Back
[00:00:02] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[00:00:50] -!- nofxx [nofxx!~nofxx@186-210-016-131.xd-dynamic.ctbcnetsuper.com.br] has joined #linuxcnc
[00:00:50] -!- nofxx has quit [Changing host]
[00:00:50] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[00:03:27] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.91 [Firefox 30.0/20140605174243]]
[00:23:54] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[00:24:04] -!- Tecan has quit [Changing host]
[00:24:04] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[00:24:52] -!- skunkworks has quit [Ping timeout: 240 seconds]
[00:30:13] -!- asdfasd has quit [Ping timeout: 260 seconds]
[00:31:00] amnesic is now known as amnesic_away
[00:33:22] -!- Tecan has quit [Ping timeout: 240 seconds]
[00:44:45] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[00:55:09] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:57:06] postaL_offline is now known as postaL
[00:57:21] -!- rob_h has quit [Ping timeout: 272 seconds]
[00:58:16] -!- patrickarlt has quit [Read error: Connection reset by peer]
[01:04:12] -!- patrickarlt has quit [Ping timeout: 260 seconds]
[01:15:56] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[01:17:17] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[01:21:23] -!- brianmorel99_ has quit [Read error: Connection reset by peer]
[01:29:39] -!- fablab has quit [Ping timeout: 272 seconds]
[01:31:16] -!- pcw_home_ has quit [Ping timeout: 258 seconds]
[01:35:40] -!- tinkerer has quit [Quit: Leaving.]
[01:39:23] -!- phantoneD [phantoneD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[01:42:00] -!- phantoxeD has quit [Ping timeout: 258 seconds]
[01:42:26] -!- fablab [fablab!~fablab@2001:a60:13a7:8a01:d870:25c7:7ccc:fd78] has joined #linuxcnc
[01:48:03] <ssi> :(
[01:52:33] <ssi> see, this pisses me off
[01:52:34] <ssi> "Compumotor's Gemini GV6 is a compact, low-cost, digital servo drive/controller. In addition to all of the drive features of the Gemini GV, the GV6 incorporates basic motion control and programming capabilities, allowing solutions for many distributed control applications."
[01:52:46] <ssi> that's a blatant lie
[01:52:55] <jdh> how so
[01:53:04] <jdh> the 'low-cost' part?
[01:54:03] <ssi> "In addition to all of the drive features of the Gemini GV"
[01:54:13] <ssi> except for the parts that they left out
[01:54:18] <jdh> what's missing?
[01:54:24] <ssi> the ability to use it as a servo drive
[01:54:25] <jdh> (I've only used GV6)
[01:54:33] <ssi> how are you using GV6?
[01:54:53] <ssi> they don't have an analog command input
[01:54:55] <jdh> heh
[01:55:02] <ssi> the only way to run them is in position mode, and command them via serial commands
[01:55:16] <jdh> I run them in position mode, via digital IO
[01:55:45] <ssi> the GV has +/-10V analog command input, and you can run them as torque or velocity mode drives
[01:55:51] <ssi> the GV6 DOES NOT have that capability
[01:55:59] <ssi> that's the blatant lie
[01:56:25] <jdh> never occured to me. but, I use them for positioning
[01:56:38] <jdh> aries and compax for outside control
[01:56:49] <ssi> they're useless for coordinated motion with linuxcnc
[01:57:37] <jdh> how much were they?
[01:57:50] <ssi> well I've got six that I spent about $600 on total
[01:58:01] <ssi> but three of them were $130 shipped and I think they're all dead
[01:58:04] <ssi> so that was a great value
[02:00:12] <ssi> have any GV drives on hand and want to trade? :)
[02:00:54] <jdh> nope.
[02:01:02] <jdh> you could make it a step/dir drive
[02:01:32] <ssi> sounds terribl
[02:01:50] <jdh> yeah, would probably be ungodly slow too
[02:02:40] <jdh> wonder if analog is an option via those simm daughterboard things
[02:03:10] <jdh> aren't there DRIVE modes for torque and velocity mode?
[02:03:22] <jdh> DMODE maybe
[02:03:40] <ssi> I thought so
[02:03:50] <ssi> but I called parker today to ask them about helping me get parameters for my motors
[02:04:05] <ssi> and i told the tech that I might not need a full set of parameters if I only wanted to run in velocity mode
[02:04:14] <ssi> and he says "...the GV6 doesn't have velocity mode"
[02:04:23] <ssi> and when I started looking into it
[02:04:26] <ssi> sure as shit, it doesn't
[02:04:33] <ssi> it doesn't even have a +/-10V analog command input
[02:04:55] <ssi> and if yo ulook here
[02:04:56] <ssi> http://www.faberinc.com/parker/gem_servo.pdf
[02:05:04] <ssi> scroll down to the table of features
[02:05:16] <ssi> it clearly shows that the GV and GT are the only ones with +/-10V command input
[02:05:32] <ssi> despite the fact that it also very clearly says:
[02:05:33] <ssi> In addition to all of the drive features of the Gemini GV, the GV6 incorporates basic motion control and programming capabilities, allowing solutions for many distrib- uted control applications.
[02:05:37] <ssi> which is a lie! D:
[02:06:09] postaL is now known as postaL_offline
[02:08:18] <MacGalempsy> hello
[02:11:42] <PetefromTn_> Damn that is a pisser...
[02:12:06] <Connor> ssi Call them out on that statement.. That's false advertising. :)
[02:12:34] <PetefromTn_> yeah maybe you can get them to trade them out for the ones that do...
[02:12:43] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[02:13:16] -!- Tom_L has quit []
[02:14:37] <MacGalempsy> ssi: did you look for tech sheets on the archived internet? I had some success on some older drives
[02:15:12] <MacGalempsy> http://archive.org/web/
[02:15:17] -!- Connor_iPad [Connor_iPad!~connor@24.214.127.194] has joined #linuxcnc
[02:15:27] <jdh> the 50pin pinout shows analog input
[02:16:08] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[02:16:24] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-48-124.fv.ks.cox.net] has parted #linuxcnc
[02:17:28] <jdh> doesn't look like control though, just something to used via a program
[02:18:24] <ssi> jdh: yeah it's not control
[02:20:57] <ssi> http://www.parkermotion.com/manuals/gemini/gemini_programmers_reference.pdf
[02:20:59] <ssi> look at page 75
[02:21:02] <ssi> DMODE documentation
[02:22:58] <jdh> sucks for your app.
[02:23:04] <jdh> nice for mine...
[02:23:43] <jdh> gemini is legacy now, along with zetas, 6Kx, etc.
[02:23:44] <Connor_iPad> Jdh: what's your app.
[02:24:06] <jdh> they bought out a german company a couple of years ago and are switching to their stuff..
[02:24:28] <ssi> I just can't fathom why they'd intentionally remove the analog control features
[02:24:31] <jdh> Connor: single axis cutter. Removes flash from welded tube
[02:25:18] <jdh> goes to start position, makes a bunch of go/stop moves to break up chips, slow pass back that cleans up, then back to home.
[02:26:50] <ssi> this sucks so much
[02:26:58] <ssi> I was hoping to have motion in at least one axis tonight
[02:27:10] <ssi> now it'll be a week before I can do anything
[02:27:14] <ssi> losing momentum
[02:27:21] <jdh> step/dir mode
[02:27:32] <Tom_L> ssi, go work on the laser a bit
[02:27:41] <Tom_L> carve a pumkin
[02:27:41] <ssi> the laser is 65 miles away
[02:30:42] <PetefromTn_> what are you gonna do now?
[02:30:58] -!- Tom_L has quit []
[02:30:58] <jdh> buy new drives
[02:31:13] <XXCoder> make your laser powerful enough and carve a pumpin from 65 miles away heh
[02:31:20] <jdh> resell these as tested & working
[02:31:28] -!- jasen has quit [Quit: Page closed]
[02:31:57] <ssi> PetefromTn_: thinking about trying to take the spindle apart to do the bearings
[02:32:05] <ssi> but in order to do that I have to get the head much higher than it is
[02:32:09] <ssi> which'll suck without drives
[02:32:34] <jdh> you have position mode
[02:32:34] <PetefromTn_> LOL I think I mentioned about a dozen times now how I did it on my machine...
[02:32:37] <Tom_itx> oh stop whinin and get on with it!
[02:32:45] <ssi> yeah I already raised the head a bit to get it off the table
[02:32:49] <ssi> but it needs to come up about 8"
[02:33:03] <PetefromTn_> that is just a couple turns really no big deal..
[02:33:05] <Tom_itx> you'll appreciate the servos more once they're raising it
[02:33:41] <ssi> on my machine there's a bit of sheet metal that actually keeps the servo from rotating
[02:33:45] <ssi> the brake connector hits it
[02:33:49] <ssi> and it was already bent a bit
[02:33:57] <PetefromTn_> yeah I removed that on my machine..
[02:33:57] <ssi> but I had to bend it even more with channel locks to get the servo to turn 1 full turn
[02:34:05] -!- tjtr33 [tjtr33!~tjtr33@c-67-162-58-61.hsd1.il.comcast.net] has joined #linuxcnc
[02:34:16] <PetefromTn_> it also had a big fan motor up there that blew on the servo.
[02:34:20] <ssi> yeah same
[02:34:27] <PetefromTn_> I just unbolted it temporarily and moved it aside.
[02:34:31] <ssi> yeah me too
[02:34:39] <ssi> it's also filthy up there too
[02:34:44] <ssi> I dunno how this machine got that damn filthy
[02:34:45] <PetefromTn_> yup
[02:35:05] <PetefromTn_> mine is still kinda filthy up top there..especially around the toolchanger..
[02:35:38] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[02:35:40] <tjtr33> clever lathe crossslide uses flexure
http://web.mit.edu/mact/www/Projects/Classes/272/2723Dpdfs/2723DpdfsIndex.html
[02:35:58] <ssi> honestly I'm not sure I want to take the spindle apart just yet
[02:36:47] <PetefromTn_> From what I understand if it is similar to my machine you need a special spanner of some sort to take it apart or reassemble it..
[02:37:12] <ssi> possibly
[02:37:16] <ssi> also I need to get a press in here
[02:38:10] <ssi> heh two days ago I gutted the electronics cabinet
[02:38:22] <ssi> and tonight I find out that a guy has a 5hp rotary converter out here
[02:38:28] <ssi> that I could have used to move the axes around with the old control
[02:39:05] <PetefromTn_> yeah well that is neither here nor there for where you are going....
[02:39:40] <ssi> I'm not going anywhere anymore
[02:39:48] <ssi> this drive thing really fucked up my momentum
[02:40:23] <PetefromTn_> yeah I know how that can stall your steam...
[02:40:38] <Connor_iPad> ssi. Switch projects. Work on the G0704
[02:40:55] <ssi> I'm at the airport
[02:41:00] <Connor_iPad> That's what I do.
[02:41:26] <PetefromTn_> like I had it in my mind the spindle encoder was going to be a real pain in the ass so I kinda put it off for quite awhile..
[02:41:34] <ssi> I'm glad I didn't redo the 704 mounts for the parker servos
[02:41:39] <ssi> cause I'd have the same problem on that machine
[02:41:45] <ssi> these drives are paperweights
[02:42:21] <PetefromTn_> any ideas what drives you are going to use now? or are you going in an entirely different direction..
[02:43:06] <ssi> I bought two AMC drives on ebay
[02:43:08] <ssi> trying to get a third
[02:43:21] <ssi> the third is actually in Cumming, I put in a make offer on it and told the guy I'd come pick it up
[02:43:26] <ssi> I was hoping he'd get back on it tonight
[02:43:32] <ssi> if I could have driven up there to get it tonight, I would have
[02:43:37] <ssi> then I could be getting motion going tonight
[02:43:42] <PetefromTn_> are they new drives?
[02:43:46] <ssi> no, used
[02:43:52] <ssi> I've had good luck with amc stuff in the past tho
[02:44:08] <ssi> I was planning on getting amc drives for those parker servos, and CaptHindsight talked me into the geminis
[02:44:22] <PetefromTn_> how dare he... LOL
[02:44:33] <ssi> heh
[02:44:45] -!- postaL_offline has quit [Quit: ZNC - http://znc.in]
[02:44:48] <ssi> well they looked really nice!
[02:44:51] <ssi> and the GV drives probably are
[02:45:02] <ssi> I just can't fathom why they'd make these so marginally useful
[02:45:15] <PetefromTn_> special purpose drives I guess..
[02:45:50] <ssi> thing is, internally it does everything the GV does plus more
[02:45:55] <ssi> they just chose to intentionally cripple it
[02:46:12] <Tom_itx> no 'how to' to re'enable it?
[02:46:39] <PetefromTn_> apparently there is nothing to enable in it...
[02:48:02] <ssi> Tom_itx: there's next to no user hackery on the internet for this stuff
[02:48:16] -!- FreezingCold has quit [Ping timeout: 260 seconds]
[02:48:44] -!- brianmorel99_ has quit [Quit: brianmorel99_]
[02:49:03] -!- postaL [postaL!~postaL@c-50-131-18-140.hsd1.ca.comcast.net] has joined #linuxcnc
[02:49:47] <Tom_itx> most owners wouldn't want to
[02:50:17] <Connor_iPad> Probably just firmware.
[02:51:18] <ssi> yeah it probably is just firmware
[02:51:44] <Tom_itx> there's gotta be a way to upload new firmware
[02:53:16] <ssi> there is
[02:54:32] -!- cox has quit [Ping timeout: 250 seconds]
[02:54:52] -!- AR_ has quit [Ping timeout: 240 seconds]
[02:55:19] <ssi> on their site you can download firmware updates
[02:55:43] <Tom_itx> have you asked them if something like that would work?
[02:55:49] <ssi> no
[02:55:58] <ssi> the firmware updates are just "gemini firmware"
[02:56:03] <ssi> no distinction between GV and GV6
[02:56:09] <Tom_itx> ask them
[02:56:13] <ssi> I'm about to open one up and see if there's a switch or something
[02:56:15] <ssi> can't right now :P
[02:56:28] <Tom_itx> no but it's an option
[03:04:14] <ssi> first things first, I'm gonna find out if I got scammed on these U6's
[03:04:26] <ssi> sell me three "as is untested" and one's dead, i guess that's bad luck
[03:04:34] <ssi> if three are dead, I got scammed
[03:04:47] <PetefromTn_> GET PISSED!!
[03:05:01] <PetefromTn_> and I don't mean drunk :D
[03:05:11] <ssi> trust me I'm beyond pissed
[03:06:14] postaL is now known as postaL_offline
[03:08:57] <ssi> heh one out of three powers up
[03:09:20] <ssi> one does nothing, one just clicks and flashes
[03:09:40] <PetefromTn_> at least it does not release the magic smoke huh?
[03:09:59] <ssi> I imagine someone already did that
[03:10:14] <PetefromTn_> well there's your problem..
