> Tom_L: nahh its pretty clean
[02:25:09] <zeeshan> i still think 3300 lb of force
[02:25:10] <zeeshan> is a crap load
[02:25:16] <zeeshan> i should not be able to move it like that
[02:25:30] <Tom_L> what's the lock ring on the splined shaft for?
[02:25:34] -!- humble_sea_bass [humble_sea_bass!U2FsdGVkX1@ma.sdf.org] has joined #linuxcnc
[02:25:42] <zeeshan> thats a good question
[02:25:48] <zeeshan> i think its for when you use the quill
[02:25:55] <zeeshan> it bottoms out on that collar
[02:25:55] <Tom_L> is that an adjustment for tension?
[02:26:01] <zeeshan> yes
[02:26:04] <Tom_L> or length
[02:26:12] <zeeshan> the measurement should be 3.610+/-.010 from the spindle face
[02:26:17] <zeeshan> to the adjustment washer
[02:26:25] <zeeshan> its measuring 3.629
[02:26:42] <zeeshan> which should mean more drawbar force -- i think.
[02:27:45] <Tom_L> ask Mr happyface what's wrong
[02:27:56] <zeeshan> hes sideways
[02:27:58] <zeeshan> taunting me!
[02:30:24] <PetefromTn_> well I think I have a CAD drawing ready to machine a steel mounting plate for the new Lathe motor here...
[02:30:40] <zeeshan> nice :D
[02:31:23] <zeeshan> Tom_L:
http://c2.staticflickr.com/6/5612/14996196844_34a7da5cf1_h.jpg
[02:31:27] <zeeshan> i think i should try adjusting it
[02:31:31] <PetefromTn_> trying to decide if I should slot the new plate a bit so I have even more adjustment for belt tension
[02:31:45] <zeeshan> it doesnt have a tensioner?
[02:31:47] <zeeshan> from before
[02:32:03] <PetefromTn_> the original plate is slotted
[02:32:07] <zeeshan> ah
[02:32:22] <PetefromTn_> I am going to make an adapter plate to bolt to the motor that will bolt to this plate
[02:32:39] <PetefromTn_> simple as dirt but it will work
[02:35:10] <Tom_L> z, what's the slot for?
[02:35:20] <Tom_L> is that an adjustment?
[02:35:43] <zeeshan> you use a special tool
[02:35:53] <zeeshan> basically hold the flats, and loosen the socket head cap screw
[02:36:01] <zeeshan> then you spin the washer to adjust like you're sayin
[02:36:13] <Tom_L> so what you waitin for?
[02:36:26] <zeeshan> well the fact that i can pry on it
[02:36:35] <zeeshan> should mean that the belleville washers are owned?
[02:36:43] <Tom_L> possibly
[02:36:57] -!- ejb has quit [Quit: ZZZzzz…]
[02:37:01] <zeeshan> like if a belleville washer collapses
[02:37:09] <zeeshan> that means its no longer providing force
[02:37:10] <Tom_L> can you get em?
[02:37:12] <zeeshan> yea
[02:37:17] <zeeshan> these guy make a kit
[02:37:35] <Tom_L> so pull it of and clean it good
[02:37:41] <zeeshan> im a bit afraid
[02:37:43] <zeeshan> since i havent worked o nthis
[02:37:45] <Tom_L> of what?
[02:37:51] <zeeshan> i know w/ car springs, they can hurt you pretty good
[02:37:52] <Tom_L> parts is parts
[02:37:54] <zeeshan> same w/ garage door springs
[02:38:01] <zeeshan> thats why i want the manual to disassemble this
[02:38:08] <Tom_L> just treat it like a loaded gun
[02:38:14] <zeeshan> i know that if i completely loosen the adjustment screw
[02:38:18] <renesis> garage door punched me in the face gave me stitches
[02:38:24] <Tom_L> heh
[02:38:25] <zeeshan> i should be able to pull the entire cylinder assembly
[02:38:27] <PetefromTn_> most drawbars have keepers that hold the pack together outside of the drawbar
[02:38:28] <zeeshan> from the top of the head
[02:38:30] <Tom_L> i bet you don't do that again
[02:38:36] <renesis> currently getting collections notices about the hospital bill
[02:38:45] <zeeshan> PetefromTn_: i think its in the cylinder assembly
[02:39:04] <PetefromTn_> is it pneumo or hydro
[02:39:06] <zeeshan> hyd
[02:39:11] <PetefromTn_> shit
[02:40:00] <PetefromTn_> the good news is that while the bellevilles are very strong they only have a very short throw distance really...
[02:40:10] -!- Nutter has quit [Ping timeout: 272 seconds]
[02:40:15] <zeeshan> haha yea i guess thats good!
[02:40:17] <zeeshan> unlike a car spring
[02:40:35] <PetefromTn_> car coil springs can really hurt you if you are stupid
[02:40:44] <Tom_L> i like to never got my front springs back in once
[02:40:44] <zeeshan> yea
[02:40:52] <zeeshan> i use a compressor tool
[02:40:55] <zeeshan> double it up :D
[02:40:58] <Tom_L> the puller wouldn't fit
[02:41:01] <zeeshan> ive had one fly on me before
[02:41:05] <Tom_L> so i made something
[02:41:58] -!- Nutter [Nutter!~hehe@2605:6400:2:fed5:22:f62c:b508:6f00] has joined #linuxcnc
[02:43:20] <Tom_L> well, i'd be happy to have either of you two's problems instead of my crappy little sherline
[02:43:46] <zeeshan> hush!
[02:43:49] <zeeshan> sherline ftw
[02:44:03] <Tom_L> it's doing what i need
[02:44:20] <Tom_L> learning linuxcnc and tuning different things on it
[02:44:43] <Tom_L> i even cut some metal on it once in a while
[02:45:02] <zeeshan> what doy ouuse the sherline for mostly?
[02:45:49] <Tom_L> i've done aluminum on it and plastics
[02:45:55] <Tom_L> little brass
[02:46:07] <Tom_L> right now it's not moving
[02:46:20] <Tom_L> the control is sitting in here waiting for more junk
[02:47:39] <Tom_L> then i need to test the index pulse on the spindle encoder
[02:47:41] <renesis> zeeshan: oh so now micromills are cool?
[02:47:46] <Tom_L> maybe get tapping working
[02:48:13] <zeeshan> cool
[02:48:18] <renesis> oh cool your sherline spindle has feedback?
[02:48:21] <zeeshan> renesis: in a fighting mood tongiht?
[02:48:37] <Tom_L> renesis, it will
[02:48:45] <renesis> zee, seriously just stfu
[02:49:06] <zeeshan> i take that as a yes
[02:49:12] <Tom_L> http://tom-itx.no-ip.biz:81/~webpage/cnc/new_pulleys/spindle_enc2.jpg
[02:49:57] <renesis> how do they speed control stock?
[02:50:19] <renesis> they have a bigass knob, no? the taig just has a step pulley
[02:50:28] <Tom_L> a pot on it
[02:50:37] <Tom_L> but that's getting bypassed with a dac
[02:50:38] <renesis> goes back to the controller?
[02:50:48] <renesis> or its a giant fuckin rheostat?
[02:50:55] <Tom_L> no it's a pot
[02:51:13] <renesis> yeah but stock how does it control the thing, it has an actual driver?
[02:51:55] -!- unfy [unfy!~Miranda@wsip-184-185-82-30.om.om.cox.net] has joined #linuxcnc
[02:52:13] <renesis> http://www.resinaddict.com/blog/wp-content/uploads/2012/02/Speed-controller-3.jpg
[02:52:17] <renesis> heh, documentation
[02:52:55] <renesis> bigass SCR
[02:53:30] <renesis> wait, through 82k?
[02:55:02] -!- Nutter has quit [Ping timeout: 265 seconds]
[02:56:19] -!- furrywolf [furrywolf!~randyg@68.26.231.32] has joined #linuxcnc
[02:56:35] -!- cmorley has quit [Quit: Leaving.]
[02:58:00] <renesis> cant find any other schematics, looks like a DC motor with an SCR rectifier/dimmer
[02:59:34] -!- Nutter [Nutter!~hehe@2605:6400:2:fed5:22:f62c:b508:6f00] has joined #linuxcnc
[03:00:09] <Tom_L> http://www.soigeneris.com/Document/Gecko/Using_the%20Gecko_G540_VFD_Output.pdf
[03:00:33] <Tom_L> gives you the necessary connections
[03:00:36] <PetefromTn_> https://www.youtube.com/watch?v=JhYGre1xSPY I did not know les had done a lathe COOL!
[03:00:45] -!- cmorley [cmorley!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[03:01:47] <PetefromTn_> thats the guy that created Sheetcam if I am not mistakem
[03:01:51] <PetefromTn_> mistaken
[03:04:24] <Tom_L> http://www.wallacecompany.com/machine_shop/kbic/
[03:04:43] <Tom_L> friggin adware...
[03:04:45] -!- Tom_L has quit []
[03:09:24] <furrywolf> what the hell is with websites lately putting floating (position: static) bars across the top of pages for navigation? why the hell would any webdesigner, other than massive doses of psychoactive substances, think I want to waste screen space with a static navigation bar? scrolling back to the top or down to the bottom (where you often end up anyway) to navigate is easy.
[03:10:16] <furrywolf> s/static/fixed
[03:10:45] -!- evilren [evilren!renesis@tenjitsu.net] has joined #linuxcnc
[03:12:18] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[03:12:31] <furrywolf> it's ugly, it wastes screen space, and it breaks scrolling, with the browser scrolling down a full screen-size page, despite part of it being unusable, so you miss a block of text every time you scroll.
[03:15:05] <XXCoder1> fads
[03:15:13] <XXCoder1> other fad I hate is white virus
[03:15:13] <furrywolf> I need to write a firefox extension to automatically kill any position: fixed css....
[03:15:19] <furrywolf> white virus?
[03:15:22] <XXCoder1> it turns everything white or off white
[03:15:29] <XXCoder1> for example very light gray text on white
[03:15:35] <furrywolf> haven't seen that.
[03:15:51] <XXCoder1> it seem to be starting to reverse but yeah
[03:15:58] <XXCoder1> such a bad design, that
[03:16:01] -!- renesis has quit [Ping timeout: 244 seconds]
[03:16:08] evilren is now known as renesis
[03:16:55] <furrywolf> is scrolling in pages now rare? because fixed elements BREAKS PAGE SCROLLING, yet webmasters don't seem to care...
[03:17:09] <XXCoder1> nah still everywhere
[03:18:23] <furrywolf> I mean scrolling one page at a time, not scrolling the page at all...
[03:18:36] <furrywolf> i.e. pgdn, or the space bar in any functional browser.
[03:18:40] <XXCoder1> oh
[03:18:47] <furrywolf> or clicking the non-button parts of scroll bars
[03:18:55] <XXCoder1> yeah
[03:19:06] <XXCoder1> I usuall just use mouse wheel
[03:19:34] <renesis> when i dont have mouser wheel i feel like the whole internet is broken
[03:19:53] <XXCoder1> funny how wheel have taken over
[03:19:59] <furrywolf> I usually scroll down in pages with space. heh.
[03:20:09] <furrywolf> which is broken by idiotic screen-wasting web design.
[03:23:10] amnesic is now known as amnesic_away
[03:23:15] <XXCoder1> fun
[03:24:10] <furrywolf> speaking of mice, I wish they still made laptops with trackballs. I much prefer them to touchpads.
[03:24:28] <XXCoder1> been a while, that
[03:24:37] <Tom_itx> get a surface
[03:24:41] <XXCoder1> I remember eraser type one. that isnt too bad
[03:24:50] <furrywolf> I still have my ancient p1-mmx toughbook with a trackball...
[03:24:58] <furrywolf> clitmice aren't bad, but I like trackballs better.
[03:25:14] -!- AR__ has quit [Ping timeout: 245 seconds]
[03:30:01] * furrywolf hasn't seen a clitmouse in a while... they seem to be out of style too.
[03:30:42] <XXCoder1> http://www.funnyjunk.com/funny_pictures/1312805/Happy/
[03:33:30] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[03:33:31] -!- Tecan has quit [Changing host]
[03:33:31] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[03:35:09] <furrywolf> I used a laptop the other day that had a clickpad... it's up there with the worst ideas of all time. when you click, the pointer moves!
[03:35:32] <XXCoder1> jeez
[03:36:06] <furrywolf> rather than having separate buttons, you push down on the entire pad to click. this both takes excessive effort, and moves the pointer in the process.
[03:36:31] <XXCoder1> no wonder I never seen it
[03:36:38] <XXCoder1> guess it failed hard
[03:36:47] <furrywolf> sadly, it's rather popular right now.
[03:37:28] <furrywolf> http://blog.laptopmag.com/crappy-clickpads-could-kill-the-ultrabook looks like other people like it just as much as I did.
[03:39:10] <XXCoder1> apparently
[03:44:22] -!- swingley has quit [Remote host closed the connection]
[03:47:11] -!- syyl_ [syyl_!~sg@p579B11D1.dip0.t-ipconnect.de] has joined #linuxcnc
[03:47:14] -!- KimK_laptop has quit [Ping timeout: 265 seconds]
[03:51:29] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[03:54:50] -!- FinboySlick has quit [Quit: Leaving.]
[03:55:44] <furrywolf> http://www.ebay.com/itm/freeshipping-TWO-2-2pcs-Emergency-Stop-Switch-Push-Button-Mushroom-NEW-KA-/261623325153 those sure are cheap...
