Back
[00:01:46] <zeeshan> http://www.youtube.com/watch?v=bvHMVkfweCc
[00:01:47] <zeeshan> sex
[00:03:18] <CaptHindsight> zeeshan: what did you decide on using for measuring the physical distortion?
[00:03:31] <zeeshan> for?
[00:04:08] <CaptHindsight> was it small metal plate samples?
[00:04:23] <zeeshan> im making 5" discs
[00:05:14] <CaptHindsight> maybe I've have you project mixed up with another, but will you measuring the deflection when it's under stress?
[00:05:49] <zeeshan> no
[00:05:49] <zeeshan> hehe
[00:06:02] <CaptHindsight> nevermind :)
[00:06:05] <zeeshan> i used phototelegrammetry
[00:06:08] <zeeshan> *use
[00:06:23] <zeeshan> photogrammetry
[00:06:27] <zeeshan> i dunno why i added tele
[00:06:44] <CaptHindsight> measured from afar :)
[00:07:47] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.90.1 [Firefox 30.0/20140605174243]]
[00:08:10] <CaptHindsight> http://vision-supplies.com/p/80982/sick-od5-25t01 deciding on buy vs build again
[00:08:35] <zeeshan> what are you trying to do
[00:09:54] <CaptHindsight> non contact distance measurement over a short range <10mm with ~1um accuracy
[00:10:24] <zeeshan> are you trying to track a bunch of points
[00:10:26] <zeeshan> on a surface?
[00:10:27] <CaptHindsight> well <10um accuracy
[00:10:29] <zeeshan> or just a single point
[00:10:55] <CaptHindsight> small area 5x5mm
[00:11:21] <CaptHindsight> the delta over that area will be <1mm
[00:11:59] <zeeshan> look into the aramis 3d system by gom
[00:12:03] <zeeshan> see if it fits your needs
[00:12:05] -!- gene78 has quit [Read error: Connection reset by peer]
[00:12:07] <zeeshan> its pretty intense / flexible
[00:12:28] <zeeshan> if you dont need live strain measurements
[00:12:33] <zeeshan> you can go with argus by gom
[00:13:14] <CaptHindsight> this is just non-contact surface probing parts down an assembly line
[00:13:30] -!- PetefromTn_ has quit [Ping timeout: 255 seconds]
[00:13:42] -!- PCW has quit [Quit: ChatZilla 0.9.90.1 [Firefox 30.0/20140605174243]]
[00:13:53] -!- gene78 [gene78!~gene@204.111.64.149] has joined #linuxcnc
[00:14:02] <CaptHindsight> you just want to know where the surface is as it goes by but the parts are in trays with walls higher than the parts
[00:14:41] <CaptHindsight> so a line CCD or a camera is out
[00:15:14] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-191-252-204.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[00:15:45] <CaptHindsight> laser triangulation is fast enough
[00:15:48] -!- gonzo_nb has quit [Remote host closed the connection]
[00:16:26] <CaptHindsight> 10khz scan speed at 2um res
[00:16:44] -!- gene78 has quit [Remote host closed the connection]
[00:18:27] <PetefromTn_> ..
[00:18:30] -!- gene78 [gene78!~gene@204.111.64.149] has joined #linuxcnc
[00:22:02] <CaptHindsight> http://www.ebay.com/itm/Keyence-Laser-Triangulation-3-Sensor-AMAT-Array-LM10-ANR11501-50mm-5micron-/181427097559
[00:26:27] -!- patrickarlt has quit [Remote host closed the connection]
[00:31:45] -!- patrickarlt has quit [Ping timeout: 256 seconds]
[00:32:42] -!- md-2 has quit [Ping timeout: 245 seconds]
[00:33:34] -!- FreezingCold has quit [Ping timeout: 250 seconds]
[00:33:53] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[00:34:02] <XXCoder> zeeshan: jeez
[00:34:11] <XXCoder> its cutting steel so hard swarf is glowy
[00:34:54] <alexchally_cnc> so, got my servos running, next problem, it now sounds like there is a speaker inside the servo drivers that is screaming at me
[00:35:02] <alexchally_cnc> at like.... 1kHz or so
[00:38:06] <CaptHindsight> alexchally: from the driver or the motor?
[00:39:08] -!- Flipp has quit [Ping timeout: 240 seconds]
[00:39:53] -!- Flipp [Flipp!Flipp@nat/google/x-wnyawtytkobbjghy] has joined #linuxcnc
[00:43:56] -!- Flipp has quit [Ping timeout: 240 seconds]
[00:47:31] <alexchally_cnc> mmmm i figured it out, it was just dithering really, really fast
[00:48:06] <alexchally_cnc> but I have my x axis running, it moves distances happily, and in the correct direction
[00:48:07] <CaptHindsight> the fun of tuning :)
[00:49:03] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:49:15] -!- micges-dev has quit [Quit: Wychodzi]
[00:55:23] -!- Servos4ever [Servos4ever!~chatzilla@173-87-53-106.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[00:56:04] -!- anarchos [anarchos!~anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[00:59:01] <ssi> CaptHindsight: galvos are cool
[00:59:52] -!- likevinyl [likevinyl!~mythbuste@unaffiliated/likevinyl] has joined #linuxcnc
[01:13:24] -!- anarchos_ [anarchos_!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[01:14:50] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[01:14:53] -!- dnaleromj [dnaleromj!~dnaleromj@98.124.126.110] has joined #linuxcnc
[01:16:19] <tjtr33> good stuff from VW
https://www.youtube.com/embed/JHixeIr_6BM?rel=0&autoplay=1&iv_load_policy=3
[01:16:38] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.26.1/20140612173529]]
[01:19:08] -!- dnaleromj has quit [Client Quit]
[01:22:27] <ssi> lol
[01:25:31] <XXCoder> tjtr33: wow nice
[01:26:08] <tjtr33> not nice not funny not lol, its an epidemic
[01:26:17] <XXCoder> I know
[01:26:25] <XXCoder> I was talking that it is nice warning video
[01:26:45] <tjtr33> yeh, thx rant over :)
[01:31:02] <CaptHindsight> tjtr33: have a favorite laser distance sensor 10-30mm range <10um accuracy?
[01:32:01] -!- patrickarlt has quit [Remote host closed the connection]
[01:33:30] -!- PetefromTn_ has quit [Quit: Few women admit their age. Few men act theirs.]
[01:33:36] -!- md-2 has quit [Ping timeout: 260 seconds]
[01:33:59] <tjtr33> no, mine were toyo and not that accurate, but may have a few if you want to model up something
[01:34:39] <CaptHindsight> need the accuracy, thanks though :)
[01:34:46] <tjtr33> i used them for tool sensors in a rack tool changer ( someones sleeping in my bed sensors ) to avoid collision
[01:36:14] <ssi> CaptHindsight: trying to build a laser scanner?
[01:36:27] <CaptHindsight> build vs buy
[01:36:31] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[01:36:46] <CaptHindsight> but panasonic has them fast enough now up to 100KHz
[01:38:23] <CaptHindsight> I think they acquired a new company that made them
[01:38:38] <CaptHindsight> http://pewa.panasonic.com/automation-controls/sensors/measurement-sensors/hl-c2/
[01:39:17] <CaptHindsight> with CMOS sensors in every phone the price and res has dropped like a rock
[01:39:39] <CaptHindsight> well the res has gone up :)
[01:40:26] <tjtr33> i knew sunx but new that panasonic owned them
[01:43:27] <CaptHindsight> that would be handy add-on to a smart phone, laser distance finder
[01:43:55] <CaptHindsight> but I imagine people would just blind each other using them
[01:44:38] <CaptHindsight> tjtr33: did you ever find your linear servo?
[01:47:30] -!- fenugrec [fenugrec!~sac@69-165-193-237.cable.teksavvy.com] has joined #linuxcnc
[01:48:19] <tjtr33> no, i bought a yaskawa 'positioning' drive, it wasnt what i expected, i wanted stand alone controler.
[01:48:20] <tjtr33> That drive and a KSS 10 pitch lead screw would be as good as a linear for my app ( if it really were standalone)
[01:49:32] <tjtr33> http://www.youtube.com/watch?v=tW5-fI2ElPc
[01:50:01] <tjtr33> near 0:50
[01:51:40] <CaptHindsight> tjtr33: nice, what the price range?
[01:52:38] <tjtr33> uh prototype, so looking for what the range is, guessing motor servo slide screw about 3K
[01:53:31] <tjtr33> the real constraint is precision, its gotta be microns repeatability back to start point, dont care if if\ts off 1/4" on retract distance
[01:53:37] <fenugrec> Hi guys... I'm setting up a lathe that has a retarded encoder on the spindle : two sensors, one of which gives a 1-per-turn index pulse, the other one used to be 100 pulses per turn but the previous monkey cut out about 30% of the circumference so there's 70 holes left, not equally distributed. How should I set things up to be able to do spindle-sync'ed moves ?
[01:54:38] <CaptHindsight> tjtr33: I need similar. Right now I need to hold a 25um gap as accurately as possible
[01:55:18] <tjtr33> i got a voice coil motor here and amp, with reishaw encoder 15mm stroke, > 1G , wanna play with it?
[01:55:26] <tjtr33> 1um rez
[01:55:49] <ssi> fenugrec: make a new disc I imagine :/
[01:56:19] <CaptHindsight> tjtr33: whats the res on the encoder?
[01:56:24] <CaptHindsight> hee
[01:57:19] <CaptHindsight> tjtr33: whats the max force? I have a ~8oz vertical load
[01:58:04] <CaptHindsight> the structure to hold the load is >1/2 the load
[01:58:14] <tjtr33> model SMAC LAR90-15-05-0-M MOD472-2 look up SMAC , i bet 8oz is ok , motor weighs a few kg
[01:58:35] <CaptHindsight> sounds way more than adequate
[01:58:35] <fenugrec> ssi: yes, but it'll be weeks before I can have one done. I'm not sure how to setup the HAL encoder to use only Index (no phase A and B)... haven't figured out how yet
[02:00:26] <ssi> well you can use the index as phase A
[02:00:30] <ssi> that'll give you counts
[02:00:40] <ssi> but it's not going to be a terribly accurate way to do spindle synchronized motion
[02:01:55] <fenugrec> ssi: of course not. But I have a VFD driving the spindle at a reasonably-smooth RPM, so it'll do for a while. So you're saying hook up the index input to phaseA only ? I tried connecting the same to phaseA and index, didn't work
[02:02:02] <tjtr33> CaptHindsight, the R in LAR sez it jumps out, then you can also rotate it :)
[02:02:17] <ssi> yeah try hooking the index sensor up to phase A, and watching the counts on an encoder component
[02:03:41] <CaptHindsight> tjtr33: I don't see that exact part # but if it's similar to the other LAR95's it's big enough
[02:04:09] <CaptHindsight> 304x90x115 ouch maybe too big
[02:05:00] <tjtr33> http://www.youtube.com/watch?v=tbPmrMSrVY4 yeh its here on bench, 12"x4"x2" sounds right
[02:05:26] <CaptHindsight> tjtr33: pm
[02:07:17] <fenugrec> ssi : I have to enable "counter mode" with encoder.<chan>.counter-mode , right ?
[02:07:28] <ssi> I believe so
[02:07:38] <ssi> I'm not really an authority on that; I hack my way through it when I have to :)
[02:08:12] <ssi> right now I'm trying to figure out how to get spinout/spinena signals to show up on my 7i76 :)
[02:08:39] <fenugrec> ssi: I think I'll need to use " encoder.<chan>.position-interpolated (float, Out) ", too
[02:09:00] <ssi> give it a shot!
[02:10:08] <fenugrec> working on it...
[02:11:52] -!- jepler has quit [Quit: bbiab]
[02:17:13] <fenugrec> ssi: just connecting phase A gives bad velocity unless I set counter-mode=1 ; but then the position keeps increasing (it doesn't reset every turn)
[02:18:06] <fenugrec> not sure that's going to work for threading... I assume position needs to loop back every turn (hah, that's what the index pulse is for !!)
[02:18:41] -!- ries has quit [Read error: Connection reset by peer]
[02:19:08] -!- ries [ries!~ries@D979EA84.cm-3-2d.dynamic.ziggo.nl] has joined #linuxcnc
[02:23:24] <skunkworks_> is it only a single channel encoder?
[02:23:35] -!- jepler [jepler!~jepler@emc/developer/pdpc.professional.jepler] has joined #linuxcnc
[02:24:04] <fenugrec> skunkworks_ : one and a half channel p-) It's meant to be 1/turn + 100/turn pulses but the 100/turn wheel is corrupt (30 holes missing)
[02:25:01] <skunkworks_> I think you hook the index to both Z and A
[02:25:25] <fenugrec> skunkworks_ that's what I have so far but I need a bit of work to make it work with spindle-sync'ed moves
[02:25:44] <skunkworks_> and you will want to use position-interpolated
[02:26:16] <CaptHindsight> http://www.youtube.com/watch?v=5bfoMObhZVY Lower Cost Voice Coil Positioning Stage
[02:26:24] <skunkworks_> sounds like a emco lathe...
[02:26:36] <fenugrec> Denford Easiturn 3
[02:27:13] <CaptHindsight> I like the profile bearing mounted to the coil and carriage/block is stationary
[02:27:28] <CaptHindsight> moving rail
[02:29:44] <fenugrec> skunkworks_ my problem is that spindle-pos doesn't loop from 0 to 1.0; it keeps increasing (encoder needs to be in counter mode for anything to happen)
[02:30:00] <skunkworks_> sounds right.
[02:30:12] <skunkworks_> one turn should be multibles of 1
[02:30:32] <skunkworks_> *each turn should be multiples of 1...
[02:30:49] <fenugrec> and encoder.0.index-enable is hooked up, phase A and Z are connected, I'm not sure what else I'm missing
[02:31:37] <skunkworks_> do you have spindle-pos hooked to anything?
[02:31:52] <skunkworks_> *or spindle-pos-interpolated
[02:31:59] <fenugrec> encoder.0.pos-interpolated => motion.spindle-revs
[02:33:00] <skunkworks_> sounds right.
[02:33:06] <skunkworks_> what is it doing?
[02:33:45] -!- KimK-laptop [KimK-laptop!~kkirwan@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[02:33:54] <fenugrec> the pos-interpolated net is always increasing
[02:34:24] <skunkworks_> I think it should
[02:34:37] <skunkworks_> each turn should add 1 to the position..
