Back
[00:00:38] <witnit> andypugh: restore the brass and let it take on its own pretty wear, just engrave and accent the symbols with quality paint
[00:01:22] <andypugh> The brass panel is just wrong for CNC controls.
[00:01:43] <malcom2073> Heh
[00:01:44] <witnit> woodgrain buttons though?
[00:01:48] <andypugh> And I can’t bring myself to hack holes in it for jogwheels and buttons.
[00:03:27] -!- asdfasd has quit [Ping timeout: 260 seconds]
[00:05:06] <witnit> how much space is hidden under the panel?
[00:05:16] <witnit> 3" or more deep?
[00:08:15] <witnit> andypugh: Maybe if your controls are small enough and its in a good location you could add hinges the panel and hide the cnc controls underneath, you wont lose the old look and it hides the updated controls when you arent programming. So something that looks like this maybe?
http://st.hzcdn.com/simgs/570150bd0154aa28_4-3083/mediterranean-mailboxes.jpg
[00:08:21] -!- Loetmichel2 [Loetmichel2!~cylly@p54B11913.dip0.t-ipconnect.de] has joined #linuxcnc
[00:09:31] -!- Loetmichel has quit [Ping timeout: 250 seconds]
[00:09:37] <andypugh> Lots of depth, but this lathe is meant to look like it might have looked if made as CNC. They did make a CNC, but none have ever been seen.
[00:09:59] <witnit> I think I follow hahaha
[00:10:13] <andypugh> I will probably make a new brass panel ;-) But initially it will be aluminium until I am sure about the control layout.
[00:10:30] <witnit> yeah that would be best :)
[00:11:23] <witnit> do you know anything about a unit like this?
http://www.dsl-ltd.co.uk/product/archmi-715p
[00:11:45] <witnit> Im looking into doing a build based around something like it, but not sure where to turn
[00:12:07] <andypugh> Well, actually, my neigbour left some offcuts of black BCP (
http://www.blackburnsmetals.com/products-sign-display-bcp-composite-sheet.html ) lying about, so the firat panel will be made of that. It ought to engrave very nicely.
[00:12:57] <witnit> im very unfamiliar with aluminum
[00:14:14] <andypugh> witnit: It’s a lot like aluminium
[00:14:50] <witnit> yeah, depends where you who you ask i guess
[00:14:56] <andypugh> They don’t say that that panel will run Linux. It is possible that it won’t (UEFI)
[00:15:41] <andypugh> For CNC control the only option would be Ethernet. Which isn’t a terrible option by any means.
[00:15:46] <witnit> I was looking for a possible alternative, but am currently unsure where to turn, I would prefer it be sealed for washdown
[00:16:08] <witnit> I am unhappy with touchscreen though
[00:16:32] <andypugh> Really? The capacitive touchscreen looks like a great feature
[00:16:45] <witnit> I was thinking about buying a slightly larger enclosure, load it myself and add jog controls and keypad of some kind
[00:17:04] <witnit> they don't do well with hands that are unclean it seems
[00:17:17] <witnit> which is a common problem in this particular enviroment
[00:17:30] <andypugh> The Touchy interface works well, it needs a jogwheel and buttons to make any actual movement happen.
[00:18:08] <witnit> I dont mind it for trivial things, but I definately want a hard control system
[00:18:11] <andypugh> The touchscreen is used for MDI and mode changes, but physical buttons are needed to make physical movements.
[00:18:24] <witnit> good, as I wouldhope
[00:18:44] <andypugh> They seem to be demonstrating on that website how tough their screen is
[00:19:05] <witnit> "seem" is a loose term
[00:19:25] <andypugh> witnit: Well, Gmoccapy uses touch for movement. It’s a design choice I disapprove of
[00:19:44] <witnit> agreed
[00:19:52] <andypugh> witnit: I meant this:
https://www.youtube.com/watch?v=Y8fNnJiNZDs
[00:20:06] <witnit> too easy to make mistakes especially for this type of machine
[00:20:40] <witnit> yeah I was looking, I need something from the states but something similar to that
[00:20:52] <unfy> as someone who has worked with touch screens in a professional way for the last 16 years - i disapprove of most touch screen applications.
[00:21:10] <unfy> (casino industry, btw)
[00:21:14] <witnit> I want it to be washdown if possible and only a couple cables to be ran to the unit
[00:21:34] <witnit> in machinery touch just seems so unsafe, I like the feel of controls
[00:22:09] <malcom2073> Hmm, if I drill a hole through 1/4" stock for a 1/8th pipe thread (Which gives me enough engaugement according to the NPT specification), how close to the edge of the stock can I be before the wall betwen the threads and the outside is too thin?
[00:22:32] <malcom2073> stock is aluminum
[00:22:38] <malcom2073> fitting is brass
[00:22:59] -!- anth0ny has quit [Quit: anth0ny]
[00:23:12] <andypugh> depends what you need the thread to do.
[00:23:51] <andypugh> As long as the threads don’t poke through it will seal, I reckon.
[00:23:53] <malcom2073> The thread holds a 1/8th npt brass fitting with a hose attached to the other side. Low stress rubber hose
[00:23:59] <malcom2073> No more than 10psi water pressure
[00:24:50] <andypugh> I reckon as long as the tap doesn’t bulge the material out the edge then you are fine.
[00:25:06] <witnit> it seems such things would depend on the taper of the tap and how far up that taper you tapped
[00:25:08] -!- Renny [Renny!~AndChat70@2601:681:200:179f:e138:50e7:9ac3:54ea] has joined #linuxcnc
[00:25:33] <witnit> if I am thinking about what you are doing in the right manner
[00:26:22] <malcom2073> witnit: Standard NPT, and the proper distance for NPT to seal in a 1/4 thick surface :-P
[00:26:51] <malcom2073> I need to look that up
[00:27:08] -!- Not-Renny has quit [Ping timeout: 268 seconds]
[00:27:52] <andypugh> http://www.practicalmachinist.com/vb/general-archive/drilling-tapping-edge-86450/
[00:28:17] <andypugh> Though I disagree with the analysis.
[00:28:42] <andypugh> I would say that the area of the cylindee of metal around the thread should be the same as the area of the thread.
[00:28:55] <witnit> malcom2073: what im saying is that if you run your tap deeper the diameter of the thread gets bigger causing you to get closer to the edge
[00:30:50] <malcom2073> witnit: Right, and I'm looking for that minimum distance between the edge of threads and the edge of the metal. Currently it's set up to leave 2.5mm, I'd like to leave less though
[00:31:08] <malcom2073> Guess I could drill and tap a couple scrap pieces and see what it looks/feels like
[00:32:00] <malcom2073> andypugh: That makes sense
[00:32:03] <malcom2073> And gets me a bit closer
[00:33:59] <andypugh> If I was making something for myself I would be happy to go 0.5mm from the edge. But if I was selling it, I would leave more, to “look” right.
[00:35:10] <malcom2073> 2.5 "looks" really good, the hex head for tightening it doesn't overlap at all heh
[00:36:33] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[00:36:40] <malcom2073> I guess using 5/8" wide aluminum isn't terrible in comparison to my origonal plan of 1/2"
[00:36:53] <malcom2073> Would let me get another 1/8th of material for heat transfer too
[00:37:00] -!- Renny has quit [Ping timeout: 268 seconds]
[00:37:10] <andypugh> Anyway, time to sleep.
[00:37:15] -!- andypugh has quit [Quit: andypugh]
[00:37:16] <malcom2073> See ya, thanks
[00:40:03] <malcom2073> witnit:
http://i.imgur.com/GBnakBo.png
[00:42:56] -!- anth0ny has quit [Client Quit]
[00:45:14] -!- Not-Renny [Not-Renny!~AndChat70@2600:100e:b107:4768:5058:eb03:a3cf:cfb8] has joined #linuxcnc
[00:46:41] -!- gohanlon has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[00:47:36] <zeeshan> malcom2073: looks good
[00:47:37] <zeeshan> what is it
[00:47:38] <zeeshan> a water cooler?
[00:47:48] <malcom2073> Yeah for some LED grow lamps
[00:47:53] <zeeshan> nice
[00:47:56] <zeeshan> where are all the flitters!
[00:47:58] <zeeshan> fillets
[00:48:17] <malcom2073> I made one with just grooves in it and stuck aluminum tubes in the middle rather than fittings and milled passages
[00:48:33] <malcom2073> Need to run some temperature tests on it, see if the milled out one with fittings is needed
[00:49:05] <malcom2073> https://scontent-iad3-1.xx.fbcdn.net/hphotos-xpf1/t31.0-8/12973234_1262022923812086_1780359055533228212_o.jpg
[00:49:09] <witnit> I think you need this
[00:49:12] <witnit> but for aluminum
http://www.tigerquest.com/Mechanical/Strength%20of%20Materials/gifs/141025003.jpg
[00:49:28] <witnit> aluminum solder
[00:49:44] <witnit> might be a route for you to get minimal walls and good volume
[00:49:54] <malcom2073> hmm
[00:50:07] <zeeshan> you need a tube beader
[00:50:07] <zeeshan> :P
[00:50:18] <zeeshan> looks good
[00:50:19] <malcom2073> zeeshan: I got one, it's shite heh
[00:50:23] <zeeshan> which one
[00:50:28] <malcom2073> an Earls
[00:50:35] <zeeshan> ez-beader?
[00:50:37] <malcom2073> which is a shame, because I've gotten Earls stuff before and had great luck
[00:50:37] <malcom2073> yeah
[00:50:39] <malcom2073> it's total crap though
[00:50:44] <zeeshan> works good for me :P
[00:50:49] <malcom2073> The balls get stuck out
[00:50:51] <malcom2073> so you can't remove the tool
[00:50:58] <zeeshan> you can always use a barb there
[00:51:00] <zeeshan> 1/8 npt
[00:51:08] <malcom2073> That's what my 3d model uses
[00:51:17] <zeeshan> home depot ftw
[00:51:27] <malcom2073> Oddly enough, mcmaster is cheaper
[00:51:37] <malcom2073> cause they have zinc coated steel rather than bronze
[00:51:39] <malcom2073> erm, brass
[00:51:57] <zeeshan> i like brass
[00:52:15] <malcom2073> Me too, but I'm trying to keep the cost of this thing to a minimum
[00:52:18] <zeeshan> http://imgur.com/a/uzIS3
[00:52:25] <zeeshan> im proud of this mount i made for the guy i built the sculpture for
[00:52:30] <zeeshan> french cleat style
[00:52:43] <malcom2073> Nice
[00:52:51] <zeeshan> hope it doesnt break :P
[00:53:01] <zeeshan> malcom2073: you need to make a lot of those?
[00:53:21] <malcom2073> zeeshan: 8 I think
[00:53:28] <zeeshan> 16 fittigns :P
[00:53:33] <zeeshan> they are like 1.80 each?
[00:53:47] <malcom2073> yep
[00:53:55] <malcom2073> 32 fittings
[00:53:59] <malcom2073> two on each side, they go straight through
[00:54:04] <zeeshan> o
[00:54:13] <zeeshan> how hot does it get
[00:55:02] <zeeshan> wow youre right
[00:55:08] <zeeshan> those brass barbed are 10.67 for 10
[00:55:25] <malcom2073> Wait, what?
[00:55:28] <malcom2073> Where?
[00:55:30] <zeeshan> http://www.mcmaster.com/#standard-barbed-hose-fittings/=1232e25
[00:55:35] <malcom2073> Well, without water it got to 50c before I shut it off :-D
[00:55:46] <malcom2073> Oh that price is for 10!
[00:55:50] <malcom2073> I totally thought it was for 1
[00:55:53] <malcom2073> Totally doing brass then
[00:56:19] <malcom2073> 1.23 each for the ones I need
[00:56:27] <malcom2073> 3/8 by 1/4npt
[00:57:07] <malcom2073> I'm hoping it stays fairly cool... we'll see though have to run tests
[00:57:15] <malcom2073> each 15" long bar has three 30w leds
[00:57:51] <FloppyDisk> I want to engrave/cut the name on the following part out of HDPE plastic:
http://imgur.com/gallery/3popn42
[00:57:59] <FloppyDisk> The large R is 3/16" tall and the small letters are about 1/8" tall.
[00:58:00] <FloppyDisk> The widths of the letters are about 0.018" to 0.024" wide.
[00:58:06] <malcom2073> For nipples?
[00:58:12] <FloppyDisk> I was thinking to use this:
http://www.use-enco.com/1/1/22454-37-21-onsrud-1-flute-straight-solid-carbide-engraving-cutters.html
[00:58:21] <FloppyDisk> A 30 degree 0.005" engraving cutter.
