Back
[00:00:47] -!- kwallace has quit [Ping timeout: 260 seconds]
[00:01:14] -!- __rob2 [__rob2!~rob@host86-185-255-132.range86-185.btcentralplus.com] has joined #linuxcnc
[00:01:42] <andypugh> cradek: If you are still there, what is the incatnation to get the Linuxcnc build-deps?
[00:02:55] <XXCoder> andypugh: got your login and sudo working?
[00:03:25] <andypugh> To an extent
[00:03:35] -!- __rob has quit [Ping timeout: 260 seconds]
[00:03:51] <andypugh> I can’t run gui synaptic as me, I can run apt-get
[00:04:35] <XXCoder> odd
[00:04:47] <XXCoder> wonder if there is seperate group for gui sudo
[00:05:16] <XXCoder> ahh
[00:05:18] <XXCoder> gksudo
[00:05:25] <andypugh> Why did we abandon Ubuntu? 90% of Linux Google searches take you to Ubu solutions
[00:05:45] <XXCoder> ubuntu added call home spyware
[00:05:55] <XXCoder> your local searches gets sent home
[00:06:09] <XXCoder> so they know about your.... collection. lol
[00:06:09] <malcom2073> Is that an ubuntu or a unity thing?
[00:06:12] <andypugh> gksudo isn’t the answer. If I select synaptic from the menu, it asks me for my password, then doesn’t open
[00:06:13] <malcom2073> Local searches are in unity
[00:06:16] <XXCoder> not too sure actually
[00:06:23] <XXCoder> andypugh: odd
[00:06:28] <malcom2073> I run ubuntu with gnome2
[00:06:37] <andypugh> Yeah, not super-happy with Linux this evening.
[00:06:38] <XXCoder> I use xfce mint
[00:06:56] <XXCoder> not too happy with mint but works fine and while ubuntu-based, is NOT ubuntu.
[00:07:12] <andypugh> For balance, I am equally unhappy with small patterns covered in red paint.
[00:07:19] <_methods> hahaha
[00:07:50] <andypugh> Time will tell if the little caliper recovers from the inadvertant re-paint
[00:08:40] <XXCoder> repaint?
[00:08:47] <XXCoder> you acciently painted your caliper
[00:08:50] <XXCoder> ?
[00:09:37] <andypugh> No, I accidentally dropped a part-painted pattern on it when the pattern fell off the screw I was holding it by
[00:11:18] <XXCoder> ow. hopefully its still as accurate
[00:11:32] -!- tannewt has quit [Read error: Connection reset by peer]
[00:15:13] <andypugh> Well, gksudo synaptic was certainly interesting.
[00:15:34] <andypugh> “andypugh@holbrook:~/linuxcnc-dev/src$ gksudo synaptic
[00:15:35] <andypugh> glibtop: Non-standard uts for running kernel:
[00:15:36] <andypugh> release 3.4-9-rtai-686-pae=3.4.0 gives version code 197632
[00:15:37] <andypugh> (gksudo:4929): GLib-CRITICAL **: g_str_has_prefix: assertion `str !=NULL' failed”
[00:15:38] <XXCoder> I find it a little odd
[00:16:00] <XXCoder> because I'm a sudo user and synaptic justs pops a password for sudo when I run it
[00:16:05] <XXCoder> no special action needed
[00:16:28] <andypugh> It does that for me. But then nothing happens
[00:17:22] <andypugh> It is my own fault, I am sure, for trying to find an easy way to make my UID match between systems
[00:18:25] <andypugh> Previously I have chamged UID then chown-ed every file on the HD to the new UID. This time I tried to create a new “me” with the right UID right at the beginning.
[00:18:41] <andypugh> That seems not to work
[00:20:59] <Praesmeodymium> isnt each uid unique depending on the machine? I mean its been a shitload of time since I looked at permission shit, but each machine has its own slat that added to a uid so even identical seeming uid's are different? or is this my y2k era knowledge just being out of date
[00:21:19] <XXCoder> I'm wondering why you need uids to be same?
[00:21:47] <andypugh> nfs
[00:29:09] <mozmck> andypugh: have you tried sshfs?
[00:35:13] -!- tinkerer has quit [Remote host closed the connection]
[00:36:25] -!- __rob [__rob!~rob@host86-185-255-132.range86-185.btcentralplus.com] has joined #linuxcnc
[00:36:52] -!- __rob2 has quit [Write error: Broken pipe]
[00:44:14] -!- yasnak has quit [Read error: Connection reset by peer]
[00:44:40] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:52:37] <andypugh> mozmck: No
[00:52:42] <andypugh> Should i>
[00:52:43] <andypugh> ?
[00:53:02] <andypugh> I have even more trouble keeping my keys synched than keeping my UIDs synched
[00:53:25] <mozmck> It is pretty simple - I don't think you need keys synced.
[00:54:13] <mozmck> You just need sshd running on the "server" and then you mount directories with the user name and password of the user over there IIRC
[00:54:43] <mozmck> Gene mentioned on the ML about dumping nfs for sshfs recently I believe
[00:57:51] <andypugh> I can’t even really cope with the keyboard on the Linux machine (instead of a double-width back-delete, it had del-home ) My chances of dealing with sshfs seem slim
[00:58:32] <andypugh> have you any idea how infuriating it is to hit “home” when you wanted “backspace”?
[00:58:57] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[00:59:29] <SpeedEvil> #keymapmatters
[00:59:30] <mozmck> oh, yes - I've used several keyboards that I would have taken a sledge hammer to if they were mine :)
[00:59:41] <andypugh> In 39 years of playing with computers I have never wanted a “home” key, why is one taunting me now?
[01:00:37] <andypugh> Keys I don’t want: Home, caps-lock, scroll-lock….
[01:00:41] <mozmck> I use the home key often in text editing, web browsing, etc. but I sure like the keys to be in the right places.
[01:01:09] <mozmck> heh, several people at work remove the caps-lock key from their keyboards.
[01:01:22] <mozmck> I don't know what scroll-lock was ever for.
[01:01:42] <andypugh> Oh, another thing… I _never_ want backspace in a web browser to take me back to the previous page and lose my edits.
[01:02:26] <XXCoder> andypugh: re-assign keys
[01:02:51] <XXCoder> my apple keyboard dont have screenshot key so I changed key from f14 to screenprint
[01:04:04] <andypugh> XXCoder: Not on an Apple machine, I assume? In MacOS ctrl-alt-3 is scrren-grab and ctrl-alt-4 is window screen grab (saves to file on desktop, rather than clipboard)
[01:04:20] <XXCoder> yeah I just want one keypress lol
[01:04:39] <Jymmm> XXCoder: CMD+SHIFT+3, CMD+SHIFT+4
[01:04:50] <XXCoder> still not one key
[01:05:00] <Jymmm> Cause they do different things
[01:05:06] <andypugh> yeah, what he said, trying it. I don’t know what keys I press, I just press them
[01:06:03] <Jymmm> ALT+PRSC, CTRL+PRSC, SHIFT+PRSC all do differnt things too for win/nix
[01:06:22] <XXCoder> yeah
[01:06:23] <Jymmm> Ya'll need to unplug that fucking mouse and learn to use the kybd better =)
[01:06:32] <XXCoder> window, full screen and umm one other
[01:06:40] <XXCoder> my mouse isnt plugged in
[01:07:18] <XXCoder> Jymmm: I use keyboard shortcuts a lotl
[01:07:26] <XXCoder> probably because I started with dos days
[01:08:51] <Jymmm> Well, don't HAVE to, but you'll be more productive if you do/learn them and it's pretty universal across most OS/distros.
[01:10:48] <_methods> dos had keyboard shortcuts?
[01:13:41] <Jymmm> _methods: Yeah, CTRL+C (most of the time ;)
[01:13:47] <_methods> lol
[01:13:57] <_methods> asdf jkl;?
[01:14:06] <Jymmm> _methods: CTRL+ALT+DEL
[01:14:08] <_methods> qwerty
[01:14:13] <_methods> STFU Jymmm
[01:14:15] <_methods> hahahah
[01:15:25] <andypugh> I think that this time the answer is “No”
http://www.pastebin.ca/3263900
[01:15:49] <Jymmm> _methods: ...and CTRL+Z
[01:16:23] <Jymmm> andypugh: is that a ubuntu box?
[01:16:44] <andypugh> Debian
[01:17:00] <andypugh> I think that is the result of uninstalling one of Orage or ePdf !
[01:17:21] <Jymmm> andypugh: and what did you remove originally that caused issues?
[01:17:23] <_methods> hehe
[01:17:45] <_methods> he removed everything
[01:17:46] <andypugh> that’s apt-get autoremove
[01:18:07] <_methods> including his neighbors hedges
[01:18:37] <Jymmm> andypugh: I mean from a day agao or whenever this started?
[01:18:49] <XXCoder> _methods: no, but very keyboard oriented
[01:19:07] <andypugh> Well, I answered yes, as I was trying to make disk space, and thought that _if_I_didn’t_need_ such a big list (which I didn’t read in full) that would be good
[01:19:07] <XXCoder> and yes the 3 finger salute was common LOKL
[01:19:26] <_methods> keyboard oriented lol
[01:19:30] -!- Sairon [Sairon!~jm@2601:549:c001:2ddc:e953:33c0:3f71:8328] has joined #linuxcnc
[01:19:40] <andypugh> Jymmm: One of Orage ot ePDF
[01:20:44] <andypugh> I wass removing things a few at a time, and the ones before that autoremove were Orage and ePDF
[01:21:51] <andypugh> But as that list includes network-manager and lightdm answering “yes” is not a great plan. Don’t Ask Me How I Know.
[01:22:25] <Jymmm> wtf dies claendaring or pdf have to do with networking?!
[01:22:32] -!- Barfious_Max [Barfious_Max!32baff89@gateway/web/cgi-irc/kiwiirc.com/ip.50.186.255.137] has joined #linuxcnc
[01:22:34] <XXCoder> welcome to linux
[01:22:45] <XXCoder> autoremove is broken sometimes.
[01:23:02] <_methods> it's very keyboard oriented
[01:23:16] <XXCoder> andypugh: can always install wicd lol but its been dead for while now.
[01:23:55] -!- Sairon has quit [Ping timeout: 240 seconds]
[01:26:20] <Barfious_Max> http://tim.jagenberg.info/files/2014/11/PTIM9372.jpg
[01:26:41] <Barfious_Max> i got a bunch of these optical sensors from a copy machine I took apart
[01:26:59] <_methods> makes great ied detonators
[01:27:01] <XXCoder> wonder if its sensive enough to make optical encoder out of lol
[01:27:10] <_methods> oops
[01:27:13] <_methods> wrong room
[01:27:16] <Barfious_Max> im wondering if I can cut a slotted wheel on my mill , and use them to , yes make an quadrature encoder
[01:27:38] <XXCoder> yeah it's not #terroristclub here _methods
[01:27:49] <_methods> very keyboard oriented room
[01:28:09] <XXCoder> I think I broke methods
[01:28:14] <Barfious_Max> _methods is new in town, give him a break, its not easy traveling all the way from syria
[01:28:33] <_methods> heheh
[01:28:38] <XXCoder> heh
[01:28:40] <XXCoder> anyway
[01:28:52] <XXCoder> Barfious_Max: hmm
[01:28:54] <Barfious_Max> ok so these sensors they have three leads
[01:28:58] <XXCoder> 4 sensors means 4 bits
[01:29:13] <XXCoder> 2^4 = 16 positions
[01:29:27] <Barfious_Max> looking at the bottom of it, I can see they wired , i believe the grounds together
[01:29:40] <Tom_itx> tgif
[01:29:43] <Barfious_Max> it it possible that they could be wired directly to a parport?
[01:29:44] <XXCoder> can't fit 5th one in?
[01:30:46] <Barfious_Max> i have a whole pile of these sensors, i don't care how many i use, just trying to determine possibilities for a cheap, hack toegether machine
[01:30:58] <XXCoder> heh do a 32 bit
[01:31:01] <XXCoder> kidding
[01:31:04] <andypugh> Barfious_Max: No, you need LED current too
[01:31:35] <Barfious_Max> andypugh: you mean the right current level so they don't get burned out
[01:31:40] <Barfious_Max> like it might need a resistor
[01:31:45] <andypugh> But with the right power and pull-ups, you can make an encoder out of them, or limit switchs
[01:31:49] <XXCoder> I wonder how many bits of encoder would be enough to get .000001" resolution
[01:32:49] <andypugh> XXCoder:
https://en.wikipedia.org/wiki/Gray_code#Single-track_Gray_code
[01:33:04] <Barfious_Max> im probably not going to go crazy and use the whole pile on one encoder
[01:33:13] <andypugh> DIY 7-bit impementation:
http://www.quirkfactory.com/robotics/single-encoder/
[01:33:21] -!- Loetmichel [Loetmichel!~cylly@p54B1154B.dip0.t-ipconnect.de] has joined #linuxcnc
[01:33:21] <XXCoder> comeon you need atomic resolution LOL
[01:34:10] <Barfious_Max> probably want to start off with just a really simple encoder
[01:34:27] <andypugh> XXCoder: the problem with 0.000001” resolution is that you need 0.00001” slots, and that might be quite a large diameter unless you can manage atom-scale slots
[01:34:40] -!- Sairon [Sairon!~jm@2601:549:c001:2ddc:1d3c:2a88:cf9c:114b] has joined #linuxcnc
[01:34:43] <Barfious_Max> i got this whole idea from
https://www.youtube.com/watch?v=PQ1FBcQT0AI
[01:35:21] <Barfious_Max> and was wondering if instead of with an arduino if I could wire directly to the parport, or with some minor electronics between the sensors
[01:35:36] <Barfious_Max> so basically, skip the arduino
[01:35:49] <XXCoder> andypugh: really? I thought it only needs whatever diameter divided by number of bits
[01:36:03] <XXCoder> er total possible positions I mean
[01:36:17] -!- Loetmichel2 has quit [Ping timeout: 276 seconds]
[01:36:38] <XXCoder> meaning if 4 bit, slot would be circle length/16
[01:36:57] <XXCoder> so basically D2(PI)/16 = D(PI)/8
[01:37:16] <Barfious_Max> andypugh: yes this link looks even more complicated than Im likely trying to do
[01:37:36] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[01:39:04] <XXCoder> Barfious_Max: odd thing though
[01:39:16] <XXCoder> leds by themselves act as optical sensor too
[01:39:27] <XXCoder> wow that video is captioned!
[01:39:31] <XXCoder> tech ones rarely are.