[02:34:38] <fenugrec> if I manually pulse encoder.0.index-enable, pos-interpolated restarts at 0 (this is ok)
[02:34:41] -!- md-2 has quit [Ping timeout: 272 seconds]
[02:35:12] <skunkworks_> do you have that hooked to motion.spindle-index-enable
[02:35:14] <skunkworks_> ?
[02:35:21] <fenugrec> yes
[02:36:23] <fenugrec> yes, I can see pos-interpolated increase by 1 every turn which would be fine, but I think it needs to reset to 0 every turn for G33 , G76 etc. to work (just tried a G33, it just moved instantly to the destination since pos-interpolated is around 700 at this time
[02:42:32] <skunkworks_> looking at sim - it should reset it only at the start of the threading operation
[02:43:21] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[02:43:38] <fenugrec> hmm, it doesn't here
[02:44:11] <skunkworks_> can you pastebin your hal file?
[02:44:30] <Jymmm> What are ppl using for "mill cameras" ?
[02:44:46] <fenugrec> skunkworks_ sure, I'll have to manually write the encoder things because I'm tweaking this on the fly with halcmd
[02:46:56] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[02:47:21] -!- AR_ has quit [Ping timeout: 240 seconds]
[02:52:11] <fenugrec> skunkworks_ the encoder stuff is about in the middle, but commented out.
http://pastebin.com/GmzkSifw
[02:53:26] <ssi> CaptHindsight: what are the fittings on the top of that voice coil stage?
[02:53:34] <ssi> ahh air cooling
[02:55:42] <CaptHindsight> yeah even the big linear servos use forced air for cooling in the forcer coils
[02:58:15] <CaptHindsight> https://www.youtube.com/watch?v=WD8txWpcoQM posted earlier, great video of the edge of the tool while cutting
[03:00:04] <skunkworks_> fenugrec: I don't see encoder index enable hooked to motion index enable,,,
[03:01:20] -!- sumpfralle has quit [Ping timeout: 260 seconds]
[03:01:49] <fenugrec> skunkworks_ I forgot to add it in the pastebin. But it's definitely connected.
[03:02:22] <ssi> CaptHindsight: that's bizarre
[03:02:27] <fenugrec> "show sig spindex-en ::: spindex-en encoder.0.index-enable motion.spindle.index-enable
[03:03:24] <ssi> Schnittgeschwindigkeit
[03:03:26] <ssi> :D
[03:08:15] <fenugrec> skunkworks_: one thing I've noticed is spindle-velocity seems very erratic with halscope. It has large glitches almost every index pulse
[03:08:32] <ssi> I wouldn't expect it to be anything like smooth
[03:08:37] <tjtr33> Stellgeschwindigkeit
[03:08:53] <ssi> every index pulse, it's correcting the difference between the interpolated (guessed) position, and the actual position
[03:09:36] <fenugrec> ssi: ok, I was expecting something super smooth because of the description " encoder uses an algorithm that greatly reduces quantization noise as compared to simply differentiating the position output."
[03:09:51] <ssi> greatly reduces it compared to the step function you'd get without it
[03:10:17] <ssi> I really don't think you're going to be happy trying to thread or tap with a one pulse per rev encoder
[03:11:35] <fenugrec> what about the "70 % duty-cycle 100-pulse" encoder wheel ? any point in trying to use that ?
[03:12:01] <ssi> I would expect that to really screw up linuxcnc
[03:12:09] <fenugrec> haha
[03:12:17] <ssi> the asymmetric nature would be very confusing
[03:12:30] <ssi> but you could try it... plot it in halscope and see how it looks
[03:12:42] <fenugrec> maybe position-interpolated would be usable... I'll try
[03:13:07] -!- likevinyl has quit [Ping timeout: 245 seconds]
[03:13:42] -!- KimK-laptop has quit [Ping timeout: 260 seconds]
[03:14:57] -!- syyl_ has quit [Ping timeout: 256 seconds]
[03:15:14] <ssi> fenugrec: here's my homebuilt lathe spindle encoder:
[03:15:16] <ssi> fenugrec:
https://fbcdn-sphotos-c-a.akamaihd.net/hphotos-ak-xaf1/t1.0-9/p417x417/205204_655375525742_5631970_n.jpg
[03:17:28] <fenugrec> nice
[03:19:20] <fenugrec> ah, phase A and B are "quadratured". I'm thinking I might finish ruining my encoder disk and removing 66 holes, leaving 4 equally-spaced holes if at all possible. It won't give me quadrature, but at least a second channel
[03:20:22] <fenugrec> You need to see my wheel. Hang on I'll dump a pic somewhere
[03:20:46] <ssi> haha yes
[03:20:48] <ssi> ruin it fully
[03:26:17] <ssi> Jymmm: are you around?
[03:26:28] <Jymmm> y
[03:26:37] <ssi> do you run your laser with linuxcnc?
[03:26:44] <Jymmm> Nope
[03:26:47] <ssi> drat
[03:26:58] <ssi> I'm trying to figure out what the cam is gonna be like
[03:27:06] <Jymmm> IT's self-contained.
[03:27:08] <ssi> what g-code is used for power control, fire, etch
[03:27:13] <ssi> yeah... most commercial machines are
[03:27:27] <Jymmm> You can emulate power with spindle
[03:27:45] <ssi> yeah... I have the power input on the psu attached to the spindle speed analog out of the 7i76
[03:27:48] <Jymmm> google laser and linuxcnc, someone did a retro fit
[03:27:53] <anarchos_> anyone have any thoughts on a variable bench dc psu?
[03:28:17] <fenugrec> anarchos_ : voltage range ? output powa ?
[03:28:38] <anarchos_> i'm thinking 50-60 volts, 5A?
[03:29:23] <skunkworks_> remember though that spindle on/off isn't realtime
[03:29:44] <ssi> skunkworks_: probably fine for vector cutting, not so good for engraving
[03:29:47] <ssi> skunkworks_: what would be better?
[03:29:51] <fenugrec> pretty hefty... HP/Agilent makes some nice (albeit expensive) units, E3620 series etc
[03:29:52] <skunkworks_> probably..
[03:30:04] <skunkworks_> motion synced i/o maybe
[03:30:16] <ssi> like a Z axis that controls the output voltage?
[03:30:24] <fenugrec> anarchos_ Lambda too. I have a small (0-40V 1A) lab PSU that I use a lot
[03:30:46] <skunkworks_> http://linuxcnc.org/docs/2.5/html/gcode/m-code.html#sec:M62-M65
[03:31:06] <ssi> ohh right
[03:31:27] <skunkworks_> maybe m67?
[03:32:26] <ssi> yeah that'd probably
[03:32:26] <ssi> work
[03:32:48] <fenugrec> anarchos_ nevermind the E36xx, they're <= 50W I think. I'm not familiar with the larger HP units
[03:32:51] <skunkworks_> fenugrec: this is what came in the emco.. work great
http://electronicsam.com/images/emco/oldencoder.JPG
[03:34:42] -!- md-2 has quit [Ping timeout: 250 seconds]
[03:34:43] <fenugrec> skunkworks_ , ssi here's mine with the custom 70% pattern :
http://imgbin.org/index.php?page=image&id=18536
[03:36:13] <tjtr33> too nice, make new wheel, add real index (not that shiny tape)
[03:36:58] <fenugrec> hmm that pic turned out pretty well despite the dark. I'm thinking since the disk is a kind of bakelite / fragile plastic, it might have broken at some point. But the cutout looks intentional. I just can't understand why they did this
[03:37:21] <ssi> fenugrec: heh if you can wait til I get my laser running, I'll cut you a new one :P
[03:37:54] <tjtr33> skunkworks_, is that the one made from circular saw blade?
[03:39:07] <fenugrec> ssi: hehe what do you have left to do ?
[03:39:08] <skunkworks_> tjtr33: no - that is right from the emco factory...
[03:39:22] <ssi> fenugrec: I'm working on making the last mirror mount, and starting to do alignment
[03:39:24] <fenugrec> (hang on... you're in EU ?)
[03:39:28] <ssi> I have to figure out a CAM solution
[03:39:30] <ssi> no I'm in the US :)
[03:39:34] -!- sylphiae has quit [Ping timeout: 250 seconds]
[03:42:17] <fenugrec> ssi: ok, the Lithuanian server made me think otherwise p-). Can't help with the optics... for CAM I'm cheating and using an old(er) academic license of ProE, it has a huge integrated CAM module. It just needs a postprocessor (that's my next task)
[03:42:47] <skunkworks_> fenugrec: the probably did it so mach would see the index... ;)
[03:43:07] <ssi> I have sheetcam, but I'll probably need to write a postprocessor for it
[03:43:15] <tjtr33> cruel ( funny too )
[03:43:21] <fenugrec> skunkworks_ : what do you mean ? you think the pulse didn't last long enough ?
[03:44:38] <fenugrec> Oh here's an idea. I'll put a thin layer of masking tape and leave only 4 open holes on the outer ring
[03:46:20] <fenugrec> 2000RPM, 100 holes, each hole should be visible ~ 150us
[03:50:20] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has parted #linuxcnc
[04:00:03] -!- FinboySlick has quit [Quit: Leaving.]
[04:02:06] <fenugrec> What's the difference between a "tool change" and "tool prepare" (HAL component iocontrol)
[04:02:31] <fenugrec> prepare seems to be linked with the Txx words, but what about tool change
[04:10:27] <ssi> prepare is there so that a machine with a big pocketed toolchanger can get the upcoming tool ready in position for the changer to swap it out
[04:10:48] <ssi> ie position the pocket containing the next tool in the changer, then change swaps the current tool with the tool in the changer
[04:10:52] <ssi> and updates pocket info
[04:10:53] <ssi> etc
[04:17:18] -!- amiri has quit [Remote host closed the connection]
[04:19:23] <fenugrec> ssi: thanks. I should have my ATC working in no time p-)
[04:21:16] <ssi> heheh
[04:22:44] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[04:29:22] <ssi> before or after my laser? :D
[04:31:48] <fenugrec> oh so it's a race ?
[04:31:53] <ssi> it can be!
[04:32:03] <fenugrec> I'd say I'll be done in like 5 minutes
[04:32:07] <fenugrec> hehehe
[04:35:05] <fenugrec> and... Done !
[04:35:13] <ssi> cool, you win :)
[04:35:21] -!- md-2 has quit [Ping timeout: 240 seconds]
[04:35:23] <fenugrec> Although to be honest I need to tweak some delays in my PLC, so that's going to happen tomorrow probably
[04:35:33] <ssi> I'm still waiting for a part to print
[04:35:41] <ssi> i guess I can start working on designing the mirror mount mount for this side
[04:36:23] <ssi> actually I think I can use the one I alredy have as is :D
[04:36:34] <fenugrec> It's a funny type of ratcheting turret, it needs to rotate fwd for a certain time to let the pawl engage before reversing and "leaning" on the pawl. I sometimes skip the pawl, giving a failed toolchange
[04:36:39] <ssi> but I have 30m left on the print for this support bracket :/
[04:36:45] <ssi> ahh
[04:36:47] <fenugrec> haha "waiting for a part to print", talk about something nobody ever said 10 years ago
[04:36:50] <ssi> :)
[04:37:09] <ssi> you wanna come help me fix my hnc turret in exchange for a lasercut encoder wheel? :D
[04:37:40] <fenugrec> Sure thing bro. You'll need to come pick me up though
[04:37:55] <ssi> I can probably arrange that :P
[04:38:00] <ssi> as long as you don't mind private air travel
[04:38:16] <fenugrec> meh, if you insist
[04:38:18] <ssi> hahah
[04:38:40] <fenugrec> what are you printing with, ABS ?
[04:38:43] <ssi> yeah
[04:38:55] <fenugrec> how's the inter-layer cohesion ? sucky, or OK ?
[04:38:59] <ssi> it's fine
[04:39:14] <ssi> I try to design so I don't stress the layers in shear or tension
[04:39:20] <fenugrec> of course
[04:39:28] <ssi> it's definitely stronger orthogonal to the layers, but it's adequate
[04:39:36] <ssi> there's only a handful of printed parts on this machine
[04:39:51] <fenugrec> how many kg/hour (or whatever unit) can you deposit ?
[04:39:54] <ssi> the plastic caps on the bottom of the feet, the adjustable tube mounts, and the mirror mount mounts
[04:40:00] <ssi> hell I dunno
[04:40:01] <ssi> heh
[04:40:16] <fenugrec> ok, how heavy is your 30-minute part going to be then p-)
[04:40:30] <ssi> this part says it's 7.9cm^3 of filament
[04:40:38] <ssi> and about an hour
[04:40:45] <fenugrec> I'm just wondering what capabilities those machines have.
[04:40:59] <ssi> they're all over the map
[04:41:04] <fenugrec> ok, so it's not gushing out the plastic at 1000 kg per second
[04:41:06] <ssi> mine could be faster, but I have it pretty conservative
[04:41:07] <ssi> no
[04:41:12] <ssi> mine's also homebuilt
[04:41:15] <ssi> I dunno about the commercial machines
[04:41:19] <fenugrec> the nozzle too ?
[04:41:27] <ssi> not this nozzle, but I've built some
[04:41:33] <fenugrec> cocky
[04:41:34] <ssi> they're pretty trivial to make
[04:42:06] <fenugrec> hmm, never really investigated. You must have a temperature-controlled something in there, no ?
[04:42:12] <ssi> yeah, it's pretty simple
[04:42:28] <ssi> the nozzle itself is brass, and there's a hole drilled through the block at the end with a 2W resistor through it
[04:42:29] <fenugrec> do you PID the heating coil ?
[04:42:31] <ssi> yes
[04:42:38] <ssi> there's a thermistor in the block as well
[04:42:40] <fenugrec> smart man
[04:42:51] <ssi> gotta maintain pretty consistent temp
[04:43:09] <fenugrec> yeah, anything else and you get clogging or "leaks", I suppose
[04:43:29] <ssi> well there's a pretty narrow glass transition window
[04:43:51] <fenugrec> ok
[04:44:04] <ssi> anyway, I'm not the smart man
[04:44:13] <ssi> I'm certainly standing on the shoulders of at least tall dudes
[04:44:23] <fenugrec> (hahaa I've been just doing some "M6 Txx" for the past 10 minutes, enjoying some ATC magic)
[04:44:28] <ssi> :)
[04:45:03] <ssi> http://www.prototechnical.com/~imcmahon/repetier.png
[04:45:08] <ssi> the temp graph display
[04:45:13] <ssi> showing the pid-controlled nozzle and bed temps
[04:46:14] <ssi> for a resistor, a thermistor, and arduino software driving a mosfet, it does a surprisingly good job
[04:46:20] <fenugrec> nice. "Fan", is the nozzle fan-cooled ?
