Back
[00:01:20] <ssi> ok!
[00:02:57] <maZer`-> i have only specified the user_m_path not the subroutine_path
[00:03:16] <maZer`-> is that enaugh?
[00:03:57] <Tom_itx> is it working?
[00:04:31] <ssi> yeah
[00:04:33] <ssi> at least on the LEDs
[00:05:09] <ssi> https://www.youtube.com/watch?v=gUD5vjv4dZE
[00:05:25] <ssi> left three LEDs are the emulated hall signals
[00:05:33] <ssi> right four LEDs are the fanuc 4 bit greycode
[00:07:10] <Tom_itx> you gonna sell em for $150?
[00:07:15] <ssi> no, $75 ;)
[00:09:59] <ssi> honestly I'll probably put them up for some reasonable markup over cost
[00:10:04] <ssi> like pcw does
[00:11:31] <ssi> they should be pretty cheap to build
[00:11:34] <ssi> on the order of $10 apiece
[00:12:04] <Tom_itx> onboard regulator or powered from one end or the other?
[00:12:22] <ssi> I'm going to pass through the whole feedback system
[00:12:28] <ssi> so it'll use power that's destined for the encoder
[00:12:39] <ssi> and a small 3v3 LDO to power the cpld
[00:12:52] -!- rob_h has quit [Ping timeout: 240 seconds]
[00:15:35] <Tom_itx> MCP1825S-3302E/DB-ND
[00:15:42] <Tom_itx> 500ma
[00:15:48] <ssi> yeah that'd likely be my choice
[00:15:51] <ssi> I've used those on other boards
[00:16:43] <Tom_itx> i've got a tube of em i haven't used yet
[00:18:52] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[00:19:04] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:21:47] <maZer`-> how can i print a debug information in a mdi-script
[00:22:29] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[00:22:33] -!- sumpfralle1 [sumpfralle1!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[00:22:57] -!- sumpfralle has quit [Client Quit]
[00:23:01] <ssi> cool
[00:23:05] <ssi> got it booting from platform flash
[00:23:10] <ssi> now I can wire it up to the drive in the other room and try it
[00:23:17] <ssi> I guess I should scope the hall outs to make sure they're working
[00:23:26] <Tom_itx> what dev board is that?
[00:24:05] <ssi> old spartan3 devboard
[00:24:11] <ssi> I have a s3e devboard that's a bit nicer
[00:24:14] <ssi> but this one has the breadboard
[00:24:50] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[00:26:57] <Tom_itx> only bad thing about smt is when you spill the tray...
[00:27:06] <ssi> heheheh
[00:27:09] <ssi> I love smt
[00:27:12] <ssi> never looking back
[00:27:12] <_methods> hehe
[00:27:21] <Tom_itx> i'm working on a batch...
[00:27:27] <ssi> I'm looking forward to spinning this board cause I've been wanting to try laser cutting a mylar stencil
[00:27:38] <ssi> I usually get stainless stencils from a place locally for $100
[00:27:43] <Tom_itx> you need to undercut it a bit
[00:27:47] <_methods> ouch
[00:27:48] <Tom_itx> i'd use kapton
[00:27:59] <ssi> where can I get kapton that's not adhesive?
[00:28:03] <Tom_itx> ever try that guy that does kapton stencils?
[00:28:07] <ssi> nope
[00:28:12] <Tom_itx> it's expensive stuff
[00:28:19] <Tom_itx> like $300 / lb
[00:28:46] <Tom_itx> i've used him quite a few times
[00:29:12] <Tom_itx> gives you a whole sheet worth. i've sent multiple designs on one sheet for $25
[00:29:38] <Tom_itx> http://ohararp.com/stencils/
[00:29:54] <ssi> neat
[00:30:00] <ssi> if I could get my hands on some kapton sheet I'd give it a shot
[00:30:29] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/boards/USBTiny_Mkii/Stencils/stencil_form3.jpg
[00:30:57] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/boards/USBTiny_Mkii/Stencils/stencils.jpg
[00:31:34] <ssi> very nice
[00:31:37] <ssi> you have an oven I assume?
[00:31:54] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/toaster_oven/toaster_oven_index.php
[00:32:48] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/boards/reflow/cooling.jpg
[00:33:21] <Tom_itx> http://tom-itx.ddns01.com:81/~webpage/boards/reflow/cooking.JPG
[00:33:58] <ssi> heheh I did the toaster thing for a minute
[00:34:04] <ssi> then I grew a brain and bought a cheap reflow oven :)
[00:34:14] <Tom_itx> i don't do it all the time
[00:34:36] <Tom_itx> but it works good
[00:35:26] -!- phantoneD [phantoneD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[00:39:25] -!- phantoxeD has quit [Ping timeout: 260 seconds]
[00:51:46] <mozmck> I found an old 3 zone oven here a number of years back for $200 and bought it. Only about 5 or 6 feet long and has worked pretty well. Haven't regretted that purchase yet :)
[00:55:26] <Jymmm> mozmck: 6ft long oven? You moonlighting as a crematorium?
[00:56:40] <mozmck> reflow
[00:57:20] <mozmck> It's pretty small as real reflow ovens go, and cheaper than the toaster oven + electronics.
[00:58:23] <Jymmm> moonlighting would hav ebeen a better story =)
[00:59:02] <maZer`-> i have a problem, if i do a touch with g38.2 the touch works very fine. But if i want drive back it stops and tell me that the touch signal is still active :/
[00:59:39] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[01:01:02] <PetefromTn_> what kinda probe are you using?
[01:01:14] <Tom_itx> check the pin with hal showmethemoney
[01:01:57] <humble_sea_bass> it only returns rabit ears out my pant pockets
[01:02:35] <maZer`-> just a g38.2 command
[01:03:04] <maZer`-> ahh you mean the touch tool? is a electric switch to workpiece
[01:03:07] <PetefromTn_> No I mean what kind of physical probe are you using? Did you make it yourself?
[01:03:24] <Jymmm> Tonight's b-ball game...
http://imgbin.org/index.php?page=image&id=19684
[01:03:24] <Tom_itx> rectal
[01:03:28] <maZer`-> no i baught it its just a gnd contact to machine
[01:03:38] <maZer`-> if noise has gnd contact it switches
[01:03:51] <Tom_itx> debounce
[01:04:18] <PetefromTn_> HOLY CRAP is that for real?
[01:04:19] <maZer`-> debounce? :)
[01:04:28] <Jymmm> PetefromTn_: Sadly, yes!
[01:04:38] <Jymmm> PetefromTn_: Even sadder, ppl will pay it!
[01:04:40] <PetefromTn_> WTF???!!
[01:04:54] <PetefromTn_> ya know honestly that is the part that REALLY pisses me off...
[01:05:17] <Jymmm> PetefromTn_: Yep, I COMPLETELY agree
[01:05:18] <PetefromTn_> I see that all the time people overpay without complaint just because they can..
[01:05:22] <maZer`-> http://www.ebay.de/itm/Elmag-Elektronischer-Kantentaster-/281245847997?pt=Fr%C3%A4sen&hash=item417b8f11bd
[01:05:24] <maZer`-> i have this one
[01:05:37] <PetefromTn_> makes it harder for folks who can't
[01:06:09] <maZer`-> is there a way i can say for this move ignore the touch probe signal?
[01:06:20] <Jymmm> PetefromTn_: If I could, I'd offer valet parking right there for $20
[01:06:48] <PetefromTn_> is that an LED edge finder or some kinda new probe?
[01:06:54] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[01:06:57] <maZer`-> yes is led edge finder sorry
[01:07:08] <PetefromTn_> I have one of those cheap chinese LED edge finders and I know people wire them up into probes.
[01:07:18] <maZer`-> but i modifed it so i can connect it to probve
[01:07:20] <maZer`-> yes i did same
[01:07:20] <maZer`-> :D
[01:07:22] <PetefromTn_> Jymmm Yeah man do it... I am surprised nobody else has..
[01:07:37] <Jymmm> PetefromTn_: No place to park the cars =)
[01:07:39] <PetefromTn_> Only problem is you cannot really probe Z with it..
[01:07:53] <PetefromTn_> hell for that money they can park on my damn lawn hehe
[01:08:20] <Jymmm> PetefromTn_: Not 50 miles awway you can't
[01:08:31] <Jymmm> PetefromTn_: All buses and trains will be packed tonight too
[01:08:46] <PetefromTn_> at least mine if you were to probe Z with it you had better damn well go REALLY SLOW because any overrun is a crash LOL
[01:08:57] <PetefromTn_> what game is that you are talking about?
[01:09:25] <maZer`-> PetefromTn_ i installed 10mm way for z-axis
[01:09:41] <maZer`-> also a hard spring inside
[01:10:05] <PetefromTn_> so you are relying on flexing of the machine to account for overrun?
[01:10:12] <Jymmm> PetefromTn_: Giants
[01:10:23] <maZer`-> ahm sorry my english is not the best :(
[01:10:35] <maZer`-> but at the moment i try to probe the x axis
[01:10:52] <PetefromTn_> nice
[01:11:02] <PetefromTn_> I want to get probing working on my VMC
[01:11:33] <maZer`-> hm :(
[01:11:51] <maZer`-> but do you know a way to ignore the probe signal if i want move the machine back
[01:11:52] <maZer`-> ?
[01:12:18] <PetefromTn_> I have never setup a probe on a retrofit so unfortunately no.
[01:13:14] <maZer`-> oh ok :/
[01:13:16] <PetefromTn_> I recently started selling some of the products I machine on Ebay..
[01:13:36] <PetefromTn_> and since I have never sold anything there before.
[01:13:50] <PetefromTn_> they HOLD your money for a good while to make sure you toe the line...
[01:14:04] <PetefromTn_> which I understand and I am generally fine with.
[01:14:25] <FinboySlick> PetefromTn_: What sort of stuff are you selling?
[01:14:25] <PetefromTn_> but I sold one part to a guy in Louisiana and the money was available by the end of the week.
[01:14:38] <PetefromTn_> Then I sold one to a fellow in NEw Zealand..
[01:14:57] <PetefromTn_> apparenlty they feel almost 30 days is sufficient for that transaction LOL
[01:15:13] <PetefromTn_> The custom risers I machine.
[01:15:48] <PetefromTn_> whats funny is the shipping to NZ is apparenlty like a week or so but they hold the money for a month... WTF?
[01:16:23] <PetefromTn_> I need to get a website setup to sell my stuff somehow so I don't have to deal with their fees and other BS I suppose.
[01:16:28] <Jymmm> PetefromTn_: SF ATT Park... and the lot is FULL!!!!!
[01:16:44] <PetefromTn_> I used to live in Sacto..
[01:16:49] amnesic is now known as amnesic_away
[01:17:03] <PetefromTn_> we used to ride our sportybikes out to San Fransisco and up the PCH a lot.
[01:17:41] <PetefromTn_> I am not surprised that it is packed and there is stupid expensive charges for parking there honestly. EVERYTHING is expensive there.
[01:18:10] <PetefromTn_> Altho I have fond memories of eating some Calamari in Chinatown with some kinda AMAZINGLY DELICIOUS pink sauce...
[01:18:26] <PetefromTn_> It was one of the best tasting things I have ever eaten I think in my life LOL..
[01:18:39] <PetefromTn_> where do you live?
[01:18:43] <FinboySlick> PetefromTn_: Remember though. Castro street is not where the cuban community hangs out.
[01:19:22] <PetefromTn_> My wife loved that place.
[01:19:47] <PetefromTn_> I liked driving down lombard street on our bikes together. Like 20-30 sportbikes it was fun.
[01:20:21] <Jymmm> target practice =)
[01:20:27] <PetefromTn_> I also remember basically RAPING the bay bridge at ludicrous speed felt like a huge long tunnel.....
[01:20:49] <PetefromTn_> We would stay the night at Stinson beach in a friends aunt's house..
[01:20:57] <PetefromTn_> that place was hippy heaven
[01:21:22] <PetefromTn_> and there is a really nice restaurant down by the water there we would eat breakfast at.
[01:21:54] <PetefromTn_> I am sure we annoyed some people there with the bikes but it was lots of fun.
[01:22:26] <PetefromTn_> Jymm do you live in San Fran>
[01:23:21] <zeeshan> YEA baby
[01:23:28] <zeeshan> CNC MILL journey commencing tomorrow
[01:23:35] <zeeshan> 850 miles !
[01:23:45] postaL_offline is now known as postaL
[01:24:24] <zeeshan> it sucks
[01:24:29] <zeeshan> that the weather suddenly got colder
[01:24:33] <zeeshan> :-(
[01:26:21] <jdh> almost time for y'all to start breaking out the igloos
[01:26:44] <zeeshan> yessir
[01:27:00] <zeeshan> igloos and maple syrup will allow us survive
[01:27:04] <zeeshan> this dreadful cold
[01:28:24] phantoneD is now known as phantoxeD
[01:30:40] -!- fablab has quit [Ping timeout: 260 seconds]
[01:31:44] -!- maZer`- has quit [Read error: Connection reset by peer]
[01:44:01] -!- fablab [fablab!~fablab@2001:a60:136c:8101:c5c0:d1bc:5635:e266] has joined #linuxcnc
[01:49:24] -!- asdfasd has quit [Ping timeout: 272 seconds]
[01:51:17] -!- brianmorel99_ has quit [Quit: brianmorel99_]
[01:59:56] <ssi> https://pbs.twimg.com/media/BzeEtgOIIAA1Hiz.jpg:large
[02:00:17] <Connor> ssi: What is that ?
[02:00:27] <ssi> friend of mine is having an extrusion made
[02:00:34] <ssi> and I test cut the profile in acrylic to verify it
[02:01:06] <Connor> Ah. Okay.
[02:01:14] <ssi> btw my commutation converter works
[02:01:25] <Connor> Great! Now you just need to build 3 of them.
[02:01:35] <ssi> yeah I need to layout a pcb and get it started being made
[02:02:02] <Tom_itx> using eagle?
[02:02:06] <Connor> okay, so.. does anyone happen to know the ideal diameter for TTS Style ATC Carousal for 8, 10 and 12 tools ?
[02:02:15] <ssi> Tom_itx: yea
[02:02:52] <Tom_itx> Connor measure the collet holders
[02:03:10] <Tom_itx> leave enough space to hold them
[02:03:26] <Connor> Yea.. I just figured someone had already done that.
[02:03:43] <Tom_itx> anonimasu made a tool changer once
[02:03:49] <PetefromTn_> must be nice to be able to have toolchange WITHOUT orient LOL
[02:04:03] <jdh> ssi: cool
[02:04:14] <Connor> Besides, that's not going to give me the not going to give me the right number.. need to take into account the forks too.
[02:04:21] * Tom_itx goes back to soldering
[02:04:40] <jdh> Connor: draw it up
[02:04:44] <Connor> Sorry, I'm a little Crabby.. wife not feeling good.. but me in a bad mood.
[02:05:00] -!- tinkerer has quit [Remote host closed the connection]
[02:06:41] <Connor> I have enough now I guess I could lay them out in a circular pattern...
[02:08:54] <jdh> 'array' in draftsight
[02:10:50] <Connor> Need to find dxf of the fingers.. someone on the zone did one up
[02:16:06] <Connor> http://www.cnczone.com/forums/attachment.php?attachmentid=190160&d=1372550443
[02:16:11] <Connor> http://www.cnczone.com/forums/benchtop-machines/142674-atc-slide-17.html#post1302432
[02:16:22] <Connor> that's the thread.. Not what I'm looking at..
[02:18:32] -!- zeitue [zeitue!~z@67.221.139.1] has joined #linuxcnc
[02:25:13] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[02:29:21] -!- jesseg has quit [Ping timeout: 258 seconds]
[02:31:31] -!- maZer`- [maZer`-!~info@ip-109-42-12-165.web.vodafone.de] has joined #linuxcnc
[02:35:16] -!- PetefromTn_andro [PetefromTn_andro!~PetefromT@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[02:35:36] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[02:49:55] -!- FinboySlick has quit [Quit: Leaving.]
[02:50:22] -!- AR_ has quit [Ping timeout: 240 seconds]
[02:54:15] -!- syyl [syyl!~sg@p4FD12AA7.dip0.t-ipconnect.de] has joined #linuxcnc
[02:59:03] -!- PetefromTn_andro has quit [Quit: Bye]
[03:10:06] <ssi> hrm
[03:13:18] <Connor> ssi: hmm what ?
[03:14:35] <ssi> dunno
[03:14:39] <ssi> trying to figure out how to proceed
[03:14:57] <XXCoder> take a step forward
[03:15:02] <XXCoder> then do it again few times
[03:15:03] <ssi> the hall converter works, and with it I can make the drive enable
[03:15:06] <ssi> in position mode
[03:15:07] <XXCoder> jk heh
[03:15:13] <ssi> and when I try to command a 1 revolution move, as per the manual
[03:15:21] <ssi> it slams hard and faults for overtorque
[03:15:33] <ssi> which is likely due to the fact that I don't have the correct motor parameters!
[03:15:36] <ssi> so we're back to that :)
[03:17:02] <Connor> That sucks.
[03:17:19] <ssi> it may not matter actually
[03:17:24] <ssi> if I can get the values as close as I can
[03:17:32] <ssi> I'm going to be running the drives in velocity mode, not position mode
[03:17:36] <ssi> so they ought to be less sensitive
[03:17:45] <ssi> the whole deal with these drives is you tell them everything about the motors, and it tunes the loops accordingly
[03:17:54] <Connor> Yea. You want to run them in velocity and close loop to linuxcnc
[03:17:57] <XXCoder> you should use half search. first fine a value where it works and value where it doesnt
[03:18:05] <XXCoder> you pick halfway in between
[03:18:11] <ssi> there's too many parameters to do that effectively
[03:18:20] <XXCoder> if it works, pick half between new working and old nonworking and so on
[03:18:24] <XXCoder> oh many. drat
[03:18:29] <ssi> dozens
[03:18:32] <ssi> if not hundreds
[03:18:54] <Connor> How many can be eliminated if you do velocity mode ?