[04:01:35] <unfy> furry: bought some
[04:01:42] -!- norias [norias!~jm@2601:7:9800:df14:f13b:bdd9:2e77:e7ac] has joined #linuxcnc
[04:01:50] <norias> hi
[04:01:55] <unfy> o/
[04:02:56] <norias> how are you?
[04:03:08] <unfy> here.
[04:03:40] <unfy> furr: clickpad -- i know it was driving my boss bonkers - but he's EXTREMELY heavy fisted/fingered when it comes to computers
[04:04:15] <PetefromTn_> anyone know of any good videos showing the linuxCNC lathe interface features and whatnot/
[04:04:36] <Tom_itx> pete, look over jt's pages
[04:05:07] <PetefromTn_> I was hoping for a nice well done video showing the interface etc. I have never actually seen it LOL
[04:06:07] <furrywolf> unfy: bought some... switches?
[04:07:15] -!- syyl_ has quit [Ping timeout: 264 seconds]
[04:07:31] <PetefromTn_> LOL I just bought a pair too...
[04:07:47] <PetefromTn_> Hell I need one for the lathe anyways.
[04:08:13] <norias> huh
[04:08:24] <unfy> furry: yeah
[04:08:24] <norias> i can't seem to find any real pricing on linear encoders
[04:08:44] <norias> am i perhaps using the wrong word?
[04:08:59] <unfy> pete: if they suck, then... zomg out $4... otherwise... meh. handy stuff.
[04:09:25] <PetefromTn_> https://www.youtube.com/watch?v=_THbTBY5BBM This is the only youtube video of linuxCNC lathe I can find and I think it has some custom interface that guy made in it.
[04:09:52] <furrywolf> I saw a few videos of linuxcnc doing single-point threading...
[04:09:54] <PetefromTn_> unfy yeah honestly I had some just like that on my RF45 and they worked fine...I am sure they will be adequate for what I need.
[04:10:30] <PetefromTn_> There are TONS of videos of the machines running etc I was looking for one that shows the interface on the screen and what does what and how.
[04:11:10] <PetefromTn_> Been watching the Tormach lathe stuff and knowing it is linuxCNC I am wondering how the stock linuxCNC lathe works. Sure would be nice to be able to get our hands on that Tormach Lathe interface for linuxCNC
[04:12:07] <cradek> there's not much special about the interface when you run a lathe. most show diameter and radius instead of just X. to do stuff you use gcode.
[04:12:07] <norias> eh
[04:12:19] <norias> not a fan of tormach interfaces
[04:12:32] <PetefromTn_> have you seen their lathe interface?
[04:12:41] <norias> i've seen their mill interface
[04:12:47] <norias> and i was kind of let down
[04:13:08] <renesis> dont they run standard software?
[04:13:10] <PetefromTn_> their new linuxCNC based lathe interface looks really well done
[04:13:14] <renesis> its not mach?
[04:13:18] <PetefromTn_> no it is not
[04:13:29] <norias> i thought it was mach3
[04:13:32] <renesis> they have a linuxcnc controller?
[04:13:46] <renesis> i remember thinking from screens it was mach3
[04:13:48] <PetefromTn_> YES I repeat the new interface is linuxCNC based
[04:13:49] <cradek> yeah, they needed the lathe to actually work
[04:13:50] <norias> i think mach is built on emc
[04:14:05] <norias> i could be nuts, though
[04:14:09] -!- johtso has quit [Quit: Connection closed for inactivity]
[04:14:58] <PetefromTn_> wish I understood russian because that guys video is kinda cool.
[04:15:36] <PetefromTn_> cradek I was hoping to see some of that NGCGUI or whatever it is called conversational stuff
[04:17:49] <renesis> do you mean conversation input for a built in CAM tool?
[04:18:02] <renesis> because i dont think thats what you mean, but if thats what you mean, that would be cool
[04:18:04] <cradek> oh right, I forgot about that
[04:18:10] <Tom_itx> http://gnipsel.com/shop/hardinge/hardinge.xhtml
[04:18:11] <Tom_itx> PetefromTn_
[04:18:19] <PetefromTn_> that is what NGCGUI is basicallly as I understand it
[04:18:45] <renesis> well what do you mean by conversational?
[04:19:34] -!- swingley has quit [Ping timeout: 244 seconds]
[04:19:42] <PetefromTn_> I mean the NGCGUI conversational setup allows programming of most parts at the machine from what JT says...
[04:20:02] <renesis> like, i can type: make a pocket 2 inches deep, with 0.2" radius at each corner, using a 3/8" endmill going 50mm/sec, with the lower left pocket corner at X0 two inches above Y origin
[04:20:07] <renesis> and itll do it?
[04:20:28] <renesis> or its like, a question based wizard
[04:20:43] <furrywolf> from what I can find, ibm power cords are the cheapest source of #18 shielded wire. it's cheaper to buy a complete power cord and lop the plugs off than to simply buy 18/3 shielded wire...
[04:20:59] <PetefromTn_> https://www.youtube.com/watch?v=pyiasbfpWHo
[04:21:12] <renesis> furrywolf: theyre shielded?
[04:21:33] <PetefromTn_> that video shows how the interface works on the linuxCNC based slant bed lathe.
[04:21:54] <furrywolf> renesis: good pc power cords are, yes.
[04:22:37] <furrywolf> http://www.ebay.com/itm/Computer-Power-Cord-100-SHIELDED-8-FT-NEMA5-15P-to-C13-RIGHT-ANGLE-18-AWG-/231226448330 example. (not the cheapest, but has a photo showing the shield)
[04:22:40] <renesis> wtf is good? a pc cord is an IEC cable, which is a commodity item, which ive never seen a shield on
[04:22:52] <renesis> and ive prob cut into 100 of them
[04:22:57] <PetefromTn_> is NGCGUI something JT created or did he just take it and run with it..
[04:23:16] <Tom_itx> it's an interface you can use with linuxcnc
[04:23:17] <renesis> furrywolf: neat
[04:23:40] <furrywolf> my experience cutting them is about one in five is shielded...
[04:23:41] <PetefromTn_> yeah I understand that. Any videos on using it anywhere?
[04:23:50] <renesis> it looks like an extra tab in axisgui
[04:23:58] <furrywolf> if it feels like a piece of shit cable, it's not going to be shielded. if it's nice thick rubbery wire, it might be.
[04:24:57] <renesis> what side is the shield attached to?
[04:25:02] <Tom_itx> PetefromTn_`,
http://linuxcnc.org/docs/html/gui/ngcgui.html
[04:25:39] <Tom_itx> they appear as extra tabs
[04:25:46] <Tom_itx> like your dro etc
[04:26:20] <furrywolf> never checked.
[04:26:20] <PetefromTn_> Oh just found some vids on youtube for ngxgui apparently it is for mill stuff too..I thought it was just a lathe thing.
[04:26:36] <Tom_itx> it's for anything you make it
[04:27:11] <Tom_itx> JT-Shop's working on some new lathe stuff right now
[04:27:29] <Tom_itx> you'll have to ask him about it though
[04:27:30] <PetefromTn_> jeez man why are they all freakin' russian or some other language...
[04:28:08] <PetefromTn_> if you can't tell I am really excited about the new CNC lathe and want to learn as much as I can about linuxCNC lathe and NGCGUI
[04:28:23] <Tom_itx> read the docs on it
[04:28:32] <Tom_itx> it shows how to install the routines
[04:29:05] <Tom_itx> and you probably already have some basic ones downloaded and don't even know it
[04:29:37] <PetefromTn_> surely
[04:29:48] <Tom_itx> i added some for the mill
[04:30:03] <Tom_itx> i think most of them were there already i just hooked into em
[04:30:08] <PetefromTn_> man I love linuxCNC.... cannot wait to see this lathe making chips..
[04:32:21] <PetefromTn_> I must say that the Tormach lathe interface is pretty slick... would be sweet to have something similar
[04:32:39] <Tom_itx> http://linuxcnc.org/docs/html/gui/ngcgui.html#_embedding_ngcgui
[04:35:00] <furrywolf> what's the easiest way to check for the fault output from my stepper drivers? it's active low, pulled to an internal 12v supply with a 470 ohm resistor. diode-oring them sounds easy, but without access to that 12v supply, might be problematical...
[04:35:16] <PetefromTn_> is it possible to run simulations from a working linuxCNC machine?
[04:35:51] <Tom_itx> load a sim config and you can
[04:35:59] <Tom_itx> i have lathe sim on mine
[04:36:16] <PetefromTn_> so you don't actually enable any of the machines axes etc..
[04:36:20] <Tom_itx> nope
[04:36:27] <PetefromTn_> just screw around with linuxCNC in simulation
[04:36:28] <PetefromTn_> nice
[04:36:41] <XXCoder1> just turn off power?
[04:36:45] <XXCoder1> to motors that is
[04:36:48] <furrywolf> manual doesn't even tell me if that internal supply is regulated, isolated, etc... presumably it's a loosely regulated supply with a common ground with the power input.
[04:37:02] <furrywolf> and not isolated and running off the step/dir opto supply.
[04:38:35] <PetefromTn_> is your NGCGUI stuff embedded or in pyvcp tabs?
[04:41:19] -!- PCW_ [PCW_!~chatzilla@99.88.10.65] has joined #linuxcnc
[04:41:51] -!- furrywolf has quit [Ping timeout: 265 seconds]
[04:42:03] -!- furrywolf [furrywolf!~randyg@68.26.231.32] has joined #linuxcnc
[04:42:31] <furrywolf> grrrr, stupid fucking internet connection.
[04:43:28] <XXCoder1> fun
[04:43:47] -!- PCW has quit [Ping timeout: 265 seconds]
[04:43:59] PCW_ is now known as PCW
[04:44:12] <furrywolf> I guess I'll regulate my own 12v supply, diode-or the fault outputs, and run an opto between them... and hope their internal supply is indeed regulated.
[04:44:23] <Tom_itx> tabs
[04:44:27] <XXCoder1> is there a way to test?
[04:44:39] <furrywolf> deriving a 12v supply from 54+v will be fun.
