Back
[00:00:28] -!- Lathe_newbie| has quit [Ping timeout: 260 seconds]
[00:10:04] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[00:18:57] -!- micges has quit [Quit: Leaving]
[00:19:25] -!- sudobangbang has quit [Ping timeout: 272 seconds]
[00:27:37] -!- sylphiae [sylphiae!~sylphiae@c-24-1-147-220.hsd1.in.comcast.net] has joined #linuxcnc
[00:31:50] -!- h_maximilian [h_maximilian!~bonsai@dslb-178-010-204-171.178.010.pools.vodafone-ip.de] has joined #linuxcnc
[00:32:14] -!- h_maximilian [h_maximilian!~bonsai@dslb-178-010-204-171.178.010.pools.vodafone-ip.de] has parted #linuxcnc
[00:36:24] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[00:36:38] -!- XXCoder [XXCoder!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[00:37:31] -!- JLuc69_ [JLuc69_!JLuc69@2a01:e35:2e88:cdf0:e188:db44:78ff:5db2] has joined #linuxcnc
[00:37:49] -!- sylphiae has quit [Read error: Connection reset by peer]
[00:39:54] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[00:40:41] -!- JLuc69 has quit [Ping timeout: 260 seconds]
[00:43:16] -!- ries has quit [Quit: ries]
[00:45:48] <Valen> got a friend in a high humidity environment who has precision tools and issues with them rusting
[00:45:50] <Valen> suggestions?
[00:46:35] <SpeedEvil> I suppose 'insulate the shop, and install AC' isn't an issue?
[00:46:50] <SpeedEvil> The most simple other solution is to get an old fridge or something.
[00:47:01] <SpeedEvil> And put the tools in it - along with a 25W light-bulb
[00:47:30] <SpeedEvil> The temperature will be raised by some 20C or so - which will knock the humidity down to under 50%
[00:50:17] <pfred1> Valen yeah I know how rust is where I'm at lately I've been trying WD-40 but it is still too early to tell how well that is working for me so far it looks promising though
[00:50:35] <Valen> dont bother with WD40
[00:50:39] <pfred1> WD-40 was developed to store missiles
[00:50:48] <Valen> try this stuff
http://www.inoxmx.com/inox/mx4-lubricant/
[00:50:51] <pfred1> nah it is pretty good
[00:50:58] <Valen> WD-40 wasn't developed for anything much
[00:51:00] <pfred1> not as a lube just as a dessicant
[00:51:16] <Valen> it still dries out, that stuff makes a nice film that stays around
[00:51:26] <pfred1> there are independent tests online go look them up
[00:51:34] -!- h_maximilian [h_maximilian!~bonsai@46.246.42.152] has joined #linuxcnc
[00:51:37] -!- h_maximilian [h_maximilian!~bonsai@46.246.42.152] has parted #linuxcnc
[00:51:40] <Valen> this guy is in japan though and he can't find how to translate it
[00:51:56] <LeelooMinai> I have 100 uses for it at home - it's a magic substance:)
[00:52:35] <pfred1> I'll admit WD-40 is crap for most stuff but it can inhibit rust
[00:53:42] <Valen> http://www.homemodelenginemachinist.com/showthread.php?t=21073
[00:53:53] <XXCoder> valen could use wd-40 to remove water then use some thin oil
[00:53:54] <Valen> seems to indicate lanolin does a better job than WD40
[00:53:57] <XXCoder> oil that stays on'
[00:54:32] <Valen> he's only using this stuff for measurement, so I was hoping to keep with an oil thats not bad to get on your skin
[00:54:38] <Valen> something that rubs in if you will
[00:54:42] <LeelooMinai> I use it to clean sticky glues off from surfaces, remove old grease, clean tools that could potentialy rust, etc.
[00:56:12] <Valen> oh WD40 has got lots of uses, I have a small bottle in my tool bag, but for pretty much any *specific* purpose there are better products ;->
[00:57:00] <LeelooMinai> That can be said about almost anything though
[00:57:42] <LeelooMinai> There's almost always something better, but usually it's exotic, expensive, and you may not have it at a moment
[00:57:47] <pfred1> http://sparetimeactivities.net/RustPrevent.htm
[00:57:59] <XXCoder> use wd40 if you ever need performe and you ran out of any regular ones lol
[00:58:44] <pfred1> don't get specialist though it is totally different stuff
[00:59:03] <Jymmm> I found a gal of Wd40 for $20, to bad I dont use that much of it
[00:59:10] <Valen> pfred1: no lanolin oils in that test
[00:59:42] <pfred1> Valen I'll let you know next year how things are holding up here
[00:59:56] <Valen> if you keep re-applying it it'll work
[01:00:22] <pfred1> I live like 6 miles form the ocean on a peninsula out in he middle of the atlantic
[01:00:39] <XXCoder> wow wd40 is pretty tough
[01:00:40] <LeelooMinai> I used to do MTB marathons - bike people love WD-40 for degreasing random stuff before applying new lubricant.
[01:01:02] <LeelooMinai> Everyone had one can of it:)
[01:01:18] -!- somenewguy [somenewguy!~butts@pool-108-7-223-206.bstnma.fios.verizon.net] has joined #linuxcnc
[01:01:22] <pfred1> crap rusts up here like unreal
[01:01:36] <Valen> you should really give a lanolin oil a try
[01:01:42] <Valen> you will probably be suprised
[01:01:52] <pfred1> it the WD-40 doesn't work I might
[01:01:53] <LeelooMinai> also, wd-40 kind of smells nice
[01:02:37] <pfred1> I've cleanrd and polished metla then waxed it and it has still rusted on me
[01:04:06] <pfred1> I paint what I can and that works good
[01:05:41] <LeelooMinai> btw, I "inherited" this metal stand from my father (found it in the basement) and used it for my cnc machine stand in my room. I think it is galvanized maybe, but not 100% sure. Looks like this:
http://i.imgur.com/34fL0iH.jpg
[01:06:04] <LeelooMinai> Any idea how to make it look nicer? Can I just attack it with some polish?
[01:06:21] <pfred1> just paint it
[01:06:39] <pfred1> I'm kind of partial to battleship gray myself
[01:07:02] <LeelooMinai> Yes, well, though about black paint, but I would have to take it outside and it's not happening right now:)
[01:07:33] <LeelooMinai> My mom is not exactly a Hercules and I cannot move the thing by myself
[01:07:37] <pfred1> yeah black is OK dust shows up on black a lot though
[01:07:58] <pfred1> my mill stand is still done in early scale
[01:08:13] <LeelooMinai> So what would happen if I tried to polish it? Would it ruin the galvanized layer?
[01:08:33] <pfred1> depends how thick the coating is on it and how crazy you went
[01:08:57] <jdh> looks fine, leave it alon.
[01:09:06] <pfred1> I think it looks OK
[01:09:26] <LeelooMinai> Well, looks kind of raw - it's my living room/bedroom
[01:09:50] <pfred1> go get it chrome plated then :)
[01:09:56] <jdh> whats the wall art?
[01:10:11] <LeelooMinai> The what?
[01:10:32] <pfred1> the moop looking thing hanging on the wall with the green handle
[01:10:33] <jdh> the artwork, on the wall, behind the drill press
[01:10:43] <pfred1> mop even
[01:10:53] <LeelooMinai> O, I use it for excercise - grab the handles and do push ups
[01:11:02] <pfred1> I can see that
[01:11:13] <jdh> I can't.
[01:11:20] <LeelooMinai> Just kidding:)
[01:11:22] <pfred1> the handles hinge out
[01:11:47] <jdh> how's the mill thingie going?
[01:12:19] <LeelooMinai> I have a curtain for it from vinyl (like used in bathrooms) - when I do work I can "encompass" the drill press and not to worry I will splash the walls with coolant, etc.
[01:12:48] <pfred1> I've been using tap magic lately as tool coolant
[01:13:10] <pfred1> I used to use emusified oil but I donno
[01:13:27] <pfred1> kind of a pain to always be cleaning it up
[01:13:31] <LeelooMinai> I just used transmission fluid I found in he basement for drilling in metals
[01:13:35] <LeelooMinai> And tapping
[01:13:41] <pfred1> its wet
[01:14:04] <jdh> why not put the machines in teh basement?
[01:14:15] <LeelooMinai> I had a lot of it and nothing else and figured it will be better than nothing
[01:14:18] <pfred1> I don't have a basement
[01:15:01] <jdh> me either. no basements here. but if I did, I'd put my machine on the stand in teh basement vs. the stand in the bedroom.
[01:15:04] <pfred1> I need to build an outbuilding
[01:15:33] <LeelooMinai> jdh: I don't like doing anything in the basement - I feel like some gobblin or other creature:)
[01:15:35] <pfred1> I'm thinking something like 20x60 ought to do me
[01:16:08] <pfred1> yeah I like to stay on the surface with the regular folks myself
[01:16:44] <pfred1> I don't want one of those steel outbuildings though
[01:18:04] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[01:21:35] <jdh> get a japanese screen to put in front of the machines
[01:22:14] <LeelooMinai> What is a Japanese Screen?
[01:22:29] <LeelooMinai> Like those light frames in movies made from wood and paper?
[01:23:04] <jdh> http://www.furnitureconceptssa.com/japanese-home-decor-ideas.html/japanese-screen
[01:23:27] <LeelooMinai> A, right
[01:23:42] * LeelooMinai scratches the head
[01:23:58] <LeelooMinai> Does not really match my room - which looks like some madman's laboratory:)
[01:24:14] -!- asdfasd has quit [Ping timeout: 260 seconds]
[01:24:18] <jdh> so the galvanized stand fits well.
[01:24:38] <pfred1> yeah just hit your stand with some steel wool and mineral spirits
[01:25:05] <pfred1> I cleaned up a table saw top with that
[01:25:09] <jdh> just develop an appreciation for the dull patina of zinc
[01:25:10] <pfred1> came out bright like new
[01:25:18] <LeelooMinai> Right, I will try something - it was standing in the basement for 15 years or so, so it's a bit old looking\
[01:25:34] <pfred1> yeah zinc is supposed to powder
[01:25:44] <pfred1> that oxide layer is how it protects
[01:25:59] <pfred1> like aluminum
[01:27:21] <pfred1> I paint in my garage i just run a fan in the window to suck out the fumes
[01:29:41] <pfred1> I had a job for a little while applying commercial decals the guy I worked for said he put decals on rocks
[01:30:07] <pfred1> though we mainly decaled tractor trailers
[01:30:49] <pfred1> to get the decals on we'd use a torch and a brush to shrink it down over seams and rivets
[01:33:37] -!- pfred1 has quit [Quit: got to jet]
[01:42:48] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[01:50:26] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[02:06:04] -!- FreezingAlt has quit [Ping timeout: 250 seconds]
[02:11:57] -!- FreezingCold [FreezingCold!~FreezingC@CPE602ad06bea2a-CM602ad06bea27.cpe.net.cable.rogers.com] has joined #linuxcnc
[02:18:07] -!- JLuc69_ has quit [Read error: Connection reset by peer]
[02:19:52] -!- JLuc69 [JLuc69!JLuc69@2a01:e35:2e88:cdf0:e188:db44:78ff:5db2] has joined #linuxcnc
[02:21:21] -!- patrickarlt has quit [Client Quit]
[02:21:23] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[02:21:56] <zeeshan|2> hi guys
[02:21:58] <zeeshan|2> and girls
[02:22:03] <zeeshan|2> where can i find a parting blade holder
[02:25:05] -!- Roguish [Roguish!~chatzilla@c-67-188-44-176.hsd1.ca.comcast.net] has joined #linuxcnc
[02:26:09] <XXCoder> wait till someone holding blade start parting from home, grab that person. you now has one lol
[02:26:25] <XXCoder> careful, that person IS holding ablade ya know
[02:27:24] <zeeshan|2> :{
[02:27:46] <jdh> ebay. any of a billion chinese places
[02:27:54] <zeeshan|2> thing is i cant find any in the size i need
[02:28:07] -!- JLuc69_ [JLuc69_!JLuc69@2a01:e35:2e88:cdf0:e188:db44:78ff:5db2] has joined #linuxcnc
[02:28:07] <jdh> because you are just too damned picky.
[02:28:09] <zeeshan|2> my lathe qctp holder is meant for .625"x.625" square tools
[02:28:13] <zeeshan|2> and my parting blades are these:
[02:28:23] -!- valeech has quit [Quit: valeech]
[02:28:33] <jdh> you need a qctp parting blade holder.
