Back
[00:02:53] -!- Lathe_newbie has quit [Ping timeout: 255 seconds]
[00:03:51] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91 [Firefox 30.0/20140605174243]]
[00:06:37] <ssi> PCW: so my spindle drive is a hitachi WJ200 vfd.. it talks about being able to do decent low-speed control and positioning with feedback
[00:06:46] <ssi> but from the docs, it looks like the feedback is just a pulsetrain of some kind
[00:06:50] <ssi> know anything about that?
[00:08:29] -!- anarchos2 has quit [Read error: Connection reset by peer]
[00:10:51] <ssi> "You can use the pulse train input for process variable (feedback) of PID control."
[00:11:12] <ssi> "(3) Simple positioning by pulse train input. This is to use the pulse train input like an encoder signal. You can select three types of operation."
[00:11:25] <ssi> it doesn't say what the types of operation are though :D
[00:14:33] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[00:26:23] <ve7it> .
[00:28:26] <ssi> PetefromTn_: you here?
[00:28:38] <PetefromTn_> semi
[00:28:45] <PetefromTn_> eating dinner
[00:28:54] <ssi> ok I won't bug ya
[00:29:01] <PetefromTn_> whats up?
[00:29:12] <ssi> just trynig to gather intel for this orient thing
[00:29:21] -!- FreezingCold has quit [Read error: Connection reset by peer]
[00:29:24] <PetefromTn_> Oh BABY I LOVE YOUR WAY>..
[00:29:33] <ssi> reading up on modbus, and it talks about how the drive state is sent across the serial line like 10 times a second
[00:29:42] <ssi> which is probably far too slow to close the position loop in linuxcnc
[00:29:54] <ssi> but the drive manual talks about how it can do positioning based on pulse train input
[00:30:05] <ssi> I just can't figure out how that works, and the manual sucks :)
[00:31:47] <PetefromTn_> I am not sure either. Someone said something about routing the encoder input into the drive as well as the 7i77...?
[00:31:58] <ssi> yeah, I said that
[00:32:07] <ssi> but looking at the manual, I don't think it has a quadrature input
[00:32:10] <ssi> just this weird pulse-train deal
[00:34:32] <PetefromTn_> hang on
[00:34:39] <PetefromTn_> I am getting the manual here.
[00:34:47] <PetefromTn_> and finishing my hamsteak LOL
[00:34:49] <ssi> :)
[00:35:25] <ssi> so look at either page 43 of the little quick ref book that comes with it
[00:35:31] <ssi> or 4-89 of the full manual
[00:35:38] <ssi> they say the same thing
[00:36:42] <ssi> Can I use an inverter and AC induction motor in a positioning application?
[00:36:43] <ssi> A. That depends on the required precision, and the slowest speed the motor must turn and still deliver torque. The WJ200 inverter will deliver full torque while turning the motor at 6Hz (180RPM). DO NOT use an inverter if you need the motor to stop and hold the load position without the aid of a mechanical brake (use a servo or stepper motion control system).
[00:37:06] -!- LawrenceG [LawrenceG!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[00:37:32] -!- ve7it has quit [Ping timeout: 255 seconds]
[00:37:51] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[00:38:33] <PetefromTn_> well for me that would be 90 RPM on the spindle due to the 2-1 ratio
[00:38:52] -!- tronwzrd has quit [Ping timeout: 260 seconds]
[00:38:53] <ssi> yeah
[00:39:01] <ssi> ok look at 3-114 in the full manual if you have it
[00:39:08] <ssi> you can wire up an encoder directly
[00:39:20] <PetefromTn_> still absorbing the first one LOL
[00:39:24] <ssi> but it's single ended
[00:40:24] <ssi> it may be possible to tell this drive over modbus to position to a particular angle
[00:40:27] <ssi> that would be pretty sweet
[00:40:58] <jdh> I have a screwdriver that does that.
[00:41:15] <PetefromTn_> that would be sweet indeed
[00:42:00] <ssi> I ordered a little rs232 to rs485 converter from amazon
[00:42:03] <ssi> for modbus
[00:42:13] <PetefromTn_> yeah that is what I used.
[00:42:27] <PetefromTn_> it works fine so far but again not sure about this orient thing.
[00:42:56] <ssi> well if the drive can do positioning all by itself, that'd be ideal
[00:43:04] -!- Xetrov` has quit [Ping timeout: 260 seconds]
[00:43:05] <ssi> we might have to fake the encoder signals it sees though
[00:43:12] <PetefromTn_> why?
[00:43:12] <ssi> since it wants single ended, and 32 to 1024 ppr
[00:43:28] <ssi> surely your encoder is finer than 256 lines
[00:43:29] <PetefromTn_> my encoder is 500 line
[00:43:56] <ssi> so that's 2000 ppr, and that's on the motor
[00:44:03] <ssi> so you get 4000 pulses per spindle rev
[00:44:07] <PetefromTn_> so 2-1 setup it would 1000
[00:44:21] <ssi> motor turns twice for every spindle rev, yeah?
[00:44:26] <PetefromTn_> yeah
[00:44:33] <ssi> so yeah that's 4000ppr
[00:44:42] <ssi> remember there's four pulses per line
[00:44:52] <ssi> four counts per line that is
[00:45:04] <PetefromTn_> would it not just look for the index?
[00:45:15] <ssi> not for positioning!
[00:45:31] <ssi> if all you cared about was speed, you could just count index pulses
[00:46:06] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:46:42] <ssi> In the simple positioning mode, the inverter runs the motor until the machine reaches
[00:46:45] <ssi> the target position according to the following settings, and then stops the motor with
[00:46:48] <ssi> DC braking.
[00:46:52] <ssi> this might actually work :P
[00:47:20] <PetefromTn_> I thought you just said it had too much line count?
[00:47:49] <PetefromTn_> I'm sorry my brain is kinda fried right now....
[00:47:57] <ssi> 20:43 < ssi> we might have to fake the encoder signals it sees though
[00:47:57] <ssi> 20:43 < ssi> since it wants single ended, and 32 to 1024 ppr
[00:48:02] <PetefromTn_> I have been working on building my own website all day.
[00:48:24] <PetefromTn_> how would we do that?
[00:48:38] -!- anth0ny_ has quit [Quit: anth0ny_]
[00:48:40] <ssi> divide it in hal and send it out an output pin to the pulsetrain input of the inverter
[00:48:54] <ssi> or divide it in a little cpld board
[00:49:18] <ssi> the upside to me making 30 of those fanuc commutation converters is we can use them for other things, like monkeying around with encoder signals
[00:49:19] <PetefromTn_> it is already input for me into the 7i77 so I suppose that would be doable.
[00:50:43] <ssi> here's one potential problem
[00:50:55] <ssi> The position at power up is home position (Position data = 0). If power is removed, current position data is lost.
[00:51:37] <PetefromTn_> well I know you are going to get your motor running now that you have your drive there but if we wanted to we could play with my setup to see how well any of this works.
[00:52:33] <ssi> well one thing you can do if you want to play with it is hook up an output pin to the pulsetrain input on the vfd
[00:53:08] <ssi> actually probably two
[00:54:13] <ssi> do you use 24V for field IO on your 7i77?
[00:54:37] <PetefromTn_> yes
[00:54:41] <ssi> good
[00:54:51] <ssi> the EA and EB inputs are the pulsetrain inputs
[00:54:57] <ssi> they want 24VDC specifically
[00:56:15] <ssi> so you could run three wires from the '77 to the vfd, one ground, and two free gpio outputs
[00:56:23] <ssi> ground goes to L, the two outputs go to EA and EB
[00:56:54] -!- rob_h has quit [Ping timeout: 250 seconds]
[00:57:30] <PetefromTn_> I will have to look and see what the output situation looks like. W
[00:57:38] <PetefromTn_> what do we couple the outputs from?
[00:57:49] <ssi> we'll make them in software
[00:58:02] <PetefromTn_> yeah I know but from what?
[00:58:22] <ssi> gonna have to come up with some component that can take the a and b signals from the spindle encoder and divide them
[00:59:13] <jdh> do you need direction?
[00:59:16] <PetefromTn_> there is no way to make it orient to the index pulse?
[00:59:49] <ssi> even if there were, the index pulse isn't where you want it to be
[00:59:58] <ssi> jdh: I'm not quite sure about that
[01:00:05] <PetefromTn_> yeah but we can swap the belts on the pulleys
[01:00:24] <jdh> can you use A only
[01:00:27] <ssi> alright well you do it however you want :P
[01:00:57] <ssi> jdh: I'm really not sure
[01:01:15] <ssi> jdh: the manual shows different ways to do it, and some involved an A pulse and some other method of determining direction
[01:01:27] <ssi> also the EA input is faster than the EB input
[01:01:41] <ssi> so what migght make sense is to give it A on EA, but give it just a direction signal on EB
[01:01:56] <ssi> one of the modes it supports is pulsetrain on EA and fixed direction on EB
[01:02:30] <jdh> how about low torque and mechanical stop
[01:02:45] <ssi> no thx
[01:02:48] <jdh> heh
[01:03:22] <ssi> the original drive did electronic spindle orient, there's no reason I can't
[01:03:43] <jdh> what was the original drive?
[01:03:50] <ssi> fanuc
[01:03:58] <ssi> with a waveshaper board and an orientation board :
[01:04:26] <zeeshan|2> hi
[01:04:38] <jdh> how about some h bridges to swap in a separate drive for orient
[01:05:00] <ssi> the land of overly complicated solutions!
[01:05:04] <jdh> it could be tiny
[01:09:54] -!- nofxx_ [nofxx_!~nofxx@177.106.71.120] has joined #linuxcnc
[01:09:54] -!- nofxx_ has quit [Changing host]
[01:09:54] -!- nofxx_ [nofxx_!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[01:11:44] -!- nofxx has quit [Ping timeout: 255 seconds]
[01:12:27] -!- syyl has quit [Ping timeout: 272 seconds]
[01:12:44] <PCW> why not just use linuxcnc to close the position loop LinuxCNC already knows the position/index/etc
[01:13:12] <zeeshan|2> pcw
[01:13:17] <zeeshan|2> could you please recommend what mesa hardware i need
[01:13:23] <jdh> I assume that was ruled out first.
[01:13:24] <zeeshan|2> i need to feed glass scale ttl
[01:13:28] <PetefromTn_> do you think that will work over modbus?
[01:13:37] <zeeshan|2> and send analog signal to servo drives
[01:14:12] <PCW> Slowly but the VFD is not going to be fast position servo anyway
[01:14:25] <PCW> 5I25 or 6I25 and 7I77
[01:14:33] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[01:14:41] <PetefromTn_> slowly is more than fine with me.
[01:14:48] <PCW> ^^zeeshan|2^^
[01:14:54] <PetefromTn_> This machine was never a rocket quick toolchanger anyways
[01:15:11] <Tom_itx> time to beef it up!
[01:15:28] <zeeshan|2> is there any other difference other than one being pci and pci-e
[01:15:30] <PetefromTn_> what would be the method of trying to do it this way in your opinion PCW?
[01:15:32] <PCW> the pid input or possible output will need to be rate limited I expect
[01:15:37] <Tom_itx> the fadal changer was damn slow too
[01:15:51] <PCW> nope 5i25 and 6I25 are basically the same
[01:15:57] <PetefromTn_> yeah fadals and cincinattis are quite similar.
[01:16:44] <PetefromTn_> so basically some kind of programming that calls up a speed limit command and then it tries to orient below that limit?
[01:18:26] <zeeshan|2> okay sweet
[01:18:31] -!- The_Ball has quit [Remote host closed the connection]
[01:20:16] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[01:20:16] -!- Tecan has quit [Changing host]
[01:20:16] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[01:20:38] <PCW> I was thinking just what the orient component expects (a PID position loop)
[01:21:42] <PCW> if thats too slow another option might be a slow rotate, then command a DC brake operation when position is hit
[01:22:45] <zeeshan|2> ^ i like this idea
[01:22:49] <zeeshan|2> i was thinking of doing this for my lathe spindle
[01:22:57] <zeeshan|2> putting a pneumatic brake on it
[01:23:04] <zeeshan|2> move the spindle slowly
[01:23:08] <zeeshan|2> and slamming the brake
[01:24:32] <Tom_itx> orient doesn't use an index pulse then?
[01:27:03] <PCW> mmmm mmmm mmmm Thunk!
[01:27:37] <PCW> I was just suggesting the VFDs DC brake function
[01:27:43] <zeeshan|2> oh
[01:27:51] <zeeshan|2> you think it'll respond fast enough?
[01:27:58] <zeeshan|2> actually now that i think about it
[01:28:06] <zeeshan|2> it'll be faster than using a pneumatic brake
[01:28:28] <PCW> at a slow speed it should stop pretty fast
[01:28:33] <zeeshan|2> if the VFD brake is active and the spindle isn't spinning
[01:28:41] <zeeshan|2> and then you try to rotate the spindle by hand, will it spin?
[01:28:44] -!- FreezingCold has quit [Read error: Connection reset by peer]
[01:29:14] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[01:29:21] <PCW> it will have a large amount of what feels like viscous damping
[01:29:22] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[01:29:35] <zeeshan|2> see the application i was looking for
[01:29:38] <zeeshan|2> was holding the spindle still
[01:29:40] <zeeshan|2> while i broached on the lathe
[01:29:49] <zeeshan|2> or used a rotary tool to drill a bolt circle
[01:30:00] <zeeshan|2> so it has to stay pretty still during the operation
[01:30:05] <PCW> it will creep so not good for position control
[01:30:12] -!- WyrM has quit [Ping timeout: 260 seconds]
[01:30:34] <PCW> but maybe good enough for tool change orient
[01:31:18] <PetefromTn_> I wonder what exactly the old spindle drive did to enable a safe reliable spindle orient positioning.
[01:32:05] <PetefromTn_> there is no mechanical mechanism in the machine to orient. It is all electronically controlled as far as I can tell.
