Back
[00:00:03] <R2E4> Thats something like inventor or google sketch
[00:00:12] <XXCoder1> hmm ok
[00:00:46] <R2E4> Did youbuild yours yet XXcoder
[00:00:57] <XXCoder1> nah it'll be while
[00:03:40] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[00:03:53] <R2E4> I have decided to upgrade my old BOSS 8 controll on my bridgeport for LinuxCNC. LinuxCNC just fucking works. ITs incredible.
[00:04:03] <XXCoder1> yeah? cool :)
[00:04:19] <XXCoder1> too damn bad theres no cam that good and free like linuxcnc
[00:04:20] <PetefromTn_> yeah man I concurr..
[00:04:48] <R2E4> XXcoder: heeks is free
[00:04:55] <R2E4> Hey Pete
[00:04:55] <XXCoder1> it crashes
[00:05:04] <PetefromTn_> hey R2
[00:05:14] <XXCoder1> I nevrr could get it to run realiable. it keeps crashing when I modify stuff
[00:05:24] <R2E4> I just got a contract for 25 handbrake levers.
[00:05:32] <PetefromTn_> nice..
[00:05:38] <XXCoder1> cool :)
[00:06:06] <R2E4> I figured it would be like this. I want it finished completely.
[00:06:21] <PetefromTn_> I know what you mean.
[00:06:39] <R2E4> Howz your toolchanger coming along?
[00:06:54] -!- nilsht has quit [Ping timeout: 240 seconds]
[00:08:08] <R2E4> The bridgeport control uses Incremental for corners, moves/stops/moves/stops..... pain in the ass. Takes twice as long.
[00:08:42] <PetefromTn_> I programmed five different parts in Mastercam today and machined them.... Wish I could find that kinda work for my machine
[00:09:37] <R2E4> That scope you did was badass...... I was amazed. Nice work.
[00:09:54] <R2E4> Cant you sell them to gun shops?
[00:10:04] <PetefromTn_> the scope wheel?
[00:10:13] <R2E4> yeah
[00:10:59] <PetefromTn_> thanks.. yeah I made a few of them but they are a kinda specialized niche item that does not sell in any real quantities,
[00:12:02] -!- mejackreed has quit [Quit: Leaving.]
[00:13:07] <R2E4> How did youdothe round portion of the gear looking outside profile? Just run a .75 ballnose through it?
[00:13:47] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[00:13:53] <PetefromTn_> you mean the outside edge detail?
[00:17:35] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[00:26:18] -!- sudobangbang has quit [Ping timeout: 240 seconds]
[00:26:32] -!- Servos4ever [Servos4ever!~chatzilla@74-47-244-111.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[00:27:42] -!- AR__ [AR__!~AR@24.238.71.107] has joined #linuxcnc
[00:28:05] -!- sumpfralle1 has quit [Ping timeout: 252 seconds]
[00:30:15] -!- skorasaurus has quit [Ping timeout: 250 seconds]
[00:35:33] -!- syyl- [syyl-!~syyl@p4FD10B9D.dip0.t-ipconnect.de] has joined #linuxcnc
[00:38:42] -!- syyl-- has quit [Ping timeout: 240 seconds]
[00:48:00] -!- logger[psha] has quit [Ping timeout: 252 seconds]
[00:49:14] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[00:57:50] -!- arekm [arekm!~arekm@pld-linux/arekm] has joined #linuxcnc
[00:57:56] -!- PetefromTn_ has quit [Quit: Light travels faster then sound, which is why some people appear bright, until you hear them speak]
[00:59:02] <Connor> Well.. crap.. upgrading my pump from the parts washer pump to the bilge pump.. parts washer was a 110v pump and was planning on using a SSR, but the new pump is 12v. I'll have to use something else for it.. use 12v from the PC Power supply...
[00:59:27] <Connor> I wonder if a Tip120 would be enough to drive the pump.. I think they pull around 2 or so amps and can spike to 5amps.
[01:04:57] <jdh> not a great application for a bilge pump
[01:05:28] <jdh> HF has smallish fountain pumps
[01:06:12] <Connor> Already have the pump.. why not a good application fro one ?
[01:06:16] <Connor> for oe
[01:06:21] <Connor> one. Dang it.. can't type.
[01:06:58] <jdh> they aren't made for head pressure
[01:07:02] <Connor> Good for fresh or salt water, and it's a impeller driven pump.
[01:07:20] <jdh> how high does it have to pump?
[01:07:25] -!- dybskiy has quit [Remote host closed the connection]
[01:07:40] <Connor> Depends on the line size..
[01:07:44] <Connor> let me get a picture.. brb
[01:08:18] <Connor> http://www.cnczone.com/forums/attachments/f164/231748d1397091194-connors-g0704-mill_04_09_14_05-jpg
[01:08:24] <Connor> can you open that?
[01:08:57] <witnit> You are not logged in or you do not have permission to access this page. This could be due to one of several reasons:
[01:09:11] <Connor> crap. let me ftp the files up to my server.
[01:10:13] <jdh> is that the fox-whatever stand?
[01:10:15] <Connor> from the 3/4pvc it goes to 3/8" ID cleave flex line.
[01:10:31] <Connor> the base? Yes. From grizzly.
[01:10:39] <Connor> but, fox shop brand I think
[01:10:53] <Connor> http://www.ivdc.com/cnc/mill_04_09_14_05.jpg
[01:11:13] <jdh> which size is the stand? sturdy enough?
[01:11:24] <Connor> after it makes it up to the 3.5' mark in 3/4 PVC, it has to go up around 6'
[01:11:37] -!- Patang [Patang!~freenode@cm-84.211.101.176.getinternet.no] has joined #linuxcnc
[01:11:49] <witnit> cutting fluid or oil?
[01:11:55] <jdh> does it pump ok that high?
[01:11:59] <Connor> D2260A - Mini Mobile Base
[01:12:04] <jdh> thanks
[01:12:07] <Connor> Very sturdy.
[01:12:08] -!- PetefromTn_Andro [PetefromTn_Andro!~PetefromT@172.56.37.219] has joined #linuxcnc
[01:12:19] <Connor> Dunno yet.. I just got it plumped in.. Not fired up the pump yet.
[01:12:27] <Connor> If it doesn't the pump was only $11.00
[01:12:39] <Connor> it's 800GPH pump
[01:12:55] <witnit> alot of cutting oil tends to make plastics brittle
[01:13:33] <witnit> I would expect that to be the most likely problem over 2 years
[01:13:44] <Connor> witnit: Just water soluble coolant
[01:13:44] <Tom_itx> so then he can spend another $11
[01:13:49] <jdh> I use 1500's on my boat. They derate by half for 1ft head
[01:14:06] <Connor> jdh: Are you kidding? Dang.
[01:14:20] <PetefromTn_Andro> Yeah dang...
[01:14:25] <Tom_itx> get a fuel pump
[01:14:34] <jdh> still 400gph!
[01:15:12] <Connor> http://www.harborfreight.com/620-gph-submersible-fountain-pump-68393.html
[01:15:23] <Connor> says head lift is 11.5'
[01:15:34] <Connor> Not sure of thats 620 at 11.5'
[01:16:37] <Connor> jdh: Doesn't head height depend on the diameter of the pipe etc ?
[01:16:52] -!- phantoneD [phantoneD!destroy@a89-154-119-158.cpe.netcabo.pt] has joined #linuxcnc
[01:17:58] <jdh> yeah. bilge pumps assume hose of whatever size the fitting is.
[01:18:04] <Connor> I'm also a little concerned that my water tank is too small.. I think it's around 3 to 3.5 gallons
[01:18:07] <jdh> so,small line might be fine
[01:18:30] <Connor> Well.. since it's going from 3/4" to 3/8" around 3.5' mark.. maybe I'll be okay..
[01:18:42] -!- syyl- has quit [Read error: Connection reset by peer]
[01:18:53] <Connor> I'll have it hooked up by the weekend for testing.. way before I build the control circuit to run it from the PC.
[01:21:48] -!- tinkerer has quit [Quit: Leaving.]
[01:22:04] -!- sivu_ [sivu_!sivu@tyhma.paeae.fi] has joined #linuxcnc
[01:22:18] -!- beawesomeinstead has quit [Ping timeout: 265 seconds]
[01:22:27] -!- amatecha has quit [Ping timeout: 265 seconds]
[01:22:41] -!- SadMan_ [SadMan_!foobar@sadman.net] has joined #linuxcnc
[01:22:50] -!- SadMan has quit [Ping timeout: 265 seconds]
[01:22:56] SadMan_ is now known as SadMan
[01:22:58] -!- the_wench has quit [Ping timeout: 265 seconds]
[01:23:15] -!- linuxcnc-build has quit [Ping timeout: 265 seconds]
[01:23:32] -!- s1dev has quit [Ping timeout: 265 seconds]
[01:23:33] -!- s1dev_ [s1dev_!~s1dev@199.241.28.135] has joined #linuxcnc
[01:23:37] -!- sivu has quit [Ping timeout: 265 seconds]
[01:23:44] -!- archivist_herron has quit [Ping timeout: 265 seconds]
[01:23:52] -!- phantoxeD has quit [Ping timeout: 265 seconds]
[01:24:03] <zeeshan> connor no
[01:24:07] <zeeshan> its 11 ft at 0 gph
[01:24:27] <zeeshan> and who knows what head @ 620gph
[01:24:33] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[01:24:34] -!- c-bob| [c-bob|!~c@unaffiliated/c-bob] has joined #linuxcnc
[01:24:36] <zeeshan> can't tell without a flow chart for the pump
[01:24:37] -!- c-bob has quit [Ping timeout: 250 seconds]
[01:24:38] amatecha_ is now known as amatecha
[01:25:53] <Connor> I'm going to be pretty ticked off if this pump doesn't work better than the cheap a$$ pump for the parts washer..
[01:26:00] <zeeshan> itll work
[01:26:15] <zeeshan> you know what head is right?
[01:26:28] <Connor> Figures.
[01:26:37] <zeeshan> it refers to the fluid height level it can pump to
[01:26:44] <zeeshan> not the length of the pipe youre running
[01:26:47] <Connor> The height above the pump
[01:26:49] <zeeshan> yes
[01:26:55] <zeeshan> you'll be okay
[01:26:57] s1dev_ is now known as s1dev
[01:26:59] <zeeshan> that thing looks beefy enough
[01:27:17] <Connor> That's the harbor freight model. that's NOT the one I have..
[01:27:20] <Connor> I have this one..
[01:27:22] <zeeshan> o
[01:27:59] <Connor> http://shoreline-marinedevelopment.com/products-bilgepump
[01:28:10] <Connor> SL52259Bilge Pump 800 GPH 3/4"
[01:28:16] <zeeshan> that looks even fancier
[01:28:16] <zeeshan> :p
[01:28:50] <Connor> jdh: (Who has a boat and dives allot) said bilge pumps really not designed for allot of head.
[01:29:57] <Connor> I know very little about pumps.
[01:30:44] <zeeshan> http://www.watcopumps.com/images/2_11/chart_2.gif
[01:30:54] <zeeshan> usually pumps come with a pump curve like that
[01:31:03] <zeeshan> which pretty much answers will it work or not :P
[01:31:19] <jdh> the impeller on bilge pumps is usually not so tight to handle trash/debris
[01:31:26] <Connor> yea, higher end ones.. I don't think the ones at harbor freight or those cheap bilge pumps would
[01:31:37] <zeeshan> cheap fuel pumps come with those curves
[01:31:41] <zeeshan> the way you choose a pump is like this
[01:31:58] <zeeshan> first you determine your system curve (based on what type of pipe you're running, how long it is, how many fittings there are etc)
[01:32:06] <zeeshan> and throw that info into the energy equation
[01:32:13] <zeeshan> http://www.mcnallyinstitute.com/18-html/18-images/18-3.gif
[01:32:15] <zeeshan> red curve
[01:32:22] <zeeshan> then you have the pump curve
[01:32:28] <zeeshan> and you see if its possible :P
[01:32:42] <zeeshan> or you can do it with trial and error =D
[01:32:50] <Connor> But, does that take into account changes in hose sizing ?
[01:32:54] <zeeshan> yea
[01:33:00] <zeeshan> everytime you have a fitting change
[01:33:06] <zeeshan> you have an associated "k" factor
[01:33:13] <jdh> they also derate for elbows/etc
[01:33:21] <zeeshan> basically that tells you how much head loss you'll have
[01:33:26] <zeeshan> anytime you have a fitting size change
[01:33:35] <zeeshan> doesnt matter if its going up or down in size, you will always have head loss
[01:33:45] <zeeshan> due to recirculation zones
[01:34:08] <Connor> a 90, a T, another 90, another 90, another 90, and yet another 90. to get it into chip tray.
[01:34:51] <Connor> http://www.ivdc.com/cnc/mill_04_09_14_05.jpg
[01:35:05] <Connor> shows the T and 2 of the 90's. the other 3 90s are in the back.
[01:35:08] <zeeshan> that looks nice :D
[01:35:54] <Connor> those little wood blocks the straps are screwed too are glued in place too.. so I don't have to worry about re-positioning them if I have to take it apart.
[01:36:29] <Connor> I'll run a 3/4" clear flex hose from the pump up to that fitting.
[01:36:40] <Connor> Those things are so dang tight.. do you even need a hose clamp ?
[01:37:08] <zeeshan> the plastic nipple?
[01:37:10] <zeeshan> with the barbs?
[01:37:16] <zeeshan> i'm lost :P
[01:37:17] <Connor> the barbed connectors
[01:37:28] <zeeshan> the grey one?
[01:37:41] <Connor> the one DEAD center of the screen.
[01:37:48] <zeeshan> so the grey one
[01:37:50] <zeeshan> :P
[01:37:54] <zeeshan> yea those need hose clamps
[01:37:57] <Connor> it's milky white. but okay. :)
[01:38:42] <Connor> the connector on the left is for my water hose hookup to wash out the chip tray..
[01:38:45] <zeeshan> http://www.fastflowpump.com/images/bilge-upper-lower-impeller.gif
[01:38:52] <zeeshan> if its that type of impeller
[01:39:01] <zeeshan> i think it can easily handle small debris
[01:39:02] <Connor> I may have to down size that to a 3/8" ID line with maybe a air hose sprayer or something.
[01:39:07] <jdh> most bilge pumps are centrifgul
[01:39:25] <Connor> It has a impeller in the bottom of it..
[01:39:28] <Connor> visiable.
[01:39:34] <Connor> visible.
[01:39:45] <jdh> it just flings water to the output
[01:39:50] <zeeshan> oh
[01:39:53] <zeeshan> interesting
[01:40:00] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.25/20140318183150]]
[01:40:12] <zeeshan> just try it out :P
[01:40:18] <zeeshan> it s a little late to be sitting and doing calcuations
[01:40:21] <Connor> plan on it.
[01:40:37] <Connor> zeeshan: I'm a try it and see if it works kinda person on some things..
[01:41:54] -!- amiri has quit [Ping timeout: 240 seconds]
[01:41:55] <Connor> Need to wait for the pvc cement to dry up.. man that stuff globs up inside the pipe.. I think it's the kind I'm using.. I don't remember the other stuff doing that..
[01:42:14] <zeeshan> that shit dries up pretty instanteously
[01:42:15] <Connor> The old stuff was clear.. the new stuff is kinda milky clear..
[01:42:28] <Connor> it's thicker...