[03:18:56] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[03:19:02] <ssi> not really sure
[03:19:56] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[03:21:02] <ssi> ugh I cut that acrylic for Forrest and now the whole house smells like acrylic
[03:24:04] <ssi> Connor: so, since I was able to cobble together a hall state converter today from crap I had lying around the house
[03:24:23] <ssi> now will everyone grant me the fact that I shouldn't have to pay jon elson four hundred fifty freaking dollars for those converters?
[03:24:26] <ssi> :)
[03:24:59] <Connor> Sure. I didn't have a issue with it.. I build stuff when I probably should buy all the time.
[03:25:10] <ssi> pete was giving me crap about it on the phone the other day :P
[03:25:22] <Connor> Ha.
[03:30:08] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[03:31:00] <humble_sea_bass> PHEW
[03:31:15] <humble_sea_bass> finished my emc2 masterpiece
[03:31:18] <humble_sea_bass> http://i.imgur.com/3NRCVKc.gif
[03:31:47] <ssi> :D
[03:32:00] <Connor> humble_sea_bass: Umm.. okay
[03:32:16] <ssi> I've seen this before
[03:32:18] <ssi> I love it so much.
[03:32:54] -!- jesseg [jesseg!~jesseg@64.146.180.237] has joined #linuxcnc
[03:33:04] -!- maZer`- has quit [Remote host closed the connection]
[03:39:31] -!- ravenlock has quit [Remote host closed the connection]
[03:42:35] <asah> what does the hall state converter do exactly?
[03:43:14] <asah> what drives are you using ssi?
[03:44:21] -!- jbr has quit [Ping timeout: 272 seconds]
[03:44:52] -!- ktchk [ktchk!~eddie6929@n219079097049.netvigator.com] has joined #linuxcnc
[03:45:09] <ssi> I'm using parker gemini drives
[03:45:17] <ssi> and fanuc model 5 servos
[03:45:30] <ssi> the issue is that the fanuc servos don't have hall effects
[03:45:41] <ssi> instead, they have a proprietary 4 bit greycode commutation track on the encoder
[03:48:38] -!- ktchk [ktchk!~eddie6929@n219079097049.netvigator.com] has parted #linuxcnc
[03:49:37] -!- patrickarlt has quit [Read error: Connection reset by peer]
[03:59:06] -!- kfoltman has quit [Quit: Ex-Chat]
[04:04:18] -!- sumpfralle1 has quit [Quit: Leaving.]
[04:06:43] <ssi> http://media.digikey.com/pdf/Data%20Sheets/Tyco%20Electonics%20AMP%20PDFs/175677_Dwg.pdf
[04:06:50] <ssi> I wish these datasheets would give some indication of the pin numbers
[04:06:56] -!- SpeicusX has quit [Ping timeout: 250 seconds]
[04:07:03] <ssi> I'm trying to figure out how to pin out an IDC header on the other end to make sure it comes out correct
[04:10:37] <Jymmm> There is an arrow on one pin
[04:10:44] <Jymmm> usually that's pin #1
[04:11:12] <ssi> don't see it on this drawing
[04:11:13] <ssi> plus
[04:11:16] <Jymmm> Then it goes pin 1...25, then 25-50
[04:11:22] <ssi> I'm more concerned about whether pin 2 is across or next to pin 1
[04:11:35] <ssi> cause on the IDC side, pin 2 is across I think
[04:11:40] <Jymmm> Oh, a 50pin amphenola connecotr
[04:11:43] <ssi> which is gonna screw me up
[04:12:05] <Jymmm> look on the connector itself
[04:12:55] <ssi> they're not labeled
[04:13:07] <ssi> the gemini datasheet suggests that pin 2 is next to pin 1
[04:13:23] <ssi> the complexity comes in when you figure how an IDC ribbon cable crimp connector is going to crimp into the ribbon
[04:13:32] <ssi> and how that ribbon corresponds to an IDC header on the other end
[04:13:48] <ssi> cause it's pinned out differently
[04:13:56] <ssi> one side is odd pins, the other side is even pins
[04:14:05] <ssi> but this amp connector, one side is 1-13, the other side is 14-26
[04:14:32] <Jymmm> The are numbered right in the middle
http://i01.i.aliimg.com/img/pb/673/380/556/556380673_707.jpg
[04:14:56] <ssi> that's the amp champ?
[04:15:11] <Jymmm> amphenol yes
[04:15:26] <ssi> amphenol makes a lot of connectors :P
[04:15:44] <ssi> and actually
[04:15:46] <Jymmm> that has been around for over 60 years
[04:15:47] <ssi> amphenol != amp
[04:15:49] <ssi> that's burned me before
[04:16:11] <Jymmm> it was the original office telco connector
[04:16:47] <ssi> I hate to have to order the connectors and wait for them to arrive before I spin the board
[04:16:56] <ssi> if only they could publish reasonable datasheets!
[04:17:22] <Jymmm> There isn't any, as there are different orientations
[04:17:34] <ssi> what?
[04:18:04] <asah> ssi, hey I am using the same motors!
[04:18:09] <ssi> asah: the fanuc red caps?
[04:18:10] <Jymmm> you can flip the cable and reverse the pinout
[04:18:13] <ssi> what are you using for drives?
[04:18:22] <ssi> Jymmm: I think you're fundamentally missing my problem here
[04:18:29] <asah> I hacked the fanuc commutation stuff using mesa
[04:18:37] <asah> yes fanuc red caps
[04:18:39] <ssi> reversing the pinout won't help if one side goes 1, 3, 5 and the other side goes 1, 2, 3
[04:18:52] <asah> I am using mesa amps.
[04:18:55] <ssi> 8i20?
[04:18:58] <ssi> I thought about going that route
[04:18:59] <asah> yes
[04:18:59] <Jymmm> ssi: you are assuming there is a "standard".
[04:19:08] <asah> I am running the commutation through digital io.
[04:19:11] <ssi> but I already have the geminis
[04:19:16] <asah> right.
[04:19:20] <asah> and they require hall?
[04:19:24] <ssi> Jymmm: no, I'm assuming there is NO standard... I'm trying to make sure I get it right
[04:19:26] <asah> and there is your problem. =)
[04:19:28] <ssi> asah: yeah
[04:19:34] <Jymmm> ssi: just buy a SCSI cable and be done with it.
[04:19:44] <ssi> it's not a scsi connector
[04:20:05] <asah> you could use some IO and read them in as fanuc, then use the bldc component to create HALL signals and then push those out.
[04:20:12] <asah> via another set of io.
[04:20:12] <ssi> asah: yeah I considered that too
[04:20:14] <ssi> but it gets messy
[04:20:23] <asah> messier than making your own board. =)
[04:20:26] <ssi> especially since the 7i77 can't output open collector, which is what the hall inputs expect
[04:20:38] <ssi> yeah, messier than making my own board
[04:20:44] <ssi> cause I'd have to make my own board to get the IO going
[04:20:54] <ssi> and this commutation conversion in cpld is actually very very easy
[04:20:57] <asah> alright. I like your spirit.
[04:20:58] <ssi> https://www.youtube.com/watch?v=gUD5vjv4dZE
[04:21:07] <ssi> did that earlier
[04:21:10] <ssi> works on the breadboard
[04:21:14] <ssi> just need to layout a board and spin it
[04:21:22] <ssi> right now I'm just trying to build in some cabling convenience
[04:21:23] <asah> yeah, its a super dumb conversion.
[04:21:25] <asah> cool.
[04:21:31] <ssi> these mini centronics connectors are a hassle
[04:21:35] <ssi> and $$
[04:22:21] <ssi> https://pbs.twimg.com/media/BuT4pqpIYAASPlA.jpg:large
[04:22:26] <ssi> see the connector on the drive?
[04:22:31] <ssi> that's the soldercup version of what I'm working with
[04:22:39] <ssi> it wasn't fun to solder
[04:22:53] <ssi> my goal is to build this board, which will essentially pass thru the entire feedback connector from the motor
[04:23:02] <ssi> and get the IDC ribbon cable version of that connector
[04:23:06] <asah> cool. I had making cables!
[04:23:07] <ssi> so I can quickly crimp together some cables
[04:23:15] <ssi> the board will just have a 26 pin IDC header
[04:23:24] <asah> the worst part about the conversion on my mill was building the feedback and power cables for the three axes.
[04:23:27] <ssi> that'll save me substantial headache
[04:23:34] <asah> sounds nice.
[04:23:38] <ssi> yeah
[04:23:47] <ssi> I jsut have to make sure I get these stupid connector pinouts right the first time
[04:23:57] <ssi> nothing sucks worse than waiting a week for boards to come and having them be wrong
[04:24:04] <asah> =)
[04:24:07] <asah> oshpark ?
[04:24:08] <ssi> what is your mill?
[04:24:12] <asah> maho 400e
[04:24:13] <ssi> nah, probably pcbonline.co
[04:24:17] <ssi> oshpark is too slow
[04:24:34] <ssi> cool I'm working on a cinci sabre 500
[04:25:19] <asah> nice. I think I heard you just paying for it.
[04:25:24] <ssi> yea last week
[04:25:26] <asah> so its sitting in your lap in pieces now. =)
[04:25:29] <ssi> it arrived thursday
[04:25:32] <ssi> pretty much :)
[04:25:42] <ssi> a dozen things going on at once
[04:25:53] <ssi> yesterday I got the coolant and chip trays back from the powdercoater
[04:25:59] <ssi> worked on getting the coolant pump running
[04:26:02] <ssi> it had a frozen bearing
[04:26:04] <asah> I have one more axis mount (z axis) then I can run everything… except for the hydros.
[04:26:06] <ssi> beat the snot out of it and freed it up
[04:26:11] <ssi> it runs now, but screams like a banshee
[04:26:14] <asah> =)
[04:26:25] <ssi> mixed up some degreaser in the coolant tank and started hosing down the interior
[04:26:28] <ssi> it was pretty cruddy
[04:26:38] <asah> I bet.
[04:26:44] <ssi> I sucked 40 pounds of chip mud out of the bottom
[04:26:47] <asah> someday Ill have a vmc...
[04:27:06] <ssi> still have a lot of cleaning to do
[04:27:08] <asah> I like the maho though. good prototyping size
[04:27:14] <ssi> pulled the X motor and I've been working on getting drives working
[04:27:18] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[04:27:20] <asah> I am not sure I have cleaned something so well in my life.
[04:27:20] <ssi> gutted the electronics enclosure
[04:27:25] <asah> the job never ends. =)
[04:27:29] <ssi> no, it never does
[04:27:38] <asah> so satisfying to gut the enclosure.
[04:27:39] <ssi> also, this machine has a bigger spindle than I expected
[04:27:43] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[04:27:47] <ssi> I figured it'd be the same as pete's
[04:27:52] <asah> are you single phase converting?
[04:27:53] <ssi> 5.5kw / 7.5hp 6000rpm
[04:27:59] <ssi> turns out it's 9kw / 12hp, 8000rpm
[04:28:00] <ssi> yeah
[04:28:02] <ssi> VFD
[04:28:05] <asah> wow… nice!
[04:28:10] <Jymmm> http://www.qvs.com/prodimages/SCSI-3P_LR.jpg
[04:28:16] <ssi> it's rated at 12hp continuous, 15hp machine tool duty
[04:28:32] <asah> ah… I remember those centronix days… so glad scsi died.
[04:28:40] <ssi> Jymmm: a) that's full size centronics, these are mini centronics
[04:28:55] <ssi> b) the feedback connector is 26 pin, and as far as I know they never made a 26 pin scsi
[04:29:10] <ssi> the 68 pin UW scsi used the mini centronics 68pin connector
[04:29:12] <ssi> I think that's the same as these
[04:29:21] <ssi> but the drive has a 26pin and a 50pin
[04:29:53] <asah> how are you flashing the clpd?
[04:30:02] <asah> always wanted to play with them… but limited time.
[04:30:09] <asah> so many projects. =)
[04:30:17] -!- FreezingCold has quit [Remote host closed the connection]
[04:31:05] <ssi> I have a xilinx platformflash cable
[04:31:33] -!- maZer`- [maZer`-!~info@HSI-KBW-085-216-021-003.hsi.kabelbw.de] has joined #linuxcnc
[04:31:52] <asah> cool.. perfect for your application.
[04:32:06] <ssi> yeah
[04:32:09] <ssi> that's why I didn't mind tackling this
[04:32:11] -!- patrickarlt has quit [Quit: Leaving...]
[04:32:20] <ssi> I had enough crap on hand to make one today from stuff lying around my house
[04:32:33] <asah> those are satisfying days.
[04:33:04] <asah> way more fun than the opposite days where you are running out to home depot late on a sunday for some odd bolt.
[04:33:32] <ssi> yep
[04:33:37] <ssi> heh I had one of those days once
[04:33:42] <ssi> and I ended up turning a bolt on the lathe
[04:34:28] <asah> =) that pretty much sums up why we spend the ungodly amount of hours building tools. no more home depot runs… =)
[04:34:33] <ssi> https://fbcdn-sphotos-g-a.akamaihd.net/hphotos-ak-xaf1/v/t1.0-9/427402_795224676922_1395450746_n.jpg?oh=803be6453ec21fc0ec184bd07553d69a&oe=54F84CC6&__gda__=1420973025_906850762fd2cc57c01fea6deeb2148f
[04:34:51] <ssi> the caption on that picture:
[04:34:52] <ssi> "When you desperately need a ten cent screw that you can't get right now, you are suddenly very glad to have a fifty thousand dollar machine shop."
[04:35:04] <asah> nice!
[04:36:06] <asah> of course I live walking distance to a lowes. so I would have probably beat you on speed.
[04:36:17] <ssi> not at 11pm on a sunday :D
[04:36:28] <asah> and I am surprised you didn’t make it an allen. =)
[04:36:31] <asah> true… true.
[04:36:33] <ssi> also I'm pretty sure that was unobtanium from homedepot
[04:36:37] -!- maZer`- has quit [Ping timeout: 272 seconds]
[04:36:37] <ssi> heh I wish I could have
[04:36:41] <ssi> I'd love to have a rotary broach
[04:37:04] <asah> Id love to have a lathe… no space.
[04:37:10] <ssi> I had three
[04:37:12] <ssi> I sold one recently :P
[04:37:21] <ssi> sold my manual lathe
[04:37:23] <ssi> kinda want another one
[04:37:32] <asah> but I do have a hardinge spindle I am going to setup for mill turn on the maho.
[04:37:39] <ssi> nice :)
[04:37:46] <ssi> I have a hardinge HNC that I converted about 2 years ago
[04:38:02] <ssi> 3 years ago I guess
[04:38:15] <asah> nice machines.
[04:38:20] <ssi> yeah they're fantastic
[04:39:13] <asah> btw if you are mixing vintages on your fanuc redcaps, I noticed that they have different commutation orders.
[04:39:23] <ssi> oh lovely haha
[04:39:31] <ssi> whatever... beautiful thing about cpld
[04:39:31] <asah> I found several patterns of graycode between my three types of fanuc.
[04:39:34] <ssi> it's programmable :)
[04:39:55] <asah> I have a 10s, a 5f and a bunch of alphas.
[04:40:06] <ssi> I'm assuming mine are all model 5
[04:40:27] <ssi> I've only seen the datasheet on the X motor
[04:40:30] <asah> should be the same.
[04:40:37] <ssi> I think I have to pull the apron in order to get to the Y coupler
[04:40:39] <asah> but wanted to warn you...
[04:40:50] <asah> are the motors original?
[04:40:53] <ssi> yeah
[04:41:00] <asah> ah, cool. thats easy then.
[04:41:02] <ssi> yeah
[04:41:08] <ssi> odd thing
[04:41:14] <ssi> Z has a brake (not that odd)
[04:41:17] <ssi> I think Y has a brake also
[04:41:19] <ssi> (more odd) :D
[04:41:20] <asah> I am having to replace the original DC.
[04:41:26] <asah> with my fanucs.
[04:41:28] <ssi> gotcha
[04:41:36] <ssi> the hnc has DC servos
[04:41:40] <ssi> and I'm using the original drives
[04:41:46] <ssi> so it's still all tachometers and resolvers
[04:41:54] <ssi> I'll probably run it that way as long as they live
[04:41:56] <asah> all the fanucs I have have brakes (well, I have some small ones that don't)
[04:42:03] <ssi> my X motor has no brake
[04:42:13] <asah> weird.
[04:42:39] <asah> but you surely have the braking circuits.
[04:42:49] <asah> (now in pieces on your workbench_
[04:42:50] <asah> )
[04:43:00] <ssi> the parker drives have provision for brake
[04:43:08] <asah> I used a bridge rectifier straight off of mains which worked fine.
[04:43:17] <asah> the brake is a high voltage.
[04:43:22] <asah> 90vdc
[04:43:25] <ssi> rgh
[04:43:33] <ssi> of course it is :P
[04:43:39] <asah> yes… of course.
[04:44:04] <asah> radio shack has nice small bridge rectifiers for $4
[04:44:15] <asah> but I guess you could make some with parts around the house.
