Back
[00:02:44] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[00:08:43] -!- malcom2073 [malcom2073!~quassel@unaffiliated/malcom2073] has joined #linuxcnc
[00:14:04] -!- asdfasd has quit [Ping timeout: 255 seconds]
[00:15:01] -!- Bent [Bent!cb76b7ad@gateway/web/freenode/ip.203.118.183.173] has joined #linuxcnc
[00:22:56] <Bent> Hey guys, working on a mill/3d printer. NEMA 17's with 68oz-in, probably wood construction, shapeoko 2 like design, 300x300x200mm build volume. Want it to do aluminium. My question is about linear glides. I've seen some controversy about drawer slides, what is your opinion?
[00:24:51] <archivist> drawer slides have too much play to be used for milling
[00:25:09] -!- Solarlux [Solarlux!Solarlux@78.84.194.77] has joined #linuxcnc
[00:25:16] <Solarlux> Hello all again
[00:25:16] <Solarlux> :D
[00:28:21] <Bent> I understand drawslides have a lotf play, but do they have too much for small aluminium jobs?
[00:28:30] -!- swingley has quit [Ping timeout: 250 seconds]
[00:30:44] <archivist> play means snapped tooling and damaged work
[00:31:33] <MrCurious> bent
https://www.dropbox.com/sc/q3fpn61fype8xip/AAD9cPcifrKmtlyQVaaFb4Lta
[00:31:49] <MrCurious> over engineer the shit out of it
[00:33:21] <archivist> there is a reason milling machines are far more solid than 3d printers, it is the cutting force bending and moving the spindle in relation to the work
[00:37:22] <Bent> I've seen some successful milling machines work on drawerslides, I'm only looking for something to stick a dremel on.
[00:37:56] <Bent> I think with 2 slides and a leadscrew per axis I'll be okay.
[00:56:28] -!- Bent has quit [Quit: Page closed]
[01:05:41] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[01:14:58] -!- rob_h has quit [Ping timeout: 260 seconds]
[01:20:52] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[01:22:29] -!- skunkworks_ [skunkworks_!~chatzilla@174-124-9-75.dyn.centurytel.net] has joined #linuxcnc
[01:28:50] -!- skunkworks_ has quit [Ping timeout: 250 seconds]
[01:29:26] -!- swingley has quit [Ping timeout: 260 seconds]
[01:37:24] -!- amiri has quit [Ping timeout: 250 seconds]
[01:39:01] Tom_shop is now known as Tom_itx
[01:41:28] -!- Solarlux has quit []
[01:47:34] <andypugh> Night all
[01:47:40] -!- andypugh has quit [Quit: andypugh]
[02:12:23] <Jymmm> When you can't have alignment pins, what's a good way to do half a job, then rotate it so you can do the other half?
[02:12:57] <Jymmm> This is a one-off job.
[02:15:58] <PetefromTn_> half vertically or half horizontally to fit inside a smaller envelope?
[02:16:22] <Jymmm> I have 12", workpiece is 16"
[02:16:36] <Jymmm> it's a matter of alignment when I rotate it
[02:16:53] -!- skunkworks_ [skunkworks_!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[02:17:02] <PetefromTn_> the few times I have done this I was able to use some preexisting machine holes from the first side to locate the second half.
[02:17:48] <PetefromTn_> If it has a flat side you can align to the edge of the table as well.
[02:17:57] <Jymmm> I have a sqaure in the machine, it's the workpiece I question
[02:17:57] <Tom_itx> Jymmm, mill, router, laser, edm?
[02:18:10] <Tom_itx> lathe...
[02:18:12] <Jymmm> Tom_itx: doesn't really matter I'd think
[02:18:40] <PetefromTn_> does the part have any long flat edges?
[02:18:55] <Jymmm> I can do 8" worth, then rotate and do the other 8".
[02:19:10] <Jymmm> Kinda, it's a granite tile.
[02:19:29] <Jymmm> but if alignment is off by a mm or two it will show
[02:19:35] <Tom_itx> you can't clamp some stops somewhere?
[02:20:01] <PetefromTn_> we have used alignment pins inserted into the tee slots a bunch of times to locate an edge.
[02:20:26] <Tom_itx> well he just said he can't have alignment pins
[02:20:44] <PetefromTn_> I think he meant machined into the part no?
[02:20:46] <Jymmm> Tom_itx: there is a carpteners sqaure in the machine. that's not the problem, it's the material not having a mm's accuracy
[02:21:16] <Jymmm> It's granite tile, it could be not suare for example
[02:21:30] <Jymmm> or have a rough bump on the opposite edge
[02:21:56] <Jymmm> If I can figure out the centerline ALWAYS, I'd be good
[02:22:09] <Jymmm> instead of depending on any edge
[02:22:12] <Tom_itx> you said it was a one off
[02:22:19] <PetefromTn_> your best bet is to pickup a premachined feature on the previous op
[02:22:26] <Tom_itx> there's no 'always' in a one off...
[02:22:39] <PetefromTn_> is there a line of holes or a recatangular pocket in it?
[02:22:41] <Jymmm> Tom_itx: Yeah, I try to avoid these becuse of this.
[02:23:05] <Tom_itx> so find the rough centerline
[02:23:10] <Jymmm> PetefromTn_: None
[02:23:11] <Tom_itx> and cut out from that
[02:23:22] <Jymmm> Tom_itx: This is engraving, not cutting
[02:23:24] <PetefromTn_> and what the hell are you going to mill on a ceramic tile anyways LOL
[02:24:03] <MrCurious> all 3 delta carriages running with driver
[02:24:15] <Tom_itx> nice
[02:24:16] <Jymmm> PetefromTn_: I guess you havne't seen my "Teddy Bear"
http://i54.tinypic.com/k2mo7n.jpg
[02:24:48] <PetefromTn_> if you are just engraving the tile maybe make a fixture that hold the tile for flipping around and put your alignment pins on that so you can reference the tee slots.
[02:25:20] <Tom_itx> that might be your best bet
[02:25:30] <Tom_itx> then you'd have a good reference point
[02:25:58] <Jymmm> I'm bleeding the edge, there's not room for a fixture
[02:26:07] <Jymmm> s/not/no/
[02:26:15] <PetefromTn_> if you can fit the tile you can fit the fixture that holds it.
[02:26:29] <PetefromTn_> you just would need to use some kinda removable adhesive to hold it to the fixture.
[02:26:43] <Jymmm> PetefromTn_: Uh, I CANT fit the tile, that's the point.
[02:27:15] <Tom_itx> Jymmm, if the fixture was say an angle aluminum and the aluminum was _under_ the tile, you could pin it _under_ the tile and have room
[02:27:34] <Tom_itx> use double tape to hold it
[02:28:14] <Jymmm> Tom_itx: The tape gave me an idea!
[02:28:37] <Jymmm> We use tape when doing optics calibration
[02:29:01] <Jymmm> cover the optics with tape and burn a spot.
[02:29:14] <Jymmm> Move to another point on the table, burn again.
[02:29:24] <Jymmm> they should be in alignment.
[02:29:54] <Jymmm> After engraving the first half, I can but tape on the tile, and burn two spots.
[02:30:06] -!- swingley has quit [Ping timeout: 260 seconds]
[02:30:12] <Jymmm> rotate the tile, and burn spots again to verify alignment
[02:30:35] <Tom_itx> could work
[02:30:55] <Tom_itx> i'd burn 3
[02:31:07] <Tom_itx> one off alignment from the other 2
[02:31:19] <Tom_itx> use it for your X location point and use the other 2 for the Y
[02:31:47] <Jymmm> Well, once rotated, the 3rd wouldn't matter much
[02:32:46] <Jymmm> The diode laser is aligned with the cutting laser, so I can use that for rough alignment.
