Back
[00:01:31] <andypugh> Things to try: 1) Put a stud from a good holder into the naughty holder, see if things are better. Perhaps it’s a longer stud?
[00:02:27] <andypugh> 2) See if the new holder is longer from flange to stud-seating face (not definitive, there may be different gaps between the taper gauge line and the flange)
[00:02:48] <PetefromTn_> he needs to push a holder in there without a pullstud and see how far it goes up and take a photo for comparison
[00:03:16] <zeeshan> pete
[00:03:19] <zeeshan> okay good idea
[00:03:22] <zeeshan> heres some pics.
[00:03:25] <zeeshan> https://www.flickr.com/photos/128539016@N05/16204246740/
[00:03:31] <zeeshan> its not making contact properly i guess
[00:03:34] <zeeshan> you can see the lines.
[00:03:40] <zeeshan> in the bluing where it has made contact
[00:03:48] <zeeshan> https://www.flickr.com/photos/128539016@N05/16205468239/in/photostream/
[00:03:52] <andypugh> PetefromTn_: I thought about that, but removing the pullstud… No, wait, I didn’t think of that. I thought of removing the drawbar (big job) not the pullstud (trivial job). Doh!
[00:03:56] <zeeshan> thats the stud to holder.
[00:04:09] <zeeshan> lemme take pic of just holder by itself
[00:04:34] -!- gonzo_nb has quit [Remote host closed the connection]
[00:04:47] -!- Camaban has quit [Quit: Leaving]
[00:06:30] <anonimasu> you can screw the pullstud out i think
[00:06:33] <anonimasu> with a special tool
[00:09:38] <andypugh> HSK has both face and taper contact, partly through using a thin-walled taper.
http://www.hskworld.com/articles/hsk_secrets/hsk_secrets.htm
[00:10:40] <andypugh> The Tormach TTS achieves the same thing in a different, and cheaper way. But that basiclly relies on frction and (apparently) tends to loose the axial clamp. It is still fairly clever though.
[00:11:33] <zeeshan-mill> 2+14+16+18+20+22+25, +3
[00:11:57] -!- norias has quit [Ping timeout: 245 seconds]
[00:12:35] -!- furrywolf [furrywolf!~randyg@68.26.212.61] has joined #linuxcnc
[00:12:51] -!- asdfasd has quit [Ping timeout: 246 seconds]
[00:13:18] <zeeshan> https://www.flickr.com/photos/128539016@N05/16391706115/
[00:13:21] <zeeshan> without a pull stud
[00:13:42] <zeeshan> i measured the difference with feeler gauges, and there is a 3 thou diff between the two.
[00:13:50] <zeeshan> w/ the pull stud in the tool holder
[00:13:54] <furrywolf> apparantly I need to learn german. yay.
[00:13:59] <zeeshan> the tool sticks out 3 thou more .
[00:14:08] <zeeshan> so clearly something is up!
[00:14:08] <andypugh> That’s not going to matter
[00:14:26] <zeeshan> why andypugh
[00:14:29] <andypugh> Now compare flange to pul-stud distance
[00:14:35] <furrywolf> someone I know bought a unimog... and everything is in german. all the labels on all the switches that don't work (which is all of them except the headlights) are german, as is the manual to fix them...
[00:14:49] -!- patrickarlt has quit [Remote host closed the connection]
[00:15:00] <zeeshan> andypugh: no way to measure that at home
[00:15:00] <zeeshan> lol
[00:15:05] <zeeshan> precisely that is.
[00:15:15] <andypugh> Well, OK, 3 thou might matter for clamping, but you would expect more than 3 thou of residual travel in the drawbar.
[00:15:16] <zeeshan> actually nm
[00:15:32] <zeeshan> i can measure with a height gauge on a granite plate
[00:15:43] <furrywolf> I assume having a fourth locked position between 1-2 and 3-6 on the tranny is normal? it feels like it's designed that way, just a bit odd.
[00:16:11] <_methods> so you have toolholders that work correctly?
[00:16:15] <zeeshan> no
[00:16:19] <zeeshan> i dont
[00:16:21] <_methods> ahhhhhh
[00:16:36] <zeeshan> this is the first time a tool holder has been insdie this machine over 5 years
[00:16:40] <zeeshan> :D
[00:16:46] <PetefromTn_> so you measured the toolholder without the pullstud and with the pullstud and without the pullstud it goes in deeper?
[00:16:47] <_methods> so the dist it's out is the same no matter if you have pullstud in or out
[00:17:02] <zeeshan> PetefromTn_: yes without pull stud
[00:17:04] <zeeshan> it goes in 3 thou deeper
[00:17:05] <zeeshan> 3-4 thou
[00:17:16] <PetefromTn_> then something is obviously wrong
[00:17:18] <zeeshan> im using stacked up feeler gauges so there is slight error in measurement
[00:17:19] <_methods> yeah
[00:17:23] <_methods> your holder is wrong
[00:17:26] <PetefromTn_> it should draw up more
[00:17:47] <zeeshan> methods i think you missed this part
[00:17:47] <PetefromTn_> probably the pullstud is wrong or there is something wrong with the drawbar
[00:17:49] <zeeshan> i posted this:
[00:18:01] <zeeshan> https://www.flickr.com/photos/128539016@N05/14996196844/
[00:18:04] <zeeshan> there is an adjustment
[00:18:13] <andypugh> Ah, sorry, I thought the 3 thou was the difference in clearance between a good tool and a bad tool. Are you saying you have no good tools?
[00:18:22] <zeeshan> andypugh: no
[00:18:30] <_methods> you have the wrong taper
[00:18:36] <PetefromTn_> he just got tools and studs
[00:18:41] <zeeshan> #40 is all the same methods
[00:18:51] <PetefromTn_> and is not sure the studs are the right ones for the machine
[00:18:54] <zeeshan> im not trying to argue here
[00:18:59] <zeeshan> but the only pull stud
[00:19:02] <zeeshan> that has a diameter close to what i need
[00:19:04] <zeeshan> is .996
[00:19:07] <PetefromTn_> 40 taper is 40 taper
[00:19:10] <_methods> pullstud is not your problem
[00:19:11] <zeeshan> all the others are .75" in diameter
[00:19:18] <_methods> you have the wrong toolholder
[00:19:19] <zeeshan> so it'd fall right out
[00:19:28] <zeeshan> _methods this is a conversion pull stud
[00:19:36] <_methods> the pullstud is not your problem
[00:19:37] <zeeshan> that is supposed to allow you to run cat40 tools
[00:20:29] <PetefromTn_> have you checked the bellvilles stack on the drawbar for any cracked bellevilles? what kind of adjustment is there?
[00:20:42] <zeeshan> pete apparently you can turn that alley key
[00:20:46] <zeeshan> to adjust the height
[00:20:52] <zeeshan> of where the pull stud bottoms out
[00:21:01] <zeeshan> socket head cap screw i mean
[00:21:12] <PetefromTn_> I would adjust until it seems like the tool is properly seating
[00:21:16] <zeeshan> You'll need a depth mike and a special tool to adjust the tool gripper fingers (search this forum for a couple of solutions for that - it basically involves a long-reach hex wrench inside a giant straight-blade screwdriver).
[00:21:20] <PetefromTn_> then put a long bar in a holder
[00:21:21] <andypugh> It is worth trying to figure out what iw wrong where. But pragmatcally you are ging to end up skimming a bit off of the tooholders or pull-studs to get the knob nearer the gauge line.
[00:21:39] <zeeshan> skimming the pull studs would be the easiest
[00:21:45] <PetefromTn_> and grab it and try to wiggle the tool when it is locked in...
[00:22:05] <zeeshan> PetefromTn_: i dont get you
[00:22:10] <zeeshan> wahtcha mean
[00:23:40] <PetefromTn_> I mean that you need to adust it until the tool seats fully and your un-knob equipped tool inserted goes in less deep than a complete tool with pullstud and then once you think you have it right put a long bar of thick steel in the holder and try to rip the toolholder out of the machine to ensure it has fully seated and will not come out before you try to do any cutting tests.
[00:23:53] <anonimasu> zeeshan: I can take a pic of the tool also.
[00:23:54] <andypugh> I think he is suggesting a more pleasant alternative to what I do when my spindle gets hot and the tool sticks, which is put a crowbar in the gap between the flange and the spindle and pull the holder down against the bellevilles.
[00:23:57] <anonimasu> it's not so special
[00:23:57] <anonimasu> :)
[00:25:09] <zeeshan> PetefromTn_: okay like hold a bar in the er collet
[00:25:16] <zeeshan> trying to basically simulate cutting force
[00:25:20] <zeeshan> so it doesnt blow up in my face :)
[00:25:33] <PetefromTn_> yeah but after you have it as good setup in there as you can and think it is right..
[00:25:41] <zeeshan> see this is a bit risky adjusting this
[00:25:44] <zeeshan> cause if i go overkill
[00:25:49] <zeeshan> instead of 3-4 thou
[00:25:51] <zeeshan> i go 6 though
[00:25:54] <zeeshan> this shit will get jammed in there
[00:25:56] <zeeshan> and impossible to remove
[00:26:01] <zeeshan> thou
[00:26:06] <andypugh> I don’t think it will
[00:26:09] <PetefromTn_> the danger here is that if the pullstud is not fully seated it can FEEL like it is holding but may just be barely holding..
[00:26:20] <zeeshan> well wouldnt it be obviously?
[00:26:22] <zeeshan> obvious?
[00:26:24] <zeeshan> cause i have the keys out
[00:26:29] <zeeshan> so i should not be able to spin it
[00:26:30] <andypugh> There should actually be quite a lot of “spare” pull in the drawbar.
[00:26:31] <zeeshan> like these guys were saying
[00:26:45] <zeeshan> ah andypugh.
[00:26:56] <anonimasu> it shouldnt stick in the taper anyway
[00:27:00] <anonimasu> that's a different problem
[00:27:35] <PetefromTn_> make sure also that the single drive dog you have is not contacting the holder on the inside that can tweak the holder sideways in the taper...
[00:27:48] <zeeshan> pete iremoved em both
[00:27:49] <zeeshan> for this test
[00:27:49] <andypugh> If the drawbar is practically fully-retracted when the taper touches, is there any tension left in the belleville stack?
[00:27:58] <PetefromTn_> for instance my Cincinatti the holder only goes in one way even tho it appears that it can go in either way
[00:28:06] <zeeshan> andypugh: i dont have access to the belleville stack :(
[00:28:33] <anonimasu> if you adjust it too much it will drop the tool
[00:28:36] -!- Brunetty [Brunetty!~Brunetty@72.Red-88-13-190.dynamicIP.rima-tde.net] has joined #linuxcnc
[00:28:55] <andypugh> I wasn’t suggesting checking, I was merely pondering the situation.
[00:28:57] <zeeshan> PetefromTn_: id be backing off the adjustment
[00:28:57] <PetefromTn_> if you put mine in the wrong way it will tweak it sideways and apparenlty it will wedge itself in the spindle and it is a real bitch to get it out...
[00:29:03] <zeeshan> so the top of the pull stud doesnt bottom out
[00:29:24] <_methods> PetefromTn_: yes it does suck
[00:29:38] <_methods> pain in the ass gettin stuck tools out like that
[00:29:48] <PetefromTn_> luckily a friend told me about this and I am very careful to make sure I put tools in the right way.
[00:29:58] <andypugh> PetefromTn_: Why not shorten the dogs so that can’t happen?
[00:30:01] <zeeshan> https://www.flickr.com/photos/128539016@N05/16023467657/
[00:30:04] <zeeshan> only can find this damn pic.
[00:30:07] <_methods> yeah i depress the drawbar release then i put it in and spin both ways
[00:30:11] <_methods> then release
[00:30:13] <PetefromTn_> its not about how short they are..
[00:30:15] <zeeshan> you can see the witch's hat
[00:30:24] <_methods> it will go in further when its in the right orientation
[00:30:30] <zeeshan> PetefromTn_: i am planning to put the keys in
[00:30:31] <PetefromTn_> one dog is closer to the centerline than the other one
[00:30:36] <zeeshan> only after the tool is seated correctly
[00:30:46] <PetefromTn_> good idea
[00:30:54] <zeeshan> it wouldnt even go on right now
[00:30:58] <zeeshan> cause the distance is wrong :P
[00:31:05] <PetefromTn_> I have actually considered modifying my spindle dogs and toolchanger pawls so it does not matter...
[00:31:06] <zeeshan> damn non symmetric cat40
[00:31:22] <andypugh> PetefromTn_: Yes, so you _could_ shorten one dog (radially) so that the tools fit either way.
[00:31:33] <zeeshan> tell me what to do guys!!!
[00:31:33] <zeeshan> adjust
[00:31:38] <zeeshan> or cut the retention knob !!
[00:31:39] <zeeshan> :P
[00:31:56] <andypugh> if all the knobs are the same, then probablu adjust.
[00:32:00] <PetefromTn_> I would adjust it carefully maybe a quarter turn and record which way and how far so you can put it back
[00:32:11] <zeeshan> well i have a long depth mic
[00:32:14] <zeeshan> i can measure current position
[00:32:20] <zeeshan> and adjust it so i move it 5 thou
[00:32:31] <zeeshan> (differnce is 3-4 thou)
[00:32:42] <PetefromTn_> did the new pullstud conversion come with any instructions?
[00:32:43] <zeeshan> man
[00:32:45] <zeeshan> now that i think about it
[00:32:50] <zeeshan> shouldnt there _always be bloddy clearance
[00:33:02] <zeeshan> @ the top of the pull stud
[00:33:05] <zeeshan> PetefromTn_: no
[00:33:09] <zeeshan> http://www.maritool.com/Retention-Knobs-CAT40-Pull-Studs/c67_68/p1621/Pull-Stud-Hex-Head-4E-0110-%28-Deckel-,-Maho-%29/product_info.html
[00:33:14] <zeeshan> its hard as hell
[00:33:16] <zeeshan> so might be a pain to machine.
[00:33:32] <PetefromTn_> you would need to grind them if you did.
[00:33:41] <PetefromTn_> pullstuds are hard as shit...
[00:33:42] <zeeshan> i have cvd inserts
[00:33:47] <zeeshan> that might be able to touch it
[00:33:56] <zeeshan> but i much rather adjust
[00:34:01] <zeeshan> then f around wit hthis
[00:34:17] <zeeshan> im really glad you guys caught the fact it wasn't seated right
[00:34:21] <andypugh> I would expect the drawbar to have 2mm “spare” travel at least. But then I know nothing about them.
[00:34:21] <zeeshan> i was gonna try to mill something lol
[00:35:10] <PetefromTn_> that pullstud is so different from typical if it is even close to going in and locking down it is hard to believe it is not the right size... you probably just need to adjust. Are you sure that hex key hole in the stud is not larger than the screw up inside the spindle?
[00:35:22] <zeeshan> PetefromTn_: exactly man!
[00:35:28] <zeeshan> scientific deduction
[00:35:28] <zeeshan> hahaha
[00:35:39] <zeeshan> with the gripper closed
[00:35:44] <zeeshan> its like .850-.8"
[00:35:53] <zeeshan> if you look at all the cat40 or bt40 pull studs on mari's website
[00:35:55] <zeeshan> theyre all smaller
[00:36:01] <zeeshan> so they'd all just fall out
[00:36:24] <PetefromTn_> mine don't look ANYTHING like that nor do the HAAS ones I am used to.. it would certainly fall out if that is what the original stud looks like
[00:36:50] <anonimasu> the hex hole is a lockscrew for the whole puller
[00:36:58] <anonimasu> then there are - - slots around it for adjusting
[00:36:59] <zeeshan> http://www.maritool.com/images/RK71123.jpg
[00:37:32] <_methods> i thought you were trying to put a NMTB 40 in there lol
[00:37:48] <_methods> so that is just a regular cat40 tool holder?
[00:37:50] <PetefromTn_> I am kinda surprised that your machine does not have a label showing what kind of pullstud it uses
[00:38:02] <PetefromTn_> mine does
[00:38:14] <CaptHindsight> zeeshan: try spreading a small thin drop on some paper and cover it with clear film to see how it cures
[00:38:35] <andypugh> zeeshan:
http://www.ebay.de/itm/SK-40-Spannaufnahme-mit-Fraser-Deckel-FP-2-3-4-CNC-Frasmaschine/261746544706
[00:38:47] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91.1 [Firefox 34.0.5/20141126041045]]
[00:38:47] <PetefromTn_> methods apparently his machine uses an iso40 taper and he wants to use cat40 holders so he is using a conversion pullstud
[00:39:10] <zeeshan> andypugh: those are the correct tool holders
[00:39:21] <andypugh> And cheaper than your pullstuds…
[00:39:43] <zeeshan> andypugh: the main reason i didnt buy sk40 tools was
[00:39:46] <zeeshan> most of my tooling is inches.
[00:39:49] <zeeshan> like shell mills etc
[00:39:55] <zeeshan> end mills, indexable end mills
[00:40:01] <_methods> yeah that pullstud with the bluing made it look like a nmtb tool holder
[00:40:36] <PetefromTn_> yeah it does look like an NTMB40 holder with threaded drawbar huh...
[00:40:57] <andypugh> Just wrap a bit of duct-tape round all the tapers :-)
[00:41:01] <zeeshan> CaptHindsight: yessir
[00:41:09] <zeeshan> excellent idea
[00:41:09] <zeeshan> haha
[00:43:08] <andypugh> Working out what is wrong might be difficult. It would be worth having just one actual official Deckel / Maho tool and pull stud to see whether the drawbar works with that
[00:43:21] <PetefromTn_> agreed
[00:43:25] <zeeshan> hm
[00:45:14] -!- rob_h has quit [Ping timeout: 245 seconds]
[00:45:33] <zeeshan> im searching here for 30 mins
[00:45:48] <zeeshan> "Bill That screw is for adjusting the drawbar finger engagement--do a search here on the forum for posts from AlfaGTA and DeckelDoctor--there is a photo essay with the specs. "
[00:45:54] <Tom_itx> i had a chart somewhere that showed all the holder dimensions
[00:45:56] <zeeshan> was it so hard for this genious to link.
[00:46:38] <andypugh> gauge-line to pull-stud-face is 65.4mm on BT40, 68.25mm on CAT40 and 68.4mm on ISO 7388-1 apparently.
[00:46:51] <andypugh> http://www.tools-n-gizmos.com/specs/Tapers.html
[00:47:43] <andypugh> It might be that the CAT hoders are 3mm too long.
[00:47:58] <zeeshan> yea there is definitely a difference between tool hegihts
[00:48:04] <zeeshan> but thats the purpose of this retention knob
[00:48:04] <Tom_itx> are the taper diameters the same?
[00:48:05] <andypugh> That will make a difference
[00:48:06] <zeeshan> it compensates
[00:48:11] <zeeshan> for that diff
[00:48:15] <andypugh> Ah, OK.
[00:48:21] <zeeshan> people have been using this studs forever
[00:48:38] <zeeshan> i remember reading an article on prac machinist that talked about this
[00:48:44] <zeeshan> that "Check your adjustment!!!"
[00:48:53] <zeeshan> cause the tool's not gonna fly out
[00:49:00] <zeeshan> cause its held in suffciently
[00:49:06] <zeeshan> and you wont even notice its slipping, cause of the dog teeth
[00:49:18] <zeeshan> but eventually there is a chance it flies out under a heavy cut
[00:49:27] <zeeshan> as things wear down
[00:49:35] <Tom_itx> try it with a 5" shell mill and see what it does
[00:49:41] <zeeshan> :-)
[00:53:25] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[00:53:54] <andypugh> I think the real danger is that you bell-mouth your spindle with tool fretting and then are properly messed up.