[04:44:16] <asah> =)
[04:44:21] <ssi> yeah I certainly could :)
[04:44:29] <ssi> I have 1N400x diodes coming out of my ass
[04:44:42] <asah> (I spent an hour doint that.. borked the diode direction… blew them… went to radio shack.
[04:45:16] <ssi> http://media.digikey.com/photos/Tyco%20Amp%20Photos/2-5175677-4.JPG
[04:45:26] <ssi> so I think the ribbon actually wraps around the connector, and there's forks on both sides
[04:45:32] <ssi> there's two clamp covers
[04:45:40] <asah> just saying… they have some nice ones…
[04:46:03] <ssi> so yeah I think I'm going to have to re-map the pins
[04:47:30] <ssi> I'm going to include footprints for phoenix terminals as well
[04:47:37] <ssi> so if this ribbon thing really doesn't work out, I'll have a fallback
[04:48:11] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[04:58:04] -!- ve7it has quit [Remote host closed the connection]
[05:02:50] -!- Fox_Muldr has quit [Ping timeout: 250 seconds]
[05:04:28] -!- LeelooMinai has quit [Quit: No Ping reply in 180 seconds.]
[05:04:42] -!- LeelooMinai [LeelooMinai!~leeloo@184.175.46.197] has joined #linuxcnc
[05:04:54] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d00dffc.pool.mediaWays.net] has joined #linuxcnc
[05:13:10] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[05:19:36] <ssi> https://scontent-b-mia.xx.fbcdn.net/hphotos-xap1/t31.0-8/1781016_10100497147455022_4910394913451131564_o.jpg
[05:28:35] -!- syyl_ [syyl_!~sg@p4FD121B3.dip0.t-ipconnect.de] has joined #linuxcnc
[05:28:40] -!- Loetmichel [Loetmichel!cylly@p54B12951.dip0.t-ipconnect.de] has joined #linuxcnc
[05:31:52] -!- syyl has quit [Ping timeout: 244 seconds]
[05:36:31] -!- skunkworks has quit [Ping timeout: 244 seconds]
[05:54:57] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[06:01:07] -!- FreezingCold has quit [Ping timeout: 245 seconds]
[06:01:17] -!- rebecca [rebecca!~rebecca@60-241-180-77.static.tpgi.com.au] has joined #linuxcnc
[06:04:22] -!- tronwizard has quit [Ping timeout: 250 seconds]
[06:06:06] -!- kwallace has quit [Ping timeout: 250 seconds]
[06:07:45] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[06:18:19] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[06:39:00] <MrL_> is there a way to tell linuxcnc that the low limit switch acts as home switch too
[06:39:02] -!- syyl_ has quit [Ping timeout: 244 seconds]
[06:39:19] <MrL_> as currently it goes to stop when homing and it hits the switch
[06:39:38] <MrL_> even tho i chose min limit + home from stepconf for the pin
[06:54:18] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:54:37] <Deejay> moin
[07:01:33] -!- mhaberler has quit [Quit: mhaberler]
[07:07:20] <ssi> https://fbcdn-sphotos-d-a.akamaihd.net/hphotos-ak-xap1/v/t1.0-9/p228x119/10665666_10100497177160492_1436966712355678495_n.jpg?oh=2e64ee08dd7f821fdd8d2870d97ef006&oe=54B0BF8A&__gda__=1421306673_0d285b5495cad6939816f2c662f9cabe
[07:14:17] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[07:16:52] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[07:17:33] -!- tronwizard has quit [Ping timeout: 246 seconds]
[07:18:36] -!- Lathe_newbie has quit [Ping timeout: 246 seconds]
[07:33:30] -!- Valen has quit [Quit: Leaving.]
[07:38:16] -!- rob_h [rob_h!~robh@2.127.28.54] has joined #linuxcnc
[07:38:16] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-48-124.fv.ks.cox.net] has joined #linuxcnc
[07:40:01] -!- asah has quit [Quit: asah]
[07:48:53] <MacGalempsy> hello
[07:53:43] <MacGalempsy> anyone in here build a diy metal printer?
[07:53:54] -!- phantoxe [phantoxe!~destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[07:55:40] -!- nofxx has quit [Ping timeout: 260 seconds]
[08:04:07] postaL is now known as postaL_offline
[08:07:34] -!- vapula [vapula!~rolland@72-236.80-90.static-ip.oleane.fr] has joined #linuxcnc
[08:10:13] -!- archivist_herron has quit [Ping timeout: 260 seconds]
[08:13:04] -!- The_Ball has quit [Remote host closed the connection]
[08:17:23] -!- asdfasd [asdfasd!~332332@176.253.29.228] has joined #linuxcnc
[08:23:01] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[08:33:51] -!- GJdan has quit [Quit: WeeChat 1.1-dev]
[08:35:06] -!- phantoxe has quit [Remote host closed the connection]
[08:39:04] -!- Flipp__ has quit [Ping timeout: 260 seconds]
[08:39:22] -!- Flipp__ [Flipp__!Flipp@nat/google/x-vctceidsqjbzhzww] has joined #linuxcnc
[08:39:38] -!- phantoxe [phantoxe!~destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[08:48:24] -!- Tecan has quit [Ping timeout: 260 seconds]
[08:56:31] -!- toastyde1th has quit [Ping timeout: 258 seconds]
[09:05:48] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[09:10:15] -!- mhaberler has quit [Client Quit]
[09:13:55] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[09:19:26] -!- kfoltman has quit [Quit: Ex-Chat]
[09:24:51] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[09:36:16] -!- amiri has quit [Ping timeout: 250 seconds]
[09:37:38] -!- anomynous [anomynous!~anomynous@87-93-81-199.bb.dnainternet.fi] has joined #linuxcnc
[09:38:23] <anomynous> hello... cnccookbook seems to have lots of material on milling but not about lathes (g-code)
[09:38:58] <anomynous> where can i find all the work cycles and common codes being used in lathes?
[09:42:44] -!- mhaberler has quit [Quit: mhaberler]
[09:58:08] amnesic_away is now known as amnesic
[10:05:35] -!- quiqua has quit [Quit: quiqua]
[10:08:36] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[10:12:07] -!- MrL_ has quit [Quit: leaving]
[10:12:20] amnesic is now known as amnesic_away
[10:17:52] -!- ashcan_ [ashcan_!~robert@navsoft.plus.com] has joined #linuxcnc
[10:18:23] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[10:19:13] -!- ashcan_ has quit [Client Quit]
[10:27:26] <MacGalempsy> im pretty sure you just google g-code and lathe
[10:27:53] -!- skunkworks has quit [Ping timeout: 260 seconds]
[10:34:07] -!- sono has quit [Quit: dotunderscoredot]
[10:41:25] -!- sirdancealot has quit [Ping timeout: 260 seconds]
[10:42:26] <MacGalempsy> JT you up yet?
[10:42:36] -!- mhaberler has quit [Quit: mhaberler]
[10:44:43] -!- MacGalempsy has quit [Remote host closed the connection]
[10:47:32] <jthornton> am now
[10:49:14] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[11:01:49] -!- eloib has quit [Remote host closed the connection]
[11:05:53] <anomynous> ive kind of tried that
[11:07:57] <anomynous> http://cnced.info/Info/CNCLatheGCodeList.aspx -- theres things like this. But what is exact stop for example and when do i need it?
[11:10:07] <archivist_herron> when you need a sharp corner
[11:12:08] <anomynous> sounds smart. thats what its probably for. how do i use it?
[11:12:36] -!- tronwzrd has quit [Ping timeout: 260 seconds]
[11:13:51] -!- anomynous [anomynous!~anomynous@87-93-81-199.bb.dnainternet.fi] has parted #linuxcnc
[11:15:22] <archivist_herron> !tell anonymous about
http://linuxcnc.org/docs/html/common/User_Concepts.html
[11:15:23] <the_wench> anonymous
[11:15:42] <archivist_herron> !later anonymous about
http://linuxcnc.org/docs/html/common/User_Concepts.html
[11:15:43] <the_wench> will tell anonymous when he/she joins next
[11:16:19] <Jymmm> !botsnack
[11:17:20] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[11:17:41] <archivist_herron> it used to have a !beer
[11:17:53] <archivist_herron> !beer me
[11:18:03] <Jymmm> heh
[11:19:27] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[11:20:26] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[11:26:28] -!- kamakaze [kamakaze!~mheilimo@cs181179072.pp.htv.fi] has joined #linuxcnc
[11:27:48] -!- kamakaze1 has quit [Ping timeout: 246 seconds]
[11:35:02] -!- ktchk [ktchk!~eddie6929@n219073006002.netvigator.com] has joined #linuxcnc
[11:56:11] <Loetmichel> the_wench: beer is I am not your waitress!
[11:56:30] <Loetmichel> oh, doent work that way, does it?
[11:56:48] <Jymmm> Sudo beer me wench!
[11:58:15] <Loetmichel> hrhr#
[11:58:40] -!- b_b has quit [Changing host]
[12:02:47] -!- rebecca has quit [Ping timeout: 272 seconds]
[12:04:46] <Tom_itx> !wench learn beer is I am not your waitress!
[12:04:46] <the_wench> I have learned beer is I am not your waitress!
[12:07:36] <Loetmichel> !beer
[12:07:47] <Loetmichel> hmm
[12:08:06] <Jymmm> !wench learn sudobeer is You want fries with that?
[12:08:07] <the_wench> I have learned sudobeer is You want fries with that?
[12:08:18] <Jymmm> !sudobeer
[12:08:32] <Loetmichel> beer
[12:08:32] <the_wench> I am not your waitress!
[12:08:36] <Loetmichel> ah
[12:08:39] <Jymmm> sudobeer
[12:08:39] <the_wench> You want fries with that?
[12:08:40] <Loetmichel> sudobeer
[12:08:40] <the_wench> You want fries with that?
[12:08:44] <Jymmm> lol
[12:08:45] <Loetmichel> harhar
[12:09:08] <Loetmichel> !wench forget beer
[12:09:11] <Loetmichel> hmm
[12:09:45] -!- mhaberler has quit [Quit: mhaberler]
[12:10:09] <Loetmichel> how to thell her that she should forget something?
[12:11:07] -!- md-2 has quit [Remote host closed the connection]
[12:11:22] <Tom_itx> it's not a her
[12:11:31] <Tom_itx> if it were she'd never forget
[12:11:38] <Jymmm> LMAO
[12:11:52] <Jymmm> Tom_itx+++++++++++++++++++++++++++++++++++++
[12:12:19] <Jymmm> oh that's jut too classic!!!
[12:12:35] <Jymmm> beer
[12:12:35] <the_wench> I am not your waitress!
[12:12:47] <Jymmm> Well, maybe it IS a her afterall =)
[12:15:45] -!- md-2 has quit [Ping timeout: 246 seconds]
[12:28:38] <Loetmichel> seems to be
[12:28:40] <Loetmichel> :-)
[12:30:10] -!- rythmnbls [rythmnbls!~rythmnbls@204.186.88.34] has joined #linuxcnc
[12:33:17] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[12:37:57] -!- cox has quit [Ping timeout: 272 seconds]
[12:40:00] -!- balestrino has quit [Ping timeout: 258 seconds]
[12:40:47] -!- vapula has quit [Quit: Leaving]
[12:41:01] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[12:42:10] <archivist> a serving wench is always a her
[12:47:15] -!- skunkworks [skunkworks!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:52:05] -!- ktchk has quit [Ping timeout: 260 seconds]
[13:03:12] -!- sono [sono!~sono@vm4.rout0r.org] has joined #linuxcnc
[13:10:16] -!- jbr_ has quit [Quit: ChatZilla 0.9.91 [Firefox 32.0.3/20140923175406]]
[13:12:08] -!- syyl_ [syyl_!~sg@p4FD121B3.dip0.t-ipconnect.de] has joined #linuxcnc
[13:15:34] -!- cox [cox!~quassel@133.84-49-217.nextgentel.com] has joined #linuxcnc
[13:23:46] -!- sirdancealot has quit [Ping timeout: 250 seconds]
[13:31:27] -!- mhaberler has quit [Quit: mhaberler]
[13:32:12] <jdh> I want a slot for a 4mm bolt. What clearance size is typical for metric?
[13:33:27] <Loetmichel> 0,1mm would be sufficient
[13:33:43] <Loetmichel> but usually ione takes a 4.2mm drill for a 4mm bolt
[13:33:48] <syyl_> 4,5mm
[13:34:01] <syyl_> for toleranceclass medium
[13:34:38] <_methods> 4.5
[13:34:51] -!- quiqua has quit [Quit: quiqua]
[13:35:23] <Loetmichel> thats to wide for my taste but i am not the standard makler
[13:35:27] <Loetmichel> so go with syyl_
[13:35:39] <Loetmichel> he is beliefed to kno the standards
[13:35:43] <Loetmichel> believed
[13:35:44] <_methods> ANSI standard is 4.5mm
[13:35:53] <_methods> not sure ISO
[13:35:57] <jdh> is there a different standard for slot vs. hole?
[13:36:25] <syyl_> it seems to be the same, _methods
[13:36:31] <syyl_> good question, jdh
[13:36:50] <syyl_> we usualy go for the hole standard when making slots for screws etc
[13:36:51] <_methods> slot and hole should be the same
[13:37:11] <syyl_> as it doesnt serve any mean of alignment
[13:37:35] <jdh> there is less bolt-head to slot contact area than bolt to hole
[13:38:22] <syyl_> thats the right time for a heavy washer
[13:38:25] <syyl_> ;)
[13:39:09] <_methods> i just popped a slot into a part using solidworks hole wizard with clearance for 4mm screw
[13:39:15] <_methods> and it put it in at 4.5mm width
[13:39:21] <_methods> i mean that's not a real answer
[13:39:39] <jdh> heh, all good enough answers. I would have done 4.25mm
[13:40:12] <_methods> the only way to know for sure is to check the standard for the part you're making
[13:40:39] <_methods> check iso or ansi or whatever
[13:40:43] <syyl_> personaly i would machine it as close at possible
[13:40:50] <syyl_> and curse like hell when mounting it ;)
[13:41:11] <_methods> if it's just a cover or something hell make it sloppy
[13:41:26] <syyl_> "tight, tight, stuck, seized"
[13:41:28] <jdh> I'm not really interested in standards
[13:41:28] <_methods> but if it's a load bearing piece and i'm controlling it yeah i'd make it as close as possible
[13:41:30] <syyl_> thats my way ;)
[13:41:51] <jdh> it's holding a $4k camera
[13:41:55] <syyl_> but a 4,5mm slot is common practice
[13:41:57] <_methods> make it tight
[13:42:10] <_methods> that's a high value payload
[13:42:25] <syyl_> that hangs onto a m4 screw?
[13:42:35] <jdh> 4 of them.
[13:42:35] <syyl_> hmm.
[13:42:37] <syyl_> ah!
[13:42:52] <syyl_> dont make it to tight
[13:43:11] <jdh> it's not very heavy but has industrial ethernet and power cables coming out one end so there is some loading
[13:44:26] <syyl_> thats something i would not worry
[13:44:27] -!- sylphiae has quit [Ping timeout: 245 seconds]
[13:44:41] <syyl_> is there any other mean of mechanical alignment or registering
[13:44:42] <syyl_> ?
[13:44:51] <syyl_> like a key in a slot
[13:44:58] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[13:45:23] <jdh> doesn't really need it.
[13:45:45] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[13:45:59] <jdh> I could do holes, but I'd like the slot to give a little help for how the rest is mounted.
[13:46:13] <_methods> 4.5 and use washers
[13:46:23] <_methods> all bases covered
[13:46:35] <jdh> http://www.fovealmounts.com/fm3_2a_Cognex_5000.html
[13:46:53] <jdh> looks like someone makes pretty much what I want. Buying is much easier.
[13:48:15] -!- tronwzrd has quit [Ping timeout: 272 seconds]
[13:48:32] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[13:48:47] <_methods> damn nice camera though
[13:50:16] <jdh> looks clunky though. I was thinking ~14 gauge stainless
[13:52:41] <_methods> what you using that cam for?
[13:55:27] <jdh> bar code reading (for this one)
[13:55:36] <_methods> ah nice
[13:55:39] <jdh> looks like they just used holes.
[13:55:50] <jdh> shiny barcode on shiny metal
[13:56:01] <_methods> ugh
[13:56:09] <_methods> that sounds like a nightmare
[13:56:25] <_methods> shiny seems to be a nightmare for CV stuff
[13:57:17] <jdh> yeah. good lights + filters help a lot
[14:04:12] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:05:47] <Loetmichel> preferably filters taht use a colour that the barcode is NOT shiny in ;-)
[14:06:56] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[14:17:00] -!- mhaberler has quit [Quit: mhaberler]
[14:20:27] -!- ktchk [ktchk!~eddie6929@n219073007124.netvigator.com] has joined #linuxcnc
[14:27:58] <jdh> red with 635nm filters.
[14:28:49] -!- ktchk has quit [Read error: Connection reset by peer]
[14:35:40] -!- skunkworks has quit [Remote host closed the connection]
[14:36:32] -!- raymondh- has quit [Ping timeout: 258 seconds]
[14:39:01] -!- raymondhim [raymondhim!~raymondhi@jessica.totalsyssolutions.net] has joined #linuxcnc
[14:46:09] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[14:57:41] -!- boss [boss!2e0e5e7a@gateway/web/freenode/ip.46.14.94.122] has joined #linuxcnc
[14:58:05] boss is now known as Guest10902
[14:59:12] <Guest10902> hi, one question: how to install camview-emc on LinuxCNC 2.6 on Debian Wheezy?