[02:28:42] <zeeshan|2> no
[02:28:46] <jdh> even my PoS qctp has a parting blade holder
[02:28:46] <zeeshan|2> i wanna use carbide
[02:28:52] <jdh> sure
[02:28:58] <zeeshan|2> explain
[02:29:03] <zeeshan|2> http://cgi.ebay.ca/ws/eBayISAPI.dll?ViewItem&item=390914053787
[02:29:06] <zeeshan|2> these have 32mm shanks
[02:29:17] <zeeshan|2> i think theyre flat top/bottom
[02:29:21] <jdh> yeah, one of those, in a parting blade hodler
[02:29:49] <zeeshan|2> i have one of these:
[02:29:53] <zeeshan|2> http://www.use-enco.com/ProductImages/0904371-23.jpg
[02:30:05] <zeeshan|2> but it wont hold 32mm..
[02:30:07] <zeeshan|2> its meant for 11/16"
[02:30:28] <jdh> mill down your insert holder
[02:30:49] -!- JLuc69 has quit [Ping timeout: 260 seconds]
[02:32:21] <jdh> I've seen pics of those insert holders in a qctp. might have to go up a size though
[02:32:39] <zeeshan|2> http://www.tools4cheap.net/prodimages/207.jpg
[02:32:42] <zeeshan|2> thats what i have
[02:33:19] <zeeshan|2> im pretty sure these flat blades
[02:33:26] <zeeshan|2> go into a non angled holder like this:
[02:33:43] <zeeshan|2> http://littlemachineshop.com/Products/Images/480/480.1701.jpg
[02:33:46] -!- Valen has quit [Quit: Leaving.]
[02:34:03] <jdh> you could make one of those.
[02:34:13] <zeeshan|2> easier to buy
[02:34:27] <zeeshan|2> if they exist :P
[02:35:03] <jdh> http://www.rdgtools.co.uk/acatalog/455919.jpg
[02:35:35] -!- tris has quit [Ping timeout: 272 seconds]
[02:37:03] <zeeshan|2> thats a ncie one
[02:38:35] <jdh> nice pic. I think it is only 19mm though
[02:38:50] <jdh> you have a mill. do you have a chunk of steel?
[02:39:02] <zeeshan|2> jdh ideally id like it integrated
[02:39:04] <zeeshan|2> into qctp
[02:39:09] <zeeshan|2> rather then waste a holder
[02:39:30] <jdh> consider the integrated holder a wasted holder
[02:39:59] -!- Roguish has quit [Quit: ChatZilla 0.9.90.1 [Iceweasel 24.7.0/20140723063708]]
[02:42:57] <zeeshan|2> im just going to mill the blades shorter
[02:43:33] summatus1entis is now known as summatusmentis
[02:58:31] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[03:04:02] -!- tim_ [tim_!32ba9e4f@gateway/web/freenode/ip.50.186.158.79] has joined #linuxcnc
[03:06:13] -!- tim_ [tim_!32ba9e4f@gateway/web/freenode/ip.50.186.158.79] has parted #linuxcnc
[03:11:23] -!- tinkerer has quit [Quit: Leaving.]
[03:20:22] -!- AR_ has quit [Ping timeout: 240 seconds]
[03:28:29] -!- LatheBuilder has quit [Quit: Leaving]
[03:45:05] -!- JLuc69_ has quit [Read error: Connection reset by peer]
[03:46:36] -!- JLuc69 [JLuc69!JLuc69@2a01:e35:2e88:cdf0:e188:db44:78ff:5db2] has joined #linuxcnc
[03:49:36] -!- sirdancealot has quit [Ping timeout: 260 seconds]
[03:50:15] -!- Komzzzpa has quit [Remote host closed the connection]
[04:06:57] -!- JLuc69 has quit [Ping timeout: 260 seconds]
[04:08:09] -!- JLuc69 [JLuc69!JLuc69@2a01:e35:2e88:cdf0:e188:db44:78ff:5db2] has joined #linuxcnc
[04:28:09] -!- JLuc69_ [JLuc69_!JLuc69@2a01:e35:2e88:cdf0:e188:db44:78ff:5db2] has joined #linuxcnc
[04:30:45] -!- JLuc69 has quit [Ping timeout: 260 seconds]
[04:49:24] <anarchos2> I'm a bit confused at to where the gmoccapy config files are stored?
[04:49:46] <anarchos2> It works and everything, but the wiki keep talkign about gmoccapy specific hal files which i can't find...
[05:02:21] -!- Fox_Muldr has quit [Ping timeout: 240 seconds]
[05:04:18] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d00b702.pool.mediaWays.net] has joined #linuxcnc
[05:24:22] -!- Meduza89_ has quit [Ping timeout: 240 seconds]
[05:25:29] -!- Meduza [Meduza!~meduza@addprofile.se] has joined #linuxcnc
[05:25:42] -!- anth0ny_ has quit [Quit: anth0ny_]
[05:31:16] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[05:45:53] Cylly is now known as Loetmichel
[05:55:07] -!- ve7it has quit [Remote host closed the connection]
[05:55:35] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[05:56:53] -!- ve7it has quit [Remote host closed the connection]
[06:01:03] -!- Meduza has quit [Read error: Connection reset by peer]
[06:01:09] -!- Meduza [Meduza!~meduza@addprofile.se] has joined #linuxcnc
[06:11:52] -!- gambakufu has quit [Ping timeout: 250 seconds]
[06:13:01] -!- gambakufu [gambakufu!~ah@bzq-84-110-34-216.red.bezeqint.net] has joined #linuxcnc
[06:39:19] <anarchos2> camview-emc with debian wheezy....should i try the squeeze repo?
[06:40:11] -!- Spida has quit [Quit: greetings from CVE-2014-5119]
[06:40:11] -!- asdfasd [asdfasd!~332332@176.250.149.109] has joined #linuxcnc
[06:42:38] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:42:49] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[06:43:02] <Deejay> moin
[06:45:06] <anarchos2> hi
[06:49:08] -!- jsskangas [jsskangas!~jsskangas@f84.ip7.netikka.fi] has joined #linuxcnc
[06:54:12] -!- jsskangas has quit []
[06:57:56] -!- The_Ball has quit [Remote host closed the connection]
[07:01:03] -!- theorbtwo has quit [Ping timeout: 240 seconds]
[07:08:12] -!- alexchally has quit [Ping timeout: 246 seconds]
[07:24:00] -!- md-2 has quit [Remote host closed the connection]
[07:28:45] -!- md-2 has quit [Ping timeout: 240 seconds]
[07:38:15] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[07:40:51] -!- tjb1 has quit [Ping timeout: 272 seconds]
[07:41:20] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-219-87.dynamic.hispeed.ch] has joined #linuxcnc
[07:43:51] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[07:50:10] -!- mhaberler [mhaberler!~mhaberler@intern-217.stiwoll.mah.priv.at] has joined #linuxcnc
[07:56:58] -!- b_b has quit [Changing host]
[08:00:11] -!- zeeshan [zeeshan!~kvirc@CPE0018e7cea342-CM5039555db2cc.cpe.net.cable.rogers.com] has joined #linuxcnc
[08:00:31] -!- `Nerobro_ [`Nerobro_!~wolfeman@216.21.33.42] has joined #linuxcnc
[08:00:39] -!- mozmck has quit [Ping timeout: 255 seconds]
[08:00:39] -!- Lathe_newbie| [Lathe_newbie|!~newbie@46-126-219-87.dynamic.hispeed.ch] has joined #linuxcnc
[08:01:21] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[08:02:58] -!- GargantuaSauce [GargantuaSauce!~sauce@blk-199-255-218-99.eastlink.ca] has joined #linuxcnc
[08:03:00] -!- grummund_ [grummund_!~user@82.152.241.201] has joined #linuxcnc
[08:03:01] -!- cpresser [cpresser!~cpresser@rstenpresser.de] has joined #linuxcnc
[08:03:07] -!- grummund_ has quit [Changing host]
[08:03:07] -!- grummund_ [grummund_!~user@unaffiliated/grummund] has joined #linuxcnc
[08:04:32] -!- pcw_home_ [pcw_home_!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[08:09:06] -!- MarkusBec_ [MarkusBec_!znc@ist.deswahnsinns.de] has joined #linuxcnc
[08:10:03] -!- Lathe_newbie has quit [*.net *.split]
[08:10:07] -!- somenewguy has quit [*.net *.split]
[08:10:10] -!- cpresser_ has quit [*.net *.split]
[08:10:10] -!- `Nerobro__ has quit [*.net *.split]
[08:10:12] -!- darthrak1 has quit [*.net *.split]
[08:10:12] -!- karavanjo has quit [*.net *.split]
[08:10:13] -!- memleak has quit [*.net *.split]
[08:10:15] -!- pcw_home has quit [*.net *.split]
[08:10:17] -!- GargantuaSauce_ has quit [*.net *.split]
[08:10:17] -!- Reventlov has quit [*.net *.split]
[08:10:20] -!- hendrik has quit [*.net *.split]
[08:10:21] -!- swingley has quit [*.net *.split]
[08:10:22] -!- MarkusBec has quit [*.net *.split]
[08:10:26] -!- ITChap has quit [*.net *.split]
[08:10:30] -!- KimK has quit [*.net *.split]
[08:10:31] -!- grummund has quit [*.net *.split]
[08:10:35] -!- eeriegeek has quit [*.net *.split]
[08:10:38] -!- zeeshan|2 has quit [*.net *.split]
[08:10:46] -!- roycroft has quit [*.net *.split]
[08:10:48] -!- liedman has quit [*.net *.split]
[08:10:48] -!- steves_logging has quit [*.net *.split]
[08:10:50] MarkusBec_ is now known as MarkusBec
[08:10:51] pcw_home_ is now known as pcw_home
[08:12:07] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[08:16:30] -!- somenewguy [somenewguy!~butts@pool-108-7-223-206.bstnma.fios.verizon.net] has joined #linuxcnc
[08:16:34] -!- KimK [KimK!~Kim__@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[08:17:01] -!- memleak has quit [Changing host]
[08:18:56] -!- eeriegeek [eeriegeek!~eeriegeek@c-98-244-112-229.hsd1.va.comcast.net] has joined #linuxcnc
[08:22:47] -!- ries [ries!~ries@D979EA84.cm-3-2d.dynamic.ziggo.nl] has joined #linuxcnc
[08:30:45] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[08:32:35] -!- James628 [James628!b230438d@gateway/web/freenode/ip.178.48.67.141] has joined #linuxcnc
[08:32:41] -!- phantoxe has quit [Remote host closed the connection]
[08:32:42] -!- BellinganRoy [BellinganRoy!~Bellingan@host132-135-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[08:37:03] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[08:51:00] -!- karavanjo_ has quit [Ping timeout: 255 seconds]
[08:53:16] <James628> Anyone could help with plasma questions?
[09:01:58] -!- James628 has quit [Quit: Page closed]
[09:06:00] -!- theorbtwo [theorbtwo!~theorb@cpc8-swin16-2-0-cust252.3-1.cable.virginm.net] has joined #linuxcnc
[09:06:56] -!- rosslyoung has quit [Ping timeout: 250 seconds]
[09:09:03] -!- phantoxe has quit [Remote host closed the connection]
[09:10:06] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[09:11:33] -!- tjb111 [tjb111!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[09:14:22] -!- tjb11 has quit [Ping timeout: 245 seconds]
[09:24:32] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[09:27:00] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[09:29:57] -!- tjb111 has quit [Ping timeout: 246 seconds]
[09:30:21] -!- KGB-linuxcnc has quit [Ping timeout: 240 seconds]
[09:31:34] pthorin_ is now known as pthorin
[09:32:26] -!- SolarNRG [SolarNRG!~SolarNRG@213.207.137.6] has joined #linuxcnc
[09:32:57] <SolarNRG> Can anyone give me some input on this linear rail/ linear bearing design I'm working on? I want to optimize the design before I begin cutting, drilling and welding:
http://i.imgur.com/KJw9ftO.jpg
[09:33:07] -!- tjb11 has quit [Ping timeout: 245 seconds]
[09:34:42] -!- cradek has quit [Ping timeout: 260 seconds]
[09:34:55] <SolarNRG> I done the basics in blender, measured up the pulleys so they just touch the pipe so I can drill the holes as accurately as possible to eliminate clatter from gaps between the pulleys and the pipe
[09:35:59] -!- amiri has quit [Ping timeout: 263 seconds]
[09:36:00] -!- jepler has quit [Ping timeout: 263 seconds]
[09:38:16] -!- eeriegeek has quit [Quit: Leaving.]