[03:10:22] <ssi> different problem
[03:13:48] <ssi> I wish I had a GV drive on hand to see how they're different inside
[03:13:55] <ssi> cause the amplifier board is actually labeled GV
[03:14:00] <PetefromTn_> one is missing smoke..
[03:19:50] <ssi> i guess I should jsut close up shop and go home and lay on my ass for the weekend
[03:20:07] <PetefromTn_> that sounds like a great idea..
[03:20:18] <PetefromTn_> listen to your homebuilt stereo
[03:20:27] <PetefromTn_> relax
[03:20:38] <XXCoder> it nicely solves "too close to problem" probloem
[03:20:38] <ssi> the way things are going today, it'll probably be broken
[03:20:59] <PetefromTn_> LOL ya just never know
[03:23:01] <XXCoder> interesting video
http://sploid.gizmodo.com/seeing-an-old-anvil-get-restored-is-surprisingly-enjoya-1644177639
[03:23:06] <XXCoder> ignore the animated gif on top
[03:26:25] <CaptHindsight> heh I said GV not GV6 :p
[03:26:52] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[03:26:52] <ssi> CaptHindsight: yeah I know... without digging very deep into their literature you'd think that the GV6 would be at least as useful
[03:27:00] <ssi> and they flat lie in their sales brochure
[03:27:01] <ssi> Compumotor's Gemini GV6 is a compact, low-cost, digital servo drive/controller. In addition to all of the drive features of the Gemini GV, the GV6 incorporates basic motion control and programming capabilities, allowing solutions for many distrib- uted control applications.
[03:27:30] <CaptHindsight> I never used the GV6's that it a surprise to me as well. They should advertise them that way
[03:27:40] <CaptHindsight> should not
[03:28:17] -!- Connor_iPad has quit [Quit: I'm Gone!]
[03:28:36] <ssi> agreed
[03:28:39] <ssi> it's horribly misleading
[03:28:41] <ssi> do you have GVs on hand?
[03:29:02] <CaptHindsight> I'm using all that I have
[03:29:16] <ssi> I'm mostly just curious to get a photograph of the top board in one
[03:29:26] <ssi> I suspect the hardware is identical
[03:29:48] <CaptHindsight> if i could take one aprt I would
[03:29:54] <CaptHindsight> apart even
[03:30:17] -!- Connor_iPad [Connor_iPad!~connor@24.214.127.194] has joined #linuxcnc
[03:33:18] -!- mozmck has quit [Quit: Leaving.]
[03:34:11] -!- PetefromTn_andro [PetefromTn_andro!~PetefromT@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[03:36:05] -!- PetefromTn_ has quit [Ping timeout: 244 seconds]
[03:36:57] -!- PetefromTn_andro has quit [Client Quit]
[03:37:18] -!- PetefromTn_andro [PetefromTn_andro!~PetefromT@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[03:39:51] -!- sumpfralle has quit [Ping timeout: 272 seconds]
[03:47:59] -!- Connor_iPad has quit [Quit: I'm Gone!]
[03:56:36] -!- patricka_ has quit [Quit: Leaving...]
[03:58:19] postaL_offline is now known as postaL
[03:59:41] -!- The_Ball has quit [Remote host closed the connection]
[04:01:33] <zeeshan> yawn
[04:01:33] <the_wench> wake up zeeshan
[04:01:38] <zeeshan> time to go soon
[04:09:38] -!- zeitue [zeitue!~z@67.221.139.1] has joined #linuxcnc
[04:19:02] -!- karavanjo has quit [Read error: Connection reset by peer]
[04:23:42] -!- PetefromTn_andro has quit [Quit: Bye]
[04:37:16] -!- zzolo has quit [Quit: zzolo]
[04:44:49] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[05:01:49] -!- Fox_Muldr has quit [Ping timeout: 260 seconds]
[05:03:50] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d0139de.pool.mediaWays.net] has joined #linuxcnc
[05:19:13] -!- JT-Shop has quit [Read error: Connection reset by peer]
[05:19:38] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[05:23:54] -!- anth0ny_ has quit [Quit: anth0ny_]
[05:27:15] -!- asah has quit [Quit: asah]
[05:27:47] -!- jthornton has quit [Ping timeout: 258 seconds]
[05:27:52] -!- JT-Shop has quit [Ping timeout: 260 seconds]
[05:28:33] -!- asah [asah!~asah@c-69-181-176-3.hsd1.ca.comcast.net] has joined #linuxcnc
[05:30:37] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[05:30:38] -!- jthornton [jthornton!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[05:31:12] -!- FinboySlick has quit [Quit: Leaving.]
[05:41:56] -!- rebecca [rebecca!~rebecca@60-241-180-77.static.tpgi.com.au] has joined #linuxcnc
[05:55:05] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[06:01:57] -!- JT-Shop has quit [Ping timeout: 245 seconds]
[06:02:14] -!- jthornton_ [jthornton_!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[06:02:15] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[06:02:29] -!- jthornton has quit [Ping timeout: 260 seconds]
[06:11:38] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[06:28:35] <ssi> bleh
[06:39:55] -!- tjtr33 has quit [Quit: Leaving]
[06:43:04] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:43:31] <Deejay> moin
[06:53:10] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[06:54:02] -!- tronwzrd has quit [Ping timeout: 258 seconds]
[07:01:27] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[07:03:31] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[07:03:57] -!- vapula [vapula!~rolland@72-236.80-90.static-ip.oleane.fr] has joined #linuxcnc
[07:10:20] <Jymmm> I'm late, you're fired !
[07:14:32] -!- kfoltman has quit [Remote host closed the connection]
[07:15:09] -!- karavanjo has quit [Ping timeout: 244 seconds]
[07:25:24] -!- sirdancealot has quit [Read error: Connection reset by peer]
[07:30:53] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[07:31:04] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[07:36:51] -!- XXCoder has quit [Ping timeout: 244 seconds]
[07:47:19] -!- mhaberler has quit [Quit: mhaberler]
[07:50:23] -!- asah has quit [Quit: asah]
[07:59:30] -!- asdfasd [asdfasd!~332332@176.253.29.228] has joined #linuxcnc
[08:09:52] -!- balestrino has quit [Ping timeout: 240 seconds]
[08:12:05] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[08:19:22] -!- rebecca has quit [Ping timeout: 240 seconds]
[08:20:41] -!- tronwzrd has quit [Ping timeout: 272 seconds]
[08:20:52] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[08:26:34] -!- rob_h [rob_h!~robh@2.127.28.54] has joined #linuxcnc
[08:32:06] postaL is now known as postaL_offline
[08:44:03] -!- GJdan has quit [Quit: WeeChat 1.1-dev]
[08:48:40] -!- pingufan has quit [Quit: Konversation terminated!]
[09:00:42] -!- jthornton_ has quit [Ping timeout: 246 seconds]
[09:00:57] -!- nofxx has quit [Read error: Connection reset by peer]
[09:01:13] -!- JT-Shop has quit [Ping timeout: 260 seconds]
[09:20:29] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[09:20:31] -!- jthornton [jthornton!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[09:23:09] -!- Tecan has quit [Ping timeout: 260 seconds]
[09:36:52] -!- jthornton has quit [Ping timeout: 245 seconds]
[09:36:52] -!- JT-Shop has quit [Ping timeout: 240 seconds]
[09:39:06] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[09:39:07] -!- jthornton [jthornton!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[09:41:49] -!- beawesomeinstead has quit [Quit: Connection closed for inactivity]
[09:53:13] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[09:56:02] -!- phantoxe [phantoxe!~destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[10:01:42] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[10:17:22] -!- JT-Shop has quit [Ping timeout: 240 seconds]
[10:17:51] -!- jthornton has quit [Ping timeout: 272 seconds]
[10:18:04] -!- jthornton [jthornton!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[10:18:05] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[10:24:25] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[10:55:33] -!- __rob [__rob!rob@host86-141-136-154.range86-141.btcentralplus.com] has joined #linuxcnc
[10:56:10] <__rob> hello, was hoping someone can give me some advice. Basically I want to move mirrors (like a laser scanner) but bigger. I'm currently using stepper motors but they don't have the response time I want
[10:56:34] <__rob> also, with microstepping, the actual position is oscillating around the target position
[10:57:38] <__rob> currently its also geared so I get 4x the resolution of the 400 spr motor
[10:57:46] <__rob> obviously adding more inaccuracy
[10:57:48] <__rob> http://uk.mouser.com/Search/ProductDetail.aspx?R=HEDR-55L2-BY09virtualkey63050000virtualkey630-HEDR-55L2-BY09
[10:58:13] <__rob> I was going to add one of these to each of the shafts that actually move the mirror
[10:58:19] Cylly is now known as Loetmichel
[10:58:35] <__rob> but I am now considering swapping out the steppers with some dc motors and doing my own pid control loop
[10:59:10] <__rob> I have a few questions regarding how this actually is going to work
[10:59:39] <__rob> presumably with a DC motor, I can't hold its position by applying current to the windings ?
[11:07:12] -!- cox [cox!~quassel@84.49.217.133] has joined #linuxcnc
[11:09:56] <archivist_herron> you can hold if there is a pid loop, just needs sensible feedback
[11:12:19] <__rob> so continiously applying current to the dc motor ?
[11:13:39] <archivist_herron> there has to be some error for current to be supplied
[11:13:51] <__rob> well yea, thats what I thought
[11:13:58] <archivist_herron> hence make the feedback high resolution
[11:14:15] <__rob> 3600 cpr is as much as I can find for a resonable cost and size
[11:14:26] <__rob> (above)
[11:15:09] <archivist_herron> linuxcnc will see 3600 as four times that as it looks at the edges
[11:34:29] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[11:49:27] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[11:55:45] -!- b_b has quit [Changing host]
[12:04:53] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[12:11:07] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[12:12:42] -!- HeXiLeD has quit [Ping timeout: 245 seconds]
[12:16:28] HeXiLeD is now known as Guest9031
[12:19:32] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[12:30:40] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[12:35:40] -!- mhaberler has quit [Quit: mhaberler]
[12:41:31] -!- mhaberler [mhaberler!~mhaberler@bigmac.stiwoll.mah.priv.at] has joined #linuxcnc
[12:47:46] <vapula> noob question here : why are all gcode measures in inches and not cm/mm ?
[12:48:15] <archivist> not all are
[12:48:23] <vapula> oh, nice :(
[12:48:24] <SpeedEvil> It depends where you are, and what the goods are.
[12:48:37] <SpeedEvil> I just purchased 2.4m*1.2m*12mm plywood, for example.
[12:49:36] <Jymmm> SpeedEvil: Is it actually 12mm or 1/2" ?
[12:49:53] <vapula> 12mm sounds reasonable if it's a thick one
[12:49:54] <SpeedEvil> Jymmm: I am unsure it's specified that closely
[12:50:15] <SpeedEvil> Given that some of the sheets will actually stand up in the middle by 100mm if laid flat
[12:50:29] <Jymmm> SpeedEvil: Ok, is a '2x4' actually 3.5"x1.5" ?
[12:50:45] <SpeedEvil> They're all over the place
[12:50:59] <SpeedEvil> Nominal sizes, and actual
[12:51:08] <archivist> he asked aboud gcode not plywood
[12:51:14] <SpeedEvil> It's almost to the point it makes you give up and just get whole trees delivered.
[12:51:18] <SpeedEvil> err
[12:51:21] <SpeedEvil> please ignore me
[12:51:25] <vapula> :)
[12:51:27] <SpeedEvil> I thought this was a different channel
[12:52:07] <archivist> vapula, there are metric and imperial modes
[12:52:24] <archivist> set up your machine as you wish
[12:52:29] <vapula> so the codes aren't all relative then
[12:52:46] <vapula> (if you get a prebuilt gcode from somebody else on the other side of the pond)
[12:53:00] <Jymmm> SpeedEvil: Nah, I was just thinking that some things are just "adopted". US Lumber dimensions converted to Metirc for "standards". 1 Liter adopted for US bottling "standards" ,etc
[12:53:07] <vapula> archivist: thx
[12:53:09] <archivist> the gcpde should have a preamble to set the mode it needs
[12:53:13] <vapula> k
[12:54:21] <SpeedEvil> Jymmm: actual hard metric stuff is rare.
[12:54:26] <archivist> look for g20 or g21 at the beginning
[12:55:45] -!- Dava [Dava!~dava@host86-133-138-193.range86-133.btcentralplus.com] has joined #linuxcnc
[12:55:55] <archivist> vapula,
http://linuxcnc.org/docs/html/gcode/gcode.html#sec:G20-G21-Units
[12:56:07] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[12:56:15] <vapula> great, thanks
[12:56:17] <Jymmm> SpeedEvil: ah
[12:56:42] <SpeedEvil> (in the UK)
[12:56:50] <SpeedEvil> that is - building trade stuff
[12:57:48] -!- syyl_ [syyl_!~sg@p4FD11FD2.dip0.t-ipconnect.de] has joined #linuxcnc
[12:59:02] -!- XXCoder has quit [Ping timeout: 245 seconds]
[13:00:26] <Jymmm> SpeedEvil: No idea, was just pondering the concept is all.
[13:01:01] -!- md-2 has quit [Remote host closed the connection]
[13:01:10] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[13:01:55] -!- rythmnbls [rythmnbls!~rythmnbls@204.186.88.34] has joined #linuxcnc
[13:04:56] -!- WyrM has quit [Remote host closed the connection]
[13:05:42] -!- md-2 has quit [Ping timeout: 246 seconds]
[13:07:54] -!- Dava has quit [Quit: Leaving.]
[13:09:51] -!- WyrM [WyrM!wyrm@bnc.wyrm.net.br] has joined #linuxcnc
[13:09:54] -!- WyrM has quit [Changing host]
[13:09:54] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[13:28:15] -!- zeitue has quit [Quit: Leaving]
[13:33:31] -!- md-2 has quit [Read error: No route to host]
[13:34:10] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[13:34:41] -!- sumpfralle has quit [Client Quit]
[13:38:48] -!- md-2 has quit [Ping timeout: 260 seconds]
[13:40:50] <JT-Shop> something smells in the shop but I can't figure out where it is coming from...
[13:41:06] <PetefromTn_> that sucks...
[13:41:10] <PetefromTn_> coolant?
[13:43:09] <JT-Shop> I just sniffed the coolant tanks and they are not it
[13:43:55] <JT-Shop> I don't smell it in the garage (which is connected to the shop by a door)
[13:46:36] <Jymmm> JT-Shop: chemical or organic smell?
[13:49:49] <ReadError> lipo ?
[13:52:45] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[13:53:43] <JT-Shop> kinda smells organic
[13:54:37] <Jymmm> dead animal? bug nest? rotting orange? fecies?
[13:55:23] <Jymmm> aromatic solvents?
[13:55:56] <JT-Shop> can't tell
[13:56:41] <Jymmm> Well, wait till it warms up today and see if it gets stronger.