[02:33:12] <Jymmm> But it starts fuckign with yur eyes after 10 minutes if you keep trying to align by it
[02:44:37] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[02:46:18] -!- Servos4ever [Servos4ever!~chatzilla@173-87-55-29.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[02:47:22] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[02:52:41] <Jymmm> http://i60.tinypic.com/z1xts.jpg
[03:02:00] -!- i_tarzan has quit [Ping timeout: 250 seconds]
[03:03:58] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.219.1] has joined #linuxcnc
[03:04:14] <ssi> silly lasers
[03:05:34] -!- likevinyl has quit [Ping timeout: 260 seconds]
[03:08:16] -!- malcom2073 has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[03:10:03] -!- syyl_ has quit [Ping timeout: 240 seconds]
[03:10:33] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.26.1/20140612173529]]
[03:10:34] -!- i_tarzan has quit [Ping timeout: 250 seconds]
[03:11:17] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.182.240] has joined #linuxcnc
[03:15:46] -!- i_tarzan has quit [Ping timeout: 250 seconds]
[03:17:01] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[03:17:32] -!- likevinyl [likevinyl!~mythbuste@unaffiliated/likevinyl] has joined #linuxcnc
[03:17:35] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.247.161] has joined #linuxcnc
[03:22:16] -!- i_tarzan has quit [Ping timeout: 250 seconds]
[03:23:49] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.247.167] has joined #linuxcnc
[03:37:17] -!- i_tarzan has quit [Ping timeout: 245 seconds]
[03:37:37] -!- Acid-Duck [Acid-Duck!~Acid-Duck@199.119.233.148] has joined #linuxcnc
[03:39:07] -!- Acid-Duck [Acid-Duck!~Acid-Duck@199.119.233.148] has parted #linuxcnc
[03:39:12] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.208.37] has joined #linuxcnc
[03:41:47] -!- Acid-Duck [Acid-Duck!~Acid-Duck@199.119.233.148] has joined #linuxcnc
[03:43:59] -!- Acid-Duck [Acid-Duck!~Acid-Duck@199.119.233.148] has parted #linuxcnc
[03:55:04] -!- PetefromTn_Andro [PetefromTn_Andro!~PetefromT@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[03:55:23] -!- pjm has quit [Read error: Connection reset by peer]
[03:56:14] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[03:59:23] -!- AR_ has quit [Ping timeout: 256 seconds]
[04:21:38] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[04:29:53] -!- SpNg_ has quit [Quit: SpNg_]
[04:34:36] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[04:35:27] -!- toastydeath has quit [Write error: Connection reset by peer]
[04:44:28] -!- XXCoder2 has quit [Excess Flood]
[04:45:26] -!- copec has quit [Excess Flood]
[04:47:45] -!- copec [copec!copec@schrodbox.unaen.org] has joined #linuxcnc
[04:55:22] -!- kwallace2 has quit [Ping timeout: 240 seconds]
[05:03:18] -!- Fox_Muldr has quit [Ping timeout: 255 seconds]
[05:04:57] -!- FinboySlick has quit [Quit: Leaving.]
[05:05:16] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f743a77.pool.mediaWays.net] has joined #linuxcnc
[05:07:30] -!- SpNg_ has quit [Client Quit]
[05:10:58] -!- ve7it has quit [Remote host closed the connection]
[05:52:44] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[06:05:03] -!- MrHindsight has quit [Ping timeout: 240 seconds]
[06:05:11] -!- CaptHindsight has quit [Ping timeout: 256 seconds]
[06:05:12] -!- memleak has quit [Ping timeout: 250 seconds]
[06:17:38] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[06:17:38] -!- memleak has quit [Changing host]
[06:18:12] -!- MrHindsight [MrHindsight!~shop@unaffiliated/capthindsight] has joined #linuxcnc
[06:32:03] -!- lexano has quit [Remote host closed the connection]
[06:42:45] -!- Tecan has quit [Ping timeout: 255 seconds]
[06:47:09] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:47:16] <Deejay> moin
[06:51:18] -!- swingley has quit [Ping timeout: 255 seconds]
[07:21:00] -!- FreezingCold has quit [Ping timeout: 255 seconds]
[07:25:02] -!- larryone has quit [Ping timeout: 255 seconds]
[07:34:48] -!- zeitue has quit [Quit: Leaving]
[07:35:42] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[07:38:51] <Jymmm> If you use firefox ff and get annoyed by the long urls that is give when searching google you can add a new search engine called MyGoogle.xml and add this contents:
http://codepad.org/qWyn1wgK you will need to restart FF for it to take effect.
[07:39:40] <Jymmm> Best to completely shut down ff, add that file, then start ff
[07:44:05] -!- zeitue [zeitue!~z@67.221.138.167] has joined #linuxcnc
[07:47:47] <Loetmichel> mornin'
[07:52:02] -!- swingley has quit [Ping timeout: 255 seconds]
[07:58:43] -!- h_maximilian [h_maximilian!~bonsai@stgt-5f70eca9.pool.mediaWays.net] has joined #linuxcnc
[08:09:56] -!- asdfasd [asdfasd!~332332@90.197.53.255] has joined #linuxcnc
[08:13:46] -!- eeriegeek has quit [Quit: Leaving.]
[08:20:09] -!- pjm has quit [Quit: KVIrc 4.2.0 Equilibrium http://www.kvirc.net/]
[08:25:23] -!- bertrik [bertrik!~quassel@rockbox/developer/bertrik] has joined #linuxcnc
[08:34:33] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[08:40:14] -!- rob_h [rob_h!~robh@2.127.20.33] has joined #linuxcnc
[08:54:31] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[09:02:39] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[09:06:20] -!- h_maximilian [h_maximilian!~bonsai@stgt-5f70eca9.pool.mediaWays.net] has parted #linuxcnc
[09:16:30] <SpeedEvil> Jymmm: Won't someone think of the search ratings!
[09:23:05] -!- pjm has quit [Quit: KVIrc 4.2.0 Equilibrium http://www.kvirc.net/]
[09:26:16] -!- MrSunshine has quit [Ping timeout: 250 seconds]
[09:28:47] -!- WyrM has quit [Ping timeout: 272 seconds]
[09:37:06] -!- h_maximilian [h_maximilian!~bonsai@dslb-094-216-238-034.094.216.pools.vodafone-ip.de] has joined #linuxcnc
[09:53:58] -!- swingley has quit [Ping timeout: 264 seconds]
[09:55:05] -!- bertrik has quit [Remote host closed the connection]
[09:56:38] -!- MrSunshine [MrSunshine!~mrsun@c-333de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[10:02:33] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[10:13:19] <Jymmm> SpeedEvil: ???
[10:14:22] <SpeedEvil> By doing that, you worsen googles search as it can't pick up the clicks
[10:15:09] <Jymmm> hardly
[10:15:35] -!- toudi [toudi!~toudi@aebg137.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[10:15:39] -!- toudi [toudi!~toudi@aebg137.neoplus.adsl.tpnet.pl] has parted #linuxcnc
[10:15:47] toudi is now known as micges-dev
[10:16:12] <Jymmm> IT's the difference between this:
[10:16:16] <Jymmm> http://www.google.com/search?q=linuxcnc
[10:16:26] <Jymmm> and this:
[10:16:28] <Jymmm> https://www.google.com/search?q=linuxcnc&ie=utf-8&oe=utf-8&aq=t&rls=org.mozilla:en-US:official&client=firefox-a&channel=sb
[10:17:22] <SpeedEvil> Oh - I know
[10:17:38] <SpeedEvil> Oh - I thought you meant the stupid long result URLs
[10:18:14] -!- bertrik [bertrik!~quassel@rockbox/developer/bertrik] has joined #linuxcnc
[10:18:28] <Jymmm> These...