[01:32:40] <zeeshan|2> one of the emag vlc machining cneters i used
[01:32:51] <zeeshan|2> used the eddy current brake on the spindle to position it
[01:32:57] -!- anth0ny_ has quit [Quit: anth0ny_]
[01:33:00] <zeeshan|2> it would move the spindle slowly
[01:33:04] <zeeshan|2> and then brake it w/ the eddy brake
[01:33:32] <PCW> well thats what the VFD DC brake does
[01:33:34] <zeeshan|2> it needed to index to ensure the robot that was loading parts to it
[01:33:43] -!- brianmorel99 has quit [Quit: brianmorel99]
[01:33:44] <zeeshan|2> lined up correctly
[01:33:49] <zeeshan|2> +/- 1-2 degrees was okay
[01:33:57] <zeeshan|2> we used tapered dowels
[01:34:04] <zeeshan|2> pcw ah okay
[01:34:47] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[01:42:17] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[01:46:02] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[01:59:00] <zeeshan|2> has anyone run a 3 phase transformer
[01:59:02] <zeeshan|2> with a vfd before?
[02:01:46] -!- anth0ny_ has quit [Quit: anth0ny_]
[02:04:26] <ssi> PCW: pete's running his vfd's speed command over modbus... it looks like modbus updates at like 10Hz, is that going to be too slow to close the position loop with PID in linuxcnc?
[02:06:41] -!- brianmorel99 has quit [Quit: brianmorel99]
[02:10:00] <zeeshan|2> ssi
[02:10:03] <zeeshan|2> think about that yourtself
[02:10:04] <zeeshan|2> lol
[02:10:31] <zeeshan|2> 10hz means your motor can be spinning at 600 rpm
[02:10:49] <zeeshan|2> you prolly need to bring the motor down to like 0.1hz
[02:11:06] <zeeshan|2> now help me!
[02:11:06] <zeeshan|2> :D
[02:12:39] -!- FreezingCold has quit [Read error: Connection reset by peer]
[02:14:08] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[02:17:25] -!- koo5 has quit [Ping timeout: 260 seconds]
[02:22:27] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[02:23:24] <zeeshan|2> ssi
[02:23:25] <zeeshan|2> you there?
[02:23:31] <zeeshan|2> could you please give me the model number of the amc drives
[02:23:33] <zeeshan|2> w/ the built in supply
[02:23:36] <zeeshan|2> i lost the damn link
[02:26:26] -!- anth0ny_ has quit [Quit: anth0ny_]
[02:29:26] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[02:32:16] -!- Guest925 has quit [Quit: Reconnecting]
[02:32:56] HeXiLeD is now known as Guest69581
[02:34:22] Guest69581 is now known as HeXiLeD
[02:34:29] -!- HeXiLeD has quit [Changing host]
[02:38:52] -!- jbr has quit [Ping timeout: 240 seconds]
[02:45:10] <Jymmm> zeeshan|2: It starts with 'http' and ends with '.com' =)
[02:45:15] <zeeshan|2> haha
[02:49:15] <ssi> and the middle part is "ebay"
[02:49:36] <zeeshan|2> i'm just confused
[02:49:45] <zeeshan|2> why they specifically list some drives under brushed panel mount
[02:49:47] <zeeshan|2> and then brushless
[02:49:57] <ssi> because the brush drives only do brush motors
[02:50:07] <ssi> they're single phase drives
[02:50:11] <ssi> the brushless drives are three phase drives
[02:50:16] <zeeshan|2> the brushless are cheaper brand new
[02:50:16] <ssi> and they can do either
[02:50:18] <zeeshan|2> theyre like 300$
[02:50:20] <Jymmm> http://search.ebay.com/zeeshan-is-confused
[02:50:28] <zeeshan|2> ah
[02:50:32] <ssi> Jymmm: too many results found
[02:50:39] <zeeshan|2> when i put that part nubmer in ebay
[02:50:41] <zeeshan|2> that link doesnt pop up
[02:50:55] <ssi> http://www.ebay.com/itm/221571420371?_trksid=p2060778.m1438.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[02:51:16] <ssi> http://www.ebay.com/itm/111450083423?_trksid=p2060778.m1438.l2649&ssPageName=STRK%3AMEBIDX%3AIT
[02:51:35] <ssi> the ones that have AC at the end are the self-powered ones
[02:51:58] <zeeshan|2> yea those are the ones im looking for
[02:52:04] <zeeshan|2> trying to avoid the whole seperate power supply crap
[02:52:13] <ssi> yeah me too
[02:52:16] <zeeshan|2> B25A20AC
[02:52:18] <zeeshan|2> i was searchign for that
[02:52:22] <zeeshan|2> but nothing shows up
[02:53:04] <ssi> http://www.ebay.com/itm/Advanced-Motion-Controls-BE25A20ACG-Brushless-PWM-Analog-Servo-Drive-Amplifier-2-/151440815776?
[02:53:11] <zeeshan|2> that was the link
[02:53:12] <zeeshan|2> thank you
[02:54:27] <jdh> built in power?
[02:54:31] <ssi> yes
[02:54:31] <zeeshan|2> im gonna read the manual
[02:54:33] <zeeshan|2> thanks a lot ssi
[02:54:41] <zeeshan|2> it makes more sense to get the brushless one
[02:54:48] <zeeshan|2> cause if a motor burns out inthe future
[02:54:54] <zeeshan|2> i wont be limited to just brush motors as a replacement
[02:55:25] <zeeshan|2> lol these drives are so small
[02:55:33] <zeeshan|2> my current amplifier is 12" deep by 24"x24"
[02:55:35] <zeeshan|2> !!
[02:56:19] <zeeshan|2> what do you think is a reasonable price
[02:56:21] <zeeshan|2> to list the tnc 150 controller for
[02:56:30] <zeeshan|2> theres 1 on ebay with 3 watchers
[02:56:31] <zeeshan|2> 659
[02:56:36] <zeeshan|2> but it has no control cards in it
[02:59:34] <ssi> no clue
[02:59:39] <zeeshan|2> 900
[02:59:41] <zeeshan|2> + Best offer
[03:07:22] -!- AR__ has quit [Ping timeout: 244 seconds]
[03:08:17] -!- anth0ny_ has quit [Quit: anth0ny_]
[03:26:41] -!- patrickarlt has quit [Quit: Leaving...]
[03:33:08] <zeeshan|2> limit switches that have a name plate value of 240VAC
[03:33:16] <zeeshan|2> is it okay to pass 24Vdc through them
[03:33:22] <zeeshan|2> and still ensure successful operation? :D
[03:38:27] <Tom_itx> why not?
[03:38:41] <zeeshan|2> i'm not sure :)
[03:38:43] <zeeshan|2> thought i'd ask
[03:38:47] <zeeshan|2> to ensure i didnt overlook something haha
[03:38:57] -!- FinboySlick has quit [Quit: Leaving.]
[03:54:23] -!- DanDare [DanDare!~Rodrigo@pdpc/supporter/active/arduguy] has joined #linuxcnc
[03:59:50] <SpeedEvil> zeeshan|2: a long a it's at very low current
[04:00:01] <zeeshan|2> theyre limit switches
[04:00:11] <SpeedEvil> DC is _NOT_ ok at the same current at AC - even at low voltages
[04:00:13] <SpeedEvil> oops
[04:00:16] <SpeedEvil> I misread
[04:00:30] <zeeshan|2> youre right
[04:00:32] * SpeedEvil is having problems sleeping - with the whole 5AM thing
[04:00:34] <zeeshan|2> =D
[04:21:01] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[04:23:50] -!- sudobangbang has quit [Ping timeout: 244 seconds]
[04:34:01] -!- Valduare has quit [Quit: Valduare]
[04:43:10] -!- ktchk [ktchk!~eddie6929@n219078190204.netvigator.com] has joined #linuxcnc
[04:43:55] -!- ktchk [ktchk!~eddie6929@n219078190204.netvigator.com] has parted #linuxcnc
[04:43:55] -!- ktchk has quit [Remote host closed the connection]
[04:44:52] -!- LawrenceG has quit [Remote host closed the connection]
[05:01:29] -!- miss0r1 has quit []
[05:03:02] -!- Fox_Muldr has quit [Ping timeout: 250 seconds]
[05:04:53] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d011316.pool.mediaWays.net] has joined #linuxcnc
[05:21:28] <zeeshan|2> now that i kind of understand servo motors
[05:22:03] <zeeshan|2> yes they're more precise
[05:22:18] <zeeshan|2> but if you're okay with 200steps/rev and you size your leadscrew pitch accordingly
[05:22:24] <zeeshan|2> then steppers may be good enough
[05:22:34] <zeeshan|2> i always was under the impresion servos were position closed loop
[05:22:50] <zeeshan|2> but it seems like most servos are velocity or torque or current controlled
[05:22:58] <zeeshan|2> and the position loop is seperate
[05:23:04] <zeeshan|2> am i wrong?!
[05:23:11] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[05:23:12] <zeeshan|2> you could use this position loop with a stepper
[05:23:18] <zeeshan|2> through linuxcnc
[05:23:30] -!- DanDare has quit [Quit: Leaving]
[05:23:38] <zeeshan|2> using glass scales or encoders attached to the stepper
[05:23:45] <zeeshan|2> or attached to the screw
[05:28:46] -!- zeitue [zeitue!~z@67.221.139.47] has joined #linuxcnc
[05:39:24] -!- anth0ny_ has quit [Quit: anth0ny_]
[05:50:17] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[05:50:17] -!- Tecan has quit [Changing host]
[05:50:17] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[05:50:57] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has parted #linuxcnc
[05:53:10] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[06:08:22] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[06:11:08] -!- FreezingCold has quit [Ping timeout: 260 seconds]
[06:16:35] -!- skorasaurus2 has quit [Read error: Connection reset by peer]
[06:16:49] FreezingAlt is now known as FreezingCold
[06:38:17] -!- ed-g has quit [Ping timeout: 260 seconds]
[06:41:59] postaL is now known as postaL_offline
[06:45:45] -!- ITChap has quit [Max SendQ exceeded]
[06:53:56] -!- vapula [vapula!~rolland@72-236.80-90.static-ip.oleane.fr] has joined #linuxcnc
[06:54:22] -!- The_Ball has quit [Remote host closed the connection]
[06:56:01] -!- FreezingCold has quit [Ping timeout: 260 seconds]
[06:56:52] -!- Deejay__ [Deejay__!~Deejay@p54B67E18.dip0.t-ipconnect.de] has joined #linuxcnc
[07:03:21] -!- tronwizard has quit [Ping timeout: 272 seconds]
[07:03:27] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[07:05:02] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[07:07:07] -!- GJdan has quit [Quit: WeeChat 1.1-dev]
[07:08:59] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[07:10:40] -!- vap [vap!~rolland@72-236.80-90.static-ip.oleane.fr] has joined #linuxcnc
[07:16:35] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[07:19:09] -!- tronwizard has quit [Ping timeout: 272 seconds]
[07:37:00] -!- ITChap has quit [Ping timeout: 260 seconds]
[07:46:58] -!- gaute has quit [Ping timeout: 246 seconds]
[07:47:25] -!- vapula has quit [Quit: Leaving]
[07:47:52] -!- vap has quit [Quit: Leaving]
[07:48:09] -!- vapula [vapula!~rolland@72-236.80-90.static-ip.oleane.fr] has joined #linuxcnc
[07:54:57] -!- rob_h [rob_h!~robh@2.127.23.190] has joined #linuxcnc
[07:56:17] -!- FreezingCold has quit [Ping timeout: 255 seconds]
[08:03:38] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[08:16:29] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[08:23:18] -!- syyl [syyl!~sg@p4FD1254E.dip0.t-ipconnect.de] has joined #linuxcnc
[08:26:40] -!- nofxx_ has quit [Ping timeout: 244 seconds]
[08:27:54] -!- balestrino has quit []
[08:32:00] -!- amiri has quit [Ping timeout: 272 seconds]
[08:32:24] -!- asdfasd [asdfasd!~332332@176.253.29.228] has joined #linuxcnc
[08:42:02] -!- ITChap has quit [Max SendQ exceeded]
[08:58:18] amnesic_away is now known as amnesic
[09:37:42] -!- Valen has quit [Quit: Leaving.]
[09:46:00] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[09:47:38] -!- syyl_ws [syyl_ws!~sg@p4FD1254E.dip0.t-ipconnect.de] has joined #linuxcnc
[09:48:15] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[09:53:19] -!- skors has quit [Quit: WeeChat 1.0.1]
[09:53:43] -!- tronwzrd has quit [Ping timeout: 272 seconds]
[09:55:32] -!- Tecan has quit [Ping timeout: 250 seconds]
[09:58:31] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[10:01:22] -!- jthornton_ [jthornton_!~john@75-105-204-17.cust.wildblue.net] has joined #linuxcnc
[10:01:22] -!- JT-Shop has quit [Read error: Connection reset by peer]
[10:01:22] -!- jthornton has quit [Read error: Connection reset by peer]
[10:02:23] -!- JT-Shop [JT-Shop!~john@75-105-204-17.cust.wildblue.net] has joined #linuxcnc
[10:07:17] amnesic is now known as amnesic_away
[10:11:05] -!- arek_at_work has quit [Quit: Konversation terminated!]
