Back
[00:07:42] -!- Nick001-shop [Nick001-shop!~chatzilla@hrbg-74-47-122-95-pppoe.dsl.hrbg.epix.net] has joined #linuxcnc
[00:16:02] <bobo_> any bets on if we-all have to hear just how great petes cheese cake was
[00:16:31] <Tom_itx> no because i know we will
[00:17:24] <malcom2073> I want cheese cake :/
[00:18:33] <Tom_itx> i'd rather have a slice of the maple cake sitting in the kitchen
[00:22:40] <malcom2073> I have no cake, but I will go eat keylime yogurt, it's a poor, but adequate subsitute
[00:28:37] -!- koo5 has quit [Ping timeout: 252 seconds]
[00:32:46] <Tom_itx> P.245
[00:32:57] <XXCoder> waffle cnc
[00:34:50] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[00:36:55] -!- TTN has quit [Quit: gnight :)]
[00:38:09] <zeeshan> interesting
[00:38:13] <zeeshan> that wj200 is also like the sumitomo
[00:38:21] <zeeshan> in terms of locations for commands
[00:38:21] <zeeshan> lol
[00:40:13] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has parted #linuxcnc
[00:43:32] -!- anth0ny_ has quit [Quit: anth0ny_]
[00:45:51] -!- patrickarlt has quit [Quit: Leaving...]
[00:47:33] -!- asdfasd has quit [Ping timeout: 276 seconds]
[00:50:05] -!- anth0ny_ has quit [Client Quit]
[00:51:37] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:57:26] -!- unfy has quit [Quit: Miranda IM! Smaller, Faster, Easier. http://miranda-im.org]
[01:06:06] -!- Nick001-shop has quit [Remote host closed the connection]
[01:10:17] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[01:10:17] -!- TTN has quit [Changing host]
[01:10:17] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[01:12:09] -!- rob_h has quit [Ping timeout: 265 seconds]
[01:34:57] -!- swingley has quit [Remote host closed the connection]
[01:43:45] -!- Servos4ever [Servos4ever!~chatzilla@173-87-49-43.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[01:58:05] -!- gimps_ [gimps_!~noone@unaffiliated/gimps] has joined #linuxcnc
[01:58:08] -!- gimps has quit [Read error: Connection reset by peer]
[02:06:17] -!- erictheise has quit [Quit: erictheise]
[02:06:58] -!- moorbo [moorbo!~moorbo@dyn-21-71.mdm.its.uni-kassel.de] has joined #linuxcnc
[02:07:15] -!- uwe_ has quit [Ping timeout: 252 seconds]
[02:07:41] <PetefromTn_> Okay fellas sorry for the long delay had to take care of something...
[02:08:37] <PetefromTn_> whatsamatta you don't like hearing about my cheesecake?
[02:08:48] <PetefromTn_> ;)
[02:09:45] <bobo_> OK lay it on us ----how good was it ?
[02:10:17] <PetefromTn_> well....sadly there was no cheesecake today.
[02:10:58] <bobo_> Black thursday ?
[02:12:04] <tjtr33> whatsamatta u a mondegreen ( had to look that up )
http://en.wikipedia.org/wiki/Wossamotta_U
[02:12:26] <PetefromTn_> Aand I ate all of the key lime pie we had before so thats gone...
[02:14:18] <PetefromTn_> that is making me hungry again actually... might need to take a ride and get some more pie at the store I LOVE KEY LIME!!
[02:16:12] -!- usbbdm has quit [Read error: Connection reset by peer]
[02:17:49] <PetefromTn_> so it looks like thanks to Tom terminals 1 and 2 are the FWD and REV pins with P24 somehow in there. I am kinda concerned that my spindle feedback wil not work once I do this mod..
[02:18:25] <PetefromTn_> I remember Ian did some magic programming to get it to work with the modbus control
[02:23:47] <bobo_> can you off load the present VFD programing ,for safe keeping ?
[02:24:29] <PetefromTn_> well I can and will save the whole configuration file like I did when we worked on the metric to imperial conversion
[02:24:55] <PetefromTn_> I dunno what kind of programming he did or where it is located in the machine to get the feedback to work.
[02:25:30] <PetefromTn_> I know it was necessary to have a spindle index mask for the 2-1 ratio so you only saw one index pulse per revolution
[02:26:41] <bobo_> that is good , but I thought the VFD also had to be setup --- programed
[02:27:07] <PetefromTn_> oh it does....there are setup changes in there that need to be made
[02:27:22] <PetefromTn_> but I am more concerned with the changes to the linuxCNC setup
[02:37:17] -!- Servos4ever has quit [Quit: ChatZilla 0.9.91.1 [SeaMonkey 2.26.1/20140612173529]]
[02:37:51] -!- karavanjo has quit [Ping timeout: 264 seconds]
[02:40:39] -!- swingley has quit [Ping timeout: 276 seconds]
[02:42:37] -!- FinboySlick has quit [Quit: Leaving.]
[02:55:50] <PetefromTn_> ya know what guys....I am just not comfortable trying this...
[02:56:26] <Tom_itx> heh
[02:57:38] <PetefromTn_> seriously.. I have been reading over all the settings this afternoon and I swear that damn drive is so complicated it is not even funny. Then you add in all the linuxCNC changes that need to be made
[02:59:50] <Tom_itx> i don't know how it is currently set
[02:59:50] <PetefromTn_> sorry man believe me I would love to get this damn toolchanger working but I am pretty scared of screwing up what I already have here.
[03:00:36] <Tom_itx> what's used right now for spindle fwd / rev and speed?
[03:00:49] <pcw_home> Can you just test some slow back and forth spindle motions?
[03:00:50] <pcw_home> if they are controlled enough an there is no too much delay, it may be possible to do this over modbus
[03:00:55] <PetefromTn_> there are literally hundreds of settings in the drive to make sure it works rihgt
[03:01:07] <Tom_itx> no there are 72 input settings
[03:01:19] <PetefromTn_> 72?
[03:01:29] <PetefromTn_> where did you get that..
[03:01:30] <Tom_itx> for the input pins yes
[03:01:32] <pcw_home> so the first thing to do is nothing except see if it can work as it
[03:01:32] <Tom_itx> i read it
[03:01:41] <pcw_home> as is
[03:01:50] <Tom_itx> agreed
[03:02:05] <PetefromTn_> well I am all for that but everyone seemed to think it was way too slow earlier
[03:02:33] <pcw_home> how would you know if you dont try
[03:03:03] <PetefromTn_> I hate to come off sounding like a pussy here but you have to understand my position. I have spent all my money on this damn machine and right now it is the only means of making money I have so I am really apprehensive to screw it up.
[03:03:29] <PetefromTn_> thats just it...I DON'T know...I don't know a fraction of what you guys know about this stuff
[03:03:57] <PetefromTn_> and what seems so easy and simple to you is like diving off a huge cliff for me a lot of the time
[03:04:04] <pcw_home> Thats exactly why I am saying dont change anything just see if modbus commands will work timing wise
[03:04:05] <Tom_itx> we aim to edumocate you
[03:04:12] <PetefromTn_> I would not have gotten anywhere near as far as I have without all of your help/
[03:05:08] <PetefromTn_> I am really trying to learn from you guys
[03:05:16] <PetefromTn_> and I feel like I have come a LONG way
[03:05:40] <PetefromTn_> the programming of linuxCNC is still over my head in a lot of ways
[03:05:51] <pcw_home> a file with slow forward, pause, slow backwards spindle speed plotted on halscope would answer the speed question
[03:05:52] <PetefromTn_> I am more than willing to try to do it with modbus
[03:05:53] <CaptHindsight> I just solvent dyed a piece of anodized and unsealed for ~5 years and it came out great
[03:06:19] <CaptHindsight> I didn't even have to dip it into acid for a refresh
[03:06:31] <PetefromTn_> like what exactly
[03:06:38] <CaptHindsight> try that with water dye bath
[03:07:12] <PetefromTn_> for instance if I do an M3 s50 or something and then and M4 is that what you mean?
[03:07:23] -!- TTN has quit [Ping timeout: 252 seconds]
[03:07:40] -!- sumpfralle has quit [Quit: Leaving.]
[03:08:21] <pcw_home> m3 s60
[03:08:23] <pcw_home> g4 p1
[03:08:24] <pcw_home> m4 s60
[03:08:26] <pcw_home> g4 p1
[03:08:27] <pcw_home> ...
[03:08:45] <PetefromTn_> Ok
[03:09:10] <PetefromTn_> lemme fire it up and maybe you can help me figure out how to make the plot read for that kinda time frame....
[03:09:48] <pcw_home> then the spindle direction pin, and the spindle velocity can be plotted in halscope so we are not guessing about the VFDs abilities
[03:09:55] <Tom_itx> PCW do you want an M5 between?
[03:11:32] -!- pandeiro has quit [Ping timeout: 265 seconds]
[03:12:21] <pcw_home> probably not, i'm trying to see the delay and response to a simulated PID command
[03:12:27] <Tom_itx> k
[03:12:43] <Tom_itx> it's not turning that fast anyway
[03:12:59] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[03:13:07] <PetefromTn_> Ok I just fired it up and I am warming up the machine
[03:13:49] <pcw_home> yeah I figured reversing at 1 RPS should no be very stressful
[03:14:54] <PetefromTn_> ya know the other day when I changed the metric to imperial I must have changed something in my soft limits somehow because now when I home the machine I get a soft limit error on the Y axis at the front of the machine..
[03:15:15] -!- moorbo has quit [Remote host closed the connection]
[03:15:56] <PetefromTn_> sure would be nice if it would work under modbus control
[03:18:12] <Tom_L> check your Y axis settings
[03:18:12] <PetefromTn_> one thing I am kinda worried about is the fact that my friend Brendan in NZ has the same machine and is trying to follow what I am doing. He has most of the same components as well. Would suck if we both could not get it working..
[03:18:12] -!- jvrousseau has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[03:18:12] <PetefromTn_> can you check the soft limits in the program or only in the .ini file and have to restart?
[03:18:16] <Tom_L> i'm not sure
[03:18:27] <bobo_> Pete have any empty heavy tool holder-----for later ,to see stop position
[03:18:41] <pcw_home> the ini stuff is visible and settable in linuxcnc (Though not sure how long tha feature has been there)
[03:18:45] <PetefromTn_> yeah I have lots of holders now
[03:19:00] <PetefromTn_> really thats nice how and where?
[03:19:03] <Tom_L> pcw_home where do you acces it?
[03:19:37] <Tom_L> MIN_LIMIT MAX_LIMIT
[03:19:52] <Tom_L> i'm using softlimits on mine too
[03:20:16] <pcw_home> machine --> show hal configuration--> pins--> ini
[03:20:18] -!- zenmoto has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[03:20:23] <PetefromTn_> yeah man soft limits are sweet.. I just home this thing and I basically cannot hit a limit after that
[03:21:24] <PetefromTn_> OK after the warmup program runs I will try it.
[03:21:27] <tjtr33> then MIN_LIMIT MAX_LIMIT in those pins, set the machine to display machine coordinates and see if you can creep up on the number.
[03:22:10] <PetefromTn_> its weird I never had that problem before the change and I don't think we changed any of that..
[03:22:42] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[03:22:46] <pcw_home> well the limit units would change so maybe they didnt get updated correctly
[03:22:52] <tjtr33> or, as you creep up on the number, see if the number makes any sense when you observe where you are and estimate where the limit is
[03:23:19] <PetefromTn_> tjtr33 Ok will try it here in a couple minutes.. warmup program is running.
[03:23:36] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[03:23:45] <PetefromTn_> probably didn't need to run the warmup program but I figure that might affect the spindle response possibly
[03:23:50] <tjtr33> and pcw is abso right, the units of measure have been changed
[03:23:51] -!- TTN has quit [Changing host]
[03:23:51] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[03:24:05] <pcw_home> halmeter or show ini.1.min_limit, ini.1.max_limit
[03:24:27] <tjtr33> you got a moore jig grinder? need to warm up the spindle? ;)
[03:24:59] <PetefromTn_> those are cool old machines..
[03:25:03] <PetefromTn_> jig borer
[03:25:25] <PetefromTn_> wife and kids went to bed so nows a good time to mess with this...
[03:25:26] <tjtr33> stay focussed young luke!
[03:25:55] <PetefromTn_> yes Obi Wan.... I will FEEL the force around me!
[03:27:59] -!- uwe_ [uwe_!~uwe_@dslb-088-064-076-043.088.064.pools.vodafone-ip.de] has joined #linuxcnc
[03:28:42] <tjtr33> " when I home the machine I get a soft limit error on the Y axis at the front of the machine" you may be able to see the dotted red box around a familiar program, looks very wrong if the limits were not scaled correctly
[03:29:28] <PetefromTn_> yeah for some reason the parts when I zero them are always on TOP of the red dotted box..probably wrong...
[03:30:05] <tjtr33> no, not where Z zero is, but wether a known part looks way too big or way too small
[03:31:01] <PetefromTn_> yeah it is in the box and I think I have the box correct. The home works great and I can jog to just inside the limits of travel
[03:31:41] <PetefromTn_> I have made a couple parts that were almost to the limits of travel and that is a helpful feature to ensure you are inside the travels.
[03:31:44] <tjtr33> the box is drawn from the 6 limits
[03:31:49] <PetefromTn_> just select the Z vertical view
[03:33:49] <PetefromTn_> Okay I just stopped the warmup program machine is ready
[03:34:12] <PetefromTn_> I thought it said joint 1 but let me rehome and make sure
[03:35:01] <PetefromTn_> okay so it says exceeded positive soft limit on joint 1
[03:35:31] <PetefromTn_> in machine coordinates it is at 20.0787
[03:36:13] -!- Nutter has quit [Ping timeout: 245 seconds]
[03:36:58] <PetefromTn_> so I opened show hal config, pins, and what is it the numbers 1234 etc are axes possibilities?
[03:37:11] <tjtr33> what is axis 1's MAX_LIMIT? ( possibility that the homing method uses an offset that was not scaled ))
[03:37:27] <pcw_home> yes you want to look a 1
[03:37:45] <PetefromTn_> 20.07870 ini.1.max_limit
[03:37:55] <PetefromTn_> sorry .07874
[03:37:59] gimps_ is now known as gimps
[03:38:33] <PetefromTn_> when I jog the axis til it stops it goes to 20.0787
[03:38:46] <Tom_L> <pcw_home> halmeter or show ini.1.min_limit, ini.1.max_limit
[03:38:54] <PetefromTn_> show
[03:39:26] <PetefromTn_> min limit is -0.01968
[03:40:17] <PetefromTn_> so I guess it just goes beyond the positive limit by the .0003 then?
[03:40:27] <PetefromTn_> which is causing the error?
[03:40:36] <Tom_L> could be
[03:40:41] <PetefromTn_> how come it can go beyond the limit?
[03:40:42] -!- Nutter [Nutter!~hehe@199-195-151-246.dyn.novuscom.net] has joined #linuxcnc
[03:41:04] -!- swingley has quit [Ping timeout: 245 seconds]
[03:41:10] <PetefromTn_> Oh wait I have it set to home and then it has a home offset which may be moving it beyond the limit
[03:41:31] <tjtr33> 20.07870 ini.1.max_limit
[03:41:31] <tjtr33> <PetefromTn_> sorry .07874 the 2nd entry was really >20.07874< ?? youre driving me >more< carzy :)
[03:42:05] <PetefromTn_> basically when the machine homes it homes with the table all the way towards the column and then does its little home switch slow dance and then I have it come all the way forward so I can load stuff
[03:42:17] <tjtr33> the err is .0003 not 20 inches. yeah can just be mechanics or tuning
[03:42:33] <PetefromTn_> the .ini max limit is 20.07874
[03:42:38] <pcw_home> yeah either the limits or home offsets didn't get translated correctly from metric
[03:43:04] <PetefromTn_> okay to change that I need to shut down and mod the .ini right
[03:43:05] <tjtr33> rungdung litlle math error accumulations
[03:43:37] <pcw_home> you might check your metric .ini file and re convert to inches
[03:44:34] <PetefromTn_> okay my current .ini file has max limit at 20.07874 and the home offset is .11811
[03:45:13] <PetefromTn_> actually the HOME setting is 20.0787401
[03:45:32] <PetefromTn_> you think the .0000001 is the problem hehe
[03:45:35] <Tom_L> mm * 0.039370
[03:46:10] <PetefromTn_> just removed that last 01
[03:47:47] -!- ariscop has quit [Ping timeout: 245 seconds]
[03:48:21] <PetefromTn_> just looking at the old metric .ini file
[03:48:51] <PetefromTn_> looks like the home offset was 3.0000
[03:49:16] <tjtr33> 25.4 * 0.039370 = 0.999998 but 25.4/25.4 = 1 so please use mm/25.4
[03:49:17] <tjtr33> and when worrying about the least significant digit, favor the number closer to center of the limits ( dont just 'round' )
[03:50:08] <PetefromTn_> honestly I don't think the problem has anything to do with the home offset
[03:50:25] <PetefromTn_> the home switch is at the low end of the travel and the home is at the high end.