[04:46:29] <ssi> it can be
[04:46:31] <ssi> I don't have a fan on mine
[04:46:32] <fenugrec> or does it cool down naturally only
[04:46:42] <ssi> mine cools naturally
[04:46:45] <ssi> happens pretty quick
[04:46:55] <fenugrec> hmm, that makes the PID a bit more finnicky I guess - reacts asymetrically
[04:47:09] <ssi> well I mean the filament as it extrudes into free air cools quick
[04:47:13] <ssi> you don't want the nozzle to be cooled
[04:47:14] <fenugrec> but it looks convincing on the graph.
[04:47:24] <fenugrec> I see
[04:47:30] <ssi> it's just pwming the nozzle resistor to keep it at temp
[04:47:31] <ssi> pid works well
[04:47:37] <ssi> the fan is for cooling the part as it's printed
[04:47:42] <fenugrec> okok
[04:47:44] <ssi> but getting all that stuff right is tough
[04:47:45] <fenugrec> and bed ?
[04:47:50] <ssi> bed has to be hot for the part to adhere
[04:48:05] <fenugrec> ah, right.
[04:48:06] <ssi> as soon as the bed cools below 60C or so, the part pops right off
[04:48:18] <ssi> adherence is the biggest issue with these things
[04:48:30] <fenugrec> speaking of beds... I'm outta here.
[04:48:33] <ssi> gnite
[04:48:40] <fenugrec> cya
[04:48:43] -!- fenugrec has quit [Quit: Leaving]
[04:48:43] -!- ve7it has quit [Remote host closed the connection]
[04:50:13] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[04:51:26] <zeeshan> ssi
[04:51:29] <zeeshan> do you have a cnc mill
[04:53:12] <ssi> not a complete one
[04:53:23] <zeeshan> im thinking about converting the bridgeport clone
[04:53:24] <zeeshan> to cnc
[04:53:29] <zeeshan> i dunno if it's worth it
[04:53:32] <zeeshan> its r8 =/
[04:53:34] <ssi> eh
[04:53:39] <ssi> I have a bridgeport clone as well
[04:53:42] <zeeshan> no atc would suck.. on a cnc mill
[04:53:44] <ssi> and I haven't really wanted to do that either
[04:53:46] <ssi> because r8
[04:53:50] <ssi> and because it's a GREAT manual mill
[04:53:55] <ssi> and because it's got too many movements
[04:54:03] <zeeshan> what do you mean
[04:54:07] <zeeshan> too many movements
[04:54:09] <ssi> ram travel, ram angle, head twist, head nod, knee, quill, etc
[04:54:14] <ssi> so many things to keep aligned and trammed
[04:54:15] <zeeshan> thats okay
[04:54:21] <ssi> to make cnc less repeatable
[04:54:31] <zeeshan> all good machines allow you to move those angles/movements
[04:54:31] <ssi> it's just a better manual mill
[04:54:34] <zeeshan> during spindle crash
[04:54:53] <ssi> if I had two of them I might consider it
[04:55:02] <ssi> but I'd want to try to find a bt20 spindle for it or something
[04:55:07] <zeeshan> my biggest drawback is R8 so far..
[04:55:15] <zeeshan> i got quoted for a iso30 spindle..
[04:55:17] <zeeshan> $1000
[04:55:18] <zeeshan> :{
[04:55:27] <ssi> what I really want to do is get something like a cinci 500 like pete's got
[04:55:33] <ssi> but I'm running out of space
[04:55:40] <zeeshan> i cant fit any of those machines in my garage
[04:55:45] <ssi> I'm not sure I can either
[04:55:49] <zeeshan> 7.7' ceilings
[04:55:57] <zeeshan> plus theyre expensive in canada
[04:56:02] <zeeshan> even when they're blown up
[04:56:10] <ssi> I want something that's light enough that I can move it with my forklift
[04:56:17] <ssi> and I'm not sure there's a vmc alive that is under 5j
[04:56:19] <ssi> 5k
[04:56:34] <zeeshan> theres gotta be a way
[04:56:37] <zeeshan> to do atc on r8
[04:56:44] <ssi> TTS
[04:56:49] <zeeshan> other than that :P
[04:56:50] <anarchos_> r8->tts
[04:56:54] <ssi> that's what I was planning on doing with my g0704
[04:57:01] <zeeshan> where would you put all your tools?
[04:57:07] <zeeshan> would you make some sort of overhanging unit
[04:57:07] <ssi> in a rack at the far end of travel
[04:57:09] <zeeshan> that holds all the tools?
[04:57:11] <zeeshan> ah
[04:57:13] <ssi> or do a carousel that swings in like hoss
[04:57:16] <ssi> there's a few options
[04:57:27] <anarchos_> yeah i want to do a hoss style one, i think
[04:57:32] <ssi> not great options, but options
[04:57:36] <zeeshan> whats the largest shank on the tts
[04:57:37] <zeeshan> 3/4"?
[04:57:40] <ssi> yeah
[04:57:45] <zeeshan> thats not too bad..
[04:57:50] <ssi> well I guess it could be whatever you want
[04:58:00] <ssi> basically tts gives you a flat-nose r8 collet that's 3/4"
[04:58:07] <ssi> and then the holders have a 3/4" shank and a locating shoulder
[04:58:11] <ssi> so the holders could be whatever
[04:58:17] <ssi> I actually turned some holders on my little lathe awhile back
[04:58:30] <zeeshan> say im using a fly cutter
[04:58:31] <zeeshan> with tts
[04:58:35] <anarchos_> i saw a youtube video of someone making some tts holders
[04:58:40] <zeeshan> it'd have to be a straight shank?
[04:58:41] <anarchos_> looked pretty straight forward
[04:58:44] <zeeshan> (kinda scary no?)
[04:58:59] <ssi> all my flycutters are straight shank
[04:59:18] <zeeshan> mine go directly into the r8 spindle
[04:59:24] <zeeshan> i was afraid of them flying out
[04:59:25] <ssi> yea I don't have any that are r8 shank
[04:59:27] <zeeshan> get it? fly cutter!
[04:59:28] <zeeshan> :P
[04:59:29] <ssi> heh
[05:00:12] <zeeshan> let me get this straight
[05:00:16] <zeeshan> so its r8 to 3/4"
[05:00:27] <zeeshan> then all your tools get mounted into a TTS w/ a 3/4" shank
[05:00:52] <zeeshan> how does your tool fall out?
[05:00:59] <zeeshan> when you loosen up the drawbar
[05:01:09] <zeeshan> i usually need to hammer the drawbar bolt
[05:01:13] <zeeshan> to let some of my end mills come out
[05:01:15] <zeeshan> they dont just fall out
[05:02:14] <ssi> drawbar springs
[05:02:22] <ssi> bellevilles
[05:02:25] <zeeshan> ah
[05:02:39] <ssi> then you have either a manual lever to pull the bar down, or an air powered toolchanger
[05:02:56] <zeeshan> i should use one of these voice coil linear actuators
[05:02:58] -!- Fox_Muldr has quit [Ping timeout: 264 seconds]
[05:02:59] <zeeshan> that you guys have been posting :p
[05:03:04] <zeeshan> too bad they wont have the force
[05:03:05] <ssi> for that?
[05:03:05] <zeeshan> :p
[05:03:08] <ssi> I don't think they have NEARLY enough force
[05:03:13] <zeeshan> hah, im just kidding
[05:03:14] <zeeshan> i know!
[05:03:14] <ssi> need like 900lb of force or something like that
[05:03:14] <ssi> heh
[05:03:17] <zeeshan> yea
[05:03:32] <zeeshan> i'd need 50 of them in series
[05:03:38] <zeeshan> er
[05:03:38] <zeeshan> parallel
[05:03:46] <ssi> seems legit
[05:03:48] <zeeshan> actually more
[05:03:48] <zeeshan> haha
[05:03:50] <zeeshan> imagine that.
[05:04:06] <zeeshan> ive used an electrically controlled pneumatic valve
[05:04:10] <zeeshan> so i think it's doable..
[05:04:25] <zeeshan> so about 1200$ to cnc the machine with ball screws
[05:04:26] <zeeshan> and prolly another 1000
[05:04:26] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d00bcb0.pool.mediaways.net] has joined #linuxcnc
[05:04:30] <zeeshan> for tts + holders
[05:04:44] <zeeshan> and like 200 bux for a automatic drawbar
[05:05:00] <zeeshan> still a lot cheaper than buying a broken down cnc for 8k
[05:05:07] <toastyde2th> what the hell are you doing that r8's getting stuck
[05:05:23] <zeeshan> toastyde2th: say i got a 3/4" end mill in the r8 collet
[05:05:27] <ssi> i have to hammer the drawbar to release pretty much all my r8 tools
[05:05:28] <zeeshan> and i loosen the drawbar
[05:05:36] <ssi> they grab that taper pretty solidly
[05:05:37] <zeeshan> i have to tap the drawbar to release the 3/4" end mill
[05:05:45] <toastyde2th> yeah, that's normal, but when you have a power drawbar that goes away
[05:05:48] <ssi> I keep a deadblow by the mill for that very reason
[05:06:09] <ssi> well yeah, that's why I told him he needs a power drawbar :)
[05:06:14] <toastyde2th> oh
[05:06:19] <toastyde2th> now i understand the conversation
[05:06:20] <zeeshan> well shit nigguhs, i dont have power drawbar :{
[05:06:21] <toastyde2th> sorry about that
[05:06:27] <toastyde2th> so keep hitting it
[05:06:39] <toastyde2th> I just whack it with the drawbar tightner thing
[05:06:45] <toastyde2th> as our forefathers did
[05:07:34] <toastyde2th> also i don't understand tormach holders
[05:07:42] <toastyde2th> expensive and proprietary
[05:07:49] <ssi> they're not really proprietary :P
[05:07:52] <zeeshan> thers a couple companies
[05:07:53] <toastyde2th> use er-32 and er-16 like the rest of the planet
[05:07:54] <zeeshan> that copy em
[05:08:05] <ssi> er collets are great, but they don't lend themselves to atc
[05:08:12] <toastyde2th> sure they do
[05:08:16] <zeeshan> toastyde2th: how?
[05:08:27] <toastyde2th> I used a whole rack of er chucks with r8 tapers
[05:08:44] <ssi> and your r8 atc works how?
[05:08:53] <zeeshan> http://www.chronos.ltd.uk/acatalog/R8ERL.jpg
[05:08:58] <zeeshan> how do you open that nut
[05:08:59] <toastyde2th> oh, you mean a full-on atc
[05:09:00] <zeeshan> with atc?
[05:09:04] <toastyde2th> you don't open the nut
[05:09:10] <toastyde2th> you drop the whole thing out
[05:09:14] <zeeshan> o
[05:09:15] <toastyde2th> like every machine on planet earth
[05:09:15] <ssi> yeah, the "A" in ATC stands for "not me"
[05:09:25] <toastyde2th> it's just that r8 toolchangers are more of a pain in the ass
[05:09:34] <zeeshan> toastyde2th: i never understood why
[05:09:35] <ssi> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=33266
[05:09:40] zz_prtksxna is now known as prtksxna
[05:09:42] <toastyde2th> which is why most bridgeports that have auto toolchangers use cat-30
[05:09:43] <ssi> now you have an ER chuck that can (gasp) work with an ATC :)
[05:09:55] <toastyde2th> no, you don't
[05:09:57] <ssi> yeah cat30 would be awesome, but if you have an r8 machine that doesn't help
[05:10:03] <toastyde2th> you have a tormach toolholder with an er chuck on it
[05:10:11] <ssi> that's what I said
[05:10:14] <zeeshan> toastyde2th: source me a cat30 spindle
[05:10:18] <toastyde2th> just like i have an r8 toolholder with an er chuck on it
[05:10:19] <toastyde2th> ebay
[05:10:20] <zeeshan> ever change a spindle before?
[05:10:25] <toastyde2th> the whole head comes off
[05:10:26] <zeeshan> is it hard?
[05:10:26] <zeeshan> :p
[05:10:29] <toastyde2th> it's easy
[05:10:32] <toastyde2th> because you buy the whole head
[05:10:36] <toastyde2th> for like 300 bucks
[05:10:37] <ssi> how much do they sell for?
[05:10:38] <ssi> hm
[05:10:46] <zeeshan> man
[05:10:50] <zeeshan> ultimately cat30 would be the bomb.
[05:10:56] <zeeshan> lots of money saved
[05:11:08] <ssi> http://www.ebay.com/itm/Bridgeport-ProtoTRAK-NT30-Mill-E-mill-Head-Replacement-/170802569615?pt=LH_DefaultDomain_0&hash=item27c4a0618f
[05:11:12] <ssi> or $3500
[05:11:12] <ssi> same thing, right?
[05:11:13] <toastyde2th> prices on bp head fluctuate wildly
[05:11:29] <ssi> haha and that one's R8
[05:11:35] <toastyde2th> yeah that's an r8 head
[05:11:41] <toastyde2th> buy a used one, not a new one
[05:11:48] <ssi> don't see any
[05:12:06] <toastyde2th> you'll probably have to look other places than ebay
[05:12:10] <toastyde2th> however your local machinery market is
[05:12:34] <ssi> http://www.ebay.com/itm/CINCINNATI-MILACRON-VMC-5VC-750-MACHINING-CENTER-SPINDLE-ASSEMBLY-/390200081407?pt=BI_Heavy_Equipment_Parts&hash=item5ad9bcbbff
[05:12:35] <zeeshan> toastyde2th:
[05:12:37] <ssi> there you go zeesh
[05:12:38] <zeeshan> thats a great idea.
[05:12:47] <zeeshan> ssi lol
[05:12:54] <zeeshan> retrofit a cinci head onto the bridgeport?
[05:12:55] <zeeshan> i like this idea.