[04:45:15] * furrywolf looks for a high-voltage 3-terminal reg
[04:46:26] -!- kwallace has quit [Ping timeout: 244 seconds]
[04:52:01] -!- norias has quit [Quit: Leaving]
[04:59:35] <furrywolf> bbl, wolfy bedtime
[05:07:47] XXCoder1 is now known as mare
[05:07:54] mare is now known as XXCoder
[05:08:12] -!- furrywolf has quit [Ping timeout: 245 seconds]
[05:09:53] -!- ariscop has quit [Ping timeout: 240 seconds]
[05:20:27] -!- swingley has quit [Ping timeout: 264 seconds]
[05:33:46] -!- KimK_laptop [KimK_laptop!~kkirwan@wsip-68-99-119-77.ks.ok.cox.net] has joined #linuxcnc
[05:33:56] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[05:38:48] -!- ve7it has quit [Remote host closed the connection]
[05:57:09] -!- micges has quit [Ping timeout: 246 seconds]
[06:01:55] -!- amiri has quit [Ping timeout: 255 seconds]
[06:09:58] -!- Thetawaves [Thetawaves!~Thetawave@48-147-42-72.gci.net] has joined #linuxcnc
[06:23:57] -!- swingley has quit [Remote host closed the connection]
[06:24:55] -!- ariscop has quit [Quit: Leaving]
[06:26:15] -!- dr0w has quit [Ping timeout: 265 seconds]
[06:36:00] -!- ariscop has quit [Client Quit]
[06:39:06] -!- dr0w [dr0w!~george@adsl-184-45-52-131.sdf.bellsouth.net] has joined #linuxcnc
[06:42:22] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[06:55:27] -!- The_Ball has quit [Remote host closed the connection]
[07:00:43] -!- patrickarlt has quit [Remote host closed the connection]
[07:03:14] -!- ariscop has quit [Quit: Leaving]
[07:04:23] -!- kwallace2 has quit [Ping timeout: 240 seconds]
[07:14:27] -!- KimK_laptop has quit [Ping timeout: 264 seconds]
[07:14:40] -!- _Fox_Muldr [_Fox_Muldr!quakeman@ipservice-092-217-131-129.092.217.pools.vodafone-ip.de] has joined #linuxcnc
[07:16:56] -!- Fox_Muldr has quit [Ping timeout: 272 seconds]
[07:21:04] -!- unfy has quit [Quit: Miranda IM! Smaller, Faster, Easier. http://miranda-im.org]
[07:24:10] -!- bilboquet [bilboquet!~bilboquet@37-1-169-146.ip.skylogicnet.com] has joined #linuxcnc
[07:26:40] -!- bilboquet_ has quit [Ping timeout: 265 seconds]
[07:29:27] -!- swingley has quit [Ping timeout: 264 seconds]
[07:38:45] -!- patrickarlt has quit [Ping timeout: 265 seconds]
[07:41:59] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[07:47:27] -!- mttr has quit [Ping timeout: 264 seconds]
[07:57:00] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:57:26] <Deejay> moin
[07:58:55] -!- archivist_herron has quit [Ping timeout: 256 seconds]
[08:11:27] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[08:18:34] -!- XXCoder has quit [Read error: Connection reset by peer]
[08:25:07] Loetmichel2 is now known as Loetmichel
[08:26:58] -!- Mr_Sheesh has quit [Disconnected by services]
[08:28:07] -!- Mr_Sheesh_AFK [Mr_Sheesh_AFK!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[08:28:08] Mr_Sheesh_AFK is now known as Mr_Sheesh
[08:30:39] -!- swingley has quit [Ping timeout: 264 seconds]
[08:38:35] -!- theorb has quit [Remote host closed the connection]
[08:39:39] -!- patrickarlt has quit [Ping timeout: 265 seconds]
[08:43:21] amnesic_away is now known as amnesic
[08:47:09] -!- theorbtwo [theorbtwo!~theorb@cpc8-swin16-2-0-cust252.3-1.cable.virginm.net] has joined #linuxcnc
[08:48:55] amnesic is now known as amnesic_away
[08:53:14] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[08:55:58] -!- balestrino [balestrino!~SB@131.114.31.66] has joined #linuxcnc
[08:57:56] -!- rob_h [rob_h!~robh@176.249.89.25] has joined #linuxcnc
[09:03:55] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[09:24:18] -!- asdfasd [asdfasd!~332332@94.10.237.158] has joined #linuxcnc
[09:29:41] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[09:30:53] -!- swingley has quit [Ping timeout: 240 seconds]
[09:33:18] -!- ariscop has quit [Ping timeout: 265 seconds]
[09:50:08] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[09:56:23] -!- TTN has quit [Ping timeout: 240 seconds]
[10:10:06] -!- The_Ball has quit [Remote host closed the connection]
[10:11:12] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[10:15:27] -!- The_Ball has quit [Ping timeout: 246 seconds]
[10:22:21] -!- witnit [witnit!~john@208-38-253-24.hntninaa.metronetinc.net] has joined #linuxcnc
[10:24:12] <witnit> Anyone know of some affordable servo tapping spindles? so, servo quill, servo spindle, im doing 10-32 tapping with 3/8th deep threads
[10:27:16] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[10:28:27] <Tom_itx> google tapmatic on ebay
[10:29:12] <witnit> oh tom_itx I need some serious tapping units
[10:29:38] <witnit> I will need to run these parts at a rate of 1 part per second to keep up with the order
[10:29:52] <witnit> its 1 mil a month ongoing
[10:30:05] <witnit> I will need ridgid servo tapping
[10:31:34] -!- swingley has quit [Ping timeout: 244 seconds]
[10:32:11] <witnit> thanks though, those are awesome for small jobs
[10:33:26] <witnit> https://www.youtube.com/watch?v=m5J3tXcqWBs
[10:33:33] <witnit> I need small version of these
[10:33:50] <witnit> just the unit, not the table
[10:38:33] -!- Brunetty has quit [Quit: Que conio hago yo aqui]
[10:43:57] <Tom_itx> we ran 5-6k per shift with them
[10:47:35] <Tom_itx> http://www.sugino.com/site/qa-e/sf-technical-dh-qanda.html
[10:48:38] <Tom_itx> http://www.hypneumat.com/
[10:49:15] -!- nofxx has quit [Ping timeout: 264 seconds]
[10:50:21] <Tom_itx> http://www.directindustry.com/prod/sugino/multi-spindle-drilling-heads-28709-1190071.html
[10:52:39] <Tom_itx> http://www.aliexpress.com/wholesale?SearchText=multi+axis+drill+tap+head&catId=0&initiative_id=SB_20150130025143
[10:52:41] <Tom_itx> chinese
[10:55:32] <witnit> these look alot closer
[10:56:42] <witnit> the hardest part is finding them the right size it seems
[10:58:30] <witnit> all i really need is 1 inch stroke and the servo rotation, i have intentions on converting another type of older machine to have a servo tapping unit built directly into the machine for tapping parts before cutting them off in the machine
[10:59:35] <witnit> if i could use the same thing as what you listed at direct industry link but maybe just a much smaller version and two position turret instead of that many
[10:59:49] <witnit> that would be ideal
[11:02:02] <witnit> if i didnt need such a fast cycle time I would do it with clutch tapping unit but i need to be able to hit the same spot everytime and be able to swap threads and part length quickly
[11:03:17] <Tom_itx> what material are you tapping?
[11:05:21] <Tom_itx> there's a point the taps won't take it too...
[11:12:11] <witnit> im guessing 1020 its coming from a coldheader shop they are sending samples soon
[11:12:52] <witnit> im not sure if rolltapping is an option due to the wall thickness of the part
[11:14:12] <witnit> Im guessing if i must cut them, I will have to use a spiral tap or i will be pulling shavings out of 3600 holes an hour :/
[11:31:53] -!- swingley has quit [Ping timeout: 240 seconds]
[11:38:10] amnesic_away is now known as amnesic
[11:40:42] -!- koo5 has quit [Ping timeout: 245 seconds]
[11:48:31] -!- James628 [James628!a02ce6c5@gateway/web/freenode/ip.160.44.230.197] has joined #linuxcnc
[11:51:49] <James628> PCW: I'd like to buy 9 Mesa 7i90HD boards, but only 3 are on stock. Is it expected to restock them soon?
[11:54:10] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[11:59:58] <Tom_itx> James628, awesome board btw... just got one
[12:02:47] <James628> Tom: Yes, nice board, price also very good. BTW, AFAIK you made a good description about creating custom firmware for Mesa boards..
[12:17:17] -!- James628 has quit [Quit: Page closed]
[12:21:59] -!- ariscop has quit [Ping timeout: 265 seconds]
[12:25:42] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[12:27:23] -!- KimK_laptop [KimK_laptop!~kkirwan@wsip-184-176-200-171.ks.ks.cox.net] has joined #linuxcnc
[12:32:59] -!- swingley has quit [Ping timeout: 244 seconds]
[12:53:36] -!- quiqua has quit [Quit: quiqua]
[12:56:47] -!- Elderx_ has quit [Ping timeout: 265 seconds]
[13:02:44] amnesic is now known as amnesic_away
[13:09:02] md2 is now known as Guest15963
[13:11:54] -!- md-2 has quit [Ping timeout: 245 seconds]
[13:12:44] -!- KimK_laptop has quit [Ping timeout: 265 seconds]
[13:18:41] -!- phantoxe has quit [Remote host closed the connection]
[13:25:56] -!- Guest15963 has quit [Remote host closed the connection]
[13:27:18] -!- md-2 has quit [Read error: Connection reset by peer]
[13:29:42] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[13:33:57] -!- swingley has quit [Ping timeout: 244 seconds]
[13:40:00] -!- moorbo [moorbo!~moorbo@dyn-21-135.mdm.its.uni-kassel.de] has joined #linuxcnc
[13:40:54] -!- toast-work [toast-work!88a0a99e@gateway/web/freenode/ip.136.160.169.158] has joined #linuxcnc
[13:41:11] -!- bluemaex has quit [*.net *.split]
[13:53:27] -!- moorbo has quit [Ping timeout: 264 seconds]
[13:54:05] -!- moorbo [moorbo!~moorbo@dyn-21-135.mdm.its.uni-kassel.de] has joined #linuxcnc
[13:59:10] -!- ejb has quit [Quit: ZZZzzz…]
[14:01:54] -!- balestrino has quit [Ping timeout: 246 seconds]
[14:12:39] -!- koo5 has quit [Ping timeout: 264 seconds]
[14:16:08] -!- `Nerobro_ [`Nerobro_!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[14:17:59] -!- erve has quit []
[14:18:37] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[14:25:26] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:25:28] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-72-29.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[14:28:03] -!- moorbo has quit [Ping timeout: 276 seconds]
[14:30:05] -!- moorbo [moorbo!~moorbo@dyn-21-135.mdm.its.uni-kassel.de] has joined #linuxcnc
[14:30:13] <_methods> hey any of you uk guys got a question is a bsprp tap the same thing as bspp?
[14:31:29] <archivist> there is bs parallel pipe and standard bs pipe
[14:31:47] <_methods> yeah bspp is parallel or should be right
[14:31:56] <archivist> yes
[14:31:59] <_methods> i have a tap labeled bsprp though
[14:32:09] <archivist> picture :)
[14:32:36] <_methods> nah someone grabbed it and its out in the shop somewhere
[14:32:47] <archivist> I wonder where my threads folder is
[14:32:48] <_methods> but it looked parallel to me
[14:32:57] <_methods> i was just wondering if bsprp was the same as bspp
[14:33:05] <_methods> since G=BSPP
[14:33:24] <archivist> like most systems there are oddballs
[14:34:28] -!- swingley has quit [Ping timeout: 255 seconds]
[14:36:30] -!- sheppard has quit [Quit: Ex-Chat]
[14:37:31] <_methods> um yeah of course it's off an italian part
[14:37:47] <_methods> the captains of oddball
[14:38:05] <_methods> i hate getting italian prints
[14:43:02] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[14:44:34] <archivist> grmbl, folder is awol
[14:46:05] <archivist> found an online reference
[14:47:32] <_methods> wikipedia has a pile of fun confusing facts about the standard
[14:47:55] <CaptHindsight> _methods: do they smell of cigarettes and are they printed on fine silk?
[14:47:59] <_methods> i think the BPRP references ISO 7/1
[14:48:04] <_methods> hahah
[14:48:11] <archivist> http://www.mscdirect.com/ProductComparisonView?item=88245147,88245014,97478002 has them
[14:48:13] <_methods> their prints are terribad
[14:48:37] amnesic_away is now known as amnesic
[14:48:39] <_methods> http://en.wikipedia.org/wiki/British_Standard_Pipe
[14:49:28] <_methods> s/BPRP/BSPRP
[14:49:59] <_methods> "G: Series British Standard Pipe - Parallel ( Straight ) BSP or BSPF
[14:50:00] <_methods> Also referred to as British Gas, British Pipe Parallel or Parallel Fastening thread.
[14:50:02] <_methods> Various Symbols: BSP, BSPP, BSSPI, BSPF, BSPG, PS, R, G.
[14:50:12] <_methods> you silly brits
[14:50:19] <archivist> it is not british gas
[14:50:44] <_methods> the BSPT is equally cornfusing
[14:50:53] <_methods> Various Symbols: BSPT, BSPTr, PT, KR, Rc.
[14:50:57] <archivist> older steam engines used the parallel form
[14:52:58] <marmite> https://pbs.twimg.com/media/B8mmtfiCYAEkMKx.jpg:large got mine today
[14:53:45] <_methods> ahh that rubber gasket isolates the area for vacuum
[14:53:51] <marmite> jupp
[14:54:11] <marmite> great design i think
[14:54:19] <_methods> i guess you'll find out
[14:54:34] <marmite> yeah used it before on larger machine
[14:54:36] <marmite> worked good there
[14:54:48] <marmite> so should work great on my machine ^^ onley need a good pump
[14:58:45] -!- moorbo has quit []
[15:07:52] amnesic is now known as amnesic_away
[15:16:23] -!- koo5 has quit [Ping timeout: 240 seconds]
[15:17:37] -!- balestrino [balestrino!~SB@95.235.129.230] has joined #linuxcnc
[15:22:35] amnesic_away is now known as amnesic
[15:34:15] -!- karavanjo has quit [Ping timeout: 264 seconds]
[15:34:16] -!- dan2k3k4 has quit [Quit: Leaving]
[15:35:13] -!- swingley has quit [Ping timeout: 255 seconds]
[15:59:09] -!- kwallace has quit [Ping timeout: 246 seconds]
[16:03:17] -!- syyl_ [syyl_!~sg@p579B11D1.dip0.t-ipconnect.de] has joined #linuxcnc
[16:05:33] <zeeshan> hi syyl_ :)
[16:08:57] -!- phantoxeD has quit [Ping timeout: 244 seconds]
[16:09:09] -!- phantoxe has quit [Ping timeout: 265 seconds]
[16:12:18] -!- spatialbrew has quit [Read error: Connection reset by peer]
[16:17:00] <zeeshan> nur fur Jnneneinbau Spanner und Ersatzlieferung
[16:17:03] <zeeshan> only for Jnneneinbau tensioner and replacement
[16:17:12] <zeeshan> whats that middle world my german friends? :)
[16:24:00] <toast-work> my sassy german-speaking cousin says, "something with a typo."
[16:24:10] <zeeshan> lol
[16:24:23] -!- FreezingAlt has quit [Quit: Out]
[16:24:45] <toast-work> "jnnen is not a word"
[16:25:01] <toast-work> "einbau means fixture, or a thing that is installed"
[16:25:14] <toast-work> "Unless it is a name or proper noun of some sort."
[16:25:28] <zeeshan> maybe is Unnen
[16:25:32] <zeeshan> its a bad photocopy
[16:26:34] <toast-work> "Still not a word"
[16:26:39] <zeeshan> damn
[16:26:51] <Connor> just for can install clamps and replacement
[16:26:58] <Rab> zeeshan, try posting a pic of the photocopy?
[16:27:16] <zeeshan> before that i need one important phrase translated
[16:27:19] <zeeshan> again google not helping
[16:27:21] <zeeshan> einstellmaB nur in Losestellung einstellen
[16:28:03] <Connor> Setting install only in lots of positions ?
[16:28:32] <zeeshan> that makes no sense to me
[16:28:32] <zeeshan> lol
[16:28:49] <zeeshan> setting in open position only ?
[16:29:33] <Connor> Losestellung = lots position according to google
[16:29:56] <zeeshan> not a single nice website i can find to upload pdfs
[16:29:58] <zeeshan> b/s.
