Back
[00:00:09] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[00:00:17] <ssi> well actually everything is twisted pairs right now, except I broke one pair in order to gain an extra line in existing wiring
[00:01:17] <Jymmm> pcw_home: I'm sure glad we have legal pot now, make finding slightly used carbon filters off CL super cheap =)
[00:01:38] <ssi> I rewired the whole thing last week, and I used four pieces of cat5 to do all the wiring :P
[00:01:52] <ssi> stripped the jackets off and ran it all inside snakeskin
[00:01:59] <Jymmm> cat5?! ewwwwwwwwwwwwwwwwww
[00:02:02] <ssi> yep
[00:02:03] <ssi> eww indeed
[00:02:34] <ssi> current capacity is just on the ragged edge for the motors, but they aren't heating up so I'm fine with it
[00:02:41] <ssi> only other concern I have is the flex characteristics
[00:03:03] <pcw_home> is the noisy wire the non twisted pair?
[00:03:03] <ssi> I'd have much rather used stranded UTP, but I used what I had :P
[00:03:09] <ssi> pcw_home: the one I've observed so far, yes
[00:03:43] <Jymmm> shielded 2pr from ome depot
[00:03:54] <Jymmm> 18ga even
[00:04:15] <ssi> Jymmm: the problem is getting 16 18ga shielded pairs to all run in a relatively small cable chain
[00:04:31] <pcw_home> twisted will make a major reduction in inductive pickup
[00:04:36] <Jymmm> get bigger chain
[00:05:11] <ssi> Jymmm: oh sure, i'll just get a nicer machine while I'm at it
[00:05:34] <Jymmm> there's smaller ga shielded too
[00:06:44] <ssi> pcw_home: I have two pairs running to the z car for switches, and they service two X switches, one Z, and the torch probe. Originally Z+ and floating torch probe shared a series NC line, but I broke that because I switched to ohmic sensing
[00:06:58] <Jymmm> To go thru all that grief and headache over cheapening out on the wiring and future headaches is all I'm thinking just not worth it
[00:07:12] <ssi> with a relatively small amount of rewiring, I can put the Z+ in series with X+/X-, on one pair, and probe can be the other pair
[00:07:21] <ssi> whereas right now it's a shared common setup
[00:07:25] <ssi> that might be my problem
[00:08:32] -!- asdfasd has quit [Ping timeout: 245 seconds]
[00:08:34] <ssi> I need to halwire X limits and see if they have similar issues
[00:08:37] <ssi> cause they're twisted
[00:10:25] Jymmm is now known as Jym
[00:10:32] Jym is now known as Jymmm
[00:10:39] Jymmm is now known as Jymmmmm
[00:10:47] Jymmmmm is now known as Jymmmmmmm
[00:10:57] Jymmmmmmm is now known as Jymmmmmmmmm
[00:11:08] <pcw_home> for minimum noise, each switch should have an independent pair from the 5I25 all the way out to the switch
[00:11:10] <pcw_home> that way any inductive pickup in the GPIO wire
[00:11:21] <ssi> common mode cancellation, yiea
[00:11:54] <ssi> the switches I'm talking about being in series are within two inches of each other
[00:12:02] Jymmmmmmmmm is now known as Jymmmmmmmmmmm
[00:12:07] <ssi> and it's all twisted in the style of vacuum tube heaters :)
[00:12:12] <pcw_home> yeah so that shoud be OK
[00:13:37] Jymmmmmmmmmmm is now known as Jymmm
[00:14:47] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[00:18:06] -!- anth0ny has quit [Quit: anth0ny]
[00:19:40] <XXCoder1> amazing.
http://www.ibtimes.com/goodbye-oil-us-navy-cracks-new-renewable-energy-technology-turn-seawater-fuel-allowing-1568455
[00:30:38] <jdh> uh huh
[00:34:43] -!- balestrino has quit [Ping timeout: 272 seconds]
[00:36:08] -!- bertrik has quit [Remote host closed the connection]
[00:36:39] <CaptHindsight> this time for sure!
[00:44:26] -!- thealch3m1st [thealch3m1st!~thealch3m@108-231-21-207.lightspeed.irvnca.sbcglobal.net] has joined #linuxcnc
[00:44:55] <thealch3m1st> has anyone here used machinekit on a beaglebone black?
[00:45:01] -!- thomaslindstr_m has quit [Read error: Connection reset by peer]
[00:46:09] -!- Nick001 [Nick001!~Nick001@50.32.149.134] has joined #linuxcnc
[00:46:31] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[00:47:06] <CaptHindsight> thealch3m1st: several here have
[00:50:08] <thealch3m1st> I have a 3 axis machine which I was previously using with GRBL
[00:51:24] <thealch3m1st> I don't have any type of shield, I'm using a more ghetto setup with 3 drivers and some breadboards + wires
[00:51:40] <thealch3m1st> I'm trying to figure out how to convert this to machinekit / linuxcnc
[00:52:05] <thealch3m1st> this is the setup that I'm talking about:
http://imgur.com/9fJcoXa
[00:54:03] <thealch3m1st> I downloaded the machinekit from the link provided here:
http://blog.machinekit.io/p/machinekit_16.html
[00:54:42] <CaptHindsight> thealch3m1st: If you are using the same comnfigs and IO as the BBB + their shield/cape/sarape/cloak/ IO board then i don't see why it shouldn't work
[00:56:47] <CaptHindsight> thealch3m1st:
https://github.com/machinekit/machinekit is the current Git
[00:58:23] <thealch3m1st> CaptHindsight: whenever I run it on the image that I was talking about I always end up with some error
http://imgur.com/h8EDypQ
[00:59:45] <thealch3m1st> CaptHindsight: is the current git version sometihing I can download and compile on the beaglebone and replace the existing version or is it something I need to build from scratch?
[01:03:54] -!- syyl has quit [Ping timeout: 255 seconds]
[01:06:27] <CaptHindsight> I thought they had a #machinekit channel
[01:06:43] <thealch3m1st> I thought so too but it seemed rather empty
[01:07:02] <thealch3m1st> It's just me and another dude
[01:07:20] <CaptHindsight> wget
http://www.machinekit.net/deb/rootfs/wheezy/debian-7.4-machinekit-armhf-2014-05-19-4gb.img.xz seems to be the latest binary image
[01:07:37] <thealch3m1st> that's the one I have
[01:08:16] * LeelooMinai sighs
[01:08:25] -!- anth0ny has quit [Quit: anth0ny]
[01:08:42] <ssi> so I'm trying to convert to gantrykins
[01:08:58] <ssi> and I only see joints 0-2 in joint mode... what am I missing in configs so axis displays all four joints?
[01:09:12] <LeelooMinai> I disabled "mathfuns support in kernel" n RTAI and still get that SEE register return error
[01:10:27] <LeelooMinai> Hmm...
[01:10:37] <CaptHindsight> LeelooMinai: did you enable fast math in linuxcnc makefile?
[01:11:06] <LeelooMinai> I did, but before the above, then removed it - I will try again with it
[01:12:54] -!- zee-Lathe has quit [Ping timeout: 255 seconds]
[01:13:18] <CaptHindsight> thealch3m1st: the img is precompiled obviously, the Git has the source for you to build yourself
[01:14:09] <CaptHindsight> thealch3m1st: did you verify the checksum?
[01:14:18] <thealch3m1st> yes
[01:14:23] <thealch3m1st> the checksum matched
[01:14:35] <thealch3m1st> is the git source some sort of addon on linux
[01:14:42] <thealch3m1st> or is it full blown linux with the kernel and everything?
[01:15:15] <LeelooMinai> He meant that you can get the source using git
[01:15:17] <CaptHindsight> I had to blowup your screen shot...
[01:15:19] -!- Valen has quit [Quit: Leaving.]
[01:15:59] <CaptHindsight> can't load tool table
[01:17:00] <thealch3m1st> that screenshot is pretty big
[01:17:01] <CaptHindsight> thealch3m1st: I haven't tried that image, which configs are you using?
[01:17:21] <thealch3m1st> I just tried to load the pru stepper config as a test (first time using linuxcnc)
[01:17:27] <CaptHindsight> oh, pru-stepper.ini
[01:17:36] <thealch3m1st> but other configs I tried they all ended up in errors
[01:17:52] <CaptHindsight> ask on their mail list
[01:18:05] <CaptHindsight> or wait for somebody else here
[01:18:14] <thealch3m1st> ok. thanks :)
[01:19:00] <CaptHindsight> this time of the week is always quiet (Saturday eve/night
[01:19:21] <thealch3m1st> Is it more active during the week?
[01:19:45] <LeelooMinai> and again - same with -ffast-math
[01:19:53] * LeelooMinai scratches the head
[01:19:59] <thealch3m1st> -ffast-math?
[01:20:28] <thealch3m1st> nvm
[01:20:31] <LeelooMinai> I think I need to analyze a bit more what's going on here
[01:21:22] <LeelooMinai> From what I read linuxcnc is calling mathfunctions in RTAI and assuming it will get results using SEE registers?
[01:21:33] <CaptHindsight> weekdays US daytime to eve is most active
[01:21:36] <LeelooMinai> Or something like that...
[01:21:45] <thealch3m1st> :)
[01:22:35] <thealch3m1st> when you do lsmod are you supposed to see rtai or xenomai loaded?
[01:22:41] <thealch3m1st> machinekit@beaglebone:~$ lsmod
[01:22:41] <thealch3m1st> Module Size Used by
[01:22:41] <thealch3m1st> uio_pruss 4058 0
[01:22:41] <thealch3m1st> g_multi 49946 2
[01:22:41] <thealch3m1st> libcomposite 14725 1 g_multi
[01:22:41] <thealch3m1st> cpufreq_userspace 2009 0
[01:22:42] <thealch3m1st> nfsd 185424 2
[01:22:42] <thealch3m1st> evdev 7139 2
[01:23:04] <CaptHindsight> LeelooMinai: please post what kernel and RTAI you are using as well as if 32 or 64bit
[01:23:27] <CaptHindsight> I lost track and the person that went through this will see it later
[01:23:35] <thealch3m1st> because that's what I get. I'm only asking this because earlier i was trying something else and it complained about some module related to something realtime (don't remember the name exactly) is not loaded
[01:23:59] <LeelooMinai> 3.8.13-rtai x86_64
[01:24:27] <LeelooMinai> with matching 3.8 kernel
[01:24:42] <CaptHindsight> thealch3m1st: not sure, I thought they pasted good working images or you might have made some mistake on the way
[01:24:52] <ssi> guh... I'm not having much luck today
[01:25:00] <thealch3m1st> ok.
[01:25:04] <LeelooMinai> That part seems to be working fine. I booted that kernel and ran some RTAI test and it also looked ok
[01:25:05] <thealch3m1st> thanks
[01:25:44] <CaptHindsight> thealch3m1st: it's a linucnc fork and those devs are often in here
[01:25:47] <LeelooMinai> I applied the patch that made the linuxcnc recognize new rtai and this part works fine too
[01:26:28] <thealch3m1st> CaptHindsight: do you use linuxcnc or some fork? Is there a linuxcnc version for beaglebone?
[01:26:50] <CaptHindsight> machinekit is the fork of Linuxcnc for the BBB
[01:26:52] <LeelooMinai> The only problem now is that SSE one - I think what linuxcnc wants to do is not allowed - returning doubles or using sse even directly through kernel - something like that
[01:27:47] <thealch3m1st> oh, it appears I'm a little confused, I thoguht I saw a linuxcnc port on the list of beaglebone projects but that could've been machinekit.
[01:27:54] <thealch3m1st> That was a while ago.
[01:28:22] <LeelooMinai> And it tries to do that for example in the kinematics dir, calling sin() and cos(), etc.
[01:28:27] <CaptHindsight> machinekit will also run on x86
[01:28:42] <thealch3m1st> :)
[01:28:47] <LeelooMinai> I wonder if I could make it use some alternative libraries instead of ratai ones for that
[01:29:09] <LeelooMinai> Or even do something brutal and make it use float versions - but that would be n ugly hack:)
[01:30:05] <LeelooMinai> I think making it not use rtai for math would make more sense
[01:30:10] <LeelooMinai> Not sure how to do that though
[01:30:42] <LeelooMinai> Yet at least
[01:31:29] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[01:31:32] -!- rob_h has quit [Ping timeout: 240 seconds]
[01:31:40] <LeelooMinai> It included "rtapi_math.h" - I guess It would have to be substituted
[01:32:27] <CaptHindsight> memleak had similar issues until he changed linuxcnc repos
[01:32:28] <LeelooMinai> Though I am not sure why there is speciel rtapi math header...
[01:32:47] <CaptHindsight> he'll be back in a few hours
[01:32:59] <LeelooMinai> Cannot it use normal math libs from c ro something like that?
[01:33:51] <LeelooMinai> Right, in the meantime I will exemine those headers a bit
[01:34:33] <LeelooMinai> Also, shouldn't there be like one repository for linuxcnc where everyone works? :)
[01:35:05] <LeelooMinai> So if someone fixes something, well, it's fixed
[01:37:54] <LeelooMinai> Hmm, there is math.h mentioned there but it's in the #else - if no RTAI present
[01:38:03] <LeelooMinai> I will force it to use that #else
[01:41:36] <ssi> why in the world does cnczone close threads
[01:42:06] <LeelooMinai> Maybe they have only one cpu:)
[01:42:18] <ssi> lol
[01:43:02] <ssi> I don't know why I seem to have a knack for choosing the road less traveled :(
[01:43:41] <LeelooMinai> I know something about it - I try to compile this thing for 3 days now
[01:43:51] <LeelooMinai> Because I want new os
[01:44:14] <ssi> I should stop working on this crap and go watch tv or something
[01:44:17] <ssi> it's not getting any better
[01:44:48] <LeelooMinai> Semms like I was building my cnc for a year, and then next year I will spend compiling linuxcnc
[01:45:29] <ssi> I jsut want to sell everything I own and buy a sailboat and disappear
[01:46:03] <XXCoder1> buy soylent. lots of it
[01:46:13] <LeelooMinai> I hope you do not get seasick easily
[01:46:16] <ssi> haha that's not a bad idea
[01:46:43] <ssi> nah I used to do a bunch of ocean diving, and i only got seasick once, in particularly nasty seas
[01:47:00] <ssi> and that was years ago before I hardened my stomach through lots of aerobatics training :)
[01:52:13] -!- dybskiy has quit [Remote host closed the connection]
[01:55:56] -!- Servos4ever [Servos4ever!~chatzilla@74-47-245-174.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[01:57:27] -!- dybskiy has quit [Ping timeout: 255 seconds]
[02:02:49] -!- thealch3m1st has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[02:04:17] <jdh> I dive with a guy that gets seasick all the time. It looks miserable
[02:05:51] <ssi> I'm contemplating downsizing my life and then moving to SF
[02:06:13] <ssi> and lately the idea of getting a blue water sailboat and getting a liveaboard slip in the bay is starting to be compelling
[02:06:21] <ssi> it's actually quite a bit cheaper than an apartment
[02:06:58] <jdh> surely most everything in life is cheaper than an apt in the bay area
[02:07:00] <ssi> heh I can buy a $100k yacht, finance it over 10 years (about $1k/mo), and the note, insurance, slip, and annual haulout/bottom job will all be cheaper than a 2 bedroom apartment in the valley
[02:07:02] <Jymmm> if available
[02:07:15] <ssi> there's availability, I already checked
[02:07:31] <ssi> liveaboard slips are easier to get than hangars
[02:07:33] <ssi> checked on those too :P
[02:07:37] <ssi> probably have to get a hangar in san martin
[02:08:19] <XXCoder1> just remember boats is not designed to live in forever and stuff will wear down faster than house stuff would
[02:08:29] <XXCoder1> and no0 cnc stuff in yacht unless its that big lol
[02:08:33] <ssi> heheh
[02:08:35] <ssi> no cnc stuff
[02:08:37] <ssi> that's all gotta go
[02:08:42] <ssi> that's the other thing... they have techshop out there
[02:08:50] <ssi> I can sell ONE machine and pay for a lifetime membership to techshop
[02:09:24] -!- thomaslindstr_m has quit [Quit: Leaving...]
[02:09:38] <ssi> I have a lot of crap to get rid of... that's my primary hurdle right now
[02:09:45] <ssi> anyone want to buy a house that comes with a full shop? :P
[02:09:50] <ssi> aaaand an airplane?!
[02:09:53] <XXCoder1> me. $1000 total
[02:10:11] <jdh> I already offered $1200 for the lathe. you can throw in the rest.
[02:10:24] <Jymmm> ssi: where?
[02:10:28] <XXCoder1> fine. $2000
[02:10:29] <ssi> nw of atlanta
[02:10:38] <Jymmm> screw that!
[02:10:49] <ssi> yea I don't blame you
[02:10:53] <ssi> atlanta is rapidly becoming LA
[02:11:07] <XXCoder1> ssi just buy a barge
[02:11:15] <XXCoder1> turn it into home
[02:11:23] <Jymmm> techshop doesn't have lifetime memberhsips
[02:11:26] <ssi> Jymmm: sure they do
[02:11:47] <ssi> maybe not all the time, but they were selling them at maker this year
[02:11:49] <Jymmm> https://secure.techshop.ws/memberships.cfm?step=select_offer&offer=58
[02:12:00] <Jymmm> Yes, as promo's.
[02:12:16] <Jymmm> or when a new one opens
[02:12:26] <Jymmm> SJ was the newest that I know of
[02:12:41] <ssi> oh god do you live out there?
[02:12:45] <ssi> changed my mind, moving to canada
[02:12:52] <Jymmm> Good
[02:13:27] <Jymmm> ssi: you can open techshop Alaska!
[02:13:36] <ssi> I wanted to open one here, but they never responded to me
[02:14:43] <Jymmm> Before you go selling all your gear, you might want to actually VISIT a techshop first.
[02:14:58] <ssi> I've been to one
[02:15:22] <Jymmm> Their equiment gets SERIOUSLY abused.
[02:15:27] <ssi> so does mine :P
[02:15:38] <Jymmm> HAd to goto HF to buy straight drillbits once.
[02:16:04] <ssi> either way, it makes no sense to try to move any of this crap out there
[02:16:19] <ssi> both because there's no space for reasonable money, and because it just wouldnt' be sensible to pay to transport it
[02:16:32] <XXCoder1> like I said, buy a barge lol
[02:16:36] <XXCoder1> so much room in one
[02:16:44] <XXCoder1> its like 5 houses in one bpat
[02:17:11] <Jymmm> they dont even have one day passes anymore.
[02:17:12] -!- thealch3m1st [thealch3m1st!~thealch3m@108-231-21-207.lightspeed.irvnca.sbcglobal.net] has joined #linuxcnc
[02:17:30] -!- thealch3m1st has quit [Client Quit]
[02:17:37] -!- Lathe_newbie has quit [Ping timeout: 244 seconds]
[02:19:51] <Jymmm> would it make sense that MDF would have consistant but varied "densities" in one direction?
[02:21:14] <Jymmm> Like ____---____---_____---
[02:22:21] <Jymmm> I'm seeing some "banding" occuring
[02:32:43] <XXCoder1> what tool was you cutting it with?
[02:32:59] <XXCoder1> if rotatary saw of some kind it might be some bad teeth
[02:41:17] -!- skunkworks_ [skunkworks_!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[02:41:41] -!- mhaberler has quit [Quit: mhaberler]
[02:42:11] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.26.1/20140612173529]]
[02:45:26] -!- FreezingCold has quit [Ping timeout: 264 seconds]
[02:52:40] <Jymmm> XXCoder1: the laser. I got a new tube a few days ago ($1200), and I'm having issues. Not sure if it's related or not. I did a realignment on the optics coulpe of days ago, but I've essencialy lost the first 1/4" in the X-axis to fubared artifacts.
[02:52:59] <XXCoder1> wonder if it wanders
[02:53:05] <XXCoder1> or glitch steps
[02:53:29] <Jymmm> If I shift everything over (material and artwork) by 1/4" it's fine.
[02:53:44] <XXCoder1> thats weird
[02:53:58] <XXCoder1> jigger at certain axis location?
[02:53:59] <Jymmm> Let me do another run, in a L2R only
[02:54:08] <XXCoder1> (note I'm not very familiar with that)
[02:54:14] <Jymmm> ...instead of bidirectional
[02:54:16] <Tom_itx> do you lose the 1/4" on the other side?
[02:54:33] <Jymmm> Tom_itx: the other side is 24" away
[02:54:38] <Jymmm> I haven't test that
[02:54:48] <Tom_itx> maybe you should
[02:55:03] <XXCoder1> wtf
https://www.youtube.com/watch?feature=player_embedded&v=5GFW-eEWXlc
[02:55:14] <Jymmm> let me do this L2R only first, then I'll do right side.
[03:00:39] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[03:02:26] <ssi> so... first things first.
[03:02:37] <ssi> the axes jog smoothly, but for some reason when I home, they stutter and jerk
[03:02:47] <ssi> this machine has run fine for ages, but it never had home switches before
[03:04:54] <skunkworks_> sounds like you are forcing home switches on a machine that doesn't want them...