[00:54:31] -!- Rickta59 has quit [Quit: Changing server]
[00:54:36] <andypugh> Sleep time
[00:54:49] -!- andypugh has quit [Quit: andypugh]
[00:55:58] <furrywolf> this vehicle is going to be a project... first thing is probably going to be figuring out the lack of accessory electricals. headlights and ignition work, nothing else does. no wipers, no heat, no turn signals,...
[00:59:21] <jdh> http://charleston.craigslist.org/tls/4862818355.html
[00:59:31] <zeeshan> The setup height of the gripper base disc should be : 91.8 mm to the face of the spindle when the tool gripper is "open" or reliesed.
[00:59:33] <zeeshan> hm
[01:00:00] <furrywolf> meh. craigslist everywhere else always has better deals than here.
[01:00:16] <jdh> someone is in charleston
[01:00:18] <_methods> damn that's right by me
[01:00:21] <_methods> yeah thanks
[01:00:22] <jdh> you
[01:00:29] <furrywolf> http://humboldt.craigslist.org/tls/4864467195.html the only lathe on craigslist here
[01:00:46] <PetefromTn_> thats a smokin deal if there is nothing wrong with the machine.
[01:01:42] <_methods> damn way better than my little atlas
[01:02:20] -!- patrickarlt has quit [Remote host closed the connection]
[01:03:59] <_methods> i wouldn't feel guilty about converting that either
[01:04:12] <PetefromTn_> I ALMOST did mine...
[01:04:43] <_methods> must ignore
[01:04:51] <PetefromTn_> heh
[01:04:55] <_methods> too many other projects i have to finish lol
[01:05:01] <PetefromTn_> offer him $400.00 man..
[01:05:10] <_methods> don't tempt me damnit
[01:05:33] <PetefromTn_> if it was closer I would be going to look at it. I could use another manual lathe
[01:06:14] <_methods> i just don't have the room or i would
[01:06:32] <PetefromTn_> http://greenville.craigslist.org/tls/4865115098.html
[01:06:53] <_methods> nice little turret
[01:07:03] <furrywolf> grrrrr. what the fuck is wrong with people on craigslist? someone has been listing some solar parts I could use. I've emailed them three times, pointing out I live nearby and have cash. no haggling or anything else that might make someone not want to respond. no answer at all. they just renewed their posting AGAIN.
[01:07:31] <jdh> I've had CL responses get spam filtered
[01:08:57] <furrywolf> sounds like your spam filter is highly broken.
[01:09:43] <furrywolf> unless the replies were of the form of "DEAR CRAIGSLIST USER, I WOULD LIKE TO PROPOSE TO OFFER YOU ONE HUNDRED TWENTY THREE MILLION US DOLLARS..."
[01:10:00] -!- patrickarlt has quit [Remote host closed the connection]
[01:10:40] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[01:15:11] <zeeshan-mill> 3.799
[01:17:21] <Mr_Sheesh> Some CL posters are maybe there to collect email addresses for spmming, I think
[01:17:56] <PetefromTn_> or to take your money when you go meet them and kill you and sink your vehicle in a lake...
[01:17:59] <furrywolf> this one seems legitimate... used solar parts with a location about five minutes from here...
[01:19:12] -!- Rickta59 [Rickta59!~Rickta59@cpe-174-106-151-175.ec.res.rr.com] has joined #linuxcnc
[01:19:40] * furrywolf doesn't think that happens very often, somehow
[01:19:48] -!- TTN has quit [Quit: gnight :)]
[01:20:11] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[01:20:11] -!- TTN has quit [Changing host]
[01:20:11] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[01:20:57] <zeeshan> lol
[01:21:00] <zeeshan> i dont know wtf is going on
[01:21:01] <LeelooMinai> Maxiumum once per person:)
[01:21:11] <zeeshan> i measured 3.799, double checked my depth gauge too with gauge blocks
[01:21:25] <zeeshan> these guys are saying it should b e 3.610
[01:21:32] <zeeshan> but thats for another type of machine i guess.
[01:21:39] <zeeshan> cause if it was off by .200 , i'd REALLY know it
[01:21:40] <zeeshan> lol
[01:24:39] <zeeshan> im gonna buy sk40 tool holders
[01:24:44] <zeeshan> and try them, i think that was a good suggestion!
[01:24:46] <furrywolf> bbl, work
[01:25:30] <PetefromTn_> yeah I would do that.. just to be sure and safe. a toolholder is relatively cheap a new spindle or drawbar pawls is expensive
[01:25:38] <zeeshan> yea PetefromTn_
[01:25:48] <zeeshan> and what it will also allow me to do is
[01:25:51] <zeeshan> if it works well w/ the sk40
[01:25:58] <zeeshan> it means i need to modify my pull studs
[01:26:07] <zeeshan> and itll give me an idea of by how much
[01:26:20] <PetefromTn_> sure
[01:26:43] <_methods> did you call or email mikron?
[01:26:46] <zeeshan> yea
[01:26:48] <zeeshan> they dont give a crap
[01:27:01] <_methods> they wouldn't tell you what tool holder and pull stud?
[01:27:07] <zeeshan> nope
[01:27:09] <zeeshan> wont even respond
[01:27:10] <_methods> wow
[01:27:20] <zeeshan> _methods it has to be this pull stud
[01:27:23] <zeeshan> ! :D
[01:27:38] <zeeshan> all the sources ive seen where theyre selling tools
[01:27:45] <zeeshan> they all advertise "iso40 din2080"
[01:27:53] <zeeshan> din2080 has to use an ott-groove style pull stud
[01:28:01] <zeeshan> its the only style that is avaiable with a diameter close to 1"
[01:28:50] -!- eFuchs has quit [Remote host closed the connection]
[01:29:38] -!- furrywolf has quit [Ping timeout: 265 seconds]
[01:32:44] -!- patrickarlt has quit [Remote host closed the connection]
[01:34:14] <bobo_> zeeahan:----wonder if Loetmichel could get a response from Mikron ?
[01:34:31] <zeeshan> maybe! :)
[01:34:38] <zeeshan> i should see if he can call fo rme
[01:35:00] <zeeshan> PetefromTn_: im gonna shank on the tool holder
[01:35:05] <zeeshan> and see if it comes out :)
[01:36:13] -!- skorasaurus has quit [Ping timeout: 252 seconds]
[01:36:56] <PetefromTn_> huh?
[01:37:05] <zeeshan> *yank
[01:37:13] <zeeshan> if it doesnt come out
[01:37:16] <zeeshan> at least its gripped correctly
[01:37:17] <PetefromTn_> oh like I said with the leverage bar
[01:37:23] <zeeshan> yes
[01:37:35] <PetefromTn_> yeah I would recommend it before you try any cutting
[01:37:36] <zeeshan> pry bar that thing
[01:37:38] <zeeshan> with 2 copper shims
[01:37:44] <zeeshan> so i dont own the tool or the spindle face
[01:37:51] <PetefromTn_> no
[01:38:04] <PetefromTn_> don't wedge anything between the tool and the spindle face
[01:38:08] <zeeshan> aw
[01:38:11] <zeeshan> but its the easiest!
[01:38:12] <PetefromTn_> you risk damaging stuff
[01:38:23] <bobo_> I still question the top shape of the pull stud---straight top side like a rod or ---shaped like a ball
[01:38:28] <PetefromTn_> I am talking about a round say 1" bar in a holder.
[01:38:41] <zeeshan> my biggest collet is 3/4"
[01:38:42] <zeeshan> :(
[01:38:53] <PetefromTn_> dog it down tight and then put the holder in the spindle and yank on the bar sticking out of the collet...
[01:38:54] <zeeshan> itll be hard to pull down on a solid piece
[01:39:01] <zeeshan> but ill try that
[01:39:22] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[01:41:50] <PetefromTn_> shit weld a little Tee bar on it..
[01:43:05] -!- delinquentme [delinquentme!a2f516a6@gateway/web/cgi-irc/kiwiirc.com/ip.162.245.22.166] has joined #linuxcnc
[01:43:45] <delinquentme> hey all I have a solidworks file which I want gcode for ... there are SLEWS of ways to do this ... but I just want it to work. How do, with the fewest programs installed and fastest conversion?
[01:44:08] -!- johtso has quit [Quit: Connection closed for inactivity]
[01:44:24] <PetefromTn_> heh...thats quite a loaded question man.
[01:45:14] <PetefromTn_> if you want help you are going to need to be a lot more specific I think.
[01:45:28] <delinquentme> is it really that complex?
[01:47:11] <_methods> hehe
[01:47:39] <_methods> just use hsmworks in solidwors
[01:47:47] <_methods> s/solidwors/solidworks
[01:48:16] <_methods> or hsm express
[01:52:59] -!- Thetawaves [Thetawaves!~Thetawave@48-147-42-72.gci.net] has joined #linuxcnc
[01:58:38] <zeeshan-mill> man
[01:58:41] <zeeshan-mill> WTF
[02:01:57] <zeeshan-mill> pete
[02:02:01] <zeeshan-mill> when i yank on it
[02:02:09] <zeeshan-mill> i can i see it move
[02:02:13] <zeeshan-mill> but it doesnt come out
[02:02:14] <PetefromTn_> HAHAHAHA
[02:02:19] <_methods> heheh
[02:02:30] <PetefromTn_> when I yank on it I can see it move too man thats normal hehehehe
[02:02:32] <_methods> you shouldn't be able to pull it downward at all
[02:02:34] <zeeshan-mill> LOL
[02:02:52] <zeeshan-mill> ROFL i just read what i wrote
[02:03:08] <zeeshan-mill> methods is is with a lot of leverage
[02:03:09] * Tom_itx just wonders
[02:03:20] <zeeshan-mill> like if i grab the nut on the er chuck
[02:03:21] <zeeshan-mill> and pull down
[02:03:24] <zeeshan-mill> i cant move it at all
[02:03:28] <PetefromTn_> what moves man does it rock side to side?
[02:03:38] <zeeshan-mill> no
[02:03:40] <zeeshan-mill> not side to side
[02:03:45] <zeeshan-mill> it moves straight down
[02:03:49] <zeeshan-mill> i did what you told me not to
[02:03:57] <zeeshan-mill> i put a prybar between the two surfaces
[02:04:00] <zeeshan-mill> with copper in between
[02:04:05] <zeeshan-mill> its the only way i can get it to move
[02:04:14] <zeeshan-mill> i dont have enough strength to pull it with a rod.
[02:04:38] -!- delinquentme has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[02:05:04] <zeeshan-mill> whats weird is
[02:05:08] <zeeshan-mill> i cant rotate the tool anymore
[02:05:19] <zeeshan-mill> its locked in there good now
[02:06:39] <PetefromTn_> I dunno what your drawbar force is but if it is in there right you should not be able to move it at all. I would definitely wait for the right type holder to get there and check it compared to your setup now before I messed with cutting anything but that is up to you.
[02:07:03] <zeeshan-mill> the thing is i dont know what the right holderis
[02:07:07] <zeeshan-mill> some say sk40 din2080
[02:07:11] <zeeshan-mill> some say iso40 din2080
[02:07:15] <zeeshan-mill> some say din69871
[02:07:17] <zeeshan-mill> its retarded
[02:07:25] <PetefromTn_> doesn't it say it somewhere on the machine or in the paperwork?
[02:07:29] <zeeshan-mill> no
[02:07:35] <zeeshan-mill> i have no manuals, i looked and looked
[02:07:40] <zeeshan-mill> i even tried contacting sellers of the machines
[02:07:42] <zeeshan-mill> theyre clueless
[02:07:43] <PetefromTn_> can you call the previous owner and ask them
[02:07:48] <zeeshan-mill> i did
[02:07:54] <zeeshan-mill> he doesnt know either lol
[02:07:56] <zeeshan-mill> i asked him for a tool
[02:07:59] <Tom_itx> _methods, have you used HSMWorks?
[02:07:59] <zeeshan-mill> hes like he has none
[02:08:01] <_methods> wow mystery machine lol
[02:08:07] <_methods> no i have never used it
[02:08:11] <_methods> i use mastercam or gibbscam
[02:08:15] <PetefromTn_> I am sure there is someone who could tell you based on the serial number
[02:08:24] <_methods> i've used solidcam too or something like that
[02:08:31] <_methods> i didn't like that one that much
[02:08:57] <PetefromTn_> is there anything stamped into the spindle face?
[02:09:09] <_methods> i need to try hsmworks out though
[02:09:16] <_methods> would be nice to do it all in solidworks
[02:10:49] <zeeshan-mill> 4.85
[02:10:52] <zeeshan-mill> thats it lol
[02:10:58] -!- amiri has quit [Ping timeout: 244 seconds]
[02:10:59] <zeeshan-mill> and 18.29
[02:11:30] <PetefromTn_> hm
[02:11:51] <PetefromTn_> wonder if that is toolholder length with pullstud and max tool weight or something
[02:12:13] <_methods> well i'd try hitting a local tool rep
[02:13:07] <_methods> i'd go to a local machine shop and ask them who the most knowledgeable tool rep is
[02:13:14] <_methods> hit several up
[02:13:24] <_methods> in no time flat you'll know who to talk to
[02:13:46] <_methods> or your local sandvik rep
[02:13:49] <bobo_> petefromTn -does / did your mill use spindle gage line toref tool length ? prob before conv-linux
[02:13:57] <_methods> he'll know the best tool guy in the area
[02:14:22] <zeeshan-mill> man this is definitely the right pull stud
[02:14:30] <zeeshan-mill> i measured the distance from the grip to the flat face
[02:14:34] <zeeshan-mill> and its pretty damn close.
[02:16:21] <zeeshan-mill> im thinking of trying this
[02:16:29] <zeeshan-mill> take a tool holder, loosely mount the pull stud
[02:16:41] <zeeshan-mill> lock it in the tool holder
[02:16:48] <zeeshan-mill> unscrew the tool holder from the stud
[02:16:51] <zeeshan-mill> and see wtf is up
[02:18:16] <bobo_> just thread a rod for pull stud
[02:18:36] <zeeshan-mill> ok there is a pull stud in there
[02:18:41] <zeeshan-mill> i can move it up.
[02:20:36] <bobo_> diff between "L" shape vers "C" pulling fingers ?
[02:21:40] <zeeshan-mill> whatcha mean
[02:23:16] <bobo_> L shape C shape not closeing on stud because of in a tube
[02:24:04] <bobo_> stud shape = ball or straight side
[02:27:36] <bobo_> you may have small up down if not pulling against bottom of spindle face
[02:28:37] -!- tannerlinsley has quit [Quit: tannerlinsley]
[02:32:14] <zeeshan-mill> ah
[02:33:13] <bobo_> fingers are forced together on to pull stud top by being retracted in to upper tube via belveal? washers .
[02:34:09] <zeeshan-mill> uploading vids
[02:38:15] <renesis> youre ircing from your controller?
[02:38:29] <renesis> your cnc gonna get rooted
[02:40:12] <LeelooMinai> And someone will upload g-code that will make a robot that will loot your house and run away.
[02:41:14] <renesis> well, theyll prob just use up youre cycles running a botnet node
[02:41:27] <renesis> but thats not good yo
[02:41:39] -!- valeech has quit [Quit: valeech]
[02:42:24] -!- zeeshan-mill has quit [Ping timeout: 276 seconds]
[02:43:42] -!- furrywolf [furrywolf!~randyg@108.121.52.171] has joined #linuxcnc
[02:52:22] -!- Computer_Barf [Computer_Barf!~technoid@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[02:56:40] -!- zeeshan-mill [zeeshan-mill!~zeeshan@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[02:56:44] <zeeshan-mill> i am so sure its adjustment
[02:56:53] <zeeshan-mill> i added 6 thou worth of ships at the end of the pull stud
[02:57:00] <zeeshan-mill> and it got worse :D
[02:57:02] -!- swingley has quit [Remote host closed the connection]
[02:57:13] <furrywolf> you're poorly adjusted?
[02:57:28] <zeeshan-mill> ;p
[02:57:31] <PetefromTn_> bobo honestly I touch off tools to the tool tip so not really sure.. perhaps if it had an auto tool setter it might have been different
[02:58:17] <furrywolf> I want an auto tool setter for my new machine... probably do something stupidly trivial like just mount a microswitch facing upwards.
[02:58:47] <furrywolf> mostly so I can change from a roughing to a detail tool without touching off
[03:01:39] <zeeshan> https://www.youtube.com/watch?v=u93js50-J_0
[03:01:44] <zeeshan> i apologize if i swore in this videos
[03:01:59] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[03:02:11] <zeeshan> *these
[03:02:31] <zeeshan> https://www.youtube.com/watch?v=Ml1PMQTIiLQ
[03:02:32] <furrywolf> what the fuck you apologizing for? :P
[03:03:34] * furrywolf thinks that, other than leeloo, everyone here is old enough to see bad words
[03:03:51] <LeelooMinai> zeeshan: Seems like you may have sume runoff with this setup:)
[03:04:00] <LeelooMinai> some*
[03:04:05] <zeeshan> wut
[03:04:22] <zeeshan> LeelooMinai: i am dissapointed in you
[03:04:28] <zeeshan> you're on irc when you should be working on your machine!
[03:04:36] <PetefromTn_> looks like the pullstud is secured at least in there.
[03:04:43] <zeeshan> PetefromTn_: is that normal man
[03:04:47] <zeeshan> when i yank on it by hand i cant move it
[03:04:48] <PetefromTn_> what?
[03:04:48] <zeeshan> but when i pry
[03:04:51] <zeeshan> it moves
[03:05:04] <PetefromTn_> dunno never pried on my toolholder against the spindle face before
[03:05:06] <zeeshan> haha
[03:05:09] <LeelooMinai> Right, well, I need to wait for money to move on
[03:05:14] <zeeshan> do you like my foil technique
[03:05:28] <PetefromTn_> you're one crazy dude
[03:05:42] <zeeshan> this is the problem man
[03:05:49] <zeeshan> working on cars, then working on cnc machines
[03:05:51] <zeeshan> not a good idea!
[03:06:52] <PetefromTn_> it seems like when you DID pry on it you were pulling against the bellevilles and the cutter holder was in position at least it LOOKS in position like mine does when it is loaded.
[03:07:24] <PetefromTn_> when you insert the tool and release the drawbar tension do you feel it pull the holder up and lock down in position?'
[03:07:45] <zeeshan> yes
[03:07:53] <zeeshan> im gonna make a video of it
[03:08:06] <zeeshan> because i have never paid attention to this stuff
[03:08:10] <zeeshan> for a very long ass time
[03:08:26] <zeeshan> you use your machine all the time, you can tell :)
[03:08:45] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[03:08:48] -!- nofxx [nofxx!~nofxx@177.106.56.97] has joined #linuxcnc
[03:08:56] -!- nofxx has quit [Changing host]
[03:08:56] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[03:09:22] <PetefromTn_> I dunno man you run cat40 machines at school right I would think you would be able to tell as well as anyone if it is seated correctly...
[03:10:18] <PetefromTn_> http://tricities.craigslist.org/tls/4855239657.html this looks interesting...
[03:10:53] <Connor> PetefromTn_: Look at the third picture....
