Back
[00:00:31] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.90.1 [Firefox 30.0/20140605174243]]
[00:01:55] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[00:02:36] -!- kfoltman has quit [Quit: Ex-Chat]
[00:03:20] -!- gonzo_nb has quit [Remote host closed the connection]
[00:04:58] -!- sliptonic [sliptonic!sliptonic@2600:3c00::f03c:91ff:fe69:b403] has joined #linuxcnc
[00:05:02] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:06:10] -!- jst [jst!~quassel@198.199.94.175] has joined #linuxcnc
[00:07:29] -!- micges has quit [Quit: Wychodzi]
[00:08:18] -!- anth0ny_ has quit [Quit: anth0ny_]
[00:20:30] -!- i_tarzan has quit [Ping timeout: 244 seconds]
[00:22:22] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.231.99] has joined #linuxcnc
[00:27:06] <PetefromTnll> Okay guys some good progress made here tonight
[00:27:51] <Connor_iPad> Cool.
[00:28:12] <PetefromTnll> we managed to get the machine to mask the index pulse and work to rigid tap. We ran a bunch of rigid tap cycles to test and as long as you put the CORRECT numbers in it actually works pretty well.
[00:28:29] <Connor_iPad> Rofl
[00:28:39] <PetefromTnll> we goofed and tried to do an air cut with a 1.0 pitch setting over 5 inches and the machine DID NOT LIKE THAT>>>
[00:29:18] <PCW> no...
[00:30:00] -!- grummund has quit [Ping timeout: 260 seconds]
[00:30:35] <PetefromTnll> however when we programmed a 3/8-16 tap for .75 inches at 200 RPM it worked very nice.
[00:31:11] <PetefromTnll> I am going to need to play with the VFD settings to get the decell rates down so it does not overshoot as much.
[00:31:23] <PetefromTnll> when we tried it at 600 RPM it overshot about a quarter inch.
[00:32:35] -!- jst has quit [Remote host closed the connection]
[00:32:55] -!- jst [jst!~quassel@198.199.94.175] has joined #linuxcnc
[00:33:56] <PetefromTnll> PCW thanks so much for all the work you put in on the encoder mask setup. And Connor thank you for the work you did as well. Also thanks to SSI for programming it for me. I am not good at this shtuff and I really appreciate all the assistance.
[00:34:06] -!- jst has quit [Remote host closed the connection]
[00:35:06] <Connor_iPad> Your welcome
[00:35:13] -!- sirdancealot has quit [Ping timeout: 260 seconds]
[00:38:28] <PetefromTnll> :D
[00:47:22] -!- almccon has quit [Ping timeout: 244 seconds]
[00:47:42] -!- HeXiLeD has quit [Ping timeout: 245 seconds]
[00:49:10] -!- nofxx has quit [Remote host closed the connection]
[00:54:33] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[00:54:39] -!- jst [jst!~quassel@198.199.94.175] has joined #linuxcnc
[01:00:45] -!- syyl_ [syyl_!~sg@p4FD10CE5.dip0.t-ipconnect.de] has joined #linuxcnc
[01:04:08] amnesic is now known as amnesic_away
[01:04:52] -!- asdfasd has quit [Ping timeout: 240 seconds]
[01:04:58] -!- almccon_ has quit [Ping timeout: 250 seconds]
[01:05:52] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[01:07:27] -!- Valen has quit [Quit: Leaving.]
[01:07:42] -!- syyl_ has quit [Ping timeout: 245 seconds]
[01:11:00] -!- tinkerer has quit [Quit: Leaving.]
[01:21:40] -!- almccon has quit [Quit: Textual IRC Client: www.textualapp.com]
[01:25:39] <PetefromTnll> Wow man that is so freakin' cool that I have rigid tapping working now
[01:25:49] <PetefromTnll> I was beginning to think it would never happen LOL
[01:26:25] <PetefromTnll> I still need to play with some settings in the VFD to get it to decel as quickly as possible. Some reading in the manual for me is in order
[01:29:44] <Tom_itx> it has an active brake doesn't it?
[01:29:58] <PetefromTnll> yeah it does
[01:30:04] <PetefromTnll> braking resistor
[01:30:27] <PetefromTnll> it only was an issue say above 500 RPM and even then not much of one.
[01:31:01] <PetefromTnll> I have not really played much with the settings of the spindle drive really MIke kilroy from the zone helped me get it setup and I have basically left it alone since then
[01:31:27] <PetefromTnll> but he was forced to set it up with the spindle bearings being bad so now that it spins nice and smooth it is probably gonna work differently.
[01:31:36] -!- Felix29 [Felix29!~coors@c-67-166-12-95.hsd1.co.comcast.net] has joined #linuxcnc
[01:31:42] <Tom_itx> you don't want the spindle too high during tapping anyway
[01:31:42] -!- jfigie [jfigie!~zephyr@cpe-65-30-63-127.wi.res.rr.com] has joined #linuxcnc
[01:32:12] <PetefromTnll> I also remember we had set the decell rates kinda conservatively to try to work within my power requirements of my shop to keep it from blowing breakers.
[01:32:52] <PetefromTnll> I know that from near the top speed down to zero with the way it is now it pulls some amps to slow to zero and the load meter spikes pretty good.
[01:33:37] -!- Servos4ever has quit [Remote host closed the connection]
[01:35:28] <PetefromTnll> but it does stop pretty quick from say 5500 RPM.
[01:35:51] <PetefromTnll> I understand there are decell rates and curves for that you can program as I recall.
[01:35:59] -!- almccon has quit [Client Quit]
[01:36:05] <PetefromTnll> Will need to play with those to get it to work properly and optimally.
[01:38:21] -!- maZer`- [maZer`-!~info@HSI-KBW-085-216-021-003.hsi.kabelbw.de] has joined #linuxcnc
[01:38:24] <maZer`-> hi all
[01:38:52] <zeeshan|2> pETE
[01:39:00] <PetefromTnll> yeah
[01:39:29] <zeeshan|2> videos of rigid tapping!
[01:39:36] <maZer`-> what is the best way to let linuxcnc do a hole probe or a corner probe
[01:40:10] <maZer`-> i mean, are there some finished plugins or anything for this? :D
[01:40:33] <PetefromTnll> I already shut the machine down for the night but I am planning to play with the cycle in some thin plastic sheet so I can't really break the shit out of anything.
[01:40:54] <PetefromTnll> I am kinda proud of myself tonight LOL
[01:41:03] <zeeshan|2> thru hole
[01:41:05] <zeeshan|2> or blind
[01:41:05] <PetefromTnll> I sold my VERY FIRST ebay iem
[01:41:11] <PetefromTnll> item
[01:41:16] <PetefromTnll> thru of course
[01:42:19] <PetefromTnll> I am going to have to do some CNC machine work tomorrow morning on the machine for a customer but then I am hoping to be able to play with the machine
[01:42:25] <jdh> mazer: no plugins as such that I know of. There is a hole probe routine (cradeks?) but what you do after the probe is up to you.
[01:42:43] -!- tom_o_t_ has quit [Ping timeout: 272 seconds]
[01:44:18] <maZer`-> also
[01:44:22] <zeeshan|2> nice
[01:44:29] <zeeshan|2> im going to be out of a milling machine starting tomorrow
[01:44:30] <zeeshan|2> :/
[01:44:33] <zeeshan|2> guy coming to pick it up at 2pm
[01:44:48] <maZer`-> jdh ok i trying to find something online :D
[01:45:09] <jdh> http://timeguy.com/cradek/01262579508
[01:46:46] <maZer`-> ahhh thats very very cool! :D and looks very easy
[01:47:45] <maZer`-> i connected my probe tool over a wireless transmitter. is there a way to disable a probe until my wireless transmitter is sending a ready signal?
[01:48:17] <jdh> does it generate an output for 'ready'?
[01:49:15] <jdh> if so you could do an M66 to wait for the input to come on
[01:49:35] <maZer`-> ahh i understand
[01:49:41] <maZer`-> but not perfectly
[01:49:54] <maZer`-> if the tool is ready i can switch a input to true :D
[01:50:19] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[01:52:05] <maZer`-> net signal-name motion.digital-in-00 <= parport.0.pin10-in
[01:52:51] <maZer`-> Also thats Perfect for me! i can connect my output from receiver to motion.digital-in-00 and set the m66 command before
[01:53:00] gimps is now known as KC3DHB
[01:56:20] <maZer`-> does i understand it right, #5061 containing the current position of x axis?
[01:56:20] <maZer`-> :D
[02:03:52] <Tom_itx> After successful probing, parameters 5061 to 5069 will be set to the coordinates of X, Y, Z, A, B, C, U, V, W of the location of the controlled point at the time the probe changed state.
[02:04:28] <Tom_itx> G38.x
[02:05:52] <maZer`-> very very very nice! Big big thanks
[02:05:58] <maZer`-> G91 G38.3 Z.00001
[02:06:04] <maZer`-> but i does not understand this line :(
[02:06:18] <maZer`-> the z.00001
[02:07:16] <Tom_itx> is it in a loop?
[02:07:34] <Tom_itx> it will move toward the work at those increments until interrupted
[02:07:44] * Tom_itx thinks
[02:07:58] -!- `Nerobro has quit [Ping timeout: 244 seconds]
[02:08:04] <Tom_itx> reading cradek's probe routines?
[02:08:50] <maZer`-> yes
[02:08:57] -!- `Nerobro [`Nerobro!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[02:08:59] <maZer`-> no its on the beginning
[02:09:23] <Tom_itx> maybe the move just enables the Gcode
[02:09:34] <maZer`-> ahh ok :)
[02:09:40] <Tom_itx> here's one of the circular ones in action:
https://www.youtube.com/watch?v=SGuV86Su430&feature=youtu.be
[02:10:00] <maZer`-> also there is no movement is just for activating the g codes
[02:11:10] <Tom_itx> there's .00001 movement you just can't see it
[02:11:18] <maZer`-> oh ok
[02:11:56] <maZer`-> in cradecs ngc files i see on every beginning the g20 command
[02:12:05] <maZer`-> that tells the machine to move in inch mode
[02:12:11] <maZer`-> is that correct?
[02:13:12] <Tom_itx> no
[02:13:22] <Tom_itx> G91 is incremental
[02:13:48] <Tom_itx> G38.3 is probe
[02:13:54] -!- Lathe_newbie has quit [Ping timeout: 272 seconds]
[02:13:59] <Tom_itx> move toward work and stop on contact
[02:14:19] <maZer`-> yes alright
[02:14:27] <maZer`-> but i mean the g20 command
[02:14:40] <Connor> PetefromTnll: I'm back home.
[02:14:45] <maZer`-> is that telling the machine to travel in inch mode? :D
[02:14:46] <Tom_itx> yes
[02:14:52] <maZer`-> ahhhh ok sorry big thanks :D
[02:14:55] <zeeshan|2> when youre problem
[02:15:00] <Tom_itx> i don't have the files open
[02:15:04] <zeeshan|2> *probing inside a hole for example
[02:15:11] <zeeshan|2> how does the probe know when to slow down
[02:15:18] <zeeshan|2> like it accelerates fast and then slows down the edge
[02:15:20] <zeeshan|2> how does it know?
[02:15:42] -!- `Nerobro_ [`Nerobro_!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[02:15:44] <zeeshan|2> i understand how it does it for inspection purposes, usually we write a cmm program
[02:15:45] <Tom_itx> i think he wrote it so the first probe is quicker
[02:15:45] <Connor> PetefromTnll: I have a Z_LOAD and Z_SAFE variables for the tool changer in the ini file.. so that's good.
[02:15:49] <zeeshan|2> which has all the nominal dimensions
[02:15:51] <Tom_itx> the 2nd one is slower for more accuracy
[02:16:09] <zeeshan|2> quicker = rapid g00 ?
[02:16:18] <Tom_itx> after the first probe it sorta knows it's boundaries
[02:16:20] <PetefromTnll> nics
[02:16:22] <PetefromTnll> nice
[02:16:45] <zeeshan|2> PetefromTnll: you better get your tool changer working before i get my cnc!
[02:16:55] <maZer`-> :D
[02:16:58] <zeeshan|2> we're in competition now
[02:17:00] <zeeshan|2> !!
[02:17:10] <PetefromTnll> no we're not
[02:17:19] <Tom_itx> are so
[02:17:24] <zeeshan|2> yes we ARE!
[02:17:25] <Tom_itx> :)
[02:17:46] <zeeshan|2> my mill is a baby in travel
[02:17:49] <zeeshan|2> but beast in weight!
[02:17:56] <zeeshan|2> i am excited
[02:18:06] <Connor> okay.. their IS a hal file that we need to modify.. I did forget about.. but, that's no big deal.
[02:18:18] <maZer`-> :D
[02:18:38] <Connor> I'm using motion.digital-in and motion.digital-out for the remap stuff.. which then ties into the mesa pins.
[02:19:09] <Connor> since I did this in the simulator.. I have those tied to gladevcp LED's and buttons.
[02:19:27] -!- `Nerobro has quit [Ping timeout: 272 seconds]
[02:19:34] <PetefromTnll> okay
[02:19:40] -!- `Nerobro__ [`Nerobro__!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[02:19:48] <PetefromTnll> maybe we can futz with it this weekend.
[02:20:07] <PetefromTnll> I just got a couple orders for rails and some other stuff here tonight so I will be running the beast tomorrow LOL.
[02:20:24] <PetefromTnll> I am stoked the rigid tapping is working.
[02:20:30] <Tom_itx> tap some 2-56 holes in em
[02:20:30] <Connor> Maybe.. Weekend after upcoming is me and wife's Join B-Day weekend.
[02:20:32] <Tom_itx> :D
[02:20:33] <PetefromTnll> I am kinda terrified to try it tho.
[02:20:36] <zeeshan|2> was it hard to make it work?
[02:20:40] <zeeshan|2> just encoder?
[02:20:42] <maZer`-> Tom_itx i see cradek is always using the g38.3 that will not show any errors on screen if the probe failure
[02:20:45] <zeeshan|2> and communicate with vfd
[02:21:10] <Tom_itx> maZer`- which file are you looking at?
[02:21:11] <PetefromTnll> yeah no worries man whever you are free no hurry here.
[02:21:21] <maZer`-> is not better to use g38.2 to stop the programm if probe is not successfully
[02:21:26] <maZer`-> Tom_itx im looking at hole probe
[02:21:35] <PetefromTnll> zeeshan|2 It was not too bad really the machine gods were kind to me
[02:21:42] <Connor> zeeshan|2: No. It wasn't easy... because his encoder is on the motor.. and a 2:1 pulley setup.. the spindle has a 180-out sensor on the spindle.. that we used to mask the index on the motor encoder.
[02:21:42] <maZer`-> http://www.timeguy.com/cradek-files/01262579508/P-hole.ngc
[02:21:59] <PetefromTnll> yeah that was the hardest part
[02:22:05] <PetefromTnll> but it was all software stuff
[02:22:11] <Tom_itx> maZer`- i have the files
[02:22:19] <PetefromTnll> actually installing and wiring the encoder was not too bad really.
[02:22:20] <zeeshan|2> ahh
[02:22:21] <Tom_itx> maybe the signal isn't monitored
[02:22:21] <zeeshan|2> i see
[02:22:36] <zeeshan|2> byut 180 out you mean
[02:22:38] <zeeshan|2> 180 degree out of phase?
[02:22:39] <PetefromTnll> PCW and Connor and SSI all helped me do it.
[02:22:52] <PetefromTnll> no 180 out spindle position
[02:22:52] <Connor> Takes a Village! :)
[02:23:03] <PetefromTnll> to raise an idiot
[02:23:08] <PetefromTnll> ;)
[02:23:09] <zeeshan|2> what units is 180 in
[02:23:23] <maZer`-> hmm but i think is better to use g38.2 because this will stop the execution if failure
[02:23:23] <PetefromTnll> don't understand
[02:23:23] <maZer`-> :D
[02:23:24] -!- `Nerobro_ has quit [Ping timeout: 272 seconds]
[02:23:49] <maZer`-> oh shit my fault sorry Tom_itx....
[02:23:57] <zeeshan|2> basically when the encoder index pulse came
[02:24:01] <zeeshan|2> you wanted to be 180 degrees from that
[02:24:02] <maZer`-> all ok i just viewed wrong
[02:24:04] <zeeshan|2> for the real position
[02:24:06] <zeeshan|2> for the spindle
[02:24:11] <zeeshan|2> yea?
[02:24:11] <PetefromTnll> the motor spins 12k RPM the spindle spins 6k RPM
[02:24:23] <PetefromTnll> the encoder is on the motor shaft
[02:24:33] <zeeshan|2> yes
[02:24:35] <PetefromTnll> so there are two index counts on every spindle rotation
[02:24:55] <PetefromTnll> we had to find a way to mask one so that the control only sees a single index pulse
[02:25:01] <zeeshan|2> so why couldnt you just divide em
[02:25:03] <zeeshan|2> in the software
[02:25:04] <PetefromTnll> PCW did that in software
[02:25:05] <zeeshan|2> by 2
[02:25:21] <maZer`-> if i insert comments in a ngc file, should the comments start with % ?
[02:25:34] <zeeshan|2> yea maZer`-
[02:25:40] <maZer`-> big thanks zeeshan|2
[02:25:50] <zeeshan|2> wit no
[02:25:50] <PetefromTnll> the spindle also has a 180 out sensor with a cam mounted to the spindle body that tells the machine that the spindle is either on or 180 out on the index.
[02:25:51] <zeeshan|2> WAIT no
[02:26:17] <PetefromTnll> Gotta run to the store be back in a few.
[02:26:22] <zeeshan|2> for some reason i was thinking of matlab.
[02:26:24] <Tom_itx> PetefromTnll you can't use scale?
[02:26:26] <zeeshan|2> ( comment in here )
[02:26:31] <zeeshan|2> ^ like that for ngc
[02:26:36] <PetefromTnll> scale for what?
[02:26:49] <zeeshan|2> the scale for the encoder..
[02:26:50] <Tom_itx> PetefromTnll, i use scale on my spindle encoder
[02:27:01] <zeeshan|2> within hal
[02:27:10] <Tom_itx> loadrt scale count=2addf scale.0 servo-threadsetp scale.0.gain 60.00addf scale.1 servo-threadsetp scale.1.gain 60.00
[02:27:15] <PetefromTnll> yeah we do too the spindle speed is accurate to the command speed due to scale settings
[02:27:27] -!- `Nerobro__ has quit [Ping timeout: 272 seconds]
[02:27:38] <zeeshan|2> can i has a skor bar from the store?
[02:27:42] <zeeshan|2> thank u
[02:27:52] <PetefromTnll> BBL
[02:28:28] -!- jfigie has quit [Quit: Ex-Chat]
[02:28:31] -!- `Nerobro [`Nerobro!~wolfeman@fg300a.skylan.net] has joined #linuxcnc
[02:31:54] <zeeshan|2> btw to adjust the backlash on the import
[02:31:59] <zeeshan|2> it's way better than how the bridgeport does it
[02:32:01] <zeeshan|2> it uses 2 collars
[02:32:18] <zeeshan|2> you loosen the outter collar and tighten the inner collar which takes up the slack
[02:32:21] <zeeshan|2> and then you lock the outer collar
[02:32:29] <zeeshan|2> you can do it without having to remove the table
[02:48:59] -!- AR_ has quit [Ping timeout: 272 seconds]
[02:56:46] -!- syyl_ [syyl_!~sg@p4FD10CE5.dip0.t-ipconnect.de] has joined #linuxcnc
[03:02:02] -!- syyl_ has quit [Ping timeout: 272 seconds]
[03:25:43] <PetefromTnll> Okay back again ;)
[03:26:06] <zeeshan|2> skor bar?!
[03:26:39] <PetefromTnll> more like lunchables, milk, some vegetables, and dishwasher detergent
[03:26:57] <PetefromTnll> man the last two days have been hectic.
[03:27:18] <PetefromTnll> Feel like I have not slept in days
[03:27:56] <PetefromTnll> now I gotta figure out how to make my Cam program output G33.1 instead of G84
[03:28:15] <zeeshan|2> PetefromTnll: my ___ing
[03:28:21] <zeeshan|2> is retarded
[03:28:34] <zeeshan|2> it for some reason doesnt output g95 after a tool change
[03:28:36] <zeeshan|2> when im in CSS mode
[03:28:54] <zeeshan|2> i've been chasing my tail for the last couple of days trying to modify the post processor to make it work
[03:28:56] <PetefromTnll> whats __ing?
[03:29:01] <zeeshan|2> swearing
[03:29:10] <PetefromTnll> ah
[03:29:13] <zeeshan|2> my ___ing cam program i mean
[03:29:50] <PetefromTnll> well I will be doing the same thing probably while I try to implement the machines new found trick here.
[03:31:13] <zeeshan|2> replacing a g-code is fairly easy
[03:31:19] <zeeshan|2> you can do it within the master g-code list
[03:31:29] <zeeshan|2> its when a certain g-code isn't outputting, thats when things get messy
[03:38:05] -!- maZer`- has quit [Ping timeout: 260 seconds]
[03:42:51] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[03:44:22] -!- WalterN has quit [Ping timeout: 240 seconds]
[03:44:28] -!- Connor_iPad has quit [Remote host closed the connection]
[03:44:31] -!- Guest24653 has quit [Quit: Page closed]
[03:45:15] pat_ is now known as Guest1806
[03:45:29] -!- PetefromTnll has quit [Quit: I'm Outta here!!]
[03:47:14] -!- WalterN [WalterN!~tiwake@71-84-132-89.dhcp.knwc.wa.charter.com] has joined #linuxcnc
[03:52:51] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[04:08:06] -!- ve7it has quit [Remote host closed the connection]
[04:10:40] <ssi> weee
[04:26:47] <jesseg> Howdy folks! I've started a crowd-funding project to build a better and open source light duty XYZ framework! See it here:
https://www.indiegogo.com/projects/easy-to-build-and-robust-3d-printer-framework
[04:27:09] -!- tronwizard has quit [Ping timeout: 258 seconds]
[04:28:51] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[04:29:45] * LeelooMinai stares at the crayon-drawn overview
[04:31:40] <jesseg> hahahaha
[04:32:14] <jesseg> Is that not as good as a 3D rendered picture from a nice cad package ? haha
[04:32:21] <LeelooMinai> jesseg: Admit it - you stole it from your little doughter? :)
[04:32:46] <jesseg> hahaha
[04:32:56] <LeelooMinai> "Mom! I was drawing my CNC design, and dad stole it! *cry*"
[04:32:57] -!- mhaberler [mhaberler!~mhaberler@extern-174.stiwoll.mah.priv.at] has joined #linuxcnc
[04:33:10] <jesseg> actually that's a good point. I haven't kids of my own -- but I should have bribed a friend's kid to draw it. I'm certain they would have done it better. I'm not an artist :P
[04:33:29] -!- tronwizard has quit [Remote host closed the connection]
[04:45:20] <ssi> lol
[04:45:39] <ssi> LeelooMinai: how's your machine going?
[04:46:17] <XXCoder> child drawing. looks legit.
[04:46:25] <LeelooMinai> Super slow for some reason - instead for a month I have been programming.
[04:46:39] <LeelooMinai> Cannot stop:)
[04:46:41] <ssi> hehe
[04:47:14] <ssi> I got my 3" lens at long last
[04:47:19] <LeelooMinai> But soon I will probably assemble the enclsure with all the drivers, mesa stuff, etc.
[04:47:24] <ssi> put it in the laser, and I'm running a full sheet job now
[04:47:33] <XXCoder> awesome
[04:47:38] <ssi> it is doing MUCH better for 1/2" ply
[04:48:05] <LeelooMinai> 1/2" ply? What kind of laser is it? Co2?
[04:48:08] <ssi> ya
[04:48:39] <ssi> jesseg: are you machining the champhers in that extrusion?
[04:48:47] <LeelooMinai> Those kind of make me scratch the head - all those tubes and gas inside
[04:48:49] <ssi> looks like misumi extrusion with some champhering
[04:48:58] <ssi> LeelooMinai: they're actually really really simpl.
[04:49:13] <ssi> it's basically just a neon sign tube with mirrors at both ends
[04:49:15] <ssi> and co2 instead of neon
[04:49:18] <ssi> and one mirror is partial
[04:49:19] <jesseg> ssi, no that's all off the shelf extrusion from openbuilds
[04:49:20] <ssi> bam, laser
[04:49:26] <ssi> add some cooling, and you're good to go
[04:49:30] <LeelooMinai> The scratching was due to fragility and size of the setup
[04:49:36] <XXCoder> thats whats awesome about co2 laser
[04:49:38] <ssi> yeah they're monsters
[04:49:49] <ssi> mine is 1500mm long by 80mm diameter
[04:50:08] <ssi> jesseg: I see
[04:50:10] <LeelooMinai> I can see myself attaching some laser head to my cnc platform, but those co2 contraptions... no:)
[04:50:20] <ssi> LeelooMinai: well you don't move the laser, you move the optics
[04:50:48] <LeelooMinai> ssi: That's even more scary - aligning all of this, spacing, making sure it's clean...
[04:50:55] <ssi> not as bad as you'd think
[04:51:05] <ssi> I built this machine from scratch
[04:51:08] <ssi> 3d printed tube mounts
[04:51:15] <LeelooMinai> Well, much harder then using diode laser:)
[04:51:22] <ssi> alignment is an hour's worth of patience with masking tape
[04:52:30] <LeelooMinai> Then you kick it and...