[01:42:34] <zeeshan> i used the grey kind for my central vac pipes
[01:43:01] <Connor> okay. Need to go throw something in the oven..
[01:43:06] <Connor> back on my ipad in a bit.
[01:43:18] <Connor> http://www.ivdc.com/cnc/mill_04_09_14_02.jpg
[01:43:29] <Connor> reworked with the top rail moved to the bottom so I don't bang my head
[01:46:24] -!- Connor_iPad [Connor_iPad!~connor@75.76.30.113] has joined #linuxcnc
[01:46:49] <Connor_iPad> Yo. On ipad now. I miss anything?
[01:46:58] <XXCoder1> yeah
[01:47:07] <XXCoder1> someone went off rail
[01:47:12] <XXCoder1> jk
[01:47:22] <Connor_iPad> You? :)
[01:48:51] <XXCoder1> heh
[01:49:04] <XXCoder1> cncsimulator dont seem to like cambam files
[01:49:16] <PetefromTn_Andro> Looking real nice Connor..
[01:49:49] -!- topcyde [topcyde!~topcyde@adsl-75-32-58-97.dsl.amrltx.sbcglobal.net] has joined #linuxcnc
[01:49:56] <Connor_iPad> Thanks PetefromTn_Andro
[01:50:08] <XXCoder1> fake machine went off borders fir some reason. I'm beginning to know why though, it works around zero and it was at corner
[01:50:08] <Connor_iPad> You get your encoder mount made?
[01:50:59] <PetefromTn_Andro> LOL nope had daughter's birthday party last weekend and some other stuff pop up.
[01:51:34] <PetefromTn_Andro> At the rate I am going this bitch will never be finished
[01:53:13] <Connor_iPad> Yea. When you work and only have weekends to do stuff. And stuff fills those up. Stuff doesn't get done.
[01:53:13] <PetefromTn_Andro> I did manage to rigid tap 1/4-20 5/8 deep into tool steel parts today 40 times without any problems tho LOL....at work.
[01:53:27] <witnit> nice
[01:53:54] <witnit> i always try for 1/4 -28 option
[01:54:04] <R2E4> On the HAAS?
[01:54:20] <Connor_iPad> Why 1/4-28?
[01:54:23] <R2E4> IS it a VF-2?
[01:54:35] <witnit> easier to tap the fine threads
[01:54:36] <PetefromTn_Andro> Well my wife is normally off on Friday's but they asked her to work this Friday so the kids are in school and I will be home by myself. Should be able to get something done then LOL.
[01:54:55] <Connor_iPad> Nice
[01:55:00] <PetefromTn_Andro> Yeah on HAAS VF2..
[01:55:27] <humble_sea_bass> what is this team fighting garbage
[01:55:50] <PetefromTn_Andro> Never rigid tapped tool steel before and thought sure as hell I would hear the snap crunch sound..
[01:55:50] <Connor_iPad> humble_sea_bass: Huh?
[01:55:54] <humble_sea_bass> whoops wrong channel
[01:56:03] <witnit> hahaha I figured as much humble
[01:57:32] <PetefromTn_Andro> It amazes me how they cut stuff at work. I mean I know the calculators are supposed to be spot on but even in tougher materials they make some impressive cuts at times..
[01:57:48] <XXCoder1> lol
[01:58:10] <XXCoder1> way you stated it made it seem that they use calculators as cutting tool :P
[01:58:33] <humble_sea_bass> yeah. HP47 calculators can rigid tap
[01:58:58] <PetefromTn_Andro> LOL no it seems like each Guy there uses a different method to find speeds and feeds.
[01:59:09] <Connor_iPad> Really?
[01:59:28] <Connor_iPad> Do they all come up with the same value In the end ?
[01:59:44] <toastyde1th> wut
[01:59:53] <witnit> my method is " looks good" run it there
[02:00:02] <toastyde1th> The only difference in speed and feed calculation is what sfm and chip load you're shooting for
[02:00:03] <toastyde1th> that's it
[02:00:20] <toastyde1th> the actual calculation is the same no matter who is doing it
[02:00:40] <PetefromTn_Andro> I have used the FSwizard for awhile but I mostly cut aluminum which is butter in comparison but I find it matches pretty closely to what the guys come up with most of the time but they are always pushing faster than I am comfortable with due to my experience level.
[02:00:56] -!- Ag-MEEN has quit [Quit: Leaving]
[02:01:06] <toastyde1th> if you have carbide tooling, aluminum will cut as fast as you want to go
[02:01:18] <humble_sea_bass> i keep a speeds and feed manual handy at all times
http://irclo.gr/i/143933/BkzYc2UIQAAbdSI.jpg
[02:01:23] <witnit> the problem with aluminum is you can run it REALLY fast but most guys here dont have the machine to hold onto the workpiece
[02:01:35] <PetefromTn_Andro> Yeah I know....they proved that to me several times now hehe
[02:01:36] <XXCoder1> toasty wouldnt too fast and such make bit too er hot?
[02:01:50] <witnit> you can actually make the part cooler by cutting faster
[02:02:11] <witnit> because if you take away the material at a high enough rate the heat stays in the shavings
[02:02:13] <toastyde1th> XXCoder1, not really
[02:02:18] <XXCoder1> guess by ejecting hot recently cut er swarf?
[02:02:18] <witnit> and not passing into the material
[02:02:20] <toastyde1th> the faster you cut, the higher proportion of heat stays in the chip
[02:02:27] <toastyde1th> also
[02:02:40] <Connor_iPad> That's feed not rpm.
[02:02:44] <PetefromTn_Andro> I just don't have the experience cutting steels that they do and I am really surprised at what is possible.
[02:02:48] <toastyde1th> no, that's rpm
[02:02:56] <witnit> feed
[02:02:58] <Connor_iPad> Too much rpm and not enough feed will melt your material.
[02:02:59] <witnit> haha
[02:03:05] <witnit> yeah
[02:03:20] <toastyde1th> when you're talking about cutting aluminum at extremely high speed, you ARE melting the metal
[02:03:31] <witnit> ?
[02:03:40] <toastyde1th> the chip comes off the tool interface molten
[02:03:46] <toastyde1th> and solidifies within a few inches
[02:04:31] <PetefromTn_Andro> They have one or two machines with 10k spindles they run aluminum parts on and it is like stupid fast feed rates if they are making more then a few of the same parts.
[02:05:06] <Connor_iPad> I need to get some carbide cutters for alumn. Everything I have is HSS
[02:05:23] <witnit> I like seco stuff
[02:05:27] <Connor_iPad> Picking cutters is hard for a novice. Way too many options.
[02:05:28] <witnit> for inserts
[02:05:28] <toastyde1th> 10k rpm and a 5" facemill
[02:05:36] <toastyde1th> throws some chips
[02:05:41] <PetefromTn_Andro> In steels they are using these Korean altin coated mills called v7 or something. Apparently they rs quite reasonable and kick ass from what I have seen.
[02:06:03] <toastyde1th> Connor_iPad, hss is far better for home shop
[02:06:10] <toastyde1th> easier to resharpen well, and is shock resistant
[02:06:42] <toastyde1th> carbide tends to be a waste of money for home use
[02:06:47] <witnit> you should have a couple finishing and roughing insert holders imo
[02:06:59] <witnit> rlly?
[02:07:00] <PetefromTn_Andro> I was making passes full depth of part
[02:07:09] <toastyde1th> i'd rather grind bits for home use by hand any day
[02:07:23] <witnit> I use carbide insterts often
[02:07:32] <XXCoder1> advanges of owning shop and having skills I guess
[02:07:49] <witnit> much better system for boring bars too is inserts
[02:07:50] <toastyde1th> not really, a bench grinder is like 80-100 bucks from harbor freight
[02:07:55] <toastyde1th> it's crappy, but gets the job done
[02:07:56] <PetefromTn_Andro> .625 deep with a .060 width of cut at like 23 IPM in that tool steel today. Sounded smooth and cut clean as hell. .005 finished pass
[02:08:05] <toastyde1th> and HSS tooling on lathes will take MUCH more of a beating
[02:08:08] -!- almccon has quit [Quit: Leaving.]
[02:08:11] <XXCoder1> toasty ahh so skills with basic tool it is then lol
[02:08:23] <toastyde1th> yeah, but you get those skills by doing it
[02:08:23] <Connor_iPad> toastyde1th: I don't have a good bench grinder. The one I have is a mini grinder and I need to replace the wheel. And I don't know how to sharpen end mills.
[02:08:38] <toastyde1th> yeah don't resharpen end mills on your own, that requires a seperate machine
[02:08:42] <witnit> taps are tough without a tapgrinder
[02:08:44] <toastyde1th> you can rig it
[02:08:46] <XXCoder1> I do have one of those grinder/polisher maching
[02:08:49] <witnit> I use a hybco
[02:08:50] <XXCoder1> it has two wheels
[02:08:51] <toastyde1th> but you have to build an air grinding fixture
[02:09:09] <toastyde1th> not hard if you have a lathe
[02:09:12] <toastyde1th> but time consuming
[02:09:16] <XXCoder1> I suppose cnc lathe could automate it lol
[02:09:22] <toastyde1th> not really
[02:09:27] <toastyde1th> i'd rather do it on a manual lathe
[02:09:29] <PetefromTn_Andro> Even with my RF45 I used carbide threw flutes from maritool in aluminum and they kicked ass... never really cares for hss mills.
[02:09:46] <XXCoder1> cool
[02:09:58] <XXCoder1> too bad my friend never used his machinist skills
[02:10:04] <Connor_iPad> See, that's just it. End mills are really a personal preference
[02:10:06] <toastyde1th> cnc is nice if you're making one part with a bunch of complicated geometry or twenty of something
[02:10:09] <XXCoder1> he got health issues that got worse after graduating
[02:10:22] <toastyde1th> but most of the time, under ~5 parts it's faster on a manual machine
[02:10:47] <witnit> toasty what lathe do you use?
[02:10:55] <toastyde1th> a bunch of them?
[02:11:05] <toastyde1th> i don't own any machines
[02:11:10] <toastyde1th> i was a machinist for a bit
[02:11:21] <PetefromTn_Andro> We have both manual mills and CNC vmcs of course in the shop. Certain things are done on each but most stuff is CNC....
[02:11:22] <witnit> once a machinist always a machinist!@
[02:11:23] <witnit> :P
[02:11:27] <R2E4> How far over do you go and down for a chamfer with a 90 degree bit? How do you calculate that?
[02:11:35] <toastyde1th> eyeball it
[02:11:56] <R2E4> I am running it in my cam and It dont show up....lol
[02:12:00] <witnit> pythagorian theory
[02:12:11] <PetefromTn_Andro> I program it based on the width of cut I need ...
[02:12:24] <witnit> im not being serious.. I dont think
[02:12:25] <witnit> hahgah
[02:12:26] <toastyde1th> on CNC i never chamfer with a seperate bit
[02:12:37] <toastyde1th> I program the chamfer into the toolpath finish pass
[02:13:00] <Connor_iPad> How does that work?
[02:13:00] <toastyde1th> if you can ballpark tool nose radius it'll be fine
[02:13:17] <toastyde1th> connor, what do you mean
[02:13:32] <R2E4> If you have specs and drawing you need to go by, you cant eyeball it....lol
[02:13:52] <toastyde1th> sure you can, if it's a breakedge just call it a .002 chamfer
[02:13:52] <Connor_iPad> What sort of end,I'll would you use for both chamfer and normal milling ?
[02:14:01] <toastyde1th> oh, for MILLING
[02:14:04] <toastyde1th> that's much easier
[02:14:06] <PetefromTn_Andro> I usually draw quick cad drawing of the tool bit and determined the depth of cut and engagement I need that way...it is quite easy.
[02:14:24] <toastyde1th> I use a countersink to chamfer on a mill
[02:14:47] <toastyde1th> what I do is set the tool offset to a radius of like .020"
[02:14:48] <Connor_iPad> Not talking turning. Talking milling. :)
[02:15:02] -!- mejackreed has quit [Client Quit]
[02:15:05] <PetefromTn_Andro> Then when I setup the tool length offset I raise it like .005 just to creep up on the face widtth.
[02:15:28] <toastyde1th> then, when touching the tool off, I bring the tool down, touch, and let the path run
[02:15:45] <toastyde1th> stop the machine, and drop the tool until the depth of the chamfer looks good
[02:16:07] <toastyde1th> send it home, move the tool length offset down however much i moved it, and rerun the pass
[02:16:18] <toastyde1th> this way you can recycle any toolpath you have as a chamfer pass
[02:16:41] <toastyde1th> and the tool, when sent to Z0, will chamfer to whatever depth you want
[02:17:10] <toastyde1th> if the drawing calls out specific chamfers, you set the Z0 height to just barely touching the edge
[02:17:34] <toastyde1th> and then you can just drop the thing down however much the drawing calls for - a .040" chamfer gets dropped .040", a breakedge gets dropped .002", etc
[02:18:26] <Connor_iPad> toastyde1th: Your wood router still going ?
[02:18:33] <toastyde1th> ....wood router?
[02:18:43] <Connor_iPad> I thought you made one.
[02:18:45] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[02:19:05] <toastyde1th> nope, not me
[02:19:11] <R2E4> PetefromTn_Andro: thats a good idea. I'll try that.
[02:19:26] <PetefromTn_Andro> There is a formula that works using the triangle geometry for the square root of 2 or 1.414 I think plus whatever face width you want or something like that.
[02:19:37] <toastyde1th> nobody calls out a chamfer by face width
[02:19:56] <toastyde1th> it's either depth X angle, or depth X depth
[02:19:58] <PetefromTn_Andro> Sure they do...
[02:20:27] <toastyde1th> that's not an accepted iso or ansi standard in mechanical drawing that i'm aware of
[02:20:50] <PetefromTn_Andro> We get it all the time on the drawings in the shop.
[02:20:56] <toastyde1th> that's horrifying
[02:21:14] <PetefromTn_Andro> Lots of metric stuff from places like density etc..
[02:21:22] <R2E4> .03 over and .08 down gives me a chamfer face of .0715. Theres a formula in there spomewhere....hehe
[02:21:47] <PetefromTn_Andro> Did you do it in cad?
[02:21:48] <toastyde1th> yeah, it's all basic trig, but it should be done by the drafstman and called out in one of the internationally understood ways
[02:22:00] <toastyde1th> not just some random thing that someone dreams up just because
[02:22:16] <R2E4> yeah, I did it in cad like you said. Works good. See how it does in real life....hehe
[02:22:18] <toastyde1th> i hate drawings with invented symbols and other shit on it
[02:22:42] <R2E4> What is the standard toastyde1th?
[02:22:50] <XXCoder1> r2 heh once I finally have working cnc lets see how well my cnc toolpaths work lol
[02:22:52] <R2E4> X,Y?
[02:23:00] <toastyde1th> either X,Y or depth X angle
[02:23:16] <toastyde1th> or just the chamfer symbol and a depth
[02:23:20] <PetefromTn_Andro> Yeah like I said set your TLO for surface but add like five thousandths and then creep up by rerunning that part of the code
[02:23:23] <toastyde1th> which is understood to be a 45 deg
[02:23:47] <R2E4> Yeah, you need the degree factor also.
[02:23:59] <Connor_iPad> So, how common is it to have a air blast line AND coolant?
[02:24:11] <toastyde1th> pretty common
[02:24:23] <R2E4> I have it on my machine
[02:24:32] <toastyde1th> coolant is good for hard roughing at slow speeds
[02:24:38] <toastyde1th> and air is for really high speed cutting with fragile tooling
[02:24:59] <PetefromTn_Andro> Remember lots of stuff is not necessarily 45 degrees some countersink screws are 38 degree and others as well. Gotta read the prints carefully.