http://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=0CB8QFjAA&url=http%3A%2F%2Fwww.linuxcnc.org%2F&ei=zwveU_ztJ5fhoAS-vIKQCQ&usg=AFQjCNG0pw1dLoWUGxLDqm-UIkMT2d2yvw&sig2=7w-ZBmTL5PKC4WMaltVu5A&bvm=bv.72197243,d.cGU
[10:19:20] <Jymmm> those drive me nuts and are excessively over the top
[10:21:07] <Jymmm> https://www.google.com/search?tbs=sbi%3AAMhZZitxQ1F4WwHJbOO9p9hl0RxsY4y0RMWZ4kdP6T27OE1ku1-Pip7uEO2Dkk8BlDOA94a8jrtTPDgfL_1dSfhV-5PizIWgx_1WXGDc2JM83wfQw3Uanz0RjY8JgTpeBemUtMsxx5P2gxtwPS0tAVhgwCjEVFIDYHmzQQ14DaASBdLxHARV_1BAlOB2jEyRaRsFjDwDBmbofYVpd2l4cD1we6QzNWC8WOwUxtP1TS1LIc3pRYKYFD10UxT6OhbL-ql1D9Br8OrdfF5&ei=9AzeU6rCLojfoASw0IGoCQ&ved=0CAcQiBw
[10:23:52] <SpeedEvil> http://www.google.co.uk/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=0CCAQFjAA&url=http%3A%2F%2Fwww.amazon.co.uk%2FParrot-DF3120-wireless-digital-photo%2Fdp%2FB0018A55B0&ei=sg3eU_XHC-rH0QXTt4HIDA&usg=AFQjCNEBTGfo6MuUEgU4Lrdy8czCOIezgg&sig2=nPnD68cOQ1B5bUwRmLO2eQ&bvm=bv.72197243,d.d2k
[10:23:54] <SpeedEvil> I was meaning
[10:35:22] -!- MrSunshine has quit [Ping timeout: 240 seconds]
[10:36:41] -!- MrSunshine [MrSunshine!~mrsun@c-333de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[10:37:42] -!- mle has quit [Ping timeout: 245 seconds]
[10:54:34] -!- swingley has quit [Ping timeout: 264 seconds]
[10:56:06] -!- kfoltman has quit [Quit: Ex-Chat]
[11:03:52] -!- larryone has quit [Ping timeout: 240 seconds]
[11:17:56] -!- MrCurious has quit [Quit: Leaving.]
[11:21:20] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[11:34:15] -!- larryone has quit [Quit: This computer has gone to sleep]
[11:38:58] -!- MrSunshine has quit [Ping timeout: 250 seconds]
[11:44:31] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[11:45:10] -!- PetefromTn_Andro has quit [Quit: Bye]
[11:54:04] -!- Loetmichel has quit []
[11:55:22] -!- swingley has quit [Ping timeout: 240 seconds]
[11:56:14] -!- larryone has quit [Quit: This computer has gone to sleep]
[12:00:40] -!- malcom2073 [malcom2073!~quassel@unaffiliated/malcom2073] has joined #linuxcnc
[12:00:54] -!- Loetmichel [Loetmichel!cylly@p54B10F1F.dip0.t-ipconnect.de] has joined #linuxcnc
[12:04:11] -!- MrSunshine [MrSunshine!~mrsun@c-333de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[12:09:06] -!- micges-dev has quit [Quit: Wychodzi]
[12:11:16] -!- gonzo_ has quit [Read error: Connection reset by peer]
[12:11:37] -!- gonzo_ [gonzo_!~gonzo_@host-92-6-247-61.as43234.net] has joined #linuxcnc
[12:13:31] -!- MrSunshine has quit [Ping timeout: 256 seconds]
[12:16:22] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[12:26:49] -!- Valen has quit [Quit: Leaving.]
[12:26:50] -!- MrSunshine [MrSunshine!~mrsun@c-333de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[12:28:56] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[12:29:15] -!- larryone has quit [Ping timeout: 255 seconds]
[12:32:40] -!- syyl_ [syyl_!~sg@p4FD13FE4.dip0.t-ipconnect.de] has joined #linuxcnc
[12:39:44] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[12:51:32] -!- malcom2073 has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[12:56:00] -!- swingley has quit [Ping timeout: 250 seconds]
[13:00:53] -!- ler_hydra has quit [Remote host closed the connection]
[13:05:32] -!- Thetawaves has quit [Ping timeout: 250 seconds]
[13:18:33] <asdfasd> https://www.youtube.com/watch?v=CRL1SeTJ1rk
[13:21:49] -!- Servos4ever [Servos4ever!~chatzilla@173-87-55-29.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[13:25:16] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[13:41:06] -!- likevinyl [likevinyl!~mythbuste@unaffiliated/likevinyl] has parted #linuxcnc
[13:48:35] -!- cmorley has quit [Ping timeout: 264 seconds]
[13:51:33] <SpeedEvil> :)
[13:51:57] -!- jsskangas [jsskangas!~jsskangas@f84.ip7.netikka.fi] has joined #linuxcnc
[13:53:50] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.26.1/20140612173529]]
[13:54:37] -!- cmorley [cmorley!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[13:57:13] -!- swingley has quit [Ping timeout: 256 seconds]
[14:02:13] -!- amiri_ has quit [Quit: Lost terminal]
[14:15:50] -!- brentmore [brentmore!~brentmore@pool-173-62-39-118.pghkny.fios.verizon.net] has joined #linuxcnc
[14:19:05] -!- amiri_ has quit [Client Quit]
[14:21:45] -!- SquirrelCZECH_ has quit [Read error: Connection reset by peer]
[14:35:19] -!- Solarlux [Solarlux!Solarlux@78.84.194.77] has joined #linuxcnc
[14:37:50] -!- brentmore has quit [Quit: brentmore]
[14:43:41] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-6-247-61.as43234.net] has joined #linuxcnc
[14:47:00] -!- brentmore [brentmore!~brentmore@pool-173-62-39-118.pghkny.fios.verizon.net] has joined #linuxcnc
[14:51:02] -!- syyl_ has quit [Read error: Connection reset by peer]
[14:51:04] -!- brentmore has quit [Client Quit]
[14:51:12] -!- larryone has quit [Ping timeout: 244 seconds]
[14:51:24] -!- syyl_ [syyl_!~sg@p4FD13FE4.dip0.t-ipconnect.de] has joined #linuxcnc
[14:53:25] -!- SquirrelCZECH [SquirrelCZECH!~squirrel@ip-89-103-45-17.net.upcbroadband.cz] has joined #linuxcnc
[14:57:33] -!- swingley has quit [Ping timeout: 240 seconds]
[14:57:42] -!- kwallace has quit [Read error: Connection reset by peer]
[15:08:32] -!- micges [micges!~captain_p@aeia205.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[15:08:35] -!- micges [micges!~captain_p@aeia205.neoplus.adsl.tpnet.pl] has parted #linuxcnc
[15:10:19] -!- pjm_ [pjm_!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[15:11:12] -!- pjm has quit [Ping timeout: 250 seconds]
[15:23:39] <jthornton> h o w can I download the latest LinuxCNC in the middle of the night
[15:24:06] <humble_sea_bass> buy it dinner
[15:24:23] <humble_sea_bass> linux don't like straight up booty calls
[15:25:24] <jdh> at 2am wget url
[15:26:01] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[15:27:08] -!- Tom_L has quit [Client Quit]
[15:27:21] <jthornton> can you set wget to run at night or do I need to figure out how to do a cron job or whatever it is called
[15:28:15] <cpresser> jthornton: you can use 'sleep 12345; wget url' if you only want to do it once
[15:30:13] <jthornton> ok thanks
[15:30:21] <jthornton> and sleep is seconds?
[15:30:44] -!- ler_hydra_ [ler_hydra_!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[15:30:49] -!- ler_hydra has quit [Read error: Connection reset by peer]
[15:32:39] <cpresser> seconds, yes
[15:33:25] <jthornton> thanks
[15:34:09] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[15:34:55] <SpeedEvil> or 8h
[15:36:29] * jthornton does man sleep
[15:49:23] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[15:50:03] -!- Tom_L has quit [Client Quit]
[15:52:13] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[15:54:53] -!- syyl [syyl!~sg@p4FD13B6A.dip0.t-ipconnect.de] has joined #linuxcnc
[15:57:16] -!- syyl_ has quit [Ping timeout: 255 seconds]
[15:58:37] -!- swingley has quit [Ping timeout: 255 seconds]
[16:08:18] -!- XXCoder2 [XXCoder2!~XXCoder@c-24-19-85-77.hsd1.wa.comcast.net] has joined #linuxcnc
[16:09:38] -!- IchGuckLive [IchGuckLive!~chatzilla@88-134-131-25-dynip.superkabel.de] has joined #linuxcnc
[16:09:42] <IchGuckLive> hi all B)
[16:10:31] -!- syyl_ws [syyl_ws!~sg@p4FD13B6A.dip0.t-ipconnect.de] has joined #linuxcnc
[16:10:56] -!- eeriegeek [eeriegeek!~eeriegeek@c-98-244-112-229.hsd1.va.comcast.net] has joined #linuxcnc
[16:11:10] <IchGuckLive> archivist ?
[16:11:21] <IchGuckLive> hi eeriegeek
[16:12:04] <IchGuckLive> archivist_herron: ?
[16:14:48] <XXCoder2> hey
[16:18:29] <ssi> anyone have any thoughts on a way to make linuxcnc unhome all axes when machine is disabled?