[04:52:39] <ssi> hasn't been an issue
[04:53:18] <ssi> the only really scary thing about the laser is the damn power supply
[04:53:24] <ssi> 35kv @ 40mA gives me the willies
[04:55:17] <XXCoder> need few more
[04:55:23] <ReadError> ssi have you added the adjustable focus yet?
[04:55:32] <XXCoder> heh
[04:55:39] <ssi> newp
[04:55:48] <ssi> you mean automatically adjustable?
[04:55:54] <ssi> I have no mechanized Z
[04:55:59] <ssi> and I won't, unless I rebuild the table
[04:56:24] <ssi> as it is, I may not be able to cut 3/4" ply or thicker, cause I'll likely need a 4" lens and I just don't have room under the head
[04:56:25] <Jymmm> Dumb question, but what would be the opposite of a tubing flare tool?
[04:56:30] <ssi> but if I rebuild the table it could be done
[04:56:37] <ssi> Jymmm: a tubing smush tool?
[04:56:45] <ssi> Jymmm: swager maybe?
[04:56:48] <ssi> what are you trying to do
[04:57:04] <Jymmm> ssi: seal tubing closed/make smaller
[04:57:24] -!- asdfasd [asdfasd!~332332@176.253.29.228] has joined #linuxcnc
[04:57:25] <ssi> it's sorta hard to put the shit back in that particular horse
[04:57:31] <ssi> once you stretch it out, it's tough to unstretch
[04:58:01] <Jymmm> Well, I could use a vice I guess
[04:58:24] <ssi> you could make a die that'll apply pressure in all directions
[04:58:28] <ssi> if you need it to stay round
[04:58:40] <XXCoder> 2 lens, ssi? is it possible
[04:59:09] <ssi> XXCoder: to do what?
[04:59:21] <XXCoder> refocus so you can cut 3/4 plywood
[04:59:24] <Jymmm> ssi: I maybe looking at the wrong thing. unless there is high temp solder > 1400F
[04:59:30] <Jymmm> bbl
[05:01:02] -!- juz88 [juz88!~juz88@202.7.220.126] has joined #linuxcnc
[05:01:18] -!- juz88 [juz88!~juz88@202.7.220.126] has parted #linuxcnc
[05:01:36] -!- Fox_Muldr has quit [Ping timeout: 260 seconds]
[05:02:13] <ssi> XXCoder: focusing is easy; I just have to move the lens up and down
[05:02:17] <ssi> it's manually adjustable
[05:02:45] <ssi> the issue is that to cut thicker materials, you need a longer depth of field, which means longer lenses
[05:02:56] <XXCoder> ahh ok
[05:02:56] <ssi> and a 4" lens is so long that I don't have room under the head
[05:03:01] <XXCoder> more lasers
[05:03:13] <ssi> it's like mounting a 4" tool in a router with 3" clearance
[05:03:31] <ssi> If I raised the gantry it could work, but then the shorter lenses would have trouble
[05:03:36] <ssi> the solution is to make a raising/lowering bed
[05:03:39] <ssi> which most laser machines have
[05:03:50] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f743d72.pool.mediaWays.net] has joined #linuxcnc
[05:03:51] <ssi> I just opted not to do that on this first build cause it would have added a lot of complexity/cost
[05:03:54] <ssi> and I mostly don't need it
[05:03:55] <XXCoder> adjustable gantry?
[05:05:07] <ssi> not practical, because of the way the beam path/alignment works
[05:05:14] <ssi> you'd have to raise the gantry, the tube, and all the mirrors
[05:05:18] <ssi> ie lower the bed :)
[05:05:28] <XXCoder> ahh makes sense
[05:06:47] <ssi> so it looks like I'm buying a VMC
[05:08:25] <Connor> ssi: So pete tells me.
[05:09:10] <ssi> heheh
[05:09:22] <ssi> I'm kinda terrified
[05:09:27] <ssi> mostly of the moving/unloading part
[05:09:27] <Connor> So, what are you going to do with the G0704 ?
[05:09:33] <ssi> finish it, keep it at home likely
[05:09:39] <Connor> Ahh. Okay.
[05:09:46] <Connor> So, VMC at the Hanger, G0704 at home
[05:09:48] <ssi> yep
[05:10:00] <Connor> Light proto-typing at home.. production at hanger. ;)
[05:10:04] <ssi> prolly move the hardinge down there too once I fix it
[05:10:17] <ssi> then I'll have g0704/g0602 at home, VMC/turning center at the airport :D
[05:10:30] -!- anth0ny_ has quit [Quit: anth0ny_]
[05:10:43] <Connor> How *IS* the G0602 ?
[05:10:51] <ssi> I haven't powered it up in ages
[05:10:53] <ssi> I need to do that
[05:10:58] <ssi> maybe go through and upgrade the electronics
[05:11:08] <ssi> it's got a 7i43 and a hand-built breakout on protoboard :)
[05:11:11] <Connor> And WHY did you Drive up to TN when you have it ? P)
[05:11:41] <Connor> Besides to meet Pete and me.. :)
[05:11:44] <ssi> mostly for your help in person with the stuff on the spindle
[05:11:50] <ssi> and the camaraderie :)
[05:12:01] <Connor> Yup.. Hopefully I helped enough.
[05:12:03] <ssi> and pete had my pulleys
[05:12:06] <ssi> yes, very much
[05:12:09] <ssi> it's in pretty good shape now
[05:12:14] <ssi> the spindle pulley came out NICE
[05:12:30] <ssi> top hat I'm not remarkably proud of
[05:12:31] <Connor> Good deal. That tear down went FAST compared to mine..
[05:12:33] <ssi> might have to remake it
[05:12:48] <ssi> tonight I used pete's lathe to bore and thread a ballnut mount for the Z axis
[05:12:50] <Connor> Yea.. I cheated on my tophat.. I CNC'd it on the mill in Lathe mode.
[05:13:01] <ssi> I could make a new tophat on the 602
[05:13:07] <ssi> I'm gonna try to put some time into the hnc here soon
[05:13:23] <ssi> my plan is to go through it and replace all the 40 year old pneumatic line with new tubing and push-to-connect fittings
[05:13:32] <Connor> You had stock for the Z ?
[05:13:34] <ssi> hnc could make tophats like it's going out of style
[05:13:36] <ssi> yes
[05:13:40] <Connor> Damn it.
[05:13:48] <ssi> what stock do you mean?
[05:13:57] <Connor> I need to make my Z ballnut mount too.
[05:13:59] <ssi> ah
[05:14:07] <ssi> I brough it up yesterday
[05:14:09] <Connor> Going to order some metal from speedymetals.com
[05:14:15] <ssi> but it's just some little chunks of aluminum
[05:14:22] <ssi> I brought enough to make three mounts :P
[05:14:25] <ssi> I wish I'd known you needed one
[05:14:35] <Connor> Yea.. I need one and so does jdh
[05:14:39] <ssi> lol
[05:15:13] <ssi> the sabre is shorter than the arrow btw
[05:15:19] <Connor> I want to make my 2" Column extension out of Cast Iron.. not sure Pete going to like doing that considering how messy that can be.
[05:15:20] <ssi> the electronics cabinet in back is wider and shorter
[05:15:32] <Connor> Interesting
[05:15:36] <ssi> I don't mind working on cast iron
[05:15:37] <ssi> it's just dusty
[05:16:27] <Connor> http://www.g0704.com/images/G0704%20Y%20axis%20extension%20column%20spacer%20rev%20b.jpg
[05:16:55] <ssi> btw I put the 3" lens in the laser about an hour ago
[05:17:01] <ssi> and I'm running a speaker box program now in 1/2" ply
[05:17:02] <Connor> That's the column spacer.. I don't want to do it.. because the face needs to be as good as it can be.. or it'll throw tram out of wack.
[05:17:04] <ssi> seems to be working very well
[05:17:09] <Connor> Nice.
[05:17:28] <ssi> you're likely gonna have to shim it for perfect tram no matter what :/
[05:17:51] <ssi> oh also
[05:17:59] <ssi> you know how pete replaced his servos and drives
[05:18:06] <ssi> I bought some parker servos and drives
[05:18:07] <Connor> I hope not.. It's really good now.. .001 on nodding.. that's with a 6" Tram distance about 8" down from the spindle.
[05:18:11] <ssi> but the drives I bought are RIDICULOUSLY overkill
[05:18:23] <ssi> in fact, they're so overkill that I can use them on the sabre and they'll be overkill
[05:18:28] <ssi> he bought 1kw servos and drives
[05:18:32] <Connor> Holy Crap
[05:18:37] <ssi> these drives are 3.5kw continuous, 8.75kw peak
[05:19:06] <ssi> so if the motors on the machine have encoders and are compatible with these drives, I may just run them as is with the gemini drives
[05:19:10] <ssi> if not, I'll try to get some motors
[05:19:17] <ssi> should save me a bunch of money
[05:20:04] <Connor> Are they're any mesa cards that let you add on a single servo / analog device ?
[05:20:20] <ssi> dunno
[05:21:22] <ssi> the servos I got that I intended to use these drives with are 262W
[05:21:25] <ssi> hahaha
[05:21:33] <Connor> Oh geez.
[05:22:20] <Connor> You may want the 7i49 board...
[05:22:25] <ssi> I have one
[05:22:27] <Connor> 6 channel resolver interface
[05:22:27] <ssi> in the hnc
[05:23:28] -!- mhaberler has quit [Quit: mhaberler]
[05:23:36] <ssi> you know what
[05:23:42] <ssi> I think these drives actually can do resolvers or encoders
[05:23:52] <ssi> I wonder if they can run a resolver motor, but provide encoder fb back to the control
[05:23:56] <ssi> that would be AMAZING
[05:24:32] <Connor> Hmm.. I would think it would just pass-through the encoder/resolver info..
[05:24:55] <ssi> yeah I'm not really sure
[05:25:05] <ssi> so this series, the GV6 series drives
[05:25:20] <ssi> smallest one is 440W cont, 1.1kw max
[05:25:31] <ssi> biggest one that doesn't require 3ph is the one I have
[05:25:32] -!- anarchos2 has quit [Read error: Connection reset by peer]
[05:25:37] <ssi> 3.5kw cont, 8.75kw max
[05:25:45] <ssi> they make a 12kw/30kw one
[05:25:46] <ssi> haha
[05:26:14] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[05:26:48] <ssi> I dunno man, there's encoder pins and resolver pins on the motor feedback connector, but on the control connector there's encoder out pins but no resolver out pins
[05:27:02] <ssi> I need to get my hands on a spare motor with a resolver and hook it up for testin
[05:27:15] <Connor> Sounds like it.
[05:27:31] <ssi> these drives are bad ass
[05:27:34] <ssi> I'm glad I bought them
[05:27:36] <ssi> thanks CaptHindsight
[05:27:36] <ssi> heh
[05:27:54] <Connor> http://www.ivdc.com/cnc/mill_09_24_14_02.jpg
[05:27:54] <ssi> this could save me literally $5k on this conversion
[05:28:11] <Connor> so.. trying to figure out how to re-layout my enclosure...
[05:28:18] <ssi> ah you got din rail, awesome :)
[05:28:26] <Connor> Yea.
[05:28:41] <Connor> the PSU was in the first bay.. Thinking of moving it to the 2nd..
[05:28:49] <ssi> http://www.ebay.com/itm/Lot-of-3-X-Parker-GV6-U6E-NK-Gemini-servo-drives-/271611536803?pt=LH_DefaultDomain_2&hash=item3f3d4f25a3
[05:28:52] <ssi> maybe I should grab some more!
[05:28:55] <Connor> maybe move the stepper under the din rail up..
[05:29:16] <ssi> those are "only" 1.6kw cont drives
[05:29:54] <Connor> either run 2 rows of DINS.. and use the channel between the stepper drivers for pandiut..
[05:30:06] <Connor> I dunno.. this stuff drives me nuts.
[05:30:09] <ssi> yeah
[05:30:34] <Connor> mainly want the din for 48v, 12v, and 120v buss.
[05:31:50] <ssi> hm they make crazy ass stepper drives too
[05:31:51] <ssi> http://www.ebay.com/itm/Parker-CompuMotor-GT6-L5-Gemini-Stepper-Drive-DRV-CTRL-Unique-eBay-No-Reserve-/251650440041?pt=LH_DefaultDomain_0&hash=item3a9788fb69
[05:31:54] <ssi> I shoul dtry one of those sometime
[05:31:59] <Connor> looking for switches... Need a 16A 120v On/Of rotary for spindle. On-Of-On Rotary 120v 1amp for Coolant, and another On/Off Rotary for the 48v PSU.. It could be 120v mains, or maybe use the built in power switch jumper.
[05:34:07] <Connor> I want rotary because of the placement.. don't want to bump a switch on or off by accident.
[05:34:41] <Connor> everything I find is rated for 380v, 500v or 600v.. no idea if you have to de-rate those for 120v or not.
[05:36:46] <ssi> no
[05:36:51] <ssi> that's just the breakdown voltage
[05:37:07] <ssi> as long as it's >120v rated and >16A or whatever
[05:37:17] <Connor> ok
[05:37:21] <Connor> that makes it easier.
[05:38:41] <Connor> http://www.ebay.com/itm//321097414076
[05:38:46] <Connor> looks a little over kill..
[05:38:52] <Connor> but.. it's nice big and red.. :)
[05:38:57] <Connor> would be good for spindle..
[05:39:25] <ssi> looks perfect
[05:40:31] <Connor> I wonder how you mount that thing.. if you cut a circular hole... or square hole or what..
[05:41:53] <ssi> looks like th ewhite insert in the back of the yellow part comes out and mounts to your panel
[05:41:56] <ssi> and the switch assembles around that
[05:45:32] <Connor> Looks like you drill a 60mm hole.. and 4 screw holes in square pattern..
[05:45:37] <Connor> found the technical docs..
[05:45:40] <Connor> that thing is very large.
[05:45:47] <ssi> yeah
[05:46:00] <Connor> too large.
[05:46:09] <ssi> btw looks like the laser cut a 2x4 sheet of parts in 1/2" ply without failing to cut through anywhere :D
[05:46:13] <ssi> on the 3" lens
[05:46:23] <Connor> Nice...
[05:46:31] <Connor> MDF test time.. ! :)
[05:46:35] <ssi> heheh
[05:46:36] -!- arturia [arturia!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[05:46:37] <ssi> it'll be the same prolly
[05:46:59] <ssi> I'm still using somewhere around 50-60W to do it
[05:47:32] <ssi> Connor: OH
[05:47:39] <ssi> the sabre comes with a spare drawbar cylinder ;)
[05:47:45] <ssi> it might be too big
[05:47:45] <Connor> I saw that.
[05:48:33] <ssi> WHOA
[05:48:34] <ssi> http://www.ebay.com/itm/Parker-GV-Gemini-Servo-RS-232-485-11ea-in-enclosier-/200784307326?pt=LH_DefaultDomain_0&hash=item2ebfad647e
[05:48:42] <ssi> eleven gemini drives in an enclosure for $1900
[05:48:54] <Connor> holy....
[05:49:29] -!- Felix29 has quit []
[05:49:44] -!- sylphiae has quit [Ping timeout: 272 seconds]
[05:51:26] <Connor> http://www.ebay.com/itm/321473060592
[05:51:37] <Connor> wtf? AC 380V 12A AC 16A ?
[05:52:08] <ssi> yea have to derate it ABOVE 380
[05:52:29] <Connor> Ui AC 380V, 12A
[05:52:35] <Connor> Ith AC 16A
[05:52:39] <Connor> I have No idea what that means..
[05:53:48] <ssi> means for your 120V AC application, it's rated at 16A
[05:54:45] -!- Guest1806 has quit [Quit: Page closed]
[05:54:48] <zeeshan|2> ssi
[05:54:49] <zeeshan|2> :]
[05:54:55] <ssi> ZEESH
[05:54:57] <ssi> AN
[05:54:59] <ssi> :)
[05:55:14] <zeeshan|2> cut metal yet!!
[05:55:19] <ssi> no!
[05:55:20] <ssi> tell me how!
[05:55:36] <zeeshan|2> super focus lense
[05:55:42] <ssi> I have the shortest lens you can get
[05:55:44] <ssi> 1.5"
[05:55:55] <ssi> in theory, I have a ridiculously hot spot with that lens
[05:55:58] <zeeshan|2> really you only have control over 3 things
[05:56:32] <ssi> calculator says 65um spot at 30,500w/mm^2
[05:56:38] <ssi> which is 3x what I've read you need to cut steel
[05:56:46] <zeeshan|2> intensity, surface area and color
[05:56:54] <ssi> and a 0.611mm depth of field
[05:57:04] <ssi> possibly a coating would help
[05:57:06] <ssi> but I dunno what
[05:57:11] <zeeshan|2> just black
[05:57:22] -!- KGB-linuxcnc has quit [Ping timeout: 245 seconds]
[05:57:25] <zeeshan|2> but i guess asap black layer burns
[05:57:28] <zeeshan|2> its back to shiney
[05:57:39] <zeeshan|2> moar power
[05:57:55] -!- patrickarlt has quit [Remote host closed the connection]
[05:57:59] <ssi> I think the answer is
[05:58:02] <ssi> a) moar power
[05:58:04] <ssi> b) YAG
[05:58:11] <ssi> YAG is supposed to be absorbed better than co2
[05:58:20] <ssi> so yea
[05:58:23] <zeeshan|2> different wave length?
[05:58:28] <ssi> send me a 3-5kw YAG head and I'll cut metal :)
[05:58:29] <ssi> yes
[05:58:34] <ssi> 1um instead of 10um
[05:58:52] <zeeshan|2> problem is laser cutters are fairly new technology
[05:59:02] <zeeshan|2> so it's prolly hard even find laser parts
[05:59:16] <ssi> find in what way?
[05:59:19] <ssi> like junk parts?
[05:59:22] <zeeshan|2> yes
[05:59:27] <zeeshan|2> like the entire laser assembly off a laser cutter
[05:59:32] <ssi> frickin jdh said the place he worked threw away several multi-kw YAG heads :(
[05:59:37] <zeeshan|2> haha
[05:59:37] <zeeshan|2> wtf
[05:59:39] <ssi> SERIOUSLY
[05:59:49] <ssi> oh btw I need another air drier
[05:59:53] <ssi> keep your eyes peeled for me :)
[06:00:25] <zeeshan|2> was it a far drive to pete's place?
[06:00:38] <ssi> 3hr
[06:00:40] <ssi> http://gadsden.craigslist.org/tls/4638876386.html
[06:00:43] <zeeshan|2> thats not bad
[06:00:50] <ssi> no, not bad
[06:00:53] <ssi> but then we drove to louisville
[06:00:58] <ssi> another 4 hours
[06:01:05] <zeeshan|2> 10/20 scfm..
[06:01:09] <zeeshan|2> seems a bit expensive
[06:01:17] <ssi> yea I paid like 300 for my one here
[06:01:34] <zeeshan|2> have you looked at how much a real one costs brand new
[06:01:37] <ssi> no
[06:01:39] <zeeshan|2> by real i mean non harbor frieght
[06:01:41] <zeeshan|2> theyre crazy
[06:01:43] <ssi> I'm sure
[06:01:45] <zeeshan|2> a 10scfm model is like 1k
[06:01:49] <ssi> all real stuff is crazy brand new
[06:01:52] -!- cradek has quit [Ping timeout: 240 seconds]
[06:01:55] <zeeshan|2> and it goes to like 3k when it gets to 50 scfm
[06:01:59] <ssi> oh I need a 15 or 20 hp 3ph motor too
[06:02:10] <zeeshan|2> seems a little excessive for basically a refigerator :P
[06:02:15] <zeeshan|2> 15?!?!
[06:02:20] <zeeshan|2> thats a lotta power
[06:02:21] <ssi> yea
[06:02:24] <zeeshan|2> what volt
[06:02:31] <ssi> 208 I guess
[06:02:34] -!- cradek [cradek!~chris@outpost.timeguy.com] has joined #linuxcnc
[06:02:40] <ssi> I need to build a rotary phase converter that'll run the vmc
[06:02:45] <ssi> I'd like to run it for awhile before I do the conversion
[06:03:12] <zeeshan|2> 50 A breaker ;p
[06:03:16] <zeeshan|2> beast
[06:03:29] <zeeshan|2> if you run that off a vfd
[06:03:31] <zeeshan|2> itll be a 100A breaker
[06:03:33] <zeeshan|2> lol
[06:03:37] <zeeshan|2> (single phase)
[06:03:46] -!- GJdan has quit [Quit: WeeChat 1.0-dev]
[06:03:52] <zeeshan|2> you bought a vmc?!
[06:03:58] <ssi> haven't bought it yet, but it seems imminent
[06:04:03] <zeeshan|2> link
[06:04:04] <zeeshan|2> pics
[06:04:14] <ssi> http://www.ebay.com/itm/121422578426
[06:04:20] <ssi> looked at it in person this morning
[06:04:25] <zeeshan|2> same as pete?
[06:04:30] <ssi> very similar
[06:04:42] <zeeshan|2> 9000lb
[06:04:42] <zeeshan|2> !!
[06:04:44] <ssi> yeah :P
[06:04:50] <zeeshan|2> beast
[06:04:55] <zeeshan|2> i bought one too kind of
[06:04:56] <ssi> indeed
[06:04:57] <zeeshan|2> but not a vnc
[06:05:00] <zeeshan|2> VMC
[06:05:05] <ssi> yea
[06:05:07] <zeeshan|2> i pick it up oct 10
[06:05:11] <ssi> good :)
[06:05:32] <Connor> AC-15: 2.6ADC-13: 0.27A
[06:05:39] <zeeshan|2> i want to keep it simple
[06:05:39] <Connor> Any Idea what that means ?
[06:05:39] <ssi> I helped pete get his spindle encoder working; we got rigid tapping setup tonight, and he should be close on orientation for the toolchanger
[06:05:50] <zeeshan|2> fak you guys
[06:05:52] <zeeshan|2> and your fancy atc
[06:06:01] <ssi> Connor: not sure exactly
[06:06:09] <zeeshan|2> the spindle motor on my mill is 5.2 hp
[06:06:17] <zeeshan|2> i need to find a vfd for cheap
[06:06:23] <zeeshan|2> eaton one is out of the question
[06:06:25] <zeeshan|2> theyre too much $
[06:06:41] -!- sylphiae_ [sylphiae_!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[06:06:48] <ssi> yeah well mine's 15hp and the vfd is gonna eat my lunch ;(
[06:07:17] <zeeshan|2> hm
[06:07:19] <zeeshan|2> this one seems cheap
[06:07:25] <zeeshan|2> http://www.factorymation.com/Products/7300CV_230V/CV-2005-H3.html
[06:07:27] <zeeshan|2> sensorless vector
[06:07:38] <zeeshan|2> er nm 3 ph input
[06:07:52] <zeeshan|2> eek
[06:07:54] <zeeshan|2> its almost 6000
[06:07:57] <zeeshan|2> 600$
[06:08:22] -!- arturia has quit [Ping timeout: 240 seconds]
[06:08:24] <ssi> you can run them on 1ph but you have to derate them by half I think
[06:08:29] <zeeshan|2> yes
[06:08:31] <ssi> so you can get a 10hp 3ph input vfd
[06:08:33] <ssi> and that'll work
[06:08:36] <zeeshan|2> the 10 hp is 600
[06:08:38] <ssi> ok
[06:08:43] <zeeshan|2> youre gonna get raped
[06:08:45] <zeeshan|2> for the 15hp
[06:08:46] <zeeshan|2> :D
[06:08:50] <ssi> YEP
[06:08:51] <ssi> :(
[06:09:05] <zeeshan|2> 30 hp is 1400
[06:09:06] <zeeshan|2> damn
[06:09:49] <ssi> not terrible
[06:09:53] <ssi> what brand?
[06:10:00] <zeeshan|2> teco westinghouse
[06:10:10] <zeeshan|2> http://www.factorymation.com/Products/7300CV_230V/
[06:10:14] <ssi> I have a couple teco drives
[06:10:15] <ssi> I like them
[06:10:22] <zeeshan|2> ill have to rewrite a new driver
[06:10:22] <zeeshan|2> :/
[06:10:40] <ssi> I wonder if that teco is SV
[06:10:53] -!- MacGalempsy [MacGalempsy!~quassel@ip72-204-48-124.fv.ks.cox.net] has joined #linuxcnc
[06:10:54] <ssi> think so
[06:11:01] <zeeshan|2> yea it is
[06:11:13] <MacGalempsy> hello
[06:11:25] <ssi> I expected to spend at least $1k
[06:11:50] <ssi> it's ok cause I can likely sell the fanuc spindle drive, servo drives, the acramatic control, and pendant
[06:12:01] <ssi> probably for enough to pay for the machine AND the vfd :)
[06:12:06] <ssi> and I can use these gemini drives
[06:12:10] <ssi> that I bought for $110 apiece
[06:12:24] <zeeshan|2> hehe nice
[06:12:31] <zeeshan|2> my manual mill is paying a big chunk
[06:12:33] <zeeshan|2> for the cnc
[06:12:42] <zeeshan|2> the guy was telling me
[06:12:48] <zeeshan|2> the control cabinet has some serious electroncis in it
[06:12:52] <zeeshan|2> it by itself he thinks weighs 800lb
[06:13:02] <zeeshan|2> he was telling me i should part out the control cabinet
[06:13:03] <ssi> most of the big 30hp vfds I'm finding are 480V
[06:13:11] <ssi> yeah you probably should
[06:13:11] <zeeshan|2> yea
[06:13:16] <zeeshan|2> cause at 30hp
[06:13:18] <zeeshan|2> youre talking 100A draw
[06:13:23] <zeeshan|2> which is kinda high!