[03:50:38] <PetefromTn_> it may just be that error in the longer number for the home
[03:50:49] <PetefromTn_> it was indeed beyond the travel soft limit
[03:50:59] <PetefromTn_> I am going to change it to something INSIDE of the soft max limit
[03:51:47] <PetefromTn_> homing machine now
[03:52:13] <PetefromTn_> okay it did not error out
[03:52:23] <PetefromTn_> nice
[03:52:29] <PetefromTn_> okay next problem hehe
[03:52:38] <PetefromTn_> lemme do it again just to check
[03:52:41] <tjtr33> did it move to the offset ?
[03:53:17] <tjtr33> ( i dont think the offset is a problem, but i wanna make sure it finished the operation )
[03:53:23] <PetefromTn_> yeah it did exactly as it normally does but it did not come as far forward after homing so no error..
[03:53:34] <PetefromTn_> yeah we are good now..
[03:54:00] <tjtr33> what you can see that 40 millionths ? :)
[03:54:29] <PetefromTn_> just went to verical Z view and the machine will not go beyond the dotted red box...
[03:54:43] <tjtr33> red box good ugh
[03:54:44] <PetefromTn_> okay now back to orient
[03:55:16] <bobo_> OH ! goodey
[03:55:48] <PetefromTn_> so I guess a good start is making a little MDI program like PCW was talking about
[03:57:10] <tjtr33> plz make the program a real gcode file, if you type the commands in each time, you're not seeing that fast reversal pcw is looking for, youre adding the time it takes you to enter the command
[03:57:32] <PetefromTn_> oh okay...
[03:57:44] <PetefromTn_> I thought you could select more than one line
[03:58:08] -!- swingley has quit [Ping timeout: 264 seconds]
[03:58:24] <tjtr33> really? never even thought about trying to select more than 1 line, i been wrong before :)
[04:00:19] -!- Tom_L has quit []
[04:00:21] <PetefromTn_> huh I thought you could..
[04:01:23] <tjtr33> well you CAN select multiple lines, but you cnat copy them into the field where stuff gets executed
[04:03:06] <PetefromTn_> ok
[04:03:55] <tjtr33> maybe i just dont know how, i dont see how to exec multiple lines in the AXIS mdi tab. write a little program, its good fun
[04:04:51] <PetefromTn_> okay got a little program loaded
[04:05:35] <PetefromTn_> ok now I gotta setup the halscope
[04:06:07] <PetefromTn_> what signals do we need
[04:06:22] <PetefromTn_> abs.spindle_out.out?
[04:06:27] <tjtr33> "<pcw_home> then the spindle direction pin, and the spindle velocity can be plotted in halscope so we are not guessing about the VFDs abilities"
[04:07:13] <zeeshan> if your modbus is faster than .5 s
[04:07:17] <zeeshan> i need to know your mobo specs!
[04:07:19] <tjtr33> i dont have such hardware, but you need some signal that reports the spindle driection ( i think report, not command )
[04:08:00] <tjtr33> really .5S? like 500mS?
[04:08:28] <zeeshan> yes
[04:08:34] <zeeshan> http://wiki.linuxcnc.org/uploads/vfd.py
[04:08:44] <zeeshan> if you look at time.sleep
[04:08:47] <zeeshan> its set to 0.01
[04:08:51] <zeeshan> but when i ran that program
[04:08:53] <PetefromTn_> would it be 5i25/7i77 bla bla encoder 03?
[04:08:59] <zeeshan> and i added a line print time.time()
[04:09:14] <zeeshan> i was getting .7 - 1.5s
[04:09:18] <zeeshan> dips of .5 sometimes
[04:09:27] <tjtr33> PetefromTn_, i dont have your hardware
[04:10:00] <PetefromTn_> there is a motion.spindle.fwd
[04:10:06] <zeeshan> plot that
[04:10:14] <PetefromTn_> and rev
[04:10:22] <zeeshan> you just wanna plot fwd
[04:10:27] <zeeshan> when its 1 you know you're fwd
[04:10:39] <zeeshan> i guess you should plot rev too :P
[04:10:51] <tjtr33> zeeshan, i'd guess that machine tool manufacturers would never use a protocol slower than a teletype. what you describe seems to be a limitation of a particular implementaion
[04:11:02] <zeeshan> tjtr33: its not limitation of modbus
[04:11:07] <zeeshan> i think its limitation of linxucnc userspace comp
[04:11:10] <zeeshan> or computer hardware
[04:11:14] <tjtr33> ok
[04:11:32] <zeeshan> also if you read some of these vfd manuals
[04:11:33] <PetefromTn_> okay 1 is motion.spindle-Forward and 2 is motion.spindle-reverse...what for the next one..
[04:11:42] <zeeshan> they specify to connect feedback to analog
[04:11:48] <zeeshan> never mention anythin about modbus
[04:11:58] <zeeshan> PetefromTn_: might be spindle-velocity
[04:12:10] <zeeshan> or motion.spindle-speed-in
[04:12:40] <tjtr33> PetefromTn_, motion.spindle-Forward sounds like a command, not a sensed input
[04:12:43] <PetefromTn_> are you sure
[04:13:00] <PetefromTn_> pcw_home what pins do we need to plot here?
[04:13:09] <zeeshan> why dont you try it out
[04:13:10] <zeeshan> and see?
[04:13:18] <zeeshan> youre not gonna blow up your machine
[04:13:48] <tjtr33> from man motion motion.spindle-reverse OUT BIT TRUE when the spindle should rotate backward
[04:14:38] <PetefromTn_> I dunno what to plot are these commands or signals
[04:15:07] <zeeshan> signals
[04:15:10] <PetefromTn_> what about sample rates
[04:15:23] <zeeshan> whatever gives you 4 channels
[04:15:33] <PetefromTn_> four channels?
[04:15:39] <zeeshan> well youre plotting 3
[04:15:42] <PetefromTn_> I only have three
[04:15:46] <zeeshan> there is no "3"
[04:15:48] <zeeshan> option
[04:15:50] <zeeshan> so you choose 4
[04:16:21] <PetefromTn_> I don't understand I have 1 set to fwd, 2 to rev, and 3 to in
[04:16:55] <PetefromTn_> there are 1 tp 16 across the bottom of the screen
[04:17:07] <zeeshan> click 5
[04:17:08] <zeeshan> what does it do
[04:17:40] <PetefromTn_> says you cannot add more channels but I clicked on four and it says gpio 12
[04:17:45] <PetefromTn_> er 16 rather
[04:17:51] <zeeshan> set that to none
[04:18:26] <PetefromTn_> how do you set it to none
[04:18:50] <zeeshan> PetefromTn_: grr
[04:18:55] <zeeshan> look at your screen!
[04:19:07] <zeeshan> bottom right
[04:19:14] <zeeshan> 'chan off'
[04:19:28] <zeeshan> i really think you should just click around buttons in halscope
[04:19:29] <zeeshan> and what they do
[04:19:32] <zeeshan> nothing you do there
[04:19:35] <zeeshan> will blow up your machine
[04:19:43] <PetefromTn_> why are you getting so mad?
[04:19:47] <zeeshan> im not getting mad
[04:20:01] <zeeshan> you're not learning how to use it
[04:20:07] <zeeshan> and wont if you dont play around with it
[04:20:12] <PetefromTn_> yeah this is like the second time I have use it..
[04:20:33] <zeeshan> trust me, i was in the same boat a couple days ago cause of servo tuning
[04:20:36] <zeeshan> had no idea what was going on
[04:20:42] <zeeshan> the manuals didnt help either lol
[04:20:47] <PetefromTn_> all three of the currently selected channels are pins not signals
[04:21:03] <PetefromTn_> Ok then cut me some slack because you understand and I don't yet
[04:21:12] <PetefromTn_> I am trying to learn
[04:21:18] <PetefromTn_> just like you did
[04:21:39] <PetefromTn_> do I need to find these channels in signals instead of pins?
[04:22:02] <zeeshan> theyre likely hal pins
[04:22:19] <zeeshan> you should be able to display them
[04:22:21] <zeeshan> on the scope
[04:22:24] <PetefromTn_> ok that is what I have....
[04:22:27] <zeeshan> if you press "force"
[04:22:29] <zeeshan> what happens
[04:22:45] <zeeshan> do you know what force does?
[04:22:49] <PetefromTn_> looks like it is trying to plot
[04:22:57] <zeeshan> that stuff on the right near force
[04:22:59] <PetefromTn_> but it won't see anything until I run the program
[04:23:01] <zeeshan> is all your "Trigger" shit
[04:23:15] <zeeshan> if you dont trigger the scope
[04:23:18] <zeeshan> it wont read anything
[04:23:28] <zeeshan> my understanding of it is that it plots stuff
[04:23:32] <zeeshan> for a short period of time.
[04:23:36] <zeeshan> what the time is, i dont knwo :)
[04:24:00] <zeeshan> PetefromTn_: you should see the reverse either 0
[04:24:04] <zeeshan> or 1
[04:24:06] <PetefromTn_> yeah that is what I don't understand.. this little program take about four seconds
[04:24:07] <zeeshan> and forward either 1 or 0
[04:24:23] <PetefromTn_> it looks like I got the tail end of it...
[04:24:31] <zeeshan> im so stupid
[04:24:35] <zeeshan> i think i know how long it measures it
[04:24:39] <zeeshan> on the top does it say 4000 samples ?
[04:24:44] <zeeshan> at 3 khz ?
[04:24:49] <PetefromTn_> yes
[04:24:54] <PetefromTn_> at 1khz
[04:25:11] <zeeshan> period of the wave is 1/1khz
[04:25:15] <zeeshan> 0.001
[04:25:20] <zeeshan> 4000 * 0.001 = 4s
[04:25:36] <PetefromTn_> can we double that?
[04:25:42] <PetefromTn_> so we might be able to get it on screen
[04:25:52] <zeeshan> someone else correct me if im wrong, im just going based on exp
[04:25:57] <zeeshan> you'll need to drop it down to 2 channels
[04:26:01] <zeeshan> if you want to double that time
[04:26:18] <zeeshan> i honestly think you only need to plot forward and spindle.
[04:26:23] <zeeshan> cause when forward is 0
[04:26:28] <zeeshan> you can assume for now, that you're reversing.
[04:26:40] <zeeshan> when its 1 , you know its spinning clockwise
[04:27:07] <zeeshan> nm
[04:27:07] <PetefromTn_> I thought we were trying to see the lag between the two tho..
[04:27:11] <zeeshan> with 2 channels its 5.33 s
[04:27:14] <zeeshan> so it doesnt make a diff.
[04:27:27] <zeeshan> PetefromTn_: i think you can see that on your spindle velocity
[04:27:30] <zeeshan> actually nm
[04:27:33] <zeeshan> that will only be positive.
[04:27:39] <zeeshan> just leave the plot to 3 spins
[04:27:47] <zeeshan> and capture 4 seconds of data nds ee what happens
[04:28:11] <tjtr33> maybe chg the S value to a bit faster? then the same speed thread will capture more?
[04:28:11] <PetefromTn_> should I be on 2 channels 8000 samples 1.0khz
[04:28:24] <zeeshan> nah pete
[04:28:27] <zeeshan> leave it to 4 channels
[04:28:30] <zeeshan> plot rev, fwd
[04:28:33] -!- swingley has quit [Ping timeout: 276 seconds]
[04:28:33] <zeeshan> speed
[04:29:15] <PetefromTn_> that is what I did and it is hard to click fast enough to go from force to minimize that to cycle start
[04:29:36] <zeeshan> you dont have to
[04:29:41] <zeeshan> you know that thing onthe right
[04:29:43] <zeeshan> the trigger?
[04:29:52] <zeeshan> its hard to explain this over the internet
[04:29:57] <zeeshan> do this.. ill try
[04:30:11] <zeeshan> can you tell me what chan 1 2 3 arew ?
[04:30:15] <zeeshan> in order
[04:30:57] <PetefromTn_> motion.spindle-forward....motion.spindle-reverse...and motion.spindle-speed.-in
[04:31:04] <zeeshan> okay click on channel one
[04:31:12] <zeeshan> on the right there is a thing called
[04:31:13] <zeeshan> "Vertical"
[04:31:21] <zeeshan> while channel 1 is selected
[04:31:30] <zeeshan> slide the slider for position under vertical
[04:31:33] <zeeshan> up and down
[04:31:43] <PetefromTn_> yeah I know how to move them around
[04:31:44] <zeeshan> and you will see you'll move the "0" line of that channel
[04:31:46] <zeeshan> okay
[04:31:55] <zeeshan> http://www.anderswallin.net/wp-content/2008/04_xaxis/00_pgain.png
[04:31:59] <zeeshan> stack them like this
[04:32:08] <zeeshan> with speed iin the middle
[04:32:20] <tjtr33> (hal manual section 11.3 an example of triggering on a signal and capturing the single event might that help?
[04:32:39] Jeebiss_ is now known as Jeebiss
[04:32:40] <zeeshan> tjtr33: we're almost there :P
[04:32:45] <PetefromTn_> ok
[04:32:50] <zeeshan> okay now pete
[04:32:53] <zeeshan> on the very right
[04:32:59] <zeeshan> under the trigger stuff
[04:33:02] <zeeshan> see position?
[04:33:05] <zeeshan> move that up and down
[04:33:17] <PetefromTn_> yeah
[04:33:17] <zeeshan> move that line, pardon my language
[04:33:20] <zeeshan> a cunt hair
[04:33:24] <zeeshan> above the speed line
[04:33:40] <PetefromTn_> ok
[04:33:43] <zeeshan> basically what you've done is set a threshold
[04:33:53] <zeeshan> when the speed signal goes positive
[04:33:58] <zeeshan> it'll automatically trigger your scope to record data
[04:34:12] <PetefromTn_> ok
[04:34:17] <zeeshan> if you run your program now
[04:34:19] <zeeshan> it should work
[04:34:28] <PetefromTn_> do I need to hit force first
[04:34:30] <zeeshan> no
[04:34:33] <zeeshan> it'll do it automatically
[04:34:40] <zeeshan> just run your prog
[04:34:44] <PetefromTn_> ok nice
[04:34:55] <zeeshan> i wasnt paying attention earlier
[04:34:58] <zeeshan> how long is your program?
[04:35:12] <PetefromTn_> just a couple seconds
[04:35:23] <zeeshan> okay hopefully this captures enough data
[04:35:23] <PetefromTn_> it goes M3 S50
[04:35:28] <PetefromTn_> G4 P1
[04:35:31] <PetefromTn_> M4 S50
[04:35:35] <PetefromTn_> G4 P1
[04:35:37] <PetefromTn_> M5
[04:35:39] <PetefromTn_> M30
[04:35:58] <zeeshan> can you change the p1
[04:36:00] <zeeshan> to a smaller amount
[04:36:03] <zeeshan> just try your program first
[04:36:05] <zeeshan> lets see if it works.
[04:36:14] <PetefromTn_> it did stdby
[04:36:21] <tjtr33> ( S60 would be 1 rev per sec and S120 would cause more reverses to be recorded with the setup you have in halscope )
[04:36:52] -!- AR_ has quit [Ping timeout: 255 seconds]
[04:37:08] <PetefromTn_> http://i.imgur.com/pZtm29t.jpg
[04:37:50] <PetefromTn_> maybe spindle speed in is not the right pin?
[04:37:58] <zeeshan> no its fine
[04:38:04] <zeeshan> click on the speed-in channel
[04:38:08] <zeeshan> and increase the gain
[04:38:23] <zeeshan> but i can already see
[04:38:27] <zeeshan> that we're not capturing enough data
[04:38:31] <zeeshan> wait
[04:38:34] <zeeshan> actually i ll shut up
[04:38:34] <zeeshan> :)
[04:39:18] <PetefromTn_> what?
[04:39:31] <zeeshan> you do have enough data
[04:39:43] <zeeshan> did you increase gain ?
[04:39:50] <PetefromTn_> yeah
[04:39:57] <zeeshan> can you see something now?
[04:39:58] <PetefromTn_> it makes a real squiggly line
[04:40:02] <zeeshan> pics
[04:40:12] <zeeshan> can you please capture
[04:40:14] <zeeshan> the whole screen
[04:40:19] <zeeshan> there is a scale on the bottom i want to see
[04:40:40] <zeeshan> btw, are you using the imgur app on your phone? :D
[04:40:47] <zeeshan> it makes life easier to upload pics on the fly
[04:41:25] <PetefromTn_> I tried to but it does not come up in the album section for some reason
[04:41:43] <zeeshan> ah
[04:41:46] <PetefromTn_> http://i.imgur.com/2jvij6O.jpg
[04:42:59] <PetefromTn_> is it easier to take a screenshot but I would need to flash drive it...