[03:11:11] <PetefromTn_> yeah
[03:11:26] <LeelooMinai> It's a wooden lathe:)
[03:11:32] <PetefromTn_> yeah I know
[03:11:52] <PetefromTn_> was thinking for the price the parts would be worth just buying it to take it all apart LOL
[03:12:10] <furrywolf> purchasing a non-garbage camera would pay for itself on the first thing he posts on craigslist.
[03:12:29] <LeelooMinai> Maybe the red is to hide it's from wood...
[03:13:36] <PetefromTn_> looks like it has linear guideways and ballscrews/steppers/ controller, etc. etc. It may be a piece of shit but if it works at all it might be worth $200.00 or so
[03:15:43] <furrywolf> gah! evil and scary! on the truck I'm working on, the battery master switch disconnects the GROUND. it's a 24v system with 12v loads tapped off the first battery. If you turn off the battery master switch while any of the 24v loads are on, ground will float up to 24v, and the 12v system will instead be a -12v system.
[03:17:03] <zeeshan> PetefromTn_:
[03:17:06] <zeeshan> its not automatic tool change
[03:17:09] <zeeshan> its all drawbar based
[03:17:16] <zeeshan> and in that you just yank that shit down! :P
[03:17:33] <zeeshan> and ive never had the keys out before
[03:17:48] <PetefromTn_> heh
[03:17:58] <zeeshan> the only place i used cat40 was at work
[03:18:07] <zeeshan> like 5 years ago
[03:18:14] <zeeshan> in that it was ATC
[03:18:17] <zeeshan> so never got a hand feel for it
[03:18:55] <PetefromTn_> you never loaded tools or changed cutters?
[03:19:32] <zeeshan> manually -- only w/ drawbar
[03:19:33] <zeeshan> not power drawbar
[03:20:01] <PetefromTn_> ok
[03:20:32] <zeeshan> when i look at this
[03:20:34] <zeeshan> vid
[03:20:37] <PetefromTn_> really bites ass you can't determine what the right holder is
[03:20:48] <zeeshan> it looks exactly how it looked like when the atc loaded up the tool
[03:20:51] <zeeshan> it clicks up
[03:21:05] <zeeshan> https://www.youtube.com/watch?v=6YalZU0TUpE
[03:21:09] <zeeshan> sorry its a bit blurry
[03:21:17] <zeeshan> i had the phone between my chin and cchest
[03:21:17] <zeeshan> haha
[03:21:43] <PetefromTn_> LOL I have done that before
[03:22:09] <PetefromTn_> honestly man it looks right to me...but I don't like how you were able to pry it down were you cranking on it a lot or was it easy..
[03:22:23] <zeeshan> about 40 lb of force
[03:22:33] <zeeshan> but with a 14" prybar
[03:22:43] <zeeshan> PetefromTn_: when i pried
[03:22:48] <zeeshan> it felt springy
[03:22:57] <zeeshan> so i really think i was stretching the spring washers
[03:23:07] <PetefromTn_> yeah you were pulling down the bellevilles
[03:23:07] <zeeshan> like asap my force amount decreased
[03:23:09] <zeeshan> it sprung back
[03:24:08] <PetefromTn_> so now once it is in there and locked down it does not have any side to side play and it feels like it is fully seated you are saying.. you might have it good then. It certainly looks right in that video you just posted.
[03:24:53] <zeeshan> yes no side to side play
[03:25:02] <zeeshan> but i can still spin it by hand
[03:25:05] <zeeshan> which doesnt feel right
[03:25:06] <PetefromTn_> if you feel confident that it is locked down and will not pull out maybe make some real light side cuts on a piece of aluminum or something to test how it sounds if you do not intend to buy the correct tool to test with or cannot determine what the correct tool is to biu one
[03:25:11] <zeeshan> and the blueing shows its not seated
[03:25:26] <PetefromTn_> Oh shit so you can actually turn it?
[03:25:27] <zeeshan> honestly i'd love to buy the real one
[03:25:36] <zeeshan> but i dont have the money to buy 5 diff kinds
[03:25:39] <zeeshan> that are potentials
[03:26:00] <PetefromTn_> if it was seated you sure as hell could not turn it...
[03:26:04] <zeeshan> yea if i give it like 15 ft-lb of torque
[03:26:06] <zeeshan> i can spin it
[03:26:23] <PetefromTn_> be careful you can score your spindle bore that way
[03:26:33] <PetefromTn_> gall it
[03:26:48] <zeeshan> eek
[03:26:52] <zeeshan> okay ill stop spinning it :P
[03:27:26] <PetefromTn_> yeah if the tool is seated I seriously doubt you could turn the spindle by hand even without the drive dogs engaged..
[03:27:35] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[03:27:41] <zeeshan> yea its a taper
[03:27:43] <zeeshan> it should lock!
[03:27:52] <PetefromTn_> definitelu
[03:27:55] <PetefromTn_> y
[03:28:52] <PetefromTn_> my pal art and I have been brainstorming on a way to make a pneumatic tubular drawbar style 5c collet closer for the CNC lathe
[03:29:15] <zeeshan> at least you'll know what tool holder to run in it!!! :P
[03:29:22] <PetefromTn_> hehe
[03:29:34] <PetefromTn_> got several ideas about how to do it
[03:29:52] <PetefromTn_> really want to be able to set collet pressure with a pneumatic regulator for consistency
[03:32:23] -!- swingley has quit [Ping timeout: 245 seconds]
[03:32:55] <bobo_> pete someone just posted a pneumatic draw bar (mill) ,but not much diifference-----
[03:33:26] <zeeshan> https://www.flickr.com/photos/128539016@N05/16392738625/
[03:33:40] <zeeshan> i think i understand what you were saying bobo.
[03:33:46] <zeeshan> the hooks come up
[03:33:52] <zeeshan> and push it against the adjustment washer
[03:33:54] <PetefromTn_> its funny you mention that honestly the lathe drawbar operation is quite similar to how a lot of benchtop CNC mills drawbars work
[03:33:59] <bobo_> yes
[03:34:00] <zeeshan> when you release, the push against the other notch
[03:34:03] <zeeshan> to release the tool
[03:34:30] <zeeshan> so if i add a washer.
[03:34:42] <zeeshan> between the adjustment washer and top of pull stud
[03:34:48] <zeeshan> shouldnt it clamp more? :P
[03:34:50] <zeeshan> er.
[03:35:00] <zeeshan> no, it should be less distance
[03:35:12] <zeeshan> wait this doesnt make sense anymore to me :(
[03:35:15] * zeeshan is thinking out loud
[03:35:27] <PetefromTn_> have you tried to adjust the clamp setup while recording the original position?
[03:36:10] <zeeshan> no
[03:36:12] <zeeshan> it needs a special tool
[03:36:30] <zeeshan> basically a hollow pipe with two notches at the end
[03:36:40] <zeeshan> and you stick a 4mm allen key through the center
[03:37:15] <zeeshan> i know this much that i tried to even add 6 thou of shim between the top of the retention knob and the adjustment screw to simulate a longer length
[03:37:18] <zeeshan> and it made things worse
[03:39:30] -!- koo5 has quit [Ping timeout: 272 seconds]
[03:39:57] <bobo_> would make me feel safer if the belleville washers were checked -----cracked --etc
[03:40:08] <zeeshan> where the hell are these thigs
[03:42:28] <bobo_> you know ---under the witch hat ---hyd stuff . not a quick thing to do------also need the tool
[03:42:52] <zeeshan> i dont see it through the inspection slot :P
[03:44:42] <zeeshan> bobo_: that witch hat is not easy to remove easier
[03:44:47] <zeeshan> easier = either
[03:44:52] <zeeshan> cause the hydraulic line is there
[03:45:29] <bobo_> you are correct
[03:45:36] -!- jbr has quit [Quit: ChatZilla 0.9.91.1 [Firefox 35.0.1/20150122214805]]
[03:45:47] <zeeshan> it really sucks that i have no manual :(
[03:46:53] <bobo_> be glad I am not your neighbooooooor
[03:46:56] <zeeshan> haha
[03:47:08] <zeeshan> im thinking also to definitely check the belleville washers
[03:47:18] <zeeshan> cause it makes no sense that i could move the tool holder like that
[03:47:20] <zeeshan> with just a prybar
[03:48:56] <PetefromTn_> I dunno I seem to recall reading that the cat40 belleville pressure is usually around 8-900 lbs
[03:48:56] <bobo_> if you are going in their --consider hyd stuff too -"O" rings -etc
[03:49:32] <PetefromTn_> but I could be mistaken
[03:50:38] -!- syyl_ [syyl_!~sg@p579B11D1.dip0.t-ipconnect.de] has joined #linuxcnc
[03:51:36] -!- ktchk [ktchk!~eddie6929@n219079180249.netvigator.com] has joined #linuxcnc
[03:52:02] <zeeshan> PetefromTn_: but 14" prybar, 40lb force, 0.75 from fulcrum point
[03:52:06] <zeeshan> works out to 746lb
[03:52:19] <zeeshan> which is close to the number you're telling me
[03:52:34] -!- ktchk has quit [Read error: Connection timed out]
[03:53:05] <zeeshan> The pull force of a FP3NC draw bar is Minimum 3,485lbs (15Knm) to a maximum 4,270 LBS (19Knm). Ideal is 3,820LBS (17Knm)
[03:53:14] <PetefromTn_> http://www.practicalmachinist.com/vb/cnc-machining/drawbar-force-what-minimum-what-signs-problem-198497/
[03:53:18] -!- ktchk [ktchk!~eddie6929@n219079180249.netvigator.com] has joined #linuxcnc
[03:53:40] <zeeshan> okay yea
[03:53:41] <zeeshan> something is up
[03:53:42] <zeeshan> lol
[03:53:59] <bobo_> what about the horizantle spindle ------does it give same results on tool holder?
[03:54:08] -!- ktchk [ktchk!~eddie6929@n219079180249.netvigator.com] has parted #linuxcnc
[03:54:10] <zeeshan> bobo_: i aint takin the head off!
[03:54:25] <zeeshan> hehe
[03:54:30] <bobo_> O Wah
[03:55:41] -!- FinboySlick has quit [Quit: Leaving.]
[03:56:02] <zeeshan> my math could be off too :P
[03:58:30] -!- swingley has quit [Ping timeout: 265 seconds]
[04:01:35] <bobo_> zeeshan got the lub line fiixed ? wondering where you sourced the fittings
[04:03:34] -!- AR__ has quit [Ping timeout: 255 seconds]
[04:05:03] -!- tannerlinsley has quit [Quit: tannerlinsley]
[04:05:28] -!- syyl_ has quit [Ping timeout: 272 seconds]
[04:14:33] <PetefromTn_> https://www.youtube.com/watch?v=46uRMpwj3d4 interesting
[04:15:23] -!- zeeshan-mill has quit [Ping timeout: 240 seconds]
[04:17:08] <XXCoder1> still planning to amke your own?
[04:17:35] <PetefromTn_> me?
[04:19:40] <XXCoder1> yeah
[04:19:43] <XXCoder1> collets?
[04:20:15] <PetefromTn_> I have collets and they are too cheap to try to make yourself
[04:20:24] <XXCoder1> oh
[04:20:33] <XXCoder1> isnt oit hundred bucks or more each?
[04:20:46] <PetefromTn_> are you talking about the collet closer I want to build
[04:20:55] <XXCoder1> closer?
[04:21:49] <PetefromTn_> http://www.royalprod.com/product.cfm?catID=3&id=20 this is what I want but I don't want to pay 2-3k for it..
[04:22:18] <XXCoder1> it holds on collets?
[04:23:00] <PetefromTn_> https://www.youtube.com/watch?v=KPbOEetDHdM this video shows a pneumatic collet drawbar in operation on a CNC converted manual 12x36 lathe
[04:24:21] <toastydeath> i love power drawbars on lathes SO much
[04:24:22] <toastydeath> so much
[04:25:41] <PetefromTn_> you can see and hear it operate at about 7:15 in that video
[04:25:50] <PetefromTn_> yeah they are sweet toasty
[04:25:51] <XXCoder1> well ill see it in least lol
[04:26:08] <PetefromTn_> I intend to have one on my CNC lathe once it is completed
[04:26:19] <toastydeath> the only thing sweeter is a swiss headstock
[04:26:32] <PetefromTn_> honestly that lathe is kinda what I want for the whole machine really only better and larger and faster
[04:30:09] <XXCoder1> cool
[04:30:15] <XXCoder1> what I want is nice and BIG cnc router
[04:30:27] <XXCoder1> but I dont even have small one I planned bahh
[04:36:48] <PetefromTn_> https://www.youtube.com/watch?v=viHqnC9pUpE I am not above fabbing up something like this using an off the shelf manual collet closer too
[04:36:49] -!- tannerlinsley has quit [Client Quit]
[04:36:57] <malcom2073> XXCoder1: I'm desiging a 4x10 router :-D
[04:37:05] <XXCoder1> nice
[04:37:14] <XXCoder1> I alqwaya wanted full 4x8 sheet cutter
[04:37:29] <malcom2073> Me too, soo many potential projects that can open up
[04:37:30] <XXCoder1> one Im well techinically making is 1'x1'x3" lol
[04:41:53] -!- TTN has quit [Ping timeout: 240 seconds]
[04:43:10] <XXCoder1> Im having hard time movating myself to start
[04:45:36] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[04:46:37] -!- nickoe has quit [Quit: No Ping reply in 180 seconds.]
[04:47:55] -!- nickoe [nickoe!~quassel@5b96e5fc.cust.ip.gvdnet.dk] has joined #linuxcnc
[04:54:37] -!- ariscop has quit [Quit: Leaving]
[04:57:06] <zeeshan> fak power drawbars
[04:57:07] <zeeshan> :!(
[04:57:34] <Jymmm> XXCoder1: try a bottle of tequlila
[04:57:53] <PetefromTn_> what happened now?
[04:57:54] <XXCoder1> as soon as I stop refusing to drink achcol.
[04:58:03] <zeeshan> PetefromTn_: nothing
[04:58:20] <zeeshan> i think springs washers are broken
[04:58:29] <zeeshan> theres no way i should be able to move the tool out like that
[04:58:42] <zeeshan> im no where near 4000lb
[04:58:42] <XXCoder1> PetefromTn_: exactly what hapopened, nothing. he threw out broken power drawbars ;)
[04:58:46] <PetefromTn_> well that sucks but it is a relatively inexpensive fix if you can get to them
[04:58:50] -!- swingley has quit [Ping timeout: 264 seconds]
[04:58:53] <zeeshan> PetefromTn_: thats the prob man
[04:58:57] <zeeshan> i dont have a bloody manual
[04:59:16] <zeeshan> i dont know specs like washer to spindle face distance
[04:59:27] <zeeshan> and i like to follow the steps of disassembly
[04:59:36] <zeeshan> rather than trying to use caution and not have stuff explode in my face
[05:00:37] <PetefromTn_> I hear ya man
[05:00:46] <zeeshan> so bummed out :/
[05:01:01] <XXCoder1> has no model #?
[05:01:06] <zeeshan> XXCoder1: i know model
[05:01:10] <zeeshan> just no manuakls
[05:01:16] <PetefromTn_> thats kinda how I feel about this spindle orient right now. Don't understand it and kind of afraid to screw it up.
[05:01:17] <XXCoder1> oh sucks
[05:01:34] <zeeshan> hehe
[05:02:17] <zeeshan> note to all! dont buy a machine without a manual! :P
[05:02:43] <PetefromTn_> there's gotta be a manual online for it somewhere
[05:02:57] <zeeshan> i emailed a machinery seller who was selling a whole machine
[05:03:05] <zeeshan> and i asked them if i could buy the manual for 200
[05:03:08] <zeeshan> no reply :P
[05:03:12] <zeeshan> this was a couple months ago
[05:03:13] -!- furrywolf has quit [Ping timeout: 245 seconds]
[05:03:15] <zeeshan> when i first got the machine
[05:03:27] <PetefromTn_> what model machine is it again
[05:03:35] <zeeshan> mikron wf21c
[05:04:41] <Jymmm> ZeeTron 2000
[05:04:52] -!- ariscop has quit [Ping timeout: 245 seconds]
[05:06:34] <zeeshan> i think i need one of our german friends here
[05:06:39] <zeeshan> to try to search using german terms
[05:06:43] <zeeshan> might be why its not showing up
[05:07:43] <zeeshan> http://www.ebay.de/itm/Maschinenhandbuch-Betriebsanleitung-fur-CNC-Frasmaschine-Mikron-WF-71-D-/151565657333?pt=Industriemaschinen&hash=item234a0464f5
[05:07:44] <zeeshan> so close!
[05:10:34] <XXCoder1> is it close enough?
[05:10:37] <XXCoder1> same features etc?
[05:11:39] <zeeshan> FOUND IT
[05:11:41] <zeeshan> http://www.ebay.de/itm/Mikron-WF-31D-Operators-Manual-WF-31-D-WF31D-mechanical-part-/360428678760?pt=Industriemaschinen&hash=item53eb392e68
[05:11:48] <zeeshan> its D
[05:11:51] <zeeshan> very close to C.
[05:11:54] <zeeshan> i think D had a full enclosure
[05:13:49] <XXCoder1> well might be useful enough
[05:13:55] <XXCoder1> maybe do research on differences
[05:14:02] <XXCoder1> see if feature you need to fix is same
[05:14:13] <PetefromTn_> I thought you said it was a 21c..
[05:15:09] <zeeshan> fak
[05:15:10] <zeeshan> it is 21
[05:15:13] <zeeshan> i didnt catch that
[05:17:20] <zeeshan> https://www.youtube.com/watch?v=QiS9TeFG350
[05:17:23] <zeeshan> looks exactly like my machine
[05:19:25] <PetefromTn_> https://www.youtube.com/watch?v=Bwdq4hIwNBw ??
[05:20:09] <zeeshan> ,looks different
[05:20:12] <XXCoder1> dont look same?
[05:21:25] -!- Demiurge has quit [Ping timeout: 255 seconds]
[05:23:47] <PetefromTn_> ya know what you might be able to do..
[05:24:00] <PetefromTn_> check online forums for people who have the same machine
[05:24:05] <PetefromTn_> and then try to contact them
[05:24:13] <PetefromTn_> see if they have a manual
[05:24:15] <zeeshan> i tried hahaha
[05:24:18] <XXCoder1> yeah maybe one could scan wm doe you
[05:24:19] <zeeshan> on practical machinist
[05:24:23] <XXCoder1> *em for
[05:24:27] <PetefromTn_> and ask them if they would not mind copying it for your
[05:26:57] <PetefromTn_> jeez man that really is an oddball scarce machine online it seems hard to find anything on it.
[05:27:11] <XXCoder1> pete yeah rare stuff is annoying
[05:27:19] <XXCoder1> my ford contour is rare of rare type
[05:27:27] <XXCoder1> its v6 when 96% is v4
[05:27:49] <XXCoder1> and its automatic v6 when virtually ALL v6 is manual
[05:28:09] <XXCoder1> what it means is when I try to find info its usually hard lol
[05:44:49] <zeeshan> i didnt find a manual
[05:44:51] <zeeshan> but i did find this
[05:44:51] <zeeshan> lol
[05:44:56] <zeeshan> http://www.lathes.co.uk/mikronmillers/img34.jpg
[05:45:01] <zeeshan> http://www.lathes.co.uk/mikronmillers/img36.jpg
[05:45:28] <XXCoder1> fncy
[05:45:30] <XXCoder1> fancy
[05:48:39] <PetefromTn_> https://www.youtube.com/watch?v=rnYLY9hn9lA pretty cool idea
[05:49:34] -!- ariscop has quit [Client Quit]
[05:51:29] <zeeshan> http://img.photobucket.com/albums/v381/MartinPeitz/DeckelFP3NC2057.jpg
[05:51:31] <zeeshan> intersting
[05:51:36] <zeeshan> this machine doesnt have the witch hat
[05:51:36] <zeeshan> :D
[05:51:55] <zeeshan> are the belleville washers supposed to be inside that black assembly?