[06:13:47] <ssi> yeah but I don't think it's actually gonna draw that
[06:13:54] <zeeshan|2> well thats at peak
[06:14:03] <zeeshan|2> when youre actually drawing 15hp
[06:14:36] <zeeshan|2> http://www.vitcompany.com.ua/files/mikron_wf_21_c_2.jpg
[06:14:41] <zeeshan|2> you can see the control cabinet in the back
[06:14:56] <zeeshan|2> and the nasa 1960 style computer
[06:14:57] <zeeshan|2> :D
[06:15:15] <ssi> hm derate means derate, not prorate
[06:15:20] <ssi> so derate by 50% means 23hp for 15hp
[06:15:28] <zeeshan|2> wut
[06:15:28] <zeeshan|2> how
[06:15:30] <ssi> probably a 20hp vfd would work ok
[06:15:35] <zeeshan|2> hhowd you calculate that
[06:15:51] <zeeshan|2> oh why the hell am i thinking 2x.
[06:15:53] <ssi> MATH
[06:16:04] <zeeshan|2> are you sure its 50%
[06:16:09] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[06:16:09] <ssi> 50% of 15hp is 7.5hp, = 22.5hp
[06:16:10] <zeeshan|2> i was always under the impression its
[06:16:11] <zeeshan|2> double
[06:16:51] <ssi> yea I dunno
[06:16:53] <ssi> black magic
[06:17:21] <ssi> There are two reasons why the VFD must be over sized (de-rated) for use with single phase input; the size of the converter (rectifier) components, and the additional DC bus ripple from having only a single phase input. Not using full power helps with the component sizing issue, but even an occasional use at too much power will cause excessive DC bus ripple, which can make the transistors fire at the wrong time, which can destroy them. The only way to pr
[06:18:12] <zeeshan|2> cut
[06:18:13] <zeeshan|2> off
[06:18:33] -!- tronwizard [tronwizard!tronwizard@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[06:19:07] <zeeshan|2> so i can go with a 7.5 hp
[06:19:09] <ssi> First off you have to double the size of the VFD for single phase input (assuming it will allow 1 phase input, not all will) compared to the motor FLA. So in your case the VFD must be rated for 84A minimum. Then per the NEC, you must size the OCPD at 125% of the VFD Max Amp Rating, not the motor rating. So find a VFD with a rating of at least 84A and whatever it says is the MAX input amp rating of the VFD is what you size the OCPD at +25%, rounded to th
[06:19:11] <zeeshan|2> which means 100 saved
[06:19:16] <ssi> So for example If you find a VFD that is rated for 78A and another rated for 93A, you must use the 93A rated drive, then the minimum OCPD would be 116A, so a 125A CB or fuses (and conductors).
[06:19:20] <ssi> lawd
[06:19:24] <ssi> maybe not
[06:19:28] <ssi> go for the 10hp
[06:20:01] <zeeshan|2> are you really going to be using 15 hp
[06:20:01] -!- MacGalempsy has quit [Read error: Connection reset by peer]
[06:20:05] <zeeshan|2> you can always put a smaller motor
[06:20:29] <zeeshan|2> 15 hp is for like cutting some heavy duty 4340 @ crazy feed rates
[06:20:42] <ssi> don't you start judging my feed rates
[06:20:46] <zeeshan|2> haha
[06:20:54] <zeeshan|2> i already got owned once
[06:20:55] <ssi> BTW THAT MACHINE HAS 750IPM RAPIDS DEAL WITH IT
[06:21:09] <zeeshan|2> lies
[06:21:11] <zeeshan|2> i see 590ipm
[06:21:16] <ssi> yea the sabre says 590
[06:21:18] <ssi> the arrow is 750
[06:21:25] <ssi> dunno what the diff is
[06:21:26] <ssi> motors maybe
[06:21:28] <zeeshan|2> that shit is fast
[06:21:31] <ssi> the linear rails and screws are the same
[06:21:56] <zeeshan|2> my baby is 236ipm
[06:21:56] <ssi> as are travels and weights
[06:21:56] <zeeshan|2> :[
[06:22:18] <ssi> that's ok, you like slow rapids
[06:22:22] <ssi> is it servo?
[06:22:25] <zeeshan|2> yea
[06:22:31] <ssi> gonna pull them off and put steppers on it? :D
[06:22:35] <zeeshan|2> at least he told me that
[06:22:36] <zeeshan|2> no
[06:22:43] <zeeshan|2> i told ya, i want servos on the mill
[06:22:49] <zeeshan|2> steppers are fine on the lathe
[06:23:05] <ssi> steppers are fine on the laser
[06:23:09] <ssi> my lathe has servos :)
[06:23:18] <zeeshan|2> i like rapid feed to be around 250 ipm honestly
[06:23:29] <zeeshan|2> it just gives you some time to react
[06:23:41] <zeeshan|2> cause i dont always do a full program run in free air
[06:23:47] <zeeshan|2> i will just start the program :p
[06:24:03] <ssi> on a big machine like that, I mostly agree
[06:24:04] <zeeshan|2> i meant to say 100 ipm
[06:24:05] <zeeshan|2> not 250
[06:24:15] <ssi> although I want to have the option to crank that bitch up once it's in production mode
[06:24:22] <zeeshan|2> thats a good point
[06:24:27] <zeeshan|2> once youve got it running you can always speed it up
[06:24:28] <zeeshan|2> hm
[06:24:30] <ssi> on something like my laser, where the gantry weighs ten pounds and the head weigs like 20 ounces
[06:24:33] <ssi> FAST AS POSSIBLE
[06:24:43] <ssi> I cut a bunch of fabric on it the other day
[06:24:45] <ssi> at 400ipm
[06:24:46] <ssi> :D
[06:24:49] <zeeshan|2> is it r&p
[06:24:50] <zeeshan|2> or ball screw
[06:24:56] <ssi> the laser? belt
[06:25:06] <ssi> https://scontent-b-atl.xx.fbcdn.net/hphotos-xpa1/v/t1.0-9/15795_10100483581980342_8546598251302230005_n.jpg?oh=4a1209edfa34ef768969de3bb70f83a8&oe=54C795AD
[06:25:07] <zeeshan|2> if you do a full rapid from one end of the tabel
[06:25:08] <zeeshan|2> to another
[06:25:11] <zeeshan|2> are the bells warm?
[06:25:14] <zeeshan|2> belts
[06:25:16] <ssi> no
[06:25:17] -!- patricka_ has quit [Remote host closed the connection]
[06:25:23] <zeeshan|2> what about the linear rails
[06:25:40] <ssi> don't think so
[06:25:43] <zeeshan|2> that looks nice
[06:26:02] <zeeshan|2> i like how your laser cutter is sitting on hardwood floor
[06:26:07] <zeeshan|2> machining with class.
[06:26:11] <ssi> :)
[06:26:25] <ssi> first thing I ever tested it on was pieces of that flooring too
[06:26:26] <ssi> haha
[06:26:34] <zeeshan|2> haha
[06:27:02] <ssi> https://pbs.twimg.com/media/Btb4wAaIUAAWZYp.jpg:large
[06:27:35] <ssi> this is what that fabric became, btw
[06:27:35] <ssi> https://scontent-b-atl.xx.fbcdn.net/hphotos-xpf1/v/t1.0-9/984216_10100483645393262_1410943183440310296_n.jpg?oh=18df7327800aac0f08a6db87563efcdb&oe=54CA6034
[06:27:51] <zeeshan|2> what is that
[06:27:55] <ssi> a cushion
[06:27:56] <zeeshan|2> the cushion
[06:28:04] <zeeshan|2> for what application
[06:28:07] <zeeshan|2> ass cushion?
[06:28:08] <ssi> for funsies
[06:28:10] <ssi> yes I suppose
[06:28:11] <zeeshan|2> :D
[06:28:17] <ssi> it's just a practice thing
[06:28:18] <zeeshan|2> you do upholestry?
[06:28:24] <ssi> I bought an industrial sewing machine last week
[06:28:26] <ssi> trying to learn it
[06:28:28] <ssi> so I can do my airplanes
[06:28:37] <zeeshan|2> you should make me some seat covers
[06:28:41] <zeeshan|2> :P
[06:30:21] -!- patrickarlt has quit [Remote host closed the connection]
[06:35:43] -!- tom_o_t_ has quit [Ping timeout: 272 seconds]
[06:35:44] <ssi> lul
[06:45:39] -!- Yangyang__ has quit [Read error: Connection reset by peer]
[06:46:05] -!- Yangyang__ [Yangyang__!~Yangyang@221.226.192.98] has joined #linuxcnc
[07:05:12] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:05:30] <Deejay> moin
[07:06:08] -!- The_Ball has quit [Remote host closed the connection]
[07:09:24] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[07:11:49] -!- tom_o_t_ has quit [Ping timeout: 272 seconds]
[07:21:34] -!- flughafen [flughafen!mseidl@nat/novell/x-wenibwidwopfjngc] has parted #linuxcnc
[07:22:13] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[07:22:32] -!- tom_o_t_ has quit [Ping timeout: 260 seconds]
[07:23:02] -!- Cylly [Cylly!cylly@p54B13E5D.dip0.t-ipconnect.de] has joined #linuxcnc
[07:23:12] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[07:29:30] -!- Yangyang [Yangyang!~Yangyang@121.225.64.242] has joined #linuxcnc
[07:32:15] -!- Yangyang__ has quit [Ping timeout: 246 seconds]
[07:51:26] -!- sylphiae_ has quit [Ping timeout: 250 seconds]
[08:08:00] -!- tronwzrd [tronwzrd!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[08:08:22] -!- tronwizard has quit [Ping timeout: 240 seconds]
[08:14:49] -!- skorasaurus has quit [Ping timeout: 260 seconds]
[08:19:30] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[08:19:51] e-ndy is now known as indy
[08:21:06] -!- indy has quit [Client Quit]
[08:24:39] -!- sirdancealot has quit [Ping timeout: 272 seconds]
[08:28:32] -!- indy has quit [Quit: Leaving]
[08:54:02] -!- dimas has quit [Ping timeout: 245 seconds]
[09:17:36] -!- sudobangbang has quit [Ping timeout: 246 seconds]
[09:18:06] -!- tronwzrd has quit [Ping timeout: 250 seconds]
[09:18:20] -!- Simooon [Simooon!~simon@gw.obelnet.dk] has joined #linuxcnc
[09:20:27] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[09:32:33] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[09:33:21] -!- b_b has quit [Changing host]
[09:39:38] amnesic_away is now known as amnesic
[10:02:39] amnesic is now known as amnesic_away
[10:17:37] -!- Valen has quit [Ping timeout: 260 seconds]
[10:24:56] -!- skorasaurus2 has quit [Ping timeout: 240 seconds]
[10:29:07] -!- Yangyang has quit [Quit: Leaving]
[10:29:38] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[10:33:17] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[10:33:37] -!- amiri has quit [Ping timeout: 272 seconds]
[10:37:04] -!- tronwizard has quit [Ping timeout: 258 seconds]
[10:37:10] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[10:37:28] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[10:38:52] -!- indy has quit [Quit: Leaving]
[10:39:58] -!- skunkworks_ has quit [Remote host closed the connection]
[10:49:17] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[10:51:45] -!- dan2k3k4 has quit [Ping timeout: 246 seconds]
[11:07:51] <Aero-Tec> can one have jog feed at feed per rev?
[11:08:09] <Aero-Tec> do like a G95
[11:10:08] <Aero-Tec> I need to do some manual parts and need feed per rev in jog mode
[11:11:10] <Aero-Tec> or at least feed per rev in MDI move
[11:12:36] <jthornton> my guess is no to jog but y ou might use feed hold
[11:13:05] <Aero-Tec> what is feed hold?
[11:14:34] <jthornton> motion.feed-hold IN BIT
[11:14:35] <jthornton> When Feed Stop Control is enabled with M53 P1, and this bit is TRUE, the feed rate is set to 0.
[11:14:43] <jthornton> http://linuxcnc.org/docs/html/man/man9/motion.9.html
[11:15:24] <Tom_itx> morning
[11:17:57] -!- md-2 has quit [Remote host closed the connection]
[11:18:15] -!- Aero-Tec2 [Aero-Tec2!Aero-Tec4@d173-183-92-83.bchsia.telus.net] has joined #linuxcnc
[11:18:49] <Aero-Tec2> thanks for the help
[11:19:06] <Aero-Tec2> not sure if the first one went through
[11:19:21] <Aero-Tec2> had to reboot router
[11:19:33] -!- md-2 has quit [Read error: Connection reset by peer]
[11:20:17] -!- Aero-Tec has quit [Ping timeout: 244 seconds]
[11:22:41] <Aero-Tec2> so how does setting feed rate to zero help?
[11:23:18] <Aero-Tec2> and why would I need to be so fancy about setting it to zero?
[11:23:36] <Aero-Tec2> I must be messing something here
[11:26:22] -!- tronwizard has quit [Ping timeout: 240 seconds]
[11:30:41] <jthornton> morning tom
[11:31:09] <jthornton> you could set up a button to feed hold and use it like a jog button for a G1 move I think
[11:33:30] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[11:34:01] <Tom_itx> is this on a lathe?
[11:34:08] <Tom_itx> sounds like it may be
[11:35:11] leaf__ is now known as Guest92626
[11:38:34] <Tom_itx> Aero-Tec2, you can't MDI the G95 for what you want?
[11:39:05] <Aero-Tec2> yes lathe
[11:40:26] <Aero-Tec2> can one run G95G1Z2 in MDI and have it work?
[11:40:40] <Tom_itx> one can try it :D
[11:41:00] <Tom_itx> it would seem like a valid command
[11:41:04] <Aero-Tec2> not in the shop right now
[11:41:05] <Tom_itx> i don't have a lathe to test it
[11:41:22] <Tom_itx> get your S and F set first
[11:41:41] <Aero-Tec2> have sim machine setup here but it does not do real world thing well
[11:41:48] <Tom_itx> or add the F to the same line
[11:41:54] <Aero-Tec2> great for testing code
[11:42:04] <Tom_itx> G95 G1 Z2 F10
[11:42:14] <Aero-Tec2> yes would need the F for sure
[11:42:15] -!- _methods has quit [Read error: Connection reset by peer]
[11:43:30] <Aero-Tec2> should clear up what I said
[11:43:49] <Aero-Tec2> for sure sim machine will not do any real world things
[11:44:03] <Tom_itx> cut air
[11:44:15] <Tom_itx> or something soft
[11:44:50] <Aero-Tec2> it is just a box running LinuxCNC in sim mode
[11:45:21] <Aero-Tec2> nothing connected to CPU box
[11:45:40] <Aero-Tec2> will have to try in on the real thing in the shop
[11:46:36] <jdh> it's much more exciting to try new things on real equipment.
[11:46:59] <Aero-Tec2> Tom_itx, you put a question mark on running G95 in MDI and having it work with jog
[11:47:05] <Aero-Tec2> lol
[11:47:35] <Aero-Tec2> to exciting at times
[11:49:24] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:49:24] <Aero-Tec2> Tom_itx, so think it may work?
[11:49:41] <Aero-Tec2> I was thinking not but hoping yes
[11:55:30] -!- md-2 has quit [Remote host closed the connection]
[11:57:52] -!- nofxx has quit [Ping timeout: 240 seconds]
[11:58:56] -!- jthornton has quit [Remote host closed the connection]
[12:00:17] -!- md-2 has quit [Ping timeout: 245 seconds]
[12:02:19] -!- jthornton [jthornton!~john@162.72.174.234] has joined #linuxcnc
[12:05:04] -!- _methods [_methods!~minotaur@192.81.210.43] has joined #linuxcnc
[12:06:21] <Aero-Tec2> ok
[12:06:37] <Aero-Tec2> jog G95 no
[12:06:52] <Aero-Tec2> but with S set as well
[12:07:08] <Aero-Tec2> in MDI G95 does work
[12:07:53] <Aero-Tec2> and will stop if spindle stops, and then goes when spindle is turning again
[12:08:43] Cylly is now known as Loetmichel
[12:08:53] <Aero-Tec2> so it is not just working at S setting speed but real time spindle speed
[12:09:40] <Loetmichel> any germans here? i need a quick translation... what does "scale the shelving" (for getting the top items in a storage) means in german?
[12:12:37] <SpeedEvil> Loetmichel: do you mean you want a translation into german?
[12:12:55] <jdh> I don't know what you mean in english
[12:13:07] <Loetmichel> yes
[12:13:18] <Loetmichel> i already got the answer
[12:13:29] <Loetmichel> [14:10] <megaproxy> scale would be climb
[12:13:43] <Loetmichel> [14:10] <megaproxy> but climbing shelving....
[12:13:43] <Loetmichel> [14:10] <Loetmichel> thanks
[12:13:43] <Loetmichel> [14:11] <megaproxy> that seems risky
[12:13:43] <Loetmichel> [14:11] <Loetmichel> that was the point of the text i am reading
[12:13:43] <Loetmichel> [14:11] <Loetmichel> it was about safety regulations
[12:13:43] <Loetmichel> [14:12] <Loetmichel> i just wondered why weighting the shelves would be dangerous ;-)
[12:16:06] <Aero-Tec2> to scale something is to climb it
[12:16:44] -!- Valen has quit [Quit: Leaving.]
[12:16:55] <Aero-Tec2> putting it on the scale is to weight it
[12:17:25] <jdh> weigh it
[12:17:28] <Loetmichel> Aero-Tec2: i know that now... i am german, so i miss some words sometimes ;-)
[12:18:00] <Aero-Tec2> jdh oops lol
[12:19:01] <Aero-Tec2> thanks for the correct, my bad
[12:21:04] <Aero-Tec2> 5 am and been up since 3am and no hit of java yet, still I should have not made the mistake
[12:23:39] -!- rythmnbls [rythmnbls!~rythmnbls@204.186.88.34] has joined #linuxcnc
[12:25:37] -!- tronwizard has quit [Ping timeout: 245 seconds]
[12:31:48] -!- mhaberler [mhaberler!~mhaberler@89.201.163.12] has joined #linuxcnc
[12:33:21] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[12:37:21] -!- md-2 has quit [Remote host closed the connection]
[12:38:06] amnesic_away is now known as amnesic
[12:42:47] -!- Dava [Dava!~dava@host86-158-0-232.range86-158.btcentralplus.com] has joined #linuxcnc
[12:42:49] -!- md-2 has quit [Ping timeout: 272 seconds]
[12:45:26] <gonzo_> when you have put something on a scale, how about to then put a scale on something
[12:45:36] <gonzo_> then you can de-scale it
[12:46:10] <Jymmm> gonzo_: say what?
[12:46:41] <gonzo_> though often the 'de' is missed off and the menaing stays same. Like flamable and inflamable
[12:47:15] <gonzo_> just cycling through a few other used for the word
[12:47:19] <Jymmm> gonzo_: I have no idea what you are talking about but here's a bunny with a pancake on it's head.
[12:47:40] <gonzo_> whay has she done that?
[12:48:07] <Jymmm> _______
[12:48:07] <Jymmm> (\_/)
[12:48:07] <Jymmm> =(^.^)=
[12:48:08] <Jymmm> (")_(")
[12:50:35] <gonzo_> english is such a losely typed language you can has fun playing with it
[12:50:54] -!- Dava has quit [Quit: Leaving.]
[12:53:44] -!- Dava [Dava!~dava@host86-158-0-232.range86-158.btcentralplus.com] has joined #linuxcnc
[12:57:13] -!- balestrino has quit [Ping timeout: 260 seconds]
[12:58:26] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[13:14:15] -!- raymondhim has quit [Quit: Nothing at all!]
[13:14:58] -!- mhaberler has quit [Quit: mhaberler]
[13:16:44] -!- ashcan_ [ashcan_!~robert@navsoft.plus.com] has joined #linuxcnc
[13:16:44] -!- ashcan_ has quit [Client Quit]
[13:17:05] -!- raymondhim [raymondhim!~raymondhi@jessica.totalsyssolutions.net] has joined #linuxcnc
[13:27:52] -!- antitom has quit [Quit: leaving]
[13:29:12] <JT-Shop> one stinking deer buried
[13:29:39] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[13:31:33] <jdh> y'all do things funny in missouri
[13:32:01] <JT-Shop> got tired of smelling it...
[13:33:49] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:34:37] <Jymmm> road kill?
[13:35:08] <JT-Shop> a bit far from a road for that
[13:35:22] <Jymmm> swamp kill?
[13:36:58] amnesic is now known as amnesic_away
[13:44:13] <skunkworks> cannon kill?
[13:45:28] -!- Tecan has quit [Ping timeout: 244 seconds]
[13:54:50] <Aero-Tec2> how did the deer die?
[13:55:10] <Aero-Tec2> and why is it not in your deep freeze?
[13:55:32] -!- phantoxe has quit [Remote host closed the connection]
[13:55:33] <Aero-Tec2> like before it started to stink
[13:56:26] <Aero-Tec2> love the cannon kill guess
[13:56:52] <Loetmichel> skunkworks: cannon kill? there would not be much to bury then ;-)
[13:57:15] <Aero-Tec2> you would think the stink would get the wild animals eating it
[13:57:26] <Loetmichel> i know, i've seen a hunter once using the wrong barrel of his rifle... and shooting a rabbit with a shotgun slug...
[13:57:32] <Loetmichel> *WHAT a mess*
[13:57:48] <Aero-Tec2> should have disappeared on its own
[13:58:20] <Aero-Tec2> Loetmichel, would depend on the size of cannon
[13:59:16] <Aero-Tec2> where the deer was hit and in what way
[13:59:25] -!- sirdancealot has quit [Ping timeout: 244 seconds]
[13:59:42] <Loetmichel> the rabbit practically disintegrated
[14:00:13] <Loetmichel> we found parts of it around the whole 20 meters clearing ;)
[14:00:39] <Aero-Tec2> side through and through would be less mess then from front through to back end
[14:01:06] <Loetmichel> the hunter had sit on for wild hogs
[14:01:13] -!- syyl_ [syyl_!~sg@p4FD10CE5.dip0.t-ipconnect.de] has joined #linuxcnc
[14:01:16] <Loetmichel> hence the slug
[14:01:45] <Loetmichel> as none cam she spooted the rabbit. and forget to switch the barrel to the bird shot
[14:02:07] <Aero-Tec2> lol
[14:02:07] <Loetmichel> so she hit the rabbit wit a slug
[14:02:24] <jdh> people shoot rabbits with shotguns?
[14:02:30] <jdh> (even birdshot?)
[14:02:37] <Loetmichel> it was a "drilling"
[14:02:40] <Aero-Tec2> saw a elk shot with a slug
[14:02:56] <Aero-Tec2> right between the eye
[14:03:04] <Loetmichel> i.e: 2 shotgun barrels and a 5.65mm barrel on top
[14:03:15] <Aero-Tec2> big hole
[14:03:18] <Loetmichel> maybe she wanted to switch to the 5.65 barrel
[14:03:27] <Loetmichel> and missed it
[14:03:29] <Aero-Tec2> eye popped out
[14:03:36] <Aero-Tec2> no exit hole
[14:04:12] <Loetmichel> hrhr, i once hit a wild hog with my car
[14:04:28] <Loetmichel> as no hunter was near the police decidet to relive the animal from its pain
[14:04:35] <Aero-Tec2> I hit the elk with my van and a cop came and finished it off
[14:05:06] <Loetmichel> the officher needed 4 shots. the first one was aimed between the eyes and ricochet right off
[14:05:30] <Aero-Tec2> with what? a 9mm?
[14:05:43] <Loetmichel> i hard him mumbling about "low power police ammunition" and firing at the heart
[14:05:46] <Loetmichel> yes
[14:06:11] <Aero-Tec2> slug in shot gun would have been my choice if I was the cop
[14:06:15] <Loetmichel> the round disappeared and did no damage...
[14:06:20] <Aero-Tec2> like with the elk
[14:06:38] <Loetmichel> so he shot it in the eye with the 3rd and 4th shot
[14:06:46] -!- dimas [dimas!~dimas@37.28.185.20] has joined #linuxcnc
[14:06:53] <Loetmichel> and mumbling about the paperwork this will cause...
[14:07:01] <Aero-Tec2> lol
[14:07:26] <Aero-Tec2> did he not have a shot gun?
[14:07:35] <Loetmichel> german police never have
[14:07:46] <Aero-Tec2> where I live they all have them
[14:07:47] <Loetmichel> only their sig-sauer sidearms
[14:08:12] -!- shurshur_ has quit [Ping timeout: 245 seconds]
[14:08:19] <Loetmichel> and MAYBE a assault rifle in the back of the trunk if they are SWAT
[14:08:30] <Aero-Tec2> comes with the car
[14:08:44] <gonzo_> in the UK they would have just bored it to death with the paperwork
[14:08:52] <Aero-Tec2> lol
[14:09:20] <Aero-Tec2> we have large animals here so they need the slug gun
[14:09:24] <Loetmichel> for reference: in germany there was 85 shots fired in entiere 2004 ... by the entire german police force...