[10:15:33] -!- syyl_ws has quit [Quit: Verlassend]
[10:23:20] -!- mhaberler [mhaberler!~mhaberler@bigmac.stiwoll.mah.priv.at] has joined #linuxcnc
[10:30:57] -!- gaute_ has quit [Quit: Page closed]
[10:37:56] -!- XXCoder has quit [Read error: Connection reset by peer]
[10:44:55] -!- roycroft has quit [Read error: Connection reset by peer]
[10:54:07] -!- quiqua has quit [Remote host closed the connection]
[10:56:12] jthornton_ is now known as jthornton
[10:56:20] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[11:06:13] -!- phantoxe has quit [Remote host closed the connection]
[11:17:02] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[11:20:46] -!- ITChap has quit [Client Quit]
[11:22:28] -!- md-2 has quit [Remote host closed the connection]
[11:32:28] -!- phantoxe has quit [Remote host closed the connection]
[11:44:52] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[11:48:20] -!- skunkworks_ has quit [Ping timeout: 272 seconds]
[11:54:02] -!- koo5 [koo5!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[12:02:25] -!- mhaberler has quit [Quit: mhaberler]
[12:21:47] -!- skunkworks_ [skunkworks_!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:28:39] -!- md-2 has quit [Remote host closed the connection]
[12:30:36] -!- skunkworks__ [skunkworks__!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:33:26] -!- md-2 has quit [Ping timeout: 240 seconds]
[12:35:13] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[12:44:29] -!- micges-dev has quit [Ping timeout: 244 seconds]
[12:44:50] -!- b_b has quit [Changing host]
[12:45:01] <skunkworks_> supereye shows up on wheezy..
http://electronicsam.com/images/KandT/testing/Screenshot%20-%2010162014%20-%2003:38:21%20PM.png
[12:45:31] -!- skunkworks__ has quit [Ping timeout: 244 seconds]
[12:46:33] -!- cpresser has quit [Remote host closed the connection]
[12:49:33] * archivist greases the internet to get pictures faster
[12:51:20] <Jymmm> It was raher instant for me.
[12:53:55] <flughafen> what the hell are you playing skunkworks_
[12:54:29] <flughafen> skunkworks_: is that kde3?
[12:54:39] <flughafen> ah
[12:54:42] <flughafen> no
[12:54:44] <flughafen> sorr
[12:56:32] -!- koo5 has quit [Ping timeout: 245 seconds]
[13:01:02] -!- md-2 has quit [Read error: No route to host]
[13:05:46] -!- md-2 has quit [Ping timeout: 240 seconds]
[13:07:33] -!- sudobangbang has quit [Ping timeout: 246 seconds]
[13:09:21] -!- cpresser [cpresser!~cpresser@rstenpresser.de] has joined #linuxcnc
[13:12:18] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:24:00] -!- syyl has quit [Ping timeout: 246 seconds]
[13:30:49] amnesic_away is now known as amnesic
[13:38:30] -!- koo5 [koo5!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[13:54:11] -!- derpherder [derpherder!~derpherde@216.240.30.11] has joined #linuxcnc
[13:54:22] -!- derpherder [derpherder!~derpherde@216.240.30.11] has parted #linuxcnc
[13:58:33] -!- jbr_ has quit [Quit: ChatZilla 0.9.91 [Firefox 33.0/20141011015303]]
[14:04:38] -!- phantoxe has quit [Remote host closed the connection]
[14:04:40] <skunkworks_> cradek, shows up a as a video device
http://www.ebay.com/itm/Supereyes-B005-200X-Handheld-Digital-Microscope-Otoscope-Magnifier-w-LED-tripod-/231286789433?ssPageName=ADME:L:OU:US:1120
[14:04:52] <skunkworks_> on wheezy.
http://electronicsam.com/images/KandT/testing/Screenshot%20-%2010162014%20-%2003:38:21%20PM.png
[14:05:14] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[14:20:18] -!- b_b has quit [Remote host closed the connection]
[14:32:39] <cradek> skunkworks_: that's pretty great, then. I'll get one to play with.
[14:33:31] <cradek> skunkworks_: are you going to texas?
[14:34:04] <skunkworks_> No.. Too much stuff going on..
[14:35:26] -!- anth0ny_ has quit [Quit: anth0ny_]
[14:37:10] <skunkworks_> I will be there in spirit..
[14:48:06] -!- koo5 has quit [Ping timeout: 240 seconds]
[14:52:50] -!- mahtennek has quit []
[14:55:13] -!- roycroft [roycroft!roycroft@dharmabums.kerouac.org] has joined #linuxcnc
[14:55:18] amnesic is now known as amnesic_away
[14:59:12] -!- flughafen [flughafen!mseidl@nat/novell/x-knzhqcbjqjnmzmbo] has parted #linuxcnc
[14:59:18] -!- kwallace has quit [Ping timeout: 250 seconds]
[14:59:32] * JT-Shop was able to use the Arc Gen to calculate a new arc for an existing G code again... I'm loving it
[15:00:21] <ssi> JT-Shop: something you wrote?
[15:02:45] -!- quiqua has quit [Quit: quiqua]
[15:02:57] <zeeshan|2> hi ssi
[15:03:11] <ssi> hi
[15:03:18] * zeeshan|2 read the manuals for amc be series
[15:03:25] <ssi> figure it out? :)
[15:03:28] <zeeshan|2> yea
[15:03:33] <zeeshan|2> but it does make me realize
[15:03:37] <zeeshan|2> i'll probably need a scope
[15:03:42] <zeeshan|2> and a function generator to tune them properly
[15:03:42] <ssi> nah
[15:03:54] <ssi> halscope is enough
[15:03:58] <zeeshan|2> haha
[15:04:01] <ssi> serious
[15:04:02] <zeeshan|2> how do you generate the function?
[15:04:04] <zeeshan|2> through hal scope?
[15:04:05] <zeeshan|2> er
[15:04:06] <zeeshan|2> hal?
[15:04:21] <ssi> I have three or four scopes, and I didn't use them to tune my X axis yesterday
[15:04:21] <zeeshan|2> i guess that makes sense
[15:04:29] <zeeshan|2> you scope hoarder!
[15:04:49] <zeeshan|2> did you have to do through hole tuning
[15:04:53] <zeeshan|2> or whatever they call it
[15:04:56] <zeeshan|2> to "fine tune"
[15:05:06] <ssi> here's what I did
[15:05:09] <zeeshan|2> or were teh settings through the dip switches good enuf
[15:05:20] <ssi> no, I didn't have to change any components
[15:05:23] <ssi> just the switches and pots
[15:05:39] <ssi> so I'm running in velocity mode, with encoder feedback for velocity
[15:05:58] <ssi> you'll want to run either velocity mode with your tach input for velocity, or ditch the tachs and go torque mode
[15:06:19] <JT-Shop> ssi, yes
[15:06:35] <ssi> I turned up the loop gain until the motor started to oscillate, then backed it off til it quieted down
[15:06:53] <zeeshan|2> ssi
[15:06:56] <zeeshan|2> i think i can use the tachs.
[15:06:57] <ssi> then I watched the velocity command in hal, and I trimmed the reference gain and offset until it was stable at 0
[15:07:12] <zeeshan|2> the tach specs are 20mV/min. if the servo is spinning at max speed (3000rev/min)
[15:07:17] <zeeshan|2> that works out to 60V
[15:07:19] <ssi> then I used JT's tuning method
[15:07:20] <JT-Shop> ssi,
http://gnipsel.com/linuxcnc/gedit/index.html
[15:07:29] <zeeshan|2> which is exactly the same maximum spec
[15:07:58] <ssi> long cruises at constant velocity, turn up P until it oscillates, then back it off, then trim FF1 to null the ferror offset at constant velocity, then trim FF2 to null the offset during accel
[15:08:02] <ssi> pretty straightforward
[15:08:05] <zeeshan|2> i dont know jt's tuning method, but i use zieger nicholas
[15:08:09] <zeeshan|2> in my school lab before to tune
[15:08:17] <ssi> http://gnipsel.com/linuxcnc/tuning/servo.html
[15:08:30] <zeeshan|2> i dont see how say i need to set Kp to 30
[15:08:33] <zeeshan|2> how i'm supposed to know what that is on the dip switch :P
[15:08:46] <ssi> JT-Shop: now that's handy
[15:09:18] <zeeshan|2> ssi did you have drift?
[15:09:20] <ssi> zeeshan|2: this may be another of those magical cases where what they taught you in school doesn't align with the real world
[15:09:26] <zeeshan|2> ssi
[15:09:28] <zeeshan|2> but the thing is
[15:09:32] <zeeshan|2> i dont remember the controller we were using
[15:09:38] <zeeshan|2> we were tuning through the computer
[15:09:43] <zeeshan|2> it was communicating through an interface
[15:09:54] <zeeshan|2> and zieger nichols is a highly used method in industry
[15:09:56] postaL_offline is now known as postaL
[15:10:21] <zeeshan|2> cause you do exactly what you were saying
[15:10:26] <zeeshan|2> you tune to oscillation
[15:10:33] <zeeshan|2> and then measure the peak to peak voltage
[15:10:42] <zeeshan|2> and i think the period(i forget exactly what)
[15:10:47] -!- mozmck has quit [Read error: Connection reset by peer]
[15:11:03] <zeeshan|2> and using 3 formulas, you get kp ki kd
[15:11:15] <ssi> zeeshan|2: we have feedforward, and it's easier to tune these loops with feedforward than ID terms
[15:11:34] amnesic_away is now known as amnesic
[15:11:58] <zeeshan|2> With feed-forward control, the disturbances are measured and accounted for before they have time to affect the system.
[15:11:58] <zeeshan|2> oh
[15:12:09] <ssi> but by all means
[15:12:12] <zeeshan|2> so it anticipates?
[15:12:15] <ssi> use your book larnin' to do it your way
[15:12:22] <zeeshan|2> ssi fak you
[15:12:32] <zeeshan|2> i'm always trying to make the link
[15:12:38] <zeeshan|2> between what i know and dont know
[15:12:41] <zeeshan|2> you know this :)
[15:12:52] <zeeshan|2> !!
[15:13:43] <ssi> you remind me of a friend of mine
[15:13:50] <ssi> who always comes to me and asks for my opinion
[15:13:52] -!- karavanjo has quit [Ping timeout: 240 seconds]
[15:13:55] <zeeshan|2> http://gnipsel.com/linuxcnc/tuning/images/hal-scope-01.png
[15:14:00] <zeeshan|2> haha this picture is so cool
[15:14:03] <ssi> and when I give him my opinion, he completely disagrees with me and says "but that's not what xyz" says
[15:14:07] <zeeshan|2> you actually see it settling
[15:14:21] <zeeshan|2> it looks like a typical second order system
[15:14:28] -!- `Nerobro has quit [Ping timeout: 250 seconds]
[15:14:33] <ssi> it is
[15:14:40] <ssi> that's second order underdamped ringing
[15:14:46] <zeeshan|2> i wasn't disagreeing with what you were saying
[15:14:50] <ssi> and you can use FF2 to compensate for it
[15:14:58] <ssi> or you can spend eternity trying to get your I and D terms right
[15:15:02] <ssi> it's much much easier to use FF
[15:15:33] -!- vapula has quit [Quit: Leaving]
[15:15:34] <zeeshan|2> fast fourier transform will give me what
[15:15:40] <zeeshan|2> the frequency of oscillation?
[15:15:44] <ssi> feedforward, dummy
[15:15:48] <zeeshan|2> o
[15:16:07] <ssi> context clues!
[15:16:11] <zeeshan|2> hah
[15:16:25] <zeeshan|2> okay well according to the manuals
[15:16:30] <zeeshan|2> i dont see why the hell not to run these drives
[15:16:33] <zeeshan|2> and according to you too
[15:16:33] <ssi> !log
[15:16:33] <zeeshan|2> :)
[15:16:38] <ssi> doh how does that work
[15:16:41] <zeeshan|2> theyre smaller
[15:16:47] <zeeshan|2> they have a built in supply
[15:16:48] <zeeshan|2> they're cheap
[15:16:52] <ssi> exactly
[15:16:58] <zeeshan|2> they're high workable with different types of servos
[15:17:06] <zeeshan|2> not just brush
[15:17:31] <zeeshan|2> i went to my basement to check what i have
[15:17:35] <zeeshan|2> i actually have a 36x36 box.
[15:17:38] <zeeshan|2> nema4
[15:17:44] <zeeshan|2> so if i can use that, that would be awesome
[15:18:16] <zeeshan|2> dude check this out
[15:18:17] <zeeshan|2> http://i.imgur.com/OOBcfTB.jpg
[15:18:33] <zeeshan|2> so instead of having that big ass toriodal supply
[15:18:35] <zeeshan|2> i wont have it anymore
[15:18:55] <ssi> is this your lathe?
[15:18:59] <zeeshan|2> yea
[15:19:04] <zeeshan|2> instead ill have one 24VDC supply
[15:19:09] <zeeshan|2> and 1x5VDC supply
[15:19:20] <zeeshan|2> but ill have 2 VFDs now
[15:19:36] <zeeshan|2> 1 vfd driving the spindle and one driving the hydraulic pump
[15:19:49] <zeeshan|2> hopefully i can fit it all in the box
[15:19:54] <ssi> I'm gonna have three VFDs in my mill :P
[15:19:59] <zeeshan|2> haha for what?
[15:20:00] -!- dr0w [dr0w!~george@loudsl01-253-117-19.d.iglou.com] has joined #linuxcnc
[15:20:01] <zeeshan|2> 1 for spindle
[15:20:03] <zeeshan|2> others for?
[15:20:05] <ssi> huge one for spindle
[15:20:08] <ssi> one for the spindle FAN
[15:20:12] <ssi> one for the coolant pump
[15:20:12] <zeeshan|2> hahaha
[15:20:20] <zeeshan|2> why didnt you just swap the coolant pump out?
[15:20:25] <ssi> not that easy
[15:20:36] <ssi> I actually rebuilt the coolant pump
[15:20:41] <ssi> it had frozen bearings
[15:20:43] <zeeshan|2> ah
[15:20:54] <ssi> I took it all apart and sandblasted the pump housing and powder coated it
[15:21:06] <ssi> https://pbs.twimg.com/media/Bz1pKrmIcAAcjaX.jpg:large
[15:21:08] <zeeshan|2> mines a little bit weird
[15:21:11] <zeeshan|2> it looks like a blender
[15:21:20] <zeeshan|2> that looks nice
[15:21:26] <ssi> it came out pretty good
[15:21:34] <ssi> it wasn't as clean as I'd have liked it to be
[15:21:43] <zeeshan|2> its a pump!
[15:21:44] <zeeshan|2> :p
[15:21:51] <ssi> I bought a new big blast cabinet for the airport after doing this
[15:21:56] <zeeshan|2> damn you
[15:21:57] <ssi> cause my tiny ones at home were too small and crappy to do this
[15:22:00] <zeeshan|2> you have a stool im looking for
[15:22:05] <zeeshan|2> i cant find a wood stool locally anywhere
[15:22:06] <ssi> also I bought another air dryer for the airport
[15:22:10] <ssi> walmart sells those stools
[15:22:19] <zeeshan|2> are they high up?
