Back
[00:00:40] -!- almccon has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[00:01:16] -!- Nick001-shop has quit [Remote host closed the connection]
[00:05:48] <jdh> what could you get for it
[00:08:52] <jdh> noe.
[00:08:59] <jdh> <wrong damned channel>
[00:09:47] -!- lyzidiamond has quit [Remote host closed the connection]
[00:11:33] -!- witnit has quit [Quit: No Ping reply in 180 seconds.]
[00:11:47] -!- valeech has quit [Quit: valeech]
[00:13:10] -!- LatheBuilder [LatheBuilder!~LatheBuil@ip72-198-203-55.om.om.cox.net] has joined #linuxcnc
[00:14:42] -!- witnit [witnit!~quassel@199-168-73-34.hntninaa.metronetinc.net] has joined #linuxcnc
[00:17:21] -!- garfong has quit [Quit: Leaving]
[00:23:43] -!- tinkerer has quit [Quit: Leaving.]
[00:25:41] -!- R2E4 [R2E4!~IceChat9@24.114.97.212] has joined #linuxcnc
[00:37:29] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[00:46:41] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-159-179-136.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[00:52:29] <R2E4> Hi Pete
[00:52:50] <XXCoder> damn
[00:52:52] <XXCoder> https://www.youtube.com/watch?feature=player_embedded&v=ZqCurYjmVtM
[00:53:05] <XXCoder> so close. if semi driver was slightly less reactive...
[00:53:06] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:54:08] <PetefromTn_> Hey R2
[00:54:36] -!- erictheise has quit [Quit: erictheise]
[00:54:50] -!- micges has quit [Quit: Leaving]
[00:57:26] -!- zmi [zmi!~zmi@190.142.220.147] has joined #linuxcnc
[01:01:45] <zmi> hello I can burn it linuxcnc but when I go to reboot I just can see two option install ubuntu or view life ubuntu when I choose it doesnt work, what can i do now???
[01:04:11] -!- ChuangTzu [ChuangTzu!~ct@108-69-73-38.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[01:13:04] -!- ink has quit [Ping timeout: 265 seconds]
[01:13:06] -!- Servos4ever [Servos4ever!~chatzilla@74-47-244-111.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[01:14:01] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[01:15:31] <zmi> hello I can burn it linuxcnc but when I go to reboot I just can see two option install ubuntu or view life ubuntu when I choose it doesnt work, what can i do now???
[01:20:14] <cradek> how much ram do you have?
[01:21:28] <CaptHindsight> zmi: did you try any of the suggestions from yesterday?
[01:23:02] <zmi> really i cant do it but today i have a dvd but nothing i have 2 gb
[01:23:19] <CaptHindsight> zmi: what option have you chosen?
[01:23:36] <Valen> when you say "doesnt work"
[01:23:40] <Valen> what actually happens?
[01:23:47] -!- R2E4 has quit [Ping timeout: 255 seconds]
[01:25:16] <CaptHindsight> yesterday he said he would put the burned dvd in the drive and then nothing would happen, but other dvd's would load
[01:25:24] <zmi> when reboot i can see on the screen two options, install ubuntu or live dvd without install but when I put one no working
[01:25:54] <Valen> it flashes a big sign saying "no working"?
[01:26:13] <CaptHindsight> now he dest as far as the option screen but we don't know what option he chose or what actually happens
[01:26:26] <CaptHindsight> dest/gets
[01:26:32] <cradek> please explain what you see
[01:26:46] <Valen> I'm betting he probably just isn't waiting long enough, booting off a cd can take quite a while
[01:26:46] <zmi> one moment im going to use translator
[01:26:56] <Valen> or its a dodgy reader
[01:27:00] <Valen> (or writer)
[01:27:04] <cradek> maybe even take a picture of what you see, and share the picture
[01:28:11] <CaptHindsight> if this is legit
[01:30:22] <zmi> I could burn the iso image, reboot when you start with on the screen I see two options, install ubuntu or try ubuntu, I choose to try, but it does nothing, try the option not to install and nothing happens.
[01:31:17] <CaptHindsight> zmi: how long do you wait after choosing? it can take several minutes
[01:31:54] <zmi> i have wait about five or six minutes
[01:31:58] <XXCoder> expecially if cd drive is slow
[01:32:10] <Valen> what is the drive doing?
[01:32:47] <CaptHindsight> what motherboard? it might be bios issues or need kernel settings changed
[01:32:50] <zmi> cd drive stops, no sound
[01:32:54] -!- Cylly [Cylly!cylly@p54B13C5E.dip0.t-ipconnect.de] has joined #linuxcnc
[01:33:27] <Valen> ok, I'm going from memory here but when you have the options down the bottom there is a menu and its something like press F6 to edit the kernel command line?
[01:33:40] <Valen> I can't remember which key it is
[01:33:50] -!- mejackreed has quit [Quit: Leaving.]
[01:33:56] <Valen> anyway pick, try ubuntu, then press that key
[01:34:05] <zmi> I have not changed anything
[01:34:21] -!- Loetmichel has quit [Ping timeout: 240 seconds]
[01:34:28] <Valen> then go to the end of the line with the arrow keys, then delete the bit where it says quiet splash
[01:34:36] <Valen> only delete those words
[01:34:39] <Valen> then press enter
[01:35:59] <Valen> you should get pages of stuff scrolling past
[01:36:32] <Valen> if there is too much junk it might hide the error message, in that case try just taking the splash part off instead
[01:38:30] <zmi> i think i cant do it that
[01:40:12] <Valen> http://askubuntu.com/questions/152847/how-to-access-boot-options-12-04-live-usb
[01:40:25] <Valen> press escape to get out of that menu
[01:40:35] -!- anth0ny_ has quit [Quit: anth0ny_]
[01:40:38] <Valen> it is F6, "other options"
[01:41:11] -!- jduhls has quit [Ping timeout: 252 seconds]
[01:42:27] <zmi> i must delete quiet splash?
[01:43:18] <PetefromTn_> Well I did it...
[01:43:37] <PetefromTn_> I just took the plunge and ordered a BRAND NEW KURT VISE!!! YEAY!! LOL
[01:43:42] <jdh> woohoo!
[01:44:08] <PetefromTn_> I figure the pocket book will hurt for a bit but the nice vise will serve me well for years...
[01:44:31] <jdh> I thought the same about my cheapass shars
[01:44:33] <PetefromTn_> Using them at work all the time I have come to realize they are expensive for a good reason.
[01:44:39] <XXCoder> nice
[01:44:54] <PetefromTn_> I have a cheapass shars and it is giving me problems.
[01:45:06] <jdh> yours probably gets more use than mine.
[01:45:14] <XXCoder> I got bit of good news from training work too. :D They have big bin of scrap wood and said I could grab whatever
[01:45:16] <PetefromTn_> It is not very flat at all across the 6" width and the
[01:45:18] <jdh> the pin fell out of my hanlde
[01:45:33] <XXCoder> cnc wood aloy! too bad no MDF or even lamated wood
[01:45:38] <zmi> valen i must delete quiet splash in that menu?
[01:45:40] <PetefromTn_> little round piece fell out of the movement that helps the angle lock work.
[01:45:48] <jdh> and I accidentally MDI'ed the top of one jaw
[01:45:55] <jdh> decimal points matter!
[01:46:09] <Valen> if you do it will give you a clue as to what is happening yes
[01:46:17] <Valen> try just deleting spash first
[01:46:28] <PetefromTn_> Oh yeah man..
[01:46:36] <PetefromTn_> I have actually done that too.
[01:46:49] <Valen> shars?
[01:47:08] <Valen> you guys work in inches, yeah decimal points really matter
[01:47:11] <PetefromTn_> I got the Kurt 688 vise
[01:47:12] <Valen> and you want a lot of them
[01:47:27] <XXCoder> all of em?
[01:47:30] <XXCoder> ;)
[01:47:34] <PetefromTn_> decimal points matter whether you are in inches or metric.
[01:47:46] <zmi> i will i try thanks
[01:48:00] <PetefromTn_> a LOT of the parts we make at work are metric
[01:48:17] <PetefromTn_> I am getting more and more used to working with metric dimensions.
[01:48:31] -!- zmi has quit [Quit: Saliendo]
[01:48:44] <Valen> PetefromTn_: they matter less when you are working in metric ;->
[01:48:52] <Valen> about 25 times less to be precise ;->
[01:48:57] <PetefromTn_> I cannot wait to get my new vise here and be able to rely on the flatness and squarenes..
[01:49:02] <PetefromTn_> 25.4
[01:49:03] <XXCoder> I hope STL would finally replace imperial system. meteric makes more sense
[01:49:11] <Valen> which is *about* 25 ;-P
[01:49:19] <PetefromTn_> hehe
[01:49:32] -!- ravenlock has quit [Quit: Leaving]
[01:49:57] <PetefromTn_> I need to pickup a nice facemill now and I should be able to do about anything I need to in the machine.
[01:50:14] <zeeshan> nice PetefromTn_
[01:50:26] <zeeshan> which face mill are you going to go with?
[01:50:29] <PetefromTn_> my custom flycutter works great but having used all the different ones at work I can appreciate just how important they are.
[01:50:34] <PetefromTn_> Not really sure yet.
[01:50:44] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.26/20140428215651]]
[01:50:44] <zeeshan> flycutter surface finish > face mill
[01:50:47] <PetefromTn_> Whichever one I can get my hands on that kicks ass and does not break the bank.
[01:50:54] <zeeshan> but face mill eats metal like nothing :D
[01:51:02] <PetefromTn_> you can say that again.
[01:51:17] <zeeshan> the only way i've seen a face mill do well is
[01:51:18] <zeeshan> at gates
[01:51:24] <zeeshan> they had literally a department for "tool maintenance"
[01:51:26] <XXCoder> face eat metal lol
[01:51:31] <zeeshan> guy sat there w/ the face mills
[01:51:31] <PetefromTn_> the last two days I have been making a bunch of different 4140 and tool steel parts with a lot of facemilling.
[01:51:40] <XXCoder> also, "face mill" lol
[01:51:43] <zeeshan> and adjusted each insert down to 0.0001" in height of each other
[01:52:01] <PetefromTn_> That is not easy to do really I have found.
[01:52:11] <zeeshan> they had a jig for it
[01:52:26] <PetefromTn_> I was actually surprised at how far out the individual inserts can be.
[01:52:30] <jdh> take out all the inserts but one and you have a flycutter
[01:52:40] <zeeshan> jdh LOL
[01:52:40] <PetefromTn_> altho some of the heads have been crashed pretty good.
[01:53:05] <zeeshan> well the cheaper inserts have a tolerace of what 1 thou?
[01:53:18] <zeeshan> then the good ones are .0005" then the super expensive ones are 0.0001"?
[01:53:19] <PetefromTn_> the seco 2" insert mill I used a lot today is pretty jacked up but still eats copious amounts of metal easily.
[01:53:20] <zeeshan> i forget
[01:53:22] <jdh> I got a chinese 2.5" face mill. It seems to work well enough for me and aluminum
[01:53:52] <zeeshan> i only have the round one by seco
[01:54:01] <PetefromTn_> I never realized just how damn soft aluminum is really... Compared to all the steels we cut there ally is like freakin' butter.
[01:54:03] <zeeshan> the other one is mitsubishi!
[01:54:08] <zeeshan> with funky inserts
[01:54:45] <zeeshan> PetefromTn_: how much are you looking to spend on one?
[01:54:57] <zeeshan> i see them go for dirt cheap locally
[01:55:26] <PetefromTn_> we programmed a part today that had a 2" insert mill with a cut width in a single pass of 32mm wide and .075 deep....
[01:55:40] <zeeshan> isnt that normal?
[01:55:41] <PetefromTn_> in 4140 pre hard.
[01:55:42] <zeeshan> oh
[01:55:47] <PetefromTn_> apparently....LOL
[01:56:02] <PetefromTn_> spindle load was like 70 percent.
[01:56:20] <PetefromTn_> 1000 RPM and I cannot remember the feedrate.
[01:56:33] <zeeshan> hey PetefromTn_
[01:56:34] <PetefromTn_> I can tell you it moved some serious metal all day long.
[01:56:38] <zeeshan> have you been hearing the news about florida?
[01:56:46] <PetefromTn_> I am looking to spend as little as possible of course.
[01:56:49] <PetefromTn_> what news.
[01:56:56] <zeeshan> the flooding going on there
[01:57:27] <PetefromTn_> No where.. I just spoke to my best Friend Frank who lives in Boca raton yesterday afternoon and he said it was pretty nice there.
[01:57:28] <zeeshan> http://www.usatoday.com/story/news/usanow/2014/04/29/tornadoes-south/8446307/
[01:59:54] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[02:00:33] <PetefromTn_> huh according to that the worst weather is in Alabama and tennessee etc. They did not even mention Florida.
[02:00:40] <zeeshan> first line
[02:01:17] <zeeshan> http://www.washingtonpost.com/news/post-nation/wp/2014/04/30/death-toll-of-southern-storms-rises-as-heavy-rain-brings-flooding-to-florida-alabama/
[02:01:25] <zeeshan> picture of pensacola, flordia
[02:03:20] <PetefromTn_> Interesting. Looks like North Florida. Florida is not immune from flooding of course especially when you consider the height above sea level.
[02:03:55] -!- WyrM has quit [Ping timeout: 252 seconds]
[02:04:00] <jdh> panhandle. North florida has also been flooding. rivers are just now receding
[02:04:19] <zeeshan> i live 700m above sea level :/
[02:05:12] -!- ries has quit [Quit: ries]
[02:06:46] <ChuangTzu> when i lived in florida, the highest point in the county was the landfill
[02:07:00] <ChuangTzu> highest point in florida is like 100m
[02:07:14] <zeeshan> hehe
[02:07:24] <PetefromTn_> yup...
[02:07:41] <ChuangTzu> florida has the lowest highest point of any state
[02:07:43] <ChuangTzu> :)
[02:08:25] <PetefromTn_> yup
[02:09:08] -!- ink has quit [Ping timeout: 265 seconds]
[02:09:52] <PetefromTn_> http://www.ebay.com/itm/3-SANDVIK-ROUND-INSERT-INDEXABLE-FACE-MILL-W-CAT-40-RA200-063R25-13M-/151291505638?pt=BI_Tool_Work_Holding&hash=item2339ad2be6
[02:10:12] -!- AR__ [AR__!~AR@24.238.71.107.res-cmts.sth2.ptd.net] has joined #linuxcnc
[02:10:16] <zeeshan> i got that baby
[02:10:20] <zeeshan> but no shell adapter for it
[02:10:21] <zeeshan> :{
[02:10:33] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[02:10:43] <PetefromTn_> you have that exact one?
[02:11:16] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-21-167.ok.ok.cox.net] has joined #linuxcnc
[02:14:21] <XXCoder> interesting.
http://hackaday.io/project/1023-Low-Cost-CO2-Laser-Build
[02:14:27] <XXCoder> if want build cnc laser
[02:14:53] <zeeshan> whoops
[02:14:55] <zeeshan> i read that as 2"
[02:14:56] <zeeshan> not 3"
[02:15:33] <zeeshan> and its 4 "flute"
[02:15:55] <zeeshan> http://i.imgur.com/dBcAef4.jpg
[02:16:02] <zeeshan> sitting in the back
[02:16:44] <zeeshan> the mitsubishi one uses wmng inserts
[02:16:53] <zeeshan> i dunno if its a face mill or supposed to be an end mill
[02:16:56] <zeeshan> i use it as a face mill
[02:16:57] <zeeshan> !
[02:17:19] <PetefromTn_> what size arbor does it take...
[02:17:29] <zeeshan> which one
[02:17:32] <zeeshan> the mitsu?
[02:17:44] -!- MacGalempsy has quit [Remote host closed the connection]
[02:17:54] <PetefromTn_> Its a shame you have R8 I have a spare 3/4 inch facemill or insert mill arbor but it is cat40..