[14:09:27] <gonzo_> not much the can do with a truncheon
[14:09:38] <Loetmichel> (not counting the range shots)
[14:10:01] <Aero-Tec2> wow
[14:10:11] <Aero-Tec2> crime that low there?
[14:10:15] <gonzo_> doubt a police constabulary would even have that many rounds in total
[14:10:19] <Loetmichel> (or something in that ballpark, dont rememner the exact amount and year, but it was beloe 100)
[14:10:21] <Loetmichel> below
[14:10:28] <ssi> morn
[14:10:46] <jdh> I have more than that loaded in guns
[14:10:55] <Loetmichel> Aero-Tec2: more like: they tend to use non-lethal force more often
[14:11:15] <Loetmichel> than americha troopers
[14:11:21] <zeeshan|2> morning
[14:11:21] <Loetmichel> american
[14:11:23] <zeeshan|2> its too effing early.
[14:11:29] <ssi> agreed
[14:11:29] <zeeshan|2> speaking of guns
[14:11:33] <zeeshan|2> http://www.rollingstone.com/culture/news/mass-shootings-dramatically-on-the-rise-fbi-says-20140925
[14:11:47] <jdh> non-lethal force is really only effective if the people you are non-lethaling can not lethal you first.
[14:11:51] <gonzo_> was at a military site (little outstation) and they had half a dozen semi 7.62 rifles. But only 10rnds total
[14:12:41] <Loetmichel> jdh: so consider our criminals less lethal i would presume ;-)
[14:12:49] <Aero-Tec2> in Canada and the US they were doing the non lethal thing, now the craze is shoot and blast away and be called a hero
[14:13:06] <gonzo_> suppose they figure that once they have shot their 2rnds each, they can hold the thin end and batter you with the thick end
[14:13:37] <zeeshan|2> has anyone here setup/built/installed their own workshop shed?
[14:13:44] <jdh> but, they only shoot bad people, so it's ok.
[14:13:44] <zeeshan|2> im thinking of making an auxillary building in my backyard
[14:13:55] <jdh> make me one too.
[14:14:00] <Loetmichel> in german military there as a proverb about the standard "P1" sidearm: "9 warning shots and one aimed throw"
[14:14:06] <zeeshan|2> it wont have power
[14:14:12] <jdh> oh, why bother.
[14:14:21] <zeeshan|2> i wanna move stuff like my sand blast cabinet
[14:14:23] <zeeshan|2> hydraulic press
[14:14:23] <zeeshan|2> etc
[14:14:32] <zeeshan|2> i can always run a small hose to the back
[14:14:35] <Loetmichel> because most of them were so badly worn that you coulnd hit the proverbial mountain standing in front of it
[14:14:37] <zeeshan|2> but idont wanna get into running electrical lines
[14:14:39] <jdh> go buy a pre-fab one. then put in better flooring
[14:14:52] <gonzo_> you will want a good size hose for a blast cab
[14:14:55] <zeeshan|2> http://shedsblueprints.com/wp-content/uploads/2013/05/workshop-shed-8.jpg
[14:15:08] <zeeshan|2> gonzo yea i would use 1"
[14:15:14] <zeeshan|2> to distribution
[14:15:17] <gonzo_> but if you run air, surely you can run power
[14:15:18] <zeeshan|2> from my air compressor cabinet
[14:15:28] <gonzo_> anyway you will want a good light in the blast cab?
[14:15:38] <zeeshan|2> i have a LED one in there
[14:15:43] <zeeshan|2> the batteries last forever
[14:15:55] <zeeshan|2> and i dont use it too often
[14:16:03] <gonzo_> I have a 500w halogen, and that bearly sees through the dust
[14:16:06] <zeeshan|2> i wanna store my lawn mower and stuff too
[14:16:16] <zeeshan|2> shit iforgot
[14:16:19] <zeeshan|2> i use a shop vac in that thing.
[14:16:22] <zeeshan|2> i need power
[14:16:36] <zeeshan|2> :-(
[14:16:38] <gonzo_> my sheds are what could be described as 'allotment art'
[14:17:08] <gonzo_> is power really such a problem?
[14:17:26] <zeeshan|2> yea
[14:17:30] <zeeshan|2> its a lot more work
[14:17:37] <zeeshan|2> i recently got new sod
[14:17:39] <zeeshan|2> i dont wanna destroy it :P
[14:18:16] <Aero-Tec2> jdh, wish that was the case, like the pollack at the Vancouver airport and a ton of others
[14:18:22] <gonzo_> where people live in a place with no garden, they can apply for an allotment, which is sort of like an out of town garden plot
[14:18:28] <Aero-Tec2> good guys getting shot
[14:18:57] <zeeshan|2> Aero-Tec2: arguing about guns with americans is like
[14:19:05] <zeeshan|2> shooting fish in a barrel
[14:19:05] <gonzo_> and the sheds that people make on them are just from any junk they find. Bits of steel roofing, old doors, anything
[14:19:15] <zeeshan|2> most americans that is
[14:19:24] <gonzo_> shanty town construction. That;s how my sheds are made
[14:19:24] <Aero-Tec2> I like guns
[14:19:32] <Aero-Tec2> own a bunch of them
[14:19:36] <zeeshan|2> my opinion on guns is simple..
[14:19:38] <Aero-Tec2> 3 hand guns
[14:19:40] <zeeshan|2> and most people dont like it
[14:19:43] <zeeshan|2> guns are for savages
[14:19:48] <zeeshan|2> :-)
[14:19:50] <PetefromTn_> Morning folks
[14:20:03] <Aero-Tec2> lol
[14:20:07] <ssi> zeeshan|2: like most of your opinions, it's loud, uninformed, and simple minded :)
[14:20:10] * zeeshan|2 owns 2 guns
[14:20:13] <Aero-Tec2> I would not agree
[14:20:14] -!- mhaberler [mhaberler!~mhaberler@89.201.163.12] has joined #linuxcnc
[14:20:17] * zeeshan|2 is a savage
[14:20:21] -!- mhaberler has quit [Client Quit]
[14:20:44] <zeeshan|2> ssi this was my most ignorant comment
[14:20:50] <gonzo_> uk gun laws are pretty draconian. Few people can be bothered with the hassle of getting a licence. and you are limited what you can have and to ranges only
[14:20:53] <zeeshan|2> and your feedrate :)
[14:21:01] <zeeshan|2> 2 != most
[14:21:07] <ssi> and your opinion on servos
[14:21:10] <ssi> and mesa equipment :)
[14:21:13] <ssi> 4
[14:21:15] <zeeshan|2> servos opinion is 100% valid
[14:21:18] <zeeshan|2> same w/ mesa equipment
[14:21:25] <PetefromTn_> ah jeez
[14:21:42] <zeeshan|2> servo vs stepper depends on application, same with mesa
[14:21:46] <zeeshan|2> that's all i was sayin
[14:21:57] <Aero-Tec2> is not mesa stuff great stuff?
[14:22:00] <PetefromTn_> ssi I guess you made it home alright then;)
[14:22:03] <zeeshan|2> it is
[14:22:04] <ssi> PetefromTn_: I guess I did!
[14:22:18] <ssi> Aero-Tec2: it's also ridiculously inexpensive for what it gives you
[14:22:20] <Aero-Tec2> I was planning a upgrade to that
[14:22:20] <PetefromTn_> Aero-Tec2 yes it most certainly is great stuff
[14:22:22] <zeeshan|2> if you need hardware based step gen
[14:22:36] <zeeshan|2> but like on my lathe, i dont need faster than 150 ipm
[14:22:39] <ssi> everyone who runs steppers needs hardware step gen...
[14:22:45] <PetefromTn_> it is worth every damn thin penny he charges for it.
[14:22:46] <ssi> even the 3d printer guys have hardware step gen
[14:22:48] <zeeshan|2> i dont...
[14:22:56] <zeeshan|2> i'm running 150 ipm on the lathe
[14:23:04] <zeeshan|2> it depends on your speed that youre trying to hit
[14:23:27] <zeeshan|2> if parallel port freq can handle it, why go beyond that?
[14:23:30] <gonzo_> they are a tidy way to solve a problem
[14:23:47] <zeeshan|2> i'm going to be running mesa on my cnc mill
[14:23:53] <zeeshan|2> cause its definitely needed!
[14:24:09] <ssi> how do you handle the spindle encoder on your lathe?
[14:24:21] <zeeshan|2> c3 index pulse cards from cnc4pc
[14:25:04] <ssi> I mean
[14:25:12] <ssi> I guess you don't need quality io hardware on a toy
[14:25:16] <PetefromTn_> SSI I am so stoked the rigid tapping is working now :D
[14:25:26] <ssi> but I hate cobbling together crap like that
[14:25:54] <zeeshan|2> ssi i have alll my shit working within the i/o of parallel port
[14:25:55] -!- tronwizard has quit [Ping timeout: 258 seconds]
[14:26:03] <zeeshan|2> but theres no way you can run a mill with the same amount of i/o
[14:26:16] <zeeshan|2> like for my lathe, i know i dont want to run a turret
[14:26:17] <jdh> you solve the mill speed issue with servos, not faster stepgens
[14:26:28] <ssi> if only I could spend a small amount of money and have something which made the wiring tidy, provided all the io I could ever hope for, handled encoder counting, gave me hardware stepgen and/or servo drive, handled the analog drive for my spindle, and provided plenty of future expansion capability
[14:26:33] <zeeshan|2> jdh, yea thats why you use servos on a mill
[14:26:35] <zeeshan|2> =P
[14:26:39] <ssi> fortunately I can
[14:26:42] <PetefromTn_> I cannot imagine doing another machine without a mesa setup. It just makes everything so damn simple and easy to wire up and it is dead reliable. and it is so reasonably priced. Let alone the ability to add ANYTHING you want later on.
[14:26:57] <zeeshan|2> PetefromTn_: for a retrofit its the best answer
[14:27:09] <zeeshan|2> for a toy it wasn't for my case
[14:27:09] <ssi> PetefromTn_: go tap something dangit
[14:27:33] -!- md-2 has quit [Remote host closed the connection]
[14:27:42] <PetefromTn_> honestly even if it were a toy I would STILL use MESA cards.
[14:27:50] <zeeshan|2> why
[14:27:54] <PetefromTn_> Connor is switching his stuff over to mesa
[14:28:04] <zeeshan|2> http://i.imgur.com/OOBcfTB.jpg
[14:28:05] <mozmck> jdh: that still depends - the bridgeport cnc mills used steppers
[14:28:06] <ssi> same here
[14:28:07] <PetefromTn_> because it is quality stuff that works and makes everything easier
[14:28:09] <ssi> my 602 uses mesa
[14:28:11] <zeeshan|2> my stuff is nice and tidy!
[14:28:37] <gonzo_> depends how much you cost your time at, trying to save money
[14:28:38] <PetefromTn_> never said your stuff was not tidy.
[14:28:56] <zeeshan|2> granted, most noobs would have a hard time understanding
[14:28:59] <zeeshan|2> what was going on in it
[14:29:35] <PetefromTn_> so far every hurdle in this complex retrofit has been made easier with these cards and I can still add fourth axis, probing, more I/O unlimited basically.
[14:29:53] <zeeshan|2> i'm not saying mesa is crap
[14:29:58] <zeeshan|2> i'm saying it depends on the application
[14:30:08] <zeeshan|2> for me i had a very specific goal with the lathe
[14:30:12] <zeeshan|2> it didn't make sense for it
[14:30:21] <PetefromTn_> For me the simple fact that we have a resource like PCW here damn near all the time with marvelous words of wisdom and a vast knowledge of this stuff is worth the price of admission with is marginal at best.
[14:30:37] <PetefromTn_> which
[14:30:37] <ssi> no kidding
[14:30:42] <zeeshan|2> if i was going to use a turret
[14:30:47] <zeeshan|2> have a bar feeder etc
[14:30:51] amnesic_away is now known as amnesic
[14:30:53] <zeeshan|2> mesa is the only option!
[14:31:11] <PetefromTn_> If I do that 12x36 of mine or any other lathe it is undoubtedly going to be mesa
[14:31:17] <jdh> z: got pics of your encoder?
[14:31:34] <ssi> PetefromTn_: I need to call a million places today and see what my lift and/or rigging situation is going to be :/
[14:31:34] <PetefromTn_> even if I built a hobby table top MDF piece of shit router it will be mesa. Does that spell it out for you....
[14:31:58] <zeeshan|2> PetefromTn_: yes, it means you're biased
[14:31:58] <zeeshan|2> :)
[14:32:12] <zeeshan|2> it's like saying EVERY application needs servo!
[14:32:14] <PetefromTn_> yeah I am biased because I know good shit when I see it.
[14:32:15] -!- md-2 has quit [Ping timeout: 246 seconds]
[14:32:24] <zeeshan|2> not everything needs good shit
[14:32:29] <PetefromTn_> I never said that don't put words in my mouth
[14:32:33] <ssi> anything worth doing is worth doing right
[14:32:48] <zeeshan|2> so you're saying w/ my lathe
[14:32:52] <zeeshan|2> i shoulda gone with a turret
[14:32:57] <PetefromTn_> there are certain machines that can get away with steppers just fine.
[14:32:57] <zeeshan|2> and done bar feeder?
[14:33:02] <zeeshan|2> in that case i shoulda just bought a lathe to retro fit!
[14:33:10] <mozmck> the only vehicle anyone ever needs is a mack truck
[14:33:11] <ssi> if you could add a turret and bar feeder for $200, YES ABSOLUTELY
[14:33:17] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[14:33:23] <zeeshan|2> thats not gonna happen ssi :P
[14:33:24] <PetefromTn_> What I am saying is if you had gone with MESA you would be able to add that without any changes
[14:33:27] -!- sumpfralle [sumpfralle!~lars@p5B2CCCE2.dip0.t-ipconnect.de] has joined #linuxcnc
[14:33:33] <zeeshan|2> i'm so lazy i still havent made a solid tool post for it
[14:33:43] <zeeshan|2> PetefromTn_: i never want to add it
[14:33:47] <jdh> it's almost lathe season
[14:33:56] <ssi> jdh: seems that way, dunnit
[14:33:59] <zeeshan|2> if i wanted to go that intense, i would have never have converted my 12x36
[14:34:09] <PetefromTn_> ssi SO you have decided to buy it then?
[14:34:10] <zeeshan|2> i woulda bought a nice old school horizontal bed lathe
[14:34:26] <ssi> PetefromTn_: dude you know full well I decided to buy it before we went up there
[14:34:33] <ssi> I just have to figure out how I want to pay for it
[14:34:44] <PetefromTn_> well I was not sure on the way back from our discussion.
[14:34:46] <zeeshan|2> jdh i cant find the pic .. sstill looking
[14:35:02] <PetefromTn_> Damn I would sure like to have that lathe carcass.
[14:35:06] <jdh> ssi: reasonable price? will it fit on your sailboat?
[14:35:08] <zeeshan|2> http://www.youtube.com/watch?v=MwUubp23p9o&list=UUy-Z-COl0WvPmSLXMOvtedg
[14:35:11] <zeeshan|2> ^ non mesa lathe!
[14:35:24] <ssi> jdh: it'll fit in the hangar where I keep everything that isn't on the sailboat
[14:35:29] <ssi> in my hypothetical new life
[14:35:38] <PetefromTn_> ;)
[14:36:11] <zeeshan|2> found it
[14:36:12] <zeeshan|2> http://i.imgur.com/njCNjKP.jpg
[14:36:14] <jdh> hmm.. vid makes me want to finish mine... but I'll never be happy with the X
[14:36:24] <zeeshan|2> you'll soon forget about it :P
[14:36:27] <zeeshan|2> when youre making chips
[14:36:31] <PetefromTn_> it sure will be nice for you to be able to use most if not all of my setup to get your machine working.
[14:36:42] <jdh> as long as I don't want to work near the chuck
[14:36:55] <zeeshan|2> honestly my x screw has been uncovered
[14:37:04] <zeeshan|2> and its like chips just dont seem to get tehre for some reason
[14:37:10] <zeeshan|2> thats why i dont have a cover on it still
[14:37:22] <zeeshan|2> i should put a cover though sometime
[14:37:29] <jdh> I'm not worried about covering it. It just exists between the toolpost and the chuck
[14:37:45] <PetefromTn_> my next door neighbor is annoying me
[14:37:50] <zeeshan|2> why
[14:38:01] <PetefromTn_> he is walking his new puppy on my back yard for some ungodly reason.
[14:38:11] <zeeshan|2> take the dog poop
[14:38:13] <PetefromTn_> I should walk my SIberian Husky on his front lawn and see how he likes it.
[14:38:23] <zeeshan|2> and throw it at his front porch
[14:38:40] <zeeshan|2> how old is your husky?
[14:38:41] <PetefromTn_> if they were not such nice neighbors otherwise I probably would.
[14:38:44] <PetefromTn_> 2
[14:38:45] <zeeshan|2> those are awesome dogs. so needy
[14:38:51] <PetefromTn_> needy?
[14:38:51] <zeeshan|2> nice
[14:38:54] <zeeshan|2> yea
[14:39:06] <PetefromTn_> I never would think of him as needy.
[14:39:15] <zeeshan|2> my friends dog
[14:39:21] <zeeshan|2> this guy would destroy the house if he would leave him
[14:39:23] <PetefromTn_> he is more like I could give a rats ass if you pet me or not LOL
[14:39:32] <zeeshan|2> he started taking him to work wit hhim :P
[14:39:33] <PetefromTn_> our dog lives in our house
[14:39:46] <jdh> you kept the compound
[14:39:56] <zeeshan|2> jdh its project 105
[14:40:02] <zeeshan|2> to clean up compound
[14:40:10] <zeeshan|2> i mean to get rid of compound
[14:40:37] <jdh> I'd cover up those outlets
[14:40:51] <zeeshan|2> chips dont make it down there either
[14:40:58] <zeeshan|2> project 18 is chip pan and back shield
[14:41:14] <PetefromTn_> I ran out of dishwashing soap for the dishwasher and it never occurred to me to wash them by hand LOL I drove to the store last night at near midnight to go shoppping mostly for the dishwashing detergent LOL I need help...
[14:42:32] <zeeshan|2> http://i49.tinypic.com/3465op0.jpg
[14:42:50] <zeeshan|2> i note how a lot of people including me uses those damn connectors
[14:42:59] <zeeshan|2> soldering them is a pain in the ass
[14:43:08] <zeeshan|2> is there an alternative crimp on solution
[14:44:26] <jdh> I bought those connectors. ended up just running the wire from teh stepper through the hole
[14:45:17] <jdh> still on my list of thigns to do, but now that I can close the door on the enclosure, it will take some serious boredom to make happen
[14:45:38] <zeeshan|2> haha
[14:45:48] <zeeshan|2> they take some patience to solder
[14:45:50] <zeeshan|2> kinda annoying
[14:46:02] <ssi> I dunno if you can get those in crimp
[14:46:04] <zeeshan|2> i did the same thing with my limit s/w wiring
[14:46:09] <ssi> I definitely prefer crimp wherever possible
[14:46:31] <zeeshan|2> well
[14:46:35] <gonzo_> may have a tiny screw to secure the contact assy to the barrel. Which get lost easilly
[14:46:46] <zeeshan|2> ssi im sure uve worked with mil spec connectors or come across them in aerospace industry
[14:46:56] <zeeshan|2> http://www.connector-techals.com.au/images/MIL-C-38999-2.gif
[14:47:05] <zeeshan|2> i use something like that for the bulkhead for the engine harness on my rx7
[14:47:10] <ssi> of course
[14:47:13] <zeeshan|2> http://www.cpdct.com/picture/harness%203.jpg?pictureId=14893354
[14:47:23] <zeeshan|2> it uses wires with crimp on terminals
[14:47:26] <zeeshan|2> that just lock into place
[14:47:28] <ssi> yes
[14:47:29] <zeeshan|2> you slide em in
[14:47:32] <ssi> the latter are CPCs
[14:47:35] <ssi> I use them all over the place
[14:47:39] <ssi> they're balls expensive
[14:47:41] <zeeshan|2> i was hoping to use something like that
[14:47:48] <zeeshan|2> depends
[14:47:55] <zeeshan|2> theres a surplus place local where i grab that shit
[14:47:58] <zeeshan|2> its not too bad
[14:48:07] <zeeshan|2> but i have never seen a 4 pin.
[14:48:07] <ssi> good, mail me some :P
[14:48:15] <ssi> 4 pin exist
[14:48:26] <zeeshan|2> and most of that stuff is meant for 24V / 12V
[14:48:33] <roycroft> i haven't figured out how i'm going to control my router yet
[14:48:41] <zeeshan|2> im not sure how it'd like handling 75VDC
[14:48:59] <ssi> 75v is no big deal
[14:49:13] <ssi> they make ones with power poles in them
[14:49:18] <ssi> but it's mostly for high current
[14:49:22] <ssi> lemme see if I can find a datasheet
[14:49:44] <roycroft> i know i want individual power supplies for each motor, but other than that i haven't thought about it too much yet
[14:49:57] <zeeshan|2> why individual supplies
[14:50:15] <roycroft> in case one fails it's cheaper and easier to replace
[14:50:17] <zeeshan|2> with my 1 lathe build experience
[14:50:30] <zeeshan|2> ill never run those smps
[14:50:33] <jdh> it most likely will not fail
[14:50:35] <zeeshan|2> i was running each one per stepper.
[14:50:37] <zeeshan|2> it blew the fuck up
[14:50:46] <zeeshan|2> replaced both with 1 toriodal
[14:51:02] <zeeshan|2> i still to this day do not know why it blew up
[14:51:02] <roycroft> also, i shall probably have other cnc machines eventually
[14:51:16] -!- sumpfralle1 [sumpfralle1!~lars@p5B2CCCE2.dip0.t-ipconnect.de] has joined #linuxcnc
[14:51:20] <zeeshan|2> art @ cnc4pc said its cause i needed a daughter capacitor board or something.
[14:51:21] <zeeshan|2> wtf
[14:51:24] <roycroft> which may need different amounts of power to drive the motors
[14:51:24] -!- sumpfralle has quit [Quit: Leaving.]
[14:51:39] <roycroft> if i use separate power supplies i can use the same controller boards for all of them
[14:51:40] <ssi> zeeshan|2: the plastic ones all seem to be rated 600V
[14:51:45] <zeeshan|2> ssi nice
[14:52:02] <zeeshan|2> so they might be a lazy man optin
[14:52:03] <roycroft> should one fail i could borrow one from another machine, or stock a single spare that works with everything
[14:52:06] <zeeshan|2> at additional cost
[14:52:47] <zeeshan|2> i kind of like the toriodal supplies
[14:52:54] <zeeshan|2> much simplier design
[14:53:15] <zeeshan|2> so if anything but the windings failed on the xformer , it might be easy to replace the chips
[14:53:57] <zeeshan|2> looks like a couple of capacitors and rectifiers
[14:54:06] <ssi> it's just a linear supply
[14:54:09] <ssi> no great magic to it
[14:54:31] <zeeshan|2> well for an electronics noob like me
[14:54:39] <zeeshan|2> i have a hard time figuring out whats going on in a smps
[14:54:47] <ssi> they're a bit more magicr
[14:54:47] <zeeshan|2> vs just a good old xformer supply
[14:56:17] <zeeshan|2> cause theyre simpler, from what i recall, xformer drops/increases voltage ac, then you use a rectifier circuit to remove make all the peaks in the positive side only, then you pass it through a RC circuit (filtering) to remove the choppiness in the output
[14:56:30] <zeeshan|2> with smps, its like 'heres 920381230983 transitors' figure it out
[14:56:46] <zeeshan|2> - remove
[14:57:08] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[14:58:22] <gonzo_> sm is same as linear. but the AC comes from FETs and is higher freq, so the transforments are smaller
[14:58:57] <zeeshan|2> gonzo why do they have so many components
[14:59:00] <gonzo_> and they adjust the fet switching PWM to adjust the outpput
[14:59:29] <gonzo_> depends what they are trying to do
[14:59:58] <gonzo_> if you have a linear psu, with regulation and current monitoring/limiting, that will start to get complicated
[15:00:08] <pcw_home> SMPS typically dont have much output capacitance so if you dont have a brake/snubber circuit
[15:00:09] <pcw_home> its easy to fry them when the power motor drives (just deccel a bit to fast on too many axis at once)
[15:00:19] <zeeshan|2> http://www.engineersgarage.com/sites/default/files/imagecache/Original/wysiwyg_imageupload/1/SMPS3_0.jpg
[15:00:24] <zeeshan|2> looks like you need some feedback loop
[15:00:54] <gonzo_> many of the bigest components on the board are for filtering, to stop the high freq switching noise from gettimng out of the DC or back into the mains
[15:01:05] <zeeshan|2> pcw_home: that makes sense and explains why i blew mine up
[15:01:14] <gonzo_> and rectifying/smopothing the mains into DC
[15:02:17] <pcw_home> SMPS big capacitors are on the primary side so do nothing to help with reverse power situations
[15:02:29] <gonzo_> also you have to be sure that the feedback loop in the PSU is fast enough to catch up with any transient current draw. In a linear supply, you tend to rely on tyhe fat o/p caps for that
[15:02:31] <zeeshan|2> why not include a snubber circuit
[15:02:34] <zeeshan|2> within a smps?