[14:06:22] -!- erve has quit [Ping timeout: 240 seconds]
[14:08:12] <SpeedEvil> A desaturating mask would be interesting
[14:08:23] <Jymmm> ?
[14:08:35] <SpeedEvil> that blew cleaned air for 95% of the time, an sampled the outside for the rest
[14:08:48] <SpeedEvil> so you could find smells without the issue of your nose acclimating to them
[14:08:49] -!- kengu has quit [Remote host closed the connection]
[14:08:57] -!- kengu [kengu!mii@pepper.modeemi.fi] has joined #linuxcnc
[14:09:45] <Jymmm> oh, so isolate the nose in between samples?
[14:13:32] <SpeedEvil> yes
[14:16:31] <JT-Shop> can you make one from an old sneaker?
[14:17:11] <Jymmm> Makes sense, I don't have (but probably should) a P95 Respirator.
[14:18:40] <Jymmm> I'd like a full face one, but $$$
[14:19:46] amnesic_away is now known as amnesic
[14:19:50] <JT-Shop> yea, I can barely smell it after being in here a while
[14:20:30] amnesic is now known as amnesic_away
[14:23:17] <Jymmm> Interesting... I got crazy glue to adhere to PE, but three days later
[14:23:42] <Jymmm> and it won't chip/peel off.
[14:25:14] <Tecan> i wonder if crazyglue tastes asgood as the white stuff
[14:25:17] -!- mhaberler has quit [Ping timeout: 245 seconds]
[14:25:59] <Jymmm> Tecan:
http://www.donteatthepaste.com/
[14:26:14] -!- mhaberler [mhaberler!~mhaberler@intern-219.stiwoll.mah.priv.at] has joined #linuxcnc
[14:26:16] <Jymmm> cool website if you look around actually.
[14:32:53] -!- anth0ny_ has quit [Quit: anth0ny_]
[14:48:06] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[14:49:03] -!- James628 [James628!b230438d@gateway/web/freenode/ip.178.48.67.141] has joined #linuxcnc
[14:55:12] -!- amiri has quit [Ping timeout: 245 seconds]
[14:59:52] -!- kwallace has quit [Ping timeout: 240 seconds]
[15:01:08] -!- Lathe_newbie has quit [Remote host closed the connection]
[15:03:49] -!- Valen has quit [Quit: Leaving.]
[15:06:11] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[15:07:49] -!- mhaberler has quit [Quit: mhaberler]
[15:09:12] -!- rebecca [rebecca!~rebecca@60-241-180-77.static.tpgi.com.au] has joined #linuxcnc
[15:15:21] -!- ktchk [ktchk!~eddie6929@n219073007132.netvigator.com] has joined #linuxcnc
[15:16:37] <JT-Shop> PetefromTn_, we'll toot the horn when we drive by tomorrow
[15:19:08] * Loetmichel mounts a ships fog horn on PetefromTn_s car ;-9
[15:19:28] <Loetmichel> s/ship/ocean liner
[15:21:36] -!- karavanjo has quit [Ping timeout: 250 seconds]
[15:25:30] <James628> I have trouble with Mesa 7i43 in Machinekit: failed to clear EPP Timeout! / /DONE is not low after CPLD reset! any ideas ? The card is working in other PC
[15:26:25] -!- mlechner has quit [Quit: Page closed]
[15:27:50] -!- vapula has quit [Quit: Leaving]
[15:30:17] <PetefromTn_> JT-Shop Huh?
[15:30:18] -!- FinboySlick has quit [Quit: Leaving.]
[15:32:56] <ssi> I wish I was going
[15:33:35] <PetefromTn_> what'd I miss LOL
[15:33:55] <ssi> nothin yet ;)
[15:35:42] <pcw_home> Does machinekit support EPP interfaced cards?
[15:36:10] <CaptHindsight> James628: machinekit has a blog and mail list, no IRC channel yet
[15:36:12] <pcw_home> My guess is probably not
[15:38:28] -!- gonzo_nb [gonzo_nb!~gonzo@host-80-47-132-134.as13285.net] has joined #linuxcnc
[15:39:08] <pcw_home> I know specific work was needed to support our PCI cards on Xenomai, the EPP port interface probably requires some patches as well for Xenomai
[15:39:08] <CaptHindsight> I think machinekit supports EPP cards when run on x86 not the BBB
[15:39:41] -!- quiqua has quit [Quit: quiqua]
[15:39:45] <pcw_home> There is no EPP interface on BBB (not that it could not be emulated via GPIO)
[15:40:33] <JT-Shop> I'm driving to Concord NC tomorrow
[15:40:37] <JT-Shop> PetefromTn_,
[15:40:38] <CaptHindsight> James628: are you using machinekit on x86 or the BBB?
[15:40:49] <PetefromTn_> Oh yeah...
[15:40:51] <PetefromTn_> Cool!
[15:41:08] <James628> I am using PC, intel D525MW
[15:41:26] <PetefromTn_> takin' 40 east?
[15:41:55] <CaptHindsight> James628: I'd check their blogs, mail list etc
[15:42:09] -!- hm2-buildmaster_ has quit [Remote host closed the connection]
[15:42:11] -!- linuxcnc-build has quit [Remote host closed the connection]
[15:42:39] <JT-Shop> PetefromTn_, yea
[15:43:02] <CaptHindsight> James628: they started their own project
[15:43:09] <PetefromTn_> It's a shame you are just drivin' thru it would be nice to meet an maybe have lunch with ya or something..
[15:43:10] <James628> Thanks for the hints? I'll check the google groups. I thought parport and mesa card should work beacuse the drivers are availebée
[15:43:24] -!- FreezingCold has quit [Ping timeout: 260 seconds]
[15:43:52] <pcw_home> Different OS so drivers may not work as-is
[15:43:55] <JT-Shop> yea, we have to get through Charlotte before the race starts or we will get stuck in traffic
[15:44:05] <PetefromTn_> I40 is maybe fifteen minutes from my house..
[15:44:18] <PetefromTn_> nascar?
[15:44:45] <JT-Shop> dunno, BIL said get through before the speedway starts up
[15:44:58] <PetefromTn_> BIL?
[15:45:02] <CaptHindsight> James628: there was an experimental branch in linuxcnc that forked into machinekit that had preempt_rt and xenomai support
[15:45:16] <JT-Shop> Brother in Law
[15:45:24] <PetefromTn_> aah
[15:45:55] <PetefromTn_> well if you are in the area and want to meet or something give me a holler and I will try to run up there for a bit.
[15:46:04] <JT-Shop> ok will do
[15:46:08] <James628> pcw: the point is that when I start linuxcnc with parport config ist starts correctly . I have no real hardware to connect right now. But everything seems OK
[15:46:15] <JT-Shop> we will be picking up 40 at Nashville
[15:46:30] <pcw_home> different driver
[15:46:34] <PetefromTn_> yup Nashville is like 2.5 hours west of me...
[15:47:03] <PetefromTn_> Last time I drove there was to see U2 in concert it is a bit of a drive..
[15:47:20] <ssi> all that driving and it was still U2 at the other end ;)
[15:47:31] <JT-Shop> you in Knoxville?
[15:47:35] <PetefromTn_> all that driving BECAUSE it was U2 at the other end
[15:47:45] <pcw_home> AFAIK the hm2_7i43 driver would need to have been patched to work with Xenomai (And i doubt it has)
[15:47:56] <PetefromTn_> Just south of Knoxvile about fifteen minutes or so..
[15:48:10] <James628> CapHifsight: Yes I know, I got it working with BBB , I have delta configs working with MK
[15:49:24] <James628> I think micges would know the answer for xenomai drivers..
[15:58:13] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[16:02:07] -!- James628 has quit [Ping timeout: 246 seconds]
[16:13:53] <ssi> PetefromTn_: ordering VFD now
[16:14:18] -!- asah [asah!~asah@c-69-181-176-3.hsd1.ca.comcast.net] has joined #linuxcnc
[16:14:53] <PetefromTn_> sweet I thought you said you were not going to be able to...
[16:14:58] <ssi> yeah well I can't
[16:15:01] <ssi> but screw it
[16:15:22] <PetefromTn_> jeez man you sure have it bad for that machine... like a hooker or something LOL
[16:15:57] <ssi> ...
[16:16:06] <ssi> sorry I brought it up
[16:16:07] <ssi> won't happen again
[16:16:23] <PetefromTn_> Oh come on man I am just kiddin with ya..
[16:16:57] <PetefromTn_> I'm glad you got it ordered hehe
[16:17:25] <PetefromTn_> when will it get there early next week I guess.
[16:17:32] <PetefromTn_> Did you take apart the spindle?
[16:17:50] <ssi> no
[16:17:56] <ssi> if I take it apart it'll probbaly never go back together
[16:18:04] <PetefromTn_> I hear that...
[16:18:15] <PetefromTn_> I have a love hate relationship with installing bearings..
[16:18:35] <ssi> speaking of which
[16:18:40] <ssi> I pulled the bearings out of the coolant pump
[16:18:46] <ssi> I need to see if I can get some replacements
[16:18:57] <ssi> also brought the pump housing home to bead blast
[16:19:01] <PetefromTn_> oh I did not know the coolant pump bearings were bad.
[16:19:09] <ssi> yeah it was frozen solid when I got it
[16:19:18] <ssi> the rear bearing was solid rust
[16:19:22] <ssi> I managed to free it up so it'd run
[16:19:23] <PetefromTn_> Did we not turn it on when we looked at the machine?
[16:19:26] <ssi> but it sounds like an air raid siren
[16:19:31] <ssi> no, remember the trays were'nt in the machine
[16:19:36] <ssi> I think the pump was IN THE TRAY
[16:19:38] <ssi> which they LEFT IN THE RAIN
[16:20:30] <PetefromTn_> Those guys are not too bright about things like that it seemed..
[16:20:45] <ssi> it's kentucky :P
[16:21:30] <PetefromTn_> LOL yeah I guess so..
[16:21:40] -!- shurshur has quit [Remote host closed the connection]
[16:21:41] <PetefromTn_> I just got my order from Mcmaster in
[16:21:58] <ssi> I may try to ID these bearings and order some from mcmaster
[16:22:01] <ssi> and run down and pick it u
[16:22:04] <ssi> along with some mylar sheet
[16:22:11] <ssi> I want to try lasercutting PCB stencils
[16:22:15] <PetefromTn_> Needed a special cutter for the picatinny rail I have to machine here.
[16:22:28] <ssi> for undercutting the angle?
[16:22:32] <PetefromTn_> I got a keyseat cutter..
[16:22:49] <PetefromTn_> no I actually already have a cutter to do both top and bottom of the angle.
[16:22:54] <ssi> yeah
[16:23:04] <PetefromTn_> I needed a cutter for the vertical portion underneath the dovetail area..
[16:23:09] <ssi> I started to make some rails that mount on the rearsight mount of an M1 garand
[16:23:28] <ssi> and I was going to just try to fixture it at odd angles to cut the dovetails
[16:23:33] <ssi> and it didn't work out well
[16:23:48] <PetefromTn_> Yeah I am going to try to cut it all from the vertical..
[16:23:55] -!- grummund has quit [Ping timeout: 272 seconds]
[16:23:57] <ssi> I thought you already had that woodruff cutter you used to do the side channels in those parts you did?
[16:24:08] <PetefromTn_> I got a woodruff keyseat cutter for that
[16:24:18] <PetefromTn_> yeah I do but it is a quarter inch tall face cut width.
[16:24:22] <ssi> too tall?
[16:24:29] <PetefromTn_> which is too tall for the rail
[16:24:36] <ssi> gotcha
[16:25:12] <PetefromTn_> I ordered a 3/32 face cut height one with a different diameter for the cut.
[16:26:56] <ssi> I need to figure out what the deal is with the servo brakes
[16:27:00] <ssi> does yours have a brake on Y?
[16:27:02] <ssi> I think mine might
[16:27:25] <ssi> eh you replaced the motors so I guess not anymore
[16:27:56] <ssi> I can push X around fairly easily, but Y won't budge
[16:28:01] <PetefromTn_> mine only had brake on the Z which is the only place it is necessary..
[16:28:24] <ssi> and in the schematic book, it shows Z as having a brake only on 750, 1000, 1250, but I'm certain I have a Z brake
[16:28:32] <ssi> and it shows Y as having a brake on "400H"
[16:28:32] <PetefromTn_> SHIT I ordered the screws and expected the black finish ones and got some silver finished ones...
[16:28:33] <ssi> whatever that is
[16:28:41] <ssi> woops
[16:28:50] <ssi> I need to buy a cheap little H frame bearing press
[16:28:58] <PetefromTn_> Horizontal mill..
[16:28:58] <ssi> that's one reason I didn't want to tear that spindl eup
[16:29:02] <ssi> I'm sure I'll need a press
[16:29:08] <ssi> OH yeah that would make sense
[16:29:16] <ssi> horizontal mill probably does want a Y brake
[16:29:19] <_methods> yeah man i scored a free arbor press
[16:29:20] <ssi> since Y is vertical
[16:29:24] <_methods> nice dake
[16:29:33] <ssi> dakes are great
[16:29:38] <_methods> yeah man
[16:29:40] <ssi> I have a cheap small arbor press but it's way too small
[16:29:41] <PetefromTn_> basically if it does not have a counterweight it needs a Z brake.
[16:29:43] <ssi> I need an H frame
[16:29:55] <ssi> PetefromTn_: there's something in the books about an air counterweight too
[16:30:01] <_methods> you can make one pretty easy with a some ibeam
[16:30:02] <ssi> but I think it's only on the bigger ones
[16:30:20] <ssi> _methods: I don't need another project! they're not that expensiev :)
[16:30:23] <_methods> how many tons?
[16:30:30] <ssi> I don't need much
[16:30:31] <_methods> yeah probably better off just buyin it
[16:30:38] <PetefromTn_> you are welcome to use mine but it is a bit of a drive :D
[16:30:46] <ssi> just something to use rather than beating the snot out of very expensive 10krpm spindle bearings with a hammer
[16:30:53] -!- rebecca has quit [Ping timeout: 272 seconds]
[16:31:01] -!- cox has quit [Remote host closed the connection]
[16:31:21] -!- Nick001-shop [Nick001-shop!~chatzilla@50.32.145.186] has joined #linuxcnc
[16:33:12] <ssi> wonder if I should spend a bit more and get a 20 ton instead of the tiny little 12 ton one
[16:33:27] <ssi> http://www.northerntool.com/shop/tools/product_200326417_200326417
[16:33:29] <ssi> something like that
[16:33:58] <PetefromTn_> honestly you might find that the body of the spindle may not fit inside it...
[16:34:13] <ssi> hm that's possible
[16:34:13] <PetefromTn_> you might want to take it apart first and see what you will actually need.
[16:34:21] <_methods> https://www.dropbox.com/s/3tjaxqtctg2xipn/2014-04-15%2017.04.50.jpg?dl=0
[16:34:22] <ssi> I have that spare spindle in a box
[16:34:29] -!- anth0ny_ has quit [Quit: anth0ny_]
[16:34:30] <_methods> scored that bad boy for free
[16:34:36] <ssi> yeah that's a hell of a deal :)
[16:34:40] <ssi> with the stand?