[04:43:13] <zeeshan> PetefromTn_:
[04:43:22] <zeeshan> on the top sliders
[04:43:28] <tjtr33> from man motion "motion.spindle-reverse OUT BIT TRUE when the spindle should rotate backward" this is a command not a feedback. you're scoping what ought to happen, not what does happen
[04:43:31] <zeeshan> near to the 4000 samples thing
[04:43:40] <zeeshan> what does it say ? x msec per div
[04:43:49] <PetefromTn_> 200msec
[04:43:55] <zeeshan> okay
[04:44:02] <zeeshan> so your spindle is taking about
[04:44:03] <zeeshan> 200 m sec
[04:44:04] <zeeshan> to reverse
[04:44:07] <zeeshan> .2 s
[04:44:21] <zeeshan> can you see how i got that?
[04:44:29] <zeeshan> each column division
[04:44:30] <zeeshan> is .2 s
[04:44:30] <PetefromTn_> I guess so
[04:44:35] <zeeshan> in that chart
[04:44:44] <zeeshan> you can see you spindle is runnig at 60 rpm
[04:44:46] <zeeshan> and bam
[04:44:56] <zeeshan> it reverses, and goes below the zero line
[04:44:59] <PetefromTn_> 50
[04:45:08] <zeeshan> you see the reversal right ?
[04:45:35] <zeeshan> the white line crosses the zero
[04:45:39] <zeeshan> thats the reversal point
[04:45:57] <PetefromTn_> then it's less than one division
[04:45:58] <zeeshan> the distance from your spindle forward/reverse
[04:46:06] <zeeshan> where it changes
[04:46:08] <zeeshan> to the middle of that point
[04:46:10] <zeeshan> is about .2 s
[04:46:58] <zeeshan> i was worried about this
[04:47:01] <zeeshan> when my drive.
[04:47:09] <zeeshan> when i was writring the driver for it
[04:47:12] <zeeshan> i noticed there was a lag
[04:47:15] <zeeshan> http://www.linuxcnc.org/docs/2.4/html/hal_halmodule.html
[04:47:22] <zeeshan> i read this page
[04:47:30] <zeeshan> f you typed �show pin� quickly, you may see that passthrough.out still had its old value of 0. This is because of the call to 'time.sleep(1)', which makes the assignment to the output pin occur at most once per second. Because this is a userspace component, the actual delay between assignments can be much longer--for instance, if the memory used by the passthrough component is swapped to disk, the
[04:47:59] <zeeshan> hus, userspace components are suitable for user-interactive elements such as control panels (delays in the range of milliseconds are not noticed, and longer delays are acceptable), but not for sending step pulses to a stepper driver board (delays must always be in the range of microseconds, no matter what).
[04:48:03] <PetefromTn_> the fwd and rev change signals are about 85 percent across the division and the spindle command change is about 75 percent across the divison so it is not a full division...
[04:48:27] <zeeshan> if you really wanna calculate exactly
[04:48:40] <zeeshan> move the cursor to where the foward wave changes
[04:48:44] <zeeshan> notice the time on the bottom
[04:48:52] <zeeshan> and then move the cursor to the intersection of the white signal line
[04:48:54] <zeeshan> with the zero line
[04:48:56] <zeeshan> note the time
[04:49:47] <PetefromTn_> 1.01397.....1.19596
[04:50:06] <zeeshan> which number are you lookin at
[04:50:09] <zeeshan> i forgot which one was time :P
[04:50:16] <zeeshan> i think its the DDT one
[04:50:29] <PetefromTn_> oh nevermind it is set to zero already on the speed signal
[04:50:50] <PetefromTn_> moving it to the actual fwd rev position it says .81900
[04:51:14] <PetefromTn_> so is that .8 of a second?
[04:51:19] <zeeshan> nahh
[04:51:23] <zeeshan> you gotta subtract the distances
[04:51:34] <zeeshan> what was it at the spindle ?
[04:51:35] <PetefromTn_> I thought that is what we were doing
[04:51:37] <zeeshan> 1.01? or 11.9
[04:51:40] <PetefromTn_> zero
[04:51:41] <zeeshan> 1.19
[04:51:44] <zeeshan> it cant be zero :P
[04:51:51] <zeeshan> thats the wrong number
[04:51:56] <PetefromTn_> the first F number I posted first
[04:52:09] <zeeshan> okay so 1.013 - .819
[04:52:10] <PetefromTn_> the after the equals number I posted second
[04:52:18] <zeeshan> oh
[04:52:24] <zeeshan> whats the ddt number
[04:52:28] <zeeshan> fuck
[04:52:30] <zeeshan> sorry man
[04:52:34] <zeeshan> f( ........ )
[04:52:37] <zeeshan> .... is time i think.
[04:52:48] <PetefromTn_> 12.36514
[04:52:55] <zeeshan> lol
[04:52:58] <zeeshan> that doesnt make sense :P
[04:53:13] -!- danylevskyi has quit [Remote host closed the connection]
[04:53:15] <PetefromTn_> If I put my cursor on the squiggly line where it crosses zero
[04:53:23] <PetefromTn_> the after equals number is zero
[04:53:27] <zeeshan> yes
[04:53:29] <zeeshan> thats correct
[04:53:32] <zeeshan> thats saying the speed is 0
[04:53:36] <zeeshan> what are the other numbers?
[04:53:47] <zeeshan> they should be close to 1
[04:53:50] <zeeshan> i'd think.
[04:53:58] <PetefromTn_> if I move it over to the intersection of the red and blue lines change it says .83159
[04:54:20] <zeeshan> whats the number in the ( ) ?
[04:54:30] <PetefromTn_> the spindle appears to reverse VERY quickly man..
[04:54:44] <PetefromTn_> the DDt parentheses or the F parentheses?
[04:54:51] <zeeshan> f
[04:55:02] <zeeshan> ddt sounds like d/dt
[04:55:05] <zeeshan> time derivative
[04:55:37] <PetefromTn_> the F number is 1.19396 at the squiggly line crossover and it is 1.01397 at the red blue line crossover
[04:56:06] <PetefromTn_> the difference is the .81900 number it appears
[04:56:45] <zeeshan> shrug
[04:56:49] <zeeshan> im just looking at your divisions
[04:56:53] <zeeshan> theyre .2 s each
[04:56:56] <zeeshan> looks about .2 to me
[04:57:13] <zeeshan> i'd think thats too slow for pid control, but pcw is the man to talk to :P
[04:57:25] <zeeshan> to me logically that means...
[04:57:25] <PetefromTn_> thats what I am trying to say is that it is not a full division between the two crossovers
[04:57:46] -!- ariscop [ariscop!~Phase4@2001:44b8:4196:e800:a2a8:cdff:fe1c:74c4] has joined #linuxcnc
[04:58:09] <zeeshan> PetefromTn_: yea its 75% like youre saying
[04:58:18] <zeeshan> whhich is still .15s
[04:58:20] <PetefromTn_> yeah or so
[04:58:58] <PetefromTn_> pcw_home is this what you needed to see?
[04:58:59] <zeeshan> you might be able to do it as is
[04:59:12] <zeeshan> might might mean it takes 15 seconds for the spindle to orient
[04:59:17] <zeeshan> that number was out of my ass
[05:00:35] <PetefromTn_> no idea man..
[05:01:18] <zeeshan> what mothejrboard are you using?
[05:01:23] <zeeshan> i think im gonna buy the same
[05:01:29] <PetefromTn_> just the Atom D525
[05:01:29] <zeeshan> mine is shit slow.
[05:01:31] -!- Thetawaves [Thetawaves!~Thetawave@48-147-42-72.gci.net] has joined #linuxcnc
[05:01:41] <bobo_> pete see if you can get also a photo showing the whole screen -----showing the scale values
[05:01:50] <PetefromTn_> I would get that J1900 PCW was talking about..or whatever
[05:02:44] <PetefromTn_> bobo_ it was .2 per division apparently
[05:03:02] <tjtr33> you should find out why you were looking at reversal time, how that relates to orienting. you might look at section 4-81 of the vfd manual and use output pins 11 & 12. just my 2c gotta go. best o luck
[05:03:06] -!- tjtr33 [tjtr33!~tjtr33@d47-69-239-176.try.wideopenwest.com] has parted #linuxcnc
[05:04:22] <bobo_> photo for others reference--------something for PCW to see
[05:05:30] <PetefromTn_> http://i.imgur.com/brsozJq.jpg
[05:05:49] <zeeshan> pete
[05:05:52] <zeeshan> that is a full .2s away
[05:06:00] <zeeshan> i was measuring along the horizontal axis
[05:06:04] <zeeshan> from the peak of the blue line
[05:06:10] <zeeshan> to where the white line crosses zero
[05:06:23] -!- maximilian_h [maximilian_h!~bonsai@dslb-094-216-023-230.094.216.pools.vodafone-ip.de] has joined #linuxcnc
[05:06:35] <zeeshan> i believe that is the wrong way to measure delay actually.
[05:06:37] <PetefromTn_> not really
[05:06:38] <zeeshan> because that includes deceleration time
[05:06:48] <zeeshan> it should be the distance from the blue line
[05:06:54] <zeeshan> to where the white line starts changing
[05:07:00] <zeeshan> that would be 75%
[05:07:07] <zeeshan> maybe even 60%
[05:07:43] <PetefromTn_> are we actually looking at commanded and actual reversal tho?
[05:07:53] -!- maximilian_h1 has quit [Ping timeout: 245 seconds]
[05:08:10] <zeeshan> yea
[05:08:16] <zeeshan> when the reverse thing changes
[05:08:21] <zeeshan> thats actual direction change request
[05:08:30] <zeeshan> and then you can see there a delay from when you requested it
[05:08:48] <zeeshan> to where the spindle started to slow down
[05:09:14] <zeeshan> btw pete
[05:09:15] <zeeshan> it his works out
[05:09:18] <PetefromTn_> so to the change that is actually even less
[05:09:19] <zeeshan> i think i want to do this on the lathe.
[05:09:30] <zeeshan> i could add a live tool on my carriage
[05:09:41] <zeeshan> and drill bolt patterns! :P
[05:09:43] <zeeshan> and make gears!
[05:09:45] <PetefromTn_> I doubt it LOL
[05:09:57] <zeeshan> something tells me it wont be able to hold position though :P
[05:09:59] <PetefromTn_> you would need a seriously rigid control of the spindle
[05:10:11] <PetefromTn_> you can do that other ways tho
[05:10:13] <zeeshan> the lathe at the ford q1 place
[05:10:18] <zeeshan> had a 25 hp servo o nthe spindle
[05:10:23] <zeeshan> bastards and their money
[05:10:24] <zeeshan> :(
[05:10:29] <PetefromTn_> you can add a pneumatically actuated brake
[05:10:55] <zeeshan> that would definitely work a lot better than pid on the vfd
[05:10:59] <zeeshan> but i think when the brake engages
[05:11:04] <zeeshan> it might slightly shift the spindle
[05:11:07] <PetefromTn_> I guess pete must be busy with other things right now
[05:11:12] <zeeshan> hes prolly sleeping
[05:11:12] <zeeshan> haha
[05:11:19] <zeeshan> we're the night owls
[05:11:26] <PetefromTn_> no actually he is several hours earlier
[05:11:33] <PetefromTn_> its only midnight here
[05:11:50] <PetefromTn_> so its probably 9pm there?
[05:12:41] <PetefromTn_> Oh well I guess I will shut this bitch down until he can see it and let me know what he thinks.
[05:12:51] <PetefromTn_> at least I fixed that homing error
[05:13:02] <XXCoder> 9 pm here
[05:13:03] <PetefromTn_> the machine is still working like a champ
[05:13:11] <zeeshan> XXCoder: you in cali ?
[05:13:30] <XXCoder> cali dont own pacific time ;)
[05:13:53] <PetefromTn_> sure it does heh
[05:13:55] <bobo_> you ever milk cows ? or sheep
[05:14:16] <XXCoder> lol
[05:14:38] <PetefromTn_> is this a serious question?
[05:14:46] <zeeshan> bobo_: youre a weird individual
[05:14:47] <zeeshan> lol
[05:16:32] <zeeshan> bobo_: i found catalog of fittings
[05:16:41] <bobo_> crack of dawn milk cows are ready . no later crap stuff
[05:17:19] <PetefromTn_> hell I don't even like to BUY milk let alone get it myself from the cow..
[05:17:22] <bobo_> fittings . the one I noted?
[05:17:48] <XXCoder> I dont use milk
[05:18:03] <zeeshan> bobo_: i couldnt find there
[05:18:07] <PetefromTn_> my kids drink it like it's water...
[05:18:12] <zeeshan> http://www.skf.com/binary/30-30929/1-0103-EN.pdf
[05:18:13] <bobo_> Raw milk is good
[05:18:21] <zeeshan> is raw milk
[05:18:26] <PetefromTn_> and they ONLY like the weigel's brand so we have to go to a seperate store to buy it heh
[05:18:27] <zeeshan> when you get it from the utters
[05:18:29] <zeeshan> right to your mouth!?
[05:18:40] <pcw_home> OK it looks like the spindle responds quickly but theres quite a delay which will make control difficult
[05:18:43] -!- amiri has quit [Ping timeout: 245 seconds]
[05:19:02] <bobo_> www.adaptall.com
[05:19:08] <PetefromTn_> too much delay?
[05:19:25] <pcw_home> is its always the same?
[05:19:44] <PetefromTn_> dunno I only plotted that one time.
[05:20:00] <zeeshan> pcw_home: if i command to go to x position, it overshoots, you're saying it wont notice the overshoto for whatever the delay time is ?
[05:20:05] <PetefromTn_> kinda thought you might have gone to bed so I already shut it down
[05:20:17] <zeeshan> i remember when you added delay to a transfer function
[05:20:23] <zeeshan> things got hairy
[05:20:57] <pcw_home> Yes but if the delay is random its worse than hairy
[05:21:39] <PetefromTn_> so it's gotta be analong input with PID tuning or nothing then?
[05:23:01] <pcw_home> it might have to be (unless maybe theres some VFD feature like brake that can be applied via a VFD input pin)
[05:23:43] <PetefromTn_> ok
[05:24:23] <pcw_home> (that is you could just run at 30 RPM or so and trigger DC brake at the right position)
[05:24:26] <PetefromTn_> my biggest concern is not really getting it hooked up to the analog again but I don't really understand what SSI did to get that input mask for the second index pulse on the spindle working
[05:24:34] <zeeshan> pcw_home: what if it overshoots?
[05:24:38] <zeeshan> and undershoots
[05:24:56] <pcw_home> not with brake (no PID or feedback)
[05:25:06] <zeeshan> how does brake ensure
[05:25:09] <zeeshan> it stops at exact position?
[05:27:03] <pcw_home> at 30 RPM you might have 50 ms or so of leeway
[05:27:27] <pcw_home> (not sure how many degrees of slop is available)
[05:28:55] -!- swingley has quit [Ping timeout: 252 seconds]
[05:29:26] <PetefromTn_> what would you do pcw if this were your machine?
[05:30:01] <zeeshan> i wonder if you can combine both braking
[05:30:03] <zeeshan> + pid loop
[05:30:25] <PetefromTn_> I don't understand the DC braking I think the hitachi has it tho..
[05:30:36] <zeeshan> oh damn well better
[05:30:39] <zeeshan> that is a 1000$ drive
[05:30:41] <zeeshan> :)
[05:30:54] <XXCoder> wow
http://www.washingtonpost.com/business/economy/americas-best-selling-cars-and-trucks-are-built-on-lies-the-rise-of-fake-engine-noise/2015/01/21/6db09a10-a0ba-11e4-b146-577832eafcb4_story.html?hpid=z2
[05:31:17] <zeeshan> XXCoder:
[05:31:17] <zeeshan> ROFL
[05:31:19] <zeeshan> i heard about this
[05:31:23] <XXCoder> if I get one that uses those tech I wish I could turn it off. not much care for em
[05:31:30] <pcw_home> if you apply DC to an induction motor you get a very high eddy current drag (so can stop almost instantly)
[05:32:10] <zeeshan> pcw_home: trying to get an idea of what instant is
[05:32:27] <zeeshan> 50 ms @ 30 rpm you said roughly
[05:32:50] <pcw_home> much faster is possible
[05:32:56] -!- Nutter has quit [Ping timeout: 264 seconds]
[05:33:33] <PetefromTn_> page 26 of the manual gives braking specs for the 110LF model I have
[05:34:18] <pcw_home> the trick is whether you can trigger it from an input
[05:34:56] <pcw_home> (and hope it doesnt have a unpredictable delay)
[05:35:18] -!- Nutter [Nutter!~hehe@199-195-151-246.dyn.novuscom.net] has joined #linuxcnc
[05:35:57] <PetefromTn_> The dynamic braking unit (built into WJ200)
[05:36:15] <PetefromTn_> sends excess motor energy into a resistor to slow the motor and load
[05:36:16] <zeeshan> your vfd does have external brake trigger
[05:36:29] <t12_> lol
[05:36:33] <t12_> legitimized whistle tips
[05:38:52] <zeeshan> page 4-20
[05:39:32] <zeeshan> i dont like the idea of braking
[05:39:36] <zeeshan> since its open loop :/
[05:39:40] -!- erve has quit []
[05:39:48] <pcw_home> unlike a mechanical brake, the eddy current brake should be very predictable but this is not just normal dynamic braking this means the drive must apply DC current
[05:39:57] <PetefromTn_> says the delay is from .1-.5seconds
[05:40:10] <zeeshan> 5
[05:40:24] <PetefromTn_> yeah
[05:40:40] <zeeshan> pcw_home: please clarify this: you watch encoder count
[05:40:51] <zeeshan> while spinning spindle at 30 rpm for example
[05:41:00] <zeeshan> you figure out which count you need to enable the brake @
[05:41:07] <pcw_home> yep
[05:41:13] <zeeshan> so the signal goes through 7i77 output
[05:41:15] <zeeshan> to a relay
[05:41:25] <zeeshan> which injects dc
[05:41:42] <pcw_home> No relay
[05:42:04] <zeeshan> okay goes directly to vfd
[05:42:10] <pcw_home> all done with the drives 3 phase bridge
[05:42:25] <zeeshan> this is pretty cool
[05:42:29] <zeeshan> once it brakes
[05:42:33] <zeeshan> will it stay in position?