[05:12:57] <ssi> WHY NOT
[05:12:58] <ssi> :D
[05:12:59] <zeeshan> hahaha
[05:13:01] <toastyde2th> that's most of the weight of a bp
[05:13:05] <ssi> what could go wrong
[05:13:17] <zeeshan> toastyde2th: i was trying to find spindles only, and had a hard time
[05:13:22] <zeeshan> but i bet a whole head would be easier to find
[05:13:23] <toastyde2th> yeah fuck that
[05:13:29] <toastyde2th> redoing a spindle means you have to get new bearings and shit
[05:13:30] <zeeshan> cause it's easier to take off a machine
[05:14:00] <toastyde2th> and then regrind the taper
[05:14:07] <toastyde2th> ain't nobody got time for that
[05:14:11] <ssi> agreed
[05:14:12] <zeeshan> yea
[05:14:14] <zeeshan> fak that
[05:14:29] <zeeshan> is there a disassembly manual for a bridgeport anywhere
[05:14:36] <toastyde2th> there probably is
[05:14:36] <zeeshan> i can only find the operation manual
[05:14:41] <ssi> http://www.ebay.com/itm/Bridgeport-412-X-VMC-CNC-Machine-TNC-2500B-Control/281392583376?_trksid=p2047675.c100005.m1851&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D24641%26meid%3D8556558779949438192%26pid%3D100005%26prg%3D10413%26rk%3D4%26rkt%3D6%26sd%3D291186861436&rt=nc
[05:14:46] <toastyde2th> you'll need a shop crane
[05:14:46] <ssi> that'd be a decent size machine for me
[05:14:52] <toastyde2th> from like harbor freight
[05:14:57] <zeeshan> toastyde2th: i build cars
[05:15:02] <ssi> zeeshan: it's liek four bolts in the front
[05:15:04] <ssi> the head is easy
[05:15:07] <toastyde2th> any time i've disassembled a bp i just take pictures and keep the bolts in ice cube trays
[05:15:10] <ssi> it's the same bolts that adjust the tilt
[05:15:10] <toastyde2th> so i know how shit goes back
[05:15:21] <zeeshan> oh
[05:15:26] <zeeshan> those big 4
[05:15:32] <toastyde2th> i've never had to take the head off, though
[05:15:34] <zeeshan> wtf
[05:15:38] <zeeshan> thats all thats holding the head in
[05:15:40] <zeeshan> i dont believe you!
[05:15:47] <toastyde2th> there isn't much to a bp, quite honestly
[05:15:48] <ssi> well I think it's on a big circular boss
[05:15:50] <ssi> that holds the weight
[05:15:51] <toastyde2th> the most complicated part is in the knee
[05:15:54] <ssi> the bolts just keep it tight on the boss
[05:15:56] <zeeshan> im gonna go check it out
[05:16:12] <toastyde2th> which is the leadscrew frame thing
[05:16:20] <toastyde2th> for the x/y
[05:16:51] <ssi> I wonder how that bridgeport 412X is
[05:17:04] <ssi> I bet I could strip enough stuff off it to lift it with my forklift
[05:17:06] <ssi> says it's 6klb
[05:17:07] -!- Einar1 [Einar1!~Einar@108.90-149-34.nextgentel.com] has joined #linuxcnc
[05:17:38] <toastyde2th> i strongly recommend against taking apart a vmc or turning center
[05:17:49] <ssi> I mean like taking the control off
[05:17:52] <zeeshan> yep
[05:17:55] <zeeshan> looks like only 4 bolts in the front
[05:17:56] <ssi> with the CRT monitor and everything :P
[05:18:05] <toastyde2th> yeah but that takes you down to 5500 lbs
[05:18:21] <ssi> only gotta shed another 500lb and I'll be golden :)
[05:18:28] <zeeshan> hah
[05:18:35] <toastyde2th> lol
[05:18:37] <zeeshan> you dont need a forklift mate
[05:18:42] <zeeshan> just do it egyptian style
[05:18:44] <ssi> oh cram it with what I need
[05:18:51] <ssi> that's how I moved the bridgeport
[05:18:52] <toastyde2th> also i'd get an old maatsura, mori seiki, etc
[05:18:56] <toastyde2th> rather than a bp vmc
[05:19:03] <zeeshan> toastyde2th: i saw a mori seiki
[05:19:08] <zeeshan> 1982?
[05:19:12] <zeeshan> 20k. wtf?
[05:19:18] <toastyde2th> they're beasts
[05:19:23] <ssi> toastyde2th: if you see anything like that let me know
[05:19:33] <ssi> if I can find a deal on a vmc with an ancient junk control I'll buy it
[05:19:34] <toastyde2th> also larger machines tend to hold their value
[05:19:37] <zeeshan> remember, for me its strictly hobby shop
[05:19:39] <ssi> I want something small tho
[05:19:43] <zeeshan> very small productio nruns
[05:19:44] <ssi> something I can fit in my garage
[05:19:49] <ssi> and avoid paying a rigger
[05:19:53] <toastyde2th> and honestly i wouldn't remove the control on an old mori seiki
[05:20:00] <toastyde2th> the old Fanucs and Yasnacs are really nice to operate
[05:20:13] <ssi> machines with good controls tend to be much more money
[05:20:24] <ssi> that's why the HNC is such a great machine for linuxcnc people
[05:20:28] <ssi> it's solid iron with a CRAP control
[05:20:31] <ssi> so you can buy them for $1k
[05:20:34] <zeeshan> ssi
[05:20:35] <zeeshan> http://www.youtube.com/watch?v=JYwFsY_vZvI
[05:20:35] <zeeshan> :D
[05:20:37] -!- anarchos has quit [Read error: Connection reset by peer]
[05:20:38] -!- anarchos_ has quit [Read error: Connection reset by peer]
[05:20:49] <zeeshan> you were right
[05:20:50] <zeeshan> 4 bolts
[05:20:54] <ssi> sometimes I am
[05:20:55] <zeeshan> slides right out
[05:21:05] -!- anarchos_ [anarchos_!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[05:21:08] <zeeshan> guy lifted it with his hands
[05:21:08] <zeeshan> lol
[05:21:17] <ssi> using the table to pull it is genius
[05:21:22] <ssi> I wouldn't have thought of that :(
[05:21:23] <toastyde2th> i have seen a strange number of good but old machines in the 6k ballpark with working controls
[05:21:27] <toastyde2th> another good brand is OKK
[05:21:37] <toastyde2th> also, don't be afraid of a horizontal mill for a hobby shop
[05:21:40] <ssi> what part of the world are you in?
[05:21:46] <toastyde2th> east coast usa
[05:21:51] <ssi> east coast is a long coast :)
[05:21:58] <toastyde2th> northeast
[05:21:59] <toastyde2th> ish
[05:22:00] <ssi> ah ok
[05:22:00] <zeeshan> http://www.youtube.com/watch?v=HFE_nXQCH6E
[05:22:02] <ssi> I'm in atlanta
[05:22:03] <zeeshan> this guy is even more boss
[05:22:04] <zeeshan> lol
[05:22:15] -!- JT-Shop has quit [Read error: Connection reset by peer]
[05:22:21] <zeeshan> toastyde2th: i much rather have a vertical and horizontal mill
[05:22:21] <ssi> ahaha awesome
[05:22:22] <zeeshan> converted
[05:22:24] <zeeshan> than vmc!!
[05:22:39] <toastyde2th> i'd rather have a hmc
[05:22:42] -!- JT-Shop [JT-Shop!~john@162.72.138.27] has joined #linuxcnc
[05:22:46] -!- anarchos [anarchos!~anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[05:23:09] <zeeshan> rofl
[05:23:12] <zeeshan> this guy is awesome
[05:23:19] <zeeshan> just rotates the whole head with 1 finger
[05:24:16] <toastyde2th> i used to run a 20x20 HMC from like, the late 70s
[05:24:25] <ssi> i'd be fine with hmc
[05:24:25] <toastyde2th> it was a very cool machine
[05:24:31] <toastyde2th> no guards, though
[05:24:38] <ssi> I'm not a big fan of safety :)
[05:24:42] <toastyde2th> it was essentially a late-model manual mill with a control on it
[05:24:48] <toastyde2th> huuuuge ways for a tiny-ish machine
[05:24:54] <toastyde2th> although it was probably 15k lbs
[05:24:57] <toastyde2th> didn't have a big footprint
[05:25:55] <toastyde2th> the ways were 6" wide
[05:25:57] <toastyde2th> two per axis
[05:27:08] <zeeshan> find me a cat30/cat40 bridgeport head PLZ!
[05:27:08] <zeeshan> :{
[05:27:47] prtksxna is now known as zz_prtksxna
[05:28:17] zz_prtksxna is now known as prtksxna
[05:28:51] <toastyde2th> sorry, i'm not in the industry anymore =(
[05:30:05] <ssi> haha
[05:30:11] <ssi> tease
[05:36:28] -!- md-2 has quit [Ping timeout: 250 seconds]
[05:38:42] -!- toner has quit [Remote host closed the connection]
[05:40:51] <ssi> k gotta redesign the mirror mount mount to move it out about a half inch
[05:48:10] <ssi> god it gets late fast
[06:01:35] -!- patrickarlt has quit [Remote host closed the connection]
[06:04:03] prtksxna is now known as zz_prtksxna
[06:06:21] -!- patrickarlt has quit [Ping timeout: 240 seconds]
[06:08:37] -!- anth0ny has quit [Quit: anth0ny]
[06:10:22] zz_prtksxna is now known as prtksxna
[06:23:00] -!- knownasilya has quit [Quit: Connection closed for inactivity]
[06:23:48] -!- archivist_herron has quit [Ping timeout: 250 seconds]
[06:23:57] -!- amiri has quit [Read error: Connection reset by peer]
[06:30:05] prtksxna is now known as zz_prtksxna
[06:30:16] -!- anarchos has quit [Ping timeout: 255 seconds]
[06:36:26] -!- dan2k3k4 has quit [Ping timeout: 255 seconds]
[06:36:36] -!- archivist_herron [archivist_herron!~herron@herronwindows.co.uk] has joined #linuxcnc
[06:36:44] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[06:36:57] -!- md-2 has quit [Ping timeout: 245 seconds]
[06:44:54] -!- ve7it has quit [Remote host closed the connection]
[06:47:32] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:48:13] <Deejay> moin
[06:53:37] -!- badon [badon!~badon@pdpc/supporter/active/badon] has joined #linuxcnc
[06:55:37] -!- eeriegeek [eeriegeek!~eeriegeek@c-98-244-112-229.hsd1.va.comcast.net] has parted #linuxcnc
[07:16:26] -!- h_maximilian1 has quit [Quit: Leaving.]
[07:18:36] -!- balestrino [balestrino!balestrino@131.114.31.60] has joined #linuxcnc
[07:25:49] -!- rob_h [rob_h!~robh@90.219.183.62] has joined #linuxcnc
[07:26:38] -!- asdfasd [asdfasd!~332332@90.219.66.103] has joined #linuxcnc
[07:31:05] -!- md-2 has quit [Ping timeout: 256 seconds]
[07:37:18] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[07:37:21] -!- syyl_ [syyl_!~sg@p4FD12166.dip0.t-ipconnect.de] has joined #linuxcnc
[07:46:31] <RyanS> LOL
http://www.ultimatetools.com.au/petrol-hammer-drill/#
[07:48:25] <ssi> lol
[07:49:07] <RyanS> Is that just a little silly?
[07:51:21] <Loetmichel> a bit heavy
[07:56:55] -!- anarchos_ has quit [Quit: Ex-Chat]
[07:58:37] -!- chally_ has quit [Ping timeout: 245 seconds]
[08:04:46] -!- karavanjo has quit [Ping timeout: 255 seconds]
[08:04:46] -!- likevinyl [likevinyl!~mythbuste@unaffiliated/likevinyl] has joined #linuxcnc
[08:05:22] -!- md-2 has quit [Remote host closed the connection]
[08:06:28] -!- erasmo [erasmo!~erasmo@77-255-236-46.adsl.inetia.pl] has joined #linuxcnc
[08:08:11] zz_prtksxna is now known as prtksxna
[08:17:25] -!- md-2 has quit [Remote host closed the connection]
[08:19:47] -!- xsteadfastx has quit [Quit: WeeChat 0.4.3]
[08:27:51] -!- karavanjo has quit [Ping timeout: 240 seconds]
[08:30:27] -!- syyl_ws [syyl_ws!~sg@p4FD12166.dip0.t-ipconnect.de] has joined #linuxcnc
[08:39:23] -!- KimK has quit [Ping timeout: 240 seconds]
[08:39:26] -!- zlog has quit [Ping timeout: 250 seconds]
[08:39:39] -!- Tom_itx has quit [Ping timeout: 256 seconds]
[08:42:12] -!- zlog [zlog!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[08:44:30] md2 is now known as Guest99402
[08:45:23] -!- erasmo has quit [Remote host closed the connection]
[08:47:22] -!- md-2 has quit [Ping timeout: 260 seconds]
[08:48:53] -!- Guest99402 has quit [Client Quit]
[08:51:22] -!- KimK [KimK!~Kim__@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[09:25:43] -!- prtksxna has quit [Excess Flood]
[09:27:52] -!- prtksxna has quit [Excess Flood]
[09:28:45] prtksxna is now known as zz_prtksxna
[09:34:06] -!- syyl_ws has quit [Quit: Verlassend]
[09:35:54] <archivist_herron> fscks bricks
[09:50:32] -!- MrSunshine_ [MrSunshine_!~mrsun@c-bb3de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[09:51:51] -!- MrSunshine has quit [Ping timeout: 240 seconds]
[10:00:17] -!- anarchos2 [anarchos2!~anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[10:16:09] -!- phantoxe [phantoxe!~destroy@acarlosss.broker.freenet6.net] has joined #linuxcnc
[10:19:18] -!- larryone has quit [Ping timeout: 260 seconds]
[10:21:01] -!- malcom2073 has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[10:29:34] -!- Tomashe1 has quit []
[10:33:29] -!- ries has quit [Ping timeout: 272 seconds]
[10:34:27] md2 is now known as Guest67045
[10:35:29] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[10:37:17] -!- skunkworks_ has quit [Ping timeout: 272 seconds]
[10:37:33] -!- anarchos2 has quit [Ping timeout: 240 seconds]
[10:37:47] -!- md-2 has quit [Ping timeout: 245 seconds]
[10:42:17] -!- b_b has quit [Changing host]
[10:43:40] <jthornton> pcw_home, is the DB25F-IDC26 the correct cable to connect to the second port on the 5i25?