[15:02:48] <zeeshan|2> i dont understand why cnc4pc would be advertising them as stepper/servo supplies
[15:02:49] <pcw_home> Some do
[15:02:52] <zeeshan|2> when they can blow up so easily
[15:04:44] <pcw_home> I keep meaning to make a generic brake/snubber card (jumpers to select 30,35.40,50,60,70,80,100,120,140,160 V)
[15:05:59] <pcw_home> save a lot of crappy TBXXXX step drives
[15:06:33] <zeeshan|2> :D
[15:09:59] <jdh> I assume smaller steppers are less problematic with SMPS
[15:10:22] <jdh> only when you use oversized steppers to make up for lack of servos due to poor design.
[15:10:34] <zeeshan|2> die jdh
[15:10:37] <zeeshan|2> :)
[15:10:57] <jdh> I thought you would like that.
[15:11:23] <zeeshan|2> http://i.imgur.com/9kR6q59.jpg
[15:11:27] <zeeshan|2> good bye shot of the manual mill
[15:11:29] <zeeshan|2> will miss it!
[15:12:43] -!- syyl_ws [syyl_ws!~sg@p4FD10CE5.dip0.t-ipconnect.de] has joined #linuxcnc
[15:13:00] <zeeshan|2> is it weird to get a bit sad when a machine leaves?
[15:13:04] -!- kwallace has quit [Ping timeout: 258 seconds]
[15:13:26] <jdh> no, you will forever compare machines to it.
[15:13:55] <jdh> "I should have kept her, she was so agreeable, and she could cook, and nice rack"
[15:14:02] <zeeshan|2> LOL
[15:14:22] <SpeedEvil> If your racks can cook, they may be too hot.
[15:17:11] -!- phantoxe has quit [Ping timeout: 272 seconds]
[15:20:17] -!- b_b has quit [Changing host]
[15:22:20] <zeeshan|2> http://www.youtube.com/watch?v=k4_01S_sFu4&feature=player_detailpage#t=56
[15:22:23] <zeeshan|2> so weird
[15:24:33] <ssi> that is weird
[15:24:57] <Loetmichel> no, thats machine porn ;-)
[15:27:13] -!- syyl_ws_ [syyl_ws_!~sg@p4FD10CE5.dip0.t-ipconnect.de] has joined #linuxcnc
[15:33:19] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[15:33:46] amnesic is now known as amnesic_away
[15:34:18] -!- paul_liebenberg [paul_liebenberg!~paulliebe@S01065cd99867f923.cc.shawcable.net] has joined #linuxcnc
[15:34:27] -!- sumpfralle1 has quit [Ping timeout: 245 seconds]
[15:35:06] -!- paul_liebenberg [paul_liebenberg!~paulliebe@S01065cd99867f923.cc.shawcable.net] has parted #linuxcnc
[15:42:21] -!- ITChap has quit [Ping timeout: 260 seconds]
[15:42:57] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[15:43:35] -!- quiqua has quit [Quit: quiqua]
[15:46:04] -!- skorasaurus has quit [Ping timeout: 260 seconds]
[15:51:16] -!- lexano has quit [Remote host closed the connection]
[15:54:07] -!- lexano [lexano!~lexano@CPEa021b7ac59c9-CMbcc81006f6ee.cpe.net.cable.rogers.com] has joined #linuxcnc
[16:03:04] -!- phantoxe has quit [Remote host closed the connection]
[16:10:08] <varesa> How unusual are e.g. 1.8V 5A steppers?
[16:12:03] <SpeedEvil> I suspect quite
[16:12:19] <SpeedEvil> They will be useful for constant current drives
[16:12:45] <SpeedEvil> as they will allow you to go to considerably higher speeds in principle than a 12V/1A stepper
[16:12:53] <SpeedEvil> (at a given maximum drive voltage)
[16:13:27] <varesa> I found these specs for some other terco mill, so mine might be similar (need to take measurements)
[16:13:33] <varesa> https://groups.google.com/forum/#!msg/terco-mill-owner/8aHsjeYBoDc/JRhxJ_nWUHEJ
[16:14:24] <varesa> voltage seemed unusually low to me so I wondered if I'd have problems with some drives
[16:16:08] <varesa> (and I accidentally asked that in #html and got some weird looks :p)
[16:16:31] <pcw_home> looks pretty standard for a larger hybrid step motor
[16:17:36] <archivist> the current matters, use a higher voltage and let the drive control the 5A
[16:17:54] <pcw_home> Volts are just resistive drop so thats 0.375 Ohms
[16:19:25] <varesa> I just wanted to make sure that I won't be likely to get a drive that's optimized to work properly at closer to e.g. 48V instead of 2V
[16:22:26] <pcw_home> other than low performance high impedance step motors you always want as much drive voltage as you can get (within insulation limits)
[16:22:28] <pcw_home> Step motors are current driven, and the higher the voltage, the faster you can change the current so the faster they can spin
[16:23:18] <pcw_home> (there are direct 120vac off line drives for 2V step motors so ~160V)
[16:23:36] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[16:27:15] <jdh> parker s series
[16:28:37] <pcw_home> Started with compumotor (Bought out by Parker?)
[16:29:05] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[16:29:37] -!- motioncontrol [motioncontrol!~io@host159-13-dynamic.246-95-r.retail.telecomitalia.it] has joined #linuxcnc
[16:29:41] <ssi> varesa: your drive voltage needs to be related to the inductance of the motor... it has to do with how fast that voltage can overcome the reactive "inertia" of the coil
[16:30:10] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[16:30:24] <ssi> it's misleading for them to rate steppers in terms of voltage, and trips people up :)
[16:30:54] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[16:32:16] <jdh> I have lots of compumotor things here. We rebuy spares of single/double stack round 23's for $300-500 each
[16:33:24] -!- jasen [jasen!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[16:34:13] -!- skorasaurus has quit [Ping timeout: 260 seconds]
[16:38:06] -!- capricorn_1 has quit [Quit: Konversation terminated!]
[16:41:11] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[16:43:35] -!- patrickarlt has quit [Read error: Connection reset by peer]
[16:47:09] -!- capricorn_1 [capricorn_1!~raffi@zima.linwin.com] has joined #linuxcnc
[16:48:17] <ssi> jdh: you have compumotor servos?
[16:48:20] <ssi> like big ones?
[16:48:21] <ssi> 1kw or so
[16:49:04] -!- patrickarlt has quit [Ping timeout: 260 seconds]
[16:50:51] -!- patricka_ has quit [Ping timeout: 246 seconds]
[16:53:10] -!- phantoxe has quit []
[16:54:34] <jdh> don't think we have anything taht big
[16:54:44] <jdh> well, we do, but ancient.
[17:04:27] -!- md-2 has quit [Quit: Leaving...]
[17:08:12] -!- copec has quit [Quit: checkity check out.]
[17:08:17] <jdh> hoping to replace a pair of them next spring. the current drives are 3-phase
[17:09:59] -!- copec [copec!~copec@schrodbox.unaen.org] has joined #linuxcnc
[17:09:59] -!- copec has quit [Excess Flood]
[17:10:18] -!- copec [copec!~copec@schrodbox.unaen.org] has joined #linuxcnc
[17:13:33] -!- kfoltman_ [kfoltman_!~kfoltman@46.7.73.150] has joined #linuxcnc
[17:19:55] <ssi> gah this whole shipping thing is turning into a nightmare
[17:20:34] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[17:20:50] <syyl_ws> like ghost-ship-ing?
[17:21:05] <jdh> the problem with professional shippers is they want to do it the right way and that is expensive.
[17:21:33] <ssi> the problem wih local riggers is they want $250 an hour, and that includes the time they spend driving to and from you
[17:21:39] <ssi> and atlanta is huge and full of traffic
[17:21:52] <ssi> so I'm gonna pay someone $500 to sit in traffic
[17:22:08] <jdh> pick it up sunday at 2am
[17:22:17] <ssi> it's coming truck freight
[17:22:21] <jdh> make it 3, most of the drunks will be gone by then
[17:22:22] <ssi> I have zero control over when it comes
[17:22:39] <jdh> what's it weigh?
[17:22:43] -!- piccata has quit [Remote host closed the connection]
[17:22:52] <ssi> 9k
[17:22:59] <jdh> heh
[17:23:58] <ssi> I'm just gonna rent a forklift and do it myself
[17:24:04] <ssi> but forklifts are effing expensive to rent
[17:24:12] <ssi> which is why I bought my 5k lift! :(
[17:31:38] -!- piccata [piccata!~irenacob@li629-190.members.linode.com] has joined #linuxcnc
[17:42:29] cpresser_ is now known as cpresser
[17:43:09] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[17:51:53] -!- f1oat [f1oat!~f1oat@AMontsouris-553-1-119-147.w92-151.abo.wanadoo.fr] has joined #linuxcnc
[17:53:51] -!- patrickarlt has quit [Remote host closed the connection]
[17:54:27] -!- sylphiae_ [sylphiae_!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[17:56:18] sylphiae_ is now known as sylphiae
[17:57:42] postaL is now known as postaL_offline
[17:58:58] postaL_offline is now known as postaL
[18:09:18] -!- syyl_ws- [syyl_ws-!~sg@p4FD11445.dip0.t-ipconnect.de] has joined #linuxcnc
[18:10:18] -!- syyl [syyl!~sg@p4FD11445.dip0.t-ipconnect.de] has joined #linuxcnc
[18:12:03] -!- erve has quit []
[18:12:22] -!- syyl_ws_ has quit [Ping timeout: 245 seconds]
[18:12:22] -!- syyl_ has quit [Ping timeout: 240 seconds]
[18:12:28] -!- syyl_ws has quit [Ping timeout: 258 seconds]
[18:12:58] -!- syyl_ws [syyl_ws!~sg@p4FD11445.dip0.t-ipconnect.de] has joined #linuxcnc
[18:21:01] -!- syyl_ws has quit [Quit: Verlassend]
[18:21:08] -!- jasen has quit [Quit: Page closed]
[18:21:29] <SpeedEvil> For $500/hour, you could get a lot of dudes with rope.
[18:22:19] <kfoltman_> SpeedEvil: ku klux klan?
[18:23:15] <CaptHindsight> http://files.abovetopsecret.com/images/member/4b673b113dbc.jpg or similar
[18:24:09] <SpeedEvil> :)
[18:26:12] -!- syyl_ws- has quit [Quit: Verlassend]
[18:35:11] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[18:36:05] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.159.15] has joined #linuxcnc
[18:50:37] postaL is now known as postaL_offline
[18:50:37] -!- logger[psha] has quit [Ping timeout: 272 seconds]
[18:51:51] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[18:59:26] -!- SpeedEvil has quit [Quit: No Ping reply in 180 seconds.]
[18:59:50] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[19:01:17] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[19:06:21] -!- anth0ny_ has quit [Quit: anth0ny_]
[19:06:32] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-88-232.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[19:10:48] <Loetmichel> *sigh* just got an SMS from a co-worker.. "can you talk me trhu progamming the CNC moill on the phone? i know you have holidy, but i have to get another of the *** plates done til tomorrow evening!" so much for haviong holidays... *preparing to go to work tomorrow as there are not enough mill bits left for him to make more than a few errors*
[19:11:58] -!- motioncontrol has quit [Quit: Sto andando via]
[19:14:41] <kfoltman_> :/
[19:15:07] <kfoltman_> Loetmichel: you don't have a secret stash of emergency bits? ;)
[19:16:35] <Loetmichel> no
[19:16:55] <Loetmichel> just my own here at home. and i used them enough already for the company
[19:17:35] <kfoltman_> hell, *they* should probably keep some emergency stock
[19:18:12] <Loetmichel> the last 5 bits ARE the emergency stock
[19:18:31] <Loetmichel> i shoulöd have ordered more a while ago... but i dont tend to break much of them
[19:19:04] <kfoltman_> my proxxon sounds like an impending death case :(
[19:19:37] <kfoltman_> worse sound than in your steel-milling video
[19:22:51] <kfoltman_> it probably doesn't help that it's now pecking about 100 milled holes in FR4
[19:22:58] -!- sumpfralle has quit [Read error: Connection reset by peer]
[19:23:04] -!- sumpfralle1 [sumpfralle1!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[19:25:54] -!- jduhls has quit [Ping timeout: 246 seconds]
[19:28:48] -!- mhaberler [mhaberler!~mhaberler@89.201.163.12] has joined #linuxcnc
[19:31:08] <Loetmichel> kfoltman_: like this? ->
https://www.youtube.com/watch?v=AkKHPsJtZlc
[19:32:11] <kfoltman_> Loetmichel: what camera are you using?
[19:32:59] <kfoltman_> Loetmichel: that sounds like a white noise rather than dying spindle ;)
[19:33:43] <skunkworks> pcw_home, still running
[19:35:46] <Loetmichel> i ment the peck drilling
[19:35:50] <Loetmichel> not the noise
[19:36:04] <Loetmichel> as that is remote it is just the background of the office ;-)
[19:36:17] <Loetmichel> kfoltman_: this cam:
http://www.ebay.de/itm/Wasserdicht-5m-LED-USB-Kamera-Endoskop-Rohrkamera-Kanalkamera-Inspektionskamera-/181385562120?pt=Mess_Pr%C3%BCftechnik&hash=item2a3b6c0808
[19:37:22] <kfoltman_> Loetmichel: I have the same, just couldn't get it running on the CNC PC
[19:37:27] <kfoltman_> 2m though
[19:37:36] * Loetmichel has 5m
[19:37:50] <Loetmichel> and it runs perfectly with vlc
[19:40:01] <kfoltman_> http://i.imgur.com/Eo7iJVb.jpg first practical test of my kicad-to-gcode CAM thingy :)
[19:40:17] <kfoltman_> and no, I don't support depth compensation yet ;)
[19:42:22] -!- Guest92626 has quit [Ping timeout: 246 seconds]
[19:44:26] postaL_offline is now known as postaL
[19:55:24] <kfoltman_> Loetmichel: much slower than that I think (peck-drilling), I mill one PCB hole in three passes
[20:02:47] -!- skunkworks has quit [Read error: Connection reset by peer]
[20:07:58] -!- anth0ny_ has quit [Quit: anth0ny_]
[20:10:16] -!- sumpfralle1 has quit [Ping timeout: 250 seconds]
[20:10:23] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[20:10:37] -!- FinboySlick has quit [Ping timeout: 245 seconds]
[20:12:46] <roycroft> is there a good, concise, comprehensive online resource that explains building a stepper based cnc controller and a servo based one?
[20:13:03] <roycroft> i'm not talking about the differences between steppers and servos - that's all really clear to me
[20:13:56] <roycroft> but if i want to build, say, a stepper system, something that explains the hardware options and advantages/disadvantages of each
[20:14:00] <roycroft> same with servo
[20:14:16] <roycroft> i keep thinking i have everything clear in my mind and then realise i don't
[20:18:22] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[20:22:47] <ssi> what are you unclear about?
[20:25:40] <roycroft> what hardware does what, basically
[20:25:53] <ssi> well ultimately they both do the same thing
[20:26:19] <roycroft> if i use a bob, i'll need a stepper/servo controller and power supplies to drive the thing
[20:26:41] <ssi> correct
[20:26:49] <ssi> what sort of machine are you working on
[20:26:57] <_methods> and budget
[20:26:59] <roycroft> i'm building a router for now
[20:27:10] <roycroft> budget is flexible
[20:27:10] <ssi> is it your first machine?
[20:27:17] <roycroft> my first cnc machine, yes
[20:27:20] <_methods> ok so you have $20k
[20:27:30] <ssi> steppers are a good choice
[20:27:39] <ssi> they're inexpensive, simple to set up
[20:28:01] <ssi> servo systems are awesome, but the cost goes up a lot, the complexity goes up a lot
[20:28:08] <_methods> you can rule a lot out by stating your budget
[20:28:43] <roycroft> yeah, i get that
[20:28:52] <roycroft> servos are basically motors (mostly dc) with encoders
[20:28:54] <_methods> and machine working size
[20:28:55] <ssi> servo systems can be built nearly as cheaply as stepper systems if you scrounge used hardware, but if you have to buy new, it's orders of magnitude more money
[20:29:00] <roycroft> and they run constantly
[20:29:06] <roycroft> and have to be tuned to perform well, but once tuned, they work really well
[20:29:10] <ssi> yes
[20:29:24] <roycroft> machine size is approximately 3' x, 2' y, 8" z
[20:29:26] <ssi> and they have the potential to break shit in the tuning stage :)
[20:29:34] <roycroft> i have the ball screws for it
[20:29:43] <ssi> honestly steppers are a fine choice for that
[20:30:04] <roycroft> i've been leaning towards steppers for this first machine
[20:30:09] <_methods> what are you planning on working with i.e wood, metal
[20:30:09] <ssi> that would be wise
[20:30:18] <ssi> router sorta implies wood
[20:30:21] <roycroft> i have the computer
[20:30:23] <_methods> yeah i'd cut my teeth with some steppers
[20:30:29] <roycroft> a system board recommended here about a year ago
[20:30:30] <_methods> i agree but you never know
[20:30:37] <roycroft> it does well with the linuxcnc latency test
[20:30:49] -!- rythmnbls has quit [Quit: Leaving]
[20:30:50] <roycroft> wood, some non-ferrous metals
[20:30:52] <roycroft> but mostly engraving
[20:31:00] <roycroft> possibly some very light milling of non-ferrous stuff
[20:31:01] <_methods> so wood and aluminum lol
[20:31:07] <roycroft> and brass
[20:31:20] <ssi> well milling aluminum isn't trivial
[20:31:25] <_methods> nope
[20:31:34] <roycroft> i was going to convert my mini-mill as my first cnc project
[20:31:38] -!- grummund [grummund!~user@82.152.241.201] has joined #linuxcnc
[20:31:44] -!- grummund has quit [Changing host]
[20:31:44] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[20:31:48] <_methods> that's a good way to start
[20:31:52] <_methods> you already have the machine
[20:31:58] <roycroft> but i've realised that engraving larger pieces is more important to me than doing that
[20:32:01] <roycroft> i can mill manually
[20:32:13] <_methods> you can use the mill to make ther parts for your router
[20:32:17] <_methods> and learn the basics
[20:32:26] <roycroft> well i have the ball screws for the router
[20:32:34] <roycroft> and i want to continue with that project for now
[20:32:37] <ssi> steppers are fine
[20:32:45] <roycroft> like i said, i can mill manually
[20:32:46] <ssi> converting a machine from stepper to servo isn't hard
[20:32:54] <roycroft> i have a dro for the mill even
[20:33:03] <roycroft> so i can mill semi-efficiently
[20:33:09] <ssi> but you can get steppers and drives for the router for $3-400 probably
[20:33:09] <roycroft> it's too small for big cuts though
[20:33:10] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:33:18] <_methods> hahah
[20:33:18] <roycroft> that's no problem
[20:33:28] <_methods> no matter what machine you get it will always be too small
[20:33:35] <ssi> yep
[20:33:38] <_methods> it's the way of the world
[20:33:45] <ssi> there's no such thing as too much power :)
[20:33:47] <roycroft> that's a challenge we always have
[20:33:53] <roycroft> however, it's not bad to start with smaller machines
[20:33:56] -!- afiber__ [afiber__!~sabayonus@p2003005BE9007781BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[20:34:03] <zeeshan|2> rofl
[20:34:08] <roycroft> if i get a 24" x 8' lathe
[20:34:14] <roycroft> and need to make a 3" screw on it
[20:34:15] <zeeshan|2> so we were struggling to use the egyptian method to load the milling machine onto the guys trailer
[20:34:16] <roycroft> that's kind of silly
[20:34:17] <zeeshan|2> guess what happens
[20:34:28] <_methods> tip over
[20:34:30] <ssi> zeeshan|2: you accidentally enslaved an entire people?
[20:34:31] <zeeshan|2> no
[20:34:34] <roycroft> but if i have my old, smaller lathe, i just make the little screw on that
[20:34:35] <zeeshan|2> a forklift shows up
[20:34:36] <zeeshan|2> on the road
[20:34:37] <roycroft> anyway
[20:34:39] <zeeshan|2> and offers to help
[20:34:39] <zeeshan|2> rofl
[20:34:43] <_methods> how convenient
[20:34:43] <zeeshan|2> what are the chances of that
[20:34:59] <zeeshan|2> im like i gotta pay you dude
[20:35:02] <zeeshan|2> how much do you want
[20:35:05] <zeeshan|2> he's like $10
[20:35:05] <roycroft> i get a bob that attaches to the parallel port of my cnc machine
[20:35:07] <zeeshan|2> im like heres 20
[20:35:18] <roycroft> what controllers work with that? for steppers
[20:35:23] <roycroft> that's the part i don't get
[20:35:29] <ssi> I wish a 12k forklift with 8' forks would just happen to show up at my hangar when this VMC comes in :(
[20:35:43] <ssi> roycroft: you mean stepper drives?
[20:35:45] <ssi> pretty much anything
[20:36:01] <ssi> a simple bob just gives you 17 io
[20:36:12] <ssi> you can use two lines to run a stepper driver
[20:36:14] <ssi> step and direction
[20:36:17] <zeeshan|2> ssi
[20:36:22] <zeeshan|2> this guy is gonna unload my cnc
[20:36:29] <zeeshan|2> i told him its 6000lb
[20:36:32] <zeeshan|2> and itll be a lot more work
[20:36:38] <zeeshan|2> he said no prob
[20:36:42] <ssi> handy
[20:36:48] <zeeshan|2> he's moving around concrete blocks next couple of weeks
[20:36:54] <zeeshan|2> in the new construction
[20:37:09] <roycroft> the bob is most interesting because i can get one with opto-isolators
[20:37:25] <roycroft> which seems a prudent thing to do
[20:37:34] <zeeshan|2> http://kuroyanagi1excavator.files.wordpress.com/2010/06/tcm-30-ton-forklift-2000hours.jpg
[20:37:37] <zeeshan|2> it was a forklift like that
[20:37:38] <ssi> roycroft: I always recommend people get a mesa kit
[20:37:42] <zeeshan|2> my driveway sank by 1"
[20:37:42] <zeeshan|2> lol
[20:37:47] <ssi> roycroft: it's a bit of money, but it's worth it
[20:37:47] <zeeshan|2> damn asphalt
[20:38:08] <ssi> zeeshan|2: jesus really?
[20:38:15] <zeeshan|2> yea dude lol
[20:38:16] <ssi> that's a monster
[20:38:20] <zeeshan|2> it made the bridgeport look like a baby
[20:38:24] <zeeshan|2> i wish i took pics
[20:38:27] <zeeshan|2> hands were too dirty
[20:38:29] <ssi> that's what I need heh
[20:38:53] <roycroft> sure, ssi
[20:39:31] <ssi> roycroft: that'll replace your bob, and gives you hardware step gen, TONS of io, analog for spindle drives, future expansion, protection/isolation, and terminal blocks for convenient wiring
[20:39:35] <ssi> roycroft: very much worth it.
[20:39:54] <zeeshan|2> 9:47] <ssi> honestly steppers are a fine choice for that
[20:39:54] <ssi> roycroft: plus it's an active piece of hardware that you can offload bits of functionality to (such as the step gen, and also things like encoder counting)
[20:39:59] <zeeshan|2> WHAT DID YOU SAY SSI?
[20:40:02] <zeeshan|2> i just saw the log!
[20:40:05] <ssi> zeeshan|2: they are
[20:40:07] <zeeshan|2> HEAOEAHEAOHAE
[20:40:08] <ssi> it's his first machine
[20:40:12] <zeeshan|2> try telling pete that
[20:40:18] <ssi> I'd never recommend someone put servos on a tiny machine like that for their first shot
[20:40:22] <ssi> that'd be madness :)
[20:40:41] <ssi> now me, if I had for instance a 12x36 lathe
[20:40:43] <ssi> it'd be servo
[20:40:45] <zeeshan|2> die
[20:40:48] <zeeshan|2> die die die die
[20:40:49] <ssi> because I have some experience, and that machine would do really well with them
[20:41:26] <roycroft> i try to ignore zealotry
[20:41:29] -!- patrickarlt has quit [Client Quit]
[20:41:48] <ssi> roycroft: no zealotry here, just pragmatism
[20:41:54] <roycroft> i was not referring to you
[20:41:56] <ssi> :)
[20:41:58] <zeeshan|2> ssi is treying to setup a production shop in his house
[20:42:01] <zeeshan|2> needs 1000000 ipm
[20:42:13] <zeeshan|2> and 20 feet by 20 feet by 20 feet machines
[20:42:14] <roycroft> somebody claims that any cnc machine, no matter what the size or purpose, must have servo motors
[20:42:17] <zeeshan|2> to do impellers!
[20:42:21] <roycroft> i'm referring to that :)
[20:42:29] <zeeshan|2> roycroft: thats pete for you
[20:42:30] <ssi> nobody ever said "man I wish this thing had slower rapids... I sure hate how quick the cycle finishes"
[20:42:37] <zeeshan|2> ssi
[20:42:43] <zeeshan|2> they wish they did when their tool crashes
[20:42:44] <zeeshan|2> at rapid
[20:42:51] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[20:42:54] <roycroft> so what mesa board would you recommend for this?