[09:40:06] -!- BellinganRoy [BellinganRoy!~Bellingan@host132-135-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[10:08:11] -!- SolarNRG has quit []
[10:13:11] <archivist_herron> I dont think he realises how springy those roller mounts are
[10:19:12] <ReadError> why the hell would he use blender of all things lol
[10:24:34] -!- ITChap has quit [Ping timeout: 264 seconds]
[10:27:31] -!- chillly has quit [Quit: Ex-Chat]
[10:30:08] TekniQue_ is now known as TekniQue
[10:30:15] -!- TekniQue has quit [Changing host]
[10:30:15] -!- TekniQue [TekniQue!baldur@unaffiliated/teknique] has joined #linuxcnc
[10:32:09] -!- mhaberler has quit [Quit: mhaberler]
[10:32:20] -!- skunkworks_ has quit [Ping timeout: 260 seconds]
[10:43:33] <archivist_herron> noobs dont know better
[10:55:33] -!- putnik has quit [Ping timeout: 240 seconds]
[10:57:16] -!- mhaberler [mhaberler!~mhaberler@intern-217.stiwoll.mah.priv.at] has joined #linuxcnc
[10:57:17] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[10:57:37] -!- putnik has quit [Changing host]
[10:58:08] -!- cradek [cradek!~chris@outpost.timeguy.com] has joined #linuxcnc
[11:00:09] -!- jepler [jepler!~jepler@emc/developer/pdpc.professional.jepler] has joined #linuxcnc
[11:04:37] -!- mle has quit [Ping timeout: 260 seconds]
[11:11:32] hendrik_ is now known as hendrik
[11:11:45] <jthornton> I don't think he will ever build it
[11:12:32] -!- Reventlo1 has quit [Quit: leaving]
[11:20:21] -!- tom_o_t has quit [Ping timeout: 240 seconds]
[11:34:23] <archivist_herron> did he finish his solar steam generator?
[11:34:52] -!- h_maximilian [h_maximilian!~bonsai@dslb-178-010-204-171.178.010.pools.vodafone-ip.de] has joined #linuxcnc
[11:34:55] -!- h_maximilian [h_maximilian!~bonsai@dslb-178-010-204-171.178.010.pools.vodafone-ip.de] has parted #linuxcnc
[11:38:24] -!- Lathe_newbie| has quit [Ping timeout: 255 seconds]
[11:44:52] uwe__ is now known as uwe_
[11:50:52] amnesic_away is now known as amnesic
[12:00:07] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:09:08] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[12:09:58] -!- md-2 has quit [Remote host closed the connection]
[12:11:49] -!- mhaberler has quit [Quit: mhaberler]
[12:14:48] -!- md-2 has quit [Ping timeout: 246 seconds]
[12:25:09] <skunkworks> neat
[12:25:10] <skunkworks> https://www.youtube.com/watch?v=VTU2Eyr6MuY
[12:27:26] -!- James628 [James628!b230438d@gateway/web/freenode/ip.178.48.67.141] has joined #linuxcnc
[12:32:26] -!- rosslyoung has quit [Quit: Leaving]
[12:34:59] <SpeedEvil> Probably easier just to get a dot matrix printer
[12:35:21] -!- mhaberler [mhaberler!~mhaberler@intern-217.stiwoll.mah.priv.at] has joined #linuxcnc
[12:42:04] <skunkworks> hater!
[12:42:56] amnesic is now known as amnesic_away
[12:43:55] -!- JLuc69__ [JLuc69__!JLuc69@2a01:e35:2e88:cdf0:2163:73f4:9c42:85fc] has joined #linuxcnc
[12:47:17] -!- JLuc69_ has quit [Ping timeout: 260 seconds]
[12:49:59] -!- phantoxe has quit [Remote host closed the connection]
[12:50:14] -!- b_b has quit [Changing host]
[12:50:16] <cpresser> skunkworks: how did you find that video? i would like to see the software involved :)
[12:50:35] <skunkworks> just searched youtube..
[12:50:45] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[12:55:02] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-219-87.dynamic.hispeed.ch] has joined #linuxcnc
[12:58:56] -!- Guest88333 has quit [Quit: Leaving]
[13:00:33] <SpeedEvil> Standard laser-cutter stuff
[13:01:01] <SpeedEvil> you just generate an image, then rasterise
[13:01:15] <SpeedEvil> Could even convert it to gcode
[13:09:53] -!- phantoxe has quit [Remote host closed the connection]
[13:10:19] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[13:12:38] -!- rosslyoung has quit [Ping timeout: 250 seconds]
[13:22:04] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:40:54] -!- jduhls has quit [Ping timeout: 246 seconds]
[13:42:27] -!- syyl_ [syyl_!~sg@p4FD102A1.dip0.t-ipconnect.de] has joined #linuxcnc
[13:52:37] -!- WyrM has quit [Ping timeout: 272 seconds]
[14:00:50] <anarchos2> mornin'
[14:11:06] -!- phantoxe has quit [Read error: Connection reset by peer]
[14:11:40] -!- skunkworks has quit [Ping timeout: 260 seconds]
[14:12:43] <ssi> aw he left
[14:12:58] <ssi> I have raster engraving working on my laser, which is controlled by linuxcnc
[14:13:20] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[14:13:53] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[14:13:56] <anarchos2> do you have it setup so you import rasters directly into linuxcnc?
[14:13:59] -!- The_Ball has quit [Remote host closed the connection]
[14:14:01] <ssi> yeah
[14:14:07] <anarchos2> or do you do raster->gcode in some other program?
[14:14:26] <ssi> there's an M-code which is a python script and it reads the images directly
[14:14:39] <ssi> I didn't write it; I found someone else's project
[14:14:48] <skunkworks> ssi, have you tried it?
[14:14:52] <ssi> yep
[14:14:56] <skunkworks> cool
[14:15:56] <anarchos2> sickter. my package from cnc4pc has arrived at the post office.
[14:16:07] <anarchos2> only 44 more minutes until they are open :P
[14:17:09] <ssi> I ordered a 100W RECI tube and psu yesterday
[14:17:14] <ssi> I wonder how long it'll take to get here :P
[14:17:45] <ssi> hasn't shipped yet :P
[14:18:01] <anarchos2> i also ordered a touch plate from ali express for $7
[14:18:06] <anarchos2> wonder how long that will take :P
[14:18:19] <ssi> haha there's no telling :)
[14:20:54] <CaptHindsight> Now, you to can enter the exciting world of laser headstone engraving
https://www.youtube.com/watch?v=3OfJdKWuMIg
[14:21:04] <anarchos2> i need to find a cheapo webcam that will work with camview-emc on aliexpress, too
[14:21:05] -!- skunkworks has quit [Ping timeout: 260 seconds]
[14:21:16] <ssi> CaptHindsight: I'd have to build a stronger table :P
[14:22:48] <ssi> I wonder how much power it takes to engrave polished granite like that
[14:23:18] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[14:23:18] <SpeedEvil> Granite flakes easily at ~400C
[14:23:29] <SpeedEvil> It changes phase massively and spalls
[14:23:47] <ssi> probably could do it with 40W then
[14:24:03] <ssi> especially with my 1.5" lens
[14:24:07] <SpeedEvil> http://www.stonesurfaces.ca/4-surface-finishes.html
[14:24:10] <SpeedEvil> see 'leathered'
[14:24:12] <ssi> it's 8kw/mm^2 with that lens
[14:24:16] <SpeedEvil> Leathered NEW! Leathered
[14:24:17] <SpeedEvil> "Leathering" is the process of texturing granite or marble to appear less glossy. This process amplifies the natural characteristics of granite or marble, resulting in an exquisite surface. It is easy to clean and maintain, as well as, pleasing to the touch - a perfect balance between style and practicality. A leathered countertop is a fresh and innovative way of adding a subtle elegance to your decor.
[14:27:16] -!- skunkworks_ [skunkworks_!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[14:29:03] -!- skunkworks has quit [Ping timeout: 240 seconds]
[14:39:11] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[14:39:27] <Jymmm> I just got a call on my cellphone from a 786 area code. DONT ANSWER/RETURN CALL, it's a scam…
http://www.consumer.ftc.gov/blog/one-ring-cell-phone-scam-can-ding-your-wallet
[14:40:06] <PetefromTn_> Lovely isn't it..
[14:42:51] <SpeedEvil> Some people need a plunge-cut with a large end-mill.
[14:43:59] <Jymmm> and some just need to BE the endmill
[14:46:02] <PetefromTn_> I'm thinkin' a big facemillin' LOL
[14:49:00] <cpresser> some ppl need a high-five. in the face. with a chair
[14:50:47] -!- anth0ny_ has quit [Quit: anth0ny_]
[14:55:30] <ssi> I got a scam call the other day from someone claiming to be an IRS officer with a warrant for my arrest for tax evasion
[14:56:18] <PetefromTn_> jeez.. Lately I have been getting emails from Russia about my winning a great deal of money LOL..
[14:56:46] <pcw_home> no Russian bride ones?
[14:56:55] <PetefromTn_> Nope not so far LOL
[14:57:01] <PetefromTn_> would not surprise me tho.
[14:58:46] -!- kwallace has quit [Ping timeout: 264 seconds]
[15:11:05] -!- Cylly [Cylly!cylly@p54B12030.dip0.t-ipconnect.de] has joined #linuxcnc
[15:17:50] -!- mrec_ [mrec_!~markus@sundtek.de] has joined #linuxcnc
[15:18:07] -!- Loetmichel has quit [Remote host closed the connection]
[15:18:25] -!- Flipp___ has quit [Read error: Connection reset by peer]
[15:18:27] -!- GargantuaSauce has quit [Quit: No Ping reply in 180 seconds.]
[15:18:27] -!- mrec has quit [Ping timeout: 240 seconds]
[15:18:30] -!- toner has quit [Ping timeout: 240 seconds]
[15:20:28] -!- hm2-buildmaster has quit [Ping timeout: 240 seconds]
[15:20:55] -!- mhaberler has quit [*.net *.split]
[15:21:01] -!- cpresser has quit [*.net *.split]
[15:21:02] -!- swingley_ has quit [*.net *.split]
[15:21:04] -!- likevinyl has quit [*.net *.split]
[15:21:09] -!- shurshur has quit [*.net *.split]
[15:21:10] -!- DaViruz has quit [*.net *.split]
[15:21:17] -!- ReadError has quit [*.net *.split]
[15:21:18] -!- tumdedum has quit [*.net *.split]
[15:21:22] -!- MattyMatt has quit [*.net *.split]
[15:21:29] -!- ds3 has quit [*.net *.split]
[15:22:59] -!- GargantuaSauce_ [GargantuaSauce_!~sauce@blk-199-255-218-99.eastlink.ca] has joined #linuxcnc
[15:22:59] -!- Flipp_ [Flipp_!~Flipp@c-50-181-211-86.hsd1.wa.comcast.net] has joined #linuxcnc
[15:22:59] -!- mhaberler [mhaberler!~mhaberler@intern-217.stiwoll.mah.priv.at] has joined #linuxcnc
[15:22:59] -!- cpresser [cpresser!~cpresser@rstenpresser.de] has joined #linuxcnc
[15:22:59] -!- likevinyl [likevinyl!~nerdos@unaffiliated/likevinyl] has joined #linuxcnc
[15:22:59] -!- DaViruz [DaViruz!~daviruz@c83-253-204-227.bredband.comhem.se] has joined #linuxcnc
[15:22:59] -!- ReadError [ReadError!readerror@ec2-50-19-189-163.compute-1.amazonaws.com] has joined #linuxcnc
[15:22:59] -!- tumdedum [tumdedum!~tumdedum@unaffiliated/espiral] has joined #linuxcnc
[15:22:59] -!- MattyMatt [MattyMatt!~matt@cpc12-birk7-2-0-cust211.1-3.cable.virginm.net] has joined #linuxcnc
[15:22:59] -!- ds3 [ds3!noinf@rehut.com] has joined #linuxcnc
[15:24:14] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[15:26:01] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[15:26:20] -!- mozmck has quit [Read error: Connection reset by peer]
[15:27:18] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[15:30:06] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[15:34:02] -!- jasen_ [jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[15:38:25] -!- BellinganRoy has quit [Quit: Konversation terminated!]
[15:39:40] amnesic_away is now known as amnesic
[15:43:17] -!- mhaberler has quit [Quit: mhaberler]
[15:43:23] -!- FreezingCold [FreezingCold!~FreezingC@CPE602ad06bea2a-CM602ad06bea27.cpe.net.cable.rogers.com] has joined #linuxcnc
[15:44:11] <JT-Shop> PetefromTn_, what did you find out about your spindle bearings?
[15:45:57] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[15:50:52] <PetefromTn_> JT-Shop Well thanks for asking man. Honestly I found out that they are angular contact bearings single row. They are sold as matched pairs even tho they are not utilized as such. I found that they were made in England and the company that created them is not longer in business but has been bought out by NSK. I also found out the the GODDAMN THINGS ARE FRAEKIN' EXPENSIVE!!