[01:39:42] <Barfious_Max> thick german accent
[01:39:49] <Barfious_Max> is my guess why
[01:39:58] <Barfious_Max> he makes great stuff
[01:40:00] <XXCoder> well thanks, accent of person! LOL
[01:40:20] <Barfious_Max> don't get me wrong, i love his accent
[01:40:34] <andypugh> XXCoder: Yes. Exactly that, and you were talking about dividing your diameter into 129533678756.47668393782383 slots
[01:40:44] <Barfious_Max> a thick german accent is a sure sign of technocal accuracy in my book
[01:41:00] <XXCoder> I dont really care about accents because me deef man :P
[01:41:12] <Tom_itx> Barfious_Max or a good coverup story
[01:41:27] <Tom_itx> just ask VW
[01:41:30] <Barfious_Max> i don't mind his accent because he is in the master race
[01:41:34] <_methods> hahahhahahhaha
[01:41:49] <Barfious_Max> take your pick
[01:41:58] <_methods> german social engineering
[01:42:44] <_methods> fuckyounugen
[01:43:07] <Barfious_Max> I left him a comment encouraging him not to improve his english , lest he will get fat and lazy
[01:43:24] <_methods> don't forget the guns
[01:43:27] <_methods> and bacon
[01:43:29] <_methods> and eagles
[01:43:35] -!- Sairon has quit [Ping timeout: 240 seconds]
[01:43:36] <_methods> fat and lazy are just the good part
[01:43:58] <Barfious_Max> well that can only help france
[01:44:15] <XXCoder> http://www.instructables.com/id/LEDs-as-light-sensors/
[01:44:23] <XXCoder> if you guys are curious about using leds as sensor
[01:44:35] <Barfious_Max> god damnit can I ever come in here and not naturally have it move closer and closer to an inevitable political conversation
[01:44:39] <Barfious_Max> ENCODERS!!
[01:44:46] <Barfious_Max> how does they work.
[01:45:13] <XXCoder> theres few types actually
[01:45:15] <Barfious_Max> please do not call attention to the bacon pepperoni pizza sitting in my bed with me at this very moment.
[01:45:26] <XXCoder> one that only has one track and computer keeps track
[01:45:39] <gonzo_nb> some radio hams in the uk have been playing with visible light comms. And use LEDs as both illumination and detectors
[01:45:39] <Barfious_Max> i know . but lets try to bring this down to something i might actually accomplish
[01:45:48] <XXCoder> and absoute encoder that uses a sensor per track, more encoder bits the more accurater
[01:46:00] <XXCoder> that r is a funny typo
[01:46:00] <Barfious_Max> so I cut out a slotted circle, divided by 16
[01:46:30] <XXCoder> absolute encoder is actually easier to do without adding something like raspberry pi I would think.
[01:47:06] <Barfious_Max> XXCoder, your suggesting I cannot wire it directly to the parport? this is what I'm trying to figure out
[01:47:15] <XXCoder> not suggesting actually
[01:47:22] <Barfious_Max> stating
[01:47:34] <XXCoder> no, just thinking stuff out lol
[01:48:18] <Barfious_Max> I'm fine with making a sketch on an arduino and doing that , i was just wondering how its normally done with a quadrature encoder
[01:48:46] <Barfious_Max> if those wire directly to the parport, or if there is more circuitry involved
[01:48:52] <XXCoder> I do understand basics of encoder but how its output is used dunno
[01:49:45] <andypugh> Barfious_Max: Just wire directly, LinuxCNC has a module to convert the quadrature to numbers
[01:50:38] <gonzo_nb> a simple quadratude decoder is just a D type latch
[01:50:59] <Barfious_Max> andypugh, ok so since the optical sensor has a diode in it, I presume I add a resistor to it so I don't destroy a parport pin?
[01:51:25] <PetefromTn_> YO
[01:51:28] <Barfious_Max> like i would with an led on an arduino?
[01:51:42] <Tom_itx> Barfious_Max yes pretty much
[01:51:48] <andypugh> 5V - 1k resistor - LED - Gnd on the LED side
[01:51:52] <Barfious_Max> googleing d type latch
[01:51:56] <XXCoder> hey the pete
[01:51:56] <Praesmeodymium> is there a decent source of qudrature strips? like say I want to make a reprap smarter and closed loop rather than just assuming the stepper got it where it says it did
[01:52:27] <Tom_itx> Praesmeodymium i bet US digital has them
[01:52:40] <Tom_itx> or an old printer
[01:52:40] <andypugh> Barfious_Max: Don’t bother looking up the D-type now, it’s not relevant to your physical wiring question
[01:52:42] <Tom_itx> or 3
[01:52:54] <XXCoder> I love the pattern.
https://upload.wikimedia.org/wikipedia/commons/a/a8/Gray_code_rotary_encoder_13-track_opened.jpg
[01:53:34] <Barfious_Max> praesmeodymium: i saw a closed loop 3d printer on youtube, where the guy was pushing it off track and it was snapping back into place
[01:54:00] <XXCoder> https://code.google.com/p/wheel-encoder-generator/
[01:54:01] <Praesmeodymium> yeah that was using proper servos and encoders
[01:54:05] <Barfious_Max> having taken this copy machine apart, man so much stuff came out of it
[01:54:25] <XXCoder> you can make a cnc machine out of copy machine
[01:54:32] <Barfious_Max> yeah basically
[01:54:39] <XXCoder> maybe few stuff needed past it
[01:54:43] <Barfious_Max> i mean three nema 17's
[01:54:50] <Barfious_Max> two nema 23's
[01:54:56] <XXCoder> hell someone made a cnc out of 3 floppy disk drives
[01:54:59] <Barfious_Max> these bigger dc motors with build in controllers
[01:55:13] <Barfious_Max> a whole assortment of smaller dc motors with gears and encoders
[01:55:25] <Barfious_Max> tons of gears and ground rods
[01:55:28] <andypugh> Barfious_Max: You need to know what the output device on the Opto is. There are rather a lot of options, unfortunately.
[01:55:35] <Praesmeodymium> you can buy laser etchers fron china made of dvd/cd drive trays
[01:55:50] <Praesmeodymium> so high quality used parts lol
[01:56:07] -!- gonzo_nb has quit [Remote host closed the connection]
[01:56:24] <Barfious_Max> i know im probably up for making a laser cutter with these parts
[01:56:36] <XXCoder> nice!
http://www.dgkelectronics.com/inkscape-extension-for-creating-optical-rotary-encoder-discs/
[01:56:40] <XXCoder> inkscape generator!
[01:56:50] <Barfious_Max> idk , the bigger motors might make for a plasma cutter but don't know if they have enough torque
[01:57:43] <Barfious_Max> andypugh: you mean to know what type of diode?
[01:58:51] <Barfious_Max> If I can get the bigger steppers to push a larger gantry I'll do plasma cutter, otherwise, laser cutter and pcb mill
[01:58:56] <andypugh> it’s more than that, look at this web-page then select the “output device” filter:
http://uk.rs-online.com/web/c/displays-optoelectronics/optocouplers-photodetectors-photointerrupters/slotted-optical-switches/
[01:59:09] amnesic is now known as amnesic_away
[02:00:05] <Barfious_Max> there are some numbers on the side of the thing
[02:00:21] <andypugh> That might help
[02:01:16] <Barfious_Max> 451 on the one with the diode symbol , SG on the presumably the sensor
[02:02:17] <Barfious_Max> trying to determine how much energy to put into it and how much to expect to come back? or is linux cnc configured in a particular way for particular optical encoders?
[02:03:30] <Barfious_Max> i bet if I powered some of the stepper boards that were salvaged from the copy machine I could measure them
[02:05:04] <Barfious_Max> the inkscape extension looks cool , i wouldn't know how I might go about printing it onto something clear..
[02:05:34] <ChuangTzu_> overhead transparencies
[02:06:01] <XXCoder> yeah just buy projector sheets compitable with your printer
[02:06:13] <andypugh> Barfious_Max: try 3mA through the LED. The detector won’t supply power, it will just conduct differentlt
[02:06:25] <Barfious_Max> sticking it onto some plexiglass and then milling out a circle?
[02:08:17] <Barfious_Max> humm i imagine by the time you do the transparencies and plexiglass you might as well buy some cheap premade ones
[02:08:30] <XXCoder> hmm
[02:08:40] <Barfious_Max> back to thinking jsimple cutout one
[02:08:43] <XXCoder> get a old cd and mill out silver?
[02:09:23] <andypugh> I have made a few encoders, sometimes it makes sense.
[02:09:27] <Barfious_Max> yeah , the german didn't explain exactly how he did that , i presume he used like an xacto knive to scrape off the top layer
[02:09:40] <XXCoder> yeah
[02:09:43] <XXCoder> maybe
[02:10:08] <Barfious_Max> i mean , even if its not perfectly transparent , i suppose milling it off would work
[02:10:56] <andypugh> briefly, here is one of them:
https://youtu.be/ZhICrb0Tbn4?t=20s
[02:11:38] <XXCoder> other way would be brightly lit, but sheet is black and white
[02:11:53] <XXCoder> so it would detect difference of refection from black parts and white
[02:12:02] <XXCoder> that way you could just literally print and cut paper
[02:12:49] <XXCoder> thats where using leds as light sensors come in but probably less effective dunno
[02:12:54] <Barfious_Max> just cutting a bit of metal looks alot more comfortable
[02:14:12] <Barfious_Max> hell the metal can certainly come from the scrap from the copy machine
[02:14:24] <XXCoder> http://www.geology.smu.edu/dpa-www/robo/Encoder/pitt_html/encoders.html
[02:16:47] <Barfious_Max> how did you plan that encoder on your mill? did you do it with an indexer or design it in CAD?
[02:16:50] -!- rob_h has quit [Ping timeout: 240 seconds]
[02:18:20] <andypugh> I think I just wrote G-code
[02:18:24] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[02:18:44] <andypugh> I already had an A-axis
[02:18:49] -!- toner__ [toner__!ink@katsu.triplehelix.org] has joined #linuxcnc
[02:18:50] -!- Roivai_ [Roivai_!~pekka@85-131-28-247.bb.dnainternet.fi] has joined #linuxcnc
[02:18:52] -!- cradek_ [cradek_!~chris@outpost.timeguy.com] has joined #linuxcnc
[02:18:57] -!- Vq_ [Vq_!~vq@90-227-168-203-no123.tbcn.telia.com] has joined #linuxcnc
[02:19:03] -!- justanot1eruser [justanot1eruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[02:19:03] -!- Roivai has quit [Write error: Broken pipe]
[02:19:03] -!- renesis has quit [Write error: Broken pipe]
[02:19:03] -!- cradek has quit [Write error: Broken pipe]
[02:19:03] -!- toner_ has quit [Write error: Broken pipe]
[02:19:04] -!- Vq has quit [Write error: Broken pipe]
[02:19:04] -!- Katharsis has quit [Write error: Broken pipe]
[02:19:05] -!- justanotheruser has quit [Remote host closed the connection]
[02:19:10] <andypugh> (not the one in the video as is happens)
[02:19:21] -!- renesis [renesis!renesis@cockgoblins.net] has joined #linuxcnc
[02:19:46] <XXCoder> man renesis you ok? you broke your pipe ;)
[02:20:53] <renesis> i was confused for a second because i havent used a pipe in quite awhile but im guessing it has something to do with a quit message
[02:21:06] -!- Fox_Mulde has quit [Ping timeout: 253 seconds]
[02:21:06] <XXCoder> yeah
[02:21:31] <renesis> yeah both pipes currently in rotation seem to be intact
[02:25:33] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[02:26:48] -!- asdfasd has quit [Ping timeout: 255 seconds]
[02:33:01] -!- andypugh has quit [Quit: andypugh]
[02:50:18] -!- anth0ny has quit [Quit: anth0ny]
[02:52:58] -!- justanot1eruser has quit [Ping timeout: 276 seconds]
[02:53:43] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[02:55:56] -!- zeeshan [zeeshan!~kvirc64@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[02:58:04] -!- anth0ny has quit [Quit: anth0ny]
[02:58:38] -!- justanotheruser has quit [Ping timeout: 250 seconds]
[03:02:12] -!- bkboggy has quit [Quit: Leaving]
[03:04:19] -!- justanotheruser [justanotheruser!~Justan@unaffiliated/justanotheruser] has joined #linuxcnc
[03:08:42] -!- johtso has quit [Quit: Connection closed for inactivity]
[03:13:54] -!- bilboquet [bilboquet!~bilboquet@95-210-222-40.ip.skylogicnet.com] has joined #linuxcnc
[03:21:00] -!- zeeshan has quit [Quit: KVIrc 4.3.1 Aria http://www.kvirc.net/ - 64bit Windows version by http://kvirc.d00p.de/]
[03:27:16] <Barfious_Max> are h-bridges dc only?
[03:27:29] <Barfious_Max> or , typically used only for dc motors?
[03:30:46] -!- zeeshan [zeeshan!~kvirc64@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[03:35:25] -!- yasnak has quit [Read error: Connection reset by peer]
[03:42:01] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[03:46:03] -!- jduhls has quit [Remote host closed the connection]
[03:54:06] -!- skunksleep has quit [Ping timeout: 255 seconds]
[04:00:36] -!- AR_ has quit [Ping timeout: 244 seconds]
[04:04:47] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[04:12:36] -!- Fox_Mulde [Fox_Mulde!~quakeman@dslb-088-069-060-096.088.069.pools.vodafone-ip.de] has joined #linuxcnc
[04:14:18] <renesis> barfious_max: they can be used to drive dc motors in forward and reverse, and they can drive brushless AC motors
[04:14:27] <Tom_itx> mmm first snow maybe tomorrow
[04:19:02] -!- jthornton- [jthornton-!~jthornton@172.242.222.19] has joined #linuxcnc
[04:19:03] -!- jthornton has quit [Read error: Connection reset by peer]
[04:19:03] -!- JT-shop has quit [Read error: Connection reset by peer]
[04:19:52] -!- JT-Shop [JT-Shop!~JT@172.242.222.19] has joined #linuxcnc
[04:25:36] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[04:29:15] -!- Akex_ has quit [Quit: Connection closed for inactivity]
[04:45:15] -!- amiri_ has quit [Ping timeout: 240 seconds]
[05:18:35] <jesseg> Barfious_Max, one H-Bridge can drive a DC brush type motor in either direction. Two or 3 H-Bridges (Usually 3) are used to drive brushless DC and AC motors
[05:19:20] <jesseg> Actually, usually 3 half-bridges are used for 3 phase things like brushless DC motors and AC induction motors
[05:20:30] <jesseg> However, two H-Bridges are also used to drive a stepper motor.
[05:29:07] -!- trentster [trentster!~trentster@103.13.186.225] has joined #linuxcnc
[05:32:33] -!- knownasilya has quit [Quit: Connection closed for inactivity]
[05:38:39] -!- skunksleep has quit [Ping timeout: 250 seconds]
[05:41:20] -!- sumpfralle has quit [Quit: Leaving.]