[02:25:01] <R2E4> LEt me run this part
[02:25:55] <Connor_iPad> They use loc line for air too?
[02:26:03] <toastyde1th> connor, ya
[02:26:11] <Connor_iPad> I'll have to make another manifold. :(
[02:26:34] <toastyde1th> i mean you could use whatever you want
[02:26:43] <toastyde1th> one of our machines had a bunch of plain ass copper tubing
[02:26:44] -!- dybskiy has quit [Remote host closed the connection]
[02:26:48] <toastyde1th> just bent to convenient angles
[02:27:21] <zeeshan> okay
[02:27:28] <zeeshan> so tom lipton thinks those tools are a plumb bob
[02:27:32] <zeeshan> hm
[02:27:37] <toastyde1th> what tools?
[02:27:48] <zeeshan> http://i.imgur.com/ZzzhCCE.jpg
[02:27:52] <zeeshan> the bottom fat one
[02:27:52] <Connor_iPad> Just made my current on. 1 horizontal through hole and two button holes.
[02:28:00] <zeeshan> he thinks is a plumb bob, areally old one
[02:28:22] <toastyde1th> what's the tip look like?
[02:28:23] <jdh> NPT?
[02:28:24] <zeeshan> the top thing he thinks is some ID measurement tool
[02:28:27] <toastyde1th> just solid hunk of metal?
[02:28:28] <zeeshan> toastyde1th: its kind of blunt
[02:28:30] -!- PetefromTn [PetefromTn!~PetefromT@ma44036d0.tmodns.net] has joined #linuxcnc
[02:28:31] <zeeshan> no
[02:28:36] <zeeshan> you see the left side ?
[02:28:39] <toastyde1th> on the top thing, does the left end press in?
[02:28:39] <zeeshan> that pops off
[02:28:49] <zeeshan> toastyde1th: no it screws out
[02:28:58] <zeeshan> let me take a better pic.
[02:29:01] <toastyde1th> cool, that's definitely a telescope gauge
[02:29:04] <Connor_iPad> jdh: Yea. Made it out of alum. 1/4" NTP
[02:29:12] <toastyde1th> no idea what the bottom thing is if it's a solid chunk of metal
[02:29:23] <zeeshan> telescope gage?
[02:29:29] <zeeshan> explain!
[02:29:29] <toastyde1th> gauge, not gage
[02:29:41] <zeeshan> how is it supposed to work?
[02:29:43] <toastyde1th> gages are fixed-size reference artifacts
[02:29:52] <toastyde1th> gauges take relative measurements
[02:29:56] <toastyde1th> you put it in a bore
[02:29:59] <toastyde1th> and screw it out
[02:30:09] <jdh> I got a tapered NPT bit/reamer thing with a bunch of stuff. Makes taper tapping a lot easier.
[02:30:16] <zeeshan> so those tapered ends are supposed to screw?
[02:30:18] <toastyde1th> and move it around carefully to try and barely hit the apex
[02:30:19] <zeeshan> they seem sized.
[02:30:28] <toastyde1th> then you take a micrometer
[02:30:29] <zeeshan> *seized
[02:30:33] <toastyde1th> and measure the length of the bar
[02:30:41] <Connor_iPad> Jdh I just have cheap harbor freight npt tapes.
[02:30:59] <toastyde1th> screw-type telescoping gauges are rarer
[02:31:07] <toastyde1th> and are used more for go-no-go applications
[02:31:09] <Connor_iPad> Having to tap 4 holes in alumn sucked.
[02:31:21] <jdh> yea me too. Got some really nice ones with that bit thing though. npt sucks to tap in a straight hole
[02:31:54] -!- PetefromTn_Andro has quit [Ping timeout: 240 seconds]
[02:31:54] <R2E4> hmmm. The chamfer doesnt show in the cam sim.
[02:31:58] <Connor_iPad> Yup. I guess the tapered reamer helps.
[02:32:44] <PetefromTn> We use a tapered endmill to clearance the hole before rigid tapping with the not.
[02:32:44] <XXCoder1> r2 you sure it wasnt just missing stock?
[02:32:51] <PetefromTn> Npt
[02:32:54] <Connor_iPad> I might just make another manifold same size as current one and stack them.
[02:33:36] -!- Ag-MEEN [Ag-MEEN!~Username@2602:306:c562:cc79:a130:cb83:56da:cd7a] has joined #linuxcnc
[02:33:43] <PetefromTn> R2 a lot of lower priced CAM packaged cannot simulate champfer mills or ball endmills.
[02:34:13] <XXCoder1> pete openscam seem to work just fine with ball endmill
[02:34:21] <R2E4> If I over exaggerate the cnhamfer it will show.
[02:34:24] <XXCoder1> no idewa on compfers
[02:35:07] <R2E4> I'm going to cut the part and set it up like toast said to see if it cuts anything.
[02:35:07] <PetefromTn> Then if it shows with the exxageration then something else is probably wrong.
[02:35:39] <PetefromTn> Good luck.
[02:35:47] <R2E4> .08 over and .08 down in cad cuts .05 chamfer face.
[02:36:30] <XXCoder1> with 45 angle?
[02:36:41] <R2E4> yes
[02:36:44] <Connor_iPad> PetefromTn: You need to come over sometime.
[02:36:55] <PetefromTn> Remember you don't usually want to cut right near the tip of the champfer tool because the flute depth is tiny and cannot take as much off.
[02:37:03] <Jymmm> Tungsten for sale -
http://sfbay.craigslist.org/sby/mat/4415118668.html
[02:37:23] <PetefromTn> Connor...yeah I do man.
[02:37:52] <XXCoder1> just $1? wha?
[02:38:47] <PetefromTn> That is why I draw it in cad so I can see exactly what it is looking like. I also try to make the cut happen like an eigth to a quarter up the edge of the champfer mill depending on the profiles I need to follow.
[02:39:02] <zeeshan> toastyde1th: so i actually unscrewed the left end piece
[02:39:05] <zeeshan> and guess what came out?
[02:39:17] <zeeshan> a long rod, of roughly the same length of the tool
[02:39:43] <zeeshan> Jymmm: what are you supposed to do with that tungsten?
[02:39:44] <zeeshan> lol
[02:40:16] <zeeshan> make some dies i guess
[02:40:17] <PetefromTn> Well gnight all
[02:40:23] <toastyde1th> zeeshan, ya
[02:40:29] <toastyde1th> that's how it telescopes?
[02:40:43] <zeeshan> no..
[02:40:45] -!- PetefromTn has quit [Quit: Bye]
[02:40:45] <toastyde1th> oh
[02:40:46] <zeeshan> this rod fell out
[02:40:55] <zeeshan> its not like an inside micrometer
[02:40:59] <toastyde1th> it doesn't hold it in any way?
[02:41:05] <zeeshan> nope, doesnt hold in any way
[02:41:11] <toastyde1th> welp, then i was wrong
[02:41:27] <zeeshan> going in my trade pile
[02:41:28] <zeeshan> :)
[02:41:33] <zeeshan> both these things
[02:44:23] <R2E4> Pete, I only have .1 to play jwith
[02:44:51] <zeeshan> any of you guys ever use a cylinderical square?
[02:47:46] <jdh> just a spherical one.
[02:48:26] <Valen> I'd get that tugnsten, but i have a feeling the shipping could be exxy
[02:50:03] -!- skorasaurus has quit [Quit: WeeChat 0.4.3]
[02:51:38] <zeeshan> http://i.ebayimg.com/00/s/MTAwMFg2NjY=/z/jQoAAMXQydtTLwbo/$_20.JPG
[02:51:45] <zeeshan> can you spot the cylindrical square? :D
[02:54:14] <witnit> R2E4 this part of the program I have finished, Im trying to figure out how to make it universal for the mesa card types, currently, it only supports two.
[02:54:31] -!- AR__ has quit [Ping timeout: 240 seconds]
[02:54:37] <witnit> http://199.168.73.34/7ixx.zip
[02:55:42] <witnit> I have three more pieces that still need added to make it send all the pins to the correct places,
[02:56:02] <witnit> right now, it should not produce a schematic, just the data needed for it
[02:57:59] <R2E4> ah cool.
[02:58:57] <jdh> the first 1-2 miles to/from my house are pretty boring, but beats loading + driving
[02:59:00] <jdh> <urk>
[02:59:03] -!- syyl [syyl!~syyl@p4FD10B9D.dip0.t-ipconnect.de] has joined #linuxcnc
[02:59:25] <witnit> if there is something its NOT listing that is a physical connection feel free to tell me Im still trying to build your machine in my mind :P
[02:59:50] <zeeshan> jdh did you get your X working?
[03:00:06] -!- CaptLookback [CaptLookback!~2020@ip-64-134-243-248.public.wayport.net] has joined #linuxcnc
[03:00:06] -!- CaptLookback has quit [Changing host]
[03:00:06] -!- CaptLookback [CaptLookback!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[03:00:14] <witnit> and I think I have 90% of the connects but I need to query to 5ixx for encoders and drives and such
[03:03:25] <CaptLookback> what did I miss?
[03:08:31] <Connor_iPad> CaptLookback: Everything!
[03:10:38] <zeeshan> http://www.kijiji.ca/v-business-industrial/windsor-area-on/brown-sharpe-surface-grinder/582179942?enableSearchNavigationFlag=true
[03:10:38] <zeeshan> !
[03:10:43] <zeeshan> brown and sharpe surface grinder
[03:10:44] <zeeshan> 750$
[03:10:45] <zeeshan> :D
[03:13:43] <Connor_iPad> I need a horizontal band saw.
[03:13:50] <zeeshan> ill sell you mine
[03:13:53] <zeeshan> its a POS
[03:13:58] <zeeshan> i need to replace it with a better unit
[03:14:07] <Connor_iPad> What do you have?
[03:14:26] <zeeshan> http://www.busybeetools.com/products/BANDSAW-METAL-4IN.-X-6IN.-1%7B47%7D3-HP-CSA-CRAFTEX.html
[03:14:34] <zeeshan> that same frame but 0.5 hp
[03:14:43] <zeeshan> new ones only come with 1/3 hp motor
[03:14:53] <zeeshan> prolly cause they realized, how much of a pos it was and had to derate it
[03:14:57] <Connor_iPad> Yea. Same as harbor freight.
[03:15:06] <zeeshan> it works
[03:15:19] <zeeshan> but to give you an idea, it takes about 15 minutes to cut through 2" round bar steel
[03:16:00] <zeeshan> my friends hydraulic 1 hp horizontal bandsaw does it in like 1minute
[03:16:01] <Connor_iPad> You have a good blade?
[03:16:06] <zeeshan> yes
[03:16:07] <zeeshan> bimetal
[03:16:11] <zeeshan> starrett
[03:16:55] <Connor_iPad> Wonder why. Not enough power? Not enough weight? Coolant / lubricant ?
[03:16:57] <zeeshan> the problem with this bandsaw is this
[03:17:04] <zeeshan> 1. no hydraulic adjustment to force the blade down
[03:17:13] <zeeshan> 2. no coolant so blade wears out pretty quick
[03:17:20] <zeeshan> 3. underpowered
[03:17:25] -!- patrickarlt has quit [Remote host closed the connection]
[03:17:38] <zeeshan> i tried to fix 3 by putting a 1 hp motor on it with a vfd
[03:17:47] <zeeshan> and guess what happens?
[03:17:52] <Connor_iPad> What?
[03:17:54] <zeeshan> the belt slips on the pulleys, no matter how hard to tension it
[03:17:58] <zeeshan> belt = blade
[03:18:06] <zeeshan> i tensioned it so much the blade broke :D
[03:18:14] <zeeshan> so i had to go back to .5 hp motor
[03:18:18] <Connor_iPad> Wow.
[03:18:29] <zeeshan> the pulleys arent big enough and the blade is small
[03:18:35] <zeeshan> so there isnt much contact area for tensioning
[03:19:02] <zeeshan> http://www.kingcanada.com/Products.htm?CD=169&ID=127
[03:19:04] <zeeshan> this is what my friend has
[03:19:10] <zeeshan> 1hp
[03:19:14] <Connor_iPad> Couldn't you add a gas spring or something to help with the down force?
[03:19:20] <zeeshan> typically goes for 500
[03:19:33] <zeeshan> it already has a spring adjustment mechanism to force the blade down
[03:19:38] <zeeshan> but the problem is, it flexes too much
[03:19:44] <zeeshan> and even when you really really tension it
[03:19:49] <zeeshan> the blade starts slipping on the pulleys
[03:19:57] <Connor_iPad> Pete has one like that. Just too big for my shop.
[03:19:57] <zeeshan> so you're back to square one
[03:20:11] <zeeshan> its not much bigger than one i posted
[03:20:16] <zeeshan> (mine)
[03:20:33] <zeeshan> puls you can prolly store it under your cnc enclosure
[03:20:36] <zeeshan> *plus
[03:20:58] <toastyde1th> zeeshan, how are the bandwheels on that thing
[03:21:14] <zeeshan> what do you mean how
[03:21:16] <Connor_iPad> I have a tool cart that goes under the left side. Computer will be on rails on right side.
[03:21:16] <toastyde1th> might want to get some bike tire and glue it to them
[03:21:30] <toastyde1th> like, are the bandwheels in good condition? Are they sticky-ish?
[03:21:34] <toastyde1th> or slick
[03:21:42] <toastyde1th> er, bike inner tube, sorry
[03:21:49] <toastyde1th> don't go gluing a mountain bike tire to your bandsaw.
[03:21:53] <zeeshan> i always clean them with brake cleaner before putting a blade on
[03:22:07] <toastyde1th> nah it's gonna get all kinds of shit on it anyway, no point in cleaning it
[03:22:09] <zeeshan> but iguess oil will get back on it
[03:22:19] <toastyde1th> but a good bandwheel has pretty soft rubber on it
[03:22:31] <toastyde1th> on small saws, anyway
[03:22:47] -!- patrickarlt has quit [Ping timeout: 252 seconds]
[03:22:59] <toastyde1th> also the majority of the sawing force should be taken up by the blade bearings, not the bandwheels
[03:23:12] <toastyde1th> the wheels just keep the blade running true, the bearings provide the force
[03:23:35] <zeeshan> honestly i can just sell this one for 200
[03:23:39] <zeeshan> and pick up the bigger one for another 300$
[03:23:45] <zeeshan> itll have more power
[03:23:45] <toastyde1th> oh, didn't see that
[03:23:50] <toastyde1th> carry on
[03:24:00] <zeeshan> my friend owns a metal supermarkets
[03:24:00] <toastyde1th> get a semiauto doall
[03:24:01] <Connor_iPad> How does it do with alum stock?
[03:24:05] <zeeshan> Connor: it owns it
[03:24:07] <zeeshan> like butter
[03:24:12] <toastyde1th> power head and vice
[03:24:15] <zeeshan> toastyde1th: those are 1000$ :{
[03:24:21] <toastyde1th> lol more than that
[03:24:25] <Connor_iPad> That's typically what I'll be cutting.