[03:05:04] <skunkworks_> poor little machine
[03:05:23] <ssi> I wouldn't force them upon it if it would keep its gantry square and eat all its vegetables!
[03:05:50] -!- kanzure has quit [Ping timeout: 264 seconds]
[03:11:47] <zeeshan|3> dildo hammer done
[03:11:48] <zeeshan|3> http://i.imgur.com/j8cfYVT.jpg
[03:11:58] <zeeshan|3> turned alright i think
[03:12:51] <skunkworks_> first lathe project?
[03:13:05] <zeeshan|3> yea just to check if the dimensions are coming out right
[03:13:09] <zeeshan|3> they seem to be pretty close to what im demanding
[03:13:34] -!- kanzure [kanzure!~kanzure@131.252.130.248] has joined #linuxcnc
[03:14:16] <ssi> looks good
[03:14:19] <skunkworks_> neat
[03:14:36] <zeeshan|3> have you guys messed around with backlash compensation?
[03:14:49] <zeeshan|3> seems like i have 3.5 thou backlash in both x and z
[03:16:35] <zeeshan|3> is mach 3 a rip of linuxcnc
[03:16:48] <zeeshan|3> everytime i search for an error that i got in linuxcnc's intrepreter
[03:16:55] <skunkworks_> I think it used the same interpreter - but that is about it...
[03:16:55] <zeeshan|3> mach 3 forum posts with the same error come up!
[03:16:58] <skunkworks_> heh
[03:17:03] <zeeshan|3> ah okay
[03:22:04] -!- pjm has quit [Read error: Connection reset by peer]
[03:22:42] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[03:33:07] <ssi> I'm fairly sure my stuttering homing issue is related to my glitchy wiring
[03:33:28] <skunkworks_> high school shop class
http://electronicsam.com/images/steam/DSC_3840.JPG
[03:33:37] <zeeshan|3> what sthat
[03:33:38] <skunkworks_> never made the fly wheel for it
[03:33:43] <zeeshan|3> ssi shield your wires? :p
[03:33:53] <skunkworks_> elbow steam engine
[03:34:00] <zeeshan|3> interesting \:D
[03:34:22] <ssi> zeeshan|3: not as simple as that right now, sadly
[03:37:36] <ssi> I think the debounce component might actually fix my issue :D
[03:44:58] <ssi> ok there we go
[03:45:04] <ssi> all four joints home beautifully
[03:45:23] <ssi> but now, when I switch into world mode and try to jog the Y axis, both joints instantly ferror
[03:46:28] <ssi> actually it looks like if I jog any axis, it ferrors in world mode
[03:46:38] -!- AR_ has quit [Ping timeout: 264 seconds]
[03:46:47] <ssi> in joint mode I can jog, except joint mode only allows me to jog axes 0-2, which means I can't jog the right side of teh gantry even if I wanted to
[03:51:37] <XXCoder1> zeeshan|3: nice lol
[03:58:53] <CaptHindsight> zeeshan|3: my version of your lathe must use the softest iron known to China :)
[03:59:24] <zeeshan|3> it depends on impact? :p
[03:59:28] <zeeshan|3> *debts
[03:59:30] <zeeshan|3> ... *dents
[04:00:18] <XXCoder1> no
[04:00:22] <XXCoder1> it dents by seeing it
[04:00:36] <XXCoder1> just dont shout at it it'll work fine
[04:01:18] <CaptHindsight> it's good enough for rough work
[04:01:50] <zeeshan|3> honestly mine when operating manually
[04:02:04] <zeeshan|3> can holf 1/1 thou no prob
[04:02:14] <zeeshan|3> hold 1/2 thou i mean
[04:02:28] <CaptHindsight> was cutting hard steel yesterday, took forever
[04:02:42] <zeeshan|3> 4000 series?
[04:03:29] <CaptHindsight> heh, not this one, the top slide and cross slide bend
[04:03:50] <zeeshan|3> jus leave 10 thou for finishing
[04:03:55] <zeeshan|3> and do the 10 thou in 2 passes
[04:03:59] <zeeshan|3> :P
[04:05:03] <CaptHindsight> I'll find someone that wants it
[04:05:36] <XXCoder1> wouldnt mind getting it but not paying any money for it. :P
[04:05:45] <CaptHindsight> I just turned some 6061 just fine
[04:06:37] <zeeshan|3> the majority of work i did on my lathe before cnc was stainless
[04:07:18] <zeeshan|3> CaptHindsight: which lathe do you have exactly?
[04:07:32] <CaptHindsight> heh, it would take all day to make a 1" pulley out of 1.5" bar
[04:07:43] <zeeshan|3> lol
[04:09:04] <CaptHindsight> the one that is like yours is an Enco 2075 13" x 36"
[04:09:19] <CaptHindsight> er 13 x 40
[04:09:26] <zeeshan|3> thats bigger than mine :D
[04:09:39] <zeeshan|3> looks like the same lathe
[04:09:42] <CaptHindsight> it came also as a 12 x 36
[04:12:19] <CaptHindsight> http://www.ebay.com/itm/ENCO-110-2075-LATHE-12-039-039-X-36-039-039-/261366798165
[04:12:31] <CaptHindsight> only pic i can find
[04:12:49] <zeeshan|3> looks like mine
[04:12:59] <zeeshan|3> mine came with adifferent type of quick change gear box though
[04:13:05] <CaptHindsight> http://www.bid-on-equipment.com/uploads/25112012/149008-1.jpg
[04:13:25] <zeeshan|3> i cant beleiv eit sold for 2k
[04:13:27] <zeeshan|3> its inrough shape :P
[04:13:45] <CaptHindsight> it was sitting in the corner for the past few years, I just got it going again
[04:14:31] <CaptHindsight> this one had some sheared pins in the crossfeed gears and some torn wiring
[04:14:56] <zeeshan|3> nice
[04:14:58] <zeeshan|3> someone crashed it :P
[04:15:19] <CaptHindsight> like the tool was jammed and they left the feed on
[04:15:39] <zeeshan|3> http://i130.photobucket.com/albums/p252/turbozee84/lathe/P6140010.jpg
[04:15:43] <zeeshan|3> sorry about photobucket pic
[04:15:48] <zeeshan|3> but is that what your wiring looked like
[04:15:51] <CaptHindsight> took more time to move it than fix it
[04:17:08] <CaptHindsight> not exact but similar, I just used a PLC and a couple of the relays
[04:17:35] <CaptHindsight> yours looked nicer
[04:20:22] <zeeshan|3> damn its already 12:20am
[04:20:25] <zeeshan|3> time flies
[04:22:47] <CaptHindsight> http://www.ebay.com/itm/Mori-Seiki-SL-1-/231261259369 just down the road from you
[04:23:24] <zeeshan|3> keep an eye out for a mill
[04:23:28] <zeeshan|3> im more than likely going to buy one
[04:23:32] <zeeshan|3> rather than convert mine to cnc
[04:23:43] <CaptHindsight> a bridgeport?
[04:23:47] <zeeshan|3> yea
[04:23:49] <zeeshan|3> a boss bridgeport would be nice
[04:23:54] <zeeshan|3> cause it already has ball screws
[04:23:55] <zeeshan|3> and steppers
[04:24:45] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-R2E3-CNC-Vertical-Mill-with-Tooling-/201112658143 maybe old NASA
[04:25:33] <CaptHindsight> wait
http://www.ebay.com/itm/Bridgeport-CNC-J-Head-Milling-Machine-Great-shape-with-Ball-screws-and-T-ram-/251564005037 and in NY!
[04:25:36] <zeeshan|3> that would fit
[04:25:39] <zeeshan|3> perfect in my garage
[04:25:54] <CaptHindsight> Price:US $999.99
[04:26:10] <zeeshan|3> rusted!
[04:26:10] <zeeshan|3> ;[
[04:26:20] <CaptHindsight> http://www.ebay.com/itm/bridgeport-CNC-/301218406125 in Moosup, Connecticut,
[04:26:46] <CaptHindsight> no, that's red oxide treated :)
[04:27:12] <zeeshan|3> that looks exactly like my mill
[04:27:18] <zeeshan|3> he just has ball screws in it
[04:27:18] <zeeshan|3> :D
[04:27:28] -!- fenugrec [fenugrec!~R@69-165-193-237.cable.teksavvy.com] has joined #linuxcnc
[04:27:48] -!- fenugrec has quit [Client Quit]
[04:28:15] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-4hp-series-2-CNC-Three-Milling-machines-for-parts-ball-screw-feeds-/141320665785 in CA
[04:29:07] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-Interact-412-CNC-Vertical-Machining-Center-Heidenhain-TNC151-control-/321434922949 in WI
[04:29:34] <zeeshan|3> oo
[04:29:39] <zeeshan|3> that interact 412 is nice
[04:30:20] <CaptHindsight> http://www.ebay.com/itm/Bridgeport-Series-1-CNC-Mill-w-Mach3-software-Retro-fitted-Indiana-No-reserve-/111387971218
[04:30:49] <CaptHindsight> the ad should read "Just needs Linuxcnc"
[04:30:54] <zeeshan|3> lol
[04:31:57] <CaptHindsight> read the ad "I'll even throw in the Shop to go with it for another $90,000!!! It sits on about an acre of land. 3 bdr. House with insulated 30 x 40 pole barn in the country. Any takers??? I'll close it out right now.."
[04:32:51] <Jymmm> Culver, Indiana
[04:33:21] <Jymmm> Eh, on a lake
https://www.google.com/maps/place/Culver,+IN+46511/@41.2149221,-86.4217654,15z/data=!3m1!4b1!4m2!3m1!1s0x8813e2adb55437a3:0xa626443dcbd3f98
[04:36:08] <CaptHindsight> http://www.ebay.com/itm/Matsuura-cnc-milling-machine-/131219723499 $4,000.00 or best
[04:36:34] <Jymmm> OUCH... Average Humidity 84
[04:36:49] <Jymmm> PHUK THAT! lol
[04:36:58] <CaptHindsight> http://www.ebay.com/itm/Used-HERMLE-CNC-MACHINE-UNIVERSAL-UWF-600-MINT-COND-/221465115019 WI
[04:37:27] <CaptHindsight> Jymmm: yeah humid today, had a small tornado pass by earlier when I was milling
[04:37:40] <Jymmm> CaptHindsight: You in indiana?
[04:37:46] <CaptHindsight> nearby
[04:37:53] <Jymmm> Lovely
[04:38:01] <Jymmm> tornado Alley I presume
[04:38:06] <Jymmm> ?
[04:38:14] <XXCoder1> reserve not met
[04:38:23] <CaptHindsight> tahs farther south and west but we get our share
[04:38:31] <CaptHindsight> tahs/thats
[04:39:26] <CaptHindsight> I though the mill was making funny sounds until I saw water flying in from under the door, it was raining sideways
[04:40:02] -!- skorasaurus has quit [Write error: Broken pipe]
[04:40:24] <CaptHindsight> http://www.ebay.com/itm/Tree-Journeyman-CNC-Vertical-Mill-2UVR-C-Milling-Machine-With-Vice-Collets-/310518420624 US $2,950.00
[04:41:20] <CaptHindsight> http://www.ebay.com/itm/HAAS-VF-1-CNC-Vertical-Machining-Center-1991-/221471889498 nice Haas for $5k
[04:42:44] <XXCoder1> I use haas cncs at work. man they make big vareity of cncs
[04:43:51] <CaptHindsight> http://www.ebay.com/itm/Haas-VF-CNC-Vertical-Machining-Center-Mill-Milling-Machine-Sliding-doors-/111240211777 for $350 you can pretend to have one
[04:44:55] <CaptHindsight> http://www.ebay.com/itm/PRATT-WHITNEY-BEAVER-V5-CNC-VERTICAL-MACHINING-CENTER-26541-/370712909484 US $4,950.00 Ohio
[04:45:22] <XXCoder1> lol
[04:45:22] <XXCoder1> looks like earlier version doors than one I use at work
[04:46:03] <XXCoder1> black and some gray machine
[04:46:07] <CaptHindsight> http://www.ebay.com/itm/1980s-MATSUURA-500-W-YASNAC-MX-2-CONTROL-GOOD-CONDITION-UPGRADED-LCD-DISPLAY-/201041856123 $4,200.00 or best, Maryland
[04:46:27] -!- The_Ball has quit [Ping timeout: 245 seconds]
[04:46:35] <XXCoder1> wow thats weird machine
[04:46:35] <XXCoder1> vertical mill?>
[04:47:04] <CaptHindsight> yeah
[04:47:44] <XXCoder1> found machine I use at company page
[04:47:44] <XXCoder1> http://www.haascnc.com/mt_spec1.asp?id=GR-510&webID=GANTRY_VMC
[04:47:44] <XXCoder1> I call it that annoying machine
[04:48:25] <XXCoder1> though its only 6 months old apparently there is slight design changes
[04:49:11] <XXCoder1> and um the work spot is covered. one I use isnt. it sprays swarf all over :P I hate sweeping up after it lol
[04:50:08] <CaptHindsight> the prices are dropping
[04:50:44] <CaptHindsight> they must make that in china and assemble it here
[04:50:52] <XXCoder1> odd thing it dont have vaccum clamp surface I use has
[04:50:52] <XXCoder1> probably why they removed covers off.
[04:51:06] <XXCoder1> too high
[04:51:39] <XXCoder1> one I use is definitely gr-510 but no gantry cover and has vaccum grip surface
[04:51:39] <XXCoder1> vaccum system both are awesome and sucks
[04:54:09] <XXCoder1> sad thing is that they has other cnc router machine thats quite large but died before I started training work there
[04:54:09] <XXCoder1> its 10 years old
[04:54:35] <XXCoder1> dunno if software or hardware issue but guessing software
[05:02:17] -!- Fox_Muldr has quit [Ping timeout: 245 seconds]
[05:04:25] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01050f.pool.mediaWays.net] has joined #linuxcnc
[05:11:33] -!- sumpfralle has quit [Quit: Leaving.]
[05:12:17] -!- FinboySlick has quit [Quit: Leaving.]
[05:22:09] -!- larryone has quit [Quit: This computer has gone to sleep]
[05:34:08] <CaptHindsight> http://www.ebay.com/itm/Cincinnati-Sabre-500-CNC-Vertical-Machining-Center-10-000-RPM-Spindle-CT-40-1996-/251379152485
[05:34:25] <CaptHindsight> http://www.ebay.com/itm/Kitamura-Mycenter-3-CNC-Vertical-Machining-Center-Fanuc-11M-Control-CT40-1987-/251291578418
[05:34:39] <CaptHindsight> http://www.ebay.com/itm/CINCINNATI-SABRE-750-VERTICAL-MACHINING-CENTER-ONE-WITH-4TH-AXIS-/221467896469
[05:36:23] <CaptHindsight> TWO AVAILABLE. ONE WITH 4TH AXIS. PRICED THE SAME. ^^
[05:37:08] <Connor> Man, those machines depreciate like hell..
[05:37:19] <zeeshan|3> lol
[05:37:20] <zeeshan|3> yea
[05:37:25] <ssi> shit
[05:37:29] <ssi> maybe I should buy that last one
[05:37:31] <Connor> almost as bad as cars.
[05:37:32] <ssi> I could go pick it up
[05:37:34] <zeeshan|3> connor what have you been upto
[05:37:46] <Connor> working.
[05:37:53] <Connor> trying to stay sane.
[05:37:55] <XXCoder1> thing is, cars is more portable
[05:38:03] <XXCoder1> assuming functional.
[05:38:13] <zeeshan|3> cars also have a bigger market
[05:38:30] <XXCoder1> this is pretty close to older machine I also use at work
http://www.ebay.com/itm/Cincinnati-Sabre-500-CNC-Vertical-Machining-Center-10-000-RPM-Spindle-CT-40-1996-/251379152485
[05:38:36] <zeeshan|3> home shop machinists are a rare breed :p
[05:38:40] <XXCoder1> looks to be older than one I use by few years
[05:38:54] <XXCoder1> it dont look like haas though
[05:39:14] <ssi> zeeshan|3: yeah because they're all delusional
[05:39:26] <CaptHindsight> tjtr33
http://www.ebay.com/itm/Charmilles-Robo-Form-2000-sinker-EDM-machine-for-parts-RoboForm-2000-parts-/201061560377
[05:39:26] <Connor> Pete's 500 is nice.. he needs to get the tool changer working.
[05:39:37] <zeeshan|3> ssi why do you say that
[05:39:47] <XXCoder1> some companies probably buy used
[05:39:53] <XXCoder1> be heck of a lot cheaper
[05:40:01] <ssi> zeeshan|3: cause I've known me a long time, and I've known a lot of the guys in here quite a while
[05:40:07] <ssi> zeeshan|3: and empirical evidence suggests we're all nuts
[05:40:07] <zeeshan|3> XXCoder1: depends on the company
[05:40:27] <XXCoder1> well I know I'm nuttier than nut and bolt company
[05:40:30] <zeeshan|3> most companies want a headache free machine :P
[05:40:34] <zeeshan|3> ssi that's true haha
[05:41:00] <XXCoder1> zee yeah but then if has same but broken and need parts machine, its cheaper to get other one to fix it than buy new one
[05:43:11] <CaptHindsight> $100K for new machine that generates $30-50K in profit per year isn't bad, after 5-10 years it's too old and slow to keep
[05:45:27] <zeeshan|3> yea
[05:46:09] <CaptHindsight> if you actually have the jobs to run
[05:46:23] <ssi> that's the trick
[05:46:27] <ssi> that's the part that's too much like work
[05:47:26] <CaptHindsight> makin widgets
[05:49:06] <CaptHindsight> there aren't that many machine shops around here that just take in jobs from outside...
[05:49:26] <ssi> for me, every time I have someone that wants to pay me to run a machine, that machine breaks :(
[05:49:40] <CaptHindsight> it's mostly manufacturer's of some product with an in-house shop
[05:50:17] <XXCoder1> airplane companies outsource a LOT
[05:50:23] <XXCoder1> I work for company that makes parts for em
[05:50:37] <XXCoder1> after all single plane has MANY MANY different parts
[05:51:09] <CaptHindsight> last years fest was at Stuarts shop, he is near a few aircraft co's
[05:51:22] <ssi> wichita, ya?
[05:51:26] <CaptHindsight> yeah
[05:51:27] <ssi> it's full up with aircraft mfgs
[05:51:43] <zeeshan|3> its also a way to distribute the liability :D
[05:51:53] <XXCoder1> heh I have had hand in many weird alum parts for airplanes
[05:51:59] <XXCoder1> I has no idea what they are used for
[05:52:38] <ssi> sweet, can jog in world mode now
[05:52:45] <ssi> I'm getting closer! :D
[05:52:49] <CaptHindsight> he had a stack of landing gear doors that would be destroyed doing belly landings
[05:53:08] <XXCoder1> oh and one hard foam part. still no idea what for either lol
[05:53:22] <CaptHindsight> i guess part of the certification is actually doing a belly landing
[05:53:32] <XXCoder1> I asked my boss if it was test part, and she said nah its actual part. I made 6 of those
[05:55:04] <CaptHindsight> transportation, aerospace and military seem to make up most of the machine work
[05:55:24] <XXCoder1> interesting eh
[05:56:05] <CaptHindsight> machine sales are down since they stopped the tax break last Jan
[05:58:03] <ssi> hm gantrykins is crazy
[05:59:29] <XXCoder1> it sure dont look like it at my work lol
[05:59:40] <tjtr33> CaptHindsight, hey thx, i was just on ebay and missed that one.
[05:59:54] <XXCoder1> but then that old cnc router being down means dept I work at is constantly backlogged.
[05:59:55] <CaptHindsight> tjtr33: are those decent?
[06:00:54] <XXCoder1> know what will never ever stop or slow down? clamps. man when I was there I must have packed away tens of thousands of those.
[06:01:37] <tjtr33> Charmilles is good.but you wont get any schemas outta George Fisher ( owns AGie-Charmilles )
[06:01:57] <ssi> so it appears that in world mode it doesn't respect any of the joint velocity, accel, softlimits, etc
[06:02:17] <tjtr33> CaptHindsight, Charmilles is workhorse,AGie is precision
[06:03:31] <CaptHindsight> tjtr33: do you fix those or prefer other brands with manuals/schematics etc
[06:04:27] <tjtr33> for me its Heidenhain CNC EDM's, ( FineTech STrathClyde, EDMS, etc)
[06:05:12] <tjtr33> not Charmilles or even AGies ( my expertise in AGie EDM is from 80's to 90's ;)
[06:05:16] <CaptHindsight> I seem to come across Charmilles that need repair very often
[06:05:37] <tjtr33> yeah the control is killer,no parts, no help
[06:06:47] <tjtr33> i can get new ps & controls, not from Charmilles tho. full cnc edm has a few options for retrofits
[06:07:02] <tjtr33> i can get youinfo if interested
[06:07:15] <CaptHindsight> http://www.ebay.com/itm/Mitsubishi-DWC-90C-Wire-EDM-Machine-Electrical-Discharge-/141302785857
[06:07:40] <tjtr33> now a Mits is good and evenlocal service org for you
[06:07:48] <CaptHindsight> I'll eventually get one, too busy now to tinker with one
[06:08:12] <ssi> so apparently gantrykins is actually unusably broken
[06:08:13] <tjtr33> but that^^^ is wedm, still local svc, butnot sink edm like the Charmilles
[06:08:15] <ssi> that's really unfortunate
[06:08:54] -!- thealch3m1st [thealch3m1st!~thealch3m@cpe-76-172-31-62.socal.res.rr.com] has joined #linuxcnc
[06:09:01] <CaptHindsight> tjtr33: I won't need one for 6-12 months then need it for a bunch of things
[06:09:55] <tjtr33> cool i got a 32 posn100amp 4 axis i'mrebuildingnow wink wink
[06:09:55] <ssi> ugh two steps forward, ten steps back :(
[06:11:22] -!- jfrmilner has quit [Read error: Connection reset by peer]
[06:11:38] <tjtr33> CaptHindsight, room to add a 5th axis in the TNC406 control too, can tilt the Z axis ( tilts g17 plane ,great for side slide mold work )
[06:11:39] <CaptHindsight> tjtr33: were you up north today (afternoon)?