[16:19:06] <syyl_ws> why would one?
[16:19:08] <syyl_ws> oO
[16:19:20] <ssi> I have my reasons :)
[16:19:29] <syyl_ws> thats a good reason ;)
[16:19:43] <syyl_ws> (no, never made any thoughts on that)
[16:19:47] <ssi> the gantry tends to want to be out of square
[16:19:53] <ssi> and with dual-homing, I can make it square
[16:20:02] <ssi> but when the machine is disabled, it pops back to where it tends to want to be
[16:20:07] <syyl_ws> ah ok
[16:20:10] <syyl_ws> got it :)
[16:20:13] <ssi> so if I disable then reenable, the machine thinks its homed, but it's WAY out
[16:20:29] <ssi> so I want to basically force a rehome anytime the drives get disabled
[16:20:38] <ssi> otherwise I know I'm going to forget and screw up a part
[16:20:44] <syyl_ws> wont you get a following error if the axis move by themself?
[16:20:48] <ssi> not with steppers
[16:20:55] <syyl_ws> aw, not feedback :D
[16:20:59] <ssi> right :)
[16:21:20] <IchGuckLive> ssi: do it your way
[16:21:20] <syyl_ws> im a bit spoiled with linear scales and steppers ;)
[16:21:41] <ssi> linear scales aren't really practical with two 24" travels and a 48" travel
[16:21:48] <ssi> IchGuckLive: my way?
[16:21:52] <syyl_ws> that will get a bit costly
[16:21:59] <IchGuckLive> unhome at every Gcode end
[16:22:13] <IchGuckLive> use a User mcode
[16:22:25] <syyl_ws> thats a horrible solution Oo
[16:22:29] <ssi> but it's not just at the end of gcode that it's an issue
[16:22:39] -!- larryone has quit [Ping timeout: 244 seconds]
[16:22:39] <ssi> it's if I hit F1 or F2 to disable the machine and walk away
[16:22:44] <syyl_ws> always homing the machine before running a programm
[16:22:45] <ssi> then come back and reenable and try to run something
[16:22:45] <syyl_ws> Oo
[16:22:46] <ssi> it'll be a problem
[16:22:49] <IchGuckLive> you are the mashine constructor
[16:22:55] <IchGuckLive> BAD
[16:23:02] -!- sudobangbang has quit [Read error: No route to host]
[16:23:10] <ssi> uhm
[16:23:18] <ssi> I'm sorry i don't meet your standards?
[16:23:32] <IchGuckLive> laser shoudent be ofset on a 3hr burn by 0.1mm
[16:23:51] <syyl_ws> you didnt understand his problem, hu?
[16:23:53] <ssi> I'm not sure we're talking about the same thing :P
[16:24:40] <syyl_ws> ;)
[16:24:46] <ssi> I may be able to write a component that does it
[16:24:49] <IchGuckLive> ok my english understanding is far from perfect
[16:24:59] <ssi> I jsut have to figure out how to interact with axis
[16:25:04] <ssi> or something
[16:25:31] <IchGuckLive> gantry homing there are plenty of comps out even kenetics can handle this
[16:26:12] <ssi> homing is done
[16:28:16] <ssi> I pretty much only know how to interact with hal
[16:28:27] <ssi> there's no hal pins for things like home/unhome, and free/teleop mode
[16:28:45] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[16:28:47] <ssi> I have some magic sauce that I got off the forum that goes in axisrc to auto-teleop-mode
[16:29:03] <ssi> and it does that like this:
[16:29:03] <ssi> c.teleop_enable(1)
[16:29:16] <ssi> I don't know what c is or where it comes from; it just is already in scope in axisrc somehow
[16:29:33] -!- MrSunshine has quit [Ping timeout: 255 seconds]
[16:29:33] <ssi> I need to figure out how to do the same stuff from within a component
[16:29:44] <ssi> which might not be possible
[16:30:02] <PetefromTn_> afternoon guys
[16:30:12] <ssi> hm maybe pyvcp
[16:30:19] <PetefromTn_> and gals if there are any here.
[16:30:48] <CaptHindsight> anyone ever see what machine 80/20, Faztek etc uses for high volume tapping of t-slot?
[16:31:22] -!- larryone has quit [Ping timeout: 240 seconds]
[16:33:21] <IchGuckLive> ssi the c comes from the internal interpreter linuxcnc is internal c.
[16:33:42] <IchGuckLive> look inside glcanon
[16:33:48] <XXCoder2> heys
[16:33:59] <XXCoder2> capt wonder if guy used drill press with kig
[16:34:02] <XXCoder2> jig
[16:35:46] -!- ler_hydra_ has quit [Remote host closed the connection]
[16:35:50] <CaptHindsight> XXCoder2: probably not
[16:36:02] <XXCoder2> why not? I bet it saves lot of time
[16:36:21] <CaptHindsight> vs prayer?
[16:36:46] <humble_sea_bass> "oh heavenly father, let this tap not break"
[16:36:51] <XXCoder2> lol
[16:37:16] <PetefromTn_> LOL I've said that prayer a few times
[16:37:34] <syyl_ws> it most times followed by "crapcrapcrap"
[16:37:45] <humble_sea_bass> damn right
[16:37:50] <syyl_ws> and a walk to the edm guy
[16:37:54] <syyl_ws> to burn it out
[16:38:19] <PetefromTn_> I hate tapping stainless.
[16:38:51] <syyl_ws> i went to thread milling in those !!!"(/Xyy materials
[16:38:55] <syyl_ws> way more relaxing
[16:39:03] <syyl_ws> as a broken thread mill can just be blown out
[16:39:05] <PetefromTn_> I remember the shop I worked in on the last two days I worked there my friend had to tap like fifty holes in this large 3/8 stainless plate.
[16:39:32] <IchGuckLive> making parts out of 2316 is a nightmar
[16:39:38] <PetefromTn_> they ordered some diffiuclt to tap and machine because it saved them a couple bucks.
[16:40:16] <PetefromTn_> He wound up after rigid tapping very shallow just to get a thread started and finishing by hand carefully STILL breaking four taps in the part.
[16:40:17] <XXCoder2> PetefromTn_: guess they dont realize employee time is more spendy than once bill of tools
[16:40:27] <CaptHindsight> XXCoder2:
https://d2t1xqejof9utc.cloudfront.net/screenshots/pics/d221aa7cf54f87348840da11756873ee/medium.jpg if you wanted to tap that center hole in the extrusion and the length of the part is anywhere from ~1/4" to 210", would you use a drill press?
[16:40:29] <PetefromTn_> Oh hell no
[16:41:09] <syyl_ws> i would use one of those parallel taping arms
[16:41:21] <syyl_ws> that would be the right thing for the job
[16:41:30] <humble_sea_bass> i have a drill press as tall as the brooklyn bridge
[16:41:34] <XXCoder2> capt with some good jig sure. just make it hold 8020 by side slot
[16:41:42] -!- Nick001-shop [Nick001-shop!~chatzilla@50.32.157.110] has joined #linuxcnc
[16:41:46] <XXCoder2> ah but if in side then its impossible
[16:41:50] <PetefromTn_> They were always cheaping out on cutters and materials most times taking it in the ass afterwards because of broken tooling and lots time.
[16:41:58] <IchGuckLive> humble_sea_bass: russians liker that size of mashine
[16:42:02] <syyl_ws> radial arm drill with a hole in the ground next to it
[16:42:03] <syyl_ws> :D
[16:42:13] <syyl_ws> a lokal shop here had such a setup
[16:42:31] <XXCoder2> *in end I mean
[16:42:37] <syyl_ws> to drill long parts on the face
[16:43:07] <syyl_ws> drop the part in the hole, clamp it against the square table of the machine and youre off to go :D
[16:43:40] <PetefromTn_> you talking about a large radial drill?
[16:43:47] <syyl_ws> yeah
[16:43:56] <CaptHindsight> I wonder if a drill can operate sideways, like a wall mount lathe?
[16:43:56] <syyl_ws> that was a pretty cool setup
[16:44:04] <PetefromTn_> yeah they are sweet. They had a HUGE one at the shop I was working in.
[16:44:10] <syyl_ws> why not?
[16:44:16] <syyl_ws> like in a horizontal boring mill
[16:44:26] <XXCoder2> 90 degree turn for drill bit?