[03:24:45] <zeeshan> http://www.kijiji.ca/v-power-tool/windsor-area-on/bandsaw-and-welder/568645658?enableSearchNavigationFlag=true
[03:24:48] <zeeshan> this is what ive been eyeing
[03:24:53] <toastyde1th> most saws will cut alum pretty easily, it's more a matter of picking a blade that isn't designed to cut what you're cutting
[03:25:10] <zeeshan> thats the nice thing about a vfd on the bandsaw
[03:25:13] <toastyde1th> I think i have run that EXACT saw before
[03:25:19] <zeeshan> you can really speed up the band speed
[03:25:22] <zeeshan> for aluminum
[03:25:31] <zeeshan> toastyde1th: i really like it!
[03:25:34] <toastyde1th> i don't really care about band speed so much on a saw
[03:25:39] <zeeshan> for 900, hes selling that
[03:25:40] <zeeshan> and
[03:25:41] <toastyde1th> as long as it's not too high for stgeel
[03:25:44] <toastyde1th> *steel
[03:25:58] <zeeshan> ac 220 welder and 12 ton press and torche set
[03:26:17] <toastyde1th> but i very often see people trying to cut solid bar stock with like a 10 tpi blade
[03:26:18] -!- R2E4 has quit [Ping timeout: 240 seconds]
[03:26:35] <toastyde1th> or vice versa, angle iron with a .5 tpi
[03:26:46] <toastyde1th> and then wondering why their saw is missing teeth
[03:26:55] <zeeshan> haha
[03:27:09] <zeeshan> the rule of thumb is you need 3 teeth engaged with the material at any given time
[03:27:12] <zeeshan> or something like that
[03:27:22] <toastyde1th> that's a good ballpark, 3 or 4 teeth
[03:27:52] <zeeshan> the school vertical doall bandsaw gets so abused
[03:28:04] <zeeshan> some guy was trying to cut sheet metal with a wood blade
[03:28:09] <zeeshan> at wood cutting speeds
[03:28:16] <witnit> pang pang pang pang
[03:28:19] <witnit> :P
[03:28:23] <zeeshan> the banging was so loud
[03:28:38] <toastyde1th> some people just confuse me
[03:28:48] <toastyde1th> it's like they don't have any idea that the horrendous noise isn't normal
[03:28:55] <toastyde1th> and then they jump when there's a perfectly normal loud noise
[03:29:03] <zeeshan> haha
[03:29:07] <witnit> and they give you the cow eyes hahaha
[03:29:14] <toastyde1th> I loved doing that in trade school
[03:29:14] <zeeshan> "BUT ITS CUTTING"
[03:29:30] <zeeshan> we're engineers using these machines
[03:29:35] <toastyde1th> would make the school's fancy schmancy cnc mill take huge cuts
[03:29:44] <zeeshan> so 90% of the people haven't touched a machine in our life before
[03:29:47] <toastyde1th> they were cutting things like plastic with itty bitty endmills on this giant mill
[03:30:01] <toastyde1th> and I'd make this enormous racket with a big ass facemill
[03:30:14] <toastyde1th> I once had an english class come running out of the room thinking there was an emergency
[03:30:18] <zeeshan> haha
[03:30:25] <toastyde1th> the whole class, 30 people
[03:30:30] <witnit> heavy fly cutter?
[03:30:47] <toastyde1th> nope, it was like a 5 or 6" facemill at 6k rpm
[03:30:55] <witnit> haahhah
[03:31:08] <toastyde1th> something like 6 teeth?
[03:31:15] <toastyde1th> .250 doc, and 120 IPM
[03:31:16] <witnit> put a side chair on that thing and the ladies would love you
[03:31:33] <toastyde1th> and the infeed per pass was something like two inches
[03:31:35] <toastyde1th> not the whole width
[03:31:40] <witnit> ohhh
[03:31:42] <toastyde1th> just surfacing a bunch of plates down to size
[03:32:17] <witnit> you seen that damper they make for those
[03:32:30] <toastyde1th> nope
[03:32:42] -!- beawesomeinstead has quit [Ping timeout: 252 seconds]
[03:32:48] <topcyde> zeeshan: I have the conversation regularly....4 to 24 teeth engaged
[03:33:11] <toastyde1th> 24 teeth engaged if you want to take a good 10 minute smoke break before the cut finishes
[03:33:16] <zeeshan> lol
[03:33:25] <zeeshan> ive been told 3-4
[03:33:37] <zeeshan> and basically "use a fucking shear"
[03:33:41] <zeeshan> for sheet metal :P
[03:33:45] <toastyde1th> if you have a mechanical feed mechanism it doesn't even matter
[03:33:56] <toastyde1th> use a 1 tooth per blade revolution blade
[03:34:11] <toastyde1th> i wish we had a cnc saw, a lot of the shit I had to cut changed thickness
[03:34:14] <toastyde1th> we cut a lot of extrusions
[03:34:33] <toastyde1th> the cuts had to start really slow on feed and then crank the feed up
[03:34:47] <topcyde> that's good advice for sheetmetal
[03:35:07] <topcyde> snips though if it's light enough.
[03:35:44] <toastyde1th> hand work? never.
[03:36:04] <topcyde> toastydelth: cutting irregulars are always a trick
[03:36:24] <zeeshan> cnc saws are elite!
[03:37:11] <toastyde1th> i've done almost no sheetmetal
[03:37:26] <toastyde1th> i worked in a shop that did it briefly, but never got to learn to use the brakes or turret press
[03:37:50] <topcyde> all you've missed out on are more scars on your hands
[03:38:01] <toastyde1th> hahaha
[03:40:15] <topcyde> we don't run sheet in my shop but I've done(and still do) a bit of personal projects with it. I like the snips and hammer forming. It's fun to pummel the crap outof things sometimes. but would go crazy trying that in production.
[03:41:24] -!- dybskiy has quit [Remote host closed the connection]
[03:41:46] <topcyde> zeeshan: if you learn to use a saw right you'll find it does all the work for you and short of chopping up 100 pieces of the same thing a cnc really does nothing.
[03:42:17] <zeeshan> topcyde: you can multiple pieces of different lengths
[03:42:19] <zeeshan> all on its own
[03:42:19] <toastyde1th> it only helps in bizarre situations that don't normally crop up in cutoff
[03:43:14] <toastyde1th> although the big saw i ran had a hydraulic feed and those can be straight retarded
[03:43:33] <zeeshan> http://i.imgur.com/Oi6baNi.jpg
[03:43:41] <toastyde1th> it would repeat to .002" but christ help you get it set to begin with
[03:43:43] <topcyde> yes but of the same material, as soon as you swap material it's useless you'r estill standing there punching buttons.
[03:43:45] <zeeshan> cutting those 2x2x1/8 angles took me 4 hours on my pos bandsaw
[03:43:46] <zeeshan> lol
[03:43:59] <toastyde1th> yeah something's not right
[03:44:22] <topcyde> how were you cutting them?
[03:44:26] <toastyde1th> if the band is srsly popping off there's got to be something wrong with the blade guides
[03:44:43] <zeeshan> lowest possible speed
[03:44:45] <zeeshan> 45 degree angles
[03:46:35] <toastyde1th> i did use a saw once that didn't actually have the guides in place
[03:46:44] <zeeshan> i should just plasti-dip both my band wheels
[03:46:47] <toastyde1th> which explains why I had so much trouble
[03:46:49] <zeeshan> and see what happens :P
[03:46:50] <topcyde> did you have them like this L or this ^ ?
[03:46:57] <zeeshan> ^
[03:47:08] <zeeshan> cutting em like L rapes the blade
[03:47:09] <zeeshan> lol
[03:47:10] <toastyde1th> zeeshan, take a pic of your blade guides
[03:47:12] -!- almccon has quit [Quit: Leaving.]
[03:47:25] -!- krusty_ar has quit [Ping timeout: 250 seconds]
[03:47:29] <zeeshan> im embarassed to show my bandsaw
[03:47:32] <zeeshan> its been abused :)
[03:47:44] <toastyde1th> dude I used a cnc mill from the late 60s
[03:47:50] -!- NickParker|2 has quit [Quit: KVIrc 4.2.0 Equilibrium http://www.kvirc.net/]
[03:47:53] <toastyde1th> not much will offend me
[03:48:13] <toastyde1th> although in the end the machine itself was nice
[03:48:48] <topcyde> toastydelth: you should be lucky with such fancy schmancy new equipment
[03:49:39] <toastyde1th> i almost got to use a control that was straight paper tape
[03:49:43] <topcyde> the old tuff usually runs better, it was designed by engineers that new what they were doing and built by men who took pride in their work.
[03:49:49] <toastyde1th> but they ripped the control off to refit the machine before =(
[03:50:11] <toastyde1th> it was five full racks of crazy vacuum tubes and knobs and dials
[03:50:31] <topcyde> wow, I wish I could have gotten that rack of spare parts
[03:51:13] <zeeshan> http://i.imgur.com/5LnTGOm.jpg
[03:51:26] <zeeshan> http://i.imgur.com/GBXGepG.jpg
[03:51:54] <toastyde1th> weird
[03:52:11] <toastyde1th> and you say it's jumping off the wheels itself?
[03:52:20] <zeeshan> it doesnt jump off
[03:52:23] <zeeshan> it slips on the wheels
[03:52:27] <toastyde1th> ooooooh
[03:52:31] <topcyde> that's a nice saw
[03:52:51] <zeeshan> no way
[03:53:01] <zeeshan> no coolant, .5 hp motor, 100lb frame
[03:53:02] <zeeshan> weaksauce
[03:53:22] -!- dybskiy has quit [Ping timeout: 276 seconds]
[03:53:40] <zeeshan> i think if i increase the coefficienct of friction at the wheels
[03:53:42] <zeeshan> it might work better
[03:53:48] <zeeshan> w/ more power
[03:54:03] <toastyde1th> yeah, bike inner tubes.
[03:54:06] <toastyde1th> and some glue
[03:56:02] -!- ravenlock has quit [Quit: Leaving]
[03:56:02] <topcyde> buy a mister system, they're usually in the vertical mill section of your favorite machine tool supply catalog.
[03:57:56] <zeeshan> mister system aint good for your lungs!
[03:58:08] <zeeshan> its cheaper/easier/faster to buy that used bandsaw
[03:59:36] <topcyde> what? are you sucking on the end of it?
[03:59:53] <zeeshan> no
[03:59:54] <zeeshan> it gets inthe air
[03:59:57] <zeeshan> and you breathe it in
[04:05:22] <topcyde> set it up to minimum spray. if you see fluid puddling on the part it's too thick. it's purpose is to inject a liquid into the air right at the cut increasing thermal efficiency and lubricity. you're not breathing it in. it's sticking to either the blade or the material and evaporating off. the same as flood coolant.
[04:07:38] <topcyde> with 3db less mess
[04:08:30] <zeeshan> http://www.ccohs.ca/oshanswers/chemicals/metalworking_fluids.html
[04:08:47] <zeeshan> everything on that website points to not using mist
[04:08:56] <zeeshan> i know mist is superior to flood coolant in terms of metal cutting
[04:09:01] <zeeshan> but its not superior when it comes to your health
[04:09:52] <zeeshan> i know at my last work place, the health guy recommended more ventilation cause our mist particles ppm even with flood coolant was higher than the recommended amount by OSH.
[04:10:20] <zeeshan> gnite!
[04:17:02] -!- shaun415 [shaun415!~Shaun@ool-435578c3.dyn.optonline.net] has joined #linuxcnc
[04:17:03] <shaun415> hey
[04:17:10] <shaun415> anyone here use manual equopment?
[04:17:14] <shaun415> Im looking to buy a lathe
[04:19:50] <topcyde> I use manuals. I've thought about selling my smithy if you're looking for something small. I've not used it in a while.
[04:20:50] <topcyde> or were you just looking for advice?
[04:22:14] <shaun415> Im looking for advice on what to get
[04:22:26] <shaun415> I dont want to spend too much, so I was looking at older models
[04:22:34] <shaun415> southbend and such
[04:22:47] -!- shaun413_ [shaun413_!~AndChat79@ool-435578c3.dyn.optonline.net] has joined #linuxcnc
[04:23:07] <witnit> hardinge made a couple nice small ones for 5c collets
[04:23:24] <topcyde> which are you looking for more size or money?
[04:23:59] -!- Aero-Tec [Aero-Tec!Aero-Tec4@d75-156-0-44.bchsia.telus.net] has joined #linuxcnc
[04:25:03] <shaun413_> Cheap
[04:25:16] <shaun413_> I don't really need size.
[04:25:27] <witnit> 110v only?
[04:25:32] <shaun413_> But was recommended to stay away from small lathes
[04:25:36] <shaun413_> Yes 110v
[04:26:14] -!- Aero-Tec3 has quit [Ping timeout: 246 seconds]
[04:26:22] <witnit> you need threading option?
[04:26:50] <shaun413_> Sorry a newbie, not sure what that means
[04:26:59] <shaun413_> This will be my first lathe
[04:27:06] -!- shaun415 has quit [Ping timeout: 240 seconds]
[04:27:12] <witnit> hmmm, I would look at a rockwell
[04:27:17] <witnit> and see about a phase converter
[04:27:22] <shaun413_> How much are they?
[04:27:32] <witnit> depends on condition, how much can you spend?
[04:27:53] <shaun413_> In was hoping to get something older and not too large for less than 1k
[04:28:10] <witnit> look at the rockwell, and try to find something similar
[04:28:12] <topcyde> shaun415 : ive got to check out. keep your eyes on the local auction sites and craigslist. as far as small lathes go I think they were referring to things along the sherline size. Good strt for education is this series
http://www.youroldtimebookstore.com/product-p/l4l2.htm
[04:28:15] -!- Connor_iPad has quit [Quit: I'm Gone!]
[04:28:35] <shaun413_> Yeah like a sherline
[04:28:40] <shaun413_> Has no meat
[04:28:54] <shaun413_> And I can get something used for 600
[04:29:00] <shaun413_> That is likely better
[04:29:01] <witnit> yeah I would not waste my time on such things
[04:29:16] <witnit> I would go for toolroom style lathe
[04:29:35] <witnit> or sized lathe*
[04:29:43] <shaun413_> I hear the south bend is popular
[04:30:06] <shaun413_> I can't get something too large
[04:30:16] <shaun413_> Under 4ft or so would be ideal
[04:30:27] <witnit> rockwell or hardinge
[04:30:36] <witnit> would get you really close I think
[04:30:49] <shaun413_> No south bend.?
[04:31:01] <witnit> ehh
[04:31:49] <witnit> something small and affordable but not junk is what you want
[04:32:08] <witnit> you can spend alot of money trying to put together an old machine
[04:32:20] <witnit> try to get something that is complete when you get it
[04:32:51] <witnit> so just go with whatever is the most complete and ready to go
[04:33:08] <shaun413_> Ok
[04:33:24] <shaun413_> How much do you think a Rockwell or hardinge would run me
[04:33:26] <witnit> I dont think any of those brands will cause you too many problems and in a good deal you can get each for <750
[04:33:29] <shaun413_> With some tooling
[04:34:17] -!- almccon has quit [Ping timeout: 252 seconds]
[04:34:31] <witnit> it really depends where you buy, I got two of them one was loaded one was not for $500
[04:34:57] <shaun413_> Hmm
[04:35:02] <shaun413_> Where are you located
[04:35:05] <witnit> indiana
[04:35:06] <shaun413_> I'm in NJ
[04:35:22] <shaun413_> Cool where in indiana
[04:35:29] <shaun413_> Near Goshen?