[15:50:53] <PetefromTn_> ;)>
[15:50:54] <jdh> those are spindle bearings or motor bearings?
[15:50:54] <PetefromTn_> spindle motor bearings
[15:50:54] <jdh> I thought the spindle was good
[15:50:54] <PetefromTn_> spindle is good
[15:50:55] <jdh> belt drive?
[15:50:55] <PetefromTn_> local price I got for the pair was about $425.00
[15:50:55] <PetefromTn_> yeah belt drive.
[15:50:56] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[15:50:56] <jdh> do they feel/sound bad?
[15:50:56] <PetefromTn_> Yeah they are smoked.
[15:51:15] <PetefromTn_> the top bearing is the worst.
[15:52:42] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[15:52:45] -!- phantoxe has quit [Remote host closed the connection]
[15:53:22] -!- anarchos2 has quit [Ping timeout: 247 seconds]
[15:53:54] <zeeshan> PetefromTn_: is there a part number on the bearing?
[15:53:55] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[15:53:56] <CaptHindsight> PetefromTn_: do you have specs or part numbers?
[15:54:10] <PetefromTn_> sure went over it here yesterday LOL Standby
[15:54:49] <CaptHindsight> B7306X2 Taul
[15:55:23] <PetefromTn_> Bottom Bearing is B7209X2 TAUL EP7 Top bearing is B7306X2 TAUL EP7 bottom bearing measures 85x45x19 and Top bearing Measures 72x30x19.
[15:55:52] <CaptHindsight> http://www.vxb.com/page/bearings/PROD/Kit10030 looks like a fit for the top
[15:56:10] <JT-Shop> $425 doesn't sound bad for 12k rpm bearings
[15:56:32] <PetefromTn_> Nope already been there these bearings are needing to be rated for 12k in grease or more..
[15:56:35] <JT-Shop> does your spindle go 12k or just the motor?
[15:56:48] <PetefromTn_> Motor 12k spindle 6k
[15:57:38] <jdh> 9k is close to 12k
[15:57:53] <jdh> buy 2, see what happens.
[15:58:10] <jdh> if one goes bad, swap in the other and buy the expensive ones
[15:58:37] <PetefromTn_> LOL I wish it was man....believe me I wish it was. Trouble is I have parts to make and unfortunately I don't have the cash to buy them right now DOH!
[15:59:16] <JT-Shop> oh that sucks
[15:59:18] <CaptHindsight> PetefromTn_: what are the current part numbers SKF gives you for those 2 bearings?
[15:59:29] <PetefromTn_> no idea man...
[15:59:59] <PetefromTn_> and yes it does suck magnificently.
[16:00:31] <CaptHindsight> http://www.amazon.com/S7306B-30x72x19-Angular-Contact-Bearing/dp/B00DV5YWQE
[16:00:55] <CaptHindsight> http://www.wychbearings.co.uk/7306bep_skf.html
[16:01:02] <jdh> do you usually run your spindle 4500-6000?
[16:01:03] <zeeshan> why are qctp parting blade holders at such an agressive angle?
http://shopimages.toolsnz.com/TNZ00255.jpg
[16:01:41] <CaptHindsight> what type of seal do the bearings have and what tolerance do you want to pay for?
[16:02:46] -!- toastyde2th has quit [Read error: Connection reset by peer]
[16:02:48] <PetefromTn_> No actually I don't but that is mostly because I have been trying to limp it along until I could buy the new bearings. The spindle motor has been kinda noisy since I bought the machine.
[16:03:01] <CaptHindsight> http://www.wychbearings.co.uk/7306begbp_skf.html#product_tabs-1 htis spec says 13,000 rpm, but I need the SKF decoder ring to read the part number
[16:03:11] -!- toastyde2th [toastyde2th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[16:03:50] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[16:04:33] <PetefromTn_> Not sure how to get that information but that price is certainly better than the $229.70 I was quoted for the SMALLER BEARING.
[16:04:39] -!- toner has quit [Ping timeout: 264 seconds]
[16:05:05] <CaptHindsight> http://www.skf-bearing.cc/SKF-bearings/SKF_7306_BECBM___2212.html
[16:06:12] <CaptHindsight> it's the letters after the 7306 that determine the type of seal and grade
[16:08:38] <CaptHindsight> http://www.skf.com/us/system/SearchResult.html?search=7306
[16:09:05] <James628> JT-Shop May I ask a question about the parport driven plasma-demo.hal?
[16:10:40] <jthornton> sure
[16:10:47] <James628> JT_Shop I couldn't find the parport pin where the THCAD output (voltage converted to frequency) should be connected. Or did I misunderstand something?
[16:11:26] <jthornton> well if it is a demo then no hardware is used
[16:14:14] <PetefromTn_> These are made by RHP in England they are basically single row abec7 high speed precision bearings.
[16:14:15] <PetefromTn_> The local bearing guy that quoted me the prices I stated earlier said the NSK part number is the same as the RHP part number I stated earlier but the TAUL is actually now TADUL..
[16:14:22] -!- asheppard has quit [Ping timeout: 240 seconds]
[16:14:52] <James628> OK, then demo is not for real hardware. I have latency below 8000. Is it worth a try to use parport or waste of time?
[16:15:44] -!- jdh has quit [Ping timeout: 240 seconds]
[16:16:10] -!- jdh [jdh!~jdh@miranda.org] has joined #linuxcnc
[16:16:17] <jthornton> a good question for Peter... but IIRC you can set the multiplier jumper on the THCAD and use the parallel port
[16:17:11] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[16:17:27] <James628> JT-Shop BTW the README says about touchtest.ngc, but that's missing . Not a big thing but documentation could be improved.. :)
[16:19:16] <jthornton> I welcome any improvements to the documentation
[16:19:29] <James628> JT-Shop tomorrow I want to by a plasma cutter (lower budget one) What is the minimum requirement regarding signal from/to the cutter? Arc OK, Trigger or can I go without them too?
[16:19:38] <pcw_home> you can, the tradeoff is that the frequency resolution will be limited by the basethread rate,
[16:19:40] <pcw_home> which means you need to use the lowpass component, and this will limit how responsive the
[16:19:41] <pcw_home> Z position loop can be to height variations
[16:20:24] <jthornton> I ran my plasma for a while by pulling the trigger and using a stick to press the r button
[16:20:45] -!- jasen_ has quit [Quit: Page closed]
[16:20:49] <James628> JT-Shop Can I somehow contribute to the improvement in this case?
[16:21:22] <CaptHindsight> PetefromTn_: I often found the exact pricey bearing on amazon for a fraction of the price, but there is usually only one bearing available at the low price
[16:21:25] <jthornton> yep you can send them to me
[16:22:09] <jthornton> I've seen setups where a solenoid pulls the trigger on a hand torch
[16:22:23] <James628> PCW thanks for the hints. I'll try and if no success I'll come back for support.
[16:22:26] <jthornton> I now have a machine torch with full interface
[16:22:48] <jthornton> I've also cut for quite some time without any THC
[16:22:52] -!- Lathe_newbie has quit [Ping timeout: 250 seconds]
[16:23:14] <jthornton> until I twisted Peter's arm enough to make some :)
[16:23:24] <James628> JT-Shop, I'll send you the details for correction to your e-mail addr.
[16:23:37] <PetefromTn_> yeah I know and the single bearing is actually fine because the only time bearings are mated paris is when they are setup back to back. Not the two ends of an armature shaft.
[16:23:37] <jthornton> ok
[16:23:39] -!- tjb1 has quit [Ping timeout: 246 seconds]
[16:27:39] <James628> JT-Shop that sounds good, so simple cutters can also be used just they are not so convenient in use without those CNC features built in
[16:28:36] -!- md-2 has quit [Quit: Leaving...]
[16:31:08] -!- larryone has quit [Quit: This computer has gone to sleep]
[16:31:12] -!- mhaberler [mhaberler!~mhaberler@intern-217.stiwoll.mah.priv.at] has joined #linuxcnc
[16:32:04] <JT-Shop> aye, the limit is flat material
[16:32:16] <JT-Shop> are you building a plasma cutter?
[16:34:20] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[16:41:00] <James628> JT-Shop YesI am bilding plasma cutter
[16:43:42] <James628> JT-Shop I want floating head, I have Mesa THCAD-10 and 7i43 or 7i90 will be used later for encoding
[16:45:44] -!- sirdancealot has quit [Ping timeout: 250 seconds]
[16:46:34] <JT-Shop> have you seen my plasma cutter?
[16:46:35] -!- anarchos2 has quit [Read error: Connection reset by peer]
[16:47:00] -!- anarchos2 [anarchos2!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[16:47:09] <JT-Shop> I did start with a machine capable plasma cutter so I would not have to purchase that over again
[16:47:48] * JT-Shop finally got a roundtuit and cleaned the chip tray on the Samson
[16:47:58] -!- syyl_ws [syyl_ws!~sg@p4FD102A1.dip0.t-ipconnect.de] has joined #linuxcnc
[16:50:54] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[16:51:08] <James628> JT-Shop Sure I studied your plasma, both the pictures/video and the config files
[17:00:41] <JT-Shop> the biggest mistake I made was not planning for a water table during my initial build
[17:01:21] -!- mle has quit [Ping timeout: 272 seconds]
[17:06:11] <James628> I am planning water table ... :) from the beginning..
[17:07:06] <ssi> my plasma table is mostly running really well
[17:07:13] <ssi> I need to fine calibrate the squareness
[17:07:19] <ssi> both gantry squareness and torch-to-work squareness
[17:09:05] <ssi> fwiw, I've pretty well solved all the dual-homing gantry issues in joints_axes
[17:09:41] -!- phantoxe has quit []
[17:15:42] -!- syyl_ws has quit [Remote host closed the connection]
[17:16:31] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[17:18:44] -!- Komzzzpa has quit [Read error: Connection reset by peer]
[17:19:06] <JT-Shop> cool
[17:25:45] -!- racicot has quit [Changing host]
[17:35:10] -!- amiri has quit [Read error: Connection reset by peer]
[17:36:56] -!- roycroft [roycroft!roycroft@dharmabums.kerouac.org] has joined #linuxcnc
[17:37:01] -!- alexchally [alexchally!~chally@host-126-184.dhcp.pdx.edu] has joined #linuxcnc
[17:39:36] <alexchally> so I am trying to reverse the Y axis motion on my machine, but when I put a negative value for input and output scale on axis 1, axis 0 faults when I move it
[17:39:39] <alexchally> thoughts?
[17:39:57] <anarchos2> http://cnc4pc.com/Tech_Docs/A32R2.JPG
[17:40:31] <anarchos2> so basically that's saying when the switches are not touched, there will be continuity on pins 2,3,4 (+7)
[17:41:11] <Rab> anarchos2, that's correct.
[17:42:23] <anarchos2> and when the switch is pushed for lets say Y- or Y+, only pins 2 and 4 should be active
[17:42:37] <Rab> Also correct.
[17:43:19] <anarchos2> so X+ and X- should be pins 2 and 3
[17:43:43] <anarchos2> and Z+/- as 3 and 4
[17:44:46] -!- grummund_ has quit [Ping timeout: 250 seconds]
[17:44:53] -!- James628 has quit [Quit: Page closed]
[17:45:03] <Rab> anarchos2, I don't follow.
[17:45:07] -!- ADSKPete [ADSKPete!84bc40db@gateway/web/freenode/ip.132.188.64.219] has joined #linuxcnc
[17:45:38] -!- ADSKPete has quit [Client Quit]
[17:46:09] <anarchos2> i'm trying to figure out where the error is in my (pre-made) limit/home switch wiring harness
[17:46:25] <anarchos2> because X+ doesn't work :(
[17:46:47] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[17:47:35] <Rab> Your description (X+ and X- should be pins 2 and 3, Z+/- as 3 and 4) doesn't seem to match the diagram. Is that how your switches are connected?
[17:48:24] <anarchos2> no
[17:48:29] <anarchos2> well, maybe.
[17:48:41] <anarchos2> i'm not so good at diagrams :p
[17:49:14] <Rab> That's OK. So all the other switches work, but X+ doesn't?
[17:49:23] <anarchos2> yea
[17:49:54] <Rab> Is it possible that NO is connected rather than NC on the switch?
[17:50:06] <anarchos2> first thing i checked
[17:51:19] <Rab> By X not working do you mean that there's a continuous fault, or that the switch doesn't cause a fault when tripped?
[17:52:44] <anarchos2> continuity fault, i believe. when i do a test between both com and nc to the rj45 pins, pins 2, 3, 4 have continuity when the switch is not pressed
[17:53:30] <anarchos2> nc with the switch pressed has continuity between 2, 3, 4 still
[17:53:31] <Rab> That sounds correct.