[00:58:21] <FloppyDisk> I've never engraved anything before, is this the best way to do this?
[00:59:55] <malcom2073> I've never really engraved anything either
[01:01:18] <malcom2073> zeeshan: I have a second one I need to build, for three 100w LEDs
[01:01:34] <malcom2073> That one may actually *require* the milled fins inside
[01:03:49] <zeeshan> FloppyDisk: dont bother
[01:03:55] <zeeshan> if youre doing doing plastic, just get the chinese ones
[01:04:10] <zeeshan> http://www.ebay.com/itm/10x-Titanium-Coated-Carbide-PCB-Engraving-CNC-Bit-Router-Tool-30-Degree-0-2mm-/131124487494?hash=item1e87a0e546:g:WKEAAOxywh1TCmNB
[01:04:15] <zeeshan> they do aluminum fine
[01:04:37] <zeeshan> malcom2073: id love to see the milled fins
[01:04:38] <FloppyDisk> zeeshan - you're the man, I'll get those, good for plastic, maybe wood if I need it.
[01:04:40] <zeeshan> that stuff looks very cool
[01:04:59] <zeeshan> FloppyDisk: ive personally use them on stainless and aluminum
[01:05:02] <zeeshan> they dont work well on stainless
[01:05:07] <zeeshan> but aluminum they work no problem
[01:05:15] <FloppyDisk> ^^ hahah on the stainless:-)
[01:05:16] <malcom2073> zeeshan: Me too! I'm thinking I may go with thinner fins though
[01:05:19] <FloppyDisk> Perfect, I'll get some.
[01:05:33] <zeeshan> malcom2073: becomes a machining nightmare if you go too thin
[01:05:36] <zeeshan> cause it'll want to break off
[01:05:51] <malcom2073> zeeshan: Yeah
[01:05:53] <zeeshan> id try to keep at least 1/8" if you want no probs
[01:06:18] <malcom2073> zeeshan: Hmm, they're 3mm right now
[01:06:28] <zeeshan> hehe
[01:06:42] <zeeshan> you can go down to 40 thou
[01:06:48] <zeeshan> but gotta slow machining down and that isnt fun!
[01:06:51] <zeeshan> HSM IT!!
[01:06:58] <malcom2073> Hah, I'm stepper limited remember? :P
[01:07:03] <zeeshan> =[
[01:07:05] <malcom2073> Also, gonna be a tiny tool
[01:07:13] <malcom2073> I think it has to be like 3mm or so to fit
[01:07:22] <zeeshan> fun :)
[01:07:33] <zeeshan> suprisngly i havent snapped a 1/8" end mill yet
[01:07:37] <zeeshan> but ive snapped a 1/4"
[01:07:59] <malcom2073> Yep, 380mm long in total
[01:08:01] <malcom2073> not gonna be fast
[01:10:25] <malcom2073> I wonder if I should do like... posts under the open spaces where the LEDs will sit
[01:10:35] <malcom2073> The one has square posts, the other is empty
[01:12:38] -!- Not-Renny has quit [Ping timeout: 276 seconds]
[01:17:23] amnesic_away is now known as amnesic
[01:28:59] -!- justanotheruser has quit [Read error: Connection reset by peer]
[01:29:33] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[01:34:13] -!- likevinyl [likevinyl!~freebeer@unaffiliated/likevinyl] has joined #linuxcnc
[01:46:32] -!- alexa has quit [Read error: Connection reset by peer]
[01:50:57] -!- BeachBumPete has quit [Quit: I'm Outta here!!]
[02:09:03] -!- floppydisk-ph [floppydisk-ph!~floppydis@172.58.32.141] has joined #linuxcnc
[02:10:15] -!- kingarmadillo has quit [Ping timeout: 244 seconds]
[02:54:00] amnesic is now known as amnesic_away
[02:56:52] -!- toastyde1th [toastyde1th!~toast@pool-71-255-253-39.washdc.fios.verizon.net] has joined #linuxcnc
[02:56:55] <unfy> wonder how hard it is to setup even a manual surface grinder kind of thing
[02:57:13] -!- Tensaiteki has quit [Quit: Page closed]
[02:57:23] <unfy> looks to me to just be some rails and bolts...
[02:58:31] -!- toastydeath has quit [Ping timeout: 250 seconds]
[03:11:39] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[03:22:07] -!- Duc_main [Duc_main!~Duc@24.96.23.106] has joined #linuxcnc
[03:22:20] -!- AR__ has quit [Ping timeout: 250 seconds]
[03:25:10] -!- Duc_mobile has quit [Ping timeout: 244 seconds]
[03:29:57] -!- pcw_home has quit [Ping timeout: 260 seconds]
[03:36:56] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[03:41:53] <witnit> manual surface grinder?
[03:49:05] <Jymmm> Yeah, 5 speed with overdrive
[04:08:16] -!- capricorn_1 [capricorn_1!~raffi@c-73-189-241-51.hsd1.ca.comcast.net] has joined #linuxcnc
[04:11:40] -!- kingarmadillo has quit [Ping timeout: 244 seconds]
[04:21:34] <unfy> *overgrind
[04:54:04] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[04:54:17] -!- SEL has quit [Client Quit]
[04:58:28] -!- Mathnerd314 has quit [Ping timeout: 268 seconds]
[05:05:09] -!- anth0ny has quit [Quit: anth0ny]
[05:08:28] -!- unfy has quit [Quit: Miranda IM! Smaller, Faster, Easier. http://miranda-im.org]
[05:13:12] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[05:24:19] -!- ThirtyThirtyWin [ThirtyThirtyWin!~ThirtyThi@c-71-197-118-206.hsd1.ca.comcast.net] has joined #linuxcnc
[05:53:55] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[05:55:54] -!- ve7it has quit [Remote host closed the connection]
[06:14:02] -!- mase-tech [mase-tech!~mase-tech@2a02:908:1862:9260:c191:2d5e:6223:b645] has joined #linuxcnc
[06:14:14] -!- kingarmadillo has quit [Ping timeout: 276 seconds]
[06:36:14] <mase-tech> Is TB6560 Stepper Motor Driver not working with emc2 ?
[06:36:33] <mase-tech> Is it listed in faq
[06:36:38] <mase-tech> I cannt find it
[06:41:45] <archivist> plenty use them, just do not disconnect the stepper while powered, the chip fails
[06:43:06] -!- JT-Shop has quit [Read error: Connection reset by peer]
[06:43:07] -!- jthornton- has quit [Read error: Connection reset by peer]
[06:43:34] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[06:44:00] -!- bilboquet [bilboquet!~bilboquet@95-210-222-153.ip.skylogicnet.com] has joined #linuxcnc
[06:44:35] -!- jthornton- [jthornton-!~john@198.45.191.246] has joined #linuxcnc
[06:46:25] <mase-tech> CNC TB6560 4 Axis 3.5A Schrittmotor Stepper Motor Driver Board Controller -> 55 Euro
[06:47:17] <mase-tech> SainSmart 5 Axis Mach3 CNC Breakout Interface Board(Blue) For Stepper Motor Mill -> 15 Euro
[06:49:05] <mase-tech> Secound one can be supplied with 12V - 24V
[06:50:01] <archivist> I use this style
http://www.ebay.co.uk/itm/5-Axis-CNC-Breakout-Board-with-Optical-Coupler-For-Stepper-Motor-Driver-MACH3-CF-/272041782661
[06:50:11] <archivist> they work
[06:50:57] <mase-tech> Why is the tb so expensive, when I compare these 2
[06:51:06] <mase-tech> I mean if they do the same work
[06:51:13] <mase-tech> there is no point to buy the TB
[06:51:17] <archivist> tb?
[06:51:34] <mase-tech> TB6560
[06:51:49] <archivist> what are you comparing with
[06:52:10] <mase-tech> The TB 6560 with
http://www.ebay.co.uk/itm/5-Axis-CNC-Breakout-Board-with-Optical-Coupler-For-Stepper-Motor-Driver-MACH3-CF-/272041782661
[06:52:44] <archivist> breakout board uses external stepper drivers
[06:53:12] <archivist> tb6560 is only a chip type
[06:53:36] <mase-tech> So I need these friends
http://www.ebay.de/itm/Neu-CNC-2M542-Stepper-Motor-Driver-Controller-4-5A-Support-Nema17-23-34-DE-Lager-/221284045722?talgo=origal&tfrom=320985159251&tpos=unknow&ttype=price&ssPageName=STRK:MESE:IT with your posted board
[06:54:25] <archivist> yes or a tb6560 driver / whatever
[06:54:53] <archivist> url for the board you were looking at
[06:56:29] <mase-tech> http://www.ebay.de/itm/CNC-TB6560-3-5A-4-Axis-Stepper-Motor-Driver-Board-Controller-4-Engraving-Machine-/221163271122?_tf=221154255040&talgo=origal&tfrom=320985159251&tpos=unknow&ttype=price&ssPageName=STRK:MESE:IT
[06:58:31] <archivist> breakout is included on that board (opto isolator section)
[06:59:01] <archivist> not all tb5660 boards have it included
[06:59:05] -!- rob_h [rob_h!~robh@2.223.233.122] has joined #linuxcnc
[07:02:11] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-dqkjictjyyrkxwtx] has joined #linuxcnc
[07:03:10] <mase-tech> how u like this bundle
[07:03:11] <mase-tech> http://www.ebay.de/itm/4-Axis-1-2N-Stepper-Motor-3-5A-Driver-TB6560-Nema23-USB-Interface-Board-CNC-Kit-/252299332704?hash=item3abe364c60:g:egEAAOSwFNZWzsU7
[07:03:19] <mase-tech> 144 euro
[07:03:26] <mase-tech> seems cheap
[07:03:39] <mase-tech> nema 23 motors included
[07:06:16] <MrSunshine> hmm i wonder if its a good idea to use a 700 rpm motor for the lathe, as the torque will be alot less than with a 1400rpm motor with greater reduction :/
[07:14:19] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[07:14:38] -!- floppydisk-ph has quit [Quit: Bye]
[07:14:55] -!- floppydisk-ph [floppydisk-ph!~floppydis@172.58.32.141] has joined #linuxcnc
[07:19:07] -!- FloppyDisk has quit [Ping timeout: 252 seconds]
[07:22:21] <MrSunshine> or am i thinking wrong here? =)
[07:22:26] <MrSunshine> as 1.1kw is always 1.1kw :P
[07:22:39] <archivist> depends on motor :)
[07:23:23] <MrSunshine> archivist: but .. 700 rpm 1.1kw or 1400 rpm 1.1kw that has the same speed at the end of the reduction train ... the torque at that place would have to be the same? =)
[07:24:29] <archivist> power=torque*rpm ish
[07:24:43] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:25:01] <mase-tech> As I am looking for power supply I find that quit expensive
[07:25:14] <mase-tech> 100 bug
[07:25:17] <mase-tech> holy moly
[07:25:31] <mase-tech> I need 8 amps
[07:25:39] <mase-tech> I think
[07:25:43] <Deejay> moin
[07:25:47] <mase-tech> Servus
[07:26:11] <mase-tech> 2 amps for each nema 23
[07:26:30] <mase-tech> 100 bugs for such a supply is ok ?
[07:29:12] <mase-tech> http://www.amazon.de/360w-regulierte-Schaltungs-LED-Power-Supply/dp/B00F19QY8C/ref=sr_1_52?ie=UTF8&qid=1461310121&sr=8-52&keywords=cnc+power+supply this one should do the job ?
[07:29:20] <mase-tech> 39 bugs
[07:31:09] <mase-tech> Hi ?
[07:33:10] -!- Tom_itx has quit [Ping timeout: 244 seconds]
[07:33:14] -!- zlog has quit [Ping timeout: 250 seconds]
[07:36:38] -!- zlog [zlog!~zlog@ip68-102-196-26.ks.ok.cox.net] has joined #linuxcnc
[07:38:02] -!- Miner_48er has quit [Quit: Leaving]
[07:40:07] -!- teepee has quit [Ping timeout: 250 seconds]
[07:40:10] teepee_ is now known as teepee
[07:54:43] Meduza89 is now known as Meduza
[07:59:34] -!- R2E4_ has quit [Read error: Connection reset by peer]
[08:00:00] -!- zlog has quit [Ping timeout: 276 seconds]
[08:01:59] -!- zlog [zlog!~zlog@ip68-102-196-26.ks.ok.cox.net] has joined #linuxcnc
[08:09:09] -!- zlog has quit [Ping timeout: 260 seconds]
[08:11:24] -!- KimK has quit [Ping timeout: 244 seconds]
[08:12:31] <mase-tech> 270oz-in holding torque enough for CNC jobs ?