[06:11:41] -!- AggieMEEN [AggieMEEN!~AgMEEN@24-35-250-60.fidnet.com] has joined #linuxcnc
[06:11:50] -!- jfrmilner [jfrmilner!~jfrmilner@ip-77-221-186-85.dsl.twang.net] has joined #linuxcnc
[06:11:57] <tjtr33> notme, rained enuf here tofload uponmy hill
[06:12:45] <CaptHindsight> it was raining sideways, rain was coming in under the door
[06:13:15] <CaptHindsight> trees down
[06:13:32] <tjtr33> imagine HAL files translatinginto FPGA code, all running in parallel
http://www.valentfx.com/skeleton/?board=logibone
[06:13:33] -!- AgMEEN has quit [Ping timeout: 240 seconds]
[06:13:51] <tjtr33> ^^^ LogiBone FPGA for BBB
[06:15:37] <tjtr33> urf! 1am again. bye all
[06:15:46] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has parted #linuxcnc
[06:18:18] <zeeshan|3> =D
[06:18:26] <ssi> I have a handful of fpga capes for bbb
[06:18:44] <ssi> I have a standing goal to build a 5i25 equivalent as a bbb cape
[06:19:11] <ssi> I think bbb running linuxcnc using mesa gear for offloading tasks like stepgen and encoder counting would be superb
[06:23:23] <ssi> I guess I need to figure out how to switch to JA3 branch
[06:23:36] <ssi> which considering that I'm using a stock apt managed system right now, may or may not be a pain
[06:28:32] <ssi> I wish the linuxcnc codebase wasn't such a disjoint mess
[06:28:34] <ssi> :(
[06:30:06] <CaptHindsight> http://valentfx.com/logi-pi/ + banana Pi
http://www.bananapi.org/
[06:31:32] <ssi> hm that's the same fpga as on the 5i25, that might be close
[06:31:40] <ssi> question is whether there's enough IO bandwidth
[06:31:47] <CaptHindsight> sure
[06:32:02] <ssi> yeah? via which bus?
[06:32:38] <CaptHindsight> 32 FPGA IO through PMOD and Arduino headers
[06:32:45] <ssi> no, on the other side
[06:32:48] <ssi> to the SOC
[06:33:10] <CaptHindsight> not sure on the Logi Pi but the SPI bus on the A10/20 is 100MHz
[06:34:05] <CaptHindsight> With the current 32Mhz clk and direct communication to the FPGA the user can expect to get 4 MB/S throughput between the Raspberry Pi and the FPGA.
[06:34:13] <CaptHindsight> more than enough
[06:34:40] <CaptHindsight> SPI to Wishbone Interface Bandwidth When using the LOGI wishbone interface architecture the there is 16 bits of communication overhead. This leads to the a maximum theoretical throughput of 3.8MB/S. In practice we have consitently gotten above 3 MB/S.
[06:35:10] <ssi> pcw threw out some figures for minimum bandwith from hostmot driver to the fpga, but I can't recall what the numbers were
[06:35:10] -!- mhaberler [mhaberler!~mhaberler@extern-177.stiwoll.mah.priv.at] has joined #linuxcnc
[06:35:10] <ssi> the mesa cards use PCI or PCIe, so there's plenty of bandwidth, but this project would need to meet some minimum bandwith figure in order to work well
[06:35:11] <ssi> mhaberler! do you know anything about whether ja3 got merged into 2.6?
[06:35:11] <ssi> I'm having a hard time sussing that out from list posts
[06:35:16] <Loetmichel> mornin'. Just got a phonecall. I'm uncle again. for the fifth time ;-)
[06:35:23] <ssi> Loetmichel: congrats :)
[06:35:30] <Jymmm> Loetmichel: Give him/her a TV
[06:35:57] <ssi> CaptHindsight: yeah that may or may not be enough; I can't recall what number pcw gave
[06:36:07] <ssi> but at the time I remember thinking that a single 100MHz spi wasn't going to be enough
[06:36:12] <CaptHindsight> plus the A10/20 has a GPU to support a HD display
[06:36:18] <CaptHindsight> ssi: yes it is
[06:36:18] <ssi> that it might need to be dual channel SPI or maybe GPMC
[06:36:24] <mhaberler> ssi: no, sorry - I focus on machinekit
[06:36:29] <ssi> CaptHindsight: you're basing that on what?
[06:36:35] <ssi> mhaberler: np, thanks
[06:36:55] <CaptHindsight> EPP to FPGA is slower than that
[06:37:20] <CaptHindsight> we talked about this last year
[06:37:32] <CaptHindsight> ssi: basing what on what?
[06:38:27] <CaptHindsight> pcw made a FPGA board for the A20 cubie2 board
[06:39:17] <CaptHindsight> I have to finish the kernel and Linuxcnc for it
[06:39:32] <ssi> well then a 2 port 50 pin mesa style cape should be feasible, but the 2x superport I believe has more io bandwidth than a 7i43
[06:40:29] <ssi> ugh I can find tons of posts about how we're totally gonna merge ja3 soon maybe probably
[06:40:32] <ssi> but none about actually doing it
[06:40:39] <CaptHindsight> I'm going to call my IO board a Pantsuit, cape is too comic book/action hero :)
[06:41:05] <ssi> hurry up and finish it
[06:41:52] <ssi> yes, we did talk about this last year... you're convinced that we need to use a second rate chinese SOC because you want opengl freakin previews
[06:42:01] <ssi> personally I'd be happy to run a less intensive UI
[06:42:12] <ssi> or a remote UI if that stuff would get done
[06:42:16] * ssi looks at mhaberler :D
[06:42:17] <CaptHindsight> then the BBB is a good fit
[06:42:23] <XXCoder1> pantsuit lol
[06:43:13] <ssi> the bbb is nice hardware, it's ubiquitous, available, and cheap
[06:43:13] <ssi> plus the soc is actually open and well documented, unlike the pi
[06:43:24] <ssi> and it's made and supported by a company that I know has good communication and I've got some personal connections into
[06:43:34] <CaptHindsight> never liked broadcom
[06:44:15] <CaptHindsight> I need a board that can run a display without the need for a 2nd PC
[06:44:50] <CaptHindsight> wish the BBB could do that
[06:44:57] <ssi> why can't it
[06:45:05] <ssi> you give up a ton of IO using the framer, but it's there
[06:45:23] <CaptHindsight> to slow from what I've seen, unless somebody has it working
[06:45:53] <ssi> again, opengl preview is a luxury :P
[06:47:29] <CaptHindsight> and for $20 less than the BBB
[06:47:57] <ssi> fine, forget I brought it up
[06:49:06] <CaptHindsight> but TI has to make their profit
[06:49:50] <ssi> yeah, evil greedy corporations with their insane margins on the FORTY FIVE DOLLAR COMPUTER
[06:50:19] <CaptHindsight> it's a dog eat dog world...
[06:50:28] <ssi> so go eat some dogs
[06:50:47] <ssi> quit armchair engineering and make something
[06:50:50] <CaptHindsight> whats the ja3?
[06:51:21] <ssi> it's a branch of the linuxcnc codebase which, according to legend, has actual working gantry code
[06:51:35] <ssi> cause gantrykins is all kinds of fucked up
[06:53:26] <CaptHindsight> LOGi-Pi $89.00, LOGi-Bone $89.00
[06:53:52] <ssi> what I want to build would be cheaper than that likely
[06:54:26] <ssi> probably under $50 in small qtf
[06:55:00] <Jymmm> https://www.youtube.com/watch?v=LBeVMGOgWvY
[06:55:00] <CaptHindsight> I was going to float the design around China hoping it would get copied
[06:55:23] <CaptHindsight> end up low cost and available everywhere
[07:05:51] <CaptHindsight> BBB as a OEM COM version coming out soon
[07:06:28] <CaptHindsight> http://linuxgizmos.com/beaglebone-sbc-goes-oem-com-version-coming/
[07:07:24] <CaptHindsight> http://linuxgizmos.com/fast-boot-open-spec-com-includes-fpga/ we just need something like this for $50
[07:12:01] -!- asdfasd [asdfasd!~654365635@2.123.123.2] has joined #linuxcnc
[07:14:44] <Jymmm> CaptHindsight: HA! $176@100/units
http://www.embeddedarm.com/products/board-detail.php?product=TS-4740#
[07:15:12] <XXCoder1> 176 bucks each unit if 100 unit?
[07:15:20] <Jymmm> $222/1 unit
[07:15:24] <CaptHindsight> yeah, they are always priced ~$200 from that supplier
[07:15:37] <CaptHindsight> even at 1K the price isn't much better
[07:16:30] -!- aniM has quit [Ping timeout: 255 seconds]
[07:16:40] <CaptHindsight> banana pi is down to $25
[07:16:56] <XXCoder1> banana pi? I just know raspberry ne
[07:17:21] <CaptHindsight> R Pi form factor with Allwinner A20
[07:18:01] <CaptHindsight> http://www.bananapi.org/
[07:18:46] <XXCoder1> comeitior to raspberry or different offering from same company?
[07:19:12] <CaptHindsight> sorry $29
[07:19:47] <CaptHindsight> different supplier, faster dual core ARM soc
[07:19:57] <XXCoder1> interesting, ok
[07:20:29] <CaptHindsight> http://www.bananapi.org/p/product.html
[07:21:22] <XXCoder1> it has ir recivier lol
[07:21:25] <CaptHindsight> the A10/20 13's are in most of the low cost android tablets
[07:21:42] <XXCoder1> too bad it dobt have ir output
[07:22:08] <CaptHindsight> via usb dongle :)
[07:22:17] <XXCoder1> or just ir lef
[07:22:20] <XXCoder1> led
[07:22:31] <XXCoder1> its really late now for so lots typos. :P
[07:26:21] <XXCoder1> night
[07:26:28] <CaptHindsight> I have no excuse for mine
[07:32:24] <ssi> cnc@plasma:~/linuxcnc-dev$ linuxcnc
[07:32:24] <ssi> LINUXCNC - 2.6.0~pre joints_axes
[07:32:27] <ssi> well, that's something
[07:38:52] <ssi> hm... missing thcud component in the in-place version I built
[07:39:08] <ssi> did a comp --install thcud.comp with the environment set, and it's still failing
[07:39:11] <ssi> not sure how to get past that
[07:40:17] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:40:25] <Deejay> moin
[07:44:37] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[07:55:26] -!- toxx has quit [Ping timeout: 252 seconds]
[08:02:00] -!- toxx [toxx!~cnc-guy@v3-1260.vlinux.de] has joined #linuxcnc
[08:05:28] -!- RyanS [RyanS!~ryanstruk@ppp157-163.static.internode.on.net] has joined #linuxcnc
[08:11:16] -!- rob_h [rob_h!~robh@176.248.180.75] has joined #linuxcnc
[08:14:34] <ssi> well, I'm closer
[08:14:50] <ssi> ja4 gentrivkins is built and running, configs have been modified towork with it
[08:15:11] <ssi> joints home properly, but the two gantry joints aren't slaved together
[08:15:14] -!- kfoltman [kfoltman!~kfoltman@188-141-18-243.dynamic.upc.ie] has joined #linuxcnc
[08:33:55] <RyanS> Anyone noticed a difference between El cheapo $20 ISO turning toolholder for manual lathes <1kw vs $100 SECO, Kennametal, etc
[08:34:19] <Jymmm> $80
[08:34:30] <RyanS> Not in Australia
[08:34:55] <RyanS> try $120
[08:35:25] <RyanS> Not talking about the inserts, I would go brand-name for them
[08:36:13] <ssi> I've bought some expensive ones and lots of cheap shars ones, and honestly the shars holders are fine
[08:36:17] <ssi> but yes I prefer the brand name inserts
[08:42:10] <RyanS> What do you suppose the difference is, better tool steel?
[08:42:51] <ssi> yeah, there might be a slight rigidity difference, but the holder's not doing that much work
[08:47:03] -!- amiri_ has quit [Ping timeout: 240 seconds]
[08:47:51] <RyanS> do I understand correctly, that screw lock (which don't seem to be available in negative rake), lever lock, double clamp get progressively larger, more rigid and more designed for larger machines?
[08:48:16] <ssi> you're getting beyond me there :)
[08:49:02] -!- amiri has quit [Ping timeout: 264 seconds]
[08:50:57] <RyanS> I'm looking at too many industrial catalogues :)
[08:53:06] <archivist> posh tool is over the top on a crap machine
[08:53:14] <ssi> agreed
[08:53:48] <ssi> no sense buying a $120 rigid toolholder when the lathebed flexes away :D
[08:54:44] <RyanS> Is that why SCLCR seems to be pretty much the only thing available at hobbyist places?
[08:56:00] -!- syyl [syyl!~sg@p4FD13D5D.dip0.t-ipconnect.de] has joined #linuxcnc
[08:56:19] <archivist> a lot of hobbyists look at the price and have little clue about rigidity and making stuff accurately to dimension
[08:56:56] <Jymmm> archivist: Aren't those CNC glue guns?
[08:57:28] <archivist> glue guns are an order of magnitude worse
[08:58:01] <archivist> I am getting at a portion of "model engineers"
[08:59:50] <RyanS> I saying they don't have anything else available at hobbyists stores... ie
http://www.arceurotrade.co.uk/Catalogue/Cutting-Tools/Indexable-Turning-Tools
[09:00:41] <archivist> because they supply at hobby prices
[09:02:42] <RyanS> yeah, ok , but is SCLCR are going to cover most jobs on a crappy manual lathe?
[09:02:43] <ssi> ok ok ok... how the heck do I get the slaving to work in gentrivkins
[09:02:45] <ssi> I'm soooo close
[09:03:13] <archivist> the owner of arceurotrade knows his market, he drops the better stuff when it does not sell due to price
[09:03:15] <ssi> RyanS: yes it'll be fine
[09:04:07] <archivist> ssi I though I saw something on the lists or docs describing it
[09:04:26] <ssi> archivist: there's little bits of info scattered around but I haven't put all the pieces together yet
[09:04:40] <ssi> I'm VERY close
[09:04:55] <ssi> configs work and I can run and home all joints
[09:05:08] <ssi> but when I jog Y, only joint 1 moves, joint 3 does not
[09:05:46] <archivist> I thought there was a thing to do when the second one homed to slave them
[09:05:58] <ssi> yeah this is where I'm missing something
[09:06:46] <ssi> I assumed that the config string (XYZY) tells it how to map axis to joints, and so when I jog Y, it knows to command motion on both joints
[09:06:55] <RyanS> Which supplier do you guys usually buy inserts from?
[09:07:02] <ssi> gentrivkins doesn't have joint mode vs world mode like gantrykins does
[09:07:18] <archivist> I get sandvik inserts of ebay
[09:07:24] <ssi> I mostly buy inserts off ebay too
[09:07:29] <ssi> I bought a pile of them from the guy that sold me my HNC
[09:07:37] <ssi> they're far too expensive to buy retail :)
[09:09:04] <archivist> my parting tool is a modded sandvik and once I found the real insert number off the modders web site..... I pay a lot less
[09:10:02] <archivist> http://www.greenwood-tools.co.uk/shopscr23.html
[09:11:09] <archivist> oops the real number is
http://www.greenwood-tools.co.uk/ishop/728/shopscr39.html
[09:11:19] <RyanS> I have been looking at that, how do you mount it?
[09:12:03] -!- larryone has quit [Ping timeout: 240 seconds]
[09:12:08] <archivist> it has a side lump that fits in a standard tool post
[09:12:31] <ssi> http://linuxcnc.org/dapper/emc2/emc2/index.php/italian/forum/49-basic-configuration/27724-homing-a-dual-motor-for-one-axis-gantry-machine?start=10
[09:12:36] <ssi> this guy's describing the same problem I have
[09:12:41] <RyanS> I was looking at mounting a parting tool upside down on cross slide
[09:13:20] <archivist> upside down is common on capstans and production lathes
[09:14:46] <RyanS> I know the inserts for aluminium are very sharp positive rake, highly polished coating. Will the inserts designed for stainless be fine for carbon steel?
[09:15:01] <ssi> RyanS: I feel like you're wildly overthinking this :)
[09:15:13] <ssi> if you're not running a production lathe, most of this stuff doesn't matter
[09:15:26] <ssi> chances are your feeds and speeds are going to be far less optimal than your insert geometry and coatings
[09:15:59] <RyanS> Aluminium cuts very different to stainless, even on my crappy lathe...
[09:16:43] <RyanS> I daresay the tip would crack of the aluminium inserts if used on stainless... idk
[09:16:51] <ssi> I agree
[09:17:05] <ssi> but general purpose inserts will cut aluminum Just Fine
[09:17:11] <ssi> as well as stainless and mild steel
[09:17:50] <ssi> and the advantages of 0 degree inserts are that you can flip them over!
[09:18:32] -!- dybskiy has quit [Ping timeout: 245 seconds]
[09:19:37] <archivist> look at the sandvik insert catalog and they show best use material and good enough for each tip
[09:20:12] <RyanS> small radius for better finish? whaaat, has never worked like that with high-speed steel, a small radius has given me a terrible finish
[09:20:51] <archivist> adjust feeds and speed too
[09:22:00] <RyanS> http://www.greenwood-tools.co.uk/ishop/728/shopscr20.html interesting
[09:23:50] <archivist> greenwood is a husband and wife operation
[09:25:00] <RyanS> Does that have consequences? :p
[09:25:08] <archivist> no
[09:25:09] <RyanS> They are awfully expensive
[09:25:21] <archivist> they are sandvik tools
[09:25:54] <RyanS> It's strange that they don't mention the brand
[09:26:15] <archivist> he does
[09:27:03] -!- aniM has quit [Ping timeout: 240 seconds]
[09:27:43] <archivist> some of his is modified to fit amateur lathes
[09:28:10] <ssi> ok so I put that little bit of python in ~/.axisrc which automatically switches to teleop mode once homed
[09:28:28] <ssi> apparently ja4/gentrivkins still has the concept of free vs teleop modes, but it's not visible in the ui
[09:28:33] <RyanS> oooo SWUCR/L . Minimum bore size 5.8mm
[09:28:56] <ssi> now I get proper slaving in teleop mode, however it doesn't seem to be respecting my velocity/accel limits!
[09:29:58] <ssi> RyanS: beware tiny boring and internal threading tools
[09:30:08] <ssi> they are very flexy and hard to use well
[09:30:57] <RyanS> This one looks like a proper boring bar, but it does appear difficult to get a good finish
[09:31:03] <archivist> I often grind my own boring tools
[09:31:36] <archivist> eg to bore a 2mm hole
[09:31:43] <RyanS> We tried doing that with an old drill bit, didn't work too well
[09:32:36] <archivist> use proper hss not old drills that may be soft on the shank
[09:33:11] <RyanS> I guess that could explain it
[09:36:19] <ssi> agh this really shouldn't be this hard!
[09:37:53] <RyanS> the sandvik knowledge section is great, and explains everything
[09:41:35] <ssi> axis.x.teleop-vel-lim is set to 1
[09:41:39] <ssi> I don't know what sets that
[09:41:48] <ssi> some ini parameter probably
[09:42:27] <ssi> OH I KNOW WHAT
[09:43:32] <ssi> yep that fixed it
[09:49:39] <ssi> ok now I'm looking good
[09:52:46] <ssi> hm apparently I only have 45" of Y travel
[09:52:51] <ssi> but I get a full 50" in X
[09:56:46] -!- bertrik [bertrik!~quassel@rockbox/developer/bertrik] has joined #linuxcnc
[09:58:26] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[10:17:24] -!- dybskiy has quit [Ping timeout: 255 seconds]
[10:27:04] -!- dybskiy_ has quit [Remote host closed the connection]
[10:30:49] -!- radish has quit [Ping timeout: 252 seconds]
[10:32:14] -!- dybskiy has quit [Ping timeout: 264 seconds]
[10:35:22] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[10:38:17] -!- WyrM has quit [Ping timeout: 272 seconds]
[10:45:53] -!- tronwizard has quit [Ping timeout: 264 seconds]
[10:46:37] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[10:47:18] <jthornton> ssi, your plasma table?