[17:53:44] <Rab> OK, that sounds like the switch is shorted or something.
[17:53:49] <anarchos2> and just double checking com
[17:54:07] <Rab> If you disconnect the switch entirely, is there still continuity?
[17:54:18] <anarchos2> same thing with com
[17:54:23] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[17:54:43] <CaptHindsight> ~4:00
https://www.youtube.com/watch?v=i3jA40arq9Y Magnetic Liquid in slow motion
[17:54:54] Cylly is now known as Loetmichel
[17:55:33] <anarchos2> Ok, so with the switch disconnected, it's the same, pins 2,3 4 from both the com and nc wires
[17:55:56] <anarchos2> now if i switch my x- for the x+, i should be able to see if it's the switch or the wiring
[17:57:05] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[17:58:53] <Rab> Sounds like there might be a short in your wiring, maybe across pins 2 and 3.
[18:00:06] <anarchos2> ok i'm confusing the crap out of myself
[18:00:25] <anarchos2> i tried swapping switches before, and the problem seemed in the wire
[18:00:37] <anarchos2> but now i tried again and it appears the problem follows the switch...
[18:00:49] <anarchos2> so i should be able to do a test across the switch itself and see...
[18:01:15] <anarchos2> maybe it's the not sleeping and i somehow put the same switch back on the same wire by accident :P
[18:05:04] -!- jasen_ [jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[18:10:44] <anarchos2> ok so it has to be the wiring
[18:12:44] <anarchos2> so if i'm not confused, pins 2, 3, 4 should be active, then when x+-x is pressed pin 4 should go dark, y+/y pin 3 goes dark and z+/- pin 2 goes dark
[18:16:11] -!- Nick001-shop [Nick001-shop!~chatzilla@hrbg-74-47-125-244-pppoe.dsl.hrbg.epix.net] has joined #linuxcnc
[18:19:23] <Rab> anarchos2, correct.
[18:21:32] <alexchally> I am trying to get my Y axis servo to reverse direction via a change to my ini file, but for some reason when I set OUTPUT_SCALE=-1 on axis 1, it also applies it to Axis 0. Any thoughts on how I stop that?
[18:23:37] <pcw_home> umm fix your hal file?
[18:24:06] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[18:26:08] -!- alexchally_cnc [alexchally_cnc!~cnc@host-126-184.dhcp.pdx.edu] has joined #linuxcnc
[18:26:46] <alexchally_cnc> pcw_home, my hal file seems to be pulling the correct values, [AXIS_0]OUTPUT_SCALE and [AXIS_1]OUTPUT_SCALE respectively
[18:27:30] <alexchally_cnc> but when I change OUTPUT_SCALE in either the ini or through the calibration menu, it flips both axis_0 and axis_1
[18:28:23] -!- amnesic has quit [Quit: ZNC - http://znc.in]
[18:28:23] <alexchally_cnc> or did you mean something else that I am missing?
[18:39:09] <pcw_home> that indicates a ini or hal file error (probably a copy/paste error somewhere)
[18:40:54] <pcw_home> probably how the ini constant is applied
[18:42:00] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[18:43:19] -!- Roguish [Roguish!~chatzilla@c-67-188-44-176.hsd1.ca.comcast.net] has joined #linuxcnc
[18:47:49] <anarchos2> gah horrible luck today :(
[18:48:09] <anarchos2> limit switch wiring is fubar and the motor covers don't fit :(
[18:52:10] -!- Cylly [Cylly!cylly@p54B13724.dip0.t-ipconnect.de] has joined #linuxcnc
[18:53:34] -!- Loetmichel has quit [Ping timeout: 250 seconds]
[18:56:50] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-219-87.dynamic.hispeed.ch] has joined #linuxcnc
[18:56:57] amnesic_away is now known as amnesic
[19:01:10] Cylly is now known as Loetmichel
[19:06:25] -!- patrickarlt has quit [Remote host closed the connection]
[19:06:31] amnesic is now known as amnesic_away
[19:11:15] -!- patrickarlt has quit [Ping timeout: 240 seconds]
[19:11:20] -!- eFuchs [eFuchs!~lol@2001:4dd0:ff00:8d54:d017:f0ff:fe66:4e99] has joined #linuxcnc
[19:15:38] -!- jasen_ has quit [Quit: Page closed]
[19:16:17] <Jymmm> How do you compensate for thermal expansion without changing dimensions? In the art I'm making I have 0.190" hole, but the part that goes in it has varied from lot to lot between 0.185" being snug to 0.190 being too small.
[19:16:23] <Jymmm> part*
[19:18:47] -!- jasen_ [jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[19:19:17] <Rab> Can you add some kind of gasket, like an o-ring?
[19:19:34] -!- eeriegeek [eeriegeek!~eeriegeek@c-98-244-112-229.hsd1.va.comcast.net] has joined #linuxcnc
[19:19:44] <Jymmm> No, user has to be able to slip-fit it on without tools or adhesives.
[19:22:00] <Loetmichel> i would make the hole 0.25" and paint it with rubber paint inside ;)
[19:22:33] <Jymmm> Loetmichel: LOL, go shield something will ya!
[19:22:38] <Jymmm> lol
[19:23:33] <Loetmichel> why?
[19:24:29] <Loetmichel> rubber not heat resistant enough? drill 0,3" and insert a folded square steel shim as a "spring fit"
[19:25:14] <Loetmichel> so that the 0.19" pin distorts the "square tube" and sits centered in int
[19:25:18] <Loetmichel> -n
[19:25:31] <Rab> Spring-loaded retaining feature, as in this pin?
http://www.stu-offroad.com/misc/extmount/fireextmount-3.jpg
[19:25:58] <Loetmichel> Rab:would be a challenge in a 0.19" pin
[19:26:04] <Jymmm> Loetmichel: These are both plastics btw =)
[19:26:13] <Loetmichel> and if i understand him right the pins are not his job ;)
[19:26:30] <Loetmichel> oh, both plastics?
[19:26:34] -!- Simooon [Simooon!~simon@gw.obelnet.dk] has joined #linuxcnc
[19:26:40] <Jymmm> Nope, and they are varying from lot to lot is the problem.
[19:26:40] <jdh> .19" plastic isn't a pin, it is just jnk that hasn't broken yet.
[19:26:51] <Loetmichel> then just write in the manual "you might have to use some force"
[19:26:52] <Loetmichel> ;-)
[19:27:40] <Jymmm> Which might crack the hole
[19:27:45] <Loetmichel> jdh: oh, nearly 5mm, thats ok for a plastic pin
[19:27:50] <Jymmm> crack/deform
[19:27:58] <Loetmichel> Jymmm: right
[19:28:14] <Jymmm> snug is good, tight is iffy
[19:28:17] <Loetmichel> is the hole deep?
[19:28:34] <Loetmichel> ie, the plate you put it in is thicker than the pin?
[19:28:34] <Jymmm> 1/8 - 1/4"
[19:28:38] <Loetmichel> hmmm
[19:28:50] <Loetmichel> maybe do the "spings" in the hole?
[19:29:29] <Loetmichel> i.E.:mill something like a "thermal solder pad" puitside the hole?
[19:29:41] <Loetmichel> -pu+o
[19:30:10] <Loetmichel> thats how i would do it
[19:30:17] <Loetmichel> if it hast to be airtight
[19:30:20] <Jymmm> I'm thinking changing the shape of the hole; Maybe fluted or something
[19:30:43] <Loetmichel> like a rifle barrel?
[19:30:55] <Jymmm> riffled barrel, yeah, maybe.
[19:31:18] <Loetmichel> would help much with the dimesional errors
[19:31:45] <Loetmichel> i thought more like a (o) construction
[19:31:55] <Loetmichel> so that the hole can widen a bit
[19:31:55] <Jymmm> and maybe "flex" enough since now it has the added room/space to
[19:32:09] <Jymmm> .
[19:32:57] <Loetmichel> i.e left enad rivht of the hole in 1 or 2 mm distance two 160° circles
[19:33:02] <Jymmm> Maybe ( ) might work, but I don't think they'll be pleased with it esthetically. If I can conceal it a bit, they won't bitch .
[19:33:23] <Tom_shop> 'fluted' is what reprappers did when they printed their linear bearings
[19:33:32] Tom_shop is now known as Tom_itx
[19:33:36] <Tom_itx> damn netsplits
[19:33:58] <Jymmm> Tom_itx: to compensate you mean?
[19:34:56] <Loetmichel> they do it to reduce drag
[19:35:01] <Loetmichel> not compensate
[19:35:08] <Jymmm> ah
[19:36:49] <Jymmm> The really fucked up thing about all this... I bet you if I sit the parts out side in the sun for 20 minutes, everything will be loose.
[19:37:09] <Tom_itx> so put em in a freezer instead
[19:37:30] <Jymmm> Then they'll be brittle and crack =)
[19:37:43] <Tom_itx> what a waste of plastic:
https://www.youtube.com/watch?v=YxOzXEJJUKE
[19:37:56] amnesic_away is now known as amnesic
[19:38:05] <Tom_itx> was trying to find their printed linear bearings
[19:38:16] <Jymmm> =)
[19:38:17] <Loetmichel> Tom_itx: "working" b earing
[19:38:50] <Tom_itx> yeah maybe pete could put those in his spindle motor
[19:39:57] <Tom_itx> Jymmm, the printed bearings are on the upper right corner:
http://www.ebay.com/itm/Reprap-LM8UU-Prusa-Mendel-Printed-Parts-Kit-/150820586185
[19:40:45] <Jymmm> Tom_itx: ah
[19:41:13] <Jymmm> that's not grooves for balls to fit into?
[19:41:20] <Tom_itx> no
[19:41:24] <Tom_itx> they're linear bearings
[19:41:48] <Tom_itx> err supposed to be...
[19:42:16] <Jymmm> Tom_itx: Well, these linearbearings have balls
https://www.damencnc.com/images/products/fullsize/lme20uu.jpg
[19:42:36] <Loetmichel> yeah, and the plstic parts are the direct replacement
[19:42:39] <Tom_itx> yeah
[19:42:49] <Loetmichel> to glide on the same rails and fit in the same mounts
[19:43:14] <Rab> ABS as a bearing surface?
[19:43:19] <Loetmichel> pla
[19:43:22] <Loetmichel> not abs
[19:43:34] <Loetmichel> and yes, thats why they are flutet
[19:43:39] <Loetmichel> fluted
[19:43:43] <Loetmichel> to reduce drag ;-)
[19:43:45] <Rab> Yeah, just read further.
[19:45:00] <Rab> Wonder if that performs better or worse than drilling a hole in a chunk of delrin.
[19:45:05] <ssi> this is clever
[19:45:06] <ssi> https://www.youtube.com/watch?v=arjRtCjI9AQ
[19:45:13] <Loetmichel> Rab: worse
[19:45:19] <MrHindsight> http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml might be handy to have as a link
[19:45:22] <Loetmichel> from, my experience
[19:46:09] <Tom_itx> MrHindsight, link it
[19:47:21] <MrHindsight> is there a section on the linuxcnc wiki with links to engineering calculators and articles about balls crew supports, bearings, practical machine design, etc etc?
[19:48:11] <Tom_itx> !wench learn torque_calc
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml
[19:48:12] <the_wench> I have learned torque_calc
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml is
[19:48:53] <MrHindsight> we have a bot?
[19:49:03] <Tom_itx> we have at least4 bots
[19:49:38] <Tom_itx> you can rename that to something more useful if you want
[19:49:46] <Jymmm> Tom_itx: WOW, that bearing / wasted plastic looks like shit for any tolerance at all!
[19:49:52] <MrHindsight> how does one access the wench? say you want to recall the link you just had it learn
[19:49:53] <Tom_itx> hahahaha
[19:50:03] <Tom_itx> i dunno
[19:50:12] <Tom_itx> wench torque_calc
[19:50:20] <MrHindsight> torque?
[19:50:25] <Tom_itx> !wench torque_calc
[19:50:30] <Tom_itx> stupid bot
[19:50:40] <Jymmm> !wrench
[19:50:53] <Jymmm> !left handed screwdriver
[19:50:54] <Loetmichel> !torque_calc
[19:50:55] <Tom_itx> !the_wench torque_calc
[19:51:03] <Tom_itx> the_wench
[19:51:10] <Tom_itx> the_wench torque_calc
[19:51:19] <Jymmm> !metric cresent wrench
[19:51:19] <kfoltman> we have the wenches here?
