Back
[00:01:35] -!- nofxx_ [nofxx_!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[00:01:48] -!- Mr_Sheesh has quit [Remote host closed the connection]
[00:02:49] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[00:16:13] -!- eamonb has quit [Client Quit]
[00:21:09] -!- micges-dev has quit [Quit: Wychodzi]
[00:21:09] -!- ejb has quit [Quit: ZZZzzz…]
[00:24:54] -!- mightym has quit [Read error: Connection reset by peer]
[00:27:01] -!- gonzo_nb has quit [Remote host closed the connection]
[00:35:10] -!- a_morale has quit [Ping timeout: 250 seconds]
[00:35:19] -!- mightym has quit [Quit: ZZZzzz…]
[00:35:58] amnesic_away is now known as amnesic
[00:36:29] -!- a_morale [a_morale!~quassel@2-227-115-13.ip186.fastwebnet.it] has joined #linuxcnc
[00:36:31] <Connor> I broke the sata connector on my SSD for my CNC machine.. :(
[00:37:13] <toastyde1th> legit question - has anyone made a hexapod mill or helped anyone who has? how hard was it?
[00:37:57] -!- mozmck has quit [Quit: Leaving.]
[00:38:00] -!- Mr_Sheesh has quit [Remote host closed the connection]
[00:38:53] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[00:39:05] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[00:40:38] <andypugh> I haven’t, but it certainly has been done.
[00:43:51] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[00:49:04] <PetefromTn_> Connor damn that sucks..
[00:49:35] <Connor> attempting repair.
[00:52:07] <PetefromTn_> Get er' done man!!
[00:52:17] -!- patrickarlt has quit [Ping timeout: 244 seconds]
[00:52:46] <PetefromTn_> Kids are here carving pumpkins and we are watching our favorite Halloween movie the Nightmare before Christmas. This is kind of a tradition for us here.
[00:56:01] <Connor> Success! :)
[00:56:17] <PetefromTn_> Awesome
[00:56:31] <Connor> I probably should get some sort of right angle adapter and hot glue it..
[00:56:43] <Connor> so that the old joint isn't the stress point.
[00:58:10] -!- geep [geep!~JoeBelow@216.185.241.19] has joined #linuxcnc
[00:58:14] -!- skunkworks_ has quit [Ping timeout: 256 seconds]
[00:58:42] <zeeshan|2> happy halloween everyone!
[00:58:58] <zeeshan|2> may you give lots of candy :p
[00:59:49] -!- kwallace2 has quit [Ping timeout: 245 seconds]
[01:00:35] -!- somenewguy has quit [Quit: WeeChat 1.0.1]
[01:02:08] <SpeedEvil> I ate a whole pancake
[01:02:49] -!- syyl_ has quit [Ping timeout: 272 seconds]
[01:03:48] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[01:07:57] -!- jduhls has quit [Quit: Leaving]
[01:10:33] <PetefromTn_> You remember the angle plate I put to hold my 5i25 card inside the enclosure might work..
[01:15:00] <PetefromTn_> Connor Hey man the more I think about it the more I like that rotab toolchanger idea.
https://www.youtube.com/watch?v=_qEQLnBp2mE&list=UU3h14IOj4T-NkrbxoS_2k6w&index=2
[01:27:47] -!- geep has quit [Ping timeout: 245 seconds]
[01:29:24] -!- rob_h has quit [Ping timeout: 245 seconds]
[01:30:03] <XXCoder> lol
https://i.chzbgr.com/maxW500/8362387712/h1A53E821/
[01:32:21] <XXCoder> speed of toolchange isnt very fast PetefromTn_ but I suppose better than manual
[01:33:06] <PetefromTn_> well actually I think that would be adjustable
[01:33:36] <PetefromTn_> based on your stepper or servo settings.
[01:33:40] <andypugh> I wonder what ends up reacting the cutting force?
[01:34:03] <zeeshan|2> andypugh: how you worked on hydraulic power packs?
[01:34:07] <zeeshan|2> *have
[01:34:17] <PetefromTn_> well if you approach from one direction or rotate between tools each time the same way it would not matter
[01:34:23] <andypugh> (not that he looks to have cutting force, he is being _very_ gentle with that metal.
[01:34:39] <andypugh> zeeshan|2: Only very little.
[01:34:44] <zeeshan|2> darn it
[01:34:51] <zeeshan|2> i only know of one person
[01:34:55] <zeeshan|2> who's a millwright
[01:35:00] <zeeshan|2> but he's gone for a couple days :(
[01:35:05] <zeeshan|2> damn this hydraulic system!
[01:35:19] <zeeshan|2> andypugh: i saw your video of your bike on youtube
[01:35:21] <zeeshan|2> looks nice!
[01:35:25] <andypugh> I am no millwright. :-)
[01:35:45] -!- asdfasd has quit [Ping timeout: 272 seconds]
[01:36:38] postaL_offline is now known as postaL
[01:37:01] <andypugh> I ran a servo-hydraulic testing machine for many years, but the hydraulic pack in a sound-proof wooden box the size of a car) just worked all that time.
[01:37:28] amnesic is now known as amnesic_away
[01:37:52] <zeeshan|2> andypugh: ive been trying to get a definite answer on how my pressure relief valve
[01:37:54] <zeeshan|2> works..
[01:38:11] -!- mightym has quit [Quit: ZZZzzz…]
[01:38:36] <andypugh> I would guess it might be more than just a blow-off valve.
[01:39:15] <zeeshan|2> https://www.youtube.com/watch?v=ZMfGPH-OaXE
[01:39:17] <zeeshan|2> waste 2 minutes of your life
[01:39:18] <zeeshan|2> :-)
[01:39:24] <zeeshan|2> lol im watching it myself
[01:39:31] <zeeshan|2> with closed captions and realizing how bad they are!
[01:39:47] <XXCoder> its not cc
[01:39:51] <XXCoder> its autocaptions
[01:39:55] <zeeshan|2> auto captions :)
[01:39:56] <XXCoder> not same at all
[01:40:24] <zeeshan|2> it translates bosch are barge
[01:40:24] <zeeshan|2> haha
[01:40:25] <zeeshan|2> *as
[01:40:40] <XXCoder> nor is it a per year the keeper
[01:40:45] <XXCoder> its a keeper allright
[01:40:45] <zeeshan|2> hahah
[01:41:02] <zeeshan|2> that was "notice a taper here"
[01:41:16] <XXCoder> well
[01:41:21] <XXCoder> your voice is better than average
[01:41:40] <zeeshan|2> i'm going to try talk slowly and more clearly
[01:41:42] <zeeshan|2> and see if it does a better job
[01:42:23] <zeeshan|2> i bought a pressure gauge, im gonna hook it up in a bit
[01:42:25] <andypugh> Try auto-captions with my hobbing video, I don’t think it gets a single word right.
[01:42:40] <zeeshan|2> andypugh: cause you speak the queens english!
[01:42:43] -!- nofxx_ has quit [Ping timeout: 272 seconds]
[01:42:49] <XXCoder> zee theres tool to download autocaptions text
[01:42:56] <XXCoder> you can modify it then upload it as cc
[01:43:00] -!- nofxx_ [nofxx_!~nofxx@177.106.13.253] has joined #linuxcnc
[01:43:00] -!- nofxx_ has quit [Changing host]
[01:43:00] -!- nofxx_ [nofxx_!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[01:43:02] <zeeshan|2> XXCoder: OO
[01:43:04] <andypugh> I speak with an accent that _no_ software can handle. Siri is useless too.
[01:43:09] <zeeshan|2> that would be a LOT faster
[01:43:15] <zeeshan|2> andypugh: ROFL
[01:43:26] <zeeshan|2> got a video where you're talking?
[01:44:10] <XXCoder> zeeshan|2:
http://atcoalition.org/article/using-youtubes-autocaption-feature-generate-captions
[01:44:16] <XXCoder> its only for videos you own
[01:44:22] <andypugh> zeeshan|2:
http://youtu.be/ZhICrb0Tbn4
[01:44:31] <XXCoder> theres bit more hack tool for videos you didnt upload
[01:44:47] <zeeshan|2> andypugh: i can understand you fine
[01:44:54] <zeeshan|2> but man your accent is between english and scottish
[01:45:05] <XXCoder> sconglish
[01:45:06] <zeeshan|2> are you from northen uk?
[01:45:23] <andypugh> Yes
[01:45:39] <zeeshan|2> :-)
[01:46:36] <andypugh> Looks like they have got better at UK english, at one point it always used to have me saying “wrinkled popes”
[01:46:50] <XXCoder> lol
[01:48:02] <zeeshan|2> lol
[01:49:07] -!- skunkworks_ [skunkworks_!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[01:52:50] <roycroft> i am learning gaelic
[01:53:18] <roycroft> one of the intersting things is that i can understand how the scots developed their accent having learned some gaelic
[01:54:05] <roycroft> and i should be honest and say i'm trying to learn gaelic
[01:54:14] <roycroft> it's the most difficult language i've ever studied
[01:55:23] -!- WyrM has quit [Ping timeout: 272 seconds]
[01:59:38] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[02:00:04] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[02:08:30] <XXCoder> roycroft: try ASL
[02:09:04] <XXCoder> its quite different than speaking from what I understand. I have never spoken so I wouldn't know.
[02:17:01] <andypugh> A friend of mine has spent many years trying to learn Japanes.
[02:17:04] <andypugh> (e)
[02:17:19] <andypugh> The speaking is probably OK, but writing it…
[02:18:13] <andypugh> Anyway, it got late
[02:18:19] -!- andypugh has quit [Quit: andypugh]
[02:19:48] -!- md-2 has quit [Quit: Leaving...]
[02:23:56] postaL is now known as postaL_offline
[02:25:04] -!- FinboySlick has quit [Quit: Leaving.]
[02:28:50] -!- WyrM [WyrM!wyrm@bnc.wyrm.net.br] has joined #linuxcnc
[02:29:04] -!- WyrM has quit [Changing host]
[02:29:04] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[02:30:09] -!- pandeiro has quit [Remote host closed the connection]
[02:36:13] -!- geep [geep!~JoeBelow@216.185.241.19] has joined #linuxcnc
[02:45:27] <toastyde1th> question about linuxcnc and kins stuff
[02:46:01] <toastyde1th> is there any way to modify the kins quickly, as you'd need to do for something like a portable machine tool
[02:47:36] -!- pjm_ has quit [Ping timeout: 256 seconds]
[02:47:44] <pcw_home> the kins module could have scalable parameters
[02:48:44] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[02:50:31] <toastyde1th> hm
[02:57:01] <Computer_Barf> seen Connor
[02:57:12] <Computer_Barf> seen Connor?
[02:57:22] <Computer_Barf> is there not a bot in this room?
[02:58:35] <Connor> I'm here.
[02:58:56] <Computer_Barf> how much did it cost you to cnc your grizzly?
[02:59:17] <Connor> Honestly. I can't answer that.. because it spent the $$ over so long of a time...
[02:59:28] <Connor> and I'm still doing working on it. :)
[02:59:53] <Connor> I originally just did a Phase 1 conversion, which is basically using the original screws and just making stepper motor mounts.
[03:00:12] <Connor> So, the cost was the just the electronics and the stock for the mounts.
[03:00:27] <Computer_Barf> did you make the motor mounts with the machine?
[03:00:30] <Connor> then, I upgraded the spindle..
[03:00:32] <Connor> Yes.
[03:01:31] <Computer_Barf> So in theory, i could melt and pour some blocks of aluminum, clamp them down and mill them flat , flip and do the same, then cut out the mounts and such
[03:01:51] -!- AR_ has quit [Ping timeout: 265 seconds]
[03:02:11] <Computer_Barf> what size steppers are we talking?
[03:02:12] <Connor> I guess.. I didn't do the first part.. I just used some round stock and some flat bar stock and milled to size.
[03:02:55] <Connor> http://www.automationtechnologiesinc.com/products-page/stepper-nema23-3-axis-kits/cnc-stepper-motor-3-axis-kit-1
[03:03:03] <Connor> that's a similar kit to what I used.
[03:03:16] <Connor> Mine had different drivers.. those are digital, but, they're good.
[03:03:25] <Connor> I used 5056 drivers..
[03:04:45] <Computer_Barf> https://www.grizzly.com/products/Benchtop-Retrofit-Kit-with-Servo-Controls-and-Hardware/T24253
[03:04:50] <Computer_Barf> wow look at that insanity
[03:04:58] <Connor> Yea. DON'T BUY THAT
[03:05:16] <Connor> http://www.g0704.com/G0704_dvdrom.html
[03:05:30] <Connor> DVD with Phase 1,2 and 3 Conversion info on it..
[03:06:01] <Connor> He also has one for Belt Drive conversion too.
[03:06:18] <Connor> http://www.g0704.com/dvdrom_combo.html
[03:07:10] <Computer_Barf> is that to convert to a timing belt?
[03:07:31] <Connor> Timing or V Belt.. depends on which you want to do.. he has a few options.
[03:07:43] <Connor> I think just about everyone does a timing belt though.
[03:09:17] <Computer_Barf> I guess I need to figure out what the 4th axis upgrades are capable of.
[03:09:29] <Connor> yea.
[03:09:39] <XXCoder> milled dilios
[03:09:49] <Computer_Barf> there is a guy who does these videos on youtube "ultimate 4th axis"
[03:09:57] <toastyde1th> Connor, do you happen to use your steppers as power feeds in any way
[03:10:13] <Connor> toastyde1th: How do you mean?
[03:10:20] <Connor> it's fully CNC..
[03:10:23] <toastyde1th> like, is your machine pure CNC or did you retain manual... oh
[03:10:26] <toastyde1th> carry on!
[03:10:42] <Connor> Not, it's 100% converted. just using stock screws..
[03:10:54] <Connor> but I have the ballscrews to put on it.
[03:11:01] <Computer_Barf> oh yes, sticking some hand wheels on the back would be nice
[03:11:21] <Connor> Computer_Barf: You'll take them off..
[03:11:32] <toastyde1th> personally I hate having only a cnc machine
[03:11:35] <Connor> they're dangerous and more trouble than they're worth.
[03:11:38] <toastyde1th> it makes everything take 5x as long as it should
[03:11:59] <toastyde1th> whereas with a power feed and manual control I can bang out a part faster than most people can write and prove a program
[03:12:01] <Computer_Barf> but there are steppers that have pass through shafts
[03:12:27] <Computer_Barf> maybe you could do some sort of electronic handwheels
[03:12:41] <Connor> Computer_Barf: Yes.. All 3 of mine do.. but.. again.. it causes issues.. can't run them as fast because they're not balanced..
[03:12:50] <Connor> and yes.. a MPG allows you to jog.
[03:12:51] <Computer_Barf> ahh
[03:13:06] <toastyde1th> not sure if they can adapt them to it but on hybrid bridgeports they make balanced + collapsing handwheels
[03:13:11] <Connor> and again.. dangerous.. you can get stuff caught in them.
[03:13:27] <toastyde1th> so that when you plan to run the machine under cnc control, you can do so without fear of the handwheel
[03:13:35] <Computer_Barf> how dangerous is a nema 23 going to be
[03:13:37] <toastyde1th> there are also push-engage handwheels that freewheel
[03:13:52] <toastyde1th> that are common on much, much larger machines
[03:14:33] -!- WyrM has quit [Ping timeout: 272 seconds]
[03:14:56] <XXCoder> just put nema23 in sheilded area. it will damage walls but sheild should save you so its fine Computer_Barf
[03:14:56] <Computer_Barf> have you ever milled plastics on it?
[03:15:10] <Connor> Yes.
[03:15:50] <Connor> I milled out low destiny plastic base board to make my stepper covers.