[05:43:05] -!- anth0ny has quit [Quit: anth0ny]
[06:14:55] -!- erve has quit [Remote host closed the connection]
[06:18:06] -!- Tecan has quit [Ping timeout: 255 seconds]
[07:41:27] -!- ve7it has quit [Remote host closed the connection]
[08:00:05] -!- automata_ [automata_!~automata_@triband-mum-59.182.140.116.mtnl.net.in] has joined #linuxcnc
[08:06:46] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:06:52] <Deejay> moin
[08:07:13] Vq_ is now known as Vq
[08:08:42] -!- bkboggy has quit [Quit: Leaving]
[08:09:52] -!- Komzpa has quit [Client Quit]
[08:10:55] -!- Komzpa has quit [Client Quit]
[08:12:18] -!- Komzpa has quit [Client Quit]
[08:12:32] -!- anomynous has quit [Ping timeout: 246 seconds]
[08:14:01] -!- Komzpa has quit [Client Quit]
[08:15:17] -!- anomynous [anomynous!~anomynous@176-93-73-231.bb.dnainternet.fi] has joined #linuxcnc
[08:16:01] -!- Komzpa has quit [Client Quit]
[08:18:01] -!- Komzpa has quit [Client Quit]
[08:20:01] -!- Komzpa has quit [Client Quit]
[08:22:01] -!- Komzpa has quit [Client Quit]
[08:24:01] -!- Komzpa has quit [Client Quit]
[08:26:01] -!- Komzpa has quit [Client Quit]
[08:28:01] -!- Komzpa has quit [Client Quit]
[08:30:01] -!- Komzpa has quit [Client Quit]
[08:32:01] -!- Komzpa has quit [Client Quit]
[08:34:01] -!- Komzpa has quit [Client Quit]
[08:36:01] -!- Komzpa has quit [Client Quit]
[08:38:01] -!- Komzpa has quit [Client Quit]
[08:40:01] -!- Komzpa has quit [Client Quit]
[08:42:01] -!- Komzpa has quit [Client Quit]
[08:45:11] -!- automata_ has quit [Ping timeout: 264 seconds]
[09:03:54] -!- erve has quit []
[09:10:05] Katharsi1 is now known as Katharsis
[09:10:26] -!- Katharsis has quit [Changing host]
[09:16:12] -!- yasnak has quit [Quit: Leaving]
[09:26:23] -!- technoid [technoid!~technoid@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[09:31:32] -!- Barfious_Max has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[09:37:37] -!- gonzo__ [gonzo__!~gonzo_@host-92-6-244-28.as43234.net] has joined #linuxcnc
[09:37:38] -!- gonzo_ has quit [Read error: Connection reset by peer]
[09:40:35] -!- jdqx has quit [Read error: Connection reset by peer]
[09:46:16] -!- rob_h [rob_h!~robh@90.217.27.183] has joined #linuxcnc
[09:48:41] -!- tobias47n9e has quit [Ping timeout: 250 seconds]
[09:49:23] -!- gonzo__ has quit [Ping timeout: 264 seconds]
[09:53:30] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[09:55:10] -!- JT-Shop has quit [Ping timeout: 240 seconds]
[09:55:48] -!- jthornton- has quit [Ping timeout: 265 seconds]
[09:56:31] -!- gonzo_ [gonzo_!~gonzo_@host-92-6-244-28.as43234.net] has joined #linuxcnc
[10:07:44] -!- Akex_ [Akex_!uid58281@gateway/web/irccloud.com/x-wfnqimsnkftdefbz] has joined #linuxcnc
[10:08:31] -!- asdfasd [asdfasd!~332332@90.194.75.33] has joined #linuxcnc
[10:08:59] -!- micges has quit [Ping timeout: 244 seconds]
[10:11:38] -!- technoid has quit [Quit: WeeChat 1.1.1]
[10:23:39] -!- anomynous has quit [Ping timeout: 260 seconds]
[10:24:24] -!- anomynous [anomynous!~anomynous@176-93-66-248.bb.dnainternet.fi] has joined #linuxcnc
[10:25:14] -!- technoid [technoid!~technoid@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[10:36:43] -!- ChuangTzu_ has quit [Ping timeout: 260 seconds]
[10:43:44] <technoid> 0
[10:43:51] -!- technoid has quit [Quit: WeeChat 1.1.1]
[10:44:16] <XXCoder> wow that was long and beautful
[10:45:16] -!- technoid [technoid!~technoid@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[10:46:23] -!- patrickarlt has quit [Remote host closed the connection]
[10:49:45] <technoid> weechat
[10:49:53] -!- technoid has quit [Client Quit]
[10:50:13] <archivist> dead chat
[10:50:55] -!- patrickarlt has quit [Ping timeout: 240 seconds]
[10:52:04] -!- 6JTACI36Q [6JTACI36Q!~technoid@c-50-186-255-137.hsd1.fl.comcast.net] has joined #linuxcnc
[10:56:57] <6JTACI36Q> hey guys
[11:07:04] -!- norias [norias!~jm@2601:549:c001:2ddc:34b0:60af:1863:331a] has joined #linuxcnc
[11:12:32] <XXCoder> hey
[11:26:55] -!- ChuangTzu [ChuangTzu!~ct@162.245.164.130] has joined #linuxcnc
[11:27:42] -!- tobias47n9e has quit [Ping timeout: 255 seconds]
[11:37:47] -!- ChuangTzu has quit [Ping timeout: 265 seconds]
[11:45:43] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-6-244-28.as43234.net] has joined #linuxcnc
[11:47:55] -!- norias has quit [Ping timeout: 240 seconds]
[11:48:13] -!- norias [norias!~jm@2601:549:c001:2ddc:34b0:60af:1863:331a] has joined #linuxcnc
[11:55:09] -!- norias has quit [Ping timeout: 272 seconds]
[11:59:09] -!- jthornton [jthornton!~jthornton@172.243.160.48] has joined #linuxcnc
[11:59:17] -!- JT-Shop [JT-Shop!~JT@172.243.160.48] has joined #linuxcnc
[12:10:21] -!- patrickarlt has quit [Ping timeout: 272 seconds]
[12:13:05] -!- SEL [SEL!~SEL@net77-43-27-64.mclink.it] has joined #linuxcnc
[12:14:10] -!- sumpfralle [sumpfralle!~lars@megumi.opennet-initiative.de] has joined #linuxcnc
[12:17:35] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[12:21:01] -!- ChuangTzu [ChuangTzu!~ct@162.245.164.130] has joined #linuxcnc
[12:25:00] -!- LikeVinyl has quit [Ping timeout: 250 seconds]
[12:35:41] -!- Audioburn has quit [Ping timeout: 272 seconds]
[12:38:40] -!- LikeVinyl [LikeVinyl!~pelado@unaffiliated/likevinyl] has joined #linuxcnc
[12:41:19] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[12:50:19] -!- ChuangTzu has quit [Ping timeout: 276 seconds]
[12:56:36] <jthornton> morning
[12:58:29] -!- patrickarlt has quit [Ping timeout: 272 seconds]
[12:59:26] <_methods> ah yes
[12:59:28] <_methods> week off
[13:19:12] -!- SEL has quit [Quit: Leaving]
[13:21:40] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[13:23:46] <Jymmm> _methods: slaves don't get a week off, GET YOUR ASS (and the rest of you) BACK TO WORK!
[13:24:02] <_methods> heheh
[13:24:06] <_methods> i am working
[13:24:12] <_methods> at flattening my couch cushions
[13:24:44] * Jymmm tests the flame resistance of said cushions.
[13:24:52] <_methods> i did get some chicken stock going for thanksgiving though
[13:25:09] <_methods> and i'm about to weld up a rocket stove i cut out yesterday and test it
[13:25:30] <Jymmm> diameter?
[13:25:31] <_methods> after i finish this irish coffee
[13:25:36] <_methods> 6" rocket stove
[13:26:53] <_methods> i'm going to try cooking some stuff on it for thanksgiving if it works alright
[13:26:54] <Jymmm> The issue I have with rocket stoves is that the flames can get excessively high/long if any kind of breeze/wind picks up.
[13:27:07] <_methods> i've never made one before
[13:28:07] <_methods> i've made a couple of those gasification stoves though
[13:28:16] <_methods> figured i'd test out a rocket stove
[13:28:16] <Jymmm> Well, relaize that any wind going across the stack will dramatically increase the flames. Make sure to have flame/heat proof cookwear and LONG (welding?) gloves
[13:28:31] <_methods> yeah i do
[13:28:52] <Jymmm> no plastic handles on pots/lids
[13:28:56] <jthornton> what's a rocket stove?
[13:29:06] <_methods> i have cast iron stuff for outdoor cooking
[13:29:27] <_methods> i'm hoping to use it for like side dishes when i'm cooking on the egg
[13:30:24] <Jymmm> jthornton: Basically it's like an "L" shape where fuel (wood) is fed from the side, and emphisises also compusting the wodgas for a more efficiant burn.
[13:30:36] <Jymmm> wood gas*
[13:30:59] <_methods> they're pretty cool
[13:31:27] <jthornton> neat
[13:31:30] <_methods> one of the gasification stoves i made used a soda can for the inner chamber
[13:31:35] <jthornton> https://en.wikipedia.org/wiki/Rocket_stove
[13:31:40] <_methods> and i put in a handful of twigs and it burned for like 30 min
[13:31:49] <Jymmm> jthornton: wood gas is 60% of the energy produced from wood thattypically (campfire) literally goes up in smoke unspent.
[13:32:33] <jthornton> yea, I know what wood gas is, I have plans for a wood gas generator somewhere lol
[13:32:35] <SpeedEvil> Jymmm: Well - ... for a campfire, most of the energy is useless
[13:32:53] <SpeedEvil> as the only useful bit is the radiant heat, and a tiny amount captured by any pot
[13:33:03] <SpeedEvil> wood gas or not is basically irrelevant
[13:33:12] <Jymmm> SpeedEvil: It was an examples for jthornton
[13:33:27] <SpeedEvil> Sorry - I may be taking things too literally.
[13:33:30] <SpeedEvil> More coffee.
[13:33:32] <SpeedEvil> Or maybe less.
[13:33:36] <Jymmm> SpeedEvil: =)
[13:33:57] <_methods> i don't think a rocket stove is like a true gasification stove
[13:34:56] <Jymmm> It's very much the same principal as an EPA wood stove. When the firebox is up to temp, the secondaries kick in and compuste the wood gas.
[13:35:17] <Jymmm> ...also no creasote build up
[13:35:32] <_methods> well i have no idea but the design is much simpler than a chambered gasification stove
[13:35:40] <_methods> it's just an L
[13:35:42] <_methods> hehe
[13:35:43] <_methods> with a shelf
[13:35:49] <_methods> so i figured i'd try it out
[13:36:30] <Jymmm> are you welding the shelf, or at least making it a really close fit?
[13:37:11] <_methods> yeah
[13:37:30] <SpeedEvil> #badweldsmatter
[13:38:23] -!- patrickarlt has quit [Ping timeout: 246 seconds]
[13:38:24] <_methods> hahah
[13:38:27] <Jymmm> Ok, as the way it works is that shelf allows for the flow of air that is super heated, you don't wantcrap impeding it for the best results that is.
[13:39:13] <_methods> https://www.dropbox.com/s/8tpek8f077u1zmf/2015-11-21%2008.36.48.jpg?dl=0
[13:39:44] <_methods> https://www.dropbox.com/s/obfgbq706bg5n5r/2015-11-21%2008.36.37.jpg?dl=0
[13:40:14] <_methods> https://www.dropbox.com/s/bmddztd672usiuk/2015-11-21%2008.36.28.jpg?dl=0
[13:40:19] <Jymmm> Um... I can't put my finger on it, but something doens't look right.
[13:40:45] <_methods> oh yeah?
[13:40:48] <Jymmm> most the dimension ratio
[13:41:24] <Jymmm> I believe you want the feed area smaller than the chimney
[13:41:47] <_methods> yeah i never could find any hard guidelines
[13:41:52] <_methods> i was wondering about that
[13:42:13] <Jymmm> It's to allow the updraft to draw in air thru the fuel feeding tube
[13:42:45] <_methods> i couldn't find anywhere with actual ratios
[13:42:50] <Jymmm> just like they use a leaf blower on a furnace
[13:42:52] <_methods> just lots of bad pictures lol
[13:43:07] <_methods> so this is a test one
[13:43:09] <SpeedEvil> Jymmm: Proper stoves have a turbocharger in, and operate at 180PSI
[13:43:13] <SpeedEvil> :)
[13:43:15] <_methods> and i'll see how it perfroms
[13:43:21] <SpeedEvil> Now I want to make a wood jet engine.
[13:43:29] <Jymmm> _methods: Honestly, I'd try golden ratio, mostly for shits and giggles.
[13:43:36] <_methods> heheh
[13:43:38] <SpeedEvil> (wood fueled)
[13:44:13] <Jymmm> _methods: GR is found in nature everywhere, would just make sense to me.
[13:45:15] <Jymmm> _methods: Also, I would put an area BELOW the elbow to catch ash and where hot ambers to build up/ collect.
[13:45:38] <_methods> yeah i'll probably add that later on
[13:45:48] <_methods> like i said this one is purely for testing
[13:46:01] <_methods> i don't even know if it will work at this point because of the points you mention
[13:46:39] <Jymmm> Be careful of a downdraft, it could blow your fuel out and cause a ground fire.
[13:46:46] <_methods> we have TONS of 3/16 steel drop from a repeat job we do
[13:47:01] <_methods> so i plan on using that to make them
[13:47:05] <_methods> maybe sell them
[13:47:25] <Jymmm> and a plasma cutter i see =)
[13:47:29] <_methods> laser
[13:47:34] <Jymmm> bastard!
[13:47:38] <_methods> hehe
[13:47:46] <_methods> perks man
[13:48:07] <Jymmm> Yeah, fuck you and the metal cutting laser you rode in on!
[13:48:12] <_methods> it's nice having a 4000 watt laser 50' away
[13:48:22] <Jymmm> see above
[13:48:52] <Jymmm> is that a mora?
[13:49:09] <_methods> mora?
[13:49:12] <Jymmm> knife
[13:49:17] <_methods> where?
[13:49:34] <Jymmm> the only neon orange thing =)
[13:49:44] <_methods> ah that's my parang
[13:50:13] <Jymmm> thickness?
[13:50:24] <_methods> it's probably 3/16
[13:50:28] <_methods> maybe 1/8"
[13:50:45] <_methods> the malaysians designed the best machete ever in my opinion
[13:50:48] <Jymmm> Ah, so has some heft to it. How's it for processing wood?
[13:50:54] <_methods> good
[13:51:03] <_methods> one of hte main reasons i prefer that design
[13:51:09] <Jymmm> hows your hand afterwards?
[13:51:17] <_methods> it works extremely well in vines and as a great chopper
[13:51:20] <_methods> great
[13:51:34] <Jymmm> wait, chopper or splitter?