[16:30:34] <Connor> Could possible be released position ?
[16:30:47] <Connor> if the word is Losstellung
[16:31:18] <Rab> zeeshan, I'll host it if you want to DCC or email.
[16:31:38] <zeeshan> i think dropbox i try fiorst
[16:33:10] <zeeshan> https://www.dropbox.com/s/8s3xrjqurcwr3mr/95.100.001.2.6_j.pdf?dl=0
[16:33:12] <zeeshan> import pdf #1
[16:33:24] <zeeshan> https://www.dropbox.com/s/w79yvpn0ykjuw37/95.101.121.2.0_0.pdf?dl=0
[16:33:25] <zeeshan> pdf #2
[16:33:35] -!- `Nerobro_ has quit [Quit: Leaving]
[16:34:52] <zeeshan> will iknow for sure today
[16:34:57] <zeeshan> that my spindle is SK40 - DIN2080
[16:34:58] <zeeshan> :-)
[16:35:07] <zeeshan> so my current tool holder is correct
[16:36:13] <zeeshan> it must mean release position
[16:36:20] <zeeshan> cause look at the way the fingers are drawn..
[16:36:21] <zeeshan> they're open
[16:36:56] <zeeshan> they specify 91.4+/- 0.1
[16:37:01] <zeeshan> im measuring 92.2
[16:37:23] <zeeshan> so its out by almost .030"
[16:37:38] <zeeshan> the question is, what are the symptoms when the distance is too large? :)
[16:38:03] <zeeshan> you should have _more_ clamping pressure i'd think.
[16:39:03] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[16:39:37] -!- norias [norias!~IceChat77@173-13-55-44-Pennsylvania.hfc.comcastbusiness.net] has joined #linuxcnc
[16:47:19] <zeeshan> ott-jakobs must be a really good company
[16:47:37] <zeeshan> this drawbar was first designed in in 1977
[16:47:52] <zeeshan> theyre still supporting it 38 years after :)
[16:48:38] -!- `Nerobro [`Nerobro!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[16:50:26] -!- `Nerobro has quit [Read error: Connection reset by peer]
[16:50:43] -!- `Nerobro [`Nerobro!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[16:53:51] -!- bilboquet has quit [Remote host closed the connection]
[16:54:21] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[16:55:09] <bobo_> Hi zeeshan
[16:55:25] <zeeshan> hi!
[16:56:10] <zeeshan> how are you my friend
[16:56:14] <bobo_> looks like you are really making headway
[16:56:15] <zeeshan> you're up early
[16:57:04] <bobo_> Cat wanted a early start today
[16:57:22] <zeeshan> haha
[16:57:37] <zeeshan> mines been going crazy with the new toy mice we got him
[16:59:36] <zeeshan> spring pack replacement $230
[16:59:46] <zeeshan> for a buncha washers :)
[16:59:59] <archivist> bent washers at that
[17:00:17] <zeeshan> im gonna make this adjustment tool tonight when i get back home
[17:00:26] <zeeshan> try adjusting it to the spec
[17:00:27] <zeeshan> and see what happens
[17:00:41] <zeeshan> people do make comments that you lose significant clamping pressure if its not adjusted right
[17:00:51] <zeeshan> (if its set to too long of a clamp height)
[17:01:02] <zeeshan> [that makes no sense to me]
[17:01:07] <archivist> spring rate is very high
[17:01:17] <bobo_> This cat is a mostly outdoor type. But cold weather means I am a doorman
[17:01:35] <archivist> so you need to adjust to get the right point on the curve
[17:02:12] <zeeshan> archivist: so at 3.598" , it should be 3350 lb
[17:02:31] <zeeshan> you're saying F = kx , k is non-linear?
[17:02:49] <zeeshan> http://www.globalspec.com/ImageRepository/LearnMore/20123/DimensionsWasherSpring%20graph9153294ca29a4bc6bf3fe017ef72f711.png
[17:02:49] <archivist> it is steep
[17:02:50] <zeeshan> holy cow
[17:02:53] <zeeshan> its highly non-linear
[17:03:10] <zeeshan> if you over compress
[17:03:52] <zeeshan> dependant on the height ..
[17:04:25] <archivist> I did damage my rollers when making a printer developing roller mechanism compressed with those "washers"
[17:05:41] <archivist> needed 2 tons per linear inch, if the paper wrinkled, guess the area :)
[17:06:42] <zeeshan> metric tons? :)
[17:07:18] <archivist> nah USA tons it was an american technology
[17:07:41] <bobo_> The adjust tool-----might consider having place for coller on tube to measure distance from for setting fingers distance to spindle face
[17:09:42] <bobo_> Saw on your PDF #2 the use of loctite
[17:09:45] <OneTimePad> how?
[17:10:22] <OneTimePad> did lock washers slip?
[17:13:17] <zeeshan> yea bobo
[17:13:26] <zeeshan> not sure what thats for.
[17:13:34] <archivist> 8 inches of rollers, when the paper wrinkles all the pressure is on a small area so 16 tons
[17:14:17] <zeeshan> http://i.imgur.com/Ykt0NMu.png
[17:14:20] <zeeshan> this is the tool for adjustment
[17:14:29] <OneTimePad> another day older and deeper in debt?
[17:16:54] <malcom2073> Ya load 16 tons
[17:18:12] <archivist> case hardened but not deep enough
[17:21:34] <bobo_> zeeshan what is your current thinking about th e-bay Mikron manual ?
[17:25:34] micges_ is now known as micges
[17:25:58] -!- steves_logging has quit [Read error: Connection reset by peer]
[17:26:10] -!- steve_stallings [steve_stallings!~Steve@wsip-70-168-134-18.dc.dc.cox.net] has joined #linuxcnc
[17:26:29] steve_stallings is now known as steves_logging
[17:27:00] -!- ashcan [ashcan!~robert@navsoft.plus.com] has joined #linuxcnc
[17:28:51] -!- ashcan has quit [Client Quit]
[17:29:10] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[17:32:16] -!- Brunetty [Brunetty!~Brunetty@72.Red-88-13-190.dynamicIP.rima-tde.net] has joined #linuxcnc
[17:33:11] -!- toastydeath has quit [Disconnected by services]
[17:33:17] toast-work is now known as toastydeath
[17:33:37] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[17:46:29] <bobo_> The one seemed to be in english --------and my bet is there is minor differences of your mill and that manual
[17:48:38] -!- toastydeath has quit [Quit: dick butt]
[17:55:17] <bobo_> only minor differences
[17:56:50] <zeeshan> bobo i contacted person
[17:56:51] <zeeshan> but no response
[17:56:56] <zeeshan> ill be back later
[17:56:58] <zeeshan> meeting :/
[18:11:38] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[18:13:10] -!- raymondhim [raymondhim!~raymondhi@jessica.totalsyssolutions.net] has joined #linuxcnc
[18:16:29] -!- djinni` [djinni`!~djinni@192.241.198.49] has joined #linuxcnc
[18:22:37] -!- phantoxeD [phantoxeD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[18:24:39] -!- balestrino has quit [Ping timeout: 264 seconds]
[18:28:28] -!- almccon_ has quit []
[18:29:31] -!- jbr has quit [Quit: ChatZilla 0.9.91.1 [Firefox 35.0.1/20150122214805]]
[18:32:26] <CaptHindsight> http://3dprintingindustry.com/2015/01/30/bringing-closed-loop-control-desktop-3d-printing/ why didn't someone think of this before again?
[18:33:59] <CaptHindsight> https://www.youtube.com/watch?v=L-_5KsAOVko with video
[18:35:47] <malcom2073> I'm getting dejavu
[18:35:53] <malcom2073> hackaday just posted that like a week ago didn't they?
[18:36:09] <malcom2073> New revolutionary system, should call it something... ser something, servo maybe? Sounds like a good name, quick, patent it!
[18:37:08] <malcom2073> What's funny, they started with DC motors for the extruder, and rather than sticking an encoder on it, went to steppers
[18:40:44] <bobo_> malcom2073 get back to the drain stopper repair kit ------my 401k is in need !
[18:41:04] <ssi> hey gu\ys
[18:41:12] <ssi> I have a thing I'm trying to do I could use some advice on
[18:41:17] <malcom2073> bobo_: I'm still waiting on the guy to get back from arizona so I can pick up the damm machine, much less the retrofit :P
[18:41:19] <malcom2073> one thing at a time haha
[18:41:37] <ssi> I'm trying to fit a tailwheel to a new tailspring, the tailspring is tapered and spring steel, and I can't really turn it because it's long and bent
[18:41:48] <ssi> the tailwheel has a tapered socket on it that's kinda dorked up
[18:41:52] <ssi> it's aluminum
[18:42:14] <ssi> best way I can think to clean it up is with a tapered reamer, but I'm not sure I can get an appropriate reamer
[18:42:18] amnesic is now known as amnesic_away
[18:42:45] <ssi> the spring seems to measure about 0.0135"/inch taper, which is way shallower than any morse
[18:43:06] <Tom_itx> boring bar?
[18:43:18] <ssi> it's .641" an inch from the small end, and .668" 3" from the small end
[18:43:23] <ssi> not sure how to bore a taper on the mill
[18:43:39] <Tom_itx> no lathe?
[18:43:41] <ssi> I could bore a taper on the lathe, but I can't hold the tailwheel body on the lathe
[18:43:46] <Tom_itx> oh
[18:44:08] <Tom_itx> how outta whack is it?
[18:44:18] <ssi> enough that I can't make the new spring seat
[18:44:43] <ssi> I could probably touch it up with sandpaper and make it work, but I'd like to do something a bit more precise
[18:45:13] <Tom_itx> i was gonna say why not wrap some 400-600 around the shaft and see if you can clean it up a bit
[18:45:25] <Tom_itx> insert the shaft in the wheel
[18:45:36] <Tom_itx> and manually turn the wheel
[18:46:20] <ssi> https://pbs.twimg.com/media/B8nnMV9IcAIwvmb.jpg:large
[18:46:25] <ssi> that's the tailwheel body, fwiw
[18:46:28] <ssi> the bottom end is the taper end
[18:46:45] <ssi> the tapered tailspring goes in that socket, then gets cross drilled and bolted
[18:47:32] <ssi> if I had something cnc I could taper bore :P
[18:48:58] <PetefromTn_> which side has the taper the long side or the short side?
[18:49:04] <ssi> the long side
[18:49:15] <Tom_itx> aviation epoxy
[18:49:17] <Tom_itx> :)
[18:49:21] <PetefromTn_> how deep is it?
[18:49:21] <Tom_itx> that'll fill the gap
[18:49:25] <ssi> 1.75
[18:49:29] <Tom_itx> that pink stuff...
[18:49:56] <ssi> I have gallons of epoxy, but that's not the right answer here :)
[18:50:25] <PetefromTn_> I don't see why you could not put it in your lathe if you are talking about the long side taper.. do you have a steady rest?
[18:50:38] <ssi> yes, I have a steady
[18:50:51] <Tom_itx> that's your best bet so far
[18:50:53] <ssi> I guess I could center it in the steady and run it with a four jaw
[18:51:04] <PetefromTn_> can't you hold the part in the four jaw on the top
[18:51:07] <PetefromTn_> LOL yeah
[18:51:33] <PetefromTn_> hold it in the four jaw and indicate the taper on the outside of the steady rest and bore it
[18:51:44] <PetefromTn_> with the compound if it has enough travel
[18:51:54] <ssi> I have a taper attachment
[18:51:55] <PetefromTn_> or with your taper attachment as I recall you have one
[18:51:57] <Tom_itx> what angle are the 2 holes to each other? they're not 90 deg
[18:52:04] <ssi> no, they're not 90
[18:52:13] <ssi> 80 maybe
[18:52:15] <ssi> dunno exactly
[18:54:13] <PetefromTn_> might find that the OD is not concentric to the taper id of course so you might have to screw around adjusting it until you get the old taper to run as true as possible. If you have the male part you can make it the same regardless
[19:09:24] -!- Nick001-shop [Nick001-shop!~chatzilla@50.32.134.25] has joined #linuxcnc
[19:19:58] -!- moorbo [moorbo!~moorbo@dyn-21-135.mdm.its.uni-kassel.de] has joined #linuxcnc
[19:28:44] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[19:33:31] -!- amiri_ has quit [Read error: Connection reset by peer]
[19:34:27] * LeelooMinai wonders why those "straight edge"s are so expensive
[19:34:55] <malcom2073> hand scrape your own once?
[19:35:30] <LeelooMinai> I don't even have surface plate:)
[19:39:43] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[19:46:31] -!- Zboonet [Zboonet!~sherpa@fr141-1-82-237-217-117.fbx.proxad.net] has joined #linuxcnc
[19:46:48] -!- TTN has quit [Ping timeout: 272 seconds]
[19:46:49] -!- swingley has quit [Remote host closed the connection]
[19:47:15] -!- skorasaurus has quit [Quit: WeeChat 1.0.1]
[19:50:42] -!- Zboonet has quit [Ping timeout: 245 seconds]
[19:54:53] -!- Loetmichel has quit [Ping timeout: 240 seconds]
[19:54:59] -!- Loetmichel [Loetmichel!cylly@p54B1139F.dip0.t-ipconnect.de] has joined #linuxcnc
[19:56:14] -!- zeitue [zeitue!~z@67.221.133.100] has joined #linuxcnc
[20:01:30] -!- archivist_herron has quit [Ping timeout: 276 seconds]
[20:03:30] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[20:03:47] -!- dr0w has quit [Quit: Leaving]
[20:07:27] -!- Connor has quit [Quit: Leaving.]