[03:16:03] <XXCoder> joking heh
[03:16:21] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[03:17:38] <Computer_Barf> Connor you should do the ball screw conversion and move onto buying a 4th axis so i can watch
[03:17:55] <Connor> That's next on the list. :)
[03:20:17] <Computer_Barf> It would seem that if i have your machine, and a 4th axis, i should be able to make a spindle for my multimachine
[03:20:27] <Computer_Barf> I was running into a chicken/egg problem
[03:21:32] <ssi> hi
[03:21:32] <Computer_Barf> basically i was going to need to build a spindle, which i would need to rig up with a steady rest(s) temporarily
[03:21:57] <Computer_Barf> and that would probably be need to be cut on a cnc.. which i was planning on building as the second stage
[03:22:03] -!- gennro has quit [Remote host closed the connection]
[03:22:04] <Computer_Barf> thus chicken/egg
[03:22:13] <XXCoder> invent time machine
[03:22:17] <Computer_Barf> yes
[03:22:23] <XXCoder> so you can make your cnc with your completed cnc
[03:22:43] <XXCoder> just don't forget to return your completed cnc to avoid paradox
[03:23:04] <Computer_Barf> unless someone wants to suggest a spindle for a cnc lathe
[03:23:11] <Computer_Barf> something with a through hole
[03:23:24] <XXCoder> wonder if criags have good one for you
[03:23:40] <zeeshan|2> wow
[03:23:44] <Computer_Barf> people seemed to think the atlas lathe one i was looking at wasn't sufficient
[03:23:46] <zeeshan|2> im shipping a 5lb box to nethrlands
[03:23:52] <zeeshan|2> 18.5x18.5x7"
[03:23:55] <zeeshan|2> $180!!
[03:23:56] <zeeshan|2> lol
[03:24:01] <ssi> sounds about right :P
[03:24:09] <zeeshan|2> thats rape mate
[03:24:17] <zeeshan|2> im suprised this guy actually paid for it
[03:24:34] <zeeshan|2> he bought the pl110b heidenahin pl io board
[03:24:39] <XXCoder> 5 lb?
[03:24:57] <XXCoder> I sent one 2 pounds for $180 to other country
[03:25:11] <XXCoder> it was insane. but guy paid and left me good feedback
[03:26:20] <Computer_Barf> can linux cnc talk to a controller with gcode similar to how a ramps board works with 3d printers?
[03:26:52] -!- koo6 has quit [Ping timeout: 240 seconds]
[03:27:24] <jdh> linuxcnc is a controller
[03:27:42] <Computer_Barf> so you skip the controller?
[03:27:50] <ssi> no, it IS the controller
[03:28:08] <Computer_Barf> well i mean, you wouldn't have a hardwear controller in this case
[03:28:25] <jdh> it is the hardware controller
[03:28:51] <ssi> if you mean "you won't have some marginal microcontroller handling the control tasks", that's correct
[03:28:54] <Computer_Barf> is the pc capable of producing the +-10v ?
[03:29:01] <ssi> sure
[03:30:14] postaL_offline is now known as postaL
[03:31:55] <Computer_Barf> https://www.youtube.com/watch?v=ueALn4w5aoM What does Connor: think of this?
[03:32:33] <jdh> nice.
[03:33:12] <jdh> I paid $200 for screws, maybe another $200 in stock & msc. parts
[03:34:49] <Connor> Arizona guy is a nice dude.. he loaned me a motor when mine burned up.
[03:35:07] <jdh> pretty mounts
[03:35:22] <Connor> I would use the Chinese ballscrews not thr roton. I think he makes those too.
[03:35:58] <jdh> I'd buy those instead of making my own if I did it again
[03:36:32] <Connor> http://s1294.photobucket.com/user/arizonavideo/library/Grizzly%20G0704%20CNC%20Kit%20RM-16%20C7?sort=3&page=1
[03:36:56] <Connor> also would use Oldhams couplers instead of the ones he has pictured.
[03:37:36] <jdh> I don't see how he gets 1 thou lash with those couplers
[03:37:40] <Computer_Barf> what kit is that in those pictures?
[03:37:54] <Connor> Thats the one for the Chinese ballscrews.
[03:38:59] <jdh> I like that Z motor mount
[03:40:41] <Computer_Barf> the x and y nut holders look like you would need a band saw
[03:42:03] <Computer_Barf> and i don't have one..
[03:43:17] <Computer_Barf> do either of you have any pictures of stuff you've made with your grizzly?
[03:44:07] <Connor> not really. I've not done a ton with it.. most of it is for itself.
[03:44:35] <jdh> https://picasaweb.google.com/112430417093824344570/9x20#5968220722076642466
[03:45:32] <jdh> all teh aluminum in there
[03:45:59] <Computer_Barf> theres some pretty big pieces there
[03:46:00] <Computer_Barf> nice
[03:46:09] <jdh> https://picasaweb.google.com/112430417093824344570/Ladder
[03:46:40] -!- amiri_ has quit [Read error: Connection reset by peer]
[03:46:54] <Connor> http://millingaccessories.biz/2014/02/22/grizzly-g0704-cnc-kit-w-ball-screws/
[03:47:00] <Connor> thats arizonia's blog
[03:47:01] <Computer_Barf> oh boat parts would be popular in miami
[03:47:40] <jdh> and fake boobs.
[03:47:50] <Computer_Barf> i bought some of those already
[03:47:58] <XXCoder> dilios
[03:48:04] -!- Connor_iPad [Connor_iPad!~connor@24.214.127.194] has joined #linuxcnc
[03:48:06] <jdh> I'm sure they look lovely on you
[03:48:08] <Computer_Barf> have one attached
[03:49:25] <zeeshan|2> http://millingaccessories.biz/wp-content/uploads/Grizzly_G0704_CNC_Kit_W_Ball_Screws_10_tef.jpg
[03:49:28] <zeeshan|2> looks like a dick
[03:49:45] <jdh> the things you look at.
[03:49:58] <zeeshan|2> jdh did you decide
[03:50:17] <jdh> I bought an X2 on CL for $200 and used that to cut the pocket in my g0704 saddle
[03:50:23] <jdh> then sold it for $450
[03:50:27] <zeeshan|2> lol
[03:50:59] <jdh> https://www.youtube.com/watch?v=qRszeLacAmY&list=UUrSzkRVoWrsaxbrYL4uihOQ
[03:51:03] <jdh> I'm going to do that.
[03:51:28] <zeeshan|2> i dont get whats going on
[03:51:44] <jdh> it's jogging around.
[03:51:49] <zeeshan|2> hows the X working
[03:51:59] <zeeshan|2> and how is that any better than how i have it!
[03:52:01] <jdh> screw is mounted to the side on teh tail side
[03:52:01] <zeeshan|2> its worse!
[03:52:07] <zeeshan|2> motors exposed
[03:52:17] <jdh> he covers it in later ones.
[03:52:19] <zeeshan|2> i really dont like how mine is
[03:52:25] <zeeshan|2> how it hangs
[03:52:32] <zeeshan|2> it makes the lathe wider than it needs t obe
[03:52:33] <jdh> stick it on the back
[03:52:34] -!- memleak has quit [Quit: leaving]
[03:52:44] <zeeshan|2> and now with the double bull nut
[03:52:48] <zeeshan|2> itll be even more of a pain in the ass
[03:53:28] <zeeshan|2> note to self
[03:53:31] <zeeshan|2> one project at a time
[03:53:33] <jdh> his is better than mine. not much else you can do with a 9x unless you can find an 8mm screw and a tiny nut
[03:53:34] <zeeshan|2> or i will go crazy!
[03:53:51] <Computer_Barf> what model is that
[03:54:03] <jdh> it's a HF 9x20
[03:54:08] <zeeshan|2> jdh
[03:54:10] <PetefromTn_> That actually looks pretty tight for a 9x20
[03:54:10] <jdh> not much meat
[03:54:14] <zeeshan|2> why do you have so many fancy button head cap screws
[03:54:22] <jdh> why not?
[03:54:25] <zeeshan|2> youre rich arent you
[03:54:27] <zeeshan|2> last time i checked
[03:54:30] <zeeshan|2> those things are sexpensive
[03:54:38] <zeeshan|2> sex cause theyre sexy
[03:54:40] <zeeshan|2> but expensive
[03:54:46] <jdh> fastenal. whenever you need 2, buy 100
[03:54:58] <zeeshan|2> theyre like double the price of flat heads
[03:55:07] <zeeshan|2> @ the bolts wholesaler locally
[03:55:15] <zeeshan|2> hm now that i think about it
[03:55:16] <PetefromTn_> I go to the fastenal here all the time. It is like five minutes from my house
[03:55:18] <zeeshan|2> might be cause theyres tainless
[03:55:27] <zeeshan|2> fastenal is expensive for bolts
[03:55:32] <Computer_Barf> HF as in harbour freight?
[03:55:32] <zeeshan|2> at least up here
[03:55:34] <jdh> I dislike SS as a material, but it's pretty
[03:55:50] <jdh> SS on Al is ok. SS on SS blows goats
[03:55:57] <zeeshan|2> jdh: is it true scuba dives are limited by tank size?
[03:56:24] <jdh> limited by gas supply or inert gas loading
[03:56:40] -!- Sigmac has quit [Quit: Leaving]
[03:56:42] <zeeshan|2> how long can you dive for with a good tank system
[03:56:53] <Computer_Barf> yes i need a lathe for threading ss and making flanges
[03:57:05] <jdh> I've done 3+hours on 'regular' tanks
[03:57:17] <jdh> but, I had lots of them
[03:57:34] <zeeshan|2> like two of them on you in one dive?
[03:58:09] <jdh> heh. 2 is the minimum for a cave dive. Usually 4-5
[03:58:31] <zeeshan|2> wow
[03:58:45] <jdh> I had over half my gas left at the end.
[03:59:40] <zeeshan|2> i might have a weird project coming up related to oxygen tanks
[03:59:42] <zeeshan|2> thats why i ask
[03:59:51] <zeeshan|2> to get an idea of breathe time per tank
[04:00:01] <zeeshan|2> i understand theres a lotta factors, just wanted ann idea :)
[04:00:05] <jdh> now I dive a rEvo which last 6-8 hours at any depth.
[04:00:21] <zeeshan|2> do you go by yourself
[04:00:24] <zeeshan|2> or w/ friends
[04:00:26] <jdh> yes
[04:00:31] <zeeshan|2> dont you get scared
[04:00:37] <jdh> of what
[04:00:39] <zeeshan|2> shark
[04:00:46] <zeeshan|2> suffocating to death!
[04:01:02] <Computer_Barf> there's a fish , there's a rock , who cares , don't die
[04:01:03] <jdh> I had a 20minute deco hang a few weeks ago and had a 9ft tiger hanging out with me.
[04:01:14] <zeeshan|2> lol
[04:01:20] <zeeshan|2> you guys were buddies
[04:01:21] <zeeshan|2> chillin
[04:01:31] <zeeshan|2> i'd be scared shitless by myself
[04:01:49] <jdh> and sunday I did a 3 hour solo cave dive about 2500ft back
[04:01:49] <zeeshan|2> i developed a huge fear of diving at a young age
[04:01:49] <Computer_Barf> bubbles, seaweed, don't die
[04:02:06] <zeeshan|2> i absolustely shit my pants if im in deep water
[04:02:15] <zeeshan|2> i can't see below my feet cause its the abyss
[04:02:25] <Computer_Barf> at least you could just swim away from the shit
[04:02:27] <zeeshan|2> or loong along the horizontal directions, again its the abyss
[04:02:30] <zeeshan|2> its so scary
[04:03:18] <Computer_Barf> imagine space
[04:03:24] <Computer_Barf> SPPPPAAAACEEEE!!!!!!
[04:03:26] <zeeshan|2> http://www.wallpaprz.com/wp-content/uploads/2013/09/minimalistic_drowning_abyss.jpg
[04:03:28] <zeeshan|2> SCARY !!!!!!!!11
[04:03:34] <zeeshan|2> space i can deal with
[04:03:38] <zeeshan|2> cause you can see stars for perception
[04:03:44] <jdh> http://vimeo.com/1120732
[04:03:46] <zeeshan|2> its that dark blue / liught blue infinity thing
[04:03:47] <zeeshan|2> that scares me
[04:03:56] <jdh> that's me in the front
[04:04:03] <Computer_Barf> oh yes you could definantly deal with that place you've never expereinced and are unlikely to experience. Totally all over that.
[04:04:29] <zeeshan|2> jdh that looks bad ass man
[04:04:44] <Computer_Barf> its not like one nudge in the wrong direction without a tether would mean you would literally float in that direction forever
[04:05:11] <zeeshan|2> any gold down there? :)
[04:05:40] <zeeshan|2> looks like limestone
[04:05:58] <Computer_Barf> at least though, you would have a pretty unique death. Its like a traveling coffin
[04:06:07] <Computer_Barf> aliens might find you one day
[04:06:19] <jdh> no gold, but I found this here:
https://picasaweb.google.com/112430417093824344570/Diving?noredirect=1#6075262202394054082
[04:06:30] <zeeshan|2> what the heck is that
[04:06:39] <jdh> shark tooth
[04:06:43] <Computer_Barf> instead of sending voyager into space with a golden record, we should eject our dead into space in all directions
[04:06:44] <zeeshan|2> wow!
[04:06:47] <zeeshan|2> that's huge
[04:06:53] <jdh> I hear that a lot
[04:07:22] <Computer_Barf> if i found that in the ocean, he would be right behind me
[04:09:11] <Computer_Barf> looks like you get some pretty good edibles from the ocean
[04:09:30] <zeeshan|2> http://iliketowastemytime.com/sites/default/files/underwater-base-jumping.jpg
[04:09:31] <zeeshan|2> um
[04:09:33] <zeeshan|2> F this.
[04:09:37] <zeeshan|2> gives me goose bumps
[04:09:46] <zeeshan|2> http://i.dailymail.co.uk/i/pix/2013/01/16/article-2263139-16F730F5000005DC-31_634x345.jpg
[04:09:46] <zeeshan|2> more
[04:10:04] <Computer_Barf> swim up?
[04:11:57] <jdh> geez... it's late.
[04:12:08] <zeeshan|2> im just starting to work on the hydraulics again
[04:12:10] <zeeshan|2> night is young
[04:12:20] <Computer_Barf> time is relative
[04:12:32] <jdh> some of us have to support ourselves and others.
[04:13:17] <Computer_Barf> wow that statement implies alot of assumptions
[04:16:11] <Computer_Barf> wait which one of you is john hudson
[04:26:03] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[04:31:31] -!- johtso has quit [Quit: Connection closed for inactivity]
[04:42:58] -!- Tecan has quit [Remote host closed the connection]
[05:12:25] -!- Thetawaves [Thetawaves!~Thetawave@156-96-178-69.gci.net] has joined #linuxcnc
[05:16:52] -!- Thetawaves has quit [Client Quit]
[05:18:00] -!- zeeshan [zeeshan!~kvirc@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[05:18:01] -!- Thetawaves [Thetawaves!~Thetawave@156-96-178-69.gci.net] has joined #linuxcnc
[05:20:08] -!- lexano has quit [Ping timeout: 255 seconds]
[05:20:25] -!- FreezingCold has quit [Ping timeout: 260 seconds]
[05:20:36] -!- zeeshan|2 has quit [Ping timeout: 255 seconds]
[05:21:17] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[05:21:30] -!- lexano [lexano!~lexano@CPEa021b7ac59c9-CMbcc81006f6ee.cpe.net.cable.rogers.com] has joined #linuxcnc
[05:27:09] -!- geep has quit [Ping timeout: 244 seconds]
[05:39:54] -!- mk0 [mk0!uid49991@gateway/web/irccloud.com/x-eywzhjakpicqsjly] has joined #linuxcnc
[05:42:36] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[05:42:36] -!- Tecan has quit [Changing host]
[05:42:36] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[05:50:29] postaL is now known as postaL_offline
[06:01:43] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[06:03:31] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f740aea.pool.mediaWays.net] has joined #linuxcnc
[06:08:37] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[06:42:07] -!- Connor_iPad has quit [Quit: I'm Gone!]
[06:48:07] -!- tronwzrd has quit [Ping timeout: 265 seconds]
[06:48:07] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[06:55:43] -!- tronwizard [tronwizard!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[07:05:43] -!- syyl_ [syyl_!~sg@p4FD10A40.dip0.t-ipconnect.de] has joined #linuxcnc
[07:22:56] <zeeshan> Yea baby!