[20:42:56] <zeeshan|2> but i agree with you
[20:42:58] <CaptHindsight> servos tend to make less noise than steppers
[20:43:01] <zeeshan|2> that more speed is also good
[20:43:05] <roycroft> it's going to start out as 3 axis and may add a 4th axis later
[20:43:09] <ssi> you realize that when you were criticizing my feedrates, it was on a frickin laser cutter which has nothing to crash and the head weighs less than a pound?
[20:43:10] <roycroft> let's say i'll use steppers for it
[20:43:16] <ssi> roycroft: 7i76 plug 'n go kit
[20:43:16] <zeeshan|2> ssi yea :P
[20:43:24] <zeeshan|2> i already admitted that was my bad
[20:43:26] <roycroft> and that i want to use the parallel port
[20:43:37] <zeeshan|2> i was being ignorant
[20:43:41] <ssi> roycroft: with mesa you don't need the pport
[20:43:41] <zeeshan|2> and not understanding your application
[20:43:53] -!- i_tarzan has quit [Ping timeout: 260 seconds]
[20:43:59] <zeeshan|2> roycroft: 3 axis router?
[20:44:15] <ssi> roycroft: it's a pci or pcie card that you'll stick in your machine, and it has its own db25 cable that comes in the kit to a dedicated daughterboard which breaks out all your signals to nice pluggable terminal blocks
[20:44:16] -!- anarchos2 has quit [Read error: Connection reset by peer]
[20:44:16] <roycroft> 3 axis router, yes
[20:44:16] -!- Lathe_newbie has quit [Ping timeout: 260 seconds]
[20:44:22] <PetefromTn_> zeeshan so I see you are bashing me agian..
[20:44:23] <zeeshan|2> how big
[20:44:25] <roycroft> since i'll be doing light milling with it occasionally
[20:44:31] <zeeshan|2> PetefromTn_: i dont bash i speak truth!
[20:44:32] <ssi> roycroft: supports five steppers and a spindle
[20:44:39] <roycroft> 3' x, 2' y, 8" z
[20:44:40] <ssi> roycroft: and 48 gpio
[20:44:41] <roycroft> roughly
[20:44:42] <zeeshan|2> youre a pro servo supporter
[20:44:45] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[20:44:46] <CaptHindsight> http://machinedesign.com/news/how-servos-and-steppers-stack just fyi, not that it matters
[20:44:46] <ssi> roycroft: and a smartserial port for more expansion
[20:44:46] <PetefromTn_> no you speak your unknowledgeable drivel
[20:45:00] <zeeshan|2> PetefromTn_: at least i can setup my own machine
[20:45:02] <zeeshan|2> and don't need others to do it
[20:45:05] <zeeshan|2> =)
[20:45:20] <zeeshan|2> so i am very unknowledgeable, you are right.
[20:45:21] <ssi> roycroft: it's $200, but well worth it for the quality that it'll add to your build, simplicity in wiring, and the power you get out of it
[20:45:32] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.178.137] has joined #linuxcnc
[20:45:34] <ssi> zeeshan|2: now now
[20:45:41] <roycroft> i may want to use the control computer for multiple machines
[20:45:43] <ssi> let's all have a big hug
[20:45:46] <roycroft> only one at a time though
[20:45:46] <zeeshan|2> :D
[20:45:55] <roycroft> which is why i thought the parallel port would be useful
[20:45:56] <PetefromTn_> you are such a pretentious jerk man.
[20:46:06] <roycroft> easy to unplug one controller and plug a different one in
[20:46:10] <ssi> roycroft: it's feasible... depends what you want to do exactly
[20:46:21] <zeeshan|2> PetefromTn_: why are you so mad that i made the comment you're biased towards servos?
[20:46:24] <ssi> if your two machines are both stepper systems, you could buy a second 7i76 and just plug the cable back and forth
[20:46:28] <zeeshan|2> no matter what application, you'll pick servo
[20:46:30] <zeeshan|2> isnt that true?
[20:46:33] <zeeshan|2> why are you getting mad about it
[20:46:34] <roycroft> that may not be the case, ssi
[20:46:34] <ssi> it'd be just like moving a pport cable
[20:46:37] <PetefromTn_> because I don't like people putting words in my mouth
[20:46:45] <PetefromTn_> no it is not true
[20:46:51] <roycroft> i'll eventually have the router, a miller, and an engine lathe cnc'ed
[20:46:57] <zeeshan|2> you certainly gave the impression you'd always run mesa
[20:47:00] <zeeshan|2> and servos on any of your machines
[20:47:03] <roycroft> and i have no idea how i'll drive the other two
[20:47:04] <PetefromTn_> yes I would
[20:47:07] <zeeshan|2> ok
[20:47:17] <ssi> roycroft: the only reason I qualified it that way is because the 5i25 card in the computer has firmware on it, and it'll be set up for the 7i76 (stepper board). If you wanted to switch over to a second machine which was servo based, you might need different firmware
[20:47:26] <ssi> there's a command line tool to flash it, but it'd be a bit of a hassle
[20:47:35] <ssi> you could put a second 5i25 in the pc, that's perfectly reasonable also
[20:47:45] <ssi> but I personally just like to have a dedicated pc for each machine
[20:47:52] <roycroft> that would be nice
[20:48:02] <zeeshan|2> pcs are so cheap
[20:48:03] <roycroft> and that's not really a cost issue
[20:48:08] <zeeshan|2> at least the ones that run linuxcnc
[20:48:11] <ssi> also the 5i25 has two ports and supports two daughterboards, so you could conceivably have a 7i76 and 7i77 on the same card
[20:48:24] <ssi> but I'm not sure such a firmware exists, pcw would have to make it up for you
[20:48:26] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-220-120.dynamic.hispeed.ch] has joined #linuxcnc
[20:48:29] <roycroft> it's a how-much-stuff-can-i-cram-in-my-shop-and-still-be-able-to-do-any-work issue
[20:48:33] <ssi> anyway, it's all very very flexible
[20:48:44] <ssi> but out of the box, it's set up for a particular thing
[20:48:45] -!- ju_emb [ju_emb!~jgnoss@2001:1388:1b8a:86fe:f1bb:e6a8:19c0:70a1] has parted #linuxcnc
[20:48:47] <zeeshan|2> roycroft: how big of a shop space?
[20:49:02] <roycroft> i have a nice little 19" rack on wheels that i'm going to use for the cnc controller
[20:49:05] <roycroft> it's a 1-1/2 car garage
[20:49:07] <ssi> at any rate, with a parport you'll get four axis of stepper drive plus spindle and 4 or 5 gpio
[20:49:12] <roycroft> it has my washer/dryer in it
[20:49:15] <roycroft> and my brew system
[20:49:18] <zeeshan|2> hm...
[20:49:21] <ssi> with the mesa kit you'll get five axis, spindle, 48 gpio, and smartserial
[20:49:30] <zeeshan|2> wont your router take most of the space?
[20:49:47] <roycroft> and a table saw, planer, woodworking bench, metalworking bench, mini-mill, mini-lathe, drill press ...
[20:49:53] <varesa> how much difference does a mesa card make vs a raw parport if I do not have the need for the extra io?
[20:49:58] <roycroft> oh, and the sheldon horizontal mill
[20:50:04] <zeeshan|2> varesa major difference
[20:50:06] <roycroft> things are already pretty full
[20:50:10] <zeeshan|2> its hardware stepping vs software stepping
[20:50:10] <varesa> I'm not sure if I need one but I'm tempted to get one :)
[20:50:15] <roycroft> and i'm going to get a bigger lathe and a bridgeport or clone
[20:50:18] <zeeshan|2> whats your application?
[20:50:29] <roycroft> fortunately all the woodworking stationary tools except the table saw are on wheels
[20:50:30] <ssi> varesa: the mesa lets you offload the step generation to the fpga on the card, which means you only have to run a 1ms servo loop instead of the 25us stepper loop
[20:50:33] <ssi> makes latency less of an issue
[20:50:39] <roycroft> i spend a lot of time moving things around to set up for work
[20:50:53] <roycroft> and yes, the router will take up a lot of the remaining floor space
[20:51:07] <zeeshan|2> ssi with the ways servos work with mesa
[20:51:11] <varesa> I know that theory, but I've yet to have any issues with the software stepgen (maybe I run slow enough to avoid issues?)
[20:51:17] <zeeshan|2> do you still put the servos in step/dir mode (the bad way)
[20:51:22] <ssi> zeeshan|2: no
[20:51:23] <zeeshan|2> or do you use a daughter card
[20:51:28] <zeeshan|2> and have true feedback
[20:51:31] <roycroft> i figure a 2x3' router will take up more like 3x5' of floor space or slightly more
[20:51:33] <ssi> 7i77 has encoder counters
[20:51:39] <zeeshan|2> that shit is expensive
[20:51:39] <ssi> you can run servo drives in velocity or torque mode
[20:51:50] <ssi> what's expensive?
[20:52:18] <ssi> roycroft: my laser is 24x48" travels, and the machine is 39x65"
[20:52:20] <PetefromTn_> I find it amusing that you will spend megabucks on your RX7 yet you say $200.00 worth of mesa cards is expensive... what a joke
[20:52:28] <ssi> roycroft: and it's a very light frame, so yours would probably take more "dead" room
[20:52:40] <roycroft> i'll be using 80/20 for the frame
[20:52:49] <ssi> roycroft: my plasma table has 50x50" travels, and it's 64x64" outside dimensions
[20:52:53] <roycroft> it should be reasonably compact
[20:52:54] <zeeshan|2> PetefromTn_: big bucks need to be spent to go fast
[20:52:54] <CaptHindsight> varesa: what are your latency test scores?
[20:52:55] <zeeshan|2> keyword need.
[20:52:59] <zeeshan|2> it's needed for the application
[20:53:02] <zeeshan|2> please get that through your mind.
[20:53:12] <zeeshan|2> i try not to be a biased person
[20:53:22] <roycroft> as far as budget, since that's been asked several times
[20:53:24] <roycroft> i
[20:53:27] <varesa> CaptHindsight: I don't know, I think I forgot to run that :p
[20:53:30] <zeeshan|2> youre the same fucking guy who keeps on
[20:53:30] <PetefromTn_> you are the most biased person on here
[20:53:31] <roycroft> am not trying to be coy about it
[20:53:40] <zeeshan|2> telling me your freecad
[20:53:41] <zeeshan|2> and cambam
[20:53:45] <zeeshan|2> and whatever hell else you use
[20:53:48] <ssi> roycroft: heh I understand what you mean... you spend what needs to be spent, practically and pragmatically
[20:53:48] <zeeshan|2> is some leet shit
[20:53:49] <roycroft> the number in my mind to get started is $2k
[20:53:49] <CaptHindsight> varesa: that will tell how fast you can software step
[20:53:52] <ssi> I'm the same way
[20:53:52] <zeeshan|2> compared to real industrial software
[20:53:55] <zeeshan|2> im just putting you on ingore
[20:53:58] <zeeshan|2> so retarded
[20:54:05] <roycroft> but that may change
[20:54:14] <PetefromTn_> sounds good to me.
[20:54:28] <varesa> CaptHindsight: I got it to work somehow and started milling :)
[20:54:31] <ssi> roycroft: that's probably on the low side, if that includes the 80/20 and linear motion parts
[20:54:32] <roycroft> as i start making design decisions i may decide to spend more, or find that i can do it for less
[20:54:32] <PetefromTn_> tired of your bullshit anyway
[20:54:52] <ssi> roycroft: it'll probably take $1k to do the electronics properly if you don't skimp
[20:54:56] <roycroft> the 80/20 folks sell offcuts fairly cheap on ebay
[20:54:56] <ssi> $800 anyway
[20:54:59] <roycroft> if you watch for it
[20:55:06] <roycroft> that sounds about right
[20:55:07] <zeeshan|2> prolly 1300
[20:55:08] <zeeshan|2> w/ vfd
[20:55:12] <ssi> yeah vfd is a chunk
[20:55:15] <ssi> what spindle are you running?
[20:55:25] <roycroft> on day one i'll probably use a porter-cable trim router
[20:55:32] <ssi> also are you running one screw or two to do your gantry?
[20:55:37] <roycroft> but i'll likely get an 80mm water-cooled spindle before long
[20:55:37] <varesa> I'm still trying to figure out what to put money on (if something); stepper drives, mesa card, spindle speed control, ...
[20:55:42] <CaptHindsight> varesa: what are you using for your base thread time? did you just use the default?
[20:55:43] <roycroft> one screw to the gandry
[20:55:45] <roycroft> gantry
[20:55:50] <varesa> CaptHindsight: defaults
[20:55:50] <roycroft> in the middle, underneath
[20:55:52] <ssi> gantry on the 2' axis?
[20:56:01] <roycroft> yes
[20:56:16] <ssi> varesa: mesa 7i76 kit and the keling digital stepper drives has been a winning combination for me
[20:56:16] <zeeshan|2> ssi
[20:56:21] <zeeshan|2> so 5i25 + 7i77
[20:56:32] <ssi> yes
[20:56:35] <zeeshan|2> actually idont think it can be 7i77
[20:56:36] <zeeshan|2> thats for encoders
[20:56:38] <zeeshan|2> not resolvers
[20:56:45] <zeeshan|2> that board wants a discrete input
[20:56:46] <ssi> if you need resolvers, you'll have to dip into the old stuff
[20:56:47] <ssi> 7i49
[20:56:53] <roycroft> i'm thinking 20mm round linear motion rails
[20:56:53] <ssi> my hnc uses it
[20:57:00] <roycroft> with two sets of bearings for each
[20:57:02] <zeeshan|2> $184
[20:57:03] <zeeshan|2> not bad
[20:57:05] <roycroft> spaced fairly far apart
[20:57:12] <zeeshan|2> i dunno what board i was looking at before but it was like 260
[20:57:19] <ssi> what's 184?
[20:57:21] <ssi> 7i49?
[20:57:23] <zeeshan|2> yea
[20:57:32] <ssi> yeah that's actually one of the most expensive single mesa cards
[20:57:33] <zeeshan|2> okay the boaard i was looking at was the 7i65
[20:57:35] <ssi> because of all the ADC stuff
[20:57:36] <zeeshan|2> 279
[20:57:53] <ssi> bear in mind there's some complexity with resolvers
[20:57:55] -!- f1oat has quit [Ping timeout: 244 seconds]
[20:58:00] <zeeshan|2> why
[20:58:01] <ssi> they have a drive ratio
[20:58:10] <ssi> and the 7i49 has to have the adc frontends scaled accordingly
[20:58:12] <zeeshan|2> resolvers output a sine wave right?
[20:58:22] <ssi> well the 7i49 outputs a sine wave
[20:58:23] <ssi> into the resolver
[20:58:30] <ssi> and then there are two coils in it, 90 deg out of phase
[20:58:33] <ssi> and it's some ratio
[20:58:33] <roycroft> i'm thinking of belt drive and not direct coupling of the motors
[20:58:37] <ssi> I think my hnc's resolvers are 2:1
[20:58:44] <zeeshan|2> so you need like a xscope
[20:58:44] <roycroft> i can conserve a little space doing that
[20:58:47] <zeeshan|2> to figure that out
[20:58:53] <ssi> so if I put in a 1vpp sine wave and the resolver is at 0 degrees, I'll get 2Vpp back from the sin line and 0Vpp from the cos line
[20:58:56] <ssi> make sense?
[20:58:59] <ssi> yes ideally
[20:58:59] <roycroft> and my understanding it it's better to do that if i swap out for servo motors later
[20:59:01] <zeeshan|2> yes
[20:59:18] <ssi> so the 7i49 has selectable drive voltages iirc,
[20:59:33] <ssi> and the voltages that come back have to be scaled so that you get adequate resolution in the adcs without clipping
[20:59:42] <ssi> it was an issue for me when I first built the machine, cause they didn't have one that was scaled right
[20:59:48] <zeeshan|2> is there a charge pump
[20:59:48] <ssi> but pcw built me a custom one that worked correctly
[20:59:53] <zeeshan|2> built in to 5i25
[21:00:05] <ssi> so make sure that you talk to him about the resolvers on your machine before ordering
[21:00:08] <zeeshan|2> yes
[21:00:10] <ssi> um not exactly
[21:00:12] <zeeshan|2> thatr's the plan
[21:00:15] <zeeshan|2> im just figuring out a rough cost
[21:00:17] <ssi> you can generate a pwm that'll run a charge pump
[21:00:19] <ssi> what are you asking?
[21:00:30] <zeeshan|2> like right now i have 2 optical encoder boards
[21:00:36] <zeeshan|2> 1 charge pump board and 1 breakout board
[21:00:44] <zeeshan|2> im hoping w/ mesa theres a builtin charge pump.
[21:00:54] <ssi> you mean like the way a parport has a charge pump pin?
[21:01:01] <zeeshan|2> yea
[21:01:05] <ssi> yeah you can do it
[21:01:07] <ssi> it's not "built in"
[21:01:17] <ssi> you use a gpio, and output a square wave
[21:01:24] <ssi> I do that on the plasma to run the charge pump of the g540
[21:01:28] <zeeshan|2> gpio?
[21:01:31] <zeeshan|2> general purpose?
[21:01:33] <ssi> yes
[21:01:42] <zeeshan|2> outputs a square wave to what
[21:01:47] <ssi> to the charge pump
[21:01:58] <zeeshan|2> so you still need a separate charge pump board
[21:02:10] <zeeshan|2> so thats another 36 bux
[21:02:14] <ssi> what is the charge pump for
[21:02:23] <zeeshan|2> i forgot
[21:02:34] <ssi> g540 just uses it like a watchdog
[21:02:38] <zeeshan|2> basically if one of the pins isnt seeing a certain frequency
[21:02:43] <zeeshan|2> its in e-stop mode
[21:02:45] <ssi> yeah
[21:02:48] <ssi> 5i25 can do that
[21:02:56] <ssi> you don't need a second board
[21:02:59] <zeeshan|2> but the thing is
[21:03:04] <zeeshan|2> i need it to go to a switch
[21:03:08] <zeeshan|2> (e-stop switch)
[21:03:11] <zeeshan|2> so that can kill everything
[21:03:26] <ssi> just tie the charge pump signal to an and component in hal with the estop line
[21:03:36] <zeeshan|2> yes but i want a physical switch
[21:03:44] <zeeshan|2> you know that line that has the frequency?
[21:03:50] <zeeshan|2> i currently have that going through my e-stop
[21:03:53] <zeeshan|2> physical button
[21:03:58] <ssi> put it through the switch then
[21:03:59] <zeeshan|2> so asap i press it, it kills everything
[21:04:00] <ssi> I don't care :P
[21:04:10] <zeeshan|2> i guess i need to read the manual more :P
[21:04:52] <ssi> weren't you just giving pete crap about how you can do your own machines?
[21:05:19] <zeeshan|2> it's a difference having a clue what the hell other people are talking about
[21:05:21] <zeeshan|2> and not having a clue
[21:05:53] <Deejay> gn8
[21:05:54] <ssi> he's a hell of a lot more knowledgable than you give him credit for... his machine is quite complicated
[21:06:25] <zeeshan|2> ssi: i can go in depth as to why i think that
[21:06:32] <zeeshan|2> but idont wanna offend him anymore, and i dont wanna talk about him anymore
[21:06:33] <zeeshan|2> fair?
[21:06:33] <ssi> spare us both the energy
[21:06:42] -!- Deejay has quit [Quit: bye]
[21:07:11] <ssi> anyway, point is the mesa stuff has the flexibility you need to do pretty much anything you can think of
[21:07:17] <zeeshan|2> i understand that
[21:07:34] <ssi> the farther you depart from "normal", the more difficult it might be to figure out how to set it up, but you can do some amazing things
[21:07:36] <zeeshan|2> 89 bux vs a cheapo $40 breakout board
[21:07:43] <zeeshan|2> its pretty much a no brainer to go w/ mesa
[21:07:47] <ssi> in the context of building a machine, it's chump change
[21:07:58] <zeeshan|2> when you're saving as much money as possible
[21:08:00] <zeeshan|2> it might matter
[21:08:06] <zeeshan|2> i cheaped out hard on my lathe
[21:08:13] <Connor> zeeshan|2: I wish I went mesa from get go.
[21:08:14] -!- tronwizard has quit [Ping timeout: 272 seconds]
[21:08:25] <ssi> I'd rather save money in other places
[21:08:33] <zeeshan|2> its the only option for mills
[21:08:44] <zeeshan|2> or retrofits
[21:08:51] <Connor> I spent money on a PWM-to-analog speed control board, and a charge pump + thr original cost of the C10 BOB
[21:08:55] -!- tronwizard [tronwizard!~tronwizar@24.229.167.126.res-cmts.sm.ptd.net] has joined #linuxcnc
[21:08:57] <zeeshan|2> not for zeeshan's home brew 12x36 redneck cnc lathe
[21:09:24] <ssi> zeeshan|2: first machine I built, I started with a bullshit hobbycnc tb6550 based 4 axis kit
[21:09:27] <ssi> and it blew up immediately
[21:09:30] <zeeshan|2> hah
[21:09:31] <ssi> then I moved to g540
[21:09:38] <ssi> that was the plasma machine
[21:10:03] <zeeshan|2> the problem for most noobs starting out
[21:10:04] <Connor> ssi: My Router has one of those cheap chinese 4-axis boards in it.. STILL.. I replaced the caps to take car of the high pitched HISS noise.. it works..
[21:10:13] <ssi> I spent too much money on a candcnc thc for it, and ran mach3 for simplicity
[21:10:13] <zeeshan|2> the flexibility the mesa is also what makes it really complicated
[21:10:18] <zeeshan|2> its more to learn
[21:10:21] <ssi> yes, I agree
[21:10:28] <ssi> but it's pretty easy now with the 5i25 kit
[21:10:37] <ssi> and there's a lot of really good resources in here for help with it
[21:10:47] <zeeshan|2> yea
[21:10:56] <ssi> I'd rather help someone set up their mesa gear than tell them that their hardware is a pile of junk
[21:11:05] <zeeshan|2> if i could go back and do my lathe control again
[21:11:11] <zeeshan|2> would i do mesa?
[21:11:16] <ssi> I would, personally
[21:11:22] <zeeshan|2> i wouldnt
[21:11:23] -!- FinboySlick has quit [Quit: Leaving.]
[21:11:24] <ssi> my g0602 10x200 lathe is mesa
[21:11:35] <zeeshan|2> because the lathe is doing exactly what i want it to do...
[21:11:38] <ssi> it's old mesa hardware, 7i43 and a homebuilt breakout card
[21:11:45] <CaptHindsight> Connor: did it quiet the HISS only when they are stopped? or did it also help with the noise during motion?
[21:11:46] <zeeshan|2> i decided from early on i didnt want extra i/o
[21:11:51] <roycroft> isn't that what mattes in the end, zeeshan|2?
[21:11:54] <roycroft> not how you do it
[21:12:01] <roycroft> but that it does what you want it to do
[21:12:05] <zeeshan|2> roycroft: yea
[21:12:12] <zeeshan|2> ssi is happy with a machine that does 500 ipm
[21:12:19] <zeeshan|2> im happy with one that does 150ipm
[21:12:23] <zeeshan|2> its my hobby machine
[21:12:49] <zeeshan|2> there is absolutey 0 doubt when it comes to my mill
[21:12:49] <roycroft> i figure my first machine will be more of a learning experience than anything else
[21:12:52] <zeeshan|2> i am 100% going with mesa
[21:12:57] <zeeshan|2> it's the ONLY solution!!
[21:13:01] <zeeshan|2> best bang for the buck
[21:13:05] <Connor> CaptHindsight: Helped all over.. was driving my Wife nuts.
[21:13:29] <zeeshan|2> roycroft: with your router, i honestly would go with a proper 5i25 even for starting out
[21:13:30] <roycroft> i don't like overengineering things
[21:13:34] <zeeshan|2> you dont want to be rapiding at 150 ipm
[21:13:36] <roycroft> but i also don't like engineering myself into a corner
[21:13:39] <zeeshan|2> thats way too slow for your machine footprint
[21:13:46] <zeeshan|2> but if you're happy with that, thats all that matters
[21:14:06] <ssi> I was watching my plasma table home today
[21:14:07] <ssi> at 300ipm
[21:14:15] <ssi> and thinking "jesus christ this is slow... I bet zeeshan would love it"
[21:14:19] <zeeshan|2> hahahahaha
[21:14:24] <ssi> I'm serious
[21:14:28] <ssi> 48" at 300ipm is painful
[21:14:47] <zeeshan|2> i was damn wrong when i picked on you for the rapids
[21:14:52] <ssi> do you home your lathe Z axis at the tailstock?
[21:15:02] <zeeshan|2> i dont home my machine
[21:15:04] <zeeshan|2> lol
[21:15:06] <ssi> :P
[21:15:08] <zeeshan|2> well i do
[21:15:09] <ssi> not even X?