[04:35:31] <witnit> near the fort
[04:35:47] <toastyde1th> Monarch 10ee is another option
[04:35:52] <shaun413_> Hmm
[04:35:57] <toastyde1th> can be hard to find them cheap though
[04:35:59] <witnit> yeah monarch 10ee is dream though
[04:36:04] <shaun413_> Yeah
[04:36:09] <shaun413_> I need cheap
[04:36:11] <witnit> like a collector car of lathes
[04:36:15] <shaun413_> I'm only 20
[04:36:18] <toastyde1th> wasn't real impressed with rockwell's tiny shit
[04:36:26] <toastyde1th> their bench lathes
[04:36:28] <witnit> seriously someone has a rockwell or a hardinge on its way to the scrap yard right now
[04:36:32] <toastyde1th> their floor lathes are decent
[04:36:42] <shaun413_> Really?
[04:36:47] <witnit> yeah floor model minimum
[04:36:48] <toastyde1th> yeah
[04:36:50] <shaun413_> Why are they bad ?:p
[04:36:52] <witnit> I wouldnt mess with benchtops
[04:36:55] <toastyde1th> flimsy as shit
[04:36:58] <witnit> yeop
[04:37:02] <witnit> they flex
[04:37:04] <toastyde1th> even by benchtop standards
[04:37:06] <toastyde1th> they're real flimsy
[04:37:06] <shaun413_> Oh lord
[04:37:16] <toastyde1th> they're not harbor freight flimsy
[04:37:17] <shaun413_> I don't have room for that
[04:37:24] <shaun413_> How big is it
[04:37:28] <toastyde1th> but i'd take a 20" atlas over a 40" rockwell bench lathe
[04:37:41] -!- dhrasmus has quit [Quit: Leaving]
[04:37:48] <shaun413_> I don't even know what I'd use the size for..
[04:38:03] <toastyde1th> imho that's the wrong way to look at it
[04:38:06] <shaun413_> I'd be machining things I could on a sherline
[04:38:12] <witnit> the distance between the chuck and the bed is usually most important
[04:38:17] <shaun413_> I see
[04:38:19] <toastyde1th> the reason nobody makes lathes that tiny is because it's hard to make a small, good lathe
[04:38:25] <shaun413_> Yeah
[04:38:26] <witnit> unless you are turning broomsticks daily
[04:38:29] <shaun413_> You need mass
[04:38:33] <toastyde1th> and all you need is one semi-long boring job to use up bed length
[04:38:41] <toastyde1th> because any boring operation needs twice the bore length
[04:38:46] <witnit> yep
[04:38:47] <shaun413_> I see
[04:38:54] <shaun413_> Makes sense
[04:39:11] <toastyde1th> that said, you can buy chuckers if you really, really know what your're going to be machining
[04:39:12] <witnit> seriously though, small floor model over any benchtop IMO
[04:39:25] <shaun413_> Well
[04:39:26] <witnit> its his first lathe
[04:39:28] <shaun413_> What's a good one
[04:39:43] <shaun413_> I can do a small floor model probably...
[04:39:44] <toastyde1th> some other companies make decent 20-30" lathes but they're heavy
[04:39:57] <shaun413_> Has to fit downstairs though
[04:40:29] <shaun413_> Unless I can take it apart
[04:41:00] <toastyde1th> if you aren't comfortable skidding a lathe down a flight of stairs you will probably have to go benchtop
[04:41:09] <shaun413_> https://www.youtube.com/watch?v=0PzPfzLeDa0&feature=youtube_gdata_player
[04:41:14] <shaun413_> Nothing this big
[04:41:39] <witnit> you can take the hardinge off its table and the rockwell can be taken from the legs too I think
[04:42:11] <toastyde1th> which hardinge?
[04:42:13] <shaun413_> I may have to make room in the garage ..
[04:42:17] <shaun413_> Hmm
[04:42:25] <toastyde1th> shaun413_, honestly the garage is where a shop should be
[04:42:32] <shaun413_> We keep cars there
[04:42:35] <shaun413_> Lol
[04:42:47] <toastyde1th> as soon as you put a machine in a basement you are forever going to be saying "well i'd do that except it's down a flight of stairs"
[04:42:56] <toastyde1th> even buying stock can be a pain in the balls
[04:42:56] <shaun413_> Hahaha
[04:43:27] <shaun413_> So let's recap
[04:43:33] <shaun413_> What am I looking for?
[04:43:48] <toastyde1th> the biggest lathe you are comfortable getting down a flight of stairs
[04:43:57] <toastyde1th> and by biggest i mean weight
[04:44:02] <toastyde1th> not like
[04:44:06] <toastyde1th> a 400 foot long lathe
[04:44:27] <shaun413_> Well it may fit in the garage
[04:44:45] <toastyde1th> I'd look for the heaviest 30-40" bed length lathe you can find
[04:44:53] <shaun413_> Price is more of a concern
[04:44:54] <toastyde1th> swing over the bed, as mentioned, is more important
[04:45:08] <shaun413_> Right
[04:45:10] <toastyde1th> and the spindle nose size is a very good indicator of how strong a lathe is
[04:45:26] <toastyde1th> so what do you mean by "looking for" if not those factors
[04:46:01] <shaun413_> I mean brands
[04:46:03] <shaun413_> Models
[04:46:12] <toastyde1th> what's that one small lathe site
[04:46:23] <toastyde1th> http://lathes.co.uk/
[04:46:29] <toastyde1th> this will give you an idea of what you're looking at
[04:46:54] <toastyde1th> I can't suggest one brand or another, i haven't used a ton of tiny lathes other than Hardinge
[04:47:01] <toastyde1th> which are accurate but not very strong
[04:47:12] -!- mhaberler [mhaberler!~mhaberler@extern-177.stiwoll.mah.priv.at] has joined #linuxcnc
[04:47:18] <shaun413_> Ok
[04:47:35] <toastyde1th> south bend, rockwell
[04:47:50] <shaun413_> Yes
[04:47:50] <toastyde1th> SB is okay but overpriced, don't be afraid to grab it
[04:47:55] <toastyde1th> if it's in price range
[04:48:01] <shaun413_> Ok
[04:48:15] <shaun413_> Does it matter the model?
[04:48:18] <shaun413_> Or year?
[04:48:21] <toastyde1th> nope
[04:48:40] <toastyde1th> look it over for "excessive wear," but that's pretty much impossible to really quantify on sight
[04:48:57] <shaun413_> Yeah idk what to look for when buying
[04:48:58] <toastyde1th> try to inspect it under power, run it through all the gears and listen to the shifts
[04:49:08] <toastyde1th> run it through a bunch of different feeds and speeds
[04:49:15] <toastyde1th> crank the handwheels, check for binding
[04:49:17] <shaun413_> Don't even know how to do that:/
[04:49:56] <toastyde1th> there are some really, really good brands that made goddamned phenomenal lathes in the 30" range
[04:50:05] <toastyde1th> but you're unlikely to find them
[04:50:24] <toastyde1th> Monarch has some non-10ee lathes, those are great
[04:50:45] <toastyde1th> American made a 20x30" Pacemaker, but it's unlikely you'd want to move it
[04:50:59] <toastyde1th> DSG (Dean, Smith, and Grace) has a short bed lathe
[04:51:18] <shaun413_> So many options
[04:51:25] <toastyde1th> Leblond is probably the best small-ish 30" lathe
[04:51:27] <shaun413_> Very intimidating
[04:51:32] <toastyde1th> but the name makes the price go up
[04:51:35] <toastyde1th> for no reason, imho
[04:52:09] <toastyde1th> I can pick up the 30" Pacemaker for like half the cost on average of a Leblond, and the American is a top-tier manual lathe
[04:52:10] <shaun413_> Apple
[04:52:12] <shaun413_> :p
[04:52:34] <toastyde1th> who else
[04:52:42] <shaun413_> ?
[04:52:43] <toastyde1th> Ikeagi and Mazak both made late-model manual lathes
[04:52:44] <witnit> another factor to consider is replacement parts
[04:52:52] <shaun413_> And price :p
[04:53:04] <witnit> you dont want some oddball machine they only made a few thousand of
[04:53:08] <shaun413_> The cheaper the better
[04:53:10] <witnit> or you will pay alot for parts
[04:53:26] <witnit> im still sticking with hardinge/rockwell
[04:53:33] <witnit> for a beginner small do all lathe
[04:53:46] <toastyde1th> hardinge++
[04:53:51] <shaun413_> Ok
[04:53:56] <shaun413_> Will look at hardinge
[04:53:58] <toastyde1th> just make sure you're buying a hardinge ENGINE LATHE
[04:54:02] <toastyde1th> and not a chucker or a second op lathbe
[04:54:03] <toastyde1th> *lathe
[04:54:15] <toastyde1th> or you will be a sad panda
[04:54:25] <witnit> yes do not buy the speed lathe second operations ect lathe UNLESSS it has a toolpost and then you still will not have threading
[04:54:55] <toastyde1th> hardinge is also semi-retarded in that most of their machines are electronic feed rather than driveshaft
[04:54:59] <toastyde1th> only thing i didn't like about them
[04:55:16] <witnit> http://blog.sterlingmachinery.com/wp-content/uploads/2011/02/A1584.jpg
[04:55:19] <witnit> myes myes....
[04:55:39] <toastyde1th> lol if you can find an HLV for less than like 5k
[04:55:43] <toastyde1th> i'll be impressed
[04:55:45] <witnit> hahahaha
[04:55:46] <witnit> truth
[04:55:51] <witnit> hahaha but its soo perty
[04:56:19] <toastyde1th> also this is hilarious
[04:56:20] <toastyde1th> http://www.lathes.co.uk/union/
[04:56:29] <shaun413_> Hardinge is expensive...
[04:56:29] <toastyde1th> Union makes 50 ton turret lathes
[04:56:34] <toastyde1th> and apparently, shitty bench lathes
[04:56:43] <witnit> wow
[04:56:53] <witnit> nice drive motor
[04:57:12] <witnit> does it come with a hamster wheel
[04:57:14] <shaun413_> Like 4k on cl
[04:57:17] <shaun413_> Hmmm
[04:57:18] <toastyde1th> http://img.machinio.com/resale_info/6395655.jpg
[04:57:36] <toastyde1th> shaun413_, Hardinge is expensive
[04:57:42] <toastyde1th> it's difficult to come across them cheap
[04:57:44] <shaun413_> Oh
[04:57:48] <shaun413_> I can't afford that
[04:58:04] <toastyde1th> the problem is that at 500 dollars you are going to be waiting awhile for a decent lathe
[04:58:10] <toastyde1th> unless you want to go small, bench top
[04:58:13] <toastyde1th> and just get into the game
[04:58:14] <shaun413_> Yeah
[04:58:34] <toastyde1th> the downside is that you are going to rapidly outpace the lathe and none of the small-model shit will fit on a bigger machine
[04:58:51] <shaun413_> I see
[04:58:51] <toastyde1th> if you plan on working on small parts, then that's not an issue
[04:59:10] <toastyde1th> once you get into 14x40 lathes, accessories are EEEEVERYWHERE
[04:59:11] <shaun413_> Hmm
[04:59:16] <shaun413_> Yeah
[04:59:20] <toastyde1th> if you get a sherline, atlas, sb, whatever
[04:59:28] <shaun413_> I just hope I can make my money back on it
[04:59:36] <toastyde1th> you are going to be dealing with sort of uncommon adapters, backing plates, etc
[04:59:55] <toastyde1th> whereas if you buy a 14x40, dollars to doughnuts it's got a D4 spindle nose
[05:00:11] <shaun413_> Ok
[05:00:13] <toastyde1th> and every 6 to 10" chuck on ebay will fit
[05:00:44] <witnit> http://www.ebay.com/itm/Hardinge-HSL5C-Speed-Lathe-/131155405019?pt=LH_DefaultDomain_0&hash=item1e8978a8db
[05:00:48] <witnit> buy it for me toasty
[05:00:55] <toastyde1th> hahaha
[05:01:27] <witnit> ever rama dsm-a?
[05:01:29] <shaun413_> that's not the one I want right?
[05:01:30] <witnit> ran a*
[05:01:36] <witnit> no you dont want that
[05:01:36] <shaun413_> That's too pricy anyway
[05:01:42] <toastyde1th> this is what i want
[05:01:42] <toastyde1th> http://www.ebay.com/itm/HITACHI-SEIKI-10HP-MANUAL-TURRET-LATHE-MACHINE-/151205099311?pt=LH_DefaultDomain_0&hash=item233486b72f
[05:01:50] <toastyde1th> witnit, nope, but i'd like to
[05:02:07] <witnit> I just sent one of those to the scrap yard
[05:02:14] <toastyde1th> aw =(
[05:02:14] <witnit> it had a barloader though
[05:02:21] <toastyde1th> i love barloaders
[05:02:27] <toastyde1th> they make me so lazy
[05:02:31] <shaun413_> Idk what I want
[05:02:35] <witnit> im lying I would never do such a thing I just wanted to see your heart break
[05:02:35] <shaun413_> !
[05:02:42] -!- Fox_Muldr has quit [Ping timeout: 240 seconds]
[05:02:55] <toastyde1th> shaun413_, you need to determine if you want to get into machining now, with a smaller machine
[05:02:57] <toastyde1th> or wait
[05:03:05] <toastyde1th> and look for a 14x40
[05:03:07] <witnit> yeah you need to spend 1800
[05:03:09] <shaun413_> Hmn
[05:03:11] <witnit> and do it right
[05:03:24] <toastyde1th> if you see yourself being cash-strapped
[05:03:25] <shaun413_> I don't have that
[05:03:33] <toastyde1th> i'd go with the small lathe
[05:03:44] <shaun413_> I barely have the 600
[05:03:45] <witnit> if you just want to learn any size works
[05:03:54] <toastyde1th> you aren't going to get machining for 600
[05:04:02] <witnit> if you want to seriously use it....
[05:04:10] <toastyde1th> you can get the lathe itself for 600
[05:04:11] <shaun413_> I want to make hot ends for 3d printers
[05:04:15] <witnit> you need to spend more or wait a long time for a descent one
[05:04:16] <toastyde1th> if you want to put a part in it
[05:04:21] <toastyde1th> it's going to cost more
[05:04:47] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01f670.pool.mediaWays.net] has joined #linuxcnc
[05:05:12] <toastyde1th> also, with the class of machines you are looking at and able to support
[05:05:26] <toastyde1th> realistically you are not going to be able to turn a profit making anything
[05:05:37] <witnit> http://upload.wikimedia.org/wikipedia/commons/8/88/19th_century_knowledge_carpentry_and_woodworking_old_tree_lathe.PNG
[05:06:02] <toastyde1th> engine lathes are good for one off, fairly simple parts, and repairs
[05:06:12] <toastyde1th> as soon as you say to yourself, "Hey, i want to make five of these"
[05:06:17] <toastyde1th> it is the wrong tool
[05:07:02] <shaun413_> Ah
[05:07:16] <shaun413_> Well. I will be using it for production
[05:07:29] <toastyde1th> there's no such thing as production on an engine lathe
[05:07:36] <shaun413_> I see
[05:07:38] <toastyde1th> especially on a 600 dollar budget
[05:07:47] <toastyde1th> they're built for repair and one off work
[05:08:05] <toastyde1th> or work that takes so long to machine that it might as well be one-off
[05:08:09] <shaun413_> I'll look into it some more
[05:08:16] <toastyde1th> like turbine bearings, battleship driveshafts, etc
[05:08:49] <toastyde1th> if i were you, and I had my heart set on this even if i thought it was a bad idea
[05:08:55] <shaun413_> I must be sleeping now
[05:08:56] <toastyde1th> I would look at a little desktop cnc
[05:09:18] <shaun413_> Goodnight and thanks for the help
[05:09:21] <toastyde1th> good luck
[05:09:25] <shaun413_> What do you mean cnc
[05:09:27] <shaun413_> Lathe?