[07:23:02] <zeeshan> hydraulic pump working
[07:23:46] <anarchos2> /join #qgis
[07:23:50] <anarchos2> erp
[07:23:57] <zeeshan> https://www.youtube.com/watch?v=X9iVkL3Kw-Q
[07:31:42] -!- PCW_ [PCW_!~chatzilla@99.88.10.65] has joined #linuxcnc
[07:32:14] <Connor> zeeshan: You figure out the valve ?
[07:32:19] -!- PCW has quit [Ping timeout: 272 seconds]
[07:32:21] PCW_ is now known as PCW
[07:35:24] -!- cathode [cathode!~cathode@76.115.13.9] has joined #linuxcnc
[07:38:34] -!- asdfasd [asdfasd!~332332@176.253.29.228] has joined #linuxcnc
[07:39:26] -!- Miner_48er has quit [Ping timeout: 256 seconds]
[07:41:21] -!- GJdan has quit [Quit: WeeChat 1.1-dev]
[07:41:22] -!- nofxx_ has quit [Remote host closed the connection]
[07:41:49] -!- Tecan has quit [Ping timeout: 255 seconds]
[07:49:25] <zeeshan> Connor: yes
[07:49:38] <archivist> stuck? or what
[07:49:39] <zeeshan> the problem was the relief valve
[07:49:40] <zeeshan> yes
[07:49:42] <zeeshan> it was stuck
[07:49:52] <Connor> what was the deal with the ball bearing ?
[07:50:31] <zeeshan> it's supposed t obe like that
[07:50:36] <zeeshan> its supposed to be a press fit
[07:51:00] <zeeshan> the path of the fluid goes through that one port
[07:51:08] <zeeshan> then around the cylindrical portion of the valve
[07:51:16] <zeeshan> (through the couple thou clearance)
[07:51:26] <zeeshan> and that opens up the valve
[07:51:32] <zeeshan> i think the valve was stuck before
[07:51:42] <zeeshan> maybe because it was sitting around for so long
[07:51:52] <zeeshan> archivist was correct :P
[07:52:13] * archivist is a guesser
[07:52:31] <zeeshan> i'm glad this got fixed
[07:52:38] <zeeshan> it woulda been 600 bux to replace this thing
[07:52:38] <archivist> I wonder what percentage I get right :)
[07:54:55] <zeeshan> how would you guys set up the tool change? would you setup 2 buttons so that you hold one momentary switch open that keeps the hydraulic pump powered, and with another finger you press another momentary button that energizes the solenoid valve to open and drop the tool
[07:55:40] <zeeshan> or would you setup a routine in linuxcnc where when you press the button, it runs the hydraulic pump , then after 5 seconds energizes the solenoid valve and drops the tool?
[07:56:23] <zeeshan> (5 seconds ~ time to build 2000 psi)
[07:56:43] <Connor> any reason you can't keep it charged all the time ?
[07:56:50] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:56:51] <archivist> seems a long time, have a pressure switch
[07:56:56] <zeeshan> according to asah
[07:56:59] <Deejay> moin
[07:57:10] <zeeshan> these pumps are intermittent duty
[07:57:12] <zeeshan> not continuous
[07:57:17] <zeeshan> archivist: good point
[07:57:29] <zeeshan> i can use the pressure switch signal to enable the solenoid valve
[07:57:38] <archivist> much faster
[07:57:42] <zeeshan> yes
[07:57:43] <zeeshan> and no guess
[07:57:46] <zeeshan> *guessing game
[07:57:49] <Connor> I'm surprised it doesn't already have one.
[07:57:57] <zeeshan> it has a pressure switch
[07:58:04] <archivist> and will fail safe when it gets old
[07:58:21] <zeeshan> the question is how long to keep running pump after solenoid valve is engaged :)
[07:58:52] <Connor> When you press the button.. it starts the pump.. when pressure reached, it trips the release.. when you let go of button.. it shuts down the pump
[07:59:08] <zeeshan> oo
[07:59:10] <zeeshan> i like that one
[07:59:38] <zeeshan> i like that a lot
[07:59:42] <zeeshan> because if i change my mind and dont wanna remove the tool
[07:59:48] <zeeshan> ill still have a sec to release it
[07:59:50] <zeeshan> and stop the tool change
[07:59:52] -!- vapula [vapula!~rolland@72-236.80-90.static-ip.oleane.fr] has joined #linuxcnc
[08:00:10] <zeeshan> its too late to be thinking up routines
[08:00:12] <zeeshan> i need food!
[08:00:17] <Connor> When you push that button. Your hand should be on the tool.
[08:00:38] <Connor> and of course, you'll want a interlock in place to make sure the spindle isn't active.
[08:00:53] <zeeshan> thats why i really want to do it in linuxcnc
[08:01:02] <Connor> You can.
[08:01:19] <Connor> wire the button into a input. and then have linuxcnc handle the output along with the interlock.
[08:02:02] <zeeshan> ill feed it pressure switch, tool change button
[08:02:18] <zeeshan> internally it'll have spindle-run
[08:02:37] <zeeshan> maybe also ensure m6 is active
[08:02:47] <zeeshan> er "tx" m6 is active
[08:02:52] <archivist> classicladder
[08:02:52] <Connor> No, Just feed it the tool change button. let the pressure switch trip the change. no need to have linuxcnc take that as a input
[08:03:13] <zeeshan> connor but it'd be cool to have a led in linuxcnc
[08:03:19] <zeeshan> that says "at pressure!"
[08:03:27] <Connor> Umm. Okay.
[08:03:40] <zeeshan> it needs to look like a cockpit
[08:03:50] <Connor> No. It doesn't.. KISS
[08:03:55] <zeeshan> no
[08:04:05] <zeeshan> it'll look like a boeing 747 by the time im done
[08:04:22] <zeeshan> unless i run out of inputs
[08:04:27] <archivist> but when you add complete toolchange automation....
[08:05:01] <zeeshan> im going to go grab a burger
[08:05:02] <zeeshan> starving!
[08:05:04] <Connor> time for bed.
[08:05:05] <Connor> later
[08:05:19] <zeeshan> nite
[08:22:35] -!- PCW_ [PCW_!~chatzilla@99.88.10.65] has joined #linuxcnc
[08:22:47] -!- PCW has quit [Ping timeout: 245 seconds]
[08:23:00] PCW_ is now known as PCW
[08:24:29] -!- rob_h [rob_h!~robh@2.127.23.190] has joined #linuxcnc
[08:28:09] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[08:30:26] <zeeshan> delicious burger!
[08:31:47] -!- Miner_48er has quit [Quit: Leaving]
[08:35:23] -!- cathode has quit [Quit: Leaving]
[08:38:12] -!- syyl_ws [syyl_ws!~sg@p4FD10A40.dip0.t-ipconnect.de] has joined #linuxcnc
[08:51:17] -!- Tanz has quit [Quit: ChatZilla 0.9.91 [Firefox 32.0.3/20140923175406]]
[09:02:21] -!- anarchos2 has quit [Read error: Connection reset by peer]
[09:02:26] -!- ve7it has quit [Remote host closed the connection]
[09:02:47] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[09:05:01] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[09:08:07] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-110-179.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[09:09:06] -!- skorasaurus has quit [Ping timeout: 244 seconds]
[09:10:11] -!- MrSunshine has quit [Quit: Leaving]
[09:16:00] -!- b_b has quit [Changing host]
[09:16:14] -!- MrSunshine [MrSunshine!~mrsun@c-c93de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[09:25:23] -!- Valen has quit [Ping timeout: 255 seconds]
[09:30:59] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[09:31:24] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[09:40:44] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[09:52:50] -!- phantoxe [phantoxe!~destroy@2a02:4780:1:1::1:123c] has joined #linuxcnc
[09:55:03] -!- erasmo [erasmo!~erasmo@77-254-232-140.adsl.inetia.pl] has joined #linuxcnc
[10:28:12] -!- balestrino has quit [Ping timeout: 245 seconds]
[10:29:28] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[10:38:54] -!- Cylly [Cylly!cylly@p54B11D66.dip0.t-ipconnect.de] has joined #linuxcnc
[10:40:28] -!- Loetmichel has quit [Ping timeout: 255 seconds]
[10:46:28] -!- erasmo has quit [Quit: Leaving]
[10:48:36] -!- chris_gough [chris_gough!~chris@d58-107-65-75.mit800.act.optusnet.com.au] has joined #linuxcnc
[10:55:01] -!- balestrino has quit [Ping timeout: 244 seconds]
[10:55:23] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[11:11:29] -!- skunkworks_ has quit [Ping timeout: 245 seconds]
[11:22:55] -!- balestrino has quit [Ping timeout: 244 seconds]
[11:23:27] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[11:24:18] -!- pcw_home has quit [Ping timeout: 250 seconds]
[11:40:47] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[11:41:10] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[11:47:21] -!- syyl_ws has quit [Remote host closed the connection]
[11:52:17] -!- balestrino has quit [Ping timeout: 258 seconds]
[11:55:32] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[11:58:34] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[11:58:57] -!- SpeedEvil [SpeedEvil!~quassel@mauve.plus.com] has joined #linuxcnc
[11:59:04] -!- SpeedEvil has quit [Changing host]
[11:59:04] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[12:13:22] -!- Valen has quit [Quit: Leaving.]
[12:19:56] -!- syyl_ has quit [Ping timeout: 260 seconds]
[12:19:57] Cylly is now known as Loetmichel
[12:27:56] -!- f1oat has quit [Ping timeout: 258 seconds]
[12:36:19] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[12:40:20] -!- Tanz [Tanz!~chatzilla@209.169.69.196] has joined #linuxcnc
[12:53:18] -!- The_Ball has quit [Quit: Leaving]
[12:53:52] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:55:34] <jdh> I see.
[12:56:28] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[13:08:33] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:13:47] -!- MattyMatt [MattyMatt!~matt@cpc12-birk7-2-0-cust211.1-3.cable.virginm.net] has joined #linuxcnc
[13:22:23] <PetefromTn_> Good Morning and Happy Halloween everyone!
[13:23:33] <jdh> and a fine morning to you.
[13:23:49] <PetefromTn_> :D
[13:25:21] <jdh> where did you find that lathe?
[13:25:25] <jdh> and do they have another one?
[13:27:07] <PetefromTn_> seriously?
[13:27:13] <JT-Shop> morning Pete
[13:27:23] <PetefromTn_> I bought it from a machine dealer in Kentucky
[13:27:46] <PetefromTn_> and I seriously doubt they have another one ;)
[13:27:59] <PetefromTn_> JT-Shop Morning
[13:34:56] -!- zeitue has quit [Remote host closed the connection]
[13:41:07] <PetefromTn_> http://i.imgur.com/ob0yBKg.jpg http://i.imgur.com/6n1TWOd.jpg My kid's Handiwork LOL
[13:45:42] <PetefromTn_> jdh I thought you were already building a 9x20 or something?
[13:47:18] <jdh> I am, but it will still be a 9x20
[13:47:29] <PetefromTn_> LOL
[13:47:34] <PetefromTn_> Yeah I know right
[13:47:37] <jdh> IMO, 9x20 is more lame than a 7x
[13:47:59] <PetefromTn_> don't feel bad I REALLY wanted a 20HP CNC turning center but hey I gotta be real here.
[13:48:07] <jdh> it pretty much is just a larger 7x but not scaled up enough for rigidity
[13:48:21] <jdh> an 8x12 is much beefier than a 9x
[13:48:26] <PetefromTn_> That one in the video you posted looked pretty decent
[13:48:39] <jdh> that's because it wasn't cutting anything
[13:48:52] <PetefromTn_> I understand that when you remove the compound and install a rigid toolpost mount it makes it a lot beefier
[13:48:56] <jdh> it has tiny ways, tiny clamps
[13:49:12] <PetefromTn_> yeah I guess
[13:50:19] <jdh> that in itself doesn't bother me since I have no real use for a lathe, but it makes CNC difficult.
[13:50:40] <PetefromTn_> Honestly I know every time I go visit Harbor Freight I look at the mini lathe and the 9x and I think GEE I did not realize that dwarves did machine work LOL
[13:51:16] <jdh> heh, the 7x is ok because you don't expect much
[13:51:34] <jdh> a 7x12 is 4 inches longer than a HF 7x10
[13:51:42] <PetefromTn_> ?
[13:52:22] <jdh> odd math
[13:52:27] <PetefromTn_> ya know honestly while I have no use for a mini anything basically I have seen some pretty amazing CNC mini lathes making some interesting parts on youtube.
[13:53:57] <jdh> yeah, I bought another 7x to try converting but got tired of looking at it and sold it to a friend who has it sitting in a corner somewhere.
[13:54:06] <jdh> $200, still covered in grease.
[13:54:15] <FinboySlick> PetefromTn_: Your kid has a penchant for evil!
[13:54:38] <PetefromTn_> which one..
[13:54:58] <FinboySlick> PetefromTn_: Well, probably the one who did the second pumpkin ;)
[13:55:10] <PetefromTn_> One is my oldest daughter's version of Jack the Pumpkin King
[13:55:29] <PetefromTn_> and the other is just a big evil grin by my youngest daughter
[13:56:20] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:56:31] <FinboySlick> It's always the youngest, isn't it?
[13:56:39] <FinboySlick> Even in the movies.
[13:57:21] <PetefromTn_> yeah she is the one that makes me wonder the most I suppose LOL
[13:57:41] <PetefromTn_> I thought they looked pretty cool so maybe I am at fault here hehe
[13:58:03] <FinboySlick> They do, it's great work. I certainly see Jack in the first one.
[13:58:06] <jdh> looks good to me
[13:58:42] <PetefromTn_> No I meant that I may be at fault for their innate love of all things devious
[14:00:06] <PetefromTn_> https://www.youtube.com/watch?v=BdDbgHWRawY Tool changer on a mini lathe!!
[14:01:22] -!- balestrino has quit [Ping timeout: 256 seconds]
[14:03:05] <jdh> I'd go for a small gang thing
[14:03:31] <PetefromTn_> I know but what is the X travel on that thing?
[14:03:39] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[14:04:30] <jdh> not much
[14:04:43] <jdh> but, you also can't fit much in the lathe
[14:05:30] <jdh> I would like to make some plastic roller things. Can you cut an inside left and right with the same tool?
[14:05:56] <CaptHindsight> PetefromTn_: great pumpkin pics, I don't think you have anything to worry about
[14:06:18] <jdh> but, be careful when you sleep.
[14:06:20] <PetefromTn_> Thanks Capn'
[14:06:33] <PetefromTn_> they look even better in person.
[14:06:40] <PetefromTn_> Hard to take pics in the dark
[14:07:02] <PetefromTn_> Ya know speaking of toolchangers on lathes
[14:07:17] <PetefromTn_> I have been really thinking about this a lot since I got the new lathe
[14:08:08] <CaptHindsight> http://www.phrenopolis.com/pumpkins/2005.jpg one of the more clever ones
[14:08:19] <PetefromTn_> At first I was planning that eventually I would buy something like this from Microkinetics
https://www.youtube.com/watch?v=KPbOEetDHdM
[14:08:28] <PetefromTn_> and adapt it to my machine
[14:08:49] <PetefromTn_> or something just like it from one of the many different manufacturers out there.
[14:09:21] <PetefromTn_> Jeez that looks like an orange headache LOL
[14:10:22] <PetefromTn_> But after seeing this video
https://www.youtube.com/watch?v=0MrSH8LMKGM That apparently uses a fourth axis style rotary table with an tool plate mounted on it
[14:10:43] <PetefromTn_> I have been thinking that the rotab would have quite a few advantages over the commercial offerings
[14:11:13] <PetefromTn_> For instance when you setup say a center drill or drill bit
[14:11:21] <FinboySlick> PetefromTn_: the vibration on side cuts might be pretty mean on your rotary table drive though.
[14:11:30] <PetefromTn_> if you have the first kind from microkinetics
[14:12:02] <PetefromTn_> you have specific positions that the thing indexes to
[14:12:27] <PetefromTn_> so you have to either machine a boss in place with the lathe or shim somehow to get it to position
[14:12:48] <PetefromTn_> whereas with the rotab setup you can dial it in along the radius of the arc of the swing of the toolchanger
[14:13:21] <PetefromTn_> The same would be true of special cutters with different rakes etc. You could set them up at the correct angles you want or need.