[08:16:02] <archivist> that cannot be answered yes/no
[08:16:19] <mase-tech> Oh sorry I need to meantion for which job
[08:16:39] <mase-tech> ok I want to machine mainly wood
[08:16:50] <mase-tech> alu 60... would be nice
[08:16:54] <archivist> which macine type, leadscrew cutting forces
[08:17:26] <archivist> maximum speed etc
[08:18:15] <mase-tech> bosch pof 1400 ace zubehör
[08:18:28] <mase-tech> 1400 W
[08:18:52] <mase-tech> max 28.000 1/min
[08:23:20] <mase-tech> The cutting force is depended on the bit I use
[08:23:29] <mase-tech> so difficult to say
[08:24:30] -!- KimK [KimK!~Kim__@ip68-102-66-31.ks.ok.cox.net] has joined #linuxcnc
[08:27:01] <mase-tech> and also the penetration depth
[08:36:50] <archivist> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Stepper_Motor_Speed_Limitations
[08:51:22] -!- robin__ has quit [Ping timeout: 260 seconds]
[08:54:11] -!- maurris has quit []
[09:06:00] -!- shaun413 has quit [Quit: Connection closed for inactivity]
[09:07:36] -!- Uol [Uol!~jbasagana@212.0.105.134] has joined #linuxcnc
[09:07:56] -!- Uol [Uol!~jbasagana@212.0.105.134] has parted #linuxcnc
[09:18:05] -!- mase-tech has quit [Quit: Leaving]
[09:22:45] -!- archivist has quit [Ping timeout: 246 seconds]
[09:23:14] -!- the_wench has quit [Ping timeout: 260 seconds]
[09:29:31] -!- asdfasd [asdfasd!~332332@94.11.124.80] has joined #linuxcnc
[09:29:53] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[09:35:59] -!- archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[09:37:16] -!- the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[09:40:00] -!- b_b has quit [Changing host]
[09:43:02] <XXCoder> geeeez
[09:43:04] <XXCoder> https://www.kickstarter.com/projects/1403065126/trinus-the-affordable-all-metal-3d-printer?ref=category
[09:43:23] <XXCoder> though i like its design
[09:44:34] <XXCoder> of course theres a yoda
[09:50:33] <XXCoder> its one of better ones
[09:50:36] <XXCoder> so tempted
[09:51:20] -!- bilboquet has quit [Ping timeout: 276 seconds]
[09:55:54] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[10:16:47] <witnit> Would there be a market for cnc ready "made in usa" barebones micro lathe for retrofit?
[10:16:54] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[10:17:37] <XXCoder> good question?
[10:17:42] <witnit> so then a guy could pick steppers, or servo and pick his own controls
[10:17:54] <XXCoder> make a all ready version too please lol
[10:17:59] <witnit> but the iron is all made in usa
[10:19:01] <witnit> well, I have the machinery to produce them, but the cost would be in competition with grizzly or seig or similar
[10:20:24] <witnit> I should make some prototypes and give them away to some people with some flyers pointing at linuxcnc retrofitting via mesa controls
[10:22:50] -!- skunkworks has quit [Ping timeout: 268 seconds]
[10:24:41] <archivist> or buy in the cheap iron, fettle and make good and sell on
[10:27:36] <witnit> Yeah but imagine being the only MADE IN USA lathe on MYLITTLEMACHINESHOP.com or whatever people use
[10:27:46] <witnit> tempting eh?!
[10:28:48] <archivist> getting the price right is going to be hard
[10:30:22] <archivist> but will it be the ONLY american lathe isnt southbend on grizzly?
[10:30:59] <witnit> i dunno but it looked like it was made in china
[10:33:06] <archivist> and serline/taig are they both chinesium?
[10:34:17] <archivist> and monarch
[10:35:44] jthornton- is now known as jthornton
[10:35:48] <archivist> market research, costing and cash flow projections of the project, can the eye opening
[10:36:40] <witnit> I should just make some and send them to all the guys who sell that kind of thing
[10:36:44] <witnit> see what they think
[10:37:52] <archivist> that can be part of the market research
[10:39:44] <archivist> some parts of the market are looking for support and local manufacture, others less so
[10:40:21] <witnit> support?
[10:40:52] <archivist> yes, service,hand holding etc
[10:41:25] <witnit> oh, I was thinking more like I hope to never speak to people, just make a lathe
[10:41:26] <witnit> :P
[10:41:39] <archivist> sweet dreams
[10:45:29] <witnit> I refuse to own a cell phone, im pretty sure I would never ever ever ever be "customer support"
[10:46:36] <archivist> I just had an idea
http://www.ebay.co.uk/itm/BIKON-Double-Taper-Locking-Device-Bore-1003-040-065-Ta-14Nm-F-65mm-f-40mm-New-/321710809527
[10:46:38] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-fyigznehyosmpeea] has joined #linuxcnc
[10:47:39] <archivist> I have a few of those of different sizes, might make a good adjustable attachment
[10:49:10] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[10:53:39] -!- robin_sz has quit [Ping timeout: 260 seconds]
[11:01:04] -!- sidewalker [sidewalker!~sidewalke@c-2ec2396f-74736162.cust.telenor.se] has joined #linuxcnc
[11:07:53] -!- md-2 has quit [Quit: Leaving...]
[11:09:09] -!- miss0r [miss0r!~Andreas@188-181-66-160-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[11:09:22] <miss0r> I am about to perform my first part in mild steel on this mill. wish me luch
[11:09:30] <miss0r> with a k
[11:11:41] <XXCoder> good luck
[11:12:06] <XXCoder> btw miss0r
[11:12:16] <miss0r> yes?
[11:12:18] <XXCoder> seems new o2 sensor helped a lot
[11:12:21] <XXCoder> mpg went up
[11:12:22] <miss0r> (transferring program) :)
[11:12:30] <miss0r> glad to hear
[11:12:32] <XXCoder> rough idle way down, but still not coured
[11:12:33] <XXCoder> cured
[11:12:47] <XXCoder> gonna get it to shop find whats causing it
[11:13:00] <miss0r> hmm. might still be your vacuum system
[11:13:04] <XXCoder> indeed
[11:13:45] <miss0r> program transferred. I will be back in a bit crying/laughing.. and in absurd cases both
[11:14:18] <SpeedEvil> It would be lovely if ECUs were in general open-source.
[11:14:20] <XXCoder> :) ok
[11:14:50] <malcom2073> There are open source options, but nothing emissions legal unfortunatly
[11:24:25] <miss0r> wuuu!
[11:24:40] <miss0r> first cut complete... 700mm/sec in mild steel beautiful surface
[11:25:12] <XXCoder> congats
[11:26:19] <miss0r> thank you
[11:26:38] <miss0r> now for the rest of the operations on this part... I still have time to ruin it, mind you
[11:27:18] <XXCoder> yeah
[11:44:03] <pink_vampire> hi
[11:44:18] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:44:50] <pink_vampire> XXCoder: hi
[11:44:59] <XXCoder> whats up
[11:46:21] <pink_vampire> I'm fine
[11:47:00] <pink_vampire> I did some changes to the stack light controller
[11:47:32] <XXCoder> yeah? what was changed
[11:47:43] <pink_vampire> and now it can get data from more inputs
[11:48:16] <pink_vampire> also I've added new tones
[11:50:54] <XXCoder> cool :)
[12:06:17] <pink_vampire> now I need to get 6 optocuplers for it
[12:11:56] <miss0r> XXCoder, First the outher contour roughing. then the cleanup... both done. Now I have to rough out two pockets.... exciting stuff :)
[12:12:06] <XXCoder> :)
[12:13:09] <miss0r> i'm just building a small machinist square for my dad. (his birthday tomorrow)
[12:13:25] <miss0r> since he doesn't smoke, an ashtray was out of the question :)
[12:15:05] <XXCoder> lol
[12:15:50] <XXCoder> starret wants $700 for 1 foot long machinist square
[12:20:39] <XXCoder> what do you guys think of brown ans sharpe
[12:22:41] <archivist> over priced and over there
[12:22:55] <XXCoder> amazon one is cheap but some bad rebiews
[12:23:48] <archivist> if you have a good lathe you can make your own precision square
[12:23:57] <XXCoder> lathe?
[12:24:37] <archivist> http://www.homews.co.uk/page307.html
[12:24:45] <XXCoder> reading
[12:24:59] <archivist> http://www.fowlerprecision.com/Products/Squares/527500060.html
[12:25:51] <archivist> use that type to check the type you were originally thinking of
[12:26:34] -!- justanotheruser has quit [Ping timeout: 252 seconds]
[12:28:31] <XXCoder> so its to make very stright up and down when its "standing"
[12:29:48] <XXCoder> been looking for decent 1" mic
[12:30:11] <XXCoder> ebay I'm not sure how to tell if its chinese bullshit or actual
[12:30:24] <miss0r> this mill is waaay too noisy at 4k rpm... Its either hearing protection now or hearing aid later
[12:30:52] <XXCoder> ear protection is something I will never need, unless its ear bleeding loud]
[12:30:52] <archivist> or fix it
[12:39:29] <miss0r> one pocket complete... I will go get some hearing protection. it is quite noisy
[12:41:22] <miss0r> Thank god for hearing protection with build-in radio
[12:42:02] <miss0r> I need to go get a pair of these with a bluetooth reciever in it
[12:43:16] <miss0r> A link to a video of a partial pocket being cut:
https://drive.google.com/open?id=0B51cA8Udo5i7a2N0ZVc1NkRQbGM
[12:43:25] <miss0r> it can give 'some' idea of the noise
[12:43:35] <XXCoder> not for me ;)
[12:44:23] <XXCoder> dang thats old montior
[12:45:36] <miss0r> it is :) and its even been replaced since the original
[12:47:55] <XXCoder> what do you guys think
http://www.ebay.com/itm/Starrett-No-230-F-Micrometer-Friction-Thimble-Machinist-Tool-/172170144191?hash=item281623e9bf:g:7FAAAOSwAuNW8FZG
[12:48:01] <XXCoder> too worn? fake?
[12:48:40] <miss0r> probally not fake... but you have no way of knowing if some ass-hat dropped it at some point in time
[12:49:06] <XXCoder> yeah can be hard to tell without being in person with gage blocks
[12:49:15] -!- amiri_ has quit [Remote host closed the connection]
[12:49:23] <miss0r> yep
[12:49:34] <miss0r> Measuring equipment I only buy brand new
[12:49:47] <miss0r> and preferably locally, so I have a store to go into and shout at people, if need be
[12:49:50] <XXCoder> I want a alternate mic, no electrics one
[12:50:05] <XXCoder> and also alternate caliper with dial
[12:50:31] <XXCoder> so when i send in tools for certificion I'm not without tools heh
[12:50:49] <miss0r> indeed
[12:51:01] <miss0r> Also, I only use mitotoyo if I can help it
[12:51:30] <XXCoder> mitotoyo test dial indictor seem to be bit crappy
[12:51:30] <miss0r> unless we are talking 3D-tasters, then I use Haimer
[12:51:37] <miss0r> :O
[12:51:44] <XXCoder> but I love my mit mic and caliper
[12:52:13] <XXCoder> both bought new. dial too but that didnt work out well, still useful anyway.
[12:52:27] <gregcnc> this looks cleaner? www.ebay.com/itm/222072188201
[12:53:39] <miss0r> I am looking for a mist coolant system, to better blow out of cutoff... Can you reccomend one?
[12:54:09] <XXCoder> gregcnc: yeah looks decent
[12:54:12] <XXCoder> has old box even
[12:54:35] <miss0r> heck, for 20 bucks I would give it a try
[12:54:43] <XXCoder> lol
http://www.ebay.com/itm/New-Rand-0-4-Outside-Micrometer-Set-Carbide-Tips-8-pcs-mics-calipers-case-/172171349165?hash=item2816364cad:g:KkoAAOSwcu5USlEO
[12:55:15] <XXCoder> .0005 not very accurate for mic, I like .0001 ones
[12:56:13] <archivist> get the better stuff second hand, not everyone knows what they are selling :)
[12:56:37] <XXCoder> know what?
[12:56:42] <XXCoder> its so cheap as well as buy it
[12:56:48] <XXCoder> see if anyone dropped it
[12:56:50] <archivist> may look old fashioned but be damned good
[12:56:57] <pink_vampire> gregcnc: get a micrometer with heat insulation on the body
[12:57:13] <gregcnc> what for?
[12:57:16] <XXCoder> glad I can check sizes using shop gage blocks for free, if it works out I will send it off for certificion.