[10:55:38] -!- mhaberler has quit [Quit: mhaberler]
[10:57:58] <ssi> jthornton: yeah
[10:58:06] <ssi> I got ja4/gentrivkins working
[10:58:57] <jthornton> cool, how does ja4 work for you?
[10:59:04] <ssi> so far so good
[10:59:14] <ssi> only complaint I have is the free to teleop transition
[10:59:23] <ssi> ja4 doesn't have free/world mode switch in the ui
[10:59:25] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[10:59:42] <ssi> so I found a bit of python that someone posted on the board that goes in .axisrc, which automatically switches into teleop when all axes are homed
[10:59:55] <ssi> problem there is if I ever have to rehome the machine, I don't have a way to switch back to free mode
[11:00:01] <ssi> so I have to kill axis and relaunch
[11:01:11] <jthornton> wonder if you could add some python to switch back to free mode
[11:01:17] <ssi> probably
[11:01:22] <ssi> I just don't know enough about how to do it yet
[11:01:49] <ssi> oh hey I have a question you might have some insight into
[11:02:33] <ssi> I bought a duramax mini machine torch, and I asked about it on cnczone and got a respones from jimcolt talking about how it'll work on the 45a power supply but isn't recommended, and may have shorter consumable life, but to run 45A shielded consumables if I'm going to use it
[11:02:48] <ssi> looking at the manuals/cut charts, it's a bit odd
[11:03:13] <ssi> the 45A toches on the 45A power supply list higher speeds and lower voltages than the 45A consumables in the duramax torch on the 65A supply
[11:03:41] <ssi> like for 10ga, it's something like 60ipm @ 118V on the 45, and 40ipm @ 134V on the 65 w/45A consumables
[11:03:46] <jthornton> Jim is the best
[11:04:04] <ssi> I'm feeling like I should use the cut charts for the torch moreso than the power supply
[11:04:07] <ssi> does that seem accurate?
[11:04:48] <jthornton> you might have to test some to see what gives you the best cut with the least droos
[11:04:52] <ssi> yeah
[11:05:07] <ssi> I wouldn't have given it a second thought, except 118V on one torch vs 134V on another is a pretty dramatic difference
[11:05:09] <jthornton> on mine I can vari the power
[11:05:19] <jthornton> let me look
[11:05:49] <ssi> unfortunately jim or somebody locked the thread on cnczone before I could respond with this question
[11:08:54] <jthornton> hmm can't find my cut charts
[11:09:09] <ssi> what machine do you use?
[11:09:38] <jthornton> Hypertherm 1250
[11:09:41] <ssi> ah
[11:10:03] <ssi> on the powermax line, the cut charts are in the operator manual
[11:10:24] <ssi> oh also, I ordered a mesa thcad
[11:10:27] <jthornton> yea same but that directory is not shared on my LAN
[11:10:44] <ssi> I'm gonna see if I can swap the candcnc thc out for thcad and do all the thc logic in hal
[11:11:44] <jthornton> there's a component for the THCAD card
[11:11:47] <ssi> yea
[11:12:03] <ssi> I'm using the thcud comp that I think you wrote at the moment
[11:12:55] <jthornton> yea, that was a fork of the original thc component
[11:14:23] <ssi> heh so I'm looking at the 1250 manual
[11:14:31] <ssi> it has 40/60/80A consumables
[11:14:33] -!- Komzpa has quit [Ping timeout: 240 seconds]
[11:14:58] <ssi> so check this out:
[11:15:05] <jthornton> and fine cut
[11:15:27] <ssi> pmax45, t45m torch, 45A consumables: 10ga mild @ 140ipm, 117V
[11:16:09] <ssi> pmax65 at 45A, duramax torch, 45A consumables: 10ga mild @ 100ipm, 134V
[11:16:33] <ssi> 1250 at 40A, 40A consumables: 10ga mild @ 107ipm, 147V
[11:23:39] <ssi> jthornton: here's the mount I made with the new torch
[11:23:39] <ssi> https://pbs.twimg.com/media/BqmvjXCIIAAs-av.jpg:large
[11:23:58] <ssi> have an ohmic cap for it, so I'm abandoning the floating torch w/microswitch in favor of ohmic sensing
[11:24:20] <ssi> I hope that works out... the floating head was compromising some rigidity and I think contributing to my high speed wander
[11:25:08] <jthornton> is that a big photo, I'm almost out of bandwidth for the month all ready
[11:25:56] <ssi> 101kb
[11:26:03] <ssi> https://pbs.twimg.com/media/BqmvjXCIIAAs-av.jpg
[11:26:07] <ssi> slightly smaller that way
[11:26:17] <ssi> 69kb
[11:26:43] <ssi> what's your bandwith cap like?
[11:27:05] <jthornton> 10g
[11:27:08] <ssi> eep
[11:27:13] <ssi> I was fretting about a 300G cap :P
[11:27:14] <jthornton> yea
[11:27:31] <jthornton> wildblue satellite
[11:27:38] <ssi> then again I have 120mbit, and if I saturate the line I can hit the cap in like six hours :(
[11:27:43] <ssi> oh yeah, how is the satellite?
[11:27:48] <ssi> aside from the cap
[11:27:52] -!- syyl has quit [Ping timeout: 244 seconds]
[11:28:14] <jthornton> not bad, except for the cap
[11:28:18] <ssi> latency?
[11:28:45] <jthornton> I don't even check as I don't have any other way to get internet except dial up
[11:28:49] <ssi> gotcha
[11:28:57] <ssi> is it a dish that has to be aimed?
[11:29:19] <ssi> was contemplating earlier whether it was possible to get satellite internet aboard a sailboat on a pacific crossing :P
[11:29:21] <jthornton> and they have been laying fiber all up and down the highway about 1.6 miles from my house for the last year
[11:29:50] <jthornton> yea it is a dish that is about twice the size of the tv ones
[11:30:03] <ssi> gotcha... prolly not practical for ocean internet then :D
[11:30:35] <jthornton> that is not but the satellite phones work somehow with a non directional antenna
[11:30:50] <ssi> yeah, that's why I was wondering about the internet
[11:31:19] <ssi> honestly I have no clue how you can get an uplink with a tiny omni duckie antenna
[11:31:47] -!- Robert302 has quit [Quit: Leaving.]
[11:31:50] <ssi> oh well, there's always HF packet radio :D
[11:32:33] -!- dybskiy has quit [Ping timeout: 240 seconds]
[11:34:00] -!- adb [adb!~IonMoldom@2a02:1205:34d8:c590:baac:6fff:fe67:305f] has joined #linuxcnc
[11:34:17] -!- Robert3021 has quit [Client Quit]
[11:35:32] <ssi> so last time I had the table running, I had an issue where the Z axis was losing motion logically because of the pierce probes
[11:35:56] <ssi> after every two pierces, I'd have to rehome or else it'd fail due to soft limits
[11:36:02] -!- bertrik has quit [Ping timeout: 245 seconds]
[11:36:14] <ssi> I need to reexamine that and figure out what was causing it
[11:36:21] -!- bertrik [bertrik!~quassel@rockbox/developer/bertrik] has joined #linuxcnc
[11:36:33] -!- aniM has quit [Ping timeout: 240 seconds]
[11:38:46] <jthornton> are you making a Z+ move after turning the torch off to clear the offset?
[11:38:59] <ssi> hm probably not
[11:39:18] <ssi> just making a positive move clears it? how does that work?
[11:39:47] <jthornton> it's part of the component code
[11:39:50] <ssi> ahh
[11:39:55] <ssi> well that should be an easy fix then :)
[11:41:29] <ssi> I need to screw with sheetcam to get it posting properly
[11:41:36] -!- adb has quit [Remote host closed the connection]
[11:42:23] <ssi> any thoughts on how to accurately measure squareness of the gantry?
[11:42:27] <jthornton> do you have my sheetcam post?
[11:42:31] <ssi> I don't think so
[11:42:53] <jthornton> should be on my web site in the cnc machines section
[11:43:13] <jthornton> I used a tape measure to square my gantry
[11:43:32] <ssi> how so?
[11:43:58] <ssi> found the post
[11:44:21] <ssi> hm I already had it on t he machine
[11:44:25] <ssi> so yeah maybe I did have it :)
[11:44:51] <jthornton> on my gantry I can measure from the truck to the front on each side pretty easy. To check my belt I move 12" then measure the 12 more etc
[11:45:18] <ssi> I don't know if I have an accurate reference point to measure to
[11:45:35] <ssi> last year I squared it by hand, and the way I did it was pretty hacky
[11:45:35] <jthornton> that does make it hard
[11:45:42] <ssi> I put a piece of plywood on the bed and taped paper to it
[11:45:51] <ssi> and I had it draw a 18x36" right angle
[11:45:55] <ssi> and laid a framing square on it
[11:46:02] <ssi> adjust slightly and recheck
[11:46:15] <ssi> took a long time, since my adjustment was pushing one side's pinion out of the rack and moving slightly
[11:46:27] <ssi> or unpowering and pushing the motor through steps
[11:46:55] <ssi> this time around I'll probably do the same thing, but lay a 64ths scale on the paper and measure the deviance and then correct with home offset
[11:47:03] <jthornton> yuck, mine is a bit easier... I have adjustments on each end of the belts
[11:47:32] <ssi> if it's visibly square over the size of a framing square I think I'll be happy
[11:48:12] <ssi> before I started squaring it last time, it was out like 3/8" over 24"
[11:48:14] <ssi> not great
[11:48:37] <jthornton> wow that would make some interesting parts
[11:48:38] <ssi> I was cutting a 16" wide rectangular plate and it was visibly keystoned
[11:48:59] <jthornton> any way to add some reference blocks to the gantry
[11:49:26] <ssi> I dunno
[11:49:38] <ssi> it's more the frame I'm worried about
[11:49:45] <ssi> it's hand-built welded rectangle tube steel
[11:50:34] <ssi> I guess I could just check with a square to see if the front of the frame is square to the left rail mounting surface
[11:50:59] <jthornton> can you measure diagonal on the frame?
[11:51:03] <ssi> I *think* it's pretty square, and evidence suggests at the very least that the gantry rails are pretty parallel
[11:51:09] <ssi> yeah
[11:51:19] <ssi> and I got it as square as possible by matching diagonals when I built it
[11:51:25] <ssi> I should check it again
[11:52:35] <ssi> but yeah, I'm getting very close to having it back running again
[11:52:41] <ssi> and this time I'm hoping it'll be better than ever
[11:53:13] <ssi> I switched from rack&pinion on X to belt, and so far I like the belt better
[11:53:19] <ssi> I'd like to do the same on both Y axes
[11:53:45] <ssi> the biggest problems I've had have had to do with slipping pinions, slipping gears in the belt reductions driving the pinions, and tension issues
[11:54:00] <jthornton> what size belt are you running?
[11:54:09] <jthornton> mine is belt on both x and y
[11:54:13] <ssi> XL
[11:54:43] <jthornton> I think my X is XL and the Y is the next size smaller
[11:54:53] <ssi> MXL is next size smaller
[11:54:57] <ssi> and that's the tiny 0.080" pitch stuff
[11:55:28] <ssi> I'm using 3/8" wide XL belt, 0.200" pitch, and direct driving a 14T pulley
[11:55:37] <ssi> which isn't ideal, because I can't get single steps down to 0.001"
[11:55:54] <ssi> er, not even close
[11:55:58] <jthornton> mine must be XL on Y and the next bigger on X as it is about 1/2" wide
[11:55:58] <ssi> that's 0.014" per step
[11:56:01] <ssi> 0.014" per microstep :/
[11:56:07] <ssi> er, 0.0014" per microstep
[11:56:18] <ssi> next bigger would be L belt
[11:56:23] <ssi> unless it's just 1/2" wide XL
[11:56:41] <jthornton> dunno it is too early to wander out and see
[11:56:46] <ssi> :)
[11:56:48] -!- Robert302 has quit [Ping timeout: 244 seconds]
[11:56:53] <ssi> I opted not to sleep last night
[11:56:55] <jthornton> I put a reduction belt on mine
[11:57:04] <ssi> homebuilt or storebought?
[11:57:40] <ssi> I built three homebuilt 3:1 reductions, and they work, but they introduce problem areas for me
[11:57:50] <ssi> was thinking about trying to get some 5:1 planetary nema 23 reductions
[11:57:53] <jthornton> I spend 12 hrs on the road and 8 hours in the saddle for a total of 400 miles of back country roads on the Spyder yesterday so sleep was easy
[11:57:53] <ssi> or maybe just some geared steppers
[11:58:06] <ssi> oh yeah sailing to cuba :)
[11:58:09] <jthornton> I built mine from scratch, my first EMC project
[11:58:19] <jthornton> Cuba Mo
[11:58:23] <ssi> aye
[11:59:33] -!- Robert3022 has quit [Ping timeout: 240 seconds]
[11:59:52] <ssi> sigh, the never ending machine upgrade path :)
[12:00:13] <ssi> I also need to clean out the bed, clean or replace the slats, make some new quench
[12:00:16] <ssi> and make a cover for it
[12:00:29] <jthornton> what are you using for quench?
[12:00:32] <ssi> thinking about getting some ripstop nylon, hemming the edges, and sewing rare earth magnets into the hems
[12:00:43] <ssi> the homebrew quench recipe that's floating around
[12:00:52] <ssi> sodium nitrite, fungicide, and green dye
[12:00:59] <ssi> physan 20 I think is the fungicide
[12:01:05] <jthornton> I skip the dye
[12:01:08] <jthornton> same here
[12:01:15] <ssi> yeah... I bought the dye, so I use it :)
[12:01:21] <jthornton> but some blue dye would be cool
[12:01:22] <ssi> it doesn't stay green tho hehe
[12:01:37] <ssi> my slats are mild steel, and they are pretty damn rusty
[12:01:45] <ssi> plus drop and dross rust up pretty nasty
[12:01:59] <ssi> also I get mosquitos breeding in it despite the chemicals
[12:02:06] <ssi> and evaporation... that's why I want to make a cover
[12:02:07] <jthornton> might not have enough sodium nitrite in the mix, mine never rusts
[12:02:23] <ssi> do you mix it in the table?
[12:02:47] <ssi> I think I guesstimated on the volume; may have gotten it very wrong
[12:02:48] <jthornton> you'll love this then, I took a water tank and drain the table into it and use air to pump it back up
[12:03:04] <ssi> so you keep it dry typically?
[12:03:04] <jthornton> I mix in 5 gallon can/bucket
[12:03:09] <jthornton> yes
[12:03:17] <ssi> that'd be nice
[12:03:21] <jthornton> before it would evaporate to fast
[12:03:23] <ssi> what's the capacity of your table?
[12:03:28] <jthornton> it was really easy to do
[12:03:36] <jthornton> water volume?
[12:03:38] <ssi> yeah
[12:03:51] <jthornton> 30 gallons maybe
[12:04:01] <ssi> what's the size of the working area?
[12:04:01] <ssi> 4x4?
[12:04:28] <ssi> mine is like 50"x50"x4" deep
[12:04:31] <jthornton> 54" on X and about 39" on Y
[12:04:35] <ssi> slats are raised an inch, and 3" wide
[12:05:00] <jthornton> but I can put a whole sheet on the water table and the excess just hangs out the front
[12:05:07] <ssi> 50x50x4 is 10k cubic inches = 43.29 gal
[12:05:18] <jthornton> mine is 3" deep
[12:05:41] <ssi> so what did you use for a tank, and how does the air pump work?
[12:06:01] <ssi> I guess if the outflow of the tank is at the bottom, and you pressurize the top with air, it'll force water down and up into the table
[12:06:15] <jthornton> yep that is how I do it
[12:06:36] <ssi> I have a valve in the center of the table, I could probably make that work if I found an appropriate tank
[12:06:51] <jthornton> I have a valve on the fill line that I close after filling then vent the tank. when I'm done I open the valve and the tank fills back up
[12:07:05] <jthornton> I used a water heater tank
[12:07:33] <jthornton> made a pvc dip tube fitting for one of the element bungs
[12:08:19] <ssi> like a little expansion tank?
[12:08:21] <ssi> or are those too small
[12:08:26] <ssi> use a full size water heater?
[12:09:33] <ssi> a 50 gallon pressure tank is gonna be expensive and bulky :/
[12:09:36] <jthornton> this was a 40 gallon heater, I stripped the outside off and checked for leaks then cleaned out all the crap and I was good to go
[12:09:52] <ssi> hm maybe an air compressor tank
[12:10:00] <jthornton> it only takes about 5-10 psig to move the water out
[12:10:11] <ssi> good point
[12:10:39] <ssi> I wonder if I could use something like a plastic rv tank
[12:10:44] <jthornton> the water heater I got was a leaker but it was leaking at the fitting due to no sealant
[12:10:46] <ssi> or something like this
[12:10:46] <ssi> http://www.plastic-mart.com/product/6672/45-gallon-flat-bottom-utility-tank-43837?mn=pm005z&gclid=CKz3ney5jb8CFZRj7Aodrg8ANQ
[12:11:01] <ssi> "vented lid" might be a problem :P
[12:11:27] <ssi> I guess I could just weld something up
[12:11:29] <jthornton> yea
[12:11:45] <ssi> just need that same 10k cubic inches, or similar
[12:11:59] <ssi> 22" cubed would do it
[12:12:23] <ssi> can't quite get that out of a half sheet
[12:12:32] <ssi> 3/4 of a sheet of 10ga aluminum
[12:12:38] <ssi> welded up with some fittings added
[12:13:16] <ssi> 10ga is overkill
[12:13:19] <ssi> 0.063" would be plenty
[12:13:39] <ssi> might be $100 worth of sheet
[12:13:49] <jthornton> find someone to roll it for you and only 1 seam
[12:14:00] <ssi> hmm
[12:14:23] <ssi> cylinder?
[12:14:31] <ssi> I count three seams in a cylinder
[12:17:23] <jthornton> I'd search craigslist for a $50 water heater before building a tank
[12:17:28] -!- Robert3023 has quit [Quit: Yaaic - Yet another Android IRC client - http://www.yaaic.org]
[12:17:50] -!- dybskiy has quit [Ping timeout: 264 seconds]
[12:18:34] <ssi> my only concern about that is the height
[12:18:38] <ssi> I'd prefer something that'll sit under the table
[12:18:49] <jthornton> lay it on it's side
[12:18:50] <ssi> although I dunno how tall the actual tank is
[12:18:59] <ssi> haha
[12:19:02] <ssi> yeah I guess I could do that
[12:20:04] <jthornton> I'll take a photo of my setup in a bit
[12:20:06] <ssi> http://atlanta.craigslist.org/eat/hsh/4530508571.html
[12:20:09] <ssi> $60, 50 gal
[12:20:10] <ssi> heh
[12:20:20] <jthornton> there you go
[12:32:36] -!- Lathe_newbie [Lathe_newbie!~newbie@46-126-219-87.dynamic.hispeed.ch] has joined #linuxcnc
[12:37:22] <jdh> wonder what the market for used water heaters that might work is.
[12:37:31] <ssi> they're out there
[12:38:12] <JT-Shop> http://www.gnipsel.com/images/plasma/Water%20Tank.jpg
[12:38:41] <ssi> JT-Shop: neat
[12:38:47] <ssi> I can probably work that out
[12:39:03] <ssi> I need to get my little trailer roadworthy, then I can haul out and pick up something from craigs
[12:39:44] <ssi> so you just have a standpipe inside?
[12:40:57] <JT-Shop> yea the white pvc ell has a pipe glued into it to go almost to the bottom
[12:41:32] <ssi> makes sense
[12:41:37] <JT-Shop> the regulator, fill and vent valve go into a different port
[12:41:51] <ssi> so when you drain the table, do you clean the dross and drop out of the bottom?
[12:42:17] <JT-Shop> yea, after it dries I pull up the slats and use a scraper to pull it out
[12:42:26] <ssi> how often do you do that?