[05:09:30] <toastyde1th> computer controlled lathe
[05:09:34] <shaun413_> Ah
[05:09:46] <toastyde1th> that's the only way to get any manufacturing volume out of a small lathe.
[05:09:49] <toastyde1th> goodnight!
[05:09:55] <shaun413_> Cya
[05:10:40] -!- mhaberler has quit [Quit: mhaberler]
[05:13:40] -!- Cylly has quit []
[05:16:33] -!- mhaberler [mhaberler!~mhaberler@intern-210.stiwoll.mah.priv.at] has joined #linuxcnc
[05:20:11] <witnit> hahahha
[05:20:20] <witnit> shiiiiiiiiiiiiii wrong window aagin
[05:20:27] -!- Loetmichel [Loetmichel!cylly@p54B11C42.dip0.t-ipconnect.de] has joined #linuxcnc
[05:20:45] -!- FinboySlick has quit [Remote host closed the connection]
[05:20:53] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[05:23:18] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[05:25:10] -!- ve7it has quit [Remote host closed the connection]
[05:26:58] -!- skunkworks has quit [Ping timeout: 276 seconds]
[05:35:53] -!- almccon has quit [Ping timeout: 252 seconds]
[05:45:39] -!- patrickarlt has quit [Quit: Leaving...]
[05:45:49] -!- toner has quit [Ping timeout: 276 seconds]
[05:58:14] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[06:01:43] -!- somenewguy has quit [Ping timeout: 240 seconds]
[06:06:31] -!- kwallace2 has quit [Ping timeout: 250 seconds]
[06:13:02] -!- ries has quit [Quit: ries]
[06:16:09] -!- somenewguy [somenewguy!~chatzilla@pool-108-7-223-232.bstnma.fios.verizon.net] has joined #linuxcnc
[06:18:30] -!- Valen has quit [Quit: Leaving.]
[06:20:06] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[06:20:42] -!- somenewguy has quit [Ping timeout: 240 seconds]
[06:22:59] -!- skroon has quit [Ping timeout: 250 seconds]
[06:23:19] -!- somenewguy [somenewguy!~chatzilla@pool-108-7-223-232.bstnma.fios.verizon.net] has joined #linuxcnc
[06:30:18] -!- somenewguy has quit [Ping timeout: 240 seconds]
[06:30:49] -!- somenewguy [somenewguy!~chatzilla@pool-108-7-223-232.bstnma.fios.verizon.net] has joined #linuxcnc
[06:34:48] -!- i_tarzan has quit [Read error: Connection reset by peer]
[06:39:45] -!- automata [automata!~Amit@114.143.56.101] has joined #linuxcnc
[06:44:22] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[06:44:44] <Deejay> moin
[06:47:54] -!- somenewguy has quit [Ping timeout: 240 seconds]
[06:50:13] -!- somenewguy [somenewguy!~chatzilla@pool-108-7-223-232.bstnma.fios.verizon.net] has joined #linuxcnc
[06:52:15] -!- rob_h [rob_h!~robh@90.204.237.115] has joined #linuxcnc
[07:02:25] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[07:05:21] <witnit> moin!
[07:06:24] -!- witnit has quit [Remote host closed the connection]
[07:07:11] -!- The_Ball has quit [Ping timeout: 250 seconds]
[07:07:14] -!- GJdan has quit [Quit: WeeChat 0.4.4-dev]
[07:08:16] -!- witnit [witnit!~quassel@199-168-73-34.hntninaa.metronetinc.net] has joined #linuxcnc
[07:15:56] -!- psha [psha!~psha@213.208.162.81] has joined #linuxcnc
[07:19:56] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[07:21:36] -!- gimps has quit []
[07:24:54] -!- balestrino has quit []
[07:28:06] -!- mle_ has quit [Ping timeout: 240 seconds]
[07:30:32] -!- Aero-Tec2 [Aero-Tec2!Aero-Tec4@d75-156-0-44.bchsia.telus.net] has joined #linuxcnc
[07:33:12] -!- Aero-Tec has quit [Ping timeout: 250 seconds]
[07:50:51] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[07:56:42] -!- almccon has quit [Ping timeout: 240 seconds]
[07:59:19] -!- asdfasd [asdfasd!~332332@0545c1b9.skybroadband.com] has joined #linuxcnc
[08:17:59] -!- larryone has quit [Quit: This computer has gone to sleep]
[08:19:06] -!- dybskiy has quit [Ping timeout: 240 seconds]
[08:24:12] <witnit> I was talking to a friend about dog leaches and dog beds and ebay has them advertising all over my page now :/
[08:24:31] <witnit> I dont even have a dog or ever typed anything about a dog online.
[08:24:39] <witnit> leashes*
[08:24:49] <witnit> I quit the internet.
[08:24:51] -!- witnit has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[08:33:44] -!- phragment has quit [Remote host closed the connection]
[08:34:51] -!- phragment [phragment!~blubb@vpn.htu.tu-graz.ac.at] has joined #linuxcnc
[08:38:48] -!- automata has quit [Read error: Connection reset by peer]
[08:38:49] <Loetmichel> anyone can tell me whats the tread on 3,5" pc harddisks is called?
[08:38:53] <Loetmichel> the screws
[08:38:54] -!- automata_ [automata_!~Amit@114.143.56.101] has joined #linuxcnc
[08:39:40] <archivist> iirc it is an american thread probably the coarse
[08:41:44] <Loetmichel> i want to use PC case thumbscrewson a owm casing. so i need to know which thread cutter to order ;-9
[08:42:22] <archivist> unc
[08:42:37] <archivist> 6/32
[08:42:54] -!- automata_ has quit [Ping timeout: 240 seconds]
[08:43:20] <Loetmichel> thanks
[08:44:26] <archivist> http://www.collection.archivist.info/archive/mirror/2579-771970.pdf
[08:44:40] <archivist> page 5
[08:45:11] * archivist off doing taxi duty
[08:49:33] <Loetmichel> so, ordered 2 thread cutters unc 6/32,,, 11 eur , thats ok ;-)
[08:55:43] -!- automata [automata!~Amit@114.143.56.101] has joined #linuxcnc
[09:19:21] -!- dybskiy has quit [Ping timeout: 250 seconds]
[09:20:05] -!- likewhoa has quit [Ping timeout: 255 seconds]
[09:28:56] -!- linuxcnc-build has quit [Ping timeout: 252 seconds]
[09:29:18] -!- CaptLookback has quit [Ping timeout: 252 seconds]
[09:29:42] -!- CaptLookback [CaptLookback!~2020@ip-64-134-243-248.public.wayport.net] has joined #linuxcnc
[09:29:42] -!- CaptLookback has quit [Changing host]
[09:29:42] -!- CaptLookback [CaptLookback!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[09:30:07] -!- witnit [witnit!~quassel@199-168-73-34.hntninaa.metronetinc.net] has joined #linuxcnc
[09:32:29] -!- kludge` has quit [Ping timeout: 246 seconds]
[09:36:14] -!- Reventlov has quit [Quit: leaving]
[09:46:42] -!- syyl- [syyl-!~syyl@p4FD10230.dip0.t-ipconnect.de] has joined #linuxcnc
[09:49:30] -!- syyl has quit [Ping timeout: 240 seconds]
[09:58:16] -!- almccon has quit [Ping timeout: 252 seconds]
[10:09:33] -!- md-2 has quit [Quit: Leaving...]
[10:12:41] -!- PCW has quit [Remote host closed the connection]
[10:14:18] -!- mle_ has quit [Ping timeout: 240 seconds]
[10:14:25] -!- md-2 has quit [Client Quit]
[10:19:06] -!- dybskiy has quit [Ping timeout: 240 seconds]
[10:24:41] -!- skorasaurus has quit [Quit: WeeChat 0.4.3]
[10:25:18] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[11:19:06] -!- dybskiy has quit [Ping timeout: 240 seconds]
[11:36:46] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:38:43] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[11:39:27] -!- JesusAlos [JesusAlos!~chatzilla@36.31.19.95.dynamic.jazztel.es] has joined #linuxcnc
[11:39:53] <JesusAlos> hi
[11:39:57] <JesusAlos> hi
[11:42:21] <JesusAlos> I have this problem in machine
[11:42:23] <JesusAlos> http://imagebin.org/304884
[11:42:40] <JesusAlos> Any idea? please
[11:45:12] -!- garfong [garfong!~garfong@204.108.212.238] has joined #linuxcnc
[12:00:00] -!- almccon has quit [Ping timeout: 252 seconds]
[12:02:54] <jthornton> don't press the $ key when your paused?
[12:13:32] <JesusAlos> Is possible
[12:13:59] <JesusAlos> I revise it the nex time
[12:14:02] <JesusAlos> thank
[12:18:26] <jdh> I've had that message pop up but never knew why.
[12:21:30] -!- garfong has quit [Ping timeout: 240 seconds]
[12:21:51] -!- zlog has quit [Remote host closed the connection]
[12:21:53] -!- Tom_itx has quit []
[12:24:14] -!- Tom_itx [Tom_itx!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[12:25:23] -!- zlog_ [zlog_!~zlog@ip24-255-188-115.ks.ks.cox.net] has joined #linuxcnc
[12:25:34] -!- balestrino has quit [Ping timeout: 276 seconds]
[12:26:18] <witnit> anyone using a 7i90HD?
[12:27:38] -!- garfong [garfong!~garfong@204.108.212.238] has joined #linuxcnc
[12:30:14] -!- automata has quit [Read error: Connection reset by peer]
[12:31:32] -!- mle_ has quit [Ping timeout: 252 seconds]
[12:38:48] -!- the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[12:47:19] CaptLookback is now known as CaptOnTheRoad
[12:47:19] CaptOnTheRoad is now known as CptOnTheRoad
[12:47:21] CptOnTheRoad is now known as Captontheroad
[12:47:21] Captontheroad is now known as MrBeansnToast
[12:59:48] -!- skroon [skroon!~skroon@541F1FA3.cm-5-8a.dynamic.ziggo.nl] has joined #linuxcnc
[13:00:56] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[13:03:37] -!- MrBeansnToast has quit [Quit: gone]
[13:07:17] -!- sumpfralle has quit [Ping timeout: 250 seconds]
[13:16:06] -!- psha has quit [Ping timeout: 240 seconds]
[13:18:21] -!- psha [psha!~psha@213.208.162.81] has joined #linuxcnc
[13:19:00] -!- garfong has quit [Ping timeout: 252 seconds]
[13:19:16] -!- dybskiy has quit [Ping timeout: 258 seconds]
[13:21:46] -!- garfong [garfong!~garfong@204.108.212.238] has joined #linuxcnc
[13:22:12] -!- witnit has quit [Remote host closed the connection]
[13:27:24] -!- witnit [witnit!~quassel@199-168-73-34.hntninaa.metronetinc.net] has joined #linuxcnc
[13:27:58] -!- MrOnTheRoad [MrOnTheRoad!~2020@ip-64-134-243-248.public.wayport.net] has joined #linuxcnc
[13:27:58] -!- MrOnTheRoad has quit [Changing host]
[13:27:58] -!- MrOnTheRoad [MrOnTheRoad!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[13:34:21] <MrOnTheRoad> has anyone found anything with better features than the gcodetools plugin for Inkscape to convert vector and raster images to G-code?
[13:34:29] -!- syyl_ws [syyl_ws!~sg@p4FD10230.dip0.t-ipconnect.de] has joined #linuxcnc
[13:35:37] <archivist> there are many definitions of better where cam for gcode is needed
[13:37:26] <MrOnTheRoad> I ask a simple question and I get philosophy :)
[13:38:42] <witnit> welcome to linux where the rules are made up and the pins dont matter
[13:39:15] <MrOnTheRoad> bbl or I'll check the logs
[13:39:17] -!- shaun413_ has quit [Quit: Bye]
[13:39:39] <archivist> often one wants to do Y but someone has written an application for T
[13:40:20] <MrOnTheRoad> was just looking for opinion
[13:40:54] -!- MrOnTheRoad has quit [Quit: gone]
[13:41:10] <archivist> it depends on your use case which you could/should look at
[13:41:31] <archivist> I mostly hand code
[13:44:53] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[13:46:30] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.241.253] has joined #linuxcnc
[13:46:53] <humble_sea_bass> <RMStallman> Install Gentoo
[13:48:29] <humble_sea_bass> well, if you're dealing with raster/vector in inkscape, i think it is beyond handcoding
[13:50:43] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[13:51:02] <archivist> image2gcode brings up a few hits on google
[13:51:31] <archivist> even this
http://www.linuxcnc.org/docs/2.4/html/gui_image-to-gcode.html
[13:51:50] <Jymmm> http://timeguy.com/cradek/image-to-gcode
[13:52:00] -!- garfong has quit [Quit: Leaving]
[13:52:49] <Loetmichel> anyone knows where to get a cheap c0 lathe headstock complete with chuck in germany?
[13:53:10] <archivist> buy a complete lathe :)
[13:53:18] * archivist ducks
[13:53:32] <Loetmichel> CJHEAP
[13:53:38] <Loetmichel> and "lathe" is a big word
[13:53:47] <Loetmichel> for such a small thing
[13:53:50] <archivist> I thought they were cheap sh
[13:54:04] <Loetmichel> want to upgrade my CNC mill at home with a rotational axis
[13:54:47] <archivist> I used a vertex rotary and added a stepper to it
[13:55:38] <humble_sea_bass> going from raster to gerber doesn't seem bad, and there are lots of Elec engineers who have written Gerber vector to gcode programs with decent options
[13:55:42] <Loetmichel> i want to have the option to feed some 10mm stock material through the headstock
[13:55:56] <Loetmichel> and a vertex rotary will be much to big ;-)
[13:56:32] <Loetmichel> my mill has only 110*200*110mm travel ;-)
[13:56:45] <archivist> the vertex wont play nice as they are morse 2 which is too small for 1mm through
[13:56:49] <archivist> 10mm
[13:57:02] <witnit> http://imgur.com/QLGFiLI
[13:57:25] <archivist> I make extensions to hang the rotary off one side
[14:26:09] -!- kwallace1 has quit [Ping timeout: 250 seconds]
[14:28:58] -!- Valen has quit [Quit: Leaving.]
[14:30:39] -!- garfong [garfong!~garfong@204.108.212.238] has joined #linuxcnc
[14:32:08] -!- sumpfralle [sumpfralle!~lars@tmo-100-219.customers.d1-online.com] has joined #linuxcnc
[14:41:55] -!- pjm has quit [Read error: Connection reset by peer]
[14:42:36] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[14:49:42] <WalterN> Loetmichel: thats tiny
[14:50:11] <WalterN> must be one of those mini-mills
[15:00:11] -!- kwallace1 has quit [Ping timeout: 252 seconds]
[15:00:20] -!- garfong has quit [Read error: Connection reset by peer]
[15:02:36] -!- almccon has quit [Ping timeout: 252 seconds]
[15:08:06] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[15:08:52] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[15:09:33] <witnit> where is pcw_home when you need him?