[12:57:27] <XXCoder> the shitter rand ones is great for home use
[12:57:57] <archivist> eg third one up from bottom £20
http://www.collection.archivist.info/searchv13.php?searchstr=bench+micrometer
[12:58:28] <gregcnc> I should start looking for a digital height gauge again, would be very useful.
[12:58:34] <pink_vampire> the heat from your hand can change the measurement
[12:59:07] <archivist> with bench micrometers you dont hold them
[12:59:29] <gregcnc> won't matter if it's 35°C in the garage
[13:00:27] <pink_vampire> I'm using only a caliper
[13:02:15] <archivist> once you have good measuring, all your 1" standards measure different!
[13:03:20] <XXCoder> heh measuring is funny. move precision . to left, and move its price . to right
[13:03:29] <pink_vampire> archivist: this is way I'm using a caliper
[13:03:50] <XXCoder> .01" $10, .001" $100 ;)
[13:04:12] <XXCoder> caliper is far less precise than mic
[13:04:20] <XXCoder> but then for home use and so on its fine really
[13:04:35] <pink_vampire> I was thinking about getting this caliper
[13:04:37] <pink_vampire> http://www.amazon.com/Mitutoyo-500-752-10-Measurements-Resolution-Specifications/dp/B002SG7PHK
[13:04:58] <XXCoder> careful with fake mitoyotos
[13:05:02] <pink_vampire> but no fractions, ans the battery cover is junk
[13:05:07] <XXCoder> heard of one where battery drain fast
[13:05:18] <XXCoder> pink_vampire: I own real one that looks like that
[13:05:21] <XXCoder> and it rocks
[13:05:29] <gregcnc> if I was going to buy new Mitutoyo I'd buy from a reputable source
[13:05:34] <XXCoder> gregcnc: indeed
[13:06:05] <pink_vampire> and eventually I've decide to get the
http://www.amazon.com/iGaging-ABSOLUTE-Digital-Electronic-Caliper/dp/B00INL0BTS
[13:06:23] <XXCoder> "extreme accuracy" lol
[13:06:26] <pink_vampire> with fractions - halp me A LOT
[13:06:46] <pink_vampire> and solid battery cover
[13:07:05] <XXCoder> IP54 not too bad
[13:07:18] <XXCoder> mines IP76 something?
[13:07:19] <archivist> I have tested the cheap calipers on the 1" standards, they are good enough
[13:07:21] <cradek> if fractions are specified, redo your drawing in decimals first. fractions just lead to errors.
[13:07:40] <gregcnc> what exactly do you use fractions for?
[13:07:41] <pink_vampire> and also I got the usb adapter for it, and I think I was one of the best orders
[13:08:00] <XXCoder> anyone have 0-4" calipers
[13:08:06] <XXCoder> is such a short one useful? heh
[13:08:08] <cradek> fractions are normal in woodwork, but I find even that foolish
[13:08:11] <XXCoder> I saw 3" one
[13:08:15] <pink_vampire> I'm design in mm cut on a mm cnc machine, and use imperial cutters.
[13:08:26] <Jymmm> XXCoder: Andy does
[13:08:33] <gregcnc> me too, but never use fractions
[13:08:34] <cradek> imperial cutters are decimal :-)
[13:08:45] <pink_vampire> yes..
[13:08:48] <pink_vampire> 3/16..
[13:08:51] <gregcnc> 3.175mm
[13:08:55] <cradek> .1875
[13:09:05] <gregcnc> 3.175mm = 1/8"
[13:09:18] <XXCoder> helios company any good on calipers?
[13:09:19] <cradek> you'll learn those very few fraction->decimal conversions soon
[13:09:21] <XXCoder> lots on ebay
[13:09:23] <gregcnc> i have a chart, don't need caliper to tell me
[13:09:26] <cradek> or look at a chart
[13:09:27] <Jymmm> Metric π ?
[13:09:30] <XXCoder> yeah chart is awesome
[13:09:31] <cradek> don't buy fractional measuring tools
[13:09:38] <XXCoder> and some tool stores give em free
[13:09:53] <cradek> starrett will still mail you one free if you call!
[13:10:02] <gregcnc> 3-4" calipers are nice to keep in you pocket
[13:10:03] <cradek> I use it all the time
[13:10:05] <XXCoder> is it that fancy slide paper?
[13:10:11] <pink_vampire> yes.. so if I mesure something in solidworks I'm getting 3.175.. now I need to know what cutter I need.
[13:10:13] <XXCoder> my coworker showed me one, its nice
[13:11:04] <gregcnc> pink where are you from?
[13:11:04] <XXCoder> no, that was rpm/ipm chart nm
[13:11:11] -!- Mathnerd314 has quit [Ping timeout: 268 seconds]
[13:11:14] <Jymmm> I made a chart the size of a business card laminated. With fractions too =)
[13:11:17] <pink_vampire> so quick measure with the caliper make it very easy
[13:11:40] <pink_vampire> I'm in NY
[13:12:07] <gregcnc> yes, but I'm guessing you didn't go to school in US?
[13:12:07] <Jymmm> Need to add metric to it someday, just not sure on the scaling
[13:12:35] <pink_vampire> gregcnc: correct
[13:12:41] <gregcnc> eastern Europe?
[13:12:57] * archivist guesses Hungary
[13:13:22] <XXCoder> pink_vampire: honestly many comapnies will send you friction/decimal charts
[13:13:23] <pink_vampire> mmm
[13:13:36] <XXCoder> they want you to buy their tools
[13:14:12] * Jymmm guesses Casablanca
[13:14:14] <gregcnc> just picked up from language...nothing more
[13:14:18] <pink_vampire> I know it's not a problem to convert but if I decide to get a new caliper it's very handy to have
[13:15:04] <pink_vampire> for example on a metal yard,
[13:15:52] <gregcnc> I have a giant one teacher gave out in college manufacturing class, precision twist has evereything, plus mm and common tap drills for both
[13:17:42] <jdh> measure whatever in decimal
[13:17:43] <pink_vampire> also nice thing that I like about it is to use imperial cutters for metric tapping
[13:17:51] <pink_vampire> m2 need 1.6 mm
[13:18:07] <gregcnc> yeah that chart lists the closest US drill size
[13:18:24] <pink_vampire> so I can use 1/16 drill and it's also will be fine
[13:18:58] <pink_vampire> gregcnc: you see,, no need for chart..
[13:19:11] <pink_vampire> i need to cut the panel
[13:19:49] <pink_vampire> and drill 8 22mm holes in a gun cabinet
[13:19:58] <pink_vampire> not fun at all
[13:20:27] <gregcnc> it hangs on the wall in front of the manual imperial lathe, where it's most handy
[13:20:51] <pink_vampire> and to cut the side of the panel 4 holes 4" by 4"
[13:21:11] <gregcnc> your guns won't be safe in there anymore
[13:21:51] <pink_vampire> I don't use guns
[13:22:22] <XXCoder> whoa its 6 am
[13:22:24] <XXCoder> night all
[13:22:34] <pink_vampire> good night XXCoder
[13:22:57] <Jymmm> XXCoder: Will wake you in 20 minutes
[13:25:05] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[13:30:24] -!- JT-Uspace [JT-Uspace!~john@198.45.191.246] has joined #linuxcnc
[13:36:11] <JT-Uspace> zlog
[13:39:12] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[13:42:23] -!- robin_sz has quit [Ping timeout: 250 seconds]
[13:43:52] <pink_vampire> any idea for 0.5-0.8 fiber optic?
[13:44:45] <pink_vampire> 0.5-0.8mm
[13:47:09] -!- md-2 has quit [Quit: Leaving...]
[13:47:37] md2 is now known as Guest72647
[13:48:19] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:48:44] <SpeedEvil> pink_vampire: you mean where?
[13:48:50] <SpeedEvil> http://www.thorlabs.de/
[13:49:38] -!- Guest72647 has quit [Client Quit]
[13:49:57] <pink_vampire> it's just going to be an indicator
[13:50:25] <SpeedEvil> Ebay
[13:50:48] <SpeedEvil> http://www.ebay.co.uk/itm/4-MTR-FIBRE-OPTIC-STRAND-FILAMENT-LIGHT-GUIDE-0-5mm-Dia-/262386137378?hash=item3d176eb922:m:m2aI6QDKAILaRjBwW9dRObg
[13:50:58] <SpeedEvil> Or gut a christmas tree
[13:52:10] <pink_vampire> maybe some toy at the dollar store
[13:52:30] <pink_vampire> http://www.ebay.co.uk/itm/Flexi-Side-glowing-light-fiber-optic-cable-2-mm-diameter-flexible-PVC/222066684532?_trksid=p2047675.c100005.m1851&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D20140122125356%26meid%3D167cc6c64abf478daee4538efaf3195e%26pid%3D100005%26rk%3D2%26rkt%3D6%26sd%3D262386137378
[13:52:39] -!- miss0r has quit [Quit: Leaving]
[13:52:50] <pink_vampire> how they make the fiber glow from the side?
[13:53:04] <SpeedEvil> Making it so it does
[13:53:11] <pink_vampire> just damage it?
[13:54:06] <SpeedEvil> http://www.fiberopticproducts.com/Sideglow.htm
[13:54:06] <SpeedEvil> NO
[13:55:19] -!- md-2 has quit [Remote host closed the connection]
[13:58:21] -!- md-2 has quit [Remote host closed the connection]
[13:58:21] <Jymmm> Why does it have "hot spots" every so often? Multi-Fiber?
http://i.ebayimg.com/00/s/NzU1WDU5Ng==/z/86kAAOxy9DRSCgmA/$T2eC16dHJGoFFvsRhmeOBSCgm!MVYQ~~60_57.JPG
[13:58:57] <pink_vampire> I mean how you make the light leak out from the side?
[13:59:52] <pink_vampire> you have to make some imperfection on the wall of the fiber so some of the light will go out
[14:00:32] <pink_vampire> Jymmm: ^
[14:01:15] -!- membiblio [membiblio!~membiblio@pool-71-112-149-68.pitbpa.fios.verizon.net] has joined #linuxcnc
[14:01:27] <Jymmm> If that's the case here, then the "hot spots" ARE the "side lighting".
[14:04:26] <Jymmm> But in this case, there are no "hot spots" and illumination is fairly consistent over the full length
[14:04:27] <Jymmm> http://g02.a.alicdn.com/kf/HTB1NBjAHVXXXXXNXVXXq6xXFXXXb/Fast-shipping-100M-swimming-pool-decoration-solid-core-12mm-side-glow-fiber-optic.jpg
[14:05:12] <pink_vampire> I have no idea
[14:05:21] <pink_vampire> magic?
[14:07:04] <Jymmm> I'm going to speculate that the pvc jacket is the key, and allows the inner fiber to pass some light from the fiber and difuse it.
[14:09:53] <Jymmm> If the jacket was 100% transparent, there would be no side light.
[14:11:16] <Jymmm> If the jacket was 100% opaque, then most of the "side light" would be used near the light source and the opposite end would be mostly dark
[14:12:09] <pink_vampire> maybe..
[14:12:42] <Jymmm> But partially translucent jacket (say 10-20%) allows for some light to escape from the inner fiber thru the jacket in a consistant manner for the overall length.
[14:14:20] <Simonous> so the grid in F360 is showing on XZ and I really want it on XY - help?
[14:19:17] <pink_vampire> Simonous: so I need to cut huge 4 square holes on a side of a gun safe without a cnc..
[14:19:21] <Jymmm> pink_vampire: Consider the hot glue the "jacket" of the fiber...
https://www.youtube.com/watch?v=MSdpRzBbR2E
[14:20:05] <Simonous> pink_vampire: drill and file?
[14:20:19] <pink_vampire> so yeah, I was right
[14:20:43] <Simonous> how huge? drill-saw-file?
[14:21:35] <pink_vampire> 85.5X 86mm
[14:21:55] amnesic_away is now known as amnesic
[14:22:06] <Simonous> yeah, mark, drill corners, saw, file for needed squareness in corners
[14:22:25] <Simonous> also.. brutal - putting holes in a safe.. buy 50 sawblades
[14:22:33] <Jymmm> drill corners, and grab the angle grinder
[14:22:47] <Simonous> yeah, that'd work too, buy a bunch of cutting disks...
[14:22:55] <Jymmm> yep
[14:22:55] <Simonous> actually bring it over here..
[14:23:08] <Simonous> I've got a plasma cutter in the shop, we can get the rough out done in 2 minutes.
[14:23:28] <Jymmm> Simonous: betcha cant =)
[14:23:44] <Simonous> never tried.. so you're probably right - why not?