[15:12:55] <archivist> there is a wiki page on it somewhere
[15:14:49] <jdh> I would suggest you document everything you do and update teh wiki page as appropriate.
[15:15:12] <zeeshan> whos the webmaster
[15:15:28] <zeeshan> ive never made entries to a wiki page before :P
[15:16:02] <Guest10902> yes there is: "
http://psha.org.ru/b/camview-emc.html" it is a repository for ubuntu, but what du i do for Wheezy?
[15:16:22] <archivist> it will mostly be the same
[15:16:47] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Adding_Camview use the repo for what was testing/sneezy
[15:16:51] <zeeshan> in that pic
[15:16:52] <zeeshan> for that link.
[15:17:05] <zeeshan> how do you know that the plane of the camera is parallel to the plane of that part?
[15:17:16] <CaptHindsight> nobody made a repo for Wheezy
[15:17:20] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[15:17:22] <CaptHindsight> camview has died
[15:17:53] <CaptHindsight> you don't know it's parallel
[15:18:50] <CaptHindsight> Guest10902: what do you want to do with camview?
[15:20:32] <Guest10902> I have a webcam conected on Z-Axis. I want to put 0 pos and parallel of the work pice. If camview is not working than what to use?
[15:21:24] <Guest10902> like this:
http://wiki.linuxcnc.org/uploads/gmoccapy_ntb_user_tab.png
[15:21:33] <CaptHindsight> zeeshan: the edge finder is just for finding the edges, not the surface parallel to the lens
[15:22:12] <zeeshan> CaptHindsight: if your cam is not perpendicular to the edge youre trying to find
[15:22:20] <zeeshan> you'll have parallax error
[15:22:28] <zeeshan> a circle would appear as an oval for example
[15:22:32] <CaptHindsight> yes
[15:22:51] <zeeshan> thats why im curious how people make the cam plane parallel to the surface of interest
[15:23:03] <zeeshan> is there a calibration sheet
[15:23:15] <zeeshan> where you have a buncha circles and you keep moving the camera till the ovals become circles?
[15:23:53] <zeeshan> how do you calibrate the # of pixels in your camera
[15:23:56] <jdh> if you look from teh same Z height, the offset from cam center to 0,0 would be the same.
[15:23:58] <zeeshan> to mm or inches?
[15:24:02] <archivist> go up and down and make sure the circle does not move
[15:24:04] <CaptHindsight> Guest10902: the camview project hasn't been touched in a few years, some have gotten it working, I tried to update the wiki but found that it's just no longed supported
[15:24:45] <zeeshan> archivist: that makes sense!
[15:25:03] <zeeshan> the way im tracking dots (essentially solid circles)
[15:25:14] <zeeshan> is by calibrating the camera at 4 different heights
[15:25:17] <archivist> assumptions of how a camera will work are easy to debunk
[15:25:24] <CaptHindsight> the wiki pages for it were written by a non native English speaker and they just basically posted notes and fragments of information
[15:25:29] <zeeshan> the 4 different heights allow me to figure out how much error there in
[15:25:32] <zeeshan> in camera alignment
[15:25:41] <jdh> I had camview working in axis on my old router
[15:25:58] <archivist> you need a high resolution and good optics and good calibrations
[15:25:58] <Guest10902> there is gmoccapy working with camview from Norbert....
[15:26:08] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[15:26:10] <zeeshan> yea we're using lab grade ccd cameras
[15:26:17] <zeeshan> and specific lighting
[15:26:33] <zeeshan> im tracking something thats moving so we also have to care about focal range
[15:26:45] <CaptHindsight> Guest10902: has Norbert bothered to write up a working howto?
[15:26:53] <archivist> with the average setup getting the lighting right is ....nearly impossible
[15:27:14] <zeeshan> commercial grade software
[15:27:17] <zeeshan> like ARAMIS or argus
[15:27:27] <zeeshan> have algorithms to help take care of lighting issues
[15:27:33] <zeeshan> i dont know how they do it, but it works well!
[15:27:42] <zeeshan> only problem is its a lot of $$$$$
[15:27:47] <CaptHindsight> zeeshan: it's all old stuff
[15:28:06] <CaptHindsight> it was old when I started working with it in the 80's
[15:28:31] <zeeshan> CaptHindsight: yea it is
[15:28:38] <zeeshan> photogrammetry or whatever its called
[15:28:40] -!- tronwzrd has quit [Ping timeout: 258 seconds]
[15:28:43] <zeeshan> has been around for a century now :P
[15:28:58] <Guest10902> CaptHindsight: i dont know, i was thinking it would be easy, like the rest of the project.
[15:29:09] <CaptHindsight> OpenCV is actively supported
[15:29:45] <archivist> integrating opencv seems more sensible
[15:29:51] <CaptHindsight> Guest10902: I started to write a new howto
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Adding_Camview this is as far as I have gotten
[15:30:17] <zeeshan> how do you convert pixels to mm in camview
[15:30:23] <CaptHindsight> but since it's so broken and no longer supported is it really worth fixing?
[15:30:28] <zeeshan> do you measure a known diameter circle?
[15:30:30] <zeeshan> or something
[15:30:54] <archivist> a ruler, but then think of the lack of accuracy
[15:31:23] <Guest10902> CaptHindsight: nice work, what to do for debian Wheezy?
[15:31:32] <zeeshan> at best a ruller is is 1/64th in accuracy
[15:31:33] <zeeshan> not bad :)
[15:31:40] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[15:31:49] <archivist> some are 100th of an inch
[15:32:11] <zeeshan> i think it'd be easier just to have a known size feature
[15:32:15] <zeeshan> that youu've acurately measured
[15:32:30] <zeeshan> like the nose radius of an insert
[15:32:37] <CaptHindsight> Guest10902: it's not yet supported
[15:32:48] <archivist> does that feature have rounded edges though
[15:32:50] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[15:33:00] <zeeshan> archivist: good point
[15:33:01] <zeeshan> i'm not sure
[15:33:17] <zeeshan> for the lathe i'd probably take a round bar that was trued to the spindle
[15:33:26] <zeeshan> and also had a milled out circle in it
[15:33:47] <archivist> I am constantly messing with Z on the microscope looking for a good level to measure
[15:34:15] * zeeshan really wants a CCD cam on the lathe
[15:34:22] <zeeshan> but i have no idea how to process ccd signals
[15:34:29] <zeeshan> usually they have a seperate pci card
[15:34:32] <zeeshan> it's not like a usb cam
[15:34:44] <zeeshan> is there a cheap and easy way to hook up a CCD cam to a computer
[15:34:51] <CaptHindsight> I just got an email "Your PC Has 492 Critical Errors. Fix Now" should I download the repair? :)
[15:35:13] -!- syyl_ws [syyl_ws!~sg@p4FD121B3.dip0.t-ipconnect.de] has joined #linuxcnc
[15:35:19] <zeeshan> http://www.ebay.ca/itm/Basler-L103k-1k-Monochrome-CCD-Camera-Nice-Industrial-Lab-Camera-L100-/281001345133?pt=BI_Control_Systems_PLCs&hash=item416cfc406d
[15:35:23] <zeeshan> like if you look at this camera
[15:35:27] <zeeshan> http://imagehost.vendio.com/a/7734147/aview/000_0006_985.JPG
[15:35:30] <zeeshan> look at the back side
[15:35:36] <zeeshan> its got some weird connectors.
[15:35:43] -!- Guest10902 has quit [Quit: Page closed]
[15:36:25] -!- patrickarlt has quit [Remote host closed the connection]
[15:36:55] <zeeshan> CaptHindsight: im sure youve messed around with CCD cameras!
[15:37:07] <ssi> email is making me angry
[15:37:35] -!- sumpfralle [sumpfralle!~lars@p5B2CD136.dip0.t-ipconnect.de] has joined #linuxcnc
[15:38:23] <CaptHindsight> zeeshan: they have all sorts of interfaces. Try to find that sensors specs
[15:39:03] <zeeshan> CaptHindsight: they dont have a standard protocol?
[15:39:17] <CaptHindsight> http://www.qmt.ch/pdf/Products/Cameras_Basler_L100.pdf
[15:39:23] <zeeshan> i'm not electronics smart
[15:39:26] <zeeshan> so i need something that i can plug in
[15:39:28] <zeeshan> and it just works :P
[15:40:59] amnesic_away is now known as amnesic
[15:41:12] -!- patrickarlt has quit [Ping timeout: 246 seconds]
[15:41:20] <CaptHindsight> zeeshan: look for a frame grabber that supports that or another affordable CCD camera
[15:41:26] <archivist> "just works"tm not a chance :)
[15:41:42] -!- nofxx [nofxx!~nofxx@177.106.114.93] has joined #linuxcnc
[15:41:42] -!- nofxx has quit [Changing host]
[15:41:42] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[15:41:45] <zeeshan> a frame grabber
[15:41:52] <zeeshan> is a device that processes ccd signal
[15:41:57] <zeeshan> and converts it to binary image?
[15:41:58] <zeeshan> or something
[15:42:01] <archivist> not just ccd
[15:42:10] <zeeshan> like
[15:42:16] <zeeshan> why doesnt a cmos usb cam need this frame grabber thing
[15:42:19] <zeeshan> but ccd camera does?
[15:42:24] -!- Lathe_newbie| [Lathe_newbie|!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[15:42:25] <archivist> there are various types of frame grabbers
[15:42:54] <archivist> usb cam has it built in sort of
[15:43:22] -!- Lathe_newbie has quit [Ping timeout: 240 seconds]
[15:44:20] <zeeshan> why is it not builtin
[15:44:22] <zeeshan> for ccd cams
[15:44:29] <archivist> we used to make grabbers for monitor signals so they could be printed
[15:45:05] <archivist> because the frame grabber is often doing the clever stuff too
[15:45:05] <CaptHindsight> zeeshan: it's not outputting video frames, just one line
[15:45:07] <ssi> https://pbs.twimg.com/media/BzhCJ3lIgAEHPvD.png:large
[15:45:16] <CaptHindsight> you have to supply the clocks and trigger
[15:45:16] <ssi> now if only my damn email were working so I could order 30 of these
[15:45:36] <jdh> I've replaced a bunch of CCD + FrameGrabber with these cognex cameras
[15:47:05] -!- bos [bos!2e0e5e7a@gateway/web/freenode/ip.46.14.94.122] has joined #linuxcnc
[15:47:12] <zeeshan> is there a high resolution usb cam? :P
[15:47:15] -!- phantoxe has quit [Remote host closed the connection]
[15:47:39] -!- balestrino [balestrino!~balestrin@62.18.125.255] has joined #linuxcnc
[15:47:42] <CaptHindsight> high res GBethernet or firewire
[15:47:56] <CaptHindsight> those are on ebay
[15:48:10] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[15:48:40] <zeeshan> name of one? :D
[15:48:47] <archivist> usb is crap for high speed data
[15:48:59] -!- phantoxe [phantoxe!~destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[15:49:06] <zeeshan> archivist: i just want clear pictures!
[15:49:06] <zeeshan> :P
[15:49:12] <jdh> ssi: looks nice.
[15:49:30] <zeeshan> ssi what does this circuit do
[15:49:43] <ssi> zeeshan: converts the fanuc 4-bit commutation to hall
[15:49:46] <zeeshan> is it an analog to digital converter?
[15:49:52] <ssi> no, it's a digital to digital converter :)
[15:49:53] <zeeshan> so digital to analog converter
[15:49:55] <zeeshan> oh
[15:49:57] <CaptHindsight> http://www.ebay.com/itm/Allied-Vision-Technologies-Prosilica-GC1350-CIV-Monochrome-GigE-Vision-Camera-/321546084523 for instance
[15:50:09] <ssi> zeeshan:
https://www.youtube.com/watch?v=gUD5vjv4dZE
[15:50:15] <zeeshan> ssi howd you know where to put the capacitors? :D
[15:50:18] <zeeshan> or resistors and shit like that
[15:50:24] <zeeshan> that stuff always confuses me :P
[15:50:44] <jdh> I have some mass-spec's with DB25's for the digital IO. Maint. guy put a replacement one in and used a null modem adapter to fix the genders
[15:50:45] <zeeshan> nig youre fast
[15:50:51] <zeeshan> you got that stuff working quick
[15:51:27] <ssi> jdh: lolololol
[15:51:30] <zeeshan> CaptHindsight: thats a big expensive!
[15:51:42] <zeeshan> *bit
[15:51:57] <jdh> it didn't use much IO, but did use pins 2&3
[15:52:04] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[15:52:06] <zeeshan> so that plugs into an ethernet port
[15:52:08] <zeeshan> on your computer?
[15:52:17] <CaptHindsight> zeeshan: yes
[15:52:25] <zeeshan> nice
[15:52:33] <ssi> zeeshan: it really wasn't hard to do, it was mostly the inertia of getting all the tools set up
[15:52:37] <zeeshan> i think i have a free firewire port
[15:52:43] <ssi> for instance the four hours it took me to install webpack :P
[15:52:48] <jdh> heh
[15:52:49] <zeeshan> ssi ah
[15:52:52] <ssi> and the hour I spent searching for my fpga devkit
[15:53:07] <jdh> use use weback for teh cpld also?
[15:53:07] -!- patrickarlt has quit [Ping timeout: 245 seconds]
[15:53:13] <ssi> yeah
[15:53:20] <zeeshan> i dont know what you're talking about
[15:53:20] <ssi> I haven't written the cpld firmware yet
[15:53:22] <zeeshan> but cool :)
[15:53:24] <CaptHindsight> http://www.ebay.com/itm/Sony-XCD-SX900-Digital-High-Resolution-Firewire-Camera-With-Lens-/151390785968
[15:53:37] <zeeshan> CaptHindsight: now we're talking!
[15:53:37] <zeeshan> :D
[15:53:54] <zeeshan> whats that trig in port
[15:54:14] <jdh> it triggers
[15:54:18] <zeeshan> this camera definitely fell into the ocean
[15:54:19] <ssi> zeeshan: now you see why I was unwilling to spend $450 on those converters
[15:54:19] <zeeshan> or something
[15:54:26] <zeeshan> ssi yes
[15:54:37] <zeeshan> clearly u have the knowledge
[15:54:43] <zeeshan> to know that it's dirt cheap to make
[15:55:09] <zeeshan> for someone like me
[15:55:18] <zeeshan> i need a box that converts signal a to b for me :P
[15:55:30] <ssi> boards are $140 for 5 day turn, $184 for 3 day turn
[15:55:30] <zeeshan> i bought this thing called the "dakota digital box"
[15:55:36] <ssi> for 30 boards
[15:55:36] <zeeshan> which converts sinwave pulses
[15:55:39] <zeeshan> to digital pulses
[15:55:47] <zeeshan> and amplifies the # of pulses
[15:55:53] <CaptHindsight> http://www.3ders.org/articles/20141009-german-man-3d-printed-a-machine-gun-that-folds-shoots-paper-airplanes.html
[15:55:54] <ssi> um, wat?
[15:55:59] <zeeshan> to work with my tachometer
[15:56:08] <zeeshan> speed sensor outputs sine wave
[15:56:19] <zeeshan> tachometer requires square wave
[15:56:29] <ssi> that's easy
[15:56:34] <ssi> schmitt trigger
[15:56:35] <zeeshan> but the sine wave frequency isn't equal to the tachometer frequyency
[15:56:49] <ssi> tach need to be faster or slower
[15:56:52] <CaptHindsight> http://www.youtube.com/watch?v=J7K91g8yG_w
[15:56:55] <zeeshan> yea
[15:56:56] <zeeshan> faster
[15:57:41] <zeeshan> the box costs like 80$
[15:57:42] <CaptHindsight> automated origami
[15:57:43] <ssi> could A/D the sinewave and then output one of the lower order bits, whichever gives you the right multiple
[15:57:44] <zeeshan> so i just bought it :P
[15:57:59] <ssi> yeah at $80 that's worthwhile
[15:58:10] <ssi> if I could have spent $80 on one board which'd do what I needed, I would have
[15:58:18] <ssi> but instead they were $150. Each. Per axis.
[15:58:24] <zeeshan> fak dat
[15:58:31] <ssi> exactly
[15:58:33] <zeeshan> how much is your board
[15:58:36] <zeeshan> to produce
[15:58:43] <ssi> I should be able to build thirty of them for about $250
[15:58:48] <zeeshan> haha
[15:58:55] <ssi> haven't really figured the cost of all the components
[15:59:02] <ssi> but the boards are $140 or $184 if I rush them
[15:59:07] <ssi> for thirty
[15:59:10] <ssi> most of that is shipping
[15:59:12] <ssi> $50 shipping
[15:59:33] -!- b_b has quit [Changing host]
[16:02:21] amnesic is now known as amnesic_away
[16:02:48] <zeeshan> http://www.gardnerauctions.com/view_auction.php?auction_ID=625
[16:02:51] <zeeshan> im thinking of going to this
[16:02:57] amnesic_away is now known as amnesic
[16:03:15] <zeeshan> is there a buyers premium
[16:03:17] <zeeshan> at these things?
[16:03:22] <ssi> probably
[16:03:40] <zeeshan> how do you find out
[16:03:45] -!- patricka_ has quit [Ping timeout: 244 seconds]
[16:03:45] <ssi> dunno
[16:03:58] <zeeshan> i want that rockwell hardness tester
[16:03:59] <zeeshan> lol
[16:04:18] <jdh> ask them. Here it is usually 15%
[16:04:28] <zeeshan> and on top of that
[16:04:30] <zeeshan> you pay tax?