[13:51:34] <_methods> the curve of the blade requires less wrist action
[13:51:40] <_methods> chopper and splitter
[13:52:00] <Jymmm> Hmmm
[13:52:41] <Jymmm> I have a $20 cold steel kurkri machette, it's "not bad", but if you have to process a lot of wood, yeah, not gonna happen =)
[13:53:12] <_methods> http://www.amazon.com/Condor-Bushcraft-Parang-Machete-Ballistic/dp/B00E90IDV0/ref=sr_1_3?s=sporting-goods&ie=UTF8&qid=1448113981&sr=1-3&keywords=condor+parang
[13:53:30] <_methods> yeah the kukri design is inferior in my opinion
[13:53:32] <jthornton> 44F now with a high of 40F today lol
[13:53:44] <_methods> bt that depends on where you live and what you're chopping
[13:53:51] <_methods> or using the blade for
[13:53:58] <Jymmm> jthornton's hell is freezing over today =)
[13:54:01] <_methods> i'm sure the kukri is far superior in a grassland situation
[13:54:34] <jthornton> dunno if I would call this place hell or not
[13:54:52] <_methods> but for cutting through tropical/swamp type undergrowth the parang is very hard to beat
[13:55:01] <_methods> and chopping/splitting
[13:55:08] <Jymmm> there used to be a "test to destruction" video of the cold stell kukri, for $20, it took some serious abuse
[13:55:36] <_methods> yeah the parang i have is far from indestructible
[13:55:43] <_methods> it's some cheap steel with a handle
[13:56:05] <_methods> i wouldn't try to bust the bulkhead open on a submarine with it lol
[13:56:24] <Jymmm> It cut a 2x4, 2" square stell tubing, concrete cinder block. Tossed in a vise and bent 90deg, then back, and steill performed
[13:57:06] <Jymmm> For $20, you didn't care if you lost/abused it
[13:57:51] <_methods> yeah i think a lot of people just make their own out of leaf springs
[13:59:20] <Jymmm> I was impressed after the video
[13:59:57] <_methods> http://www.themachetestore.com/products/condor-eco-parang-machete/
[14:00:03] <_methods> it's only $40 from condor
[14:00:21] <_methods> i thought i only paid like $20
[14:00:25] <_methods> but i could be wrong
[14:00:48] <Jymmm> 3mm, thats 0.118"
[14:01:19] <_methods> yeah
[14:01:53] <Jymmm> I read 3/8", but that's not what you said =)
[14:01:53] <_methods> http://www.amazon.com/Condor-Tools-Knives-Parang-Machete/dp/B00KFPPEOW
[14:02:02] <_methods> i'll go measure it
[14:02:05] <_methods> one sec
[14:02:15] <Jymmm> its ok, my fault
[14:02:45] <Jymmm> You worte 3/16, I read that as 3/8" for some silly reason
[14:03:21] <_methods> it's .114"
[14:03:25] <_methods> by my calipers
[14:03:44] <_methods> if i make one it will be out of 1/4"
[14:03:51] <Jymmm> yeah, 1/8" basically =)
[14:03:52] <_methods> i'll just copy the design
[14:03:58] <_methods> 11ga
[14:04:22] <_methods> but if that thing was made out of 1/4" it would be perfect
[14:04:38] <Jymmm> for what?
[14:04:47] <_methods> for everything at that point
[14:04:59] <_methods> brush clearing and chopping
[14:05:12] <Jymmm> meat processing?
[14:05:15] <_methods> hahah
[14:05:18] <Jymmm> self defense?
[14:05:27] <Jymmm> carrying for 20 miles?
[14:05:28] <_methods> yeah both
[14:05:32] <_methods> that too
[14:05:45] <_methods> it fits right on my rucksack
[14:05:50] <_methods> perfect length
[14:06:55] <Jymmm> Giant beetles are attacking!!!
[14:07:05] <_methods> gojira
[14:07:20] <Jymmm> About the size of a us quarter
[14:07:33] <Jymmm> they are just going from the frnt porch light
[14:07:42] <Jymmm> like moths
[14:08:17] <Jymmm> _methods:
http://www.amazon.com/Cold-Steel-97KMS-Kukri-Machete/dp/B000FJRR2K
[14:08:50] <_methods> yeah
[14:08:57] <_methods> i've never been a fan of the kukri
[14:09:37] <Jymmm> Damn, now they are attacking the back windows!
[14:09:59] <Jymmm> KaTHUNK
[14:10:03] <_methods> they know
[14:10:10] <_methods> Jymmm is here
[14:10:36] <Jymmm> If they knew that, they would run away
[14:10:59] <Jymmm> I have 350 gallons of propane and a torch, any questions?
[14:11:42] <_methods> i told you not to keep those stolen egyptian antiquities in your underwear drawer
[14:11:47] <Jymmm> _methods: I wouldn't mind trying a parang... for $20
[14:12:02] <Jymmm> I didn't, they are in the sock drawer.
[14:12:02] <_methods> they're out there
[14:12:11] <_methods> try a golok or parang
[14:12:40] <_methods> they perfected machete design in southeast asia
[14:12:47] <archivist> I have just catalogued a slide "Minimum ignition energies for propane/air mixtures v pressure"
[14:13:24] <_methods> boom
[14:14:27] <Jymmm> archivist: MY issue is I'm still trying to understand the whole high/low pressure of propane. I had the service guy quote me for a new line, and he abotu freaked out when I request high pressure run.
[14:14:49] <Jymmm> Actually refused to even consider it
[14:15:20] <archivist> they understand some safety
[14:15:56] <Jymmm> This was a Good Ol Boy, he was probably fed from a propane bottle as a baby =)
[14:16:21] <Jymmm> He had been doing this a LONG time =)
[14:16:34] <archivist> and therefore does understand the stupidity of a domestic use of high pressure
[14:16:53] <_methods> hank hill
[14:18:10] <Jymmm> archivist: Well, it's all relative... I would have never considered 8 or 11 PSI as "high pressure"
[14:19:41] <Jymmm> _methods: is that full tang?
[14:19:56] <_methods> i have no idea actually
[14:21:10] <_methods> can't tell from the handle
[14:21:24] <_methods> it's got a molded plastic handle
[14:21:38] <_methods> so i'm guessing it's full tang
[14:21:46] -!- jthornton has quit [Quit: Leaving]
[14:21:50] <archivist> Jymmm, he probably thought you wanted the tank pressure 100-200 psi on the line
[14:23:08] <Jymmm> archivist: we were talking 8-11 PSI as being high pressure and
[14:23:11] <_methods> https://www.dropbox.com/s/21g4eexde2f4mpn/2015-11-21%2009.20.49.jpg?dl=0
[14:23:42] -!- jthornton [jthornton!~jthornton@172.243.160.48] has joined #linuxcnc
[14:24:11] <_methods> sorry bout the pic looks like dropbox decided to flip it to portrait instead of landscape
[14:26:19] <Jymmm> If it has full tang it be great, but the brass layard insert doesn't looking promising
[14:30:25] -!- sumpfralle has quit [Ping timeout: 276 seconds]
[14:33:22] <Jymmm> _methods:
http://www.bladeforums.com/forums/showthread.php/1104044-some-thoughts-on-the-condor-bushcraft-parang
[14:35:39] <Jymmm> _methods: Ah, cool... "Tang goes back to the lanyard hole and the lanyard tube goes through it. All the condors with the polypropylene(?) handles are made that way. "
[14:37:43] <Jymmm> _methods: I like it
[14:43:16] <Jymmm> _methods:
http://www.amazon.com/Ka-Bar-2-1248-2-Black-Cutlass-Machete/dp/B001H53Q80
[14:44:04] <Jymmm> _methods: WallyWorld
http://www.walmart.com/ip/Ka-Bar-Black-Cutlass-Machete/17687455
[14:44:58] <_methods> yeah i was lookin at that thing too
[14:46:34] <Jymmm> Honestly, I just want a good sized knife that can do some chopping, but mostly can baton even 6" rounds
[14:47:02] <_methods> well i highly recommend the parang
[14:47:18] <_methods> i've used lots of machetes and this is by far my favorite
[14:47:48] <Jymmm> Heh, maybe I'll eshape my kukuri to the parang =)
[14:47:54] <Jymmm> reshape*
[14:48:56] <_methods> well the thing i don't like about the kukri is that it guides vines towards your hand
[14:49:08] <Jymmm> ah
[14:49:10] <_methods> and if you're in the jungle cutting stuff like black cane you don't want that
[14:49:37] <_methods> there are lots of vines in this area also with thorns
[14:49:43] <Jymmm> whats the significane of black cane?
[14:50:00] <_methods> black cane is like the little brother of black palm
[14:50:12] <_methods> it's covered with evil little needles
[14:50:17] <Jymmm> ah
[14:50:26] <Jymmm> _methods: wth are you?
[14:50:36] <_methods> http://pics.davesgarden.com/pics/2004/05/28/palmbob/a84d84.jpg
[14:50:40] <_methods> that's black palm
[14:50:48] <Jymmm> where are you?
[14:50:55] <_methods> i'm in south carolina
[14:51:04] <_methods> but black palm is in central america
[14:51:07] <Jymmm> ouch
[14:52:03] <_methods> yeah
[14:52:20] <_methods> the black cane is like that but smaller version lol
[14:52:41] <Jymmm> still ouch
[14:53:04] <_methods> http://www.eyeinvent.com/gallery/Nature/nature076.jpg
[14:53:09] <_methods> nasty stuff
[14:53:21] <_methods> on top of it all the needle is covered in a sheeth
[14:53:42] <_methods> so when you pull out the needle it leaves the sheath in there for your infection pleasure
[14:53:45] <_methods> lol
[14:54:03] <_methods> https://c1.staticflickr.com/5/4049/4538986440_979b11c245.jpg
[14:54:28] <_methods> gotta love that running across your path at face level
[14:57:27] <Tom_itx> what a pic to wake up to..
[14:57:41] * Tom_itx prefers Jymmm's
[14:58:12] <_methods> heheh
[15:01:45] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[15:22:27] <greg> anyone set up servos on a 7i77? I need to buy drives/amps
[15:24:26] <PetefromTn_> yeah I have
[15:24:39] <PetefromTn_> about to do it again :0
[15:28:35] -!- patrickarlt has quit [Ping timeout: 272 seconds]
[15:29:25] -!- anth0ny has quit [Quit: anth0ny]
[15:30:10] -!- anth0ny has quit [Client Quit]
[15:30:43] <greg> what kind of drives did you use?
[15:31:08] <greg> I see some with and without gain etc. pots, does ti matter?
[15:31:17] <PetefromTn_> well on my Cincinatti Arrow 500 VMC I used Teco servos and drives from Machmotion
[15:31:31] <PetefromTn_> I used analog control
[15:31:40] <PetefromTn_> +/- 10v
[15:32:27] <JT-Shop> Tom_itx: getting any snow yet
[15:32:29] <PetefromTn_> most of the more commercial style drives have a PC based program and cable that you use to do a tentative tune on
[15:32:44] <PetefromTn_> then if you are using linuxCNC
[15:33:08] <PetefromTn_> once it is installed on the machine and known to not run away or something crazy like that you can fine tune it to the particular load
[15:33:30] <greg> tuning done in linuxcnc or on the drive?
[15:33:45] <greg> we have ~10" here
[15:34:18] <PetefromTn_> like I said...both basically
[15:34:52] <greg> what if the the amp doesn't have tuning
[15:35:08] <greg> can linuxcnc handle all of it?
[15:35:22] <zeeshan> greg there are 2 control loops
[15:35:30] <zeeshan> one is a position control loop that is done using linuxcnc
[15:35:43] <zeeshan> and one is a velocity/torque etc control loop that you do for your servos
[15:36:04] <zeeshan> so 2 tuning sessions
[15:37:00] <PetefromTn_> which Is why I bought the matched motors and drives that come already pre tuned to each other as well as come with completed cables etc.
[15:37:08] <zeeshan> tuning the motors isn't hard
[15:37:12] <zeeshan> takes a few min
[15:37:17] <zeeshan> i think the position control loop is hard!
[15:37:47] <Sync> yeah pretuned servo systems will never be as seksi as ones tuned on hte actual mechanical system
[15:37:50] <greg> so the drive must have feedback and tuning
[15:38:03] <zeeshan> greg yes
[15:38:10] <zeeshan> like for example mine is setup in velocity mode
[15:38:29] <zeeshan> (mine being the servo drive), so when you command 20 rpm, it spins at 20 rpm
[15:38:34] <PetefromTn_> Sync they come pretuned...then you FINE tune them on your machine
[15:38:50] <zeeshan> it always try to compensate for any errors to make sure they spin at 20 rpm
[15:38:53] <zeeshan> it being the servo drive
[15:38:59] <Sync> well, in general automation you slap the shit on, and be done
[15:39:09] <Sync> because nobody got time for tuning
[15:39:26] <Sync> zeeshan: holy fuck, just bedded the pads on the colt
[15:39:35] <greg> i get servos function, just no idea what it takes to get a 7i77 to run a motor i already have
[15:39:36] <Sync> the twin pot calipers bite insanely well now
[15:39:43] <zeeshan> linuxcnc monitors in my case a separate glass scale to see what the position of the machine is, so when linuxcnc commands 5" position it always try to make sure its at 5.000 "
[15:39:53] <zeeshan> greg maybe a circuit diagram will help?
[15:40:00] <greg> not needed
[15:40:04] <Sync> and I actually have a brake pedal :D
[15:40:18] <zeeshan> okay, not sure how else to answer your q then
[15:40:24] <zeeshan> Sync: haha nice
[15:40:48] <Sync> it is very very behaved under braking
[15:40:55] <PetefromTn_> greg perhaps it would help if you tell the nice folks what your setup is IE what kind of machine, what servos, what drives, etc...
[15:40:56] <Sync> no tendency to spin off
[15:41:01] <greg> I'm trying to find suitable drives on Ebay. 2 48V DC brush and 1 24-48V brushless
[15:41:35] <Sync> and they are very solid, did a lot of 160 - 80 kmh stops
[15:41:49] <greg> for 7i77. brushless has hall and encoder servos have encoders
[15:42:15] <zeeshan> cute little motors
[15:42:19] <archivist> hall is only for commutation
[15:42:28] <zeeshan> sync what pads
[15:42:31] <greg> some drives use it for feedback
[15:42:34] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[15:43:07] <greg> small lathe
[15:44:23] <Sync> zeeshan: some ferodo ceramic ones, used as well
[15:44:33] <Sync> but I just needed to test if the combo would work
[15:44:34] <zeeshan> used brake pads?!? :D
[15:44:37] <Sync> well
[15:44:40] -!- eFuchs_mobil [eFuchs_mobil!~voodoo@qo013.physik.uni-ulm.de] has joined #linuxcnc
[15:44:44] <Sync> they were on the evo before
[15:45:01] <Sync> and I did not feel like swapping them just to test if everything would work out
[15:45:09] <zeeshan> ah cool
[15:45:17] <greg> http://www.a-m-c.com/download/datasheet/be15a8.pdf is what i'm looking at then. encoder feedback
[15:45:42] <zeeshan> be series
[15:45:44] <zeeshan> can do both
[15:45:48] <zeeshan> some can also to tachometer
[15:45:51] <zeeshan> *do
[15:46:20] <zeeshan> decent drives when they're not blowing up
[15:46:23] <Sync> just ordered some tarox brake discs and some yellowstuff pads
[15:47:44] -!- anth0ny has quit [Quit: anth0ny]
[15:48:38] <Sync> I was rather suprised that the 29€ front brake discs did not warp
[15:49:16] <greg> motors don't have tachs
[15:51:07] <Tom_itx> JT-Shop, no snow yet
[15:51:20] <zeeshan> hi project manager
[15:51:46] <Tom_itx> 33�F 9:50 AM
[15:52:40] <Tom_itx> looks like it will miss you too
[15:52:48] <Tom_itx> http://www.intellicast.com/National/Radar/Current.aspx?animate=true&location=USKS0523
[15:53:02] <Tom_itx> morning canuck
[15:54:37] <zeeshan> lots of work to do this weekend :{
[15:55:02] * Tom_itx cracks the whip
[15:55:29] <zeeshan> supplemental income :D
[16:05:09] -!- Komzpa has quit [Client Quit]
[16:06:10] <zeeshan> Tom_itx: ever used one clamp
[16:06:11] <zeeshan> to hold a part?