[19:51:20] <Loetmichel> hmmm
[19:51:24] <Tom_itx> i forgot how the bot works
[19:51:30] <MrHindsight> a bot to just post links to articles on lead vs ballscrews, microstepping, linear bearings, would be really handy
[19:51:36] <Jymmm> !help
[19:51:47] <Tom_itx> ask archivist, it's his bot
[19:51:53] <Loetmichel> hmmm
[19:52:03] <Loetmichel> i even have an eggdrop on my server
[19:52:27] <Tom_itx> !wench help
[19:52:28] <Loetmichel> but never activated it because i didt have the time to learn the script language /condiguration of it ;-)
[19:52:39] <Tom_itx> !the_wench help
[19:52:55] <Tom_itx> what is torque_calc
[19:53:02] <Tom_itx> i give up
[19:53:11] <MrHindsight> torque_calc?
[19:53:23] <Tom_itx> it's supposed to work like that yes
[19:53:26] <Tom_itx> torque_calc
[19:53:49] <Tom_itx> !wench forget torque_calc
[19:53:59] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[19:54:00] <Tom_itx> it's not responding
[19:54:33] <MrHindsight> hmm only to your request to store the link
[19:54:38] <Jymmm> !wench learn torque_calc
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml
[19:54:39] <the_wench> I have learned torque_calc
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml is
[19:55:00] <Jymmm> !wench learn torque_calc
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml tc
[19:55:00] <the_wench> I have learned torque_calc
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml tc is
[19:55:07] <Jymmm> !tc
[19:55:10] <Tom_itx> http://www.wench.archivist.info/index.php?chan=%23linuxcnc
[19:55:12] <Jymmm> !wrench tc
[19:55:15] <Tom_itx> not many there
[19:55:32] <Jymmm> ! get tc
[19:55:38] <Jymmm> !tc
[19:55:54] <Tom_itx> wait
[19:56:07] <Loetmichel> HAHA
[19:56:24] <Tom_itx> !wench torque_calc is
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml
[19:56:25] <Loetmichel> wench learn torque_calc is
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml
[19:56:34] <MrHindsight> calling archivist, calling archivist cqcqcq
[19:56:39] <Loetmichel> !wench learn torque_calc is
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml
[19:56:39] <the_wench> I have learned torque_calc is
http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml
[19:56:46] <Tom_itx> torque_calc
[19:56:46] <the_wench> http://www.daycounter.com/Calculators/Lead-Screw-Force-Torque-Calculator.phtml
[19:56:48] <Tom_itx> there
[19:56:59] <Loetmichel> hihi, there we hat the same idea
[19:56:59] <Tom_itx> i forgot the 'is'
[19:57:19] <Loetmichel> [21:55] <Tom_itx> wait
[19:57:19] <Loetmichel> [21:56] <Loetmichel> HAHA
[19:57:21] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[19:57:25] <Loetmichel> ath the same time
[19:57:34] <Tom_itx> PetefromTn_, i'm checking local for your bearings
[19:57:36] <Tom_itx> bbl.
[19:57:42] -!- Lathe_newbie has quit [Ping timeout: 260 seconds]
[19:57:51] <Tom_itx> they were calling NSK
[19:58:12] <PetefromTn_> hey thanks man..
[19:58:43] <Jymmm> !wrench cncporn is
https://www.youtube.com/watch?v=A_qHR_H_2cg
[19:58:54] <MrHindsight> !wench ballscrew_fixity is
http://machinedesign.com/linear-motion/importance-ballscrew-end-fixity
[19:58:56] <Jymmm> !wrench learn cncporn is
https://www.youtube.com/watch?v=A_qHR_H_2cg
[19:59:00] -!- eFuchs has quit [Quit: ping timeout]
[19:59:31] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[19:59:35] <Jymmm> !wrench learn cncpron is
https://www.youtube.com/watch?v=A_qHR_H_2cg
[19:59:39] <MrHindsight> !wench learn ballscrew_fixity is
http://machinedesign.com/linear-motion/importance-ballscrew-end-fixity
[19:59:39] <the_wench> I have learned ballscrew_fixity is
http://machinedesign.com/linear-motion/importance-ballscrew-end-fixity
[20:00:30] <Jymmm> !wrench cncpron is
https://www.youtube.com/watch?v=A_qHR_H_2cg
[20:00:47] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust1010.20-1.cable.virginm.net] has joined #linuxcnc
[20:00:57] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-219-87.dynamic.hispeed.ch] has joined #linuxcnc
[20:01:08] <andypugh> Woohoo!
http://youtu.be/mpHFVzwwZWs
[20:01:40] -!- Lathe_newbie has quit [Remote host closed the connection]
[20:02:37] -!- Simooon has quit [Remote host closed the connection]
[20:02:45] <Jymmm> andypugh: new toy?
[20:03:08] <Jymmm> needs air in back tire too =)
[20:03:18] <andypugh> Not that new. It looked like this in April…
http://bodgesoc.blogspot.co.uk/2014/04/1921-ner-car.html
[20:03:48] <Jymmm> andypugh: ah, very cool =)
[20:04:00] <MrHindsight> How I Spent my Summer Vacation
[20:04:14] <Jymmm> andypugh: FUCK! Lots of rust damage
[20:04:29] <andypugh> How I spent every free hour when I wasn’t at work or asleep, it seems like.
[20:04:42] <MrHindsight> andypugh, what year is that one? ~1920
[20:04:43] <andypugh> It’s been quite a project.
[20:04:47] <andypugh> 1921
[20:05:36] <Jymmm> andypugh: WTF man, the front fender doesn't turn with the wheel... you get splashed in the face on turns! lol
[20:05:41] <Jymmm> =)
[20:05:57] <Jymmm> andypugh: very cool btw =)
[20:07:04] <Jymmm> andypugh: Damn dude... how did you make the new one?
http://4.bp.blogspot.com/-TECnse3u9Uk/U0nXlWrl3KI/AAAAAAAADQ4/pWmydwntwRc/s1600/IMG_1109.jpg
[20:07:10] <MrHindsight> ballscrew_fixity
[20:07:10] <the_wench> http://machinedesign.com/linear-motion/importance-ballscrew-end-fixity
[20:07:24] <Jymmm> cncporn
[20:07:27] <Jymmm> bah
[20:07:36] * Jymmm chuckles
[20:07:37] <MrHindsight> cncpron
[20:08:04] <andypugh> Jymmm: Snips and a hammer. I am quite good with metal.
[20:08:14] <Jymmm> andypugh: ah
[20:09:08] <Jymmm> !wrench learn linuxcnc is
http://linuxcnc.org/
[20:09:13] <MrHindsight> so it looks like the syntax is !wench learn (something) is (hyperlink)
[20:09:38] <Jymmm> MrHindsight: try what I just did
[20:09:44] -!- mhaberler has quit [Quit: mhaberler]
[20:10:17] <MrHindsight> !wrench learn linuxcnc is
http://linuxcnc.org
[20:10:37] <MrHindsight> !wrench learn linux_cnc is
http://linuxcnc.org
[20:10:56] <Jymmm> linuxcnc
[20:11:03] <Jymmm> *shrug*
[20:11:16] <Jymmm> ballscrew_fixity
[20:11:16] <the_wench> http://machinedesign.com/linear-motion/importance-ballscrew-end-fixity
[20:11:57] <Jymmm> !wrench learn ballscrew_test is
http://machinedesign.com/linear-motion/importance-ballscrew-end-fixity
[20:12:08] <Jymmm> I give up
[20:12:44] <MrHindsight> !wrench learn ballscrew_test is
http://machinedesign.com/linear-motion
[20:12:54] <MrHindsight> odd
[20:14:01] amnesic is now known as amnesic_away
[20:14:39] <MrHindsight> !wench learn ballscrew_leadscrew is
http://machinedesign.com/archive/ballscrews-vs-lead-screws
[20:14:39] <the_wench> I have learned ballscrew_leadscrew is
http://machinedesign.com/archive/ballscrews-vs-lead-screws
[20:15:32] -!- Loetmichel has quit [Read error: Connection reset by peer]
[20:15:50] <skunkworks_> andypugh, you are one imrpessive guy - love the smile at the end.. :)
[20:17:10] <MrHindsight> !wench learn mechanical_systems is
http://machinedesign.com/essentials-mechanical-systems
[20:17:10] <the_wench> I have learned mechanical_systems is
http://machinedesign.com/essentials-mechanical-systems
[20:18:06] <SpeedEvil> http://www.ebuyer.com/630828-gigabyte-ga-j1900n-d3v-intel-celeron-j1900-2ghz-vga-dvi-hd-audio-mini-itx-ga-j1900n-d3v - hmm
[20:18:13] <SpeedEvil> even with parallel port onboard
[20:19:09] <andypugh> SpeedEvil: And 12V input too?
[20:19:24] <MrHindsight> !wench learn microstepping is
http://www.micromo.com/microstepping-myths-and-realities
[20:19:24] <the_wench> I have learned microstepping is
http://www.micromo.com/microstepping-myths-and-realities
[20:20:27] -!- Loetmichel [Loetmichel!cylly@p54B13724.dip0.t-ipconnect.de] has joined #linuxcnc
[20:20:34] -!- skunkworks_ has quit [Read error: Connection reset by peer]
[20:21:39] <andypugh> SpeedEvil: Ah, no. I didn’t spot the stealth ATX power connector.
[20:22:25] <SpeedEvil> Power rails it atually requires wouldbe interesting
[20:22:48] amnesic_away is now known as amnesic
[20:25:31] <PetefromTn_> https://www.youtube.com/watch?v=7KtAgAMzaeg Reminds me of this place SOMETIMES LOL
[20:25:40] amnesic is now known as amnesic_away
[20:25:43] <Tom_itx> somebody's having too much fun with the bot now
[20:26:11] <Tom_itx> hey i recognize the dude in that video
[20:26:32] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[20:26:57] -!- syyl_ has quit [Ping timeout: 260 seconds]
[20:27:09] <MrHindsight> Tom_itx, just for the top few questions in here
[20:27:12] <PetefromTn_> Which guy?
[20:27:23] <Tom_itx> andypugh i see you got it done finally !
[20:27:51] <Tom_itx> MrHindsight the problem with the bot is remembering what you saved it as
[20:28:40] <andypugh> Tom_itx: Still jobs to do, but it’s now a working motorcycle and I am celebrating with a an evening of not working on it. It’s been a bit all-absorbing.
[20:28:53] <MrHindsight> Tom_itx, it seems to filter out using the same link for different terms
[20:29:12] <Tom_itx> you _can_ have multiple links to one though
[20:30:10] amnesic_away is now known as amnesic
[20:31:01] <MrHindsight> SpeedEvil, we have the new AMD APU's working well now, some mini-itx boards have LPT ports as well
[20:31:39] <MrHindsight> 3.14 RTAI is also working well
[20:35:24] -!- openyk [openyk!6ca2918a@gateway/web/freenode/ip.108.162.145.138] has joined #linuxcnc
[20:36:01] <openyk> can someone tell me what language LinuxCNC is written in?
[20:36:56] <andypugh> It is written in many languages.
[20:37:32] <andypugh> The realtime code is all in C. The inteface layers in C++. Then the GUIs and other stuff are generally in Python or Tcl
[20:38:28] <openyk> Ah thanks! Exactly the overview I needed.
[20:38:38] <andypugh> There are also some bash scripts and a rather complex set of makefiles.
[20:41:01] -!- JLuc69__ has quit [Quit: Quitte]
[20:41:17] <openyk> What does it take to join the developer list?
[20:42:53] -!- FreezingCold has quit [Ping timeout: 244 seconds]
[20:44:39] <andypugh> Anyone can join the developer list
[20:44:56] <andypugh> This looks like something of a bargain:
http://www.ebay.co.uk/itm//380965943619
[20:45:04] -!- spatialbrew has quit []
[20:45:06] <andypugh> I may even buy one just to have it on hand.
[20:46:20] <andypugh> openyk: Developers mailing list is here
https://lists.sourceforge.net/lists/listinfo/emc-developers and the developers IRC channel is #linuxcnc-devel
[20:48:35] -!- benjamin23 has quit [Remote host closed the connection]
[20:48:35] <PCW> wonder what kind of encoder that has (and at least it has the motor/encoder connector ends)
[20:48:39] <openyk> Thanks. Subscribed.
[20:48:52] -!- benjamin23 [benjamin23!~benjamin2@69.73.9.115] has joined #linuxcnc
[20:49:40] -!- skunkworks_ [skunkworks_!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:49:49] -!- balestrino has quit [Ping timeout: 260 seconds]
[20:50:19] <andypugh> PCW: Ah, yes, it might be something odd, other than something simple like a Resolver or incremental, especially as it is likely to be from a Robot.
[20:51:31] <DaViruz> Loetmichel: any suggestinos for an online marketplace where one could find an electric scooter in germany?