[16:05:37] <archivist> depends
[16:05:45] <archivist> see terms and conditions
[16:07:06] -!- patrickarlt has quit [Ping timeout: 246 seconds]
[16:07:18] <archivist> that looks like a good one to visit, you will need a truck
[16:07:25] <zeeshan> not planning to buy big shit
[16:07:35] <zeeshan> mainly interested in the rockwell tester
[16:07:38] <zeeshan> and inspection
[16:07:40] <zeeshan> and some tooling
[16:08:19] <archivist> looks like some is just lumped in bigger lots
[16:09:00] <archivist> like this cabinet
http://www.gardnerauctions.com/auction_image.php?image_ID=38340
[16:09:15] <zeeshan> thats the cabinet i was eyeing
[16:09:16] <zeeshan> :/
[16:09:38] <archivist> fight!
[16:10:13] <CaptHindsight> how many Rockwells does it measure?
[16:10:16] -!- ve7it has quit [Remote host closed the connection]
[16:10:20] <ssi> ALL THE ROCKWELLS
[16:10:27] <zeeshan> http://www.gardnerauctions.com/auction_image.php?image_ID=38331
[16:10:27] <CaptHindsight> kewl
[16:10:29] <zeeshan> that was the other cabinet
[16:10:37] <zeeshan> http://www.gardnerauctions.com/auction_image.php?image_ID=38335
[16:10:38] <zeeshan> another
[16:10:49] <zeeshan> http://www.gardnerauctions.com/auction_image.php?image_ID=38344
[16:10:58] <archivist> the mechanics tool chest may be full too
[16:10:58] <zeeshan> if i can get any of those
[16:10:59] <zeeshan> id be happy
[16:11:12] <zeeshan> http://www.gardnerauctions.com/auction_image.php?image_ID=38359
[16:11:17] <zeeshan> this one looks like where they store their carbide inserts
[16:12:07] <archivist> even scrap carbide is worth money so the local scrap dealer may fight you for that
[16:12:32] <zeeshan> lol
[16:14:29] <archivist> once I won a pallet and realised how heavy it was, sold it to the scrappy at the auction after
[16:14:48] <ssi> hah
[16:15:13] <zeeshan> rofl
[16:17:35] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[16:17:44] <ssi> hey pete
[16:17:55] <PetefromTn_> hey
[16:18:02] <ssi> what's happening
[16:18:05] <archivist> CaptHindsight, a toy for you
http://www.ebay.co.uk/itm/Tencor-P-2-Automated-Long-Scan-Profiler-Profilometer-KLA-P2-/141433602617
[16:19:01] <PetefromTn_> just removed the regulator and water trap from the machine and ordered a new one online. In the mean time I fixtured up some fittings to get the air leak from that old assembly gone.... Nice to NOT hear the compressor running every ten minutes or so...
[16:19:11] <ssi> heheh
[16:19:22] <CaptHindsight> Features: Measurement of vertical features ranging from under 100 Å (0.4 µin) to approximately 0.3 mm (11 mils), with a vertical resolution of 1 or 25 Å (0.004 or 0.1 µin).
[16:20:00] <ssi> PetefromTn_:
https://pbs.twimg.com/media/BzhCJ3lIgAEHPvD.png:large
[16:20:23] <PetefromTn_> neat
[16:20:29] <PetefromTn_> does it work?
[16:20:47] <CaptHindsight> zeeshan: that would be able to accurately measure the deflection of your parts
[16:20:47] <ssi> well it doesn't exist in the corporeal world yet
[16:20:50] <ssi> but I imagine it will :)
[16:20:55] <ssi> my breadboard prototype works
[16:21:00] <ssi> https://www.youtube.com/watch?v=gUD5vjv4dZE
[16:21:01] <PetefromTn_> imagination is good...
[16:21:36] <ssi> with the converter, I was able to get the gemini drive to recognize the hall states as valid
[16:21:40] <CaptHindsight> ssi: did you find one off the shelf that was a few hundred $?
[16:21:43] <ssi> and enable the drive in position mode
[16:21:56] <ssi> CaptHindsight: yea pico makes one that's $150 per axis, but I'm not paying it
[16:23:37] <PetefromTn_> well I am glad you were able to get the motors to work with the drives you had on hand. At least you can get the basic machine working sooner.
[16:23:55] <ssi> I'm still a bit stuck on tuning parameters
[16:24:05] <ssi> I may not really NEED them though
[16:24:24] <ssi> the gemini manual takes you through this process of putting the drive in position mode and commanding 1 revolution
[16:24:29] <PetefromTn_> the sooner you get that basic machine working and running the sooner you will be able to turn your considerable electronics and programming skills to bear against this orient problem we are having LOL...
[16:24:34] <ssi> that's not working because it's not self-tuned for these motors
[16:24:35] -!- zzolo has quit [Quit: zzolo]
[16:25:33] amnesic is now known as amnesic_away
[16:25:34] <pcw_home_> orient should be pretty straight forward
[16:25:45] <ssi> I think it will
[16:25:52] <ssi> pete just needs to wire it up and try it :)
[16:26:00] <ssi> I don't even have my VFD yet
[16:26:04] postaL_offline is now known as postaL
[16:26:06] <PetefromTn_> it makes me smile to hear you both say that... really it does. ;)
[16:26:11] <pcw_home_> its not like you need any holding torque
[16:26:19] <ssi> no
[16:26:31] <ssi> and I'm not sure what the angular tolerance is like for the toolchange
[16:26:37] <PetefromTn_> well enough to keep it straight when the toolchanger fingers engage the tool.
[16:26:38] <pcw_home_> so a VFD shoud work fine (if a bit slow)
[16:27:21] <PetefromTn_> that is apparently how it worked before... just with the resolver instead of the encoder.
[16:27:37] <ssi> mine's encoder
[16:27:47] <pcw_home_> VFDs are not good at dynamic holding torque so none must be required
[16:27:49] <ssi> but the fanuc drive did the spindle orient all by itself
[16:28:16] <PetefromTn_> so did the Control Techniques drive
[16:28:42] <ssi> yeah
[16:28:55] <ssi> so the biggest WJ200 is the -150LF
[16:29:05] <ssi> it's 20HP VT, 25HP CT
[16:29:07] <ssi> I hope that's big enough
[16:29:11] -!- phantoxe has quit []
[16:29:25] <ssi> er 20CT, 25VT
[16:29:51] <ssi> the spindle is 12hp continuous, 15hp MTD
[16:30:08] <PetefromTn_> probably would be fine...
[16:30:45] <ssi> probably
[16:30:53] <ssi> I don't think I'm gonna have enough power to see 15hp anyway :P
[16:31:24] -!- patricka_ has quit [Remote host closed the connection]
[16:32:20] <zeeshan> i tried to drive a 3hp motor with a 1hp drive
[16:32:27] <zeeshan> kept faulting out lol
[16:32:29] <ssi> yeah
[16:32:39] <ssi> I'm running my 290W coolant pump with a 200W 1/4hp vfd
[16:32:43] <ssi> it runs for awhile, but eventually faults
[16:32:51] <ssi> doesn't help that the rear bearing in the pump is completely frozen :P
[16:33:27] <zeeshan> hehe
[16:33:37] <zeeshan> thats fairly easy to replace
[16:34:00] <ssi> yeah
[16:34:11] <ssi> I need to measure the flange on the pump too and lasercut a gasket for it
[16:34:17] <ssi> I have some high durometer silicone sheet here
[16:34:18] <zeeshan> why
[16:34:23] <zeeshan> make it by hand
[16:34:26] <ssi> screw that
[16:34:27] <zeeshan> takers like 2 min
[16:34:31] <ssi> I don't build robots to make things by hand
[16:34:41] <zeeshan> just need a hammer
[16:34:49] <zeeshan> and some gasket material
[16:35:18] <ssi> I like my way better :P
[16:35:32] <zeeshan> your way is slower!
[16:35:37] <ssi> mayb
[16:35:42] <ssi> but it'll look nicer when it's done :)
[16:35:47] <zeeshan> no it wont
[16:36:02] <zeeshan> the hammer and gasket material method
[16:36:07] <zeeshan> makes an exact replica
[16:36:19] <zeeshan> !
[16:36:31] <zeeshan> anyway im lazy too
[16:36:47] <zeeshan> i'd make a die for it and stamp it out
[16:36:52] <zeeshan> :D
[16:37:10] <zeeshan> fak i have so much crap to do
[16:37:17] <zeeshan> i dojnt know why im procatinating
[16:37:18] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[16:37:27] <ssi> go do work
[16:37:33] <jdh> work.
[16:38:53] <zeeshan> 10 min
[16:42:40] -!- asah [asah!~asah@c-69-181-176-3.hsd1.ca.comcast.net] has joined #linuxcnc
[16:42:47] -!- balestrino has quit [Ping timeout: 245 seconds]
[16:58:52] <ssi> ok pcb order submitted
[17:02:48] -!- syyl_ws has quit [Quit: Verlassend]
[17:04:10] -!- jordifreek has quit [Ping timeout: 246 seconds]
[17:09:40] -!- rob_h has quit [Ping timeout: 272 seconds]
[17:20:20] -!- mhaberler has quit [Quit: mhaberler]
[17:21:24] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[17:21:34] -!- md-2 has quit [Quit: Leaving...]
[17:26:31] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[17:31:51] -!- skunkworks [skunkworks!~chatzilla@72-160-235-233.dyn.centurytel.net] has joined #linuxcnc
[17:33:33] -!- mhaberler has quit [Quit: mhaberler]
[17:42:00] -!- balestrino [balestrino!~balestrin@host16-203-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[17:42:02] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-117-85.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[17:47:54] -!- jduhls has quit [Ping timeout: 246 seconds]
[17:49:33] -!- patrickarlt has quit [Remote host closed the connection]
[17:49:52] <ssi> Subtotal$19.59
[17:50:02] <ssi> cost for the parts for three converters, not including passives
[17:50:37] <Connor> ssi You sure you found the right connector ? :)
[17:50:45] <Connor> and got the pinout correct?
[17:50:48] <ssi> that's not including the centronics connector either
[17:50:48] <ssi> heh
[17:50:53] <ssi> I'm fairly sure
[17:50:56] <ssi> but I gave myself an out
[17:51:02] <Connor> how so ?
[17:51:21] <ssi> I included footprints for phoenix blocks for all signals
[17:51:29] <ssi> so if the connectors don't work out i can point-to-point wire everything
[17:52:12] <Connor> Ah. How are you going to point-to-point wire it to the driver ?
[17:52:20] <ssi> soldercup connectors
[17:52:21] <Connor> does it expose those outside of the connector ?
[17:52:22] <ssi> which I have already
[17:52:36] -!- nofxx has quit [Remote host closed the connection]
[17:52:50] <Connor> okay. So your plugging these into the drivers then.. as a mini breakout ?
[17:53:21] -!- b_b has quit [Changing host]
[17:53:38] <ssi> yeah more or less
[17:53:46] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[17:53:49] <Connor> Couldn't you have just used any type of connector on your side.. and used the funky connector on the drive side and used cables ?
[17:54:09] <ssi> that's what I did
[17:54:14] <ssi> http://www.digikey.com/product-detail/en/1658621-6/AKC26H-ND/825404
[17:54:26] <ssi> http://www.digikey.com/scripts/DkSearch/dksus.dll?Detail&itemSeq=158867181&uq=635484560617696915
[17:54:34] <ssi> ribbon cable between them
[17:54:42] <Connor> that last one didn't work.
[17:55:14] <ssi> http://www.digikey.com/product-detail/en/2-5175677-4/A32495-ND/949855
[17:55:24] <Connor> Ahh.. okay.
[17:56:05] <Connor> so, If you muck up and didn't get the correct connector there.. you can make a custom cable and use the headers or the blocks..
[17:56:09] <ssi> yes
[17:56:24] <ssi> I always leave myself an out :P
[17:56:36] <Connor> Well.. using the headers would still be okay..
[17:57:00] <Connor> you just might not have the pins and crimper and connectors..
[17:57:13] <ssi> I think it's gonna work out with the ribbon cable
[17:57:14] <Connor> I have 1x1 --- 1x8's I think.
[17:57:20] <ssi> and it's DB25 on the other side
[17:57:21] <Connor> and some 2x6's
[17:57:34] <ssi> so the feedback cable coming from the motor will get terminated with DB25, and plug directly into this board
[17:57:39] <ssi> should work out pretty nicely
[17:57:47] <Connor> Cool
[17:58:12] <Connor> and that was the only thing needed translating was grey code to a hall-effect pattern ?
[17:58:21] <ssi> yep
[17:58:40] <Connor> WTF did that other guys board do then? It had way more inputs and outputs..
[17:59:06] <ssi> it takes the encoder signals in and repeats them
[17:59:10] <ssi> mine just passes them through passively
[17:59:15] <ssi> I think his actually runs through the cpld
[17:59:20] <ssi> I considered doing that as well, but it's not necessary
[17:59:25] <ssi> and i didn't want to have to condition all those signals
[17:59:30] <Connor> Why would you want to do that ?
[17:59:37] <Connor> run them through the cpld ?
[17:59:39] <ssi> I dunno
[17:59:50] <ssi> you might could get fancy and use the encoder to try to more accurately guess the hall state
[17:59:54] <ssi> but that's stupid
[18:00:08] <ssi> cause once the encoder passes the index mark, the drive stops using the hall and starts using the encoder
[18:00:55] <Connor> His looked overly complicated..
[18:01:49] <ssi> mine's gonna be nicer anyway
[18:01:54] <ssi> cause of the wiring features
[18:02:26] <ssi> $72 gets me all the components to build three of them, including stuff to make the ribbon cables
[18:02:33] <ssi> and $50 of that is the ribbon cable parts!
[18:02:50] <ssi> that centronics connector is the biggest problem in all this
[18:02:56] <ssi> and i'd need it even if I used his boards
[18:02:59] <ssi> they're like $18 apiece
[18:03:30] <Connor> yea. Maybe you can open-source the board.. or heck.. even make a few..
[18:03:36] <Connor> wonder how many people need them ?
[18:03:37] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[18:03:49] <ssi> I ordered 30 boards
[18:03:56] <ssi> so if other folks need them I'll sell them for a reasonable price
[18:04:44] <Connor> That guy has a resolver converter.
[18:05:08] <ssi> yeah I know
[18:05:10] <ssi> also overpriced
[18:05:32] <ssi> mesa sells a four axis servo interface with resolver converters for each axis for $189
[18:05:39] <ssi> pico sells one resolver converter for $150
[18:05:59] <ssi> I'm sure he makes plenty of money on the mach3 crowd
[18:06:02] <ssi> but I'm just not with it
[18:06:07] <Connor> yea. I was thinking of Pete and his spindle when it used a resolver...
[18:07:18] <Connor> I was originally going to build a index-mask circuit for pete so he didn't have to use custom Firmware.
[18:07:53] <ssi> custom firmware was easy enough
[18:08:09] <ssi> I wonder how mine's gonna work
[18:08:15] <ssi> mine has an encoder I'm pretty sure
[18:08:17] -!- jordifreek_ has quit [Quit: Page closed]
[18:08:22] <Connor> yea. If he ever wants to use the internal connector in the 5i25, we can change it.
[18:08:37] <Connor> on the spindle or motor? that's the big question
[18:08:44] <ssi> not sure!
[18:08:48] <ssi> tonight I'll pull the spindle cover
[18:09:00] <ssi> those three extra wires btw look like they're for a 3 phase fan heh
[18:09:11] <ssi> it'd be annoying if I have to get a third VFD to run that fan!
[18:09:19] <ssi> I guess I can probably do start caps
[18:09:41] <Connor> Yea, Pete's had a fan too as you remember..
[18:10:04] <ssi> yeah
[18:10:05] <ssi> was it 3ph?
[18:10:15] <jdh> fan for spindle cooling?
[18:10:18] <ssi> yeah
[18:10:20] <Connor> yea
[18:10:29] <ssi> my machine has a spindle chiller too
[18:10:31] <jdh> guess the motor is simpler and cheaper
[18:11:03] <ssi> and the 8000rpm 12hp spindle, wee
[18:11:16] -!- sumpfralle [sumpfralle!~lars@p5B2CD136.dip0.t-ipconnect.de] has joined #linuxcnc
[18:11:33] <jdh> heh, that could do some damage
[18:12:04] <Connor> http://pico-systems.com/pwmservo.html
[18:12:11] <Connor> Is that just a high end H-Bridge ?
[18:12:27] <ssi> yeah
[18:12:30] <ssi> for dc servos
[18:12:41] <Connor> Hmmm..
[18:13:05] <ssi> crazy thing is he charges less for that thing than he does for the stupid commutation converter
[18:13:42] <Connor> Wonder how that would do for my spindle speed controller.. I'm currently using a SCR
[18:13:53] <ssi> mesa probably makes something similar
[18:14:19] <Connor> Would probably get faster reverse.
[18:15:03] <ssi> for faster reverse you really need something that can do regenerative braking
[18:15:21] -!- ryan_turner [ryan_turner!~ryan_turn@c-75-65-13-224.hsd1.tn.comcast.net] has joined #linuxcnc
[18:15:28] <Connor> Mine has a reverse, and a breaking resistor..
[18:15:32] <Connor> but, it's not exactly fast.
[18:16:48] <Connor> Not seeing anything on mesa that could handle my spindle motor.
[18:19:10] <ssi> The 7I29 is 2 channel H-bridge motor drivers for the 4I27 or FPGA based motor controller cards. The 7I29 connects to the motor controller card with a 50 conductor flat cable and have screw terminals for motor power and motor connections. Two 7I29s can share a 4 Axis 50 conductor cable to FPGA controller. Encoder and index input connectors are also made available on the 7I29. Encoder inputs can be single ended or differential. The 7I29 has overcurrent
[18:20:25] <jdh> ssi: does it look like his reads the commutation track, or just does it based on the encoder?