[10:59:53] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[11:06:25] -!- inventor42 has quit [Ping timeout: 256 seconds]
[11:06:28] -!- alexchally has quit [Read error: Connection reset by peer]
[11:06:47] -!- alexchally [alexchally!uid38709@gateway/web/irccloud.com/x-bfhrrpwghbwpyzws] has joined #linuxcnc
[11:08:52] -!- inventor42 [inventor42!~inventor4@ec2-54-242-33-249.compute-1.amazonaws.com] has joined #linuxcnc
[11:14:07] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[11:29:05] -!- larryone has quit [Ping timeout: 256 seconds]
[11:38:09] -!- c-bob|| [c-bob||!~c@unaffiliated/c-bob] has joined #linuxcnc
[12:04:46] -!- larryone has quit [Ping timeout: 260 seconds]
[12:23:38] -!- somenewguy has quit [Quit: WeeChat 0.4.3]
[12:25:20] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[12:27:42] -!- syyl_ has quit [Ping timeout: 250 seconds]
[12:29:52] -!- The_Ball has quit [Ping timeout: 250 seconds]
[12:39:14] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:43:23] -!- sylphiae has quit [Ping timeout: 240 seconds]
[12:44:12] -!- h_maximilian [h_maximilian!~bonsai@dslb-088-065-150-057.088.065.pools.vodafone-ip.de] has joined #linuxcnc
[12:44:13] <jthornton> archivist, almost forgot to fix the G01 error...
[12:56:22] -!- dan2k3k4 has quit [Ping timeout: 255 seconds]
[12:57:17] -!- h_maximilian has quit [Ping timeout: 245 seconds]
[13:01:04] -!- balestrino has quit [Ping timeout: 240 seconds]
[13:03:53] -!- ries [ries!~ries@D979EA84.cm-3-2d.dynamic.ziggo.nl] has joined #linuxcnc
[13:10:17] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:11:00] -!- finnpixel has quit [Quit: KVIrc 4.2.0 Equilibrium http://www.kvirc.net/]
[13:12:35] -!- h_maximilian [h_maximilian!~bonsai@46.246.44.144] has joined #linuxcnc
[13:15:25] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[13:16:53] -!- larryone has quit [Ping timeout: 272 seconds]
[13:18:02] -!- `Nerobro [`Nerobro!~wolfeman@216.21.33.42] has joined #linuxcnc
[13:27:30] -!- malcom2073 [malcom2073!~quassel@unaffiliated/malcom2073] has joined #linuxcnc
[13:39:23] -!- skunkworks__ [skunkworks__!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:49:04] -!- ttback has quit []
[13:49:52] -!- kfoltman has quit [Ping timeout: 240 seconds]
[13:52:06] <pcw_home> jthornton: yes, thats the correct cable
[13:52:07] <pcw_home> (its a cable and bracket, but you can toss the bracket if you mount the DB25 yourself)
[13:52:47] -!- kfoltman [kfoltman!~kfoltman@46.7.73.150] has joined #linuxcnc
[14:00:54] -!- jfigie [jfigie!~zephyr@cpe-65-30-63-127.wi.res.rr.com] has joined #linuxcnc
[14:04:59] -!- b_b has quit [Changing host]
[14:06:42] -!- anth0ny has quit [Quit: anth0ny]
[14:08:11] -!- sumpfralle has quit [Ping timeout: 272 seconds]
[14:08:46] -!- likevinyl has quit [Read error: Connection reset by peer]
[14:09:49] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[14:13:59] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[14:13:59] -!- Tecan has quit [Changing host]
[14:13:59] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[14:20:43] -!- patrickarlt has quit [Remote host closed the connection]
[14:31:50] -!- quiqua has quit [Quit: quiqua]
[14:38:50] -!- badon_ [badon_!~badon@pdpc/supporter/active/badon] has joined #linuxcnc
[14:40:16] -!- benjamin23 has quit [Remote host closed the connection]
[14:40:29] -!- benjamin23 [benjamin23!~benjamin2@69.73.9.115] has joined #linuxcnc
[14:41:23] -!- badon has quit [Ping timeout: 240 seconds]
[14:42:06] -!- FreezingCold [FreezingCold!~FreezingC@199.119.233.136] has joined #linuxcnc
[14:42:49] badon_ is now known as badon
[14:54:25] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-191-252-204.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[14:59:22] -!- kwallace has quit [Ping timeout: 250 seconds]
[15:03:55] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[15:04:55] -!- FreezingCold has quit [Ping timeout: 260 seconds]
[15:10:02] -!- mle has quit [Ping timeout: 260 seconds]
[15:12:07] <PetefromTn_> Well finally got my new Bronco titled and registered. I'm LEGAL now LOL..
[15:12:26] -!- Valen has quit [Quit: Leaving.]
[15:13:37] <Tom_itx> BRONCO!
[15:13:49] <Tom_itx> those are ancient aren't they?
[15:14:53] <PetefromTn_> YUP
[15:15:02] <PetefromTn_> They don't make em like this anymore ;)
[15:15:03] <Tom_itx> most are rusted out
[15:15:10] <PetefromTn_> sure as hell are..
[15:15:23] <cradek> tailgate and above the back wheels
[15:15:27] <PetefromTn_> Mine has some rust I will need to remedy but it is a damn clean one.
[15:15:33] <PetefromTn_> yes exactly.
[15:15:43] <Tom_itx> take it to gasmonkey garage
[15:15:44] <cradek> by now their third tailgates are rusted out :-)
[15:15:47] <Tom_itx> they'll fix you right up
[15:16:07] <PetefromTn_> third tailgates?
[15:16:20] <PetefromTn_> Gas monkey LOL. Those guys are crackups.
[15:16:57] <PetefromTn_> I left the courthouse after getting the new tag this morning and it was so nice I put down all the windows including the rear window and drove around a bit.
[15:16:58] <Tom_itx> they are but they seem to know their shit
[15:17:52] <PetefromTn_> I am sure I will have to cut and weld on this thing at some point but thats okay I love these things.
[15:18:06] <PetefromTn_> The last one I had we owned for like ten years.
[15:18:12] <PetefromTn_> Drove the berries off that thing.
[15:18:34] <PetefromTn_> Crossed the country half dozen times wheeled it, camped in it, pulled boats with it. You name it.
[15:18:35] -!- dan2k3k4 has quit [Ping timeout: 264 seconds]
[15:18:40] <PetefromTn_> Just a great fun vehicle.
[15:18:51] <PetefromTn_> Love popping the roof off and driving around in it.
[15:19:47] -!- mahtennek has quit []
[15:21:57] -!- malcom2073 has quit [Ping timeout: 245 seconds]
[15:22:01] <cradek> I've had an 85 and a 96 and never had the roof off either one
[15:22:13] <cradek> I don't remember if the 85 even came off...?
[15:23:30] -!- FreezingCold [FreezingCold!~FreezingC@199.119.233.136] has joined #linuxcnc
[15:24:10] -!- jduhls has quit [Ping timeout: 250 seconds]
[15:24:24] <PetefromTn_> You're kidding...
[15:24:32] <PetefromTn_> Thats the best part about owning a bronco LOL
[15:24:49] <PetefromTn_> the tops came off all the fullsize broncos as well as the older ones too...
[15:25:59] <cradek> and driving with the back window seemed to make all the exhaust come in...
[15:26:04] <PetefromTn_> You do have to remove the interior trim around the base of the top. I took mine off and left it in the attic so it does not get jacked up.
[15:26:15] <PetefromTn_> did you have custom exhaust?
[15:26:54] <PetefromTn_> I had put dual exhaust on one of them and yeah it kinda made the exhaust come in but this one has it out the right rear side and it does not seem to come in.
[15:27:29] <skunkworks__> I think that is true with most vehicles.. We drove home with the jetta trunk open - seemed to suck the exaust into the cab
[15:28:45] <PetefromTn_> My suzuki Samurai rock crawlers I have built were good about it. I never had the roof on mine hardly ever. However one time I put a custom exhaust on one of them and made it stick out the back a tad further and it choked me out LOL.
[15:29:09] <PetefromTn_> Took it back and had them trim it to the stock length and it went away. Go figure.
[15:31:13] <PetefromTn_> I remember when I first moved to Tennessee I took my 89 four wheeling with some guys in Suzuki Samurai's with my wife. We nearly slid off the side of a mountain and scared the crap out of us. It is quite a bit wider than the samurai's so when we went on this one trail the edge got a LOT closer for our truck than thiers and we started sliding.... I told my wife to jump out and I was getting ready to bail out the drivers side
[15:31:58] <PetefromTn_> The big Bronco did really good actually other than that on some tough trails. This was in cumberland Gap area. It was not even lifted and had 33" mud tires on it.
[15:32:23] <PetefromTn_> I plan to lift this one up and put 35" mudders on it and do some light wheeling and mall crawling LOL.
[15:33:27] -!- FreezingCold has quit [Read error: Connection reset by peer]
[15:33:51] <PetefromTn_> is your jetta a turbo diesel?
[15:34:44] <skunkworks__> it was..
[15:34:52] <skunkworks__> (we sold it a few years ago)
[15:34:57] <PetefromTn_> nice.. Does it get like a BILLION MPGs"
[15:34:59] <skunkworks__> love it.. miss it..
[15:35:21] <skunkworks__> depending on driving - 40 -50mpg
[15:35:23] <cradek> I wish my gti was the diesel. I'd really like the better mileage.
[15:35:28] <PetefromTn_> I know the new ones are some of the most fuel efficient cars on the road apparently including hybrids.
[15:35:38] <PetefromTn_> what year is your GTI?
[15:35:42] <cradek> 03
[15:35:52] <PetefromTn_> nice I love the looks of those... color?
[15:35:56] <cradek> red
[15:36:08] <skunkworks__> my wife and I point them out.. awww - there is a tdi....
[15:36:09] <cradek> yeah it's great. the newer ones are worse so I hope it lasts forever.
[15:36:10] <PetefromTn_> Jeremy Clarkson has a special place in his heart for that one..
[15:36:39] <PetefromTn_> would be nice to get 40-50 MPG tho..
[15:36:57] <PetefromTn_> I think my Bronco gets a couple feet per gallon LOL...
[15:37:08] <skunkworks__> our toyota does pretty good... on long trips it gets 40mpg
[15:37:20] <PetefromTn_> Please tell me it is NOT a prius...
[15:37:26] -!- anarchos [anarchos!~anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[15:37:28] <cradek> no, prius gets 50
[15:37:33] <skunkworks__> no base corrola
[15:37:40] <PetefromTn_> sweet.
[15:37:57] <PetefromTn_> Ya know what car I really love tho..
[15:38:02] <jdh> my yukon gets 35MP2G
[15:38:07] <PetefromTn_> The ORIGINAL rabbit GTI
[15:38:16] <PetefromTn_> BS
[15:38:17] <PetefromTn_> LOL
[15:38:52] <ssi> skunkworks__: my best tank average in my tdi is 56.9 :)
[15:38:59] <PetefromTn_> I had a friend who had an all black original Rabbit GTI and it was lowered a bit on some nice wide custom wheels and smoked out windows with a bangin alpine stereo back in the day.
[15:39:04] <PetefromTn_> damn that was a fun car to drive.
[15:39:15] <PetefromTn_> Had a power sunroof and the little funky antenna.
[15:39:28] <skunkworks__> ssi, nice!
[15:39:30] <PetefromTn_> why can't they make cars like that anymore..
[15:39:45] <ssi> skunkworks__: it took doing 57mph on the interstate on a road trip with no AC
[15:39:51] <ssi> skunkworks__: but it had to happen to prove a point :)
[15:40:16] <ssi> skunkworks__: my mom lives in Ocala, FL, and it's altmost exactly 400 miles door to door; I left my house, drove to her house, turned around and came back, without fueling
[15:40:17] <PetefromTn_> they are nice cars too..
[15:40:21] <ssi> 814 miles on 14.2 gal
[15:40:34] <PetefromTn_> damn that is amazing..
[15:40:44] <PetefromTn_> what year is that one.
[15:40:47] <ssi> 14
[15:40:54] <PetefromTn_> nice.
[15:41:01] <PetefromTn_> how much did you pay for that thing?
[15:41:06] <ssi> $19,3
[15:41:12] <PetefromTn_> Ouchie.
[15:41:21] <ssi> heh msrp is $24,7
[15:41:36] <PetefromTn_> I would look for a slightly used one I think.
[15:42:38] <ssi> give it a shot
[15:42:41] <PetefromTn_> I have a friend who wheels suzuki samurai's with me that has a VW turbo diesel in his samurai. It has 33" mudders on it, the aerodynamics of a brick wall and gets like 40 MPG LOL...
[15:42:46] <ssi> it's cheaper to buy them new!
[15:42:53] <ssi> everyone wants diesels now
[15:42:59] <PetefromTn_> how ya figure?
[15:43:57] <PetefromTn_> I want to buff and polish the bronco now that I gave it a good bath but it is hot as hell outside right now.
[15:44:03] <ssi> http://www.autotrader.com/cars-for-sale/Used+Cars/Volkswagen/Jetta/Kennesaw+GA-30144?endYear=2014&listingType=used&listingTypes=used&makeCode1=VOLKS&mmt=%5BVOLKS%5BJET%5BJET%7CTDI%5D%5D%5B%5D%5D&modelCode1=JET&searchRadius=25&showcaseListingId=372792034&showcaseOwnerId=5006840&startYear=1981&trim1=JET%7CTDI&Log=0
[15:44:13] <PetefromTn_> I might take the kids to the park today and try to find a nice shdy tree
[15:44:25] <ssi> 2011 TDI with 60k miles, $19,918
[15:44:43] <ssi> 2010 with 73k, $15,989
[15:44:51] <ssi> personally, I'll spend a little bit more to get a brand new car
[15:44:59] <cradek> jeez cars are expensive
[15:45:08] <PetefromTn_> Oh hell no you can't buy one from a STEALERSHIP man...
[15:45:21] <ssi> ok... let me know how it goes :)
[15:45:36] <PetefromTn_> No I won't be buying one...
[15:45:54] <ssi> I agree, because the used market for them isn't cheap enough :)
[15:46:20] <PetefromTn_> no I won't be buyin one because I would not pay anywhere near that much for one.
[15:46:51] <PetefromTn_> They see you coming apparently LOL.