[05:42:43] <zeeshan> or are you relying on the friction of the spindle
[05:42:48] <zeeshan> to keep it in place
[05:42:51] <pcw_home> it has 0 torque at 0 speed
[05:43:04] <zeeshan> so how do you ensure it doesnt move
[05:43:08] <pcw_home> but very high viscous damping
[05:43:32] <pcw_home> what torque is available to make it move?
[05:44:54] -!- dnaleromj [dnaleromj!~dnaleromj@98.124.126.110] has joined #linuxcnc
[05:44:56] -!- toastydeath has quit [Ping timeout: 264 seconds]
[05:45:41] <pcw_home> If the analog input responds quickly, that and a PID loop may be better, but that needs to be checked
[05:45:47] <PetefromTn_> what I don't get is how the machine did this before...the machine did not have any sort of mechanical orientation and was able to run for almost 20 years that way
[05:46:05] <zeeshan> PetefromTn_: see if you can find a manual
[05:46:15] <pcw_home> probably the drive was "special"
[05:46:45] <pcw_home> many spindle drives have an "orient" pin
[05:47:23] <zeeshan> is it a 15hp spindle ?
[05:47:26] <zeeshan> time to buy a 15 hp servo!
[05:47:28] <PetefromTn_> yeah but what is the difference it is still the same motor?
[05:47:35] <pcw_home> VFDs are not generally made to do servo duty
[05:49:13] <pcw_home> so if you have a DC brake option and its fast thats a possibility
[05:49:14] <pcw_home> if not then the analog input is probably the next choice
[05:49:31] <PetefromTn_> whats funny is it seems very strong even at 50 RPM
[05:49:54] <PetefromTn_> I rigid tapped all those holes at 200RPM
[05:50:27] <pcw_home> strong is nice but for PID control you need reasonable response time to commands
[05:50:52] <zeeshan> pcw_home: i still dont understand how dc braking
[05:50:55] -!- ve7it has quit [Remote host closed the connection]
[05:50:59] <zeeshan> after the spindle stops, how does it stay there
[05:51:04] <zeeshan> if you have no control loop
[05:51:07] <PetefromTn_> so you are saying it is possible even the analog input might not be fast enough
[05:51:23] <zeeshan> analog inptu has to be fast enough !
[05:51:26] <pcw_home> Dont know, does the manual have any specs?
[05:51:43] <zeeshan> pcw_home: is it cause its like a eddy current brake ?
[05:51:46] <zeeshan> electromagnetic brake
[05:51:53] <zeeshan> kinda like my Z servo motor
[05:51:55] <zeeshan> when you energize it
[05:51:59] <pcw_home> Yes its an eddy current brake
[05:52:02] <zeeshan> it creates a mag field in a way
[05:52:06] <zeeshan> that stops the motor from spinning
[05:52:21] <zeeshan> even when its at rest
[05:52:24] <zeeshan> and you try move the motor shaft
[05:52:29] <zeeshan> you wont be able to move it
[05:52:51] <zeeshan> i read pete's manual briefly
[05:52:59] <zeeshan> it said something about analog inputs being used to control water flow
[05:52:59] <pcw_home> yes (its not a true brake in that its just viscous damping but it can be pretty darned viscous)
[05:53:03] <zeeshan> and other critical processes
[05:53:13] <zeeshan> okay i gotcha.
[05:53:24] <zeeshan> i need to experiment with it
[05:53:28] <zeeshan> it sounds very interesting
[05:53:44] <pcw_home> Yeah a battery and a small induction motor
[05:53:52] <zeeshan> how much DC voltage do you typically need?
[05:54:08] <zeeshan> as high as the drive can take?
[05:54:09] <pcw_home> (dont get bit by the inductive kickback)
[05:54:29] <pcw_home> not much because the motor resistance is pretty low
[05:54:37] <zeeshan> okay to get a feel for the resistance
[05:54:42] <zeeshan> 12v on a 3 phase motor
[05:54:56] <zeeshan> theres 3 poles though :P
[05:55:03] <pcw_home> sure (but watch out for the kickback)
[05:55:10] <zeeshan> yes
[05:55:15] <pcw_home> between any 2 will do
[05:55:51] <zeeshan> by inductive kickback
[05:55:55] <zeeshan> youre saying watch out for a spark?
[05:56:02] <zeeshan> upon disconnection of battery?
[05:56:17] <zeeshan> cause mag field will try to collapse under a short amount of time
[05:56:45] <pcw_home> or finding yourself on the floor trying to figure out what happened
[05:56:54] <zeeshan> haha
[05:56:59] <zeeshan> i'll hook it up to a switch
[05:57:11] <PetefromTn_> well this sure is turning out to be a challenging dilemma
[05:57:13] <zeeshan> hopefully the switch doesnt explode
[05:57:13] <zeeshan> hahahaha
[05:57:15] <pcw_home> V= Ldi/dt
[05:57:19] <zeeshan> yea!
[05:57:22] <zeeshan> dt approaching zero
[05:57:25] <zeeshan> huge voltage spike!
[05:57:57] <zeeshan> PetefromTn_: i really really think you should see how the manual did it
[05:58:49] <PetefromTn_> well the fact of the matter is that the original spindle drive is no longer here and it was so damn expensive to replace I am kinda glad it is gone.
[05:59:16] <zeeshan> PetefromTn_: yes but you can see how they did it
[05:59:17] <zeeshan> with it
[05:59:18] <pcw_home> Joules=1/2 LI^2 (this can be considerable in a decent size motor)
[05:59:20] <zeeshan> and try to replicate with it
[05:59:34] <PetefromTn_> so it was able to do it somehow but I am not sure even the manual will describe that process.
[05:59:54] <zeeshan> it should
[06:00:00] <zeeshan> if you see wiring connections to the braking pins
[06:00:02] <PetefromTn_> the other problem is that the only manuals I have are more schematic and parts related
[06:00:04] <zeeshan> you know it was using a brake
[06:00:09] <pcw_home> probably only the spindle drive technical manual
[06:00:26] <PetefromTn_> it was an emerson Control techniques spindaxx
[06:01:23] <zeeshan> http://www.stoeber.de/TDE/ARCHIV/SDC_en.pdf
[06:01:24] <zeeshan> that one ?
[06:02:05] -!- anth0ny_ has quit [Quit: anth0ny_]
[06:02:19] -!- karavanjo has quit [Read error: Connection reset by peer]
[06:03:09] <zeeshan> looks like it used feedback loops
[06:03:24] <zeeshan> if you follow the response times
[06:03:30] <zeeshan> it says 512 us for speed loop
[06:03:42] <zeeshan> and 512 us sampling time of analog inputs
[06:03:52] <zeeshan> if t hey can do pid using those specs
[06:03:53] <zeeshan> and orient
[06:03:58] <pcw_home> does the manual of your VFD mention a DC brake option (DC injection)?
[06:04:00] <PetefromTn_> http://www.ecrater.co.uk/p/20775659/cincinnati-milacron-arrow-control-techniques it looked like this one
[06:04:07] <zeeshan> pcw_home: yes it has it
[06:04:30] <zeeshan> http://www.clrwtr.com/PDF/Hitachi/Hitachi-WJ200-User-Manual.pdf page 4-20
[06:04:44] <zeeshan> PetefromTn_: that is huge dude
[06:04:44] <zeeshan> lol
[06:04:46] <bobo_> PCW might mention heating of motor coil . ie don't leave DC on and go for a Hot lunch
[06:05:13] <zeeshan> bobo_: i know :P
[06:05:19] <zeeshan> last time i tried to measure coil resistance
[06:05:21] <zeeshan> i got like 1 ohm
[06:05:26] <zeeshan> i think it might even need a resistor in series.
[06:05:30] <zeeshan> so i dont blow up the battery
[06:05:57] <zeeshan> bobo_: where in uk are you
[06:06:14] <PetefromTn_> what do you mean huge?
[06:06:23] <zeeshan> physically big
[06:06:45] <PetefromTn_> well actually it is smaller than the hitachi or at least thinner...
[06:06:56] <zeeshan> what hp
[06:06:58] <PetefromTn_> essentially physically about the same size
[06:07:11] <bobo_> uk will not let me in . Cols,Oh
[06:07:13] <PetefromTn_> I dunno the machine has a 10hp spindle
[06:08:36] <zeeshan> ah bobo_
[06:08:49] <PetefromTn_> http://www.ebay.ca/itm/Warranty-Control-Techniques-SA750-SA-750-SpindAx-Spindle-Servo-Drive-Keypad-/201259640267?pt=LH_DefaultDomain_0&hash=item2edc0265cb
[06:09:00] <zeeshan> 3610
[06:09:05] <zeeshan> let me give you that in cash sir.
[06:09:55] <PetefromTn_> that is actually a cheap price LOL
[06:10:11] <PetefromTn_> when I was first looking at this machine I saw some even higher priced than that
[06:10:14] <pcw_home> might try the brake input, it may be fast enough
[06:10:35] <PetefromTn_> this is why I chose to gut the entire machine ALL of the parts are stupid expensive
[06:10:54] <zeeshan> it makes sense for a production facility to just replace part
[06:11:04] <zeeshan> so these prices might not be too ridiculus
[06:11:22] <pcw_home> bbl
[06:11:35] -!- swingley has quit [Remote host closed the connection]
[06:11:36] <PetefromTn_> well
[06:11:58] <PetefromTn_> I guess I need to man up and try to get the analog input hooked up again
[06:12:15] <zeeshan> i would listen to pcw's suggestion
[06:12:18] <zeeshan> about the dC braking
[06:12:21] <PetefromTn_> even if we can get the braking to work it still needs to get there first
[06:12:25] <zeeshan> but that might be moire involved
[06:13:13] <PetefromTn_> I remember talking to lee in UK about his machine
[06:13:27] -!- TTN has quit [Remote host closed the connection]
[06:13:30] <PetefromTn_> he did not try to get the orient to work
[06:14:01] <PetefromTn_> and he built some kind of pneumatic solenoid driven orient mechanism that put the spindle into position
[06:14:25] <pcw_home> actually the orient component assumes PID control so that might be easier because it involves less wheel re-invention
[06:15:04] <PetefromTn_> https://www.youtube.com/watch?v=bSXR3FsN0EE
[06:15:27] <pcw_home> but it does seem that PID control via modbus is out
[06:15:37] <pcw_home> really bbl
[06:15:45] <PetefromTn_> OK thank you PCW
[06:16:10] <zeeshan> PetefromTn_: did you disconnect your analog wires when you went over to modbus? :P
[06:16:19] <PetefromTn_> yes
[06:16:23] <zeeshan> damn
[06:16:27] <zeeshan> was it 2 wires going from 7i77
[06:16:30] <zeeshan> to the drive?
[06:16:39] <PetefromTn_> it was like three or four
[06:16:59] <PetefromTn_> it had spindle analog speed control and FWD/REV and gnd.
[06:17:00] <zeeshan> hm
[06:17:05] <zeeshan> ah
[06:17:33] <zeeshan> hey at least you know where the wires will go :P
[06:17:47] <PetefromTn_> well actually earlier I was unsure
[06:17:54] <zeeshan> and i've learned modbus is nfg for spindle control :(
[06:17:57] <PetefromTn_> it has been awhile since I had it hooked up that way
[06:18:10] <PetefromTn_> why?
[06:18:16] <zeeshan> too slow
[06:18:21] <zeeshan> at least using linuxcnc
[06:18:22] <PetefromTn_> if you don't need orient it works great
[06:18:28] <zeeshan> yes
[06:18:32] <zeeshan> but id like orient on the lathe
[06:18:34] <zeeshan> that would be really cool
[06:19:12] <PetefromTn_> yeah on a turning center it would be nice but I am not sure it is necessary on a machine like ours..
[06:19:48] <PetefromTn_> I showed you that funky hardinge turning center video right>
[06:20:06] <zeeshan> no
[06:20:21] <bobo_> I think you really want more than just lathe spindle orent
[06:20:29] <zeeshan> orient
[06:20:39] <zeeshan> im gonna keep looking for a dual spindle lathe
[06:20:41] <bobo_> that too
[06:20:44] <zeeshan> i highly doubt ill ever find one
[06:20:49] <zeeshan> for under 4-5k
[06:21:02] <PetefromTn_> https://www.youtube.com/watch?v=qIpByxym7Co
[06:21:53] <zeeshan> hgahaha
[06:21:57] <zeeshan> the whole stepper drrops down
[06:22:01] <zeeshan> or servo
[06:22:03] <zeeshan> that is COOL
[06:22:17] <zeeshan> that is very frigging awesome
[06:22:39] <PetefromTn_> it really is awesome
[06:22:55] <PetefromTn_> I would be damn happy just to have the simple lathe with the toolchanger on it heh
[06:25:12] * zeeshan needs to stop thinking about more projects
[06:25:17] * zeeshan should make use of the tools he has now
[06:26:15] <PetefromTn_> https://www.youtube.com/watch?v=nH_Klp0IyeY same guy
[06:27:02] <zeeshan> i think atc isnice to have
[06:27:06] <zeeshan> but for me its not necessary
[06:27:16] <zeeshan> i try to minimize tool changes
[06:28:00] <bobo_> zeeshan needs to move the garage wall ioto the living room
[06:28:41] <zeeshan> ill be honest
[06:28:45] <zeeshan> im just not happy with the fact its steppers
[06:28:51] <zeeshan> i want a m achine with glass scales
[06:28:53] <zeeshan> and servos
[06:30:26] <PetefromTn_> well if it works good and makes an accurate part what difference does it make..
[06:30:49] <zeeshan> possibly the fact that it might make good parts one day
[06:30:54] <zeeshan> and not another :(
[06:31:04] <PetefromTn_> really that kinda sucks.
[06:31:13] <PetefromTn_> what is causing it?
[06:31:18] <zeeshan> no it hasnt happened to me
[06:31:23] <zeeshan> but it might in the future
[06:31:28] <zeeshan> and i wont even know it till i go to measure part
[06:31:40] -!- dnaleromj has quit []
[06:31:46] <bobo_> PCW was saying steppers having encoders almost = servos
[06:31:46] <zeeshan> you know what
[06:31:47] <zeeshan> youre right
[06:31:53] <zeeshan> i just need to focus on what i have
[06:31:56] <zeeshan> and make use of it.
[06:32:06] <zeeshan> if it is not in spec, f it, chuck the part
[06:32:08] <zeeshan> and start over.
[06:32:16] <PetefromTn_> I don't think you are going to be moving it fast enough to really have missed steps etc..
[06:32:26] <PetefromTn_> and you put some large motors on it
[06:32:35] <PetefromTn_> so they are not going to be struggling to make the cuts
[06:32:41] <PetefromTn_> you have already proven that much
[06:32:47] <zeeshan> it just doesnt feel like its a real lathe though
[06:32:49] <zeeshan> if you know what i mean?
[06:32:58] <PetefromTn_> so I would imagine if you have good home switches it should make a good accurate part
[06:33:01] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[06:33:39] <zeeshan> i think i might be happier if i got rid of the cross slide crap
[06:33:45] <zeeshan> made a solid tool post
[06:33:58] <zeeshan> and got a wedge style tool holdewr
[06:34:08] <PetefromTn_> well I understand that after seeing and running MUCH larger and heavier equipment at the shops the 12x36 feels tiny and weak.