[14:14:04] <PetefromTn_> I honestly don't think a reasonable rotary table quality model would have a problem with this if you can do heavy milling on them in a 4axis mill
[14:14:52] <PetefromTn_> any backlash in the worm gear would be negated by approaching the work from the same direction of rotation.
[14:15:36] <PetefromTn_> the cutting forces will always be in the same direction basically
[14:15:46] <PetefromTn_> what do you guys think?
[14:17:31] <FinboySlick> PetefromTn_: For small runs I think it's a good plan but for production I'd still try to find a way to avoid strain on the worm gear. Maybe somehow motorize the lock of the table.
[14:18:26] <PetefromTn_> funny you mention that. While I am not sure that is really an issue I had spoken with Connor about it and he suggested something similar. Like perhaps a pneumatic solenoid on an arm that swings the lock in an arc.
[14:19:06] <PetefromTn_> If you watch that video which admittedly is PAINFULLY SLOW AND GENTLY CUT
[14:19:24] <PetefromTn_> you can see that there is no locking and the rotary table moves smoothly between tools
[14:19:40] <FinboySlick> Yes, and in those situations, locking isn't needed.
[14:19:51] <PetefromTn_> You would have to start with at least a reasonably good quality rotab of course
[14:20:10] <FinboySlick> Large runs where your tool eventually dulls and you get a bit of vibration or chatter though.
[14:20:37] <PetefromTn_> I guess at some point that would become a factor
[14:20:46] <FinboySlick> And this mostly just applies to side cuts.
[14:20:55] <PetefromTn_> what do you mean side cuts exactly
[14:21:05] <CaptHindsight> a "decent" rotary would work
[14:21:29] <PetefromTn_> assuming you are using a typical insert lathe cutter
[14:21:35] <FinboySlick> When your tool is coming in from the side. Drilling wouldn't send as much force on the worm.
[14:21:58] <PetefromTn_> your forces will be against the face of the rotary table and down against the rotation of the worm
[14:22:13] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[14:22:47] <CaptHindsight> what's the actual concern here? you just make a rotary table with tool holders rigid enough
[14:22:52] <PetefromTn_> I could possibly see an issue with say an interrupted cut but really if you can mill on a fourth axis with a decent rotab turned fourth axis I cannot see how this would not work quite well really.
[14:23:09] <CaptHindsight> worm gears and encoders are readily available
[14:23:25] <PetefromTn_> Honestly I am just wondering if you guys can see an issue I do not
[14:23:46] <CaptHindsight> it comes down to your engineering and fab skills
[14:23:53] <PetefromTn_> I personally think it is a great idea and can also see a lot of advantages over the fixed indexing style
[14:24:15] <CaptHindsight> if you posted a pic of one of those $200 engraving 4th axis that would be another story
[14:24:23] <PetefromTn_> what fab skills are necessary really
[14:24:32] <CaptHindsight> and said you wanted to modify it to do the same :)
[14:24:55] <PetefromTn_> Actually I was thinking like an 8" Phase II rotary table with a motor on it
[14:25:08] -!- lair82 [lair82!616b5c34@gateway/web/freenode/ip.97.107.92.52] has joined #linuxcnc
[14:25:14] <FinboySlick> PetefromTn_: How big a part would you turn?
[14:25:43] <PetefromTn_> http://www.use-enco.com/ProductImages/0910259-24.jpg
[14:25:53] <PetefromTn_> what do you mean?
[14:25:59] <PetefromTn_> on the table or on the lathe?
[14:26:21] <FinboySlick> On the lathe with the tool held on the edge of the table.
[14:26:36] <PetefromTn_> well the lathe has a 14" swing
[14:26:49] <PetefromTn_> the table would take up some space on the cross slide
[14:26:52] <PetefromTn_> so not sure really
[14:26:58] <PetefromTn_> would have to take some measurements
[14:27:17] <PetefromTn_> It would probably be better if the rotary unit was in back of the lathe centerline
[14:27:22] <PetefromTn_> or behind it rather
[14:27:50] <lair82> Good Morning Fella's, have a question, in regards to the desktop shotcut icon that is generated when you click the checkbox on the config selector, do I need to delete and create a new one everytime I re-compile my builds?
[14:27:51] <CaptHindsight> there are no specs for those tables other than dimensions and gear ratios
[14:28:14] <CaptHindsight> http://www.use-enco.com/CGI/INPDFF?PMPAGE=432&PMITEM=200-1143 here they are
[14:28:28] <FinboySlick> I'm no expert on it but my main concern is that a worm gear is sort of single point of contact. That's not a whole lot of metal holding your position.
[14:28:36] <CaptHindsight> no spec on backlash
[14:28:53] <CaptHindsight> no load ratings either :(
[14:29:14] <lair82> Or is it just looking for your INI to get things started?
[14:29:47] <skunkworks> it is loading your ini..
[14:30:03] <PetefromTn_> well like I said if it is enought to hold a part against the cutting forces of a mill I cannot see why it would not take the more continuous forces of a lathe
[14:30:29] <skunkworks> but if you compile in a different directory - then I think you need to re-make the icon
[14:32:11] <CaptHindsight> the force is equally applied to the cutting tool and material
[14:32:53] <CaptHindsight> with milling you might be thinking of a large mass of material being cut by a small tool
[14:33:32] <lair82> Ok, the directories are always the same, I just wondedered, Norbert updated some things in gmoccapy, and I had to update, so I did not know if I should delete the icon and generate a new one, or if it would start up from the icon with the new updates applied, after re-compiling of course.
[14:34:21] <PetefromTn_> https://www.youtube.com/watch?v=LtdEL2fIdUY again small lathe light cuts damnit LOL
[14:34:45] <CaptHindsight> PetefromTn_: the rotary and trunnion tables are typically driven by a motor on a worm gear
[14:35:12] <FinboySlick> PetefromTn_: I'm not saying it won't work. I'm just saying you're essentially banging the point of contact between the worm and the gear tooth as the one thing holding the position. It's a fair bit of stress in a relatively small area.
[14:36:55] <CaptHindsight> the problem I've found with trying to find a manual rotary table to modify is the lash and overall accuracy
[14:37:39] <PetefromTn_> https://www.youtube.com/watch?v=hnSqy0oKyTQ The other option is something like this only supersized ;)
[14:38:43] <FinboySlick> PetefromTn_: Well, if you have the space and the tool number suits you on that second setup, you can make it a heck of a lot more rigid.
[14:38:51] <PetefromTn_> Or you could adapt some kind of brake tot he whole thing.
[14:39:49] <PetefromTn_> like make the outside of the rotary table with a disk brake from a motorcycle or something like that and engage a brake when the table is not moving but I hate getting all Mcguyver on stuff like that.
[14:39:58] <FinboySlick> PetefromTn_: I think that's worth looking into if you go rotary. Not necessary depending on the loads but certainly would help.
[14:40:20] -!- koo6 [koo6!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[14:40:58] <PetefromTn_> I suppose I could just build the freakin' thing and try it and see how it works. Then if it seems a bit much back up and pundt with a brake or the pneumatic lock of the table itself as we said before.
[14:41:34] <FinboySlick> PetefromTn_: That's likely the best thing to do.
[14:41:59] <PetefromTn_> I mean I like the indexed type and I can certainly buy or build one but this seemed to have advantages that it did not in several ways.
[14:42:48] <PetefromTn_> The Gang tooling is nice and would work fine but most lathes do not have tons of X travel so if you are trying to add several tools it gets real cramped and crashy quickly.
[14:43:44] <FinboySlick> PetefromTn_: mount another linear axis on your cross-slide.
[14:44:48] <PetefromTn_> https://www.youtube.com/watch?v=ExwXESx-Owk See how in this video you are basically forced to make very small diameter parts with the setup.
[14:45:14] <PetefromTn_> and part length becomes a real issue as does tool stickout
[14:46:13] <PetefromTn_> If you are running a strictly collet lathe making ton of small precision parts it is probably perfect but otherwise it is relatively complex and crashy and very limited
[14:46:25] -!- dan2k3k4 has quit [Quit: Leaving]
[14:46:29] <PetefromTn_> which is why I was thinking of the rotary tool changer in the first place
[14:47:10] <PetefromTn_> plus forget about using a tailstock for basically anything.
[14:48:25] <JT-Shop> not much room between the tools
[14:49:05] <PetefromTn_> https://www.youtube.com/watch?v=nfazZQM6e64 Now this is beautiful and is basically what I am hoping to acheive at least somewhat
[14:52:47] <pcw_home> In the first video, tapping is interesting, looks like they use spindle sync'ed motion with a spindle brake
[14:52:58] -!- sliptonic has quit [Read error: Connection reset by peer]
[14:53:45] <PetefromTn_> Which one>
[14:57:38] <PetefromTn_> https://www.youtube.com/watch?v=L7iztfFGtyM THis is interesting too.
[15:00:08] <lair82> Hey Petefromtn, you need find something like a turret off of an old milacron avenger, 10-12 tools nice and compact,
[15:00:47] <PetefromTn_> Yeah I was trying to decide if it would be better to machine one or get a used one somewhere cheap to adapt to the rotab
[15:01:16] <PetefromTn_> unfortunately the tool carousels on commercial turning centers are anything but cheap
[15:01:36] <PetefromTn_> Usually they are the first to get destroyed in a crash so they are often in demand
[15:01:38] <lair82> http://www.hgrinc.com/buyOurs/inventoryItemDetail.do?inventory_num=08141350005&itemName=CINCINNATI+AVENGER+250MS+CNC+LATHE,
[15:02:25] <pcw_home> https://www.youtube.com/watch?v=ExwXESx-Owk is the one that seems to use the brake when tapping
[15:02:30] <PetefromTn_> Jeez look at the motor on that thing.
[15:03:25] <lair82> That machine has a milling turret NICE!!!, we have been kicking around buying it and bringing it back to life.
[15:03:56] <lair82> We have 4 of these in our shop, no milling options though.
[15:04:53] <pcw_home> a bit rough...
[15:05:29] <PetefromTn_> yeah those i am sure are SWEET machines but a bit more than I need at least right now.
[15:05:39] <PetefromTn_> I do see what you mean about the brake while tapping
[15:05:40] <lair82> yes it is, but job security on my end I guess, or that's what the shop guys always say,,,,
[15:07:08] <PetefromTn_> If you have the work for it then hell yeah go for it. I wish I had work to justify a big CNC turning center purchase. But as they say once you have the machine the work will find you. Problem is I never seem to have the right machine LOL
[15:08:19] <PetefromTn_> I figure If I can get this Standard Modern CNC lathe fixed up, painted nice, Retrofitted and working well and reliably I can use it and enjoy it. IF it gets me more work I can always upgrade to a larger machine and sell this one.
[15:08:56] <lair82> Very true,
[15:12:30] <PetefromTn_> Honestly just having a nice CNC lathe even if it only has an aloris type toolpost and quick change tooling right now would be a huge plus for my shop and what I typically do
[15:19:51] <PetefromTn_> https://www.youtube.com/watch?v=wqxtYSUFWyg This is an 18x40 and a big bigger and heavier than my new lathe but I would LOVE to get mine somwhere like this setup. That dorian tool carousel is quite expensive prohibitively so really. I am hoping for buying or building something similar.
[15:21:59] postaL_offline is now known as postaL
[15:26:37] <jdh> I'll give you $1k for it.
[15:26:51] <PetefromTn_> for what?
[15:27:09] <PetefromTn_> https://www.youtube.com/watch?v=9vQVQnLsEYQ
[15:27:17] <PetefromTn_> Sweet shop built turret
[15:27:42] <jdh> for your lathe
[15:27:59] <jdh> upgrade now before you spend a lot of time converting
[15:28:25] -!- md-2 has quit [Remote host closed the connection]
[15:29:01] -!- sliptonic [sliptonic!sliptonic@2600:3c00::f03c:91ff:fe69:b403] has joined #linuxcnc
[15:29:19] -!- Thetawaves [Thetawaves!~Thetawave@156-96-178-69.gci.net] has joined #linuxcnc
[15:29:52] -!- Thetawaves has quit [Client Quit]
[15:33:25] -!- md-2 has quit [Ping timeout: 255 seconds]
[15:34:58] <skunkworks> this guy is local to me.. (reminded me of the above relay board...)
[15:34:59] <skunkworks> https://www.youtube.com/watch?v=ciNVQqgre0w
[15:39:35] <PetefromTn_> Those old Hardinge lathes sure are workhorses huh.
[15:42:21] <CaptHindsight> PetefromTn_: what's your budget to build a turret?
[15:42:40] <PetefromTn_> Man that is some mess O' wires at the end of that video... Almost amazed that they are running it like that
[15:43:25] <CaptHindsight> they are out in the open where you can keep an eye on them for trouble
[15:43:26] <PetefromTn_> CaptHindsight Honeslty I am not even ready to be worried about it yet. I just got this gutted lathe and it is gonna need probably at least $2k to get it where I want it with all brand new motors and servos and drives etc.
[15:43:46] <PetefromTn_> Just to get it to be a CNC lathe that runs.
[15:44:01] <PetefromTn_> The toolchanger is just looking to the future with it.
[15:44:15] <PetefromTn_> I would be open to any suggestions that do not cost a small fortune tho.
[15:44:38] <PetefromTn_> For instance that Microkinetics lathe turret would probably work great and they ask about $1900 for that one.
[15:45:06] <PetefromTn_> There is also the one from Tormach they put on their little slant bed lathe but I am not sure what the cost is on that one.
[15:45:26] <PetefromTn_> There are quite a few designs for shop built models out there and some are quite impressive.
[15:45:26] <CaptHindsight> their rotary table is ~$900
[15:45:40] <PetefromTn_> yeah thats a bit much huh
[15:45:51] <CaptHindsight> it fits
[15:45:58] <PetefromTn_> fits what
[15:46:05] <CaptHindsight> works for their customer base
[15:46:23] <PetefromTn_> yeah mostly hobby based stuff.
[15:46:37] <PetefromTn_> I hate to have to look to them for a solution really.
[15:46:38] <CaptHindsight> when you buy their accessories you know it's going to work with the rest of their tools
[15:47:05] <PetefromTn_> but they do have a working solution for what I would consider at least a reasonable price for what it is.
[15:47:34] <PetefromTn_> That price may actually include thier software and drive system so the actual turret may be less....not with my luck tho.
[15:48:19] <CaptHindsight> $300 for a rotary table, $200 for a big stepper motor and some $ for misc to build your own
[15:48:34] <CaptHindsight> it's mostly labor for you
[15:48:52] <PetefromTn_> yeah and that $200.00 is probably on the high side really
[15:49:09] <CaptHindsight> ok with driver
[15:49:14] <PetefromTn_> yeah
[15:49:37] <PetefromTn_> I am not averse to building a pneumatic one with stepper drive thru belt.
[15:49:45] <PetefromTn_> Its a lot more work
[15:50:16] <PetefromTn_> I was just questioning the end result whether the rotab model build would be more or less capable.
[15:50:35] -!- dan2k3k4 has quit [Quit: Leaving]
[15:51:31] <PetefromTn_> https://www.youtube.com/watch?v=o-9J4KsXYwU This is beautiful build
[15:55:13] <PetefromTn_> Well I guess I should get out there and keep scrubbing on this bitch and dream about toolchangers while I do it. It's not gonna clean itself nor will it retrofit itself LOL
[15:55:18] -!- mahtennek has quit [Client Quit]
[15:55:32] <lair82> Thats pretty bad ass, for home built!!!!!!!!!!!!!!!!!!
[15:56:26] <PetefromTn_> yeah it sure is. Very nice finishes on all surfaces and it sounds like a swiss watch when it actuates.
[15:57:57] -!- quiqua has quit [Quit: quiqua]
[16:15:19] <CaptHindsight> PetefromTn_: worm gear wear vs slots in a shaft wear
[16:16:37] <CaptHindsight> if you can live with fixed positions with no flexibility it's lower cost and simpler to go with slots and a collar
[16:17:13] <CaptHindsight> if you want to be able to change the number of positions in the tool holder then use a worm
[16:17:56] -!- skorasaurus has quit [Ping timeout: 244 seconds]
[16:21:42] <CaptHindsight> it's also easy to just have a turret with a fixed hole positions and a locking pins
[16:21:49] <CaptHindsight> -a
[16:22:09] -!- vapula has quit [Quit: Leaving]
[16:23:04] -!- mdel has quit [Quit: Connection closed for inactivity]
[16:23:18] <PetefromTn_> Yeah I guess so.