[16:45:39] <CaptHindsight> how would a drill press handle backing the tap out of the hole, reversing switch?
[16:46:05] <IchGuckLive> PetefromTn_:
http://www.iam.com.pl/data/images/Auslegerbohrmaschine.jpg
[16:46:05] <XXCoder2> cross one of belts? hmm likely wont work lol
[16:46:07] <PetefromTn_> sure...have you never power tapped in a drill press/
[16:46:07] <humble_sea_bass> doesnt the extrusion alrealy have a hole down center
[16:46:19] <XXCoder2> humble_sea_bass: nontapped
[16:46:50] <humble_sea_bass> you don't need to tap more than a few inches
[16:46:50] <PetefromTn_> IchGuckLive Yeah that is similar to the one they have there but I think theirs is probably larger.
[16:46:54] <CaptHindsight> heh, yeah t-slot comes extruded with the proper hole size ready to just be tapped
[16:47:42] <CaptHindsight> I wonder what 80/20, Bosch and other suppliers use for production
[16:48:19] -!- MrSunshine [MrSunshine!~mrsun@host-95-195-155-192.mobileonline.telia.com] has joined #linuxcnc
[16:48:26] <CaptHindsight> they handle all the special orders and charge ~$1 per hole tapped
[16:48:53] <IchGuckLive> PetefromTn_: "i" make most parts for the mills on this as drilling 4 holes 4part depth in one shot perdect strait for LMUU
[16:49:35] <humble_sea_bass> if you're tapping the end, wouldn't a regular ol lathe manhandle that
[16:49:56] <CaptHindsight> http://www.productionmachining.com/articles/reducing-thrust-loads-during-rigid-tapping vs
http://www.productionmachining.com/articles/rigid-tapping--sometimes-you-need-a-little-float
[16:50:19] <XXCoder2> humble some of 8020 exrusions is very long
[16:50:26] <XXCoder2> think largest size is 96"
[16:50:32] <IchGuckLive> going for 2 drill sizes one 3teeth precise drill and a rim
[16:50:40] <XXCoder2> maybe lathe with passthough chuck
[16:50:46] <humble_sea_bass> but what do you need a tap 100% thru for
[16:51:15] <syyl_ws> i bet they have kinda specialised cnc for that
[16:51:21] <syyl_ws> with one very long x-axis
[16:51:29] <syyl_ws> and a multible head for drilling/tapping
[16:51:51] <IchGuckLive> PetefromTn_: ive seen from the Universety exploretion on DEMAG a 6m Crane Drill press
[16:52:03] <syyl_ws> that even does the cutting
[16:52:10] <syyl_ws> to length
[16:52:33] <CaptHindsight> they cut with radial arm saws
[16:52:51] <syyl_ws> ah ok
[16:53:15] <humble_sea_bass> look at the load distribution for a nut
[16:53:39] <humble_sea_bass> the deeper it goes, the less load the thread sees
[16:53:45] <humble_sea_bass> there is an effective depth
[16:53:58] -!- amiri has quit [Ping timeout: 255 seconds]
[16:54:00] <humble_sea_bass> that after that, you're just splitting hairs
[16:54:52] <CaptHindsight> a few holes tapped by hand is fine or paying them for 10-100 but if you are going to tap thousands I was considering buy vs building a machine
[16:54:54] <humble_sea_bass> woop found the jam
[16:55:02] <humble_sea_bass> incoming pasta
[16:55:03] <humble_sea_bass> Caution: It appears that one could theoretically increase the thread strength by increasing the length
[16:55:07] <humble_sea_bass> of engagement. However, as illustrated in the Load Distribution chart above, the first thread will be
[16:55:10] <humble_sea_bass> taking the majority of the applied load. For carbon steel fasteners (including tapped holes) the
[16:55:12] -!- Solarlux has quit [Ping timeout: 244 seconds]
[16:55:13] <humble_sea_bass> length of engagement would be limited to approximately one nominal diameter (approximately 1-
[16:55:16] <humble_sea_bass> 1/2 times the diameter for aluminum). After that, there is no appreciable increase in strength. Once
[16:55:19] <humble_sea_bass> the applied load has exceeded the first thread’s capacity, it will fail and subsequently cause the
[16:55:22] <PetefromTn_> sweet
[16:55:23] <XXCoder2> holy paste hell
[16:56:14] <humble_sea_bass> remaining threads to fail in succession.
[16:56:15] <Jymmm> XXCoder2: Is that like Damned Swiss cheese?
[16:57:11] <humble_sea_bass> https://www.fastenal.com/content/feds/pdf/Article%20-%20Screw%20Threads%20Design.pdf
[16:57:25] <CaptHindsight> humble_sea_bass: there you go, spouting off with your facts and figure and critical thinking, can't you see I'm just looking for opinions? :)
[16:58:57] -!- syyl_ws has quit [Remote host closed the connection]
[16:59:28] <IchGuckLive> CaptHindsight: did y<our cpompany got affected by the large earthquake
[16:59:38] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[17:00:16] <IchGuckLive> hi sylphiae
[17:00:37] <sylphiae> hi IchGuckLive
[17:01:36] <IchGuckLive> humble_sea_bass: pasta aldente ?
[17:03:28] <humble_sea_bass> fever dreams from machine design courses of years past
[17:03:36] <humble_sea_bass> years pasta
[17:07:28] <CaptHindsight> IchGuckLive: that was way on the other side
[17:08:46] <archivist> IchGuckLive, you wanted me?
[17:09:40] <IchGuckLive> archivist the BENT new guy here ased about 3D printer on rails
[17:10:10] <IchGuckLive> this night 3D printer work propper on Timingbelt an lmuu pin bearing
[17:10:10] -!- terabyte- has quit [Quit: terabyte-]
[17:10:35] <archivist> draw slides he was asking about for milling
[17:10:51] <IchGuckLive> the logs said 3D printing
[17:11:16] <ssi> syyl: VOLATILE_HOME setting in ini solves my problem entirely
[17:11:43] <syyl> then it unhomes it when the machine goes on disabled?
[17:12:02] <ssi> yep
[17:12:06] <syyl> cool :)
[17:12:17] <ssi> and since my teleop mode switch code is based on axes being homed, that also takes it out of teleop mode
[17:12:21] <ssi> so perfect
[17:13:51] <IchGuckLive> or Estop will also trigger VOLATILE_HOME
[17:14:22] -!- larryone1 has quit [Ping timeout: 245 seconds]
[17:14:33] <archivist> IchGuckLive, you did not read all his question then
[17:14:35] <archivist> <Bent> Hey guys, working on a mill/3d printer. NEMA 17's with 68oz-in, probably wood construction, shapeoko 2 like design, 300x300x200mm build volume. Want it to do aluminium. My question is about linear glides. I've seen some controversy about drawer slides, what is your opinion?
[17:15:16] <IchGuckLive> agree
[17:15:17] <archivist> you cannot only answer the bit you like
[17:15:56] <IchGuckLive> im getting old not long till im off here ;-)
[17:16:24] <CaptHindsight> " I've seen some controversy about drawer slides," sound engineering choices vs prayer and shoestring budget
[17:16:44] <XXCoder2> drawers probably just fine for cheap wood cnc
[17:17:08] <XXCoder2> I decided not to do those becasuse I want to try make my machine strong enough to mill alum
[17:17:13] -!- amiri_ has quit [Remote host closed the connection]
[17:17:39] <IchGuckLive> XXCoder2: will the mashine run at the end of this month
[17:17:54] <XXCoder2> would say yes if not pushing it and well greased
[17:19:13] <archivist> one could preload a pair if they were an engineered pair, but the normal bent stuff down the hardware store....yuck
[17:19:30] <XXCoder2> definitely very low end lol
[17:19:37] <ssi> honestly I'd rather use the shapeoko's rails than drawer slides
[17:20:09] <IchGuckLive> mashine Size VS Nema Size VS material VS partmat.