[20:08:10] -!- TTN has quit [Ping timeout: 244 seconds]
[20:09:12] <PetefromTn_> Woohoo angular contact bearings are in da house! Now I can figure out the Z ballscrew dimensions so I can get it ordered here. getting ready to order some more stuff for the PC side of the lathe retrofit. Gotta make some decisions on a proper board and SSD for it.
[20:11:48] -!- Connor [Connor!~Connor@24.214.127.194] has joined #linuxcnc
[20:11:59] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[20:12:19] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[20:13:08] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[20:16:49] <LeelooMinai> Hmm
[20:17:16] <LeelooMinai> So, this spindle bracket of mine, which looks like this one:
http://www.aliexpress.com/item/65MM-DIAMETER-CAST-ALUMINIUM-BRACKET-FOR-CNC-ENGRAVING-MILLING-MACHINE-SPINDLE/1704993561.html
[20:18:32] <LeelooMinai> It seems that looking from top it's not a rectangle, but one side is 2mm shorter - it tapers. My guess it's on purpose so it can "wedge" itself into something, right?
[20:19:26] <norias> hmm
[20:19:30] <norias> i don't see a top view
[20:19:39] <PetefromTn_> is it cast?
[20:19:46] <LeelooMinai> Yes, it's cast
[20:19:56] <LeelooMinai> Cast and sandblasted apparently
[20:20:11] <PetefromTn_> they probably did not worry about the dimensions along the side so you cannot rely on it being straight or square
[20:20:28] <PetefromTn_> they probably bored it from the top or bottom and then faced that side or both
[20:20:33] <PetefromTn_> possibly
[20:20:49] <LeelooMinai> Well, but 2mm difference, that's a bit extreme - it almost seems it's done on purpose
[20:21:00] <PetefromTn_> I cannot imagine why
[20:21:05] -!- moorbo has quit [Remote host closed the connection]
[20:21:07] <norias> all the surfaces?
[20:21:15] <PetefromTn_> but I have never used one.
[20:21:22] <LeelooMinai> The outside footprint as seen from top and the body
[20:21:25] <PetefromTn_> is that link the exact one you have
[20:21:41] <LeelooMinai> PetefromTn_: Well, as I said, maybe it's so it wedges itself?
[20:21:43] <Connor> Probably just a bad casting..
[20:21:50] <LeelooMinai> Yes, it's the same one as on the link
[20:23:03] Meduza89 is now known as Meduza
[20:23:40] -!- zeitue has quit [Ping timeout: 244 seconds]
[20:23:45] <marmite> https://www.youtube.com/watch?v=7g7_OCDLq2I iam so ghetto bulder :D
[20:25:07] <LeelooMinai> lol, did you cut the edges so no one can read that tel number on your heand? :)
[20:26:12] <marmite> na its a mac adress :D
[20:26:27] <marmite> well the end digits
[20:26:51] <Connor> marmite: the rubber should only go under the part..
[20:27:01] <norias> wait
[20:27:08] <norias> which way was it cast?
[20:27:12] <marmite> what rubber?
[20:27:15] <norias> if it's die cast, it needs draft
[20:27:20] <norias> (the aluminum part)
[20:27:28] <marmite> its not casted
[20:27:29] <marmite> casted
[20:27:37] <marmite> there are milling marks on it
[20:27:48] <Connor> marmite: the black rubber around the edge....
[20:27:58] <norias> LelelooMinai said it was cast
[20:27:59] <Connor> you can remove it.. and place it around other spots.
[20:28:12] <marmite> yes i know
[20:28:20] <marmite> i have one on the end of the plastic that you dont see
[20:28:27] <PetefromTn_> marmite nice man..
[20:28:33] <marmite> PetefromTn_: ty ^^
[20:28:50] <marmite> works suprisingly well
[20:29:00] <marmite> that vacuum tank does so mutch :D
[20:29:13] <Connor> What does the tank do ?
[20:30:02] <PetefromTn_> it supposedly helps when you switch it on and off to help with a quick suck down so the compressor does not do all the work
[20:30:05] <LeelooMinai> I was talking about my spinfle bracket - it's cast, not that thingy... what is it even - some suction-based clamping system?
[20:30:24] <marmite> PetefromTn_: yeah ^^ iam going to have a valve to turn of and on.
[20:30:30] <marmite> and it helps even if there is a leak
[20:30:31] <PetefromTn_> but in that situation it is not doing too much I don't think but making it take longer to get suctioin
[20:30:33] <norias> LeelooMinai: yeah, your spindle bracket. I think it's die cast, and the 2mm is draft.
[20:30:52] <LeelooMinai> What is a draft? :)
[20:31:14] <marmite> PetefromTn_: rightnow it helps combat air leak
[20:31:18] <norias> The smiley face makes your question ambiguous to me.
[20:31:22] <norias> Do you really want to know?
[20:31:26] <norias> Or already know?
[20:31:34] -!- pandeiro has quit [Read error: Connection reset by peer]
[20:31:45] <LeelooMinai> I know only of a draft made by leaving door open:)
[20:31:58] <LeelooMinai> And drafting paper?
[20:31:59] <norias> molds have to have an angle in them
[20:32:02] <PetefromTn_> draft is a taper basically
[20:32:08] <norias> so you can pull the part out
[20:32:17] <LeelooMinai> A, right, I see... that makes sense.
[20:32:27] <norias> die casting is like molding of aluminum (as opposed to sand cast)
[20:32:41] <norias> if you are trying to make that part cheap, and make millions
[20:32:44] <norias> i'd die cast it
[20:32:45] <LeelooMinai> I thought it's tapered to allow for some wedging maybe
[20:32:53] <norias> and i'd put a bunch of draft on it
[20:33:03] <norias> so that the parts fall right out of the die
[20:33:14] <norias> and the die design is simpler
[20:33:27] <norias> i.e. everything is as cheap as possible
[20:33:35] <LeelooMinai> Yes, now I get it - I was pretty sure the 2mm difference was there not by accident, because the whole bracket seems to be designed this way
[20:33:41] <norias> yeah
[20:34:03] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[20:34:08] raymondhim is now known as raymondhimle
[20:34:09] <norias> and the assumption is that castings will be machined where they need to be precise
[20:34:18] <norias> although die casting can do pretty good
[20:34:46] -!- furrywolf [furrywolf!~randyg@70-7-110-13.pools.spcsdns.net] has joined #linuxcnc
[20:34:55] <LeelooMinai> I need to make 4 holes for m8 screws in it using a drill press - I hope I do not mess it up
[20:35:02] <PetefromTn_> so the 2mm angle is along the long edge or vertically from the side along the short edge or the flange lip?
[20:35:28] <norias> "front to back" as the part is displayed
[20:35:29] <LeelooMinai> The flanges taper but the main body follows that taper too
[20:35:32] <norias> is my understanding
[20:35:42] <norias> think about the die for this
[20:35:53] <norias> you'd want the bored to be along the axis of pull for the die
[20:36:07] <PetefromTn_> yeah I understand how the die would be cast I am just not sure that is the taper she is talking about
[20:36:21] <norias> i think so
[20:36:35] <norias> i could be wrong, but that's the most reasonable thing i can see
[20:36:41] -!- zeitue [zeitue!~z@67.221.133.100] has joined #linuxcnc
[20:37:26] <LeelooMinai> Here's exaggerated view from top:
http://i.imgur.com/3VYoXcK.png
[20:37:40] <PetefromTn_> either way it does not matter she is going to be drilling it in a drill press and screwing it down just can't rely on any of those tapered surfaces to be reference surfaces. if it does not appear to me machined it is not square or straight
[20:37:57] <norias> right
[20:38:20] <norias> i'd want to machine refference surfaces
[20:38:25] <norias> then machine the bore
[20:38:35] <norias> personally
[20:38:41] <LeelooMinai> There will be 4 holes, so they will not form a rectangle I guess - I will need to offset two of them so they are on the centre of the "lip"
[20:39:14] <norias> or make slots
[20:39:18] <PetefromTn_> sure... does the bored end have a flat surface square to the bored hole?
[20:39:24] <norias> never forget the power of slots
[20:39:38] <LeelooMinai> Slots where/what for?
[20:39:44] <norias> instead of through holes
[20:39:45] <PetefromTn_> so you can tram it in.
[20:40:06] <LeelooMinai> Making slots on a drill press is not really a good idea:)
[20:40:07] <PetefromTn_> unless your Z axis has adjustability built in
[20:40:12] <norias> you can do slots on a drill press
[20:40:20] <norias> drill two holes
[20:40:24] <norias> file the flat
[20:40:30] <PetefromTn_> you are going to want to make it adjustable somehow so you can make the spindle square to the table surface
[20:40:51] <LeelooMinai> I will have some adjustability as the holes will be 9mm for 8mm screws
[20:41:12] <norias> i'd make one hole tight
[20:41:13] <norias> er
[20:41:22] <norias> so it's a "pivot point"
[20:41:40] -!- archivist_herron has quit [Ping timeout: 255 seconds]
[20:42:08] <LeelooMinai> Hmm, and how will it help?
[20:42:11] <PetefromTn_> I wouldn't
[20:42:44] <norias> debatable. I like to have one known pivot point in a setup
[20:42:55] <norias> Pete disagrees. Such is life.
[20:43:36] <LeelooMinai> Ok, I guess it's time to put the measurements on that thing
[20:43:42] <PetefromTn_> take a square and try to find the surface that is closest to perpendicular to the bore and reference that.. drill your holes with enough clearance to be able to adjust it enough
[20:44:27] <PetefromTn_> once you get it assembled and tram it in you can always add some alignement pins to help keep it located
[20:44:59] <LeelooMinai> Ok, thx - time for drilling:)
[20:48:29] <PetefromTn_> marmite is there some see thru plastic tubing in the groove near the top of the plastic sheet?
[20:51:57] -!- swingley has quit [Ping timeout: 245 seconds]
[20:53:07] -!- sumpfralle has quit [Quit: Leaving.]
[20:54:03] <marmite> its black under there. but its on the edge of the plastic
[20:54:09] -!- johtso has quit [Quit: Connection closed for inactivity]
[20:54:13] <PetefromTn_> Ok
[20:54:31] <PetefromTn_> what are the dimensions of that hold down plate?
[20:54:49] <marmite> http://www.ebay.com/itm/171653359607?_trksid=p2059210.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT it is this plate
[20:55:02] <marmite> 212z132 mm
[20:55:10] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[20:55:35] <PetefromTn_> Ok so like 5x7 inches or so..
[20:56:01] <marmite> 8,3 x 5.2
[20:56:24] <PetefromTn_> is that the clamping area? or the OD
[20:56:36] <marmite> oh dont know tbh
[20:56:56] <PetefromTn_> either way looks like it works nice
[20:57:07] <marmite> dont External Dimesnions- Measure: 212 x 132 x 12 mm
[20:57:08] <marmite> Clamping area: 200 x 120 mm
[20:57:31] <PetefromTn_> I am going to need to buy or make something like that here soon.
[20:58:03] <marmite> oh
[20:58:06] <marmite> great tables
[20:58:39] <marmite> http://www.ebay.com/itm/Vacuum-table-VT3020R-for-CNC-Machining-and-Milling-/171653359598?pt=UK_BOI_Metalworking_Milling_Welding_Metalworking_Supplies_ET&hash=item27f75667ee they have larger tables aswell
[20:58:42] <PetefromTn_> meeting with a customer here later this afternoon to get a deposit for some work and when I am finished I will be heading to Horrible Freight to get some sort of vacuum solution and hopefully they sell some kind of vacuum tubing.
[20:58:53] <marmite> ahh :)
[20:59:27] <PetefromTn_> yeah those do look nice actually but it says they may not ship to USA
[20:59:35] <marmite> ahh
[20:59:53] <marmite> theres gotta be a good seller in the usa for those kind of tables
[21:00:26] <PetefromTn_> yeah there are quite a few but most are real proud of their products hehe
[21:03:21] -!- adb has quit [Remote host closed the connection]
[21:12:16] -!- ariscop has quit [Ping timeout: 255 seconds]
[21:13:15] -!- skunksleep has quit [Ping timeout: 264 seconds]
[21:13:49] -!- ariscop has quit [Read error: Connection reset by peer]
[21:17:02] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:19:17] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[21:20:41] <Connor> PetefromTn_: You going to try to make your own vacuum table?
[21:22:13] <PetefromTn_> well actually yeah I am... I am however going to just make a dedicated fixture for this part to make two at a time on the machine as the run is not crazy just 50 parts or so
[21:22:55] <Connor> Is it the battery holder boxes?
[21:23:23] <PetefromTn_> no I have a fixture for those that uses a bolt down design already made a run of those...
[21:23:31] -!- TTN has quit [Ping timeout: 255 seconds]
[21:25:56] <Connor> oh okay.