[16:06:16] <zeeshan> with 2 bolts on each side
[16:06:32] -!- Komzpa has quit [Client Quit]
[16:07:51] -!- patrickarlt has quit [Ping timeout: 272 seconds]
[16:08:15] -!- Komzpa has quit [Client Quit]
[16:10:15] -!- Komzpa has quit [Client Quit]
[16:11:01] <Tom_itx> can't say i have
[16:11:28] <Tom_itx> maybe with a dowel pin
[16:12:15] -!- Komzpa has quit [Client Quit]
[16:14:14] -!- Komzpa has quit [Client Quit]
[16:14:33] * JT-Shop thinks a nap is near after eating biscuits for breakfast I'm sleepy
[16:16:15] -!- Komzpa has quit [Client Quit]
[16:16:42] <Tom_itx> JT-Shop, there was a tiny bit of snow on the fencepost in the shadows so maybe we did get a little bi
[16:16:43] <Tom_itx> t
[16:18:15] -!- Komzpa has quit [Client Quit]
[16:18:15] -!- JesusAlos [JesusAlos!~Thunderbi@80.173.130.240.dyn.user.ono.com] has joined #linuxcnc
[16:20:15] -!- Komzpa has quit [Client Quit]
[16:21:43] -!- Roguish [Roguish!~chatzilla@c-50-143-183-159.hsd1.ca.comcast.net] has joined #linuxcnc
[16:22:15] -!- Komzpa has quit [Client Quit]
[16:28:59] -!- Komzpa has quit [Ping timeout: 264 seconds]
[16:32:42] -!- erictheise has quit [Client Quit]
[16:46:28] -!- yasnak [yasnak!~yasnak@31.192.111.189] has joined #linuxcnc
[16:47:28] <zeeshan> im studying this drawing
[16:47:37] <zeeshan> i dont understand why they keep putting tolerances on certain holes
[16:47:44] <zeeshan> .250 +.010 -.000
[16:47:49] <zeeshan> a drill can easily do that?
[16:47:58] <greg> yes
[16:48:13] <zeeshan> not sure why some holes are explicitly tolerances
[16:48:14] <zeeshan> and some arent
[16:48:24] <zeeshan> *toleranced
[16:48:31] <greg> so as not to fall under titleblock tolerances
[16:48:57] <zeeshan> good point
[16:49:02] <zeeshan> the title block tolerance is +/- .010
[16:49:13] <archivist> to not seize on shoulder bolts
[16:50:30] <greg> tolerancing prints is important to getting exactly what was intended.
[16:50:46] <yasnak> Oh that sweet sweet sound of screaming ceramics on inconel. :/
[16:51:00] <zeeshan> greg i know, im a mech eng :P
[16:51:17] <Loetmichel> *meh* returned from the mall... bought about 300W worth of led christmas lights, some power strips, some cable ties and some timer switches... tomorrow i will have to install a whole bunch of lights outside on the balconys. thats the crux when you have a wife with a knack for decoration ;)
[16:51:22] <archivist> silly tolerances to just bump up manufacturing costs
[16:51:44] <yasnak> Tell that to our cartoonists, they tolerance every hole they can at +/- 0.0005
[16:52:00] <greg> to make cost effective parts you reall have to understand how tolerances work
[16:52:01] <zeeshan> lol
[16:52:10] <archivist> I had one loon do +- 0.000
[16:52:19] <yasnak> ID grind?
[16:52:25] <zeeshan> this tolerance to me is not right
[16:52:27] <greg> settings issue in CAD
[16:52:36] <archivist> I complained, he means as good as you can
[16:52:43] <yasnak> lol
[16:53:04] <yasnak> Well surely you work with some honest folk. Say that at our shop and you'll get a piece of stock back with no holes :P
[16:53:25] <zeeshan> if i send a drawing with even one dimension off
[16:53:28] <zeeshan> it stops the production line
[16:53:31] <zeeshan> its annoying!
[16:53:40] <zeeshan> they won't work on the next part
[16:53:40] <archivist> get it right!!!!
[16:53:42] <yasnak> ;) and machinists are a hard to please bunch
[16:53:50] <zeeshan> these aren't machinists
[16:53:52] <zeeshan> they are machine ops
[16:53:57] <zeeshan> doing braking
[16:54:01] <yasnak> Press?
[16:54:05] <zeeshan> yes
[16:54:08] <yasnak> Ah...
[16:54:15] <yasnak> You guys make the dies too?
[16:54:21] <zeeshan> no
[16:54:28] <zeeshan> for some reason, most of the times there is a machine hold call
[16:54:37] <zeeshan> it's because the operator doesn't understand what a symmetry line is
[16:54:44] <yasnak> lol
[16:54:46] <zeeshan> and i've only dimensioned one flange
[16:55:08] <zeeshan> sometimes they confused it with a bend line..
[16:55:11] <yasnak> When they tried to introduce GD&T here, shop grinded to a stop
[16:55:20] <greg> symmetry only counts if you dimensions across both flanges?
[16:55:40] <zeeshan> greg thats the overall width for example
[16:55:46] <zeeshan> but the flange length is say 1"
[16:55:58] <Tom_itx> zeeshan you should switch jobs with them if they're incompetent
[16:55:59] <zeeshan> and the flange is on both sides, i always dimension the one flange
[16:56:14] <zeeshan> Tom_itx: i'd be an expensive machine operator :)
[16:56:21] <zeeshan> i'd love to go run that machine for a day
[16:56:21] <yasnak> then make it a typical?
[16:56:25] <greg> not good practice
[16:56:28] <yasnak> seems simple enough
[16:56:35] <greg> typical is OK
[16:56:37] <zeeshan> greg it is good practice according ansy y14.5
[16:56:45] <zeeshan> symmetry lines are awesome!
[16:56:49] <archivist> at one place I only got overall sizes no detail, the clueless idiots meant "measure the extrusions and make it work"
[16:56:55] -!- ChuangTzu [ChuangTzu!~ct@162.245.164.130] has joined #linuxcnc
[16:57:56] <yasnak> Archivist, for some reason our engineers do not understand interference or how to tolerance it
[16:58:18] <yasnak> On 25+ part assemblys ran by multiple people it turns into a dumpster fire fast
[16:58:47] <archivist> yasnak, none of the guides for interference go down to the sizes I work at these days
[16:58:56] <zeeshan> yasnak: the problem i see w/ mech eng
[16:59:09] <greg> If using symmetry it should be consistent, not one dimension overall and then one symmetric, guys on the floor don't study Y14.5
[16:59:22] <zeeshan> is if you're a design engineer, you don't seem to do a lot of manufacturing stuff.
[16:59:48] <zeeshan> it's upto the manufacturing engineer to specify those tolerances
[16:59:48] <zeeshan> etc
[16:59:53] <zeeshan> which i think is completely bullshit
[16:59:56] <archivist> designers must spend time making
[17:00:20] <zeeshan> a design engineer for example will be more focused on how to provide adequate ventilation
[17:00:31] <zeeshan> and provide the required function
[17:00:43] <zeeshan> i should mention, a _bad_ design engineer
[17:00:58] <archivist> I had an impossible inside step of one thou on a part
[17:01:04] <zeeshan> a good one will do that + considering design to manfacture, social impact, env. impact etc
[17:02:02] <greg> some are there to do the best job possible, other just need the beer money
[17:02:49] <greg> but company culture has a large influence
[17:03:23] <zeeshan> right now my task at work is ensuring a lifting bracket meets strength specs
[17:03:26] <zeeshan> and optimizing it
[17:03:41] <zeeshan> my brain can't handle manufacturing it at the moment
[17:04:24] <zeeshan> what will likely happen is, by the time im done strength calcs and basic optimization
[17:04:40] <zeeshan> ill be told it needs to be released right away, so won't have time to think about manufacturing
[17:04:44] * Tom_itx spins zeeshan's brain so he thinks 'lathe'
[17:04:58] <zeeshan> and i'll be honest
[17:05:08] <zeeshan> sometimes if a machine operator is known to cause trouble
[17:05:15] -!- tobias47n9e has quit [Ping timeout: 240 seconds]
[17:05:19] <zeeshan> there might be things done on a drawing on purpose :-)
[17:05:37] <zeeshan> master troll
[17:05:52] <greg> what is this product that so much effort goes into a lifting lug?
[17:07:01] <zeeshan> they're like 4000lb electrical enclosures
[17:07:11] <zeeshan> and it's going to be part of the standard product line
[17:07:12] <CaptHindsight> it's a winter wonderland here
[17:07:17] <zeeshan> CaptHindsight: same here
[17:07:28] -!- eFuchs_mobil has quit [Remote host closed the connection]
[17:07:30] <zeeshan> switchgear stuff
[17:07:47] <yasnak> A sqaure die and punch. Even after EDM'ing there is still a 0.005" CR. Sigh...
[17:08:14] <zeeshan> wire edm?
[17:08:24] <zeeshan> or sink
[17:08:39] <CaptHindsight> yikes down to 7F tonight and this isn't Canada
[17:08:51] <yasnak> Office in WI said they got around half a foot. Here in Florida its just another muggy day surrounded by brain-dead idiots who still can't drive.
[17:09:16] <Loetmichel> btw: anyone knows where to get a die and punch for a knee press that does Dsub 9 and dsub 15 "holes" in sheet metal?
[17:09:21] <greg> yeah it's piling up here in NW of Chicago
[17:09:39] <yasnak> Wire, Fanuc 600iA
[17:09:40] <CaptHindsight> yasnak: yeah people were driving <25mph down the highways last night
[17:10:18] <CaptHindsight> bbl after ski shopping
[17:10:23] <zeeshan> http://i.imgur.com/83h1Wth.jpg
[17:10:24] <yasnak> Haha, yeah that first snow is always fun. Have to remember how to brake.
[17:10:28] <zeeshan> http://i.imgur.com/0YJM0JX.jpg
[17:10:31] <Loetmichel> CaptHindsight: why?
[17:10:34] <zeeshan> anyone have a use for these?
[17:10:35] <Loetmichel> because of a bit of snow?
[17:11:08] <CaptHindsight> Loetmichel: yes, they all forget how to drive in snow every year, it take 2-3 snows for it to get better
[17:11:17] <Loetmichel> hrhr
[17:11:27] <CaptHindsight> they give just about anyone that can see over the wheel a license to drive here
[17:11:31] <Loetmichel> i drive an Opel Omega 2,5l turbocharged diesel
[17:11:32] <yasnak> Usually the first snow doesn't have that load of salt yet. It also is usually the freezing rain/drizzle kind. After that its fine haha
[17:11:45] <Loetmichel> RWD, front engine... and i never have problems with winter driving
[17:11:48] <greg> plus the people who either only run summer tires or were too lazy to change them
[17:12:00] -!- eFuchs_mobil [eFuchs_mobil!~voodoo@qo013.physik.uni-ulm.de] has joined #linuxcnc
[17:12:23] <Loetmichel> actually i cant understand how the ones with suvs are sitting on the german streets and sliding sideways instead of going forwar as soon as there are 3 snowflakes on the street ;)
[17:13:12] <Loetmichel> i DO carry around a few sacks of sand/salt and some steel plates in winter tho
[17:13:37] <Loetmichel> ... in the trunk. to get a BIT of pressure on the rear wheels ;)
[17:13:56] -!- patrickarlt has quit [Quit: Leaving...]
[17:14:01] <CaptHindsight> zeeshan: syringe pumps?
[17:14:04] <zeeshan> yes
[17:14:05] <greg> Blizzaks were excellent when I used them.
[17:14:06] <yasnak> Used to have an hour drive in northern wisconsin to work each day, if you went too slow and hit a drift you'd be stuck until the next car came through. Which would be hours.
[17:14:07] <zeeshan> i got a lot of them
[17:14:10] <zeeshan> not sure what to do w/ em
[17:15:43] <zeeshan> servos are dinky
[17:15:46] <zeeshan> i mean steppers
[17:15:46] <CaptHindsight> Loetmichel: we learned and managed with RWD cars every winter, now they have 4WD mall cruisers and they can't handle a few cm of snow
[17:16:13] <CaptHindsight> zeeshan: syringe based materials deposition
[17:16:46] <CaptHindsight> bio, solder paste, high viscosity photopolymers etc
[17:16:55] <zeeshan> want some? :p
[17:17:01] <zeeshan> i'll never be doing that
[17:17:07] <Loetmichel> CaptHindsight: yeah, thats what i dont understand
[17:17:24] <Loetmichel> my car is about 2 tons. and about 1,5 of that on the front axle...
[17:17:27] <CaptHindsight> Loetmichel: they are building dumber people is all
[17:17:27] <yasnak> bio-absorbable minature injection molder haha
[17:17:45] <Loetmichel> ... and i STILL dont manage to get myself stuck ;)
[17:18:10] <Loetmichel> and to top it off i only have my drivers license since 2003
[17:18:36] <Loetmichel> ... and have driven a scooter for 15++ years before that all year, even in the winter
[17:18:39] <CaptHindsight> I guess there isn't an app for driving in the snow :)
[17:19:14] <yasnak> I learned on a Ford F6000 dump truck with 13 speed
[17:19:17] <Loetmichel> fun thing to commute 42km to work (and the same stretch back) with a 50cc scooter at -10°c and 20cm of snow ;)
[17:19:20] <CaptHindsight> zeeshan: how are yours controlled? what inputs?
[17:19:27] <yasnak> Clutch was so hard I would have to pull myself against the steering wheel to push it in
[17:19:45] <zeeshan> CaptHindsight: no idea
[17:19:46] <zeeshan> haha
[17:19:46] -!- Sairon [Sairon!~jm@c-98-219-193-107.hsd1.pa.comcast.net] has joined #linuxcnc
[17:19:50] <zeeshan> would need to grab a pdf for em
[17:19:54] <Loetmichel> yasnak: yeah, i know that kind of thing... had a '61 magirus myself a while
[17:20:03] <CaptHindsight> Loetmichel: the sides of the roads here would red and littered with scooter parts
[17:20:12] <CaptHindsight> would be red
[17:20:30] <Loetmichel> CaptHindsight: i DID fall a few times each winter
[17:20:57] <Loetmichel> but at 50kph and with the snow to cushiopn your impact its pretty much no problem to get up again and drive on ;)
[17:21:11] <CaptHindsight> zeeshan: nema17 steppers on them?
[17:21:32] <zeeshan> nema23
[17:21:40] <Loetmichel> you learn quick to retract your feet inside the "vehicle envelope" when sliding tho ;)
[17:21:44] <yasnak> Yeah, big huge thing. Would never start the first try haha, had to use ether usually. Was 15 and wanted to show off, parents gone. My dad leaves his sticks in gear, so I start it and the thing takes off in reverse...oh good times.
[17:22:12] <Loetmichel> yasnak:
http://www.cyrom.org/palbum/main.php?g2_itemId=3527&g2_imageViewsIndex=1
[17:22:15] <Loetmichel> any questions?
[17:22:33] <yasnak> Oh man, thats some beauty.