[05:52:28] <zeeshan> PetefromTn_: how dare you post a mach 3 video!
[05:52:28] <zeeshan> :P
[05:53:07] <zeeshan> that is a smart design
[05:56:03] <PetefromTn_> yeah sorry heh
[05:56:13] <PetefromTn_> but I just liked the tool turret design
[06:00:00] -!- swingley has quit [Ping timeout: 276 seconds]
[06:04:27] -!- ve7it has quit [Remote host closed the connection]
[06:05:51] -!- jack16 has quit [Read error: Connection reset by peer]
[06:06:04] -!- jack16 [jack16!~shadowjac@37-144-156-120.broadband.corbina.ru] has joined #linuxcnc
[06:07:42] <zeeshan> http://www.resale.de/images/12090035_f_DSC06728.jpg
[06:07:47] <zeeshan> finally found a pic of the cnc
[06:07:49] <zeeshan> w/ the tools.
[06:07:55] <zeeshan> i have the correct retention knob
[06:10:12] <PetefromTn_> whats strange is they apparently make a bunch of different flavors of that same basic machine larger and smaller with different options but that one is hard to find any information on... perhaps if you were in eu you might have better luck
[06:10:26] <zeeshan> i really think its a translation issue
[06:10:35] <zeeshan> i couldnt find anything aboutr the servos either
[06:10:42] <zeeshan> when i searched some german keywords
[06:10:45] <zeeshan> i found it after a couple hours
[06:11:00] <PetefromTn_> my lathe is similar
[06:11:05] <PetefromTn_> it is made in Canada
[06:11:28] <PetefromTn_> and the electronics were a combination of anilam and HHroberts/Standard Moderns own flavor
[06:11:50] <PetefromTn_> at least parker servomotor has information on the motors
[06:12:13] <PetefromTn_> but they basically told me they would not even be able to make another spindle motor for it even if I could afford it anymore
[06:12:14] <zeeshan> did you contact standard modern?
[06:12:16] <zeeshan> or they dont exist anymore
[06:12:26] <PetefromTn_> yeah they exist and they tried to help
[06:12:35] <PetefromTn_> but they only had basic information
[06:13:12] <PetefromTn_> the good news is I had planned to basically replace everything anyways
[06:13:17] <PetefromTn_> so it is not a big deal
[06:13:34] <PetefromTn_> but if I had wanted to keep the original parts if they were still there it might have been a bitch
[06:13:46] <PetefromTn_> I still do not know what the hell kind of toolpost it had on it
[06:14:02] <PetefromTn_> its a really big block base with an air line going into it
[06:15:51] <PetefromTn_> it has a really large stud that is like permanently in the block that kinda looks like the big bolt that goes down thru one of the aloris style quick change tool posts
[06:16:03] <PetefromTn_> but it seems way too big for that.
[06:16:05] <zeeshan> you dont wanna reuse the servos?
[06:16:10] <PetefromTn_> no
[06:16:15] <zeeshan> why
[06:16:17] <PetefromTn_> I am selling the X one
[06:16:36] <PetefromTn_> because they are apparenlty resolver based and I don't want to try to mess with that
[06:16:47] <zeeshan> pcw has a card for that
[06:16:48] <zeeshan> :P
[06:16:58] <PetefromTn_> I am going to get new servos and drives that match and come with cabling and whatnot all matched together
[06:17:57] <PetefromTn_> I honestly believe that it saved me a TON of trouble on the Cincinatti and everything is brand new so no worries about it. plus it is cheaper to replace if it should eventually fail.
[06:18:11] <zeeshan> thats true
[06:18:18] <zeeshan> i went with amc drives for that reason
[06:18:22] <zeeshan> will work w/ any type of servo
[06:18:30] <PetefromTn_> thats good
[06:18:31] <zeeshan> too bad my Z one isn't as powerful
[06:18:33] <zeeshan> as i thought it would be
[06:18:34] <zeeshan> :(
[06:18:59] <zeeshan> man im so bummed out
[06:18:59] <zeeshan> lol
[06:19:04] <zeeshan> i really wanted to make some chips today
[06:19:44] <PetefromTn_> I know how you feel
[06:19:58] <PetefromTn_> I don't even have a lathe here anymore to use and it is killing me
[06:20:00] <zeeshan> well look on the bright side
[06:20:06] <zeeshan> at least i didnt go mil lsomething
[06:20:07] <PetefromTn_> I cannot wait to get this thing working
[06:20:14] <zeeshan> and have a tool holder blow up in my face
[06:20:19] <zeeshan> which took out my spindle with it
[06:20:19] <zeeshan> haha
[06:20:29] <zeeshan> how long do you think your retrofit will take
[06:20:37] <PetefromTn_> exactly that would suck bad
[06:20:45] <PetefromTn_> Oh I dunno man
[06:20:54] <PetefromTn_> once I get all the parts here maybe a month or two
[06:21:02] <PetefromTn_> depending on how busy I am with other work
[06:22:56] <zeeshan> shit takes a while man :P
[06:23:12] <zeeshan> enough retrofits for me
[06:23:21] <zeeshan> (after one lol)
[06:23:34] <PetefromTn_> it sure does
[06:23:47] <PetefromTn_> I am hoping the lathe will go quicker because it is simpler
[06:23:48] <zeeshan> i think since i have a somewhat working controller
[06:23:52] <PetefromTn_> and easier to get to the parts
[06:23:54] <zeeshan> i could do more machines easier
[06:24:32] <zeeshan> i remember you saying
[06:24:34] <zeeshan> that you need ball screws
[06:24:46] <PetefromTn_> just the Z
[06:24:48] <zeeshan> does that mean you also need the ball nuts?
[06:24:50] <zeeshan> ah
[06:24:58] <PetefromTn_> already bought the angular contacts
[06:24:59] <zeeshan> youre so lucky!
[06:25:01] <zeeshan> X is done!!
[06:25:01] <zeeshan> :D
[06:25:21] <zeeshan> i would love to see how they did it
[06:25:23] <PetefromTn_> and I need to get a little sketch drawn up for the Z so I can get it ordered with machined ends
[06:25:37] <PetefromTn_> what do you mean
[06:27:37] <zeeshan> how they managed
[06:28:01] <zeeshan> to put the ball nut within the cross slide
[06:28:06] <PetefromTn_> you understand this machine was born a CNC lathe right..
[06:28:12] <zeeshan> yea
[06:28:15] <zeeshan> thats why i wanna know how they did it
[06:28:28] <zeeshan> your lathe is very similar
[06:28:33] <zeeshan> to a manual standard modern lathe
[06:29:12] <PetefromTn_> well the screw is under the cross slide slab and goes out the back side of the machine. The motor is facing the rear of the machine underneath the cross slide casting
[06:29:55] -!- mttr has quit [Ping timeout: 252 seconds]
[06:29:55] <PetefromTn_> it is actually quite similar to the 12x36 I had in the basic setup just much larger and heavier
[06:30:00] <zeeshan> http://www.machineco.com/Lathe_14inX40in_Standard_Modern.jpg
[06:30:06] <zeeshan> this it?
[06:31:07] <zeeshan> http://www.moderntool.com/products/images/5892/C0636A.jpg/
[06:31:09] <zeeshan> looks very similar to that
[06:31:13] <zeeshan> the manual wversion
[06:31:25] <PetefromTn_> http://www.hhrobertsmachinery.com/used-cnc-lathes/Used_Standard_Modern_cnc_lathe.jpg
[06:32:03] <PetefromTn_> that is pretty much what the machine looks like or will look like I am missing some of the rear sheet metal tho
[06:32:38] <toastydeath> most more recent lathes have the sheet metal
[06:34:53] <PetefromTn_> https://www.youtube.com/watch?v=1d_kDV2oGKg this is the next size up machine to mine but it is the same sheetmetal etc..
[06:35:19] <PetefromTn_> mine came with the fullish enclosure but the backsplash piece is missing when I got it.
[06:35:32] <zeeshan> how much did you pay for this!
[06:35:38] <zeeshan> i like it
[06:35:47] <PetefromTn_> not much heh
[06:37:01] <PetefromTn_> yeah I really like it too... kind of an overgrown 12x36 but with built in chip and coolant troughs and bigger motors etc.
[06:37:43] <PetefromTn_> LOL I'm wrong
[06:38:10] <PetefromTn_> actually that video I just posted is the EXACT same machine I have 14x40CNC HH roberts/Standard MOdern
[06:42:49] <PetefromTn_> I can't wait to see mine running like that.
[06:43:45] <PetefromTn_> I think once I get it working and get the collet closer setup in there it will be a good all around CNC lathe that can be run like the manual lathe I had as well as some decent production work once I get a tool turret mounted and working down the road
[06:52:48] -!- Jaevn [Jaevn!7cc38696@gateway/web/freenode/ip.124.195.134.150] has joined #linuxcnc
[06:56:47] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[06:56:50] <bobo_> the amount of Time you two guy's have taken to convert those mills is less than a medium size Co. would have pissed away just to buy one.
[06:59:12] <zeeshan> bobo_:
[06:59:13] <zeeshan> HUSH!
[06:59:13] <zeeshan> :D
[06:59:35] <zeeshan> https://www.flickr.com/photos/128539016@N05/16367629596/
[06:59:36] <zeeshan> witch hat off
[06:59:40] <zeeshan> i dont see no belleville washers!
[07:00:04] <PetefromTn_> https://www.youtube.com/watch?v=uMiNn4ph9Js in most respects my machine will be sorta like this HAAS Tl1 I think
[07:00:12] <zeeshan> i wonder if this OTT
[07:00:15] <zeeshan> in the part number of the cylinder
[07:00:17] <zeeshan> means OTT GROOVE!! :DD
[07:02:01] <bobo_> could be ott hyd company
[07:03:05] <zeeshan> http://www.ame.com/products/ott-spindle-interface/ott-jakob-power-drawbars/
[07:03:34] <zeeshan> yep
[07:03:34] <zeeshan> thats it
[07:03:55] <bobo_> is the hat made from a almost foam like plastic ?
[07:04:34] <zeeshan> no
[07:04:45] <zeeshan> die cast aluminum it looks like
[07:04:51] <bobo_> fragile foam lik
[07:05:46] <bobo_> die cast is better than Maho fragile foam
[07:06:56] <zeeshan> i really dont see how this thing comes apart
[07:07:10] <zeeshan> it almost seems like ill need to remove the fingers first
[07:07:15] <zeeshan> and remove the whole drawbar
[07:07:29] <bobo_> yes
[07:07:36] <zeeshan> just to inspect?
[07:07:40] <zeeshan> theres gotta be a better way :(
[07:08:03] <bobo_> plasma cutter
[07:08:57] <bobo_> the big hammer for adjusting bobo
[07:09:25] <zeeshan> http://www.ott-jakob.de/images/katalog_spannzangen_e.pdf
[07:09:30] <zeeshan> has info on drawbar
[07:09:39] <zeeshan> lol
[07:09:54] <Jymmm> zeeshan: pivs?
[07:10:00] <Jymmm> pics
[07:10:00] <zeeshan> pivs?
[07:10:02] <zeeshan> of what
[07:10:13] <Jymmm> whatever you are having issues with
[07:10:19] <zeeshan> https://www.flickr.com/photos/128539016@N05/16367629596/
[07:10:20] <zeeshan> this
[07:10:24] <zeeshan> i want to inspect spring pack
[07:11:54] <Jymmm> I see flats
[07:12:48] <zeeshan> okay
[07:12:50] <zeeshan> i found some specs
[07:12:54] <zeeshan> 3372 lb!!
[07:12:57] <zeeshan> is the drawbar force.
[07:13:42] <zeeshan> you know one thing i did not try is
[07:13:55] <Jymmm> power switch?
[07:13:56] <zeeshan> check whether there was fluid pressure
[07:14:01] <zeeshan> holding the damn drawbar OPEN
[07:14:03] <zeeshan> !!!
[07:16:48] -!- anarchos2 has quit [Read error: Connection reset by peer]
[07:17:19] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[07:17:29] <PetefromTn_> https://www.youtube.com/watch?v=2o08V-7iKJc neato
[07:23:19] <bobo_> zeeshan that Ptt PDF -----page #19 ----looks like need to remove stuff from both ends of spindle
[07:23:37] <bobo_> Ptt=Ott
[07:23:51] <zeeshan> pete
[07:23:54] <zeeshan> i dig that turret!
[07:24:32] <PetefromTn_> yeah that er20 collet setup is kinda cool huh
[07:24:38] <zeeshan> yea!
[07:24:44] <zeeshan> bobo_: thats hsk
[07:25:59] <zeeshan> DIN 69871 / 69872 // ISO 7388 / 1 / 2 type A 95.100.120.3.2 DIN 2080 OTT-Rille ANSI B 5.50 � 1978 // ISO 7388 / 1 / 2 type B MAS 403-1982 BT/PT 30� / 45�
[07:26:01] <zeeshan> hmm
[07:26:05] <zeeshan> they list ALL these tool standards
[07:26:09] <zeeshan> will work!
[07:26:12] <zeeshan> interesting!
[07:26:17] <bobo_> hsk bought ott -----but anyway page 19
[07:28:48] <bobo_> and if hsk/ott fingers are being used , the appear to be of a "L" shape finger
[07:29:49] -!- asdfasd [asdfasd!~332332@94.10.237.158] has joined #linuxcnc
[07:31:23] <bobo_> also means ,if hsk/ott , then replacement fingers may be available
[07:35:25] <zeeshan> i was doing the measurement wrong.
[07:35:35] <zeeshan> it shoulda been measured in the unclamped position.
[07:37:44] <bobo_> zeeshan I think you need hyd pressure to remove the fingers adj nut/screw
[07:38:27] <bobo_> but not the witch hat
[07:38:47] <zeeshan> yea
[07:38:51] <zeeshan> dude i think i know whats wrong
[07:38:53] <zeeshan> im estimating here
[07:39:08] <zeeshan> the stroke is 5.5 mm = .2165 "
[07:39:16] <zeeshan> i measured at clamped position 3.799
[07:39:27] <zeeshan> that works out to 3.582"
[07:39:35] <zeeshan> the spec is 3.610 +/- .010
[07:40:00] <zeeshan> something is up :)
[07:41:35] <bobo_> missprint ? +_ .020
[07:41:59] <zeeshan> no
[07:42:20] <zeeshan> each thou makes a big diff
[07:42:22] <zeeshan> in the clamping load
[07:42:35] <zeeshan> im just trying to work out in my head , since i am lower
[07:42:47] <zeeshan> what would be the effects :P
[07:43:19] <zeeshan> shrug im too tired to think :)
[07:43:20] <zeeshan> gnite!
[07:43:33] <archivist> near enough
[07:46:53] -!- shadowjack_ [shadowjack_!~shadowjac@37-144-156-120.broadband.corbina.ru] has joined #linuxcnc
[07:46:53] -!- jack16 has quit [Read error: Connection reset by peer]
[07:49:51] -!- swingley has quit [Remote host closed the connection]
[07:51:53] <bobo_> archivist: any thoughts on how zeeshan could get a manual-parts list for his Mikron WF21c ?
[07:52:06] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[07:52:51] <archivist> either from mikron or someone who has the manual
[07:53:33] <archivist> exceedingly few technical docs collections around and some like to screw you
[07:55:01] <archivist> there have been almost no laws to force technical docs to be saved or sent to archives/libraries
[07:56:14] <bobo_> what are your thoughts on the French cloud web site of machinery manuals ?
[07:56:27] -!- dan2k3k4 has quit [Ping timeout: 252 seconds]
[07:56:39] <archivist> I dont know of it, where what?
[07:57:09] <archivist> I know the american site
[07:57:18] -!- micges has quit [Ping timeout: 246 seconds]
[07:58:05] <bobo_> I don't have the web address now. but will get it
[07:58:41] <archivist> like this over priced
http://www.umanuals.com/barber-colman-type-d-gear-hobber-parts-manual.html
[07:59:02] <bobo_> no free site
[07:59:06] <archivist> I know the costs, as I slowly go bust!
[07:59:10] -!- anarchos2 has quit [Read error: Connection reset by peer]
[07:59:43] <archivist> bobo_, I dont charge, I like donations though
[07:59:49] <bobo_> french site is ,or was, free
[08:00:17] <archivist> there is a serious cost to running the service though
[08:01:37] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:01:47] <Deejay> moin
[08:02:25] <archivist> bobo_, this guy sells photo copies
http://lathes.co.uk/
[08:03:28] <archivist> he is about 20 miles from me
[08:03:45] <bobo_> if you or the french site or I were on the same side of the pond ---I would be sending a yearly donation for both
[08:04:33] <bobo_> tell Tony I thank him for his work
[08:05:22] <archivist> not seen him for a while (about 6 years, ignored my last email too)
[08:06:48] <archivist> he used to drop into the clockworks attempting to buy anything we weren't using
[08:08:03] <bobo_> good old machines are becoming fewer and fewer
[08:09:14] <archivist> heh just got an email from france for some semiconductor application notes
[08:09:25] <archivist> what a coincidence
[08:09:46] <bobo_> and so are people who know what the old machines are or are for
[08:10:31] <archivist> old books are useful there too, the adverts show some machines
[08:10:51] <archivist> or they use a particular make for the examples
[08:11:46] -!- rob_h [rob_h!~robh@176.249.89.25] has joined #linuxcnc
[08:11:56] <bobo_> give me a minute ,be back
[08:13:51] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[08:14:15] -!- unfy has quit [Quit: Miranda IM! Smaller, Faster, Easier. http://miranda-im.org]
[08:18:03] <bobo_> archivist: usinages.com is the web site I found the referance to cloud baised site of mach. manuals
[08:21:09] -!- dan2k3k4k5 has quit [Quit: Leaving]
[08:23:33] -!- Mr_Sheesh has quit [Remote host closed the connection]
[08:24:47] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[08:27:39] <bobo_> zeeshan : www.usinages.com/mikron How is your French this morning ?
[08:28:47] <archivist> ew they use google for the site search
[08:29:04] -!- TTN has quit [Ping timeout: 255 seconds]
[08:29:20] Jaevn is now known as Mr_Ratha
[08:30:48] <archivist> the site search brings up 300 references but nothing sensible for mikron wf21c
[08:32:56] Mr_Ratha is now known as Shida
[08:37:31] <bobo_> saw something about a WF31D , but the site is French Lang
[08:39:38] -!- tronwizard has quit [Ping timeout: 264 seconds]
[08:40:03] -!- tronwizard [tronwizard!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[08:41:54] <Jymmm> http://www.ebay.de/itm/Mikron-WF-31D-Operators-Manual-WF-31-D-WF31D-mechanical-part-/360428678760
[08:41:57] <archivist> somewhat restricting
[08:42:08] <archivist> wrong model
[08:42:20] <Jymmm> ah
[08:42:49] <Jymmm> no clue, I'm jut here for the kool-aid
[08:43:04] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[08:50:06] Shida is now known as Jejaka
[08:51:53] -!- anarchos2 has quit [Quit: Ex-Chat]
[08:54:01] -!- TTN has quit [Ping timeout: 252 seconds]
[09:01:27] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[09:05:44] <bobo_> Jymmm think zeeshan saw the E-bay listing for a Wf-31-d manual ,his is Wf21c. I think they would be some what close ,baised on various web photos .