[02:18:00] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[02:19:17] <zeeshan> measured it
[02:19:18] <zeeshan> its 1"
[02:20:07] <zeeshan> ive seen a similar seco one go for 60$ locally
[02:20:46] <zeeshan> http://www.ebay.com/itm/SECO-2-HELICAL-END-FACE-MILL-CARBIDE-INSERTS-A395-/400229247195?pt=LH_DefaultDomain_0&hash=item5d2f85a8db
[02:20:50] <zeeshan> what the bloody hell is that?!?!
[02:21:08] <PetefromTn_> monster insert mill.
[02:21:16] <zeeshan> looks like a cutter from hell
[02:21:21] <PetefromTn_> we have some similar to that at work/
[02:21:27] <zeeshan> what is it used for
[02:21:55] <PetefromTn_> milling
[02:22:23] <PetefromTn_> heavy milling in deep pockets
[02:22:29] <zeeshan> ahh
[02:22:45] <zeeshan> dude
[02:22:47] <zeeshan> check this pic out
[02:22:48] <zeeshan> lol
[02:23:01] <zeeshan> http://www.directindustry.com/prod/iscar-tools/finishing-milling-cutters-5692-1005951.html
[02:23:07] <zeeshan> that cant be a single pass can it?!
[02:23:22] <zeeshan> yea it can be
[02:23:27] <zeeshan> its a finishing cutter
[02:24:35] <PetefromTn_> dunno.
[02:24:52] <PetefromTn_> not the best finish for a finishing cutter..
[02:24:59] <zeeshan> haha
[02:25:01] <zeeshan> you can see the lines :D
[02:26:19] -!- sirdancealot has quit [Quit: Ragequit]
[02:27:23] <PetefromTn_> got an interesting set of projects from a local customer today. gonna start drawing on it this friday and hopefully we can get a prototype machined soon.
[02:27:43] <witnit> do tell
[02:28:25] <PetefromTn_> Well I don't wanna jinx it LOL
[02:28:38] <PetefromTn_> It is for custom sportscars tho...
[02:28:54] <PetefromTn_> particularly RX7's..
[02:29:20] <zeeshan> whatcha makin
[02:29:34] <PetefromTn_> Got a bunch of dimensions and drawings here I gotta turn into a solid model and show the customer.
[02:30:02] <PetefromTn_> Spent two hours over there today discussing it and got some original parts to go off of.
[02:30:16] <PetefromTn_> It is nothing earth shattering but I will show you if I get the job.
[02:30:27] <XXCoder> https://www.youtube.com/watch?v=hFf6FLXDQcU crazy
[02:30:32] <PetefromTn_> Right now it is just an idea they want to explore.
[02:32:53] <PetefromTn_> I have glued op TONS of hardwoods for all sorts of projects when I worked as a custom woodworker.
[02:33:17] <PetefromTn_> We turned some crazy columns and stuff that were solid or hollow and some were quite huge.
[02:34:28] <XXCoder> lol ok
[02:35:05] -!- AR__ has quit [Ping timeout: 252 seconds]
[02:39:58] <humble_sea_bass> I heart woodwork
[02:40:28] <XXCoder> I look forward to cnc routing junk wood :D
[02:41:02] <humble_sea_bass> hard wood
[02:41:35] <humble_sea_bass> soft wood tends to mill like hot garbage
[02:42:04] <XXCoder> light touch lol
[02:43:34] -!- jduhls_ has quit [Ping timeout: 240 seconds]
[02:44:54] <witnit> I was just carving on some osage orange earlier :)
[02:46:04] <XXCoder> what I does hope for is ability to design something cool and sell em
[02:46:20] <XXCoder> likely something related to my culture and maybe scifi stuff
[02:47:05] -!- FreezingCold has quit [Ping timeout: 264 seconds]
[02:49:15] <zeeshan> is there any way to score a big ass fraction to decimal to mm chart
[02:49:19] <zeeshan> w/ tap drill sizes etc
[02:49:22] <zeeshan> a BIG one
[02:49:23] <zeeshan> fore free :D
[02:49:44] <zeeshan> it seems like starrett , mitutoyo etc would give it out as advertisment
[02:50:04] <XXCoder> zee do a multiple paper printout
[02:50:11] <XXCoder> "free".
[02:50:12] <zeeshan> lol
[02:50:14] <zeeshan> ghetto
[02:50:14] <PetefromTn_> I got one...
[02:50:18] <zeeshan> i want it laminated
[02:50:47] <XXCoder> heh I could do ghetto lamation at work using sealer but would be really bad looking :P
[02:51:34] <zeeshan> i have yet to find a shop thats going out of business
[02:51:35] <PetefromTn_> I cannot remember where I got it but it is sheet plastic and has all that stuff on it. It is maybe 20x30 inches or so?
[02:51:36] <zeeshan> i figure i could find one there
[02:51:42] <zeeshan> PetefromTn_: whered you score thart
[02:51:51] <PetefromTn_> I am trying to remember.
[02:51:55] <zeeshan> i need to cover my walls!
[02:51:58] <zeeshan> garage looks depressing :P
[02:51:59] <PetefromTn_> I wonder if you can get one from Fastenal...
[02:52:04] <zeeshan> and its even more depressing looking at a tiny a4 chart
[02:52:17] <PetefromTn_> get some sexy babe posters and RX7 posters etc...
[02:52:31] <zeeshan> http://www.fastenal.com/content/documents/2012/LandingPages/Metalworking/9701309_TapDrillPoster_24x36.pdf
[02:52:33] <zeeshan> you're right
[02:52:34] <PetefromTn_> ;)
[02:52:34] <zeeshan> dude
[02:52:38] <zeeshan> fastenal makes a really nice one
[02:52:58] <PetefromTn_> yup there ya go.Probably can order one from them
[02:53:49] <PetefromTn_> mine is basically just like that but it is not from Fastenal.
[02:54:31] <zeeshan> i wonder how much that'd cost to print
[02:54:37] <zeeshan> i bet like 35$ to print and laminate
[02:55:00] <PetefromTn_> damn I hope not.
[02:55:10] <PetefromTn_> You can probably get it on some posterboard and have that laminated.
[02:55:43] <PetefromTn_> http://www.ebay.com/itm/Starrett-Wall-Chart-Big-25x39-Tap-Drill-Equivalents-Decimal-Metric-Fractions-/281329395665?pt=LH_DefaultDomain_0&hash=item418089e7d1
[02:55:58] <zeeshan> http://www.mscdirect.com/product/details/06516801?rItem=06516801
[02:55:59] <zeeshan> !
[02:56:06] <zeeshan> oo
[02:56:07] <zeeshan> thats nice
[02:56:07] <humble_sea_bass> zeeshan: you need to sand that joint compound and paint your walls
[02:56:10] <zeeshan> 'does not ship to canada'
[02:56:14] <zeeshan> humble_sea_bass: never
[02:56:14] <humble_sea_bass> that's where the sadness comes fom
[02:56:27] <zeeshan> if i paint the walls, ill never work in the garage
[02:56:27] <zeeshan> haha
[02:56:32] <CaptHindsight> how about routed into a wood plank and then oiled or urethane?
[02:56:32] <PetefromTn_> http://www.ebay.com/itm/Starrett-Reference-NEW-WALL-CHART-tap-drill-2-free-pocket-charts-tool-01-/231211374175?pt=LH_DefaultDomain_0&hash=item35d545965f
[02:56:36] <PetefromTn_> thats a new one.
[02:56:42] <zeeshan> thank you pete :D
[02:56:51] <PetefromTn_> http://www.ebay.com/itm/Starrett-Reference-NEW-WALL-CHART-tap-drill-2-free-pocket-charts-tool-01-/231211374175?pt=LH_DefaultDomain_0&hash=item35d545965f
[02:57:03] <PetefromTn_> sure man
[02:57:22] <zeeshan> has pipe taps too
[02:57:22] <zeeshan> nice
[02:57:34] <zeeshan> and # imperial screws
[02:58:03] <zeeshan> son of a
[02:58:06] <zeeshan> doesnt ship to canada
[02:58:50] -!- tchaddad has quit [Remote host closed the connection]
[02:58:57] <PetefromTn_> can you search ebay canada ads...
[02:59:06] <PetefromTn_> I searched for Tap drill wall chart
[02:59:07] <zeeshan> what'd you search for?
[02:59:08] <zeeshan> okay
[02:59:26] <zeeshan> haha it keeps bringing up skanky ones
[02:59:27] <CaptHindsight> http://www.ebay.ca/itm/NEW-STARRETT-MILLIMETER-to-DECIMAL-FRACTION-to-DECIMAL-to-MILLIMETER-CHART-/260881304973?pt=LH_DefaultDomain_0&hash=item3cbdbccd8d ships from Canada :)
[02:59:28] <zeeshan> with sluts on em
[02:59:31] -!- ries has quit [Read error: Connection reset by peer]
[02:59:37] <humble_sea_bass> "mechanic's babe posters"
[02:59:41] <zeeshan> CaptHindsight: thats tiny!
[03:00:11] <zeeshan> if i put that up
[03:00:14] <zeeshan> my gf would kill me
[03:00:14] <zeeshan> haha
[03:00:16] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[03:00:42] -!- anth0ny_ has quit [Quit: anth0ny_]
[03:00:45] <PetefromTn_> LOL
[03:00:50] <PetefromTn_> Lotsa skanks...
[03:00:58] <PetefromTn_> my wife would NOT enjoy that.
[03:01:00] <humble_sea_bass> X8http://www.ebay.ca/itm/Tailgate-Magazine-SUPER-HOT-Car-Babe-Magazine-Original-1pg-Pin-UP-POSTER-/131171617640?pt=US_Racing_Fan_Shop&hash=item1e8a700b68&_uhb=1
[03:01:08] <humble_sea_bass> dont click that
[03:01:14] <CaptHindsight> lol
[03:01:15] <humble_sea_bass> or do
[03:01:29] <PetefromTn_> I got one picture of a Formula 1 car and a hot babe and she would not let me put it up in the shop.
[03:01:33] <CaptHindsight> it's like a diaper ad
[03:01:49] <humble_sea_bass> when I was a kid I loved going to the mechanic
[03:01:50] <PetefromTn_> I cannot blame her I have two daughters and I would not know what to say to them when they saw it either LOL
[03:01:56] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[03:02:01] <humble_sea_bass> the waiting "room" was always the best
[03:02:26] <humble_sea_bass> the only thing better where the real deal no english italian barbers with stacks of playboys
[03:02:36] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[03:02:38] <PetefromTn_> Man I am excited to get that Kurt vise... Wanted one for a long time.
[03:03:13] <zeeshan> http://www.starrett.com/documentation
[03:03:17] <zeeshan> apparently they'll ship it to you for free?
[03:03:18] <PetefromTn_> I think I will still try to grind that shars CNC vise at work maybe I can get them to match heights to the new kurt
[03:03:24] <zeeshan> 'Our simple catalog ordering interface allows you to create an account, select printed material you would like to order and have it shipped directly to you at no cost.'
[03:03:53] <zeeshan> For International and Canadian literature orders, please contact Starrett Literature Support.
[03:03:55] <zeeshan> son of a.
[03:04:03] <PetefromTn_> No kiddin.
[03:04:05] <humble_sea_bass> most dealers will give that stuff away
[03:04:08] <PetefromTn_> I need to get on there.
[03:04:12] <PetefromTn_> I was gonna say that.
[03:04:13] <CaptHindsight> but there's no poster babes on them either
[03:04:20] <zeeshan> i dont want poster babes
[03:04:22] <zeeshan> i got a babe at home
[03:04:24] <zeeshan> :D
[03:04:24] <PetefromTn_> That is true especially if you order tooling from them.
[03:04:27] <humble_sea_bass> you do mang
[03:04:34] <humble_sea_bass> http://www.ebay.ca/itm/1980s-Budweiser-Sexy-Babe-Red-White-Bud-Man-Cave-Beer-Poster-28x20-/161270407682?pt=LH_DefaultDomain_0&hash=item258c772202&_uhb=1
[03:04:39] <humble_sea_bass> how could you not
[03:04:55] <zeeshan> wow
[03:05:00] <zeeshan> fastest response ever from that ebay guy
[03:05:07] <zeeshan> he's looking at how much itll cost to ship
[03:05:29] <zeeshan> PetefromTn_: i don't buy tools from my local supplier
[03:05:33] <humble_sea_bass> http://www.ebay.ca/itm/Budwiser-Calander-Pin-Up-Girl-Poster-1987-/290853475301?pt=LH_DefaultDomain_0&hash=item43b837d3e5&_uhb=1
[03:05:34] <zeeshan> they're stupid expensive.
[03:05:38] <zeeshan> its prolly double what usa charges
[03:05:57] <zeeshan> 7/8 4 flute m42 end mill = $60
[03:05:58] <zeeshan> lol
[03:06:28] <PetefromTn_> actually that is not that bad for a big endmill...
[03:06:37] <zeeshan> when you buy 20 of them brand new
[03:06:38] <zeeshan> for $100
[03:06:40] <zeeshan> its really bad :P
[03:06:44] <zeeshan> (name brands too)
[03:07:00] <zeeshan> the main thing i've bought brand new is a drill point gauge
[03:07:07] <PetefromTn_> where can you buy 20 brand new name brand endmills for $100.00
[03:07:12] <zeeshan> kijiji!
[03:07:41] <PetefromTn_> I need to pickup some spot drills
[03:07:41] <CaptHindsight> zeeshan: decided to get one to try
http://www.perfdiesel.com/assets/images/products/6.4%20INJECTOR.jpg
[03:08:24] <zeeshan> nice :D
[03:08:26] <zeeshan> looks fancy
[03:08:35] <zeeshan> is that a stainless steel body or aluminum
[03:08:50] <CaptHindsight> http://image.dieselpowermag.com/f/tech/1403_mechanical_heui_and_common_rail_injectors_basic_training/67154584/6-4l-power-stroke-fuel-injector.jpg
[03:08:56] <CaptHindsight> steel
[03:09:09] <CaptHindsight> I just need to make my own tips
[03:10:08] <PetefromTn_> what the hell are you gonna do with that?
[03:10:20] <CaptHindsight> print nozzle
[03:10:44] -!- ink has quit [Ping timeout: 252 seconds]
[03:11:11] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[03:11:54] <SpeedEvil> for what?
[03:12:09] <SpeedEvil> you mean plastic?
[03:12:27] <CaptHindsight> high viscosity fluids, inks, coatings, polymers, resins etc
[03:12:53] <CaptHindsight> cheap since they are made in such high volumes
[03:13:02] <SpeedEvil> It's designed for very, very low viscosity fluids
[03:13:41] <CaptHindsight> I might play with the internal orifice a bit but the nozzles will be custom
[03:13:47] <zeeshan> SpeedEvil: he knows that :P
[03:13:52] <zeeshan> he told me its of milk consistency
[03:13:54] <zeeshan> i think itll work fine
[03:14:01] <CaptHindsight> fuel is around 1cps
[03:14:07] <zeeshan> whats cps
[03:14:12] <SpeedEvil> Centipoise
[03:14:16] <SpeedEvil> viscosity measurement
[03:14:17] <zeeshan> no idea what tha tunit is
[03:14:35] <zeeshan> i just know pascal seconds
[03:14:37] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[03:14:46] <CaptHindsight> plus at that low viscosity they eject quite a large amount of fluid
[03:14:56] <zeeshan> dynamic viscosity?
[03:15:04] <CaptHindsight> I just need 1%
[03:15:25] <CaptHindsight> viscosity of a newtonian fluid
[03:15:31] <tjtr33> CaptHindsight, do all those injectors require a pressurized source, and merely are valves, or can some pump by themselves?