[16:23:45] <PetefromTn_> honestly the slots and pins requires the pneumatics and spring loaded mess so not sure how it is simpler.
[16:24:19] <PetefromTn_> either way is doable
[16:24:48] <PetefromTn_> I would be willing to bet modern CNC lathes use direct drive units or harmonic drive setups for that.
[16:24:49] <CaptHindsight> I was comparing if made from scratch vs buying a pre-made worm gear assembly
[16:25:19] -!- zzolo has quit [Quit: zzolo]
[16:25:20] <CaptHindsight> Haas is mostly worm gear
[16:25:36] <PetefromTn_> on CNC lathe turrets?
[16:26:24] <PetefromTn_> I wonder how simple it would be to make it say stepper driven indexing and then fire a pneumatic brake and build the whole thing to suit.
[16:26:54] <CaptHindsight> you might be surprised by the price of brakes
[16:27:11] <PetefromTn_> well you can use a small motorcycle brake setup probably
[16:27:47] <PetefromTn_> might even be able to use the disk on the outboard end
[16:27:58] <PetefromTn_> just some random BSing here
[16:28:08] <CaptHindsight> that would be far lower cost than any brake sold for automation
[16:28:14] <PetefromTn_> I have a ways to go before I need to really worry about it.
[16:28:51] <CaptHindsight> If I find a video of a Haas turret for a lathe I'll pas it along
[16:29:21] <PetefromTn_> Cool. I would like to see it. I have been around quite a few HAAS lathes running but never really paid any attention to HOW they worked.
[16:30:12] <CaptHindsight> there's a place near me that carries all the parts and sub-assemblies for integration
[16:31:47] <CaptHindsight> i went through this with them a year or two ago when we needed rotary tables with <0.001 deg repeatability
[16:32:54] <PetefromTn_> https://www.youtube.com/watch?v=KPbOEetDHdM Ya know while this is slow and painful to watch you cannot argue that the turret itself looks pretty good. It would work great for any sort of automated stuff I would want to do I think,
[16:33:52] <CaptHindsight> how is that one driven?
[16:34:37] <PetefromTn_> no idea but it appears to have some kind of cam lock when it goes beyond and then back like that.
[16:35:46] <CaptHindsight> I was just looking at that since the turret seems to move in and out when it's not being repositioned
[16:35:58] <PetefromTn_> https://www.youtube.com/watch?v=UubzocrQ1ew Here's our old buddy Dave from Fadal and in this video he describes a feature of the turret that it will somehow slip during a crash and help absorb some of the energy.
[16:37:22] <PetefromTn_> It probably has some kind of tapered lugs that it aligns to on the back and then it goes beyond and settles on the face of the lug
[16:38:32] <PetefromTn_> I like the bar puller at the end...pretty cool actually.
[16:38:56] <PetefromTn_> You would think they could come up with a more interesting part to make to show off their machine tho jeez.
[16:38:56] <CaptHindsight> maybe cones that fit into each other
[16:39:07] <PetefromTn_> yeah could be that too.
[16:39:24] <PetefromTn_> Maybe when I get that far I will contact you about components for this beast
[16:39:48] <PetefromTn_> you probably have better ideas about it and know the best sources for decent components to get a reasonable accuracy out of it.
[16:40:16] <CaptHindsight> heh, well for low budget ebay tends to work
[16:40:47] <PetefromTn_> All I know is for the size of my machine a setup like that could get me relatively close to what I would have with a true turning center in most respects.
[16:41:02] <PetefromTn_> yeah I honestly don't even know what my budget is yet.
[16:41:11] <PetefromTn_> I hope I have not come across as a cheap ass here.
[16:41:20] <PetefromTn_> I try to build things that work for the most reasonable cost
[16:41:35] <PetefromTn_> That does not always mean the cheapest way
[16:41:52] <PetefromTn_> but hey I like a bargain as much as the next guy...probably more LOL
[16:42:00] -!- syyl_ [syyl_!~sg@p4FD10A40.dip0.t-ipconnect.de] has joined #linuxcnc
[16:42:26] <CaptHindsight> I often pay 10% of the list price for really high end components
[16:42:40] <PetefromTn_> on the bay you mean?
[16:43:01] <CaptHindsight> newport rotary tables, linear servo motors, air bearing tables etc
[16:43:11] <CaptHindsight> yes, on ebay
[16:43:11] <PetefromTn_> you can certainly get some good deals especially if the tech is old
[16:43:24] -!- ejb has quit [Quit: ZZZzzz…]
[16:43:33] <PetefromTn_> I am not above buying used as long as it is a proven entity
[16:43:57] <CaptHindsight> http://www.airhydraulics.com/en-us/products/rotaryindextables/7rotaryindexingtable.aspx
[16:44:06] <PetefromTn_> it does sound however that you have a lot more experience with rotary units than I do easily.
[16:45:04] <PetefromTn_> interesting. that is a pneumatic indexer then?
[16:45:14] <CaptHindsight> yes
[16:45:21] <CaptHindsight> don't know the price
[16:45:33] <Connor> PetefromTn_:
http://www.dumpstercnc.com/projects/gallery2/main.php?g2_itemId=544
[16:45:58] <CaptHindsight> he posted that earlier
[16:46:07] <Connor> The pictures ?
[16:46:11] <Connor> I saw the video
[16:46:50] <PetefromTn_> damn that is some good work huh.
[16:47:20] <PetefromTn_> I wonder how he machined that deep pocket I assume he has small machines based on the lathe he builts size
[16:47:20] <Connor> That main part is made from 2 parts.. one HUGE ass one that was milled out..
[16:47:35] <PetefromTn_> yeah that is what I am impressed with.
[16:47:38] <Connor> That, or he works in a machine shop.
[16:49:05] <PetefromTn_> it looks like it runs on bronze bearings..
[16:49:18] <Connor> Yup.
[16:49:32] <Connor> For something that turns at that speed.. that's probably fine.
[16:49:40] <PetefromTn_> I wonder how big it is in real life
[16:49:44] <PetefromTn_> looks pretty small
[16:49:57] <Connor> I would say that's a nema 23 motor
[16:50:21] <PetefromTn_> in that one picture you can see the corner of a keyboard and it looks rather huge in comparison so I would say it is quite small
[16:52:33] <PetefromTn_> Either way he did a damn fine job on it I think. Not sure why he needed the belt tensioner tho
[16:52:44] <PetefromTn_> Could have just made the stepper mount slotted
[16:52:49] <CaptHindsight> http://www.dumpstercnc.com/projects/gallery2/main.php?g2_itemId=567 quite a bit of reduction
[16:53:32] <PetefromTn_> yup
[16:53:48] <PetefromTn_> sure works smooth and turns nice from the videos.
[16:54:17] <Connor> 2nd video
https://www.youtube.com/watch?v=nKSB9QldlJA&list=UUObkmn29dobZCpxjOdK1WKg
[16:55:06] <PetefromTn_> I wonder why you could not do the same thing with a large stepper and big reduction like that but instead of the thing going in and out just run it on quality bearings and use a thrust bearing and have the pneumatics and springs hold a friction plate to lock it down
[16:55:49] <PetefromTn_> yeah that really is a thing of beauty
[16:55:52] <Connor> IF you look.. it's not a friction plate.. it's a toothed plate.
[16:55:58] <PetefromTn_> he did a great job on it.
[16:56:10] <PetefromTn_> yeah I know but what I am saying is that it is not really necessary
[16:56:37] <PetefromTn_> honestly with a BIG stepper and that much reduction it would ALMOST work without the lock
[16:57:12] <PetefromTn_> but if you added a brake or some kind of friction lock plate it would allow you infinite movement instead of however many positions the toothed plate allows
[16:57:45] <Connor> https://www.youtube.com/watch?v=Y1IDHIcyHLY&list=UUObkmn29dobZCpxjOdK1WKg&index=2
[16:57:49] <Connor> there it is mounted.
[16:57:56] <Connor> It's not so small.
[16:58:30] <PetefromTn_> No idea
[16:58:55] <PetefromTn_> Honestly I gotta wonder if you were going to go thru that much work to build such a lathe why would you not make it larger and more powerful?
[16:59:43] <PetefromTn_> I know I am always wanting bigger stuff so it is a sickness with me but if I were going to do that much fab work i would want it to be as capable as possible
[17:00:09] <Connor> Maybe that's just the size they needed. Who knows.
[17:00:15] <Connor> It's a nice design though.
[17:00:16] <PetefromTn_> I suppose
[17:00:24] <PetefromTn_> oh he did an amazing job on it.
[17:00:29] <PetefromTn_> It looks very well done
[17:00:41] <PetefromTn_> I am sure it works beautiful
[17:00:53] <Connor> https://www.youtube.com/watch?v=xiLSnykUKXo&list=UUObkmn29dobZCpxjOdK1WKg&index=1
[17:00:54] <PetefromTn_> I would love to have it in my bedroom LOL
[17:01:31] <Connor> the screws he's using.. are very course...
[17:01:50] <PetefromTn_> of course...coarse?
[17:02:16] <Connor> yes.
[17:02:50] <PetefromTn_> thats some piece of work. I would love to see it cut some aluminum or steel parts that were more intricate.
[17:03:13] <PetefromTn_> not saying it couldn't just would be interesting to see how it does.
[17:03:32] <Connor> It cuts steel fine with light passes of .010-.020 per side, I haven't pushed it more than that. I cut about 95% Delrin anyway.
[17:03:40] <PetefromTn_> Isn't this the guy who makes those plastic ballnuts or whatever?
[17:03:58] <Rab> I don't think the engineering complexity of a lathe scales linearly with size. Much bigger and I think he'd have to fundamentally change his approach to maintain rigidity.
[17:03:59] <Connor> Yup. that's why it's the size it is.. he's using it for Delrin
[17:05:05] <SpeedEvil> Wait - I don't get why slant-bed
[17:05:28] <PetefromTn_> Well for cutting aluminum and soft plastics that thing is the cats ass!
[17:05:30] <SpeedEvil> Oh - tool changes are easier
[17:05:32] <Connor> SpeedEvil: Chips don't end up in ways.. more room for the X axis.
[17:05:43] <SpeedEvil> and that
[17:05:45] <PetefromTn_> there are a lot of advantages to a slant bed
[17:05:47] <Connor> can be smaller footprint.
[17:06:20] <PetefromTn_> I got a flatbed but I wanted a slant bed. It is what it is. I got a smokin' deal on it so I am happy.
[17:06:32] <Connor> PetefromTn_: The super glue worked on repairing my SATA SSDHD.
[17:06:34] <PetefromTn_> If it really annoys me I will just put a jack under it LOL
[17:06:39] -!- kwallace has quit [Ping timeout: 255 seconds]
[17:06:44] <PetefromTn_> sweet
[17:07:06] <Connor> I need to take some pictures of the case now.. I'm still wiring stuff.. but.. it's looking bad a$$
[17:07:21] <PetefromTn_> that whole lathe is made from square tube welded up.
[17:07:33] <PetefromTn_> and some relatively thin plate steel.
[17:08:47] <PetefromTn_> it could have been made quite a bit more rigid and heavier relatively easily. But again that was probably not the goal. I am not Poo Pooing it here believe me I respect the hell out of that thing it looks and works beautiful .
[17:09:31] <SpeedEvil> A heavier machine can be worse.
[17:09:48] <SpeedEvil> Being able to move without a fork lift on each end is a plus.
[17:09:54] -!- b_b has quit [Remote host closed the connection]
[17:10:03] -!- b_b has quit [Changing host]
[17:10:15] <PetefromTn_> yeah well every lightweight machine I have had left me wanting... but I see your point.
[17:10:45] <PetefromTn_> I should be receiving my brand new Air conditioning system delivery today. Cannot wait to get that bad boy installed
[17:10:45] <SpeedEvil> And I do agree - that if there are no constraints on budget, or access, generally heavier is better
[17:11:25] <PetefromTn_> Got a BUNCH of crawlspace crawling to do with it tho.
[17:11:51] <PetefromTn_> not exactly looking forward to the spiders and creepy crawlies under the house.
[17:12:08] <PetefromTn_> Maybe I can put some bug bombs in there the day before or something ;)
[17:13:37] <PetefromTn_> You know watching those videos with all the steppers they sound pretty cool. I know my wife HATES the sound of Steppers running. She thinks it is like I-robot or something and it is gonna come alive and strangle her in her sleep or something hehe
[17:13:48] -!- tocka has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[17:16:06] <SpeedEvil> That needs more axes.
[17:17:10] -!- kb8wmc [kb8wmc!~kb8wmc@64.25.194.29] has joined #linuxcnc
[17:19:18] <Connor> http://www.ivdc.com/cnc/mill_10_31_14_01.jpg
[17:19:21] <PetefromTn_> https://www.youtube.com/watch?v=DXAzJE9Zs8s HOLY CRAP look at this build. Is that a car's transmission? wow
[17:19:25] <Connor> http://www.ivdc.com/cnc/mill_10_31_14_02.jpg
[17:20:14] <PetefromTn_> Lookin' good man.. Hey I can see the slots I milled for ya LOL
[17:20:14] <Connor> PetefromTn_: Yes.. it is.. rofl
[17:20:47] <PetefromTn_> I like the cordless drill live tooling hehe
[17:20:51] <PetefromTn_> Hey man it works
[17:21:05] <PetefromTn_> chain drive indexing
[17:22:18] <PetefromTn_> BBL guys
[17:22:22] <Connor> I hope the SATA cable is okay running along
[17:22:22] -!- jduhls has quit [Ping timeout: 240 seconds]
[17:22:30] <Connor> the AC and DC power lines..
[17:24:52] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[17:25:18] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[17:29:17] -!- rob_h has quit [Ping timeout: 264 seconds]
[17:36:32] <_methods> hehe i have like 4 of those cases
[17:36:45] <_methods> they're not light
[17:36:50] <_methods> but you can't beat teh price
[17:38:49] postaL is now known as postaL_offline
[17:41:00] -!- jthornton_ [jthornton_!~john@184.20.222.218] has joined #linuxcnc
[17:41:00] -!- john__ [john__!~john@184.20.222.218] has joined #linuxcnc
[17:42:33] -!- JT-Shop has quit [Ping timeout: 265 seconds]
[17:43:02] -!- jthornton has quit [Ping timeout: 265 seconds]
[17:45:32] -!- md-2 has quit [Remote host closed the connection]
[17:46:32] <CaptHindsight> I wonder if that is a 3 speed or 4 speed trans
[17:47:25] -!- balestrino [balestrino!~balestrin@host241-61-234-109.static.ehiweb.it] has joined #linuxcnc
[17:50:12] -!- phantoxe has quit []
[18:07:52] -!- steve_stallings has quit [Ping timeout: 240 seconds]
[18:11:08] <Connor> _methods: The one I'm using ?
[18:13:48] <zeeshan> connor
[18:13:52] <zeeshan> your setup looks really nice :-)
[18:14:06] <Connor> it's getting there.
[18:14:20] -!- md-2 has quit [Remote host closed the connection]
[18:14:22] <Connor> Just need to finish wiring up the mesa board.
[18:15:02] <Connor> and relays. I need to remove the old PWM to Analog board..
[18:15:45] <zeeshan> dontcha wish there was more wire space
[18:15:46] <zeeshan> on mesa
[18:16:01] <Connor> What's sad is.. using those giant relays takes up more room than the whole PWM to Analog board that had relays..
[18:16:09] <zeeshan> the 24vdc relays?
[18:16:13] <Connor> 12v
[18:16:16] <zeeshan> hehe
[18:16:24] <zeeshan> how much currrent draw?
[18:16:24] <Connor> No 24v PSU.
[18:16:41] <Connor> The DIN mounted ones ?
[18:16:45] <zeeshan> yes
[18:18:25] <Connor> looking...
[18:18:51] <zeeshan> i just ask because
[18:18:54] <zeeshan> theres smaller automotive relays you can use
[18:19:01] <zeeshan> if they really bother you :)
[18:19:15] <Connor> .9W I think.