[09:05:44] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[09:08:51] -!- karavanjo has quit [Quit: karavanjo]
[09:18:20] -!- jack16 [jack16!~shadowjac@195.16.110.106] has joined #linuxcnc
[09:21:30] -!- shadowjack_ has quit [Ping timeout: 276 seconds]
[09:24:23] <bobo_> I am off to sleep----this irc is great-----it's the people here I am refering too.--gn8
[09:24:33] -!- bobo_ has quit [Quit: Page closed]
[09:25:51] -!- swingley has quit [Ping timeout: 246 seconds]
[09:30:47] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[09:40:42] -!- TTN has quit [Ping timeout: 265 seconds]
[09:44:35] -!- balestrino [balestrino!~SB@131.114.31.66] has joined #linuxcnc
[09:52:42] -!- jack16 has quit [Read error: Connection reset by peer]
[09:52:58] -!- jack16 [jack16!~shadowjac@37-144-156-120.broadband.corbina.ru] has joined #linuxcnc
[10:12:55] -!- Jejaka has quit [Ping timeout: 246 seconds]
[10:17:41] -!- md-2 has quit [Remote host closed the connection]
[10:26:47] -!- swingley has quit [Ping timeout: 252 seconds]
[10:33:24] -!- micges_ has quit [Quit: Ex-Chat]
[10:36:34] -!- erve has quit [Remote host closed the connection]
[10:41:02] -!- md-2 has quit [Quit: Leaving...]
[10:42:28] -!- md-2 has quit [Client Quit]
[11:06:20] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[11:18:52] -!- ashcan [ashcan!~robert@navsoft.plus.com] has joined #linuxcnc
[11:22:02] -!- sttts has quit [Quit: ZNC - http://znc.in]
[11:24:01] -!- sttts has quit [Remote host closed the connection]
[11:26:12] jack16 is now known as jack1y
[11:26:28] jack1y is now known as jack16
[11:26:33] -!- skorasaurus has quit [Ping timeout: 252 seconds]
[11:27:10] <jack16> what's safe working temp for chinese steppers?
[11:27:19] -!- swingley has quit [Ping timeout: 245 seconds]
[11:28:41] <archivist_herron> enough to make you wince
[11:29:25] <archivist_herron> bolt to frame so it becomes a heatsink
[11:30:05] <jack16> at 1.6 amps it's 62C. At rated 3amps I think it will be at 100
[11:30:31] <archivist_herron> is it bolted to something
[11:30:44] <jack16> no, on the table
[11:31:34] <archivist_herron> but is the table wood,steel or aluminium
[11:31:59] <jack16> actually it's paperback book
[11:32:33] <archivist_herron> an insulator
[11:32:33] <jack16> so 1 side is effectively insulated
[11:38:33] <archivist_herron> http://www.parkermotion.com/dmxreadyv2/faqsmanager/faqsmanager.asp?question=965
[11:56:43] <jack16> hm, my cheapo stepper drivers had thermal paste applied between chip and heatsink
[11:58:52] <jack16> so not all chinese drivers are equal
[12:03:26] <jack16> For 15$ per driver shipped I'm impressed
[12:04:13] <archivist_herron> the uncooled die very quickly
[12:05:27] <TekniQue> the latest stepper driver I bougth even had a fan on it, thermally activated
[12:10:51] md2 is now known as Guest61020
[12:11:27] <malcom2073> jack16: I got some of the $15 chinese steppers, they're amazingly not that bad
[12:11:33] <malcom2073> That being said, stick a fan on it :P
[12:11:44] <malcom2073> The 4 amp ones?
[12:13:24] <jack16> 5amp (rated), TX 6600 based. But I think chip manufacturer's rating is 4.5 amp for this chip
[12:13:46] -!- md-2 has quit [Ping timeout: 272 seconds]
[12:14:49] <jack16> It seems this board has bug as described at cnczone, but it seems like easy fix
[12:16:47] <malcom2073> yeah, what bug? link?
[12:27:12] <jack16> http://www.cnczone.com/forums/stepper-motors-drives/186930-tb6600-drive-ebay.html
[12:28:01] -!- swingley has quit [Ping timeout: 255 seconds]
[12:28:02] <jack16> there are multiple issues, main is wrong components in torque reduction curcuit
[12:28:33] <jack16> mine have approx 1/2 current vs set value
[12:29:13] <TekniQue> the 7.2 amp step driver I bought with the fan cooling had discrete mosfets
[12:29:19] <TekniQue> not an integrated power circuit
[12:30:11] <TekniQue> this unit
http://www.ebay.co.uk/itm/Cnc-Stepper-Motor-Driver-Controller-2-6-7-2A-Ac18-80V-Dc24-110V-For-Mill-Machine-/361177760990?pt=UK_BOI_Industrial_Automation_Control_ET&hash=item5417df44de
[12:33:01] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[12:33:12] <jack16> 80v sounds good
[12:34:09] <TekniQue> 110V
[12:37:51] -!- The_Ball has quit [Ping timeout: 264 seconds]
[12:40:11] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[12:40:48] <jack16> niiice
[12:42:44] <jack16> TekniQue, what motors do you use with this driver?
[12:44:18] -!- The_Ball has quit [Ping timeout: 246 seconds]
[12:44:59] <TekniQue> I have one motor, unsure what it's called, it's 3 inches in diameter and 4 inches long
[12:45:19] <TekniQue> it's in a chinese bottle labeller
[12:45:26] <TekniQue> existing driver was overheating and skipping steps
[12:45:35] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[12:46:02] <TekniQue> the bottles go on a conveyer into the machine and this motor feeds the labels off a big roll
[12:46:21] <TekniQue> controlled by a Mitsubishi MELSEC PLC
[12:51:37] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[12:52:15] -!- jack16 has quit [Ping timeout: 264 seconds]
[12:52:51] -!- jack16 [jack16!~shadowjac@93-80-97-120.broadband.corbina.ru] has joined #linuxcnc
[13:14:41] <MrSunshine> hmm only options for warped plywood in cnc is vacuum or screw it down everywhere ?
[13:14:43] <MrSunshine> :/
[13:18:35] <archivist> or follow the warped shape
[13:18:55] <MrSunshine> kinda hard =)
[13:19:06] <MrSunshine> i hate plywood
[13:19:08] <MrSunshine> its never straight
[13:19:20] <archivist> there is a probing thing someone did
[13:19:40] <archivist> was for pcb work
[13:20:06] <TekniQue> and height control seems ubiquituous in plasma cutters
[13:20:23] <TekniQue> to follow metal plates that aren't perfectly straight
[13:21:49] <MrSunshine> well in plasma you just sense the arc voltage to follow at height .. kinda hard to do that on wood :P
[13:22:20] <archivist> you probe the plane and add the error from that
[13:22:47] <archivist> should be on the wiki or in the docs somewhere
[13:24:49] <_methods> you can use a follower cone too
[13:25:35] <_methods> https://www.omax.com/pdfs/Omax-CSTF1014Lt.pdf
[13:27:04] <_methods> http://www.e-ci.com/storage/pdfs/preinstallation-pdfs/lasers/cl940/tactile%20foot.pdf
[13:27:11] <_methods> cincinnati version
[13:29:26] -!- swingley has quit [Ping timeout: 264 seconds]
[13:30:20] -!- Guest61020 has quit [Remote host closed the connection]
[13:30:32] <TekniQue> I love the water jet machines
[13:30:43] <TekniQue> there are several of these Omax machines around here
[13:30:49] <TekniQue> I use them a lot
[13:31:41] <_methods> i was just throwin that out there
[13:32:01] <_methods> i've used a pcb mill that had an air actuated foot that set the cutting depth similarly
[13:32:18] <TekniQue> in fact I'm having a drive plate cut from an aluminium plate this week
[13:33:37] <archivist> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?PCB_Milling_And_Drilling_With_Cheap_And_Simple_Height-Probing
[13:35:36] -!- md-2 has quit [Ping timeout: 265 seconds]
[13:40:39] <_methods> i might have to try that one day
[13:40:42] <_methods> the height probe thing
[13:40:57] <_methods> i just leveled my bed...........
[13:41:32] <archivist> run the probing to see how well you did
[13:41:47] <_methods> i have a dial indicator for that lol
[13:42:42] <_methods> i still just want to try out that height probe for the lulz
[13:43:14] <archivist> I want electronic feed back from the dti
[13:44:14] <_methods> have you ever used that height probing script?
[13:44:23] <archivist> no
[13:44:47] <archivist> but do have a dti with a serial port
[13:46:14] <_methods> look at this nightmare quote
[13:46:16] <_methods> http://imgur.com/TLjs7GT
[13:46:22] <_methods> qty 1550
[13:46:27] <_methods> with follow order of 2000
[13:46:55] <_methods> 20ga steel
[13:47:34] <archivist> strip feed
[13:48:28] <archivist> costly for proper tooling, could be cheaper to etch
[13:48:53] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[13:49:56] <archivist> one has to giggle at the width dimension
[13:51:03] <archivist> and that so looks like something that is over scale off a shaver
[13:54:10] <TekniQue> _methods: would be nice to have a custom punch for it
[13:54:24] -!- syyl_ [syyl_!~sg@p579B11D1.dip0.t-ipconnect.de] has joined #linuxcnc
[13:55:06] <archivist> cleaning the bur up not so easy if punched
[13:55:30] <TekniQue> well, he didn't say what the application was
[13:55:40] -!- erve has quit [Remote host closed the connection]
[13:56:17] <_methods> yeah one hit punch
[13:56:28] <_methods> i have no idea what the application is lol
[13:56:31] <_methods> all i got was that
[13:56:49] <_methods> we'll just throw it on the laser
[13:57:02] <_methods> but that's a punch job if i've ever seen one
[13:57:46] <archivist> rather thin for laser
[13:58:02] <_methods> it's not too bad
[13:58:16] <_methods> 20ga is not something we get a lot of but every once in awhile
[13:58:49] <archivist> it is the thin bit between holes I am referring to
[13:58:54] <_methods> oh yeah
[13:59:02] -!- erve has quit [Remote host closed the connection]
[13:59:07] <_methods> i think it may curl up pretty bad we'll have to hop around the part
[13:59:17] <archivist> and dimension to 2 tenths
[13:59:20] <_methods> and cut with nitrogen instead of o2
[14:00:27] <_methods> i wish i had one of those chinese fiber lasers at my house
[14:00:41] <_methods> that would be a great job for me to run while i drink beers all night
[14:01:52] <archivist> find out what spec the holes need a photoetch could be cheaper
[14:02:19] -!- balestrino has quit [Ping timeout: 245 seconds]
[14:02:34] <_methods> with the guys that sent that i'm guessing they tol isn't tight
[14:02:44] <_methods> s/they/the
[14:04:07] <archivist> I know one person who puts +- 0 , what he really means is just do your best!
[14:05:10] <_methods> yeah
[14:05:16] <_methods> that's how these guys are
[14:05:27] <_methods> if they really need a tolerance they'll explicitly call it out
[14:16:22] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[14:16:33] <Rab> _methods, maybe you can try an overlay or sandwich if curling is a problem.
[14:17:07] <_methods> it may not even be an issue for all i know they could be rolling the finished product
[14:17:19] -!- `Nerobro [`Nerobro!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[14:17:26] <_methods> they roll alot of stuff
[14:17:37] <_methods> so it could end up being some sort of basket or whatever
[14:17:51] <_methods> they didn't give me any flatness requirement
[14:17:57] <_methods> just that dxf lol
[14:18:44] -!- Valen has quit [Quit: Leaving.]
[14:20:48] <_methods> does anyone in here have one of those chinese yag lasers?
[14:21:24] <_methods> they're only like $40,000 and cut up to 6mm steel i think
[14:23:46] <_methods> http://www.aliexpress.com/item/High-quality-cnc-metal-sheet-YAG-cutting-machine-1325-YAG-laser-cutter-metal-laser-cutting-machine/32257785898.html
[14:25:14] <TekniQue> cheap
[14:26:14] <_methods> yeah for a laser
[14:26:28] <_methods> i think they claim to be able to cut 8mm
[14:26:45] <_methods> but i've never heard of anyone getting one to cut anything thicker than 6mm
[14:27:13] -!- jack16 has quit [Ping timeout: 244 seconds]
[14:27:55] <_methods> still 80% of the sheet metal work i see is in the 1.5-6mm range
[14:28:41] <_methods> that and a manual brake and you got a shop
[14:29:03] <TekniQue> manual brake?
[14:29:28] <_methods> yeah old pan barke
[14:29:30] <_methods> brake
[14:29:45] <_methods> you can get one of those dirt cheap
[14:29:59] <TekniQue> ah
[14:30:03] -!- swingley has quit [Ping timeout: 264 seconds]
[14:30:11] <TekniQue> never heard that term before
[14:30:20] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:30:23] <_methods> http://img.diytrade.com/cdimg/926526/11977995/0/1267267757/BOX_AND_PAN_BRAKE.jpg
[14:30:49] <_methods> that can get you doing simple bends quick
[14:30:54] <archivist> I want a baby sized one
[14:30:57] <TekniQue> yup
[14:30:58] <_methods> until you can make enough to get a cnc brake
[14:31:07] <TekniQue> I've used them
[14:31:21] <TekniQue> they're called bending machines in my local language
[14:31:25] <_methods> ahh
[14:31:46] <_methods> well bending machines covers a lot of machines lol
[14:31:58] <TekniQue> yes
[14:32:01] <archivist> I dont know how/why the term brake is used
[14:32:45] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[14:33:30] -!- ejb has quit [Quit: ZZZzzz…]
[14:34:13] <_methods> i don't know either
[14:49:38] -!- ashcan has quit [Quit: Ex-Chat]
[14:51:48] -!- ashcan [ashcan!~robert@navsoft.plus.com] has joined #linuxcnc
[14:52:49] -!- ashcan has quit [Client Quit]
[14:53:18] amnesic_away is now known as amnesic
[14:55:37] -!- ejb has quit [Quit: ZZZzzz…]
[15:02:19] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[15:03:31] <_methods> hmm i can't find the etymology of press brake at all
[15:03:35] <_methods> it must be lost in time
[15:06:10] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[15:06:33] -!- gennro_ has quit [Ping timeout: 252 seconds]
[15:09:56] -!- balestrino [balestrino!~SB@87.19.201.128] has joined #linuxcnc
[15:10:29] <Jymmm> I need to thermoform some acrylic rod. Temp need to be within 163F-165F including and residual heat such as on the form/mold/etc....
[15:11:26] <Jymmm> I was thinking hot air, but not sure what heat source (hot air gun?) would be best for this narrow window.
[15:14:13] <TekniQue> surely a soldering hot air station would do the job
[15:14:22] <TekniQue> they are thermally controlled
[15:14:35] <Jymmm> 163F ?
[15:14:47] <TekniQue> not sure if they go that low tbh
[15:14:57] <TekniQue> scale probably starts at 300F
[15:15:08] <TekniQue> idk
[15:15:28] <Jymmm> Yeah, and probably not the 2 degree precision either
[15:15:55] -!- sumpfralle has quit [Ping timeout: 256 seconds]
[15:16:35] <Jymmm> OH, silica sand?
[15:16:47] -!- phantoxe has quit [Remote host closed the connection]
[15:16:57] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[15:17:09] <Jymmm> Like what optomitrist use to adjust plastic glass frames?
[15:17:47] <Jymmm> The bed of sand could maintain/pre-heat a consistant temp
[15:18:51] <Jymmm> I wonder what those are called
[15:19:31] -!- koo5 has quit [Ping timeout: 265 seconds]
[15:26:51] -!- gennro [gennro!~gennro@ip68-224-129-2.lv.lv.cox.net] has joined #linuxcnc
[15:30:44] -!- swingley has quit [Ping timeout: 272 seconds]
[15:34:00] <TekniQue> Jymmm: what's normally used for such precise heating of things is an agitated water bath
[15:35:20] <_methods> induction heater
[15:39:50] <archivist> time for heat to reach core should not be ignored
[15:41:05] <_methods> you should be able to control an induction heated barrel very precisely then just play with the amount of time it's left in the barrel to get full thru heating
[15:41:25] <_methods> i would think but i've never tried it before with plastic
[15:42:48] -!- syyl_ws [syyl_ws!~sg@p200300632C1B9830020D60FFFE678AE7.dip0.t-ipconnect.de] has joined #linuxcnc
[15:43:19] <archivist> I did some hot air bending of plastic, I just waited till it softened, no measuring involved
[15:48:58] -!- micges-dev has quit [Quit: Wychodzi]
[15:54:10] -!- norias [norias!~IceChat77@173-13-55-44-Pennsylvania.hfc.comcastbusiness.net] has joined #linuxcnc
[15:54:48] -!- Topy44 has quit [Ping timeout: 265 seconds]
[15:56:07] -!- micges has quit [Ping timeout: 245 seconds]
[15:58:31] -!- Topy44 [Topy44!topy@cl-406.cgn-01.de.sixxs.net] has joined #linuxcnc
[16:02:50] -!- machine1 has quit [Quit: Konversation terminated!]
[16:06:27] <zeeshan> archivist: you know whats cool
[16:06:43] <zeeshan> in metal forming dept there is a guy working on his masters for burr prevention
[16:06:48] <zeeshan> on a magnesium alloy
[16:07:16] <zeeshan> i think by using a variable stamping force
[16:07:23] <zeeshan> and/or strain rate
[16:07:25] <zeeshan> you can stop the burr
[16:07:38] <archivist> heh I wonder if that will be a phail
[16:07:47] <zeeshan> nah hes already presented
[16:07:48] <zeeshan> and shown it works
[16:08:02] <zeeshan> also there is a neat way to get rid of burrs in general
[16:08:11] <zeeshan> (automotive does this)
[16:08:22] <zeeshan> just learned about it a couple days ago
[16:08:30] <zeeshan> they put all the parts in a blast chamber
[16:08:32] <archivist> is there is a reverse attempt first
[16:08:41] <zeeshan> will it with gas and do a controlled explosion
[16:08:44] <zeeshan> it burns off all the bars
[16:08:46] <zeeshan> *burrs
[16:08:50] <zeeshan> due to surface area - volume ratio
[16:09:07] <archivist> some to a chemical dissolve of it
[16:09:12] <zeeshan> archivist: i honestly briefly remember it
[16:09:17] <zeeshan> but i remember seeing a load diagram
[16:09:28] <zeeshan> and it wasn't just like |--------|
[16:09:45] <zeeshan> ... /------/\/\/\____|
[16:09:46] <zeeshan> lol
[16:09:49] <zeeshan> if you know what i mean.