[03:16:16] <zeeshan> ah
[03:16:27] <zeeshan> 1 Pa*s = 10 poise
[03:16:46] <CaptHindsight> tjtr33: it depends on the design, some are merely valves, the one in the pic requires low pressure ~50psi but the internal pressure might be 20K psi at the nozzle
[03:16:47] <zeeshan> i guess the guy didnt like scientific notiation too much
[03:16:51] <zeeshan> had to invent his own unit
[03:17:49] -!- mhaberler [mhaberler!~mhaberler@213-33-19-23.adsl.highway.telekom.at] has joined #linuxcnc
[03:18:13] -!- calvinmetcalf has quit [Quit: Connection closed for inactivity]
[03:19:10] <CaptHindsight> we use other valves with inlet pressures for the fluids of 1-2k psi
[03:20:24] <CaptHindsight> with a 25um orifice you might only get a micoliter drop by opening the valve for 1mS
[03:22:39] <tjtr33> huh, its not microliter,its micoliter... is that a typo that became a standard:)
[03:23:47] <CaptHindsight> I made the typo :)
[03:24:02] <tjtr33> google sez it has no r
[03:24:07] -!- sumpfralle has quit [Quit: Leaving.]
[03:24:32] <tjtr33> oh you made it famous
[03:24:40] <CaptHindsight> uL
[03:24:52] <zeeshan> micrrrrrrrrrrrrrrrrrrrrrro
[03:25:08] <tjtr33> yeah, i cant focus on the 2nd monitor, my bad
[03:25:54] <PetefromTn_> Okay folks good night.
[03:25:58] <zeeshan> cya pete
[03:26:02] <PetefromTn_> cya
[03:26:08] -!- PetefromTn_ has quit [Quit: Some folks are wise, and some otherwise.]
[03:26:58] <CaptHindsight> zeeshan: how many gallons of fuel per hour do you think that injector delivers?
[03:27:37] <CaptHindsight> with the stock nozzle
[03:27:48] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[03:27:48] -!- Tecan has quit [Changing host]
[03:27:48] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[03:28:38] <zeeshan> well i know the 6.4L in the ford trucks
[03:28:44] <zeeshan> and they make like 350-380 hp
[03:29:06] <zeeshan> 350 hp / 8 = 43.75HP per cyl
[03:29:13] <zeeshan> so 44 lb/hr or so
[03:29:38] <SpeedEvil> That's assuming it's open all the time
[03:29:51] <zeeshan> no
[03:29:56] <zeeshan> theyre rated for 80% duty cycle
[03:29:59] <zeeshan> factory
[03:30:03] <humble_sea_bass> only amateurs take their foot off the gass
[03:30:17] <zeeshan> er
[03:30:19] <zeeshan> they could be at 100%
[03:30:23] <zeeshan> im thinking of gasoline injectors
[03:30:31] <zeeshan> i havent seen the profile curve of a diesel injector
[03:30:40] <zeeshan> i persume it gets finicky after 80%
[03:30:43] <zeeshan> (non linear)
[03:30:57] <zeeshan> btw thats about 460cc/min
[03:31:02] <zeeshan> if youre into metric units
[03:31:14] -!- anth0ny_ has quit [Quit: anth0ny_]
[03:31:20] <zeeshan> when dealing with fluids, i really like metric units :P
[03:31:46] <CaptHindsight> and we're down around 10cc/min
[03:32:55] <CaptHindsight> http://www.boschautoparts.com/BAP_Technical_Resources%2fDiesel%20Parts%2fCommon%20Rail%20Systems%20CRS3.pdf
[03:33:09] <CaptHindsight> 1800-2000 bar
[03:34:05] <zeeshan> what are you passing through it again
[03:34:07] <zeeshan> what matericla
[03:34:09] <zeeshan> material
[03:34:35] <CaptHindsight> mostly monomers and oligomers
[03:35:24] <CaptHindsight> have to possibly change seal materials
[03:35:31] <zeeshan> why
[03:35:47] -!- tchaddad has quit []
[03:36:11] <CaptHindsight> compatibility issues
[03:36:23] <zeeshan> youve lookedf at the parker handbook?
[03:37:40] <zeeshan> http://www.parker.com/literature/ORD%205700%20Parker_O-Ring_Handbook.pdf
[03:37:42] <zeeshan> page 162
[03:38:10] <zeeshan> pretty sure factor those injectors have butadiene o-rings
[03:38:22] <CaptHindsight> sometimes there are solvents like MEK in the mix
[03:38:31] <zeeshan> whats mek stand for
[03:38:53] <CaptHindsight> http://en.wikipedia.org/wiki/Methyl_ethyl_ketone
[03:39:16] <zeeshan> yea
[03:39:20] <zeeshan> thats '4'
[03:39:24] <zeeshan> unsatisfactory :P
[03:40:31] <zeeshan> looks like fluorocarbon FKM, butyl are the best candidates
[03:40:42] <zeeshan> both are very common
[03:41:31] <CaptHindsight> it all depends, we blend all types of resins
[03:42:11] -!- i_tarzan has quit [Ping timeout: 250 seconds]
[03:44:15] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.238.3] has joined #linuxcnc
[03:44:23] -!- jduhls has quit [Ping timeout: 252 seconds]
[03:45:08] <CaptHindsight> http://www.youtube.com/watch?v=ftchx1TDNJo Bosch operates a bit differently
[03:46:44] <CaptHindsight> these don't look like higher viscosity fluids would work well since the internal force amplifier amplification might not work fast enough to bother with using them
[03:47:18] <CaptHindsight> neat design though
[03:48:46] <CaptHindsight> http://www.ebay.com/itm/TOOL-6-4L-FORD-DIESEL-POWERSTROKE-INJECTOR-SLEEVE-REMOVAL-INSTALL-KIT-/141259609981 the tool cost more than a new injector
[03:51:17] -!- terabyte- has quit [Quit: terabyte-]
[03:51:40] <CaptHindsight> http://www.nordson.com/en-us/divisions/efd/products/jet-valves/pages/default.aspx sure beats $7-13K for these
[03:52:29] -!- ink has quit [Ping timeout: 264 seconds]
[03:53:11] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[03:59:40] <CaptHindsight> hmm 500cc/min is 30L/hour per nozzle, you could print some big parts pretty fast
[04:06:58] <CaptHindsight> tjtr33: do you ever visit the Design-2-Part Shows?
http://www.d2p.com/
[04:07:43] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[04:08:22] <tjtr33> i got tix but no time, tomorrow isnt it?
[04:08:40] <CaptHindsight> and Thursday
[04:08:57] <tjtr33> you goin?
[04:09:15] <CaptHindsight> usually an open bar on the 1st day at 4:00
[04:09:27] <CaptHindsight> so I tend to walk through after 2
[04:09:51] <tjtr33> :)
[04:12:15] -!- terabyte- has quit [Client Quit]
[04:28:31] -!- mejackreed has quit [Client Quit]
[04:34:09] <witnit> #linuxcnc
http://mdmetric.com/techindex.htm
[04:45:27] -!- jduhls has quit [Ping timeout: 250 seconds]
[04:46:49] -!- ink has quit [Ping timeout: 252 seconds]
[04:47:13] -!- ink [ink!~ink@71.198.91.97] has joined #linuxcnc
[05:01:55] -!- Fox_Muldr has quit [Ping timeout: 250 seconds]
[05:02:03] -!- GJdan has quit [Quit: WeeChat 1.0-dev]
[05:02:49] -!- ink has quit [Ping timeout: 258 seconds]
[05:03:25] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[05:03:42] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d011d74.pool.mediaWays.net] has joined #linuxcnc
[05:18:56] -!- ries has quit [Quit: ries]
[05:21:09] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[05:29:24] -!- anth0ny_ has quit [Quit: anth0ny_]
[05:31:23] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[05:41:21] -!- pjm has quit [Read error: Connection reset by peer]
[05:41:31] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[05:46:38] -!- jduhls has quit [Ping timeout: 265 seconds]
[05:56:46] -!- knak [knak!~knak@178.32.233.225] has joined #linuxcnc
[05:56:54] -!- knak [knak!~knak@178.32.233.225] has parted #linuxcnc
[05:59:02] -!- FrankZappa has quit []
[06:01:24] -!- bedah [bedah!~bedah@g224158141.adsl.alicedsl.de] has joined #linuxcnc
[06:20:42] -!- mhaberler has quit [Quit: mhaberler]
[06:20:53] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[06:21:02] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[06:27:46] -!- Einar [Einar!~Einar@108.90-149-34.nextgentel.com] has joined #linuxcnc
[06:31:54] -!- Einar has quit [Client Quit]
[06:36:05] -!- archivist_herron has quit [Ping timeout: 252 seconds]
[06:38:33] -!- i_tarzan has quit [Ping timeout: 252 seconds]
[06:38:44] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has parted #linuxcnc
[06:40:19] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.217.191] has joined #linuxcnc
[06:48:45] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[06:50:02] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:50:18] <Deejay> moin
[06:50:29] -!- ink has quit [Ping timeout: 255 seconds]
[06:50:54] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[06:54:59] -!- dan2k3k4 has quit [Ping timeout: 255 seconds]
[06:57:24] -!- ve7it has quit [Remote host closed the connection]
[06:57:57] -!- ink has quit [Ping timeout: 240 seconds]
[06:58:20] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[07:07:05] -!- The_Ball has quit [Remote host closed the connection]
[07:12:19] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[07:13:02] -!- balestrino [balestrino!balestrino@131.114.31.60] has joined #linuxcnc
[07:20:14] -!- WyrM [WyrM!wyrm@unaffiliated/wyrm] has joined #linuxcnc
[07:21:13] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[07:24:51] -!- tjb1 has quit [Ping timeout: 276 seconds]
[07:25:07] -!- gimps has quit [Read error: Connection reset by peer]
[07:25:15] Jan is now known as Guest5584
[07:25:17] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[07:25:49] Guest5584 is now known as KekSeh
[07:33:14] -!- ink has quit [Ping timeout: 240 seconds]
[07:33:37] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[07:35:16] <witnit> mojn!
[07:37:41] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[07:48:17] -!- jduhls has quit [Ping timeout: 264 seconds]
[07:55:03] -!- pingufan has quit [Quit: Konversation terminated!]
[08:01:00] -!- mhaberler [mhaberler!~mhaberler@194.112.182.215] has joined #linuxcnc
[08:04:43] -!- c-bob [c-bob!~c@unaffiliated/c-bob] has joined #linuxcnc
[08:05:04] -!- KimK_ [KimK_!~Kim__@ip68-102-30-143.ks.ok.cox.net] has joined #linuxcnc
[08:05:57] -!- KimK has quit [Ping timeout: 240 seconds]
[08:09:42] -!- ink has quit [Ping timeout: 265 seconds]
[08:10:09] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[08:10:20] -!- larryone has quit [Ping timeout: 255 seconds]
[08:15:09] -!- jfrmilner has quit [Read error: Connection reset by peer]
[08:16:41] -!- jfrmilner [jfrmilner!~jfrmilner@ip-77-221-186-85.dsl.twang.net] has joined #linuxcnc
[08:18:23] -!- ink has quit [Ping timeout: 252 seconds]
[08:18:58] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[08:21:01] -!- ries has quit [Quit: ries]
[08:25:26] -!- psha[work] [psha[work]!~psha@psha.org.ru] has joined #linuxcnc
[08:30:37] -!- larryone has quit [Quit: This computer has gone to sleep]
[08:33:29] -!- micges [micges!~captain_p@dcd51.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[08:35:50] amnesic_away is now known as amnesic
[08:48:36] -!- jduhls has quit [Ping timeout: 258 seconds]
[09:09:37] -!- The_Ball [The_Ball!~ballen@c114-77-179-73.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[09:30:17] -!- ink has quit [Ping timeout: 264 seconds]
[09:31:18] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[09:33:21] -!- mhaberler has quit [Quit: mhaberler]
[09:37:06] -!- mhaberler [mhaberler!~mhaberler@194.112.182.215] has joined #linuxcnc
[09:44:17] -!- mle has quit [Ping timeout: 246 seconds]
[09:47:41] -!- ink has quit [Ping timeout: 264 seconds]
[09:48:03] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[09:49:16] -!- jduhls has quit [Ping timeout: 265 seconds]
[09:54:27] -!- micges1 [micges1!~captain_p@evb2.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[09:55:17] -!- micges has quit [Ping timeout: 250 seconds]
[09:55:25] micges1 is now known as micges
[09:55:26] -!- ink has quit [Ping timeout: 255 seconds]
[09:56:28] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[10:03:59] -!- ink has quit [Ping timeout: 252 seconds]
[10:04:23] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[10:08:45] -!- ink has quit [Ping timeout: 240 seconds]
[10:09:11] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[10:22:25] -!- mle has quit [Ping timeout: 246 seconds]
[10:26:58] -!- skunkworks_ has quit [Ping timeout: 240 seconds]
[10:31:26] -!- mhaberler has quit [Ping timeout: 255 seconds]
[10:45:50] -!- ink has quit [Ping timeout: 255 seconds]
[10:49:27] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[10:49:38] -!- jduhls has quit [Ping timeout: 240 seconds]
[10:59:47] -!- ink has quit [Ping timeout: 255 seconds]
[11:00:13] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[11:14:18] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:20:57] -!- miss0r [miss0r!~cnc@188-183-233-18-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[11:38:06] -!- asdfasd [asdfasd!~332332@94.0.109.96] has joined #linuxcnc
[11:49:11] -!- skunkworks__ [skunkworks__!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:02:35] -!- ink has quit [Ping timeout: 252 seconds]
[12:03:07] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[12:05:50] -!- pingufan [pingufan!~rainer@80.110.26.239] has joined #linuxcnc
[12:10:37] -!- mhaberler [mhaberler!~mhaberler@80.123.186.202] has joined #linuxcnc
[12:11:28] -!- mhaberler has quit [Client Quit]
[12:19:03] -!- ink has quit [Ping timeout: 258 seconds]
[12:20:04] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[12:23:31] -!- eren_basturk [eren_basturk!~chatzilla@93.186.123.109] has joined #linuxcnc
[12:23:34] -!- mhaberler [mhaberler!~mhaberler@80.123.186.202] has joined #linuxcnc
[12:24:03] <eren_basturk> can i define EMCMOT configuration in .hal file?
[12:25:18] -!- ink has quit [Ping timeout: 240 seconds]
[12:25:49] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[12:26:38] <eren_basturk> do you have an idea about that?
[12:26:41] <_methods> arm and amd getting in bed together?
[12:26:47] <_methods> http://linuxgizmos.com/amd-surprise-pin-compatible-arm-and-x86-cpus/
[12:27:18] <_methods> intel might need to look out
[12:30:50] <skunkworks__> eren_basturk, can you explain more what you are trying to do?
[12:32:34] <eren_basturk> ok
[12:32:51] <eren_basturk> ı want to test stepgen
[12:34:19] <eren_basturk> I don't want to prepare .ini file and want to test it with only .hal and .xml file(my gui)
[12:35:48] <skunkworks__> ok
[12:36:03] <eren_basturk> did you understand me?
[12:36:12] <eren_basturk> if want i can give more information
[12:36:20] <skunkworks__> so you want to setup threads and such in the hal file.
[12:36:33] <eren_basturk> yes exactly
[12:37:32] <skunkworks__> http://www.linuxcnc.org/docs/2.5/html/man/man9/threads.9.html
[12:39:18] <skunkworks__> http://www.linuxcnc.org/docs/2.5/html/hal/tutorial.html
[12:43:11] -!- psha[work] has quit [Quit: Lost terminal]
[12:43:34] <eren_basturk> I have already read then i applied for siggen
[12:43:50] <eren_basturk> but i couldn't use it for stepgen
[12:44:34] <eren_basturk> for instance, here is the stepgen test example which i work on
[12:44:36] <eren_basturk> http://erenbasturk.com/wp-content/uploads/myproject.hal_.txt
[12:45:02] <eren_basturk> it doesn't run
[12:45:09] -!- amiri has quit [Ping timeout: 240 seconds]
[12:47:41] <eren_basturk> here is the my siggen.hal file
[12:47:43] <eren_basturk> http://erenbasturk.com/wp-content/uploads/siggen.hal_.txt
[12:47:57] <eren_basturk> it works directly when i run with halrun
[12:49:04] <eren_basturk> but stepgen is slightly different than siggen
[12:52:36] <skunkworks__> this is on the beagle bone?