[16:34:44] <_methods> yeah
[16:34:46] <ssi> awesome
[16:34:50] -!- JT-Shop has quit [Ping timeout: 250 seconds]
[16:34:52] <_methods> caterpillar shut their doors here
[16:35:02] <_methods> and i guess no other plants wanted it
[16:35:19] -!- jthornton has quit [Ping timeout: 272 seconds]
[16:36:42] <ssi> hm maybe I would actually be better off just making something
[16:36:47] <ssi> then I can make it exactly how I need it
[16:37:01] <_methods> yeah man bottle jack
[16:37:04] <_methods> and some metal
[16:37:07] <ssi> yeah
[16:37:12] -!- syyl_ws [syyl_ws!~sg@p4FD11FD2.dip0.t-ipconnect.de] has joined #linuxcnc
[16:37:23] <PetefromTn_> you might be surprised that you can just do it with hand tools carefully...
[16:37:31] <ssi> I'm sure I probably can
[16:37:35] <ssi> I just really don't want to screw those bearings up :P
[16:37:41] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[16:37:43] <PetefromTn_> and no I don't mean beating on it with a hammer..
[16:37:44] -!- jthornton [jthornton!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[16:37:51] <ssi> :)
[16:37:54] <_methods> but that's more fun
[16:38:02] <_methods> smoke wrench and a hammer
[16:38:09] <ssi> there's a guy in a hangar near me that has a huge nice frame press
[16:38:09] <PetefromTn_> sometimes a quick screw press setup homebuilt will work for odd shaped stuff.
[16:38:52] <ssi> I need to borrow a trailer and drag the hardinge and the plasma table down to the airport
[16:39:41] <PetefromTn_> I would borrow the trailer and drag the Cincinatti back to your house LOL
[16:40:02] <ssi> come build me a shop in the backyard and I will
[16:40:41] <PetefromTn_> I can't believe I got zink plated screws by accident from Mcmaster.
[16:41:18] <PetefromTn_> I wonder how bad they will look in the aluminum part on the rifle.
[16:41:28] <ssi> yeah well I can't believe I got servo drives that can't be used as servo drives
[16:41:49] <_methods> ow that sux
[16:41:51] <_methods> on both counts
[16:42:21] <PetefromTn_> Okay you got me beat I am just out $8.50 and some time..
[16:42:35] <ssi> yeah I'm out $600 and a lot of time :(
[16:42:59] -!- zzolo has quit [Quit: zzolo]
[16:43:08] -!- hm2-buildmaster has quit [Remote host closed the connection]
[16:43:09] -!- linuxcnc-build has quit [Remote host closed the connection]
[16:43:22] <ssi> " A Florida man was arrested Thursday after patrol deputies found an active methamphetamine lab in his pants leg."
[16:43:34] <_methods> oh is that illegal
[16:43:38] <ssi> :D
[16:44:15] <PetefromTn_> man I better clean out my pants...
[16:44:32] <ssi> so I have a couple AMC drives coming, but I'm afraid they might be a little too small
[16:44:37] <ssi> they're 10A peak, 5A continuous
[16:44:53] <PetefromTn_> OH jeez man seriously?
[16:45:07] <ssi> I'm not really sure what I need
[16:45:15] <ssi> the motors are 6.8A stall torque
[16:45:27] <ssi> er, stall current
[16:45:30] <ssi> I was under the impression that was peak
[16:45:34] <ssi> but pcw suggested otherwise
[16:45:49] <ssi> so I might need something like a 10A cont, 20A peak drive
[16:46:01] <ssi> also, these are sinusoidal drives
[16:46:05] <ssi> most of the amcs are trapezoidal
[16:46:20] <ssi> I feel like I need a sinusoidal drive
[16:46:28] <ssi> since my hall effects don't line up exactly :)
[16:47:42] <PetefromTn_> how much did you pay for the AMC's?
[16:47:55] <ssi> $50 for one
[16:47:58] <ssi> $110 for another
[16:48:19] <ssi> they make a SE30A20, which'd be 15A/30A @ 200V
[16:48:44] <ssi> also their digital drives do sinusoidal commutation
[16:48:52] <ssi> but I'm a bit scared of digital drives after the gemini fiasco :)
[16:53:31] -!- jthornton has quit [Read error: Connection reset by peer]
[16:53:46] -!- JT-Shop has quit [Read error: Connection reset by peer]
[16:53:52] -!- jthornton [jthornton!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[16:54:51] -!- rob_h has quit [Ping timeout: 244 seconds]
[16:54:54] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[16:59:40] postaL_offline is now known as postaL
[17:00:17] -!- PetefromTn_ has quit [Ping timeout: 245 seconds]
[17:02:24] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[17:03:22] -!- Simooon [Simooon!~simon@2001:878:304:3:400e:847d:f361:2d09] has joined #linuxcnc
[17:04:52] -!- phantoxe has quit [Remote host closed the connection]
[17:04:57] -!- md-2 has quit [Quit: Leaving...]
[17:06:30] -!- jthornton has quit [Ping timeout: 246 seconds]
[17:06:38] -!- JT-Shop has quit [Ping timeout: 255 seconds]
[17:07:07] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[17:07:08] -!- jthornton [jthornton!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[17:16:06] -!- Simooon has quit [Remote host closed the connection]
[17:19:44] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[17:26:12] <PetefromTn_> Well just ordered another pack of the screws.. damn I hate when I screw up an order.
[17:26:41] <syyl_ws> hoho
[17:26:49] <syyl_ws> screwed up ordering screws?
[17:27:13] <PetefromTn_> yes precisely...LOL
[17:27:35] <PetefromTn_> I accidentally ordered zink plated instead of black oxide...
[17:28:18] <archivist> near enough!
[17:28:38] <PetefromTn_> unforunately not..
[17:28:46] <PetefromTn_> altho they might actually look nice who knows..
[17:30:55] -!- rob_h [rob_h!~robh@2.127.28.54] has joined #linuxcnc
[17:35:04] -!- anth0ny_ has quit [Quit: anth0ny_]
[17:40:03] <`Nerobro> sinc...
[17:40:05] <`Nerobro> Zinc I mean
[17:40:22] <PetefromTn_> ?
[17:40:56] <`Nerobro> The metal, that they use to plate screws.. is Zinc.
[17:41:08] <PetefromTn_> yeah I know hehe
[17:41:30] -!- tekniq [tekniq!~tekniq@198.179.137.221] has joined #linuxcnc
[17:43:24] -!- sirdancealot has quit [Quit: Ragequit]
[17:43:26] -!- eFuchs_firefly [eFuchs_firefly!~lol@2001:4dd0:ff00:8d54:9cd4:d1ff:fe72:679b] has joined #linuxcnc
[17:43:27] -!- cox [cox!~quassel@84.49.217.133] has joined #linuxcnc
[17:45:09] -!- jasen has quit [Quit: Page closed]
[17:54:02] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[17:55:47] -!- Simooon [Simooon!~simon@2001:878:304:3:530:f4a8:1d60:a097] has joined #linuxcnc
[17:56:32] -!- kjetil_ [kjetil_!~quassel@133.84-49-217.nextgentel.com] has joined #linuxcnc
[17:57:38] -!- kjetil_ has quit [Client Quit]
[17:57:48] -!- kjetil_ [kjetil_!~quassel@133.84-49-217.nextgentel.com] has joined #linuxcnc
[17:58:59] postaL is now known as postaL_offline
[18:00:07] <Loetmichel> re @ home... end of work for this week... and it was 11 hrs today... i hate it when i have to fix the things my leave half done when they have worked 8 hrs and 1 minute... not that i have asked about 20 times today "do you get that monitor done today (because boss want to measure it tomorrow) or do you need help?
[18:00:43] <PetefromTn_> I wish I had work like that to keep me busy man..
[18:00:52] -!- kjetil_ has quit [Client Quit]
[18:01:03] -!- cox_ [cox_!~quassel@84.49.217.133] has joined #linuxcnc
[18:03:13] -!- cox has quit [Remote host closed the connection]
[18:03:21] cox_ is now known as cox
[18:03:26] <Loetmichel> oh... s/my/my coworkers
[18:06:31] -!- cox has quit [Remote host closed the connection]
[18:08:03] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[18:10:36] <CaptHindsight> PetefromTn_: have you looked at the RFQ forums on cnczone?
[18:10:47] <CaptHindsight> http://www.cnczone.com/forums/usa-rfq-s/
[18:11:24] <PetefromTn_> yeah I get an email every time someone posts something.
[18:12:03] <PetefromTn_> Seems like most of them are looking for small number parts for super cheap altho I have bid on one or two..
[18:12:09] <CaptHindsight> I never really looked at them. Are they like the software RFQ sites where people want $50K of software done for $500?
[18:12:31] <PetefromTn_> pretty much altho I have not given up hope for it.
[18:14:00] <archivist> unrealistic expectations, I see a lot of that too
[18:15:07] <PetefromTn_> I honestly have near zero overhead here and I have no expectations of getting rich here so I doubt my bids would be too high usually
[18:15:29] <ssi> CaptHindsight: with software RFQ though, they're likely to find someone in india who will give them 50k of software for $500
[18:15:53] <PetefromTn_> but I find not only there but lots of places people feel that precision CNC machined parts are easy and cheap and should be almost free an awful lot.
[18:16:05] <CaptHindsight> I've seen some of the bounties
[18:17:32] <CaptHindsight> can you honestly see anyone from those software firms in Asia being able to help with anything embedded, driver, kernel or real time related?
[18:17:41] <ssi> eh
[18:17:46] <ssi> it'd be a nightmare
[18:17:48] <ssi> but it's not impossible
[18:17:51] <Tom_itx> Loetmichel maybe you'll get lucky again and they'll call you in tomorrow
[18:19:19] <Tom_itx> PetefromTn_, wanna cnc some free parts for me??
[18:19:30] <archivist> some seem to think a one off cut gear should be the same price as mass produced plastic junk
[18:19:52] <PetefromTn_> sure man I got no reason to make money.... I just have kids, a wife, house, cars, bills...
[18:20:05] <PetefromTn_> I like to EAT
[18:20:05] <Tom_itx> you just said you have no overhead!
[18:20:22] <PetefromTn_> from what I have seen my KIDS like to eat..
[18:20:30] <Tom_itx> yeah mine eat more than i do
[18:20:31] <PetefromTn_> my wife enjoys eating too sometimes
[18:21:05] <Tom_itx> ok i gotta do more smt this afternoon...
[18:21:16] <PetefromTn_> smt?
[18:21:29] <Tom_itx> circuit boards
[18:21:34] <Tom_itx> surfact mt
[18:21:40] <PetefromTn_> ok
[18:21:42] <CaptHindsight> ~15-20 years ago I remember trying to find C developers to write drivers and embedded apps, everyone I called only "programmed" in Office (Excel, Outlook etc) or with some high level widgets by Apple
[18:21:47] <Tom_itx> e*
[18:22:23] <archivist> assembler is my usual embedded language
[18:22:28] <PetefromTn_> http://www.ebay.com/itm/111279678169?_trksid=p2060778.m1438.l2649&ssPageName=STRK%3AMEBIDX%3AIT I need one of these too....
[18:23:46] <Tom_itx> languages are written to sell hardware nowdaze
[18:24:27] <Tom_itx> damn.. i'm just about out of parts
[18:26:19] <Loetmichel> Tom_itx: i hope not
[18:26:52] <Loetmichel> although i left boss with about 130 of the 142 screws to fasten.
[18:28:02] <Loetmichel> i just mounted it with a few, looked that it works and gabe boss the box with the screws and a torque limited screwdriver and "You'll have to do the rest if you want to measure that tomorrow"
[18:28:03] <Loetmichel> ;-)
[18:28:18] <Loetmichel> lets se how that works out ;-)
[18:28:51] <CaptHindsight> what are the hot (pop) languages now for developing apps for iOS or android?
[18:29:35] <Tom_itx> i think there's a gcc for android but i'm not entirely sure
[18:29:56] <CaptHindsight> http://lifehacker.com/i-want-to-write-android-apps-where-do-i-start-1643818268
[18:29:56] <Tom_itx> google is behind that
[18:30:21] <Tom_itx> iOS is probably all proprietary
[18:30:32] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[18:31:40] <CaptHindsight> what did machinekit use to get a UI for Linixcnc on Android?
[18:32:13] <Tom_itx> i dunno
[18:34:39] <Connor> (12:48:45 PM) ssi: also their digital drives do sinusoidal commutation:: What does that mean ?
[18:36:32] <CaptHindsight> heh, machinekit for Android
https://play.google.com/store/apps/details?id=io.machinekit.appdiscover&hl=en
[18:36:57] <CaptHindsight> Android client application for Machinekit created with QtQuickVcp
[18:38:44] <ssi> Tom_itx: I'm buying some mylar and some kapton to play with laser cut stencils
[18:38:53] <ssi> I have those boards coming in next week for my hall converters
[18:40:12] -!- syyl_ has quit [Ping timeout: 245 seconds]
[18:40:15] <CaptHindsight> https://raw.githubusercontent.com/wiki/mhaberler/asciidoc-sandbox/images/pipeline.png
[18:40:31] <ssi> https://pbs.twimg.com/media/Bzmz4qFIEAIOyIW.jpg:large
[18:40:36] <ssi> laser cut coolant pump gasket :D
[18:40:57] <CaptHindsight> already paying for itself
[18:41:09] <ssi> heck yeah
[18:41:43] <CaptHindsight> ssi: is this the 100W laser?
[18:41:47] <ssi> yeah
[18:42:04] <ssi> but that was running at 16mA, which is about half power, and at 100ipm, and that was still too much power
[18:42:08] <ssi> heheh
[18:42:19] <CaptHindsight> I lost track, did you build one 100W and then use the 40W tube to build a 2nd smaller one?
[18:42:26] <ssi> no I haven't built a smaller one
[18:42:27] <ssi> talked about it
[18:42:31] <ssi> but the 40w tube is just in a box
[18:42:58] <CaptHindsight> did the 3" lens get it to cut any metals?
[18:43:14] <ssi> no, 3" lens is for the opposite of metals
[18:43:24] <ssi> for thick stuff that doesn't require a lot of energy
[18:43:28] <ssi> like 1/2" plywood
[18:43:29] <SpeedEvil> ssi: normils?
[18:43:35] <ssi> SpeedEvil: ?
[18:43:38] * SpeedEvil wonders if anyone will get that.
[18:43:42] <ssi> not I! :D
[18:44:17] <ssi> I have a 1.5" lens, which is about as short as they come
[18:44:27] <SpeedEvil> https://www.youtube.com/watch?v=AOvD-rRG4fU
[18:44:29] <ssi> and with it, in theory it's 30kw/mm^2, which is more than enough to cut metal
[18:44:34] <ssi> but in practice, it doesn't work out
[18:44:45] <SpeedEvil> What's the focal spot?