[20:51:41] <DaViruz> preferably an e-max 90S or 110S
[20:52:13] <PCW> if its older it might be a resolver, newer may be serial absolute of some kind, or maybe incremental with Halls
[20:52:27] <Loetmichel> DaViruz: no idea
[21:03:02] -!- patrickarlt has quit [Ping timeout: 260 seconds]
[21:03:07] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[21:03:13] -!- FreezingCold [FreezingCold!~FreezingC@CPE602ad06bea2a-CM602ad06bea27.cpe.net.cable.rogers.com] has joined #linuxcnc
[21:03:53] -!- FinboySlick has quit [Quit: Leaving.]
[21:08:06] -!- Flipp_ has quit [Ping timeout: 255 seconds]
[21:11:00] -!- FreezingCold has quit [Ping timeout: 246 seconds]
[21:11:09] -!- Flipp_ [Flipp_!~Flipp@c-50-181-211-86.hsd1.wa.comcast.net] has joined #linuxcnc
[21:11:48] <Deejay> gn8
[21:12:22] -!- Deejay has quit [Quit: bye]
[21:14:16] -!- FreezingCold [FreezingCold!~FreezingC@CPE602ad06bea2a-CM602ad06bea27.cpe.net.cable.rogers.com] has joined #linuxcnc
[21:15:29] -!- sirdancealot has quit [Ping timeout: 260 seconds]
[21:15:44] -!- Flipp_ has quit [Ping timeout: 255 seconds]
[21:16:29] -!- onyedikilo [onyedikilo!58f00da4@gateway/web/freenode/ip.88.240.13.164] has joined #linuxcnc
[21:16:41] <onyedikilo> hi
[21:17:06] <MrHindsight> welcome
[21:19:16] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[21:19:49] <onyedikilo> i was reading the driver manual for the stepper drivers and it says i need to put 240 ohm resistors to the pul+ and dir+ wires coming from the breakout board to driver. I havent done it yet and i am loosing steps, could it be related? What are the resistors for?
[21:20:27] <MrHindsight> they limit current through the LED's in the optoisolators
[21:20:35] <MattyMatt> probably current limiting for the optos
[21:21:17] <MrHindsight> onyedikilo, what breakout board are you using, the docs are often confusing
[21:22:15] <onyedikilo> i have pmdx-126, but the instructions with the resistor is from the stepper driver (leadshine dm870)
[21:22:20] <MrHindsight> onyedikilo: also which stepper drivers?
[21:24:24] <MrHindsight> the dm870 has internal 270 ohm series resistors on the opto inputs
[21:24:52] <MrHindsight> I have to see what the pmdx-126 has for outputs
[21:25:57] <MrHindsight> onyedikilo: do you know what the output voltage is you are using on the pmdx-126?
[21:26:03] -!- i_tarzan_ has quit [Ping timeout: 246 seconds]
[21:26:07] <onyedikilo> should be 5v
[21:26:32] <MattyMatt> I saw a neat mosfet driver made with 2 optos and 2 red led in a chain across 5V, with a logic input in the middle, so one or the other opto+led could forward conduct, with a little dead time on switching
[21:26:38] -!- larryone has quit [Quit: This computer has gone to sleep]
[21:27:02] <MrHindsight> according to the dm870 manual for 5V the internal resistors are all you need
[21:27:15] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[21:27:36] <MrHindsight> if you add series resistance the current might be to low to drive the optos reliably
[21:27:46] <MrHindsight> so you might have missing steps
[21:28:04] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.104.171] has joined #linuxcnc
[21:28:41] <MrHindsight> onyedikilo:
http://www.pmdx.com/pmdx-126 is this the breakout board?
[21:28:46] -!- ChALkeR has quit [Quit: Konversation terminated!]
[21:29:17] <MrHindsight> if so what rev do you have?
[21:29:39] <onyedikilo> MrHindsight can you have a look at
http://www.americanmotiontech.com/Upload/Manuals/DM870m.pdf ? The section that reads 4. Control Signal Connector (P1) Interface shows 270 ohm resistors connected to the wires.
[21:29:57] <onyedikilo> yes i have rev C
[21:31:02] <MrHindsight> page #5
[21:31:33] <onyedikilo> yes the diagram shows the 270ohm resistors
[21:31:38] <onyedikilo> on page 5
[21:32:00] <MrHindsight> yes, those are internal in the DM870
[21:32:10] <onyedikilo> oh ok
[21:32:16] <MrHindsight> all you need for 5V signals
[21:32:43] <onyedikilo> so there goes my lost step theory
[21:32:58] <MrHindsight> the other external series resistors are required when you have higher input voltages such as 12V or 24V
[21:33:20] <onyedikilo> i am pulling my hairs out, could not find a solution yet for the lost steps
[21:33:54] <SpeedEvil> have you looked under the sofa?
[21:33:54] <onyedikilo> for short runs , no lost steps that i can measure
[21:34:01] <MrHindsight> let me check the pmdx-126 manual
[21:34:42] <onyedikilo> for long runs like 1 hour or more , there dial indicator shows 0,2 - 0,3 mm off
[21:34:55] -!- micges [micges!~captain_p@aeic44.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[21:34:59] <PCW> step polarity?
[21:35:25] <onyedikilo> if i run the g-code in say 20.000 lines at a time no lost steps
[21:35:30] <MrHindsight> or possibly pulse width and hold times
[21:36:02] <onyedikilo> i am using 5us pulses, tried changing to 10us
[21:36:17] <MrHindsight> onyedikilo: under what conditions do you lose steps?
[21:36:29] <onyedikilo> long runs
[21:36:45] -!- Flipp_ [Flipp_!~Flipp@c-50-181-211-86.hsd1.wa.comcast.net] has joined #linuxcnc
[21:36:55] <onyedikilo> not more than 0.3 mm
[21:37:06] <onyedikilo> sometimes as little as 0.025mm
[21:37:16] <onyedikilo> different results everytime
[21:37:38] <onyedikilo> tried with acceleration and velocity with crawl speeds
[21:37:43] <MrHindsight> are you saying that you lose 0.3mm - 0.25mm on long travels?
[21:37:49] <onyedikilo> yes
[21:37:56] <onyedikilo> sometimes less
[21:38:30] <openyk> your machine is more precise than 0.3mm? what real-time kernel are you using?
[21:38:32] <onyedikilo> but i ran a 10.000 line linear motion gcode and no lost steps recently
[21:38:52] <onyedikilo> 0.3mm is precise ?
[21:39:17] <openyk> 0.3mm is quite precise, at least in the hobbyist world
[21:39:24] <onyedikilo> 10.000 lines of code and no drifts and dial indicator is spot on
[21:39:33] <MattyMatt> close enough for woodwork
[21:40:08] <openyk> what's the machine?
[21:40:27] <onyedikilo> i built it, diy
[21:40:44] <onyedikilo> aluminum extrusions mostly
[21:40:45] <MattyMatt> what microsteps?
[21:40:50] <onyedikilo> 8x microsteps
[21:40:52] <openyk> do you have an oscilloscope
[21:41:02] <onyedikilo> because of the low speed vibrations
[21:41:15] <onyedikilo> i dont have an ossiloscope but i have a friend who does
[21:41:26] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[21:41:44] <onyedikilo> can you tell me what to look for with an oscilloscope ?
[21:41:56] <openyk> it might be worth using an oscope with the long-record feature to check whether the issue is from the controller or from the driver
[21:42:10] <MattyMatt> try the same run on 1/2 microsteps, if you still lose then it probably isn't a pc/linuxcnc issue
[21:42:39] <openyk> yeah try matty's method
[21:42:56] <openyk> simple check to isolate the problem
[21:42:57] <onyedikilo> ok i will give it a shot
[21:43:22] <onyedikilo> it just takes 1:30h to check any changes i make
[21:43:28] <openyk> let us know if the error persists, increases, decreases, etc.
[21:43:45] <MattyMatt> also try turning off the GL preview. it makes jogging way smoother for a start on mine
[21:44:03] <onyedikilo> ok
[21:44:21] <onyedikilo> will do so and let you know tomorrow
[21:44:26] <onyedikilo> thank you all
[21:44:34] <openyk> oh
[21:44:40] <openyk> what linear guides are you using
[21:44:41] <MrHindsight> onyedikilo: does speed have any effect on lost steps?
[21:44:58] <onyedikilo> hiwin linear guides
[21:44:59] <openyk> and are the leadscrews thrust-tensioned
[21:45:21] <onyedikilo> i am not sure about the leadscrew tensioning
[21:45:26] <openyk> because your stepper shafts+leadscrews will move axially if not tensioned out
[21:45:46] <openyk> I assume your long tests involve back and worth movements
[21:46:02] <openyk> so that's a potential cause I suspect
[21:46:21] <onyedikilo> yes it is a 3d path
[21:46:39] <openyk> I assume you've just connected your leadscrew directly to the coupling then to stepper
[21:46:42] <MrHindsight> yeah, lash, binding etc
[21:46:49] <onyedikilo> yes direct coupling
[21:47:00] <MrHindsight> what type of coupling?
[21:47:04] <openyk> yeah there's backlash, leadscrew axial tension, and leadscrew/motor shaft axial play
[21:47:14] <onyedikilo> i removed the end bearing block for the z axis
[21:47:41] <onyedikilo> there is some binding and it felt good after removing the block
[21:48:13] <MrHindsight> well there's one problem
[21:48:37] -!- chillly has quit [Quit: Ex-Chat]
[21:48:58] <openyk> without leadscrew bearing blocks with thrust bearings you will get motor shaft axial play
[21:49:00] -!- FreezingCold [FreezingCold!~FreezingC@CPE602ad06bea2a-CM602ad06bea27.cpe.net.cable.rogers.com] has joined #linuxcnc
[21:49:03] <onyedikilo> whatever i did could not get rid of the binding, but the binding is apperent only on low velocities
[21:49:32] <openyk> what kind of binding? I'd imagine the bearings would handle properly
[21:50:16] <onyedikilo> openyk, i really don't know it seems to me that the linear rails are not perfectly parallel
[21:50:39] <onyedikilo> because the growling begins when i get closer to one direction
[21:50:47] <onyedikilo> z+ that is
[21:51:07] <MrHindsight> you need to sort out all the mechanical issues first
[21:52:02] <openyk> so 2 linear rails on z axis, lack of parallel would indeed cause that growling with the tension-friction on the linear guides
[21:52:46] <openyk> common way to correct that is to use setscrews to calibrate the angle
[21:53:21] <MattyMatt> they should put load cells in the blocks, with an output for you, and a chip for their warranty voiding dept.
[21:53:28] <openyk> and having mounting holes/slots precisely enough made
[21:54:08] <openyk> without and end bearing block 0.3mm is to be expected from the axial play
[21:54:33] <onyedikilo> so i better put that back on
[21:54:57] <openyk> yeah, and past that the root issue seems to be the parallelity
[21:55:04] <openyk> parallelism*
[21:55:04] -!- rob_h [rob_h!~robh@2.124.121.72] has joined #linuxcnc
[21:55:28] <openyk> and it's not necessarily the linear guides
[21:55:39] <MattyMatt> the rails need to screwed to a flat base
[21:55:54] -!- njh [njh!~njh@pdpc/supporter/professional/njh] has joined #linuxcnc
[21:56:00] <njh> Hello
[21:56:08] <MrHindsight> ballscrew_fixity
[21:56:08] <the_wench> http://machinedesign.com/linear-motion/importance-ballscrew-end-fixity
[21:56:11] <onyedikilo> yes they are mounted on a block of aluminum
[21:56:23] <MrHindsight> it applies to leadscrews as well
[21:56:28] <njh> What is the difference between the ESTOP OUT and Amplifier Enable in Step Conf?
[21:57:36] <MattyMatt> Amplifier Enable should be one per axis
[21:57:45] <MattyMatt> although they are often commoned
[21:57:57] <MrHindsight> njh: E-STOP should halt the whole system, the amp enable is just for that one axis and drive
[21:58:14] <njh> Hm
[21:59:19] <njh> I have E-STOP on Pin 1, which seems to be normal? And on my breakout board, that goes to the amp enable on each axis
[21:59:20] <onyedikilo> openyk, my leadscrew is fixed-supported i removed the support, will put it back on
[22:00:34] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[22:00:47] <openyk> cool. I expect that will solve the axial play issue. for the parallelism i'd loosen certain mounting screws and jog a full ridethen retighten
[22:01:13] <njh> don't think I am going to get it sorted out tonight
[22:01:13] <onyedikilo> is there a foolproof way to test one axis for lost steps to see if it is a binding issue ?