[06:34:10] <zeeshan> so the repeatability is much less than tenths
[06:34:16] <PetefromTn_> but it is still a decent lathe
[06:34:32] <PetefromTn_> its funny you say that
[06:34:42] <PetefromTn_> my lathe does not have a compound on it
[06:34:46] <zeeshan> lol
[06:34:50] <PetefromTn_> it has a bigass block of steel
[06:34:52] <zeeshan> hey at least you got a working vmc!
[06:34:57] <zeeshan> oh
[06:34:59] <zeeshan> i read that wrong
[06:35:15] <PetefromTn_> that has a big bolt to accept the toolpost they sold
[06:35:39] <zeeshan> haha
[06:35:53] <PetefromTn_> the compound is a weak point in the rigidity line to the carriage really
[06:35:59] <zeeshan> i totally agree
[06:36:08] <PetefromTn_> not really necessary on a CNC lathe
[06:36:09] <zeeshan> i have the gibs tightened down to all the way
[06:36:13] <zeeshan> and it still moves.
[06:36:13] <zeeshan> pos
[06:36:27] <roycroft> weld it in place
[06:36:30] <zeeshan> haha
[06:36:37] <zeeshan> it'd prolly crack
[06:36:40] <zeeshan> chinese casting!
[06:36:43] <zeeshan> high carbon
[06:36:45] <roycroft> solder it then
[06:36:52] <zeeshan> im gonna make a new cross slide
[06:36:54] <zeeshan> i need to
[06:36:59] <zeeshan> so i can properly mount the X ball screw
[06:37:04] <zeeshan> theres no room for the ball nut to be in there
[06:37:04] <PetefromTn_> you could get a nice big chunk of cast iron and machine it and bolt it down like crazy to the cross slide
[06:37:15] -!- karavanjo1 has quit [Ping timeout: 264 seconds]
[06:37:27] <zeeshan> i want to kill 2 birds with 1 stone
[06:37:37] <zeeshan> need mill running!
[06:37:41] <roycroft> do you think at 12x36 can do good quality work, petefromtn_?
[06:37:43] <roycroft> i haven't ever used one
[06:37:50] <roycroft> i've used much larger and much smaller lathes
[06:37:52] <zeeshan> roycroft: did you not see my video !
[06:37:57] <roycroft> no, i didn't
[06:38:05] <PetefromTn_> well all I know is I made TONS of stuff with that lathe...
[06:38:18] <roycroft> a 12x36 is both in my financial budget and my floor real estate budget
[06:38:27] <PetefromTn_> I kinda wish I had not had to sell it to afford the CNC lathe
[06:38:48] <roycroft> plus it's something i can move without too much trouble
[06:38:49] <zeeshan> https://www.youtube.com/watch?v=KpVB0ouezb0
[06:38:50] <zeeshan> stainless
[06:38:50] <PetefromTn_> my new lathe is kinda like an overgrown 12x36 hehe
[06:38:55] <roycroft> i'd have a hard time installing a 3 ton lathe
[06:38:57] <zeeshan> https://www.youtube.com/watch?v=vxb7T_qQ9B4
[06:39:00] <zeeshan> it started like that
[06:39:02] <zeeshan> huge interrupted cut
[06:39:54] <zeeshan> https://www.youtube.com/watch?v=MwUubp23p9o
[06:39:59] <zeeshan> regular aluminum tuirning
[06:39:59] <PetefromTn_> that looks like a pretty damn nice finish on stainless
[06:40:09] <zeeshan> https://www.youtube.com/watch?v=PtuQcJ4prHE
[06:40:13] <roycroft> yes, that's pretty decent
[06:40:17] <roycroft> i could live with it :)
[06:40:18] <zeeshan> last video is abuse of lathe
[06:41:07] <zeeshan> i learnde something interesting the other day in my class
[06:41:16] <PetefromTn_> honestly if that were my machine I would just make a nice sheetmetal cover for the X screw and make some bolt down attachments for the toolpost and add a parting off tool tower in back
[06:41:24] <zeeshan> PetefromTn_:
[06:41:28] <zeeshan> i agree
[06:41:31] <zeeshan> but the thing is it takes more shop space
[06:41:41] <PetefromTn_> what does
[06:41:45] <zeeshan> the fact x sticks out that much
[06:41:49] <zeeshan> in the back
[06:41:59] <zeeshan> its almost 12"
[06:42:08] <zeeshan> might not like a lot
[06:42:09] <roycroft> that lathe abuse video looks painful
[06:42:14] <bobo_> move garage wall
[06:42:18] <zeeshan> L:OL bobo
[06:42:28] <PetefromTn_> did it not come with a backsplash?
[06:42:32] <zeeshan> nope
[06:42:36] <zeeshan> no backsplash
[06:42:36] <PetefromTn_> huh
[06:42:37] <zeeshan> no chip pan
[06:42:38] <PetefromTn_> mine did
[06:42:44] <PetefromTn_> had both
[06:42:53] <roycroft> what lathe is that, zeeshan?
[06:42:58] <zeeshan> 12x36!
[06:43:03] <roycroft> yes, but which one?
[06:43:03] <PetefromTn_> you should make one and make it clear that X screw
[06:43:14] <roycroft> they're all similar, but they're not all the same
[06:43:25] <zeeshan> this one is made in taiwan
[06:43:30] <zeeshan> http://www.busybeetools.com/products/lathe-12in-x-36in-2hp-gear-head.html
[06:44:42] <roycroft> oh, the gear head one
[06:44:56] <zeeshan> yes loud as hell
[06:45:17] <roycroft> i'm looking at the grizzly not gearhead one
[06:45:53] <roycroft> the gearhead one has a narrower range of feeds/thread pitches
[06:46:37] <roycroft> i doubt i'd ever use the extra thread pitch options of the not gearhead one, but it can feed more slowly, and i thought that might be advantageous when doing finish passes
[06:47:00] <zeeshan> all depends on your tooling
[06:47:04] <zeeshan> i just learned this in class
[06:47:20] -!- mttr has quit [Ping timeout: 264 seconds]
[06:47:21] <zeeshan> prof asked us, why is it that you can't get good surface finish with turning?
[06:47:29] <roycroft> when i took machining classes i was able to get better finishes than most of my classmates
[06:47:29] <zeeshan> im like rigidity
[06:47:36] <zeeshan> hes like, okay, but lets say i give you the most rigid machine in the world
[06:47:46] <zeeshan> you still can't get as good of a surface finish with turning
[06:47:48] <zeeshan> vs grinding
[06:47:48] <zeeshan> why
[06:47:50] <roycroft> i took the time to grind my tooling carefully
[06:47:55] <roycroft> and i kept a diamond hone in my pocket
[06:47:56] <PetefromTn_> http://i.imgur.com/A9uK8Xw.jpg http://i.imgur.com/Dd6amO6.jpg http://i.imgur.com/nOZzBLP.jpg
[06:48:03] <roycroft> i'd touch up the tool often
[06:48:04] <PetefromTn_> that is my old 12x36
[06:48:08] <zeeshan> PetefromTn_:
[06:48:12] <zeeshan> thats a beauty!
[06:48:19] <PetefromTn_> yeah it was nice
[06:48:22] <zeeshan> NOW i know what those to threaded HOLE locations are
[06:48:22] <PetefromTn_> I miss it
[06:48:22] <zeeshan> ROFL
[06:48:26] <zeeshan> at the head stock
[06:48:27] <zeeshan> hahahaha
[06:48:42] <zeeshan> fuck i really should order a cover
[06:48:45] <zeeshan> back cover
[06:49:07] <PetefromTn_> yeah it must make an awful mess without them
[06:49:12] <zeeshan> yes it does
[06:49:18] <zeeshan> my drywall has oil spatter on it
[06:49:19] <zeeshan> :-)
[06:49:28] <PetefromTn_> I'm sure
[06:49:31] <zeeshan> i like the totes
[06:49:32] <zeeshan> under the lathe
[06:49:42] <PetefromTn_> that is my small scrab bins
[06:49:48] <PetefromTn_> one is steel one is ally
[06:49:49] <roycroft> that looks like the non gearhead lathe, petefromtn_, correct?
[06:49:51] <zeeshan> thats a huge chnk of aluminum.
[06:49:51] <zeeshan> lol
[06:50:01] <PetefromTn_> no its the gear head
[06:50:04] <PetefromTn_> gap bed
[06:50:05] <roycroft> oh, it is?
[06:50:08] <PetefromTn_> 12x36
[06:50:25] <zeeshan> you didnt have a qiuck change tool post for it ?
[06:50:31] <PetefromTn_> yeah I got some big chunks around here LOL
[06:50:38] <PetefromTn_> yeah I made it LOL
[06:50:42] <zeeshan> looks nice man
[06:50:45] <PetefromTn_> was one of the first things I ever made
[06:50:53] <PetefromTn_> it was aluminum believe it or not
[06:50:55] <roycroft> so is there a big advantage to a gear had lathe that i'm not seeing?
[06:51:10] <PetefromTn_> meh just quick speed changes
[06:51:16] <zeeshan> perhaps more torque.
[06:51:24] <zeeshan> if i was given a choice
[06:51:25] <roycroft> more torque would be an advantage
[06:51:27] <zeeshan> i wouldnt go with a gear head.
[06:51:31] <zeeshan> its too noisey
[06:51:32] -!- ssi has quit [Ping timeout: 245 seconds]
[06:51:43] <zeeshan> i'd try to get more torque out of different pulley sizes.
[06:51:43] <roycroft> well the non gear head model is $300 less
[06:51:44] <PetefromTn_> you usually get a nicer finish on a belt driven lathe
[06:51:50] <zeeshan> why pete
[06:51:52] <zeeshan> less vibration?
[06:51:58] <PetefromTn_> I guess so
[06:52:09] <roycroft> and as i said, it has a wider range of feed speeds
[06:52:18] <zeeshan> what are they exactly
[06:52:29] <roycroft> one moment
[06:52:31] <PetefromTn_> do you plan on making it CNC
[06:53:01] <PetefromTn_> zeeshan your lathe seems to work pretty nice man
[06:53:09] <zeeshan> PetefromTn_: just not happy with some things
[06:53:15] <PetefromTn_> and it will probably do most of what you need
[06:53:19] <zeeshan> x axis ball screw one of them
[06:53:19] -!- ssi [ssi!~ssi@app2.prototechnical.com] has joined #linuxcnc
[06:53:22] <zeeshan> i guess just need to fi xit
[06:53:25] <PetefromTn_> yeah
[06:53:51] <zeeshan> i dont know if the dove tail needs to be ground
[06:53:57] <PetefromTn_> I want to get a nice 3 jaw chuck with machinable jaws
[06:53:59] <roycroft> 0.0011" - 0.0310" in/rev longitudinal for the belt drive
[06:54:11] <zeeshan> PetefromTn_: those are nice
[06:54:18] <zeeshan> $$$$ though
[06:54:22] <roycroft> 0.0020" - 0.0548" /rev for the gear head
[06:54:31] <roycroft> so i guess lower range, not wider range
[06:54:44] <zeeshan> youre like never gonna need 0.001" / rev
[06:54:46] <PetefromTn_> looks like the gear head has a wider range
[06:54:51] <roycroft> 0.0310"/rev is pretty fast though to me
[06:54:55] <PetefromTn_> do you plan to make it CNC/
[06:55:02] <roycroft> probably not
[06:55:02] <zeeshan> you need to give like .007" / rev for most finishing inserts
[06:55:04] <roycroft> but i don't know
[06:55:05] <zeeshan> er
[06:55:06] <zeeshan> 0.004"
[06:55:22] <PetefromTn_> if you ever plan to CNC it most of that does not really matter
[06:55:33] <roycroft> right
[06:55:39] <zeeshan> youre gonna be chucking the quick change gear box in the garbage
[06:55:40] <zeeshan> :-)
[06:55:50] <PetefromTn_> pretty much
[06:55:55] <zeeshan> or using it as a go kart gear shifter
[06:55:55] <zeeshan> haha
[06:55:59] <PetefromTn_> the threading gearbox anyway
[06:56:15] <roycroft> i can see converting a knee mill to cnc
[06:56:23] <roycroft> but i'll likely just keep the lathe manual
[06:56:27] <roycroft> but one never knows
[06:56:47] <zeeshan> i personally dont think the extra 300$ is needed.
[06:56:51] <PetefromTn_> I would just buy a used CNC knee mill..
[06:57:17] <zeeshan> PetefromTn_: lol i would disagree with you
[06:57:20] <zeeshan> about a couple months ago
[06:57:37] <zeeshan> i'm so glad i didnt cnc the bridgeport clone
[06:57:43] <zeeshan> that woulda been 239030921398213 more work
[06:57:53] <zeeshan> ball screw change, blah blah
[06:58:01] <zeeshan> spindle change to iso30
[06:58:16] <PetefromTn_> how is that disagreeing with me?
[06:58:16] <zeeshan> and at the end of the day, its still a machine that when you hang off the head and apply like 150lb
[06:58:28] <zeeshan> the spindle head deflects 2 thou
[06:59:12] <PetefromTn_> you'll get no arguement from me. I never really liked Bridgeports
[06:59:26] <zeeshan> i was saying i'd disagree with you to grab a used cnc mill a couple months ago
[06:59:33] <PetefromTn_> what I meant was I would find a nice tree mill or something and
[06:59:40] <PetefromTn_> retrofit it
[06:59:44] <zeeshan> yea
[06:59:50] <zeeshan> or even a bridgeport boss series
[06:59:54] <roycroft> a used bridgeport in decent shape would be better than my mill drill
[07:00:04] <zeeshan> roycroft: i owned a mill drill for a week
[07:00:08] <zeeshan> im glad its sold and gone :P
[07:00:12] <roycroft> i've owned mine for four years
[07:00:16] <PetefromTn_> oh really?
[07:00:19] <zeeshan> it loses fucking tram
[07:00:23] <zeeshan> after you move the head up
[07:00:33] <roycroft> mine doesn't
[07:00:33] <PetefromTn_> why?
[07:00:41] <zeeshan> cause its on a shitty column
[07:00:43] <roycroft> it has a dovetail upright
[07:00:46] <zeeshan> oh
[07:00:47] <roycroft> not a round column
[07:00:48] <zeeshan> thats a diff story
[07:00:59] <roycroft> i figured that much out before i bought it :)
[07:01:03] <PetefromTn_> might have needed to be shimmed
[07:01:06] <zeeshan> i bought mine to flip it
[07:01:10] <zeeshan> and try it
[07:01:16] <zeeshan> i was gonna keep it, but its too shitty to keep
[07:01:40] <PetefromTn_> I liked mine..
[07:01:47] <roycroft> yeah, i would not be able to stand a round column one
[07:01:47] <PetefromTn_> it was a neat little thing
[07:01:56] <roycroft> i'd be spending half my time retramming it
[07:02:04] <zeeshan> duide
[07:02:09] <zeeshan> it goes out by like 12 thou.
[07:02:18] <zeeshan> after moving the head up 2 inches
[07:02:37] <PetefromTn_> never experienced that on mine
[07:02:41] <zeeshan> https://www.flickr.com/photos/128539016@N05/16251092485/
[07:02:44] <zeeshan> you can see it here
[07:02:48] <roycroft> there's no way i could ever make money with my mill drill
[07:02:53] <roycroft> but i can make decent parts
[07:03:04] <roycroft> and that's what i wanted and needed at the time
[07:03:09] <zeeshan> https://www.flickr.com/photos/128539016@N05/16023467657/
[07:03:11] <zeeshan> better pic
[07:03:46] <zeeshan> i have a question for you guys
[07:03:49] <bobo_> your Mikron has a quill in vert head. ---pitch the drill press
[07:03:52] <zeeshan> why are bloody machines all GREEN?
[07:04:01] <zeeshan> bobo_: no
[07:04:07] <zeeshan> i thought about it
[07:04:10] <roycroft> folks do funky things like mounting lasers on their mill drill head and making marks on the wall to indicate when it's trammed
[07:04:12] <PetefromTn_> mines not
[07:04:13] <bobo_> envy=green
[07:04:14] <zeeshan> drill press has way more capacity in height
[07:04:27] <PetefromTn_> thats not tram
[07:04:52] -!- kwallace2 has quit [Ping timeout: 240 seconds]
[07:04:53] <zeeshan> whats not tram
[07:05:02] -!- kwallace has quit [Ping timeout: 246 seconds]
[07:05:14] <zeeshan> im talking about the head rotating
[07:05:20] <zeeshan> along axis of column
[07:05:21] <PetefromTn_> yeah that is not tram
[07:05:29] <zeeshan> so your vise is not perpndicular anymore
[07:05:33] <zeeshan> i thought it was?
[07:05:38] <roycroft> yeah, it's not
[07:05:42] <zeeshan> what is it then
[07:05:52] <roycroft> i was thinking the same thing, but petefromtn_ is right
[07:06:04] <PetefromTn_> tramming means making your spindle axis perpendicular to the table
[07:06:05] <roycroft> tram is the head being perpendicular to the table
[07:06:13] <zeeshan> okay fair enough
[07:06:26] <zeeshan> rotation about Y axis.