[12:54:05] <skunkworks__> must be.. I don't think you will have much luck with the software stepgen on the beagle bone. You would want to use the stepgen that is in the pru.
[12:54:50] <skunkworks__> you need 2 threads - fast and slow. the beagle bone can only really handle the servo thread (1khz) and then the fast stuff is in the pru
[12:55:59] <skunkworks__> unless 500hz is fast enough..
[12:56:14] amnesic is now known as amnesic_away
[12:59:01] -!- balestrino has quit [Ping timeout: 250 seconds]
[13:00:58] -!- skunkworks_ has quit [Ping timeout: 240 seconds]
[13:01:02] <eren_basturk> yes
[13:01:36] <eren_basturk> do you have an experience on BBB pru?
[13:01:42] <skunkworks__> no :(
[13:02:32] <eren_basturk> as I see, you have an wide experience on linuxcnc
[13:02:46] <eren_basturk> and i would like to ask a question to you?
[13:03:02] <eren_basturk> i have one month experience on linuxcnc
[13:03:17] <eren_basturk> and i would like to build a 3 axis cnc machine
[13:03:49] <eren_basturk> do you think how can I complete this project?
[13:04:46] <eren_basturk> you can say estimated time :D
[13:07:54] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[13:09:08] -!- i_tarzan has quit [Ping timeout: 252 seconds]
[13:09:11] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:10:44] -!- ink has quit [Ping timeout: 255 seconds]
[13:10:50] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.250.194] has joined #linuxcnc
[13:11:28] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[13:18:21] -!- skunkworks [skunkworks!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:20:05] -!- skunkworks has quit [Remote host closed the connection]
[13:23:17] <SpeedEvil> BBB PRU seems damn near custom-made for driving steppers and stuff
[13:29:38] -!- i_tarzan has quit [Ping timeout: 255 seconds]
[13:30:25] -!- ink has quit [Ping timeout: 252 seconds]
[13:30:48] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[13:31:03] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[13:31:19] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.5.179] has joined #linuxcnc
[13:32:14] -!- jduhls_ has quit [Remote host closed the connection]
[13:35:34] -!- sirdancealot [sirdancealot!~koo5@98.82.broadband5.iol.cz] has joined #linuxcnc
[13:42:11] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[13:43:05] -!- terabyte- has quit [Quit: terabyte-]
[13:48:24] -!- mhaberler has quit [Quit: mhaberler]
[13:50:37] -!- pingufan has quit [Quit: Konversation terminated!]
[13:51:46] -!- mhaberler [mhaberler!~mhaberler@80.123.186.202] has joined #linuxcnc
[13:53:31] -!- ink has quit [Ping timeout: 252 seconds]
[13:53:59] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[13:54:42] -!- Einar [Einar!~Einar@90.149.34.108] has joined #linuxcnc
[13:55:15] <micges> SpeedEvil: probably encoder inputs also
[13:55:39] <SpeedEvil> Indeed.
[13:58:19] -!- uwe_mobile__ has quit [Remote host closed the connection]
[14:03:31] -!- Einar has quit [Quit: Leaving.]
[14:19:48] -!- mhaberler has quit [Quit: mhaberler]
[14:28:16] -!- dnaleromj [dnaleromj!~dnaleromj@98.124.126.110] has joined #linuxcnc
[14:29:27] -!- ink has quit [Ping timeout: 252 seconds]
[14:30:38] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[14:41:33] -!- skunkworks [skunkworks!~chatzilla@68-117-82-35.dhcp.eucl.wi.charter.com] has joined #linuxcnc
[14:41:59] -!- mozmck [mozmck!~moses@67.210.159.209] has joined #linuxcnc
[14:42:40] -!- Valen has quit [Quit: Leaving.]
[14:43:07] -!- jfrmilner_ [jfrmilner_!~jfrmilner@ip-77-221-174-116.dsl.twang.net] has joined #linuxcnc
[14:43:38] -!- jfrmilner has quit [Ping timeout: 255 seconds]
[14:43:38] jfrmilner_ is now known as jfrmilner
[14:46:37] -!- jfrmilner_ [jfrmilner_!~jfrmilner@ip-77-221-186-84.dsl.twang.net] has joined #linuxcnc
[14:49:53] -!- jduhls has quit [Remote host closed the connection]
[14:50:52] -!- jfrmilner has quit [Ping timeout: 265 seconds]
[14:50:52] jfrmilner_ is now known as jfrmilner
[14:54:45] -!- jduhls has quit [Ping timeout: 240 seconds]
[14:55:18] -!- Komzzpa has quit [Ping timeout: 276 seconds]
[14:55:35] -!- patrickarlt has quit [Client Quit]
[15:01:29] -!- eren_basturk has quit [Quit: ChatZilla 0.9.90.1 [Firefox 28.0/20140317233948]]
[15:03:30] -!- somenewguy_shp has quit [Ping timeout: 258 seconds]
[15:13:00] -!- narogon [narogon!~narogon@jano5.sci.uma.es] has joined #linuxcnc
[15:13:18] <narogon> hi
[15:13:30] -!- anth0ny_ has quit [Ping timeout: 276 seconds]
[15:16:17] <malcom2073> Hi
[15:16:23] -!- ink has quit [Ping timeout: 252 seconds]
[15:17:30] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[15:22:54] -!- skorasaurus has quit [Quit: WeeChat 0.4.3]
[15:31:19] -!- narogon has quit [Remote host closed the connection]
[15:31:49] -!- mhaberler [mhaberler!~mhaberler@extern-177.stiwoll.mah.priv.at] has joined #linuxcnc
[15:34:19] -!- valeech has quit [Quit: valeech]
[15:37:38] -!- ink has quit [Ping timeout: 255 seconds]
[15:38:31] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[15:39:55] -!- mhaberler has quit [Quit: mhaberler]
[15:44:49] -!- Einar [Einar!~Einar@90.149.34.108] has joined #linuxcnc
[15:46:58] <malcom2073> What does P64 tolerance actually mean for the A axis? With metric, P64 is a mm value, but the A is in degrees
[15:47:26] -!- syyl [syyl!~sg@p4FD13E88.dip0.t-ipconnect.de] has joined #linuxcnc
[15:48:42] -!- FrankZappa [FrankZappa!~z@unaffiliated/frankzappa] has joined #linuxcnc
[15:49:21] <archivist> excellent timing of your question :)
[15:49:47] -!- ink has quit [Ping timeout: 255 seconds]
[15:50:03] <cradek> it is not carefully defined, and also I don't know what the reference implementation does
[15:50:15] -!- mhaberler [mhaberler!~mhaberler@macbook.stiwoll.mah.priv.at] has joined #linuxcnc
[15:50:48] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[15:50:56] <malcom2073> archivist: I'm in -devel as well, didn't want to interrupt there though :)
[15:52:13] <malcom2073> Mainly because I don't understand half of what's going on :P But it did remind me of that question heh
[15:53:41] -!- dan2k3k4 has quit [Ping timeout: 264 seconds]
[15:53:41] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[15:54:01] -!- quiqua has quit [Quit: quiqua]
[15:56:26] <malcom2073> Forgive me for being an idiot here: when given a G1 command with multiple axis, it times things so all axis's reach their end point at the same time, right?
[15:57:13] <cradek> yes
[15:57:59] <cradek> that's what we call "coordinated" motion
[15:58:02] -!- amiri_ has quit [Read error: Connection reset by peer]
[15:59:08] <archivist> malcom2073, that is how I cut helical gears
[15:59:10] <malcom2073> Ok, another assumption: if different axis have different maximum accelerations, it accelerates them in such a way so as to not go over the maximum of any of the axis, and still maintain the path?
[15:59:23] <cradek> yes
[15:59:50] <bedah> very interesting.. please go on :)
[16:00:05] <malcom2073> So if one axis's acceleration is abnormall high (the A axis), it likely won't be achieving that acceleration, because the others would not be able to keep up?
[16:00:22] <malcom2073> max acceleration*
[16:01:12] <cradek> that really depends on the move
[16:01:43] <cradek> g0a999 certainly will; g0x.01a999 probably will too
[16:02:17] <skunkworks> it will accelerate as fast as it can without violating any of the individual axis max acceleration settings
[16:02:22] <malcom2073> Ah ok, but large linear movements with small radial movements probably won't
[16:02:31] <malcom2073> Which makes sense
[16:02:36] <cradek> yes you have a good feel for it
[16:03:08] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[16:06:52] <malcom2073> Is it possible to have different P64 path tolerance values on different axis?
[16:07:53] <malcom2073> Since the A axis has a much higher acceleration in my case, it doesn't need as large of a path tolerance as say, the X and Y to maintain a decent feed rate.
[16:07:58] <malcom2073> if I'm understanding things right
[16:08:55] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[16:10:59] -!- skunkworks has quit [Ping timeout: 250 seconds]
[16:12:12] -!- jduhls_ has quit [Remote host closed the connection]
[16:17:23] -!- jduhls has quit [Ping timeout: 265 seconds]
[16:21:19] -!- ink has quit [Ping timeout: 258 seconds]
[16:22:51] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[16:26:38] -!- miss0r has quit [Quit: Leaving]
[16:33:07] -!- deMimsy [deMimsy!62702905@gateway/web/freenode/ip.98.112.41.5] has joined #linuxcnc
[16:38:17] <deMimsy> Has anyone had an success implementing callback functions for the signal "focus-in-event" ?
[16:38:46] -!- skunkworks_ [skunkworks_!~chatzilla@68-117-82-35.dhcp.eucl.wi.charter.com] has joined #linuxcnc
[16:40:15] -!- c-bob has quit [Ping timeout: 252 seconds]
[16:40:15] -!- larryone has quit [Quit: This computer has gone to sleep]
[16:45:41] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[16:58:48] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-97-70-dynip.superkabel.de] has joined #linuxcnc
[16:59:02] <IchGuckLive> hi all B)
[17:01:24] -!- patrickarlt has quit [Ping timeout: 276 seconds]
[17:02:58] -!- mejackreed has quit [Quit: Leaving.]
[17:03:51] <IchGuckLive> malcom2073: you can change G64 Pxx as you like inaside your gcode keep in mind interpreter as above 2.5.x will read 3 lines ahead
[17:04:14] -!- somenewguy_shp [somenewguy_shp!~cnc@pool-108-7-223-232.bstnma.fios.verizon.net] has joined #linuxcnc
[17:04:44] -!- mejackreed has quit [Client Quit]
[17:04:59] <malcom2073> IchGuckLive: right, but that applies to all axis's
[17:05:33] <IchGuckLive> yes as a calculation ahead to the point is made it needs more thn one axis
[17:06:08] -!- jduhls has quit []
[17:06:22] <malcom2073> I want one axis to have less path tolerance than the others
[17:06:39] <IchGuckLive> you might change your strategie from xyz to a Rotation xyt
[17:06:50] <malcom2073> it's xyza atm
[17:08:21] <IchGuckLive> did you consider the interpreter v direct towards Rotation axis on Geometrie
[17:08:34] <malcom2073> I haven't a clue what that means :/
[17:09:03] <IchGuckLive> in the ini file you tell the interpreter the geometry prefert to use
[17:09:33] <IchGuckLive> if you stand a first it will display a better geometry and also effect the interpreters G64 behavier
[17:10:41] -!- ink has quit [Disconnected by services]
[17:10:47] <IchGuckLive> so Axyz in the display geometrie section forces the on load interpreter to get a better internel movement
[17:11:03] <malcom2073> I should say,this is a 3d printer
[17:11:07] <malcom2073> where A, is the extruder
[17:11:10] -!- kfoltman [kfoltman!~kfoltman@188.141.18.243] has joined #linuxcnc
[17:11:20] <malcom2073> So A does not affect the workpiece's orientation
[17:11:46] <IchGuckLive> ok then forgot all i said
[17:11:49] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[17:12:31] <IchGuckLive> malcom2073: what comp for the extruder are you using
[17:12:38] <malcom2073> comp?
[17:13:09] <IchGuckLive> to get the filament moving it needs a gcode or did you interact on axis movement
[17:13:43] <IchGuckLive> 3D printer has been my today spezial
[17:13:48] <malcom2073> The gcode gives it a distance in millimeters, and my steps per revolution reflect that conversion
[17:14:22] <IchGuckLive> i got a chance to get a look inside the 3D print shop here with 115 3D printer runing in one rom incredible
[17:14:52] <malcom2073> cool
[17:15:22] <IchGuckLive> 10 printers me and my students where told are only to reproduce printers
[17:15:37] <malcom2073> Eww, I </3 reprap heh
[17:15:41] -!- md-2 has quit [Quit: Leaving...]
[17:15:41] <malcom2073> not too fond of it
[17:15:48] <IchGuckLive> it has been quite hot inside
[17:15:51] <malcom2073> Hence why I'm using linuxcnc on mine
[17:16:38] <malcom2073> My system as a whole works, I'm trying to figure out why it's overextruding in the corners. Best guess I've been able to come across so far, is that the extruder acceleration isn't coming close to its maximum, because it's trying to keep in tolerance with the other axis.
[17:16:38] <IchGuckLive> the printers have been realy small about 4x4 inch table size
[17:17:02] <malcom2073> Slow extruder acceleration can lead to ove rand under extrusion when there are head velocity changes
[17:17:45] -!- alex_joni [alex_joni!~alex_joni@emc/board-of-directors/alexjoni] has joined #linuxcnc
[17:17:45] -!- mode/#linuxcnc [+v alex_joni] by ChanServ
[17:22:23] <pcw_home> you need the delay comp so the extruder can 'look-ahead"
[17:26:53] <malcom2073> pcw_home: What's that?
[17:28:54] <archivist> to remove the material travel time between extruder and place where it should be
[17:30:21] -!- valeech has quit [Quit: valeech]
[17:30:33] <SpeedEvil> If the extruder has a delay of 1s in speeding up and slowing down - then if you slow down the xy head and the extruder at the same moment, the head will continue to flow too much for a second
[17:30:56] <archivist> which reminds me of "in flight time" in a hops weighing machine I once maintained
[17:31:00] <SpeedEvil> You need to turn down the extruder 1s before the xy head slows
[17:32:41] -!- skunkworks_ has quit [Ping timeout: 264 seconds]
[17:33:01] <malcom2073> SpeedEvil: makes sense, also the extruder has pressure which wil continue to extrude for a moment even after you stop stepping it'd be good to have it lookahead like that, is that possible, or is that something that should be worked into the gcode?
[17:33:09] -!- toner has quit [Ping timeout: 240 seconds]
[17:33:23] <SpeedEvil> Well - it depends.
[17:33:35] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[17:33:42] <SpeedEvil> you can put it in gcode if the device can't do it - or it can do it itself without gcode hacks
[17:33:55] -!- bertrik [bertrik!~quassel@ip117-49-211-87.adsl2.static.versatel.nl] has joined #linuxcnc
[17:33:55] -!- bertrik has quit [Changing host]
[17:33:55] -!- bertrik [bertrik!~quassel@rockbox/developer/bertrik] has joined #linuxcnc
[17:34:08] <Connor> malcom2073: I know on steppers and reprap that they back drive the stepper to reduce the pressure.. to help eliminate fine threads across gaps and stuff..
[17:34:09] <malcom2073> Can linuxcnc do that?