[16:10:00] <archivist> pull in first
[16:10:12] <zeeshan> yea followed by a decreased load
[16:10:13] <zeeshan> and then BAM
[16:10:35] <zeeshan> i liked the fact that he studied the edges
[16:10:40] <zeeshan> under a microscope
[16:10:56] <zeeshan> so you could really see how certain parameters effected edge quality
[16:10:57] <archivist> I have some press work texts here with odd techniques
[16:11:07] -!- ejb has quit [Ping timeout: 245 seconds]
[16:11:46] <archivist> including the scientific american when the deep drawn coke can was developed
[16:11:57] <norias> hmm
[16:12:03] <norias> i've made parts for those dies
[16:12:28] <zeeshan> for coke cans?
[16:13:08] <zeeshan> U.S.A. Patent 4811582, �Strain Rate Control of Superplastic Forming�, assignee Aluminum Company of America (Pittsburgh, PA) - invention made during my work with Alcoa/Audi team developing t he first aluminum intensive vehicle (AIV) known as A8 produced by the German car maker Audi.
[16:13:13] <zeeshan> thats one of the profs
[16:13:13] <zeeshan> lol
[16:13:20] <zeeshan> hes made a shit load of money apparently from it
[16:13:37] <zeeshan> its good to see forming still has life!
[16:14:08] <archivist> look at the ford cnc former on youtube too
[16:15:47] <zeeshan> canot find
[16:17:13] <archivist> https://www.youtube.com/watch?v=Wl5_wUVxRvw
[16:17:49] <_methods> https://www.youtube.com/watch?v=mREmQ4gx9r4&x-yt-ts=1422503916&x-yt-cl=85027636
[16:20:24] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[16:20:42] <_methods> hyrdro forming
[16:21:11] <_methods> that's cool
[16:21:18] <_methods> better than hydro
[16:21:39] <archivist> hydro is used for plumbing T junction forming
[16:23:46] <CaptHindsight> blast forming
[16:25:29] <_methods> i did that to a tank one time
[16:25:54] <CaptHindsight> F3T (Ford Freeform Fabrication Technology) not too self promoting
[16:26:57] -!- norias has quit [Ping timeout: 245 seconds]
[16:27:17] <CaptHindsight> haven't seen a video of it yet used with thermoplastic sheet
[16:27:44] -!- norias [norias!~IceChat77@173-13-55-44-Pennsylvania.hfc.comcastbusiness.net] has joined #linuxcnc
[16:29:21] <CaptHindsight> https://www.youtube.com/watch?v=OGNrvmaxe8c Explosive hydroforming using oxygen and acetylene DIY
[16:30:53] -!- spatialbrew has quit [Ping timeout: 252 seconds]
[16:31:06] -!- amiri_ has quit [Ping timeout: 246 seconds]
[16:31:49] -!- adb [adb!~IonMoldov@2a02:120b:2c0b:96c0:baac:6fff:fe67:305f] has joined #linuxcnc
[16:32:02] <CaptHindsight> I rarely come across anyone working on rapid processes for forming, 3d printing. molding etc etc
[16:34:02] <CaptHindsight> http://3dprintingindustry.com/2015/01/26/invent-fused-layer-manfacturing-3d-print-whole-layers/ where are all the reprap know-it-alls now?
[16:39:57] <malcom2073> Any of them who are any good look at that and say "DLP printing... it's been around for a while onw"
[16:39:58] <malcom2073> heh
[16:41:51] <CaptHindsight> unless for some reason the application really requires a thermoplastic
[16:43:54] <FinboySlick> CaptHindsight: Got a couple minutes for me?
[16:44:09] <FinboySlick> I need some of your asian expertise.
[16:44:17] <CaptHindsight> cooking?
[16:44:23] <FinboySlick> Almost.
[16:44:52] -!- norias has quit [Ping timeout: 245 seconds]
[16:45:11] <CaptHindsight> whats up?
[16:45:37] -!- norias [norias!~IceChat77@173-13-55-44-Pennsylvania.hfc.comcastbusiness.net] has joined #linuxcnc
[16:51:50] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[16:55:25] <PetefromTn_> good morning linuxCNC
[16:56:38] -!- quiqua has quit [Quit: quiqua]
[16:56:56] <archivist> erm...the sun is going down!
[16:57:09] <PetefromTn_> I think I just may have sold a run of 50 thin aluminum plate parts. I made a prototype of it a little bit ago and now the customer wants some machined.
[16:57:20] <PetefromTn_> seriously? where on earth are you LOL
[16:57:25] <archivist> UK
[16:57:39] <PetefromTn_> should be like mid day there no?
[16:57:43] <archivist> where the Meridian is
[16:57:58] <archivist> 16:58 PM
[16:58:27] <PetefromTn_> I am needing to get setup with a vacuum fixture to make these the way I want to so I can just whip them out quickly..
[16:58:49] <PetefromTn_> trying to decide what kind of pump and where locally I might be able to buy some vacuum thin hose and fittings etc.
[16:59:07] <PetefromTn_> I have some push loc fittings I plan to use that are rated for vacuum
[16:59:17] <PetefromTn_> gotta find a reasonably priced pump etc.
[16:59:45] <PetefromTn_> there is one on the local craigslist for a good price but who knows what is has been thru
[17:01:00] <PetefromTn_> my compressor is more than large and fast enough to use a venturi but I am not sure I want to listen to it running the whole time.
[17:02:16] <Connor> How big of a surface area is the part ?
[17:02:32] <Connor> and, are you going to do multiple parts on one fixture ?
[17:02:39] <PetefromTn_> yes and yes
[17:02:50] <PetefromTn_> the part is actually perfect for a vacuum hold down setup
[17:03:04] <PetefromTn_> it has a lot of flat surface area and the only thru holes are on the perimeter
[17:03:06] <CaptHindsight> move the compressor or build a baffle around it
[17:03:17] <PetefromTn_> LOL thats not a bad idea
[17:03:28] <PetefromTn_> but honestly doesn't the venturi make a lot of noise too?
[17:03:34] <Connor> Yes.
[17:03:40] <PetefromTn_> do you have one?
[17:04:03] <Connor> No. But, I've seen and heard them in use.
[17:04:23] <PetefromTn_> yeah we used one in the shop in knoxville for woodoworking
[17:04:30] <PetefromTn_> that one was not terrible actually.
[17:05:10] <PetefromTn_> it would be nice to have a decent two stage electric model I think
[17:05:18] <PetefromTn_> but even those are not exactly quiet
[17:05:29] <CaptHindsight> mine is loud
[17:05:53] <PetefromTn_> what kind do you have?
[17:05:55] <Connor> Harborfreigh has Facuum Pump's
[17:06:27] <PetefromTn_> yeah
[17:06:31] <PetefromTn_> I have seen them
[17:06:32] -!- norias has quit [Ping timeout: 245 seconds]
[17:06:36] <PetefromTn_> anyone have one?
[17:08:24] -!- patrickarlt has quit [Remote host closed the connection]
[17:08:46] <CaptHindsight> http://www.aircompressorsdirect.com/BelAire-318VN-Air-Compressor/p4841.html
[17:10:59] <CaptHindsight> it's not big enough when using a sander or grinder for long periods, it keeps up but runs near constantly
[17:11:26] -!- nofxx has quit [Ping timeout: 264 seconds]
[17:11:27] -!- monkeyisl has quit [Ping timeout: 276 seconds]
[17:12:06] <PetefromTn_> https://www.youtube.com/watch?v=FZYnK2LT4p0
[17:12:19] <PetefromTn_> ok so you use a venturi model then captain?
[17:13:37] -!- balestrino has quit [Ping timeout: 245 seconds]
[17:14:07] <CaptHindsight> for vacuum I run separate pumps
[17:15:03] -!- Computer_Barf [Computer_Barf!~technoid@c-50-186-255-137.hsd1.fl.comcast.net] has parted #linuxcnc
[17:15:20] <CaptHindsight> if i ran a venturi off the compressor it would probably run continuously
[17:15:50] <PetefromTn_> probably
[17:16:45] <CaptHindsight> how many cfm do you think you need for vacuum?
[17:17:04] <PetefromTn_> meh I doubt it is really critical
[17:17:19] <PetefromTn_> as long as it pulls a good seal and hold the part never tried to figure it out really
[17:18:16] <malcom2073> vacume hold-down scares me. guy at my last job had a part come loose
[17:19:01] <PetefromTn_> shops do it every single day man just gott know the limitations
[17:19:29] <zeeshan> i have one
[17:19:31] <zeeshan> from hf
[17:19:42] <zeeshan> i use it for evacuating air conditioning for cars
[17:19:44] <PetefromTn_> any good?
[17:19:48] <zeeshan> does the job! :P
[17:19:52] <PetefromTn_> nice
[17:19:53] <zeeshan> pulls a strong vacuum
[17:20:08] <PetefromTn_> maybe I just need to go grab one of those
[17:20:18] -!- dan2k3k4 has quit [Ping timeout: 244 seconds]
[17:20:35] <zeeshan> perfect vacuum is like 29.921
[17:20:39] <zeeshan> this hits 29
[17:21:12] <Connor> http://www.harborfreight.com/air-vacuum-pump-with-r134a-and-r12-connectors-96677.html
[17:21:21] <CaptHindsight> you're supposed to brag in microns :)
[17:21:35] <zeeshan> guys check this out
[17:22:02] <zeeshan> so my machine is supposedly meant for a iso40 din2080 taper w/ ott groove
[17:22:17] <zeeshan> according to dimensions i see
[17:22:26] <zeeshan> the distance from the start of the taper to the end of the pull stud
[17:22:27] <CaptHindsight> http://www.engineeringtoolbox.com/vacuum-converter-d_460.html
[17:22:28] <zeeshan> 93.40 mm
[17:22:29] <PetefromTn_> yeah I saw that HF venturi vacuum pump
[17:22:35] <zeeshan> i am measuring 95.4 mm ...?
[17:23:29] <zeeshan> .078 " off :P
[17:23:31] <zeeshan> something is majorly up!
[17:23:49] <PetefromTn_> well it looks like you are probably not gonna get much more suck down than that 29 especially from an HF pump LOL...
[17:23:58] -!- phantoxe has quit [Remote host closed the connection]
[17:25:26] <PetefromTn_> really looking forward to screwing around with the vacuum clamping there are a lot of neat things I can do with it. I would love to build a nice vacuum pallet fixture
[17:28:37] <CaptHindsight> http://www.ebay.com/itm/Suburban-Tool-VC612S2-Vacuum-TABLE-Chucks-Sine-Plate-Compatibili-/191486995899 something like this or custom for each part?
[17:28:55] <Rab> zeeshan,
https://www.youtube.com/watch?v=qyTpxAW7sbQ
[17:29:14] <zeeshan> nice :D
[17:30:14] <PetefromTn_> wow what is that rab?
[17:30:40] <archivist> horizontal pendulum
[17:30:46] <PetefromTn_> https://www.youtube.com/watch?v=LQD2oxtw5jk
[17:31:26] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[17:31:37] <PetefromTn_> that system is KICK ASS but it is also very expensive
[17:31:42] <Rab> PetefromTn_, kind of a long story...some linear motion assemblies I got from semiconductor factory e-waste.
[17:31:46] <PetefromTn_> I don't see why I could not machine something similar
[17:32:42] <CaptHindsight> http://www.ebay.com/itm/Vacuum-table-VT1212SMART-CNC-Engraving-Chuck-Milling-Vacuum-Clamps-or-Pods/281486241403 $95
[17:32:58] <CaptHindsight> yeah, not much to it
[17:33:31] <PetefromTn_> that thing is like $2k for some reason... might be more I can't remember
[17:33:58] <CaptHindsight> how big is it?
[17:34:14] <PetefromTn_> its pretty big actually
[17:34:15] <CaptHindsight> small ones are < $100
http://www.ebay.com/itm/Vacuum-table-VT2012-CNC-Clamps-Engraving-or-Milling/281552058255
[17:34:21] <PetefromTn_> looks like maybe 15x15 or so?
[17:34:41] <Rab> That Vacmagic thing takes compressed air, I guess it's using an internal vacuum venturi.
[17:34:49] <PetefromTn_> yeah it does
[17:34:56] <CaptHindsight> we had some 4' x 10' for flatbed printers
[17:34:57] <PetefromTn_> and it is rather quiet considering it does
[17:35:28] <PetefromTn_> http://www.ebay.com/itm/Vacuum-table-VT4040GAL-CNC-CHUCK-Engraving-or-Milling/281468426451?_trksid=p2047675.c100005.m1851&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D20131003132420%26meid%3Dc7c9099c3e5645ce8c81c79bfa56fbe1%26pid%3D100005%26rk%3D4%26rkt%3D6%26sd%3D281552058255&rt=nc
[17:36:40] <PetefromTn_> I suppose it would not hurt to grab that HF venturi model since it is so cheap and just try it. if it really sucks and is loud as hell just take it back and get the pump LOL
[17:37:08] <PetefromTn_> the nice thing about the venturi is that there is nothing to go wrong with it and I already have a good compressor...
[17:37:09] <CaptHindsight> I have one in a box somewhere
[17:37:27] <PetefromTn_> LOL is it that bad?
[17:38:07] <CaptHindsight> for running a small nozzle / dispense valve or similar it's ok
[17:39:04] <PetefromTn_> I was thinking a small fixture maybe say ten by ten inches holding down some 3/16 aluminum plate to cut thru and engrave on top
[17:39:31] <PetefromTn_> I have some half inch 6061 plate to make the fixture from here I was going to use
[17:39:32] <CaptHindsight> but any compressor or vacuum pump that you are going to use for >1 hour a day I'd relocate or build a baffle
[17:40:26] <PetefromTn_> these parts are like maybe a ten minute run each or so.. I cannot remember but they are not too long
[17:40:27] -!- archivist_herron has quit [Ping timeout: 244 seconds]
[17:40:50] <PetefromTn_> so if I make a dual part fixture it will be running for at most 20 minutes under vacuum.
[17:42:05] <PetefromTn_> https://www.youtube.com/watch?v=xr3lfAvQuJs
[17:42:23] -!- fipes has quit [Ping timeout: 252 seconds]
[17:42:33] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[17:44:06] -!- toast-work [toast-work!88a0a7e9@gateway/web/freenode/ip.136.160.167.233] has joined #linuxcnc
[17:48:02] <PetefromTn_> gonna go meet my wife for some lunch...BBL
[17:48:19] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[17:54:02] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[17:54:17] -!- phantoxe has quit [Remote host closed the connection]
[18:07:04] -!- ejb has quit [Quit: ZZZzzz…]
[18:12:15] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[18:13:13] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[18:15:33] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[18:45:14] -!- erve has quit [Ping timeout: 245 seconds]
[18:55:56] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[18:56:08] -!- patrickarlt has quit [Remote host closed the connection]
[18:56:19] <zeeshan> sigh
[18:57:19] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[18:57:22] <PetefromTn_> WOW damn that was some delicious sushi!!!
[18:57:42] <Tom_itx> no sushi is that damn good!
[18:57:58] <PetefromTn_> I am afraid I will be going broke eathing there all the time but wow is it yummy
[18:57:59] <Deejay> delicious fish
[18:59:03] <Rab> PetefromTn_, any ideas on a source for the perforated rubber for those vacuum fixtures?
[18:59:20] -!- ejb has quit [Quit: ZZZzzz…]
[18:59:33] <Tom_itx> neoprene tubing
[19:00:36] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[19:00:37] -!- patricka_ has quit [Read error: Connection reset by peer]
[19:00:41] -!- deanputney has quit [Remote host closed the connection]
[19:01:09] <Tom_itx> the tubing gives a little bit to let it suck down tight on the fixture
[19:01:35] <Rab> hmm
[19:01:49] <PetefromTn_> Rab sorry man I would love to know where they get that stuff but I am sure it is some proprietary thing I cannot imagine them being too terribly expensive since they are disposable
[19:02:01] <Tom_itx> automotive vaccuum tubing
[19:02:10] <PetefromTn_> WOOHOO my new CNC lathe's spindle motor just arrived!!
[19:02:17] <PetefromTn_> looks great
[19:02:18] <Rab> Seems like there is a style of vacuum chuck on eBay that just has a bunch of holes drilled in it, uses a perforated rubber sheet as backing material.
[19:02:22] <PetefromTn_> heavy SOB
[19:02:54] <Tom_itx> i wish my junk would get here
[19:03:01] <Rab> E.g.:
http://item.ebay.com/281486241403
[19:03:01] <PetefromTn_> I am going to get a deposit for the parts I need to make supposedly tomorrow morning and I will be heading to Harbor freight to pick up some kinda vacuum setup
[19:03:50] <PetefromTn_> I plan to make a dedicated fixture for these parts so I will be just cutting the shape and the vacuum pockets in the half inch plate
[19:04:28] <PetefromTn_> I will be holding it on top of the kurt vise so the hose fittings will be okay underneath the plate in their appropriate positions.
[19:04:50] <Tom_itx> hint: put a little screen in the vaccuum hose to keep shavings out of the vaccuum pump
[19:04:51] <Rab> Seems like the tubing-style vacuum chuck might deform thin sheet materials, since they're supported first at the edges.
[19:05:19] -!- syyl_ws has quit [Quit: Verlassend]
[19:05:20] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-14-209-118.as43234.net] has joined #linuxcnc
[19:05:42] <Tom_itx> that's a product of fixture design
[19:06:39] <PetefromTn_> you are talking about the tubing that goes into the machined slots right?
[19:06:48] <Tom_itx> yes
[19:07:02] <CaptHindsight> just had an interesting conversation with a company charged with reshoring manufacturing in the US
[19:07:07] <PetefromTn_> OK I have seen people use backer rod and even the stuff you put screens into tracks with..
[19:07:26] <CaptHindsight> Warren Buffett thinks it's time
[19:07:27] <Tom_itx> i was gonna mention that too but wasn't sure what it was called
[19:07:31] <Tom_itx> it has ribs though and may leak
[19:07:36] <Tom_itx> some of it does anyway
[19:07:39] <PetefromTn_> true
[19:07:49] <Tom_itx> you can get the tubing style too
[19:08:24] <PetefromTn_> tomorrow if I do get the deposit will be getting setup for vacuum holding day LOL
[19:08:24] <Tom_itx> go to your local bong shop and get some fine screen to plug in the vaccuum inlet
[19:08:38] <Jymmm> Tom_itx++
[19:08:39] <PetefromTn_> no idea where that might be LOL
[19:08:48] * Tom_itx hi fives Jymmm
[19:08:53] <Jymmm> PetefromTn_: Just smeel for it =)
[19:08:57] <Jymmm> smell
[19:09:01] <CaptHindsight> keep the contamination out of the pumps
[19:09:07] <Tom_itx> your local hardware store should have it too
[19:09:29] <CaptHindsight> Jymmm: what did you decide on to bend your acrylic rods?
[19:09:31] <Jymmm> But not as much of a selection as a head shop will =)
[19:09:45] <Tom_itx> or for that matter use a cut piece of 3M pad
[19:10:04] <Jymmm> CaptHindsight: Not sure, might try the sand, but water sounds interesting too
[19:10:09] <Tom_itx> just make sure it can't get sucked into the pump
[19:10:29] <Jymmm> CaptHindsight: I need to find some waterproof thermal gloves.
[19:10:36] <CaptHindsight> Jymmm: are the rods short enough to use a water bath?
[19:11:06] <Jymmm> CaptHindsight: I can make a vat long enough, not sure on the heating element/pump
[19:11:20] <CaptHindsight> Jymmm: immersion circulators
[19:11:29] <Jymmm> 5gal bucket and aquarium pump I'd suspect
[19:11:34] <CaptHindsight> how much water? what volume?