[17:20:15] <CaptHindsight> http://www.pbclinear.com/LPRR-Low-Profile-Redi-Rail-Linear-Guide
[17:20:41] <archivist> ex gov rails for 19" rack can be solid and machined
[17:20:53] <humble_sea_bass> the lawd jesus is by mah side and he will see mah shoestring budget through
[17:21:04] <XXCoder2> 'merica
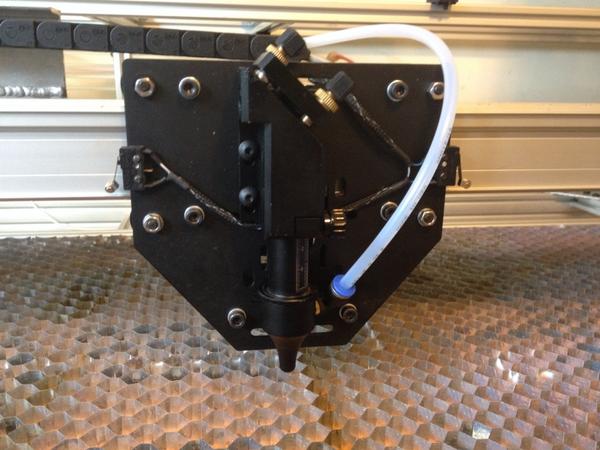
[17:21:33] <ssi> CaptHindsight: hey check this out:
https://pbs.twimg.com/media/BtKoW6hIIAATj61.jpg:large
[17:21:47] <ssi> CaptHindsight: any thoughts on how to make the lower tube (which controls focus height) into a Z axis?
[17:22:15] <CaptHindsight> http://www.pbclinear.com/LPM-Low-Profile-Mini-Rail-Linear-Guide precision drawer slide
[17:22:21] <ssi> I don't have a ton of room to work with, and might have to do it only on one side because the beam enters the other side
[17:24:20] <ssi> also, that pbc stuff looks handy, but "fill in a form for a quote" pretty much guarantees I'll never use them
[17:24:53] <ssi> cause that's code for "it's $1000 each or 1000 for $2000"
[17:25:18] <archivist> last time I filled a form in I never got a reply
[17:25:54] <ssi> igus is the same way, but I was at least able to buy some stuff from them
[17:26:17] <CaptHindsight> doesn't igus have an online store now for many parts?
[17:26:25] <ssi> yeah
[17:26:40] <ssi> but once you order from it, they sic the sales reps on you :)
[17:26:51] <ssi> although the sales reps sent me a big box of samples, so that was cool I guess
[17:27:03] <IchGuckLive> im off for today BYE
[17:27:08] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[17:28:16] -!- larryone2 has quit [Ping timeout: 244 seconds]
[17:29:26] <CaptHindsight> ssi: whats there to work with? is that knurled ring part of the tip?
[17:29:27] <archivist> I got the brochures and samples at a show
[17:29:45] <ssi> CaptHindsight: the knurled ring is a jam nut for the nozzle
[17:30:08] <ssi> the focus lens lives in the tube, the tube can slide up and down to change the focal height, and the nozzle can be adjusted on the tube to change the clearance from the end of the nozzle to the spot
[17:30:19] <ssi> right now it's about .350" from the end of the nozzle to the spot
[17:30:35] <ssi> I run into a lot of problems because plywood is miserably not flat
[17:30:44] <ssi> and cutting big pieces, my focus is all over the place
[17:30:54] <ssi> contemplating ways of making something like a THC
[17:31:02] <ssi> but it requires somehow giving the focus motion
[17:31:25] <CaptHindsight> we move the z while we track the surface
[17:31:55] <ssi> right, that's what I'm getting at
[17:32:00] <ssi> lemme put up a better pic
[17:32:02] <CaptHindsight> laser displacement sensor
[17:32:37] <ssi> sure... sensor part will have to happen, but it's useless without a way to move the lens
[17:32:47] <ssi> https://pbs.twimg.com/media/BuIYL4rIAAArx6b.jpg
[17:34:00] <ssi> I bet a head could be made which enclosed the focus in a voice coil actuator, but that's probably beyond the scope of my project
[17:34:33] <XXCoder2> Got stupid idea for ya ssi lol
[17:34:39] <ssi> i love stupid ideas
[17:35:01] <XXCoder2> control laser strength by voice. you could literally "record" noises as it moves across surface
[17:35:14] <ssi> :)
[17:35:47] <ssi> be better to write a kinematics module that controls motion normal to the path by sound
[17:35:52] <ssi> then you could cut a spiral
[17:35:54] -!- MrSunshine has quit [Ping timeout: 260 seconds]
[17:36:01] <ssi> and it would wiggle the groove back and forth relative to amplitude of sound
[17:36:05] <ssi> and laser-cut a very crappy sounding record
[17:36:18] <XXCoder2> yeah but I was just thinking of neat effect not record
[17:36:29] <XXCoder2> thats why I put "record" in quotes
[17:39:55] <Jymmm> You are describing a $15 DVD-R drive btw.
[17:40:29] <XXCoder2> uh no
[17:40:52] <XXCoder2> dvd do not store noises that way
[17:46:30] -!- PetefromTn_ has quit [Ping timeout: 255 seconds]
[17:52:19] <ssi> :P
[17:53:06] -!- MrSunshine [MrSunshine!~mrsun@c-333de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[17:55:54] -!- kfoltman has quit [Quit: Ex-Chat]
[18:00:07] -!- swingley has quit [Ping timeout: 255 seconds]
[18:02:56] <Jymmm> XXCoder2: and your point is?
[18:03:16] <XXCoder2> Besides I wasnt one who menioned in spirl.
[18:03:20] <XXCoder2> ssi did
[18:03:33] -!- tronwizard has quit [Ping timeout: 240 seconds]
[18:03:44] <Jymmm> XXCoder2: goony goo goo
[18:03:54] <XXCoder2> Aww baby nice :)
[18:04:16] <Jymmm> I think you better google it =)
[18:04:30] <XXCoder2> wow baby knows google
[18:04:46] <Jymmm> XXCoder2:
http://www.dailymotion.com/video/xgvyqk_eddie-murphy-goonie-goo-goo_fun
[18:04:54] <XXCoder2> its probably some nasty insult or whatever. dont care
[18:05:18] <Jymmm> pretty much.
[18:05:35] <Jymmm> funny shit though
[18:06:33] <XXCoder2> maybe but opendns apperently dont like that site. probably not captioned anyway
[18:07:18] <Jymmm> oh that's right, fogot.
[18:07:27] <Jymmm> forgot*
[18:07:39] <XXCoder2> nice save. ;) jk
[18:10:01] <Jymmm> XXCoder2:
http://www.imdb.com/title/tt0085474/quotes
[18:10:14] <Jymmm> XXCoder2: read ALL the yellow part
[18:10:39] <Jymmm> err the 2nd section (long)
[18:10:52] <XXCoder2> lol yeah was wondering. :P
[18:11:18] <Jymmm> mouse over turns yellow, damn dev
[18:11:22] <XXCoder2> lol funny
[18:11:25] <XXCoder2> yeah
[18:11:38] <XXCoder2> some devs feel need to show their dev e-peen
[18:11:50] <XXCoder2> "looks it spins and changes colors as you mouseover!"
[18:11:58] <XXCoder2> "how is it useful?"
[18:12:04] <XXCoder2> "ohhhh YELLOW NOW!"
[18:29:52] -!- MrCurious [MrCurious!~MrCurious@ip72-197-190-94.sd.sd.cox.net] has joined #linuxcnc
[18:32:51] -!- theorbtwo has quit [Ping timeout: 255 seconds]
[18:41:18] -!- theorbtwo [theorbtwo!~theorb@cpc8-swin16-2-0-cust252.3-1.cable.virginm.net] has joined #linuxcnc
[18:55:32] <XXCoder2> wow
[18:55:33] <XXCoder2> http://www.scorchworks.com/Blog/auto-probing-with-g-code-ripper/
[19:00:41] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[19:01:22] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has parted #linuxcnc
[19:01:50] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[19:02:52] -!- tronwzrd [tronwzrd!~tronwizar@24.229.164.191.res-cmts.sm.ptd.net] has joined #linuxcnc
[19:04:06] tronwzrd is now known as tronwizard
[19:12:34] -!- Tecan has quit [Ping timeout: 264 seconds]
[19:17:11] <CaptHindsight> XXCoder2: .exe or .jar only, so who knows how accurate it is, how many samples it uses, what else it does etc etc
[19:18:01] <XXCoder2> it dont really have to be that accurate, it just adjusts cut so it will successfully "recreate" stock digitally for it to figure where to cut or npt
[19:18:38] <XXCoder2> or to alter where Z it cuts so nice logo can appear on courved mouse as it shows on video
[19:18:46] <CaptHindsight> if you don't want it to be that accurate
[19:18:54] <XXCoder2> I wouldnt depend on it to accurately recreate curve
[19:19:09] <CaptHindsight> your guess is as good as mine
[19:19:15] <XXCoder2> yeah
[19:20:26] <CaptHindsight> https://bitbucket.org/daedelus1982/autoleveller/src here;s the source cleverly hidden from the main page
[19:20:43] <XXCoder2> its not same
[19:20:51] <CaptHindsight> heh
[19:21:31] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[19:21:55] <XXCoder2> still, for a hack its pretty awesome
[19:22:15] <XXCoder2> I mean, its nice easy way to put logo on complex curved surface for example
[19:22:31] -!- swingley has quit [Remote host closed the connection]
[19:22:56] <CaptHindsight> have fun with it
[19:24:22] <XXCoder2> maybe will ry it, but not now. besides my first cnc will only has 3 inches clearance.