[17:34:27] <malcom2073> Connor: This is on a change of acceleration though, no retracts possible
[17:34:35] <malcom2073> this isn't on a start/stop of extrusion
[17:34:46] <archivist> delay xy so the extruder has moved some material out before xy start moving
[17:34:46] <Connor> Ah. Sorry. Didn't read the whole conversation..
[17:35:56] <malcom2073> Mainly an issue when slowing down to go around a corner
[17:36:05] <malcom2073> I'm not 100% convinced that's the problem, but I'm running out of ideas :)
[17:36:33] <Connor> are you sure you have the acceleration correct on the extruder ?
[17:36:42] <malcom2073> Connor: I have it really high
[17:37:21] <Connor> You tried turning it off for the extruder ?
[17:37:35] <malcom2073> Connor: turning what off?
[17:37:43] <Connor> acceleration.
[17:37:47] <malcom2073> You can do that?
[17:37:54] <Connor> what value do you have?
[17:38:00] <malcom2073> 3000mm/second^2
[17:38:14] <Connor> in your ini file ?
[17:38:30] <malcom2073> Connor: I assume it's there, I used stepconf to make the ini file
[17:40:12] <archivist> you can also do correction on the fly, here is an example
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?LaserBeamCompensation
[17:44:42] <IchGuckLive> im off BYE
[17:44:47] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[17:46:35] -!- toner has quit [Ping timeout: 255 seconds]
[17:47:10] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[17:51:41] -!- larryone has quit [Client Quit]
[17:52:44] <witnit> _methods 4500 parts before grind with my other machine
[17:53:25] <malcom2073> archivist: Thanks, I may look into that if I feel like diving into code :/ heh
[17:54:33] <_methods> man that's really good for just coated drills
[17:54:50] -!- obix1 [obix1!~obix@96.31.101.225] has parted #linuxcnc
[17:58:43] -!- toner has quit [Ping timeout: 252 seconds]
[17:59:14] <Connor> _methods: ??
[17:59:32] <_methods> was talking to witnit
[17:59:38] <Connor> oh
[17:59:54] <_methods> he's been gettin cheap drills and getting them coated
[18:00:06] <_methods> and getting really good life out of them
[18:00:13] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[18:00:17] <Connor> Ah.
[18:00:21] <witnit> before i was getting 250 parts :P
[18:00:35] <witnit> its 5x deep too connor!
[18:00:41] <Connor> Damn. What kind of coating ?
[18:00:44] <_methods> 4500 holes is great
[18:00:45] <witnit> balzers
[18:00:47] <_methods> tialn
[18:01:24] <Connor> Who do you send them off to for coating ?
[18:01:28] <witnit> http://www.oerlikon.com/balzers/en/products-services/balinit-coatings/balinit-futura-top/
[18:01:53] <witnit> I belive the minimum order is 150, worth every penny
[18:01:58] <_methods> 4500 out of coated hss drill is pretty damn good i think
[18:02:05] <Connor> $150.00 ? or 150 units ?
[18:02:10] <witnit> $
[18:03:26] <Connor> My Dad had a .223 Gun barrel coated/treated one time.. Don't know what the coating was.. but, it increase the accuracy and kept the barrel a bit cooler... should last 10x longer too.
[18:03:28] <witnit> The coating was 28 per drill for me, I payed 25 for the drills each and they aare 41/64 diameter by about 5 inches of flute that gets coated
[18:03:38] <witnit> nice
[18:04:01] <jdh> mine is coated with chrome
[18:04:23] <jdh> (on the inside)
[18:04:42] <Connor> Yea.. it was something special they did in Oak Ridge or something...
[18:04:47] <Connor> been over 20 years ago probably.
[18:05:46] -!- bedah has quit [Remote host closed the connection]
[18:05:57] <jdh> hey, I worked in Oak Ridge 20 years ago.
[18:06:24] <jdh> damn, I must be old.
[18:06:51] <_methods> either that or you were a child sex slave there
[18:07:13] <jdh> I dont' talk about taht.
[18:07:17] <_methods> hehe
[18:07:26] -!- anth0ny__ has quit [Quit: anth0ny__]
[18:09:02] -!- dan2k3k4 has quit [Ping timeout: 265 seconds]
[18:14:25] <witnit> http://199.168.73.34/4164-1.jpg
[18:14:31] <witnit> http://199.168.73.34/4164-2.jpg
[18:16:17] <witnit> The material never did build up on the -landings- of the drill the edge broke down before the coating did. So, it seems the bootlenck is in the the drill quality now and not the coating.
[18:16:22] <witnit> bottleneck*
[18:19:03] <witnit> also the drill is getting oil from behind instead of coolant thru.
http://199.168.73.34/drill2.jpg
[18:20:05] -!- tumdedum has quit [Ping timeout: 264 seconds]
[18:20:53] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[18:21:43] -!- tumdedum [tumdedum!~tumdedum@unaffiliated/espiral] has joined #linuxcnc
[18:22:56] -!- Groguard has quit [Read error: Connection reset by peer]
[18:26:18] -!- Komzpa has quit [Remote host closed the connection]
[18:27:32] -!- zz_Groguard [zz_Groguard!~Groguard@ip68-227-240-237.ph.ph.cox.net] has joined #linuxcnc
[18:27:32] zz_Groguard is now known as Groguard
[18:27:44] -!- tumdedum has quit [Ping timeout: 255 seconds]
[18:28:23] -!- tumdedum [tumdedum!~tumdedum@unaffiliated/espiral] has joined #linuxcnc
[18:35:51] -!- patricka_ has quit [Ping timeout: 252 seconds]
[18:36:58] -!- Nick001-shop [Nick001-shop!~chatzilla@50-32-69-202.adr01.dlls.pa.frontiernet.net] has joined #linuxcnc
[18:38:47] -!- patrickarlt has quit [Ping timeout: 255 seconds]
[18:40:09] -!- lyzidiamond has quit [Remote host closed the connection]
[18:46:26] -!- toner has quit [Ping timeout: 255 seconds]
[18:47:06] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[18:57:40] -!- Komzpa has quit [Remote host closed the connection]
[18:57:53] <DaViruz> soo, what's the verdict on the 600x400 chinese cnc routers?
[18:58:07] <DaViruz> or are there any alternatives?
[18:58:10] <DaViruz> i want a nice one
[19:00:36] -!- larryone has quit [Quit: This computer has gone to sleep]
[19:00:41] -!- toner has quit [Ping timeout: 252 seconds]
[19:01:19] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[19:01:35] -!- PetefromTn_Andro [PetefromTn_Andro!~PetefromT@mfe2036d0.tmodns.net] has joined #linuxcnc
[19:08:07] -!- toner has quit [Ping timeout: 252 seconds]
[19:08:49] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[19:13:19] -!- PetefromTn_Andro has quit [Quit: Bye]
[19:15:09] -!- toner has quit [Ping timeout: 250 seconds]
[19:15:21] <jthornton> didn't know they were up for a vote
[19:16:18] * jdh votes Maybe.
[19:16:38] * jthornton votes probably not
[19:16:39] <jdh> the carving-cnc one has a better rep. .de-d00d has a random ebay one and likes it.
[19:17:09] <jdh> I actually sold a bunch of crap, got my $2000 (including shipping) and was going to buy one but I jsut can't bring myself to spend that much cash on a chinese router.
[19:17:27] <jdh> so I'm going to blow the $ on a new bike
[19:17:41] <jthornton> powered or pedal?
[19:17:45] <jdh> pedal
[19:17:56] <jthornton> must be a nice one then
[19:18:41] <jdh> well, it's expensive anyway
[19:18:46] <jdh> Specialized Roubaix
[19:19:49] <jthornton> my buddy has a Specialized mountain bike
[19:20:05] <jthornton> I just have a cheap Giant mountain bike
[19:21:00] <jdh> I have a cheap hybrid. I really have 11 more lbs to go before I buy it.
[19:21:17] <jthornton> I know that feeling
[19:24:48] <jdh> I still want the router, but that's a lot of money for chinese metal
[19:25:03] -!- tris has quit [Ping timeout: 276 seconds]
[19:25:23] <jdh> guess I'm buying chinese carbon this way.
[19:28:29] Cylly is now known as Loetmichel
[19:28:56] <skunkworks__> we have giant bikes.. (pretty decent for the price)
[19:29:13] <jdh> yeah, the Defy was a contender
[19:29:19] <jthornton> yea, I like mine
[19:29:45] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[19:30:20] <jthornton> I kept breaking the spokes on the rear wheel of my 24" one... heres your sign
[19:31:28] <witnit> Dont buy a china machine.
[19:31:32] <witnit> imo
[19:32:20] <jdh> do you have an alternative?
[19:32:26] <jdh> taht isn't "build your own from scratch"
[19:33:23] <witnit> I heard alot of talk of these machines and not once did I ever hear the words reliable, accurate, true or ridgid.
[19:33:48] <jdh> "enough"
[19:34:06] <jdh> I would plan on replacing the wiring and electronics
[19:34:25] <SpeedEvil> It does depend.
[19:34:42] <witnit> I dont know of any prebuilt systems that are affordable and of quality jdhg
[19:34:47] <SpeedEvil> If you're engraving - you've got a whole different spec to if you want to run a 5" endmill through HSS
[19:34:53] <jdh> right, so why not get teh chinese one
[19:35:04] <jdh> it's there, amazingly cheap for the parts.
[19:35:37] <jdh> I asked for a pic of the ballscrew bearing mounts a few days ago... they just said "sorry, we don't have any. I'm a sales person not an engineer"
[19:36:20] <SpeedEvil> That's the problem.
[19:36:35] <SpeedEvil> If you actually need to know that, you need to speak chinese.
[19:36:47] <SpeedEvil> And be in china, and likely be willing to actually walk into the factory
[19:37:30] <jdh> well, it costs $1500. I coudn't buy the parts for that.
[19:37:47] <jdh> I just wanted to see if it had actual metal bearing blocks.
[19:37:53] <Loetmichel> witnit: reliable: depends. had some shaft coupler break, that was all. true: after adjusting it a bit: perfect. rigid: not so much, but sufficient for milling aluminium with small carbide bits up to 1/2" so i cant complain. got a 4 axis CNC router for less than 2000 eur including shipping. and it works at the company for more than a year now without any complaints (besides the broken couplers)
[19:38:23] <Loetmichel> so _I_ am satisfied with what i got for the buck
[19:38:59] <SpeedEvil> It really depends if you are expecting flawless, or a preassembled kit
[19:39:24] <witnit> Good :)
[19:39:26] <Loetmichel> tha latter fits the machines better ;-)
[19:40:17] <Loetmichel> the only thing tant bbugs me is the free flying ball rails on the gantry
[19:40:58] <Loetmichel> there it would have been great to invest the extra 50 eur for SBRs
[19:41:11] <Loetmichel> to gain MASSIVE in rigidity
[19:41:21] <Loetmichel> but thats chi9nese construction
[19:41:51] <jdh> they are unsupported?
[19:42:15] <SpeedEvil> jdh: they have 4 rubber feet
[19:42:43] <Loetmichel> otherwise: ballscrews on all axes, no backlash at all anywhere (exept the circular axis, which has about 0,5° play in the worm drive)
[19:42:53] tjb11 is now known as tjb1
[19:42:56] <Loetmichel> jdh: in the gantry: yes
[19:43:09] <Loetmichel> the lon axis is SBR
[19:43:24] <Loetmichel> +g
[19:43:28] <jdh> and they are mounted 'outboard'? not up/down?
[19:44:11] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14682
[19:44:32] <Loetmichel> the long (x) axis ist mae with sbr
[19:44:39] <jdh> oh, that's better than what I was thinking
[19:44:57] <Loetmichel> the y axis is made with rounf bars, screwed between the gantry sideplates
[19:45:20] <Loetmichel> you can see the two black allen screws on the right
[19:45:30] <jdh> could you retrofit with SBR?
[19:45:37] <jdh> is there somethign to mount to on the back?
[19:46:06] <Loetmichel> no, only a Z-shaped 3mm extrusion ;-)
[19:46:10] <jdh> damnit, now I want to buy one again.
[19:46:22] <DaViruz> i'm really just looking touse it as a router, not a milling machine
[19:46:28] <DaViruz> i have a 4000kg VMC for that
[19:46:32] <jdh> me too. Almost all plastics
[19:46:36] <Loetmichel> DaViruz: it CAN mill aluminium, though
[19:46:48] <DaViruz> plywood and G10 mostly
[19:47:06] <jdh> you added the limits?
[19:47:11] <DaViruz> i would like to get one without electronics
[19:47:14] <jdh> is that a dust-shoe frame?
[19:47:21] <Loetmichel> DaViruz: caution, second part is LOUD->
https://www.youtube.com/watch?v=9u_ChO1AKYY
[19:47:26] <jdh> DaVirus: carving-cnc sells a frame-only (with steppers) version
[19:47:30] <Loetmichel> jdh: what?
[19:47:41] <Loetmichel> on the spindle?
[19:47:46] <jdh> yeah
[19:47:58] <Loetmichel> no, that is tha second holder for the vaccum hose when the duist shoe is mounted
[19:48:20] <Loetmichel> look at the video i just pasted, secon half is that dust shoe in action ;-)
[19:48:29] <jdh> can't really do vid here
[19:48:46] <DaViruz> Loetmichel: i didn't know you guys hade one of those, i was expecting some fancy machine based on the parts i've seen :)
[19:49:27] <jdh> what is the wood on teh sides?
[19:49:27] <Loetmichel> hrhr
[19:49:35] <Loetmichel> wood?
[19:49:55] <jdh> that's not wood in the picture?
[19:49:55] <Loetmichel> ah, the MDF
[19:50:20] <Loetmichel> look at the back: that were rails to put in some perpex as a swarf shield
[19:50:30] <witnit> Loetmichel the reason I cant justify buying a chinese cnc router is because of deals out there like this, www.ebay.com/itm/271448821780 Imagine a machine one third this size, one third its price. The deals are out there. Just need to be a little patient in the search.
[19:50:43] <DaViruz> Loetmichel: what size is that machine? the 600x400 one?
[19:50:49] -!- mejackreed has quit [Quit: Leaving.]
[19:51:02] <jdh> I'd have to buy a new place to put in that thing
[19:51:10] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14766 <- there the back and the right one are installed
[19:51:14] <DaViruz> i live in sweden, there are no such deals here.. :)
[19:51:16] <Loetmichel> yes, 6040
[19:51:38] <Loetmichel> but in reality the travel is more loke 570 by 397 ;-)
[19:51:46] <DaViruz> well not true actually, i got the vmc for something like $500
[19:51:48] <jdh> we don't get deals on moose jerky here.
[19:51:54] -!- toner has quit [Ping timeout: 240 seconds]
[19:52:25] <DaViruz> Loetmichel: that's fine though, i could probably make do with something like A4 size
[19:52:43] <jdh> the smaller 3040/3020 seem to be much lesser quality
[19:52:47] <Loetmichel> DaViruz: let me tell you: you cant
[19:52:56] <Loetmichel> jdh: MUCH lesser quality
[19:53:19] <DaViruz> yeah, that's minly why i'm looking to the 6040
[19:53:44] <Loetmichel> ah, btw: to put thins right: the cheap watercooled spindle starts to make a strange "chirping" sound sometimes in the last weeks
[19:53:47] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[19:53:58] <DaViruz> Loetmichel: the small machine i have today does like 120x350, and i make do.. :)
[19:54:01] <Loetmichel> but that is after more than a year daily use.