[14:24:28] <Jymmm> Simonous: Most "safes" have drywall/plaster/ in the walls for fireproofing =)
[14:24:44] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[14:24:50] <Simonous> yup, that'd slow things up
[14:27:58] <pink_vampire> I'm going to use the fiber discs for the dremel
[14:28:16] <Jymmm> I say "safes", because what they have today are just fancy tin cans, and it's very rare to have/see UL Burglary Rating
[14:28:23] <pink_vampire> it's a gun cabinet
[14:29:01] <pink_vampire> http://i.imgur.com/ZsfPTZI.png
[14:29:13] <pink_vampire> this is a cut out that I did on the back
[14:29:33] -!- eFuchs [eFuchs!~voodoo@qo013.physik.uni-ulm.de] has joined #linuxcnc
[14:30:08] <Jymmm> stack-on gun cabinet =)
[14:30:15] <pink_vampire> yes
[14:30:21] <Jymmm> I now =)
[14:30:24] <Jymmm> know*
[14:30:35] <pink_vampire> http://i.imgur.com/fxZ6Fn0.png
[14:30:39] <pink_vampire> inside
[14:30:42] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[14:30:58] <pink_vampire> but it is veeeery old setup
[14:31:14] <Jymmm> single wall, no insulation, apx 14ga (if that)
[14:31:33] <Simonous> pink_vampire: not a bad setup, pretty tidy.
[14:31:43] <gregcnc> I thought the days of the electronics cabinet being larger than the machine were long gone.
[14:31:47] <gregcnc> http://www.motioncontroltips.com/wp-content/uploads/2016/03/CNC-machine-first-motion-controller.jpg
[14:32:18] <MrSunshine> seems to get about 650 - 700 rpm i need to get a 12.5cm diameter pulley for a 700rpm motor or a 6.25cm pulley for a 1400rpm motor ... hmm
[14:32:20] <pink_vampire> Simonous: it's junk
[14:32:49] <pink_vampire> now I have boxes of ABB stuff that going to go inside
[14:33:11] <Jymmm> gregcnc: It's actually not that big, maybe 4ft'ish
https://cdn.shopify.com/s/files/1/0684/2381/files/stackon-gun-cabinet-upgrade-4.jpg?16328315689321076134
[14:33:13] <Simonous> pink_vampire: I like Geckos
[14:34:33] -!- robin__ has quit [Ping timeout: 276 seconds]
[14:34:40] <pink_vampire> Jymmm: yes I have the same cabinet
[14:34:42] <Jymmm> gregcnc: Figure a full height data rack is about 7ft
[14:35:53] <MattyMatt> it's water soaked chalk in a firesafe, if it's like the flight recorder I saw torn down
[14:36:16] <MattyMatt> so the temp inside is 100C max until it's boiled away
[14:36:24] <pink_vampire> I took a a pic now
[14:37:16] <pink_vampire> http://i.imgur.com/Rb73Ovm.png
[14:37:19] <pink_vampire> now^
[14:37:37] <Jymmm> MattyMatt: It's gypsum (sp) actually, no water involved, just low thermal conductivity
[14:38:09] <pink_vampire> my goal
http://i.imgur.com/zopeOzP.png
[14:38:25] <pink_vampire> Simonous: ^^^
[14:38:58] <Jymmm> MattyMatt: "safes" fire ratings are based on the internal temperature after 60 minutes - bascially how fast will something inside char
[14:39:45] <Simonous> pink_vampire: that'd be a handy setup if it's working well
[14:40:12] <pink_vampire> i hope..
[14:40:21] <Jymmm> and if it pisses you off, it's convienant to just shoot it =)
[14:40:47] <pink_vampire> I need that now
https://www.youtube.com/watch?v=E3YCACZQ72Q
[14:41:57] <gregcnc> lol that guy is bracing like he's firing a .50 cal
[14:42:18] <Simonous> >:D
[14:43:10] <pink_vampire> it sooo cool
[14:43:24] -!- Valen has quit [Remote host closed the connection]
[14:43:50] <Jymmm> -----^
[14:44:10] <pink_vampire> the diy version
https://www.youtube.com/watch?v=Chyggkh2v_g
[14:44:28] -!- Daerist has quit [Quit: Leaving]
[14:44:47] <pink_vampire> https://www.youtube.com/watch?v=pHqWvgi3IKE
[14:45:03] <pink_vampire> diy version V2
[14:49:41] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[14:53:05] -!- robin_sz has quit [Ping timeout: 250 seconds]
[14:55:24] -!- robin__ has quit [Ping timeout: 268 seconds]
[14:58:11] <gregcnc> I hadn't seen this
http://imgur.com/gallery/xU0KC
[15:04:04] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[15:05:47] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[15:09:11] -!- robin__ has quit [Ping timeout: 276 seconds]
[15:12:35] -!- ivansanchez has quit []
[15:15:54] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[15:17:55] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-wplgobdtzqkweqfa] has joined #linuxcnc
[15:18:37] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[15:20:41] -!- robin_sz has quit [Ping timeout: 268 seconds]
[15:22:03] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[15:23:57] -!- robin__ has quit [Ping timeout: 276 seconds]
[15:24:46] -!- Komzpa has quit [Ping timeout: 252 seconds]
[15:32:31] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[15:35:50] -!- robin_sz has quit [Ping timeout: 276 seconds]
[15:36:44] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[15:36:52] -!- robin__ has quit [Ping timeout: 252 seconds]
[15:46:40] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[15:49:31] -!- robin_sz has quit [Ping timeout: 252 seconds]
[15:50:25] -!- mk0 [mk0!~mk0@37.17.112.92] has joined #linuxcnc
[15:52:54] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[15:59:52] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[16:12:59] <Jymmm> Cooking a box...
https://www.youtube.com/watch?v=oABeFqXlo0M
[16:13:34] <Jymmm> a parody on all the cooking shows that make it look "SOoooo easy"
[16:14:14] <Jymmm> His website if you care...
http://www.augustoakwoodworks.com/home/videos/
[16:17:28] <CaptHindsight> https://www.youtube.com/watch?v=lxqxlexybqE Concrete Lathe, mediocre first try
[16:17:35] -!- ThirtyThirtyWin has quit [Read error: Connection reset by peer]
[16:17:38] -!- FloppyDisk has quit [Read error: Connection reset by peer]
[16:18:09] <pink_vampire> http://www.augustoakwoodworks.com/wp-content/uploads/farm-table.jpg
[16:18:21] -!- FloppyDisk [FloppyDisk!~M4500@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[16:18:55] <CaptHindsight> all the form making and he didn't get all the air pockets out of the concrete
[16:19:22] <pink_vampire> CaptHindsight: this is what happen when you save on the wrong things
[16:20:03] <pink_vampire> https://www.youtube.com/watch?v=cr_8TpRgHFM
[16:20:18] <pink_vampire> look at the lead nut
[16:20:24] <pink_vampire> plastic!
[16:20:27] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[16:20:37] <pink_vampire> but concrete lathe
[16:20:53] <CaptHindsight> so
[16:21:09] <CaptHindsight> it's just for fun
[16:21:35] <CaptHindsight> he's not s serious machine builder
[16:21:36] -!- mk0 has quit [Quit: Leaving]
[16:21:42] <pink_vampire> omg the rails
[16:22:27] <CaptHindsight> hopefully he's ;earned something and when he comes in here listens vs blabs on and on about nothing
[16:23:33] -!- robin__ has quit [Ping timeout: 240 seconds]
[16:27:43] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[16:28:33] -!- amiri has quit [Remote host closed the connection]
[16:29:39] -!- robin_sz has quit [Ping timeout: 260 seconds]
[16:29:47] <Tom_itx> i'm not betting on it
[16:30:45] <archivist> rofl chatter on that tiny amount sticking out
[16:31:33] <Jymmm> Um, is it just me, or is the stock actually being raised every time the tool begins cutting?
https://www.youtube.com/watch?feature=player_detailpage&v=cr_8TpRgHFM#t=679
[16:34:21] <malcom2073> Haha Jymmm looks that way
[16:34:31] <malcom2073> The tool holder I noticed earlier moves some, didn't know if it was a video artifact or just loose
[16:35:54] <Jymmm> CaptHindsight: lack of a vacuum pump ?
[16:37:07] <CaptHindsight> Jymmm: he used a pretty dry mix and filled it from the top and didn't vibrate or even tap on that area of the pattern
[16:37:57] <pink_vampire> Jymmm: yes, you right, the stock grab the cutter
[16:39:27] <pink_vampire> https://www.youtube.com/watch?v=DAQm5P5p4zw
[16:39:31] <pink_vampire> 100W
[16:39:35] <pink_vampire> impressive
[16:40:52] <archivist> the bearings he is using have clearance hence the chuck lift
[16:41:27] <archivist> 3 out of 10 must try harder
[16:41:27] -!- jst_ has quit [Read error: Connection reset by peer]
[16:41:34] -!- jst [jst!~quassel@198.199.94.175] has joined #linuxcnc
[16:42:49] <archivist> and the self centring of the bearing outer is probably sprung
[16:43:22] <pink_vampire> https://www.youtube.com/watch?v=DNedUZxP8NU
[16:43:23] -!- md-2 has quit [Remote host closed the connection]
[16:43:38] <pink_vampire> he is so handsome!!
[16:45:43] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[16:53:35] -!- kalxas has quit [Quit: Goodbye]
[17:02:23] -!- DaPeace1 has quit [Quit: Leaving.]
[17:02:58] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[17:04:35] -!- maxcnc [maxcnc!~chatzilla@ip5f583fd2.dynamic.kabel-deutschland.de] has joined #linuxcnc
[17:04:39] <maxcnc> hi
[17:06:02] -!- robin__ has quit [Ping timeout: 260 seconds]
[17:10:35] -!- DaPeace [DaPeace!~Adium@185.7.17.15] has joined #linuxcnc
[17:11:48] -!- Komzpa has quit [Read error: Connection reset by peer]
[17:12:41] -!- d42 has quit [Ping timeout: 276 seconds]
[17:13:24] -!- sttts has quit [Ping timeout: 244 seconds]
[17:14:38] -!- Connor has quit [Ping timeout: 276 seconds]
[17:17:14] -!- Komzzpa has quit [Ping timeout: 276 seconds]
[17:18:02] -!- R2E4_ [R2E4_!~bbevins@modemcable164.157-20-96.mc.videotron.ca] has joined #linuxcnc
[17:20:59] -!- d42 [d42!~root@89-78-214-50.dynamic.chello.pl] has joined #linuxcnc
[17:22:04] -!- Connor [Connor!~Connor@c-67-187-108-117.hsd1.tn.comcast.net] has joined #linuxcnc
[17:38:06] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[17:39:04] -!- robin_sz has quit [Ping timeout: 260 seconds]
[17:44:16] <maxcnc> Gn8
[17:44:19] -!- maxcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 45.0/20160304114926]]
[17:50:22] -!- md-2 has quit [Ping timeout: 260 seconds]
[17:52:21] amnesic is now known as amnesic_away
[17:53:25] -!- swarfer [swarfer!~Thunderbi@105.228.111.129] has joined #linuxcnc
[17:55:30] -!- membiblio has quit [Read error: No route to host]
[18:01:27] -!- gohanlon [gohanlon!~textual@c-50-184-85-99.hsd1.ca.comcast.net] has joined #linuxcnc
[18:03:38] -!- Roguish_ [Roguish_!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[18:07:13] -!- swarfer has quit [Quit: swarfer]
[18:20:30] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[18:26:20] -!- Roguish_ has quit [Read error: Connection reset by peer]
[18:27:37] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[18:28:49] -!- robin__ has quit [Ping timeout: 250 seconds]
[18:31:23] -!- Roguish_ [Roguish_!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[18:49:03] -!- kingarmadillo has quit [Ping timeout: 240 seconds]
[18:51:18] -!- md-2 has quit [Ping timeout: 276 seconds]
[18:53:49] -!- eFuchs has quit [Remote host closed the connection]
[19:24:04] -!- robin__ [robin__!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[19:26:27] -!- robin_sz has quit [Ping timeout: 250 seconds]
[19:28:19] jst is now known as jstenback
[19:28:43] jstenback is now known as jst
[19:33:11] -!- gohanlon has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[19:35:54] -!- tchaddad has quit [Remote host closed the connection]
[19:38:50] -!- Vq [Vq!~vq@h60n15-smy-a31.ias.bredband.telia.com] has joined #linuxcnc
[19:41:42] <XXCoder> hmm
[19:41:44] <XXCoder> http://www.ebay.com/itm/NICE-Starrett-Dial-Caliper-0-6-NO-120-American-Made-/222090975377?hash=item33b5a75891:g:fCYAAOSw2GlXFR9Z
[19:41:52] <XXCoder> looks nice but dial is so ... yellow.