[19:11:35] -!- md-2 has quit [Remote host closed the connection]
[19:11:38] -!- balestrino [balestrino!~SB@95.235.129.230] has joined #linuxcnc
[19:11:56] <Jymmm> CaptHindsight: Enough to submerge; 4" depth?
[19:12:07] -!- patrickarlt has quit [Ping timeout: 255 seconds]
[19:12:18] <Jymmm> the rods are 6ft long
[19:12:23] <CaptHindsight> yeah, for ghetto low budget, a water heater element and aquarium pump
[19:12:37] -!- md-2 has quit [Read error: Connection reset by peer]
[19:13:09] <CaptHindsight> I build custom immersion circulators for lab applications all the time
[19:13:19] <Jymmm> I just have to get the flow right to maintian a consistant heat
[19:13:36] <Jymmm> Not 165 on one end, and 145 on the other
[19:14:29] <CaptHindsight> are you planning to drop the rods in, wait for them to reach temp and then bend?
[19:14:52] <PetefromTn_> honestly the sucking debris into the pump issue is something to consider
[19:15:12] <PetefromTn_> using the venturi style would make this a non issue at least from a damage standpoint
[19:15:17] <Jymmm> I thought about having a pre-heat trought, then a "bend" heat one.
[19:15:21] <CaptHindsight> I'm designing one now that works sort of like a dishwasher
[19:15:51] <CaptHindsight> holds 1K parts and cycles them through different temps for set amounts of time
[19:16:13] amnesic is now known as amnesic_away
[19:16:14] <Jymmm> no clue on the ventri thing,
[19:16:37] <Jymmm> Yeah, lots of temp sensor elements to consider
[19:16:59] <Jymmm> I might need to make a base of sand to maintian the temp
[19:17:24] <CaptHindsight> in the lab we have requirements like 98C for 5 minutes then 45C for 20 and then 80C for 30 etc
[19:17:51] <Jymmm> Sounds like enviromental testing
[19:18:22] <CaptHindsight> this is for processing chemicals
[19:18:34] <Jymmm> Except what I used to do was -120F to 180F live operational testing
[19:20:33] <Jymmm> One time one of the LN2 automatate valves on the chambe got stuck open. I didn't know at the time, but wen to open the chamer, which has a double safety release, so hit the first lever which opened in an inch and flood the entire lab and down the hallway with an inch of LN2. It was fun =)
[19:21:20] <Jymmm> The 5000gal tank was just filled that morning too =)
[19:23:20] <marmite> i just bougt a
http://www.ebay.com/itm/171653359607?_trksid=p2059210.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT but i dont have a vacuum pump for it. but i know nothing about vacuum, what kind of pump and how strong shoould it be
[19:24:18] <PetefromTn_> nice
[19:26:03] <FinboySlick> http://www.fabiatech.com/en/product-c.php?id=301 Would something like that just plug into a PCI mesa card using a dumb PCI bridge? Would make for quite a compact system.
[19:29:30] <toast-work> marmite: a basic hvac-style vacuum pump will work
[19:30:15] <roycroft> a lot of those vacuum tables only need a shop vac
[19:30:19] <CaptHindsight> FinboySlick: look for a 2 slot PCI backplane
[19:30:29] <roycroft> and if you have a shop vac already, i would try that before buying something else
[19:30:33] <marmite> yeah shop vac makes to mutch noise :D
[19:30:42] <toast-work> shop vac works, but is much riskier
[19:30:48] <roycroft> it would at least give you a sense of how much vacuum is needed
[19:30:51] <toast-work> the vacuum isn't particularly strong and they tend to blow out
[19:30:57] <marmite> yeah i rather spend money on a pump
[19:31:21] <roycroft> i'm suggesting using it for initial testing
[19:31:30] <marmite> cheapest one i find in my country cost around 100 usd
[19:31:32] <marmite> :/
[19:31:32] <roycroft> not as a permanent solution
[19:31:46] <toast-work> marmite: that's pretty much what they cost, yes
[19:32:42] <marmite> ah
[19:32:52] -!- md-2 has quit [Quit: Leaving...]
[19:33:05] -!- deanputney [deanputney!~mustardha@c-67-183-112-251.hsd1.wa.comcast.net] has joined #linuxcnc
[19:33:15] <toast-work> also remember to give that style pump a minute or so to build vacuum and keep a gauge on the line
[19:33:43] <roycroft> i made a little venturi vacuum pump for laminating veneer
[19:33:54] <CaptHindsight> FinboySlick:
http://www.ebay.com/itm/Compaq-323090-001-2-Slot-PCI-Backplane-Board-NEW-/200407348165 or similar
[19:33:55] <roycroft> i use a small air tank as an auxiliary vacuum chamber
[19:33:58] <roycroft> it works really well
[19:34:06] <deanputney> Hi! I have a question about running LinuxCNC in a Docker container. Mostly, is that possible/practical?
[19:34:15] <marmite> roycroft: oh
[19:34:26] <roycroft> i'm sure it would work fine for a cnc table
[19:34:34] <roycroft> assuming you already have an air compressor that may be an option
[19:35:02] <marmite> oh yes i have a compressor
[19:35:20] <roycroft> i built mine years ago, and i don't remember the source
[19:35:24] <roycroft> it was a woodworking supplier
[19:35:33] <roycroft> but the venturi vacuum pumps are readily available
[19:36:25] <marmite> http://www.ebay.com/itm/Air-Operated-Venturi-Type-A-C-Vacuum-Pump-R134a-R12-Evacuate-Repair-Recharge-HD-/131209489357?hash=item1e8cb1ebcd&item=131209489357&pt=Motors_Automotive_Tools&vxp=mtr
[19:36:29] <marmite> oh
[19:37:13] <roycroft> yeah, something like that is what i'm thinking of
[19:37:41] <roycroft> for me the key was to connect it to the air cylinder to avoid cycling the compressor a lot
[19:38:30] <marmite> http://www.ebay.com/itm/Convum-Venturi-Vacuum-generator-Japan-legris-push-to-connect-fittings-/161560416466?pt=LH_DefaultDomain_0&hash=item259dc050d2 ohh
[19:43:58] -!- phantoxe has quit []
[19:45:49] <marmite> oh of course they dont ship to sweden
[19:46:31] -!- `Nerobro_ [`Nerobro_!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[19:54:25] -!- balestrino has quit [Ping timeout: 255 seconds]
[19:54:26] <FinboySlick> deanputney: I don't think the realtime aspects are going to work on Docker. You may get linuxcnc running in some sort of 'dummy' mode but it wouldn't be able to reliably control hardware.
[19:54:50] -!- Loetmichel2 [Loetmichel2!cylly@p54B10BF6.dip0.t-ipconnect.de] has joined #linuxcnc
[19:55:43] <deanputney> FinboySlick: So it would make more sense to run it in a VM then
[19:55:44] <toast-work> air compressors are also vacuum pumps
[19:56:05] <toast-work> you don't have to use a venturi pump, you just hook the vacuum line up to the intake on the pump
[19:56:24] -!- patricka_ has quit [Remote host closed the connection]
[19:56:37] -!- `Nerobro has quit [Ping timeout: 264 seconds]
[19:56:38] -!- GJdan has quit [Ping timeout: 264 seconds]
[19:56:41] <deanputney> FinboySlick: We're sort of trying to run it asynchronously. We want to save the pulses and play them back later on the machine, if that makes sense.
[19:56:48] <FinboySlick> deanputney: It wouldn't make much more sense but it would be a bit more likely to run since you have control over the kernel.
[19:57:12] -!- Loetmichel has quit [Ping timeout: 276 seconds]
[19:57:15] <CaptHindsight> the main concern seems to be not destroying the vacuum source with contamination from the milling byproducts
[19:59:26] <deanputney> FinboySlick: I think I want to intercept what the program is outputting, so I can send it elsewhere and play back the cut. That shouldn't matter if it's in a VM then
[20:00:07] <FinboySlick> deanputney: Hmmm... Interesting. Depending on where you get the pulses from, it might make sense if you manage to extract timing information with them. The problem with a virtualized solution is that it'll screw up the actual output timing. If you can figure out how to get the timing that linuxcnc *wants* rather than the one it actually outputs, you may be on to something.
[20:01:03] <CaptHindsight> http://www.ebay.com/itm/Vacuum-Filter-4-In-FNPT-5-Micron-520-CFM-/390937068938 $942
[20:01:07] <deanputney> FinboySlick: I'm just starting to dig into this– how does it output now? Is it strictly a series of timed pulses?
[20:02:01] <FinboySlick> deanputney: I don't know for sure. A linuxcnc dev would likely be more useful than I on that front.
[20:02:16] <CaptHindsight> http://www.ebay.com/itm/Vacuum-Filter-5-Micron/390936988050 $144 not much too them
[20:02:19] <deanputney> FinboySlick: What about a VM would screw up that timing, do you think?
[20:02:31] -!- spatialbrew has quit [Ping timeout: 255 seconds]
[20:03:26] -!- patricka_ has quit [Remote host closed the connection]
[20:03:59] <CaptHindsight> deanputney: you want to record the steps and save the timing as well and then play it back later into what?
[20:04:16] <deanputney> FinboySlick: into a machine
[20:05:09] <FinboySlick> deanputney: Deterministic realtime (and forgive my gross oversimplification here) works on the principle that it knows how the cpu spends doing each step of your program. With virtualization, the cpu is running the host OS which is doing its own thing at the same time, you never know if it was busy taking care of something else and your timing is off.
[20:05:15] <CaptHindsight> deanputney: into a stepper driver? As Step pulses?
[20:05:53] <zeeshan> im giving on this mikron MACHINE!!
[20:06:14] <deanputney> hmmm, interesting
[20:06:18] <CaptHindsight> zeeshan: don't make me up there
[20:06:18] <FinboySlick> zeeshan: Please ship it to me, I'll give it a go ;)
[20:06:24] <zeeshan> lol
[20:06:24] <deanputney> FinboySlick: It's probably into a stepper driver, yeah
[20:06:47] <CaptHindsight> zeeshan: whats up with it now?
[20:07:17] <CaptHindsight> spindle issues?
[20:07:24] <FinboySlick> deanputney: Let's oversimplify... Imagine that you're just trying to drive one axis of your machine at a set speed of 40 pulses per second.
[20:07:36] <deanputney> FinboySlick: Sure.
[20:08:24] <zeeshan> yea seems like wrong tool holder
[20:08:26] <FinboySlick> deanputney: So, every 1/40 second, your CPU has to toggle one bit.
[20:08:29] <zeeshan> its a bit annoying
[20:08:34] <zeeshan> mari tool doesnt have a drawing for their own pull stud
[20:08:36] <zeeshan> i emailed him
[20:09:02] -!- Demiurge has quit [Ping timeout: 264 seconds]
[20:09:03] <zeeshan> made in usa!
[20:09:04] <CaptHindsight> zeeshan: do you have any that fit?
[20:09:07] <zeeshan> no
[20:09:13] <zeeshan> theyre so close to fitting
[20:09:20] <zeeshan> its likely the correct pull stud
[20:09:25] <zeeshan> er
[20:09:26] <zeeshan> wrong pull stud
[20:09:52] <CaptHindsight> I wish my problems were that easy
[20:10:04] <FinboySlick> deanputney: Now imagine that while your CPU is running the code that toggles that bit, it gets an interrupt from the Host OS because the host OS is trying to flush its TCP table (or whatever else). Your code stops mid-execution and you're now several cycle lates before the bit gets toggled.
[20:11:32] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.148.228] has joined #linuxcnc
[20:12:35] <FinboySlick> deanputney: If you just record the output of that pin, you are very very likely to record something other than a bit toggling every 1/40 seconds.
[20:14:45] <deanputney> FinboySlick: I think the idea is to intercept the data before it hits the parallel port output
[20:15:10] <FinboySlick> deanputney: The idea would be to intercept the data before there's any sort of timing involved.
[20:15:14] <deanputney> FinboySlick: so there must be some step before it writes out where it knows what it's planning to write, and we should be able to preserve that
[20:15:21] <deanputney> FinboySlick: Right. That'd be ideal.
[20:15:21] <CaptHindsight> deanputney: why would you want to record this if you van just reliably generate the same steps every time with linuxcnc?
[20:15:29] <CaptHindsight> van/can
[20:15:54] <FinboySlick> deanputney: There's another factor you might be missing here.
[20:16:33] <deanputney> CaptHindsight: The idea is to run linuxcnc on a server, basically
[20:16:36] <FinboySlick> deanputney: You can't record anything that requires feedback.
[20:17:05] <FinboySlick> deanputney: As a simple example, rigid tapping.
[20:17:12] <deanputney> FinboySlick: Right. That makes sense.
[20:17:38] <CaptHindsight> deanputney: Linuxcnc can run on a server. What makes your server different than a desktop PC?
[20:17:39] <deanputney> FinboySlick: I think that's OK for the purposes here, though.
[20:18:28] <PetefromTn_> I have a little one of those simple pressure/vacuum tanks here I wonder if I should try to use it to help with initial suck down on the parts using whatever vacuum I choose..
[20:18:34] <deanputney> CaptHindsight: We want the motion planning to happen asynchronously from the machine movement
[20:18:36] <FinboySlick> deanputney: you're faced with the same problem on the playback side.
[20:18:58] <FinboySlick> deanputney: How do you know your playback computer won't be interrupted by a fan control interrupt or what not?
[20:19:18] <CaptHindsight> deanputney: how much of it and how much time before?
[20:19:40] <deanputney> FinboySlick: I think that's less of a concern. If it's interrupted it should probably reconnect with the CNC server and regenerate the motion
[20:19:53] <deanputney> FinboySlick: It would handle that interrupt separately
[20:20:20] <CaptHindsight> deanputney: what are you actually trying to do? Whats the bigger picture?
[20:21:33] <zeeshan> http://i.imgur.com/AlIOqNo.png
[20:21:38] <zeeshan> man
[20:21:52] <zeeshan> my tool holder is off by 2mm
[20:21:57] <zeeshan> but the retention knob dimensions are correct.
[20:22:42] <zeeshan> my holder's drawing isnt completely accurate
[20:22:42] <zeeshan> :P
[20:23:00] <zeeshan> i guess i need to draw a cat40 holder
[20:23:07] <zeeshan> and try to find a drawing for this pull stud.
[20:23:29] <deanputney> CaptHindsight: The bigger picture is somewhat beyond what I'm trying to accomplish here.
[20:24:35] <deanputney> CaptHindsight: I mostly just want to get this software running on a server at the moment.
[20:25:16] <deanputney> CaptHindsight: and I'm trying to decide what the best way to do that is. It sounds like a VM might work for my purposes, but a Docker container won't, or would at least be much more problematic.
[20:25:40] <CaptHindsight> deanputney: I have mainboards that can fit into a laptop, desktop or server enclosure. What makes your PC a server?
[20:25:43] -!- chillly has quit [Remote host closed the connection]
[20:25:49] <_methods> http://www.radioshack.com/d-link-dp-301p-express-ethernetwork-print-server/55044039.html?utm_source=GooglePLA&utm_medium=pla&utm_term=55044039&cid=iP:PLA:RSO:Google&gclid=CKjD7dSEusMCFexT7AodViAAxw&gclsrc=ds#.VMqXSy59CNo
[20:25:53] <_methods> oops
[20:26:01] <_methods> http://www.radioshack.com/d-link-dp-301p-express-ethernetwork-print-server/55044039.html
[20:26:13] <CaptHindsight> it's difficult to communicate when we are still trying to define terms
[20:26:52] <deanputney> CaptHindsight: In terms of the hardware I want to run linuxcnc on? I'd like to run it on EC2
[20:27:01] <deanputney> CaptHindsight: Boot it up on an EC2 instance, basically
[20:27:30] <CaptHindsight> http://docs.aws.amazon.com/AWSEC2/latest/UserGuide/concepts.html this EC2?
[20:27:43] <_methods> the one and only
[20:27:44] <deanputney> CaptHindsight: That's the one, yeah
[20:27:49] <_methods> to the cloud
[20:27:57] <_methods> cloud linuxcnc
[20:28:03] <CaptHindsight> heh, Linuxcnc doesn't work that way
[20:28:17] <deanputney> CaptHindsight: I know ;)
[20:28:22] <deanputney> CaptHindsight: "not yet"
[20:28:53] <CaptHindsight> well it won't be Linuxcnc, or maybe just the user interface
[20:29:23] <_methods> http://25.media.tumblr.com/tumblr_maxacnSG1o1rhqz3ho1_500.jpg
[20:29:54] <CaptHindsight> there is one project that uses lots of emc1 and has a custom pic controller to run the LPT
[20:30:20] <deanputney> Maybe there's something out there that would be more practical for this purpose?
[20:30:33] <deanputney> something that takes in gcode and spits out motion planning
[20:30:37] <deanputney> and could run remotely
[20:31:12] <CaptHindsight> deanputney: what do you want to control with it? How many motors, axis and do you require synchronized motion between the axis?
[20:31:29] <CaptHindsight> or axises :)
[20:32:14] -!- koo5 has quit [Ping timeout: 265 seconds]
[20:32:52] <_methods> axisis
[20:32:54] <_methods> hehe
[20:33:01] <_methods> axisis's
[20:33:05] <deanputney> Good question. Hang on a second.
[20:33:10] <CaptHindsight> axi
[20:33:17] <_methods> axes
[20:33:49] <CaptHindsight> there you go gettin all grammatically correct again
[20:34:21] <_methods> hahah
[20:34:23] <_methods> sorry
[20:35:55] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[20:43:34] -!- deanputney has quit [Remote host closed the connection]
[20:44:02] -!- deanputney [deanputney!~mustardha@2601:8:a581:a700:dcc9:9052:17ee:4a24] has joined #linuxcnc
[20:45:14] <CaptHindsight> http://www.ecklersoft.com/ USB version of Linuxcnc
[20:45:56] <CaptHindsight> he puts a PIC on usb and retimes Step pulses
[20:48:06] <CaptHindsight> deanputney: how will you handle e-stop when the network goes down?
[20:48:22] <deanputney> Probably on the machine itself
[20:49:04] <CaptHindsight> so the machine will have to tell the cloud where it stopped
[20:49:07] <deanputney> We're sort of regrouping on this. Not sure where we're going to wind up at the moment
[20:49:10] <deanputney> Right, it will
[20:50:34] <CaptHindsight> can't the cloud just be the user interface server and run the motion control on the machine?
[20:51:03] <deanputney> No
[20:51:07] -!- furrywolf [furrywolf!~randyg@99.204.61.33] has joined #linuxcnc
[20:51:21] <cradek> I don't even
[20:51:28] <CaptHindsight> doesn't the machine have to have it's own PC to connect to the Cloud?
[20:51:41] <deanputney> We're going to mull on this a bit more and see what we can come up with
[20:51:46] <PCW> yeah run all of linuxcnc on each machine, much simpler
[20:51:50] <deanputney> Thanks for your help!
[20:53:48] <CaptHindsight> deanputney: if you tell us what the overall goal of this is, we most likely give you a good answer
[20:54:07] <PetefromTn_> cannot imagine why anyone would want their machine to run on the cloud...
[20:54:34] <_methods> lots of people run lights out
[20:54:34] <CaptHindsight> IoT? (Internet of Things)
[20:54:48] <PetefromTn_> so?