[17:22:34] <Loetmichel> that thing is 10 tons and has NO servo steering or clutch whatsoever
[17:22:47] <yasnak> Right. At least I had power steering :P
[17:22:55] <Loetmichel> and hydraulic brakes, no air :-)
[17:23:04] <Loetmichel> no power steering ;)
[17:23:17] <Loetmichel> fun thing to side park in such a monster ;)
[17:23:24] <Loetmichel> parallel park
[17:23:25] <yasnak> Exactly why my dad had absolutely no problem teaching me the hard way how to drive stick. Probably because its getting way to easy these days.
[17:23:58] <Loetmichel> it is air cooled. and diesel
[17:24:12] <Loetmichel> so no worries on getting it started. it will start even in -20°c
[17:24:23] <CaptHindsight> zeeshan:
http://www.ebay.com/itm/TECAN-CAVRO-SCIENTIFIC-INSTRUMENTS-726792-E-SYRINGE-PUMP-500ul/361283789814 look similar and $80ea
[17:24:46] <zeeshan> old model
[17:24:50] <Loetmichel> preglow for 1 minute... hold your breath, start... wait for the black cloud to dissipate, breath again ;)
[17:25:13] <zeeshan> this is xlp3000
[17:25:14] <Loetmichel> 9.5L V6 with 150Hp ;-)
[17:25:19] <Loetmichel> no turbocharger ;)
[17:25:53] <zeeshan> http://www.ebay.com/itm/261393313915
[17:25:54] <zeeshan> new
[17:26:45] <Loetmichel> and ~700 lbft ;)
[17:26:48] <Loetmichel> toque
[17:26:48] <yasnak> Haha. But to this day you could still fix it. Now you need some $10K diagnostics program and a $10K proprietary computer adapter for the most simple engine.
[17:26:51] <Loetmichel> +r
[17:27:07] <zeeshan> http://www.mbedded.ninja/electronics/teardowns/cavro-xl3000-8-port-syringe-pump-teardown
[17:27:09] <zeeshan> interesting
[17:27:16] <zeeshan> apparently very easy to work with
[17:27:18] <yasnak> Oh you didn't want a power sunroof in your dump truck? :P
[17:27:20] <Loetmichel> yasnak: right
[17:27:25] <zeeshan> its just rs485 and 24v
[17:27:37] <Loetmichel> and it even runs on 5 cylinders if you manage to seize one... BTDT ;)
[17:28:18] <Loetmichel> the starter broke the conrod off the camshaft and the engine simply started on 5 cyl ;)
[17:29:00] <yasnak> Obviously by design of course
[17:29:28] <Loetmichel> no, the starter is just a bit oversized
[17:29:50] <yasnak> Or is the hammer? lol
[17:30:05] <Loetmichel> the screws that hold the conrod bearing on the camshaft simply sheared off
[17:30:10] <yasnak> I mean they still run these trucks for a reason....
[17:30:36] <Loetmichel> when i tirend restarting the engine after it had seized a piston
[17:30:41] <Loetmichel> tried
[17:42:55] <zeeshan> yum maple syrup and pancakes
[17:44:47] -!- almccon_ has quit [Ping timeout: 240 seconds]
[17:44:48] -!- ybon has quit [Ping timeout: 240 seconds]
[17:47:36] * Tom_itx swipes his finger thru the maple syrup to sample it
[17:47:44] <zeeshan> it's canadian!
[17:47:50] <zeeshan> it's one thing we got right :)
[17:47:56] <Tom_itx> hah
[17:48:40] Sairon is now known as norias
[17:49:24] <zeeshan> man there has to be some easier way
[17:49:29] <zeeshan> to make a part that has chamfers on its side
[17:49:42] <zeeshan> like through a macro
[17:49:56] <zeeshan> just tell it the edge
[17:50:00] <zeeshan> and it chamfers :p
[17:50:02] <yasnak> In what? CAD?
[17:50:09] <zeeshan> no on the machine
[17:50:15] <yasnak> Hmmm, what control?
[17:50:18] <zeeshan> linuxcnc
[17:50:26] <zeeshan> i wanna address a lot of these small jobs nuisances today
[17:50:38] <zeeshan> lemme post dwg of one of the parts
[17:50:48] <yasnak> What post do you use...I've never used linuxcnc
[17:52:14] <zeeshan> i use mastercam
[17:52:20] <zeeshan> but i want to not do this part o nthe computer
[17:52:24] <zeeshan> because it's a simple part
[17:53:27] <yasnak> Turning chamfer? Or milling?
[17:53:51] <yasnak> And whats tool nose rad?
[17:54:00] <yasnak> Or CR
[17:54:00] <zeeshan> http://i.imgur.com/cgXLF6Z.jpg
[17:54:01] <zeeshan> ROFL
[17:54:24] <zeeshan> http://i.imgur.com/ce4MUkP.png
[17:54:43] <zeeshan> so this part
[17:54:49] <zeeshan> 6 holes i want a macro for
[17:54:52] <yasnak> http://i.imgur.com/jNCQxCu.jpg
[17:54:53] <zeeshan> i'll set it up today
[17:54:58] <zeeshan> rofl
[17:55:48] <zeeshan> i want to come up with a way
[17:55:56] <zeeshan> that i can specify the nominal edge of the part
[17:56:04] <zeeshan> and then chamfer it using an end mill
[17:56:08] <yasnak> 90 deg?
[17:56:17] <zeeshan> rather than having to put this part through mastercam
[17:56:25] <zeeshan> its a very simple manual part that should be able to be done w/ conversational
[17:56:31] <yasnak> I got a macro with variables. Does your machine do variab;les?
[17:56:41] <zeeshan> linuxcnc can do variables yes
[17:57:05] <yasnak> Conversational...just pull the hole and decrease its size. That way the tool tip is inside the hole. Then mill OD. Shouldn't that be easy enough?
[17:58:13] <zeeshan> ??
[17:58:14] <zeeshan> :)
[17:58:53] <zeeshan> hi jt
[17:59:02] <zeeshan> help me setup your jt mill macros :D
[18:02:55] <archivist> or time to try the new features thing
[18:03:43] -!- anth0ny has quit [Client Quit]
[18:04:20] -!- FinboySlick1 [FinboySlick1!~shark@squal.net] has joined #linuxcnc
[18:04:26] -!- FinboySlick1 has quit [Client Quit]
[18:04:50] <zeeshan> new features thing?
[18:05:33] <zeeshan> LinuxCNC 2.7.2 is out, with an important bugfix in canned cycle preliminary motion.
[18:05:35] <zeeshan> what be this
[18:05:58] <archivist> https://forum.linuxcnc.org/forum/40-subroutines-and-ngcgui/26578-linuxcnc-features-a-kind-of-ngcgui
[18:08:55] -!- eFuchs_mobil has quit [Remote host closed the connection]
[18:10:02] <zeeshan> im liking the icons :)
[18:10:12] <malcom2073> Heh, so I was fiddling with ngcgui on my old old version, it looks like I need to get a newer version where it actually works, I kinda like it
[18:11:26] <greg> many controls can program corner radius and chamfers, fanuc 0m in my Emco mill does.
[18:11:37] <zeeshan> greg yea man
[18:11:47] <zeeshan> ive used sinumerik and fanuc i series
[18:11:54] <zeeshan> and both allow you to do radius
[18:12:01] <zeeshan> i never tried doing a chamfer, im sure you can do it
[18:12:21] <zeeshan> this linuxcnc features thing looks very promising
[18:12:25] <zeeshan> https://forum.linuxcnc.org/media/kunena/attachments/19709/e2.png
[18:12:28] <zeeshan> lets you do some serious shapes
[18:12:47] <zeeshan> i see drilling too
[18:12:49] -!- JesusAlos has quit [Quit: JesusAlos]
[18:12:50] <zeeshan> https://forum.linuxcnc.org/media/kunena/attachments/19709/e1.png
[18:12:51] <greg> c instead of r is all you change
[18:13:21] <zeeshan> greg do you have the fanuc manuals
[18:13:23] <zeeshan> for your emco?
[18:13:25] <greg> yes
[18:13:38] <zeeshan> i came across this awesome website online
[18:13:44] <zeeshan> it has so many of the older manuals
[18:13:47] <zeeshan> some new, not much of the new
[18:13:54] <greg> it's the small toyish PC Mill 125
[18:14:00] <zeeshan> http://cncmanual.com/fanuc/
[18:14:00] <greg> a french site?
[18:14:04] <zeeshan> maybe that might help in the future
[18:14:08] <zeeshan> its been superhelpful to me
[18:14:26] <zeeshan> it has specs on my servos
[18:14:29] <zeeshan> and servo drives
[18:14:49] <zeeshan> site is a bite poorly organized, but the search for manual does pick up major keywords
[18:14:52] <greg> wow yes, save that bookmark.
[18:15:05] <zeeshan> spread it!
[18:15:12] <zeeshan> so they are easier to find :D
[18:28:30] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[18:49:20] -!- anth0ny has quit [Quit: anth0ny]
[18:49:41] -!- Nick001-shop [Nick001-shop!~chatzilla@hrbg-74-47-124-114-pppoe.dsl.hrbg.epix.net] has joined #linuxcnc
[18:57:24] <yasnak> doesn't help when you're controls are...yaskawa siemens 840d ;p
[18:58:53] <yasnak> 2" facemill going 150 ipm...
https://vid.me/EjbX
[19:01:01] <malcom2073> When linuxcnc says "unknown m code used", how do I find out what line in the file that m command is on?
[19:01:08] <malcom2073> Sorry, when *axis* says that
[19:01:41] <yasnak> are the lines numbered? not sure on linuxcnc but our controls dont display line because of read-ahead unless they're numbered
[19:02:23] <fenn> zeeshan the "bugfix in canned cycle preliminary motion" was about retracting to a different plane after peck drilling with g83 when you started the canned cycle halfway deep in the hole
[19:02:51] <zeeshan> ah
[19:02:54] <fenn> it would retract to where you started the cycle instead of the specified retract height
[19:03:02] <yasnak> haha, oops.
[19:03:02] <fenn> or something like that
[19:08:04] <renesis> fenn: and then go to the next hole?
[19:08:14] <fenn> right, resulting in bit breakage
[19:08:21] <renesis> heh someones reward for getting creative
[19:08:27] <fenn> apparently this is how fanuc did it
[19:08:40] <renesis> go fanuc!
[19:09:37] <renesis> so someone would have to drill with g1 for some reason then do the canned drill
[19:09:56] <renesis> that doesnt seem as creative as i originally thought
[19:17:00] -!- FinboySlick has quit [Quit: Leaving.]
[19:17:06] <malcom2073> Hmm, there are no m commands in this file anymore, and I'm still getting "unknown m code used"
[19:26:57] -!- sasa [sasa!~sasa@177.42.121.97] has joined #linuxcnc
[19:27:35] <sasa> hi, I'm trying to compile linuxcnc on slackware64 but i'm getting a build error.
[19:28:08] <sasa> http://pastebin.com/XRqwmRdn
[19:28:40] <sasa> this is with version 2.6.11
[19:28:51] <sasa> but i got a similar one also with 2.7.2
[19:29:02] <sasa> any suggestions what should be missing ?
[19:30:01] <sasa> boost on slackware is 1.59.0
[19:30:32] <sasa> what is the required version for boost ?
[19:32:57] -!- saxa [saxa!~saxa@177.8.231.102] has joined #linuxcnc
[19:35:07] <sasa> another question is, is 2.6.11 stable release and 2.7.2 development release or are both stable ?
[19:37:00] amnesic_away is now known as amnesic
[19:38:25] amnesic is now known as amnesic_away
[19:40:11] <malcom2073> Woot, got it figured out, ngcgui needed a M110 executable
[19:40:29] <malcom2073> Specifically, spin.ngc for spindle speed
[19:45:49] <yasnak> weird, m3 is spindle speed for all controls i use haha
[19:46:04] <yasnak> m3, m4
[19:46:40] -!- anth0ny has quit [Client Quit]
[19:47:19] <pcw_home> linuxcnc's M3,M4,M5 are standard AFAIK
[19:47:38] <pcw_home> CW,CCW,STOP
[19:49:09] <pcw_home> both 2.6.11 and 2.7.2 are stable, development branch is 2.8
[19:52:38] -!- anth0ny has quit [Client Quit]
[19:54:05] -!- eeFuchs [eeFuchs!~huehuehue@dyn-31-25-157-250.ewacom.ropa.net] has joined #linuxcnc
[19:57:28] -!- eFuchs has quit [Ping timeout: 244 seconds]
[19:57:44] <sasa> pcw_home: ok thx
[20:01:25] <Roguish> pcw_home: hope u r feeling ok now. hey, I run the 5i20 and 6i24 boards for a 3 servo mill. with a 7i37 for some i/o. anyway, the 16 inputs are not quite enough. can the regular GPIOs (beyond the 3 servo area) on the 5i20 be used like a dry contact input?
[20:04:16] <pcw_home> Yes but they are fast (so may need debounce filter) and unprotected
[20:04:18] <pcw_home> so be careful that you only connect them to ground from the 5I20,6I24 card itself,
[20:04:19] <pcw_home> not some random machine ground that may have enough potential difference to damage the FPGA
[20:07:11] <Roguish> yeah I learned that one the hard way. can those GPIOs drive as outputs? I see the card is limited to 500 mA output total on the 3 headers (correct?). there are some small 5v relay boards that cite 15-20mA current requirements.
[20:07:30] <pcw_home> since theres no current limiting when you directly ground the pins,
[20:07:32] <pcw_home> -0.7V for 30 ns will damage the FPGA input protection diodes
[20:07:33] <pcw_home> a series 100 Ohm resistor will make it much safer
[20:09:05] -!- eFuchs [eFuchs!~huehuehue@dyn-31-25-157-250.ewacom.ropa.net] has joined #linuxcnc
[20:09:08] <Roguish> ok. no danger. i'll avoid that all together. or how about one of those fancy current limiters like on your newer boards?
[20:09:58] <pcw_home> you can drive small relays with the FPGA outputs but you _must_ have a flyback diode and to get 5V swing
[20:09:59] <pcw_home> you connect relay to 5V (from 5I20/6I24) and use open drain mode so you get full 5V swing
[20:10:36] <Roguish> ok. the flyback goes across the relay coil, right?
[20:11:19] <pcw_home> the protection devices in newer FPGA cards are to allow 5V inputs,
[20:11:20] <pcw_home> they will take up to 10V or so without harm but _no_ negative voltage
[20:12:07] <pcw_home> Yes flyback is across relay coil (cathode to + side of relay coil)
[20:12:49] <Roguish> ok, my new J1900 mb with the 6i24 has a couple of PCIe slots. what do you have to get me additional 'safe' i/o? isolated
[20:12:50] -!- eeFuchs has quit [Ping timeout: 246 seconds]
[20:13:17] <pcw_home> another 7I37 is a possibility
[20:13:55] <Roguish> is there a PCIe version? i'm on mesanet right now.
[20:14:53] <Roguish> the 3 servos come out of the first 2 headers (really the first 1 1/2)
[20:15:48] <pcw_home> how many I/O points do you need?
[20:16:46] <Roguish> not sure yet. i'm figuring up a new button/switch control panel.
[20:21:08] <Roguish> principally I want all ancillary i/o isolated.