[18:19:34] <Connor> So 0.075 Amps
[18:19:41] <zeeshan> i meant on the high side
[18:19:46] <Connor> OH. 10Amps
[18:20:13] <zeeshan> http://thumbs1.ebaystatic.com/d/l225/m/mydfkZYWz2wRcWQCNfyHvug.jpg
[18:20:14] <Connor> I could use lower rated ones for the spindle side and the estop relay
[18:20:17] <zeeshan> those are about high the size
[18:20:22] <zeeshan> *half
[18:20:24] -!- skunkworks has quit [Read error: Connection reset by peer]
[18:20:33] <Connor> but, the DIN block is the same size.
[18:20:59] * jdh hands connor a 24v PSU
[18:21:07] <Connor> I have to put fly-back diodes on all the relays
[18:21:23] <Connor> jdh and were do you think I can put it?
http://www.ivdc.com/cnc/mill_10_31_14_01.jpg
[18:21:34] <zeeshan> connor to stop the mesa from blowing up?
[18:21:35] <jdh> where the MB used to be
[18:22:04] <Connor> zeeshan: yes.
[18:22:26] <Connor> jdh: Why does everyone want me to remove the computer from my enclosure...
[18:22:39] <zeeshan> you put it in parallel with the relays coil right?
[18:22:46] <jdh> it takes up too much space and it doesn't belong.
[18:22:54] -!- skunkworks_ has quit [Ping timeout: 258 seconds]
[18:23:01] <zeeshan> connor they;re haters
[18:23:07] <zeeshan> if it works, it works
[18:23:10] <jdh> you coudl fit one in teh drive bay
[18:23:12] <Connor> zeeshan: Yes. but, not so that it shorts out the relay.
[18:23:20] -!- phragment has quit [Ping timeout: 250 seconds]
[18:23:30] <zeeshan> http://brenamanf.files.wordpress.com/2014/08/flyback_diode.gif
[18:23:32] <zeeshan> like that?
[18:23:33] <Connor> What's wrong with 12v ?
[18:23:42] <Connor> zeeshan: Yup
[18:24:06] <zeeshan> hm
[18:24:12] <zeeshan> i've never done that for car applications
[18:24:20] <zeeshan> ive hooked up the relay directly from the ecu pin
[18:24:33] <Connor> You can blow the transistor up due to back emf.
[18:24:39] <zeeshan> good to know for future
[18:25:07] <Connor> the mesa can handle up to a set amount of amperage. but, these relays pull a tad too much.
[18:25:09] <zeeshan> could they not be built into the relay itself?
[18:25:12] <jdh> do auto relays have buiot in flybacks?
[18:25:16] <jdh> built in
[18:25:21] <zeeshan> jdh im thinking they might
[18:25:26] <zeeshan> cause i havent blown the ecu yet
[18:25:29] <zeeshan> *an
[18:26:24] <pcw_home> I doubt it, the ECU probably has built in flyback diodes or other protection
[18:26:55] <zeeshan> yea even the factory relays are wired without an external diode
[18:26:57] <Connor> So, again, what's wrong with 12v ?
[18:27:01] <zeeshan> connor nothing
[18:27:01] -!- ktchk [ktchk!~eddie6929@n219079127198.netvigator.com] has joined #linuxcnc
[18:27:04] <zeeshan> jdh is trolling you
[18:27:07] -!- reventlov has quit [Ping timeout: 258 seconds]
[18:27:10] <zeeshan> he runs 5v himself
[18:27:11] -!- balestrino has quit [Ping timeout: 272 seconds]
[18:27:12] <zeeshan> :-)
[18:27:16] <jdh> relays use less current
[18:27:46] <jdh> and 24v is more standard, fwtiw
[18:27:49] <pcw_home> most industrial systems use 24V (and as jdh says realay current will be 1/2 or 12 v relay)
[18:28:24] <Connor> Well.. send me a compact 24v supply, and replacement relays that'll fit those sockets and I'll change to 24v. :)
[18:28:36] <jdh> k
[18:28:40] <Connor> would be happy to not have to put the fly back diodes in.. it was a pain.
[18:29:08] <jdh> I have some nifty optoisolated 24vdc relays
[18:29:09] <Connor> 5 relays.. 1 needs to be able to do 10Amps..
[18:29:16] -!- ktchk [ktchk!~eddie6929@n219079127198.netvigator.com] has parted #linuxcnc
[18:29:16] -!- ktchk has quit [Client Quit]
[18:29:43] <jdh> and some that are TTL triggered but 24vdc coil
[18:30:05] <Connor> the others can be lower... because 2 are used for the spindle, 1 for a latching relay for estop/push-to-start,
[18:30:24] <Connor> oh. wait.. the other needs to be 10A too because it's going to turn the AC off for the Stepper PSU
[18:30:36] <zeeshan> connor whats the relays for?
[18:30:56] <Connor> 2 for spindle: On / Off , Fwd / Rev
[18:31:00] <pcw_home> the flyback diodes are probably not needed, but the threshold for needing
[18:31:01] <pcw_home> them is a bit complicated so I opted for conservative ratings
[18:31:14] <Connor> 1 for Coolant Pump (10 Amp)
[18:31:28] <zeeshan> what made you go with relays over contactors?
[18:31:32] <Connor> 1 for E-Sop / Push-to-start latching..
[18:31:46] <Connor> and 1 for Stepper PSU
[18:31:57] <Connor> Size? Relays better suited ?
[18:32:00] <jdh> no 12v coil contactors :)
[18:32:12] <Connor> http://www.ebay.com/itm/2-Pcs-35mm-Din-Rail-Socket-DC-12V-Coil-Voltage-DPDT-Electromagnetic-Relay-10A-/321403770209?ssPageName=ADME:L:OC:US:3160
[18:32:19] <Connor> that's the relays I have now and the DIN base.
[18:32:25] <Connor> DPDT
[18:32:45] <zeeshan> theyre a lot more compact than a contactor
[18:32:45] <zeeshan> i like
[18:33:17] <Connor> Crap. I'll have to buy new air solenoids. They're 12v too
[18:34:18] <zeeshan> i dont think im going to need any relays
[18:34:27] <zeeshan> since coolant pump has vfd, hydraulic has vfd
[18:34:32] <zeeshan> so i think im going to just communicate over modbus
[18:34:36] <jdh> how much current for the solenoids?
[18:34:45] <zeeshan> he said .075A
[18:34:58] <Connor> air solinoids.. No idea.. looking those up.
[18:35:03] <zeeshan> o
[18:35:16] <zeeshan> i dont persume its much
[18:36:10] <jdh> I do
[18:36:33] <zeeshan> hm
[18:36:41] <zeeshan> i relooked at the data spec sheet for my hydraulic
[18:36:43] <zeeshan> its 2.7A!!
[18:36:50] <zeeshan> i wonder where the heck i read 300mA
[18:38:18] <archivist> you need AMPS to get 2000psi
[18:38:59] <zeeshan> luckily me being me
[18:39:03] <zeeshan> i oversized my 24vdc supply
[18:39:04] <zeeshan> its 8.7A
[18:39:31] <zeeshan> so i guess i need a relay for the hydraulic solenoid
[18:39:59] <Connor> jdh These are DC12V 2.5W IP65 made by AirTac
[18:40:43] <Connor> and they pull .208 amps at 12v.
[18:41:01] <pcw_home> and a flyback diode to protect the relay
[18:41:28] <Connor> Damn. I may have a issue.. I'll need to run 2 of these at the same time in the future..
[18:41:39] <Connor> which will be more that 300ma
[18:41:48] <zeeshan> damn it
[18:41:51] <zeeshan> im lookign at the wrong data sheet
[18:41:51] <zeeshan> haha
[18:42:13] <pcw_home> thats fine (as long as you drive then from separate outputs)
[18:42:36] <Connor> pcw_home: Oh? It's not 300ma combined ?
[18:42:42] <Connor> what was the combined value ?
[18:42:51] <pcw_home> 1.4A per chip
[18:44:39] <pcw_home> 350 mA per output (which would be 2.8A total for 8 outputs) this will cause thermal shutdown
[18:44:52] <_methods> damn another spaceship blew up
[18:45:09] <Connor> _methods: huh?
[18:45:13] <_methods> bad week for us space flight
[18:45:21] <_methods> virgin ship blew up i guess
[18:45:36] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[18:45:43] <_methods> http://arstechnica.com/science/2014/10/one-feared-dead-as-virgin-galactic-spaceshiptwo-destroyed-in-test-flight/
[18:47:42] <Connor> http://www.ebay.com/itm/4V210-08-DC-12V-Solenoid-Electric-Pneumatic-Air-Valve-5-Port-2-Position-1-4-BSPT-/261266534746?pt=LH_DefaultDomain_0&hash=item3cd4b2f15a
[18:48:24] <Connor> that's basically what I have.. but, the electrical values are different. and I think mine is NTP not BSPT
[18:48:49] <Connor> DC 10.8v - 13.2v 2.5W 100%ED IP 65
[18:52:04] <PetefromTn_> Jeez man that bites. Wonder whose idea it was to launch an experimental spaceship on Halloween
[18:52:42] -!- phragment [phragment!~blubb@vpn.htu.tu-graz.ac.at] has joined #linuxcnc
[18:54:11] <jdh> Connor: just air to open and the washers will force it closed?
[18:54:21] <jdh> you have to vent to allow it to close?
[18:54:28] <Connor> yes.
[18:54:32] <Connor> 5 way
[18:54:56] <Connor> It's powered on both sides
[18:56:14] <jdh> how does that math work?
[18:56:23] <Connor> 5 PORT
[18:56:27] <Connor> not 5 way. sorry.
[18:56:27] <jdh> 12v, 4w, 29mA?
[18:56:54] <Connor> yea. should be .333 amps
[18:57:06] <Connor> Mine is 2.5W
[18:58:08] <Connor> How close is BSPT to NPT ?
[18:58:20] <Connor> All of these are freaking BSPT.. I think the ones I have are too.
[18:58:22] <jdh> straight vs. taper
[18:58:49] <Connor> Okay. Well.. the 1/4 NTP would work in them..
[18:59:03] <Connor> Just very TIGHT fit.
[18:59:20] <Connor> http://www.ebay.com/itm/251513080922
[18:59:48] <jdh> err... bspt is taper too, I was thinking bspp
[19:00:29] <jdh> Thus an NPT male will fit into a BSPT fitting or vice versa but they will not seal.
[19:01:05] <Connor> 55 degree vs 60 degree threads.. I use Teflon tape.. they seal. :)
[19:01:15] <jdh> jb-weld!
[19:01:15] <zeeshan> connor theyre slightly different
[19:01:35] <jdh> npt is a half-ass standard
[19:01:37] <zeeshan> a lot of japanese cars use bspt 1/8" on the oil pressure sender port on the blcok
[19:01:51] <zeeshan> i always grabbed bspt fittings
[19:01:59] <zeeshan> cause oil pressure leak would mean game over for engine
[19:02:18] <Connor> jdh: Do you have 24v relays that'll fit in those DIN sockets ?
[19:02:42] <Connor> I'll go ahead and order 2 of these 24v air valves if so.
[19:02:45] <jdh> I bet as soon as the oil sludged up from the heat, it would self-seal.
[19:03:06] <jdh> connor: nope. not that size
[19:07:43] -!- lair82 has quit [Quit: Page closed]
[19:07:48] -!- rob_h [rob_h!~robh@2.127.23.190] has joined #linuxcnc
[19:18:37] -!- jduhls has quit [Client Quit]
[19:22:52] -!- syyl [syyl!~sg@p4FD139ED.dip0.t-ipconnect.de] has joined #linuxcnc
[19:24:02] -!- moorbo [moorbo!~moorbo@dyn-238-116.hrz.uni-kassel.de] has joined #linuxcnc
[19:25:22] -!- syyl_ has quit [Ping timeout: 240 seconds]
[19:26:45] -!- arek_at_work has quit [Quit: Konversation terminated!]
[19:28:13] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[19:28:38] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[19:34:52] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[19:39:30] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[19:45:34] -!- ashcan_ [ashcan_!~robert@navsoft.plus.com] has joined #linuxcnc
[19:48:14] -!- kwallace2 has quit [Ping timeout: 264 seconds]
[19:48:34] -!- kwallace1 has quit [Ping timeout: 255 seconds]
[19:56:47] -!- erve has quit [Remote host closed the connection]
[19:57:44] <CaptHindsight> not a good week for spaceships
[19:58:32] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[19:58:55] -!- SpeedEvil [SpeedEvil!~quassel@mauve.plus.com] has joined #linuxcnc
[19:59:02] <PetefromTn_> Nope not at all..
[19:59:04] -!- SpeedEvil has quit [Changing host]
[19:59:04] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[20:00:40] -!- moorbo has quit [Read error: No route to host]
[20:00:42] -!- moorbo_ [moorbo_!~moorbo@dyn-238-116.hrz.uni-kassel.de] has joined #linuxcnc
[20:01:41] -!- md-2 has quit [Ping timeout: 255 seconds]
[20:01:50] <Tom_itx> true that.. we had a plane crash here yesterday too
[20:02:16] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[20:02:24] <_methods> gravity wells
[20:02:33] <_methods> it's global warming
[20:02:36] <pcw_home> I was at that airport last year
[20:02:51] <Tom_itx> i know
[20:03:03] <Tom_itx> they have a new terminal now... nearly complete
[20:03:18] <Tom_itx> of all places, it crashed into the flight safety building
[20:03:24] <CaptHindsight> Tom_itx: are you near the one that crashed into the Flight Safety Building in Wichita?
[20:03:30] <Tom_itx> yes
[20:03:41] <koss> poor warren buffet! hope he had insurance
[20:03:42] <_methods> yeah how's that for irony
[20:03:44] <Tom_itx> 3 in the citation sim were killed along with the pilot
[20:04:00] <koss> that's crazy, who'd of thunked a simular would be dangerous
[20:04:33] <_methods> in an airplane simulator killed by an airplane crash............
[20:04:50] <PetefromTn_> Wow the irony
[20:05:08] <_methods> when it's your time, it's your time
[20:05:23] <PetefromTn_> apparently
[20:05:56] <CaptHindsight> if the simulator had windows would it have made a difference?
[20:06:07] -!- moorbo_ has quit [Ping timeout: 245 seconds]
[20:07:38] <_methods> wonder if i can get a discount on flying lessons now
[20:08:02] <PetefromTn_> ssi will be able to give you lessons soon apparently...
[20:08:06] <CaptHindsight> wow there were 100 people in the building, only 4 perished
[20:08:07] -!- moorbo [moorbo!~moorbo@dyn-238-116.hrz.uni-kassel.de] has joined #linuxcnc
[20:09:01] -!- ejb has quit [Quit: ZZZzzz…]
[20:09:26] <CaptHindsight> The pilot was a former air traffic controller.
[20:12:49] <PetefromTn_> Why is it that EVERY SINGLE FREAKIN" VIDEO you click on lately online has to have a damn commercial before it. I mean jeez I can understand the occasional one but good lord it is like you can't click on anthing without some jackhole trying to sell you something.
[20:13:24] <CaptHindsight> I did something to block ads on youtube
[20:13:35] <PetefromTn_> really do tell.
[20:14:24] <DaViruz> install adblock
[20:14:31] <DaViruz> gets rid of it all
[20:14:35] <CaptHindsight> well I run adblocker and flashblock and noscript I'm not sure if it's that or not being logged into google or youtube
[20:14:41] <PetefromTn_> how much does that cost?
[20:14:48] <CaptHindsight> free plugin
[20:15:01] <PetefromTn_> okay I need that then...;)
[20:15:24] <CaptHindsight> PetefromTn_: which browser do you use?