[19:54:15] <Loetmichel> DaViruz: i build a big one for my ex boss
[19:54:38] <Loetmichel> 1500mm*1020mm*160mm travel.... and it was STILL to slamm sometimes ;-)
[19:54:41] <Loetmichel> small
[19:54:56] <DaViruz> i'd like a plasma table of that size
[19:55:15] <Loetmichel> DaViruz: would be not goot, made tha machine out of "wood"
[19:55:17] <Loetmichel> ;-)
[19:55:29] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=4935
[19:55:48] <DaViruz> i think you could probably make it work as lon as it isn't a solid wood bed.. :)
[19:56:16] <Loetmichel> 300kg of marine grade 21mm plywood and more than one 1000pack of spax 5mm*50mm ;-)
[19:56:58] <Loetmichel> DaViruz: inside of the bed with the bottom plate removed :
http://www.cyrom.org/palbum/main.php?g2_itemId=4053
[19:57:09] <DaViruz> with clever construction 300kg of marine plywood is boud to be pretty sturdy
[19:57:20] <SpeedEvil> I've been wondering about that
[19:57:30] <SpeedEvil> But full sheet
[19:57:37] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[19:57:45] <DaViruz> Loetmichel: that looks pretty darn sturdy
[19:57:47] <SpeedEvil> yeah - geometry is way more important than material in many ways
[19:58:03] <DaViruz> you could cast concrete in it possibly :)
[19:58:07] <Loetmichel> that WAS pretty darn sturdy ;-)
[19:58:12] <DaViruz> non shrinking concrete if you want it to remain straight
[19:58:13] <SpeedEvil> That ^3 term in beam stiffness helps lots
[19:58:19] -!- skunkworks__ has quit [Read error: Connection reset by peer]
[19:58:57] <Loetmichel> the only error i made was the side walls of the gantry
[19:59:10] <witnit> http://www.ebay.com/itm/Gerber-Dimension-200-CNC-Router-Engraver-Sign-Maker-/360928455179?pt=LH_DefaultDomain_0&hash=item5409032a0b too expensive and too small?
[19:59:22] <SpeedEvil> What was the cutting capacity?
[19:59:25] <Loetmichel> and that was corrected on the even bigger version i helped making for MarkusBec ;-)
[19:59:38] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=11205
[19:59:45] <DaViruz> Loetmichel: so what would it cost me to hire you to build me one?
[19:59:47] <DaViruz> :)
[19:59:52] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=11175
[20:00:00] <Loetmichel> i am to expensive
[20:00:15] <Loetmichel> especially when travelling across europe to get to you ;.-)
[20:00:19] <SpeedEvil> Purplz.
[20:01:04] <DaViruz> i'll come pick it up, i've always wanted to visit germany anyway :)
[20:01:25] <Loetmichel> SpeedEvil: in 2 sheets 3mm thick FR4 i moved a 2mm diamnod toothed diamond dust clad bit with F2400
[20:01:40] <Loetmichel> so 6mm deep cut
[20:01:42] <DaViruz> those boxed gantry sides look nice
[20:01:52] <DaViruz> most routers i've seen have such wimpy gantry sides
[20:02:00] <SpeedEvil> Box girders are really stiff - done right
[20:02:10] <SpeedEvil> As is that central box
[20:02:46] <SpeedEvil> Twice as thick (in linear dimension as an aluminium section - and you're approaching the same stiffness
[20:02:48] <Loetmichel> the gantry and the gantry sides had a \/\/\/\/\/\/\/\/\/\/ inside before closing it
[20:03:12] <SpeedEvil> yeah - you need to understand the bending moments
[20:03:22] <DaViruz> like wellpapp
[20:03:37] <Loetmichel> but sideways
[20:04:05] <DaViruz> oh, obviously
[20:04:23] -!- skunkworks_ has quit [Ping timeout: 252 seconds]
[20:04:50] <DaViruz> either way, i think ive decided on a 6040
[20:05:38] <Loetmichel> nice thing of this construction is seen here: (notice that tere is NO lagging of the free gantry side at all!) ->
http://www.cyrom.org/palbum/main.php?g2_view=core.DownloadItem&g2_itemId=11178
[20:05:42] <Loetmichel> (avi video)
[20:06:23] * SpeedEvil sighs.
[20:06:56] <SpeedEvil> I would here link to a nice program outlining the construction of a 'proper' house using little more than a full-sheet CNC router and a hammer.
[20:07:03] <SpeedEvil> But the video has been pulled.
[20:07:28] <SpeedEvil> Basically make 8'*1'*4' boxes, which clip together.
[20:08:16] <Loetmichel> SpeedEvil: uploaded it to youtube, just for you :
http://youtu.be/KgOD4uny5wg
[20:08:17] <Loetmichel> ;-)
[20:08:43] <Loetmichel> better?
[20:08:59] -!- sudobangbang has quit [Ping timeout: 252 seconds]
[20:09:13] <Jymmm> YAY DAD!!!
http://www.guppylake.com/nsb/headjob.html
[20:09:16] <Jymmm> and the pic... PRICELESS
[20:10:11] <cradek> ok, I know what a nose job is...
[20:10:44] <DaViruz> i remember when my 400MHz celeron did youtube just fine, now my core2duo 7500 can't seem to manage
[20:11:33] <Loetmichel> DaViruz: i just installed xubuntu 12.04 on an old IBM X21
[20:11:51] <Loetmichel> (700mhz P3, 384MB ram) ... try youtube there.
[20:11:54] <Loetmichel> i did.
[20:12:02] <Loetmichel> gruesome ;-)
[20:12:26] <DaViruz> this is an x61 actually
[20:12:57] <SpeedEvil> http://vimeo.com/20103388 - CNC routed house
[20:13:01] <SpeedEvil> DaViruz: Sigh
[20:13:01] <Jymmm> Loetmichel: Impress me, install RH 4 on a X240 =)
[20:13:09] * SpeedEvil wishes there were later 4:3 thinkpasds
[20:13:37] <SpeedEvil> @1:10
[20:13:55] <Loetmichel> SpeedEvil: i have a T61p and a x60s
[20:14:05] <SpeedEvil> Loetmichel: So do I
[20:14:13] <Loetmichel> after that, lenovo made a seep decline in my opinion
[20:14:19] <Loetmichel> steep
[20:14:55] <DaViruz> with super-glossy widescreen monitors
[20:14:59] <SpeedEvil> :/
[20:15:17] -!- mejackreed has quit [Ping timeout: 264 seconds]
[20:16:07] <SpeedEvil> Loetmichel: that is damn near a clone of what i was thinking of making - though I hadn't seen any similar machine
[20:16:10] <cradek> I don't understand the glossy
[20:16:28] <SpeedEvil> They are higher contrast if you can set them up right
[20:16:45] <cradek> but who cares if you can only see your own face
[20:16:53] <SpeedEvil> Indeed
[20:17:05] <SpeedEvil> Stupid hack for tablets.
[20:17:16] <SpeedEvil> Wear a black t-shirt, tilt it so that that reflects.
[20:17:50] <cradek> I only sort-of understand tablets
[20:18:15] <SpeedEvil> They are great for consumption.
[20:19:28] <Loetmichel> 7" tablets are great as "tacke it with me everywhere" conputers
[20:19:40] <Loetmichel> because they fit the jackets inner pocket
[20:19:42] <cradek> my phone is that, and it goes in my pocket
[20:19:52] <Loetmichel> but the bigger ones are a bit less useful
[20:19:54] <cradek> it has internet all the time
[20:19:57] <Loetmichel> i have my share of them...
[20:20:01] <_methods> it's my shitter computer
[20:20:13] <_methods> my poop top lol
[20:20:14] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13406
[20:20:47] <cradek> there's probably a size of rectangle you don't have yet
[20:20:49] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14274 <- aaand this one
[20:20:54] <_methods> i use my old nexus7 as a remote control for my htpc stuff and streaming to my chromcast too
[20:21:01] <DaViruz> many of my friends prefer phones and tablets for everyday web browsing to computers
[20:21:11] <DaViruz> personally i can't stand phone browsers
[20:21:19] <DaViruz> but i guess i'm old and grumpy
[20:21:33] <Loetmichel> ... aaand this one:
http://www.cyrom.org/palbum/main.php?g2_itemId=14418
[20:21:34] <Loetmichel> ;-)
[20:22:02] <SpeedEvil> I question the use of a 10" tablet - but 7" is a nice spot
[20:22:14] <SpeedEvil> I would really like a decent 4:3 12" notebook
[20:22:17] <Loetmichel> DaViruz: of course i have a samsung note on my belt
[20:22:18] <SpeedEvil> - x60s
[20:22:18] <_methods> my 10" one is my book basically
[20:22:24] <_methods> i keep it on the night stand
[20:22:42] <SpeedEvil> I find reading on 7" quite enough - 10" would just be harder to hold
[20:22:52] <SpeedEvil> - unless it's got complex diagrams - then it's limited
[20:22:53] <Loetmichel> SpeedEvil: ask my wife
[20:22:55] <_methods> well i used to use the 7" for the book
[20:22:59] <Loetmichel> on my nightstand is the acer
[20:23:03] <_methods> but replaced with 10
[20:23:06] <Loetmichel> on hers is a chinese 10"
[20:23:13] <_methods> i'm diggin the extra room
[20:23:27] <Loetmichel> ... which is why she has a problem with her wrists at the moment
[20:23:28] <SpeedEvil> Android is depressingly limiting
[20:23:41] <DaViruz> so your wife prefers 10" to 7"? frankly that's a bit too much information
[20:23:44] <_methods> never heard that complaint lol
[20:24:10] <SpeedEvil> Well - Loetmichel was just bragging on his 48" tool.
[20:24:28] <DaViruz> (i hope i didn't cross a line) :)
[20:24:32] <Loetmichel> (too much mahjong in bed)=
[20:25:34] <Loetmichel> DaViruz: 10"? can you even see that? ;-)
[20:26:19] <DaViruz> sure, unless the belly is in the way :)
[20:26:43] <Loetmichel> DaViruz: YOU are old and grumpy? what i am supposed to say then??
[20:27:02] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14295 <- thats me at the company ;-)
[20:27:41] <DaViruz> just imagine how grumpy i will be when i get old for real
[20:28:11] -!- FreezingCold has quit [Ping timeout: 258 seconds]
[20:28:19] -!- toner has quit [Ping timeout: 252 seconds]
[20:29:33] <DaViruz> about 1600 eur shipped for a 6040 from the uk
[20:29:38] <DaViruz> that's cheaper than i thought
[20:29:56] -!- toner [toner!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[20:30:16] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[20:31:46] <DaViruz> Loetmichel: does the central X drive work well? no binding and such when working at the ends of Y travel and such?
[20:32:05] <DaViruz> maybe i just mixed up X/Y
[20:32:07] <Loetmichel> no binding, no bending as far as i can tell
[20:32:32] <Loetmichel> x and y depemds on the way you mount it in front of you ;-)
[20:32:52] -!- skunkworks_ [skunkworks_!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[20:32:53] <DaViruz> i tend to call the long axis x, but it seems they call it y
[20:33:13] <DaViruz> probably some router convention
[20:33:19] <Loetmichel> DaViruz: depends on where you sit ;-)
[20:33:28] <Loetmichel> if you sit on the sort side long is y
[20:33:46] <Loetmichel> if you sit on the long side like me, long is x ;-)
[20:35:44] <DaViruz> i'm gonna need a larger hobby room
[20:37:18] -!- deMimsy has quit [Ping timeout: 240 seconds]
[20:38:55] <Deejay> gn8
[20:39:04] <Loetmichel> DaViruz: tell me about it
[20:39:05] -!- lyzidiamond has quit [Read error: Connection reset by peer]
[20:39:12] -!- Deejay has quit [Quit: bye]
[20:39:30] <SpeedEvil> DaViruz: See my vimeo link - get your CNC router up and running, and buy a stack of ply
[20:39:49] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=9033&g2_imageViewsIndex=2 <- thats a 360 of my (messy) hobby room ;-)
[20:40:23] <Loetmichel> SpeedEvil: we are not in southern califonia. over here there is something called "weather"
[20:40:47] <Loetmichel> that probits 1:1 plywood kits of houses to be build
[20:40:52] <SpeedEvil> WBP is good for a surprising amount of weather, just painted
[20:40:53] <Loetmichel> +hi
[20:40:57] <DaViruz> yeah i don't think i'd trust that to swedish climate :)
[20:41:05] <SpeedEvil> Though you can clad it of course
[20:41:28] <Loetmichel> in "good old europe" houses tend to be mace from concrete and bricks ;-)
[20:41:33] <Loetmichel> ... for a reason ;-)
[20:41:40] <SpeedEvil> History.
[20:41:41] <Loetmichel> made
[20:42:10] -!- valeech has quit [Quit: valeech]
[20:42:18] <SpeedEvil> Well - Beeeg CNC concrete mixer and printer :)
[20:42:48] <SpeedEvil> https://www.youtube.com/watch?v=-yv-IWdSdns
[20:43:14] <Loetmichel> and if they are made from wood ( i was born in the "bergisch land" area of germany, so i know a LOT of half-timber houses) they are made of massive beams instead of plywood ;-)
[20:44:10] -!- tom_R2E3 [tom_R2E3!~tom@176.254.7.250] has joined #linuxcnc
[20:44:12] <SpeedEvil> I'm more thinking of passivehaus type designs, rather than traditional
[20:44:25] <DaViruz> Loetmichel: true, i don't really need a larger hobby room, i need a better sense of orderlyness
[20:44:30] <DaViruz> mine is strikingly similar
[20:44:56] <DaViruz> i need to learn to throw stuff away as well
[20:45:19] <DaViruz> "i just know i will find a use for this box of 20 ISA network cards one day!"
[20:45:38] -!- mejackreed has quit [Ping timeout: 240 seconds]
[20:45:45] <SpeedEvil> DaViruz: 10base2?
[20:46:29] <SpeedEvil> they usually have isolated 5V-9V converters, which can be useful
[20:46:35] <DaViruz> most of them are 10base-t, 10base2 and aui combos
[20:47:09] <DaViruz> (3x509 i believe)
[20:47:12] <DaViruz> 3c
[20:47:21] <DaViruz> SpeedEvil: oh.
[20:47:27] <Loetmichel> DaViruz: i think my box holds about 15 of these ;-)
[20:47:39] <Connor> I love 3com Ethernet Cards.. they rocked
[20:47:45] <Loetmichel> abd about 2 dzn 100mbit pci ;-)
[20:48:26] <DaViruz> i have a 200mbps internet connectino and a 100mbps nic
[20:48:30] <DaViruz> that's a bit silly
[20:48:45] <Connor> 200Mbps Intenet Connection? WTF ?
[20:49:06] <SpeedEvil> My internet could easily fit down one of those ISA NICs :/
[20:49:16] <DaViruz> the house next door has 1000mbps
[20:49:22] <DaViruz> (per apertment)
[20:49:25] <Connor> Where do you live ?
[20:49:29] -!- toner has quit [Ping timeout: 252 seconds]
[20:49:30] <DaViruz> sweden
[20:49:35] <Connor> AHH.
[20:50:38] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[20:52:22] <Loetmichel> DaViruz; geniue envy over here ;-)
[20:53:38] <DaViruz> i don't really care much, as long as it's flatrate i'm fine
[20:53:40] <_methods> yah i thought i was doing good with 50
[20:54:27] <Connor> Unlimited is going the way of the doodoo in the US.. Damn greedy a$$ sons of b!tche$
[20:55:25] <DaViruz> the latest craze here is internet through the crappy celluar network
[20:55:45] <DaViruz> all the providers advertise it like crazy, even though they can't handle the traffic and it doesn't work
[20:56:16] <DaViruz> hell you can't even get a phone call through half of the time
[20:56:47] <DaViruz> probably works better in the larger cities though, live in a really small town
[20:57:13] <Connor> your internet via Fibre, Cable, or DSL ?
[20:57:27] <DaViruz> cable
[20:57:29] -!- FinboySlick has quit [Quit: Leaving.]
[20:57:41] <Connor> what's the upload speed?