[21:28:42] -!- adb [adb!~IonMoldov@2a02:120b:2c0b:96c0:baac:6fff:fe67:305f] has joined #linuxcnc
[21:38:26] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[21:40:10] -!- spatialbrew has quit [Ping timeout: 255 seconds]
[21:43:53] <Tom_itx> shouldn't be that difficult
[21:45:42] <Tom_itx> you don't need that whole grid they did on that one
[21:45:56] <Tom_itx> it just causes leaks if you don't plug the channels
[21:46:22] <PetefromTn_> actually this part will be getting a 2 part run dedicated fixture that will be kurt vise mounted
[21:46:43] <Tom_itx> if you're making one for a specific part it's pretty easy
[21:46:47] <PetefromTn_> but I would like to build or buy something like that Vacmagic VM300 pallet system for the machine
[21:46:55] <PetefromTn_> yeah it is easy
[21:47:28] <Tom_itx> my friend had a bolt down system but i forget who made the fixture screws for it
[21:47:47] <PetefromTn_> just gonna machine a series of slots inside the part perimeter interlocking to a center port that will be drilled and tapped thru to accept the vacuum fitting from underneath
[21:48:10] <Tom_itx> it's just 2 bolt hole grid patterns one threaded and the other reamed for dowels
[21:48:20] <Tom_itx> the threaded ones you can get various fixture clamps for
[21:48:32] <Tom_itx> even to hold your vise
[21:48:43] <zeeshan> tgif
[21:48:46] <PetefromTn_> link?
[21:48:51] <Tom_itx> agreed
[21:49:00] <Tom_itx> like i said, i don't remember the brand of fixtures
[21:49:08] <Tom_itx> it was a very nice setup though
[21:49:08] <PetefromTn_> OK
[21:49:09] <zeeshan> i hope to figure out this drawbar issue today
[21:49:16] <Tom_itx> compared to how we used to do it
[21:49:26] <PetefromTn_> I am pretty impressed with that VM300 system
[21:49:32] <Tom_itx> link?
[21:49:34] <PetefromTn_> it is the best of both worlds I think
[21:49:35] <MrSunshine> did some realtime tweaks to my linuxcnc computer ... and the stepper motors sounds totaly different now when moving than before =)
[21:49:37] <MrSunshine> nice nice =)
[21:50:08] <PetefromTn_> https://www.youtube.com/watch?v=-tNc0zom0xM
[21:50:43] <Tom_itx> everything's gotta be a video anymore it seems....
[21:51:03] <PetefromTn_> tells the story better...
[21:51:09] <zeeshan> hell no
[21:51:22] <zeeshan> if supplements a pdf :-)
[21:51:23] <Tom_itx> i got no sound anyway
[21:51:33] <zeeshan> Tom_itx: why no sound
[21:51:41] <Tom_itx> not on this pc
[21:52:07] <Tom_itx> i wouldn't pay for the fancy tooling... i'd make it
[21:52:19] <PetefromTn_> I plan to
[21:52:27] <PetefromTn_> but even that won't be cheap
[21:52:50] <Tom_itx> all we did was make aluminum plates to fit the parts we needed to vaccuum hold
[21:52:55] <PetefromTn_> gonna take a large thick base plate for the main part
[21:52:56] <Tom_itx> which weren't that many
[21:53:07] <Tom_itx> large thin aluminum usually
[21:53:09] <PetefromTn_> then another plate to hold it down with...
[21:53:24] <zeeshan> just looks like a plate w/ holes in it :P
[21:53:27] <zeeshan> and a vacuum nanifold
[21:53:27] <Tom_itx> fine if you have lots of Z
[21:53:28] <zeeshan> manifold
[21:53:46] <PetefromTn_> it actually has the venturi and stuff inside the base
[21:53:55] <PetefromTn_> it is honestly very well done IMHOP
[21:54:03] <zeeshan> wait
[21:54:07] <PetefromTn_> wish I could afford it
[21:54:09] <zeeshan> it uses air flow to generate vacuum?
[21:54:17] <PetefromTn_> but they want almost 3k for the damn thing
[21:54:20] <PetefromTn_> yeah
[21:54:24] <Tom_itx> takes alot of air
[21:54:29] <zeeshan> thats a pretty crappy way of generating vacuum
[21:54:31] <PetefromTn_> 70PSI
[21:54:37] <Tom_itx> and vaccuum pumps are noisy as all getout
[21:54:40] <zeeshan> psi has nothing to do with it
[21:54:53] <PetefromTn_> I'm fully aware how it works
[21:55:01] <zeeshan> then you should know psi has nothing to do with it
[21:55:03] <PetefromTn_> just telling you
[21:55:14] <Tom_itx> we had a large tankless screw compressor in a room by itself so air was never a problem
[21:55:25] <PetefromTn_> you can research the product if you want or not
[21:55:41] <zeeshan> i dont need to research the product to understand basic fluid principles
[21:55:52] <Tom_itx> it sucks
[21:55:53] <Tom_itx> :D
[21:56:00] <zeeshan> that generating vacuum using venturi is grossly inefficient
[21:56:09] <zeeshan> a vacuum pump is a far better option
[21:56:23] <PetefromTn_> OK
[21:56:25] <Tom_itx> PetefromTn_, those mitee bite products were very similar to what my friend uses
[21:56:36] <PetefromTn_> yeah I really like those too
[21:56:40] <zeeshan> Tom_itx: those screw compressors are sexy
[21:56:41] <zeeshan> but $$$$$$4
[21:56:43] <zeeshan> theyre so quiet
[21:56:44] <PetefromTn_> they make a lot of good stuff
[21:56:53] <Tom_itx> this one wasn't quiet
[21:56:57] <Tom_itx> it was big
[21:57:02] <zeeshan> 150 cfm ?
[21:57:08] <zeeshan> i was next one that did 150 cfm
[21:57:09] <Tom_itx> that's why we put it in a room by itself
[21:57:14] <zeeshan> it just humms
[21:57:15] <zeeshan> haha
[21:57:16] <Tom_itx> i don't know the cfm but it was alot
[21:58:04] <PetefromTn_> that vacuum pallet system would be kickass on my Cincinatti
[21:58:19] <Tom_itx> if you need alot of parts that need vaccuum held
[21:58:22] <PetefromTn_> a fixture for vacuum clamping, a fixture for vise hold down etc..
[21:58:23] -!- FinboySlick has quit [Quit: Leaving.]
[21:58:33] <PetefromTn_> not really
[21:58:42] <Tom_itx> otherwise you're just wasting power clamping something
[21:58:54] <PetefromTn_> think of it as a quick change pallet system moreso than just a vacuum clamping
[21:59:10] <Tom_itx> factor that in your part cost too
[21:59:11] <zeeshan> PetefromTn_: correct me if im wrong
[21:59:30] <zeeshan> but cant you just drill a buncha holes in a plate that connect to a vacuum manifold
[21:59:38] <zeeshan> and have a seal around the whole thing and hook it up to a vac pump
[21:59:47] <zeeshan> and do the same thing?
[22:00:01] <Tom_itx> got me an S5 couple days ago, not much different than the S4 but i'm kinda liking it...
[22:00:12] <Connor> S5 ?
[22:00:13] <PetefromTn_> there are lots of ways to make a vacuum plate man..
[22:00:14] <zeeshan> Tom_itx: does it have sound?
[22:00:20] <Tom_itx> of course it does
[22:00:22] <Tom_itx> it's a phone
[22:00:24] <zeeshan> :-) im trolling
[22:00:24] <zeeshan> hahaha
[22:00:26] <Tom_itx> silly
[22:00:29] -!- TTN has quit [Remote host closed the connection]
[22:00:33] <zeeshan> did you get a package yet
[22:00:36] <Tom_itx> no
[22:00:43] <Tom_itx> not from china eitehr
[22:00:59] <Tom_itx> they'll both probably get here the same time
[22:01:04] <zeeshan> you know i have never done a calculation like this
[22:01:11] <Tom_itx> the one from china has been stuck in chicago all week
[22:01:13] <zeeshan> if you have 29 inhg vac pressure
[22:01:14] <Tom_itx> probably customs
[22:01:18] <zeeshan> how much clamping force you hjave
[22:01:32] <zeeshan> vac pressure => vacuum i mean
[22:01:36] <Tom_itx> depends on the surface area
[22:01:41] <zeeshan> "lack of pressure"
[22:01:43] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[22:01:43] -!- TTN has quit [Changing host]
[22:01:43] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[22:02:14] <PetefromTn_> well gotta go meet with customer right now..
[22:02:37] <PetefromTn_> BBL
[22:02:40] <zeeshan> so 29 inHg = 14.243psi
[22:02:51] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[22:02:59] -!- Mr_Sheesh has quit [Disconnected by services]
[22:03:01] <zeeshan> whoops
[22:03:24] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[22:04:34] <MrSunshine> 14.2 pounds per square inch in holding force. .. becomes quite a bit with surface area =)
[22:04:44] <Deejay> gn8
[22:04:55] -!- chillly has quit [Quit: Ex-Chat]
[22:05:07] -!- Deejay has quit [Quit: bye]
[22:05:26] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[22:07:11] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[22:07:52] <andypugh> I am going to have to start wearing warmer boots in the workshop, should be worth a couple more hours until I decide I have done enoujgh for the night.
[22:08:09] -!- unfy [unfy!~Miranda@wsip-184-185-82-30.om.om.cox.net] has joined #linuxcnc
[22:08:11] <zeeshan> correct me if im wrong but, assuming perfect vacuum & 10 holes of 1/2" diameter, the clamping force will be F = 14.7*10*(pi/4)(.5)^2 = 28.86 lb
[22:08:18] <zeeshan> something seems off
[22:08:25] <zeeshan> thats not much clamping
[22:08:45] <andypugh> 10 1/2” holes isn’t much area
[22:09:16] <zeeshan> even if its 40 holes
[22:09:31] <zeeshan> thats like 120lb
[22:09:31] <Tom_itx> andypugh what you working on now?
[22:09:45] <andypugh> But you are likely to get the full flat surface of the part as area rather than just the holes.
[22:09:55] <zeeshan> why
[22:09:58] <andypugh> Tom_itx: Finishing off the headlights for the Ner-a-car
[22:10:09] <zeeshan> i guess you have a seal around it
[22:10:09] <Tom_itx> ahh i thought you were done with those
[22:10:15] <zeeshan> to raise the part up slightly.
[22:10:15] <unfy> a 1/2 inch hole has a surface area of ~ 1/5th of an inch ?
[22:10:16] <zeeshan> gotcha.
[22:10:27] <Tom_itx> zeeshan we sealed the perimeter and any pocket cutouts
[22:10:30] <unfy> er, 1/5th square inches
[22:10:34] <Tom_itx> it would pull on the whole part
[22:10:36] <andypugh> I made the shells, but they have brackets and fittings to hold the fronts on etc.
[22:11:04] <unfy> so... 10 of those get you a 2 square inches ?
[22:11:26] <unfy> that's not a whole lot of of area for a clamp.
[22:11:31] <zeeshan> okay ill gage an idea of how much clamp force there is. take a sample 6"x6"x.125" 6061 al plate, so its just F = 14.7*6*6 = 97lb
[22:11:48] <zeeshan> a hell of a lot less than
[22:11:49] <zeeshan> 2 toe clamps
[22:11:50] <zeeshan> :D
[22:12:09] -!- TTN has quit [Quit: gnight :)]
[22:12:12] <Tom_itx> it's spread over a larger surface area
[22:12:17] -!- TTN_ [TTN_!~TTN@27.110.122.139] has joined #linuxcnc
[22:12:24] <andypugh> Tom_itx:
https://picasaweb.google.com/lh/photo/JqMiezKZO-Cwmt1JMMShgdMTjNZETYmyPJy0liipFm0?feat=directlink
[22:12:26] <zeeshan> well im assuming 6x6 flat square plate
[22:12:28] -!- jvrousseau has quit [Ping timeout: 272 seconds]
[22:12:29] <zeeshan> so thats the surface area..
[22:12:51] <zeeshan> andypugh: they look nice
[22:12:52] <zeeshan> can i have one
[22:12:54] <unfy> zee: he's saying a toe clamp's surface area is tiny compared to your 6x6 plate
[22:12:54] <zeeshan> :-)
[22:13:08] <Tom_itx> andypugh, those are nice.. did you make castings for them?
[22:13:35] <andypugh> No, the brackets are turned on a lathe, milled to shape, then bent to the right curve.
[22:14:21] <andypugh> I can’t decide if I want to get into casting to make the mating parts.
[22:16:12] <zeeshan> so a fair comparison would be, lets say 2 toe clamps, 4000lb each, contact area of .5"x.5" , 32000 psi total, take that F = 32000psi*
[22:16:15] <zeeshan> er
[22:16:22] <zeeshan> assuming 8000 lb toe clamp force
[22:16:39] <zeeshan> if you normalize it over 6"x6", you end up getting 222lb
[22:16:49] -!- norias has quit [Quit: Some folks are wise, and some otherwise.]
[22:16:51] asheppard is now known as sheppard
[22:16:53] <zeeshan> so vacuum clamping seems prretty good now!
[22:17:00] <zeeshan> nice.
[22:17:08] <andypugh> I don’t trust your normalisation.
[22:17:15] <Tom_itx> tape works too
[22:17:16] <zeeshan> haha its a really crapppy way
[22:17:25] <zeeshan> but im trying to get a relative sense.
[22:18:08] <andypugh> You need to compare 222 x mu with 4000. Which looks worse.
[22:18:24] <zeeshan> why friction
[22:18:33] <Tom_itx> that much force on a toe clamp will cause warping too
[22:19:03] <andypugh> Because you are trying to counteract cutting forces, not forces lifting the workpiece.