[20:15:39] <PetefromTn_> right now Chrome. was using firefox
[20:15:46] <DaViruz> https://chrome.google.com/webstore/detail/adblock/gighmmpiobklfepjocnamgkkbiglidom
[20:16:36] <CaptHindsight> the problem with running NoScript is that nearly every site now uses Javascript
[20:16:52] <CaptHindsight> layers and layers of it
[20:16:54] <DaViruz> beware though, once you try adblock it's impossible to use a browser without it and stay sane
[20:17:26] <PetefromTn_> yeah they are asking for donations... makes ya feel cheezy not payin LOL
[20:17:33] <CaptHindsight> sometimes I have to allow over 30 f-ing scripts to get a news video
[20:17:55] <DaViruz> blocking scripts seem a bit silly to me
[20:18:18] <DaViruz> if yo allow 30 of them anyway, then what's the point
[20:18:26] <CaptHindsight> exactly
[20:18:26] <DaViruz> see: the boy who cried wolf
[20:18:54] <CaptHindsight> it used to cut down on the noise and distractions but no more
[20:19:16] <DaViruz> flashblock can be pretty nice though still
[20:19:19] <CaptHindsight> now it has become more of a nuisance
[20:19:49] <DaViruz> but for some reason it seems to screw up youtube for me
[20:20:19] <CaptHindsight> you're right about adblock though, I started browsing using a fresh install I could believe how some of the sites behaved
[20:20:19] <PetefromTn_> Hey it worked!
[20:20:27] <CaptHindsight> could not
[20:21:03] <_methods> heh that's why i use tiny tiny rss
[20:21:07] -!- erictheise has quit [Read error: Connection reset by peer]
[20:21:11] <CaptHindsight> thee are a few sites that complain to you about running an adblocker
[20:21:12] <_methods> i get all my sites fed to me and i never have to see them
[20:21:24] <PetefromTn_> I just watched a CNN video about that plane crash and the first time I viewed it I got a commercial the next time nothing but the video
[20:22:00] <DaViruz> there are a few sites where i feel bad about using adblock
[20:22:22] <DaViruz> if they keep sensible ads, offer something good and rely on the revenue
[20:22:49] <CaptHindsight> I'd happily pay for news. Let me know if you find a site with some
[20:23:13] <DaViruz> a lot of youtube channels for example, but i don't think you can specificly allow ads on specific users
[20:24:12] <CaptHindsight> you can add exceptions
[20:24:26] <CaptHindsight> I have a few
[20:24:28] <DaViruz> only host based though i believe?
[20:25:07] <DaViruz> yeah
[20:26:53] <CaptHindsight> it's funny to watch a youtube news video embedded in a site and after it's over offer me a suggestion based on my youtube history vs anything related to the news
[20:27:27] <CaptHindsight> from rocket explosion to "Mounting a 3-jaw Chuck"
[20:28:20] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[20:28:22] <CaptHindsight> I'm not logged into Google yet it knows something about my history (and this is with Firefox)
[20:28:41] <pcw_home> Google knows all
[20:28:45] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[20:29:06] <CaptHindsight> there are Google scripts that run on just about any commercial page
[20:29:40] <DaViruz> i read that the google streetview car also registers wifi access point mac adresses and maps them to coordinates
[20:29:59] -!- patricka_ has quit [Remote host closed the connection]
[20:30:17] <DaViruz> so when you connect to google they find your routers mac adress and knpw ehere you live
[20:30:20] <CaptHindsight> and now whenever I close Forefox I have to go into the system monitor and Kill it since it stays alive
[20:30:30] <DaViruz> pretty cool
[20:31:02] <pcw_home> all your info are belong to us
[20:31:08] <DaViruz> so if you spoof your mac address you can find out where someone lives (if you know their mac address)
[20:31:20] -!- patrickarlt has quit [Ping timeout: 260 seconds]
[20:36:58] <CaptHindsight> does that mean that Google knows where my neighbors live and what sites they visit? :)
[20:39:17] <DaViruz> probably
[20:43:54] <CaptHindsight> pretty quiet around here for Halloween, but it's windy and just above freezing
[20:46:05] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[20:47:17] <CaptHindsight> http://www.3ders.org/articles/20141028-ultimate-tribute-to-the-first-person-shooter-destiny-3d-printed-thunderlord-gun.html
[20:48:02] -!- skunkworks_ [skunkworks_!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:48:21] <CaptHindsight> it's one thing to see the weaponry in video games but they really look absurd when actually assembled
[20:51:22] <PetefromTn_> yeah it is kinda DEAD today for Halloween LOL
[20:54:50] <Tom_itx> night of the living dead...
[20:55:23] <PetefromTn_> watchin a vampire movie right now
[20:55:46] <Jymmm> IRS Movie?
[20:56:05] <Tom_itx> CaptHindsight, the plane was just bought by Beech... went thru a rigorous inspection. i'll bet they find something was left undone there
[20:56:18] <Tom_itx> to cause engine failure
[20:58:02] -!- ashcan_ has quit [Quit: Ex-Chat]
[21:00:59] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[21:02:16] <CaptHindsight> Tom_itx: something undone during inspection?
[21:02:35] -!- md-2 has quit [Ping timeout: 265 seconds]
[21:07:16] <PetefromTn_> Well my new Heat pump A/C unit just arrived. Damn its bigger than I figured it would be.
[21:09:34] -!- FinboySlick has quit [Quit: Leaving.]
[21:11:28] -!- toner has quit [Ping timeout: 260 seconds]
[21:15:26] -!- Sigmac has quit [Quit: Sleeping]
[21:23:52] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[21:26:18] <SpeedEvil> Protip -when wondering how large a thing you're contemplating purchasing is - make a full-scale model out of cheese.
[21:31:18] -!- Miner_48er has quit [Quit: Leaving]
[21:32:52] -!- joshuas [joshuas!~joshuas@ip72-197-205-3.sd.sd.cox.net] has joined #linuxcnc
[21:36:22] -!- b_b has quit [Remote host closed the connection]
[21:41:32] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-110-179.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[21:42:08] <PetefromTn_> no actually I knew the dimensions beforehand of the thing. It is just that it seemed like it was smaller than it is in reality so its my bad
[21:45:26] -!- mozmck has quit [Quit: Leaving.]
[21:46:24] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[21:48:11] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[21:51:30] -!- moorbo has quit [Remote host closed the connection]
[21:52:44] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[21:52:50] -!- joshuas has quit [Quit: joshuas]
[21:53:07] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[21:57:02] <Tom_itx> CaptHindsight i would suspect so. it's more common for something to go wrong right after a major inspection
[21:57:26] <Tom_itx> the pilot had time to tell the tower one of the engines quit
[21:57:49] <Tom_itx> before it knifed over vertical
[21:58:42] <Tom_itx> the pilot was a 'taxi driver' to take it to get a new interior
[22:04:02] -!- amiri has quit [Read error: Connection reset by peer]
[22:19:36] -!- Sigmac has quit [Quit: Sleeping]
[22:20:25] <Deejay> gn8
[22:20:58] -!- Deejay has quit [Quit: bye]
[22:24:25] -!- moorbo [moorbo!~moorbo@dyn-238-116.hrz.uni-kassel.de] has joined #linuxcnc
[22:30:48] -!- md-2 has quit [Ping timeout: 256 seconds]
[22:30:59] -!- erictheise has quit [Quit: erictheise]
[22:31:27] -!- md-2 has quit [Remote host closed the connection]
[22:34:26] -!- moorbo has quit [Remote host closed the connection]
[22:35:35] -!- rob_h has quit [Quit: Leaving]
[22:39:04] -!- moorbo [moorbo!~moorbo@dyn-238-116.hrz.uni-kassel.de] has joined #linuxcnc
[22:40:48] <zeeshan> lol
[22:40:55] <zeeshan> all the kids are out
[22:41:02] <zeeshan> tons of candy
[22:50:17] <PCW> PetefromTn: unfortunately looks like your 7I77 is not economically repairable
[22:50:19] <PCW> remove fried output chips and 3.3V voltage regulator but 3.3V side must
[22:50:20] <PCW> have had overvoltage because processor is bad (which means almost all the
[22:50:22] <PCW> circuitry on that side has be overvoltaged)
[22:51:31] <zeeshan> doh
[22:52:34] <zeeshan> if i follow the manual word by word
[22:52:39] <zeeshan> i won't blow up anythin g right? :P
[22:53:50] -!- tocka has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[22:57:04] <PCW> well 240VAC on the output pins is apparently bad :-)
[22:57:57] <zeeshan> hah
[22:59:10] <zeeshan> i met a guy who i sold some parts from the mikron cnc
[22:59:16] <zeeshan> i was showing him the mesa card and linuxcnc
[22:59:22] -!- geep [geep!~JoeBelow@216.185.241.19] has joined #linuxcnc
[22:59:30] <zeeshan> we were trying to compare fanuc controls to linuxcnc
[22:59:30] <zeeshan> lol
[22:59:41] <zeeshan> what can't linuxcnc do that fanuc can?
[22:59:56] <zeeshan> the only thing i came up with was
[22:59:59] <zeeshan> "end user support"
[23:00:08] <zeeshan> you can call up fanuc, pay them a couple grand, get your machine fixed
[23:00:14] <zeeshan> can't do that with linuxcnc..
[23:00:20] <zeeshan> _yet_
[23:00:42] <CaptHindsight> no I do that already :)
[23:00:54] -!- chillly has quit [Quit: Ex-Chat]
[23:02:06] <zeeshan> hey pcw
[23:02:15] <zeeshan> when it says Maximum output load is 300 mA
[23:02:18] <zeeshan> thats per channel right?
[23:03:27] <andypugh> cradek: archivist:
https://plus.google.com/photos/108164504656404380542/albums/5747722155741347649/6076504848651808754
[23:03:45] <zeeshan> ooo
[23:03:49] <andypugh> Thats my new hobbing tab, does the calcs and runs a cycle.
[23:04:08] <zeeshan> andypugh: you know your turning tab?
[23:04:09] <PCW> Yes but also 1.4A per chip limit so you cant load all 8 output with 300 ma each
[23:04:21] <andypugh> zeeshan: Intimately :-)
[23:04:29] <zeeshan> PCW: okay
[23:05:02] <zeeshan> andypugh: i'd like to start using it
[23:05:13] <zeeshan> i was a bit confused though
[23:05:24] <zeeshan> so when i want to face something, do i touch off at the Z first?
[23:05:30] <zeeshan> and then run the wizard?
[23:06:02] <zeeshan> wizard = macro
[23:06:49] <andypugh> Actually, this is better, after setting up the profile-shifted gear I am cutting at the moment
[23:06:50] <andypugh> https://plus.google.com/photos/108164504656404380542/albums/5747722155741347649/6076505779370891058
[23:07:01] <andypugh> zeeshan: It depends ;-)
[23:07:11] <zeeshan> i really wanna install it today
[23:07:17] <zeeshan> cause it saves a lot of time doing basic stuff
[23:08:29] <andypugh> I typically jog to where I think will be a good Z=0 and touch-off, then jog back a bit, anf hit the facing cycle, which then starts from the current position and ends at the facing finish position. All the cycles start at the current position.
[23:08:44] <zeeshan> ahhh
[23:09:05] <andypugh> zeeshan: Did you see my example video machining a sprocket? (it’s a bit dull :-)
[23:09:12] <zeeshan> yes
[23:09:14] <andypugh> But shows the process.
[23:09:17] <zeeshan> where you're facing it a lot
[23:09:22] <zeeshan> i guess i missed the details
[23:09:35] <andypugh> Yes, there was a lot to remove from the stock parts.
[23:10:07] <andypugh> With the currently-published version never trust the toolchange. I messed up :-)
[23:10:49] <andypugh> If it asks for a tool, load the tool, then stop the cycle and start again. It grabs the start position before the tool change then applies G43. Which is silly.
[23:11:21] <andypugh> I need to push a few updates. I keep meaning to.
[23:12:01] <zeeshan> oh
[23:12:06] <zeeshan> i thought it was just one operation at a time
[23:12:14] <zeeshan> so you can setup a bunch of operations
[23:12:15] -!- anarchos2 has quit [Read error: Connection reset by peer]
[23:12:16] <ssi> hi
[23:12:25] <zeeshan> hi ssi
[23:12:43] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[23:12:44] -!- geep has quit [Ping timeout: 256 seconds]
[23:13:20] <zeeshan> andypugh: got a link for the files?
[23:13:25] <ssi> andypugh: I want to try that stuff when I get my shop set back up :)
[23:13:30] * zeeshan isnt registered on linuxcnc forums so i cant see
[23:13:33] <zeeshan> the link.
[23:14:01] <ssi> man I'm exhausted
[23:14:04] <ssi> got all the machines moved today
[23:14:35] <ssi> https://pbs.twimg.com/media/B1T7_KVIgAATjNe.jpg:large
[23:15:14] <zeeshan> looking good man!
[23:15:36] <zeeshan> i didnt know you could flip the bridgeport's head completely 180 like that
[23:15:37] <zeeshan> lol
[23:15:42] <andypugh> It would be easier for me if you just registered on the forum…
[23:16:14] <ssi> zeeshan: gimme the forum link!
[23:17:02] <andypugh> Though I guess the files I am currently using are likely to be more up-to-date
[23:17:10] <zeeshan> andypugh: cmon :]
[23:17:12] <zeeshan> share the wealth
[23:17:23] <zeeshan> http://linuxcnc.org/hardy/dapper/emc2/index.php/english/forum/41-guis/26550-lathe-macros?limitstart=0
[23:17:24] <ssi> the guy that helped me move is awesome
[23:17:27] <andypugh> You just registered anyway. I can tell these things
[23:17:33] <zeeshan> andypugh: LOL
[23:17:33] <zeeshan> how
[23:17:36] <zeeshan> moderator.
[23:17:38] <ssi> he's an A&P, he runs the machine shop at the gatech school of AE, and he owns a forklift rental co
[23:17:39] <zeeshan> spy
[23:17:48] <zeeshan> a&P?
[23:17:53] <andypugh> I get an email every time someone registers.
[23:17:54] <ssi> airplane mechanic
[23:18:28] <andypugh> (And if it’s a girl’s name, I generally know it’s a spammer, which is rather a shame)
[23:18:39] -!- zzolo has quit [Quit: zzolo]
[23:18:42] <zeeshan> haha
[23:18:47] <ssi> hahah
[23:19:09] postaL_offline is now known as postaL
[23:20:02] * zeeshan is going to replace your inventor images w/ solidworks ones!
[23:20:03] <zeeshan> haha
[23:20:59] <zeeshan> "Note that it uses features only included in Master (specifically the ability to read HAL pins in G-code) "
[23:21:02] <zeeshan> what does this mean
[23:21:30] * zeeshan didn't compile linuxcnc from master
[23:21:38] * zeeshan installed livecd
[23:21:57] <zeeshan> LOL
[23:22:03] <zeeshan> my gf ran out of candy to give out
[23:22:09] <zeeshan> so she's giving out chocolate pudding
[23:22:12] <zeeshan> hahahah
[23:22:13] <andypugh> It’s part of Remap, so works in 2.6 onwards
[23:22:30] <zeeshan> erm i have no clue what version i have. ill ned to check
[23:22:33] <zeeshan> installed it a couple months ago
[23:22:34] <ssi> andypugh: I am playing with the inventor fusion 360 trial
[23:22:41] <ssi> so far it's pretty nice
[23:24:18] <andypugh> Yeah, it is pretty slick. Oddly not a lot like Inventor....
[23:24:31] <zeeshan> mate how do i load this up
[23:24:38] -!- Sigmac has quit [Quit: Sleeping]
[23:24:42] <ssi> if I can gain some competence with it, and the cam works well, I'll buy a year subscription to it
[23:24:49] <ssi> I really really really like having something native on the mac
[23:24:56] <ssi> although it's a bit slow
[23:25:11] <zeeshan> you need triple sli
[23:25:18] <andypugh> I don’t have 360, actually, just the free App from the App store.
[23:25:24] <ssi> lul
[23:25:32] <zeeshan> i bet even andypugh has triple sli
[23:25:33] <andypugh> I didn’t know there was CAM.
[23:26:15] <zeeshan> ssi wouldn't it be cool to have a computer
[23:26:19] <zeeshan> that consumed 100A of current
[23:26:22] <zeeshan> @ 240Vac
[23:26:25] <zeeshan> super puter!