[20:57:49] <DaViruz> 20mbps i think
[20:57:53] -!- ink has quit [Ping timeout: 264 seconds]
[20:58:21] <DaViruz> we could get fibre, but the average age in this apertment building is probably something like 70, and we need a majority
[20:58:35] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[20:58:43] <Connor> Mine is 35mb down/ 6mb up
[20:59:01] <Connor> and I have a backup DSL link which is 1.5mb / 384k
[20:59:11] <Loetmichel> wah
[20:59:20] <DaViruz> i was on 24/8 until about a year ago
[20:59:38] <DaViruz> i didn't realize i could upgrade, and even after i did i didn't really bother for a few months
[20:59:42] <Loetmichel> i am in the middle of germany, in 10km distance to frankfurt am main... and all i get is 16M down/1m up :-(
[21:00:19] <Connor> I remember the days of ISDN.. 64k and 128k .. Wohoo!
[21:00:31] <DaViruz> a friend of mine had isdn
[21:00:34] <DaViruz> i was sooo envious
[21:00:53] <Loetmichel> i still have
[21:00:58] <DaViruz> dual phone lines so he could use internet without locking up the phone
[21:01:09] <Loetmichel> because of two "real" telephone lines
[21:01:20] <Connor> I was Senior Sys Admin for a local ISP.. I remember when we upgraded from ISDN (providing dialup for like 4 or 5 modems) to a T1..
[21:01:30] <Loetmichel> because my wife works from home on the telephone
[21:02:00] <Connor> and then later on went to 2 then 3 T1's then finally a T3.
[21:02:54] <DaViruz> i worked a little for a local isp tat set up wireless network links
[21:03:02] <DaViruz> to households
[21:03:36] <DaViruz> when the 802.11 specification was still just a draft, and we pretty much had prototype equipment
[21:03:49] <Connor> Yup.. I did it all except for Cable... I did.. Analog, ISDN, T1, T3, Wireless..
[21:04:10] <Connor> Fractional T1's, PRI's...
[21:04:11] -!- balestrino [balestrino!~balestrin@host230-5-dynamic.17-87-r.retail.telecomitalia.it] has joined #linuxcnc
[21:04:14] <DaViruz> but at least it got me out of the 56k dark ages.. :)
[21:04:18] <Loetmichel> hrhr
[21:04:20] <Connor> DSL, ATM..
[21:04:30] <DaViruz> until DSL started to appear
[21:04:32] <Loetmichel> userfriendly.org comes to mind, DaViruz
[21:06:25] -!- tom_R2E3 has quit [Remote host closed the connection]
[21:08:41] -!- ink has quit [Ping timeout: 250 seconds]
[21:09:16] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[21:10:41] <DaViruz> the nostalgia
[21:11:43] <Connor> Yup.
[21:12:28] -!- phragment_ has quit []
[21:13:48] -!- ink has quit [Ping timeout: 258 seconds]
[21:14:35] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[21:16:22] <DaViruz> This item already be equiped NEW 1605 ball screws. Anti-blackflash,
[21:16:30] <DaViruz> wow, anti-backflash, i got to have one!
[21:21:28] -!- zmi [zmi!~zmi@190.205.253.200] has joined #linuxcnc
[21:22:09] <Loetmichel> hrhr
[21:22:17] <Loetmichel> but the ballscrews are good
[21:23:50] <zmi> hello, i could install linuxcnc i can see the program now i have other problem i think ubuntu no working well the video i mean screem no good resolution and i cant connecty to internet no wifi no nothing
[21:25:01] -!- patrick__ has quit [Remote host closed the connection]
[21:28:44] -!- valeech has quit [Quit: valeech]
[21:31:16] -!- mhaberler has quit [Quit: mhaberler]
[21:32:21] -!- chillly has quit [Quit: Leaving]
[21:40:11] <zmi> caphindsight i could installed but no working well i have other problems
[21:40:34] -!- almccon has quit [Ping timeout: 240 seconds]
[21:41:18] -!- ink has quit [Ping timeout: 240 seconds]
[21:42:23] -!- Einar has quit [Quit: Leaving.]
[21:43:43] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[21:51:51] <zeeshan> DaViruz: they are bad ass :D
[21:52:17] -!- balestrino has quit [Ping timeout: 252 seconds]
[21:54:20] <zmi> install ubuntu 12.04 linuxcnc3-i386, seems to have no network drivers, the screen does not look good, I did this,
[21:54:20] <zmi> sudo ipconfig-a
[21:54:20] <zmi> sudo ipcongif pan0 up
[21:54:20] <zmi> also this other pppoeconf sudo command does not work either. any solution?
[21:58:04] -!- mejackreed has quit [Quit: Leaving.]
[22:01:44] -!- FreezingCold has quit [Ping timeout: 245 seconds]
[22:03:18] <zeeshan> bah
[22:03:27] <zeeshan> gotta learn a completely new software for acaedmic research
[22:03:28] <zeeshan> abaqus
[22:03:40] <zeeshan> looks nicer than ansys, but damn it, gotta relearn :{
[22:03:46] <zeeshan> grrr
[22:04:06] <_methods> that's good
[22:04:19] <zeeshan> nahh man
[22:04:23] <zeeshan> means ill be useless for a month
[22:04:36] <_methods> took me a long time to figure out that all cad/cam programs do the same thing
[22:04:44] <_methods> they all draw circles, points, and lines
[22:04:49] <zeeshan> thats true for cad cam
[22:04:52] <zeeshan> not finite element analysis
[22:05:01] <_methods> they all do the same thing too
[22:05:07] <zeeshan> no
[22:05:23] <zeeshan> abaqus has some advanced algorithms from non-linear problems
[22:05:26] <zeeshan> and visco-elastic modelling
[22:05:42] <zeeshan> that i can complement with experimental data
[22:05:50] -!- thomaslindstr_m has quit [Quit: Leaving...]
[22:05:53] <zeeshan> and write a subroutine in python to interact w/
[22:06:42] <zeeshan> the best way i can compare the two is like this
[22:06:50] <zeeshan> Matlab vs excel
[22:06:51] <zeeshan> both can do the same stuff
[22:06:58] <zeeshan> but matlab can do it better and get more advanced!
[22:08:30] <_methods> autocad vs catia
[22:08:42] <_methods> circles, lines, points
[22:08:51] <zeeshan> youre comparing 2d w/ 3d!
[22:08:52] <zeeshan> :P
[22:09:02] <_methods> all boils down the same
[22:09:13] <_methods> all your fea programs do is add and subtract
[22:09:22] <zeeshan> wut
[22:09:37] <_methods> lol you kids
[22:10:03] <_methods> one day you'll look back at this and go oh shit he was right
[22:10:34] <zeeshan> i've used solidworks, inventor, siemens nx
[22:10:43] <zeeshan> and i can tell you confidentally, they're not equally the same
[22:11:28] <_methods> haha
[22:11:28] <zeeshan> solidworks and ansys communicate parametrically
[22:11:33] <zeeshan> whereas inventor and ansys cant
[22:11:47] <zeeshan> so i can change a bolt size parametrically
[22:11:58] <zeeshan> it'll regenerate the model in solidworks, update ansys
[22:12:00] <_methods> you're getting wrapped around the axle man
[22:12:09] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-159-179-136.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[22:12:11] <zeeshan> and bam rerun the analysis in one click!
[22:12:20] <DaViruz> i do all my cad with bara equations with pen and paper
[22:12:24] <DaViruz> it's all just math anyway
[22:12:30] -!- valeech has quit [Client Quit]
[22:12:36] <_methods> ^^
[22:12:36] <zeeshan> DaViruz: you should get fired if you work at a company!
[22:12:37] <zeeshan> :P
[22:12:44] -!- kfoltman has quit [Ping timeout: 255 seconds]
[22:12:55] <_methods> addin and subtractin
[22:12:58] <DaViruz> i do, but they can't fire me
[22:13:03] <DaViruz> i'm the only onie who does cad
[22:13:37] <zeeshan> _methods lets see some of your work
[22:13:41] <zeeshan> mr. + and -
[22:13:52] <DaViruz> you should see when i do CAM
[22:13:53] <zeeshan> thats your new nickname :P
[22:13:55] <_methods> what work
[22:13:59] -!- ink has quit [Ping timeout: 258 seconds]
[22:14:02] <zeeshan> fea work
[22:14:08] <_methods> i don't do fea
[22:14:09] <zeeshan> or cad
[22:14:25] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[22:14:34] <zeeshan> then how can you make comment about how similar the software is?
[22:14:46] <zeeshan> that its like adding and subtracting
[22:14:48] <DaViruz> welcome the the internet, where anyhing is possible
[22:14:51] <_methods> because it is
[22:14:52] <zeeshan> that's just a belittling comment
[22:15:22] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[22:15:27] <_methods> it's not belittling
[22:15:32] -!- bertrik has quit [Remote host closed the connection]
[22:15:36] <_methods> don't over think it man
[22:15:38] <zeeshan> it is especially when you don't have any background in it
[22:15:44] <_methods> you'll be happy you learned new software
[22:15:49] <_methods> or you
[22:16:08] <ds3> isn't inventor NURBs based?
[22:16:08] <_methods> where do you work?
[22:16:37] <zeeshan> as of today
[22:16:42] <_methods> yeah
[22:16:55] <zeeshan> mcmaster innovation park
[22:17:00] <zeeshan> specifically mcmaster automotive resource center
[22:17:02] <_methods> whatever i really don't care i'm not gonna get in a pissin match
[22:17:10] <ds3> that would along make inventor not compareable to solidworks
[22:17:36] <zeeshan> ds3 i think youre thinking of autodesk alias
[22:17:42] <DaViruz> this discussion seems NERD based
[22:17:51] <_methods> ^^
[22:18:15] <ds3> zeeeshan: is alias what they used to call 123D?
[22:18:31] <ds3> I do get the autodesk stuff mixed up though
[22:18:32] <zeeshan> wassat
[22:21:13] <zeeshan> inventor, solidworks and most of the main stream modelling use 'brep'
[22:21:16] <zeeshan> 'boundary representation'
[22:21:29] <zeeshan> limit based approach
[22:21:42] <zeeshan> nurbs modelling is wayyyy more advanced :P
[22:22:02] <zeeshan> all based on basis functions
[22:22:10] <zeeshan> i remember having to do it by hand, it sucked
[22:22:45] <zeeshan> actually now that i think about it
[22:22:58] <zeeshan> i bet inventor, solidworks and the big boys use some propiertary stuff
[22:23:02] <zeeshan> that we'll never know about :P
[22:24:27] -!- ink has quit [Ping timeout: 276 seconds]
[22:24:32] <CaptHindsight> is there any other CAD software other than NX? :)
[22:24:56] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[22:25:02] <_methods> people still use nx
[22:25:10] <_methods> lol
[22:25:18] <ds3> http://www.123dapp.com/
[22:25:24] <ds3> that's the free offering from autodesk
[22:25:29] <ds3> AFAIK, it is NURBs
[22:25:45] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[22:26:02] <zeeshan> wow
[22:26:04] <zeeshan> they make a free software!
[22:26:05] <zeeshan> nice
[22:26:24] <ds3> Caveat - I was never able to get it to work on any system of mine
[22:26:35] <zeeshan> oh god
[22:26:38] <zeeshan> it looks so similar to alias
[22:26:39] <zeeshan> please kill me
[22:26:58] <ds3> tried it on an intel graphics card, nVidia graphics card, and that bastard graphics card from imagination
[22:26:59] <zeeshan> definitely looks nurbs based
[22:27:04] <zeeshan> i can tell by the way the curves look
[22:27:17] <ds3> heh
[22:27:18] <zeeshan> you can tell the surfaces are generated by b-rails
[22:27:28] <CaptHindsight> everything I come across is either NX or Catia, oh and the industrial designers still prefer Creo/ProE
[22:27:30] <ds3> if I wanted nurbs, I'd go with rhino
[22:27:59] <_methods> haha i didn't even know they changed their name to creo
[22:28:00] <zeeshan> i had to draw a car body using alias
[22:28:05] <zeeshan> nurbs modeling SUX!
[22:28:06] -!- tjb1 has quit [Ping timeout: 265 seconds]
[22:28:12] <zeeshan> ill never do it!!
[22:28:20] <_methods> i kept sayin proe to some guy and he was like wtf are you talkin about
[22:28:46] <ds3> but nurbs models are more 'organic'
[22:28:46] <CaptHindsight> http://www.ptc.com/product/creo/
[22:28:47] <ds3> :D
[22:28:52] <zeeshan> yea man
[22:28:52] -!- FrankZappa has quit [Quit: cnc]
[22:28:57] <zeeshan> you can make some amazing stuff in it
[22:29:02] <zeeshan> but it takes an artist
[22:29:07] <zeeshan> im no artist
[22:29:11] <zeeshan> =D
[22:29:14] -!- ink has quit [Ping timeout: 240 seconds]
[22:29:26] <ds3> what is that stuff that animators use? blender is suppose to based off that
[22:29:33] <DaViruz> i got a solid model once to manufacture
[22:29:34] <ds3> is that nurbs?
[22:29:38] <DaViruz> from a guy who is an amazing 3d artist
[22:29:40] <zeeshan> no idea
[22:29:57] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[22:30:15] <DaViruz> but his methods didn't really lend themselves to exactly defining the shape of something
[22:30:44] <DaViruz> (he does tv stuff normally)
[22:32:06] <ds3> hmmm so it wasn't me... it was irritating trying to draw stuff in rhino
[22:33:18] -!- zmi has quit [Quit: Saliendo]
[22:37:32] <zeeshan> MSI GT70 2OL
[22:37:34] <zeeshan> wtf
[22:37:36] <zeeshan> cad laptop $5499
[22:37:37] <zeeshan> haha
[22:37:56] <zeeshan> thats a bit out of my budget. :{
[22:38:13] tjb11 is now known as tjb1
[22:38:23] -!- skunkworks_ has quit [Ping timeout: 250 seconds]
[22:40:07] -!- gambakufu has quit [Ping timeout: 250 seconds]
[22:41:28] <zeeshan> for that much money, im gonna grab my computer mid-tower case around
[22:41:28] <zeeshan> !
[22:44:21] -!- The_Ball has quit [Ping timeout: 252 seconds]
[22:46:44] -!- mejackreed has quit [Quit: Leaving.]
[22:58:03] -!- kfoltman [kfoltman!~kfoltman@188.141.18.243] has joined #linuxcnc
[23:01:06] <CaptHindsight> zeeshan: I think that they mean a laptop designed with CAD. Otherwise it would be silly to say that the laptop is specifically designed to run CAD applications.
[23:01:21] <zeeshan> well
[23:01:29] <zeeshan> that video card is priorpietry cad card
[23:01:56] <CaptHindsight> NVIDIA® Quadro® K4100M
[23:03:33] <CaptHindsight> for the right price I'll be happy to integrate any of the FirePro cards into your laptop
[23:03:41] <CaptHindsight> http://www.amd.com/en-us/products/graphics/workstation
[23:06:37] <CaptHindsight> http://www.nvidia.com/object/mobile-workstation-gpus.html I see that they use these MXM GPU cards
[23:07:23] <jp_mill> what gives better higher speed torque bipolar series or parallel?
[23:08:27] <CaptHindsight> parallel if they wound it properly
[23:10:00] <CaptHindsight> sorry I was backwards
[23:10:08] <CaptHindsight> http://www.designworldonline.com/improving-high-speed-performance-of-hybrid-stepper-motors/
[23:10:30] <CaptHindsight> more voltage, not current, increases the torque above the critical step rate.
[23:11:38] <CaptHindsight> but at higher speeds parallel
[23:12:29] <CaptHindsight> http://www.designworldonline.com/uploads/ImageGallery/apr-mc-9a.jpg
[23:12:56] <CaptHindsight> http://www.designworldonline.com/uploads/ImageGallery/apr-mc-8a.jpg
[23:13:15] <CaptHindsight> http://www.designworldonline.com/uploads/ImageGallery/apr-mc-7a.jpg
[23:14:11] <jp_mill> thanks
[23:14:36] <CaptHindsight> zeeshan: they sure mark that laptop up after adding that GPU module
[23:14:56] <zeeshan> yea =/
[23:15:12] <zeeshan> CaptHindsight: build me a laptop with firepro + i7
[23:15:13] <zeeshan> 1000$
[23:15:14] <zeeshan> !