[18:44:53] <ssi> with the 1.5" lens it's about 60um
[18:45:02] <ssi> with the 3" probably 120um
[18:47:10] <SpeedEvil> I make the heating for 60um copper 15C
[18:47:17] <SpeedEvil> I'm probably doing hte numbers wrong
[18:47:19] <Connor> SpeedEvil: That looks like a UK thing.. I don't think us Americans get it.
[18:47:28] <SpeedEvil> Connor: probably not
[18:47:37] <Connor> SpeedEvil: You in the UK ?
[18:48:03] <bnmorgan> dammit i can't figure out how long to estimate the tmie to cut an edm mag pocket
[18:48:11] <Connor> In fact.. I've always had a hard time following UK humor.
[18:48:24] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-117-85.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[18:48:51] -!- clib21 [clib21!c607f163@gateway/web/freenode/ip.198.7.241.99] has joined #linuxcnc
[18:50:13] <SpeedEvil> 400W/m/K for copper, so 400uW/um/K, or 24mW/60um/K, for a 5 sided cube, 100mW/60um/K,
[18:50:14] <SpeedEvil> hmm
[18:50:23] -!- Guest9031 has quit [Quit: Reconnecting]
[18:50:37] <SpeedEvil> so for copper, 40W might get you 400C
[18:50:43] <SpeedEvil> If the copper absorbed it all
[18:51:06] HeXiLeD is now known as Guest63420
[18:52:19] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[18:52:20] <Connor> http://www.instructables.com/id/Custom-PCB-Prototyping-using-a-Laser-Cutter/
[18:52:54] <Connor> Never mind.. you etch after the fact..
[18:54:36] <malcom2073> There are people who use lasers to burn off the copper, though I question where the copper goes when it's burnt off heh
[18:55:37] <CaptHindsight> malcom2073:
http://www.youtube.com/watch?v=4SNkzoOvoD8 into the air of course!
[18:56:05] <CaptHindsight> what you don't see can't hurt you :p
[18:56:09] -!- maximilian_h [maximilian_h!~bonsai@dslb-088-075-201-123.088.075.pools.vodafone-ip.de] has joined #linuxcnc
[18:56:34] <Connor> CaptHindsight: Doesn't he still do a etch bath ?
[18:57:13] -!- arek_at_work has quit [Quit: Konversation terminated!]
[18:58:18] <kfoltman> CaptHindsight: some LPKF prototyping machine is actually ablating copper with a low-power pulsed laser
[18:59:24] <CaptHindsight> oh wrong video, yeah, he's just curing the mask with the laser in that one then etching
[19:02:57] -!- ktchk has quit [Quit: ktchk]
[19:03:36] <CaptHindsight> http://www.youtube.com/watch?v=mzmjGz0_joM LPKF ProtoLaser
[19:04:47] <tekniq> we once had an contractor try to look in to a 100GBASE-ER4 single mode fiber to see if it was 'live'....
[19:05:13] <ssi> brilliant
[19:05:32] <tekniq> blinded himself instantly
[19:05:39] <kfoltman> tekniq: permanently?
[19:05:39] <tekniq> at least it was only one eye
[19:05:59] <Connor> tekniq Are you kidding me ?
[19:06:23] <tekniq> not sure, he was working for a vendor so we didn't ever see him again
[19:06:26] <ssi> http://pantsnotfound.com/files/caution-laser-600.png
[19:06:44] <Connor> It was live. :)
[19:07:03] <tekniq> I imagine it was permanent, hopefully not but I was not very hopeful.
[19:07:24] <tekniq> LOL pantsnotfound.com, awesome
[19:07:51] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-48-124.fv.ks.cox.net] has joined #linuxcnc
[19:08:09] <MacGalempsy> hello
[19:08:14] <CaptHindsight> tekniq: 1300nm single mode?
[19:08:28] <kfoltman> that sounds double-stupid
[19:08:28] <CaptHindsight> trying to see IR?!
[19:08:37] <tekniq> CaptHindsight: exactly
[19:08:46] <tekniq> that's why it was especially darwinesque
[19:08:55] <kfoltman> CaptHindsight: well, in a way, he achieved his goal...
[19:08:55] <tekniq> maybe if he were a mantis shrimp
[19:08:56] <ssi> I sometimes jam my head down into the laser table to try to see up into the beam path to tell if it's aligned
[19:08:56] <Connor> ssi: not found
[19:09:19] <ssi> the beemz they tickle my corneas
[19:09:22] <tekniq> LOL
[19:09:25] <tekniq> ssi: haha
[19:09:55] <ssi> I got bit by the beam on the side of the hand real early in the project, at about 8W
[19:09:59] <ssi> and that's the only time so far :)
[19:10:05] <tekniq> youch
[19:10:08] <ssi> wasn't terrible
[19:10:10] <ssi> felt like a bee sting
[19:10:19] <tekniq> yeah, imagine 60W!
[19:10:22] <MacGalempsy> anyone in here ever work with an SLS type printer?
[19:10:25] <ssi> or 120W
[19:10:28] <ssi> trying to avoid that :)
[19:10:31] <tekniq> yeah I recommend that
[19:10:43] <tekniq> significantly more dangerous than optical transports
[19:10:45] <CaptHindsight> MacGalempsy: yes
[19:10:46] <ssi> honestly I'm more scared of the 35kV 40mA power supply than of the beam itself
[19:10:54] <MacGalempsy> DIY or commercial?
[19:11:17] <tekniq> I think you should prioritize both ;P
[19:11:27] <ssi> the beam's not a big deal once it's aligned
[19:11:29] <CaptHindsight> my DIY is commercial, well laboratory anyway
[19:11:30] <ssi> it stays put :)
[19:11:43] <tekniq> well, the laser shouldn't operate without interlocks unless you are looking for a darwin award too
[19:11:45] <SpeedEvil> Plus - glancing hits from a CO2 laser are mostly harmless
[19:11:48] <ssi> haha yeah
[19:11:50] <ssi> interlocks
[19:11:52] <tekniq> the power supply can be lethal more often I suppose
[19:11:52] <ssi> that's a good one :)
[19:12:07] <MacGalempsy> CaptHindsight: is it capable of using metal or just plastic?
[19:12:09] <tekniq> not to your eyes!
[19:12:17] <SpeedEvil> tekniq: yes, to your eyes
[19:12:27] <ssi> yeah reflections aren't really that much of an issue
[19:12:28] <SpeedEvil> tekniq: CO2 hurts the front of your eyes
[19:12:34] <ssi> your eyes are actually quite opaque to co2
[19:12:35] <SpeedEvil> tekniq: It doesn't touch the retina
[19:12:39] <ssi> so you just get heating if you get a direct hit
[19:12:49] <tekniq> interesting!
[19:12:53] <kfoltman> ssi: like a butane torch to your eyeballs?
[19:12:57] <SpeedEvil> tekniq: and it's really hard to get an actual collimated spot that will do damage unless you're doing something fucking stupid.
[19:13:01] <ssi> a direct hit, yes
[19:13:03] <CaptHindsight> MacGalempsy: I work in a lab that develops all sorts of 3d printers, SLS, SLA, DLP, FDM, Inkjet etc etc and hybrids
[19:13:24] <SpeedEvil> (such as, for example, staring into a focussing lens)
[19:13:34] <MacGalempsy> oh, well I am curious about the SLS that are powerful enough to do stainless
[19:13:37] <ssi> SpeedEvil: I took a collimated spot to the hand because I did a dumb thing and tried to move the head around manually while the laser was firing for the first test burn
[19:13:41] <MacGalempsy> or any metal
[19:13:50] <ssi> but you learn those lessons quickly and move on :)
[19:13:55] <SpeedEvil> MacGalempsy: Some reading I did on this indicated that lasers in the 100W class were needed
[19:13:57] <tekniq> I suppose, yeah the beam wouldn't be focused
[19:14:00] <SpeedEvil> At least for CO2
[19:14:09] <tekniq> in that case, I guess the optical transport is more dangerous
[19:14:16] <ssi> it's only focused in one very specific area
[19:14:16] <tekniq> at least for your vision
[19:14:19] <MacGalempsy> the one I saw for plastic used a 40w
[19:14:19] <ssi> and it's very obvious where that is
[19:14:27] <SpeedEvil> MacGalempsy: yes - metal is harder
[19:14:35] <MacGalempsy> sure. I get it
[19:14:39] <SpeedEvil> It absorbs less light, andmelts at a higher temp
[19:14:43] <ssi> MacGalempsy: I was under the impression that metal SLS tech really is just fusing a binder, not the actual metal
[19:14:55] <ssi> so I don't think it takes nearly as much power as cutting stainless does
[19:14:58] <MacGalempsy> but perhaps starting with one to do plastic, then migrating to metal would be better
[19:14:58] <tekniq> my only experience with lasers is a 60w epilog helix
[19:15:10] <SpeedEvil> I got the impressionfromthe papers I was reading that 'proper' SLS - that is without powder matrix - needs 200W or so really
[19:15:29] <ssi> a 100W RF laser would probably be a good starting point
[19:15:30] <SpeedEvil> That is - can make nice shapes in stainless
[19:15:34] <ssi> they have high peak powers, like 250W peak
[19:15:38] <SpeedEvil> ssi: RF laser?
[19:15:41] <ssi> yeah
[19:15:44] <ssi> RF excited CO2
[19:15:44] <SpeedEvil> RF?
[19:15:47] <SpeedEvil> oh
[19:15:49] <ssi> as opposed to DC excited, which mine is
[19:15:56] <SpeedEvil> TEA would be fun
[19:16:09] <ssi> I'm more a coffee man myself
[19:16:10] <ssi> ;)
[19:16:22] <SpeedEvil> Atmospheric pressure CO2 has stupid gain
[19:16:23] <MacGalempsy> 200w laser ait cheap!
[19:16:30] <ssi> MacGalempsy: correct!
[19:16:53] <SpeedEvil> MacGalempsy: it can be not terribly expensive, if you do the direct-from-china thing
[19:17:05] <ssi> https://scontent-b-mia.xx.fbcdn.net/hphotos-xpa1/v/t1.0-9/1544459_10100470050936662_7373113327565881008_n.jpg?oh=17c4e00bb493590a23abac124763ce71&oe=54AEB8AA
[19:17:24] <ssi> SpeedEvil: the direct from china thing is $600ish for shipping
[19:17:35] <MacGalempsy> ahhh. got to love China
[19:17:39] <ssi> I bought that reci tube from a distributor in california
[19:17:45] <ssi> they buy them in bulk from china
[19:17:46] <CaptHindsight> you can directly sinter metal powder or cure a metal powder in a monomer/oligomer and then sinter and infuse more metal
[19:17:48] <ssi> so the shipping was only $200
[19:17:48] <ssi> heh
[19:17:49] <tekniq> what power would it take to cut 1/4 aluminum by laser? 2000w?
[19:17:56] <MacGalempsy> and if it comes from Hong Kong, the shipping is subsidized
[19:18:03] <_methods> 1/4 alum
[19:18:03] <ssi> tekniq: 2kw might do it, I'd probably want 5kw to be on the safe side
[19:18:06] <ssi> aluminum is the hardest thing to cut
[19:18:07] <_methods> 3200
[19:18:19] <_methods> yeah alum sux
[19:18:21] <MacGalempsy> dont want to cut, just want to sinter some stuf
[19:18:21] <ssi> and I think it needs to be YAG
[19:18:21] <SpeedEvil> http://www.ebay.co.uk/itm/130W-CO2-Laser-Tube-Power-Supply-Long-Life-8000-hours-service-life-/160498386144?pt=UK_Computing_Other_Computing_Networking&hash=item255e7304e0
[19:18:37] <_methods> you can cut 3/8" barely with 3200w
[19:18:48] <tekniq> yikes, what about ss?
[19:18:51] <_methods> well not barely but slowly
[19:18:59] <_methods> lasers love stainless
[19:19:11] <SpeedEvil> Stainless has shitty thermal conductivity
[19:19:15] <ssi> _methods: YAG or CO2?
[19:19:19] <_methods> co2
[19:19:23] <SpeedEvil> It's also quite reflective - but the shit conductivity overwhelms
[19:19:29] <MacGalempsy> I saw something about different lasers for different color materials
[19:19:32] <_methods> real lasers
[19:19:33] <tekniq> so does aluminum though... it reflects a lot though
[19:19:34] <ssi> _methods: think I could cut .005" stainless with 120W CO2?
[19:19:42] <_methods> hmmm
[19:19:43] <_methods> no idea
[19:19:49] <ssi> MacGalempsy:
http://www.lightobject.com/High-Quality-Reci-100W120W-CO2-Sealed-Laser-Tube-10000hrs-P119.aspx
[19:19:52] <_methods> i've only used real industrial lasers
[19:19:53] <ssi> that's the tube I have, and where I got it
[19:19:57] <MacGalempsy> the hardest part I saw was media delivery to the platform
[19:19:59] <SpeedEvil> tekniq: Stainless thermal conduction is under a tenth of that of aluminium
[19:20:04] <_methods> trumpf mitstubishi fanuc
[19:20:11] <ds3> some guy manage to cut stainless shims with a 40W laser
[19:20:14] <tekniq> SpeedEvil: wow, that's a big spread
[19:20:24] <ssi> ds3: interesting
[19:20:28] <ssi> did he coat it with anything?
[19:20:33] <ds3> nope
[19:20:39] <ssi> I'll have to give it a shot
[19:20:41] <_methods> the problem is aluminum's reflectivity in it's molten state
[19:20:43] <ds3> didn't detail it much
[19:20:47] <ssi> I'd love to be able to cut stainless pcb stencils
[19:21:01] <SpeedEvil> tekniq: It's one reason why stainless cookware has issues
[19:21:06] <_methods> i'd think you could cut shim stock like that just fine
[19:21:08] <MacGalempsy> the reflectivity is why you would want to just a different spectrum of laser
[19:21:10] <ds3> I did successfully cut a tiny hole in the stainless tool wrap stuff
[19:21:17] <ds3> 40W import laseer
[19:21:45] <ssi> lasers are fun :)
[19:21:56] <MacGalempsy> CaptHindsight: so what do you do about media delivery on the sls?
[19:21:59] <tekniq> has anyone gotten plasma to be accurate enough for precision fit stuff?
[19:22:09] <MacGalempsy> you use the roller/platform concept?
[19:22:16] <ssi> not as accurate as I'd like it to be
[19:22:18] <_methods> some hihg def plasmas can cut very good
[19:22:19] <tekniq> I suppose if they did they wouldn't use lasers to cut metal
[19:22:20] <ssi> plasma is very finicky
[19:23:03] <SpeedEvil> LASER - done right can cut anything with great kerf - pretty much.
[19:23:20] <SpeedEvil> It's just the LASER may be the size of your car, and cost more than your street of houses.