[15:09:34] <witnit> :)
[15:10:59] <witnit> I need a card made for my build
[15:16:18] -!- sumpfralle [sumpfralle!~lars@tmo-100-219.customers.d1-online.com] has joined #linuxcnc
[15:16:58] -!- Komzpa has quit [Ping timeout: 240 seconds]
[15:17:38] -!- mle__ has quit [Ping timeout: 252 seconds]
[15:19:15] -!- dybskiy has quit [Ping timeout: 258 seconds]
[15:19:57] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[15:20:37] -!- sumpfralle has quit [Read error: Connection reset by peer]
[15:23:28] -!- krusty_ar_ has quit [Read error: Connection reset by peer]
[15:24:28] -!- sumpfralle [sumpfralle!~lars@tmo-100-219.customers.d1-online.com] has joined #linuxcnc
[15:29:29] -!- balestrino [balestrino!~balestrin@95.234.206.206] has joined #linuxcnc
[15:34:01] -!- shaun413 [shaun413!~AndChat79@2600:1001:b02c:c6b8:0:46:298a:6c01] has joined #linuxcnc
[15:34:02] <shaun413> Hu
[15:34:05] <shaun413> Hi *
[15:34:47] <witnit> hello shaun
[15:37:09] <shaun413> Hi!
[15:37:40] <witnit> dreaming of lathes and metal shavings all night?
[15:37:46] <shaun413> Surr
[15:37:48] <shaun413> Sure
[15:37:53] <witnit> ha
[15:37:59] <shaun413> Doubt I can afford one though
[15:38:16] <shaun413> Expecially if I can't make my money back.with it
[15:38:26] <shaun413> I wanted to buy one to make money with
[15:38:43] -!- thomaslindstr_m has quit [Quit: Leaving...]
[15:38:46] <humble_sea_bass> get into the fake currency printing game man
[15:38:55] <humble_sea_bass> intaglio printing plates
[15:38:55] <shaun413> Lol
[15:38:58] <witnit> the knowledge you gain from using it is invaluable
[15:39:02] <humble_sea_bass> literally print cheddar
[15:39:11] <shaun413> Yes. But I'm only 20
[15:39:12] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[15:39:13] <humble_sea_bass> also what witnit said
[15:39:24] <shaun413> Don't have that much money to drop unless it will make me money
[15:39:36] <witnit> good mindset to have
[15:39:46] <humble_sea_bass> shaun413: its an investment cheaper than most colleges
[15:39:48] <witnit> maybe you should invest your money
[15:40:02] <shaun413> Rather work for it
[15:40:06] <shaun413> Much better return
[15:40:49] <humble_sea_bass> investing in a technical education pays dividents to better work and of higher complexity
[15:41:05] <witnit> I been buying up tooling and reslling it on ebay to make my money to buy the things i really want
[15:41:15] <witnit> the rest of my income pays bills
[15:41:28] <witnit> bought a new mesa card today!
[15:41:28] <shaun413> I see
[15:41:38] <shaun413> There is no way to make money with lathe?
[15:41:55] <witnit> no, but it will save you money and time and educate you
[15:42:01] <witnit> if you need to do something for yourself
[15:42:05] <shaun413> Save me money?
[15:42:09] <witnit> a project
[15:42:13] <witnit> fix something
[15:42:13] <shaun413> Such as?
[15:42:27] <witnit> make your own tools instead of buying them
[15:42:48] <witnit> lets say you need some special spacer to mount on some rc car
[15:42:48] <shaun413> I was thinking about making 3d printer hot end nozzles
[15:42:57] <shaun413> I know I can make money with that
[15:43:13] <witnit> instead of buying them or searching for hours in hardware stores you jjust go make exactly what you need
[15:43:28] <shaun413> Hmm
[15:43:30] <witnit> yeah but do you really need a big lathe if that is ALL you plan to do
[15:43:36] <shaun413> No
[15:43:44] <shaun413> But I was told to avoid sherline
[15:43:47] <shaun413> And the like
[15:44:04] <witnit> whats this part made out of?
[15:44:06] -!- dybskiy has quit [Ping timeout: 240 seconds]
[15:44:13] <shaun413> I'm honestly not to sure what the possibilities are with lathes
[15:44:31] <shaun413> Its peeks 2024 alum 6061 alum and brass
[15:44:41] <humble_sea_bass> there is a lot sitting in between a sherline and a big ol lather with a turret
[15:44:50] <shaun413> Hmm?
[15:45:03] <witnit> well you can do that on most any desktop lathe
[15:45:03] <shaun413> I mean if it costs the same for a better lathe.
[15:45:12] <humble_sea_bass> i'm just saying there is an entire spectrum in cost and size
[15:45:12] <shaun413> That's a no brainer
[15:45:18] <shaun413> Yes
[15:45:30] <witnit> but they are still rarely WORTH their money except in learning
[15:45:51] <shaun413> I see
[15:45:56] <shaun413> So don't get one then
[15:46:11] <witnit> not unless its a descent hevier (probably older) model
[15:46:19] -!- dybskiy_ has quit [Ping timeout: 250 seconds]
[15:46:29] <shaun413> Only 35 lbs
[15:46:51] <witnit> whats thie diameter of these tips?
[15:47:04] <shaun413> 3 in max I think
[15:47:21] <shaun413> Maybe less
[15:47:21] <witnit> ,,,
[15:47:27] <shaun413> ?
[15:47:30] <witnit> how long would you say they are?
[15:47:38] <shaun413> What exactly?
[15:47:47] <witnit> these parts you want to make on a lathe
[15:48:00] <shaun413> Oh. Aprrox 70mm
[15:48:07] <witnit> and the diameter?
[15:48:18] <shaun413> 5/8th in
[15:48:38] <witnit> how many do you intend on making in... lets say a week?
[15:48:46] <shaun413> But. I'd like to use it for other things too. Tools would be cool
[15:48:51] <archivist> get an old industrial lathe not some crap tiny thing
[15:48:56] <shaun413> And as many as I can
[15:49:16] <shaun413> I think it would take 4 hrs to make one on sherline
[15:49:16] <witnit> I think hes stuck with a small floor model as his biggest option archivist
[15:49:24] <witnit> like a rockwell would almost be too big
[15:50:02] <archivist> rockwell made rockets that name means nothing to me as far as lathes go
[15:50:09] <shaun413> How big is Rockwell
[15:50:25] <shaun413> Also budget is well below 1k
[15:50:29] <archivist> was a huge company
[15:50:32] <shaun413> I know this is hard...
[15:50:42] <shaun413> Older is fine if it works...
[15:50:54] <archivist> my old southbend was 125 pounds ish
[15:50:56] <shaun413> I can make it pretty with replacements...
[15:51:12] <shaun413> I've heard a lathe can build itself
[15:52:13] <shaun413> What type of tools can you make?
[15:52:45] <_methods> did you not take shop in high school?
[15:52:51] <shaun413> Nope
[15:53:03] <witnit> you should watch some online lathe videos
[15:53:05] <_methods> mmk
[15:53:07] <shaun413> I could
[15:53:08] <witnit> and listen to what the old guys say
[15:53:33] <Connor> Go to your Community College and take a shop class..
[15:53:36] <shaun413> Is Craigslist the best way to find one
[15:53:44] <archivist> you can make millions of parts on a machine like
http://www.ebay.co.uk/itm/HERBERT-No-3-LATHE-Spares-or-repair-/221410976506
[15:53:50] <_methods> i'd learn how to use one first
[15:53:56] <_methods> you can really hurt yourself
[15:53:59] <_methods> it's not a 3d printer
[15:54:18] <shaun413> I'm aware
[15:54:24] <_methods> ok
[15:54:26] <witnit> archivist do you have one of those?
[15:54:35] <shaun413> I've taken a safety course
[15:54:38] <witnit> or a swasey?
[15:54:46] <_methods> oh
[15:54:52] <archivist> no, but have used a smaller herbert
[15:54:52] <_methods> but you don't know what a lathe can make
[15:54:56] <shaun413> Rifht
[15:55:01] <shaun413> Didn't do training yet
[15:55:01] <Connor> Safety courses doesn't help you from doing something unsafe if you don't know it's unsafe.
[15:55:06] <witnit> they are great huh
[15:55:10] <witnit> so much meat there
[15:55:17] <witnit> no vibration
[15:55:19] <_methods> leave the chuck wrench in one time lol
[15:55:39] <witnit> I have never done it :P
[15:55:42] <humble_sea_bass> have you ever used a hammer?
[15:55:45] <witnit> prolly will by the end of the week now
[15:55:47] <shaun413> Of course..
[15:55:49] <_methods> yeap
[15:55:52] <humble_sea_bass> a table saw?
[15:55:54] <archivist> this is the little one at the old job
http://www.collection.archivist.info/showresult.php?prog=1&srcprog=searchv13.php&srcdata=title&Type=PD&Accn_no=7394&subject=24181
[15:55:55] <_methods> way to jinx yourself
[15:56:02] <shaun413> I gtg now anyway
[15:56:10] <shaun413> Cya in a few
[15:56:21] <witnit> cute
[15:56:25] <_methods> even worse is when some moron leaves one in and hurts someone else with it
[15:56:37] <_methods> chuck wrench flyin across shop
[15:56:49] <witnit> I will show the machine im converting to cnc next
[15:56:52] <Connor> My chuck key has a sprint on it that won't let it stay in.. kind of a pain in the a$$ though.
[15:56:53] <_methods> it's one thing to hurt yourself
[15:56:58] <humble_sea_bass> anyways, don't wear gloves, dont stick your finger in it, wear eye protection, measure twice, cut once, check your work piece is secure
[15:57:04] <humble_sea_bass> that's the bulk of it
[15:57:05] <shaun413> Yws
[15:57:13] <shaun413> Gotcha. Gtg
[15:57:21] <archivist> we had a few
http://www.collection.archivist.info/searchv13.php?searchstr=capstan
[15:57:27] <Connor> don't wear jewelry and loose clothing either.
[15:57:40] <witnit> http://www.youtube.com/watch?v=K682rfVvuEg
[15:57:45] <witnit> LOUD
[15:58:05] <humble_sea_bass> paint your keys neon
[15:59:21] <witnit> http://img59.imageshack.us/img59/7469/hardingecontrolpanel02.jpg inside th back door
[15:59:39] <witnit> hydraulic slides
[15:59:47] <witnit> pneumatic return
[16:01:34] -!- toxx has quit []
[16:02:17] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[16:02:52] -!- toxx [toxx!~cnc-guy@v3-1260.vlinux.de] has joined #linuxcnc
[16:03:28] -!- almccon has quit [Ping timeout: 252 seconds]
[16:05:30] -!- GuShH_ has quit [Ping timeout: 240 seconds]
[16:10:14] -!- sudobangbang has quit [Ping timeout: 258 seconds]
[16:17:03] -!- Nick001-shop [Nick001-shop!~chatzilla@plns-64-111-131-112-pppoe.dsl.plns.epix.net] has joined #linuxcnc
[16:19:15] -!- dway has quit [Quit: NOOOOOOooooooooo……]
[16:19:16] -!- dybskiy has quit [Ping timeout: 245 seconds]
[16:23:41] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-102-56-dynip.superkabel.de] has joined #linuxcnc
[16:23:47] <IchGuckLive> hi all B)
[16:26:23] -!- micges [micges!~captain_p@efm155.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[16:26:41] -!- micges [micges!~captain_p@efm155.neoplus.adsl.tpnet.pl] has parted #linuxcnc
[16:26:47] <IchGuckLive> Whow logs are filled today almost cnc junkies around here
[16:27:12] -!- pingufan has quit [Quit: Konversation terminated!]
[16:29:42] -!- larryone has quit [Quit: This computer has gone to sleep]
[16:30:52] <Swapper_> witnit: i got the spindle moving at the right speed and direction now ! all that where needed OUTPUT_SCALE = 5400
[16:31:06] <witnit> :)
[16:31:10] <witnit> wonderful
[16:31:26] <witnit> I bet you learned alot because of it though huh?
[16:31:47] <Swapper_> i learnt that asking around helps :)
[16:31:55] <witnit> I knew it wasnt scaling to the thing ahahha I had no idea what to tell you though ahha
[16:32:38] <witnit> yeah, ask for the right documentation read it well try what you think you should safely try and then come back and ask when your totally lost
[16:32:49] <Swapper_> now on to getting gmoccapy to show the encoder speed feedback
[16:33:25] <witnit> you should port a diagnostic panel to your smartphone
[16:33:35] <witnit> wouldnt that be a the bees knees
[16:33:44] -!- ler_hydra has quit [Remote host closed the connection]
[16:33:59] -!- sudobangbang has quit [Client Quit]
[16:34:13] <IchGuckLive> Swapper_: did the wirerless now work
[16:34:18] <witnit> spindle speed current commanded position, small video camera to watch the smoke roll off
[16:34:55] <Swapper_> IchGuckLive: wireless ?
[16:35:07] <IchGuckLive> the pendand
[16:35:13] <Swapper_> no still hardcoded
[16:35:21] <Swapper_> its a "bug" i think in the pendant
[16:35:27] <Swapper_> and its wired :)
[16:35:28] <witnit> I dont know if its safe, but I use a wireless playstation controller ahhahaha
[16:35:56] <witnit> so when the shop is cold I run the machine from the front seat of my truck and watch through the window
[16:36:07] <Swapper_> IchGuckLive: i think it should be when i press ++step it should jump to the second column of numbers (scale) but it wont
[16:36:20] <IchGuckLive> Swapper_: i dont think so you need to just press one button and then move the wheel there are 4 buttons and etch got a different scale
[16:36:27] <Swapper_> if i run the debug from console it changes to random valus when i press step + rotate the jog
[16:37:23] <Swapper_> IchGuckLive: but it does not change in the pendant when i run "live" but with debug on the cmd it does
[16:37:26] <Swapper_> sort of
[16:37:40] <Swapper_> atleast the value is changable to somting real large like 40000
[16:38:52] <IchGuckLive> this seams for direct step on servos
[16:39:25] <IchGuckLive> try to get at least 0.01 0.1
[16:39:36] <IchGuckLive> and you shoudt be good
[16:40:03] -!- thomaslindstr_m has quit [Quit: Leaving...]
[16:40:05] <IchGuckLive> you can mux this togethere as withney and all of us does on gamepad in hal
[16:40:38] <Swapper_> you mean a list of steps ?
[16:40:50] <IchGuckLive> mux4
[16:40:51] <Swapper_> that i realy need but havent had the time to get in to tha t
[16:40:59] <Swapper_> do you have any examples ?
[16:41:22] <Swapper_> that would make my step button cycle through stepmodes
[16:41:25] <Swapper_> scales
[16:41:26] <Swapper_> i mean
[16:41:34] <Loetmichel> IchGuckLive: da?
[16:42:02] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_view=core.DownloadItem&g2_itemId=14829
[16:42:16] <Loetmichel> but i give no guratee that it fits your lamp
[16:42:27] <Loetmichel> they have bad tolerances sometimes ;-)
[16:43:29] <IchGuckLive> danke
[16:43:35] <IchGuckLive> Swapper_:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Adding_More_Controls_To_Simple_Remote_Pendant
[16:44:40] <Swapper_> ahh perfect
[16:44:43] <Swapper_> bookmarked
[16:45:55] <witnit> do you guys have a favorite motherboard you like to use with your builds?