[15:22:26] <ssi> they're bench height
[15:22:27] <zeeshan|2> my welding table is 4.5 feet from the floor
[15:22:29] <ssi> they have table height ones too
[15:22:32] <zeeshan|2> so need something high
[15:22:36] <ssi> er, no not 4.5'
[15:22:40] <ssi> that's insanity high
[15:22:44] <ssi> most benches are like 36-38"
[15:22:57] <zeeshan|2> i like my bench higher
[15:22:58] <zeeshan|2> for welding
[15:23:01] <zeeshan|2> its just a preference
[15:23:12] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[15:23:16] <ssi> so here loo
[15:23:17] <ssi> https://pbs.twimg.com/media/B0BU6dEIcAAwMQS.png:large
[15:23:31] <ssi> that's the best I could get it yesterday, but it was just a bare motor
[15:23:39] <ssi> I think once it's got a load I can dial it in further
[15:23:54] <zeeshan|2> whats the absolute maximum value
[15:23:56] <zeeshan|2> betwen those spikes
[15:24:06] <ssi> less than .005"
[15:24:13] <ssi> which is still way more than I'd like
[15:24:15] <zeeshan|2> yea
[15:24:16] <zeeshan|2> thats nfg
[15:24:37] <ssi> but that's also during a 480ipm rapid
[15:24:44] <zeeshan|2> those P I D values
[15:24:52] <zeeshan|2> are those for positional feedback
[15:24:59] <ssi> yeah that's the position loop pid
[15:25:02] <zeeshan|2> okay
[15:25:27] <zeeshan|2> tuning the velocity is one thing
[15:25:45] <zeeshan|2> and i guess the position is a completely other beast
[15:25:53] <ssi> the velocity tuning is easy with these drives... just null the drift and turn up loop gain til it oscillates
[15:25:53] <zeeshan|2> which i remember when reading the linuxcnc manual
[15:25:56] <ssi> nothing else to it
[15:26:00] <zeeshan|2> they talked about 2 experimental ways to tune
[15:26:08] <zeeshan|2> ah okay
[15:27:04] <MrSunshine> in linuxcnc, could i if i want feed back a step/dir signal on inputs of the parport and update the axis position by that? (trying to use a thc that disconnects the pcs control over the stepper driver and updates position independantly) =)
[15:27:42] postaL is now known as postaL_offline
[15:27:46] <zeeshan|2> MrSunshine: thats what i was trying to say last night
[15:27:50] <cradek> yes, but you'll have to be careful with your ferror setting
[15:27:52] <zeeshan|2> i understand servos are faster
[15:28:07] <zeeshan|2> and can be more precise
[15:28:11] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[15:28:15] <cradek> if command and feedback positions diverge more than the ferror limit, it'll abort and disable
[15:28:16] <zeeshan|2> but you should still be able to implement a position feedback loop
[15:28:20] <zeeshan|2> w/ them
[15:28:50] Deejay__ is now known as Deejay
[15:28:56] -!- Deejay has quit [Changing host]
[15:28:56] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[15:29:14] <zeeshan|2> cradek so if you're commanding 5.000 and your scales are coming back with 5.004
[15:29:32] <zeeshan|2> it'll try to move step and dir in the correcf way
[15:29:34] <zeeshan|2> to get back to 5.000?
[15:30:27] <cradek> if you are using feedback to pid, yes -- if you are using feedback just to the gui, no - command is already and always 5.000 in that case
[15:30:40] <zeeshan|2> yes
[15:30:45] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[15:30:47] <cradek> scales and step/dir is a weird combination
[15:30:49] <zeeshan|2> scales being glass scales
[15:31:13] <cradek> but it's certainly true you can use stepgen in velocity mode with pid
[15:31:48] <zeeshan|2> awesome
[15:32:17] <zeeshan|2> on tuesday i went to a seminar to see what the machining reseachers are doing
[15:32:43] <zeeshan|2> when you're machining stuff at a set parameters, and you get chatter
[15:32:53] <zeeshan|2> you usually adjust stiffness
[15:33:03] <zeeshan|2> but she's like how can we add dampening?
[15:33:15] <zeeshan|2> she's using eddy currents around the work piece
[15:33:24] <zeeshan|2> to add damping
[15:34:37] <zeeshan|2> she showed a 4" face mill taking 0.200" doc in stainless 4" thick plate that had severe chatter at some cutting parameters
[15:34:51] <zeeshan|2> then she showed the same plate with eddy current dampening turned on
[15:35:01] <zeeshan|2> the surface finish improved like 2109219328x
[15:35:06] <zeeshan|2> interesting concept
[15:35:23] <ssi> just using a magnetic field to keep the part from vibrating?
[15:36:12] <zeeshan|2> yea
[15:36:20] <zeeshan|2> constant magnetic field
[15:36:26] <zeeshan|2> i wish i had a picture of before and after
[15:36:29] <zeeshan|2> its a big difference
[15:36:30] <_methods> hehe how much is that option
[15:36:43] <zeeshan|2> methods i dont think it's a great option for general machining
[15:36:45] <zeeshan|2> but for production
[15:36:53] <zeeshan|2> where its a constant part being machined all the time
[15:36:57] <zeeshan|2> its beneficial
[15:36:58] <_methods> i'll take the eddy current package
[15:37:43] <_methods> definitely an interesting concept
[15:38:07] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/14929606143/
[15:38:11] <zeeshan|2> i was going through my motor collection
[15:38:13] <zeeshan|2> found this dc motor
[15:39:18] <zeeshan|2> looks like its a 90VDC motor
[15:39:22] <zeeshan|2> not sure what kind. prolly brush
[15:41:38] <ssi> does it have brush caps visible?
[15:42:34] <zeeshan|2> i havent taken it apart
[15:42:39] <pcw_home> If its rated 90VDC it pretty much has to be a brush motor
[15:42:45] <zeeshan|2> http://www.leeson.com/Products/products/DCMotors/scrrated.html
[15:42:45] <ssi> yeah it's a brush motor
[15:42:49] <ssi> http://www.leeson.com/Literature/pdf/b1600IEC.pdf
[15:42:52] <zeeshan|2> im pretty sure its that brand
[15:43:21] <zeeshan|2> 1/4 hp seems pretty weak sauce though
[15:43:26] -!- arvidkahl has quit [Ping timeout: 240 seconds]
[15:43:56] <pcw_home> enough for a rotary axis
[15:44:06] <zeeshan|2> thats a good point
[15:44:12] <ssi> I guess I need to start considering building a rotary axis for the vmc
[15:44:19] <zeeshan|2> ssi first get it running
[15:44:20] <zeeshan|2> !
[15:44:23] <ssi> :D
[15:44:31] <zeeshan|2> my goal is get this thing running
[15:44:33] <zeeshan|2> then rotary axis
[15:44:37] <zeeshan|2> but im leaving room for expansion this time
[15:44:52] <ssi> I'd like to build a 5 axis trunnion
[15:44:57] <ssi> I think that'd be fun
[15:44:59] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[15:45:01] -!- balestrino [balestrino!~balestrin@host16-203-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[15:45:03] <pcw_home> Geared right a 1/4 horse motor will beat pretty much any stepmotor
[15:45:50] <ssi> http://www.ebay.com/itm/CNC-Engraving-Machine-H-Rotary-Table-Jaw-Chuck-Rotational-A-B-Axis-4th-5th-Axis-/251411868892?pt=BI_Tool_Work_Holding&hash=item3a8950acdc
[15:45:53] <ssi> that's cute
[15:45:59] <zeeshan|2> wow thats cheap
[15:46:11] <ssi> yeah there's a bunch of cheap little 4th and 4th/5th axis deals from china on ebay
[15:46:26] <pcw_home> well its cheap because its cheap
[15:46:28] <zeeshan|2> haha its tiny
[15:46:30] <ssi> yep
[15:46:51] <zeeshan|2> it doesnt look too hard to build though
[15:46:54] <zeeshan|2> which is a good thing!
[15:46:55] <ssi> no, not really
[15:47:01] <ssi> I wish I had means to cast iron
[15:47:12] <SpeedEvil> I was thinking I'd found a great deal on a crucible from china.
[15:47:27] <SpeedEvil> Then I realised that the 6mm diameter 4mm height wasn't in fact a typo
[15:47:34] <ssi> WHAT
[15:47:35] <ssi> hah
[15:47:50] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15363652508/in/photostream/
[15:47:53] <zeeshan|2> heres another motor
[15:48:01] <zeeshan|2> that i cant tell what the heck it is
[15:48:10] <zeeshan|2> but it seems to have a brake in it
[15:48:16] * SpeedEvil has been mailing vendors in china in search of a reasonable priced supplier for 5kg of Li
[15:48:28] <ssi> zeeshan|2: looks like 3ph
[15:48:39] <SpeedEvil> At least casting that is easy! :)
[15:48:49] <ssi> Li?
[15:48:53] <SpeedEvil> ssi: casting iron doesn't actually seem that hard.
[15:48:55] <SpeedEvil> ssi: lithium
[15:48:56] <zeeshan|2> lithium?
[15:49:08] <ssi> going to use it recreationally?!
[15:49:12] <zeeshan|2> haha
[15:49:18] <ssi> SpeedEvil: I figured I'd start with casting aluminum
[15:49:22] <SpeedEvil> ssi: Does having cheap electricity count?
[15:49:28] <ssi> it's just a pretty big involved thing that I haven't had a chance to get into yet
[15:49:49] <ssi> but I'm gonna try to save and segregate all the swarf that comes out of the vmc :P
[15:50:08] <SpeedEvil> ssi: I'm trying to make a Lithium/lead/antimony battery
[15:50:14] <ssi> I see
[15:50:32] <zeeshan|2> ha
[15:50:34] <zeeshan|2> its a 3 phase motor
[15:50:36] <zeeshan|2> but it has a brake on it too
[15:50:37] <zeeshan|2> weird.
[15:50:45] <zeeshan|2> http://translate.google.ca/translate?hl=en&sl=it&u=http://www.coelmotori.it/&prev=/search%3Fq%3Dcoel%2Bmotori%26client%3Dfirefox-a%26rls%3Dorg.mozilla:en-US:official%26channel%3Dsb%26biw%3D1680%26bih%3D979
[15:51:05] Cylly is now known as Loetmichel
[15:51:13] <zeeshan|2> i should be using this motor
[15:51:16] <zeeshan|2> on my bead roller
[15:51:22] -!- phantoxe has quit [Remote host closed the connection]
[15:51:24] <zeeshan|2> where everytime im not pressing the pedal
[15:51:26] <zeeshan|2> it brakes instantly
[15:51:42] <SpeedEvil> What is a bead roller?
[15:51:43] <zeeshan|2> but its only 3/4hp
[15:51:45] <SpeedEvil> (I should google)
[15:52:39] <zeeshan|2> http://www.youtube.com/watch?v=N35CJzc9l_Y
[15:53:08] <zeeshan|2> thats a stainless sheet
[15:53:26] <zeeshan|2> actually nm
[15:53:27] <zeeshan|2> its aluminum
[15:54:04] <ssi> so I'm thinking I should head down to the airport, install the VFD, reinstall the X motor, wire up at least one of these drives, and try running the spindle and tuning the X axis
[15:54:17] <zeeshan|2> you got the vfd
[15:54:18] <zeeshan|2> already?
[15:54:21] <ssi> yeah, yesterday
[15:54:23] <zeeshan|2> damn americans and your fast shipping
[15:54:27] <ssi> or day before yesterday actually
[15:54:43] <ssi> my commutation boards are still enroute
[15:54:46] <ssi> they shipped them monday
[15:54:50] <ssi> damn china and their slow customs
[15:54:53] <zeeshan|2> :]
[15:54:58] <ssi> I'll have parts today
[15:55:01] <ssi> hopefully boards tomorrow
[15:55:08] <ssi> I already want to redesign these boards :(
[15:55:12] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[15:55:15] <ssi> I designed them to work with the parker drives
[15:55:27] <ssi> and literally the SAME DAY I submitted the pcb order, I found out the parker drives were BS
[15:55:35] <zeeshan|2> haha
[15:55:45] <ssi> fortunately I left myself an out
[15:56:08] <ssi> but I wish I'd gone all the way and passed the encoder signals through the cpld... instead I cheated and just wired them through with traces
[15:56:25] <ssi> if I want to use these motors with those BE drives, I have to hack the hall states a bit more
[15:56:54] <ssi> I can probably bluewire something to make it work
[15:57:02] -!- skunkworks_ has quit [Quit: Leaving]
[15:57:51] <ssi> I wonder if the 9500XL cpld has differential IOBs
[15:58:03] <zeeshan|2> youre speaking alien
[15:58:04] <zeeshan|2> :D
[15:58:15] <ssi> AM I?!
[15:58:36] <pcw_home> I would not use CPLD outputs for real world connections
[15:59:22] <pcw_home> (CX95XX CPLDs are fine but the I/O are fragile in my experience)
[15:59:59] <pcw_home> XC95...
[16:00:41] <ssi> pcw_home: what I'd need to do is just tap one or two of the encoder lines to use it as an input
[16:00:50] <ssi> but they're differential encoders of course
[16:01:27] <pcw_home> At the minimum put a series resistor
[16:01:31] <ssi> I had planned on repeating the encoder signals through the cpld, but now I'm curious about this fragility :)
[16:01:46] <zeeshan|2> man
[16:01:50] <zeeshan|2> i shoulda bought the frigging mesa for the lathe
[16:01:51] <ssi> do you know if the cpld has the capability for differential inputs?