[19:23:48] <SpeedEvil> https://www.youtube.com/watch?v=E3YCACZQ72Q
[19:24:31] <ssi> yep
[19:24:34] <_methods> pew pew
[19:25:03] <tekniq> I'll take two
[19:25:14] <tekniq> akimbo pew pew
[19:25:24] <ssi> I cut some stuff for a friend day before yesterday
[19:25:41] <ssi> he had it quoted at atlanta waterjet and they said they couldn't do it because their kerf is .030", and he had smaller features than that
[19:25:48] <ssi> my kerf in 1/2" acrylic is .009"
[19:25:53] <SpeedEvil> https://www.youtube.com/watch?feature=player_detailpage&v=9knajscxEpg#t=92
[19:25:56] <tekniq> is that really only water cooled at 5000W?
[19:26:08] <ssi> https://pbs.twimg.com/media/BzeEtgOIIAA1Hiz.jpg:large
[19:26:10] <MacGalempsy> SpeedEvil: I'll take one!
[19:26:16] <SpeedEvil> 5kw Fibre laser
[19:26:38] <SpeedEvil> 5kW@1 micron or so
[19:26:38] <CaptHindsight> MacGalempsy: yes, that's one way or a wiper with Z-axis platform that lowers after each layer is sintered
[19:27:19] <CaptHindsight> MacGalempsy: spread powder, sinter, lower Z, spread powder etc etc
[19:27:36] <MacGalempsy> I was thinking a wiper would be easier than a roller. The whole SLS thing just blows my mind. How long does it take to do a standard calibration cube?
[19:27:52] -!- zzolo has quit [Quit: zzolo]
[19:29:02] <CaptHindsight> MacGalempsy: thats like asking how long does it take to mill one :) It depends on resolution, laser power, particle diameter etc etc
[19:29:34] <tekniq> maybe just build a giant array of solar concentrators and focus them through a beam collimator :P
[19:29:41] <CaptHindsight> the problem with a single laser is that it can only be at one small point at any one time
[19:29:51] <ssi> there's a solar powered sand SLS machine in existence
[19:29:58] <tekniq> ssi: yeah I've seen it
[19:30:02] <MacGalempsy> link?
[19:30:06] <tekniq> the ugy used makerbot electronics lol
[19:30:08] <ssi> CaptHindsight: galvos might be a good way to deal with that
[19:30:08] <tekniq> guy*
[19:30:14] <ssi> tekniq: yeah him and everyone else in the world :P
[19:30:37] * ssi is smugly superior with his linuxcnc-controlled laser cutter with proper electronics :D
[19:30:54] <MacGalempsy> hehe
[19:31:03] <CaptHindsight> http://digitalcortex.net/culture/design/sun-sand-selective-laser-sintering/
[19:31:26] -!- syyl_ws has quit [Remote host closed the connection]
[19:31:30] <CaptHindsight> http://vimeo.com/25401444#at=3
[19:32:03] <MacGalempsy> already like the video he has a sweet landcruiser
[19:32:18] <MacGalempsy> no pics of final product though
[19:32:26] <Rab> http://www.markuskayser.com/files/gimgs/22_2.jpg
[19:32:32] <Rab> http://www.markuskayser.com/work/solarsinter/
[19:32:51] <MacGalempsy> thats pretty cool. sell that in a gallery
[19:35:28] <CaptHindsight> MacGalempsy: the problem with all of this are the overlapping patents
[19:35:55] <CaptHindsight> if you try to sell anything that makes $, the trolls come after you
[19:36:29] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.55.30] has joined #linuxcnc
[19:37:57] <tekniq> this would probably cut aluminum ;)
https://www.youtube.com/watch?v=4Cb7iqaN91c
[19:40:44] -!- tronwzrd has quit [Ping timeout: 250 seconds]
[19:42:15] <MacGalempsy> CaptHindsight: I was thinking more about for prototyping
[19:42:39] <MacGalempsy> and curious about something the size of an engine block, in the long run
[19:42:51] -!- syyl_ [syyl_!~sg@p4FD11FD2.dip0.t-ipconnect.de] has joined #linuxcnc
[19:44:16] <CaptHindsight> MacGalempsy: for something like an engine block it's easier and faster to print a sand mold and cast it
[19:44:54] <CaptHindsight> you inkjet a binder into sand, bake and then use the mold for casting
[19:45:12] <SpeedEvil> Connor: Lost PLA is a thing
[19:45:16] <SpeedEvil> CaptHindsight:
[19:45:23] <MacGalempsy> sounds like a lot of extra steps if you had limited shop space
[19:45:27] <Connor> SpeedEvil: Huh ?
[19:45:31] <SpeedEvil> Connor: typo
[19:45:40] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[19:45:48] <SpeedEvil> http://3dtopo.com/lostPLA/
[19:46:06] <CaptHindsight> lost PLA or UV resin takes 10+ hours to burn out
[19:46:11] <SpeedEvil> I could imagine making a very, very small burnout furnace and investment furnace which can make 100mm parts
[19:46:40] <SpeedEvil> Surely that depends on the temp
[19:47:02] <MacGalempsy> well my data load just finished so now its time for a 3.5 hr drive to Oklahoma City
[19:47:08] <CaptHindsight> PLA and resins don't melt out , they burn out
[19:47:09] <SpeedEvil> ^above just used a couple of hours
[19:47:11] <MacGalempsy> cheers
[19:47:13] -!- MacGalempsy has quit [Remote host closed the connection]
[19:47:28] <CaptHindsight> if you inkjet wax then you can melt it out in minutes
[19:47:51] <SpeedEvil> Fair point
[19:47:52] -!- anarchos2 has quit [Read error: Connection reset by peer]
[19:48:13] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[19:48:16] <CaptHindsight> plus FDM with PLA is too low res to make something like an engine block and it would take days to print
[19:48:41] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[19:49:15] <CaptHindsight> inkjet can print a mold for a block in an hour
[19:49:51] -!- theorbtwo has quit [Read error: Connection reset by peer]
[19:50:22] <CaptHindsight> but due the fing patents nobody sell a printer that fast
[19:55:06] -!- theorbtwo [theorbtwo!~theorb@cpc8-swin16-2-0-cust252.3-1.cable.virginm.net] has joined #linuxcnc
[19:58:23] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[19:59:22] -!- sylphiae has quit [Ping timeout: 250 seconds]
[19:59:29] <CaptHindsight> http://www.3ders.org/articles/20130610-china-develops-worlds-largest-laser-3d-printer.html
[20:00:15] <SpeedEvil> CaptHindsight: It's not too low res
[20:00:40] <SpeedEvil> CaptHindsight: you're not going to print the valve seats or cylinders and expect to have no finish work to do in almost any process
[20:00:44] <CaptHindsight> potato potato :p
[20:01:17] * SpeedEvil makes a potato engine.
[20:01:47] <CaptHindsight> FDM has it's uses, but it's not an efficient deposition technology for large castings
[20:02:07] <Jymmm> SpeedEvil: I think that's called a still =)
[20:02:09] <SpeedEvil> Not really ideal, no
[20:02:12] <CaptHindsight> no matter what they say in #reprap
[20:02:18] <SpeedEvil> Jymmm: Or a mule
[20:02:29] <Jymmm> SpeedEvil: mules run on potatos?
[20:02:38] <SpeedEvil> Jymmm: yup
[20:03:03] <Jymmm> SpeedEvil: I like the still idea better
[20:03:13] * SpeedEvil walks without rhythm.
[20:03:58] <Jymmm> SpeedEvil: Give the mule a bit of what the still produces, then he'll have some rythm
[20:05:55] -!- patrickarlt has quit [Remote host closed the connection]
[20:06:09] -!- erve_ has quit [Remote host closed the connection]
[20:07:26] <PetefromTn_> LOL my kids were just watching the Nightmare before Christmas....
[20:07:41] <PetefromTn_> we were talking about how cool it is and how great the music is..
[20:07:56] <PetefromTn_> then I told them about who made the music IE Danny Elfman....
[20:08:03] <PetefromTn_> They were like WHO??
[20:08:14] <PetefromTn_> So I told them about his LONG history in music
[20:08:43] <PetefromTn_> I Told them how he was the head and lead singer of OINGO BOINGO...back in the 80's
[20:08:58] <PetefromTn_> Then I played them some Oingo Boingo music on youtube
[20:09:10] <PetefromTn_> they were like...MAN THAT GUY IS WEIRD!!!
[20:09:16] <PetefromTn_> I had to crack up laughing...
[20:09:31] <PetefromTn_> He IS Weird but what a musical talent he is also...
[20:09:46] postaL_offline is now known as postaL
[20:09:55] <Rab> Next lesson: Mark Mothersbaugh, Brian Eno
[20:10:20] <PetefromTn_> LOL yeah right there is SO much they don't know...where do you start...
[20:10:27] <PetefromTn_> God I love the 80's...
[20:10:45] <PetefromTn_> I tried to find Weird Science the movie on netflix or something so they can see that too...
[20:11:20] <PetefromTn_> I got inspired so now I am rockin' to Oingo Boingo in the shop while I am working hehe
[20:11:29] <Rab> Try Short Circuit, lots of machinist porn there.
[20:11:55] <PetefromTn_> yeah I remember that one... Gotta love the John Hughes movies tho. I love the breakfast club..
[20:12:15] <PetefromTn_> I think I even have the soundtrack from that somewhere hehe
[20:14:00] -!- MrSunshine has quit [Quit: Leaving]
[20:14:25] brianmorel99 is now known as brianmorel_work
[20:19:00] <clib21> Simpsons theme too
[20:19:10] <clib21> if anyone under 30 is still watching that is
[20:19:55] <PetefromTn_> Oh yeah he is credited for SO many themes and songs from so many movies and shows it is not even funny...
[20:20:29] <CaptHindsight> PetefromTn_: thanks, now I have Dead Mans Party in my head
[20:21:04] <PetefromTn_> LOL I'm listenin to it right now
[20:22:19] <PetefromTn_> if you go to wikipedia and search Danny elfman his musical credits read like a who's who list of what movies you wanted to see and remember fondly.. Amazing career really.
[20:22:41] <clib21> oh god back to school
[20:23:11] <PetefromTn_> Oh yeah man every 80's guilty pleasure is in there hehe
[20:24:04] -!- anth0ny_ has quit [Quit: anth0ny_]
[20:24:19] <PetefromTn_> Basically anything Tim Burton he was involved with too....
[20:24:54] -!- f1oat2 [f1oat2!~f1oat@92.151.204.140] has joined #linuxcnc
[20:25:32] <clib21> forgot about the pee wee movies, jeez
[20:25:38] postaL is now known as postaL_offline
[20:25:39] -!- f1oat has quit [Ping timeout: 244 seconds]
[20:25:44] <clib21> talk about music to get stuck in your head
[20:26:01] <PetefromTn_> yeah he is really good at that kinda thing.
[20:27:34] <PetefromTn_> Damn I need to buy an 82 degree champfer bit MA FORD...
[20:27:48] postaL_offline is now known as postaL
[20:29:17] -!- rythmnbls has quit [Quit: Leaving]
[20:29:22] <PetefromTn_> http://www.ebay.com/itm/M-A-FORD-CHATTERLESS-COUNTERSINK-SET-7-PCS-PLUS-CASE-EXCELLENT-CONDITION-/171483621409?pt=LH_DefaultDomain_0&hash=item27ed386821
[20:29:27] <PetefromTn_> I need this set
[20:29:51] <PetefromTn_> They cut beautiful champfers in machines or in cordless drills in my experience.
[20:29:57] <PetefromTn_> Gotta get the six flute ones.
[20:37:01] -!- gambakufu has quit [Ping timeout: 244 seconds]
[20:37:55] -!- anth0ny_ has quit [Client Quit]
[20:39:33] <Tom_itx> they don't chatter in a drill?
[20:39:40] <Tom_itx> single flute work pretty good for that
[20:39:56] <PetefromTn_> no they cut GORGEOUS holes in a drill which is why I love em.
[20:40:17] <Tom_itx> i have one like that i don't use much
[20:40:27] <PetefromTn_> single flute usually have an edge that slides against to center which leaves a less than smooth hole.
[20:40:41] <PetefromTn_> in the CNC a single flute is fine of course.
[20:41:07] <PetefromTn_> there are a LOT of shitty countersinks out there I just recently bought one that looks nice but does not cut for shit..
[20:41:29] <PetefromTn_> MA FORD 6 flute work great especially in a hand drill second op
[20:41:58] <PetefromTn_> I have one here that is 5/8 inch 6 flute but it is a 90 degree angle and I need an 82 degree angle for this project.
[20:42:27] <PetefromTn_> I am trying to decide if I should just buy the set of six or a single one for almost half the price of the set. Money is always tight for tooling for me.
[20:42:34] -!- Guest63420 has quit [Ping timeout: 255 seconds]
[20:43:24] HeXiLeD is now known as Guest46363
[20:43:33] -!- MrSunshine [MrSunshine!~mrsun@c-c93de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[20:43:44] -!- Tecan has quit [Ping timeout: 244 seconds]
[20:46:02] <PetefromTn_> https://www.youtube.com/watch?v=vVsrNcEgkNk
[20:46:06] <PetefromTn_> LOL
[20:47:42] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[20:51:57] -!- skunkworks has quit [Ping timeout: 245 seconds]
[20:52:27] -!- rob_h has quit [Ping timeout: 272 seconds]
[20:52:53] -!- f1oat2 has quit [Ping timeout: 260 seconds]
[20:53:17] -!- rob_h [rob_h!~robh@2.127.23.190] has joined #linuxcnc
[20:54:07] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[20:54:28] -!- jbr has quit [Quit: ChatZilla 0.9.91 [Firefox 32.0.3/20140923175406]]
[20:54:29] <PetefromTn_> anyone got a current enco coupon code? Preferrably one that does not have a minimum order cost
[20:55:20] <_methods> hold one let me check
[20:55:40] <_methods> nah shit i send them to my spam
[20:56:13] <PetefromTn_> yeah I don't but they usually end up there still somehow. I will order two cutters if I can get free shipping or a good discount.
[20:56:19] heyman____ is now known as heyman
[21:02:56] -!- Cylly [Cylly!cylly@p54B12F86.dip0.t-ipconnect.de] has joined #linuxcnc
[21:03:12] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[21:03:35] <CaptHindsight> http://3dprintingindustry.com/2014/10/08/pocket-sized-3d-printer-fit-pocket-budget/ it's non contact but it's still going to wobble
[21:04:11] <PetefromTn_> WTF shipping from Atlanta to Tennessee for a SINGLE champfer bit is $7.95!! I ship my rails all over the uS priority mail for less than that...jeez
[21:04:39] -!- theorbtwo has quit [Ping timeout: 258 seconds]
[21:04:53] <kfoltman> CaptHindsight: scara style stuff?