[21:15:11] <zeeshan|2> but its in random space
[21:15:17] <ssi> so here's a pro tip with lathes
[21:15:20] <ssi> Z you can get away with that
[21:15:22] <zeeshan|2> my machine footprint is set to like 100" x 100"
[21:15:30] <ssi> set up your machine so that it homes X to a repeatable location
[21:15:42] <ssi> ideally where some reference point on the toolpost is on the centerline
[21:15:47] <zeeshan|2> why
[21:16:03] <ssi> what I did on the 602 is pick a tool 1 that I use a lot, and X home is where tool 1 will cut a 0.0000" diameter
[21:16:09] <varesa> My mill homes painfully slow, I guess I should open the configs :p
[21:16:16] <ssi> because it drastically simplifies tool offsets
[21:16:23] <ssi> once you start making parts with tool changes, that will save you a ton of time
[21:16:37] <zeeshan|2> i have been making parts with tool changes
[21:16:39] -!- nofxx [nofxx!~nofxx@177.106.34.75] has joined #linuxcnc
[21:16:40] <zeeshan|2> but i zero the tool out
[21:16:41] <zeeshan|2> it sucks.
[21:16:42] <ssi> then you can touch off your other tools, and the offsets will be the position in space relative to the position in space of your reference tool
[21:16:47] -!- nofxx has quit [Changing host]
[21:16:47] -!- nofxx [nofxx!~nofxx@unaffiliated/nofxx] has joined #linuxcnc
[21:16:50] <zeeshan|2> i need to setup the tool table correctly
[21:16:52] <zeeshan|2> havent had time
[21:16:56] <roycroft> the 5i25 isn't that expensive
[21:16:56] <ssi> yes, that's what I'm telling you how to do
[21:17:02] <ssi> it took me a long time to figure out a reasonable way to do it
[21:17:14] <ssi> on the hnc, the turret centerline is dead on the spindle centerline at X home
[21:17:16] <zeeshan|2> so your X home switch
[21:17:24] <zeeshan|2> is made to trigger when you're precisely at centerline
[21:17:25] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[21:17:27] <zeeshan|2> with your datum tool
[21:17:28] <ssi> no
[21:17:34] <ssi> my x home switch is at the back of travel
[21:17:35] <zeeshan|2> let me read what you wrote
[21:17:57] <roycroft> is it worth paying for the industrial temperature range test?
[21:18:04] <ssi> but the home offset is set up such that when it homes, G53 X0.0000" is at an axis position that makes my datum tool's cutting surface at the spindle centerline
[21:18:07] <roycroft> is there a problem with the non-tested ones?
[21:18:18] <ssi> so that I can G53 G0 X1 and it'll cut a 1" radius or diameter depending on the mode :)
[21:18:34] <ssi> roycroft: I don't think I've ever bought an industrial temp part
[21:19:06] <CaptHindsight> roycroft: do you need it for the warm or cold end of the spectrum?
[21:19:11] <roycroft> it adds 20% to the cost of the board
[21:19:15] <roycroft> neither
[21:19:19] <zeeshan|2> ssi
[21:19:20] <ssi> zeeshan|2: once it's set up correctly, you can pretty much always have your local coordinate system match the machine coordinate system in X
[21:19:22] <zeeshan|2> sorry i feel retarded
[21:19:22] <roycroft> i won't be using it in extreme temperatures
[21:19:28] <ssi> and then you just touch off the length of the part in Z
[21:19:52] <roycroft> but ambient temperature in a cpu case can get up to 45 degrees easily in the summer
[21:20:00] <roycroft> sometimes warmer
[21:20:06] <zeeshan|2> so first step is have home switches.
[21:20:13] <ssi> roycroft: what part of the world are you in?
[21:20:19] <roycroft> oregon
[21:20:19] <zeeshan|2> and ensure you can repeatibily hit them within 0.0001"?
[21:20:22] <roycroft> oh
[21:20:33] <roycroft> 45c
[21:20:37] <ssi> figured as much :)
[21:20:46] <roycroft> fahrenheit does not exist in my mind
[21:20:52] <ssi> zeeshan|2: yeah, that's a nice feature on a lathe :)
[21:20:55] <roycroft> and i never remeber to add the c
[21:20:55] <zeeshan|2> i honestly havent looked at the type of method you're describing
[21:21:00] <zeeshan|2> i was going to be hooking up a camera
[21:21:02] <ssi> zeeshan|2: my hardinge homes within 0.000020"
[21:21:03] <zeeshan|2> to setup my tool offsets..
[21:21:09] <CaptHindsight> roycroft: you can add fans or change cases for not much $$
[21:21:18] <zeeshan|2> because if you have an insert like this:
[21:21:23] <ssi> I had planned on adding an encoder to the X stepper on the 602 just for the homing
[21:21:28] <roycroft> my garage will get up to 40 in the summer
[21:21:39] <roycroft> sometimes ambient outside temperature will get up to 40
[21:21:45] <zeeshan|2> http://www.carbidedepot.com/images/holders-mvvn-1.gif
[21:21:51] <roycroft> that's not an unusual temperature for inside a peecee case
[21:22:01] <zeeshan|2> its a pain in the butt to setup the z offset
[21:22:07] -!- alex-GN has quit [Ping timeout: 246 seconds]
[21:22:10] <roycroft> so if the mesa boards generally perform fine then it's not worth the temperature test
[21:22:16] <zeeshan|2> same with a facing tool's X offset..
[21:22:53] <ssi> zeeshan|2: it's not that bad in my system
[21:22:56] <ssi> the first tool
[21:23:05] <ssi> put the reference tool in
[21:23:09] <zeeshan|2> yes
[21:23:10] <ssi> face a piece of stock
[21:23:11] <zeeshan|2> and touch off
[21:23:12] <ssi> call that Z0
[21:23:19] <ssi> then touch off the new tool on the left side of the shank
[21:23:19] <CaptHindsight> roycroft: I find that regular cleaning of the fans and case extends the life of the PC
[21:23:23] <ssi> and add half the shank width
[21:23:24] <ssi> bam, touch'd
[21:23:35] <ssi> that goes in your tool table
[21:23:38] <CaptHindsight> roycroft: we blast everything 3-4 times a year
[21:23:39] <varesa> What is the index pulse used for?
[21:23:39] <ssi> and you never have to screw with it again
[21:23:39] <zeeshan|2> whats the new tool
[21:23:46] <ssi> that MVVNN tool holder
[21:23:55] <roycroft> absolutely, capthindsight
[21:23:59] <ssi> the nose of the tool in Z is exactly in the center of the shank
[21:24:06] <zeeshan|2> in that case youre assuming
[21:24:10] <zeeshan|2> your tool holder is well made
[21:24:10] <roycroft> in fact, i used to make a significant amount of my money doing exactly that
[21:24:17] <zeeshan|2> which isnt the case with chinese ones
[21:24:18] <ssi> put it on the surface plate and measure it with a height gauge
[21:24:27] <roycroft> back in the '80s and early '90s i had a number of pm contracts with various firms
[21:24:38] <roycroft> 2x/year i'd go in and clean all their computers
[21:24:38] <zeeshan|2> its a lot easier with a camera
[21:24:56] <roycroft> in a shop environment it needs to be done more often than that
[21:25:30] <roycroft> and it helps to filter the air inlets
[21:25:47] <CaptHindsight> big fans vs more small fans, and filters
[21:25:53] <zeeshan|2> G53 G01 X0 Y0 = home switches right?
[21:25:55] <ssi> part of me wants to carry the g0704 upstairs and work on it up here
[21:26:02] <ssi> zeeshan|2: no, not necessarily
[21:26:11] <ssi> zeeshan|2: home doesn't imply 0
[21:26:17] <zeeshan|2> why
[21:26:19] <ssi> home offset
[21:26:22] <zeeshan|2> okay
[21:26:24] <zeeshan|2> makes sense
[21:26:35] <ssi> it'd be impractical to put my homeswitch at the spindle centerline and have it dead nuts accurate
[21:26:48] <zeeshan|2> yea thats what i was getting confused about
[21:26:51] <ssi> plus, if it was at centerline, if I homed with stock in the chuck it'd crash
[21:27:02] <zeeshan|2> not if you were far in the Z :P
[21:27:03] <ssi> I prefer to home away from the centerline, to the rear of travel
[21:27:09] <skunkworks> my 'home' is 38", 36", 24"...
[21:27:10] <ssi> can't make that assumption
[21:27:18] <ssi> and you can't assume that you can home Z first either
[21:27:36] <ssi> it's safest on my 602 to home X outward first, then home Z away from spindle
[21:27:39] <zeeshan|2> do you machine in g53 space
[21:27:49] <ssi> only problem with that is if the tailstock is locked down it can crash into it
[21:27:51] <ssi> no
[21:28:01] <ssi> but g53 x is usually equal to g54 x
[21:28:18] <ssi> Z is touched off to the part
[21:28:21] <zeeshan|2> so i think i understand what you were doing.
[21:28:24] <Connor> Guys.. for a combination Spindle/Index .. Using a DC Servo with a step/dir driver... would you set that up as 2 different axis ?
[21:28:24] -!- chillly has quit [Quit: Ex-Chat]
[21:28:38] <zeeshan|2> you home. after you home, inG53 space, you find the machine centerline
[21:28:40] <zeeshan|2> and Z.
[21:28:49] <zeeshan|2> you do a home offset
[21:28:49] <ssi> Connor: spindle and C likely?
[21:29:00] <Connor> A Axis
[21:29:07] <Connor> and Lathe Spindle
[21:29:15] <ssi> zeeshan|2: no, in the ini file there's a home_offset field
[21:29:38] <ssi> zeeshan|2: there's a few different ways to set it up... I can't recall exactly whatall the fields are and how they interact,
[21:29:59] <ssi> the simple way to do it is once the home sequence finishes, the axis is set to 0
[21:30:06] <zeeshan|2> what if i dont want to run home switches! :P
[21:30:17] <zeeshan|2> actually i should just run em.
[21:30:21] <zeeshan|2> its easy enough
[21:30:30] <ssi> what I do is once it finishes, it sets the axis to -15 or whatever that number is that represents exactly how far away from the centerline the switch tripped
[21:30:46] <ssi> another way is to set a zero that's away from the home switch and actually jog there
[21:30:59] <ssi> I don't do that on the lathe because again the potential for crash
[21:31:21] <ssi> then to calibrate the home switch, home the machine, and with the datum tool, take a test cut of a diameter
[21:31:25] <ssi> measure the actual diameter vs expected
[21:31:34] <ssi> and modify your offset to compensate
[21:31:47] <ssi> I do the same thing on my gantry machines
[21:32:00] <ssi> take a test cut, measure for squareness, and modify the offset of one side of the gantry to compensate
[21:32:41] <zeeshan|2> right now the way im doing it
[21:32:48] <zeeshan|2> i randomly home in some random position
[21:33:09] <ssi> touch off to a known diameter
[21:33:10] <zeeshan|2> i take my first tool, rh cutting vnmg, X and Z touch off
[21:33:11] <zeeshan|2> yea
[21:33:15] <ssi> that's how I did it when I first started
[21:33:21] <zeeshan|2> then after thati take tool 2
[21:33:24] <zeeshan|2> and do the same.
[21:33:27] <zeeshan|2> and figure out the offset
[21:33:32] <zeeshan|2> then tool 3
[21:33:38] <ssi> and that's fine
[21:33:50] <ssi> if you set up your tool table correctly, you can relate all the tools to some central feature
[21:33:59] <ssi> so that when you touch off your part, you can change tools without having to touch anything off
[21:34:00] <zeeshan|2> i gave up on figuring it because my piston type qctp has 0.001" error
[21:34:02] <zeeshan|2> in between tool changes
[21:34:04] <ssi> which is important for multi-tool programs
[21:34:39] <zeeshan|2> yea that makes sense
[21:34:41] -!- anarchos2 has quit [Read error: Connection reset by peer]
[21:34:45] <zeeshan|2> you just pretty much home the machine like yo udo in industry
[21:34:46] <zeeshan|2> and you're ready to cut
[21:34:50] <ssi> but if you have an absolute and repeatable X home position, you can run programs without having to touch off a ground bar, or run a test diameter
[21:34:53] <ssi> right
[21:35:01] <zeeshan|2> well @ work we had a warm up procedure too
[21:35:04] <zeeshan|2> then it would home
[21:35:10] <zeeshan|2> you wouldnt home without warming it
[21:35:14] <ssi> on the hardinge, home is x on spindle centerline, and Z with the face of the turret 10.000" from the nose of the spindle with no chuck
[21:35:34] <zeeshan|2> ill see if hte current limit switches
[21:35:38] <zeeshan|2> can act like home switches
[21:35:39] <ssi> so my production programs on that lathe all start by jogging to some G53 location and then setting up coordinate systems programmatically
[21:35:41] <zeeshan|2> at the same time
[21:35:56] <ssi> because the stock is held in a collet with a fixed depth or a stop
[21:36:00] <zeeshan|2> it'd be nice to just home the machine
[21:36:02] <ssi> and the Z features are relative to the spindle
[21:36:03] <zeeshan|2> and get ready to cut
[21:36:19] <zeeshan|2> i have a qquestion for you
[21:36:23] <ssi> ok
[21:36:31] <zeeshan|2> so i hit my home switch in Z
[21:36:44] <zeeshan|2> then i just go to my workpiece and it ends up saying -33.500"
[21:36:55] <zeeshan|2> fuck
[21:36:58] <zeeshan|2> i mean my tailstock.
[21:37:02] <zeeshan|2> not work piece.
[21:37:10] <zeeshan|2> i put -33.5 in the ini file
[21:37:20] <zeeshan|2> then i cut the piece in the X direction
[21:37:21] <zeeshan|2> measure it
[21:37:34] <zeeshan|2> and determine where the centerline is relative to my home switch
[21:37:39] <zeeshan|2> and throw that value in the ini
[21:37:40] <ssi> I think you have X and Z backwards
[21:37:50] <ssi> or else I'm not sure what you're asking
[21:37:55] postaL is now known as postaL_offline
[21:37:58] <ssi> Z is the spindle centerline
[21:38:00] <ssi> X is the cross slide
[21:38:12] <zeeshan|2> wat
[21:38:30] <ssi> Z is always parallel to the primary spindle
[21:38:38] <zeeshan|2> yes
[21:38:41] <zeeshan|2> its the length of your work piece
[21:38:44] <ssi> right
[21:39:20] <ssi> ok so what's the questino then
[21:40:08] <zeeshan|2> ill stick to one axis: so i hit my limit switch in the X direction. (its also my limit switch) , i touch off my work piece, i measure 2.500" on the work piece. so i know i need to just 1/2 that value to get to the spindle centerline, this is my "home offset"
[21:40:14] <zeeshan|2> ^ is this procedure correct/incorrect
[21:40:38] <ssi> something like that
[21:40:40] <ssi> how about this
[21:40:49] <ssi> home the axis (hit the limit switch)
[21:41:03] <ssi> take a tape measure and eyeball how far it is from the tool flank to the centerline
[21:41:07] <ssi> put that number in your ini
[21:41:10] <ssi> as an offset
[21:41:12] <ssi> then home again
[21:41:24] <ssi> then jog to 1", with a piece of slightly more than 1" round bar in the chuck
[21:41:32] <ssi> cut a diameter at what you think is 1"
[21:41:48] <ssi> .5" or whavere, this depends on if you're in radius or diam mode, you get the idea
[21:41:55] <ssi> then measure your cut diameter accurately
[21:42:06] <zeeshan|2> if its 1"
[21:42:07] <zeeshan|2> i did it right
[21:42:09] <zeeshan|2> :P
[21:42:11] <ssi> exactly
[21:42:14] <ssi> if it's bigger or smaller
[21:42:17] <ssi> adjust the home offset accordingly
[21:42:22] <zeeshan|2> makes sense
[21:42:30] <ssi> it's not too hard
[21:42:34] <zeeshan|2> yea you've convinced me to do it yourw ay
[21:42:40] <zeeshan|2> you avoid having to fuck around..
[21:42:45] <zeeshan|2> w/ touching off the part everytime
[21:42:54] <zeeshan|2> you wanna use the machine..
[21:42:59] <ssi> exactly
[21:43:17] <MrHindsight> has anyone had success using a super precision ball screw for their Z axis at better than 10 microns (+/-5um) over 25mm of travel?
[21:43:18] <zeeshan|2> what kind of home switches were you using?
[21:43:39] <ssi> optical
[21:43:48] -!- skorasaurus has quit [Ping timeout: 246 seconds]
[21:44:32] <ssi> MrHindsight: the screws in my hnc are quite a bit better than that
[21:45:09] <MrHindsight> ssi: have a part number for that screw?
[21:45:13] <ssi> nope
[21:45:14] <ssi> heh
[21:45:17] <zeeshan|2> optical!
[21:45:17] <zeeshan|2> fancy
[21:45:19] <ssi> I'm sure they're a billion dollars to replace
[21:45:40] postaL_offline is now known as postaL
[21:45:47] <ssi> MrHindsight: the 1978 control even had a mode to make it work with 20uin precision
[21:45:50] <zeeshan|2> i forgot how many i/o i have left
[21:46:02] -!- FreezingCold has quit [Ping timeout: 250 seconds]
[21:46:22] -!- skunkworks has quit [Ping timeout: 240 seconds]
[21:46:27] <ssi> which is a half micron for the imperially challenged :P
[21:47:35] <ssi> MrHindsight: I made a bunch of drill bushings and they were consistent to under a tenth
[21:48:01] <ssi> +/-5um would be +/- 2 tenths
[21:49:01] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[21:50:03] <MrHindsight> 0.5um = 0.0002"
[21:50:28] <zeeshan|2> ssi pics of optical encoders
[21:50:33] <zeeshan|2> er otpical home switches
[21:51:16] <ssi> um I dont' have a pic handy of the switches, but they're hte same optical switches I used for the homemade encoder
[21:51:20] <ssi> https://fbcdn-sphotos-c-a.akamaihd.net/hphotos-ak-xaf1/v/t1.0-9/205204_655375525742_5631970_n.jpg?oh=c784bfbc1c566104e03452439aff0bfe&oe=54901821&__gda__=1422331871_e28b56b02583e1d0eedee921179df13f
[21:53:24] <ssi> CaptHindsight: 0.0004 inches =
[21:53:25] <ssi> 10.16 micron
[21:53:29] <ssi> according to google :)
[21:54:49] <MrHindsight> heh, my cut and paste was off
[21:54:51] <zeeshan|2> those are repeatable?
[21:55:20] <zeeshan|2> what made you go with optical and not proximity or mechanical
[21:56:07] <ssi> they're not as repeatable as i'd like
[21:56:26] <ssi> I had them on hand, is really all it comes down to :)
[21:56:48] <zeeshan|2> from what i recall seeing
[21:56:50] <ssi> my plan was to put an encoder on the X motor and home to an encoder index
[21:56:57] <zeeshan|2> i think they were proximity on the machines i worked on
[21:57:02] <zeeshan|2> but i am not 100%.
[21:57:05] <ssi> hnc is all prox
[21:57:15] <ssi> but even so, the repeatability comes from the home to index
[21:57:19] <ssi> which is another thing servos give you
[21:58:02] <ssi> hm actually I think that's wrong
[21:58:07] <MrHindsight> better 5um = 0.0002"
[21:58:15] <ssi> hnc is resolver, and I don't think I'm using the fake index for homing
[21:58:24] <ssi> it has a coarse prox switch and a fine prox switch
[21:58:34] <ssi> fine one is in the belt reduction gear
[21:58:39] <zeeshan|2> well when prox switches work
[21:58:47] <zeeshan|2> like if its capacitive or inductive
[21:58:49] <ssi> I can't recall how I have it set up on that one
[21:58:53] <zeeshan|2> isn't there a "range" of area
[21:58:56] <ssi> yes
[21:58:57] <zeeshan|2> that will trip the sensor
[21:59:06] <zeeshan|2> so lets say you have 24v fluctuation
[21:59:10] <zeeshan|2> 23 - 25v..
[21:59:21] <zeeshan|2> that'll change the area where the sensor will trip
[21:59:24] <ssi> possibly
[21:59:36] <ssi> that's what I'm saying... homing to a coarse switch then to an index is the way to go
[21:59:52] <zeeshan|2> damn you for making me want to do more
[21:59:53] <zeeshan|2> :P
[22:00:02] <ssi> you know what's gonna be really fun?
[22:00:05] <zeeshan|2> what
[22:00:10] <ssi> counting an encoder with a parallel port and a bob ;)
[22:00:26] <zeeshan|2> good luck with that
[22:00:26] <zeeshan|2> :P
[22:00:31] <ssi> oh I don't have to do that
[22:00:36] <ssi> I bought mesa gear up frotn
[22:00:43] <ssi> even when I could have half assed it with a parport
[22:01:02] <zeeshan|2> if you're running steppers parallel port is okay
[22:01:07] <zeeshan|2> and fake servos (ie step dir )
[22:01:21] <zeeshan|2> w/ non velocity/torque drive
[22:01:25] <ssi> do you have a spindle encoder?
[22:01:27] <zeeshan|2> yea
[22:01:35] <zeeshan|2> 2 of em
[22:01:41] <zeeshan|2> index pulse and phase A
[22:01:58] <ssi> that right there is reason enough to do mesa from the start
[22:02:02] <zeeshan|2> but its only 70 pulses per rev
[22:02:11] <ssi> mine's pretty low too
[22:02:14] <ssi> it's enough for threading
[22:02:19] <zeeshan|2> yea its not like a servo
[22:02:21] <zeeshan|2> which is like what
[22:02:23] <zeeshan|2> 500 ppr ?
[22:02:25] <zeeshan|2> or 1000
[22:02:26] <ssi> at least
[22:02:34] <ssi> I have some 5000 line encoders, 20kppr
[22:02:40] -!- Mr_Sheesh has quit [Quit: reboot time, brb]
[22:02:46] <zeeshan|2> ive done threading with no thread relief at the end of the thread
[22:02:50] <zeeshan|2> and it syncronizes perfect
[22:03:02] <ssi> yeah threading doesn't take much resolution
[22:03:14] <ssi> you can do it with index only
[22:03:18] <ssi> but you can get wandering threads
[22:03:25] <ssi> if your spindle doesn't run very very consistently
[22:03:38] <zeeshan|2> well with vfd its not too much trouble
[22:03:50] <zeeshan|2> but in my opinion a cnc mill is useless without variable speed control
[22:03:52] <zeeshan|2> through g-code
[22:04:01] <zeeshan|2> cnc machine i mean
[22:04:02] <zeeshan|2> not mill
[22:04:15] <zeeshan|2> now im being biased, so i will take that back
[22:04:22] <zeeshan|2> a cnc mill + lathe :)
[22:04:33] <zeeshan|2> you might be fine with one speed with say a wood router
[22:04:35] <ssi> I think it's more important on a lathe even
[22:04:41] <ssi> for CSS mode
[22:04:45] <zeeshan|2> yea
[22:04:55] <ssi> on a mill you can set a manual speed when you change tools
[22:04:55] <zeeshan|2> css mode really helps w/ the surface finish
[22:05:01] <ssi> yep
[22:05:35] <zeeshan|2> i just checked my bankaccount
[22:05:36] -!- i_tarzan has quit [Read error: Connection reset by peer]
[22:05:38] <zeeshan|2> i suddenly have all this money
[22:05:46] <ssi> good, send me some
[22:05:47] <zeeshan|2> i check my email
[22:05:52] <ssi> I'm trying to figure out how to buy this damn vmc
[22:05:57] <zeeshan|2> i got a scholarship i applied for!
[22:06:04] <ssi> oh then it's not even your money
[22:06:07] <ssi> I could use a grant
[22:06:13] <zeeshan|2> its my money!
[22:06:17] <zeeshan|2> i dont have to pay it back
[22:06:18] <ssi> :)
[22:06:26] <zeeshan|2> buy your damn vmc
[22:06:28] <zeeshan|2> its a good deal
[22:06:43] <ssi> the incidental bs is adding up
[22:06:51] <ssi> $3500 for the machine
[22:06:52] <ssi> $850 freight
[22:06:58] <ssi> $600 to rent a 12k forklift
[22:07:06] <zeeshan|2> how far is it from yoiu
[22:07:09] <ssi> 450 miles
[22:07:25] <zeeshan|2> cant you haul 12k with your truck?
[22:07:45] <ssi> what truck
[22:07:50] <zeeshan|2> i thought you had a ford 150
[22:07:52] <zeeshan|2> :P
[22:07:56] <ssi> no
[22:08:02] <ssi> I had one ages ago, but it wouldn't haul this thing
[22:08:05] <ssi> and it'd get four mpg doing it
[22:08:08] <zeeshan|2> hah
[22:08:27] * JT-Shop keeps finding more stuff to take to the scrap yard... just when I thought I was done!
[22:08:27] <ssi> I have a friend with an f250 diesel that could probably do it, but I don't have a trailer that'll hold it, and it'd be rough
[22:08:37] <ssi> honestly 850 for freight isn't that killin bad
[22:08:54] <MrHindsight> for 450 miles, not bad
[22:08:58] <zeeshan|2> 850 to your place?
[22:09:04] <ssi> to the airport where I'm putting it
[22:09:08] <zeeshan|2> oh
[22:09:10] <ssi> but then I have to unload it
[22:09:15] <zeeshan|2> im sure theres forklifts
[22:09:16] <ssi> I got a bunch of quotes from riggers, and they weren't pretty
[22:09:17] <zeeshan|2> at the airport
[22:09:20] <ssi> nothing big enough
[22:09:34] <zeeshan|2> can you decrease the weight?