[07:06:32] <zeeshan> rotation about X axis is knod
[07:06:35] <PetefromTn_> about column
[07:06:38] <zeeshan> i guess this is rotation about column
[07:06:53] <zeeshan> PetefromTn_: yes
[07:06:56] <zeeshan> but along the x direction
[07:06:59] <PetefromTn_> yeah that is the only drawback to the mill drills like that
[07:07:09] <roycroft> yes, and you have to reindex every time you move the head because of that
[07:07:20] <PetefromTn_> if you plan your cuts out tho you can work around it
[07:07:21] <roycroft> but the ones with the dovetail column don't have that problem
[07:07:32] <PetefromTn_> no they have other problems he
[07:07:32] <roycroft> they just have the problem of being really light and vibrating a lot
[07:07:33] <zeeshan> yea roycroft
[07:07:38] <roycroft> and not being able to take big cuts
[07:08:06] <zeeshan> going frtom a bridgeport clone to this
[07:08:09] <zeeshan> is like ultra down grade
[07:08:09] <zeeshan> ahha
[07:08:10] <PetefromTn_> do you have an RF45?
[07:09:06] <roycroft> i have a this one:
[07:09:07] <PetefromTn_> well I am beat guys. Heading to bed. Maybe tomorrow night I will try to tackle the analog input control again.
[07:09:08] <roycroft> http://grizzly.com/products/Mill-Drill/G0463
[07:09:26] <roycroft> it gets me by, but barely
[07:09:29] <PetefromTn_> ah ok
[07:09:37] <PetefromTn_> that is the X3 or something like that
[07:09:40] <roycroft> yes
[07:09:55] <roycroft> it's worth what i paid for it, for sure
[07:10:00] <roycroft> but it did not cost very much
[07:10:16] <PetefromTn_> well gn8
[07:10:23] <roycroft> ciao
[07:10:29] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[07:12:45] <bobo_> instead of the piston or wedge tool holders check out the multi flex (sp)
[07:13:12] <zeeshan> roycroft: that machine looks a billion times better
[07:13:47] <zeeshan> bobo_: i dont like that style of tool holder
[07:13:51] <zeeshan> you have to set your tool heights properly
[07:13:56] <zeeshan> otherwise you'll crash tools into the spindlke
[07:14:06] <zeeshan> im gonna stick to manual tool changer
[07:14:39] -!- The_Ball has quit [Remote host closed the connection]
[07:15:08] <bobo_> they are adj for tool height
[07:15:43] <roycroft> it's better than a round column mill
[07:16:07] <roycroft> a lot of folks cnc those little mill drills
[07:16:15] <roycroft> i was considering it, but decided it would be a waste of time and money
[07:16:16] <archivist> round column mills should be melted down
[07:16:56] <archivist> only use for them are as sturdy bend drills
[07:17:02] <zeeshan> lol
[07:17:04] -!- swingley has quit [Ping timeout: 255 seconds]
[07:19:38] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[07:19:57] <roycroft> i'm still thinking about getting a power feed for my mill drill
[07:20:53] <archivist> this type of junk is what I had
http://www.diycnc.co.uk/html/my_project.html
[07:20:57] <roycroft> after cranking on it for hours on end last weekend i'm seriously thinking about it
[07:21:12] <roycroft> and i often take heavier cuts than i should because i don't want to crank it all day
[07:21:18] <roycroft> a power feed would take care of that
[07:21:34] <bobo_> archivist what is the name of the quick change tool holder base that mating cutting tool holder area is in shape of a "C" with vertical flutes ?
[07:21:37] <roycroft> they're $300, which isn't too bad
[07:24:18] <zeeshan> http://www.ebay.com/itm/GS-TOOLING-531424C-ER-32-COLLECT-CHUCK-CAT-40-NEW-/371240702930?pt=LH_DefaultDomain_0&hash=item566fab93d2
[07:24:20] <zeeshan> is this made in china ?
[07:24:52] <archivist> or india
[07:27:03] <archivist> or may be genuine surplus and made in a better place, look at the certificate and trace the names
[07:27:35] <zeeshan> okay
[07:28:22] <bobo_> name = Halmar ?
[07:28:27] -!- swingley has quit [Ping timeout: 256 seconds]
[07:30:24] <zeeshan> sowa distributes it
[07:30:31] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[07:30:31] -!- TTN has quit [Changing host]
[07:30:31] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[07:32:05] <archivist> a google finds eastern europe sellers for halmar
[07:33:28] -!- asdfasd [asdfasd!~332332@176.27.229.244] has joined #linuxcnc
[07:41:30] <zeeshan> these gs tools look
[07:41:32] <zeeshan> VERY nice
[07:42:53] <bobo_> hgr is in cleveland , oh
[07:43:02] <zeeshan> bobo send me some tools!
[07:43:57] <bobo_> they are being held at the border now
[07:44:08] <zeeshan> ;[
[07:45:48] -!- archivist_herron has quit [Ping timeout: 245 seconds]
[07:55:04] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[07:58:46] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[08:01:49] -!- moorbo [moorbo!~moorbo@dyn-21-71.mdm.its.uni-kassel.de] has joined #linuxcnc
[08:04:15] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[08:04:46] -!- terinjokes has quit [Quit: ZNC - http://znc.in]
[08:05:11] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:05:36] <Deejay> moin
[08:08:17] -!- karavanjo has quit [Ping timeout: 244 seconds]
[08:08:23] -!- The_Ball has quit [Ping timeout: 246 seconds]
[08:09:59] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[08:15:48] -!- karavanjo1 has quit [Ping timeout: 245 seconds]
[08:15:59] -!- [cube] has quit []
[08:16:33] -!- karavanjo has quit [Ping timeout: 244 seconds]
[08:29:05] -!- swingley has quit [Ping timeout: 256 seconds]
[08:44:02] -!- moorbo has quit [Remote host closed the connection]
[08:45:19] -!- Klaus_ [Klaus_!c3f4ef48@gateway/web/freenode/ip.195.244.239.72] has joined #linuxcnc
[08:49:58] -!- Nutter has quit [Quit: Nutter]
[08:50:08] -!- Klaus_ [Klaus_!c3f4ef48@gateway/web/freenode/ip.195.244.239.72] has parted #linuxcnc
[09:23:57] -!- TTN has quit [Remote host closed the connection]
[09:24:10] -!- mrsun [mrsun!~mrsun@c83-254-111-24.bredband.comhem.se] has joined #linuxcnc
[09:24:34] mrsun is now known as Guest78263
[09:29:59] -!- swingley has quit [Ping timeout: 265 seconds]
[09:31:54] -!- FreezingCold has quit [Quit: Out]
[09:40:27] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[09:41:27] -!- bobo_ has quit [Quit: Page closed]
[09:47:14] <Guest78263> hm a probe tool with 10x10 points insted of 1 point ... that would realy speed up flat 3d probing...
[09:47:49] <Guest78263> guest...
[09:47:51] <Guest78263> what the heck
[09:48:23] -!- Guest78263 has quit [Quit: Leaving]
[09:48:50] -!- mrsun_ [mrsun_!~mrsun@c83-254-111-24.bredband.comhem.se] has joined #linuxcnc
[09:48:59] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[09:49:37] <mrsun_> getting thatmy nick is unavailable but there is no one to ghost ..
[09:51:42] <archivist> has someone stolen it, had you got it protected
[09:52:24] <archivist> with nick troubles goto #freenode and ask a staffer
[10:00:37] <mrsun_> well i had it ... then it went for 30 seconds and it changed to guest nick .. now i cant change back :P
[10:00:48] <mrsun_> oh well ... not so important now =)
[10:04:07] -!- rob_h [rob_h!~robh@90.203.249.97] has joined #linuxcnc
[10:06:08] -!- Komzpa|work has quit [Read error: Connection reset by peer]
[10:24:21] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[10:30:35] -!- swingley has quit [Ping timeout: 276 seconds]
[11:02:26] -!- leptonix_ has quit [Quit: leaving]
[11:08:50] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[11:31:24] -!- swingley has quit [Ping timeout: 272 seconds]
[11:38:28] -!- balestrino [balestrino!~SB@131.114.31.66] has joined #linuxcnc
[11:46:57] -!- skunkworks has quit [Ping timeout: 252 seconds]
[11:56:08] -!- shurshur has quit [Ping timeout: 244 seconds]
[11:56:23] -!- The_Ball_Shed [The_Ball_Shed!~test@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[12:08:08] -!- syyl_ has quit [Ping timeout: 272 seconds]
[12:24:45] -!- icetan has quit [Quit: WeeChat 0.4.2]
[12:32:12] -!- swingley has quit [Ping timeout: 265 seconds]
[12:41:21] -!- Komzzpa|worrk has quit [Read error: Connection reset by peer]
[13:07:51] -!- koo5 has quit [Ping timeout: 264 seconds]
[13:11:02] -!- md-2 has quit [Remote host closed the connection]
[13:13:39] -!- micges-dev has quit [Quit: Wychodzi]
[13:14:35] -!- The_Ball_Shed has quit [Ping timeout: 252 seconds]
[13:15:42] -!- md-2 has quit [Ping timeout: 244 seconds]
[13:25:33] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:30:19] -!- jthornton_ has quit [Quit: Ex-Chat]
[13:32:33] -!- swingley has quit [Ping timeout: 252 seconds]
[13:36:44] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[13:43:41] -!- pandeiro has quit [Remote host closed the connection]
[13:49:28] -!- amatecha has quit []
[13:56:00] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[13:59:28] -!- moorbo [moorbo!~moorbo@dyn-21-115.mdm.its.uni-kassel.de] has joined #linuxcnc
[14:01:59] * jthornton wonders why Ubuntu 10.04 can use the GPU properly on this computer and Wheezy can not... maybe time to find a new MB
[14:02:14] <jthornton> and get back to programming
[14:02:28] -!- balestrino has quit [Ping timeout: 245 seconds]
[14:04:13] <archivist> or time to file a bug report
[14:05:00] <archivist> some lazy SOBs not bothering to support older stuff these days
[14:05:30] <malcom2073> Seriously, if Linus is ok with supporting 1987 hardware, so should they be.
[14:05:49] <jthornton> how can I tell what motherboard I have?
[14:06:00] <archivist> read the label?
[14:06:42] <malcom2073> Heh.... I don't know that there is anything in /proc that would list like a model number
[14:06:51] <jthornton> I thought there might be a terminal command for that
[14:07:06] -!- pandeiro has quit [Remote host closed the connection]
[14:07:10] <jthornton> this is the GPU nVidia Corporation C61 [GeForce 6150SE nForce 430] (rev a2)
[14:08:16] <jthornton> also Ubuntu 12.04 did not recognize the GPU
[14:08:37] <malcom2073> May be time to grab a freecycle PC to upgrade
[14:08:53] <malcom2073> Or whatever equivalant scrap place in your country
[14:09:08] -!- karavanjo has quit [Ping timeout: 245 seconds]
[14:09:34] <archivist> last freecycle pc I got was seriously brain damaged
[14:09:52] <jthornton> this might be a bug report on it already
https://bugs.debian.org/cgi-bin/bugreport.cgi?bug=742930
[14:09:53] <malcom2073> Most of them I find just have bad hard drives
[14:11:01] <jthornton> I'll have to inventory my pile and see what I have
[14:11:44] -!- jthornton has quit [Read error: Connection reset by peer]
[14:12:27] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[14:12:53] <jthornton> note to self, don't lean on the power button when taking the cover off
[14:13:20] <jthornton> no name on the top side of the motherboard
[14:13:53] -!- guliash has quit [Quit: Leaving.]
[14:13:55] <jthornton> it's a fairly recent motherboard I think
[14:15:27] <jthornton> found the box it
[14:15:37] <jthornton> 's a 2010 motherboard Zotac
[14:16:32] <malcom2073> That's practically new
[14:16:46] <jthornton> yea, that's what I was thinking
[14:18:19] -!- moorbo has quit []
[14:22:03] -!- `Nerobro_ [`Nerobro_!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[14:28:19] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:33:17] -!- pandeiro has quit [Remote host closed the connection]
[14:33:48] -!- swingley has quit [Ping timeout: 272 seconds]
[14:38:37] -!- pandeiro has quit [Remote host closed the connection]
[14:52:20] -!- paideia [paideia!~paideia@194.210.251.252] has joined #linuxcnc
[14:56:01] amnesic_away is now known as amnesic
[14:57:45] -!- kriskropd has quit [Ping timeout: 276 seconds]
[14:59:20] -!- Valen has quit [Quit: Leaving.]
[15:00:37] -!- paideia has quit [Quit: Leaving]
[15:01:21] -!- kriskropd [kriskropd!~kris@unaffiliated/kriskropd] has joined #linuxcnc
[15:02:55] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[15:03:23] -!- Nutter [Nutter!~hehe@199-195-151-246.dyn.novuscom.net] has joined #linuxcnc
[15:03:41] -!- SpeedEvil [SpeedEvil!~quassel@mauve.plus.com] has joined #linuxcnc
[15:03:51] -!- SpeedEvil has quit [Changing host]
[15:03:51] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[15:11:30] <mozmck> jthornton: you might try something like xubuntu 14.04
[15:12:22] <mozmck> I wonder if the problem is partly because the newer systems use 3d stuff for the compositing window managers.
[15:12:23] <_methods> amen
[15:12:31] <_methods> xubuntu FTW
[15:13:17] <mozmck> hmm, I think xfce does compositing as well - lxde does not I think.
[15:14:27] <cradek> xfce4 does it optionally
[15:14:58] <cradek> jthornton: do you want to run hardware with this machine that has the nvidia card?
[15:16:47] -!- anth0ny_ has quit [Quit: anth0ny_]
[15:17:49] -!- Nutter has quit [Quit: Nutter]
[15:18:11] <JT-Shop> cradek no, I just want to program in python and run linuxcnc simulator
[15:18:53] <cradek> if you just use the normal debian kernel nvidia will surely work
[15:19:17] <cradek> I mean that's what I'm typing on
[15:19:17] <JT-Shop> I tried the
http://cdimage.debian.org/debian-cd/current-live/i386/iso-hybrid/debian-live-7.8.0-i386-gnome-desktop.iso
[15:19:25] <mozmck> he tried the wheezy gnome3 install
[15:19:32] <JT-Shop> this morning and got a Gnome 3 error
[15:19:50] <cradek> oh, I have never tried gnome3
[15:19:56] <mozmck> gnome3 doesn't work on lots of stuff though.
[15:19:59] <cradek> I must have misunderstood what was going on
[15:20:11] <mozmck> that's on the ML
[15:20:14] <cradek> you could use our install, then change kernels and add nvidia
[15:20:24] <JT-Shop> from this page any suggestions on what to try
http://cdimage.debian.org/debian-cd/current-live/i386/iso-hybrid/
[15:20:51] <cradek> http://cdimage.debian.org/debian-cd/current-live/i386/iso-hybrid/debian-live-7.8.0-i386-xfce-desktop.iso would be most like what I'm using
[15:21:19] <mozmck> I've had better luck in the past with ubuntu for hardware support, but you did way you tried 12.04
[15:21:50] <mozmck> say, not way
[15:22:00] <JT-Shop> yes I tried 12.04 the other day
[15:22:14] <JT-Shop> I can d/l xfce tonight and try it tomorrow
[15:22:38] <JT-Shop> I get unlimited d/l between midnight and 5am
[15:22:52] -!- gaute has quit [Quit: Page closed]
[15:23:09] <cradek> what images do you already have?
[15:23:20] <mozmck> are you on satellite?
[15:23:43] <JT-Shop> yes satellite
[15:24:23] <JT-Shop> debian-live-7.8.0-i386-gnome-desktop.iso
[15:24:31] -!- unfy [unfy!~Miranda@wsip-184-185-82-30.om.om.cox.net] has joined #linuxcnc
[15:24:43] <JT-Shop> linuxcnc-2.7-wheezy.iso
[15:25:18] <JT-Shop> I found uGet and it schedules downloads for the free time
[15:26:14] -!- balestrino [balestrino!~SB@87.19.201.128] has joined #linuxcnc
[15:26:41] <cradek> I'd start with the linuxcnc one, add the normal kernel, reboot, add nvidia-glx
[15:26:43] <JT-Shop> mainly I want a recent version of Geany to work with my python programming
[15:27:03] <JT-Shop> how do you add a kernel?