[19:42:14] -!- floppydisk-ph1 [floppydisk-ph1!~floppydis@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[19:42:14] -!- floppydisk-ph has quit [Read error: Connection reset by peer]
[19:42:22] <JT-Shop> https://www.youtube.com/channel/UCt3eCzdbsQeuCifjsTyvvTg
[19:43:54] -!- gregcnc has quit [Quit: ChatZilla 0.9.92 [Firefox 45.0.2/20160407164938]]
[19:47:45] -!- ve7it [ve7it!~LawrenceG@S010648f8b3c3bc3b.pk.shawcable.net] has joined #linuxcnc
[19:48:12] -!- skunkworks has quit [Read error: Connection reset by peer]
[19:50:27] -!- tchaddad has quit [Ping timeout: 276 seconds]
[19:52:04] -!- md-2 has quit [Ping timeout: 260 seconds]
[19:53:27] <witnit> XXCoder: arent the digital equivilents about the same price?
[19:53:59] <XXCoder> I want dial version this time
[19:54:07] <XXCoder> my other set is digital
[19:55:07] <evil_ren> yeah if i can only have one, dial calipers every time
[19:55:58] <XXCoder> whats odd is that tips is curved
[19:56:07] <XXCoder> not pointy like most calipers
[19:56:11] <evil_ren> wtf "calibration"
[19:56:12] <witnit> oh, yeah, the needle is nice to see IMO, but the trade off for getting grinding dust and shavings into the rack and pinion of dial calipers just doesnt add up for me
[19:57:31] <evil_ren> in my experience digital stuff fucks up more than dial, usually low battery shit
[19:57:36] <witnit> vernier calipers and digital seem to be about the most reliable
[19:57:56] <evil_ren> vernier isnt bad if youre using them constantly
[19:58:02] <XXCoder> heeey
http://www.ebay.com/itm/HELIOS-001-DIAL-CALIPER-MACHINIST-TOOL-HARDENED-THROUGHOUT-MADE-IN-GERMANY/121959518076?_trksid=p2047675.c100009.m1982&_trkparms=aid%3D777000%26algo%3DABA.MBE%26ao%3D1%26asc%3D36469%26meid%3Dd0187a30d8b44de69c7301397f903330%26pid%3D100009%26rk%3D1%26rkt%3D1%26sd%3D162028529402
[19:58:09] <XXCoder> same style curved tips
[19:58:14] <evil_ren> if i havent used them in awhile, reading them is slow for me
[19:58:15] <XXCoder> methinks other one is fake
[19:58:24] <witnit> oh, i can't really say i have had any issues with mitutoyo digitals, but I only use the older ones, havent gotten then mfgd ones
[19:58:27] <witnit> fake?
[19:58:39] <XXCoder> witnit: never seen curved tips
[19:58:53] <evil_ren> i have
[19:59:15] <evil_ren> not as useful prob prob less likely to scratch up work
[19:59:23] <XXCoder> interesting
[19:59:31] <evil_ren> if you mean specifically on starretts, then yeah i dunno
[19:59:44] <witnit> they are common, but older
[20:00:04] <XXCoder> just fround brown and sharpe with similiar sty;e
[20:00:13] <witnit> those are starrett #120
[20:00:36] <XXCoder> dial is... pretty yellow lol but readable
[20:00:46] <XXCoder> other one dial isnt readable, meaning it wasnt well treated
[20:00:47] <witnit> I had very good luck with b&s dials
[20:01:27] <XXCoder> looks decent
http://www.ebay.com/itm/Brown-Sharpe-579-1-Stainless-Steel-Tempered-Swiss-Made-Dial-Caliper/401107348301?_trksid=p2047675.c100009.m1982&_trkparms=aid%3D777000%26algo%3DABA.MBE%26ao%3D1%26asc%3D36469%26meid%3D6cca7bea0bd444eca20331cf8b43462a%26pid%3D100009%26rk%3D1%26rkt%3D1%26sd%3D162028529402
[20:01:45] <witnit> well, they were probably used with oily hands if the faceplace dial is yellow, its not uncommon for a guy to dunk them into minerspirits/oil
[20:01:49] <witnit> in those days
[20:01:49] <evil_ren> you have any pawn shops local?
[20:02:06] <XXCoder> dont think so but then maybe
[20:02:18] <evil_ren> some of them will have lots of decent tools and inspection stuff
[20:02:50] <evil_ren> like, known good brands, its surprising but i guess thats the shit thats actually worth any money
[20:03:14] <evil_ren> like, anyone can go buy new $15 calipers from harbor freight now
[20:03:31] <_methods> ah silicon valley starts back up this weekend
[20:03:33] <_methods> sweet
[20:03:46] <witnit> I dont even know why people would be looking for calipers then buy from harbor freight
[20:04:00] <XXCoder> witnit: good enough for 0.01"
[20:04:03] <witnit> you might as well just use a yardstick if you are going to use harbor freight
[20:04:07] <evil_ren> becaiuse convenient like going to grocery store
[20:04:16] <XXCoder> my shitty chinese calipers I dont want to use at shop but for home sure1
[20:04:18] <witnit> XXCoder: I dont trust even that
[20:04:19] <evil_ren> the HF digital calipers are pretty decent
[20:04:45] <XXCoder> aerospace any good?
[20:04:51] <evil_ren> its youre in a +/-0.002" world, theyre fine
[20:05:15] <witnit> I never seen a set of calipers that were descent other than, mitutoyo, starrett, b&s, helios, fowler.
[20:05:35] <XXCoder> so helios is decent?
[20:05:43] <witnit> I never used the dials
[20:05:46] <witnit> just verneir
[20:05:47] <evil_ren> you put the HF shit on a drill shank or guage pin, they say the right shit
[20:06:09] <XXCoder> evil_ren: whats funny is that my caliper isnt even up to that standard
[20:06:10] <evil_ren> but they get weird at low battery
[20:06:16] <XXCoder> it varies by .002
[20:06:19] <evil_ren> that sucks
[20:06:26] <evil_ren> i have...
[20:06:27] <witnit> does the depth gauge match the outside measuring part of the tool?
[20:06:28] <XXCoder> and it couldnt keep zero at all
[20:06:36] <XXCoder> I just set zero each use and its fine
[20:06:46] <XXCoder> I paid what? $10? lol
[20:06:52] <XXCoder> not even that much
[20:06:55] <evil_ren> SPI dial calipers, china shit, they measure shanks dead on
[20:07:16] <witnit> yeah how much is your time and the cost of the part you scrapped because your yardstick was off by .002
[20:07:21] <evil_ren> i rarely use my mitutoyo dial calipers
[20:07:26] <evil_ren> they mostly sit in their case
[20:07:55] <XXCoder> witnit: never actually I dont trust that el-shityo caliper past +- .005
[20:07:59] <evil_ren> every time ive whipped them out they say the same shit as the cheapo 'swiss precision instruments' (chinese) calipers
[20:08:03] <XXCoder> I use mitutoyo at work
[20:08:05] <evil_ren> they feel and look way nicer
[20:08:28] <witnit> if you scrap one single part due to the calipers being off you probably wasted more money than what you pay for the $10 calipers
[20:08:30] <evil_ren> but yeah my china shit is brand name china shit
[20:08:36] <evil_ren> SPI has a booth at westec
[20:08:45] <evil_ren> american distribution people
[20:09:05] <evil_ren> random HF shit probably isnt consistent
[20:09:30] <evil_ren> i think a very large quantity of their stock is QA rejects of production for other customers
[20:09:33] <XXCoder> witnit: thats why I said I dont use it for producation, only home heh
[20:09:50] -!- robin_sz [robin_sz!~robin@host-92-24-10-209.static.as13285.net] has joined #linuxcnc
[20:09:55] <XXCoder> evil_ren: makes you think about chinese really
[20:10:08] <evil_ren> shrug, i got no problem with them personally
[20:10:13] -!- R2E4_ has quit [Ping timeout: 252 seconds]
[20:10:14] <evil_ren> get what you pay for
[20:10:17] <witnit> ^
[20:10:19] <XXCoder> taking over world with shitty stuff heh
[20:10:25] -!- Not-Renny [Not-Renny!~AndChat70@2601:681:200:179f:e138:50e7:9ac3:54ea] has joined #linuxcnc
[20:10:26] <evil_ren> we demand it
[20:10:28] <evil_ren> they provide
[20:10:33] <Not-Renny> Guys!
[20:10:39] <witnit> muricans filling the landfill with shitty product
[20:10:45] <evil_ren> they produce better work, given the materials and tools they have, when they are paid more
[20:10:51] <Not-Renny> My CNC mill is FULLY FUNCTIONAL!
[20:10:55] <witnit> YES!
[20:10:55] <evil_ren> neat
[20:11:01] <witnit> good work Not-Renny
[20:11:12] <witnit> pics or it didnt happen
[20:11:16] <Not-Renny> Now I need some gcode to dry run it with.
[20:11:19] <XXCoder> evil_ren: as I recall, they mathc product with price. meaning they will not match requirement if cant do with money
[20:11:32] <XXCoder> Not-Renny: linuxcnc has some
[20:11:46] <evil_ren> "they" is a bullshit blanket term
[20:12:02] <XXCoder> evil_ren: agree
[20:12:12] <evil_ren> "they" range in quality from trailer shops to factories more technologically advanced than *anything* mass production in america
[20:12:17] <evil_ren> we sold out, its over
[20:12:20] <Not-Renny> Where at, XXCoder? Also, unfortunately I run Windows.
[20:12:29] <evil_ren> we want to be a manufacturing giant again, we start from sctatch
[20:12:37] <evil_ren> you think china produces shit work?
[20:12:41] <XXCoder> oh you dont use linuxcnc on your cnc machine? thought you said its fully funcyional? ;)
[20:12:46] <evil_ren> wait until the 2nd coming of manufacturing in america
[20:12:50] <Not-Renny> :P
[20:13:00] -!- b_b has quit [Remote host closed the connection]
[20:13:16] <XXCoder> I do have gcode I generated but untested completely lol
[20:13:27] <XXCoder> its designed to make few holes
[20:13:51] -!- robin__ has quit [Ping timeout: 276 seconds]
[20:15:32] <Not-Renny> Lol
[20:16:37] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:17:46] <Not-Renny> Hm. Would thingverse have anything that can be used on a mill?
[20:18:11] <XXCoder> not unless it has gcode
[20:18:15] <XXCoder> you have any cam?
[20:18:51] <_methods> there are plenty of gcode generators out there
[20:18:52] -!- MrSunshine has quit [Remote host closed the connection]
[20:19:08] <_methods> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Simple_LinuxCNC_G-Code_Generators
[20:19:09] <XXCoder> so many
[20:19:24] <_methods> all of those will spit out some gcode for you to test with
[20:19:40] <XXCoder> heeey arc generaor
[20:19:40] <_methods> or you could just run the splash code
[20:20:55] <Swapper_> anyone here that run Fusion 360 with multiple WCS and getting issues that the code is outputting code like G59.1 P1 G59.1 P2 instead of G59.1 G59.2
[20:21:34] <_methods> you using a linuxcnc post?
[20:21:37] <Swapper_> yea
[20:21:41] <_methods> you'll probably have to edit the post
[20:21:53] <_methods> that's a standard fanuc output
[20:22:58] <Swapper_> real weerd that no one seems to have had that problem...
[20:23:15] <_methods> well i think a lot of hobbiest don't ever use multiple wcs
[20:23:28] <_methods> hobbyists
[20:23:30] <_methods> lol
[20:23:41] -!- MrSunshine [MrSunshine!~mrsun@c-6e3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[20:24:13] <Swapper_> writeBlock(gFormat.format(59.1), "P" + p); // G59.1P
[20:24:56] <XXCoder> http://dpaste.com/15P7ZP4
[20:25:06] <XXCoder> its badly done gcode by heekscnc I think
[20:25:13] <_methods> maybe change that to (gFormat.format(59.), p); // G59.1P
[20:25:17] <XXCoder> it does one depth a time on each holes lol
[20:25:22] <XXCoder> thats why its so long
[20:26:13] <Swapper_> _methods: ty ill try that
[20:27:15] <XXCoder> btw Not-Renny if testing my gcode change rpm to less than 27000 lol
[20:27:22] <XXCoder> its set for my machine not yours
[20:28:02] -!- andypugh [andypugh!~andypugh@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[20:28:04] <_methods> that might leave a space though
[20:28:13] <_methods> but not sure
[20:28:20] <Not-Renny> Hmmm
[20:28:34] <Swapper_> _methods: Got G59 2 and not G59.2
[20:28:36] <Swapper_> humz
[20:29:14] <_methods> ah then do (gFormat.format(59), "." + p); // G59.1P
[20:29:27] <_methods> that should append the .