[15:47:21] <ssi> I look at it like this
[15:47:28] <ssi> I drive 25kmi/yr minimum
[15:47:34] <ssi> I was driving a car that got 22mpg
[15:47:39] <ssi> so that's like $10k/yr in fuel
[15:47:52] <ssi> now I drive a car that gets 50mpg
[15:47:55] <ssi> so that's like $2k/yr in fuel
[15:47:56] <ssi> heh
[15:48:07] <ssi> car pays for itself in two and a half years
[15:48:29] <PetefromTn_> Oh you don't have to sell me on the fuel economy man..
[15:48:39] <PetefromTn_> That is the ONLY reason I would ever buy one of those cars.
[15:49:51] <PetefromTn_> but my days of paying $20k for a vehicle are long gone man..
[15:50:00] <PetefromTn_> It is just not worth it to me.
[15:50:09] <ssi> my days of paying $3k for a vehicle and working on it all the time are long gone
[15:50:19] <ssi> I have enough damn projects in my life, i don't need my daily driver to be one
[15:50:27] <PetefromTn_> then you are buying the wrong kind of cars man..
[15:50:52] <ssi> no, I'm buying the right kind of cars! brand new, reliable, nice, fuel efficients :)
[15:51:01] <PetefromTn_> just because you buy a new car does not guarantee it will not need work either.
[15:51:07] <cradek> nah, you're just driving too much, and should move
[15:51:14] <ssi> cradek: yeah, I agree :(
[15:51:37] <ssi> unfortunately the whole "30 tons of machine tools in the basement" thing gets in the way of that :(
[15:51:46] <PetefromTn_> IMO car prices are out of freakin control man...
[15:52:10] <ssi> no they're not... they're just a more true indication of our debilitating inflation
[15:52:39] <PetefromTn_> I would MUCH rather have to pay for an occasional repair which I did even when I had brand new cars and have ZERO car payments than paying $3-400 car payments plus insurance etc. etc.
[15:53:03] <jdh> heh... $300 car payment isn't much of a car now.
[15:53:11] <ssi> jdh: my car payment is $300 :P
[15:53:13] <PetefromTn_> exactly...
[15:53:24] <PetefromTn_> I could put a whole brand new engine in my car for three months car payment..
[15:53:25] <jdh> exactly
[15:53:25] <ssi> that's the funny thing... pete's all riled up about it
[15:53:43] <PetefromTn_> riled up about what?
[15:53:51] <ssi> but I got rid of my $33k, $530/mo 22mpg car in favor of a $19k, $300/mo, 50mpg car
[15:53:59] <ssi> in my eyes the car is practically FREE
[15:53:59] <jdh> if I bought another car, it would be another Yukon XL
[15:54:10] <PetefromTn_> Yukons are nice cars.
[15:54:12] <cradek> hahah XL
[15:54:23] <cradek> that's so funny
[15:54:25] <PetefromTn_> I drove an XL awhile back and it actually hauled ass..
[15:54:33] <jdh> how so? The non-XL is tiny
[15:54:42] <PetefromTn_> I was quite surprised at how quick it was.
[15:54:58] <PetefromTn_> It is also beautiful inside with leather and nice seats etc.
[15:55:03] <jdh> yep
[15:55:17] <PetefromTn_> I ALMOST bought a couple year old used one at a dealership about three months ago.
[15:55:17] <jdh> and can tow my boat when needed, and haul all my gear.
[15:55:23] <PetefromTn_> yeah.
[15:55:30] <PetefromTn_> that is why I bought the bronco.
[15:55:39] <jdh> mine have all been two years old when I buy them.
[15:55:48] <PetefromTn_> Easily towed my boats or whatever and can still put some plywood in it when I need to.
[15:55:58] <PetefromTn_> plus you can pop the roof off LOL
[15:56:02] <PetefromTn_> that is smart.
[15:56:12] <PetefromTn_> You get KILLED on a new car purchase anymore.
[15:56:32] <ssi> I put a trailer hitch on the tdi
[15:56:42] <jdh> geez.
[15:56:47] <ssi> I can tow 2klb with it as per ratings :)
[15:56:48] <ssi> haha
[15:57:02] <PetefromTn_> 2kg
[15:57:11] <jdh> I'm almost unhappy that two of my pressure transducers read 8psi different at 3100ish psi
[15:57:23] <ssi> jdh: what's this on?
[15:57:31] <PetefromTn_> dive stuff I presume
[15:57:35] <ssi> oh right
[15:57:43] <jdh> my compressor:
http://jdh.no-ip.biz:8081/
[15:57:47] <ssi> PetefromTn_: you're just mad cause my 2 liter 50mpg diesel has more torque than your bronco ;)
[15:57:59] <PetefromTn_> GOOD LUCK with that man..
[15:58:20] <PetefromTn_> I would tear your car backwards down the street if we hooked them together LOL...
[15:58:39] <ssi> might be an appropriate time to show you this
[15:58:40] <ssi> https://www.youtube.com/watch?v=0UFVI_MQPEQ
[15:58:43] <ssi> before you get too cocky :)
[15:58:52] <PetefromTn_> then just to piss you off I would then drive over top of your car...
[15:59:00] <jdh> ebay transducers, hacked up ADC board, raspberry pi... 8psi only 0.2%
[15:59:21] <ssi> jdh: I want to put together a little differential pressure monitor to show me the drop across my AC filter
[15:59:37] <jdh> ssi: I got some that would do that as samples.
[16:00:00] <PetefromTn_> what kinda BS video is that..
[16:00:12] <ssi> jdh: freescale?
[16:00:17] <ssi> I used to get samples from them all the time
[16:00:18] <jdh> yeah, MPX
[16:00:22] <PetefromTn_> If that truck would not drag that Toareg down the street I would take it out back and shoot it..
[16:00:24] <ssi> about ten years ago I designed a little digital boost gauge
[16:00:41] <ssi> PetefromTn_: best go get your gun ready
[16:00:57] <jdh> got some differentials but I don't remember why. I have an absolute one in my o2 sensor checker
[16:01:36] <ssi> I also have this desire to make a modular pressure logging system, wireless
[16:01:44] <PetefromTn_> I will drive my Bronco down there and bring a strap and when I am done destroying your VW we can listen to your stereo....LOL
[16:01:44] <ssi> for airplane testing
[16:01:59] <jdh> my sensor checker does pressure + 3 o2 sensors over bluetooth
[16:02:05] <ssi> put them in the upper/lower cowl to measure cooling drops, put them out at various places on the airframe to measure turbulence, etc
[16:02:09] <ssi> nice
[16:02:48] <jdh> we use magnehelics for filter monitoring at work.
[16:03:12] <ssi> PetefromTn_: what engine? 5.0?
[16:03:25] <PetefromTn_> 5.8 351
[16:04:29] <PetefromTn_> Besides do you have a v10 diesel toareg?
[16:04:40] <ssi> lucky for you, no :)
[16:04:45] <ssi> the v10s are 660lbft torque stock
[16:05:00] <PetefromTn_> so?
[16:05:18] <PetefromTn_> Its all about weight and gearing man..
[16:05:39] <ssi> yeah tell that to the guy in the chevy :)
[16:05:41] <PetefromTn_> I need to pull this monster in the shop and buff it out but it is so damn hot today..
[16:05:56] <PetefromTn_> that was a BS video man.. or there was something seriously wrong with that truck LOL.
[16:06:02] <Tom_itx> 103F today here
[16:06:06] <ssi> there was something wrong with it
[16:06:07] <ssi> it's RWD
[16:06:10] <Tom_itx> and probably 70% RH
[16:06:23] <PetefromTn_> looked 4x4 to me man..
[16:06:29] <ssi> watch it again
[16:06:31] <ssi> and watch the wheels
[16:06:34] <PetefromTn_> no thanks.
[16:06:42] <PetefromTn_> This is all bs anywyas.
[16:06:42] <ssi> truth hurts, I know :)
[16:06:50] <PetefromTn_> OK
[16:06:57] <PetefromTn_> you're right and I am wrong.
[16:07:09] <PetefromTn_> feel better now.
[16:07:16] <ssi> haha
[16:07:21] * Tom_itx waits for the testosterone to settle
[16:07:39] <ssi> Tom_itx: it's more of a colloid suspension
[16:09:06] -!- patrickarlt has quit [Remote host closed the connection]
[16:11:02] -!- anarchos has quit [Ping timeout: 245 seconds]
[16:12:58] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.179.20] has joined #linuxcnc
[16:16:53] -!- badon has quit [Ping timeout: 240 seconds]
[16:17:22] -!- badon [badon!~badon@pdpc/supporter/active/badon] has joined #linuxcnc
[16:18:40] <ssi> two mirrors aligned!
[16:18:43] <ssi> one more to go!
[16:20:20] <zeeshan> ^ nice
[16:20:20] <zeeshan> :)
[16:20:50] <jfigie> can I run a saved hal file after I have started hal from halcmd: prompt? I know I can run a saved file with halrun -I -f <filename>
[16:21:21] <zeeshan> ps
[16:21:25] <zeeshan> i have more torque in my rx7
[16:21:28] <zeeshan> than both of your trucks combinewd
[16:21:30] <zeeshan> :-)
[16:22:47] -!- amiri has quit [Ping timeout: 245 seconds]
[16:22:56] <PetefromTn_> shoulda left it a rotary..
[16:23:01] -!- thomaslindstr_m has quit [Remote host closed the connection]
[16:23:05] <archivist> my truck is just bigger :)
[16:23:06] -!- rob_h has quit [Ping timeout: 272 seconds]
[16:24:10] <zeeshan> why would i leave it rotary
[16:24:12] <zeeshan> rotary is garbage
[16:24:50] <zeeshan> i had that nonsense for like 5 years
[16:24:52] -!- larryone1 has quit [Ping timeout: 240 seconds]
[16:24:56] <zeeshan> before i went to a better platform
[16:25:45] <zeeshan> lq9 6.0L twin turbo is >>>>>>>>>>> rotary with a large rotary
[16:26:06] <zeeshan> i make like 600ft-lb at 2500 rpm
[16:26:14] <zeeshan> its like an electric motor... almost!
[16:27:22] <jthornton> I make like 3,000 ft-lbs at 1500 rpm
[16:27:29] <zeeshan> jthornton: in what? :D
[16:27:53] <jthornton> JD 350
[16:28:02] <zeeshan> haha
[16:28:25] <jthornton> and I can crush your rx7 flat as a pizza box LOL
[16:28:33] <zeeshan> you'd have to catch me first
[16:29:02] -!- PetefromTn_ has quit [Quit: On the other hand, you have different fingers.]
[16:30:29] <jthornton> that could be a small challenge, maybe push a tree down in front of you
[16:30:42] <zeeshan> hehe
[16:30:51] <ssi> :P
[16:31:16] -!- sylphiae [sylphiae!~sylphiae@99-7-4-250.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[16:32:04] <zeeshan> im looking forward to a weekend of working onthe car
[16:32:09] <zeeshan> and not machining anything
[16:32:23] <zeeshan> bah actually itake tha tback
[16:32:28] <zeeshan> i need to make some spacers/adapters
[16:32:39] <zeeshan> ssi laser cut me some stuff
[16:32:42] <zeeshan> hurry up and finish
[16:32:43] <Tom_itx> just an excuse to machine
[16:32:51] <Tom_itx> you know you really want to...
[16:32:55] <zeeshan> no
[16:33:00] <zeeshan> im tired of machining all week
[16:33:06] <zeeshan> for school related stuff
[16:33:06] <ssi> zeeshan: almost done building, but I have to figure out gcode and cam :P
[16:33:14] <zeeshan> ssi thats the easy part :P
[16:33:20] <ssi> good, help me
[16:33:26] <Tom_itx> ssi for what?
[16:33:29] <ssi> laser
[16:33:33] <ssi> cutting doesn't seem too bad
[16:33:38] <Tom_itx> sheetcam
[16:33:42] <ssi> but raster engraving... I'm just not sure how that's gonna work
[16:33:44] <zeeshan> ssi, just drop your patterns in inventor or solidworks
[16:33:49] <zeeshan> transfer em over to a cam software
[16:33:55] <zeeshan> and select the lines and generate a tool path :P
[16:34:08] <ssi> I'm not talking about that part
[16:34:12] <Tom_itx> laser gcode seems drop dead simple
[16:34:20] <zeeshan> you're talking about controlling the laser intensity?
[16:34:22] <ssi> yes
[16:34:29] <ssi> what g-code to use for laser power, on/off, etc
[16:34:31] <zeeshan> thats easy too!
[16:34:35] <Tom_itx> adapt spindle speed for that
[16:34:36] <ssi> for ENGRAVING
[16:34:42] <zeeshan> Tom_itx: exactly what i was thinking
[16:34:54] <zeeshan> make the spindle speed propertional to your laser current
[16:35:02] <ssi> yeah so now
[16:35:10] <zeeshan> and then just order a S100 S2000000
[16:35:12] <ssi> how do you change the spindle speed on a raster line?
[16:35:13] <zeeshan> whenever you wanna change the itensity
[16:35:29] <ssi> skunkworks__ suggested last night that I use M67 so it's synchronized
[16:35:38] <zeeshan> wassat
[16:35:40] <zeeshan> raster line
[16:35:41] <Tom_itx> ssi ask jymmmmmmmmmmmmmmmmmmm how he does it
[16:35:41] <ssi> but my concern is that the motion planner is going to try to come to a stop at every point where the intensity changes
[16:35:49] <ssi> jymmmmmmmmmmmmmmmmmmmmmm doesn't do it
[16:35:55] <ssi> he lets the chinese laser onboard computer do it
[16:36:13] <ssi> I dunno what the state of CV mode is in lcnc, or how that'll work
[16:36:16] <Tom_itx> doesn't he have to enter a .ngc?
[16:36:18] <ssi> I have some research and testing to do
[16:36:20] <zeeshan> whats a raster line?!?!
[16:36:26] <Tom_itx> like a printer
[16:36:35] <Tom_itx> raster graphics
[16:36:43] <zeeshan> i'm confused to what the problem is
[16:36:56] <zeeshan> if you just do S200 then G01 x y 2139081303 ,
[16:36:59] <zeeshan> then do S0
[16:37:03] <ssi> zeeshan: if I try to explain it to you, will you refrain from telling me I'm an idiot?
[16:37:11] <zeeshan> wouldn't that work?