[16:01:58] <zeeshan|2> the 7i77 has builtin rs-422 interface
[16:02:01] <zeeshan|2> i wouldnt need this external bs
[16:02:03] <ssi> trying to find the appropriate datasheet on xilinx's site
[16:02:06] <pcw_home> Ive fried many (much more fragile than FPGA I/O)
[16:02:28] <ssi> pcw_home: oh well I'm using a schmitt trigger for inputs on these
[16:02:40] <ssi> and the hall state outputs are through a 7407 open collector driver
[16:02:51] * JT-Shop is wondering if a G code file can read a pyvcp spin box?
[16:02:57] <JT-Shop> brain dead today...
[16:03:17] <ssi> zeeshan|2: what, for your modbus?
[16:03:21] <zeeshan|2> ssi yes
[16:03:32] <ssi> can you use a mesa rs422 port for modbus?
[16:03:38] <zeeshan|2> yes i dont see why not
[16:03:45] <ssi> pete used an external adapter as well, and he's got 7i77
[16:03:47] <zeeshan|2> i have a rs232 to rs422 converter
[16:03:51] <ssi> I ordered one cause I wasn't sure
[16:03:59] <ssi> modbus is rs485 I believe
[16:04:03] <ssi> I don't really know anything about the serial mess :P
[16:04:08] <zeeshan|2> wait
[16:04:09] <zeeshan|2> lemme check
[16:04:22] <zeeshan|2> nm
[16:04:24] <zeeshan|2> its rs485
[16:04:25] <zeeshan|2> haha
[16:04:30] <zeeshan|2> but what the hell
[16:04:34] <zeeshan|2> the rs422 pins are the same
[16:05:03] <zeeshan|2> rx+rx-
[16:05:07] <zeeshan|2> should be all we need for modbus
[16:06:25] <zeeshan|2> http://www.hw-server.com/obrazek/compare.gif
[16:06:28] <zeeshan|2> theyre different :/
[16:06:32] <ssi> is rs485 just multipoint rs422?
[16:06:35] <zeeshan|2> yea
[16:07:12] <zeeshan|2> oh well
[16:07:15] <zeeshan|2> that converter isn't that expensive
[16:07:18] <zeeshan|2> its like 8$
[16:07:19] <zeeshan|2> haha
[16:07:22] <ssi> yep
[16:07:23] <zeeshan|2> i just having extra components
[16:07:26] <zeeshan|2> *hatre
[16:07:32] <ssi> what sucks for me is the computer may well be up in the front of the machine
[16:07:40] <ssi> and I'll need a loooooong twisted paair back to the vfd
[16:08:24] <zeeshan|2> well thats one of the benefits of rs485 too
[16:08:27] <zeeshan|2> you can run it over long distances
[16:08:28] -!- nofxx_ [nofxx_!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[16:08:41] <zeeshan|2> i think it was like 3000 feet
[16:08:44] <zeeshan|2> or something ridiculus
[16:08:50] <ssi> i don't think the cpld can do differential inputs at all
[16:09:22] <ssi> looks like LVTTL and LVCMOS33 are its only io standards
[16:09:23] <pcw_home> no no differential hardware on XC95XX CPLDs
[16:09:42] <ssi> so if I need to go that route I'll need external hardware or a different chip
[16:09:53] <ssi> which means I probably won't be bluewiring it into submission :)
[16:09:54] <zeeshan|2> whats better pwm + dir
[16:09:58] <zeeshan|2> or 0-10v
[16:10:02] <ssi> I prefer analog
[16:10:13] <zeeshan|2> i was noticing how the amc drives can handle both
[16:10:23] <ssi> yeah
[16:10:32] <ssi> the 7i77 will give you analog outs, just use them :)
[16:10:33] <zeeshan|2> 7i77 i think is 0-10
[16:10:35] <zeeshan|2> yea
[16:10:47] <zeeshan|2> just figuring out how it'll handle the encoder
[16:10:51] <zeeshan|2> after interpolation
[16:10:58] <ssi> the drive doesn't care about your scales
[16:11:02] <ssi> you're using tach for velocity fb
[16:11:03] <zeeshan|2> i know
[16:11:08] <zeeshan|2> im talkking about 7i77
[16:11:10] -!- tronwzrd has quit [Ping timeout: 272 seconds]
[16:11:11] <zeeshan|2> i wanan order the mesa hardware
[16:11:15] <ssi> what des the interpolator put out?
[16:11:17] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[16:11:19] -!- Tecan has quit [Changing host]
[16:11:19] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[16:11:22] <zeeshan|2> 5v ttl i think
[16:11:23] <zeeshan|2> im checking
[16:11:29] <ssi> differential quadrature?
[16:11:39] <ssi> oh if it's 5v ttl it's probably single ended quadrature?
[16:11:46] <zeeshan|2> http://www.heidenhain.com/fileadmin/pdb/media/img/598_010-21.pdf
[16:11:47] <zeeshan|2> last page
[16:11:52] <zeeshan|2> it outputs ttl it says
[16:12:04] <zeeshan|2> theres 6 pins for "incremental signals"
[16:12:19] <ssi> differential then
[16:12:21] <ssi> yeah you're fine
[16:12:48] <ssi> I'm assuming a0, a1, a2 are A/B/Z?
[16:12:53] <ssi> what's aS?
[16:12:58] <zeeshan|2> haha thats what im trying to figure out
[16:13:28] <ssi> fault detection signal
[16:13:38] <pcw_home> I think theres a fault signal
[16:13:50] <zeeshan|2> http://www.lna.br/~det/Projetos/TCSPD/doc/HeidenheinEXE602.pdf
[16:13:52] <zeeshan|2> this manual is pbetter
[16:13:53] <zeeshan|2> page 10
[16:14:06] <zeeshan|2> a b are some pulse trains
[16:14:14] <zeeshan|2> i think one of them is an index pulse?
[16:14:19] -!- mozmck has quit [Read error: Connection reset by peer]
[16:14:20] <zeeshan|2> or reference
[16:14:23] <ssi> yeah 0 is index
[16:14:29] <ssi> 1 is A, 2 is B
[16:14:32] <ssi> page 4
[16:15:17] <zeeshan|2> okay so enca+ will be a, encb+ will be b, encR will be idx+
[16:15:28] <zeeshan|2> i think thats all i need i guess
[16:15:34] <zeeshan|2> 7i77 and 5i25
[16:15:40] <zeeshan|2> and a header cable to link the two
[16:15:51] <ssi> the kit comes with the cable
[16:17:29] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[16:17:35] <ssi> k I'm gonna load up and go try to make the mill move
[16:17:39] -!- Roguish [Roguish!~chatzilla@c-67-188-44-176.hsd1.ca.comcast.net] has joined #linuxcnc
[16:17:40] <zeeshan|2> :D
[16:19:26] <zeeshan|2> pcw instead of a parallale port cable
[16:19:29] <zeeshan|2> do you guys offer a header
[16:20:28] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.161.162] has joined #linuxcnc
[16:20:46] <zeeshan|2> http://store.mesanet.com/index.php?route=product/product&path=74_80&product_id=192
[16:20:49] <zeeshan|2> also can we use that adapter
[16:20:49] <pcw_home> Because of the relatively high speed signals on the cable a flat cable is not reccomended except for very short connections
[16:21:08] <zeeshan|2> to convert the rs422 port to rs485 for modbus
[16:21:30] <zeeshan|2> ah okay
[16:24:51] <pcw_home> The 7I77 has a RS422/485 port but it cannot currently be used for Modbus because there's no modbus driver for Hostmot2 UARTs
[16:25:23] <zeeshan|2> okay rs485 to rs232 converter it is :D
[16:25:46] <pcw_home> unless you want to write a modbus comp...
[16:25:57] <zeeshan|2> no sir
[16:26:01] <zeeshan|2> :)
[16:28:31] <jdh> I have a converter sitting sitting by my VFD
[16:28:38] <jdh> some day, I will connect it.
[16:28:44] <zeeshan|2> what brand vfd
[16:29:19] <jdh> some whack chinese name
[16:29:57] <zeeshan|2> hey, as long as it has a communication drive
[16:30:00] <zeeshan|2> *driver
[16:30:08] <zeeshan|2> thats all that matters
[16:30:36] <jdh> I have read of others using the same one and having it work.
[16:31:08] <jdh> but, I need to swap out my breakout board or at least add some pins to it first.
[16:31:29] <zeeshan|2> why do you need par port
[16:31:46] <zeeshan|2> itll converse over serial
[16:31:51] -!- dieter_ [dieter_!~chatzilla@212.43.84.61] has joined #linuxcnc
[16:31:53] <jdh> Nowforever VFD
[16:32:00] <jdh> I want digital IO for start/stop
[16:32:05] <zeeshan|2> o
[16:32:17] <jdh> and limit switches.
[16:32:17] <zeeshan|2> using modbus is safe
[16:32:25] <zeeshan|2> cause say your communication drops
[16:32:30] <zeeshan|2> theres a watchdog in the vfd
[16:32:33] <zeeshan|2> itll kill the power to the motor
[16:32:46] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[16:32:54] <jdh> that's nice and all, but not how I do things.
[16:32:57] <zeeshan|2> thats why i use it to run/start/stop and do a whole bunch of other things
[16:35:21] <jdh> http://tinyurl.com/mztvex8 If they would have just put $0.005 worth of pins in those holes.
[16:37:38] <ssi> zeeshan|2: have you tried closed loop spindle control over modbus?
[16:37:46] -!- tronwzrd has quit [Ping timeout: 240 seconds]
[16:37:55] <ssi> jdh: can't you add pins?
[16:38:48] <zeeshan|2> no ssi
[16:39:08] <zeeshan|2> my drive doesnt have real feedback
[16:39:12] <ssi> lol
[16:39:12] <ssi> https://fbcdn-sphotos-f-a.akamaihd.net/hphotos-ak-xap1/t31.0-8/10682378_10152524962778353_1361472827402653378_o.jpg
[16:39:20] <zeeshan|2> its sensorless vector
[16:39:35] <ssi> do you not have an encoder on your spindle?
[16:39:39] <TekniQue> aircraft spruce (y)
[16:39:55] <zeeshan|2> i do have an encoder
[16:39:59] <ssi> TekniQue: they have a significant amount of my money :P
[16:40:10] <zeeshan|2> but thsoe go through a parallel port
[16:40:23] <CaptHindsight> you can't expect them to use Garment Spruce for aircraft
[16:40:23] <ssi> oh right, I forgot your machine is a toy :)
[16:40:29] <zeeshan|2> yes
[16:40:33] <zeeshan|2> all our machines are toys
[16:40:46] <zeeshan|2> :P
[16:40:49] <zeeshan|2> i shouldn't say all
[16:40:55] <ssi> doesn't mean you have to treat them like toys!
[16:40:56] <zeeshan|2> but compared to whats being used in industry right now
[16:40:58] <zeeshan|2> they're toyz
[16:41:07] <ssi> even my little baby g0602 has real encoder feedback via mesa
[16:41:08] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[16:41:12] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[16:41:15] <jdh> I can add pins, it is just a PITA
[16:41:27] <zeeshan|2> ssi
[16:41:28] <zeeshan|2> it threads
[16:41:36] <zeeshan|2> i can do css mode
[16:41:39] <zeeshan|2> thats all i care :P
[16:41:44] <zeeshan|2> how it does it, doesnt matter
[16:41:46] <jdh> mine is definitely a toy
[16:42:02] <zeeshan|2> if i really cared
[16:42:04] <TekniQue> ssi: no doubt
[16:42:07] <zeeshan|2> i woulda bought a dual spindle lathe
[16:42:15] <zeeshan|2> that had the ability to transer parts from one spindle to another
[16:42:20] <zeeshan|2> *transfer
[16:42:28] <zeeshan|2> and had turret tool changers for each
[16:42:29] postaL_offline is now known as postaL
[16:42:29] <TekniQue> ssi: they have pretty much the best selection of fasteners and fittings there is
[16:42:31] <zeeshan|2> :D
[16:42:40] -!- `Nerobro [`Nerobro!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[16:42:41] <zeeshan|2> TekniQue: they indeed do!
[16:42:53] <zeeshan|2> thats where i bought all my safety wire stuff from
[16:42:56] <TekniQue> and they've been in business for the best part of a decade
[16:42:59] <zeeshan|2> and some really weird bolts i could not find anywhere
[16:43:07] -!- dieter_ [dieter_!~chatzilla@212.43.84.61] has parted #linuxcnc
[16:43:09] <ssi> TekniQue: I think you mean century :)
[16:43:14] <TekniQue> err
[16:43:17] <TekniQue> yes
[16:43:18] <TekniQue> century
[16:43:22] <ssi> I've been giving them money for a decade
[16:43:30] <TekniQue> my head hurts today
[16:43:39] <TekniQue> they're putting down new carpet in my office
[16:43:43] <TekniQue> and the glue fumes are pretty bad
[16:43:48] <ssi> TekniQue: I have the unfortunate situation that spruce east is within driving distance of me
[16:43:51] <ssi> and if I go in there
[16:43:54] <ssi> I spend a thousand dollars
[16:43:56] <ssi> no matter what
[16:44:14] <zeeshan|2> http://www.aircraftspruce.ca/catalog/topages/drillingjig.php?clickkey=4386
[16:44:16] <zeeshan|2> best drilling jig ever!
[16:44:19] <ssi> last month I went in there and bought two com antennas, two eyeball air vents, and a bunch of bnc fittings
[16:44:23] <ssi> and it was $800
[16:45:05] <ssi> I spend so much godforsaken money in that place that I have a dealer account :P
[16:45:07] <TekniQue> zeeshan|2: yeah a good jig like that saves from those fucking drills that always break
[16:45:15] <zeeshan|2> haha yea dude
[16:45:18] <zeeshan|2> they break so easy
[16:45:22] <TekniQue> drilling small diameter holes through thick metal = recipe for breaking
[16:45:28] <zeeshan|2> especially on a damn drill press
[16:45:59] <zeeshan|2> even with the jig i had many break
[16:46:01] <archivist> use gun drills
[16:46:07] <ssi> ok I'm heading to the apt for realsies
[16:46:08] <ssi> bbiab
[16:46:14] <zeeshan|2> cu
[16:46:25] <zeeshan|2> its only when istarted using cobalt bits
[16:46:28] <zeeshan|2> stuff worked out
[16:49:01] -!- Lathe_newbie has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[16:49:16] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[16:49:37] -!- karavanjo has quit [Remote host closed the connection]
[16:49:38] -!- phantoxe has quit [Remote host closed the connection]
[16:49:51] <archivist> I had to get through about 8 inches of brass for someone, was "interesting" I shortened a gun drill to do it
[16:51:30] <zeeshan|2> http://10fastfingers.com/typing-test/english
[16:51:32] <zeeshan|2> do the typing test!