[20:30:01] <Not-Renny> Uh, this looks bad?
[20:30:13] <Not-Renny> Grbl just says error: alarm lock
[20:31:54] <Swapper_> _methods: gets G59 .1
[20:32:12] <_methods> hmm
[20:32:28] <_methods> not sure how to kill that space
[20:32:43] <XXCoder> reg exp
[20:32:46] <Swapper_> (gFormat.format(59),"." + p); // G59.1P < does not work ither
[20:32:59] <_methods> make sure there is no space after the +
[20:33:04] <_methods> oh
[20:33:06] <_methods> nm
[20:33:22] <_methods> what happens if you do it without the comma?
[20:33:36] <_methods> probably won't work
[20:33:43] <_methods> but might be worth a shot
[20:33:45] <Not-Renny> Nevermind, fixed it.
[20:33:52] -!- robin_sz has quit [Ping timeout: 252 seconds]
[20:34:18] <XXCoder> I'm puzzled on one thing though
[20:34:29] <_methods> ahhh i know what might work (gFormat.format(), "59." + p); // G59.1P
[20:34:35] <XXCoder> the inside holes in my model is 5mm diameter or thereabouts
[20:34:40] <XXCoder> tool is smaller at 4.7mm
[20:34:56] <XXCoder> but heekscam refuse to mill those
[20:36:26] <Swapper_> Stack dump:
[20:36:27] <Swapper_> ("Invalid number of arguments.")@:0
[20:38:50] <Not-Renny> Bah. It is still not working.
[20:39:11] <Not-Renny> So, everything is powered on and GRBL still is in alarm statem
[20:39:20] -!- bilboquet [bilboquet!~bilboquet@95-210-222-21.ip.skylogicnet.com] has joined #linuxcnc
[20:39:24] <XXCoder> witnit: what ya think
http://www.ebay.com/itm/Fowler-Premium-Dial-Caliper-6-/152061061578?hash=item23678ba9ca:g:~T0AAOSwxp9W72Cf
[20:40:51] <XXCoder> Not-Renny: try my gcode, though be very sure to change s27000 to something else lol
[20:44:24] <Not-Renny> The program won't even respond to moving the axes directly from grbl D:
[20:45:07] <XXCoder> _methods: what ya think of above link
[20:46:23] <Not-Renny> I push the button to move the x axis, and it runs the code in the program, but neither the position indicator in the program nor the mill move....
[20:50:09] -!- tchaddad has quit [Ping timeout: 246 seconds]
[20:51:34] <andypugh> PCW: What be AVDD on the 7i73?
[20:52:15] -!- md-2 has quit [Ping timeout: 246 seconds]
[20:52:30] <PCW> analog VDD = full scale ref = 3.3V
[20:52:50] <PCW> (an output from 7I73)
[20:52:53] <andypugh> Ah, OK, an output for pots?
[20:53:33] <andypugh> Pity, I could do with a 5V on those pins to make my jogwheel wiring simpler
[20:53:33] <PCW> yeah intended for that use (or other ratiometric uses)
[20:54:22] <andypugh> Also, the jogwheels I have are differentail, A /A B /B. Can I just tie the /A and /B to the 0V line?
[20:55:12] <PCW> 5V is available on pins 32 and 34
[20:55:28] <PCW> no, you leave them open
[20:55:48] -!- d42 has quit [Read error: Connection reset by peer]
[20:56:11] <XXCoder> LOL just got another version of nigerian prince scam
[20:56:20] <XXCoder> have been a long while since I last seen one.
[20:56:29] <PCW> ( tying the /A /B to ground shorts out the driver when it tries to drive high )
[20:57:03] <andypugh> PCW: Thanks. I can use 32 and 34, of course, it is just that my M10 connectors are 5x2 size :-)
[20:57:38] <andypugh> I don’t mean M10.
[20:58:36] -!- FinboySlick has quit [Quit: Leaving.]
[21:00:13] <andypugh> M20 :-)
http://uk.rs-online.com/web/p/pcb-connector-housings/6812856/
[21:00:32] <andypugh> Super-handy for connecting individual wires to Mesa headers.
[21:01:47] -!- kingarmadillo has quit [Ping timeout: 250 seconds]
[21:01:51] -!- Not-Renny has quit [Ping timeout: 250 seconds]
[21:05:06] -!- d42 [d42!~root@89-78-214-50.dynamic.chello.pl] has joined #linuxcnc
[21:05:56] <witnit> XXCoder: I was happier with those in the past B&S had a similar good cover to shield the rack
[21:06:13] <witnit> some other brands did not cover the rack that well so it was very common to get crud in them
[21:07:20] <Deejay> gn8
[21:07:49] -!- Deejay has quit [Quit: bye]
[21:08:05] -!- gohanlon [gohanlon!~textual@c-50-184-85-99.hsd1.ca.comcast.net] has joined #linuxcnc
[21:12:11] <XXCoder> witnit: cool, thanks
[21:12:18] <XXCoder> decided to go for it
[21:15:09] <witnit> if you do get something in the rack (you will) just dunk them in solvent and blow the rack out, usually does the trick
[21:16:41] <XXCoder> solvent made from wht?
[21:16:45] <XXCoder> like achcol or?
[21:16:53] <witnit> mineral spirits
[21:16:56] <XXCoder> ok
[21:21:06] -!- Not-Renny [Not-Renny!~AndChat70@2600:100e:b107:4768:5988:b7b8:6561:79a5] has joined #linuxcnc
[21:22:59] <Swapper_2> /leave
[21:23:01] <Swapper_2> ops
[21:23:39] -!- Swapper_2 has quit [Quit: leaving]
[21:24:25] -!- Swapper__ has quit [Quit: leaving]
[21:24:25] -!- Swapper_ has quit [Quit: leaving]
[21:24:39] -!- Swapper_ [Swapper_!~swapper@81-235-246-47-no40.tbcn.telia.com] has joined #linuxcnc
[21:26:33] <andypugh> NAMES is a stupid, err, name for a show. It makes it impossible to Google for.
[21:27:39] <andypugh> Hmm, CNC Workshop June 8th. Pity it’s not May 8th, my employer is flying me to Detroit on the 1st May.
[21:28:41] <JT-Shop> andypugh: did you see my video?
[21:28:46] -!- floppydisk-ph [floppydisk-ph!~floppydis@172.58.33.169] has joined #linuxcnc
[21:28:46] -!- floppydisk-ph has quit [Read error: Connection reset by peer]
[21:28:47] -!- floppydisk-ph1 has quit [Read error: Connection reset by peer]
[21:28:58] <XXCoder> andypugh: yeah the FIRST rule of naming should be google test
[21:29:02] <andypugh> I did. It’s a funny-looking gantry
[21:29:09] <XXCoder> if it comes with reams of results dont use it
[21:29:11] -!- floppydisk-ph [floppydisk-ph!~floppydis@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[21:29:27] -!- gohanlon has quit [Quit: My Mac has gone to sleep. ZZZzzz…]
[21:29:47] <JT-Shop> yea it just dances around the table lol
[21:29:54] <andypugh> I do feel that the gabntry comp is a mere stopgap until JA is mainlined and gentrivkins can be used.
[21:30:13] <JT-Shop> I need to look at JA some
[21:30:39] <andypugh> I think even JA needs a bit of a look-at for paired axes
[21:30:40] <JT-Shop> seb has a config for a gantry but they seem to be rather long like 6 pages printed for the ini file
[21:30:53] <JT-Shop> can ja home a gantry?
[21:31:10] <XXCoder> JT-Shop: mind link it again? I got curious lol
[21:31:13] <andypugh> Yes, but not optimallay
[21:31:33] <andypugh> That’s not even a word is it?
[21:31:42] <JT-Shop> https://www.youtube.com/channel/UCt3eCzdbsQeuCifjsTyvvTg
[21:32:33] <XXCoder> thanks
[21:32:43] <JT-Shop> there are two of them
[21:33:01] <XXCoder> I still need to figure how to add limit switches heh
[21:33:09] <JT-Shop> to?
[21:33:17] <XXCoder> my cnc router
[21:35:04] -!- floppydisk-ph1 [floppydisk-ph1!~floppydis@c-50-152-222-132.hsd1.ca.comcast.net] has joined #linuxcnc
[21:35:04] -!- floppydisk-ph has quit [Read error: Connection reset by peer]
[21:35:25] <XXCoder> is this gantry you menioned?
https://www.youtube.com/watch?v=qlXCdfPsQUU
[21:36:14] <JT-Shop> that's my plasma yea
[21:36:23] <XXCoder> nice
[21:36:34] -!- floppydisk-ph [floppydisk-ph!~floppydis@172.58.33.169] has joined #linuxcnc
[21:36:45] -!- floppydisk-ph1 has quit [Read error: Connection reset by peer]
[21:36:52] <JT-Shop> the limits are just micro switches
[21:36:53] -!- floppydisk-ph has quit [Read error: Connection reset by peer]
[21:37:05] <XXCoder> yeah I have em too just not installed yet :)
[21:38:05] <JT-Shop> make sure you mount them so over travel doesn't damage them
[21:38:14] <XXCoder> indeed
[21:38:34] <XXCoder> probably mount em directly on gantry in such way switch hits ends
[21:39:28] <JT-Shop> best to have a lump of something pass over the switch
[21:40:18] <JT-Shop> http://gnipsel.com/images/bp-knee-mill/BP%20Limits.jpg
[21:40:27] -!- chillly has quit []
[21:41:50] <XXCoder> makes sense though machine cannot to past hard limit, and wll damage somethibg
[21:42:03] <XXCoder> dang cant type worth carp today :P
[21:44:01] <djdelorie> JT-Shop: I did the same on my cnc router, trapezoid and all :-)
[21:44:11] -!- md-2 has quit [Client Quit]
[21:44:23] <djdelorie> but I used one trapezoid and two switches
[21:49:35] -!- witnit has quit [Remote host closed the connection]
[21:55:54] -!- tchaddad has quit [Ping timeout: 276 seconds]
[22:01:47] -!- robin_sz [robin_sz!~robin@88.97.63.122] has joined #linuxcnc
[22:03:45] -!- kingarmadillo has quit [Ping timeout: 244 seconds]
[22:05:37] <JT-Shop> plasma limits
[22:05:40] <JT-Shop> http://gnipsel.com/images/plasma/
[22:08:55] -!- anth0ny has quit [Quit: anth0ny]
[22:18:07] -!- kingarmadillo has quit [Ping timeout: 260 seconds]
[22:26:09] <XXCoder> so it can trigger on UNpressing?
[22:26:18] <XXCoder> rather than on press?
[22:27:36] <JT-Shop> which one?
[22:27:43] <XXCoder> sec
[22:28:05] <XXCoder> http://gnipsel.com/images/plasma/touch-off-switch.jpg'
[22:28:08] <XXCoder> http://gnipsel.com/images/plasma/touch-off-switch.jpg
[22:32:25] <JT-Shop> the touch off switch is for probing the top of the material
[22:33:15] <JT-Shop> so Z moved down until the switch is hit which is probing move
[22:33:36] <JT-Shop> did you figure out the x limit?
[22:33:52] <XXCoder> yeah surface curves up
[22:34:04] <XXCoder> so it would trigger, but past that it wont get damaged but constantly triggered
[22:34:12] <JT-Shop> yep
[22:34:24] <JT-Shop> Y is the same way
[22:34:29] <XXCoder> cool
[22:34:54] <JT-Shop> it was fun designing that lol
[22:35:56] <Not-Renny> Yay, I drew a circle with my mill. :P
[22:36:13] <XXCoder> now check precision of circle heh
[22:36:16] <JT-Shop> yippie
[22:36:58] <Not-Renny> How?
[22:37:40] <Not-Renny> Nvm...