[16:37:26] <ssi> I'm trying to find a video to show you
[16:37:31] <zeeshan> ssi, only if you type at 1400 ipm
[16:37:33] <zeeshan> :-)
[16:37:48] <ssi> https://www.youtube.com/watch?v=dvV_E82ztk0
[16:37:48] <zeeshan> i'm a troll at heart
[16:37:52] <ssi> skip in to like 3:30
[16:38:11] <zeeshan> okay so its a line
[16:38:12] <ssi> the head is just scanning the bed like a TV does
[16:38:14] <zeeshan> with varying laser itensity
[16:38:15] <zeeshan> right?
[16:38:20] <ssi> and the intensity varies according to the grayscarle value
[16:38:21] <ssi> right
[16:38:29] <ssi> so... how do you write that in g-code?
[16:38:30] <zeeshan> that just means your g-code will be so dirty
[16:38:31] <zeeshan> lol
[16:38:38] <ssi> well more than that
[16:38:43] <ssi> if it's exact stop,
[16:38:43] <zeeshan> you'd do something
[16:38:48] <ssi> it'll accel, move, decel to EVERY PIXEL
[16:38:51] <ssi> change the intensity, etc
[16:38:54] <zeeshan> exactly
[16:39:02] <ssi> it needs to be constant velocity mode, if that's a thing yet
[16:39:10] <zeeshan> you can do constant velocity m ode
[16:39:11] <ssi> and it needs to synchronize the intensity changes to the position
[16:39:14] <ssi> and I'm not sure how to do that
[16:39:27] <archivist> methinks the solution is already on the wiki
[16:39:29] <mozmck> what about the S code
[16:39:34] <ssi> archivist: I just haven't looked into it yet
[16:39:45] <zeeshan> ssi will you etch a nude lady for me
[16:39:47] -!- toner has quit [Ping timeout: 245 seconds]
[16:39:47] <zeeshan> on a piece of stainless
[16:39:56] <ssi> only if you're nice :)
[16:39:58] <zeeshan> :)
[16:40:20] <zeeshan> i think the cheap and dirty solution is doing it pixel by pixel
[16:40:47] <zeeshan> and just doing like S1000, G01 x0.01 y0 , s200, g01 x0.02 y0
[16:40:48] <zeeshan> or something
[16:40:52] <zeeshan> :P
[16:41:05] <zeeshan> 10,000,000 million line g-code
[16:41:07] <zeeshan> to get one image done
[16:41:12] <archivist> nope look on the wiki somewhere
[16:41:16] <ssi> archivist: yeah I will
[16:41:33] <ssi> i'm going to start with vector cutting, but I have to make sure I set the mahcine up so the proper gcode controls the laser now
[16:41:37] <archivist> may have been on the mailing list too
[16:41:39] <ssi> so I don't have to rework it when I get to engraving
[16:42:27] <mozmck> ssi:
http://www.cnczone.com/forums/general-laser-engraving-cutting-machine-discussion/186700-linuxcnc-laser-control-dont-need-dsp.html
[16:43:00] <zeeshan> ssi what what laser do you have
[16:43:06] <zeeshan> *W
[16:46:24] <Tom_itx> are they using Z as the intensity?
[16:46:42] <zeeshan> yea looks like it
[16:46:43] <ssi> zeeshan: cheapest chinese 40W money can buy
[16:46:49] <zeeshan> 40W can cut how much
[16:46:53] <ssi> I dunno yet
[16:46:58] <Tom_itx> your finger
[16:47:06] <ssi> depends on the optics...
[16:47:11] <zeeshan> ah
[16:47:16] <ssi> probably a fair bit. I have a 1.5" lens and a 2" lens
[16:47:26] <zeeshan> so you're focusing the beam
[16:47:33] <ssi> the 2" lens will do 4kw/mm^2 at 2mm dof, and the 1.5" will do 7kw/mm^2 at 1mm dof
[16:47:34] <ReadError> can you get really focused optics?
[16:47:41] <ReadError> like if I wanted to do PCB stencils
[16:47:51] <ReadError> could it do fine pitch pads you think?
[16:47:52] <zeeshan> does the lens heat up?
[16:47:55] <ssi> ReadError: sure
[16:47:55] <zeeshan> (and require cooling)
[16:48:00] <ssi> zeeshan: not on this little guy
[16:48:10] <ssi> big lasers, yes
[16:48:13] <ssi> the mirrors are watercooled
[16:48:18] <ssi> and I imagine the lens is too somehow
[16:48:19] <zeeshan> :D
[16:48:36] -!- patrickarlt has quit [Remote host closed the connection]
[16:48:39] <Tom_itx> ssi, you need one of these to focus the lens:
http://tom-itx.ddns01.com:81/~webpage/motors/focusring11.jpg
[16:48:51] <Tom_itx> focus ring taken from some medical equipment
[16:48:55] <ssi> haha neat
[16:49:02] <ssi> nah focus on this is dirt simple
[16:49:03] <Tom_itx> coarse and fine adjust
[16:49:11] <ssi> the focal length is fixed by the lens
[16:49:19] <ssi> the spot height is controlled by moving a tube up and down
[16:49:19] <Tom_itx> 2 motors with encoder feedback
[16:49:30] <ssi> the spot will always be at a fixed distance from the nozzle
[16:49:47] <ssi> so I can just find that distance, andthen always set up by dropping the nozzle on a jo block and tightening it
[16:50:56] <zeeshan> why is it that when you buy 3/4" round bar
[16:51:03] <zeeshan> its always .748?
[16:51:07] <zeeshan> ..
[16:51:23] <zeeshan> they really expect you to buy 1" round bar so you can precision machine something to .75?
[16:51:29] <zeeshan> or am i ordering the wrong type of round bar
[16:51:53] <archivist> rolled/ground/black or what
[16:52:26] <Tom_itx> zeeshan, we cut 1" test specimens from 6" blocks
[16:52:27] <zeeshan> hot roll
[16:52:31] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[16:52:36] <zeeshan> Tom_itx: why
[16:52:39] <Tom_itx> sometimes bigger than that
[16:52:43] <ssi> zeeshan: precision shafting
[16:52:46] <Tom_itx> for material testing
[16:52:56] <Tom_itx> end grain and side grain
[16:53:00] <Tom_itx> 6 samples each
[16:53:10] <Tom_itx> also did a bunch of flat specimens
[16:53:32] <zeeshan> ah
[16:54:10] <Tom_itx> cut em real precise so they can just break em
[16:54:18] <zeeshan> even cold roll
[16:54:20] <zeeshan> is minus 0.002
[16:54:21] <zeeshan> wtf
[16:54:24] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-98-199-dynip.superkabel.de] has joined #linuxcnc
[16:54:29] <IchGuckLive> hi all B)
[16:54:38] <ssi> hey ich
[16:54:44] <Tom_itx> there's the German
[16:54:45] <ssi> I'm aligning the laser now
[16:55:02] <IchGuckLive> ;-)
[16:55:02] <ssi> working on the head mirror; got the x and y beams parallel to travel and centered up inthe head
[16:55:20] <IchGuckLive> Tom_itx: someone asked about me ?
[16:55:42] <Tom_itx> not that i'm aware of
[16:55:58] <IchGuckLive> so why there is the german
[16:56:23] <Tom_itx> you arrived
[16:56:39] <IchGuckLive> not many times from now !
[16:57:06] <IchGuckLive> ssi did you male a cut test
[16:57:16] <IchGuckLive> make
[16:59:27] -!- c-bob|| has quit [Ping timeout: 245 seconds]
[16:59:32] <ssi> not yet
[17:01:40] <ssi> installing the lens now :)
[17:02:19] <Tom_itx> keep your fingerprints off ti
[17:02:20] <Tom_itx> it*
[17:02:29] <ssi> of course
[17:02:42] <Tom_itx> where did you get the lens
[17:02:59] -!- sylphiae has quit [Ping timeout: 272 seconds]
[17:03:01] <ssi> china, naturally
[17:05:04] -!- Guest67045 has quit [Quit: Leaving...]
[17:05:42] <ssi> damn, it works :D
[17:05:49] <ssi> also, got myself with the beam for the first time, weee
[17:05:59] <ssi> feels like a bee sting
[17:05:59] <ssi> haha
[17:06:52] -!- larryone1 has quit [Quit: This computer has gone to sleep]
[17:07:59] <ssi> https://pbs.twimg.com/media/BtZ8RRACUAIMQ5M.jpg:large
[17:08:09] <ssi> unevenness of the line is cause I was moving the head by hand
[17:08:15] <ssi> which is how I got myself with the beam :)
[17:08:34] <Tom_itx> ninny
[17:12:30] <Tom_itx> silence after that comment is worrysome
[17:12:46] <ssi> haha
[17:12:48] <ssi> I'm fine
[17:13:09] <ssi> so I gotta get everything hal'd up so I can write a test program
[17:13:30] <ssi> write a program which'll draw lines and pause so I can move the focus up and down
[17:13:36] <ssi> measure the thinnest line and that'll be best focus height
[17:14:41] <Tom_itx> are you moving the mirrors or the table?
[17:14:51] <ssi> the mirrors
[17:14:59] <ssi> for focus?
[17:15:00] <ssi> just the lens
[17:15:09] <Tom_itx> for burning
[17:15:16] -!- phantoxe has quit []
[17:15:23] <ssi> there's one fixed mirror, one mirror that moves with the gantry, and one in the head
[17:15:42] -!- Thetawaves [Thetawaves!~Thetawave@216-67-75-89-rb2.fai.dsl.dynamic.acsalaska.net] has joined #linuxcnc
[17:21:47] <Tom_itx> what stepper drivers are you using on that?
[17:21:58] <ssi> leadshine 556
[17:27:07] -!- chally_ [chally_!~chally@host-126-184.dhcp.pdx.edu] has joined #linuxcnc
[17:28:05] <ssi> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Rastering_With_A_Laser
[17:28:07] <ssi> good, so I'm not crazy
[17:29:34] <Tom_itx> do pixelated lines make you crazy?
[17:29:51] <ssi> people gaslighting me makes me crazy :)
[17:37:57] -!- Flipp [Flipp!~Flipp@c-50-181-211-86.hsd1.wa.comcast.net] has joined #linuxcnc
[17:40:44] * Jymmm smacks the shit out of ssi with the MADE IN USA laser controller with dual uC and FPGA's!
[17:44:52] -!- toastyde2th has quit [Ping timeout: 245 seconds]
[17:47:46] <Smidge204__> pew pew pew
[17:50:50] <IchGuckLive> you gone make it Smidge204__
[17:52:04] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[17:53:22] -!- toastydeath has quit [Read error: Connection reset by peer]
[17:53:37] -!- toastydeath [toastydeath!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[17:54:47] <IchGuckLive> i am fightiong with the wheat harvester data workaround !
[17:55:32] <Smidge204__> Maybe you have a gluten allergy
[17:57:39] <IchGuckLive> ;-) bad logistic on field change bad organiser on transport to farm timings
[17:59:38] -!- Grid_ has quit [Quit: Page closed]
[18:00:27] <IchGuckLive> sometimes even openofice strikes me out why is only on one page a pagenumber ...
[18:01:16] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[18:04:28] -!- rob_h [rob_h!~robh@90.219.183.62] has joined #linuxcnc
[18:06:33] -!- eeriegeek [eeriegeek!~eeriegeek@98.244.112.229] has joined #linuxcnc
[18:08:12] -!- toastydeath has quit [Read error: Connection reset by peer]
[18:08:18] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[18:09:52] -!- Flipp has quit [Ping timeout: 245 seconds]
[18:16:41] <IchGuckLive> ok im off BYE
[18:16:45] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[18:20:18] -!- atom1 [atom1!~tom@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[18:20:19] -!- atom1 has quit [Changing host]
[18:20:19] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[18:27:26] -!- Tecan has quit [Ping timeout: 255 seconds]
[18:29:31] <ssi> Jymmm: my mistake :P
[18:31:15] -!- atom1 has quit [Quit: Leaving]
[18:33:48] <Jymmm> ssi: My laser in on the LAN, I can "print" to it just like a laser printer. It installs as a print driver and serves as the CAM aspects, so I could print from any application if I wanted to.
[18:37:05] <serp> what laser is that Jymmm?
[18:37:49] <ssi> Jymmm: yeah I understand that
[18:37:52] <Jymmm> ssi: As a generality... The primary settings I have a choice of are: Power%, Speed%, PPI, and DPI. These four are the main things, but some alter/combine the PPI/DPI into other variants which I'm not sure of.
[18:37:52] <ssi> that's just not what I want :)
[18:38:12] <ssi> gotcha
[18:38:13] <Jymmm> ssi: I could care less what you want =)
[18:38:30] <Jymmm> I'm telling what is =)
[18:40:15] <Jymmm> Now, the drawbacks of the FPGA standalone onthe lan is that everything has to be changed at the FPGA level, what they are doing now is eliminating the FPGA and going strictly Host based and everything is in the driver, and the laser just being a dumb device.
[18:40:50] -!- patrickarlt has quit [Remote host closed the connection]
[18:44:04] <Jymmm> Also, some are still making it a dumb device on the lan, but REQUIRE a active host (pc) while running jobs. You can't just send a job to the laser and turn off the PC.
[18:50:31] -!- patrickarlt has quit [Remote host closed the connection]
[18:56:13] -!- Flipp [Flipp!~Flipp@c-50-181-211-86.hsd1.wa.comcast.net] has joined #linuxcnc
[18:59:13] -!- atom1 [atom1!~tom@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[18:59:26] -!- atom1 has quit [Changing host]
[18:59:27] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[19:00:39] <Loetmichel> btw: my finger gash from yesterday is already nearly closed... thank to whoever is responsible to my fast healing abilities->
http://www.cyrom.org/palbum/main.php?g2_itemId=15084 (caution, graphic laceration) :-)
[19:01:00] <ssi> not too bad
[19:01:26] <ssi> I got myself with the beam for the first time today
[19:02:05] <Loetmichel> yesterday you could see the tendon moving
[19:02:10] <ssi> oh wow haha
[19:02:12] <Loetmichel> ... and loads of blood
[19:02:41] <Loetmichel> happens when you use a dremel like tool wiht a cutting disk and "slip" a bit
[19:02:42] -!- Flipp has quit [Ping timeout: 245 seconds]
[19:03:43] <ssi> gah why is everything in the world so expensive
[19:03:48] -!- patrickarlt has quit [Remote host closed the connection]
[19:06:19] <kfoltman> ssi: because of the lizard people, of course!
[19:07:40] <ssi> of course!