[23:15:47] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:15:53] -!- lyzidiamond has quit [Remote host closed the connection]
[23:16:02] <CaptHindsight> zeeshan: whats the rule of thumb for fuel injector lbs or Kg/hr vs HP?
[23:16:23] <zeeshan> 1lbs/hr = 10hp
[23:16:55] -!- patrickarlt has quit [Remote host closed the connection]
[23:20:46] -!- lyzidiamond has quit [Remote host closed the connection]
[23:22:13] <PetefromTn_> Ever have one of those days....??
[23:23:30] <PetefromTn_> Ya know one of those days where you think you would rather cut off both of your arms then go back to work again at your workplace...LOL
[23:24:07] <PetefromTn_> well....today was one of those days for me.
[23:24:11] <zeeshan> =/
[23:24:14] <zeeshan> what happened
[23:24:28] <PetefromTn_> Oh nothing bad really...
[23:24:44] <PetefromTn_> just a really frustrating day and everyone was feeling it over there.
[23:25:09] -!- ink has quit [Ping timeout: 252 seconds]
[23:25:12] <PetefromTn_> Lots of stupid mistakes by everyone and materials being misordered or forgotten to order.
[23:25:35] <PetefromTn_> tools and cutters not ordered for jobs that needed it.
[23:25:51] <PetefromTn_> Everything is late and everything is hurry hurry
[23:26:00] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[23:26:04] <PetefromTn_> and they expect you to perform miracles.
[23:26:25] <PetefromTn_> with dull tools and improper fixtures and no time to do it in.
[23:27:08] <PetefromTn_> It was just one of those days that makes me really think about just how important to me making my own shop work is.
[23:27:46] <PetefromTn_> So I do not have to rely on other people to determine my destiny.
[23:28:07] <PetefromTn_> Maybe I am just venting here but it is what it is.
[23:28:07] <zeeshan> PetefromTn_: when you leave
[23:28:14] <zeeshan> make sure you leave with a couple of end mills
[23:28:16] <zeeshan> and measuring tools :D
[23:29:04] <PetefromTn_> naah man I will just leave and smile.
[23:29:15] <PetefromTn_> Actually I WILL be leaving for the summer
[23:29:38] <PetefromTn_> I do not wish to pay for ridiculous day care prices so someone else can take care of my kids.
[23:30:15] <PetefromTn_> I have some prospects for parts to make on my machines that will hopefully allow me to make what I need to.
[23:30:38] <PetefromTn_> If it does not work out I can always take another custom cabinet job and build it in my shop.
[23:31:08] <PetefromTn_> Always have people wanting me to build custom kitchens or built ins for them.
[23:31:43] <PetefromTn_> I ordered that damn Kurt Vise yesterday evening and did not receive a verification email from the seller yet.
[23:32:00] <PetefromTn_> I expected to get something from them once business opened today.
[23:32:15] <zeeshan> PetefromTn_: i dont even know why you left cabinet making
[23:32:17] <PetefromTn_> they do have 100 percent positive feedback so I am not worried.
[23:32:20] <zeeshan> i thought that profession had $$$$$
[23:32:28] <zeeshan> cause only the 'big boys' want fancy cabinets
[23:32:29] <zeeshan> :D
[23:32:45] <PetefromTn_> I did it for over 20 years man.
[23:32:49] <PetefromTn_> Needed a break LOL
[23:33:03] <PetefromTn_> honestly I really like CNC machining and making cool parts.
[23:33:11] <PetefromTn_> Just trying to turn it into a living of some sort.
[23:33:32] -!- AR__ [AR__!~AR@24.238.71.107.res-cmts.sth2.ptd.net] has joined #linuxcnc
[23:33:41] <zeeshan> i hope it works out
[23:33:42] <zeeshan> !
[23:33:46] <PetefromTn_> I can always make custom cabinets but my shop is not really large enough to do what I need to.
[23:34:00] <PetefromTn_> me too LOL
[23:34:05] <PetefromTn_> no guarantees.
[23:34:13] -!- kfoltman has quit [Quit: zzzZZZZzzz]
[23:34:20] <PetefromTn_> but I do enjoy it and have made some cool stuff already.
[23:34:33] <PetefromTn_> Got a couple more orders today for parts I made before.
[23:35:05] <PetefromTn_> and some parts I am desigining for that race shop has the potential to sell quite a bit hopefully.
[23:35:28] <PetefromTn_> Crossing my fingers guys like you that are RX7 junkies will not be able to live without it hehehe
[23:35:47] <PetefromTn_> plus it can be adapted to fit other tuner cars relatively easily.
[23:36:03] <PetefromTn_> what are you up to?
[23:36:36] -!- ink has quit [Ping timeout: 276 seconds]
[23:36:50] <CaptHindsight> it's either management or customers
[23:37:00] <zeeshan> getting organized for the new job/masters
[23:37:06] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[23:37:31] -!- Aero-Tec [Aero-Tec!Aero-Tec4@d75-156-0-44.bchsia.telus.net] has joined #linuxcnc
[23:37:41] <PetefromTn_> nice.
[23:37:48] <PetefromTn_> how long til you are there?
[23:38:00] <zeeshan> monday next week
[23:38:11] <zeeshan> prof gave me the grand tour today
[23:38:13] <zeeshan> its interesting stuff
[23:38:34] <zeeshan> i wanna learn more!
[23:39:15] <PetefromTn_> always nice to learn new stuff especially if you are interested in it of course.
[23:40:19] <zeeshan> apparently ill be researching in a topic with not much research done to it before
[23:40:22] <zeeshan> for 3M
[23:40:35] <zeeshan> i wish he gave me more details
[23:40:44] <zeeshan> he gave me like 150 pages of journal articles to read
[23:40:46] <zeeshan> =/
[23:41:10] <PetefromTn_> better than breakin rocks man. enjoy it.
[23:41:36] <zeeshan> i wanna just dive into doing sdomething
[23:41:37] <zeeshan> not read
[23:41:37] <zeeshan> haha
[23:41:38] -!- GJdan has quit [Ping timeout: 240 seconds]
[23:41:44] <zeeshan> make some dies!
[23:41:51] <PetefromTn_> yeah I know how you feel.
[23:42:21] <PetefromTn_> At work I really enjoy the programming and Cad Cam work but sometimes like today just gotta make parts... boring repetitive parts.
[23:42:42] <zeeshan> unfortunately most jobs are like that
[23:42:44] <zeeshan> production ones
[23:42:56] <zeeshan> at least you get variations
[23:42:57] <PetefromTn_> thats the thing, this is not a production shop.
[23:43:05] <zeeshan> at gates it was a frigging f150 trans pump stuff
[23:43:07] <PetefromTn_> we make anything and everything.
[23:43:07] <zeeshan> EVERYDAY!!!
[23:43:22] <PetefromTn_> which is the only reason I am still there.
[23:43:43] <PetefromTn_> I have learned a great deal just watching and doing different parts every day.
[23:44:10] <PetefromTn_> For them a production run is like 3-500 parts.
[23:44:32] <PetefromTn_> not many thousands day in and day out like a production shop.
[23:44:47] <PetefromTn_> That would drive me absolutely insane.
[23:44:49] <zeeshan> we made 700 a day
[23:44:53] <zeeshan> but it was the same thing :P
[23:45:00] <PetefromTn_> yeah man I CANNOT do that.
[23:45:06] <zeeshan> thank god i wasn't a machine operator
[23:45:07] <zeeshan> !
[23:45:09] <PetefromTn_> I am not made for that kinda work.
[23:46:18] <PetefromTn_> I tell my wife about how it sucks when we do a small production run and she says she would actually enjoy NOT having to think just do something that makes the time go by.
[23:46:40] <PetefromTn_> I am like I could not stand it I have to be thinking and doing something or I go nutz.
[23:46:51] <zeeshan> lol
[23:46:56] <zeeshan> how can she enjoy that
[23:46:59] <zeeshan> thats robotic work
[23:47:00] -!- syyl has quit [Ping timeout: 276 seconds]
[23:47:01] <PetefromTn_> I dunno...
[23:47:08] -!- ink has quit [Ping timeout: 258 seconds]
[23:47:11] <zeeshan> and robotic means person's replaceable
[23:47:11] <PetefromTn_> some people like that kinda work tho.
[23:47:20] <PetefromTn_> I do not know how.
[23:47:31] -!- ink [ink!~ink@c-71-198-91-97.hsd1.ca.comcast.net] has joined #linuxcnc
[23:48:10] <PetefromTn_> for me I am sure at some point I will have some kinda light production work in the shop but I think it is easier when you know you are making good money with the parts runs.
[23:48:25] -!- anth0ny_ has quit [Quit: anth0ny_]
[23:48:49] <PetefromTn_> I look at it like when I made custom cabinets.
[23:49:13] <PetefromTn_> There are times when you just have to hand sand doors all damn day long to get the job done but once it is done you get the paycheck.
[23:49:33] <zeeshan> ;]
[23:49:33] <PetefromTn_> It is what it is.
[23:49:53] <zeeshan> at least at home
[23:49:56] <zeeshan> you just gotta push a button!
[23:50:02] <zeeshan> cause that's all CNC is
[23:50:05] <zeeshan> pushing a button
[23:50:15] <zeeshan> (sorry joke from a couple days ago from a guy)
[23:50:23] <PetefromTn_> yeah and at home I can watch TV on my big screen while the machine is running and listen to the music I want to listen to..
[23:50:29] <zeeshan> that is true
[23:50:47] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[23:50:55] <PetefromTn_> If I need to go pick up my kids or want to take them to the park for lunch or something I just do it.
[23:51:18] <PetefromTn_> honestly even if I made less money in the end that alone is worth it to me.
[23:51:36] <PetefromTn_> really the hardest part has been the times when I did not have work.
[23:51:43] -!- phragment [phragment!~blubb@vpn.htu.tu-graz.ac.at] has joined #linuxcnc
[23:51:46] <PetefromTn_> When I have work I actually do quite well with wood or metal.
[23:51:55] <zeeshan> thats what i was trying to explain to another person here
[23:52:02] <zeeshan> 'i rather have a day job and a side job'
[23:52:04] <zeeshan> (personally)
[23:52:15] <zeeshan> because my side job isn't consistent as is..
[23:52:28] <PetefromTn_> I almost think I might ask them if I could work part time there and full time here.
[23:52:29] <zeeshan> and i can only imagine how bad it'd get if i tried to survive off it
[23:52:41] <zeeshan> yea!
[23:52:42] <zeeshan> that's a great idea
[23:52:44] <PetefromTn_> after the summer.
[23:52:52] <zeeshan> so you ALWAYS have a consistent pay cheque.
[23:53:17] <PetefromTn_> initially they asked me if I wanted to work full or part time.
[23:53:18] <zeeshan> but.. then again, i think a part time person is also easy to lay off
[23:53:31] <PetefromTn_> I said full because I wanted to learn
[23:53:35] <PetefromTn_> That is fine with me man.
[23:53:56] <PetefromTn_> Honestly it is days like today that will MOTIVATE me to get the damn work into the shop.
[23:54:10] <PetefromTn_> Beat the damn ground until I have something to make here to make money with.
[23:54:30] <PetefromTn_> the occasional slow time is inevitable even in a big shop.
[23:55:26] <PetefromTn_> When I do not have work for customers I plan to keep making the parts I make and sell them.
[23:56:11] <PetefromTn_> I noticed that kurt D688 comes with a kinda vise guard that goes down the center.
[23:56:27] <PetefromTn_> apparently it keeps chips off the leadscrew.
[23:56:40] <PetefromTn_> Funny NONE of the ones in the shop have this guard.
[23:57:01] <PetefromTn_> It is either something new or they just tossed them or something.
[23:58:18] <PetefromTn_> Well its dinner time cya guys later.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
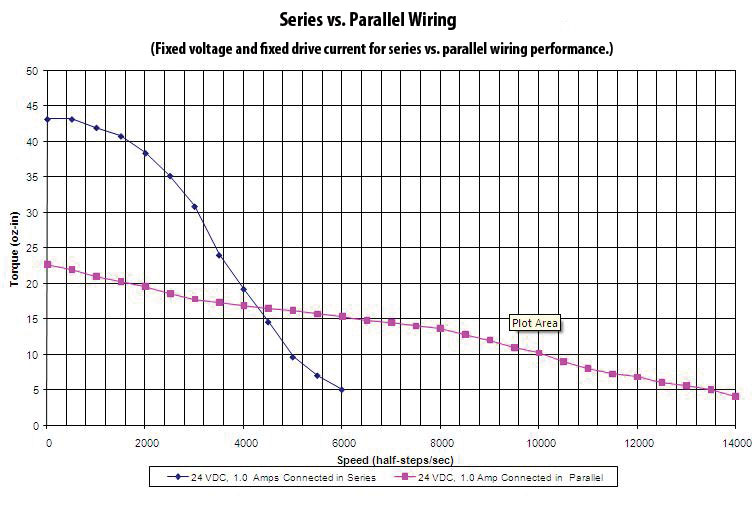{kind=link}
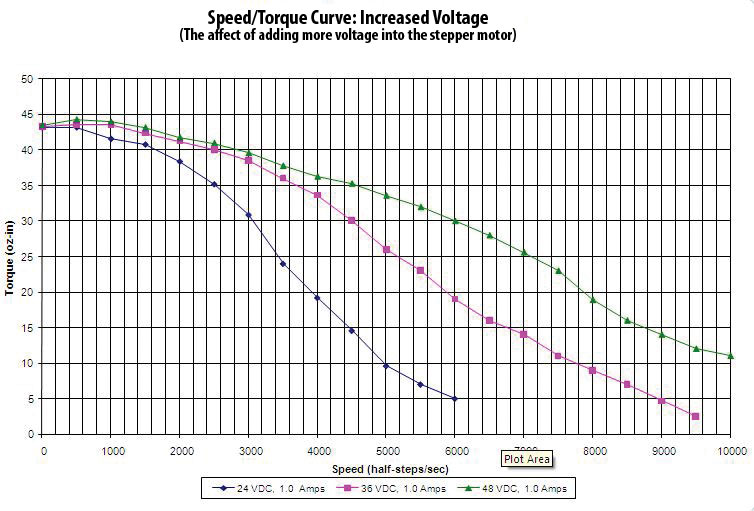{kind=link}
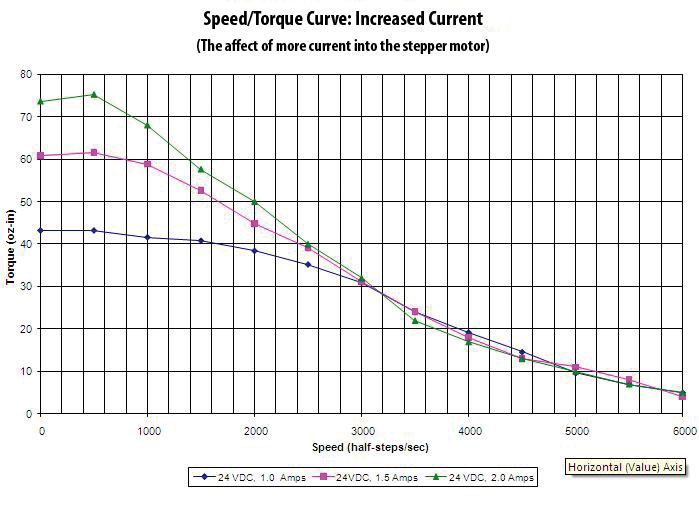{kind=link}