[15:27:40] <JT-Shop> this computer in the shop is running wheezy with nvidia
[15:27:54] <cradek> apt-get install linux-image-686-pae
[15:28:05] <JT-Shop> ok
[15:28:27] <JT-Shop> then I can pick that one on boot up
[15:28:30] <cradek> yep
[15:28:39] <cradek> then boot it and apt-get install nvidia-glx
[15:28:45] <JT-Shop> ok, I'll do that when I get back from town
[15:30:35] <cradek> this looks like the right instructions:
https://wiki.debian.org/NvidiaGraphicsDrivers#Version_304.125
[15:30:43] <unfy> zomg, i remember why i quit going to this one local bakery. ssssssssoooooooooooo good <3
[15:30:49] <cradek> (although it's not exactly what I've done here)
[15:31:28] <unfy> the debian wiki discusses how to install non free software?! heresy!
[15:32:22] <JT-Shop> I tried the instructions on that page and it would not boot after
[15:32:51] <JT-Shop> or gave me an error about something I can't remember which
[15:33:03] -!- koo5 has quit [Ping timeout: 264 seconds]
[15:34:17] -!- swingley has quit [Ping timeout: 252 seconds]
[15:35:52] <cradek> would not boot, or X didn't start right?
[15:37:56] <jthornton> yes
[15:38:15] -!- tris has quit [Remote host closed the connection]
[15:39:34] -!- koo5 [koo5!~sirdancea@236.152.broadband3.iol.cz] has joined #linuxcnc
[15:44:13] -!- anth0ny_ has quit [Quit: anth0ny_]
[15:46:15] -!- johtso has quit []
[15:46:55] -!- karavanjo has quit [Ping timeout: 255 seconds]
[15:50:10] amnesic is now known as amnesic_away
[15:51:06] -!- danylevskyi has quit [Remote host closed the connection]
[15:51:21] <unfy> yay, a half dozen cheap chinese small bipolar stepper driver boards arrived (at $1 a piece). i can test a bunch of small steppers i have yay.
[15:52:44] -!- jvrousseau has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[15:56:09] -!- anth0ny_ has quit [Client Quit]
[15:56:46] <SpeedEvil> Bipolar stepper boards only work well half of the time
[16:03:24] <unfy> >_>
[16:03:26] <archivist> bipolar are rather better than unipolar
[16:08:34] -!- booly-yam-9117 [booly-yam-9117!~cinch@bzq-79-183-25-208.red.bezeqint.net] has joined #linuxcnc
[16:09:03] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[16:10:11] -!- quiqua has quit [Quit: quiqua]
[16:23:27] <roycroft> bipolar stepper boards work fine as long as they take their meds
[16:27:52] -!- archivist_herron has quit [Ping timeout: 255 seconds]
[16:28:41] <malcom2073> Unless they're teenagers, then they don't work at all, just sit around whining about life
[16:31:29] -!- rob_h has quit [Ping timeout: 245 seconds]
[16:31:32] -!- balestrino has quit [Ping timeout: 245 seconds]
[16:39:57] -!- Nick001-shop [Nick001-shop!~chatzilla@74.37.10.176] has joined #linuxcnc
[16:40:14] -!- adb [adb!~IonMoldov@2a02:120b:2c0b:96c0:baac:6fff:fe67:305f] has joined #linuxcnc
[16:40:26] -!- balestrino [balestrino!~SB@87.19.201.128] has joined #linuxcnc
[16:44:16] <roycroft> is anyone here familiar with precision matthews machinery?
[16:44:34] <roycroft> it's the same type of clone stuff that grizzly/jet/hf/enco sell
[16:45:01] <roycroft> i just wonder if the fit and finish are on the better side or the crappier side of that class of machines
[16:46:52] -!- [cube] [[cube]!~cube@bas17-ottawa23-1279278493.dsl.bell.ca] has joined #linuxcnc
[16:57:06] <PetefromTn_> morning folks
[17:00:58] -!- jthornton has quit [Quit: Ex-Chat]
[17:12:12] -!- md-2 has quit [Quit: Leaving...]
[17:13:24] -!- Nutter [Nutter!~hehe@199.195.151.246] has joined #linuxcnc
[17:14:27] -!- eeriegeek [eeriegeek!~eeriegeek@c-98-244-112-229.hsd1.va.comcast.net] has joined #linuxcnc
[17:15:14] <archivist> roycroft, you need to find out if they takes the stuff to bits to remanufacture
[17:17:59] <archivist> roycroft, eg most in the uk never did, one gave you a manual to do ones own rebuild, one went bust that actually did
[17:18:19] -!- zenmoto has quit [Remote host closed the connection]
[17:23:32] <roycroft> yes, that's what i'm trying to determine
[17:23:36] <roycroft> how much of a kit it is
[17:23:37] -!- karavanjo has quit [Quit: karavanjo]
[17:24:16] <roycroft> i'm looking at 12x36 lathes, and the pm is priced nicely
[17:24:23] <roycroft> it has a foot brake too
[17:24:30] <roycroft> which none of the others i'm looking at have
[17:24:42] * SpeedEvil has a sheet-metal brake and does not need a foot-brake.
[17:24:57] <roycroft> but if it's on the hf end of the scale, i'd have to disassemble it significantly and it might take me weeks to get it operational
[17:25:39] <roycroft> i've never used the foot brake on a lathe
[17:25:55] <roycroft> it was hammered into me in my classes that it's an important safety feature
[17:26:18] <roycroft> i don't see it personally as a must-have feature
[17:26:36] -!- acdha has quit [Remote host closed the connection]
[17:26:50] <roycroft> but if i had a choice of two otherwise identical lathes for the same price, one with and one without the foot brake, i'd choose the one with it
[17:35:04] <archivist> I have never used a foot brake on a lathe, only one at the clockworks had the facility and it was a production machine out of use
[17:35:56] <roycroft> i've never crashed a lathe (or a mill)
[17:36:07] <roycroft> nor gotten a body part caught in one
[17:36:22] <roycroft> had i done either i might have found the foot brake useful
[17:36:42] <PetefromTn_> I like the foot brake
[17:36:49] <archivist> I think it would have been to late
[17:36:56] <roycroft> but i think it's better to avoid crashing machinery and mangling body parts
[17:37:30] <archivist> I think the brake would be useful for part changing more than anything
[17:37:30] <roycroft> if i had one and i started using it i might like it, petefromtn_
[17:37:36] <PetefromTn_> make enough parts and have to come up with challenging setups and whatnot and it is inevitable...
[17:37:38] <roycroft> i just got used to operating the lever
[17:38:12] <roycroft> but i suppose that i could free up the hand that operates the lever to do something else while turning the machine off with the foot brake
[17:38:20] <roycroft> i could see it as a time saver
[17:38:34] -!- patrickarlt has quit [Remote host closed the connection]
[17:38:44] <roycroft> i'm not doing production work howevrer
[17:38:49] <archivist> if you are using a lever collet clamp and working rapidly....
[17:38:52] <PetefromTn_> the lever is not a brake just a power switch the brake actually kills power and stops the spindle
[17:38:57] <roycroft> which is not to say i'll never do production work
[17:39:27] <roycroft> right
[17:39:37] <roycroft> the foot brake actually stops the machine quickly?
[17:39:44] <PetefromTn_> absolutely
[17:39:45] <roycroft> i thought it just turned off the lever
[17:40:07] <roycroft> as i've said, i have never used one :)
[17:40:11] <PetefromTn_> it would be pretty useless if it just killed power a big red button can do that...
[17:40:19] <roycroft> we had foot brakes on the lathes at school
[17:40:59] <roycroft> sure, but the foot brake is potentially easier to use as it runs most of the length of the bed and is always really close to your foot
[17:41:03] <roycroft> no reaching required
[17:41:05] <roycroft> just stomping
[17:41:10] <PetefromTn_> yes
[17:42:03] <PetefromTn_> never seen a benchtop lathe with a footbrake tho
[17:42:20] <roycroft> if it actually stops the machine more quickly than turning the lever off it could save a significant amount of time
[17:42:26] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[17:42:43] <roycroft> 12x36 is the smallest lathe i've ever seen with one
[17:42:47] <roycroft> and most of them don't have it
[17:42:58] <roycroft> 13x40 is where they seem to become common
[17:43:10] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[17:43:27] <renesis> school lathes ive used have the brake on the same lever as the spindle engage
[17:43:57] <renesis> like, pull up and spindle moves, back to middle and spindle free spins, push down and it brakes
[17:44:26] <PetefromTn_> usually push down and it reverses...
[17:44:43] <renesis> reverse is usually some drama at the gear box
[17:44:44] <PetefromTn_> are you sure you were not just quickly reversing it stopping the spindle?
[17:44:52] <renesis> these are like 40 year old machines, heh
[17:45:09] <PetefromTn_> what kind of machine was it?
[17:45:17] <renesis> no, it doesnt move gears, you get a damped friction braking feel from it
[17:46:03] <PetefromTn_> neither does this...it is all electrical.
[17:46:05] <renesis> at exschool they we le blondes, at this one clausing? dunno if thats spelled right
[17:46:39] <PetefromTn_> not saying you are wrong I just have never seen one like that...
[17:46:50] <renesis> yeah this is old shit, manual gear changes, very clunky feeling so you know when youre changing stuff in the gearbox
[17:46:54] <renesis> down is definitely a brake
[17:47:07] <renesis> but this convo is exactly why i wont just walk up to a lathe and use it
[17:47:11] <PetefromTn_> I have run PLENTY of Old lathes LOL
[17:47:20] -!- booly-yam-9117 has quit [Ping timeout: 264 seconds]
[17:47:28] <renesis> bunch of random knobs and levers at first
[17:47:30] -!- booly-yam-9117_ [booly-yam-9117_!~cinch@bzq-79-183-25-208.red.bezeqint.net] has joined #linuxcnc
[17:47:46] <renesis> a mill im like whatever, walk right up to it and go to work
[17:47:54] <PetefromTn_> yeah big Old lathes can be kinda scary to me at first...
[17:48:02] <renesis> and theyre all diff
[17:48:12] <PetefromTn_> especially if it is a bigass gear head model
[17:48:26] <PetefromTn_> they have SO MUCH POWER espcially at lower RPMs
[17:48:28] <renesis> even same type, theyll wear diff so the timing and feel of all the controls will be noticably diff
[17:49:01] -!- [cube] has quit [Ping timeout: 244 seconds]
[17:49:56] <PetefromTn_> I was recently doing some deep drilling in stainless bartstock at this local shop.
[17:50:12] <PetefromTn_> they have a 16x80 manual lathe there
[17:50:26] <PetefromTn_> it is a really nice clean machine and it seems to be very accurate
[17:50:42] <PetefromTn_> but that damn thing is SO powerful
[17:50:49] <renesis> damn, big
[17:50:52] <roycroft> 16x80 probably weights 2-1/2 or 3 tons
[17:50:58] <roycroft> maybe a bit more
[17:51:01] <PetefromTn_> I was drilling with a 1.125" drill bit
[17:51:09] <roycroft> plenty of mass to help it run smoothly
[17:51:12] <PetefromTn_> being VERY careful to retract a lot
[17:51:22] <PetefromTn_> and flooding it with a coolant bottle
[17:51:33] <PetefromTn_> spinning pretty slow for the stainless
[17:51:49] <PetefromTn_> I pushed the tailstock up against it for another pass
[17:51:53] <renesis> yeah ill stick to me .012" drill bits thanks
[17:51:57] <PetefromTn_> started screwing the ram in
[17:52:00] <renesis> lot less drama when shit goes wrong
[17:52:08] <PetefromTn_> and then I heard this LITTLE snap sound
[17:52:20] <PetefromTn_> I looked and realized the drill bit was spinning...
[17:52:33] <PetefromTn_> it had snapped in half and was stuck inside the barstock....
[17:52:38] <renesis> fucked
[17:52:48] <PetefromTn_> machine didn't even slow or nothing..
[17:53:28] <PetefromTn_> luckily I was able to drop it in LOW LOW gear and using a bigass channel lock remove the broken bit and continue on to a perfect part..
[17:53:44] <roycroft> that was very fortunate
[17:53:49] <PetefromTn_> UNBELIEVABLY powerful machine..
[17:54:01] <roycroft> like 10hp?
[17:54:08] -!- [cube] [[cube]!~cube@bas17-ottawa23-1279311053.dsl.bell.ca] has joined #linuxcnc
[17:54:08] -!- swingley has quit [Read error: Connection reset by peer]
[17:54:15] <PetefromTn_> I have little doubt it would snap off a bit twice that size
[17:54:32] <PetefromTn_> now here's the funny part...
[17:54:42] <PetefromTn_> that is a VERY SMALL LATHE as industry goes...
[17:55:18] <PetefromTn_> there are plenty of lathes large enough to chuck up this lathe and spin it like a workpiece in the world.
[17:56:03] <roycroft> yeah
[17:56:17] <roycroft> it's nice to work on a lathe that size, even when you're doing small work
[17:56:23] -!- johtso has quit [Quit: Connection closed for inactivity]
[17:56:35] <roycroft> almost everything i ever want/need to turn could be done on my 7x12 mini-lathe
[17:56:54] <roycroft> but the bed is not flat and the damn thing vibrates so much when i ask it to do any real work that i need to move up to something with more mass
[17:57:01] <roycroft> and has a flat bed :)
[17:59:00] -!- [cube] has quit [Ping timeout: 272 seconds]
[18:03:26] <archivist> do you mean flat or straight :)
[18:03:59] <archivist> bent can be pulled straight
[18:05:46] <archivist> I had a lathe not that good, went to a remachining company, the old guy asked, is it mounted on wood?, ues, there is your problem....
[18:07:43] <roycroft> it has waves
[18:08:20] <archivist> you can fix that by scraping and a level
[18:08:24] <roycroft> yes
[18:09:28] <roycroft> and some day i might do that
[18:09:39] <roycroft> it would be useful set up to cut metric threads
[18:09:52] <roycroft> right now it's all but useless for anything
[18:10:40] <roycroft> and i have a project that i want to make that will require knurling 2-1/2" stainless steel rollers
[18:10:47] <roycroft> i know the 7x12 won't handle that
[18:10:58] <roycroft> a 12x36 might struggle with it a bit, but it should be able to handle it
[18:11:34] <roycroft> i'd use a clamp type knurling tool, of course
[18:11:47] <archivist> knurling with a balanced tool is easier
[18:12:09] <roycroft> balanced tool?
[18:12:16] <roycroft> are you talking about what i call a clamp type?
[18:12:34] <roycroft> with a knurling wheel on the top and one on the bottom that you squeeze together?
[18:12:43] <archivist> yes, force is either side
[18:12:46] <roycroft> right
[18:12:54] <roycroft> that's what i've used almost all of the time
[18:13:05] <roycroft> i like them a lot better than the ones you just push into the work from one side
[18:13:08] -!- phantoxe has quit [Remote host closed the connection]
[18:13:51] <roycroft> even for really small work the press type requires a tremendous amount of force
[18:14:10] <archivist> some are supposed to cut not have a lot of pressure
[18:14:36] <roycroft> is that really knurling though, if you're cutting?
[18:15:14] <archivist> has the same result
[18:15:42] <roycroft> at least close to the same appearance
[18:16:12] <PetefromTn_> I used a clamp style knurl to work on stainless and steels many times in my old 12x36 without issue...
[18:16:19] <archivist> I have milled the form too
[18:16:43] <roycroft> yeah, petefromtn_, i would not be afraid to use that type for really large work in a 12x36
[18:17:05] <roycroft> the clamp type doesn't tax the lathe itelf much at all
[18:17:17] <roycroft> almost all of the force is being applied by the tool itself
[18:17:31] <roycroft> the lathe just has to guide it
[18:18:12] <roycroft> i have the biggest clamp type that the quick change toolpost on my mini-lathe can handle
[18:18:20] <roycroft> and it has a 2" maximum capacity
[18:31:21] -!- Zboonet has quit [Quit: Leaving]
[18:38:39] -!- skunkworks has quit [Read error: Connection reset by peer]
[18:47:20] -!- rob_h [rob_h!~robh@90.203.249.97] has joined #linuxcnc
[18:51:20] -!- amiri_ has quit [Ping timeout: 246 seconds]
[18:52:08] -!- balestrino has quit [Ping timeout: 264 seconds]
[18:52:15] -!- fipes has quit [Ping timeout: 264 seconds]
[19:00:04] -!- TTN [TTN!~TTN@27.110.122.139] has joined #linuxcnc
[19:00:04] -!- TTN has quit [Changing host]
[19:00:04] -!- TTN [TTN!~TTN@unaffiliated/ttn] has joined #linuxcnc
[19:01:51] -!- micges has quit [Quit: Ex-Chat]
[19:10:21] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[19:13:30] -!- adb has quit [Remote host closed the connection]
[19:14:47] -!- archivist_herron has quit [Ping timeout: 244 seconds]
[19:14:50] -!- patrickarlt has quit [Remote host closed the connection]
[19:15:56] -!- patrickarlt has quit [Read error: Connection reset by peer]
[19:18:06] -!- adb [adb!~IonMoldov@2a02:120b:2c0b:96c0:baac:6fff:fe67:305f] has joined #linuxcnc
[19:18:46] -!- fipes [fipes!~fipes@181.215.96.55] has joined #linuxcnc
[19:21:39] -!- patrickarlt has quit [Ping timeout: 276 seconds]
[19:26:47] -!- micges-dev has quit [Quit: Wychodzi]
[19:27:39] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[19:36:25] -!- danylevskyi has quit [Ping timeout: 255 seconds]
[19:36:33] -!- booly-yam-9117_ has quit [K-Lined]
[19:38:30] -!- arek_at_work has quit [Quit: Konversation terminated!]