[19:13:18] -!- rigid has quit [Quit: NO WINE, NO WIFE, NO CARRIER]
[19:20:42] -!- badon has quit [Ping timeout: 245 seconds]
[19:24:30] -!- atom1 has quit [Quit: Leaving]
[19:24:42] -!- ttback has quit []
[19:25:00] <kfoltman> ssi: I'm just playing with a dev board I paid about 7 euro for ;)
[19:25:14] <kfoltman> some small version of stm32f103
[19:25:21] -!- badon [badon!~badon@pdpc/supporter/active/badon] has joined #linuxcnc
[19:25:30] -!- spatialbrew has quit []
[19:36:01] -!- ries has quit [Read error: Connection reset by peer]
[19:36:27] -!- ries [ries!~ries@D979EA84.cm-3-2d.dynamic.ziggo.nl] has joined #linuxcnc
[19:40:54] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[19:40:57] -!- malcom2073 [malcom2073!~quassel@unaffiliated/malcom2073] has joined #linuxcnc
[19:41:25] -!- malcom2073 has quit [Remote host closed the connection]
[19:41:39] -!- Tom_L has quit [Client Quit]
[19:43:14] -!- malcom2073 [malcom2073!~quassel@unaffiliated/malcom2073] has joined #linuxcnc
[19:47:49] -!- tjb1 has quit [Read error: Connection reset by peer]
[19:50:11] -!- patrickarlt has quit [Remote host closed the connection]
[19:52:56] -!- ttback has quit []
[19:53:51] -!- anarchos2 [anarchos2!~anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[19:55:10] -!- jbr has quit [Ping timeout: 260 seconds]
[19:59:08] -!- skunkworks__ has quit [Read error: Connection reset by peer]
[19:59:56] -!- syyl [syyl!~sg@p4FD12166.dip0.t-ipconnect.de] has joined #linuxcnc
[20:07:44] -!- pcw_d525 [pcw_d525!~chatzilla@99.88.10.65] has joined #linuxcnc
[20:07:52] -!- skunkworks_ has quit [Ping timeout: 240 seconds]
[20:10:59] -!- badon has quit [Ping timeout: 256 seconds]
[20:12:01] -!- badon [badon!~badon@pdpc/supporter/active/badon] has joined #linuxcnc
[20:12:16] -!- Cylly [Cylly!cylly@p54B1124C.dip0.t-ipconnect.de] has joined #linuxcnc
[20:12:34] -!- FreezingCold [FreezingCold!~FreezingC@199.119.233.136] has joined #linuxcnc
[20:13:04] -!- Loetmichel has quit [Ping timeout: 240 seconds]
[20:13:54] -!- anarchos_ [anarchos_!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[20:14:11] <anarchos_> is it normal that my charge pump pin is outputting only 5 khz?
[20:14:17] <anarchos_> i thought it was suppost to be 12?
[20:14:36] <anarchos_> it works and everything, just playing around with my new (and first) multimeter :)
[20:23:35] -!- asasis [asasis!5e455a74@gateway/web/freenode/ip.94.69.90.116] has joined #linuxcnc
[20:25:22] -!- asasis has quit [Client Quit]
[20:25:25] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-191-252-204.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[20:27:10] -!- tom_o_t has quit [Quit: Leaving]
[20:27:17] -!- anarchos2 has quit [Ping timeout: 245 seconds]
[20:33:12] -!- acdha has quit [Remote host closed the connection]
[20:36:53] -!- patrickarlt has quit [Remote host closed the connection]
[20:44:59] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:52:06] -!- Roguish has quit [Ping timeout: 250 seconds]
[20:58:39] -!- FreezingCold has quit [Ping timeout: 255 seconds]
[21:00:55] -!- Roguish [Roguish!~chatzilla@c-67-188-44-176.hsd1.ca.comcast.net] has joined #linuxcnc
[21:03:42] -!- FreezingCold [FreezingCold!~FreezingC@199.119.233.136] has joined #linuxcnc
[21:03:43] -!- Roguish has quit [Read error: Connection reset by peer]
[21:04:15] -!- Roguish [Roguish!~chatzilla@c-67-188-44-176.hsd1.ca.comcast.net] has joined #linuxcnc
[21:06:07] -!- PetefromTn_ has quit [Quit: Never put off till tomorrow, what you can do the day after tomorrow]
[21:06:25] <CaptHindsight> pcw_d525 pcw_home what is your guesstimate bandwidth for the THC cards analog input since the RFI filters are 3db @ 2.5KHz and freq counter gate time?
[21:08:27] <CaptHindsight> ah never mind I just saw "12 bits at a 250 Hz sample rate."
[21:10:03] -!- acdha has quit [Quit: Textual IRC Client: www.textualapp.com]
[21:11:17] Cylly is now known as Loetmichel
[21:11:50] <kfoltman> woohoo the gerber renderer is working :)
[21:18:28] -!- SpeedEvil has quit [Ping timeout: 260 seconds]
[21:21:02] -!- FreezingCold has quit [Ping timeout: 260 seconds]
[21:21:23] -!- FinboySlick has quit [Quit: Leaving.]
[21:22:44] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[21:24:33] -!- SpeedEvil [SpeedEvil!~quassel@tor/regular/SpeedEvil] has joined #linuxcnc
[21:27:06] -!- sirdancealot [sirdancealot!~koo5@37-48-32-93.tmcz.cz] has joined #linuxcnc
[21:29:34] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[21:32:54] -!- terabyte- has quit [Client Quit]
[21:34:05] -!- jepler has quit [Remote host closed the connection]
[21:41:59] <Deejay> gn8
[21:43:10] -!- Deejay has quit [Quit: bye]
[21:47:36] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[21:49:38] -!- jepler [jepler!~jepler@emc/developer/pdpc.professional.jepler] has joined #linuxcnc
[21:50:20] -!- patrickarlt has quit [Remote host closed the connection]
[22:01:20] -!- hannes3 has quit [Quit: Leaving]
[22:06:47] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[22:17:14] -!- likevinyl [likevinyl!~mythbuste@unaffiliated/likevinyl] has joined #linuxcnc
[22:17:29] -!- likevinyl [likevinyl!~mythbuste@unaffiliated/likevinyl] has parted #linuxcnc
[22:28:38] -!- kfoltman has quit [Quit: Ex-Chat]
[22:29:43] -!- zee-Lathe [zee-Lathe!~zeeshan@S01060018e7cea342.hm.shawcable.net] has joined #linuxcnc
[22:30:16] -!- sirdancealot has quit [Quit: Ragequit]
[22:30:42] -!- gene78 has quit [Read error: No route to host]
[22:31:32] -!- gene78 [gene78!~gene@204.111.64.149] has joined #linuxcnc
[22:32:01] -!- zee-Lathe has quit [Client Quit]
[22:35:18] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-191-252-204.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[22:37:39] -!- anarchos [anarchos!~anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[22:43:06] -!- Einar1 has quit [Quit: Leaving.]
[22:46:58] -!- syyl_ [syyl_!~sg@p4FD121CD.dip0.t-ipconnect.de] has joined #linuxcnc
[22:50:14] -!- syyl has quit [Ping timeout: 255 seconds]
[22:54:04] <ssi> dang it
[22:54:12] <ssi> I almost but not quite got everything I need to plumb air assist tonight :(
[22:59:49] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[23:00:49] -!- almccon has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[23:20:24] -!- asdfasd1 [asdfasd1!~332332@90.219.66.103] has joined #linuxcnc
[23:20:28] -!- shanker_ [shanker_!~shanker@c-174-51-26-201.hsd1.co.comcast.net] has joined #linuxcnc
[23:22:27] -!- zlog_ [zlog_!~zlog@ip68-102-196-57.ks.ok.cox.net] has joined #linuxcnc
[23:22:34] -!- inventor42_ [inventor42_!~inventor4@ec2-54-242-33-249.compute-1.amazonaws.com] has joined #linuxcnc
[23:23:20] -!- seb_kuzm1nsky [seb_kuzm1nsky!~seb@174-29-23-240.hlrn.qwest.net] has joined #linuxcnc
[23:23:24] -!- anarchos__ [anarchos__!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[23:23:25] -!- logger[mah]_ [logger[mah]_!~loggermah@mah2.mah.priv.at] has joined #linuxcnc
[23:24:46] -!- uwe_mobile__ [uwe_mobile__!~uwe@static.88-198-8-117.clients.your-server.de] has joined #linuxcnc
[23:24:52] -!- ssi_ [ssi_!~ssi@app2.prototechnical.com] has joined #linuxcnc
[23:25:35] Luke is now known as Guest86373
[23:29:28] -!- anarchos_ has quit [*.net *.split]
[23:29:28] -!- kwallace2 has quit [*.net *.split]
[23:29:28] -!- inventor42 has quit [*.net *.split]
[23:29:28] -!- zlog has quit [*.net *.split]
[23:29:28] -!- asdfasd has quit [*.net *.split]
[23:29:28] -!- hm2-buildmaster has quit [*.net *.split]
[23:29:28] -!- seb_kuzminsky has quit [*.net *.split]
[23:29:29] -!- Demiurge has quit [*.net *.split]
[23:29:29] -!- Shanker has quit [*.net *.split]
[23:29:29] -!- ibaca has quit [*.net *.split]
[23:29:29] -!- ssi has quit [*.net *.split]
[23:29:29] -!- logger[mah] has quit [*.net *.split]
[23:29:30] -!- uwe_mobile has quit [*.net *.split]
[23:29:30] inventor42_ is now known as inventor42
[23:29:30] Demiurge_ is now known as Demiurge
[23:29:30] ibaca_ is now known as ibaca
[23:30:57] -!- mozmck has quit [Read error: Connection reset by peer]
[23:31:20] -!- Guest86373 has quit [Quit: Page closed]
[23:45:23] -!- anarchos__ has quit [Read error: Connection reset by peer]
[23:45:23] -!- anarchos has quit [Read error: Connection reset by peer]
[23:45:35] -!- anarchos [anarchos!anarchos@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[23:48:37] -!- h_maximilian has quit [Ping timeout: 245 seconds]
[23:49:29] -!- mozmck [mozmck!~moses@67.210.159.245] has joined #linuxcnc
[23:57:06] -!- patrickarlt has quit [Remote host closed the connection]
[23:58:08] -!- pcw_d525 has quit [Quit: ChatZilla 0.9.90.1 [Firefox 11.0/20120310193829]]
[23:58:36] -!- anarchos__ [anarchos__!~mike@S010600259ce59399.vn.shawcable.net] has joined #linuxcnc
[23:58:36] -!- anarchos has quit [Read error: Connection reset by peer]
{kind=link}
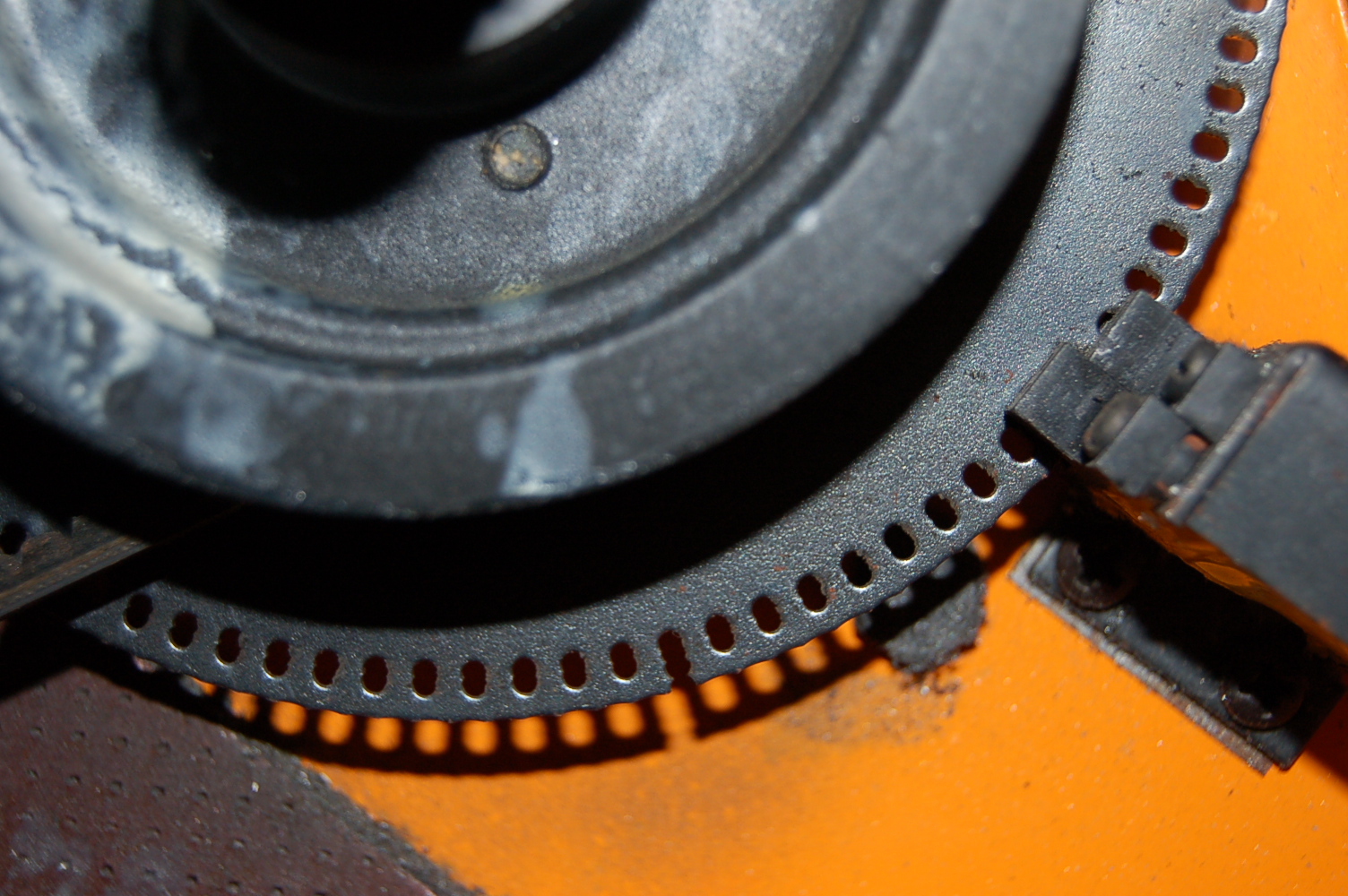{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}