[21:04:59] <PetefromTn_> thats nearly half the price of the cutter heh
[21:05:16] <Deejay> gn8
[21:05:28] -!- Deejay has quit [Quit: bye]
[21:06:47] <CaptHindsight> kfoltman: this is more like triple cantilever :)
[21:07:07] <PetefromTn_> Looks more like a piece of shit to me
[21:07:25] <kfoltman> also, where is the space for the servos and the laser head?
[21:07:30] <CaptHindsight> a folding gantry would make more sense
[21:08:35] <kfoltman> perhaps it's done using some flexible links and the motors in the base
[21:08:37] <kfoltman> still
[21:09:35] <CaptHindsight> https://www.indiegogo.com/projects/pocket3dprinter#home a pic of the proto
[21:09:35] <kfoltman> I'll be surprised if it actually reaches the market and does anything useful
[21:10:02] <CaptHindsight> in other words a mockery of a mock up
[21:11:16] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[21:12:05] -!- erve has quit [Ping timeout: 272 seconds]
[21:13:00] -!- mdel has quit [Quit: Connection closed for inactivity]
[21:13:10] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[21:14:11] <kfoltman> what is it with people with some silly ideas instantly starting crowdfunding campaigns?
[21:14:14] <SpeedEvil> I can see that working fine.
[21:14:34] <SpeedEvil> If it's made of high quality castings, well machined, with harmonic drives, and properly tensioned bearings.
[21:15:09] <kfoltman> SpeedEvil: so far, he has a prototype made out of plastic
[21:15:22] <SpeedEvil> Quite.
[21:15:27] <SpeedEvil> And, probably lego
[21:15:28] <kfoltman> only one small pic
[21:15:59] <tekniq> no surprise he isn't using kickstarter considering their recent policy change:
http://www.nbcnews.com/tech/innovation/kickstarters-new-rules-creators-must-complete-projects-or-fess-n209011
[21:16:51] <kfoltman> SpeedEvil: the motors... not geared, no servo feedback, right?
[21:17:10] <kfoltman> OTOH hard to tell from the pic
[21:17:23] <SpeedEvil> There is nothing physically, or mechanically impossible in the above
[21:17:46] <SpeedEvil> It's just a hell of a lot of engineering for only $25K
[21:18:05] <CaptHindsight> but but but he's a mechcnical engineer with MS in Materials Science
[21:18:10] <CaptHindsight> http://middletonsa.wix.com/portfolio#!about/component_14104
[21:18:12] <kfoltman> two wires going into each motor, so I can't see how it can get position feedback, except for some clever CV
[21:18:31] <CaptHindsight> http://middletonsa.wix.com/portfolio#!resume/c1pv7
[21:18:48] <kfoltman> and the resume is a jpg of a scan
[21:19:02] <CaptHindsight> http://middletonsa.wix.com/portfolio
[21:19:14] <kfoltman> hopefully he hires some experienced developer for the controller then ;)
[21:20:41] <PetefromTn_> jeez that is a train wreck waiting to happen...
[21:20:47] <Rab> The boom arrangement is going to require some clevar polar coordinate juggling.
[21:20:50] <SpeedEvil> It looks like some gearmotors
[21:20:52] <Rab> er, clever
[21:20:58] <SpeedEvil> Rab: yeah - that's the easy bit though
[21:21:05] <CaptHindsight> http://static.wixstatic.com/media/9caeef_234de5793488443eb00c059943694574.jpg_srz_p_465_373_85_22_0.50_1.20_0.00_jpg_srz
[21:21:22] <CaptHindsight> geared dc hobby motors
[21:21:42] <kfoltman> with no optical encoders or anything similar?
[21:21:43] <SpeedEvil> Also - doesn't the extruder head vary in pitch?
[21:21:53] <SpeedEvil> I mean orientation
[21:22:04] <kfoltman> SpeedEvil: as in, light direction?
[21:22:13] <CaptHindsight> he FDM printed the arms and added cheap motors to show some motion
[21:22:14] <SpeedEvil> as in direction it's pointing
[21:22:25] <kfoltman> SpeedEvil: maybe it's meant to point downwards due to gravity
[21:22:26] <kfoltman> free pivot
[21:22:27] <kfoltman> or something ;)
[21:22:48] <CaptHindsight> yes it prints down using a photopolymer and 405nm led
[21:22:52] <SpeedEvil> Oh my.
[21:22:56] <SpeedEvil> What innovative stuff
[21:23:00] <CaptHindsight> it works, but not with that setup
[21:23:01] <SpeedEvil> I mean - he has a secret door.
[21:23:47] <SpeedEvil> And he makes hideous desks as gifts.
[21:24:04] <SpeedEvil> That - oddly is still in his house despite his giving it away
[21:24:29] -!- cox [cox!~quassel@133.84-49-217.nextgentel.com] has joined #linuxcnc
[21:24:30] <Rab> SpeedEvil, that's what I mean about polar coordinate juggling. Z-axis movement will require adjusting all four axes to keep the extruder head level.
[21:24:49] <Rab> (And in position.)
[21:25:05] <kfoltman> 4 axes?
[21:25:06] <kfoltman> I see 3?
[21:25:07] <SpeedEvil> And on that desk - those look really like those stamped steel right-angle things, not actually anything made with any skill
[21:25:13] <SpeedEvil> Rab: ah
[21:25:15] <kfoltman> ah no, there are 4
[21:26:42] <Rab> Hmm, that guy's right up the highway from me.
[21:26:49] <PetefromTn_> Okay just popped for two MA Ford 6 flute Chatterless countersinks. One is a 1/2 shank 3/4 diameter 90 degree and the other is the same but 82 degree. Both are $17.98 on sale on enco.com
[21:27:07] <PetefromTn_> good price for a good tool I think but I am pissed about the shipping.
[21:27:21] <PetefromTn_> apparently $7.98 is their MINIMUM shipping charge.
[21:27:30] <PetefromTn_> so getting two of them was the same price as one.
[21:27:41] <kfoltman> SpeedEvil: I guess positioning accuracy and vibration are the main challenges here
[21:27:43] <PetefromTn_> Oh well I have been needing one for awhile now.
[21:28:04] <SpeedEvil> kfoltman: yeah - I could see it being just about doable with harmonic drives.
[21:28:10] <Rab> PetefromTn_, I believe that's the minimum rate for both UPS and FedEx ground. Enco probably doesn't bother with USPS.
[21:28:15] <CaptHindsight> Rab: can you invite him to the channel so we can interview him? :)
[21:28:15] <kfoltman> SpeedEvil: even CV tricks are not fast enough as the only feedback mechanism for geared DC motors
[21:28:17] <SpeedEvil> kfoltman: and lots of hardware and softwareskill
[21:28:53] <Rab> CaptHindsight, I'm afraid to make contact.
[21:29:09] <kfoltman> heh
[21:29:11] <Rab> Wonder if he's been showing his prototype off at local hackerspaces.
[21:29:20] <CaptHindsight> Rab: you might wake up with a horse head in your bed?
[21:29:29] <PetefromTn_> yeah it suprised be because I ship stuff via USPS Priority all over the country in that little flat rate box for like $5.50 or something.
[21:29:44] <Rab> CaptHindsight, or a PLA turd.
[21:29:51] <kfoltman> lol
[21:30:07] <PetefromTn_> could probably fit a dozen of those cutters inside it for the same price and cost.
[21:30:17] <PetefromTn_> I know I know I know I am a cheap ass...LOL
[21:30:17] <SpeedEvil> http://www.turdtwister.com/
[21:31:16] <Rab> PetefromTn_, indeed. You people would try to order lathe chucks etc in the flat rate box. It doesn't pay from a business standpoint to offer a shipping option that's only good for certain orders.
[21:31:31] <PetefromTn_> OMG and I am struggling to sell my wares and there are folks selling TURD TWISTERS!!!! Jeez where did I go wrong...
[21:31:32] <kfoltman> anyway, it doesn't look like there have been any vict^H^H^H^Hinvestors to worry about
[21:31:57] <SpeedEvil> PetefromTn_: I don't think it's an atual purchaseable product. Yet.
[21:32:02] <PetefromTn_> HEY who is YOU PEOPLE!!!
[21:32:14] <PetefromTn_> I AM JUST KIDDING GUYS!!!! LOL
[21:32:36] <SpeedEvil> PetefromTn_: I have pondered making concrete tubgirl fountains.
[21:32:42] <Rab> PetefromTn_, I meant to say "People". Not totally coherent today. Mea culpa.
[21:33:13] <PetefromTn_> Mea Culpa? Jeez man its OKAY....
[21:33:19] -!- gambakufu [gambakufu!~ah@bzq-84-110-208-201.red.bezeqint.net] has joined #linuxcnc
[21:35:09] <kfoltman> SpeedEvil: I guess abstract ones would sell better
[21:35:41] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[21:39:29] -!- asah has quit [Quit: asah]
[21:46:16] -!- clib21 has quit [Quit: Page closed]
[21:48:46] -!- chillly has quit [Quit: Ex-Chat]
[21:55:37] -!- hm2-buildmaster has quit [Remote host closed the connection]
[21:55:40] -!- linuxcnc-build has quit [Remote host closed the connection]
[21:57:56] <PetefromTn_> Ooh my wife is gonna make a shrimp boil tonight!! YUMMY!! hehe
[22:06:11] -!- zzolo has quit [Quit: zzolo]
[22:06:37] <Jymmm> lol you are just like a lil kid when the wifey cooks... you get SO excited =)
[22:07:17] -!- eFuchs_firefly has quit [Quit: ping timeout]
[22:07:45] -!- Simooon has quit [Quit: Leaving]
[22:09:12] <PetefromTn_> yes...yes I am!!
[22:09:43] * Tom_itx munches on some fried chicken
[22:10:00] <Jymmm> PetefromTn_: now, to return the favor in kind =)
[22:10:08] <Jymmm> Tom_itx: Got Greens?
[22:13:43] * JT-Shop is making gumbo
[22:13:59] <Jymmm> is that with okra?
[22:14:03] <JT-Shop> no
[22:14:16] <Jymmm> k, me no like slime
[22:14:44] <JT-Shop> me neither, I like sassafras leaves
[22:15:00] <Jymmm> I dont think I've ever had them before.
[22:15:36] -!- zeitue [zeitue!~z@67.221.139.1] has joined #linuxcnc
[22:22:47] <PetefromTn_> Yes exactly..
[22:27:38] * Tom_itx contemplates a nap now
[22:27:41] -!- Guest46363 has quit [Quit: leaving]
[22:29:09] <PetefromTn_> BBL
[22:30:35] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[22:30:43] HeXiLeD is now known as Guest74167
[22:30:48] -!- tocka has quit [Ping timeout: 260 seconds]
[22:31:50] -!- Guest74167 has quit [Client Quit]
[22:34:22] -!- mozmck has quit [Read error: Connection reset by peer]
[22:40:36] -!- PetefromTn_ has quit [Ping timeout: 260 seconds]
[22:40:45] -!- FreezingCold has quit [Ping timeout: 246 seconds]
[22:40:46] -!- FreezingAlt [FreezingAlt!~FreezingC@135.0.41.14] has joined #linuxcnc
[22:45:06] FreezingAlt is now known as FreezingCold
[22:52:24] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[22:54:46] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:56:03] -!- H3XIL3D has quit [Client Quit]
[22:56:44] -!- HeXiLeD has quit [Changing host]
[23:03:20] -!- FinboySlick has quit [Quit: Leaving.]
[23:07:14] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[23:07:15] -!- mblaszkiewicz [mblaszkiewicz!32b0d84e@gateway/web/freenode/ip.50.176.216.78] has joined #linuxcnc
[23:08:30] -!- micges-dev has quit [Quit: Wychodzi]
[23:09:02] <mblaszkiewicz> hey everyone. Anyone here familure with 3d printing
[23:09:59] <andypugh> The Machinkit chaps have more experience I suspect, but there are pure-LinuxCNC printers out there.
[23:10:18] <Jymmm> Hey andypugh, how the hell are ya?
[23:10:22] <mblaszkiewicz> wondering what it would take to put a printer head on my cnc mill
[23:10:54] <mblaszkiewicz> Hey andy got the brother running pretty good now.
[23:10:57] <andypugh> Jymmm: FIne, just doing different things mainly
[23:11:22] <andypugh> You need a fast mill for 3D printing.
[23:11:31] <andypugh> But then, I think you have one>
[23:11:35] <Jymmm> andypugh: Ah, did you ever finish the 1000 year roof?
[23:11:44] <mblaszkiewicz> should have 500 ipm rapids soon
[23:12:00] <andypugh> Yeah, we finshed the roof 10 years ago. Looks good so far at 1%
[23:12:45] <Jymmm> andypugh: 10 years ago?! Are the pics THAT old?
[23:13:30] <Jymmm> andypugh: I coulda sworn you had said a couple of times you were still working on it in the last coulpe of years.
[23:13:52] <andypugh> mblaszkiewicz: I think I would be looking to build an actual printer for printing. Using the Brother would be a lot of wear on the parts, and while you are printing you can’t mill. It’s probabluy fair to say that a printer is as bad a mill as a mill is a printer.
[23:14:22] -!- tronwzrd has quit [Ping timeout: 240 seconds]
[23:14:34] <andypugh> Jymmm: I have been 250 miles from the house since 2005.
[23:14:47] <andypugh> We basically finished then.
[23:14:52] -!- erve has quit [Ping timeout: 240 seconds]
[23:15:05] <mblaszkiewicz> just wondering might need it for 1 job.
[23:15:09] <Jymmm> andypugh: Damn, time flies.
[23:16:00] <mblaszkiewicz> wanted to put a mold roughly togther then countour the outside to finish dim's
[23:17:50] <andypugh> I still work on it a bit. I will be making a door and door frame at christmas as we are now thinking about a re-arrangement of rooms to have a downstairs bedroom and toilet. Top Tip: When building your retirement home, accept that you will be old there…
[23:18:41] <andypugh> (my dad, always stong, fit and agile, suddenly can’t walk)
[23:19:19] <andypugh> He is still strong fit and agile. He just can’t walk…
[23:20:02] <andypugh> (minor stroke, forgotten how)
[23:20:24] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[23:21:24] <andypugh> mblaszkiewicz: Printers are fun and cheap. After your Brother conversion I suspect you could build a dedicated printer in weeks.
[23:22:02] <mblaszkiewicz> was hoping to just add an extrusion head in a collet and let it go to town
[23:22:11] <mblaszkiewicz> the cheap and dirty way
[23:22:31] <roycroft> adding the print head will be easy
[23:22:51] <andypugh> With your machine, that should work. I just don’t think it is a good thing to do with the machine.
[23:23:33] <roycroft> you'll probably want a heated base to build your parts on though
[23:23:34] <andypugh> But, by all means, try it. It should be relatively easy.
[23:23:43] <mblaszkiewicz> Its for a one tie thing, that could lead to a 6k job in aluminum
[23:23:46] <roycroft> which isn't difficult, but it's a piece that folks don't always think about
[23:24:26] <andypugh> I have thought about doing the same thing myself, and also a plasma cutter.