[22:37:48] <Not-Renny> My calipers read 1.00 inches. :P
[22:38:02] <XXCoder> actually there is 2 ways
[22:38:06] <XXCoder> inside and outside
[22:38:17] <XXCoder> cut around stock (but not completely down)
[22:38:32] <XXCoder> so you has circle you can check outside AND inside sizes of
[22:45:18] -!- Not-Renny has quit [Ping timeout: 268 seconds]
[22:46:01] -!- JT-Shop has quit [Remote host closed the connection]
[22:47:00] -!- JT-Shop [JT-Shop!~john@198.45.191.246] has joined #linuxcnc
[22:48:59] -!- Not-Renny [Not-Renny!~AndChat70@2600:100e:b107:4768:5988:b7b8:6561:79a5] has joined #linuxcnc
[22:51:49] -!- Valen [Valen!~Valen@180.181.102.121] has joined #linuxcnc
[23:06:15] -!- teepee has quit [Ping timeout: 244 seconds]
[23:06:16] teepee_ is now known as teepee
[23:08:24] -!- Valen has quit [Read error: Connection timed out]
[23:10:53] -!- Valen [Valen!~Valen@180.181.102.121] has joined #linuxcnc
[23:13:01] <andypugh> PCW: I am runnning 24V for the prox-switches into the lathe apron. A 7i73 also lives in the apron. The proxes are NPN, so their output can drive the 7i73 IO (As far as i am aware, please shour if not, but the same arrangement works on my other lathe, albeit with a 7i43). The 24V and 5V grounds are tied together in the control cabinet. Is it a good idea to also tie them together at the 7i73, or a bad idea? Prox-ground
[23:13:01] <andypugh> going to be a separete 0V reference wire, rather than the 7i73 GND.
[23:18:36] -!- kingarmadillo has quit [Ping timeout: 268 seconds]
[23:19:06] <andypugh> Is anyone wanting a nice big lathe very cheaply?
https://www.apexauctions.co.uk/auction/itemDetails/197658
[23:24:08] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[23:25:21] -!- theorbtwo [theorbtwo!~theorb@cpc81866-swin19-2-0-cust48.3-1.cable.virginm.net] has joined #linuxcnc
[23:29:25] <PCW> That should work, as long as the grounds are common somewhere and the dont carry any major power, I dont think you need a direct connection to the 7I73 ground
[23:30:05] <andypugh> OK. I can always add a link.
[23:30:52] <andypugh> The apron on this lathe is turning into the most complicated thing I have built, I think.
[23:31:09] -!- debjan has quit [Ping timeout: 246 seconds]
[23:31:23] <andypugh> Well, maybe the Robotwars robot was more complex, but it wasn’t as “engineered”
[23:38:23] <zeeshan> woohoo friend is running the mill
[23:38:24] <zeeshan> :D
[23:38:51] <zeeshan> that lathe is awesome andy
[23:38:56] <zeeshan> you really think itll go for 500 quid?
[23:39:03] <zeeshan> those things typically go for 50,000 usd here
[23:39:11] <XXCoder> yo the z
[23:39:17] <zeeshan> yo the XXCoder!
[23:39:18] <zeeshan> :D
[23:39:33] <zeeshan> ive learned something about machining in the past couple of days
[23:39:40] <zeeshan> feeds and speeds on charts are completely wrong
[23:39:41] <XXCoder> yeah?
[23:39:47] <zeeshan> you can go 4 times those speeds no problem
[23:39:49] <zeeshan> depending on the cut
[23:39:51] <XXCoder> right now I'm stuck on cam :(
[23:39:52] <zeeshan> and chip tunning
[23:40:08] <zeeshan> im running a 0.003 ipt recommendation on an end mill
[23:40:10] <XXCoder> zeeshan: yeah I have been changing some feed rates sometimes for faster or slower
[23:40:13] <zeeshan> at 0.012 ipt
[23:40:27] <zeeshan> this is for aluminum
[23:41:15] <XXCoder> theres "best tool life" which does not match maker specs
[23:41:21] <XXCoder> not always
[23:41:33] <zeeshan> tool life is up for intrepration
[23:41:42] <zeeshan> sure you can get 100 hours tool life if you go at 0.003ipt
[23:41:51] <zeeshan> but you'll be doing that job 4x slower
[23:41:58] <XXCoder> indeed
[23:41:59] <zeeshan> ill spend the extra money on 2 more end mills
[23:42:02] <zeeshan> to do it 4x faster
[23:42:08] <XXCoder> you have to decide tool life vs job time
[23:42:09] <zeeshan> 100/4 = 25 hours
[23:42:13] <zeeshan> 75 hours saved
[23:42:18] <zeeshan> 75 @ 65 / hr
[23:42:22] <XXCoder> and person pay is more pricy usually
[23:42:32] <zeeshan> 4875 or $43 for a fancy end mill?
[23:42:35] <zeeshan> yes
[23:42:42] <XXCoder> though some jobs you has no flex at all. like fiberglass, go slightly faster and you either break part or tool
[23:42:53] <XXCoder> or it eats tool too fast and you swap tools 10 times faster
[23:42:55] <zeeshan> youre right
[23:42:57] <zeeshan> gotta experiment
[23:43:15] <zeeshan> if youre breaking a tool every hour
[23:43:23] <zeeshan> it doesnt make economical sense anymore
[23:43:31] <XXCoder> yeah
[23:45:12] <zeeshan> the general saying 3 flute is awesome in end mill is true
[23:45:20] <zeeshan> but ithink what people fail to mention is you need at least a 45 degree helix
[23:45:27] <zeeshan> and it also has to be not coated
[23:45:56] * zeeshan stops machine blogging
[23:46:02] <XXCoder> lol
[23:46:31] <alex4nder> the biggest impact I've gotten is switching to pay attention to radial engagement and spindle load, rather than the chart
[23:46:55] <alex4nder> you need to have a machine that can move fast enough to take advantage, but when it works it really works well
[23:50:31] -!- shaun413 [shaun413!uid121475@gateway/web/irccloud.com/x-tprmsjnyyldkxruo] has joined #linuxcnc
[23:55:12] <andypugh> zeeshan: I have never managed to blunt a milling cutter. I always snap them :-(
[23:55:21] <Tom_itx> zeeshan run them mills til they glow red
[23:55:50] <andypugh> Yesterday the plug I milled out sat up on washed-in swarf and snapped the cutter on the rapid retract, for example.
[23:56:08] <Tom_itx> i learned a bit about table driven cad last night
[23:56:25] -!- tchaddad has quit [Ping timeout: 250 seconds]
[23:56:43] <andypugh> My machine can move quite fast, but my spindle is super-slow
[23:56:57] <Tom_itx> made for steel?
[23:57:08] <andypugh> Like, lowest speed tops-out at 45 rpm
[23:57:24] <andypugh> Fastest 1000 rpm
[23:57:33] <XXCoder> andypugh: you will if you engrave inocel, mill fiberglass or nylon with glass imbuded in it
[23:57:53] <XXCoder> fiberglass is worse of all, needs toooons of coolant to keep abusive powder from eating tools
[23:57:56] <Tom_itx> yeah i recall you complaining about that before andy
[23:58:05] <XXCoder> and even then, it still eats tools just little slower
[23:59:24] <andypugh> Tom_itx: But it does let me do silly things like:
https://www.youtube.com/watch?v=0rwoD2vZUl0 which wouldn’t work with a 10,000 rpm spindle : -)
[23:59:36] <Tom_itx> yeah
{kind=link}
{kind=link}
{kind=link}
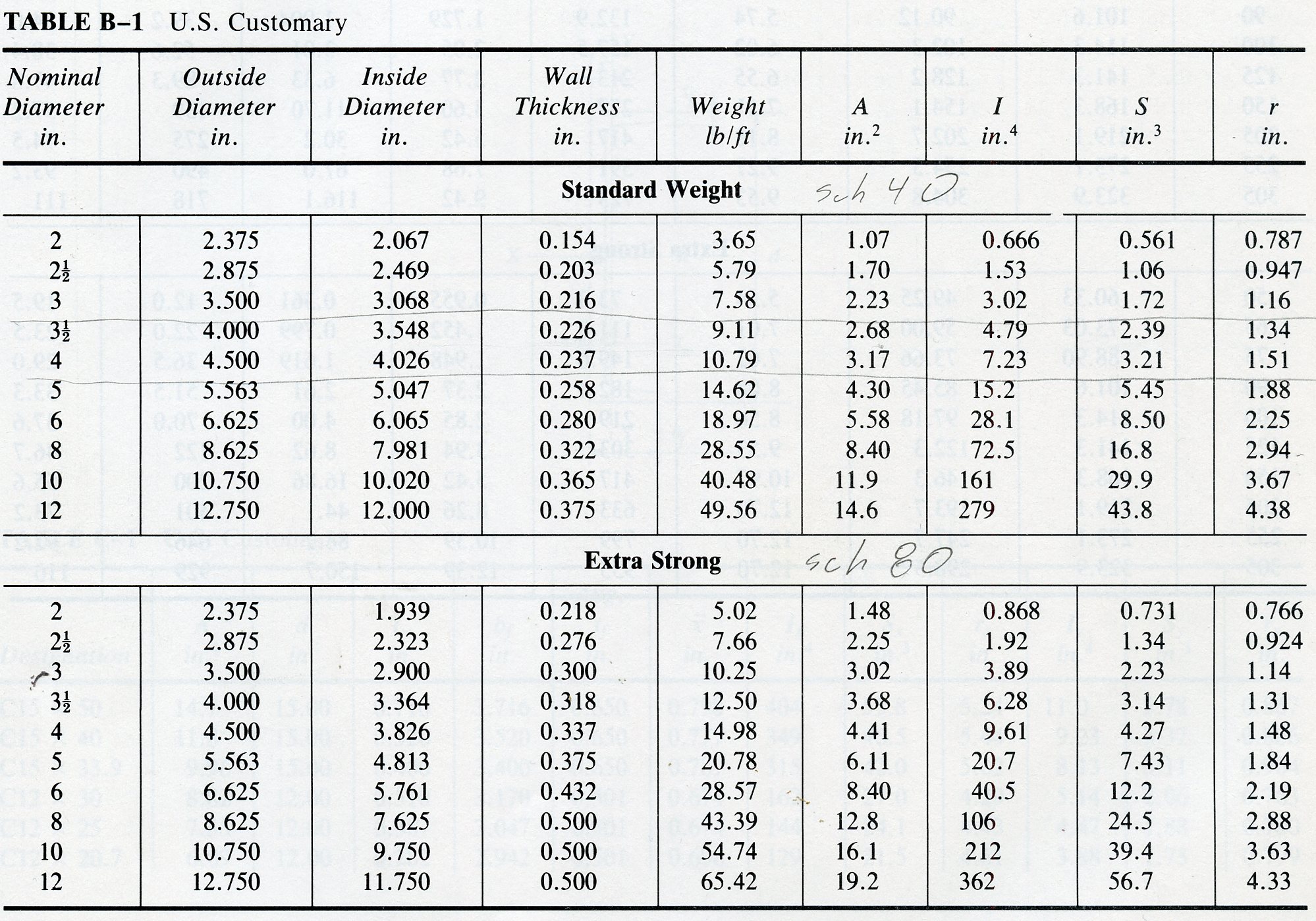{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
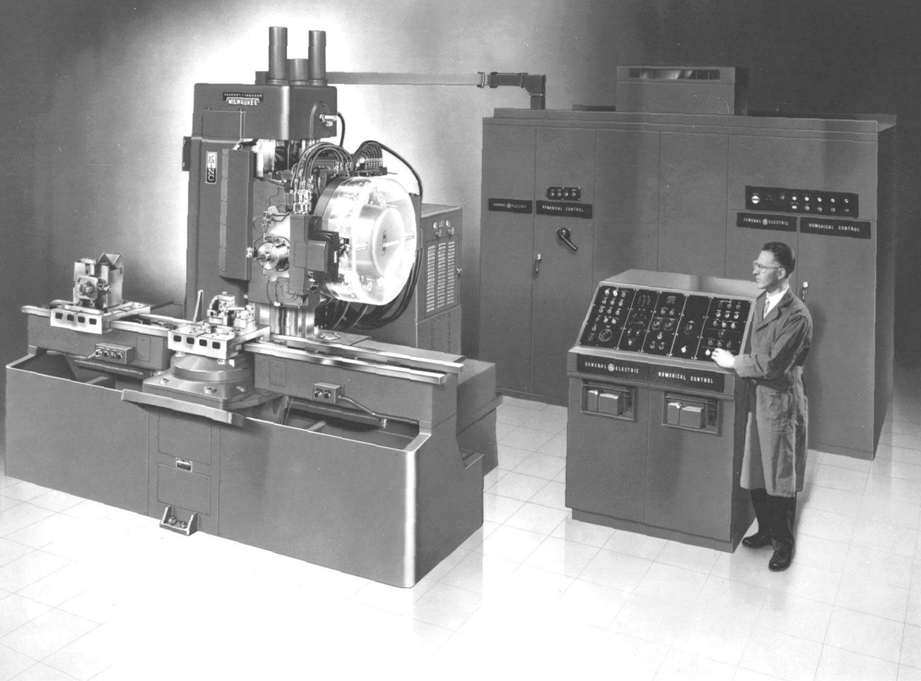{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}