[20:24:05] -!- eeFuchs [eeFuchs!~huehuehue@dyn-31-25-157-250.ewacom.ropa.net] has joined #linuxcnc
[20:27:22] -!- anth0ny has quit [Quit: anth0ny]
[20:27:53] -!- eFuchs has quit [Ping timeout: 246 seconds]
[20:33:42] -!- norias has quit [Ping timeout: 260 seconds]
[20:41:23] -!- gavlee has quit [Ping timeout: 244 seconds]
[20:41:41] -!- sasa has quit [Quit: leaving]
[20:42:54] <greg> in a small not so fast machine is there much difference in performance between torque and velocity mode servos?
[20:48:15] -!- Komzpa has quit [Ping timeout: 240 seconds]
[20:53:36] -!- gavlee [gavlee!~gavlee@cpc20-walt12-2-0-cust470.13-2.cable.virginm.net] has joined #linuxcnc
[20:55:54] <zeeshan> in theory torque control is supposed t obe better
[20:55:59] <zeeshan> but i have a relatively big machine
[20:56:05] <zeeshan> and it's controlled in speed mode
[20:58:08] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[21:03:46] -!- norias [norias!~jm@2601:549:c001:2ddc:adf1:b377:afd5:9606] has joined #linuxcnc
[21:15:49] -!- tinkerer has quit [Remote host closed the connection]
[21:16:38] -!- amiri has quit [Remote host closed the connection]
[21:17:51] -!- sumpfralle [sumpfralle!~lars@erina.opennet-initiative.de] has joined #linuxcnc
[21:18:20] <greg> I read a bit and torque mode has no feedback to the drive. torque mode drives are cheap
[21:25:33] -!- willburrrr2003 [willburrrr2003!ac382af7@gateway/web/freenode/ip.172.56.42.247] has joined #linuxcnc
[21:25:36] <zeeshan> yes, but now your host controller
[21:25:50] <zeeshan> needs to control 2 loops
[21:25:56] <zeeshan> one i think is at very high speeds
[21:25:58] <willburrrr2003> good afternoon from Seattle :)
[21:26:02] <zeeshan> im not an electronics expert :P pcw would know best
[21:28:00] -!- Tecan has quit [Ping timeout: 255 seconds]
[21:28:53] <willburrrr2003> Having a frustrating day, I went to work on my CNC lathe project lastnight, and my computer will not boot! So it looks like I have to start all over with my configs. One question I have is, can a pwm signal be used to control a speed controller that needs a frequency? Or do I need to generate a frequency like I have been doing?
[21:29:20] <willburrrr2003> Stepconf only seems to cover pwm for spindle control thats why I am asking
[21:31:05] <greg> seems like there is no inner loop with torque mode. post 5...
http://www.cnczone.com/forums/servo-motors-drives/66964-torque-mode-position-mode-speed-velocity-mode.html
[21:34:54] -!- skunksleep has quit [Ping timeout: 250 seconds]
[21:35:26] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[21:35:30] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:37:40] <willburrrr2003> I am curious who is working on what machines withy our linuxcnc, my project is a minilathe thats been converted to cnc...it's a work in progress
[21:37:55] <pcw_home> yes for torque mode drives, linuxcnc is responsible for the velocity loop so needs a fairly high servo thread rate
[21:38:47] <greg> how would that work with 7i77?
[21:39:08] <greg> i have an emco compact 6 lathe Im working on
[21:39:52] <pcw_home> you just need to run PC hardware that is OK with a 4 KHz or so servo thread
[21:43:48] <greg> i have 7i77 coming. I'm in over my head. The only other system I put together is with Geckos.
[21:44:27] <pcw_home> (velocity mode drives are normally fine with 1 KHz or so)
[21:45:05] <greg> I see, more work for the control in torque mode
[21:45:08] <pcw_home> if your drives can do either mode, I would chose velocity mode
[21:45:47] <greg> I'm ebaying for drives now
[21:45:57] <pcw_home> main advantages or torque mode:
[21:45:59] <pcw_home> you can monitor and limit the drives torque
[21:46:29] <pcw_home> advantages of
[21:48:34] <greg> i'm leaning toward torque mode for turret motor because it needs to ratchet against a pawl and velocity for axis for smoother movement.
[21:49:45] -!- skunksleep has quit [Ping timeout: 252 seconds]
[21:49:52] <greg> can i feed encoder signal to both the drive and 7i77 as long as there is enough current from the encoder?
[21:51:02] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:51:52] <pcw_home> Yes thats possible
[21:52:20] <pcw_home> we also have a splitter if there are electrical issues
[21:53:16] <greg> OK. I'm sorry I'm not familiar with your connection to Mesa, just that there is one.
[21:53:32] -!- willburrrr2003 has quit [Quit: Page closed]
[21:55:59] -!- [qube] [[qube]!~cube@204.237.15.88] has joined #linuxcnc
[21:57:00] -!- [cube] has quit [Ping timeout: 250 seconds]
[22:00:23] -!- skunksleep has quit [Ping timeout: 260 seconds]
[22:06:05] cradek_ is now known as cradek
[22:06:13] -!- cradek has quit [Changing host]
[22:06:13] -!- cradek [cradek!~chris@emc/board-of-directors/cradek] has joined #linuxcnc
[22:06:13] -!- mode/#linuxcnc [+v cradek] by ChanServ
[22:09:15] -!- micges has quit [Ping timeout: 260 seconds]
[22:10:14] micges_ is now known as micges
[22:13:15] <Deejay> gn8
[22:13:38] -!- skunksleep [skunksleep!~AndChat14@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[22:14:29] -!- Deejay has quit [Quit: bye]
[22:23:43] -!- ChuangTzu has quit [Ping timeout: 260 seconds]
[22:33:56] -!- anomynous_ [anomynous_!~anomynous@176-93-66-248.bb.dnainternet.fi] has joined #linuxcnc
[22:36:37] -!- roh has quit [Ping timeout: 276 seconds]
[22:36:46] -!- roh [roh!~roh@yamato.hyte.de] has joined #linuxcnc
[22:37:55] -!- anomynous has quit [Ping timeout: 276 seconds]
[22:37:56] -!- uwe_ has quit [Ping timeout: 276 seconds]
[22:38:09] -!- uwe_ [uwe_!~uwe_@dslb-084-056-052-123.084.056.pools.vodafone-ip.de] has joined #linuxcnc
[22:39:55] * JT-Shop calls it a day, forgot to put salt in the bread and laid out the holes in the OSB backwards...
[22:40:24] <Sync> nice
[22:44:32] -!- chillly has quit [Quit: Ex-Chat]
[22:44:48] -!- markvandenborre [markvandenborre!~mark@li19-195.members.linode.com] has joined #linuxcnc
[22:45:18] <markvandenborre> I have a long term plan for building a 4x8 CNC
[22:47:13] <markvandenborre> and I'm looking into getting acquainted with something as minimal as possible that will let me play with the concepts
[22:47:34] <markvandenborre> (minimal in terms of mechanics)
[22:48:01] <JT-Shop> a machine or simulator?
[22:48:01] <markvandenborre> but as closely replicating the final setup as possible on the electronics front
[22:48:10] <markvandenborre> and the software side
[22:48:18] <markvandenborre> JT-Shop: machine
[22:48:45] <JT-Shop> plasma or router?
[22:48:51] <markvandenborre> router
[22:49:15] <markvandenborre> (the final goal being cutting plywood and osb sheet material)
[22:50:10] <yasnak> Would think the actual CNC frame is the hardest part, the steppers and such you just bolt on and wire. :P
[22:50:45] <markvandenborre> yasnak: need to start somewhere
[22:50:49] <JT-Shop> 4x8 sounds beyond steppers
[22:51:36] <yasnak> you know what I mean :P
[22:52:10] <yasnak> Just a gantry style. not too hard to build but I'd be more worried about saving money for the frame haha
[22:52:33] -!- Audioburn has quit [Ping timeout: 272 seconds]
[22:53:26] <markvandenborre> are you trying to say there will be limited portability of experience from a small setup to a big one in any case?
[22:54:18] <markvandenborre> I mean, I _have_ built this lasersaur machine (but that's just following plans really, and the difficult parts were presoldered and whatnot)
[22:54:55] <markvandenborre> and I _have_ >15 years of linux under my belt, of which 3 years of "devops" consulting
[22:55:19] <JT-Shop> lol that puts you at a disadvantage
[22:55:47] <markvandenborre> at least it will help me convince software to cooperate
[22:56:25] <markvandenborre> well, let me rephrase my question
[22:56:40] <markvandenborre> where would you start, given you know a bit of my background now
[22:56:40] <JT-Shop> what flavor of linux do you use now?
[22:56:46] <markvandenborre> Debian, obviously
[22:57:06] <markvandenborre> err... sorry, the obviously was a thinko
[22:57:54] <JT-Shop> I would download the Debian Wheezy liveCD and install that then build your machine in vismachine
[22:58:08] * markvandenborre googles vismachine
[22:58:29] * JT-Shop gets the link to linuxcnc documents
[22:59:04] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-59-160.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[22:59:06] <JT-Shop> http://linuxcnc.org/docs/2.7/html/gui/vismach.html
[22:59:30] <JT-Shop> it's much better to head straight to the linuxcnc docs
[22:59:44] <JT-Shop> so much old out of date info out there
[23:00:00] <JT-Shop> http://linuxcnc.org/docs/2.7/html/getting-started/getting-linuxcnc.html
[23:02:25] <markvandenborre> ok, so vismach is basicly different from things like an openscad movement simulation in that it
[23:02:48] <markvandenborre> can listen to events that linuxcnc sends out?
[23:03:40] <JT-Shop> yea, linuxcnc controls the movement of your vismachine
[23:03:56] <JT-Shop> so you can visually watch the machine move to your G code
[23:04:11] <markvandenborre> that is quite cool
[23:04:31] <JT-Shop> linuxcnc is very awesome
[23:04:46] <markvandenborre> I guess there must be sample sets for a few machines like that?
[23:05:05] <JT-Shop> and can be configured almost any way you like including building your own custom GUI
[23:05:25] <markvandenborre> not sure I need so much gui
[23:05:30] <JT-Shop> when you install the livecd it has a bunch of sample simulations
[23:05:37] <markvandenborre> but if I understand you correctly
[23:05:42] <JT-Shop> you can us keystick
[23:05:46] <JT-Shop> use
[23:05:58] <markvandenborre> a more logical path would be:
[23:06:17] <markvandenborre> start simulating something simple in vismach
[23:06:25] -!- anth0ny has quit [Quit: anth0ny]
[23:06:30] <JT-Shop> and learn the software
[23:07:04] <JT-Shop> as a debian guy are you a mailing list type or a forum type?
[23:07:10] <JT-Shop> we have both :)
[23:07:14] <markvandenborre> definitely mailing list :)
[23:07:34] <JT-Shop> join the mailing list then a ton of info comes out in there
[23:07:44] -!- Nick001-shop has quit [Remote host closed the connection]
[23:08:00] <markvandenborre> trying to get to grips with the big picture...
[23:08:14] <markvandenborre> so I visualise something using vismach
[23:08:15] <JT-Shop> understand
[23:09:10] * JT-Shop heads inside in a minute or 3
[23:09:12] <markvandenborre> then I need NEMA34 category motors or something similar to drive the acis
[23:09:19] <markvandenborre> axes
[23:09:46] <markvandenborre> with something to drive those in between the pc and them
[23:10:11] <markvandenborre> something like geckodrives or a cheaper Chinese knockoff...
[23:10:24] <markvandenborre> correct?
[23:10:37] <JT-Shop> the common hardware is Mesa 5i25 + 7i76 for steppers and 7i77 for servos
[23:11:08] <JT-Shop> if steppers I would use gecko but not the 540 IMHO it's a pia
[23:11:23] <Tom_itx> agreed
[23:11:36] <markvandenborre> is this servo versus stepper?
[23:11:51] <markvandenborre> I'm looking at relatively low end, low precision, low budget
[23:11:57] <Tom_itx> stepper it is then
[23:11:59] <markvandenborre> (but rather big size)
[23:12:05] <JT-Shop> to build a stepper machine you need steppers, drives, power supply, either hardware like Mesa or software and parallel port
[23:13:02] <JT-Shop> see you in the morning Tom_itx, I'm heading inside
[23:13:03] <markvandenborre> oh, so I could cut the expense of mesa hardware?
[23:13:10] <markvandenborre> JT-Shop: thx for the hints!
[23:13:13] <Tom_itx> stay warm
[23:13:28] <markvandenborre> and good night (or whatever time it is at your place)
[23:13:40] <JT-Shop> heading inside to see if my deb is done building :)
[23:13:45] <JT-Shop> no problem mark
[23:13:45] <markvandenborre> :-)
[23:14:04] <JT-Shop> swamp east Mo here
[23:15:39] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[23:17:14] <markvandenborre> hm, that mesa combo is really not too expensive
[23:17:18] <markvandenborre> and if it's well tested...
[23:19:44] <jthornton> very well tested, 3/4 of my machine use the 5i25 the others use older 5i20's
[23:21:54] <markvandenborre> jthornton: thx for that info
[23:22:15] <jthornton> I'm JT btw just down in the beer cave
[23:22:23] <markvandenborre> oh :-)
[23:23:07] <markvandenborre> so the next logical step would be a question of dimensioning of motors correctly I guess
[23:23:26] <markvandenborre> is this very dependent on the mechanical hardware construction?
[23:23:40] <jthornton> for mechanical you need to figure out the motors, power supply and drives
[23:24:23] <markvandenborre> what do you mean by drives?
[23:24:41] <markvandenborre> rack & pinion versus leadscrew versus ...?
[23:25:06] <jthornton> stepper drives like gecko etc
[23:25:23] <jthornton> and yes the gearing is important as it all must match
[23:25:51] <markvandenborre> hm, sec, I thought the 7i76's were drives, but maybe I misread that
[23:26:32] <jthornton> no, the 7i76 generates the step pulses and has a bunch of I/O and other things on it
[23:26:40] <markvandenborre> ah, k
[23:27:24] <yasnak> Sorry, your question before: Not sure what you mean by gaining experience. These homemade machines are nothing like commercial ones. I do this for a living :P
[23:28:15] <markvandenborre> :-)
[23:28:39] <yasnak> And I did laugh at the comment of 'devops' putting you at a disadvantage :P
[23:28:53] <markvandenborre> oh, don't worry
[23:29:48] <markvandenborre> I don't like the word myself at all, but I figured it was a quick way of describing my place squeezed between "real" sysadmins and "real" developers
[23:30:49] * markvandenborre faces the problem that googling linuxcnc "drive" is a fairly generic term
[23:31:07] <markvandenborre> is there anything affordable that you could suggest in this area?