[16:51:43] <zeeshan|2> archivist: interesting :D
[16:51:46] <zeeshan|2> 8"!
[16:51:57] -!- md-2 has quit [Remote host closed the connection]
[16:52:13] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[16:52:26] <SpeedEvil> I've been wondering about silly things. You can quite accurately locate a spinning magnet inside an object, with external magnetometers.
[16:52:28] <archivist> too old for tyop tests
[16:52:45] <SpeedEvil> And exert a modest force on it with external magnets - properly phased
[16:53:04] <zeeshan|2> haha archivist
[16:53:11] <SpeedEvil> This could do interesting things for drilling nonmagnetic stuff precisely over long distances
[16:54:07] <archivist> gun driller have managed to drill a long way for ages, so too oil prospectors
[16:54:20] <CaptHindsight> horizontal boring tools are use to go several hundred feet through the ground :)
[16:54:45] <archivist> they even go round bends
[16:55:22] <SpeedEvil> CaptHindsight: yes - I sort of mean horizontal boring tools for metal
[16:55:34] <SpeedEvil> For small workpieces.
[16:56:58] -!- md-2 has quit [Ping timeout: 258 seconds]
[16:56:59] <zeeshan|2> SpeedEvil: you know whatd be cool?
[16:57:06] <zeeshan|2> using a controlled arc
[16:57:15] <zeeshan|2> to drill through a material in a curved manner
[16:57:22] <archivist> rdm they already do that too
[16:57:26] <archivist> edm
[16:57:28] <zeeshan|2> doh
[16:57:33] <SpeedEvil> zeeshan|2: that is going to be _really_ tricky
[16:57:46] <zeeshan|2> i was thinking your magnetic field
[16:57:47] <SpeedEvil> As you can't seperately control the motion of the bits of the arc
[16:57:50] <skunkworks> cradek: opencv installs also..
http://electronicsam.com/images/KandT/testing/Screenshot%20-%2010162014%20-%2007:12:14%20PM.png
[16:57:53] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[16:58:37] <skunkworks> (I cheat - install firesite - which seems to install everything except python-opencv
[16:58:39] <skunkworks> )
[16:58:44] <skunkworks> firesight
[17:02:41] <CaptHindsight> https://github.com/firepick1/FireSight/wiki
[17:03:19] <CaptHindsight> the Debian install is pretty simple
https://github.com/firepick1/FireSight/wiki/Build-FireSight-%28Linux%29
[17:03:36] -!- phantoxe has quit []
[17:04:55] -!- chillly has quit [Remote host closed the connection]
[17:07:15] -!- ktchk [ktchk!~eddie6929@n219079181193.netvigator.com] has joined #linuxcnc
[17:11:26] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[17:14:44] -!- rob_h has quit [Ping timeout: 260 seconds]
[17:20:17] <archivist> for the brits near the midlands for the next few days
http://www.midlandsmodelengineering.co.uk/
[17:20:37] <archivist> I intend going tomorrow
[17:26:19] -!- koo5 [koo5!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[17:27:06] -!- GJdan has quit [Quit: WeeChat 1.1-dev]
[17:27:30] -!- md-2 has quit [Ping timeout: 250 seconds]
[17:28:06] -!- tronwzrd has quit [Ping timeout: 240 seconds]
[17:29:43] -!- malcom2073_ has quit [Ping timeout: 272 seconds]
[17:32:43] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[17:34:26] -!- malcom2073 [malcom2073!~quassel@2607:5300:100:200::1bc] has joined #linuxcnc
[17:39:09] -!- FreezingCold has quit [Read error: Connection reset by peer]
[17:39:38] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[17:41:40] -!- ianp has quit [Read error: Connection reset by peer]
[17:44:17] -!- koo5 has quit [Ping timeout: 272 seconds]
[17:44:52] -!- jleh has quit [Ping timeout: 240 seconds]
[17:49:50] -!- b_b has quit [Changing host]
[17:49:55] <CaptHindsight> archivist: is that a mini steam engine race?
[17:50:21] <archivist> just display line up I think
[17:55:05] -!- jvrousseau has quit [Quit: (null)]
[17:59:55] <skunkworks> CaptHindsight: yes - I just followed the simple directions and it seems to install everything you need. I have not tried installing strait from opencv
[18:00:07] -!- Tecan has quit [Ping timeout: 255 seconds]
[18:03:07] <zeeshan|2> yay
[18:03:12] <zeeshan|2> got an email from my supervisor
[18:03:32] <jdh> you have a supervisor?
[18:03:33] -!- jasen has quit [Quit: Page closed]
[18:03:39] <zeeshan|2> 2 of my papers will be getting published in 6 months in international journal of plasticity
[18:03:49] <zeeshan|2> jdh yea
[18:03:54] <jdh> like an advisor?
[18:04:00] <jdh> cool
[18:04:06] <zeeshan|2> you have a supervisor when youre doing masters research
[18:04:12] <zeeshan|2> a professor
[18:04:49] * jdh hides his MS
[18:05:02] <zeeshan|2> whatd you do ms in?
[18:05:22] <jdh> BS mainly... Industrial Science & Technology
[18:06:52] <zeeshan|2> i think my thesis title will be along the lines of
[18:07:28] <zeeshan|2> "Characterizing the Response of Shape Memory Polymer Laminates"
[18:07:51] <zeeshan|2> it'd be nice if they start using them in automotive applications
[18:07:52] <zeeshan|2> for trims
[18:09:17] <zeeshan|2> jdh you design industrial robots for welding right?
[18:09:56] <jdh> so, according to google, supervisor seems to be .au, .uk, .ca. just plain advisor in .us
[18:10:01] <jdh> not really
[18:11:42] <zeeshan|2> ah
[18:11:50] <zeeshan|2> whenever we write articles
[18:11:55] <zeeshan|2> they have to be in the "queen's english"
[18:12:07] <zeeshan|2> so if you write color vs colour
[18:12:08] <zeeshan|2> its a big deal
[18:12:12] <zeeshan|2> i personally like color.
[18:12:15] <jdh> I do do that, but that's not really what I usually do.
[18:12:15] amnesic is now known as amnesic_away
[18:12:24] <zeeshan|2> ah okay
[18:12:40] -!- GJdan has quit [Quit: WeeChat 1.1-dev]
[18:12:45] <zeeshan|2> did your ms help you get a job?
[18:12:52] <jdh> not in the lest.
[18:12:54] <jdh> or least
[18:12:58] * Jymmm looks for "Queen's English" on Google Translate
[18:13:04] <CaptHindsight> that's funny I just filed for patent on something similar :p
[18:13:04] <zeeshan|2> haha Jymmm
[18:13:22] <zeeshan|2> CaptHindsight: stop competing!
[18:13:25] <zeeshan|2> :-(
[18:13:45] <zeeshan|2> CaptHindsight: the idea behind my research is
[18:13:58] -!- ktchk [ktchk!~eddie6929@n219079181193.netvigator.com] has parted #linuxcnc
[18:14:01] <zeeshan|2> giving 3m a way to figure out how to characterize their smp to metal laminate behaviour
[18:14:10] <zeeshan|2> so they can select the correct films for the correct application
[18:14:37] <zeeshan|2> im still trying to link the data with fundamental material properties
[18:14:39] <jdh> my new welder will have two ABB arms, but most of the 'robotics' are just linear processing
[18:14:57] <zeeshan|2> if i can do that, we can simulate it using either finite volume or difference
[18:15:15] <zeeshan|2> jdh sounds like an interesting job :P
[18:15:17] -!- mightym has quit [Read error: Connection reset by peer]
[18:15:33] <jdh> same as everything, sometimes it's great.
[18:16:10] <jdh> and this morning I got to replace an ancient Polyspede(tm) drive because the maint. guys were taking too long to get on it.
[18:21:52] <CaptHindsight> jdh: do you use linuxcnc for their control?
[18:22:08] <CaptHindsight> the robots
[18:24:16] -!- _methods has quit [Ping timeout: 250 seconds]
[18:25:13] -!- _methods [_methods!~minotaur@192.81.210.43] has joined #linuxcnc
[18:26:42] <jdh> nope
[18:27:21] <jdh> just the built-in ABB sequencing stuff driven by digital IO
[18:27:53] <jdh> I only have two linux boxes here. One for general stuff & fileserving
[18:28:08] <zeeshan|2> poor linux
[18:28:10] <zeeshan|2> no love
[18:28:12] -!- md-2 has quit [Ping timeout: 245 seconds]
[18:28:21] <jdh> one does fission counting
[18:35:50] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[18:35:50] -!- Tecan has quit [Changing host]
[18:35:50] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[18:38:11] -!- arek_at_work has quit [Quit: Konversation terminated!]
[19:00:27] -!- Komzzpa has quit [Read error: Connection reset by peer]
[19:00:39] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-29-140.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[19:03:21] -!- b_b has quit [Remote host closed the connection]
[19:05:22] -!- amiri_ has quit [Ping timeout: 255 seconds]
[19:07:10] -!- amiri has quit [Ping timeout: 250 seconds]
[19:15:11] <ssi> hi
[19:16:28] <zeeshan|2> hi
[19:16:34] <zeeshan|2> dud it work
[19:16:45] <ssi> dunno yet!
[19:16:52] <ssi> https://pbs.twimg.com/media/B0F0o0kCEAAX5XE.jpg:large
[19:17:00] <zeeshan|2> beast
[19:17:04] <ssi> ya
[19:17:18] <zeeshan|2> is input
[19:17:20] <zeeshan|2> and output on the same side??
[19:17:26] <ssi> yep
[19:17:29] <zeeshan|2> wow
[19:17:30] <zeeshan|2> thats a nice design
[19:17:36] <ssi> fans on top
[19:17:44] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[19:17:47] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[19:17:53] <ssi> the back half of the depth is all heat sink
[19:18:05] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[19:18:21] -!- `Nerobro has quit [Remote host closed the connection]
[19:18:46] <zeeshan|2> yea
[19:19:20] -!- txp has quit [Remote host closed the connection]
[19:20:17] -!- FreezingCold has quit [Ping timeout: 245 seconds]
[19:23:29] <ssi> should I mount the other two vfds, or try to program the big one and run the spindle
[19:23:42] <zeeshan|2> mount em
[19:23:52] <zeeshan|2> ssi
[19:23:57] <zeeshan|2> whyd you get 2 different vfds
[19:23:59] <zeeshan|2> for your other 2 motors?
[19:24:12] <ssi> wat
[19:24:27] <zeeshan|2> you have 3 3 phase motors
[19:24:28] <zeeshan|2> right?
[19:24:34] <ssi> yes
[19:24:39] <zeeshan|2> 1 is spindle that you need to speed control
[19:24:43] <zeeshan|2> the other is a coolant pump
[19:24:47] <zeeshan|2> i forgot what the third was
[19:24:50] <ssi> fan
[19:24:52] <zeeshan|2> fan
[19:25:02] <zeeshan|2> so coolant pump and fan need to run at 60hz all the time
[19:25:08] <zeeshan|2> why didnt you just use 1 vfd to run both of em
[19:25:24] <ssi> because I may want to run them independently
[19:25:29] <zeeshan|2> why
[19:25:32] <zeeshan|2> rewason i ask is
[19:25:38] <zeeshan|2> im trying to see if i should grab one
[19:25:38] <zeeshan|2> or two
[19:25:41] <zeeshan|2> one means less wiring
[19:25:43] <zeeshan|2> less clutter
[19:25:45] <archivist> or 6
[19:25:54] <zeeshan|2> in reality my coolant pump and hydraulic pump will only operate at 60hz
[19:25:59] <zeeshan|2> and i dont need to vary the frequency
[19:27:06] <zeeshan|2> i guess wit hthe fan
[19:27:18] <zeeshan|2> it will be nice to have some speed control on it
[19:27:18] <zeeshan|2> like a cpu fan :D
[19:27:41] <ssi> so what happens if you want to machine without coolant?
[19:27:52] <ssi> or do toolchanges without the coolant running
[19:27:55] <zeeshan|2> you just turn off the solenoid
[19:27:57] <zeeshan|2> for the coolant flow
[19:28:14] <zeeshan|2> there you go
[19:28:17] <zeeshan|2> you helped me see it
[19:28:25] <zeeshan|2> with 2 of them off the same drive
[19:28:31] <zeeshan|2> it'd mean both of them need to be on all the time
[19:28:34] <ssi> yep
[19:28:40] <zeeshan|2> UNLESS
[19:28:47] <zeeshan|2> i use a contactor
[19:28:50] <archivist> some vfd can have the loads switched
[19:28:53] <zeeshan|2> between the dmotor
[19:29:01] <archivist> some will die
[19:29:20] <ssi> in my case, I had the VFDs on hand
[19:29:23] <ssi> and I have plenty of cabinet space
[19:29:27] <ssi> so two vfds is an easy solution
[19:29:39] * zeeshan|2 has limited space :/
[19:29:43] <zeeshan|2> i need to make it as tight as possible
[19:29:46] <ssi> plus no need to guess whether two motors will interact badly on a vfd
[19:29:58] <zeeshan|2> they dont
[19:30:05] <zeeshan|2> they use multiple motors off 1 vfd on conveyer lines
[19:30:24] <zeeshan|2> not all, but some.