[19:24:36] <XXCoder2> not much room for curved parts lol
[19:27:28] <CaptHindsight> we usually start with the 3d model for the part and if we don't have that scan --> point cloud --> 3d model --> CAD, CAM --> G-code
[19:28:06] <XXCoder2> that is pretty lot of work if you just want engrave logo
[19:28:32] <XXCoder2> it has bonus of working on any curved surface - create logo flat surface then use this to place on anything
[19:29:00] <XXCoder2> baseball bat? sure? ball? sure. theres some limits sure but yeah
[19:31:33] <Tom_itx> there's more than one way to lay an image on a surface too
[19:31:49] <CaptHindsight> http://www.youtube.com/watch?v=ShuGBpYdFtk
[19:32:14] <XXCoder2> tom did you see my link?
[19:32:22] <Tom_itx> the mouse? yes
[19:32:42] <XXCoder2> yeah has baseball bat too.
[19:33:01] <XXCoder2> that is awesome. done by same software I see
[19:33:21] <CaptHindsight> you could use that print hot melt on non-planar surfaces as well
[19:33:30] <CaptHindsight> to print
[19:33:45] <XXCoder2> thats nice too. wonder if creator know
[19:33:56] <Tom_itx> mine will do a wrap, projected or follow the contour
[19:34:22] <XXCoder2> print on spheric surface to have initial curve without having to build supporting pastic
[19:34:29] <CaptHindsight> don't tell anyone of there will be a kickstarter of how they use a glue gun to decorate non-planar parts
[19:36:34] <CaptHindsight> but then they'll need a 5-axis glue gun
[19:37:18] <XXCoder2> as long as it does not hit surface with wrong part of glue gun head, I wouldnt think its a big issue.
[19:37:57] -!- afiber__ [afiber__!~sabayonus@p2003005BE9000201BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[19:39:04] <CaptHindsight> maybe a glue gun lathe for printing on tubes and bats
[19:39:34] <CaptHindsight> tubes are easy since you're just wrapping a plane around an axis
[19:40:23] <CaptHindsight> thats it, I'll change the world!
[19:40:46] <XXCoder2> lol
[19:40:52] <XXCoder2> kickstart it
[19:40:56] <CaptHindsight> and yes, it may be controlled from smartphone or tablet while at the beach
[19:41:11] <XXCoder2> it can make gold out of lead too
[19:49:50] -!- gonzo_nb has quit [Ping timeout: 250 seconds]
[19:50:32] <XXCoder2> would be funny if we somehow found a way to turn lead to gold
[19:51:06] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[19:52:57] -!- PetefromTn_ has quit [Ping timeout: 255 seconds]
[19:56:08] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[20:00:34] -!- FreezingCold has quit [Ping timeout: 260 seconds]
[20:01:52] <kfoltman> any advice on machining extruded acrylic?
[20:01:57] <kfoltman> (other than "don't")
[20:03:32] <jdh> sharp bits
[20:04:11] <Deejay> hehe
[20:04:42] -!- scooty_puff [scooty_puff!~barbs@2605:6000:91c2:b700:d63d:7eff:fe35:a2c0] has joined #linuxcnc
[20:08:29] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[20:10:27] -!- ravenlock has quit [Remote host closed the connection]
[20:12:22] <SpeedEvil> Use yak-blood as coolant
[20:13:11] -!- sylphiae has quit [Ping timeout: 264 seconds]
[20:13:20] -!- Cylly [Cylly!cylly@p54B1121D.dip0.t-ipconnect.de] has joined #linuxcnc
[20:13:39] -!- Loetmichel has quit [Ping timeout: 255 seconds]
[20:13:39] Cylly is now known as Loetmichel
[20:13:57] <kfoltman> SpeedEvil: liquid helium, probably ;)
[20:15:58] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[20:16:23] -!- PetefromTn_ [PetefromTn_!~IceChat9@75-136-62-206.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[20:16:29] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[20:17:25] <PetefromTn_> https://www.youtube.com/watch?v=Bu535PZzysE#aid=P-M1jO-Ol2s This is simply awesome!
[20:25:17] <jsskangas> those guys must have couple of rivets losen...
[20:26:28] <jsskangas> Does anyone know about TCP in non rotatingtable mode???
[20:26:56] <jsskangas> I have done mathematics for rotating table mode
[20:27:33] <jsskangas> but I need to implement G43.4 (fanuc code) to my linuxcnc
[20:28:13] -!- swingley has quit [Ping timeout: 256 seconds]
[20:32:41] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[20:59:43] <XXCoder2> looking
[21:02:22] <XXCoder2> PetefromTn_: insane flying
[21:04:12] <XXCoder2> PetefromTn_:
https://www.youtube.com/watch?v=as82OA_GtnA
[21:14:51] <PetefromTn_> yeah man that is just NUTZ.
[21:15:09] <XXCoder2> yeah grinding wings man
[21:15:17] <PetefromTn_> I have never seen a plane hover sideways like that for so long and so stable that close to the ground.
[21:15:40] <PetefromTn_> that pilot has massively huge gorilla balls...
[21:16:05] <XXCoder2> yeah wonder how plane flew with such huge steel spheres in it
[21:16:20] <PetefromTn_> bronze man....bronze!
[21:16:28] <PetefromTn_> ;)
[21:16:40] <XXCoder2> probably swapped for lighter titanium balls lol
[21:16:54] <PetefromTn_> I've done some crazy shit in my life but never anything like that.
[21:17:06] -!- phragment has quit [Ping timeout: 260 seconds]
[21:17:26] <XXCoder2> lol well
[21:18:21] <PetefromTn_> I guess at some point the stuff is so damn dangerous already what is a little more crazy gonna do really.
[21:18:45] -!- LeelooMinai [LeelooMinai!~leeloo@184.175.46.197] has joined #linuxcnc
[21:23:49] <XXCoder2> guess so
[21:29:23] <Deejay> gn8
[21:29:39] -!- Deejay has quit [Quit: bye]
[21:33:32] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[21:39:47] -!- h_maximilian [h_maximilian!~bonsai@dslb-094-216-238-034.094.216.pools.vodafone-ip.de] has parted #linuxcnc
[21:46:04] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[21:48:31] -!- ravenlock has quit [Client Quit]
[21:55:58] -!- phragment [phragment!~blubb@vpn.htu.tu-graz.ac.at] has joined #linuxcnc
[22:03:11] -!- h_maximilian [h_maximilian!~bonsai@anon-33-186.vpn.ipredator.se] has joined #linuxcnc
[22:07:01] -!- gonzo_nb [gonzo_nb!~gonzo@host-92-6-247-61.as43234.net] has joined #linuxcnc
[22:07:55] -!- h_maximilian [h_maximilian!~bonsai@anon-33-186.vpn.ipredator.se] has parted #linuxcnc
[22:09:01] -!- terabyte- has quit [Quit: terabyte-]
[22:09:07] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[22:09:24] <tjtr33> CaptHindsight,
https://www.youtube.com/watch?v=Dd_M6Li_OrA horz tapping head
[22:10:04] <XXCoder2> tjtr33: nice
[22:13:42] <tjtr33> maybe of use
http://goo.gl/QqRJfj
[22:14:46] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[22:15:50] <tjtr33> i picture a box opening as big as 8030 , like a pencil sharpener, stick in random 8020 lenght and it taps the ctr hole for you
[22:18:29] <tjtr33> bbl
[22:25:14] -!- bertrik has quit [Read error: Connection reset by peer]
[22:26:43] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[22:27:20] -!- dramz has quit [Ping timeout: 260 seconds]
[22:39:17] -!- dramz [dramz!anders@unix.gl] has joined #linuxcnc
[22:39:40] -!- tjb11 [tjb11!~tjb1@31.sub-70-199-7.myvzw.com] has joined #linuxcnc
[22:40:19] -!- swingley has quit [Remote host closed the connection]
[22:41:22] -!- FreezingCold has quit [Ping timeout: 255 seconds]
[22:43:01] -!- knownasilya has quit [Quit: Connection closed for inactivity]
[22:43:39] -!- tjb1 has quit [Ping timeout: 256 seconds]
[22:44:09] -!- afiber__ has quit [Quit: Konversation terminated!]