[18:20:34] <ssi> it reads the commutation track
[18:20:38] <ssi> I don't think it uses the encoder at all
[18:20:45] <ssi> but he takes it into the cpld and regenerates it on the other side
[18:20:53] <ssi> honestly it's dirt simple
[18:21:07] <ssi> the commutation track tells you at steady state what the rotor angle is within 22.5 degrees
[18:21:22] <ssi> a hall effect motor tells you at steady state what the rotor angle is within 30 degrees
[18:21:29] <ssi> just have to have a lookup table to convert them
[18:21:30] <jdh> Otherwise there is no commutation output until the encoder has been turned manually to the index location.
[18:21:34] <ssi> it's not rocket surgery
[18:22:20] <ssi> anyway I gotta go get lunch
[18:22:21] <ssi> bbiab
[18:23:48] <jdh> yours is a serial encoder?
[18:23:59] <ssi> no
[18:24:07] <jdh> http://pico-systems.com/fanser_pins.html
[18:24:28] <ssi> serial encoders are very different
[18:24:30] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[18:26:23] <jdh> oh, wrong product
[18:28:36] <jdh> wonder how many of those he sells.
[18:29:06] -!- arek_at_work has quit [Quit: Konversation terminated!]
[18:29:29] -!- sirdancealot has quit [Ping timeout: 260 seconds]
[18:35:38] <jdh> he has some pretty cool historical computer stuff on his site.
[18:36:06] -!- rob_h [rob_h!~robh@2.127.28.54] has joined #linuxcnc
[18:37:38] -!- Nick001-shop [Nick001-shop!~chatzilla@50-32-117-37.adr01.dlls.pa.frontiernet.net] has joined #linuxcnc
[18:38:17] -!- patrickarlt has quit [Remote host closed the connection]
[18:41:00] -!- sumpfralle [sumpfralle!~lars@p5B2CD136.dip0.t-ipconnect.de] has joined #linuxcnc
[18:42:28] <CaptHindsight> "took the inner code of NASA's mini-VICAR image processing package and modified it to use ordinary VMS files (the original mini-VICAR on PDP-11 used preallocated file blocks with their own file system taking up a whole disk for performance reasons"
http://www-mipl.jpl.nasa.gov/external/vicar.html
[18:43:07] <CaptHindsight> in development since, 1966 it should good enough for Linuxcnc :)
[18:45:32] <Jymmm> do you think it would be "safe" to store can of butane in the trunk of a car?
http://ep.yimg.com/ty/cdn/yhst-15407588900917/butane3pack.jpg
[18:45:45] <Jymmm> 8ounce can
[18:46:00] -!- assanaway [assanaway!~balestrin@host16-203-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:46:05] <jdh> sure, I'd store those in your trunk.
[18:47:01] <Jymmm> and in yours?
[18:47:20] <jdh> probably.
[18:47:40] <MrSunshine> anyone know a good way to do torch touch off with hf tourches on plasma? =)
[18:49:35] <_methods> you have ATC?
[18:50:24] <_methods> if you don't you'll have to use a feeler guage for the correct standoff dist for the material you're cutting
[18:51:40] <MrSunshine> plasma ... touch off =)
[18:51:55] <MrSunshine> it needs to touch off to plate each time it moves .. as plates etc can warp
[18:52:05] <_methods> oh thx for that tip
[18:53:46] <_methods> some people don't have the luxury of ATHC
[18:53:52] <_methods> automatic torch height control
[18:53:57] <CaptHindsight> sounds like a probe is required to sense the distance from the tip to the material
[18:54:12] <_methods> most ATHC rigs sense the metal
[18:54:39] <_methods> you change voltage for the sensor to get your height right
[18:54:50] <_methods> depends on material, torch, nozzle,
[18:54:54] <_methods> yadda yadda
[18:55:14] <_methods> and the ATHC
[18:55:25] <_methods> unless you're goin ghetto with follower
[18:56:00] <_methods> spring loaded z with an adjustable follower cone
[18:56:21] -!- shurshur has quit [Ping timeout: 272 seconds]
[18:56:29] <_methods> poor mans height control
[18:56:30] <CaptHindsight> http://www.candcnc.com/LCTHC.html
[18:56:35] <_methods> yeah
[18:56:44] <CaptHindsight> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?GantryPlasmaMachine
[18:57:14] -!- GJdan has quit [Quit: WeeChat 1.1-dev]
[18:57:35] <MrSunshine> he has automatic height control, but the height needs to be set to a specific height before the arc can evern fire so the controller takes over
[18:58:00] <_methods> yep
[18:58:13] <_methods> use a feeler gauge if it's being picky
[18:58:17] <MrSunshine> problem with the touch of is that he has a high frequency plasma thingie .. and that aparently has some issues with just connecting the tip to a relay :P
[18:58:30] <MrSunshine> _methods, he cant do that for every single freakin ole!
[18:58:31] <MrSunshine> hole
[18:58:35] <MrSunshine> in a sheet
[18:58:40] <_methods> after the first hole it should be fine
[18:58:44] <MrSunshine> hence AUTOMATIC TOUCH OFF
[18:58:47] <MrSunshine> no
[18:58:48] <_methods> wow
[18:58:50] <MrSunshine> as plates WARPS =)
[18:58:52] <_methods> ok i'm out of this
[18:59:02] <MrSunshine> seems i cant pund it into you =)
[18:59:06] <MrSunshine> pound :P
[18:59:18] <MrSunshine> plates warp by heat .. so no he wont be set after just the first pierce
[18:59:22] <_methods> wow
[18:59:34] <PetefromTn_> LOL
[18:59:58] <MrSunshine> and in this case .. mach3 loses track of position as the height controller takes ove the control of the stepper ... and the control software knows nothing about what height it ends up at =)
[19:00:06] <_methods> well that's your problem
[19:00:07] <_methods> mach 3
[19:00:12] <_methods> and this is linuxcnc
[19:00:21] <MrSunshine> sigh
[19:00:22] <_methods> you're in the wrong room lol
[19:00:27] * MrSunshine kicks _methods int he face
[19:00:49] <PetefromTn_> mach3 is that some kinda venereal disease?
[19:00:50] <MrSunshine> it doesnt mater if its linuxcnc or mach3 int his case as linuxcnc would not know the z height position either
[19:01:04] <_methods> yep you're fucked
[19:01:05] <MrSunshine> as ther eis no feedback back to the controlling pc
[19:01:17] <_methods> you can use a follower cone then
[19:01:25] <MrSunshine> so it nees to touch off for each pierce it needs to make before it turns on the plasma .. .and its an electrical issue, not a software issue =)
[19:02:24] <MrSunshine> need help with the path from the tip (touch off) to the breakout board ... not anything else ... electricaly so it wont send the plasma arc voltage etc into the bob :P
[19:02:59] <MrSunshine> aparently for non hf plasmas its a non issue
[19:03:12] <MrSunshine> but hf plasmas has its own problems .. with arcings over relays etc
[19:03:33] <_methods> proper grounding should take care of that
[19:03:35] <_methods> but whatever
[19:04:29] -!- reventlov has quit [Ping timeout: 258 seconds]
[19:05:23] <_methods> A typical plasma system height control has a reference voltage that is set by the machine operator. This voltage is provided by the plasma torch manufacturer and is different for every type of material, every thickness, and every plasma process power level.
[19:06:45] <PetefromTn_> sounds freakin' complicated
[19:06:47] -!- Simooon [Simooon!~simon@gw.obelnet.dk] has joined #linuxcnc
[19:06:48] <_methods> most of them will have a "slow down height" that you can adjust
[19:06:50] <MrSunshine> yes .. the height control system works ... thats not the problem .. its the initial touch off im talkinga bout ... and that is not a problem either realy ... problem is when the torch fires ... if using the tip of the plasma the arc voltage can go into the touch off ciruit and arc all over the place =)
[19:07:14] <MrSunshine> forget the torch height control .. its touch off im talking about ... =)
[19:07:16] -!- msev [msev!msev3@89-212-124-133.dynamic.t-2.net] has joined #linuxcnc
[19:07:20] <_methods> the tip should never touch
[19:07:29] <MrSunshine> sigh ...
[19:07:59] <_methods> the plate detection should pick it up before it ever touches
[19:08:11] <_methods> old plasma tables use and arm that would swing down
[19:08:24] <_methods> and touch off a known dist then move down a known dist
[19:09:05] <MrSunshine> https://www.youtube.com/watch?v=bbi55QfBW24
[19:09:15] <MrSunshine> there, the first is how it acts now ... the 2nd part is how it should do
[19:09:44] -!- acdha has quit [Remote host closed the connection]
[19:09:57] -!- zeitue has quit [Quit: Leaving]
[19:09:58] <MrSunshine> the old system sounds like it could work i guess, have some kind of sensor that is solenoid activated
[19:10:06] <MrSunshine> to get rid of the hf problem
[19:10:29] <_methods> yes
[19:11:20] <MrSunshine> as i said .. with plasmas that does nto have hf you can use 2 relays fromw hat i find .. but when its a hf thingie problems with arcing in relays etc apears ...
[19:13:45] <_methods> well if anyone in here is going to be able to help you they're probably going to need more info
[19:13:55] <_methods> like what power pack you're using, what ATHC
[19:14:21] <_methods> maybe even what plasma table?
[19:14:44] <_methods> hf thingie problems is kinda vague
[19:19:09] -!- msev [msev!msev3@89-212-124-133.dynamic.t-2.net] has parted #linuxcnc
[19:22:03] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[19:23:31] -!- bos has quit [Quit: Page closed]
[19:26:28] -!- sylphiae has quit [Quit: Leaving]
[19:27:53] acdha_ is now known as acdha
[19:31:44] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[19:36:25] -!- sumpfralle [sumpfralle!~lars@subaru.opennet-initiative.de] has joined #linuxcnc
[19:37:42] -!- sumpfralle1 [sumpfralle1!~lars@p5B2CD136.dip0.t-ipconnect.de] has joined #linuxcnc
[19:40:46] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[19:42:03] -!- sumpfralle1 has quit [Ping timeout: 258 seconds]
[19:43:02] -!- sumpfralle [sumpfralle!~lars@p5B2CD136.dip0.t-ipconnect.de] has joined #linuxcnc
[19:48:55] <Hawku> cox: just tested 3000mm/min on my 6040. i don't know how it isn't missing steps with 5µs STEP 10µs DIR settings
[19:49:26] -!- FreezingCold has quit [Ping timeout: 250 seconds]
[19:50:58] <cox> Hawku: Nice, what kind of acceleration and max speed settings you use?
[19:51:17] <Hawku> 150mm acceleration and 3000mm/min
[19:52:45] <cox> wow, wish it was me, managed however to get to 1500mm/min by tweeking a bit, but I do not trust this speed sounds terrible
[19:54:12] <cox> What kind of spindle control you got, is it connected and controled by LinuxCNC
[19:54:33] <Hawku> watercooled 800W + chinese VFD
[19:55:20] <Hawku> i could use PWM control, but i'll wait for my adapter to arrive rs485
[19:55:32] <Hawku> ...
[19:55:36] <Hawku> wait for my rs485 adapter
[19:55:53] <jdh> I have an adapter, haven't tried it yet
[19:56:11] <jdh> and I would really prefer discrete IO for on/off
[19:56:16] <Hawku> i compiled the hy_vfd and that looksOK
[19:56:52] <Hawku> jdh: it is possible to configure the VFD to have start and stop pins
[19:57:06] <jdh> that is my plan
[19:57:16] <jdh> but, my BOB doesn't have any extra headers
[19:57:17] <Hawku> default FOR and RESET pins are start and stop
[19:57:31] <Hawku> for chinese vfd
[19:57:35] <cox> My vfd is D5M, I have it conected 0-10 V but i am also looking at modbus control. Have not found any apesial driver for the D5M
[19:58:14] <jdh> I have to solder in a new header or swap out the breakout board
[19:58:29] <cox> Any solid lead on the perfect rs485 adapter usb, serial ?
[19:58:33] <Hawku> you have "YooCNC" box?
[19:58:46] <Hawku> the black one
[19:58:52] <jdh> mine is the black YooCNC with discrete drivers
[19:58:59] <jdh> and 80mm, 1.5kw spindle
[20:01:42] <kfoltman> jdh: water or air cooled? is it any good?
[20:02:33] <Hawku> ER16 would have been nice, but all of the 80mm 6040 packages do have that black box
[20:03:28] -!- ReadError has quit [Excess Flood]
[20:03:37] <cox> Hawku: witch rs485 adapter did you order
[20:04:13] -!- Lathe_newbie| has quit [Ping timeout: 260 seconds]
[20:05:32] <Hawku> cox:
http://www.ebay.com/itm/321449958851 and
http://www.ebay.com/itm/301192527500
[20:06:11] -!- ReadError [ReadError!readerror@ec2-50-19-189-163.compute-1.amazonaws.com] has joined #linuxcnc
[20:07:23] <cox> Hawku: have you been recomended it,? I was looking at it but I am not shure if i should have isolated instead
[20:08:29] <Hawku> i think that the USB one is recommended by the guy who wrote the mach3 vfd plugin
[20:09:13] <Hawku> i have no info about rs232 to rs485 adapter
[20:10:32] <cox> Hawku: ok I just ordered the same ones at least we are in same boat
[20:10:39] <CaptHindsight> Hawku: did your 6040 come with nuts on the ends of the ball screws to set preload?
[20:13:36] <Hawku> i don't know. i have to check
[20:14:25] <CaptHindsight> Hawku: if you look at the opposite end of the ball screw from the motor it should be very clear
[20:19:51] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[20:20:43] <Hawku> nope
[20:25:03] <CaptHindsight> Hawku: thanks for checking!
[20:25:33] <bnmorgan> anybody good at estimating edm cut time?
[20:25:57] <CaptHindsight> Hawku: so it's just the loose end of the ball screw sitting in the bearing?
[20:28:54] -!- rythmnbls has quit [Quit: Leaving]
[20:29:42] <Hawku> there are lock nuts, but i don't think that those can be used to set the preload?
[20:31:22] -!- syyl_ has quit [Ping timeout: 240 seconds]
[20:33:14] <CaptHindsight> Hawku: do the ends opposite the motors look like this?
http://www.automationtechnologiesinc.com/wp-content/uploads/2011/11/DSC_0123.jpg
[20:35:25] <CaptHindsight> http://www.automationtechnologiesinc.com/wp-content/uploads/2011/11/KL-4530-21.jpg on the motor side they will have the end of the ball screw fed through a skate bearing and into the motor coupler
[20:36:36] <CaptHindsight> so there is usually .5-3mm of play in the axial direction of the ball screw
[20:37:27] <CaptHindsight> they don't even bother shimming the ball screws into place with spacers
[20:38:50] <Hawku> CaptHindsight: opposite sides have lock nuts
[20:39:11] <Hawku> the motor side is just flat
[20:39:35] <CaptHindsight> Hawku: great, have a link to the source of those routers? I've been looking for good ones
[20:40:09] <Hawku> http://www.ebay.com/itm/200925159120
[20:40:33] <cpresser> is there a 'default' pinout for sub-d 9pin encoder-connectors?
[20:40:38] -!- assanaway has quit []
[20:40:56] <cpresser> i just got a encoder out of an old machine, and i have no documentation or anything.
[20:41:04] -!- patrickarlt has quit [Remote host closed the connection]
[20:41:05] <roycroft> thank you for not calling them db-9 :)
[20:41:23] <roycroft> that is one of my pet peeves
[20:41:48] <CaptHindsight> http://i.ebayimg.com/00/s/ODAwWDgwMA==/z/lhUAAOSwDk5T21fF/$_57.JPG yes, you can see the nuts on the ends of the ball screws, many sites use the same pics but they don't arrive with the same setup
[20:41:52] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[20:43:15] <Hawku> CaptHindsight: yeah
[20:44:44] <_methods> did they put actual stepper dampers on there or are those just handles to manually move the axes
[20:45:41] -!- balestrino has quit [Ping timeout: 258 seconds]
[20:50:53] -!- SquirrelCZECH has quit [Ping timeout: 260 seconds]
[20:50:58] -!- SquirrelCZECH_ [SquirrelCZECH_!~squirrel@ip-89-103-45-114.net.upcbroadband.cz] has joined #linuxcnc
[20:51:12] <ssi> MrSunshine: I've done plasma touch off twice, two different ways
[20:51:15] <ssi> MrSunshine: what do you need to know?
[20:52:30] <MrSunshine> ssi, well its mostly a consirn i have about hf arcing in relays ... for auto matic height touch off of the plasma (not the dynamic height while cutting but before cutting)
[20:52:44] <MrSunshine> trying to help a friend get his cnc plasma set up
[20:52:55] <CaptHindsight> _methods: looks like handles
[20:53:05] <_methods> yeah
[20:53:13] <MrSunshine> and as plates warps it needs to touch off before each pierce of the material =)
[20:53:20] <_methods> too much to ask to get dampers lol
[20:53:38] <MrSunshine> and im afraid he will fry is his bob etc if he just puts a relay on tip contact to the material
[20:54:00] <Hawku> cox: just opened the control box of my cnc. stepper drivers are M542!!!