[22:19:17] <zeeshan> GOOD point
[22:19:25] <zeeshan> okay vacuum table looks not as good anymore again :(
[22:19:39] <zeeshan> but it does have the advantage like tom is saying of uniform clamping
[22:19:43] <zeeshan> which is pretty important for thin stuff
[22:20:01] <zeeshan> so basically when using vacuum tables, take it easy
[22:20:07] <andypugh> Look at it this way instead. How much force can you hang on the end of that 1/4” carbide bit before it snaps?
[22:20:20] <Tom_itx> you're not gonna be taking 3/8" passes with a shell mill on those types of parts
[22:21:09] <andypugh> If you prefer, put the cut parameters into this web page, it calculates cutting forces:
http://zero-divide.net/?page=fswizard
[22:21:26] <Tom_itx> i have that on my phone
[22:21:30] <Tom_itx> i like it
[22:21:55] <zeeshan> im taking a class right now
[22:22:06] <zeeshan> i hope in the end ill understand the formulas behind that webapge
[22:22:07] <zeeshan> :P
[22:23:15] <zeeshan> http://i.imgur.com/Ykt0NMu.png
[22:23:24] <zeeshan> i wish i didnt sell that round column mill
[22:23:31] <zeeshan> i need to make those drive keys
[22:23:39] <zeeshan> i might have to turn this on the lathe
[22:23:51] <zeeshan> and then just weld on keys
[22:24:05] <andypugh> How many do you need?
[22:24:08] <Tom_itx> one
[22:24:11] <zeeshan> just one
[22:24:13] <zeeshan> its my adjustment tool
[22:24:16] <zeeshan> for the drawbar
[22:24:46] <andypugh> I would turn it on the lathe then make the drive dogs with a hacksaw.
[22:25:05] <zeeshan> thats not a bad idea
[22:25:08] <zeeshan> it doesnt need to precise
[22:25:10] <andypugh> It’s only 4 cuts with the saw. Then perhaps a bit of filing. Don’t disparage hand-work.
[22:25:12] -!- `Nerobro has quit [Ping timeout: 246 seconds]
[22:25:33] <zeeshan> well its not much material to cut with a hack saw either..
[22:25:45] <zeeshan> i'm pretty imprecise with one though :)
[22:26:03] <Jymmm> ss?al?
[22:26:10] <Jymmm> ss? al?
[22:26:10] <zeeshan> prolly make it out of steel
[22:26:21] <andypugh> I made a similar thing with 4 x 3/8” dogs on a 2.5” diameter the other weekend. That was rather more work with the saw.
[22:26:30] <zeeshan> what for
[22:27:17] <andypugh> The valve caps on this engine:
http://hmvf.co.uk/forumvb/showthread.php?47662-1914-Dennis-Lorry&p=433535#post433535
[22:27:51] <andypugh> (There is even one out and loose)
[22:27:54] <furrywolf> yay, van window re-sealed. I both love and hate ribbon sealer.
[22:27:58] <zeeshan> andypugh: i really want your macros working
[22:28:03] <zeeshan> i keep on having to make these simple parts using mastercam
[22:28:04] <zeeshan> ;[
[22:28:08] <zeeshan> or typing code by hand
[22:29:08] <andypugh> I realised tonight that the reinstall lost me the handy capapility of typing -3/8in and getting the answer in mm. I need to reinstate that.
[22:29:15] <furrywolf> anyone ever used ribbon sealer? it's this rope of black goo. it sticks to everything instantly, stretches, mushes, does the pizza cheese thing if you pull it apart,..
[22:29:33] <andypugh> Sounds tasty.
[22:35:17] <Jymmm> furrywolf: dk grey in color, paper liner ?
[22:35:29] <Jymmm> comes coiled?
[22:35:39] <furrywolf> pitch black in color, paper liner, coiled
[22:35:56] <Tom_itx> andypugh, do you know the guy with the Lorry?
[22:36:33] <Jymmm> furrywolf: Eh, the stuff I've seen/used works, last years ever under sun/wet, after about 10 years dries and cracks a bit,
[22:37:37] <Jymmm> furrywolf: never completely dries out like glazier putty does.
[22:38:08] <furrywolf> this stuff never dries either. at least, the oldest vehicle I've taken apart with it was about 30 years old, and it was still stretchy and gooey..
[22:38:38] <Jymmm> Yeah, sounds rigth. only the surface layer becomes "cracked"
[22:39:00] <furrywolf> http://solutions.3m.com/wps/portal/3M/en_US/Marine/Home/Products/AAD-Catalog/?PC_Z7_RJH9U52300F3F02NHKM5JS2ON1000000_nid=TTRQWFZZZFbeQH8HT14PGTgl
[22:39:01] <Jymmm> Good for sealing up aluminum panels on RV/trailers, etc
[22:39:34] <Jymmm> Although, today, I'd use silicone
[22:39:52] <andypugh> Tom_itx: Yes, he is a friend from college.
[22:40:34] <Tom_itx> what year is it?
[22:40:58] <Jymmm> furrywolf: clean surface, kneed, apply, done. no need to wait to dry/cure.
[22:41:05] <Tom_itx> ahh nm 1914
[22:42:08] <furrywolf> my van window uses this stuff to seal and bolts to hold the glass in place.
[22:42:45] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:43:36] <Jymmm> furrywolf: THIS is what I was thinking...
http://www.campingworld.com/shopping/item/putty-tape-1-w-x-30l/4698
[22:45:06] <furrywolf> I've used that stuff on rvs. it's not a tenth as gooey, sticky, or messy as ribbon sealer. heh.
[22:45:22] <furrywolf> it also cracks much sooner
[22:45:28] <Jymmm> Yeah, totally different things/applications
[22:46:22] -!- acdha has quit [Quit: My MacBook has gone to sleep. ZZZzzz…]
[22:46:30] <Jymmm> But that "putty tape" is kinda unusual unless you've worked with it before.
[22:47:25] <zeeshan> i use gooap sealant
[22:47:27] <zeeshan> goop
[22:47:42] <zeeshan> http://www.autowares.com/images/product/GOOP/goop-160016-400.jpg
[22:48:06] <Jymmm> zeeshan: does it work wet/underwater?
[22:48:28] <zeeshan> it should because its meant to be used for the plastic liner behind your door panel
[22:48:33] <zeeshan> that keeps water from inside your car
[22:48:51] <Jymmm> zeeshan: once cured. But I mean when applying
[22:49:00] <zeeshan> no idea on that :)
[22:50:04] <furrywolf> most liquid products don't work underwater. Mr Sticky's Underwater Epoxy (or some very similar name) does, as does many asphalt products, like wet patch.
[22:50:12] <Jymmm> zeeshan:
http://www.amazon.com/J-B-Weld-8277-WaterWeld-Underwater/dp/B000BRQ0TW/ref=pd_bxgy_auto_text_y
[22:50:13] -!- acdha has quit [Client Quit]
[22:51:48] <Jymmm> Same with
http://www.harborfreight.com/j-b-stik-weld-93957.html
[22:51:58] <furrywolf> jb's stick weld is utterly fucking worthless.
[22:52:02] <furrywolf> in water or out.
[22:52:21] <Jymmm> on what?
[22:52:43] <furrywolf> materials, objects, solids,...
[22:52:49] <furrywolf> it's just plain worthless.
[22:53:06] <Jymmm> metal? ceramic?
[22:53:16] <furrywolf> yes
[22:53:16] <Jymmm> mason?
[22:53:27] <furrywolf> what part of worthless do you not understand?
[22:53:32] -!- dr0w [dr0w!~george@loudsl01-253-117-19.d.iglou.com] has joined #linuxcnc
[22:53:38] <Jymmm> you definition.
[22:53:41] <Jymmm> tour
[22:54:01] <Jymmm> you embelish way too much to be taken at face value =)
[22:54:23] <Jymmm> It might be like crazy glue, which is not for everything
[22:54:43] <furrywolf> I have never had it successfully stick to anything. as far as I can tell, its only value is that it holds the shape you set it in, and is more useful as a molding compound than an adhesive.
[22:54:58] <furrywolf> it doesn't stick at all, but it does set in the shape you set it, with minimal shrinkage, rock hard.
[22:55:14] <Jymmm> Nice, that might actually be a good thing/use
[22:56:27] <furrywolf> I think it's just a fundamental issue with stick epoxies... by being very stiff, they can't fill the tiny irregularities on surfaces that result in good bonds, instead just sitting on the high points.
[22:57:07] <Jymmm> JB used to have the blk/wht two part putty, I haven't seen that in years.
[22:57:28] <Jymmm> might be good for filler
[22:57:54] <Jymmm> just needs an agressive edge to bite into.
[22:58:39] <Jymmm> I wonder if you could fix a tail pipe?
[22:58:43] -!- jst has quit [Remote host closed the connection]
[22:58:47] <furrywolf> my sticky's underwater epoxy is... unique. it dries very soft. doesn't hold up well to high temperatures or antifreeze, however.
[22:58:50] <furrywolf> no
[22:59:00] -!- jst [jst!~quassel@198.199.94.175] has joined #linuxcnc
[22:59:03] <Jymmm> ah
[22:59:07] <furrywolf> well, a tail pipe maybe, but not a manifold, which is what always cracks anyway. :P
[22:59:26] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[22:59:27] -!- jst has quit [Remote host closed the connection]
[22:59:31] <Jymmm> Eh, you know the CO into the passanger compart thing =)
[22:59:40] -!- jst [jst!~quassel@198.199.94.175] has joined #linuxcnc
[23:00:01] <furrywolf> I have tried many things to fixed cracked exhaust manifolds, with zero success. high temp epoxy just burns. silica products crack.
[23:00:01] -!- sumpfralle has quit [Read error: Connection reset by peer]
[23:00:17] <Jymmm> silicone?
[23:00:36] <furrywolf> silicone would burn instantly.
[23:00:47] <furrywolf> exhaust manifolds get HOT.
[23:00:53] <Jymmm> Have you ever taken a torch to cured silicone?
[23:01:12] <Jymmm> silicone is just unoxidized sand
[23:01:23] <furrywolf> ... no, it's not. lol
[23:01:31] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[23:01:51] <furrywolf> you can buy high-temp silicone. it's usually copper-colored. it's still rated for far cooler than an exhaust manifold gets.
[23:01:54] <Jymmm> boiing point 5909 °F)
[23:02:13] <Jymmm> if your engine gets that hot, you got bigger issues =)
[23:02:15] <furrywolf> silicone exposed to exhaust browns and cracks quickly.
[23:03:11] <furrywolf> you can buy silicone tubing for nitro engines, and even there it fails, just not quickly.
[23:03:23] <Jymmm> NFC if it has a chemical reaction.
[23:03:48] <furrywolf> exhaust leaving the engine is HOT.
[23:03:55] <furrywolf> the exhaust manifold is HOT.
[23:04:28] <furrywolf> exhaust parts glowing cherry red is not uncommon.
[23:04:51] <Jymmm> sure, so areounf 1200F.
[23:05:14] <PCW> HT silicone is what 600F max?
[23:05:30] <Jymmm> regular is 572F
[23:05:30] <furrywolf> somewhere around there, yes
[23:05:50] <furrywolf> anyway, I speak from experience. you can not silicone an exhaust manifold. :P
[23:06:00] <Jymmm> unless they are doing the mareting gimmick thing
[23:06:05] <furrywolf> I even tried aluminum and it burnt that.
[23:06:19] <furrywolf> wrapping it with foil and hoseclamping it.
[23:06:39] <Jymmm> 650F close enough
http://www.permatex.com/products-2/product-categories/gasketing/gasket-makers/permatex-high-temp-red-rtv-silicone-gasket-detail
[23:07:24] * furrywolf wonders what, exactly, jymm's point is
[23:07:59] <CaptHindsight> furrywolf: do you want an epoxy that works/cures under water?
[23:08:05] <PCW> polyimide would fare better but dont think there are any rubbery polyimides
[23:08:12] <furrywolf> capt: no, someone else was asking about it.
[23:08:27] <Jymmm> I've used silicone around 900F, but not sustained. I thought it was higher temp than exhaust manifold.
[23:08:49] <furrywolf> the only things that withstand the temperature on a manifold are the silica/ceramic/etc stuffs, and they're all too brittle and crack with thermal expansion.
[23:08:59] <CaptHindsight> how about sodium silicate?
[23:09:38] <CaptHindsight> well yeah if the manifold flexes, depends on the size of the crack as well
[23:09:40] <furrywolf> that would be one of the silicas, yes. :P
[23:09:55] <CaptHindsight> we used to weld them
[23:10:29] <PCW> Hmm didnt know there were polyimide photoresists
[23:11:13] <Jymmm> Stove Seal is rated at 3000F, says non cracking
http://www.jacomanufacturing.com/?a=prod
[23:11:55] <CaptHindsight> refractory cements
[23:13:03] <furrywolf> stove seal cracks everywhere it's used, even stoves. heh.
[23:15:18] <furrywolf> capt: welded cast iron manifolds have an annoying habbit of promptly recracking...
[23:16:07] <CaptHindsight> use the old one as a mold and sand cast
[23:16:40] <andypugh> Melting cast iron is not trivial in a domestic kitchen.
[23:17:16] <CaptHindsight> I have a feeling andy has done it there
[23:17:31] <andypugh> No, I have never actually done any casting at home.
[23:17:50] <furrywolf> heh, my solution was to find someone with a non-cracked manifold, and give them $40.