[22:45:05] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[22:48:57] -!- jsskangas has quit [Ping timeout: 245 seconds]
[22:50:12] -!- The_Ball has quit [Ping timeout: 245 seconds]
[22:50:30] -!- tjb111 [tjb111!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[22:50:52] tjb111 is now known as tjb1
[22:51:55] -!- asah [asah!~asah@c-69-181-176-3.hsd1.ca.comcast.net] has joined #linuxcnc
[22:52:18] <asah> having a quadrature reading issue on a mesa 7i52
[22:52:47] <asah> the encoder is a parker, differential output quadrature.
[22:53:35] <asah> on my scope I can see quadrature on each A and B channel when I go between the two differential pair legs (A -> A*)
[22:54:13] <MrHindsight> tjtr33, it doesn't even have to drill since they extrude the holes ready to be tapped
[22:54:26] -!- tjb11 has quit [Ping timeout: 250 seconds]
[22:54:32] <asah> so that seems all good, but when I open up linuxcnc I am getting no counter movement on the encoder.
[22:55:03] <asah> this setup was just working for two other motors (fanuc red caps) today, unplugged those, plugged in the parker and now no movement.
[22:55:42] <MrHindsight> tjtr33, maybe dedicate an old spare bridgeport or similar to this task
[22:55:49] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[22:57:35] <asah> I have swapped between the ttl mode and non and no dice.
[22:57:59] <MrHindsight> http://www.blackalloy.com/taphead.htm
[23:15:05] <PetefromTn_> Damn I finally got the kitchen sink installed and plumbed up and our new counter tops and everything done. Jeez I am slow as hell LOL
[23:16:19] -!- kfoltman has quit [Quit: Ex-Chat]
[23:16:39] <XXCoder2> my new drill press.
https://i.chzbgr.com/maxW500/4214470912/hF75BB497/
[23:16:51] * LeelooMinai looks sadly at torn floor and all cabinets in the kitchen
[23:17:05] <PetefromTn_> jeez man you need to ante up for some better tools LOL
[23:17:11] <XXCoder2> lol
[23:17:24] <PetefromTn_> LeelooMinai It's okay man don't feel bad It took me almost six years to get this far hehehe
[23:17:26] <LeelooMinai> That's a pretty MacGyver drill press there
[23:17:35] <XXCoder2> my actual drill press is chinese crap from fright harbor
[23:17:39] -!- Swapper_ has quit [Ping timeout: 256 seconds]
[23:17:50] <PetefromTn_> would probably work better than that contraption...
[23:17:55] -!- Swapper_ [Swapper_!~swapper@81-229-58-225-no121.tbcn.telia.com] has joined #linuxcnc
[23:18:02] <XXCoder2> yeah
[23:18:37] <PetefromTn_> Dacia is making some fajitas and black bean soup and DAMN it smells good right now LOL
[23:18:52] <PetefromTn_> I must be hungry.
[23:18:56] <LeelooMinai> It's ok - I need my mom to feel happy about her house. And I have a lot of experience building kitchen cabinets from plywood... o, wait, I don't.
[23:19:20] <PetefromTn_> I must have built thousands of custom cabinets by now.
[23:19:26] -!- mozmck has quit [Read error: Connection reset by peer]
[23:19:45] <PetefromTn_> every flavor under the rainbow.
[23:20:06] <PetefromTn_> you would think getting my own damn kitchen finished would be a slam dunk right...
[23:20:41] <LeelooMinai> My main goil is for the cabinet not to topple over when done
[23:20:45] <LeelooMinai> goal
[23:20:52] <PetefromTn_> I hear ya.
[23:20:53] <XXCoder2> good solid plan lol
[23:21:04] <PetefromTn_> gotta have priorities..
[23:22:10] <PetefromTn_> these are getting a five stage finish with glaze and clear etc so it takes a bit longer but that is NO excuse for how long it has taken for sure. My wife sure is happy the sink is back tho hehehe
[23:24:16] -!- micges has quit [Quit: Leaving]
[23:28:05] <XXCoder2> cool
[23:29:07] <MrCurious> wonder if marlin would be viable to drive a cnc machine
[23:29:44] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:30:58] <pcw_home> asah: you may have A , *B and *A , B pairs
[23:31:09] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[23:31:58] <pcw_home> also if you are running 2.6 or master you can look at the A/B encoder lines in HAL
[23:33:48] -!- somenewguy [somenewguy!~butts@pool-108-7-223-206.bstnma.fios.verizon.net] has joined #linuxcnc
[23:34:09] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:34:44] <asah> I do have A and A* and B and B* pairs. are you thinking I need to pair A->B and A* -> B* ???
[23:34:56] <asah> I think I am running master over here.
[23:35:09] <asah> where is A/B separate avail in hal?
[23:36:46] <pcw_home> The way to check the wiring is connect a DVM _across_ A and *A and B and *B
[23:37:20] <asah> dvm or a scope?
[23:37:33] <pcw_home> DVM is fine
[23:37:51] <asah> like twist A with A* and check that relative to B twisted with B* ?? seems weird.
[23:38:19] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[23:38:39] <asah> ok I think I see what yo uare saying. that I should just do connectivity to determine the pairs if I have them messed up.
[23:38:54] <pcw_home> No its just a common wiring mistake with diff encoders to have a A matched with B
[23:39:56] <asah> and I am looking for voltage?
[23:40:00] <asah> (none found)
[23:40:18] <pcw_home> if you measure across A and *A you should measure ~ 3V or ~ -3V but never 0
[23:41:02] <pcw_home> (as you wiggle the encoder shaft around to see the various states)
[23:41:16] <pcw_home> likewise for B
[23:43:16] <pcw_home> I think I went through this on a forum post
[23:43:17] <pcw_home> for differential encoders with index, and assuming the
[23:43:19] <pcw_home> power is wired correctly, there are 720 possible wirings
[23:43:21] <pcw_home> of which only 48 work
[23:43:27] <ssi> ha
[23:43:39] <asah> oh lovely.
[23:43:46] <ssi> 6 factorial :P
[23:44:03] <ssi> except I'm not sure if that's exactly correct combinatorics
[23:45:01] <ssi> isn't it like k!/(k-n)!n! or something like that?
[23:45:06] <ssi> my combinatorics escapes me :)
[23:45:07] <pcw_home> I'm pretty sure thats right
[23:45:33] -!- swingley has quit [Ping timeout: 240 seconds]
[23:46:17] <ssi> yea you're right, nm: )
[23:47:43] <pcw_home> most of the funny connections count 1,0,1,0, or similar or once/turns for index / AB swaps
[23:48:59] <pcw_home> the A/B pins are part of the encoder now (In 2.6 and master) so you can just halscope/halmeter them
[23:53:37] <asah> really weird…
[23:53:49] <asah> I can see it on the scope, but not on either of my two dvms
[23:55:54] <ssi> are you trying to dvm it while it's spinning?
[23:56:07] <asah> yes.
[23:56:10] <ssi> if so I imagine it'd average out to 0 :)
[23:56:17] <asah> but really slow.
[23:56:44] <asah> I am certainly seeing an A and a B quadrature signal.
[23:56:57] <asah> they are 90 degrees from each other on the scope.
[23:57:06] -!- gonzo_nb has quit [Remote host closed the connection]
[23:57:23] -!- PetefromTn_ has quit [Quit: I'm Outta here!!]
[23:58:21] -!- sylphiae has quit [Ping timeout: 244 seconds]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}