[20:54:08] <Hawku> cox: the ebay listing says TB6560
[20:54:23] <ssi> MrSunshine: I have a dpdt relay wired up so that it switches the ground and signal to an ohmic cap to the bob, and also switches the dry contact closure signal which is torch fire
[20:54:33] <ssi> so when I command a torch on, it switches off the ohmic cap and switches on the torch fire
[20:54:41] <ssi> that works fine
[20:54:48] <MrSunshine> ssi, "ohmic cap" ? =)
[20:55:08] <ssi> yeah it's just a fancy name for a torch shield with a spade lug on it :P
[20:57:03] <MrSunshine> so 5V to a relay NO contact, software pulls relay ... it moves down .. makes contact to GND (pulling the input on bob high), turns of relay and goes on its mary way? =)
[20:57:23] <MrSunshine> seen that some people use double relays to make more sure for stuff also =)
[20:57:54] -!- patrickarlt has quit [Ping timeout: 250 seconds]
[20:58:14] <ssi> you could use a double relay I suppose
[20:58:17] <ssi> I just used a DPDT
[20:58:18] <cox> Hawku: ok I just ordered the same ones at least we are in same boat?
[20:58:31] <MrSunshine> DPDT ? =)
[20:58:38] <Hawku> cox: M542 drivers?
[20:58:57] <cox> Hawku: Sorry What is the voltage connected to your drivers
[20:58:59] <MrSunshine> ssi, are your plasma hf ? =)
[20:59:47] <Hawku> cox: 24V
[21:01:22] -!- tronwzrd has quit [Ping timeout: 240 seconds]
[21:01:23] -!- FinboySlick has quit [Quit: Leaving.]
[21:01:24] <cox> Hawku: I guess you could add one more powersuply in series to get 48v and even more power
[21:01:52] <cox> Hawku: looks like the drivers are rated up to 50v
[21:01:57] <Hawku> yeah
[21:02:12] <Hawku> i may try 36V some day
[21:02:32] <Hawku> i think i could try 5000mm/min speed tomorrow
[21:02:40] -!- Cylly [Cylly!cylly@p54B13B71.dip0.t-ipconnect.de] has joined #linuxcnc
[21:02:55] <ssi> MrSunshine: you know, I'm not sure
[21:03:02] <ssi> MrSunshine: it's a hypertherm powermax45
[21:03:19] <MrSunshine> ahh same machine this guy has
[21:03:20] <_methods> that's HF
[21:03:34] -!- tronwzrd [tronwzrd!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[21:03:36] <_methods> not many machines are pilot anymore
[21:03:37] <MrSunshine> ssi, but you are not frying anything then ? =)
[21:03:40] <cox> Hawku: god luck, keep me posted please
[21:03:56] -!- Loetmichel has quit [Ping timeout: 244 seconds]
[21:04:08] <MrSunshine> ssi, ahhs o you cut both GND and the +5V cable using a double pole relay then ?
[21:04:22] <MrSunshine> to get rid of interferance etc?
[21:04:54] <MrSunshine> (had heaps of problems with itherferance today until we figured out it was a freakin ground loop that did it .. isolated the electronics fromt he plasma table and everything worked fine after that :P )
[21:05:02] <MrSunshine> 4 hours of tinkering ...
[21:05:18] <cox> Hawku: does the hy_vfd come with nice premade display for axis?
[21:05:48] <ssi> MrSunshine: yeah exactly
[21:05:51] <ssi> and it works fine
[21:06:00] <ssi> I'm also using the mesa thcad for torch voltage feedback
[21:06:08] <ssi> and thcad component in linuxcnc for height control
[21:06:09] <ssi> works well
[21:06:11] <MrSunshine> ssi, ok nice =)
[21:07:04] -!- kfoltman has quit [Quit: Ex-Chat]
[21:07:05] <Hawku> cox: yes. it comes with custompanel.xml, which defines the GUI
[21:09:56] -!- acdha has quit [Ping timeout: 260 seconds]
[21:12:31] <Deejay> gn8
[21:12:55] -!- Deejay has quit [Quit: bye]
[21:13:43] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[21:23:37] <ssi> CaptHindsight: here?
[21:24:20] <CaptHindsight> I'm in the middle of my bassoon lesson, but what is it?
[21:26:06] <ssi> the gemini drives were a bad choice :(
[21:26:21] <CaptHindsight> ah well
[21:26:34] <CaptHindsight> they work great with matching servos
[21:27:08] <ssi> well, no
[21:27:12] <CaptHindsight> Allen Bradley Ultra's are also very nice and then to be all over ebay
[21:27:18] <ssi> what I just learned is that these drives do position mode
[21:27:20] <ssi> and only position mode
[21:27:27] <ssi> there's no option to give it a velocity command
[21:27:31] <CaptHindsight> really
[21:27:32] <ssi> which seems REALLY odd to me
[21:27:44] <CaptHindsight> are they some odd rev?
[21:27:52] <ssi> GV6
[21:28:00] <ssi> GV6 is the controller version
[21:28:05] <ssi> vs GV which is the "dumb" version
[21:28:11] <ssi> I would have thought the GV6 would do everything the GV did
[21:28:19] <ssi> but according to the tech at parker I just talked to, that's not the case
[21:28:35] <CaptHindsight> i usually use the GV
[21:29:14] <ssi> maybe the tech was wrong
[21:29:18] <ssi> it's not impossible
[21:29:29] <ssi> if he was right, though, that's a major setback for me :(
[21:30:41] <ssi> but from what I can gather, these drives aren't actually useful for realtime systems
[21:30:48] <CaptHindsight> http://www.parkermotion.com/literature/pdf/pg055_gemGV6_commands.pdf
[21:30:57] <ssi> you give it a series of commands over serial, and then the "GO" command, and it makes those moves
[21:32:14] <CaptHindsight> can't you set it up in velocity mode and then use the analog in for motion?
[21:32:18] <MrSunshine> http://ibin.co/1dB8ikxnWYa9 <-- this kind of drivers ... wth ... its not defined in microsteps but in pulse/revolution .. how does that work ? :/
[21:32:27] <CaptHindsight> that's how the GV's work
[21:32:31] <ssi> not according to the tech I spoke to
[21:33:05] <MrSunshine> setting it to 6000 ... then i have 68mm/rev on movement ... if i then set 6000/68 0
[21:33:10] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[21:33:15] <MrSunshine> = 88 steps/mm .. then its faar off...
[21:33:28] <MrSunshine> in a calibration i get like 355steps/mm ... whats up with that? :/
[21:33:45] <MrSunshine> (motor is 300 steps/rev)
[21:33:53] <CaptHindsight> ssi: hmm just looking at the chart the GV6 does not have the +-10V command input
[21:34:13] <CaptHindsight> only GV and GT (for steppers)
[21:34:33] <ssi> yeah
[21:34:34] <ssi> fml
[21:35:02] <CaptHindsight> the GV also cost less
[21:35:14] <ssi> not on ebay they don't :P
[21:39:25] <ssi> well that sucks
[21:39:41] <CaptHindsight> how many amp do you need?
[21:39:43] <ssi> I guess I'm going to have to shelve this whole project until I can sell the old control electronics
[21:39:46] <ssi> um
[21:39:50] <ssi> 7A I think
[21:40:06] <CaptHindsight> http://www.ebay.com/itm/ALLEN-BRADLEY-2098-DSD-010-SE-ULTRA3000-AC-SERVO-DRIVE-120-240-VAC-/291260980823
[21:41:21] <CaptHindsight> http://www.ebay.com/itm/Allen-Bradley-2098-DSD-010-Ultra-3000-Servo-Drive-120-240V-1PH-IN-120-240V-Out-/331229408032
[21:42:04] <CaptHindsight> i think those are the AB drive versions
[21:42:22] <ssi> at this point I'm probably better off just getting 8i20s
[21:42:31] <ssi> at least there I know what I'm going to get
[21:42:49] <ssi> only thing I don't like about that option is it means I have to come up with some massive power supply
[21:43:07] <bnmorgan> anybody good at estimating edm cut time?
[21:43:09] <CaptHindsight> yeah the parkers and AB have their own supplies
[21:43:18] <ssi> yeah that was a big selling point for me
[21:43:28] <ssi> too bad the GV6 are literally useless
[21:43:33] <ssi> what possible application could they have?
[21:43:42] <ssi> non-realtime servo control
[21:43:45] <ssi> makes no sense
[21:44:23] <CaptHindsight> conveyor belts
[21:44:39] <CaptHindsight> gantry
[21:45:17] <CaptHindsight> bbl
[21:45:22] <ssi> I just don't understand why they would make a product that does more, and take away fundamental features
[21:45:49] <CaptHindsight> I always though they did everything and more
[21:45:53] <CaptHindsight> thought
[21:45:56] <ssi> I thought so too
[21:46:02] <ssi> which is why I spent a lot of money buying six of them
[21:46:28] <Connor> ssi You bought some VFD's that are crippled or something ?
[21:47:06] <ssi> servo drives
[21:47:15] <ssi> they're not crippled per se
[21:47:17] <ssi> they're "too smart"
[21:48:19] <Connor> Oh no.. they're not going to work ?
[21:48:24] <ssi> doesn't look like it
[21:48:29] <ssi> which pretty much derails me entirely
[21:48:39] <Connor> What's the issue ?
[21:48:42] <ssi> I can either buy servo drives or I can buy a spindle VFD
[21:48:44] <ssi> but not both
[21:48:58] <ssi> the issue is these drives can't take a command input
[21:49:08] <Connor> WTF?
[21:49:09] <ssi> the only way they operate is to send them commands over serial
[21:49:26] <Connor> That's worthless..
[21:49:28] <ssi> accel 10, velocity 5, move 12000 counts, GO
[21:49:32] <ssi> then it goes
[21:49:41] <ssi> they make two very very similar drives
[21:49:43] <ssi> the GV and the GV6
[21:49:54] <ssi> the GV can do torque, velocity, or step/dir mode
[21:50:02] <ssi> the GV6 has a full controller
[21:50:12] <ssi> it SEEMS like the GV6 is everything the GV is plus the controller
[21:50:14] <ssi> but it's not
[21:50:17] -!- f1oat has quit [Ping timeout: 245 seconds]
[21:50:17] <CaptHindsight> http://www.parkermotion.com/manuals/gemini/Gemini_GV6_Quick_Reference.pdf yeah GV6 are missing the 10V inputs
[21:51:07] <CaptHindsight> http://www.parkermotion.com/manuals/gemini/Gemini_GV_Quick_Reference.pdf GV has them
[21:51:58] <Connor> Wait.. What is pin 23 and 24 ? Analog Input- and Analog Input+
[21:52:03] <CaptHindsight> pions 23 and 24 on the 50 pin drive IO connector
[21:52:10] <CaptHindsight> pins even
[21:52:30] <Connor> Yes. They're labeled differently.. but.. Analog Input would mean 0-10v?
[21:53:25] <ssi> yeah it's just an analog input
[21:53:38] <ssi> it's not a command signal
[21:55:53] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-48-124.fv.ks.cox.net] has joined #linuxcnc
[21:56:28] <Connor> ssi You sure that's not some sort of command signal? Uses same pins as the other driver.. and in the big manual it does say something about +-10V on those pins
[21:56:55] -!- chillly has quit [Quit: Ex-Chat]
[21:57:14] <ssi> Connor: I talked to a tech at parker on the phone and he said in no uncertain terms that the GV6 doesn't do velocity mode
[21:57:35] <Connor> http://www.parkermotion.com/manuals/gemini/GemGV6ig_entire_guide.pdf Page 63
[21:58:39] <ssi> yes I am aware of it
[21:58:49] <Connor> OKay. Dang.. That sucks.
[21:59:02] <ssi> yes, yes it does
[21:59:06] <ssi> like I said, it shuts me down hard
[21:59:28] <Connor> Ebay'm and see if you can make your money back...
[21:59:51] <Connor> Or see if Parker will take them in on Trade or something..
[22:00:04] <ssi> I'm sure they won't
[22:00:20] <Connor> You never know until you ask. :)
[22:00:42] <ssi> pcw_home_: what sort of power supply can I get to run three 1kw servos with 8i20s?
[22:02:09] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[22:09:52] -!- zzolo has quit [Ping timeout: 272 seconds]
[22:09:53] zzolo_ is now known as zzolo
[22:11:47] <PCW> You can just make a line operated supply
[22:12:21] <ssi> just rectify and filter 220VAC?
[22:12:41] <PCW> you have 120V motors I think
[22:12:45] <ssi> 110V
[22:12:56] <ssi> I'm not clear on what the voltage rating means exactly for bldc servos
[22:12:57] amnesic_away is now known as amnesic
[22:13:28] <PCW> (at least their not older Japanese 100V motors)
[22:14:17] <PCW> its confusing some use the DC bus voltage (180 in your case) some use the AC voltage
[22:14:53] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[22:15:23] <PCW> 220V motors are often rated 360V (that's the DC bus voltage = rectified and cap filtered 220VAC)
[22:16:01] <ssi> so if I rectified and filtered 120V, and fed the ~180VDC to three 8i20s, that'd work for my motors?
[22:16:19] <PCW> Yes
[22:16:41] <ssi> and then they take RS422 for the host comms... can I pull that from the 7i77, or do I need another breakout for that
[22:17:12] <PCW> a 7I85 is more suited
[22:17:54] <ssi> hm ok
[22:18:17] <PCW> 5x RS-422 ports 4X encoder inputs
[22:19:14] <ssi> that then eliminates my need for the 7i77 (which I already have), but I'd need it or something else to run my spindle VFD and all my other IO
[22:19:56] <ssi> crap this is really wrecking my plans
[22:20:02] <PCW> or just add a 7I74 for 8 more RS-422 ports
[22:21:34] <PCW> do you know the peak motor current?
[22:21:55] <ssi> 6.8A
[22:22:00] <ssi> the Z motor might be bigger, I'm not sure
[22:22:18] <PCW> that's probably a continuous stall rating
[22:22:29] <ssi> yeah I think so
[22:22:36] <ssi> says stall 5.9Nm, 6.8A
[22:22:50] <ssi> but it's also the only current rating on the tag
[22:23:01] <ssi> and there's zero documentation on these motors in existence as far as I can tell
[22:23:28] <PCW> so 8I20 all the way up should be enough (30A) ~4.5 X cont
[22:25:26] -!- zzolo has quit [Quit: zzolo]
[22:26:07] <PCW> Will your drives do analog torque mode?
[22:26:33] <PCW> that may be a simpler way out
[22:26:36] <ssi> apparently not!
[22:26:51] <ssi> apparently the only thing they'll do is full control moie
[22:26:59] <ssi> where you issue them commands over serial and then tell them "GO"
[22:27:04] <ssi> I frankly don't see the point
[22:27:12] <PCW> argh
[22:27:31] <ssi> I'm unbelievably frustrated right now
[22:27:50] <PetefromTn_> what'd I miss?
[22:27:53] <ssi> I just finished up a design for that hall converter, submitted gerbers to my board house and paid for them, this morning
[22:28:00] <ssi> if I go 8i20 that'll be money wasted
[22:28:05] <Tom_itx> PetefromTn_ the brick ssi threw at his drivers
[22:28:20] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[22:28:22] <PCW> that seems so unlikely that they only support indexing mode
[22:28:24] <PetefromTn_> I thought you had it all sorted for the drives
[22:28:36] <ssi> PCW: it seems unlikley to me too
[22:28:43] <ssi> the GV does torque mode, velocity mode, step/dir mode
[22:28:52] <ssi> the GV6 is almost identical, has the controller feature as well
[22:28:55] <ssi> except it ONLY does controller mode
[22:29:06] <PCW> ouch
[22:29:10] <Connor> I wonder if you can lobotomize them ?
[22:29:17] <ssi> Connor: I wonder also
[22:29:22] <ssi> I'm sure it won't be trivial
[22:29:28] <PetefromTn_> and you have the GV6 I suppose...
[22:29:34] <ssi> of course I do
[22:29:36] <ssi> I have six of them ffs
[22:30:01] <PCW> great for factory automation...
[22:30:02] <Connor> I still say call parker and see if you can do a trade in or something.. 6 for 3..
[22:30:08] <ssi> Connor: they don't even sell them
[22:30:12] <ssi> they referred me to local distributors
[22:31:01] <PCW> check them out and sell them on Ebay as tested :-)
[22:31:47] <PetefromTn_> damn that sucks..
[22:31:52] <ssi> yeah
[22:31:55] <ssi> it's just a huge setback
[22:32:08] <ssi> cause now I have to spend $800 on drives from mesa
[22:32:16] <ssi> which means I can't buy a VFD
[22:32:50] <ssi> there are some AMC drives on ebay that'd work well, but there's not three of them for a low price
[22:33:35] <ssi> I can get two of them right now for a reasonable price
[22:33:57] <PetefromTn_> you really should put the parts you will not be using on ebay you might be surprised at how quickly they sell...
[22:34:07] <ssi> I put the servo drive up already
[22:34:14] <PetefromTn_> Also post them on the Cincinanatti forum on the zone.
[22:34:25] <PetefromTn_> I got a lot of response for the parts I sold there.
[22:34:35] <ssi> yeah that's a good ideoa
[22:34:41] <PetefromTn_> It did take a little while to sell them but not too long really..
[22:35:16] <cox> ssi: What wold happen if you gave commands timed one after another. Just like a stepper it is also commands stringed together.
[22:35:58] <ssi> cox: it wouldn't be a realtime servo system
[22:36:21] <cox> true
[22:36:21] <ssi> linuxcnc isn't going to be able to coordinate three axes if it has to drip feed them over serial like that
[22:37:00] -!- amiri_ has quit [Ping timeout: 246 seconds]
[22:37:18] <Jymmm> 232 or 485 ?