[23:17:52] <andypugh> I have tended to work at places with foundries.
[23:18:21] <furrywolf> rather than cast, if I had to fab one, I'd do welded tube...
[23:18:26] <andypugh> (Not that I have access to the casting plant at Ford, sadly)
[23:18:27] <furrywolf> aka headers. :)
[23:18:46] <CaptHindsight> andypugh: how do you think that they cast these?
http://openlunchbox.com/wp-content/uploads/2014/11/T60chassis_01.jpg
[23:18:55] <CaptHindsight> it's about 12" x 12"
[23:18:56] -!- anarchos2 has quit [Read error: Connection reset by peer]
[23:19:05] <andypugh> Pressure die-castng
[23:19:34] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[23:20:12] <furrywolf> bah. looks like I'm tinting my own van window. both local places that do tinting want $50 for a fixed window that's less than 2ft square. fuck that.
[23:20:36] <CaptHindsight> $5 for materials, $45 labor
[23:20:41] <unfy> ^
[23:20:50] <furrywolf> for what, 10 minutes?
[23:21:47] <unfy> 10 minutes of skilled labor that doesn't fuck it up ? sure. or, round up to nearest half or full hour etc.
[23:22:36] <furrywolf> I'm not going to work four hours so someone else can work ten minutes. period.
[23:22:46] <unfy> then do it yourself.
[23:22:49] <CaptHindsight> zeeshan: any success yet?
[23:22:55] <andypugh> I think I need to either cast or 4-axis machine these:
http://ibin.co/1pyfQvvhtJmK
[23:23:33] <furrywolf> if it were $20, sure... $25, maybe... $50? that's just insulting.
[23:23:48] <CaptHindsight> aluminininium?
[23:24:06] <andypugh> Maybe I need to use the 30-day trial of 5-axis Inventor CAM. Inventor HSM express is OK for 2.5D, rather more “model aware” than CamBam.
[23:24:19] <andypugh> CaptHindsight: Brass
[23:24:59] <andypugh> I am considering having the pattern 3D-printed.
[23:25:40] <CaptHindsight> then lost wax cast?
[23:25:45] <andypugh> Sand cast
[23:26:15] <andypugh> (actually, I am also thinking about making a sand-printer or a plaster-printer too.
[23:26:30] <CaptHindsight> I'm thinking about sand casting a similar magnesium chassis
[23:26:31] <renesis> heh @ sand printer
[23:26:33] <andypugh> But I sort-of want this finished in weeks not months.
[23:26:38] <renesis> how does that work?
[23:26:46] -!- anarchos2 has quit [Read error: Connection timed out]
[23:26:53] <CaptHindsight> inkjets binder into sand
[23:27:03] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[23:27:21] <andypugh> renesis:
https://www.youtube.com/watch?v=Z8MaVaqNr3U
[23:27:22] <renesis> then bring the sand up over the bound layer?
[23:27:25] <CaptHindsight> spread a layer of sand, inkjet binder, spread later, inkjet etc etc
[23:27:36] <unfy> or: black magic :D
[23:27:59] <unfy> i've watched plenty of videos that do it and i still say it's an evil black art :P
[23:28:42] <CaptHindsight> https://www.youtube.com/watch?v=S6OZXdRoogY Ford 3D Printing
[23:28:54] <unfy> those 3d printers that basically uv cure a resin and "pull" the shape out of a liquid ? them thar things are magical / pretty
[23:29:46] <renesis> ive worked with uv cured resin
[23:29:53] <CaptHindsight> unfy: SLA, using lasers, DLP or LCD projectors
[23:30:02] <renesis> kind of sucks structurally
[23:30:12] <renesis> and some people are allergic
[23:30:24] <unfy> then don't make sex toys out of your resins
[23:30:25] <CaptHindsight> renesis: depends on the resin
[23:30:29] <unfy> cap: that'd be it
[23:30:36] <unfy> (lcd vers)
[23:30:58] <renesis> unfy: if you get a $250k so the ID people can work through concepts, and it makes the head ID girl itchy, its not ideal
[23:30:59] <furrywolf> but making sex toys is half the fun of owning machine tools. :(
[23:31:14] <Rab> Can anyone lend any insight into configuring the HAL for CW/CCW signals instead of step/dir?
[23:31:15] <renesis> $250k printer
[23:31:23] <unfy> renesis: as long as the head id girl's name isn't jen, it's all good
[23:31:44] <renesis> and like i said it sucked structurally, couldnt put svcrews into it, couldnt cut it, thin walls kinda meh
[23:31:47] <andypugh> I know a guy who build an SLA printer to do lost-wax castings of tiny components.
[23:31:51] <Rab> I see that stepgen supports signal type "1" for CW/CCW, but I can't find any documentation of what the pins are supposed to be named.
[23:32:05] <CaptHindsight> you can diy a DLP or LCD printer for $1K, the projector is the most expensive part
[23:32:16] <andypugh> He has made an unusually high-res small-volume printer all with servos and proper structure
[23:32:21] <renesis> andypugh: cool
[23:32:25] <renesis> SLA is sex
[23:32:26] <unfy> rab: eh ? "dir" would be basically cw vs ccw ?
[23:32:50] <andypugh> Sorry, I didn’t mean SLA. That wouldbe cool. I meant DLP.
[23:33:12] <andypugh> Rab: Just set the stepgen to type 2.
[23:33:35] -!- Camaban has quit [Read error: No route to host]
[23:33:52] <andypugh> sorry, I mean type 1
[23:34:07] <CaptHindsight> radcure is used in lots of applications to replace solvents and heat cure
[23:34:22] <andypugh> Rab: loadrt stepgen step_type=1,1,1 instead of 0,0,0
[23:34:47] <andypugh> Rab, Sorry, it’s pin names you want?
[23:34:58] <andypugh> Easy way to find out :-)
[23:35:00] <CaptHindsight> you can fully cure a coating in under 1 second
[23:35:01] <andypugh> halrun
[23:35:07] <Rab> andypugh, correct.
[23:35:19] <andypugh> loadrt stepgen step_type=0
[23:35:22] <andypugh> show pin
[23:35:24] <andypugh> exit
[23:35:51] <andypugh> (err, type=1, of course)
[23:36:35] <LeelooMinai> In what situations are those vaccum tables used instead of just clamping stuff?
[23:36:41] <andypugh> 6 s32 OUT 0 stepgen.0.counts
[23:36:42] <andypugh> 6 bit OUT FALSE stepgen.0.down
[23:36:43] <andypugh> 6 bit IN FALSE stepgen.0.enable
[23:36:45] <andypugh> 6 float IN 0 stepgen.0.position-cmd
[23:36:46] <andypugh> 6 float OUT 0 stepgen.0.position-fb
[23:36:46] <andypugh> 6 bit OUT FALSE stepgen.0.up
[23:37:03] <renesis> leeloominai: large format routing tables use them
[23:37:16] <LeelooMinai> I mean those tiny tables
[23:37:25] -!- f1oat has quit [Ping timeout: 244 seconds]
[23:37:27] <LeelooMinai> That were linked before
[23:37:36] <renesis> oh didnt see
[23:37:53] <CaptHindsight> smaller flat parts
[23:37:58] <renesis> convenient i guess, for engraving would make setups fast
[23:38:04] <andypugh> We used them for holding chip dies for mechanical testing (pulling off gold-wire bonds, that sort of thing)
[23:38:27] <CaptHindsight> you are limited of course by ~30psi max holding force
[23:38:46] <andypugh> Not if you do it underwater
[23:38:57] <Rab> andypugh, I'm using Machinekit and those pin names don't seem to match the syntax in the existing HAL file.
[23:39:06] <andypugh> Or, for that matter, at high ambient air pressure
[23:39:10] <LeelooMinai> Well, I just watched one case where those were needed, but this was rather strange as the guy was making some bearing cages on Tormach in plastic:)
https://www.youtube.com/watch?v=eifVwXr7AGk
[23:39:21] <Rab> For instance, I have (for type 0 step/dir):
[23:39:23] <Rab> setp hpg.stepgen.00.dirpin 812
[23:39:28] <Rab> setp hpg.stepgen.00.steppin 813
[23:39:37] <furrywolf> 30psi? where, underwater? :)
[23:39:38] <CaptHindsight> andypugh: sure, but most people don't have their shops under water :p
[23:39:46] <andypugh> Rab: What stepgen are you using
[23:40:15] <Rab> andypugh, I have no idea. I'm a newbie at LinuxCNC config. :(
[23:40:33] <andypugh> It sounds like you are not using LinuxCNC at all.
[23:40:48] <andypugh> I have no idea what the hpg stepgen is
[23:41:12] <JT-Shop> hmm my crucible is made in Worchester England
[23:42:04] <andypugh> China?
[23:42:15] <furrywolf> bbl, auto parts store.
[23:43:08] -!- ejb has quit [Quit: ZZZzzz…]
[23:43:13] <andypugh> Rab: Look at your HAL file, change the loadrt hpg.stepgen (at a guess) to type 1 then insert “show pin” on the next line, see which pins it has given you.
[23:43:23] <Rab> andypugh, this is the HAL file I'm working from:
https://github.com/machinekit/machinekit/blob/master/configs/ARM/BeagleBone/CRAMPS/CRAMPS.hal
[23:43:53] <JT-Shop> machinekit
[23:44:31] <andypugh> Rab: Sorry, I have no idea. I have never found any docs for Machinekit.
[23:44:59] <Rab> andypugh, that's OK. Thanks for your help.
[23:45:17] <andypugh> But have a look in the INI under [PRUCONF] to see if step-type is documented there
[23:45:27] <andypugh> Sorry, defined, not documented
[23:47:50] <andypugh> I wouldn’t want to guarantee that the PRU stepgen even does up/down mode
[23:48:51] * Rab sweats
[23:49:38] <Rab> I guess in the worst case scenario, I can make a hardware dongle to convert step/dir to CW/CCW.
[23:49:38] <andypugh> Why are you using a BBB anyway? I don’t really see what they are good for.
[23:50:28] <Rab> It's compact and has a lot of real-time IO, thanks to the PRUs. It seemed like a win over having to select and maintain a desktop PC.
[23:51:06] <andypugh> I think that Machinekit have some documentation, but they have chosen to hide it somewhere completely different to under “Documentation” at www.machinekit.io. I really don’t know what they are playing at.
[23:51:49] <_methods> why don't they have #machinekit........
[23:52:15] <andypugh> Or a forum? Or docs?
[23:52:32] <andypugh> There is a mailing list. You might have to ask there
[23:52:35] <Rab> I think it's still under heavy development. The image I'm using from this month has some significant fundamental changes from the last version.
[23:52:50] <Rab> I think most discussion happens on a Google Group.
[23:53:10] <unfy> methods: you linked some awesome looking $5 jewler's loops mounted on eyeglass frames the other day -- i wanted to point out that they probably suck (functionally). in the example video, the guy always has the frame stablized by a hand when lookinag stuff
[23:53:21] <andypugh> Yeah, they are obsessed with chasing the new-shiny and don’t seem to care about explaining how to make it actually work.
[23:53:24] <_methods> i'm sure they do lol
[23:53:31] <_methods> they were on aliexpress heheh
[23:53:36] <_methods> i just wanted them for halloween
[23:53:46] <unfy> DX i think not AX :D
[23:53:54] <_methods> one of those 2 heheh
[23:54:08] <_methods> i was going to wear them to work
[23:54:22] <_methods> and to bed
[23:55:42] <_methods> i see one of the machinekit guys lurking in here
[23:55:50] <unfy> as a costume for work (embedded coder), that'd be awesome yeah
[23:55:56] <_methods> they never answer any questions when one of their lost children enter
[23:58:04] <_methods> http://www.themaindrain.com/
[23:58:34] <Rab> Haha, what bastards:
https://github.com/machinekit/machinekit/blob/master/src/hal/drivers/hal_pru_generic/pru_updown.p
[23:58:41] <Rab> I guess that answers my question.
[23:59:25] -!- kriskropd has quit [Ping timeout: 256 seconds]
[23:59:51] <andypugh> Try the mailing list. It can’t be _that_ much harder to do updown than step-dir.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
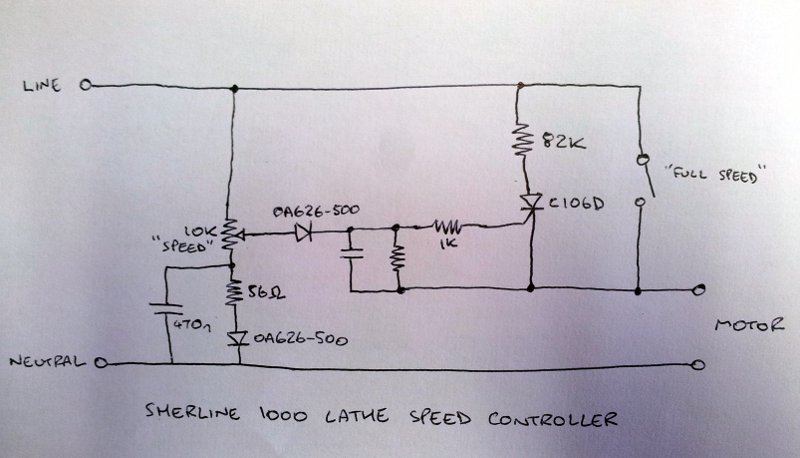{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}