[23:31:08] <yasnak> I prefer my job title being 'Professional Cat Herder'
[23:31:16] -!- chris_99 [chris_99!~chris_99@unaffiliated/chris-99/x-3062929] has joined #linuxcnc
[23:32:03] * markvandenborre herds >5000 cats every year when organising http://fosdem.org
[23:32:11] <jthornton> mark do a site search using linuxcnc.org for best results
[23:32:50] <yasnak> price does not equal quality. when you skimp on drives and spindles you will end up eating it when you can't do anything worthwhile. If you're doing this just as a rough setup then buy whatever haha. But I'd buy drives/encoders/steppers/whatever that you can use in your final build. The frame for something that big will need to be rigid. You will be sending money :P
[23:33:46] <malcom2073> I've been fiddling around with a 5x10 router deisgn, about 1500lbs in steel for the frame heh
[23:33:49] <malcom2073> definently servo territory
[23:33:52] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:34:28] <jthornton> aye
[23:34:28] <markvandenborre> jthornton: was doing exactly that
[23:34:36] <yasnak> See, thats cool for a hobby if you're rich as hell and have time but dear god. It can't be much more expensive in the long run to just buy an actual machine.
[23:34:56] <markvandenborre> well, for me it better be
[23:34:59] <malcom2073> yasnak: $3000 vs $30,000. Pretty big different heh
[23:35:15] <yasnak> $3000.00 for 1500lbs in steel alone is a deal man.
[23:35:20] <markvandenborre> what's a realistic budget for one btw?
[23:35:34] <markvandenborre> 4x8 full sheet I mean
[23:36:01] <malcom2073> markvandenborre: For building your own? Depends on a lot of things. If you don't wanna route metal and can get by with a wooden frame, super cheap
[23:36:04] <markvandenborre> I have a quote from a company that seems to get consistently good reviews
[23:36:14] <markvandenborre> for about 10k
[23:36:18] <malcom2073> yasnak: You priced out cold rolled steel tube? It's pretty cheap
[23:36:41] <markvandenborre> my rules in terms of hardware are: no welding
[23:36:56] <markvandenborre> in terms of software, they are: FOSS only
[23:36:58] <malcom2073> You shouldn't weld anyway unless you can heat treat the whole frame to stress relieve
[23:37:17] <yasnak> Cold rolled? lol
[23:37:23] <markvandenborre> and as long as it cuts 18mm birch ply, I'll be happy
[23:37:39] <yasnak> I guess if it works for you :P
[23:37:44] <malcom2073> Erm, hot rolled rather
[23:37:55] <yasnak> both are cheap, hot rolled is a bit stronger tho
[23:38:42] <markvandenborre> any obvious candidates for a somewhat complete FOSS hardware design?
[23:38:55] <malcom2073> I don't know of many FOSS hardware designed routers
[23:39:10] <markvandenborre> I realise I was spoiled by the lasersaur.com design
[23:39:43] <markvandenborre> on my quest for well documented plans, I met:
[23:40:09] <markvandenborre> * mechmate.com (sturdy, but reputed to be difficult to manufacture, violates my "no welding" rule)
[23:40:22] <markvandenborre> * joe's cnc (heard a few good things about that one)
[23:40:46] <markvandenborre> * blackfoot (horribly bad words about that one)
[23:41:07] <markvandenborre> * krmx02 (not too bad, but not so popular for some reason)
[23:41:11] -!- taruti has quit [Remote host closed the connection]
[23:41:26] <yasnak> Know what I'd do?
[23:41:28] <yasnak> http://www.ebay.com/itm/RO-118-SHODA-Overhead-Pin-Router-26-Throat-22x32-Table-240V-3-Phase-Japan-/141718044324?hash=item20ff0dbea4:g:QBIAAOSwMmBVpBXo
[23:41:30] <markvandenborre> ox: nice, but to small
[23:41:37] <yasnak> Hook some drives to x y
[23:41:40] <yasnak> Done.
[23:42:04] <malcom2073> markvandenborre: You seen Madvacs?
[23:42:11] <malcom2073> His is welded though
[23:42:21] * markvandenborre googles madvacs
[23:42:31] <markvandenborre> yasnak: would be nice if it wasn't too small
[23:42:45] <yasnak> what work envelope?
[23:42:58] <markvandenborre> 4'x8' full sheet
[23:43:19] <malcom2073> What is your budget?
[23:44:02] <malcom2073> And when you say 18mm plywood, do you mean in a single pass?
[23:44:10] <markvandenborre> I had a quote for a kit $10k (+ import taxes and VAT -- I'm in the EU)
[23:44:17] <markvandenborre> for something well reputed
[23:44:23] <markvandenborre> I would like to get below that
[23:44:31] <markvandenborre> if that is realistic
[23:44:37] <jthornton> sweet, I just build a deb for linuxmint and installed it and it all worked
[23:44:44] <markvandenborre> congrats
[23:44:46] <malcom2073> For a first time build? Gonna be tough. If you knew what you were doing beforehand? Totally doable
[23:44:57] <malcom2073> Like I said, mine is going to cost about $3k all said and done when it's finished
[23:45:08] <malcom2073> Though that's in the USA, but even with the 2x overseas multiplier... heh
[23:45:25] <markvandenborre> .EU is not too bad in terms of "overseas multiplier"
[23:45:30] <markvandenborre> especially .lv
[23:46:36] -!- taruti has quit [Ping timeout: 255 seconds]
[23:48:07] <malcom2073> Build one out of extruded aluminum, bolt together, with simple v-groove rails to start with
[23:48:09] <markvandenborre> at least I've come to a friendly place with knowledgeable people to ask my stupid questions
[23:48:12] <malcom2073> you'll find it too flimsy, but itll get you started
[23:48:40] <malcom2073> http://www.cncrouterparts.com/crp4896-4-x-8-cnc-router-kit-p-139.html
[23:48:48] <markvandenborre> ...and not too much money thrown spent on parts that I'll need to throw away?
[23:49:04] <malcom2073> Can always resell the machine to someone local?
[23:49:18] -!- Tecan has quit [Ping timeout: 255 seconds]
[23:49:45] <markvandenborre> malcom2073: that was exactly what I had heard good things about
[23:50:03] <malcom2073> I've no experience with them, but it's something I had seen before
[23:51:55] <markvandenborre> (and that would cost $~10k+ ~25% EU taxes shipped to RIX)
[23:52:06] <yasnak> http://www.kdcapital.com/Products/ProductDetails.cfm/ProductID/483239
[23:52:09] <yasnak> call them
[23:52:57] <malcom2073> Used and/or auctions are by far the best bet for cheap stuff
[23:53:05] <yasnak> just saying, before reinventing the wheel I'd look into all options
[23:53:15] <markvandenborre> exactly the reason why I come here
[23:53:18] <yasnak> something that size will need actual wear part replacement and stuff.
[23:53:20] <malcom2073> I occasionally see larger routers at auctions here
[23:53:51] <yasnak> I just got that fax, I have a bunch more of other used cnc actions if you guys want. I get them daily at work
[23:53:52] <markvandenborre> there's a few really nice spots in .de
[23:54:13] <yasnak> *auctions
[23:54:31] -!- Audioburn has quit [Read error: Connection reset by peer]
[23:55:19] <malcom2073> Though sometimes people get silly, saw a home-built wooden 4x8 one (with rusty rails and bearings) go for $2k once, bet that guy laughed all the way to the bank
[23:55:46] <markvandenborre> yasnak: my problem being a lack of experience of course, so I can't judge this second hand stuff at all
[23:56:08] <malcom2073> markvandenborre: Are there any hackerspaces/makerspaces near you
[23:56:08] <malcom2073> ?
[23:56:36] <markvandenborre> yeah, have a few friends like that
[23:56:53] <malcom2073> Be good places to find people to take along with you to check out auctions and used machines
[23:56:57] <markvandenborre> who basicly set up the Brussels and Riga hacker spaces
[23:57:06] <yasnak> currently have three star ecas 20's, two star sv32's, 1 citizen cincom k16e, okuma v4020, 2 bulova bt 400s, robocut wire edm 600ia, okuma lb200. I can share experience, I love talking shop. I lack people who like to also talk it :P
[23:57:10] <markvandenborre> _that_ is a good hint
[23:57:18] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[23:57:28] <markvandenborre> malcom2073: thx!
[23:57:40] <malcom2073> yasnak: This place is great for that :) Lots of people who like talking
[23:57:56] <markvandenborre> hm, what about flooring?
[23:58:52] <yasnak> just bought a millac 800vh okuma, only cost about $475,000, 50K tooling, 2K oil and, 2.5K riggers, 2K electrical its installed. There goes Christmas :P
[23:59:52] <markvandenborre> does a cnc router need a concrete floor, or will a wooden floor with extra stabilisation be sufficient?
[23:59:52] <malcom2073> Hah
[23:59:58] -!- bilboquet has quit [Remote host closed the connection]
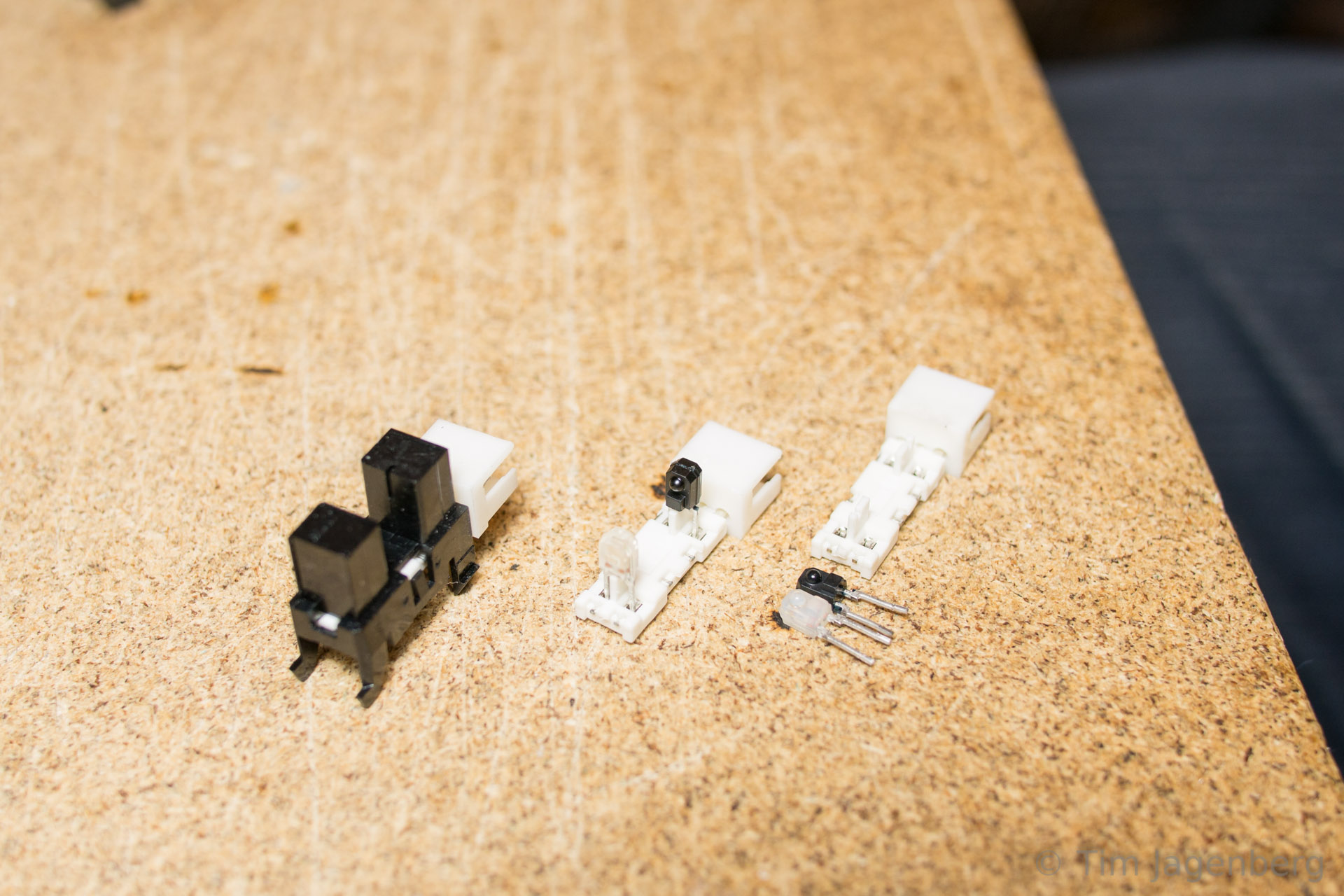{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
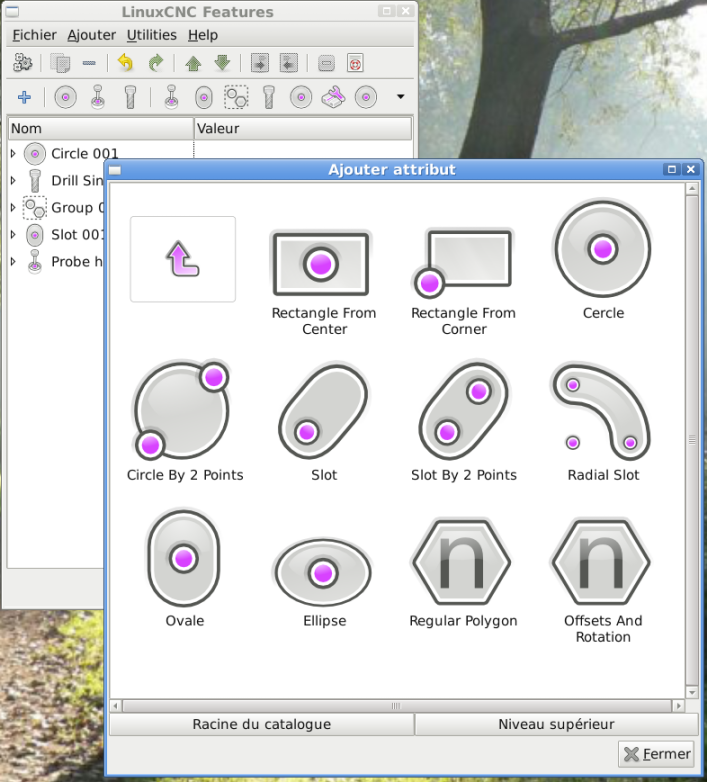{kind=link}
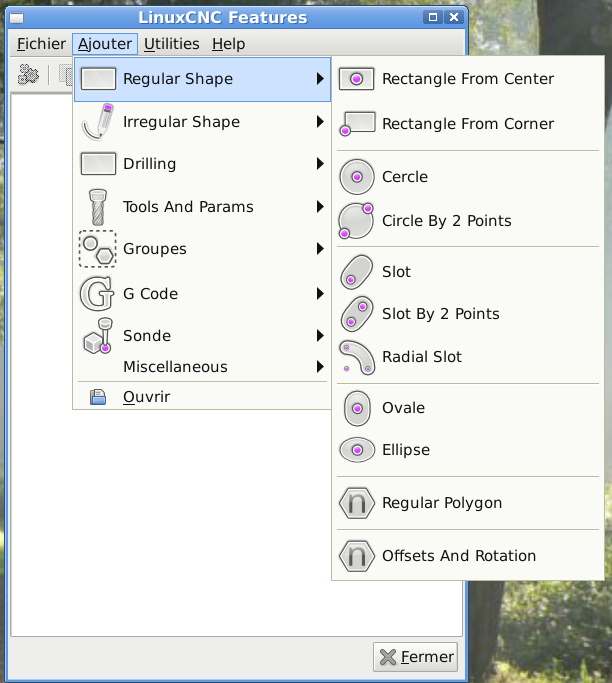{kind=link}