[20:54:54] -!- deanputney has quit [Read error: Connection reset by peer]
[20:54:57] <PCW> miasma based CNC
[20:55:19] <toast-work> CNC machine tools have been "cloud" enabled since the late 80s, it's called DNC
[20:55:25] <_methods> indeed
[20:55:27] -!- deanputney [deanputney!~mustardha@2601:8:a581:a700:dcc9:9052:17ee:4a24] has joined #linuxcnc
[20:55:30] <CaptHindsight> I can imagine a discussion of how to control a filament fetish farm from the Cloud
[20:55:33] <PetefromTn_> if you just wanted to monitor your machine running while you are gone there are plenty of ways to do that
[20:56:09] <_methods> filament fetish farm
[20:56:13] -!- tom_o_t has quit [Ping timeout: 245 seconds]
[20:56:13] <_methods> that just made my day
[20:56:15] <CaptHindsight> paid subscriptions to control your machine
[20:56:39] <PetefromTn_> LOL NO THANK YOU...
[20:56:42] * furrywolf tries to figure out what a filament fetish farm is
[20:57:23] <deanputney> It's got great alliteration
[20:57:30] <furrywolf> yes, that it does.
[20:57:41] <CaptHindsight> FFF free form fabrication printer
[20:57:44] <CaptHindsight> FDM
[20:57:57] <deanputney> furrywolf's filament fetish farm
[20:58:07] <CaptHindsight> 4F
[20:58:23] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[20:59:22] <furrywolf> alitteration always adds advanced aesthetic ambiance.
[20:59:52] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-72-29.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[21:00:52] -!- deanputney has quit [Remote host closed the connection]
[21:03:02] <toast-work> so i don't know why you'd want cloud control
[21:03:13] <toast-work> but network/serial control is common
[21:03:37] <_methods> i dont' think he knew either
[21:04:44] <_methods> wow someone made a video game where you assemble ikea furniture.....
[21:04:55] -!- patrickarlt has quit [Remote host closed the connection]
[21:04:59] <CaptHindsight> link please!
[21:05:09] <_methods> http://thestorkburntdown.itch.io/home-improv
[21:05:48] <furrywolf> does it have random missing and extra fasteners, stripped holes, etc?
[21:05:54] <_methods> i'm sure
[21:05:58] <CaptHindsight> haha
[21:06:05] <_methods> apparently you have to assemble without instructions
[21:08:18] -!- deanputney [deanputney!~mustardha@c-67-183-112-251.hsd1.wa.comcast.net] has joined #linuxcnc
[21:08:32] <CaptHindsight> it wouldn't take much to turn Linuxcnc into a video game
[21:09:11] -!- alexandru has quit [Quit: Page closed]
[21:09:25] <_methods> wow the fcc actually upped broadband
[21:09:44] <furrywolf> assembling absent academic advisement always arouses adventuresome accidents...
[21:10:15] <CaptHindsight> use the sim, but just introduce extras like tools breaking and the customer calling to get more parts after you order materials etc etc
[21:11:03] <FinboySlick> Might be a good idea. I think you can hire a Korean pro-gamer for less than yearly MasterCAM subscriptions.
[21:11:40] <CaptHindsight> My Little Home CNC "ages 4 and up"
[21:12:09] <FinboySlick> Speaking of pro-gaming... How's memleaks?
[21:12:41] <CaptHindsight> fine, he updated RTAI to 3.16 or something newer
[21:12:50] -!- ariscop has quit [Ping timeout: 265 seconds]
[21:13:03] <FinboySlick> Very nice.
[21:13:21] <CaptHindsight> we been passing this flu/pestilence back and forth the past 2 months, my turn again this week
[21:13:22] <FinboySlick> Is it performing better overall?
[21:13:34] <furrywolf> x axis encoder fails, and servo runs away - replace workpiece, endmill, and re-square vise. customer changes requirements mid-job - scrap all finished parts. power failure - scrap current part. tap breaks in workpiece, lose 3 hours. etc?
[21:14:15] <roycroft> welcome to reality
[21:14:38] <CaptHindsight> FinboySlick: pretty much works without issues without having to even set isolcpus= or anything else now
[21:14:44] <furrywolf> yeah, I'm not sure I'd find this game incredibly enjoyable. :P
[21:16:06] <CaptHindsight> "ballscrew stripped due to poor supplier selection", "wait 2 weeks for shipment from China"
[21:16:27] <_methods> you can have your wife yell at you while you play for added realism
[21:16:29] <FinboySlick> I'm pretty interested. Did he push his patches/recipe somewhere?
[21:17:09] <CaptHindsight> https://github.com/NTULINUX/RTAI
[21:18:55] <CaptHindsight> works with Linuxcnc, night not with other applications
[21:19:17] <CaptHindsight> he stripped out a bunch of cruft that Linuxcnc doesn't use
[21:19:34] -!- TTN has quit [Remote host closed the connection]
[21:19:36] <CaptHindsight> but some obscure project might still use
[21:20:05] -!- skorasaurus has quit [Ping timeout: 265 seconds]
[21:21:42] <CaptHindsight> FinboySlick: been gathering everyones wish lists to launch
http://openlunchbox.com/
[21:26:16] <FinboySlick> That's pretty neat. I wonder if by T60 type keyboard he means using an actual T60 keyboard. That way, you can source all the other languages/layouts supported by thinkpads.
[21:26:36] <CaptHindsight> yes, the actual t60 keyboards
[21:27:17] <CaptHindsight> http://openlunchbox.com/smf/index.php?topic=4.0 they still make them
[21:27:55] <CaptHindsight> http://forum.thinkpads.com/viewtopic.php?t=44310
[21:29:02] <FinboySlick> I'd probably want one when it comes out.
[21:30:30] <_methods> isn't someone else making a diy laptop too?
[21:30:40] <_methods> opensource
[21:31:00] <CaptHindsight> _methods: it's an arm laptop that is more of a box that flips open
[21:31:05] <_methods> ahhh
[21:31:09] <CaptHindsight> Novena
[21:31:10] <_methods> https://www.crowdsupply.com/kosagi/novena-open-laptop
[21:31:13] <_methods> that thing
[21:31:28] <_methods> with a gas shock on it lol
[21:31:49] <CaptHindsight> yeah, we are just going the whole way to make it all modular and in multiple sizes
[21:32:03] <CaptHindsight> all standardized so you can mix and match parts
[21:32:40] <FinboySlick> I think the air spring iis a bit of a waste of space/weight.
[21:32:47] <CaptHindsight> _methods: for some reason he decided to make a tool to injection mold those cases
[21:32:49] <FinboySlick> Looks cool but not practical at all.
[21:33:19] <_methods> laptops are so cheap i just don't get it
[21:33:21] <CaptHindsight> we just can't sell complete units until the patents run out
[21:33:33] rbancrof1 is now known as rbancroft
[21:34:06] <_methods> those gas springs are kinda expensive too
[21:34:18] <_methods> can't imagine that helped the costs any
[21:34:22] -!- Jymmmm [Jymmmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[21:34:59] <CaptHindsight> Laptop Ships January 2015 $2,195 for that version
[21:35:04] -!- Jymmm has quit [Ping timeout: 265 seconds]
[21:35:52] <LeelooMinai> I got my spindle with bracket today, but bracket does not have any mounting holes - any idea how those are usually attached to z-axis?
[21:35:54] <CaptHindsight> https://www.crowdsupply.com/img/b4cb/novena-954-edit_jpg_project-body.jpg $5K for this nice wooden version
[21:36:23] <CaptHindsight> LeelooMinai: have a pic of your bracket?
[21:36:58] <LeelooMinai> It's similar to this one, but a bit smaller (60-somethin mm). Cast aluminum it seems:
http://i.ebayimg.com/00/s/ODAwWDgwMA==/z/QUEAAOSwQItT0P6p/$_57.JPG
[21:37:35] <CaptHindsight> drill holes in the flanges
[21:38:29] <LeelooMinai> Ok, so the holes are not there because the placement may be different for different machines, or there are some systems of mounting this without holes?
[21:39:01] <CaptHindsight> if your Z has enough area you could have clamps or slots hold it
[21:39:37] <CaptHindsight> http://www.automationtechnologiesinc.com/wp-content/uploads/2011/11/KL-3040A.jpg but this is the usual
[21:40:12] <LeelooMinai> Not sure what's going on there - difficult to see
[21:41:58] <LeelooMinai> My z-axis bed is quite larger than this bracket - I guess I could think about some clamping system - not sure if it will give me anything.
[21:41:59] <CaptHindsight> http://imagebin.ca/v/1pr9xEvYLiXG
[21:42:31] <CaptHindsight> also you might want to try an image zoom plugin
[21:43:30] <LeelooMinai> Here's a pic of my z-axis bed:
https://www.flickr.com/photos/100017731@N03/15650776467/
[21:43:34] <CaptHindsight> http://www.ebay.com/itm/like/331057238891?lpid=82&chn=ps
[21:44:07] <LeelooMinai> Right, this seems to be different system though.
[21:45:08] <CaptHindsight> http://i.ebayimg.com/00/s/MTA2NlgxNjAw/z/JZgAAOSwq7JT6dr8/$_57.JPG this would have been better
[21:45:27] <CaptHindsight> they took all the meat away from your clamp
[21:45:28] <LeelooMinai> I guess clamping could give me some adjustements in positioning with respect to just holes.
[21:45:53] -!- renesis has quit [Remote host closed the connection]
[21:46:29] <LeelooMinai> Those seem to be machined. I think I red somewhere that cast-aluminum ones may be a bit better (not exactly sure why.(
[21:47:13] <CaptHindsight> were they selling the cast versions? :)
[21:48:32] <LeelooMinai> Maybe:) Not sure now... Oh well, I don't think there's anything wrong with it - just have to figure out how to mount it in my case.
[21:50:07] <CaptHindsight> looks fine
[21:50:19] <CaptHindsight> I'd probably make a clamp
[21:51:23] <LeelooMinai> A clamp would look like what exactly? Aluminum bar with holes?
[21:52:55] <Bushman> i thought i'd share with you guys. new motor for my very old lathe (with borrowed 3phase inverter):
[21:52:58] <Bushman> https://www.youtube.com/watch?v=1DLpO5CAHD4
[21:53:01] <CaptHindsight> with holes and mill one edge slightly less deep than the thickness of the flange
[21:53:35] <LeelooMinai> Right, that's what I though, though milling may be a problem:)
[21:53:55] <LeelooMinai> I guess I could make it from two pieces maybe.
[21:55:55] <CaptHindsight> http://www.use-enco.com/ProductImages/7308391-23.jpg or use these until you have it in place to mills some clamps
[21:56:04] <CaptHindsight> mills/mill
[21:56:34] <LeelooMinai> Those are step blocks, right?
[21:56:46] <CaptHindsight> steps clamps
[21:56:48] -!- patrickarlt has quit [Ping timeout: 276 seconds]
[21:56:53] <LeelooMinai> I think I will get those in the clamp set I will order.
[21:56:56] <CaptHindsight> cheap on ebay
[21:57:12] <CaptHindsight> yes, they usually come with a few
[21:57:21] <deanputney> quick question: Is it OK to install the Debian Lenny version on later versions of Debian?
[21:57:31] <deanputney> Is that forward compatible?
[21:58:02] <furrywolf> I'm thinking of making some wheel spacers... doing one side is easy, but how do I get the back side centered to the front side perfectly? touching off all sides of the center hole seems like it'd work, but might not be precise enough...
[21:59:22] <furrywolf> I'll need to drill holes for lugs, etc, which I can only do on my mill...
[22:01:06] <furrywolf> hrmm, they make fancy dial indicators I can stick in the spindle and measure the runout of the inside of a hole, don't they?
[22:02:00] -!- toast-work has quit [Quit: Page closed]
[22:02:57] -!- Camaban has quit [Quit: Leaving]
[22:03:14] <Deejay> gn8
[22:03:49] -!- Deejay has quit [Quit: bye]
[22:04:02] <furrywolf> my truck needs fatter tires, but they already rub the springs slightly at full lock... time for spacers. :)
[22:06:26] <CaptHindsight> furrywolf: you'll be with a few thou just touching off
[22:06:44] <CaptHindsight> thats good enough for wheel spaces the tires flex more than that
[22:07:13] <CaptHindsight> and it will still keep balance if you keep it symmetrical
[22:08:04] <furrywolf> a few thous seems pretty painfull with a 100lb tire spinning at freeway speeds...
[22:08:15] -!- spatialbrew_ has quit [Remote host closed the connection]
[22:08:32] -!- FinboySlick has quit [Quit: Leaving.]
[22:09:11] -!- erve has quit [Remote host closed the connection]
[22:11:04] <CaptHindsight> can't you drill all the holes from one side?
[22:11:45] <CaptHindsight> you have the center hole for the hub, holes for the studs on the axle and then holes for the new studs
[22:11:47] <furrywolf> I need to machine an step on each side for the hub-centering
[22:12:26] <furrywolf> and I don't have a lathe nearly large enough to stick it in a 4-jaw chuck and tweak until running true. :)
[22:13:29] <CaptHindsight> http://c1552172.r72.cf0.rackcdn.com/386160_x800.jpg are you making this?
[22:14:08] <furrywolf> no
[22:14:43] <furrywolf> http://www.spidertrax.com/core/media/media.nl?id=2475&c=407909&h=a76ac7fc29596ef0c98c that kind
[22:15:26] <furrywolf> except in a non-standard large 6-lug pattern only used on this vehicle and nothing else, so no one sells one. :P
[22:16:11] <furrywolf> note the raised hub area in the middle, and (not visible) a matching indent on the backside, that need to be concentric.
[22:17:21] -!- balestrino [balestrino!~SB@95.235.129.230] has joined #linuxcnc
[22:19:09] <furrywolf> I figure a 2" spacer will let me replace my current x11 tires with x15 tires with the same minimal rubbing... and a massive improvement in not sinking in the sand.
[22:20:03] <furrywolf> hrmm, found a forum posting where a shop says they'll make them for $250/pair...
[22:24:58] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[22:28:50] -!- sheppard has quit [Quit: Ex-Chat]
[22:33:37] -!- f1oat has quit [Ping timeout: 245 seconds]
[22:36:30] -!- balestrino has quit [Ping timeout: 246 seconds]
[22:36:57] <furrywolf> I don't know if I can beat that price just for the aluminum and studs!
[22:37:09] asheppard is now known as sheppard
[22:37:21] <CaptHindsight> and already anodized or powder coated
[22:37:57] <CaptHindsight> pair or set of 4?
[22:38:35] -!- chillly has quit [Quit: Ex-Chat]
[22:39:16] <furrywolf> pair
[22:43:23] <furrywolf> meh, I can't afford the new tires anyway... was just inspired by someone I know doing the same on his bronco.
[22:47:36] <furrywolf> he got hummer beadlock wheels to put on his 1-ton ford axles, but the offset is way off, needing a thick spacer...
[22:50:06] <furrywolf> I'm happy with my original kill-you-if-you-don't-seat-the-lock-ring factory rims... heh
[22:50:57] -!- patrickarlt has quit [Ping timeout: 265 seconds]
[22:51:55] -!- acdha has quit [Ping timeout: 265 seconds]
[22:53:19] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[22:54:08] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:57:34] -!- `Nerobro_ has quit [Ping timeout: 255 seconds]
[22:57:55] -!- jvrousseau has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[23:01:53] -!- syyl_ has quit [Ping timeout: 240 seconds]
[23:03:04] -!- The_Ball has quit [Remote host closed the connection]
[23:04:14] -!- jvrousseau has quit [Ping timeout: 264 seconds]
[23:15:14] -!- tjtr33 [tjtr33!~tjtr33@mail.rdsmfg.com] has joined #linuxcnc
[23:16:35] <tjtr33> any ideas how to demagnetize a 52" inconel ring? ( its hairy right now, no big walker chucks nearby either )
[23:17:32] <tjtr33> hairy as in metal particle bearded
[23:18:07] <Jymmmm> smack it really really hard on the ground.
[23:18:43] <tjtr33> hmm a bit expensive and big to whack ( i actually told them that joke already )
[23:19:18] <Jymmmm> I'm not joking, and I mean to throw it on the ground in an accelerated manner.
[23:19:31] Jymmmm is now known as Jymmm
[23:19:47] <tjtr33> Jymmmm, thx but its an aerospace part , a turbine ring
[23:19:50] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[23:19:58] -!- FreezingCold has quit [Remote host closed the connection]
[23:20:23] <Jymmm> wrap it in bubble wrap first? ~shrug~
[23:20:41] <tjtr33> anyone built a demag? i'mm thinking an old crt demag ring might eventually work
[23:21:14] <Jymmm> what size in the ring?
[23:21:21] <Jymmm> is*
[23:21:23] <tjtr33> 52" od
[23:21:32] <Jymmm> lol
[23:21:48] <tjtr33> YOU pick it up and throw it on the floor :)
[23:21:53] <Jymmm> I've never seen a degauser that large
[23:22:11] <Jymmm> I will, let me on the forklift
[23:22:21] <Jymmm> tilt forward, PLOP!
[23:22:21] <tjtr33> a plate demag could be slid over the surface
[23:22:24] -!- patrickarlt has quit [Read error: Connection reset by peer]
[23:23:05] <tjtr33> hokay thx
[23:23:08] -!- tjtr33 [tjtr33!~tjtr33@mail.rdsmfg.com] has parted #linuxcnc
[23:27:51] <furrywolf> ... dropping it is not a useful suggestion.
[23:27:55] -!- renesis [renesis!renesis@tenjitsu.net] has joined #linuxcnc
[23:28:15] <PCW> probably not great for a turbine part
[23:28:52] <PCW> but a turntable and a big solenoid or C core might do
[23:37:41] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:38:12] -!- koo5 has quit [Ping timeout: 245 seconds]
[23:39:15] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[23:47:11] -!- gonzo_nb has quit [Remote host closed the connection]
[23:48:32] -!- patrickarlt has quit [Remote host closed the connection]
[23:53:16] -!- heyman has quit []
[23:54:21] -!- sweenzor has quit []
[23:55:48] <PetefromTn_> https://www.youtube.com/watch?v=OzoefjTkiCk HOLY SMOKES!!
[23:57:29] -!- asdfasd has quit [Ping timeout: 252 seconds]
[23:57:52] -!- FreezingAlt has quit [Ping timeout: 255 seconds]
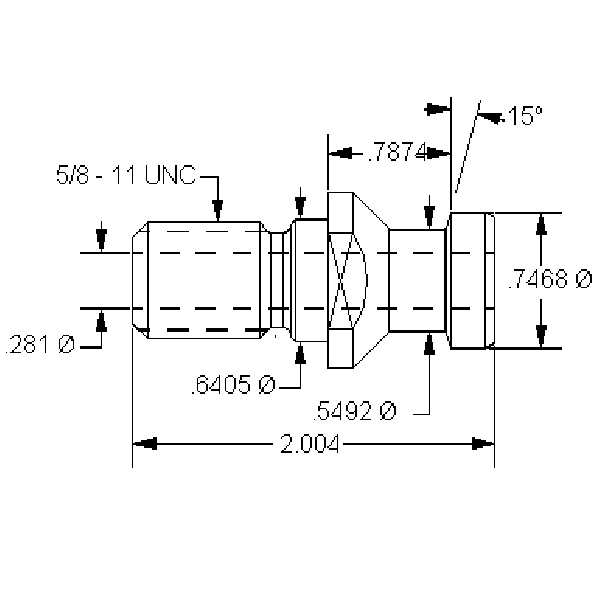{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}