[19:31:02] <zeeshan|2> my damn coolant pump has no specs on it
[19:31:04] <zeeshan|2> for motor
[19:31:04] <zeeshan|2> =/
[19:33:31] -!- mk0 [mk0!~Orr@93.84.5.218] has joined #linuxcnc
[19:33:53] <ssi> wuuut
[19:34:01] <ssi> rated torque at stall: 5.9Nm
[19:34:07] <ssi> maximum theoretical torque: 53Nm
[19:34:47] <ssi> maximum theoretical accel: 14200 rad/S^2
[19:36:29] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[19:36:55] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[19:37:17] <PCW> so you need a 70A drive!
[19:37:40] <ssi> haha
[19:38:08] <ssi> the note underneath says that the actual maximum torque is limited by the current limit of the drive
[19:38:22] <ssi> so I guess my maximum torque is somewhere around 10-11Nm :P
[19:38:27] <ssi> with the 10A drives
[19:38:35] <ssi> er not even that high
[19:48:03] -!- erve_ has quit [Remote host closed the connection]
[19:48:06] -!- nofxx_ has quit [Remote host closed the connection]
[19:48:16] -!- drcec has quit [Quit: Leaving]
[19:49:40] -!- `Nerobro [`Nerobro!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[19:52:51] -!- erve has quit [Ping timeout: 246 seconds]
[19:54:27] -!- tronwzrd has quit [Ping timeout: 245 seconds]
[19:55:52] -!- Lathe_newbie has quit [Ping timeout: 240 seconds]
[19:57:15] <ssi> actually I don't think I'm going to use this teco 1hp vfd I have for the coolant pupm
[19:57:20] <ssi> it's 110v input only
[20:01:08] -!- FreezingAlt has quit [Read error: Connection reset by peer]
[20:01:43] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[20:01:48] <ssi> sadly it looks like my servo drives are 110V input also
[20:03:00] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[20:05:52] <cox> Hi, found theese in the basement, anyone have any ide if they can be used in a cnc aplication Type is AU6162N203E144 Date is almost befour internet 1994.9
http://imgur.com/gxGsKU4
[20:06:27] <cox> Can not find documentation:-(
[20:08:43] -!- patrickarlt has quit [Remote host closed the connection]
[20:14:40] -!- rob_h [rob_h!~robh@2.127.23.190] has joined #linuxcnc
[20:18:38] -!- tjtr33 [tjtr33!~tjtr33@c-67-162-58-61.hsd1.il.comcast.net] has joined #linuxcnc
[20:19:27] -!- MrSunshine has quit [Quit: Leaving]
[20:20:24] -!- balestrino has quit [Ping timeout: 250 seconds]
[20:21:02] <tjtr33> those are tamagawa drives, TBL series ( but theres a load of models and years inside the TBL family )
http://www.tamagawa-seiki.com/english/servo/tbl-if.html
[20:21:20] -!- MrSunshine [MrSunshine!~mrsun@c-c93de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[20:25:25] -!- gaute has quit [Ping timeout: 246 seconds]
[20:30:48] <t12> https://www.dropbox.com/sc/j2uzpsztu3u1il0/AABZp9IQ9jH2ARcEsVDTVrjLa
[20:30:49] <t12> pew pew
[20:33:54] -!- patrickarlt has quit [Remote host closed the connection]
[20:35:22] -!- f1oat has quit [Ping timeout: 240 seconds]
[20:36:19] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[20:36:45] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[20:46:11] -!- syyl [syyl!~sg@p4FD1254E.dip0.t-ipconnect.de] has joined #linuxcnc
[20:48:08] -!- FreezingCold has quit [Ping timeout: 250 seconds]
[20:48:20] -!- mightym has quit [Read error: Connection reset by peer]
[20:51:46] -!- shurshur has quit [Ping timeout: 240 seconds]
[20:53:11] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[21:01:50] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[21:02:46] -!- Cylly [Cylly!cylly@p54B1063A.dip0.t-ipconnect.de] has joined #linuxcnc
[21:02:58] -!- Loetmichel has quit [Disconnected by services]
[21:03:00] Cylly is now known as Loetmichel
[21:03:01] -!- mdel has quit [Quit: Connection closed for inactivity]
[21:03:03] <_methods> mode burns?
[21:04:47] <Deejay> gn8
[21:04:55] -!- Deejay has quit [Quit: bye]
[21:05:08] micges-dev1 is now known as micges
[21:13:28] <ssi> so much wiring
[21:13:33] <ssi> SO MUCH WIRING
[21:13:59] -!- mk0 has quit [Quit: Leaving]
[21:14:22] <_methods> that wire shit is expensive
[21:16:43] -!- mightym has quit [Quit: ZZZzzz…]
[21:21:08] -!- ed-g has quit [Ping timeout: 260 seconds]
[21:30:41] <Jymmm> Just buy one bug ass spool and it's not so bad.
[21:30:54] <Jymmm> Then just use wire markers.
[21:31:39] <JT-Shop> the new 2 x 48 belt grinder works as advertised... it will grind your knuckles 4 times faster than a wheel grinder
[21:32:18] <Jymmm> JT-Shop: EXCELLENT! Do you need bandages or a mop?
[21:34:48] -!- acdha has quit [Ping timeout: 265 seconds]
[21:40:24] -!- md2 has quit [Remote host closed the connection]
[21:40:41] -!- md-2 has quit [Read error: No route to host]
[21:45:36] -!- FreezingCold has quit [Read error: Connection reset by peer]
[21:45:49] -!- koo5 [koo5!~sirdancea@98.82.broadband5.iol.cz] has joined #linuxcnc
[21:46:25] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[21:46:32] -!- skunkworks has quit [Ping timeout: 255 seconds]
[21:53:12] <Tom_itx> ssi at least you got something to wire now
[21:55:52] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[21:56:54] -!- sumpfralle [sumpfralle!~lars@p578a641d.dip0.t-ipconnect.de] has joined #linuxcnc
[21:58:07] -!- sumpfralle1 [sumpfralle1!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[22:01:07] -!- __rob [__rob!rob@host86-141-136-122.range86-141.btcentralplus.com] has joined #linuxcnc
[22:01:17] -!- __rob2 has quit [Ping timeout: 260 seconds]
[22:01:20] <ssi> Tom_itx: oh there's always something to wire :D
[22:02:12] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[22:07:36] <zeeshan|2> yay
[22:07:43] <zeeshan|2> found out the hydraulic pump is a .25 kW motor
[22:07:49] <zeeshan|2> so i can use my 110v vfd
[22:09:17] <zeeshan|2> im assuming
[22:09:20] <zeeshan|2> lstg in german means
[22:09:21] <zeeshan|2> horsepower
[22:09:21] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/14931477374/
[22:12:45] <Jymmm> cradek: ping?
[22:13:11] <zeeshan|2> pong
[22:13:22] <Jymmm> zeeshan|2: *WHACK*
[22:13:24] <Jymmm> ;)
[22:13:31] <zeeshan|2> cabinet before|:
http://i.imgur.com/A0ZB0HS.jpg http://i.imgur.com/NFnnlea.jpg
[22:13:42] <zeeshan|2> cabinet after:
https://www.flickr.com/photos/128539016@N05/15549548321/
[22:13:47] <zeeshan|2> scavenge completed
[22:17:15] -!- gonzo_nb [gonzo_nb!~gonzo@host-80-47-132-134.as13285.net] has joined #linuxcnc
[22:20:11] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[22:20:32] -!- gambakufu has quit [Read error: Connection reset by peer]
[22:20:48] -!- toastydeath has quit [Read error: No route to host]
[22:20:58] -!- gambakufu [gambakufu!~ah@bzq-84-110-111-39.red.bezeqint.net] has joined #linuxcnc
[22:21:07] -!- `Nerobro_ [`Nerobro_!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[22:23:49] -!- dr0w has quit [Ping timeout: 255 seconds]
[22:24:13] -!- shop_ has quit [Ping timeout: 272 seconds]
[22:24:16] -!- `Nerobro has quit [Ping timeout: 255 seconds]
[22:24:20] -!- putnik has quit [Ping timeout: 258 seconds]
[22:24:42] -!- marmite has quit [Ping timeout: 244 seconds]
[22:25:06] -!- mrec_ has quit [Ping timeout: 258 seconds]
[22:25:37] -!- mrec [mrec!~markus@sundtek.de] has joined #linuxcnc
[22:25:38] -!- marmite [marmite!marmite@is.a.hax0r.se] has joined #linuxcnc
[22:28:39] -!- dr0w [dr0w!~george@loudsl01-253-117-19.d.iglou.com] has joined #linuxcnc
[22:29:26] <zeeshan|2> https://www.flickr.com/photos/128539016@N05/15366599260/in/photostream/
[22:29:29] -!- shop_ [shop_!~shop@adsl-75-57-150-87.dsl.emhril.sbcglobal.net] has joined #linuxcnc
[22:29:30] <zeeshan|2> for these lubrication pumps
[22:30:02] <zeeshan|2> theyre typically 110V/220VDC?
[22:30:03] <zeeshan|2> er
[22:30:04] <zeeshan|2> ac
[22:30:08] <zeeshan|2> anyone know how much current they draw?
[22:33:33] <CaptHindsight> zeeshan|2: not much
[22:33:50] <zeeshan|2> i wonder why it doesnt say the spec on it
[22:34:56] <CaptHindsight> I see plates on machines all the time with missing specs
[22:35:02] <cpresser> lstg =Leistung, thats power
[22:35:18] <zeeshan|2> cpresser thanks :D
[22:35:22] <zeeshan|2> i figured since it said kW :D
[22:35:33] <zeeshan|2> CaptHindsight: i translated "schaltbild innen"
[22:35:37] <zeeshan|2> means "circuit diagram inside"
[22:35:41] <zeeshan|2> wiring i mean
[22:35:50] <cpresser> thats quite international
[22:35:58] <cpresser> yep, thats true
[22:36:07] <zeeshan|2> so i guess maybe the specs are inside :)
[22:37:01] <cpresser> possible. but i would not bet on it. schaltplan = schematic
[22:37:48] <cpresser> try dict.leo.org for translation :)
[22:38:11] <CaptHindsight> few amps
[22:38:11] <zeeshan|2> ive been using google translate
[22:38:12] * cpresser needs some sleep
[22:38:51] <CaptHindsight> it's an intermittent pump
[22:39:31] <zeeshan|2> i understand that
[22:39:49] <zeeshan|2> but i'd like to know what amp it draws :/
[22:39:54] <zeeshan|2> i guess i can measure wire size
[22:39:57] <zeeshan|2> and size a fuse accordingly
[22:40:17] <CaptHindsight> few amps, no need to be that precise
[22:40:31] <zeeshan|2> few = 2amp?
[22:40:32] <zeeshan|2> 5?
[22:40:34] <zeeshan|2> :)
[22:40:36] <CaptHindsight> yeah
[22:42:01] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:42:31] <CaptHindsight> the fuse is there to protect the wiring
[22:43:58] -!- patrickarlt has quit [Remote host closed the connection]
[22:45:45] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[22:47:15] <zeeshan|2> i think this time im going to
[22:47:20] <zeeshan|2> make a master 4 wire come into the box
[22:47:46] <zeeshan|2> so that way i can get both 110v and 220v
[22:47:50] -!- gonzo_nb has quit [Remote host closed the connection]
[22:47:50] <zeeshan|2> 120/240v i mean
[22:48:45] <tjtr33> did you try to look for it ?
http://www.lubtec.cz/produkty-willy-vogel-en
[22:48:56] <zeeshan|2> yes tjtr33
[22:49:14] <zeeshan|2> i think its too old :D
[22:49:36] <CaptHindsight> what does you amp meter say?
[22:49:42] <CaptHindsight> you/your
[22:49:56] <Jymmm> "Made in china"
[22:50:11] <CaptHindsight> bzzz pop
[22:50:15] <zeeshan|2> CaptHindsight: i havent powered it
[22:50:31] <zeeshan|2> but if i cant find a spec, ill have to do that
[22:52:03] <tjtr33> pull the wires outta the loom back to the fuse or breaker
[22:52:07] <CaptHindsight> what size fuse is on it now?
[22:56:08] <Jymmm> (400 Amp, slow blow)
[22:57:26] -!- erve has quit [Ping timeout: 240 seconds]
[22:57:34] * Jymmm looks for staple gun.... Muhahahahahaha
[23:00:31] -!- tjtr33 has quit [Quit: Leaving]
[23:03:26] <ssi> zeeshan|2: I ran 6/3 into the box for that very reason
[23:03:32] <ssi> the servo drives are 110VAC
[23:03:48] <ssi> there are two 115VAC transformers in the box, but they're both too small
[23:03:52] <ssi> one's 750VA, the other 400VA
[23:08:15] -!- laidback01 [laidback01!~jax@72-160-33-149.dyn.centurytel.net] has joined #linuxcnc
[23:09:52] <zeeshan|2> 6awg is good for 60A?
[23:10:03] <ssi> yeah
[23:10:03] <zeeshan|2> i forget
[23:10:25] <ssi> I pulled 6/3 and put a subpanel in, and the whole thing is on a 60A
[23:10:28] <zeeshan|2> whats the transformers for?
[23:10:31] <CaptHindsight> it depends on the insulation and how many conductors are in the same raceway
[23:10:38] <zeeshan|2> CaptHindsight: dont get technical with me
[23:10:40] <zeeshan|2> :-)
[23:10:43] -!- marmite has quit [Ping timeout: 258 seconds]
[23:10:48] <ssi> um one is the control power
[23:10:50] -!- marmite [marmite!marmite@is.a.hax0r.se] has joined #linuxcnc
[23:10:50] <zeeshan|2> i wanted a ball park number
[23:10:52] <CaptHindsight> so sorry
[23:10:53] <ssi> the original control was all 110
[23:11:00] <laidback01> hello. I have a machine with Mesa 7i43 on a parallel port. There is a 7i33 daughter card attached. It's connected to a servo testing rig. I have some questions about how to get HAL axis to line up with what I think it should be. EG - how do I define which is the X axis - is that the first set listed in the .hal file?