[22:09:39] <zeeshan|2> by disassembling
[22:09:40] <ssi> no
[22:09:45] <ssi> I'm not taking it apart on the truck
[22:09:53] <zeeshan|2> thats wehat im doing
[22:09:57] <zeeshan|2> im disassembling the control cabinet
[22:10:01] <zeeshan|2> to remove 1000 lb
[22:10:07] -!- mhaberler has quit [Quit: mhaberler]
[22:10:07] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.254.252] has joined #linuxcnc
[22:10:15] <MrHindsight> ssi: how high is the door at your space?
[22:10:29] <ssi> plenty high enough, thankfully
[22:10:32] <ssi> 25' I think
[22:10:35] <zeeshan|2> ssi, 600 to rent it and drive it yourself?
[22:10:39] <ssi> yes
[22:10:45] <zeeshan|2> that honestly seems like a lot.
[22:10:55] <zeeshan|2> maybe you should talk to someone who can unload it for you?
[22:11:01] <ssi> 18:09 < ssi> I got a bunch of quotes from riggers, and they weren't pretty
[22:11:09] <zeeshan|2> riggers are specialists
[22:11:14] <zeeshan|2> im talking just a general purpose person
[22:11:29] <zeeshan|2> throw an add on craigslist
[22:11:35] <zeeshan|2> "need to unload 12000lb machine"
[22:11:41] <zeeshan|2> "willing to pay $300"
[22:11:42] <zeeshan|2> :P
[22:11:46] <Jymmm> parking lot of home depot
[22:11:54] <MrHindsight> whats the 2 hour rental for a small crane? 25ft door is tall enough to unload and swing it in
[22:12:08] <Jymmm> $100 gets you four guys for a couple of hours =)
[22:12:10] <zeeshan|2> MrHindsight: a lot
[22:12:19] <zeeshan|2> cause they charge you an upfront free
[22:12:24] <zeeshan|2> to bringing the crane to you and back
[22:12:43] <ssi> zeeshan|2: same with the forklift
[22:12:44] <Jymmm> cant you do a A-frame thing?
[22:12:51] <ssi> it's only $350 a day for the truck, it's $250 for delivery
[22:12:51] -!- Mr_Sheesh [Mr_Sheesh!~mr_s@unaffiliated/mr-sheesh/x-0757054] has joined #linuxcnc
[22:13:05] <MrHindsight> I have a 70 ton down the street, so I pay for 2 hours
[22:13:07] <Jymmm> zeeshan|2: is this your home we're talking?
[22:13:17] -!- Komzpa has quit [Ping timeout: 272 seconds]
[22:13:19] <zeeshan|2> Jymmm: yes to residential
[22:13:36] <Jymmm> zeeshan|2: no farmers or industrial in the area?
[22:13:43] <zeeshan|2> Jymmm: there are
[22:13:46] <Jymmm> zeeshan|2: cant bribe someone with a case of beer?
[22:13:52] <zeeshan|2> ssi if you get it delivered on a flatbed
[22:13:53] <Jymmm> and food
[22:13:54] <ssi> MrHindsight: I'm comfortable running a 12k forklift... I'm not comfortable swinging a 9000lb VMC on a crane :P
[22:14:04] <zeeshan|2> maybe you can just tilt the flatbed like they tilt shpping containers
[22:14:07] <zeeshan|2> and get them to put it on the ground
[22:14:14] <MrHindsight> a good size front loader will also work
[22:14:19] <zeeshan|2> im sure the 40 footer my dad got was like at least 10,000 lb
[22:14:29] <zeeshan|2> and then you can dolly it from there
[22:14:51] <Jymmm> zeeshan|2: some tow trucks do have cranes on them
[22:14:52] <ssi> if it came on a rollback that might be feasible, but I'm pretty sure it's gonna be on a 53' LTL flatbed semi
[22:15:05] <zeeshan|2> ssi: i'd pay more
[22:15:11] <zeeshan|2> to get it shipped on aroll back
[22:15:16] <zeeshan|2> you'll prolly end up saving money
[22:16:05] <zeeshan|2> tare weight of a shipping container is 8150lb
[22:16:07] <zeeshan|2> 40 foot
[22:17:33] <ssi> zeeshan|2: the quote I got to have a rollback fetch it and bring it here and unload it was $4,560
[22:17:40] <zeeshan|2> bahha
[22:17:40] <zeeshan|2> wtf
[22:17:52] <ssi> we're not talking about moving something across town
[22:18:00] <zeeshan|2> i know man
[22:18:04] <zeeshan|2> im doing a 250 mile move
[22:18:06] <zeeshan|2> yours is double
[22:18:08] <ssi> LTL freight is much cheaper than paying a guy by the hour to drive his truck 900 miles
[22:18:10] <zeeshan|2> and double the weight too
[22:18:16] <zeeshan|2> im going there with aflatbed myself
[22:18:20] <zeeshan|2> im renting a flatbed..
[22:18:29] <zeeshan|2> 100$ / day , 100 free miles
[22:18:32] <ssi> what kind of flatbed
[22:18:32] <zeeshan|2> .25 cents per additional
[22:18:39] <zeeshan|2> a wussy one
[22:19:02] <ssi> well at that rate it'd cost me $400 for the same truck
[22:19:06] <ssi> and I still wouldn't be able to unload
[22:19:29] <ssi> but shit for $400 I'd do it myself in a heartbeat
[22:19:36] <zeeshan|2> http://www.enterprisetrucks.ca/truckrental/en_CA/vehicles/flat-decks/twelveflatdeck.html
[22:19:38] <zeeshan|2> that
[22:19:45] <zeeshan|2> BUT that being said
[22:19:53] <zeeshan|2> i also got a quote on this:
[22:20:07] <zeeshan|2> http://bennetttruckrentals.com/flatbed.php
[22:20:08] <zeeshan|2> a proper one
[22:20:19] <zeeshan|2> that baby was 140 per day, 100 free miles
[22:20:22] <zeeshan|2> .19 cents a km
[22:20:24] <zeeshan|2> er mile
[22:20:29] <ssi> shit that's not bad
[22:20:31] <zeeshan|2> but the problem is, that company is far from me
[22:20:32] <zeeshan|2> 1hr
[22:20:39] <ssi> that's not including fuel I guess
[22:20:40] <zeeshan|2> this other one is local (15 min)
[22:20:42] <zeeshan|2> yea
[22:20:46] <zeeshan|2> but its diesel so it wont be too bad
[22:20:54] <ssi> another $200 for me prolly
[22:20:56] <zeeshan|2> i calculated about $500 after all said iand done with gas
[22:21:01] <ssi> so lets see, assuming I had to do it round trip
[22:21:04] <ssi> 2 days
[22:21:14] <ssi> $280 for rental, 800 miles beyond the 100 miles free
[22:21:14] <zeeshan|2> why two days
[22:21:26] <zeeshan|2> rent it at 5pm
[22:21:31] <ssi> because driving 8 hours, loading a machine, driving 8 hours, unloading a machine
[22:21:34] <ssi> would be rough
[22:21:38] <zeeshan|2> fair
[22:22:01] <zeeshan|2> im planning to rent at 5pm thursday night
[22:22:01] -!- afiber__ has quit [Quit: Konversation terminated!]
[22:22:02] <ssi> .19c * 800 miles is $152
[22:22:07] <ssi> 432 plus fuel
[22:22:10] <zeeshan|2> drive there for 8am friday (4 1/2 hour drive)
[22:22:25] <zeeshan|2> get here by 2-3 pm friday and get them to unload
[22:22:27] <ssi> if it gets 10mpg, it'd be 315 in fuel
[22:22:37] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[22:22:59] <ssi> that wouldn't be bad
[22:23:21] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[22:23:28] <zeeshan|2> if that truck i posted can handle 10,000 lb
[22:23:32] <zeeshan|2> im sure you can find a tilt truck for rent
[22:23:37] <zeeshan|2> that can handle a bit more
[22:23:43] <ssi> 10k is fine
[22:23:52] <zeeshan|2> so when you tilt it like that
[22:24:02] <zeeshan|2> you have the winch on it so it doesnt slip on you all the sudden
[22:24:10] <zeeshan|2> and then just throw it on machine dollies and move it where you want
[22:24:13] <zeeshan|2> im sure your floor ther eis flat
[22:24:21] <ssi> it is
[22:24:23] <zeeshan|2> you can also buy a sheet of teflon
[22:24:28] <zeeshan|2> to rest the machine on
[22:24:34] <ssi> honestly once it's on the floor I can move it with a 5k forklift
[22:25:08] <zeeshan|2> that feeling after you're done
[22:25:12] <zeeshan|2> will be awesome :D
[22:25:23] <zeeshan|2> i got that feeling today after loading that bridgeport
[22:25:25] <zeeshan|2> clone
[22:27:28] <MrHindsight> I tend to find tilt bed tow truck services out in the boonies vs near a city to cut pretty good deals on moving machines
[22:28:15] <ssi> MrHindsight: they don't want to do a 900 mile round trip though
[22:28:17] <ssi> I've been trying that all day
[22:28:39] <MrHindsight> plus you're moving across state lines
[22:28:49] <MrHindsight> that makes it harder
[22:29:01] <ssi> yep
[22:29:03] <ssi> several state lines :)
[22:29:04] <MrHindsight> you'll figure it out
[22:29:23] <ssi> like I said, I already have a freight quote
[22:29:42] <ssi> as it sits right now, I'm looking at $850 to get it trucked here, and $600 to rent an appropriate forklift
[22:29:47] <ssi> it should be pretty easy to unload and set up with that lift
[22:29:51] <ssi> 12k lift, 8' forks
[22:31:14] -!- The_Ball has quit [Remote host closed the connection]
[22:36:49] <MrHindsight> http://www.bigrentz.com/equipment-rentals/forklifts/large-capacity/forklift-15000-lb-pneumatic-tire-diesel-nationwide-delivery-region-2/ doesn't say if it includes delivery
[22:36:58] <JT-Shop> I missed it ssi what are you getting?
[22:37:03] <MrHindsight> $393/8hrs
[22:37:39] <ssi> JT-Shop: a cinci sabre 500
[22:38:04] amnesic_away is now known as amnesic
[22:38:27] <ssi> MrHindsight: that's more than the one I have lined up
[22:38:31] <JT-Shop> nice, looks about the same size as my Discovery 308
[22:38:46] <MrHindsight> JT-Shop: did you move/lift your VMC with your front loader?
[22:38:49] <ssi> JT-Shop: it's a good sized machine... almost exactly the same as pete's arrow
[22:38:57] <JT-Shop> come a long
[22:39:17] <MrHindsight> but how off the trailer?
[22:39:31] <JT-Shop> http://www.gnipsel.com/shop/unload-308/unload-308.xhtml
[22:39:40] <JT-Shop> come a long and dunnage
[22:39:50] <ssi> JT-Shop: what's that machine weigh?
[22:39:54] -!- skunkworks [skunkworks!~chatzilla@184-158-29-128.dyn.centurytel.net] has joined #linuxcnc
[22:41:11] <MrHindsight> ~3 tons
[22:41:28] <ssi> 3 tons would be easier for me than 4.5 tons
[22:41:43] <ssi> I have access to 5000 and 6000 forklifts
[22:42:09] <JT-Shop> ssi, 6k
[22:42:14] <ssi> JT-Shop: the sabre is 9k
[22:42:21] <JT-Shop> yours is bigger then
[22:42:35] -!- anth0ny_ has quit [Quit: anth0ny_]
[22:42:51] <JT-Shop> a bit much for manual unloading
[22:43:15] <zeeshan|2> man what ifind funny with the older machine sis
[22:43:16] <ssi> yeah I want to do it with a lift
[22:43:19] <zeeshan|2> the size of the control cabinet
[22:43:26] <ssi> it could be done with a tilt bed flatbed, but it'll be dicier than I'd like
[22:44:21] <JT-Shop> yea, they seem to have a small footprint for the machine with tons of guards hanging off
[22:45:16] <JT-Shop> did you see the first photo, I brought it home like that with the bumper dragging
[22:45:29] <ssi> how far did you have to truck it?
[22:45:35] <JT-Shop> 20 miles
[22:45:43] <ssi> haha
[22:45:51] <JT-Shop> 30 mph
[22:45:57] <ssi> I have to move this thing 450 miles :(
[22:46:03] <JT-Shop> ouch
[22:46:14] <ssi> I'm starting to think maybe it's a bad idea
[22:46:26] <JT-Shop> I had it brought to me on a truck then unloaded it at Briggs
[22:46:31] <ssi> ahh ok
[22:46:43] <ssi> I have a freight quote to have it brought to me
[22:46:49] <ssi> I just have to have the lift standing by ready to unload it
[22:47:28] <JT-Shop> quick build one of these
http://www.gnipsel.com/shop/gantry/gantry.xhtml
[22:48:08] <JT-Shop> but I only have a couple of 3 ton chain falls on it
[22:48:26] <MrHindsight> JT-Shop: does your brake also shear? (in the background)
[22:48:33] <ssi> holy shit
[22:48:33] <ssi> http://abcnews.go.com/US/dashcam-captures-south-carolina-trooper-shooting-unarmed-man/story?id=25749239
[22:48:54] <JT-Shop> the 3 in 1 yes it shears up to 28 gauge lol
[22:49:32] <JT-Shop> dang shop was empty back then
[22:50:50] -!- Simooon has quit [Quit: Leaving]
[22:51:00] * JT-Shop retires to the deck for some R&R
[22:51:08] <JT-Shop> see you guys later
[22:51:41] <zeeshan|2> ssi old!
[22:52:24] <MrHindsight> http://www.ebay.com/itm/Press-Brake-55T-Dreis-Krump-1012B-Perm-Flanged-12-O-A-106-B-H-67-/251530223768 tempted
[22:52:30] <ssi> also that cop is a REALLY BAD SHOT
[22:53:07] <ssi> MrHindsight: git it
[22:53:15] <zeeshan|2> hes lucky he only got shot in the hip
[22:53:17] <zeeshan|2> so lucky
[22:53:20] <ssi> yeah
[22:53:36] <zeeshan|2> i kinda felt bad from the black guy towards the end
[22:53:36] <ssi> if anyone who wasn't a cop took five shots at him from less than ten feet away like that he'd be dead
[22:53:39] <zeeshan|2> he's in so much pain
[22:53:44] <zeeshan|2> all over a retarded cop
[22:53:58] <ssi> but cops are almost entirely really terrible shots, really incompetent weapons handlers, and almost entirely above the law
[22:54:02] <zeeshan|2> i dont understand why the cop was shooting at a gas station too
[22:54:02] <ssi> what a world we've built for ourselves
[22:54:07] <zeeshan|2> looked busy too
[22:54:26] <zeeshan|2> my bros a good shot :P
[22:54:32] <zeeshan|2> so not all cops are poop
[22:55:12] <ssi> good enough to hit an unarmed man with his hands up from less than ten feet using only five rounds? :)
[22:55:24] <zeeshan|2> he'd prolly got shot first
[22:55:27] <zeeshan|2> before he'd shoot
[22:55:33] <zeeshan|2> sometimes i tell him to be more cautious
[22:55:45] <MrHindsight> http://www.ebay.com/itm/Press-Brake-55T-Dreis-Krump-8L12-12-O-A-86-B-H-/251530212970 lots of these around here
[22:55:53] <zeeshan|2> but he's more of a "i want to make a difference"
[22:55:57] <zeeshan|2> type of person
[22:55:58] <ssi> he must be new :P
[22:56:06] <zeeshan|2> nah
[22:56:20] -!- i_tarzan has quit [Ping timeout: 260 seconds]
[22:56:24] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[22:56:29] <zeeshan|2> MrHindsight: you always post all these fancy machines
[22:56:33] <zeeshan|2> do you actually buy them?!
[22:56:38] <zeeshan|2> are you a machine hoarder
[22:56:48] <ssi> he's a window shopper :)
[22:57:02] <MrHindsight> I buy some. I actually use them
[22:57:11] <zeeshan|2> cause a 55 ton brake looks a little too big for a home shop :P
[22:57:13] <MrHindsight> but I post most for others
[22:57:15] <zeeshan|2> 12 feet
[22:57:29] <zeeshan|2> im curious to know what machiens you own
[22:57:39] <zeeshan|2> you always seem to be finding good deals
[22:57:40] <ssi> MrHindsight: find me a VMC under $5k that's closer to me :(
[22:58:04] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.247.100] has joined #linuxcnc
[22:58:47] <MrHindsight> the pickens are getting slimmer, lots in the rust belt
[22:59:32] <MrHindsight> in a few more years even around here they will be harder to find
[22:59:43] <ssi> why do you suppose that is
[23:00:10] <MrHindsight> less and less manufacturing
[23:00:46] <MrHindsight> people also selling them for scrap vs selling used for 15 year old+ machines
[23:01:29] <zeeshan|2> scrapping the machine makes no sense?
[23:01:30] <MrHindsight> $100K+ machines around here sell for <$10K used after 10 years
[23:02:06] <MrHindsight> the used machine guys are all over them, when 1-5 years old
[23:02:20] <MrHindsight> then nobody wants them unless they have a special job
[23:02:20] -!- syyl_ [syyl_!~sg@p4FD11445.dip0.t-ipconnect.de] has joined #linuxcnc
[23:02:49] <ssi> the guy with the sabre has a modern standard cnc lathe that's been gutted, and he's planning on scrapping it
[23:02:54] <MrHindsight> the used dealers around here try to match used machines with customers projects
[23:02:54] <zeeshan|2> its like $300 / ton
[23:03:01] <ssi> he said $500 for it if I want it
[23:03:06] <ssi> but it increases the freight by 150
[23:03:07] <MrHindsight> they get to know their customers
[23:03:35] <zeeshan|2> so a 10000 lb machine will only get you $1500 in scrap
[23:03:45] <ssi> I should go visit some used dealers around here
[23:04:49] -!- i_tarzan has quit [Ping timeout: 260 seconds]
[23:04:56] <MrHindsight> 5 years ago i talked to the used dealers about retrofits with EMC, but there's no real money in it unless you find a shop that needs some special machine for a project
[23:05:43] -!- syyl has quit [Ping timeout: 258 seconds]
[23:06:19] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.234.236] has joined #linuxcnc
[23:07:02] <MrHindsight> http://www.ebay.com/itm/MATSUURA-VERTICAL-MACHINING-CENTER-/301324118810 I can probably get this for $2500
[23:07:52] <MrHindsight> it will probably be there until xmas
[23:09:49] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:19:29] -!- phantoxeD has quit [Ping timeout: 244 seconds]
[23:24:04] -!- maZer`- [maZer`-!~info@HSI-KBW-085-216-021-003.hsi.kabelbw.de] has joined #linuxcnc
[23:27:32] -!- phantoxeD [phantoxeD!~destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[23:31:33] -!- kfoltman_ has quit [Quit: Ex-Chat]
[23:31:36] <ssi> hm
[23:31:52] -!- phantoxeD has quit [Ping timeout: 245 seconds]
[23:32:46] -!- maZer`- has quit []
[23:35:36] -!- anth0ny_ has quit [Quit: anth0ny_]
[23:38:51] <CaptHindsight> this place has a few machines for sale
http://www.ebay.com/itm/Used-Mori-Seiki-MV-45-40-CNC-Vertical-Mill-with-Fanuc-11M-Control-/251656593381
[23:39:05] <CaptHindsight> http://www.ebay.com/itm/Used-Mori-Seiki-MV-JR-CNC-Vertical-Mill-with-Fanuc-10M-Control-/251656595210
[23:39:08] -!- syyl_ has quit [Ping timeout: 250 seconds]
[23:39:20] <CaptHindsight> location: China Grove, North Carolina,
[23:40:22] <ssi> closer, but still 300 miles
[23:40:35] <CaptHindsight> http://www.ebay.com/itm/Kitamura-Mycenter-3-CNC-Vertical-Machining-Center-Fanuc-11M-Control-CT40-1987-/251291578418 another monster in my backyard
[23:42:37] <ssi> that's a big bitch, but at that price it'd be a nice machine if you have the room for it
[23:43:24] -!- i_tarzan has quit [Ping timeout: 272 seconds]
[23:43:31] <ssi> I wish I'd jumped on that mycenter 0 that was up
[23:43:32] <ssi> it's gone now
[23:43:41] -!- phantoxeD [phantoxeD!destroy@a89-152-21-144.cpe.netcabo.pt] has joined #linuxcnc
[23:43:51] -!- sylphiae has quit [Ping timeout: 246 seconds]
[23:45:06] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.15.230] has joined #linuxcnc
[23:47:11] <jdh> that Mori is pretty close to here
[23:48:17] -!- phantoxeD has quit [Ping timeout: 272 seconds]
[23:49:51] -!- bnmorgan [bnmorgan!~bnmorgan@unaffiliated/bnmorgan] has joined #linuxcnc
[23:50:02] <zeeshan|2> ssi pull the trigger and buy buy buy
[23:50:05] <skunkworks> http://basdebruijn.com/2014/09/velocity-extruding-revisited/
[23:51:33] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.90.1 [Firefox 30.0/20140605174243]]
[23:54:21] -!- nofxx has quit [Remote host closed the connection]
[23:56:06] -!- Xetrov` [Xetrov`!~xetrov@unaffiliated/xetrov/x-827361] has joined #linuxcnc
[23:56:14] -!- Xetrov` [Xetrov`!~xetrov@unaffiliated/xetrov/x-827361] has parted #linuxcnc
[23:56:18] -!- Xetrov` [Xetrov`!~xetrov@unaffiliated/xetrov/x-827361] has joined #linuxcnc
[23:56:32] -!- Xetrov` [Xetrov`!~xetrov@unaffiliated/xetrov/x-827361] has parted #linuxcnc
[23:56:33] <CaptHindsight> http://www.ebay.com/itm/Milltronics-Partner-7E-CNC-VMC-mfg-1994/190776733697 Tulsa, Oklahoma $2,950
[23:56:49] -!- Xetrov` [Xetrov`!~xetrov@unaffiliated/xetrov/x-827361] has joined #linuxcnc
[23:56:58] <Xetrov`> so #emc forwards to linuxcnc then
[23:57:03] <Xetrov`> got it
[23:57:22] <CaptHindsight> http://www.ebay.com/itm/Excello-605-CNC-mill-/271602964978 3,400 Shelbyville, Kentucky
[23:59:03] <skunkworks> Xetrov`: emc the web/storage company threatened us to change our name - so we changed it to linuxcnc
[23:59:23] <skunkworks> freenode us mostly free and opensource stuff..
[23:59:30] <bnmorgan> http://www.ebay.com/itm/HAAS-VF3-CNC-VERTICAL-MACHINING-CENTER-4TH-amp-5TH-AXIS-/361048442635?ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2047675.l2557&nma=true&si=SgICN4ebGI0D2WxY3wbU2UDXjjw%253D&orig_cvip=true&rt=nc
[23:59:41] <Xetrov`> oh im familiar with freenode
[23:59:59] <zeeshan|2> linux cnc sounds better :P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
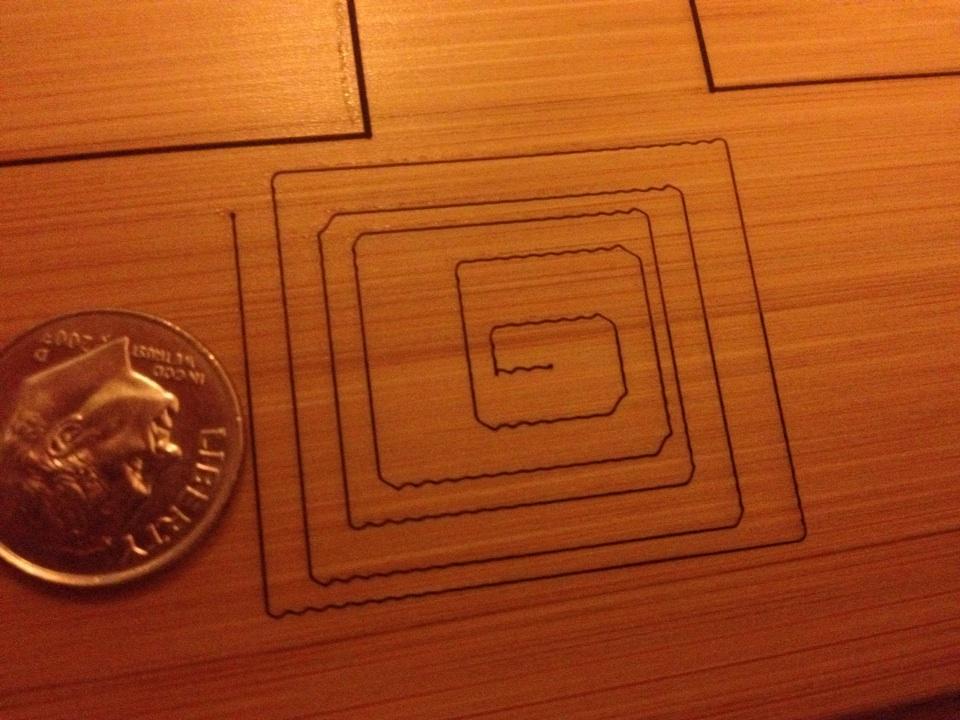{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}