[22:01:16] * njh goes to bed
[22:01:22] <openyk> unless you have calibration screws, in which case i'd use those to fix up the angles)
[22:01:42] <onyedikilo> i dont have calibration screws
[22:01:53] <openyk> if you have an oscope
[22:02:12] <MrHindsight> it's funny how those parts just aren't there for show :)
[22:02:27] <onyedikilo> :)
[22:02:29] <MrHindsight> onyedikilo: do you have any pics of your machine?
[22:02:44] <openyk> with an oscope with a trigger count feature, you can record a long run with a predefined number of steps, then count those against the oscope record
[22:02:55] <openyk> that will tell you whether steps are lost at least from the pc/linuxcnc side
[22:02:59] <onyedikilo> MrHindsight, i can get one if you like
[22:03:28] <onyedikilo> openyk, yes i understand now, i will also give it a shot
[22:03:29] <MrHindsight> of the leadscrew and linear bearings would be nice
[22:03:36] <MattyMatt> you could do something cleverclever with a camera and a dial on the motor shaft. a lost step on a 200spr motor will be obvious
[22:03:43] <MrHindsight> that might also tell us something
[22:03:55] <openyk> alternatively, a simpler solution is to get an encoder on the motor output whther that be crude circle paper or a real encoder
[22:03:56] <MattyMatt> or a xenon strobe and your eyes
[22:04:18] <openyk> and do a lot of complete revolutions :)
[22:04:22] <onyedikilo> let me get the picture brb
[22:05:27] <MrHindsight> people have used flexible couplings and flimsy sheet metal and then wondered why their machine doesn't work right
[22:06:04] <openyk> some people don't know the difference between iron and steel... even reputable metal shops
[22:06:05] <MrHindsight> not saying you've done that, but sometime a picture helps to understand the overall build quality
[22:06:11] <MrHindsight> and machine design
[22:06:39] <MattyMatt> some people don't know the difference between pvc and rubber hose...as a coupler :)
[22:06:45] <openyk> received a bunch of steel for a metal saw machine build and it vibrated like hell
[22:07:24] <MattyMatt> if it's tube, fill it with granite epoxy
[22:07:29] <onyedikilo> well i am not a mechanical engineer, i just did it for fun. Learned a lot during the process, still lots to learn
[22:09:01] <openyk> yep and I think that can be said for a lot of things :)
[22:09:29] <onyedikilo> http://tinypic.com/r/mjaliv/8
[22:09:58] <onyedikilo> http://tinypic.com/r/sg3mac/8
[22:10:36] <onyedikilo> http://tinypic.com/r/14jopbq/8
[22:11:27] <MrHindsight> you've got flexible couplings
[22:11:42] -!- eeriegeek has quit [Ping timeout: 250 seconds]
[22:11:52] <openyk> flexible spider couplings indeed
[22:12:28] <onyedikilo> yes someone said they act like springs
[22:12:47] <MrHindsight> they sure do
[22:13:13] <MrHindsight> the one link i don't add to the bot
[22:13:14] <openyk> commonly used for their great shaft offset tolerance
[22:13:16] <andypugh> _everything_ acts like a spring.
[22:13:55] <MrHindsight> if there's heat there's vibration :)
[22:14:32] <onyedikilo> so wrong couplings for the job?
[22:14:33] FreezingCold is now known as NegativeForty
[22:14:44] <openyk> the couplings are fine
[22:15:47] <Roguish> a better coupling is a bellows style. very stiff torsionally, soft in translation.
[22:16:09] <openyk> solid couplings require a heck of precision process or calibration, and helical/bellows couplings have less offset tolerance but more rigidity
[22:16:31] <MrHindsight> http://machinedesign.com/archive/prevent-coupling-failure-good-design-installation-and-maintenance might be of interest
[22:17:25] <MrHindsight> http://machinedesign.com/mechanical-drives/how-coupling-types-affect-bearing-forces
[22:18:33] <MrHindsight> onyedikilo: your profile bearings shouldn't be binding
[22:18:53] <MrHindsight> onyedikilo: are new or used?
[22:19:00] <onyedikilo> new
[22:19:14] <onyedikilo> every component is new
[22:20:09] <MrHindsight> if the ballscrews are loose, do the bearings slide smoothly?
[22:20:20] <Roguish> parallel linear bearing need to be installed correctly. tighten one rail, the float the other side in while moving the carriage. only way to get parallel.
[22:20:31] <onyedikilo> yes slides very nice
[22:20:44] <openyk> ^roguish process is the way to go
[22:20:46] <onyedikilo> roguish, thats the way i did
[22:21:10] <openyk> but sometimes the clamped rail is offset
[22:21:11] <MrHindsight> if that is the case then your ballscrew might not be parallel to the bearings
[22:21:27] <Roguish> that is the recommended method by all manufacturers. used to work for one.
[22:21:32] <openyk> if your leadscrew is fixed-supported floating both rails might be worth a shot
[22:22:04] <MrHindsight> is you turn the screw by hand without the motor attached does it get easier or harder to turn as you move to one end?
[22:22:18] <MrHindsight> is/if
[22:22:19] <Roguish> ah, same with the screw. align after the rails, use similar method.
[22:22:48] <onyedikilo> MrHindsight, it goes smooth when turned with hand
[22:23:09] <MrHindsight> onyedikilo: through the entire range of travel?
[22:23:14] <onyedikilo> yes
[22:23:45] <onyedikilo> i did not check the x axis, it is dual drive
[22:23:57] <onyedikilo> but the z goes nice
[22:24:12] <MrHindsight> do you lose steps on just one axis or more than one?
[22:25:19] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[22:25:37] -!- jasen_ has quit [Quit: Page closed]
[22:25:47] -!- jasen_ [jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[22:26:23] <onyedikilo> MrHindsight, i believe only in Z, in certain times
[22:26:58] <onyedikilo> could not check the other ones extensively
[22:27:16] <MrHindsight> onyedikilo: what size stepper on Z? what torque?
[22:27:19] <onyedikilo> but from the parts i machined, i can say the x and y are ok
[22:27:39] <onyedikilo> i have a nema 34, 8.5nm stepper
[22:27:44] <openyk> my bet's still on the lack of end bearing block.
[22:27:54] <Roguish> Z axes (in the vertical direction) can have issues if you don't remember that gravity works. you always have the greatest load in an upward acceleration.
[22:28:32] <MrHindsight> onyedikilo: did you lose steps before you took off the bearing?
[22:30:00] <onyedikilo> MrHindsight, yes i had a real bad binding issue, remachined the motor connections and also the aluminum block for the carriages. The z was going down before the remachining, now it goes up.
[22:30:19] <onyedikilo> i mean it used to plunge
[22:30:30] <onyedikilo> now it just gains height
[22:30:42] <onyedikilo> no more going down
[22:31:04] <onyedikilo> and also, before the adjustments the plunges were catastrophic
[22:31:25] <onyedikilo> i lost around 6 bits and many wood columns
[22:31:36] <MrHindsight> ouch
[22:34:37] <onyedikilo> i will reinstall the bearing block, do some tests, if they turn out bad, i will try half stepping
[22:35:10] <onyedikilo> if still bad, i will buy an easy servo and install it on z
[22:35:27] <onyedikilo> i am out of ideas
[22:35:47] <MrHindsight> microstepping
[22:35:47] <the_wench> http://www.micromo.com/microstepping-myths-and-realities
[22:35:51] <onyedikilo> i even rewired the entire control box
[22:36:08] <Roguish> check if your motor has enough power:
http://www.orientalmotor.com/support/motor-sizing.html
[22:36:34] <MrHindsight> 8.5nm
[22:36:36] -!- acdha has quit [Ping timeout: 260 seconds]
[22:36:47] <MrHindsight> whats the weight of the spindle?
[22:37:05] <onyedikilo> let me check, probably around 6kg
[22:37:07] -!- jasen_ has quit [Ping timeout: 246 seconds]
[22:37:29] <Roguish> not just to hold or cruise, but to accelerate up or decallerate while going down. don't forget GRAVITY.
[22:37:47] <Roguish> is there a gearbox?
[22:37:53] <onyedikilo> no gearbox
[22:37:55] <MrHindsight> i closed up the pic, what's the screw pitch and size?
[22:37:58] <onyedikilo> direct coupling
[22:38:06] <onyedikilo> 10mm pitch
[22:38:15] <Roguish> you could also have an inertia mismatch.
[22:38:42] <onyedikilo> diameter is i think 16mm
[22:39:39] <MrHindsight> 8.5nm at 8 microsteps is 1.7nm
[22:40:46] <MrHindsight> let us know how it goes
[22:41:07] <onyedikilo> ok thanks a lot
[22:41:30] <onyedikilo> you guyz are always helpful
[22:42:04] <onyedikilo> l8r
[22:42:35] <Roguish> here is another one:
http://www.ni.com/white-paper/11741/en/
[22:42:48] -!- jasen_ [jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[22:44:08] -!- onyedikilo has quit [Quit: Page closed]
[22:45:36] -!- benjamin23 has quit [Read error: No route to host]
[22:49:48] -!- patricka_ has quit [Ping timeout: 255 seconds]
[22:51:45] -!- mle has quit [Ping timeout: 240 seconds]
[22:53:50] -!- ZackaryDoyle [ZackaryDoyle!~ZackaryDo@ec2-54-201-199-156.us-west-2.compute.amazonaws.com] has joined #linuxcnc
[22:54:42] -!- patrickarlt has quit [Remote host closed the connection]
[22:55:22] -!- rob_h has quit [Ping timeout: 240 seconds]
[23:01:48] -!- WyrM has quit [Ping timeout: 260 seconds]
[23:05:58] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[23:07:06] -!- jasen_ has quit [Quit: Page closed]
[23:07:34] -!- eeriegeek [eeriegeek!~eeriegeek@c-98-244-112-229.hsd1.va.comcast.net] has joined #linuxcnc
[23:10:28] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[23:13:07] -!- NegativeForty has quit [Ping timeout: 245 seconds]
[23:14:01] -!- h_maximilian1 [h_maximilian1!~bonsai@dslb-088-064-090-241.088.064.pools.vodafone-ip.de] has joined #linuxcnc
[23:14:04] -!- h_maximilian1 [h_maximilian1!~bonsai@dslb-088-064-090-241.088.064.pools.vodafone-ip.de] has parted #linuxcnc
[23:17:06] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:21:57] -!- i_tarzan has quit [Ping timeout: 245 seconds]
[23:24:08] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.4.118] has joined #linuxcnc
[23:24:55] -!- kfoltman has quit [Quit: Ex-Chat]
[23:27:26] -!- WyrM has quit [Ping timeout: 250 seconds]
[23:30:04] -!- NegativeForty [NegativeForty!~FreezingC@CPE602ad06bea2a-CM602ad06bea27.cpe.net.cable.rogers.com] has joined #linuxcnc
[23:32:18] -!- WyrM [WyrM!wyrm@bnc.wyrm.net.br] has joined #linuxcnc
[23:32:18] -!- WyrM has quit [Changing host]
[23:32:18] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[23:40:58] -!- tronwzrd [tronwzrd!~tronwizar@24.229.164.191.res-cmts.sm.ptd.net] has joined #linuxcnc
[23:42:52] -!- tronwizard has quit [Ping timeout: 260 seconds]
[23:49:01] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:54:48] -!- micges has quit [Quit: Leaving]
[23:56:27] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[23:57:14] -!- openyk has quit [Quit: Page closed]
[23:58:03] -!- NegativeForty has quit [Ping timeout: 240 seconds]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
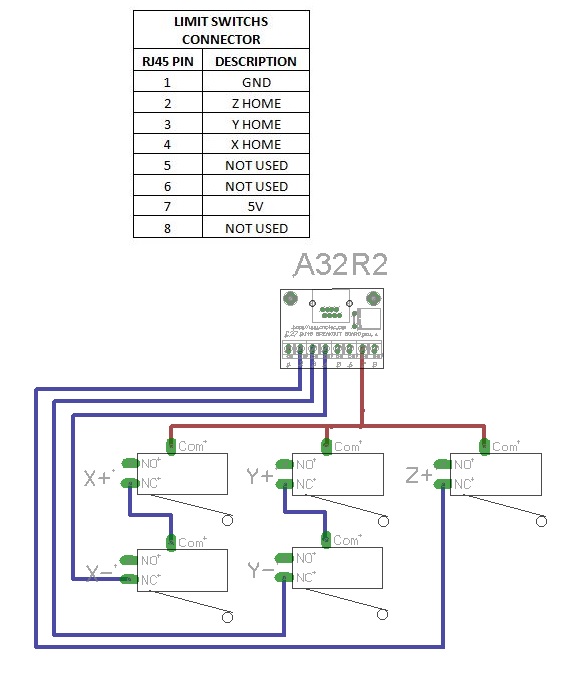{kind=link}
{kind=link}
{kind=link}
{kind=link}