[23:26:36] <ssi> yeah but I'd have to pull 3awg for it
[23:26:36] <ssi> so no
[23:26:37] <ssi> :D
[23:26:41] <zeeshan> ROFL
[23:26:51] <andypugh> Actually, all I have here is “AMD Radeon HD 6970M 1024 MB graphics”. I really fancy one of the 5k 27” Imacs
[23:27:01] <ssi> andypugh: I just bought one :)
[23:27:10] <ssi> andypugh: all I had to do to get it was burn my house down
[23:27:33] <andypugh> :-)
[23:27:36] <zeeshan> andypugh: thats a good card
[23:27:39] <ssi> also
[23:27:43] <zeeshan> you can hack the software to make it think its a firegl card
[23:27:46] <ssi> my burnt up 27" i7 imac STILL WORKS
[23:27:47] <ssi> PERFECTLY
[23:27:51] <zeeshan> and use hardware acceleration in inventor and solidworks
[23:28:07] <andypugh> Ah, you mean the house _really_ burned down? I thought that was a jok.
[23:28:15] <ssi> no, it really burned down
[23:28:41] <ssi> ins adjuster told me to go buy a new imac and send him the invoice
[23:28:45] <ssi> he mailed me a check tihs morning
[23:28:52] <andypugh> That’s what you get for using wood. Where I am from we make houses by piling up rocks.
[23:29:00] <zeeshan> hah
[23:29:03] <ssi> ahaha
[23:29:08] <ssi> well the house didn't burn entirely down
[23:29:12] <zeeshan> dude i lived in doha qatar till 12
[23:29:14] <ssi> actually the framing didn't burn much at all
[23:29:18] <Tom_itx> just don't aim lasers at wood
[23:29:22] <ssi> more the contents
[23:29:22] <zeeshan> when i first came to canada, i was so confused by wood houses
[23:29:25] <ssi> Tom_itx: yeah that's a good start
[23:29:29] <zeeshan> cause all my life i saw masonry houses
[23:29:44] <andypugh> Walls 3’ thick in the case of my parent’s place:
http://www.bodgesoc.org/Slaithwaite2/Barn_end.JPG
[23:29:46] <zeeshan> or concrete cinder block houses
[23:29:58] <zeeshan> hey the roof still looks like wood
[23:29:59] <zeeshan> :-)
[23:30:12] <andypugh> No, the roof is stone slabs too :-)
[23:30:17] <ssi> slate roof
[23:30:30] <andypugh> Gritstone, actually.
[23:30:43] <ssi> do you sand things by rubbing them on your roof?
[23:30:49] <zeeshan> i guess uk doesnt have an abundance of wood
[23:30:51] <zeeshan> like north america
[23:30:55] <andypugh> Here we are putting the roof on.
http://www.bodgesoc.org/roof2.jpg
[23:31:01] <_methods> they used it all
[23:31:04] <_methods> like sicily
[23:31:16] <_methods> all to get dem damn carthaginians
[23:31:36] <andypugh> Actually, if you look at Google maps, we have several trees. :-)
[23:31:40] <_methods> if it's not an olive tree or an orange tree they cut it down
[23:31:40] <ssi> andypugh:
https://pbs.twimg.com/media/B1T7_KVIgAATjNe.jpg:large
[23:31:52] <ssi> andypugh: that's today, moving the machines out... you can see that it's still pretty well standing
[23:31:56] <ssi> but the contents are gutted
[23:32:20] <zeeshan> hey
[23:32:21] <zeeshan> i just noticed
[23:32:26] <zeeshan> whats the grey thing behind the surface grinder
[23:32:27] <andypugh> Looks like the important things survived (the residents and the machine tools)
[23:32:36] <ssi> zeeshan: the control cabinet for the HNC
[23:32:38] <ssi> andypugh: yep! :D
[23:32:43] <ssi> the laser didn't survive
[23:32:45] <zeeshan> ohh i see the hnc now
[23:32:50] <ssi> nor did either of the little desktop machines I built
[23:32:55] <ssi> and all my electronic tools are trashed
[23:33:07] <ssi> and some of my musical instruments
[23:33:08] <andypugh> A friend of mine fitted all the new stuff in the HNC itself.
[23:33:10] <ssi> the rest I don't care about
[23:33:20] <ssi> I'm still using the hiak drives and the 90VDC power supply
[23:33:23] <ssi> and they're in the original cabinet
[23:33:29] <ssi> I may redo that before I set back up
[23:33:38] <zeeshan> why is the hnc so small
[23:33:43] <zeeshan> i imagined it to be huge!
[23:33:51] <ssi> it's on the back side of the truck
[23:33:58] <ssi> but it's a fairly small lathe
[23:34:02] <andypugh> (His is a HXL actually)
[23:34:05] <zeeshan> it looks like its 15" betwen centers
[23:34:11] <ssi> andypugh: yeah I saw that hxl... his is gorgeous
[23:34:17] <ssi> zeeshan: no centers, it's a chucker
[23:34:24] <ssi> and there's only 10" travel or so along Z
[23:34:58] <zeeshan> http://www.centroidcnc.com/images/hardinge_retrofit_new_600.jpg
[23:35:08] <zeeshan> looks heavy for it's size
[23:35:13] <ssi> it's about 3klb
[23:35:18] <zeeshan> wow
[23:35:25] <zeeshan> very nice
[23:35:26] <ssi> REALLY good iron
[23:35:29] <ssi> very precise and solid
[23:35:35] <zeeshan> yea hardinge didn't make crap :)
[23:35:41] <zeeshan> they were the ferrari of lathes back in the day
[23:35:53] <_methods> oh their later shit was shit
[23:36:03] <zeeshan> methods thats like with everything
[23:36:04] <_methods> they made some stinkers
[23:36:10] <zeeshan> starret's vernier calipers are made in taiwan now
[23:36:16] <ssi> _methods: like what?
[23:36:25] <ssi> I mean, I know the AHC is a terrible lathe for a retrofitter
[23:36:31] <_methods> the vanquish? or something
[23:36:36] <ssi> not familiar
[23:36:43] <_methods> we had one in a shop i was in that just sat there
[23:36:50] <_methods> no one wanted to deal with it
[23:37:03] <zeeshan> do i load up "lathehandler.py"
[23:37:04] -!- tronwizard has quit [Ping timeout: 260 seconds]
[23:37:05] <zeeshan> in hal
[23:37:08] <zeeshan> to get this baby to work
[23:37:52] <andypugh> You should just need to edit the INI file to load the tab
[23:38:09] <zeeshan> i cant get the internet to work over powerline networking as soon as i turn on the toriodal supply on the cnc controller
[23:38:14] <zeeshan> it kills the signal in the powerline network
[23:38:18] <_methods> heheh
[23:38:19] <zeeshan> i need to go buy an acess point
[23:38:19] <_methods> i bet
[23:38:37] <zeeshan> so sorry if im asking noob questions :/ this computer is a mile away from the cnc
[23:38:46] -!- f1oat has quit [Ping timeout: 258 seconds]
[23:38:51] <andypugh> Put all the files in your config directory, then set up the embed tab stuff in the [DISPLAY] section
[23:38:56] <ssi> ethernet over power is awful
[23:39:03] <zeeshan> ssi i agree
[23:39:18] <zeeshan> especuially when youve got noisey shit trying to destroy your house's electrical
[23:39:28] <_methods> it's pretty picky
[23:39:37] <zeeshan> it only dies asap toriod goes on
[23:39:41] <zeeshan> even with vfd on, its ok
[23:39:51] <jdh> I ran cat5 to the garage.
[23:40:03] <_methods> yeah me too
[23:40:04] <Tom_itx> so did i
[23:40:06] postaL is now known as postaL_offline
[23:40:17] <_methods> i have powerline though in my living room for streaming blurays
[23:40:20] <andypugh> zeeshan: You may need to read this:
http://www.linuxcnc.org/docs/html/gui/gladevcp.html#_integrating_into_axis_like_pyvcp
[23:40:22] <_methods> wifi don't handle that so well
[23:40:30] -!- tronwizard [tronwizard!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[23:40:44] <andypugh> I wish I had run CAT5 when I put the SWA to the workshop in
[23:40:59] <_methods> just pile on some more rocks
[23:41:00] <zeeshan> im gonna use one of those wireless access points
[23:41:01] <_methods> lol
[23:41:04] <zeeshan> y ou plug into the wall
[23:41:08] <zeeshan> and then run ethernet from there
[23:41:13] <Tom_itx> i ended up getting another spool couple months ago
[23:41:13] <zeeshan> i get good signal down there
[23:41:20] <_methods> get a ubiquiti
[23:41:27] <_methods> you won't ever look back
[23:41:31] <Tom_itx> their wifi rocks!
[23:41:34] <andypugh> I am getting blasée now, I am at the stage where I load a new gear blank, hit go, then walk back to the house and drink more wine.
[23:41:34] <_methods> indeed
[23:41:36] <jdh> I have one off those wifi/extenders+switch downstairs
[23:41:49] <_methods> unifi ap pro's
[23:41:51] <Tom_itx> i'm more reserved on their router though
[23:41:59] <_methods> yeah i use pfsense for my router
[23:42:03] <Tom_itx> there's a couple things i can't get it to do
[23:42:34] <_methods> i cna't imagine usin an off the shelf router
[23:42:36] <_methods> must be hurrible lol
[23:42:53] <zeeshan> i wanna keep my pyvcp panel !
[23:42:55] <zeeshan> ;[
[23:43:21] -!- mightym has quit [Quit: ....]
[23:43:47] <andypugh> I am glad I got the epanding mandels, they make life really easy. In fact I wish I had got the expensive set:
http://www.arceurotrade.co.uk/Catalogue/Expanding-Mandrels#Straight-Shank-Expanding-Mandrels-Quick-Release
[23:44:03] <andypugh> zeeshan: I think you can have both.
[23:44:21] <Tom_itx> you can
[23:44:27] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-60-251.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[23:44:42] <zeeshan> looks like i just need to ada a line called gladevcp = -u ./lathehandler.py
[23:44:53] <zeeshan> and for hal
[23:44:56] <zeeshan> all the *.hal files
[23:45:29] <andypugh> I don’t think you ned the HAL files. Just the ui, py and .ngc files should be enough.
[23:46:55] -!- kb8wmc has quit [Quit: ChatZilla 0.9.91 [Firefox 20.0/20130329043827]]
[23:49:30] postaL_offline is now known as postaL
[23:49:44] -!- jasen has quit [Quit: Page closed]
[23:50:54] <andypugh> And that’s another gear made in my absence :-)
[23:52:50] <ssi> I'm excited about setting up my new shop
[23:53:12] <XXCoder> ssi awesome
[23:54:58] <andypugh> Roger’s overflow workshop is pretty cool:
https://plus.google.com/photos/108164504656404380542/albums/5951771387407954465/5951771392528865250?
[23:55:47] <andypugh> I keep wanting to build myself one, but the one thing I do know about my ideal workshop is that it isn’t anywhere near this house…
[23:56:21] <andypugh> ssi: Was the laser in any way implicated in the fire?
[23:56:27] <ssi> 100% :)
[23:57:06] <andypugh> It does seem that soon the InsCos will (quite reasonably) want to apply a premium for 3D printers and lasers.
[23:57:22] <ssi> very possible
[23:57:31] <ssi> for the moment, they're blissfully ignorant, and happily paying my claim
[23:58:02] <ssi> they decided to consider the 9x42 mill and the HNC "business related", and so I have a $2500 sublimit on them
[23:58:19] <andypugh> Is that what we call an Excess?
[23:58:25] <ssi> but they're fine, and I mostly only require moving expenses for them
[23:58:33] <zeeshan> anyone ever built a transmission before?
[23:58:43] <ssi> I dunno, but what it means is they will give me up to 2500 and no more
[23:58:55] <ssi> similarly, I have a $1500 sublimit on jewelry, and a $1500 sublimit on firearms
[23:59:06] <Jymmm> zeeshan: I've dropped one, doing 50MPH
[23:59:11] <zeeshan> lol
[23:59:13] <andypugh> Ah, no, that’s different then. An excess is “we expect you to pay the firs £N of the claim yourself”
[23:59:22] <ssi> oh that's what we call a deductible
[23:59:43] <zeeshan> 1500 sublimit on jewelery?
[23:59:44] <zeeshan> wtf?
[23:59:48] <ssi> zeeshan: yeah
[23:59:49] <andypugh> Yeah, that’s the same thing, definitely
[23:59:52] <zeeshan> how the hell does that work
[23:59:58] <zeeshan> thats bs
[23:59:59] <ssi> because it's too easy to be like "oh yeah I had all this jewelry"
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
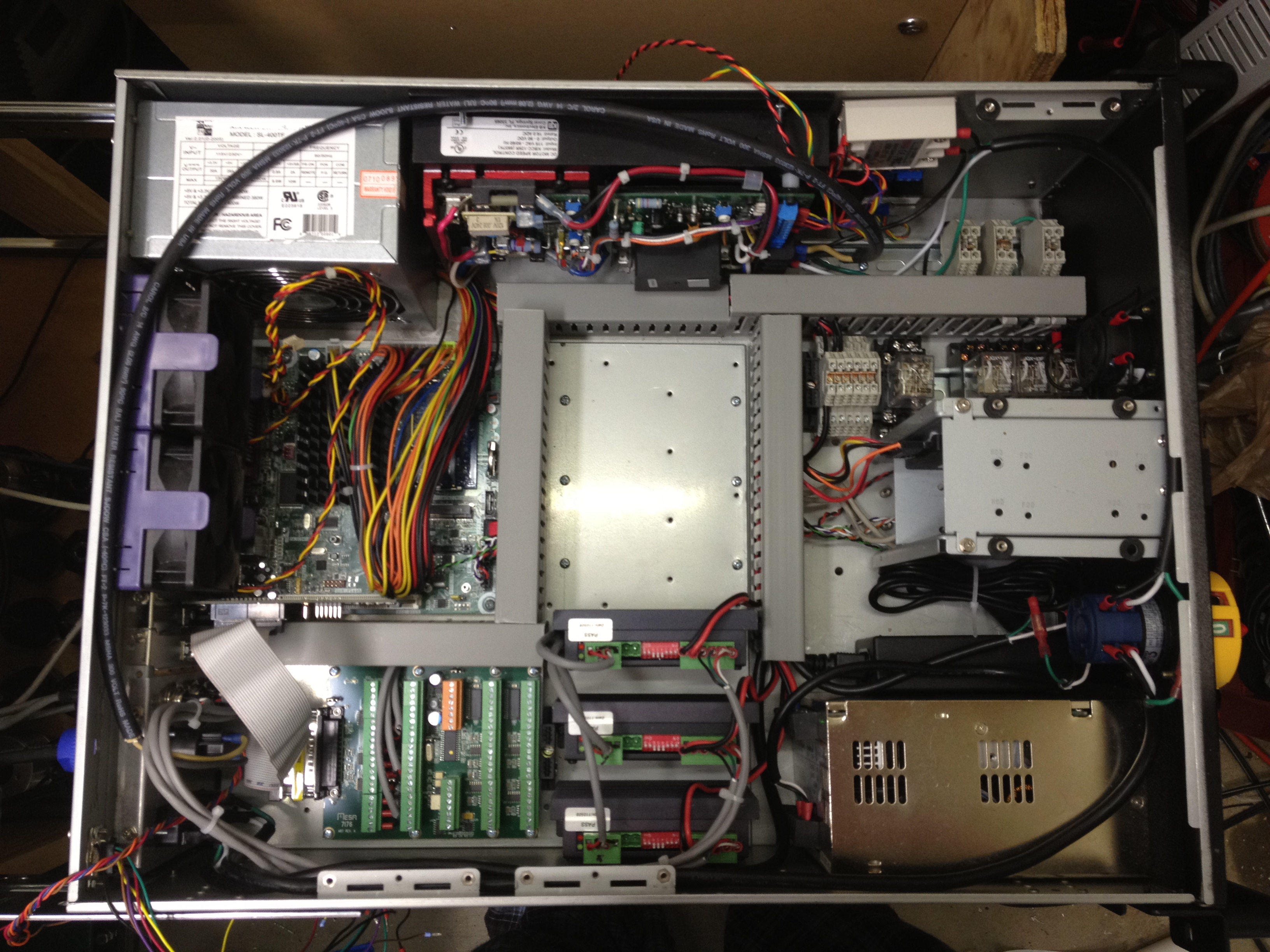{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}