[22:37:26] <ssi> 232
[22:37:30] <ssi> actually I think it'll do either
[22:37:43] <Jymmm> 485 I think has the speed
[22:38:08] -!- mhaberler has quit [Quit: mhaberler]
[22:38:10] <ssi> the whole concept of closing the loop in linuxcnc goes out the window though
[22:38:13] <ssi> I might as well be running mach3
[22:38:27] <PetefromTn_> NOOOOO!!!!!
[22:38:30] <Tom_itx> oh god!
[22:38:32] <PetefromTn_> Don't even say that....
[22:38:36] <Jymmm> wait, closed loop stepper?
[22:38:40] <cox> Myoh
[22:39:41] <ssi> nobody said anything about steppers
[22:40:22] <_methods> is that 2 people sayin mach3 in the same day
[22:40:31] <Jymmm> cox did, but it scrolled off
[22:40:36] <_methods> heheh
[22:41:00] <PetefromTn_> we should tar and feather the scalawags...LOL
[22:41:01] <cox> never uttered the word in my life
[22:41:18] <Jymmm> MS-DOS + TurboCNC!!!
[22:41:37] <PetefromTn_> LOL my pal art LOVES TurboCNC
[22:41:50] -!- patricka_ has quit [Remote host closed the connection]
[22:41:52] <Tom_itx> hey, DOS runs faster than windows!
[22:42:03] <PetefromTn_> I'm trying to pry him away from it for his Lathe build..
[22:42:04] <Jymmm> TurboCNC is faster than linuxcnc
[22:42:26] <Jymmm> Sad, but true.
[22:45:32] <zeeshan> http://i.imgur.com/8Zfctcf.jpg
[22:45:34] <zeeshan> got the truck!
[22:45:43] <cox> ssi: If you continualy send the differense between sv and pv to your drive wold that not be closed loop. I mean could not hurt to try
[22:46:08] <ssi> it's not worth that much hackery
[22:46:21] <zeeshan> http://i.imgur.com/8Zfctcf.jpg
[22:46:22] <zeeshan> er
[22:46:23] <ssi> I'm debating whether I should try to have the boardhouse cancel my order and refund my money
[22:46:25] <zeeshan> whats that stick for in the back
[22:46:27] <zeeshan> 9'?
[22:46:54] <Tom_itx> ssi how many did you order?
[22:46:59] <ssi> 30
[22:47:07] <Tom_itx> holy crap you're confident
[22:47:21] <ssi> well the price difference between 3 and 30 is like $8
[22:47:27] <ssi> most of the cost is setup and shipping
[22:47:30] <ssi> they're like 40c apiece
[22:47:36] <Jymmm> zeeshan: the height before you smack something
[22:47:36] <Tom_itx> you should have talked to hackvanna
[22:47:42] <ssi> above 30 is where the shipping rate starts to go up
[22:47:48] <zeeshan> Jymmm: relative to what?
[22:47:56] <ssi> it was only $170
[22:47:57] <Jymmm> zeeshan: bed raised
[22:48:04] <ssi> and I guess having a cpld board could be handy for other things as well
[22:48:06] postaL is now known as postaL_offline
[22:48:12] <zeeshan> Jymmm: im trying to figure out
[22:48:20] <zeeshan> if im okay to load a 6.5 tall machine
[22:48:22] <zeeshan> '
[22:48:22] <Jymmm> zeeshan: figure what out?
[22:48:24] <zeeshan> on that flatbed
[22:48:28] <Jymmm> oh
[22:48:36] <Jymmm> what the height of the bed?
[22:48:53] <zeeshan> i dont know
[22:49:10] <Jymmm> zeeshan: then get your ass off the computer and go find out =)
[22:49:54] <Tom_itx> or be all 22nd century and take it with ya
[22:49:55] <Jymmm> zeeshan: The 9ft is just clearnace of the truck + whatever you load on it =)
[22:50:20] <Jymmm> bridges, drive-thrus, overhangs, awnings, etc
[22:50:35] <Tom_itx> Jymmm, bridges don't stop the locals here
[22:50:47] <Jymmm> Tom_itx: heh
[22:50:51] <Tom_itx> a dumpster truck took one out last year because he had his forks up
[22:50:56] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:51:04] <Jymmm> Tom_itx: Nice.... NOT!
[22:51:14] <Tom_itx> took out 2 sections of bridge
[22:51:32] <Jymmm> Tom_itx: I like it when the bridges take out the trucks, it's funnier than hell
[22:51:34] <Tom_itx> oh and all the powerlines and stop lights between the shop and the bridge
[22:52:01] <Jymmm> oh geeze, did he not notices the sparks ???
[22:52:09] <Tom_itx> apparently not
[22:52:16] <Jymmm> *sigh*
[23:01:00] <Jymmm> zeeshan: Just look out for low height restrictions, and ways to turn around if you can/need to.
[23:01:44] -!- mozmck has quit [Read error: Connection reset by peer]
[23:05:45] <zeeshan> Jymmm:
[23:05:49] <zeeshan> just measured it.
[23:05:56] <zeeshan> from bed to tallest point is 5 feet
[23:06:11] <zeeshan> machine is on skid so it'll probably sit at 7 feet MAXIMUM
[23:06:25] <zeeshan> 7+4 = 11 feet
[23:06:32] <zeeshan> low restrictions on the highway that i saw was 4.4 m
[23:06:39] <zeeshan> which is 14.5 feet
[23:06:43] <zeeshan> i think ill be okay!~
[23:07:25] -!- jthornton has quit [Ping timeout: 244 seconds]
[23:07:28] -!- JT-Shop has quit [Ping timeout: 250 seconds]
[23:08:58] <zeeshan> do i have to stop at weigh stations?
[23:09:14] <Connor> I woudn't think so.
[23:09:24] <Connor> That's typically for 18-Wheelers
[23:09:43] <zeeshan> sweet
[23:09:50] <zeeshan> i coudnt get the cruise control to work for this truck
[23:09:55] <zeeshan> i really need to figure out how to make it work
[23:09:56] <Connor> Plus, you would have to have a commercial drivers license..
[23:10:05] <zeeshan> http://i.imgur.com/KKQctAq.jpg
[23:10:09] <zeeshan> Connor: true
[23:10:11] -!- patrickarlt has quit [Remote host closed the connection]
[23:10:15] <zeeshan> so the left 2 buttons
[23:10:21] <zeeshan> when i press the right one to ON
[23:10:25] <zeeshan> ot shows cruise on the display
[23:10:29] <zeeshan> but when i press the SET button
[23:10:35] <zeeshan> it doesnt go into cruise control mode :(
[23:10:46] <zeeshan> and for some reason i cant drive faster than 55mph
[23:10:53] -!- micges-dev has quit [Quit: Wychodzi]
[23:10:58] <zeeshan> er
[23:11:04] <zeeshan> 60mph
[23:11:57] <Connor> It's probably got a governor on it.
[23:12:05] <Connor> Typical in those rent type trucks
[23:12:41] <zeeshan> bah
[23:12:54] <zeeshan> i wanted to do 110 km/h
[23:13:13] <Connor> And THAT's the reason they're installed.
[23:13:26] <zeeshan> haha
[23:13:30] <zeeshan> thats only 10 over here
[23:13:39] <zeeshan> hwy limt is 100
[23:14:16] <Connor> That's around 68pmh..
[23:19:00] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[23:20:00] <zeeshan> so guys
[23:20:03] <zeeshan> i need your opinion
[23:20:07] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[23:20:09] <zeeshan> http://wild-maschinen.de/hardware/15
[23:20:11] <zeeshan> thats the machine
[23:20:23] <zeeshan> the cabinet im going to tie down to the front of the bed
[23:20:32] <zeeshan> where the bed goes like |____
[23:20:39] <zeeshan> the machine will be right on the axle
[23:20:45] <zeeshan> strapped down with 5 straps
[23:20:47] <zeeshan> bed straps.
[23:22:17] <Tom_itx> chains
[23:22:22] <zeeshan> chains?!
[23:22:56] -!- jthornton [jthornton!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[23:23:00] -!- JT-Shop [JT-Shop!~john@75-105-205-239.cust.wildblue.net] has joined #linuxcnc
[23:23:07] <zeeshan> jthornton: pics of transporting cnc
[23:23:08] <zeeshan> ?!
[23:24:49] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:25:29] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:25:52] <Tom_itx> http://gnipsel.com/shop/unload-308/unload-308.xhtml
[23:25:54] <Tom_itx> zeeshan
[23:25:56] <Tom_itx> chains!
[23:26:27] <zeeshan> i cant see how he's trapped it down
[23:26:33] <zeeshan> i only see the green strap in the back
[23:27:43] <Tom_itx> imagine chains there
[23:29:02] <zeeshan> i only have 10,000lb straps
[23:29:30] <Tom_itx> they can get cut
[23:30:01] <zeeshan> how do you tension the chains?
[23:30:11] <Tom_itx> with a chain tensioner silly
[23:30:15] -!- Simooon has quit [Quit: Leaving]
[23:30:46] <zeeshan> ill have carboard
[23:30:49] <zeeshan> on alll edges
[23:30:55] <Tom_itx> just saying...
[23:31:10] <zeeshan> http://i.imgur.com/8Zfctcf.jpg
[23:31:12] <zeeshan> the straps are huge!
[23:31:22] <Tom_itx> i know what big straps look like
[23:31:39] <Tom_itx> not saying they won't work but think chains are safer
[23:31:39] <zeeshan> http://i.imgur.com/8Zfctcf.jpg
[23:31:42] <zeeshan> is that a handle
[23:31:47] <zeeshan> to get up the flatbed
[23:31:55] <zeeshan> or a place you can tie crap to? :D
[23:32:04] <zeeshan> Tom_itx: i have like 1 long chain
[23:32:09] <zeeshan> i can use for a safety addition
[23:32:32] <zeeshan> what does a chain tensioner look like
[23:33:20] <jdh> turnbuckle
[23:33:27] <jdh> or a cam clamp
[23:33:48] <CaptHindsight> http://imagebin.ca/v/1dBjQpH8rRLJ I just used 2 skates
[23:34:15] <jdh> that's a big chunk of metal
[23:34:19] <zeeshan> :D
[23:35:02] <CaptHindsight> http://imagebin.ca/v/1dBjv6xGBKYv
[23:35:19] <zeeshan> nice capricorn_1
[23:35:22] <zeeshan> CaptHindsight:
[23:35:26] <jdh> I don't buy it.... way too neat in there.
[23:35:48] <zeeshan> that bridgeport looks like a baby
[23:35:53] <zeeshan> next to the matsurra
[23:38:21] <CaptHindsight> jdh: that was just during the move, you can hardly walk through the area now :)
[23:43:15] <CaptHindsight> http://imagebin.ca/v/1dBmE6hMbnSg more like this
[23:43:39] <Connor> CaptHindsight: What is that on the bench ?
[23:44:19] <CaptHindsight> a few belt drive positioners in front
[23:56:04] -!- tronwzrd has quit [Ping timeout: 260 seconds]
[23:59:02] -!- sirdancealot has quit [Ping timeout: 245 seconds]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
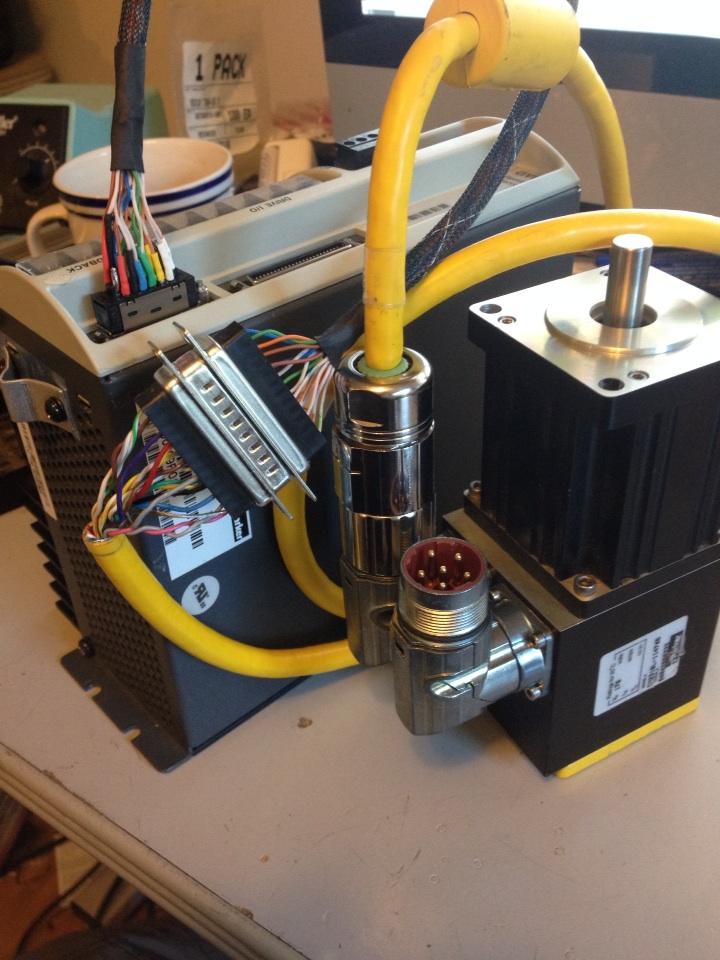{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
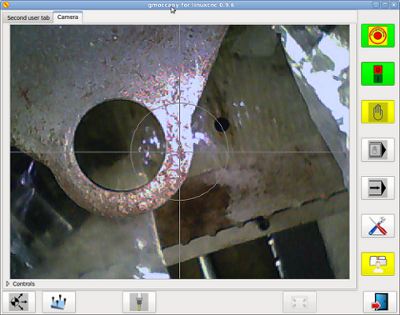{kind=link}
{kind=link}
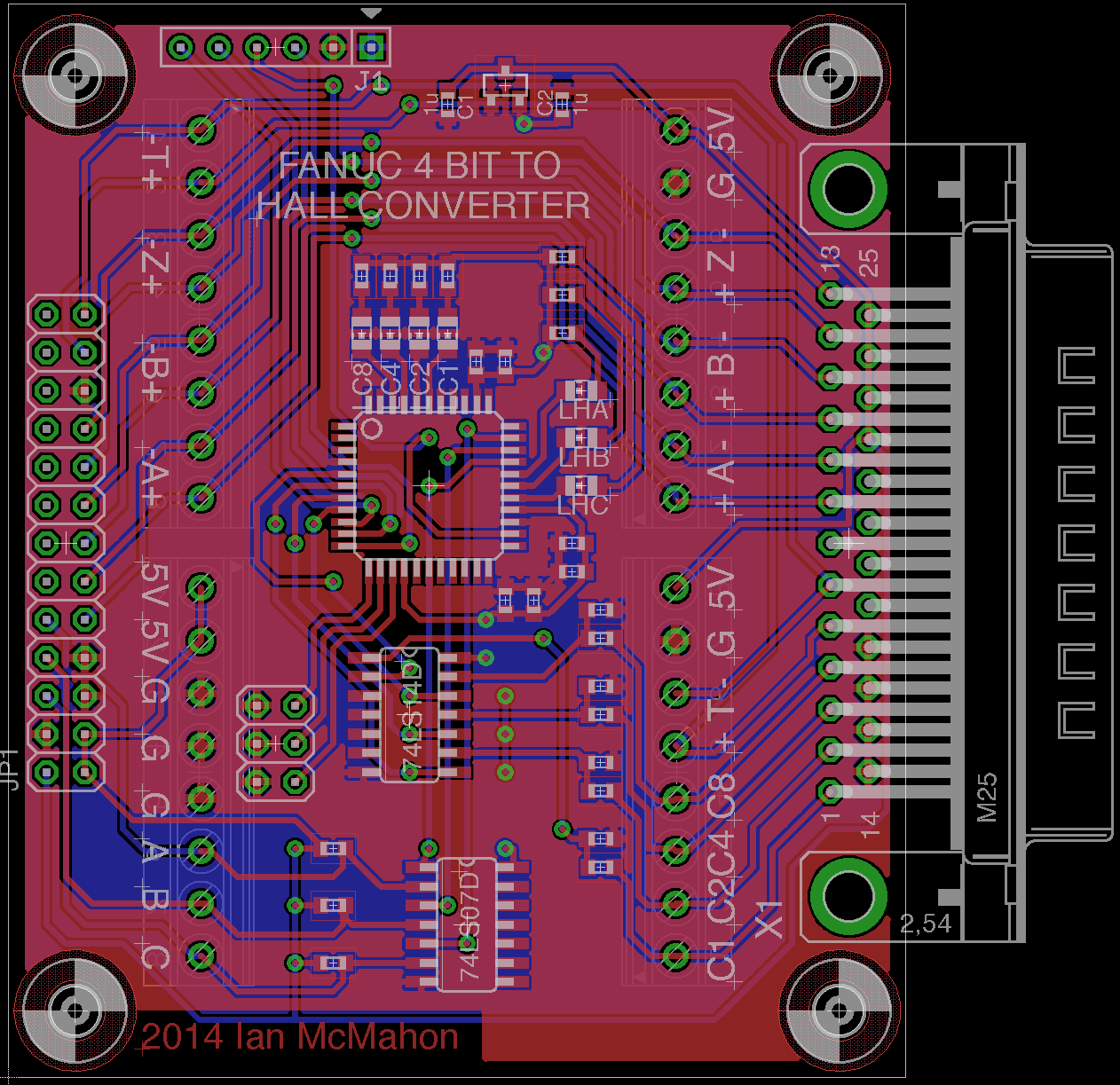{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}