[23:11:11] <ssi> the other is for the spindle chiller, and there's a 100V tap for the original servo drive and the brakes
[23:11:22] <zeeshan|2> ssi ah
[23:11:32] <zeeshan|2> CaptHindsight: i took apart the box
[23:11:34] <zeeshan|2> there were instructions inside
[23:11:37] <zeeshan|2> 220V .8 A
[23:11:38] <zeeshan|2> :-)
[23:11:47] <ssi> laidback01: the 7i33 I believe just has numbered channels, and by convention channel 0 would be X, but you can make it whatever you want
[23:12:06] <CaptHindsight> another mystery solved!
[23:12:10] <zeeshan|2> haha yea
[23:12:16] <zeeshan|2> getting closer day by day
[23:12:22] <zeeshan|2> you guys have been helpful :)
[23:12:27] <ssi> it's a process
[23:12:36] <ssi> I've been going through and redoing the main power wiring
[23:12:41] <ssi> taking out stuff I know I'm not going to use
[23:12:44] <zeeshan|2> ssi i made an offer on those amc drives
[23:12:53] <zeeshan|2> the 150$ ones
[23:12:54] <ssi> $60 each?
[23:13:03] <zeeshan|2> he accepted 300 for all shipped
[23:13:10] <ssi> hm
[23:13:11] <zeeshan|2> shipping for some reason is 80 bux
[23:13:12] <ssi> link?
[23:13:16] <ssi> there were cheaper ones
[23:13:23] <zeeshan|2> i havent paid for it yet
[23:13:24] <zeeshan|2> :p
[23:13:31] <laidback01> Okay, the part where i'm wondering - how do I define a channel as 'X' and another as 'Y', etc. I'm using the by_interface.mesa.hm2-servo as my starting point - it's mostly working, but I've wired up X and Y backwards -- seems an opportunity to see about changing this in software rather than re-doing the wiring.
[23:13:52] <ssi> oh you missed it
[23:13:52] <ssi> haha
[23:14:00] <zeeshan|2> http://www.ebay.ca/itm/111450083423?ssPageName=STRK:MEWAX:IT&_trksid=p3984.m1423.l2649
[23:14:02] <ssi> ended this morning
[23:14:34] <ssi> that's fine, $300 shipped is still pretty reasonable
[23:14:38] <zeeshan|2> see
[23:14:39] <zeeshan|2> i emailed him saying
[23:14:40] <zeeshan|2> http://www.ebay.ca/itm/APPLIED-MOTION-CONTROLS-BE25A20ACG-INV-BRUSHLESS-POWER-SERVO-/111341687474
[23:14:47] <zeeshan|2> whats the difference between the ones hes selling for 50 bux
[23:14:51] <zeeshan|2> and the one he's selling for 150
[23:14:52] <zeeshan|2> lol
[23:15:00] <zeeshan|2> thats why i havent paid for em yet
[23:15:12] <zeeshan|2> the 50$ ones look more diserable not only cause theyre cheaper
[23:15:15] <ssi> damn 13 available at $50 apiece? that's pretty good
[23:15:16] <zeeshan|2> but he pictures connectors for em
[23:15:27] <zeeshan|2> what is it showing you for shipping?
[23:15:35] <zeeshan|2> for me its showing 63$ shipping for those 50$ ones
[23:15:41] <ssi> $33
[23:15:47] <ssi> and my favorite part is this:
[23:15:52] <ssi> MOST ITEMS WILL BE PROCESSED WITHIN 3 BUSINESS DAYS.
[23:16:04] <ssi> $33 for shipping and I have to wait three business days for you to get off your ass and ship it?
[23:16:09] <zeeshan|2> haha
[23:16:37] <ssi> my PCBs have made it to the states
[23:16:42] <laidback01> hmm, my shipping on that is $24.62 didn't think it would vary that much.
[23:16:58] <zeeshan|2> nice dude
[23:17:24] <zeeshan|2> i wonder if the hydraulic pump on the machine
[23:17:35] <zeeshan|2> was running all the time w/ the original machine.
[23:19:04] <laidback01> hey, what would those be rated for? I've got a 3 axis piece of iron with (I think) X & Y axis servo motors ... i keep wanting to say 200oz/in but that doesn't seem right. they look like about 1/2 hp motors to me - but I don't think they rate them like that either.
[23:19:22] <zeeshan|2> those drives are overkill
[23:19:27] <zeeshan|2> theyre meant for 2hp servos
[23:19:55] <laidback01> yeah, but at $50ea... that's quite a bit better than what I was expecting!
[23:20:17] <ssi> they're great drives, especially at that price
[23:20:26] <zeeshan|2> the only thing that wories me
[23:20:28] <zeeshan|2> is they're blown up
[23:20:28] <zeeshan|2> :D
[23:20:34] <laidback01> is it a situation where you get too much controller for the motor, you'll get bad performance?
[23:20:37] <ssi> they're pretty hard to blow up
[23:20:40] <ssi> laidback01: nah should be fine
[23:20:43] <zeeshan|2> thats why i emailed why one are 150 and the other is 50
[23:20:53] <zeeshan|2> makes no sense to me
[23:20:59] <zeeshan|2> from the same seller
[23:21:14] <zeeshan|2> the only difference i see inthe description is the 150$ came from a working machine
[23:21:30] <laidback01> oh...
[23:21:37] <laidback01> they take hall-effect sensors
[23:21:42] <ssi> oh it's the same seller? weird
[23:21:44] <zeeshan|2> yea ssi
[23:21:55] <ssi> laidback01: yeah, if you use brushless motors you need them
[23:22:03] <ssi> laidback01: if you have brush motors you don't need the hall effects
[23:22:36] <laidback01> no, no, you can use optic sensors as well can't you? I'd thought Hall effect was something you wanted to avoid? Hmm, I've a lot to learn, I know ...
[23:23:02] <laidback01> course hall effect ought to be a lot more impervious to dirt and fly poop.
[23:23:07] <zeeshan|2> youcan use 3 types w/ that drive
[23:23:11] <ssi> the hall effects are built into the motors
[23:23:16] <ssi> not for limit switches or anything like that
[23:23:17] <zeeshan|2> hall, encoders (optical), tachometer
[23:23:18] <ssi> it's for commutation
[23:24:14] <CaptHindsight> do you guys get gmail from idiots that start accounts using your address since they have very similar account name and type it in wrong half the time?
[23:24:14] <ssi> zeeshan|2: so I just hooked the pc up to the vmc for the first time
[23:24:39] <ssi> the only thing wired to the 7i77 is the spindle encoder
[23:24:42] <ssi> and I'm not getting any counts :(
[23:24:47] <laidback01> okay. well... back to trying to figure out the axis
[23:25:44] <zeeshan|2> why
[23:25:47] <zeeshan|2> no power to the encoder?
[23:26:04] <zeeshan|2> CaptHindsight: no
[23:27:09] <laidback01> hey... so in the .hal file. Is it top-down loading.. so the first axis it sees always ends up being X? Or, since i'm using a 7i33, is it based on the fact that it's the 0.encoder and 0.pwm makes it X?
[23:28:13] <zeeshan|2> for me, using standard stuff
[23:28:16] <zeeshan|2> X axis is 0.
[23:28:21] <zeeshan|2> Z axis is 2.
[23:28:23] <laidback01> I guess what I'm getting at - I don't quite see where (in the .ini or the .hal) where - how is "Axis X" assigned to this channel? it's all labled 0.enable, axis.0.amp-enable-out, hm2_....0.encoder.00 etc
[23:28:38] <laidback01> okay, is that because that's how it's loaded up by default?
[23:28:46] <laidback01> or where do you DEFINE that X is 0?
[23:28:52] <zeeshan|2> when you associate the pins
[23:29:04] <zeeshan|2> you'll see it linked to a particular pin on your parallel port
[23:29:08] -!- asdfasd has quit [Ping timeout: 255 seconds]
[23:29:19] <laidback01> allright - this is in the .hal file?
[23:29:25] <zeeshan|2> i dont remember the exact syntax and i'm not in front of the linux comp
[23:29:29] <zeeshan|2> but in the .hal file
[23:29:42] <zeeshan|2> you'll see something like [AXIS 0].blah blah something parport.pin
[23:29:49] <laidback01> look, I'm sorry - I'm a newb, I've been reading the man pages, but not quite finding the answer to axis assocation
[23:29:54] -!- FreezingCold has quit [Read error: Connection reset by peer]
[23:29:56] <laidback01> okay, thanks, I'll look for that ;)
[23:30:01] <zeeshan|2> its okay
[23:30:04] <zeeshan|2> no need to be sorry
[23:30:06] <zeeshan|2> we're all here to help :P
[23:30:12] <zeeshan|2> it's confusing as hell when you first work with it
[23:30:41] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[23:31:54] <laidback01> someday.. I'll get it ;)
[23:31:55] <laidback01> lol
[23:34:12] <laidback01> oh... gee, pncconf is handy for this.
[23:35:15] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[23:38:19] -!- tronwzrd has quit [Ping timeout: 272 seconds]
[23:43:48] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[23:46:34] -!- maximilian_h1 [maximilian_h1!~bonsai@dslb-094-218-169-191.094.218.pools.vodafone-ip.de] has joined #linuxcnc
[23:46:40] -!- maximilian_h has quit [Ping timeout: 250 seconds]
[23:47:06] -!- rob_h has quit [Ping timeout: 250 seconds]
[23:47:26] <laidback01> okay.. I'm sure this is a common error. Using pncconf, I've got my axis lined up with the wiring, so that's cool.
[23:48:09] <laidback01> now though, when I fire up linuxcnc - I turn on manual control, and try to step .1in, I get "Joint 0 following error" right off the bat
[23:48:30] <laidback01> is that because my encoders are not letting it know what's going on with enough accuracy?
[23:49:17] <laidback01> more likely it's that I don't have something setup right
[23:49:24] -!- AR__ [AR__!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:49:54] tronwzrd is now known as tronwizard
[23:49:55] <laidback01> all I have are some simple mabuchi motors (little R/C car ones), and 3 homemade really simple drivers. it's just a test kit to get the hang of it.
[23:50:36] <laidback01> the encoders are - I think - hall effects - but the mabuchies don't spin over 2k rpm so should be good.
[23:52:30] <laidback01> following error...
[23:55:11] <PetefromTn_> you can set your follwing error up high until you get the parameters set right..
[23:55:53] <laidback01> yeah, I'm curious about the Derivative and Integrator. Since I have VERY simple controllers... I'm going to leave those at 0
[23:59:40] -!- erve has quit [Ping timeout: 255 seconds]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
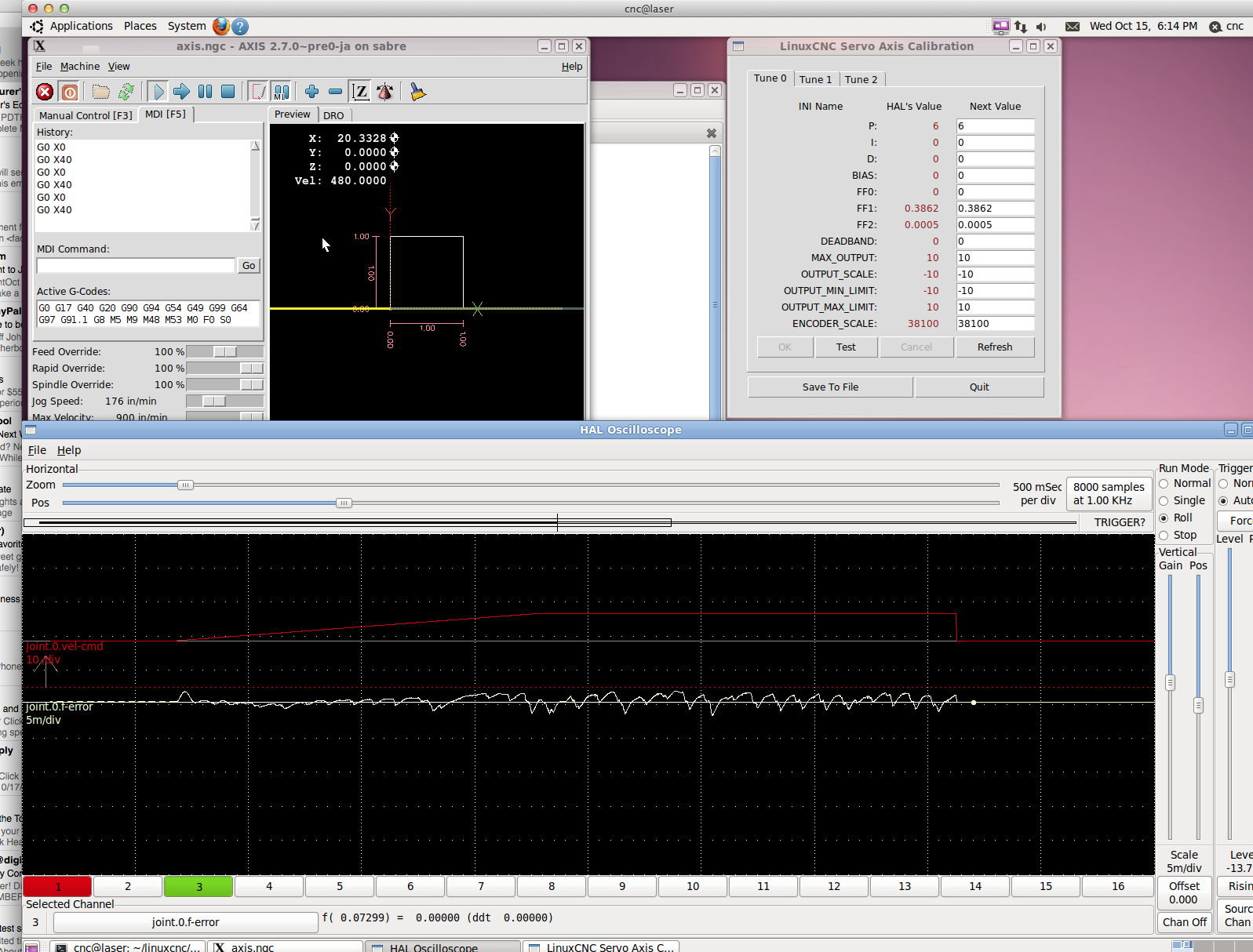{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}