[12:43:33] <JT-Shop> I don't cut everyday so I clean it when I feel like it lol
[12:43:37] <ssi> :)
[12:44:05] <JT-Shop> I'll say hmm looks like too much crap in there I think I'll clean it out before I cut today
[12:44:34] <JT-Shop> right now my sand blasting thing is sitting on top of the plasma table
[12:51:13] <ssi> ok so what do I need to do first... get the new X fine calibrated, maybe get the squareness measured and calibrated
[12:51:22] <ssi> then I can hang the torch and figure out ohmic sensing
[12:51:38] <ssi> need to modify the power supply for the new firing scheme
[12:51:47] <ssi> then I can try some test cuts
[12:52:55] <JT-Shop> keep us posted
[13:06:27] <ssi> hm something is very not good with this axis
[13:07:13] <ssi> if I mdi g0 3", it moves very close to 3"
[13:07:24] <ssi> but if I incremental jog 0.010", it doesn't move hardly at all
[13:07:39] <ssi> I incremental jogged it over 0.34" without it hardly moving
[13:07:50] <ssi> and then when mdi g0 back to 3", it ended up like 2.6" over
[13:08:36] <ssi> I wonder if that has to do with the fact that a full step is 0.014"
[13:15:12] -!- thomaslindstr_m has quit [Ping timeout: 245 seconds]
[13:17:53] -!- dybskiy has quit [Ping timeout: 272 seconds]
[13:29:41] -!- skroon_ [skroon_!~skroon@541F1FA3.cm-5-8a.dynamic.ziggo.nl] has joined #linuxcnc
[13:30:35] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[13:31:52] -!- skroon has quit [Ping timeout: 245 seconds]
[13:32:16] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[13:37:22] <ssi> on a happier note, it's square enough for right now without screwing with it
[13:37:55] -!- larryone has quit [Client Quit]
[13:52:33] -!- balestrino [balestrino!~balestrin@host192-212-dynamic.245-95-r.retail.telecomitalia.it] has joined #linuxcnc
[13:55:15] -!- grummund has quit [Ping timeout: 272 seconds]
[13:55:56] -!- anth0ny has quit [Quit: anth0ny]
[14:05:43] <ssi> ohmic sensing works great
[14:05:51] <ssi> and no more having to screw with measuring switch offset
[14:06:33] <ssi> now to get the powersupply rewired and back in place... so close to test cut :D
[14:09:07] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[14:09:52] -!- sulky has quit [Ping timeout: 260 seconds]
[14:11:29] -!- balestrino has quit []
[14:12:40] -!- balestrino [balestrino!~balestrin@host192-212-dynamic.245-95-r.retail.telecomitalia.it] has joined #linuxcnc
[14:14:35] -!- boonkerz has quit [Quit: ZNC - http://znc.in]
[14:15:25] -!- AR_ [AR_!~AR@24.238.81.234.res-cmts.sth2.ptd.net] has joined #linuxcnc
[14:17:20] -!- dybskiy has quit [Ping timeout: 244 seconds]
[14:18:34] <jdh> guy wants to paypal me for the Rav4 without ever having seen it.
[14:20:14] -!- ravenlock has quit [Ping timeout: 264 seconds]
[14:25:23] <ssi> sounds a little scammy
[14:28:50] <JT-Shop> yea, tis a scam for sure
[14:30:05] -!- jduhls_ has quit [Ping timeout: 272 seconds]
[14:32:26] -!- sumpfralle [sumpfralle!~lars@p5B2CDC2B.dip0.t-ipconnect.de] has joined #linuxcnc
[14:35:30] <ssi> well now... something else has gone horribly wrong
[14:35:40] <ssi> I got the power supply rewired and hooked back up
[14:35:50] <ssi> fired the torch with the spindle on button in axis
[14:35:54] <ssi> it stuttered a couple times
[14:36:00] <ssi> now I have no motion
[14:36:10] <ssi> green light isn't coming on on the gecko when I enable the machine
[14:38:20] -!- anth0ny has quit [Quit: anth0ny]
[14:38:24] -!- revo14 [revo14!~moises@190.142.220.147] has joined #linuxcnc
[14:39:03] <jdh> bypass the gecko pwm enable?
[14:39:08] <jdh> assuming you have such.
[14:40:09] <ssi> chargepump you mean?
[14:40:12] <ssi> yea I tried that
[14:40:22] <ssi> gecko goes green if I bypass the chargepump, but still no motion
[14:40:26] <ssi> I just rebooted, lets see what happens
[14:40:36] <ssi> still nothing
[14:40:43] <ssi> lemme check the limit io
[14:41:45] <ssi> limit io is responding, so I don't think the mesa is fried
[14:41:47] <ssi> so what in the world...
[14:42:35] <ssi> 48VDC is good
[14:44:51] <skroon_> my machine bed has holes in them already, I was expecting the bottom left hole to be exactly at 10x10mm but it's something like: 10.235mm (I can't really tell 100% sure), so now i'm thinking to make new M8 holes at exactly 10x10mm, so I can use those machine coordinates to reference off, is this perhaps a dumb idea ?
[14:44:51] <Tom_itx> ssi there was discussion about using a beer keg for a tank at one point :)
[14:45:03] <skroon_> before I start making holes, i thought i'd better check online with you guys :-)
[14:45:49] <ssi> Tom_itx: haha thats not a terrible idea
[14:46:02] <skroon_> to me it sounds like a good idea todo, so that whenever I clamp a number piece of stock in my machine, I know which working coordinates I can go to, and use that as x0 y0 for my work pice
[14:46:06] <skroon_> piece
[14:46:52] -!- anth0ny has quit [Client Quit]
[14:46:57] <skroon_> especially if I want to flip my stock to mill on two sides
[14:47:35] <ssi> I think the charge pump is running
[14:47:51] <revo14> hi, this machine is good for linuxcnc
http://articulo.mercadolibre.com.ve/MLV-421459140-computador-ibm-aptiva-_JM
[14:47:57] <ssi> I can see a 2.5VDC signal on that pin, although my meter seems to think it's 2.5KHz, and I feel like it's supposed to be 10khz
[14:50:22] <skroon_> anyone know anything about double sided milling here? i'm wondering which point you choose to be your 0,0 i'm a bit confused as to what the best approach is
[14:50:30] <ssi> I really can't imagine what happened :( it was running fine fifteen minutes ago
[14:51:18] <ssi> skroon_: just need a good fixture that holds it repeatably in all three dimensions
[14:51:30] <ssi> maybe put two dowel holes in the topside and have a fixture with locator pins
[14:51:55] <ssi> or have a good vise with a workstop, and have two orthogonal faces that locate against the vise fixed jaw and workstop
[14:53:22] <skroon_> ssi: I get the idea of usign dowelpins, up until the point of, what will you use as your origin (x0, y0) even when having this fixture?
[14:53:52] <ssi> whatever you want!
[14:53:55] <ssi> really depends on your cam
[14:54:38] <skroon_> ssi: but each stock I have, has different sizes, or slightly different sizes, so i'm a bit confused how I can repeatedly choose the same origin
[14:54:56] <ssi> well when you machine the topside, you're going to end up with known dimensions
[14:55:18] <ssi> when you flip it over and hold it by those known dimensions, you should be able to repeatably have a reference coordinate system to machine the bottom side
[14:55:53] <skroon_> so does that mean, when you flip over the object, then you have to set a new origin ?
[14:56:08] <Tom_itx> not necessarily
[14:56:23] <ssi> it really depends on your workholding and your process
[14:56:38] <skroon_> i'm usign CamBam btw
[14:56:45] <Tom_itx> i generally try to move my cad so i can keep the same origin
[14:57:01] <ssi> skroon_: got a picture of what you're trying to cut?
[14:57:15] <skroon_> ssi: yeah hold on
[14:57:26] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[14:57:36] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[14:59:33] -!- kwallace1 has quit [Ping timeout: 255 seconds]
[14:59:50] <skroon_> ssi:
http://tinypic.com/r/2hrn7ft/8 that's how the 3d part looks
[15:00:26] <Tom_L> is that extrusion?
[15:00:36] <skroon_> Tom_L: what do you mean?
[15:00:44] <Tom_L> or are you milling the slots
[15:00:44] <ssi> ok, and what's your raw stock like, and how are you fixturing it to cut the topside?
[15:01:03] <Tom_L> always draw your raw stock around your part. it will help you
[15:01:04] <skroon_> Tom_L: I would like to mill the hole thing
[15:01:11] <skroon_> Tom_L: aha
[15:01:21] <skroon_> ssi: my stock is just a piece of wood, let me make a picture
[15:01:33] <Tom_L> remember what you mill away on the first op to be able to hold it on the 2nd op
[15:01:34] <skroon_> ssi: btw, I have no idea yet what would be the best way to clamp it down
[15:01:46] <skroon_> ssi: I was thinking about just screwing it to my spoilboard perhaps?
[15:01:55] <ssi> skroon_: what I'm getting at... is the raw stock the same dimension as the finished piece in X (along your red axis)?
[15:02:06] <ssi> or are you going to machine it to size on one or both faces in that dimension?
[15:02:49] <Tom_L> sometimes we would have the op mill their blocks to dimension before beginning the cnc cutting
[15:03:02] <Tom_L> other times we'd just cut it all from a specified block size
[15:03:16] <skroon_> ssi: good question, the raw stock in width is little bit bigger, like 20mm bigger... the length is much bigger, I have couple of meters here, and the hight is like half of the size of this piece
[15:03:32] <skroon_> ssi: I was hoping, I was able to machien it to size, from both sizes
[15:03:37] <ssi> if you have to machine it in width as well as height, you're going to have to do something like screwing it down
[15:03:37] <skroon_> sides
[15:03:46] <ssi> although are the holes in the finished product acceptable?
[15:03:53] <ssi> er, width as well as length I meant
[15:04:10] <Tom_L> start with one good side and put it against dowel pins
[15:04:20] <Tom_L> clamp the work to the table
[15:04:23] <skroon_> I was thinkign to use "bridges" to hold it into place, and use sandpaper to remove them later
[15:04:35] <Tom_L> use a stop on X to slide it for the next part
[15:04:59] <Tom_L> how long is the part?
[15:05:18] <ssi> it'll be tough to find a way to clamp it which will allow cutting all those radiused edges in one operation
[15:05:26] <skroon_> 80mm length
[15:05:35] <skroon_> widht 40mm
[15:05:37] <Tom_L> i agree with ssi
[15:05:51] <ssi> it could be done fairly well in a short vise
[15:05:52] <skroon_> height, 12mm
[15:06:02] <Tom_L> cut the bottom radius last
[15:06:09] <XXCoder1> is there any holes inside part?
[15:06:10] <Tom_L> hold it in vise jaws to machine the top
[15:06:15] <Tom_L> flip it for the radius
[15:06:17] <ssi> if you were doing it in metal on a mill I'd say clamp it in a vise and machine the topside, then flip it over
[15:06:31] <Tom_L> oh, he isn't?
[15:06:32] <ssi> but the vise would need to be very very short in order to machine both ends in one op
[15:06:42] <Tom_L> what's he cutting it on?
[15:06:43] <ssi> no, wood on a router it sounds like
[15:06:49] <XXCoder1> if so, could make it cut insides, clamp part there, then remove outside edge clamps
[15:07:02] <XXCoder1> must be very careful not to move part
[15:07:16] <skroon_> sorry for all the silly questions, i'm just trying to wrap my head around this :-)
[15:07:24] <Tom_L> there are a number of ways to hold it
[15:07:27] <ssi> workholding is one of the hardest problems in machining :)
[15:07:34] <skroon_> so how to clamp it in a vice, clamp the length edges into a vice?
[15:07:43] <XXCoder1> oh youre using vice
[15:07:47] <ssi> the face on the left side of your image
[15:07:47] <Tom_L> i would
[15:07:50] <ssi> and the one parallel to it
[15:07:55] <Tom_L> then flip it to do the bottom radius
[15:08:01] <ssi> if you could start with stock that was already at width, that'd be the way to go
[15:08:10] <ssi> but since your stock is oversize in all dimensions, that's out :P
[15:08:15] <Tom_L> not really
[15:08:20] <ssi> it's gonna have to be multi-operation
[15:08:22] <Tom_L> first op would be to size the width
[15:08:32] <Tom_L> ssi, it would be anyway
[15:08:36] <ssi> I mean more than two
[15:08:37] <XXCoder1> cant you cut it to size first, say one dimension cut to size, skroon_ like ssi said
[15:09:17] <ssi> trick is, you can't machine five sides of a part without screwing it down
[15:09:18] <skroon_> cut it to size, means cutting exactly to: X: 40 Y: 60 Z: 12 ?
[15:09:29] <skroon_> sorry Y: 80
[15:09:33] <ssi> cut it to width
[15:09:34] <ssi> 40mm
[15:09:37] <Tom_L> ssi, he's machining all 6
[15:10:00] <ssi> Tom_L: don't be pedantic, you know he's not machining six faces in one operation unless he's fucking magirc
[15:10:04] -!- revo14 [revo14!~moises@190.142.220.147] has parted #linuxcnc
[15:10:10] <skroon_> simsalabim
[15:10:11] <Tom_L> no i didn't mean that
[15:10:11] <skroon_> :)
[15:10:19] <skroon_> maybe I shoudl first start with simpler thing :)
[15:10:25] <Loetmichel> Tom_L: why not?
[15:10:26] <skroon_> so I can practice double sided milling
[15:10:26] <ssi> he's not machining five faces in one operation without screwing it to the spoilboard
[15:10:27] <Tom_L> it's not that difficult
[15:10:31] <ssi> which is doable if you don't mind the holes
[15:10:31] <XXCoder1> all 6? sure its easy. just use 4d cnc
[15:10:35] <Loetmichel> never heard of "siemens skyhooks"`?
[15:10:36] <skroon_> what would be more easier to start with?
[15:10:37] <Loetmichel> ;-)
[15:11:08] <skroon_> I mean, it seems that having a bigger stock makes things more easy?
[15:11:11] <ssi> skroon_: you can make this part, you just have to figure out how to hold it
[15:11:13] <skroon_> in terms of clamping ti down
[15:11:22] <XXCoder1> skroon_: why must one run?
[15:11:27] <skroon_> ssi: right, this hole... holding it down is indeed something I find hard :)
[15:11:35] <ssi> skroon_: what methods do you have to hold it down?
[15:11:46] <ssi> vise? toggle clamps? what
[15:11:47] <XXCoder1> why not two steps, first cut sides, then run 2 can do rest since you can clamp down on already exact side
[15:11:49] <Loetmichel> in terms of clamping something down i made surprisingly good experiences with double sided tape and CA ;-)
[15:12:18] <skroon_> ssi: I have bought a cheap vise, but I haven't used it yet... at the moment i'm screwing things down into my spoilboard (i've got a wooden spoilboard, and at the moment mostly milling wood or plastics)
[15:12:24] <ssi> Loetmichel: I'd be worried a part that small wouldn't hold with tape or CA
[15:12:39] <skroon_> ssi: i'm also using some washers as a "clamp" :)
[15:12:41] <Loetmichel> ssi: i am not. any more.
[15:12:46] <ssi> not worried?
[15:12:52] <Tom_L> skroon_, start with one of these:
http://tom-itx.no-ip.biz:81/~webpage/cnc/Cube1.jpg
[15:12:52] <ssi> well hell, give tape a shot then
[15:13:04] <skroon_> Tom_L: joking right ? :)
[15:13:11] <Loetmichel> https://www.youtube.com/watch?v=o53RsosYwGg
[15:13:12] <Tom_L> it's not as hard as it looks
[15:13:19] <Loetmichel> ssi: thats aluminium 7075
[15:13:32] <Tom_L> i screwed that one up anyway
[15:13:33] <Loetmichel> ... and double sided carpet tape ;-)
[15:13:38] <ssi> Loetmichel: that's pretty good
[15:13:47] <skroon_> ssi: but indeed, this hole clamping up is what i'm struggling with at the moment
[15:13:51] <XXCoder1> a question though
[15:14:03] <XXCoder1> how clean it off when done?
[15:14:05] <ssi> skroon_: toggle clamps might be a decent option for your machine
[15:14:15] <skroon_> also I would need to make sure my surfcesof my stocker are 100% flat right? or doesn't it matter much ?
[15:14:23] <ssi> but the clamps will get in the way of all the features, so you'll have to shuffle them around a bit to get the whole thing cut
[15:14:26] <Tom_L> of course it matters
[15:14:41] <Tom_L> add op stops for clamp moves in your code
[15:14:58] <skroon_> ssi: right, so a vise would always be recommended ?
[15:14:59] <ssi> skroon_: these are awesome
[15:15:00] <ssi> http://www.amazon.com/Bessey-Auto-Adjust-Horizontal-Toggle-Clamp/dp/B0057PUL52
[15:15:05] <ssi> http://www.amazon.com/Bessey-Auto-Adjust-Inline-Toggle-Clamp/dp/B0057PUFMG/ref=pd_sim_hi_2?ie=UTF8&refRID=19S9EFETFK1GJDP795M9
[15:15:06] <Loetmichel> ... you just have to feed low enouhgh that the part doesent get hot when using tape ;-)
[15:15:08] <XXCoder1> yeah just dont acciently start next op without doing the nesscary work lol
[15:15:14] <ssi> screw them down to your spoilboard, and they autoadjust to your stock
[15:15:22] <skroon_> ssi: indeed: but these also get in the way right ?
[15:15:28] <ssi> skroon_: depends how you set it up
[15:15:35] <Tom_L> there are whole catalogs dedicated to clamping
[15:15:56] <ssi> the inline ones are nice... if your stock is at width, you can screw a stop ledger down, push the stock up against it, and use the inline toggle clamp to apply pressure into the ledger
[15:15:59] <skroon_> ssi: so you would use a straight edge, on one side... like a ruler I can mill and then use this side climp to tighten it up?
[15:16:07] <ssi> then you should be able to machine most of the top features if not all
[15:16:07] -!- Tom_L has quit []
[15:16:10] <ssi> yea
[15:16:39] <ssi> and the toggle clamps are pretty quick... you can build a repeatable setup that way
[15:16:47] <skroon_> so having the stock at width makes me wonder about... running against the wides of the clamps
[15:16:55] <ssi> hell here's an idea
[15:17:00] <ssi> have oversized stock
[15:17:06] -!- dybskiy has quit [Ping timeout: 255 seconds]
[15:17:06] <ssi> use a setup like I'm suggesting
[15:17:08] <skroon_> or you would always clamp it outside of the piece where you want to mill
[15:17:19] <ssi> and cut the radius on the clamp side, but not all the way through
[15:17:20] <archivist> bessey also made an odd adjustable spanner
http://www.collection.archivist.info/searchv13.php?searchstr=bessey
[15:17:33] <ssi> and then for second op, clamp the long way on the finished ends, upside down
[15:17:45] <ssi> machine your bottom features and clean up the edge to width
[15:17:51] <skroon_> in this case the "second op" means the other side right ?
[15:17:56] <ssi> that'd do it in two ops using just an inline toggle or tow
[15:17:57] <ssi> two
[15:17:58] <ssi> yep
[15:18:40] <JT-Shop> ssi, you get it figured out?
[15:18:42] <skroon_> so do you use something like an edge finder, to do the second op? or that's not needed at all?
[15:18:57] <ssi> JT-Shop: no, the machine is hosed
[15:19:03] <Tom_itx> if your mill is true, you can mill halfway down, flip it and mirror the bottomside save any feature changes
[15:19:05] <ssi> JT-Shop: everything just quit running all of a sudden
[15:19:26] <XXCoder1> ssi: does machines you have has fuse of some kind?
[15:19:27] <skroon_> Tom_itx: "mill is true"? what do you mean?
[15:19:27] <Tom_itx> all in a vise with one op stop for a part flip
[15:19:45] <skroon_> Tom_itx: do you have a picture of a vise with a stop?
[15:19:46] <ssi> XXCoder1: there's a fuse in the gecko, but I don't believe it's blown
[15:19:49] <Tom_itx> you'll figure that out the first time you flip a part and it doesn't cut the same
[15:19:52] <ssi> I guess maybe it is, I should check it
[15:19:58] <XXCoder1> it can be amazing invisible break
[15:20:01] <ssi> skroon_: I'm drawing you a pic
[15:20:18] <skroon_> ssi: cool, thanks a lot, I appreciate that
[15:20:20] <XXCoder1> if its fataque break and not normal blown fuse
[15:21:01] <kfoltman> XXCoder1:
http://i.imgur.com/KCZ0y72.jpg how's your router?
[15:21:06] <XXCoder1> besides isnt fuse like a dollar max? easy enough to look
[15:21:23] <ssi> they're not standard fuses :/
[15:21:30] <skroon_> btw, I was looking at this video, and it's kind of what I would like to accomplishg with double sided milling:
http://www.youtube.com/watch?v=8adiSMs7sME
[15:21:40] <skroon_> i'm just wondering how he makes sure that that stock is in straight
[15:21:53] <XXCoder1> kfoltman: finally figured how to design router holder assembly
https://dl.dropboxusercontent.com/u/53432577/cncideaRouterTweak.png
[15:21:59] <Tom_itx> skroon_, i did these brackets that way:
http://tom-itx.no-ip.biz:81/~webpage/cnc/P1.jpg
[15:22:04] <XXCoder1> so I can start making wood swarf soonish
[15:22:14] <Tom_itx> then machined the center out:
http://tom-itx.no-ip.biz:81/~webpage/cnc/P3.jpg
[15:22:14] <ssi> skroon_: screw your ledgers down and then machine them square :)
[15:22:21] <kfoltman> XXCoder1: nice :)
[15:22:32] <XXCoder1> yeah
[15:22:44] <XXCoder1> ssi even so, prices shouldnt be nuts
[15:22:48] <skroon_> ssi: what are "ledgers" ?
[15:22:53] <ssi> it's not the prices, it's the time to get them
[15:23:05] <XXCoder1> ahh. coin fuse? ;) JK
[15:23:06] <ssi> skroon_: just pieces of wood screwed down that give you a solid ledge to push your stock against
[15:23:27] <skroon_> ssi: did you see that video I just mentioned btw?