[19:47:51] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[19:51:25] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:52:25] -!- MC500 has quit [Ping timeout: 246 seconds]
[19:53:27] -!- PCW has quit [Ping timeout: 264 seconds]
[19:54:06] -!- Loetmichel2 [Loetmichel2!cylly@p54B10ECF.dip0.t-ipconnect.de] has joined #linuxcnc
[19:54:32] -!- gennro__ [gennro__!~gennro@ip68-224-129-2.lv.lv.cox.net] has joined #linuxcnc
[19:55:23] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[19:56:01] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[19:57:40] -!- gennro_ has quit [Ping timeout: 244 seconds]
[19:58:41] -!- PCW [PCW!~chatzilla@99.88.10.65] has joined #linuxcnc
[20:02:53] -!- skunkworks has quit [Quit: ChatZilla 0.9.91.1 [Firefox 35.0/20150112203352]]
[20:08:08] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-38-59.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[20:09:04] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[20:10:35] <PetefromTn_> Woot!
[20:10:49] <_methods> yo
[20:10:58] <PetefromTn_> just got a brand spankin' issue of Digital Machinist magazing in the mail...
[20:11:06] <PetefromTn_> and the best part is I did not even order it heh
[20:11:18] <jdh> I got one yesterday
[20:11:28] <jdh> it annoyed me as usual.
[20:11:47] <jdh> worse since I pay for them.
[20:11:50] <PetefromTn_> a free magazing annoyed you?
[20:12:23] <jdh> wasn't free.
[20:12:49] <jdh> if they would just change the column name "Along the G-Code Way" to something else, I'd be fine.
[20:13:34] <_methods> amazon prime $72/year tomorrow only i guess
[20:15:14] <_methods> http://www.cnet.com/how-to/amazons-one-day-offer-72-prime-membership/
[20:15:31] <PetefromTn_> OMG
[20:15:58] <PetefromTn_> those have got to be the crappiest chocolate molds and resulting chocolate candies I have ever seen hehe
[20:16:30] `Nerobro_ is now known as `Nerobro
[20:16:36] <jdh> yep
[20:19:41] <zeeshan> 1/2 3/8 1/4
[20:19:44] <PetefromTn_> hopefully it is not someone on here hehe
[20:19:45] <zeeshan> msot common collets yea?
[20:19:59] <PetefromTn_> 1/8?
[20:20:06] <zeeshan> hm
[20:20:09] <jdh> I like 3/8
[20:20:17] <jdh> for my range of uses
[20:20:36] <jdh> I have 1/16 - 3/8" end mills with 3/8 shanks
[20:20:52] <zeeshan> just chcked
[20:20:53] <zeeshan> same ehre
[20:20:58] <zeeshan> i do have a couple carbide ones
[20:21:01] <zeeshan> thare are 1/8 shank though
[20:21:09] <zeeshan> f it
[20:21:10] <zeeshan> if i need it inthe future
[20:21:11] <zeeshan> ill get
[20:21:18] <zeeshan> i just wanna get started with the basics
[20:21:24] <zeeshan> drilling, facing and 1 er collet chuck
[20:21:29] <PetefromTn_> just get a set and a couple doubles
[20:21:36] <zeeshan> im gonna try the chinese ones
[20:21:43] <zeeshan> i ordered 1 mari tool er32 chuck too
[20:21:49] <zeeshan> gonna compare and see if there is a big diff
[20:23:25] <jdh> ER20 goes up to half inch
[20:23:56] <jdh> anything bigger than that and I use an R8 collet
[20:23:56] <zeeshan> i dunn oif a drill chuck
[20:23:59] <zeeshan> is needed on a mill
[20:24:04] <zeeshan> most of the time i see people holding them in collets
[20:24:11] <zeeshan> and just swapping tools
[20:24:21] <zeeshan> jdh: ah okay
[20:24:21] <jdh> that's a pain
[20:24:32] <zeeshan> well in cnc app
[20:24:34] <zeeshan> when youre repeating
[20:24:34] <jdh> spot drill, small drill, real drill
[20:25:02] <zeeshan> opkay drill chuck it is
[20:25:04] <jdh> I'm the tool changer, R8 jacobs is good
[20:25:07] <zeeshan> i just wanna get started
[20:25:11] <zeeshan> im thinking of the first 3 parts i gotta make
[20:25:14] <zeeshan> i know ill need 1/2" end mill
[20:25:16] <zeeshan> a face mill
[20:25:22] <zeeshan> and i gotta drill holes 3/8"
[20:25:28] <zeeshan> (10mm)
[20:26:04] <PetefromTn_> a collet holder is only suitable replacement for a drill chuck if you have a LOT of collets in lots of sizes...
[20:26:17] <zeeshan> yes
[20:26:21] <zeeshan> but it seems like these guys order a collet
[20:26:25] <zeeshan> + collet chuck for each common drill
[20:26:29] <zeeshan> like for example spot drill
[20:26:35] <zeeshan> you know you'll always be using one kind most of the time
[20:26:38] <zeeshan> so they keep dedicated one
[20:26:41] <jdh> for production where where tool changing time is money
[20:26:48] <zeeshan> well its not just that
[20:26:57] <zeeshan> you dont want to hgave to tool set in the middle of a run
[20:27:04] <zeeshan> i have to make 8 flanges
[20:27:13] <zeeshan> it would suck having to set the center drill
[20:27:18] <zeeshan> then set the 3/8 hole
[20:27:31] <zeeshan> im thinking center drill -> 1 tool, 3/8 drill -> 3/8 collet
[20:27:39] -!- TTN has quit [Ping timeout: 264 seconds]
[20:28:46] <zeeshan> hopefully it pays off for the tools
[20:28:47] <zeeshan> :/
[20:33:21] <PetefromTn_> you can NEVER have enough toolholders man
[20:33:31] <PetefromTn_> or collets
[20:34:55] <PetefromTn_> while I have a couple endmill holders there is no discounting the fact that collet chucks in various sizes are very adaptable..
[20:38:31] -!- jthornton [jthornton!~john@184.21.239.59] has joined #linuxcnc
[20:39:58] <jthornton> finally got the monitor right... change in motherboards helped... it didn't like the HDMI cable for sure
[20:41:35] <jthornton> running wheezy with LinuxCNC 2.7 YEA!
[20:42:13] <jthornton> other than a noisy fan on the video card all is well
[20:42:14] -!- patrickarlt has quit [Read error: Connection reset by peer]
[20:47:07] -!- cox has quit [Quit: http://quassel-irc.org - Chat komfortabelt. Hvor som helst.]
[20:47:20] -!- cox [cox!~quassel@188.226.208.53] has joined #linuxcnc
[20:50:36] -!- patrickarlt has quit [Remote host closed the connection]
[20:50:48] -!- balestrino [balestrino!~SB@87.19.201.128] has joined #linuxcnc
[20:52:31] -!- swingley has quit [Remote host closed the connection]
[20:56:20] -!- patrickarlt has quit [Ping timeout: 272 seconds]
[21:05:39] -!- Rickta59 has quit [Quit: leaving]
[21:06:28] -!- archivist_herron has quit [Ping timeout: 272 seconds]
[21:08:22] -!- Wondie has quit [Ping timeout: 246 seconds]
[21:14:15] -!- booly-yam-3388 [booly-yam-3388!~cinch@bzq-79-183-124-170.red.bezeqint.net] has joined #linuxcnc
[21:18:43] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[21:21:21] <zeeshan> fak i hate dealing with non standard fittings!
[21:21:23] -!- Klaus_k [Klaus_k!~AndChat51@2a02:2028:1d6:1f1:acda:c977:ed9a:fb8b] has joined #linuxcnc
[21:25:13] -!- swingley has quit [Read error: Connection reset by peer]
[21:27:37] -!- booly-yam-3388 has quit [K-Lined]
[21:28:08] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[21:30:03] -!- swingley_ has quit [Ping timeout: 264 seconds]
[21:38:25] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:41:02] -!- syyl_ [syyl_!~sg@p579B11D1.dip0.t-ipconnect.de] has joined #linuxcnc
[21:42:06] <skunkworks> zlog
[21:42:06] <zlog> skunkworks: Log stored at
http://tom-itx.no-ip.biz:81/~tom-itx/irc/logs/%23linuxcnc/2015-01-23.html
[21:43:01] -!- nofxx [nofxx!~nofxx@177.106.71.27] has joined #linuxcnc
[21:43:02] -!- nofxx has quit [Changing host]
[21:43:02] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[21:44:08] -!- patrickarlt has quit [Remote host closed the connection]
[21:49:06] -!- patrickarlt has quit [Read error: Connection reset by peer]
[21:55:59] -!- f1oat has quit [Ping timeout: 244 seconds]
[21:57:43] -!- Connor1 [Connor1!~Tiffany@24.214.127.194] has joined #linuxcnc
[21:57:45] -!- Connor has quit [Read error: No route to host]
[22:01:48] -!- FinboySlick has quit [Quit: Leaving.]
[22:02:43] -!- bobo_ [bobo_!63283ad9@gateway/web/freenode/ip.99.40.58.217] has joined #linuxcnc
[22:07:15] -!- spatialbrew has quit [Ping timeout: 264 seconds]
[22:09:59] <Deejay> gn8
[22:11:43] -!- Deejay has quit [Quit: bye]
[22:17:50] -!- patricka_ has quit [Remote host closed the connection]
[22:18:50] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[22:21:39] -!- spatialbrew has quit [Ping timeout: 264 seconds]
[22:22:20] -!- georgenz [georgenz!~georgenz@118.148.221.43] has joined #linuxcnc
[22:23:07] -!- patrickarlt has quit [Ping timeout: 252 seconds]
[22:23:42] <georgenz> Hey everyone im new round these here parts. Trying to do same conversion as pete frm tn. But im stuck at the first few steps
[22:26:56] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:31:27] <georgenz> I have a mesa 5i25 paired with a 7i77 just staring up the pncconf wizard
[22:35:39] <georgenz> Looking at axis geometry... what does W and H stand for?
[22:35:59] -!- Connor1 has quit [Ping timeout: 276 seconds]
[22:41:43] -!- PetefromTn_andro [PetefromTn_andro!~PetefromT@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[22:42:18] <georgenz> Heya pete
[22:42:25] <PetefromTn_andro> Hey a...
[22:43:52] <PetefromTn_andro> Hey man. Everyone this is my good friend in New Zealand who has the same machine Cincinnati Arrow500 I have..
[22:44:35] <PetefromTn_andro> We are both going to have the same stupid questions hehehe
[22:45:07] <PetefromTn_andro> Right now he is working thru the pncconf setup on the machine
[22:45:51] <PetefromTn_andro> He has all of the configuration information from my machine before I converted it from metric to imperial dimensions
[22:46:06] <LeelooMinai> Is New Zealand that place that Aussies always make fun of? :)
[22:47:01] <georgenz> I think its more the other way arnd?
[22:47:24] -!- chillly has quit [Quit: Ex-Chat]
[22:47:30] <LeelooMinai> I heard them saying "Kiwis" or something like that:)
[22:48:16] <georgenz> Ya...well thats wot we r. Not so much as the fruit
[22:50:42] -!- patrickarlt has quit [Remote host closed the connection]
[22:51:21] -!- `Nerobro has quit [Ping timeout: 252 seconds]
[22:55:52] -!- patrickarlt has quit [Ping timeout: 240 seconds]
[22:57:37] -!- PetefromTn_andro has quit [Quit: Bye]
[22:57:57] -!- [cube] [[cube]!~cube@bas17-ottawa23-2925021603.dsl.bell.ca] has joined #linuxcnc
[23:04:35] -!- koo5 has quit [Ping timeout: 256 seconds]
[23:07:15] -!- micges-dev has quit [Ping timeout: 264 seconds]
[23:08:55] -!- jvrousseau has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[23:10:22] micges-dev1 is now known as micges-dev
[23:11:02] <zeeshan> http://i.imgur.com/nvVw3Cz.gif
[23:11:08] <zeeshan> LOL
[23:18:38] <georgenz> Hey guys... anyone familiar with configuring mesa 7i77?
[23:19:16] <cradek> georgenz: to avoid snark and get good answers, always go ahead and ask your real question right away
[23:19:33] <zeeshan> georgenz: what do you need to know
[23:21:10] <georgenz> Ok... im tryin to setup 5i25 with 7i77 using pncconfig wiz. Lookin at setup screen it has sanity checks showing tick boxes with 7i29 7i30 7i33 7i40 and 7i48 twhat does this mean and how come 7i77 isnt there
[23:23:44] <zeeshan> just uncheck em
[23:23:48] <zeeshan> you already selected 7i77
[23:23:51] <zeeshan> in the previous screen
[23:24:16] <zeeshan> unless you have those as daughter boards.
[23:24:55] <georgenz> The only selection I jave that seems possible under firmware is '7i77x2 With One 7i77'
[23:25:22] <zeeshan> do you have one ?
[23:25:32] <georgenz> Yup
[23:25:39] <zeeshan> yea thats all you need to select
[23:26:17] <georgenz> Jst the sanity check.. im not sure abt. 7i33 is ticked there but i dont have one
[23:26:47] <zeeshan> uncheck it :)
[23:27:07] <georgenz> Done
[23:27:12] <georgenz> Thx
[23:27:15] <zeeshan> np
[23:28:51] -!- zeitue [zeitue!~z@67.221.139.187] has joined #linuxcnc
[23:32:18] -!- erictheise has quit [Quit: erictheise]
[23:32:47] -!- GJdan has quit [Ping timeout: 245 seconds]
[23:34:48] <georgenz> When setting axis motor encoder config, do I jst leave the pid settings at 1,0,0 and try tune later? ..
[23:35:54] <jthornton> georgenz,
http://gnipsel.com/linuxcnc/tuning/index.html
[23:36:32] <georgenz> Thx
[23:37:45] <zeeshan> https://www.flickr.com/photos/128539016@N05/16335687835/
[23:37:48] <zeeshan> anyone ever see this fitting ?
[23:37:58] <zeeshan> https://www.flickr.com/photos/128539016@N05/16156436569/
[23:38:05] <zeeshan> it seals inside that fitting.
[23:38:10] <zeeshan> tube nut holds it in place
[23:38:15] <zeeshan> its metric
[23:38:42] <jthornton> yea, seen them before
[23:38:58] <jthornton> has a insert to support the id of the tube?
[23:39:01] <zeeshan> yes.
[23:39:05] <zeeshan> man! what are they called
[23:39:13] <zeeshan> ive been searching for a while
[23:39:27] <jthornton> mcmaster carr
[23:40:39] <zeeshan> http://www.mcmaster.com/#5016k381/=vli0x2
[23:40:40] -!- adb has quit [Remote host closed the connection]
[23:40:43] <zeeshan> hmm
[23:40:57] <zeeshan> the hose is polyamide / nylon
[23:43:22] -!- balestrino has quit [Ping timeout: 240 seconds]
[23:45:21] -!- patrickarlt has quit [Remote host closed the connection]
[23:46:18] -!- mttr [mttr!~mttr@0016019a1697.cpe.westmancom.com] has joined #linuxcnc
[23:58:53] <unfy> i wish there was a poor man's mcmaster. while their prices aren't horrible and the quality is usually good - i don't need that :P. i need a piece of poop!
[23:59:52] <Tom_itx> never actually heard anybody gripe about good quality
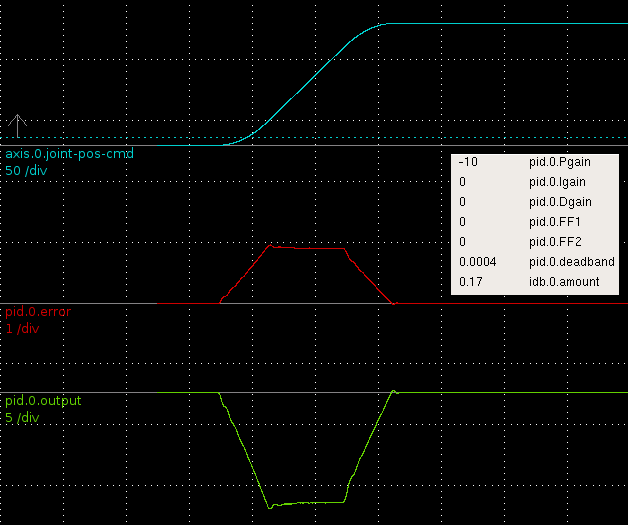{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}