[23:24:43] <roycroft> a 1/2" thick piece of glass with some nichrome wire underneath would do fine
[23:25:17] <roycroft> when i get my router built i want to be able to put, in addition to the spindle head, a laser head and a 3d printer head on it
[23:25:28] <andypugh> (The plasma cutter plan is a frame down to a pond on the floor next to the machine, to keep the mess away from the table slides)
[23:25:35] <mblaszkiewicz> for programming I think waterline would work, I just don't know about the feed and how to get the head to extrude
[23:26:20] <andypugh> mblaszkiewicz: Just use a normal 3D slicer. They spit out G-clde
[23:27:02] <mblaszkiewicz> where would I get one of those
[23:27:31] <andypugh> http://slic3r.org
[23:28:10] <mblaszkiewicz> why did I know you would know that. :)
[23:30:42] -!- Tecan has quit [Ping timeout: 258 seconds]
[23:30:49] <mblaszkiewicz> roy, how hot does the base have to be
[23:30:50] -!- asdfasd has quit [Ping timeout: 250 seconds]
[23:31:50] <roycroft> i'm not sure - i don't have a 3d printer, but i have a friend who does with whom i've been speaking about it
[23:32:01] <roycroft> my impression is it's in the 120c range
[23:32:12] <roycroft> hot enough that regular plate glass would not suffice
[23:32:19] <roycroft> he strongly recommends borosilicate glass
[23:32:37] <mblaszkiewicz> wow thats over 250 f
[23:32:40] <roycroft> yes
[23:32:45] <roycroft> now glass is not all that thermally conductive
[23:32:58] <andypugh> You can ignore the heated-chamber patents for a home-build.
[23:33:08] <mblaszkiewicz> haybe an electric hot plate then for the base
[23:33:15] <roycroft> so if it's a small part that you can print fairly quickly you might get away with heating the glass plate in an oven and just putting it on something insulated
[23:33:45] <mblaszkiewicz> Its not a small job
[23:33:56] <andypugh> Heated base is just a not-quite-as-good workaround on the commerical printers to get round the patents
[23:34:03] <mblaszkiewicz> 8" dia by 7 inches tall
[23:34:29] <roycroft> that might be pushing the limits of a small 3d printer
[23:34:40] <roycroft> you'll have to keep the whole part hot while you're printing it
[23:34:52] <mblaszkiewicz> Thats in the work range of my mill
[23:35:10] <mblaszkiewicz> maybe a heat gun or 2
[23:35:15] <roycroft> is this 3d part a prototype?
[23:35:46] <roycroft> is it something you can print in parts and glue them together?
[23:35:47] <mblaszkiewicz> prototype to be later milled in aluminum
[23:36:03] <andypugh> A chap a know built a “proper” DLP printer. Servos, ballscrews, solid frame. Results look good.
[23:36:06] <mblaszkiewicz> I don't think so
[23:36:40] <roycroft> i would put it to you that if you already have a cnc mill it might be cheaper and faster to mill the prototype out of aluminium
[23:36:59] <mblaszkiewicz> material is 400 a pop
[23:37:11] <roycroft> you can't use a low grade aluminium?
[23:37:15] <Jymmm> Mill it out of wax
[23:37:20] <mblaszkiewicz> thats 6061
[23:37:21] <roycroft> wax would be fine too
[23:37:28] <roycroft> there is wax made specifically for that purpose
[23:37:38] <mblaszkiewicz> It needs to be made, shipped and approved
[23:37:39] <Jymmm> and can be reused too
[23:37:43] <roycroft> yes
[23:37:55] <roycroft> 3d printing is slower than milling
[23:38:00] <andypugh> i was just about to suggest wax
[23:38:03] <roycroft> and you have the expense of the print head
[23:38:08] <roycroft> and the feed mechanism
[23:38:11] <roycroft> and the heated base
[23:38:18] <andypugh> If you are demonstrating what you can machine, then machine it
[23:38:20] <Jymmm> and two sets of gcode
[23:38:20] <roycroft> look at $500 minimum for that stuff
[23:38:31] -!- tekniq has quit [Ping timeout: 255 seconds]
[23:38:33] <roycroft> you can buy your good metal for $400
[23:38:41] <roycroft> so you're already saving $100 by milling it
[23:38:45] <roycroft> and wax is way cheaper
[23:39:00] <roycroft> now if you want to play with 3d printing do not let anyone here dissuade you
[23:39:02] <andypugh> ues either machinable wax (possibly make it from carrier bags) or model board
[23:39:08] <Jymmm> and if they dont approve it, they you can remelt it and try again
[23:39:21] <mblaszkiewicz> Thats for 1st mold, total of 6 to 7 to make
[23:39:22] <roycroft> but as a business plan, i don't think it's the most economical approach
[23:39:38] <Jymmm> roycroft: prototypes?
[23:39:44] <mblaszkiewicz> yes
[23:39:52] <roycroft> i'm talking about the 3d printer approach, jymmm
[23:40:00] <mblaszkiewicz> 6 total molds to be made
[23:40:07] <mblaszkiewicz> each a little different
[23:40:09] <Jymmm> roycroft: oh yeah, I'd do wx for a prototype for sure
[23:40:21] <Jymmm> mblaszkiewicz: and a prototype for EACH one?
[23:40:23] <roycroft> wax is probably the best idea
[23:40:37] <roycroft> and the 2 sets of gcode issue is a significant one
[23:40:47] <mblaszkiewicz> They need to approve each, and I have to mail each possitive mold
[23:40:59] <andypugh> Model board
[23:41:01] <roycroft> if you write gcode to mill it out of wax, you can use that same gcode with minor tweaks to mill it out of aluminium later
[23:41:08] <Jymmm> Yeah, what workds for 3D is NOT going to work for milling and coused cause havoc
[23:41:19] <Jymmm> could*
[23:41:20] <roycroft> but it will be completely different gcode for a 3d printer
[23:41:33] <roycroft> and if you think about it
[23:41:47] <Jymmm> And 3D results look like shit to me, totally unfinished appearance
[23:41:47] <roycroft> since it would be completely different gcode, they could not really approve a 3d printed prototype
[23:42:02] <roycroft> because they would have no way of knowing what the final product would be
[23:42:16] <Jymmm> Wax will have a finished look, that that WILL make a difference in approval.
[23:42:16] <andypugh> mblaszkiewicz: This stuff:
http://www.easycomposites.co.uk/Category/Patterns-Moulds-and-Tooling/Tooling-Modelling-Board.aspx
[23:42:49] <roycroft> wax also has the advantage of being more crash-resiliant than making the prototype out of metal
[23:42:54] <mblaszkiewicz> I was planning on roughing the mold with the 3d printing then milling it to finish size
[23:43:09] <Jymmm> mblaszkiewicz: Eeeeewwwwwwwwwwwww
[23:43:15] <andypugh> 3D printing is a good idea, but not as a domestration as what you can mill :-)
[23:43:19] <roycroft> i'll just reiterate once more
[23:43:30] <roycroft> if you want to 3d print as a hobby, all power to you
[23:43:32] <Jymmm> mblaszkiewicz: That's WAY too much work for a prototype, unless they are going to PAY of rthe protottype approval or not.
[23:43:41] <roycroft> but this particular application makes no sense for a business
[23:44:12] <roycroft> and i'm in no way inferring that 3d printing is not suitable for production work
[23:44:22] <roycroft> just not in this application
[23:44:31] <Jymmm> roycroft: (I am =)
[23:44:45] <Jymmm> Glorified hot glue gun!
[23:44:51] <andypugh> You will find that 3D printing is an expensive way to make a blank for miling. It really only makes sense for short-run finshed-object work.
[23:44:54] <roycroft> we can have that discussion, jymmm
[23:44:54] <Jymmm> Unless you pay $60,000+
[23:45:13] <Jymmm> roycroft: Nah, the discussion would be pointless =)
[23:45:28] <mblaszkiewicz> Ok it was just an initial idea.
[23:45:31] <roycroft> but right now we're trying to get mblaszkiewicz (i was trying to avoid spelling that) on his way to a good prototype
[23:45:46] <roycroft> i didn't say we should have that discusion
[23:45:48] <Jymmm> roycroft: tab completion baby!
[23:45:48] <roycroft> i said we could
[23:45:51] <mblaszkiewicz> Mark is fine
[23:46:06] <Jymmm> roycroft: (I tease, it's all good =)
[23:46:08] <andypugh> I don’t recall what the US-centric search term is for model board, we have different trademarks in EU
[23:46:25] <Jymmm> foam board, and is VERY expensive in the US
[23:46:30] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[23:46:30] -!- Tecan has quit [Changing host]
[23:46:30] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[23:46:37] <Jymmm> PU foam board
[23:46:38] <mblaszkiewicz> I'm sure I could fine something
[23:46:49] <andypugh> Yes, but not more expensive than Alu, and much faster to mill.
[23:46:50] <roycroft> seriously, look into millable wax
[23:46:54] <roycroft> it's not that expensive
[23:47:01] <roycroft> all the major suppliers carry it
[23:47:07] <roycroft> and you can melt it down and reuse it
[23:47:17] <mblaszkiewicz> just worried about the mail with wax.
[23:47:22] <andypugh> (and you can re-melt the swarf too)
[23:47:24] <Tom_itx> and you can make it yourself if you want
[23:47:29] <Jymmm> http://www.machinablewax.com/
[23:47:32] <Tom_itx> yup, reuseable
[23:47:40] <roycroft> are you in the southern hemisphere or something?
[23:47:58] <andypugh> I have a huge stock of HDPE carrier bags waiting to be converted :-)
[23:48:05] <roycroft> this stuff is not like candlewax
[23:48:07] <roycroft> it's a lot harder
[23:48:15] <Tom_itx> it's got plastic in it
[23:48:26] <Tom_itx> i've used machineable wax before
[23:50:13] <mblaszkiewicz> might look into it
[23:50:36] <Jymmm> mblaszkiewicz: you can find small sample size for cheap online to test with
[23:51:36] <Jymmm> mblaszkiewicz: Hit the thirft store for old stainless steel containers to remelt it in too
[23:52:09] <Jymmm> or silicon candy molds
[23:53:04] -!- theorbtwo [theorbtwo!~theorb@cpc8-swin16-2-0-cust252.3-1.cable.virginm.net] has joined #linuxcnc
[23:54:04] <roycroft> or candle molds
[23:54:06] <kfoltman> you can melt silicone? :|
[23:54:41] <roycroft> the point is to pour the wax into something that will not melt
[23:55:10] <roycroft> you can rough it out with a bandsaw/hacksaw
[23:55:32] <roycroft> or even chisels/carving gouges
[23:55:34] <andypugh> CO2 rarely melts :-)
[23:56:12] <kfoltman> Jymmm: ah, you mean use candy molds to melt wax, ok, that makes more sense :)
[23:56:18] <roycroft> since your intent is to do finish milling on something rough
[23:56:41] <roycroft> i bet you could rough out some wax to the same profile in ten minutes as it would take 3 hours to 3d print
[23:57:13] <roycroft> melt wax, pour into candy molds
[23:57:51] <mblaszkiewicz> give to kids on halloween
[23:57:53] <roycroft> my friend just told me 80c for abs
[23:58:03] <roycroft> 110-120c for pla
[23:58:18] <roycroft> so i had a reasonable sense of what it needs to be
[23:58:49] -!- JT-Shop has quit [Quit: Leaving]
[23:59:16] <mblaszkiewicz> might put a little printer togther in the future just for fun
{kind=link}
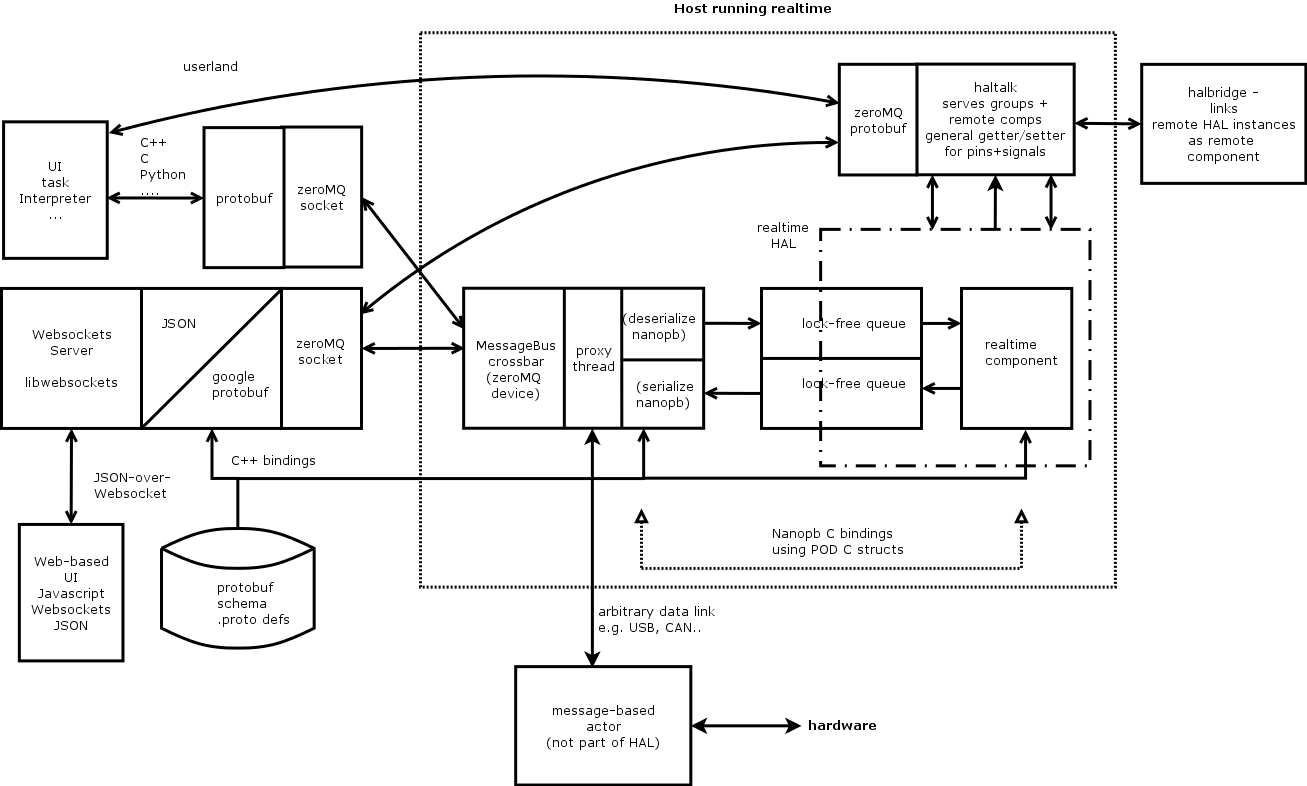{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}