[15:23:29] <XXCoder1> you has milimeter? can you check current across fuses?
[15:23:36] <ssi> XXCoder1: dammit gimme a minute!
[15:23:44] <ssi> I have to disassemble the gecko to get to it
[15:23:48] <ssi> and I'm trying to draw skroon a pic
[15:23:49] <XXCoder1> lol ok
[15:23:56] <skroon_> ssi: :_
[15:23:58] <ssi> skroon_:
https://pbs.twimg.com/media/BqvnyFkIEAE0oAO.jpg
[15:24:01] <ssi> skroon_: sorry it's hastily drawn
[15:24:08] <ssi> right side is the first operation
[15:24:31] <ssi> the ledger is a board that's parallel to your long axis that you can push the raw stock against, and it indexes on the short side by two dowels or another ledger
[15:24:38] <ssi> or one dowel, doesn't matter, just a way to stop it
[15:24:48] <ssi> then the toggle clamp pushes on the waste side of the width
[15:24:52] <skroon_> ssi: ah, I get how you clamp it indeed
[15:24:57] <ssi> you can machine all your topside features that way
[15:25:09] <ssi> including the radius of the long edge on the waste side, but just deep enough to cut that radius
[15:25:24] <ssi> then you have a second fixture set up where you hold the part by the short ends
[15:25:38] <ssi> and you machine away the waste side of the width
[15:25:41] <ssi> and cut the bottom featurse
[15:25:53] <ssi> looks like you can make your part in two operations that way
[15:26:03] <ssi> I'd buy two toggle clamps and set up both fixtures on the same spoilboard if you have room
[15:26:14] <ssi> and then use two different coordinate systems to setup origins for each operation
[15:26:25] <ssi> so you don't have to re-touchoff for each op
[15:26:38] <XXCoder1> interesting video Loetmichel
https://www.youtube.com/watch?v=yDcCyF_gVoY
[15:27:30] <skroon_> ssi: ah right cool, so I will indeed have two places on my spoilboard, one for the top side, one for the bottom side right?
[15:27:36] <os1r1s> Tom_itx: You around?
[15:28:13] <Loetmichel> XXCoder1: yes, i was to cheap to buy a thread cutter for two cuts in aluminium
[15:28:20] <Loetmichel> so i milled the tread ;-)
[15:28:23] <Loetmichel> +h
[15:28:23] <CaptHindsight> https://www.osadl.org/fileadmin/dam/rtlws/12/Brown.pdf Choosing between Xenomai and Linux for real-time applications (comparisons and good explanations using the BeagleBone)
[15:28:46] <XXCoder1> nice, its quite thick bolt so I guess it'd cost a bit. plus fuel lol
[15:28:55] <os1r1s> Does anyone write down the setups/process they use to use their mill/lathe/etc?
[15:29:24] <ssi> skroon_: taht's what I'm thinking
[15:29:51] <skroon_> ssi: making some notes, and thinking about what you said :)
[15:29:52] -!- tronwizard [tronwizard!~tronwizar@24.229.164.191.res-cmts.sm.ptd.net] has joined #linuxcnc
[15:30:06] <ssi> skroon_: there's a million ways to do it, but that's probably what I'd shoot for if I were in your shoes
[15:30:09] <ssi> those clamps are fairly cheap too
[15:31:07] <skroon_> ssi: btw did you see this as well:
http://www.youtube.com/watch?v=8adiSMs7sME ? unfortunately they don't show the flipping, so i'm wondering how he was able to put it back on the same spot... but this putting it back on the same "spot" isn't perhaps as needed as I thought it was, after hearing you about setting up 2 differen place of top and bottom
[15:31:20] <ssi> skroon_: i'll look in a minute
[15:31:24] <ssi> XXCoder1: fuse is NOT blown
[15:31:33] <XXCoder1> millimeter tested?
[15:31:50] <ssi> ya
[15:31:58] <XXCoder1> guess it wasnt it. too bad
[15:32:11] <XXCoder1> it also proves wiring across that fuse works fine too
[15:32:39] <ssi> I wish they'd made the fuse easier to get to
[15:32:48] <ssi> you literally have to completely disassemble it to get to the fuse
[15:32:55] <XXCoder1> crazy
[15:33:38] <XXCoder1> skroon_: it says registration is done by dowels
[15:33:47] <XXCoder1> so it can be flipped and still retain same position
[15:35:13] <skroon_> XXCoder1: I don't see them in the video though
[15:35:20] <skroon_> XXCoder1: I just see screws
[15:35:47] <XXCoder1> me either
[15:36:32] <skroon_> also the stock he's using needs to be completely squared I guess if he's using a ledger to push the stock against
[15:38:02] <ssi> I'm losing my damn mind
[15:38:18] <skroon_> XXCoder1: ah in this video of his:
http://www.youtube.com/watch?v=jXfJtYnii2Y i'm seeing him do some more mesuring when putting the stock down on the spoilboard
[15:38:25] <archivist> CaptHindsight, after a skim read, did I miss any proper spec of the AVR, ie is that fast enough (and low latency) to do valid tests
[15:38:35] <XXCoder1> so far its not cutting any outside border
[15:39:02] <skroon_> XXCoder1: right, which sounds to me like a prerequist when using stock right?
[15:39:25] <XXCoder1> good question, guy probably planed it or something
[15:40:54] <skroon_> you mean, he either cut the stock to that exact measurement, or design his drawing based on the stock width?
[15:41:06] <XXCoder1> or it does not matter
[15:41:26] <XXCoder1> look at near end, guys cutting parts thats completely inside from stock
[15:42:06] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[15:42:23] <ssi> if this guy was smart, he'd plan his toolpaths a bit better to avoid that nasty tearout at the ends of his dadoes
[15:42:38] <skroon_> ssi: which part do you mean?
[15:42:40] <tjtr33> CaptHindsight, re that A20 board
http://hardware-libre.fr/2014/06/raspberry-vs-banana-hardware-duel/
[15:42:43] <XXCoder1> how prevent such?
[15:42:51] <ssi> XXCoder1: cut in from both sides
[15:42:52] <skroon_> XXCoder1: you mean the handle ?
[15:43:11] <XXCoder1> https://www.youtube.com/watch?v=8adiSMs7sME this video
[15:43:11] <skroon_> ssi: in the second movie you mean?
[15:43:14] <ssi> I guess he's cutting away the part that tears out
[15:43:16] <ssi> no the first one
[15:43:18] <skroon_> ahhh oke :)
[15:43:20] <ssi> I have no clue hat' hes' making :P
[15:43:41] -!- jduhls_ has quit [Quit: Leaving]
[15:43:57] <XXCoder1> no idea either even its showing finished product. cup holder maube?
[15:44:13] <skroon_> ssi: so form the first video, would you have an idea how he made sure he's on the exact same spot, when doing the other side?
[15:44:29] <ssi> skroon_: he says in the text that it's done using dowels
[15:44:39] <ssi> first thing he does is machine two holes that will fit on dowels to register the backside
[15:45:06] <skroon_> ssi: ah yeah just read it, he's dowels are in the center line
[15:45:30] <XXCoder1> guess secrews was to secure it after dowel positioning
[15:45:46] <ssi> yeah gotta hold it down somehow or it'll climb up the bit
[15:46:14] <XXCoder1> yeah had nasty climb ups at work lol. vaccum system sucks sometimes
[15:46:28] <skroon_> XXCoder1: ehhehe
[15:46:36] <ssi> you can see it trying to climb at the end of the first video when he's parting
[15:46:45] <ssi> the whole piece gets real flexy and tries to climb up the tool
[15:46:55] <skroon_> ssi: so those dowels would be part of his CAD drawing, or purely done in CAM you think?
[15:47:03] <ssi> skroon_: no clue; I don't cam :)
[15:47:09] <skroon_> ssi: don't CAM?
[15:47:12] <ssi> nope
[15:47:25] <skroon_> ssi: so how does that work then? you manually put in the gcode ?
[15:47:29] <ssi> yep
[15:47:40] <ssi> I use sheetcam for plasma, and that's about it
[15:47:58] <JT-Shop> ssi, what fried?
[15:48:02] <JT-Shop> sorry in a and out
[15:48:07] <ssi> JT-Shop: I really have no idea
[15:48:19] <JT-Shop> yuck
[15:48:19] <ssi> JT-Shop: I put the power supply in place, hit the spindle on button in axis to fire the torch
[15:48:26] <ssi> the torch came on and off three times, then went off
[15:48:34] <XXCoder1> brushed steel look. so 2000s for apple.
http://www.sheetcam.com/
[15:48:34] <ssi> and then I tried to home the machine but nothing was running
[15:48:43] <ssi> motors aren't buzzing, chargepump never enables the drive
[15:49:03] <XXCoder1> controller?
[15:49:03] <ssi> fuse isn't blown in the gecko, and I don't think the mesa is dead, but I don't know that for sure
[15:49:06] <skroon_> ssi: so you never have todo double sided I guess with plasma cutters right?
[15:49:10] <JT-Shop> did it fry the power supply?
[15:49:12] <skroon_> XXCoder1: you do double sided millign?
[15:49:19] <ssi> limit switch inputs still work, and chargepump line appears to be running
[15:49:25] <ssi> nope, 48VDC is still up and good
[15:49:37] <XXCoder1> thankfully no. but I haven't begin home milling, just at work where I mill aluminium parts for airplanes
[15:49:45] <XXCoder1> which is all 2d and one side
[15:49:51] <ssi> XXCoder1: I mill aluminum parts for airplanes at home :)
[15:50:18] <XXCoder1> of course you do. airplanes seem to have billion different parts and have to outsource many of ut'
[15:50:20] <JT-Shop> you using G203v geckos?
[15:50:26] <ssi> JT-Shop: no, g540
[15:51:25] <ssi> XXCoder1:
https://pbs.twimg.com/media/AvMitbRCMAAtrpB.jpg:large
[15:51:28] <JT-Shop> got another parallel port to test the g540 on?
[15:51:37] <ssi> JT-Shop: possibly
[15:51:50] <XXCoder1> ow would be bad if it blew pc parallel port
[15:51:57] <XXCoder1> or blew cable
[15:51:58] <ssi> XXCoder1: it's not on a parallel port
[15:52:23] <ssi> it would be bad if it blew the mesa, but not the end of the world; I have another on hand, but it's got the wrong firmware
[15:52:49] -!- tjtr33 has quit [Quit: Leaving]
[15:53:05] <ssi> at this point if the gecko is dead I'll probably trash it and get keling drives and a '76
[15:53:12] <JT-Shop> you got the g540 plugged into a 5i25?
[15:53:14] <ssi> but dammit I'm getting sick of refactoring
[15:53:15] <ssi> JT-Shop: yes
[15:53:17] <XXCoder1> skroon_: this might be interesting havent seen all.
https://www.youtube.com/watch?v=BLD4dFoXC7o
[15:53:57] * JT-Shop keeps hearing about problems with g540s but never any with g203v's
[15:53:57] <ssi> and dmesg shows it coming up successfully, and limit switches still work on it, and the chargepump mostly appears to be running
[15:54:15] <JT-Shop> mine is running 5i25 - 7i76 G203v's
[15:54:17] <ssi> yea well if i have to go with discrete drives I'll probably do kelings
[15:54:24] <JT-Shop> 68v
[15:54:42] <JT-Shop> are they bullet proof?
[15:54:49] <ssi> I've never had a problem with one
[15:55:06] <JT-Shop> ah so they are not new to you then
[15:55:09] <ssi> plus they're less than half the price of the 203
[15:55:38] <ssi> yea my g0602 uses them
[15:56:02] <ssi> hell they're a THIRD the price of the 203
[15:56:13] <ssi> $43 apiece
[15:56:23] <ssi> eh those are only 40V tho
[15:56:42] <JT-Shop> the G203v's are 80v
[15:56:50] <JT-Shop> big difference on speed
[15:56:52] <ssi> 80V drives are $109
[15:57:05] <ssi> my motors aren't optimal for that high a voltage tho, and I don't have psu for it
[15:57:11] <ssi> they're optimal at 50V
[15:57:13] <JT-Shop> are they fixed microstepping?
[15:57:26] <ssi> nope
[15:57:37] <ssi> 3: Dip Switch Setting (Micro Step):
[15:57:37] <ssi> 2,4,8,16,32,64,128,256,5,10,20,25,40,50,100,200
[15:57:38] <ssi> lol
[15:58:05] <ssi> that's the 60V 5.2A drive
[15:58:07] <ssi> those are $70
[15:58:19] <ssi> 7: Short-voltage, over-voltage, over-current and over temperature
[15:58:20] <ssi> protection
[15:58:24] <ssi> that's better than the damn G540
[15:58:26] <JT-Shop> wrong question, the G203's morph from 10 microsteps to full steps and you tune the transition point for smooth operation over the full rpm range
[15:58:34] <ssi> oh yeah the resonance thing
[15:58:38] <skroon_> XXCoder1: yeah that one is awesome! :-)
[15:58:49] <skroon_> XXCoder1: but I would like to use a more regularly used option :)
[15:58:57] <ssi> JT-Shop: thing is, once you get to that point I'd rather just go servo
[15:59:00] <JT-Shop> IMHO there are't many that are more trouble than the G540
[15:59:09] <XXCoder1> yeah. surpising strightforward though lol
[15:59:24] <ssi> JT-Shop: remember I need four of the bastards
[15:59:28] <ssi> that's $600 for 203s
[15:59:41] <JT-Shop> how much for servos?
[15:59:47] <ssi> AMC drives are cheap
[16:00:01] <ssi> I have three of them on hand
[16:00:09] <ssi> three drives and four servos
[16:00:32] <ssi> they're on my 30% completed G0704, but if I have to redo this plasma machine AGAIN, I might go that route
[16:00:44] <ssi> honestly if the drive electronics are unrecoverable
[16:00:51] <ssi> I may just throw this machine in the trash and sell the cutter and torches
[16:00:53] <JT-Shop> that don't sound bad, are they dumb drives?
[16:01:05] <ssi> the AMCs are great drives
[16:01:13] <ssi> multimode
[16:01:19] <JT-Shop> cool
[16:01:22] <ssi> can do velocity, torque, current mode
[16:01:29] <ssi> run them with tachs or without
[16:01:29] <JT-Shop> nice
[16:01:34] <ssi> lots of options
[16:01:38] <JT-Shop> even nicer
[16:01:39] <ssi> I've built several nice machines with them
[16:01:52] <ssi> and the ones I have are 80V 30A drives
[16:02:10] <JT-Shop> got a link to them?
[16:02:12] <ssi> have 60V servos and a big 60V toroidal linear
[16:02:15] <ssi> yea sec
[16:02:25] <ssi> http://www.a-m-c.com/download/datasheet/30a8.pdf
[16:02:37] <ssi> the brushless ones are common too
[16:02:47] <ssi> i think the brushless ones will do brushless or brushed servos
[16:03:04] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[16:03:06] <ssi> I say they're cheap, but I mean cheap used on ebay
[16:03:09] <XXCoder1> skroon_: its interesting shape for soap dish. I guess made for quickest drying
[16:03:09] <ssi> they're like $1500 retail
[16:04:15] <ssi> http://www.a-m-c.com/download/datasheet/be12a6.pdf
[16:04:30] <ssi> those are 60V 12A brushed or brushless, and there's an auction with 7 available for $52 each
[16:05:05] <ssi> I used that exact drive for the big centroid knee mill retrofit I did
[16:05:39] <ssi> this one
[16:05:39] <ssi> https://scontent-b-iad.xx.fbcdn.net/hphotos-xfa1/t31.0-8/459136_10100131793367542_829866394_o.jpg
[16:05:51] <CaptHindsight> archivist: the Beagleboard uses a OMAP3530 720MHz ARM Cortex-A8
http://www.ti.com/product/omap3530
[16:06:06] <CaptHindsight> not AVR
[16:06:20] <ssi> actually now that I think about it I think those were the 200V drives, cause I think that mill used 190V servos or something crazy like that
[16:07:07] <ssi> bbb is the sitara am3359
[16:07:14] <ssi> it's an omap variant, but I don't think it's that one exactly
[16:08:39] <ssi> JT-Shop: I guess my next step is to cobble together a parport G540 config that I can run to test the G540 without the mesa in the loop
[16:09:13] <JT-Shop> yep
[16:09:28] <CaptHindsight> ssi: yes beagleboard vs BBB OMAP3530 vs am3359
[16:09:33] <JT-Shop> now I need to find some fabric to glue the ends of a foam air filter together
[16:09:38] <ssi> oh beagleboard sry
[16:09:41] -!- larryone has quit [Quit: This computer has gone to sleep]
[16:09:59] <XXCoder1> interesting
https://www.youtube.com/watch?v=mV48f5D6kBY
[16:10:00] <ssi> I'm getting really sick of the sisyphean nature of this damn project :(
[16:10:03] <CaptHindsight> nah, good to be clear, people get the two confused
[16:10:04] <archivist> CaptHindsight, his platform yes but the measuring "hardware" is an AVR
[16:10:10] <ssi> every victory comes with a new uphill battle
[16:10:18] <JT-Shop> http://gnipsel.com/spyderstore/index.php?route=product/product&path=64&product_id=69
[16:10:36] <JT-Shop> see the green filters? I need to make a flat spot where I join them
[16:13:52] <ssi> hm maybe I'll try something dead stupid
[16:13:58] <ssi> like swapping the parallel cables
[16:13:59] <CaptHindsight> archivist:
http://elinux.org/BeagleBoard_Trainer
[16:14:04] <ssi> can't be that easy can it?
[16:14:18] <XXCoder1> in IT profession you always check stupid stuff like that first
[16:14:25] <XXCoder1> like, say, plug
[16:15:51] -!- kfoltman has quit [Quit: Ex-Chat]
[16:16:00] <CaptHindsight> archivist:
http://www.atmel.com/devices/atmega328.aspx
[16:16:40] <archivist> CaptHindsight, yes, what is the resolution/accuracy, I was taught that one needed a measuring system with an order of magnitude above the device under test
[16:16:52] -!- dybskiy has quit [Ping timeout: 245 seconds]
[16:19:33] <ssi> no, of course it's not the cable
[16:21:00] <ssi> sample config for parport->G540 3 axis doesn't work either
[16:21:46] <ssi> on second thought, maybe it does
[16:22:08] <ssi> no charge pump and I can only make one axis run, but an axis is in fact running
[16:23:10] <JT-Shop> can't you jumper out the charge pump?
[16:23:21] <ssi> yes
[16:23:34] <ssi> that's how I made the axis run
[16:23:40] <JT-Shop> IIRC the G250's inside of the G540 can be swapped out but I may be wrong
[16:23:46] <ssi> they can
[16:23:53] <ssi> but I don't think it's the drives
[16:24:08] <ssi> my pre-ja4 config is up now, and it doesn't run at all
[16:24:22] <Jymmm> js4?
[16:24:42] <ssi> I think it's the mesa :/
[16:24:49] <ssi> dunno what the best way to test it is
[16:25:19] <Jymmm> Got Arduino?
[16:25:24] <JT-Shop> the best way to test a mesa card is to call the Wizard
[16:25:41] <JT-Shop> pcw_home, are you around?
[16:26:19] <Jymmm> JT-Shop: Mr Snuffleupagus?
[16:27:02] <JT-Shop> Jymmm, you been eating mushrooms again?
[16:27:19] <Jymmm> JT-Shop: You said the wizard
[16:27:26] <ssi> both ptcs on board test good, but testing them in place doesn't necessarily mean anything
[16:28:12] * JT-Shop notes that a pottery kiln makes a terrible powder coat oven
[16:28:17] <ssi> lol
[16:28:22] <ssi> I have a pottery kiln...
[16:28:31] <ssi> was gonna try to use it either for baking cerakote or for heat treating :P
[16:28:36] <ssi> haven't gotten around to etiher
[16:30:14] <Jymmm> JT-Shop: I suppose pcw_home could kinda look like this *shrug*
http://fbcdn-sphotos-a-a.akamaihd.net/hphotos-ak-ash3/s720x720/148713_412699878770524_1733870615_n.jpg
[16:31:36] <XXCoder1> interesting.
https://www.youtube.com/watch?v=mV48f5D6kBY and year later repair at
https://www.youtube.com/watch?v=mieiMEj-Buc
[16:32:42] -!- aniM has quit [Ping timeout: 245 seconds]
[16:33:48] -!- anth0ny has quit [Quit: anth0ny]
[16:34:02] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-98-199-dynip.superkabel.de] has joined #linuxcnc
[16:34:07] <IchGuckLive> hi all
[16:34:07] <XXCoder1> hey ich
[16:34:09] <ssi> hey ich
[16:34:10] <IchGuckLive> ;-)
[16:34:16] <ssi> I got my machine all working and ready for a test cut
[16:34:25] <ssi> and the first time I fired the torch, something quit, and i don't know what
[16:34:27] <ssi> now I have zero motion
[16:34:51] <XXCoder1> did you try it again with torch off?
[16:34:51] <IchGuckLive> did you ground your mashine against all plasma
[16:35:06] <ssi> XXCoder1: uhm, yes of course :P
[16:35:17] <ssi> IchGuckLive: yes, everything's grounded
[16:35:30] <ssi> including plasma ground to table slats
[16:35:38] <XXCoder1> yeah remember checking stupid simple stuff first ;)
[16:35:48] <ssi> bear in mind this machine has always run this way, with all the same drive and control electronics
[16:35:55] <IchGuckLive> oh that is wear
[16:35:55] <ssi> only thing that's new is the torch
[16:36:07] <ssi> eh?
[16:36:27] <IchGuckLive> its a mashine tourqe
[16:36:31] <IchGuckLive> torch
[16:36:32] <ssi> yes
[16:37:02] <IchGuckLive> mine dident have any contact to the mashine
[16:37:22] <IchGuckLive> meter mesuerd about 3mOhm
[16:37:30] <IchGuckLive> Mega
[16:37:36] <ssi> metering what?
[16:37:46] <IchGuckLive> Touch to mashine
[16:38:04] <ssi> torch shield cap to the machine frame?
[16:38:12] <IchGuckLive> the Ground of the plasma has contact to the part
[16:38:41] <IchGuckLive> the Clamp i mean
[16:38:51] <ssi> I wonder if the ohmic cap is what did it
[16:39:47] <ssi> I bet it is
[16:40:00] <ssi> I bet I murdered the shit out of the mesa with the ohmic cap the way I have it wired
[16:40:09] <ssi> it probably needs to be wired through the THC voltage sensor or something
[16:40:23] <ssi> or maybe a relay that cuts it out before the torch can fire
[16:40:48] <IchGuckLive> lcthc
[16:40:51] <ssi> yes
[16:41:34] <IchGuckLive> bring off all plasma and try plasma standalone
[16:41:52] <IchGuckLive> you can just shorten the 3/4
[16:42:01] <ssi> what?
[16:42:38] <IchGuckLive> cpc pin
[16:42:51] <IchGuckLive> or stick back the handheld
[16:42:51] <ssi> oh to manually fire you mean
[16:43:03] <IchGuckLive> yes
[16:43:18] <ssi> yeah so what I'm thinking is the ohmic cap probably sees full arc voltage relative to plate when the torch is fired
[16:43:28] <ssi> so I think I put 340V into an IO on the mesa :D
[16:43:31] <Jymmm> XXCoder1: And they could have made a new blade with less work than repairing the old one if they had a CNC router =)
[16:43:51] <XXCoder1> guess so, but it'd have to be bigass cnc router
[16:44:00] <XXCoder1> bigass 5 axis
[16:44:25] <Jymmm> XXCoder1: 8x10, I've seen them in cabinet shops around here.
[16:44:42] <IchGuckLive> XXCoder1: 5 axis
http://foengarage.de/5achs.jpg
[16:45:09] <Jymmm> IchGuckLive: Is that yours?
[16:45:12] <XXCoder1> the z has to be quite large. I use 6'x10'x1' cnc router at work. its not large enough z wise lol
[16:45:22] <IchGuckLive> Jymmm: yes i made it
[16:45:28] <XXCoder1> nicely done
[16:45:30] <JT-Shop> ssi, ouch
[16:45:43] <ssi> JT-Shop: yeah, dumb mistakes are dumb :)
[16:45:46] <Jymmm> XXCoder1: No no, they just cut the plywood on CNC, then assemble for height.
[16:45:54] <XXCoder1> ahh
[16:46:14] <JT-Shop> if you survive then you just got more education
[16:46:16] <XXCoder1> yeah that is easier. even so theres still little bit of sanding and assembly
[16:46:28] <Jymmm> XXCoder1: including beveling the edge to the contour instead fof using an angle grinder.
[16:46:29] <IchGuckLive> XXCoder1: ^on that size i go at M880A
[16:46:34] <ssi> JT-Shop: fortunately, 5i25s are cheap enough, and I have a spare on hand, but I'll hav eto figure out how to flash it
[16:46:58] <IchGuckLive> ssi send it back to pcw to check it
[16:47:08] <XXCoder1> ssi: easy, just wear robe and nothing else, then open robe briefly to it. ;)
[16:47:17] <ssi> IchGuckLive: yeah I could, I'll see what he has to say
[16:47:30] <ssi> I'm sure he'll have choice words about my hooking up torch tip to a bare IO :)
[16:47:38] <Jymmm> IchGuckLive: Very nice, one comment/suggestion... Use TEO muffin fans on that PS, prone to failure at the worse possible moment. Wire in parallel
[16:47:43] <Jymmm> TWO*
[16:48:37] <ssi> the bigger problem I have now is figuring out how to do touchoff sensing
[16:48:51] <ssi> I already 86'd the floating head, and it was much too small to support the new torch mount
[16:49:02] <IchGuckLive> but i dont think it is broken
[16:49:04] <JT-Shop> how does the ohmic thing work?\
[16:49:12] <IchGuckLive> so un huck the 7i76
[16:49:16] <ssi> JT-Shop: well when the torch isn't firing, it's just a dry contact
[16:49:24] <ssi> JT-Shop: that's why I was confused about it
[16:49:26] <IchGuckLive> get a bob and try with a led
[16:49:35] <IchGuckLive> all ports as GPIO
[16:49:54] <ssi> JT-Shop: when the shield cap touches the plate, it completes a circuit to ground
[16:49:56] <IchGuckLive> 5i25 first
[16:50:04] <ssi> JT-Shop: that part works great; it touches off very nicely
[16:50:13] <ssi> JT-Shop: the problem is, when the torch fires, that cap is arc voltage
[16:50:22] <JT-Shop> ah ok
[16:50:24] <ssi> JT-Shop: so you need some sort of voltage isolated io converter
[16:50:37] <mhaberler> ssi: replace /would get done/is done/ - just read up
[16:50:38] <IchGuckLive> ssi: why dident you use the 5/6 pins on the hyperthern only 18V can be there
[16:50:49] <ssi> mhaberler: sweet :)
[16:51:04] <ssi> mhaberler: in that case, I just need to get some free time to figure it out
[16:51:26] <ssi> IchGuckLive: because that doesn't have anything to do whatsoever with initial height sensing
[16:51:27] <LeelooMinai> Quick question. FOr a 3-axis CNC, is this the kit I want for a start? : 7I76-5I25 PLUG-N-GO KIT
[16:51:38] <ssi> LeelooMinai: for stepper, yes
[16:51:40] <XXCoder1> cnc paper cutter
https://www.youtube.com/watch?v=YqvgA1P5hWg
[16:51:46] <LeelooMinai> Right, steppers
[16:52:29] <LeelooMinai> There's so many of those different boards they have there, it's a bit confusing
[16:52:48] <ssi> JT-Shop: candcnc has a manual for an ohmic interface product, but I can't find the actual product page or price anywhere
[16:53:00] <CaptHindsight> LeelooMinai: if you're going to use an FPGA for steppers then you can just use preempt_rt
[16:53:14] <JT-Shop> from jim colt "Once the arc has started..there definitely can and will be a variety of stray voltages present on the ohmic contact wire......and if it is connected directly to circuitry that is not protected and filtered to deal with stray voltage...then damage certainly could occur."
[16:53:31] <ssi> JT-Shop: I'm wondering whether I can do something really stupid simple like run that cap wire through a relay which I only engage during probe moves, so it's electrically isolated while torch is firing
[16:53:33] <LeelooMinai> CaptHindsight: Yes, eventually - I don't have all the money for it yet though, so for now I will use parallel port
[16:53:38] <IchGuckLive> LeelooMinai: then only the 5i25 will do the job
[16:53:42] <LeelooMinai> I just plan
[16:53:42] <ssi> JT-Shop: yeah, see I wish I'd known that an hour ago :)
[16:54:00] <JT-Shop> On Hypertherm's industrial height control systems...ohmic contact is sensed before the arc fires, then a high voltage relay (rated for 15 kV) disconnects the ohmic connection during the piercing process. Once the arc is started and stabilized the THC system then monitors the status of the shield in relation to the workpiece to detect for plate collisions, however the circuitry is isolated and filtered to protect from electrical noise.
[16:54:00] <JT-Shop> I would expect that there could be momentary voltages in the range of up to the open circuit voltage (+-300 vdc) in a non high frequency start plasma system, and up to about 10kV in a high frequency start system.
[16:54:00] <JT-Shop> I would not recommend connecting the ohmic contact to unprotected circuitry! The machine that I use in my home shop is a PlasmaCam, and its internal THC system is designed and protected for use with ohmic contact plate sensing.
[16:54:02] <JT-Shop> Jim Colt
[16:54:12] <IchGuckLive> LeelooMinai: it contains 2 full parport plugs
[16:54:15] <CaptHindsight> LeelooMinai: pick your bus PCI or PCIe
[16:54:18] <JT-Shop> the thread
http://www.cnczone.com/forums/hypertherm-plasma/119126-hypertherm-powermax45-ohmic-sensor-homing-switch.html
[16:54:26] -!- jduhls_ has quit [Client Quit]
[16:54:38] <ssi> well that pretty well confirms my suspicions :)
[16:54:53] <LeelooMinai> O, hm, they have PCI/PCIe versions too
[16:55:10] <ssi> I wonder what a high voltage relay costs
[16:55:15] <ssi> and whether I can get one at frys today hahah
[16:56:11] <Jymmm> ssi: Ha!
[16:56:18] <Jymmm> ssi: Grainger maybe
[16:56:24] <ssi> grainger is worthless
[16:56:27] <CaptHindsight> http://www.newark.com/cynergy3/dat71215f/relay-15kv-12v-coil/dp/56T0749
[16:56:46] <Jymmm> ssi: No, just expensive =)
[16:56:54] <ssi> expensive for sure
[16:57:13] <ssi> and unless you're trying to do hvac sheet metal, chances are good you can't get anything same day
[16:57:21] <ssi> CaptHindsight: damn, spendy
[16:57:34] -!- Nick001 has quit []
[16:57:36] -!- revo14 [revo14!~moises@190.142.220.147] has joined #linuxcnc
[16:57:36] <ssi> I wonder how bad the hf start would murder a SSR
[16:57:51] <CaptHindsight> boom
[16:58:42] -!- memleak has quit [Quit: Leaving]
[16:59:33] <LeelooMinai> Hmm... so 6i25 is just PCIe version of 5i25?
[16:59:37] <ssi> yep
[17:00:22] -!- wemaflo [wemaflo!~wemaflo@s3.wemaflo.de] has parted #linuxcnc
[17:00:27] <IchGuckLive> ssi why not a simple eagle plasma thc ok its not cheep but on direct it is best
[17:00:44] <LeelooMinai> It's a bit confusing as they have wrong pictures there I think:
http://store.mesanet.com/index.php?route=product/product&path=83_84&product_id=217
[17:00:52] <LeelooMinai> That's a PCI card there
[17:00:54] <CaptHindsight> only like 8 conflicts between ubc3-7i80 and master branch
[17:01:18] <CaptHindsight> LeelooMinai: yes, the 6i25 is the PCIe version
[17:02:07] <CaptHindsight> I have them so it's "verified"
[17:02:58] <CaptHindsight> http://relays-unlimited.com/standard-high-voltage-relays/standard-high-voltage-relays-to-15-kv
[17:03:53] <CaptHindsight> ssi: only 4500 rupies
http://in.rsdelivers.com/product/cynergy3/dat72415/pcb-h-v-reed-relay-15kv-24vdc-coil/7121167.aspx
[17:04:52] <ssi> IchGuckLive: I don't know what you're talking about
[17:05:16] <ssi> CaptHindsight: I don't have any rupees :(
[17:05:24] <IchGuckLive> ssi:
http://eagleplasma.com/thc.htm
[17:05:43] <IchGuckLive> oh he raised the cost as many uses them
[17:06:01] <ssi> IchGuckLive: I already have a THC, and I fail to see how that one solves my problem
[17:06:04] <CaptHindsight> $50 even in China
http://www.aliexpress.com/w/wholesale-15kv-relay.html
[17:06:28] <ssi> CaptHindsight: what do you suppose the failure mode of an SSR would be to overvoltage?
[17:06:41] <IchGuckLive> ssi: it is only ground signal conroled to the mesa
[17:07:01] <IchGuckLive> so no forward faile to the pc
[17:07:06] <CaptHindsight> boom, dielectric breakdown, arcing
[17:07:50] <CaptHindsight> if you get spikes to 5-15KV
[17:08:00] <CaptHindsight> most are rated to maybe 600V
[17:08:01] <ssi> I don't know what the HF start profile actually looks like
[17:08:11] <ssi> the one I have is rated 200V, so it's gonna be overvolted in normal operation
[17:08:17] * JT-Shop wanders off to take a nap
[17:09:37] <IchGuckLive> ssi i work on 80-120V Arc Voltige return
[17:09:59] <ssi> I'm pretty sure you're missing the point of my problem
[17:10:53] <marmite> http://i01.i.aliimg.com/wsphoto/v1/582777559_1/Free-shipping-New-5V-110V-Max-10A-DC-Motor-Speed-Control-PWM-MACH3-Speed-Control.jpg have anyone here gotten this to work on mach3 peraps?
[17:11:33] <CaptHindsight> ssi:
http://www.mouser.com/ds/2/93/SeriesOneDR03-231556.pdf is yours like this?
[17:12:00] <CaptHindsight> Transient Overvoltage [Vpk] 600
[17:12:01] <ssi> no, lemme find it
[17:12:43] <ssi> Dielectric Strength (Input-to-Output Isolation)
[17:12:44] <ssi> 4000 VAC (rms)
[17:12:46] <ssi> http://www.automationdirect.com/static/specs/ssclass6relays.pdf
[17:13:52] <ssi> it might honestly be fine until I can get something more appropriate
[17:14:14] <ssi> I don't think the shield actually sees the arc voltage directly; the shield doesn't touch the nozzle unless it's slagged
[17:14:34] -!- anth0ny has quit [Quit: anth0ny]
[17:14:45] -!- skorasaurus2 has quit [Ping timeout: 272 seconds]
[17:14:56] <ssi> I also don't know if the powermax45 has hf start
[17:15:02] <ssi> I imagine it does, which is why it can fire touchless
[17:15:46] <CaptHindsight> ssi: but you're going to have >10KV across the relay contacts (load voltage), that's the section that will die
[17:16:08] <ssi> maybe, that's what I'm trying to find out
[17:16:41] <CaptHindsight> you're not switching it when there is >10KV
[17:17:03] <ssi> no, I'm trying to find out if there is EVER 10kv
[17:17:04] -!- dybskiy has quit [Ping timeout: 240 seconds]
[17:17:12] <CaptHindsight> but it will see 10KV on one contact when it's open for the spike to start the plasma
[17:17:43] <ssi> I don't think these machines do hf start
[17:17:47] <ssi> I think they do pilot arc start
[17:17:59] <ssi> "Contact-start technology eliminates high-frequency interference that can damage nearby electronic equipment."
[17:18:14] <CaptHindsight> mini emp
[17:18:30] <CaptHindsight> added benefit
[17:18:48] <CaptHindsight> I should mount one on the back of the truck
[17:19:57] <CaptHindsight> ssi: have a scope and high voltage probe?
[17:20:18] <ssi> no hv probe on hand
[17:20:20] <ssi> can borrow one
[17:20:56] <ssi> but from everything I'm reading, I don't think these machines have hf start
[17:26:05] -!- ChuangTzu has quit [Ping timeout: 264 seconds]
[17:27:44] -!- ChuangTzu [ChuangTzu!~ct@108-69-73-38.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[17:28:50] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-191-252-204.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[17:56:05] <XXCoder1> LOL!
https://fbcdn-sphotos-g-a.akamaihd.net/hphotos-ak-xpf1/t1.0-9/10437601_638443442907664_1943165662231360764_n.jpg
[17:58:22] <Jymmm> Parachute, $200 extra.
[17:59:13] <Deejay> hrhr
[17:59:23] <XXCoder1> heh
[18:03:16] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[18:03:54] -!- sulky [sulky!~sulky@gateway/shell/cadoth.net/x-ogbbhbkdpcwsptxr] has joined #linuxcnc
[18:04:22] -!- micges-dev1 has quit [Ping timeout: 245 seconds]
[18:05:04] -!- dybskiy has quit [Ping timeout: 240 seconds]
[18:07:04] -!- dybskiy_ has quit [Ping timeout: 240 seconds]
[18:08:57] -!- sulky has quit [Remote host closed the connection]
[18:10:23] -!- sulky [sulky!~sulky@gateway/shell/cadoth.net/x-bgkdxpvqodymrxrh] has joined #linuxcnc
[18:13:03] -!- sulky has quit [Remote host closed the connection]
[18:18:07] -!- aniM has quit [Ping timeout: 245 seconds]
[18:25:04] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[18:26:08] -!- PetefromTn_ has quit [Quit: Hard work pays off in the future, laziness pays off now]
[18:45:29] -!- revo14 has quit [Remote host closed the connection]
[18:57:16] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[19:04:30] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[19:05:56] -!- afiber__ [afiber__!~sabayonus@p2003005BE9024C01BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[19:10:16] -!- jduhls has quit [Quit: Leaving]
[19:10:51] -!- Nick001-shop [Nick001-shop!~chatzilla@50.107.173.218] has joined #linuxcnc
[19:13:22] -!- boonkerz [boonkerz!~boonkerz@webservices.schmerold.at] has joined #linuxcnc
[19:16:37] -!- lsborg has quit []
[19:17:03] -!- dybskiy has quit [Ping timeout: 240 seconds]
[19:23:02] -!- Capn_Fish [Capn_Fish!~Capn_Fish@67-4-191-5.mpls.qwest.net] has joined #linuxcnc
[19:25:30] <Capn_Fish> Does anybody know where I can find the HAL IO hex value <-> BeagleBoneBlack port number mappings? I've got my BBB up and ALMOST running with my CNC mill, but I can't get one of the pins to work. I'm using a Xylotex DB25 cape, and need P8-7 to act as XSTEP, and I just can't figure out what value to put in my "setp [PRUCONF](DRIVER).stepgen.00.steppin" line
[19:25:52] -!- syyl [syyl!~sg@p4FD12CD2.dip0.t-ipconnect.de] has joined #linuxcnc
[19:25:58] <Capn_Fish> I found all the others here:
http://xylotex.netfirms.com/OSCommerce/catalog/product_info.php?cPath=27&products_id=47
[19:25:58] <Capn_Fish> But my machine has a different pinout
[19:35:04] -!- larryone has quit [Remote host closed the connection]
[19:46:48] -!- larryone has quit [Client Quit]
[19:58:28] -!- thomaslindstr_m has quit [Quit: Leaving...]
[19:58:54] <Tom_itx> Capn_Fish, have you looked thru this:
http://comments.gmane.org/gmane.linux.distributions.emc.devel/9565
[19:59:09] -!- dybskiy has quit [Remote host closed the connection]
[19:59:32] -!- afiber__ has quit [Quit: Konversation terminated!]
[19:59:37] <Capn_Fish> Tom_itx: I have not- will take a look! Thanks!
[20:00:00] -!- kfoltman [kfoltman!~kfoltman@188-141-18-243.dynamic.upc.ie] has joined #linuxcnc
[20:04:12] -!- dybskiy has quit [Ping timeout: 255 seconds]
[20:06:30] -!- larryone has quit [Quit: This computer has gone to sleep]
[20:07:17] <Capn_Fish> Dang, that doesn't seem to help... That seems to give some internal memory address, which I then need to map into HAL somehow
[20:11:09] -!- a_morale has quit [Remote host closed the connection]
[20:11:54] -!- a_morale [a_morale!~quassel@2-227-115-13.ip186.fastwebnet.it] has joined #linuxcnc
[20:14:21] -!- MrSunshine has quit [Ping timeout: 244 seconds]
[20:18:31] -!- MrSunshine [MrSunshine!~mrsun@c-e03de253.4551536--62697410.cust.bredbandsbolaget.se] has joined #linuxcnc
[20:24:10] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[20:28:02] -!- aniM has quit [Ping timeout: 264 seconds]
[20:36:09] -!- balestrino has quit [Ping timeout: 272 seconds]
[20:41:00] -!- mhaberler has quit [Remote host closed the connection]
[20:43:42] -!- fogl [fogl!~klemen@89.142.153.236] has joined #linuxcnc
[20:43:55] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[20:45:13] -!- mhaberler has quit [Client Quit]
[20:45:23] -!- Capn_Fish [Capn_Fish!~Capn_Fish@67-4-191-5.mpls.qwest.net] has parted #linuxcnc
[20:46:43] -!- skorasaurus2 has quit [Quit: WeeChat 0.4.3]
[20:51:52] -!- ler_hydra has quit [Remote host closed the connection]
[21:05:11] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[21:23:45] <Deejay> gn8
[21:24:08] -!- Deejay has quit [Quit: bye]
[21:25:46] -!- gambakufu has quit [Read error: Connection reset by peer]
[21:26:09] -!- gambakufu [gambakufu!~ah@bzq-84-110-219-34.red.bezeqint.net] has joined #linuxcnc
[21:26:35] -!- chillly has quit [Remote host closed the connection]
[21:36:30] -!- bertrik has quit [Remote host closed the connection]
[21:38:39] -!- gimps has quit [Remote host closed the connection]
[21:39:21] -!- Cylly [Cylly!cylly@p54B13702.dip0.t-ipconnect.de] has joined #linuxcnc
[21:40:45] -!- Loetmichel has quit [Ping timeout: 272 seconds]
[21:43:46] -!- Einar1 [Einar1!~Einar@185.22.75.1] has joined #linuxcnc
[21:43:47] -!- FreezingCold has quit [Quit: Out]
[21:47:33] -!- fogl has quit [Ping timeout: 240 seconds]
[21:51:09] -!- Einar1 has quit [Quit: Leaving.]
[21:52:01] <LeelooMinai> anyone familiar with git? (it's linuxcnc related)
[21:52:26] <LeelooMinai> #git seems to be asleep
[21:58:29] <cradek> LeelooMinai: always go ahead and just ask your real question, no need to ask to ask.
[21:58:47] <LeelooMinai> I knew that
[21:59:02] <cradek> ah, it's easy to forget sometimes
[21:59:21] <LeelooMinai> I thought there's some split going and was testing if anyone is here:)
[21:59:42] <cradek> well there are 111 people in the channel
[21:59:49] <LeelooMinai> Ok, anyways, this is a bit bizzare because I am pretty sure I did it yesterday and it worked fine
[22:00:16] <LeelooMinai> I want to get this patch:
https://github.com/machinekit/machinekit/commit/e8d5adb1b9f7cbe6cfb0d41ce6c298a0e42195b4#diff-0
[22:00:53] <LeelooMinai> I issue git format-patch e8d5adb1b9f7cbe6cfb0d41ce6c298a0e42195b4
[22:01:25] <LeelooMinai> And get lots of unrelated patches... Yesterday I got just one 0001-xxx patch with those changes
[22:01:49] <cradek> it was probably at the tip of your branch yesterday
[22:02:28] <LeelooMinai> But isn't the hash identifying it specifically?
[22:02:40] <kfoltman> the hash identifies the revision
[22:02:46] <cradek> sure, but this is how git format-patch works
[22:02:51] <cradek> see man git-format-patch
[22:03:05] <cradek> in particular see "If you want to format only <commit> itself, ..."
[22:03:21] <LeelooMinai> So to get only this specific change, what should I look for?
[22:03:32] <LeelooMinai> A, ok, let me see
[22:03:48] * kfoltman almost had the popcorn ready
[22:03:51] <LeelooMinai> Never really used fit before
[22:03:57] <LeelooMinai> git*
[22:04:20] <cradek> the manpages are a little less bad than the user interface
[22:04:21] <kfoltman> to be fair, git is totally incomprehensible before it's totally straightforward ;)
[22:04:25] <LeelooMinai> I guess yesterday it worked by a chance
[22:04:27] -!- gazprom has quit [Ping timeout: 264 seconds]
[22:04:35] <LeelooMinai> So today I was really surprised
[22:04:36] -!- gazprom_ [gazprom_!~gazprom@gateway/tor-sasl/gazprom] has joined #linuxcnc
[22:04:49] -!- aniM has quit [Ping timeout: 272 seconds]
[22:05:00] <kfoltman> LeelooMinai: wait until you discover 'git rebase' :)
[22:05:16] <kfoltman> that's a whole lot of mindfuck
[22:05:46] <LeelooMinai> Right, well, I just need to patch some code - I don't think I will use git for myself
[22:06:20] <kfoltman> LeelooMinai: it's actually not too bad, you just need to get the concepts
[22:07:00] <LeelooMinai> Right, and those concepts would be from a guy that insists c++ is a mistake and everyone should use C:)
[22:07:33] <kfoltman> LeelooMinai: well, hard to disagree with him ;)
[22:07:42] <cradek> git is bad enough that you don't have to resort to ad hominem
[22:08:16] <cradek> it's easy to find something offensive about it. however it seems to be the best way to do software development.
[22:08:43] <kfoltman> LeelooMinai: it only takes a few error messages from boost mpl to convince any reasonable person that c++ is bad for mental health
[22:09:13] <kfoltman> but, anyway, git is not bad
[22:09:33] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[22:09:49] <LeelooMinai> No, I agree, contorting templates to do all those things is a madness. But a sane subset of C++ is much better way to do things than just C
[22:09:59] <kfoltman> sure
[22:11:09] <kfoltman> anyway, I hated git for about 5 years, now it's my default go-to version control system
[22:13:07] -!- djinni` has quit [Ping timeout: 240 seconds]
[22:13:17] <LeelooMinai> Ok, -1 worked
[22:13:38] <LeelooMinai> Hmm...
[22:14:18] <LeelooMinai> But if this means top commit in that rev identified by hash, cannot this change if some commit is added?
[22:14:38] <LeelooMinai> Unless the rev is fixed at this point?
[22:14:49] <zultron> If you just want to apply the patch, try some variant of this: wget -O -
https://github.com/machinekit/machinekit/commit/e8d5adb1b9f7cbe6cfb0d41ce6c298a0e42195b4.patch | git apply -
[22:15:04] <zultron> Yes, when you apply the patch, the commit hash will change.
[22:15:09] <zultron> That's ok.
[22:15:45] <LeelooMinai> No, I mean this patch extraction - it used relative -1 from the top - cannot it be changed by some future commits in that repository?
[22:15:53] <cradek> I wish git am would take a URL directly
[22:16:12] <LeelooMinai> Say tomorrow I use -1 again with that hash - could I get something different?
[22:16:40] <LeelooMinai> Or is the hash/rev "frozen"?
[22:17:20] <cradek> you'd get the same patch tomorrow
[22:17:21] <zultron> Not sure what '-1' means. The commit hash will stay the same in your tree until you rebase or otherwise reapply the patch.
[22:17:37] <LeelooMinai> -1 is commit from a top
[22:17:43] <LeelooMinai> So first one on the top
[22:18:25] <LeelooMinai> Ok, I see, so if revision has a hash already, no one can insert a commit into it really
[22:18:32] <zultron> You mean HEAD? Is that an argument to `git log` or something?
[22:18:40] <cradek> an argument to format-patch
[22:19:03] <LeelooMinai> No, tha man page was telling me that -n is n-th commit for this rev from the last one
[22:19:27] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[22:20:31] -!- ravenlock has quit [Remote host closed the connection]
[22:20:36] <LeelooMinai> -<n> Prepare patches from the topmost <n> commits
[22:20:43] <LeelooMinai> Hmm, or n topmost ones
[22:20:44] -!- djinni` [djinni`!~djinni@192.241.198.49] has joined #linuxcnc
[22:21:04] <LeelooMinai> I wonder how would I target specific one then
[22:21:25] <zultron> If you just want to apply the patch, then try something like the command I pasted. Anyway, I don't get what you're trying to do with `git format-patch`.
[22:21:41] -!- ramkam2014 [ramkam2014!~ramkam@AMontsouris-653-1-151-144.w92-140.abo.wanadoo.fr] has joined #linuxcnc
[22:21:51] <LeelooMinai> I am just applying that patch to linuxcnc git from ShabbyX
[22:22:33] <LeelooMinai> Not sure if this is the best way, but seemed sensible to do
[22:23:25] <LeelooMinai> E, not shabbyX, just normal linuxcnc
[22:33:01] <XXCoder1> ssi:
http://cncplasmabuild.com/buildpage12.html
[22:34:05] -!- The_Ball has quit [Quit: Leaving]
[22:47:16] -!- mhaberler has quit [Quit: mhaberler]
[22:49:42] -!- ramkam2014 has quit [Quit: Colloquy for iPad - http://colloquy.mobi]
[22:58:43] -!- os1r1s has quit [Quit: Bye]
[23:02:03] -!- kfoltman has quit [Quit: Ex-Chat]
[23:05:26] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:08:47] -!- tumdedum has quit [Ping timeout: 272 seconds]
[23:10:23] -!- tumdedum [tumdedum!~tumdedum@unaffiliated/espiral] has joined #linuxcnc
[23:13:42] -!- thealch3m1st has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[23:13:55] -!- thealch3m1st [thealch3m1st!~thealch3m@cpe-76-172-31-62.socal.res.rr.com] has joined #linuxcnc
[23:21:45] <ssi> XXCoder1: awesome, that seems to reinforce that these machines aren't HF start
[23:23:26] <zeeshan|3> ssi need your advice
[23:23:31] <ssi> zeeshan|3: ok
[23:23:35] <zeeshan|3> im trying to figure out where the 3.5 thou backlash is coming from
[23:23:48] <zeeshan|3> i know its not the coupler
[23:23:52] <zeeshan|3> (its solid)
[23:23:55] <ssi> remind me what machine this is
[23:24:00] <zeeshan|3> 12x36 lathe
[23:24:02] <ssi> ok
[23:24:05] <ssi> which axis?
[23:24:15] <zeeshan|3> im thinking it might actually be the bearing block support (fixed end)
[23:24:20] <zeeshan|3> both z and x do the same
[23:24:24] <zeeshan|3> z is direct drive, x is 3:1
[23:24:26] <ssi> ballscrew?
[23:24:29] <zeeshan|3> yes
[23:24:49] <ssi> put a DTI on the toolpost and grab the whole carriage and move it back and forth by hand
[23:24:53] <ssi> can you make it move the 3.5 thou?
[23:24:59] <zeeshan|3> i did this:
[23:25:11] <zeeshan|3> i pushed the axis in one direction to remove any backlash
[23:25:19] <zeeshan|3> then i zero'ed the 0.0005 indicator to 0
[23:25:30] <zeeshan|3> and then with one hard pull i moved the axis in the other direction
[23:25:38] <zeeshan|3> i measure 3.5
[23:25:42] <zeeshan|3> (thou)
[23:25:46] <ssi> yeah
[23:25:52] <zeeshan|3> and its a consistent measurement, no matter where i do it on the screw
[23:25:56] <ssi> that's probably the screw moving back and forth in the bearings
[23:25:58] <SpeedEvil> If you move it in the same direction - what's the movement?
[23:26:12] <SpeedEvil> That is - how much of this is flex, not backlash
[23:26:24] <zeeshan|3> SpeedEvil: in the beginning when i'm setting the dial to 0
[23:26:39] <ssi> if it's the screw moving it shouldn't take a hard pull
[23:26:41] <zeeshan|3> i can force it in the same direction and see 1 thou deflection
[23:26:45] <ssi> if you're really wailing on it, you may well be flexing the machin
[23:26:46] <zeeshan|3> but it always returns to 0
[23:26:51] <zeeshan|3> (this is me giving about 100lb of force or so)
[23:26:52] <zeeshan|3> sec.
[23:26:52] <SpeedEvil> So, 2.5, not 3.5 backlash
[23:27:10] <ssi> if you can pull it to the other side and it reads 3.5, and let it go and it stays at 3.5, that's backlash from the screw moving
[23:27:25] <zeeshan|3> no speed evil its 3.5
[23:27:34] <zeeshan|3> ssi exactly, it stays at 3.5
[23:27:38] <ssi> zeeshan|3: belleville washers
[23:27:40] <ssi> http://www.mcmaster.com/#standard-disc-springs/=siwdgj
[23:28:42] <ssi> better option would be to have the screw fixed at one end preloaded with a matched pair of AC bearings and lightly supported at the other end
[23:28:42] <zeeshan|3> i'm going to redo the test today to see if it still measures 3.5 thou
[23:28:48] <ssi> but chances are that's a lot more work
[23:29:05] <ssi> to be perfectly honest, it probably won't affect your work any if you always turn right hand
[23:29:17] <zeeshan|3> haha
[23:29:53] <ssi> think about it, all lathe tools are loading the X rearward, and all right hand tools load Z rightward
[23:30:03] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[23:30:10] <zeeshan|3> yea you're alwayus travelling in the same direction
[23:30:22] <zeeshan|3> even with arcs
[23:30:28] <ssi> which is why manual machinists are taught to always turn the wheels the same direction
[23:30:33] <ssi> backlash isn't a factor
[23:30:45] <zeeshan|3> but here's a scenario
[23:30:53] <zeeshan|3> you're placing o-ring grooves
[23:31:05] <zeeshan|3> if you dont go back to original start position, and move directly to groove
[23:31:09] <zeeshan|3> it'll be out by 3.5 thou
[23:31:17] <zeeshan|3> which i think is pretty acceptable :P
[23:32:02] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.181.69] has joined #linuxcnc
[23:32:04] <ssi> only if you travel backward to the groove
[23:32:09] <ssi> if you travel forward to it, shouldn't be an issue
[23:32:19] <ssi> at any rate, just try shimming your bearings to take up as much of it as you can
[23:33:02] <zeeshan|3> ssi you really think its the actual bearings in the fixed end?
[23:33:08] <zeeshan|3> and not the actual ball nut
[23:33:33] <ssi> it could be either the ballnut or the way the ballnut is mounted
[23:33:45] <zeeshan|3> i think im gonna throw a dial indiactor at the end of the ball screw
[23:33:47] <zeeshan|3> and see if it moves
[23:33:49] <ssi> but 3.5 thou is a LOT of backlash for even a cheap ballnut
[23:33:55] -!- zeitue [zeitue!~z@67.221.133.181] has joined #linuxcnc
[23:34:07] -!- fenugrec [fenugrec!~R@69-165-193-237.cable.teksavvy.com] has joined #linuxcnc
[23:37:55] <ssi> ok I've been up 36 hours and it's time for me to sleep
[23:37:57] <ssi> :)
[23:38:07] <zeeshan|3> holy shit dude
[23:38:10] <zeeshan|3> =D
[23:38:11] <zeeshan|3> sleep!
[23:38:16] <ssi> sometimes you just gotta play through the pain!
[23:38:30] <ssi> I got the whole plasma machine sorted out and ready to test cut
[23:38:36] <zeeshan|3> nice!
[23:38:37] <ssi> and then nuked it through sheer ignorance
[23:38:41] <zeeshan|3> =/
[23:39:04] <ssi> so i guess tomorrow I'll regroup and order more parts
[23:40:33] <SpeedEvil> ssi: ignorance - or tiredness
[23:40:39] <SpeedEvil> not sleeping makes you stupid
[23:40:48] <SpeedEvil> And you don't realise how bad at the time
[23:50:31] -!- Valen1 [Valen1!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:50:34] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[23:52:59] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.216.76] has joined #linuxcnc
{kind=link}
{kind=link}
{kind=link}
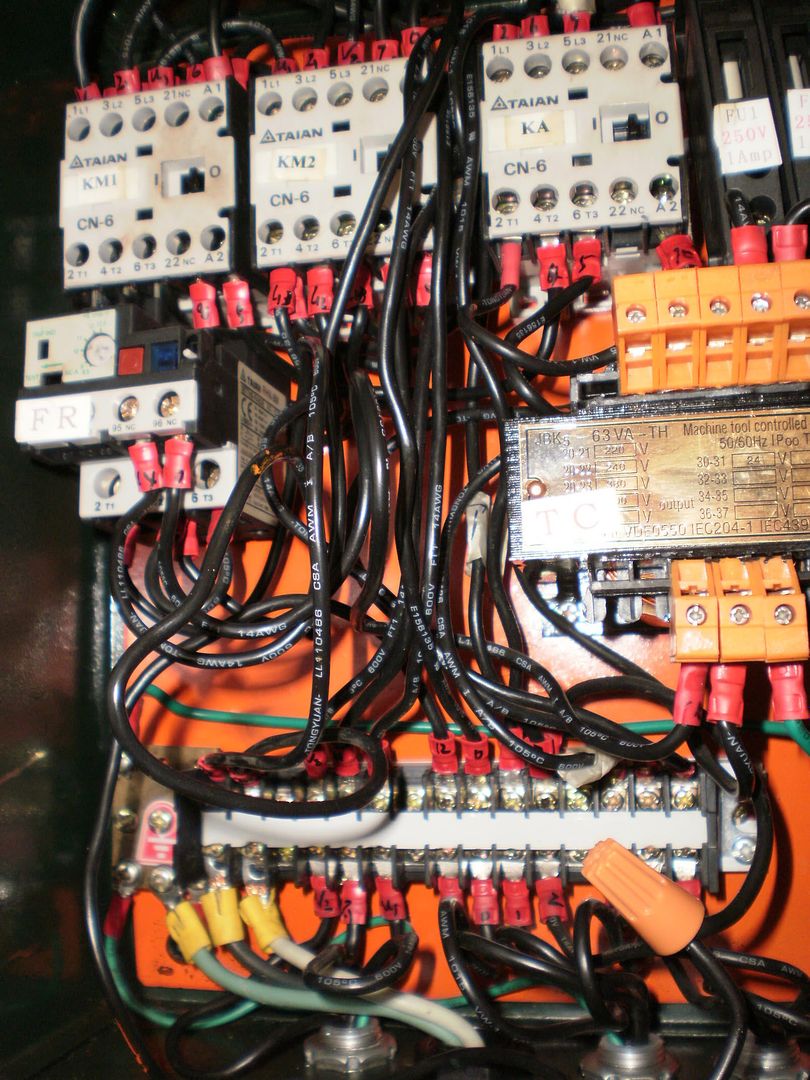{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
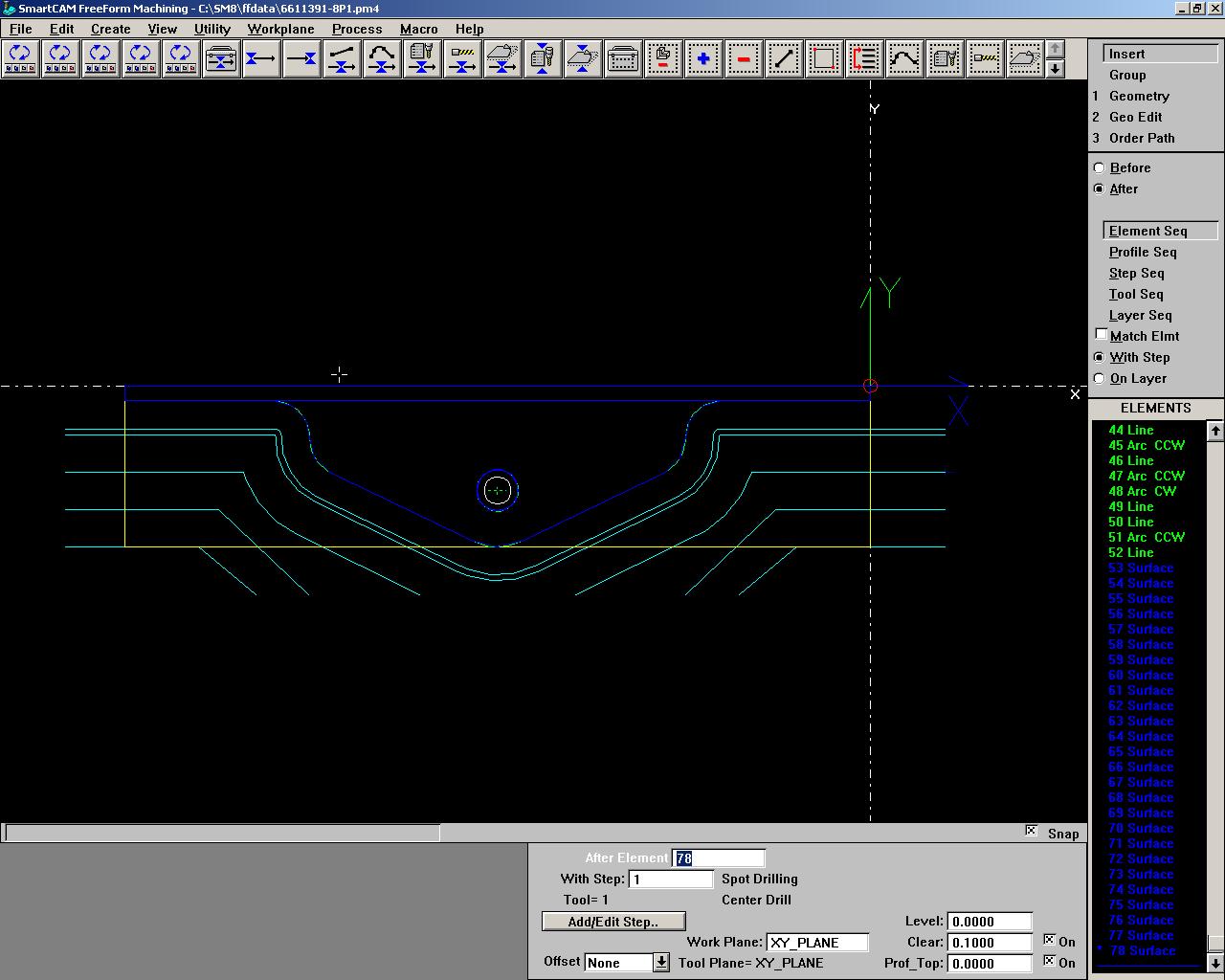{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}