[16:46:09] <IchGuckLive> Loetmichel: no dxf bin
[16:46:29] -!- md-2 has quit [Remote host closed the connection]
[16:46:40] <Swapper_> witnit:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Latency-Test
[16:46:44] <Swapper_> long list of boards
[16:47:04] <Swapper_> i found that when i search for compat with a board (did not buy it though)
[16:47:08] <IchGuckLive> witnit: depends always where in the world you are and if it is available
[16:47:10] <Loetmichel> IchGuckLive: thats a dxf
[16:48:26] <Loetmichel> just rename it to *.dxf
[16:48:47] <Loetmichel> instead of *_dxf
[16:49:49] <IchGuckLive> ;-)
[16:49:49] <witnit> this is not the exact same motel I bought but it was very similar also in price
[16:49:53] <witnit> http://www.ebay.com/itm/Intel-D410PT-E76528-400-Desktop-Motherboard-W-Integrated-Atom-D410-CPU-/400669679993?pt=US_Motherboard_CPU_Combos&hash=item5d49c62179
[16:50:01] <witnit> cheap small no fan
[16:50:04] <IchGuckLive> Filter to pcb
[16:51:23] <pcw_home> http://www.superbiiz.com/detail.php?name=MB-J1800IA
[16:51:25] <pcw_home> these _will_ be good when video is full supported (along with the 12 or so other Baytrail MBs)
[16:51:50] -!- md-2 has quit [Ping timeout: 252 seconds]
[16:52:17] <witnit> oooh pcw. I got a 7i90hd today
[16:52:31] <witnit> but I have a request from you
[16:52:31] <IchGuckLive> Lo thanks wil be nice to print
[16:54:13] <witnit> can you build a usb keyboard breakout card so I we can pin directly to a keyboard? I put my motherboards in my main panel boxes and it would make sense to just wire my switches to the keyboard
[16:58:43] <pcw_home> There are lots of those around
[16:58:57] <witnit> yea but they dont say mesa on them
[16:59:09] <witnit> =D
[17:04:40] -!- almccon has quit [Ping timeout: 258 seconds]
[17:09:42] -!- rob_h has quit [Ping timeout: 240 seconds]
[17:20:22] -!- rob_h [rob_h!~robh@90.204.237.115] has joined #linuxcnc
[17:36:16] -!- patrickarlt has quit [Read error: Connection reset by peer]
[17:42:18] -!- mozmck has quit [Read error: Connection reset by peer]
[17:44:39] -!- larryone has quit [Quit: This computer has gone to sleep]
[17:44:45] -!- mozmck [mozmck!~moses@67.210.159.209] has joined #linuxcnc
[17:46:00] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[17:46:26] -!- pcw_home has quit [Quit: ChatZilla 0.9.90.1 [Firefox 26.0/20131206152524]]
[17:47:50] -!- syyl_ws has quit [Quit: Verlassend]
[17:51:59] -!- md-2 has quit [Ping timeout: 250 seconds]
[17:59:30] -!- shaun413_ [shaun413_!~AndChat79@ool-435578c3.dyn.optonline.net] has joined #linuxcnc
[18:01:55] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[18:03:42] -!- shaun413 has quit [Ping timeout: 258 seconds]
[18:05:41] <zeeshan> wtf
[18:05:49] <zeeshan> so i used the schools Matsuura LX-1 today
[18:06:08] <zeeshan> i was wondering why i couldnt find any servos
[18:06:11] <zeeshan> it uses linear motors
[18:06:54] <witnit> :)
[18:06:57] <witnit> neat huh?
[18:08:12] <zeeshan> yes
[18:08:39] <witnit> the slides are basically rail guns
[18:09:05] <zeeshan> yea
[18:09:11] <zeeshan> similar to a electromagnetic train
[18:09:15] <zeeshan> but much more precise
[18:09:37] <witnit> whats a really good SMALL power supply to use
[18:10:03] <witnit> one that is much less bulky than the standard ones
[18:10:10] <witnit> for a pc that is
[18:10:37] <witnit> I been looking for a good elongated one to fit in my panel boxes
[18:11:06] -!- skunkworks_ has quit [Ping timeout: 240 seconds]
[18:11:45] <shaun413_> Hello
[18:11:46] <shaun413_> Back
[18:13:46] -!- R2E4 [R2E4!~IceChat9@24.114.90.132] has joined #linuxcnc
[18:16:01] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[18:18:39] -!- kb8wmc [kb8wmc!~chatzilla@64.25.194.29] has joined #linuxcnc
[18:20:42] -!- amiri_ has quit [Ping timeout: 240 seconds]
[18:28:51] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[18:28:58] <Swapper_> anyone know what pin i can monitor on a 7i77 to get the indexpulse from the encoder? im trying with hm2_5i25.0.encoder.02.index-enable is that right?
[18:29:11] <Swapper_> will i see the shaft passing by the index if i monitor that?
[18:29:58] <skunkworks> IIRC - you set the index enable to true - then turn the shaft and wait for it to go false.
[18:29:59] <witnit> im not sure how accurate you need to be but I think you can just put a voltmeter on it to watch tics
[18:30:10] <witnit> tor that hahaha
[18:30:32] <Swapper_> i have it hooked up to the index input so
[18:30:50] -!- dybskiy has quit [Remote host closed the connection]
[18:31:07] -!- shaun415 [shaun415!~Shaun@ool-435578c3.dyn.optonline.net] has joined #linuxcnc
[18:31:13] <Swapper_> ok so i force the pin true and when it goes false i have hit the index
[18:31:16] <Swapper_> nice ty
[18:31:24] <shaun415> hi
[18:31:52] <witnit> wow encoders went way up in price on ebay
[18:31:54] -!- somenewguy has quit [Ping timeout: 240 seconds]
[18:32:05] <witnit> I gought 5 bei encoders for 22 dollars once :P
[18:32:10] <witnit> the good ones
[18:35:27] -!- sudobangbang has quit [Remote host closed the connection]
[18:38:23] <shaun415> hmm
[18:38:32] -!- i_tarzan has quit [Ping timeout: 252 seconds]
[18:38:33] <shaun415> so what brand lathes am I looking for again?
[18:39:07] * JT-Shop ponders the odds of getting 2 out of 3 wrong...
[18:39:11] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[18:40:03] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.62.212] has joined #linuxcnc
[18:40:10] <shaun415> hm?
[18:40:50] <pcw_home> depends on if you are in a hurry
[18:40:58] <shaun415> i am on a budget
[18:41:05] <shaun415> few hundred is all I want to spend
[18:41:16] <shaun415> dont care if its older, ill restore it, but I am new
[18:41:34] <shaun415> nothing too big either...
[18:42:12] -!- Cylly [Cylly!cylly@p54B12DC5.dip0.t-ipconnect.de] has joined #linuxcnc
[18:43:29] -!- Loetmichel has quit [Ping timeout: 252 seconds]
[18:46:18] <shaun415> any ideas?
[18:46:21] -!- sumpfralle has quit [Read error: Connection reset by peer]
[18:48:26] -!- somenewguy [somenewguy!~chatzilla@pool-108-7-223-232.bstnma.fios.verizon.net] has joined #linuxcnc
[18:50:24] <Connor> http://www.ivdc.com/cnc/mill_04_09_14_01.jpg
[18:51:24] <JT-Shop> Swapper_,
http://www.gnipsel.com/linuxcnc/tuning/encoder.html
[18:51:31] <Connor> So, that's my enclosure.. I'm going to mount the PC under the tray on rack rails on the right side.. anyone have any ideas on how to handle that? Especially with the chip tray slanting up ?
[18:51:41] <Connor> Case is a 4U case.
[18:52:03] <Swapper_> JT-Shop: this whas what i needed
http://www.linuxcnc.org/index.php/german/forum/49-basic-configuration/13981-spindle-index-enable-for-threading-repeat-passes
[18:52:20] <Swapper_> how to unlink and how to monitor the index signal
[18:52:52] -!- md-2 has quit [Ping timeout: 252 seconds]
[18:53:18] <Connor> Just got my rails in today. 26" long rails.. and chip tray is 30". Rails have mounts that can accommodate up to 32"
[18:54:19] <witnit> using a solid state drive?
[18:54:57] <witnit> vibration could make it to the hdd if its not on those rubber gel things
[18:55:11] <Connor> Yes. SSD
[18:55:14] <witnit> :)
[18:55:47] <witnit> you should buy a set of glides for it so you roll it out and use it as a tabletop surface
[18:56:11] <Connor> and yes, I would Isolate with rubber if otherwise.. Might even still do it.. just to keep the electronics from suffering from vibration.
[18:56:29] -!- tmcw has quit []
[18:56:35] <witnit> yeah wires vibrate loose on poor spec plugs
[18:56:44] <Connor> I did. Nice high end ball bearing rails full extension.
[18:57:11] <witnit> good man
[18:57:12] <witnit> :)
[18:57:49] <witnit> did you replace the top of the case cover with a windows and touchscreen too?
[18:57:57] <witnit> window*
[18:58:15] <Connor> um. No.
[18:58:40] <Connor> I have a 19" Touchscreen industrial grade screen and keyboard I'll be using.
[18:58:45] <witnit> ooooh
[18:59:02] <witnit> I need screen enclosures for my machines
[18:59:13] <witnit> poor enviroment for electronics
[19:01:56] -!- PetefromTn_Andro [PetefromTn_Andro!~PetefromT@ma44036d0.tmodns.net] has joined #linuxcnc
[19:03:22] <Connor> So, just need to come up with a way to mount the rails... Going to have to be mounted using extensions coming down from the fascia board. not going to go up into the chip tray from the bottom.
[19:03:34] -!- terabyte- [terabyte-!~terabyte@38.126.202.130] has joined #linuxcnc
[19:04:16] -!- pcw_home has quit [Ping timeout: 258 seconds]
[19:05:28] <Connor> Or I can go through the bottom right at the edge where it'll go up into the fascia board...
[19:06:09] <Connor> Thoughts anyone ?
[19:07:06] -!- md-2 has quit [Ping timeout: 240 seconds]
[19:17:46] -!- gambakufu has quit [Ping timeout: 252 seconds]
[19:19:59] -!- i_tarzan has quit [Ping timeout: 258 seconds]
[19:21:31] -!- skorasaurus2 has quit [Ping timeout: 258 seconds]
[19:21:53] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.60.84] has joined #linuxcnc
[19:23:25] <Jymmm> WHOLY JEEBUS !!!
[19:24:30] <Deejay> hi jymmm
[19:24:43] <Jymmm> Deejay: Howdy
[19:24:51] <Deejay> :-)
[19:25:25] <Jymmm> I just found a D0Size Li-Ion 3.7V @ 6AH SIX AMP HOURS!!!!
[19:26:15] <Jymmm> and a flashlight that takes FIVE of them to power it!
[19:26:25] <Jymmm> 20,000 LUMEN
[19:26:58] <Deejay> hmm, is that the way to reach enlightenment?
[19:27:54] -!- mejackreed has quit [Quit: Leaving.]
[19:27:55] <Jymmm> and then some!!!
[19:28:06] -!- zq has quit [Read error: Operation timed out]
[19:31:50] -!- zq [zq!~p@tombartelt.com] has joined #linuxcnc
[19:32:10] -!- terabyte- has quit [Quit: terabyte-]
[19:34:14] <Connor> I guess no one has any ideas.. Oh well..
[19:34:18] <Connor> I'll figure something out.
[19:36:50] -!- jbr has quit [Ping timeout: 252 seconds]
[19:38:14] -!- garfong [garfong!~garfong@pool-72-94-55-107.phlapa.fios.verizon.net] has joined #linuxcnc
[19:42:51] <PetefromTn_Andro> Ideas about what?
[19:43:15] <Jymmm> PetefromTn_Andro: Life, the universe, and everything
[19:43:26] <Connor> PetefromTn_Andro: Mounting my computer UNDER the chip tray with rails.. I need to come up with some sort of way to attach the rails to the chip tray..
[19:43:33] <Connor> Just not sure what to use..
[19:43:42] <PetefromTn_Andro> His
[19:43:55] <PetefromTn_Andro> How about some drawer slides?
[19:43:58] <Connor> and the chip tray slopes up.. so, one side has to be longer than the other.
[19:44:00] <Jymmm> Connor: two part expoy
[19:44:25] <PetefromTn_Andro> You can get them pretty cheap and build drop Downs for the angle
[19:44:29] <Connor> PetefromTn_Andro: Thats what I have.. I just need to figure out a way to attach them to the tray..
[19:44:46] <Connor> The dropdowns is what I'm talking about..
[19:44:47] <Jymmm> Connor: two part epoxy
[19:45:09] <Connor> Jymmm: I heard yea.
[19:45:11] <Connor> :)
[19:45:25] <PetefromTn_Andro> Pocket screws into plywood bravkets
[19:45:36] <Jymmm> ew
[19:46:17] <Jymmm> just epoxy screw bock that you can attach anything to. Maybe even nuts them selves
[19:46:24] <Jymmm> blocks*
[19:47:17] -!- skunkworks has quit [Read error: Connection reset by peer]
[19:48:06] <Connor> Looks like I'll have to take a trip to homedepot and see what I can get..
[19:48:16] <Connor> Jymmm: I did something similar to the blocks for the PVC..
[19:48:40] <PetefromTn_Andro> I got a box of pockets screws and the bits for them as well as the jig if you need it.
[19:48:52] <Connor> but, IF i mount the drop downs on the edge, I can go up into plywood AND 1x6 side
[19:49:11] <Jymmm> Connor: Wit, this is WOOD????
[19:49:22] <Connor> The chip tray? YES
[19:49:23] <Jymmm> Connor: use cross nuts =)
[19:49:25] -!- valeech has quit [Quit: valeech]
[19:49:57] <Connor> I don't want to put holes in the chip tray.. It'll leak.
[19:50:08] <Connor> plywood is only 1/2"
[19:50:13] <Jymmm> It's wood, it'll leak anyway =)
[19:50:18] -!- skunkworks_ has quit [Ping timeout: 240 seconds]
[19:50:23] <Connor> Umm.. No.. It's sealed.
[19:50:28] <Jymmm> or glue a block of wood to it
[19:50:32] <Jymmm> Ha
[19:50:42] <PetefromTn_Andro> Okay.
[19:53:43] -!- i_tarzan has quit [Ping timeout: 258 seconds]
[19:55:32] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.182.87] has joined #linuxcnc
[20:01:59] -!- i_tarzan has quit [Ping timeout: 250 seconds]
[20:02:17] -!- thomaslindstr_m has quit [Quit: Leaving...]
[20:02:37] <witnit> I have a bunch of shop items on my ebay im putting on auction next week, if anyone here wants anything just message me and say your from the linux cnc community and its your half price
[20:02:48] <witnit> http://ebay.com/usr/brassmonkey750
[20:03:19] <witnit> yours*
[20:03:37] -!- md-2 has quit [Remote host closed the connection]
[20:03:48] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.230.139] has joined #linuxcnc
[20:04:14] <Connor> What is a rapid air feed ?
[20:04:25] -!- md-2 has quit [Client Quit]
[20:04:27] -!- mejackreed has quit [Ping timeout: 276 seconds]
[20:04:49] <witnit> its some fedder for a punch press I think
[20:04:53] <witnit> feed sheet metal
[20:08:15] -!- gambakufu [gambakufu!~ah@bzq-84-110-43-232.red.bezeqint.net] has joined #linuxcnc
[20:08:18] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[20:10:02] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.241.68] has joined #linuxcnc
[20:11:45] -!- ve7it has quit [Remote host closed the connection]
[20:11:54] -!- skors has quit [Quit: WeeChat 0.4.3]
[20:14:17] -!- syyl [syyl!~syyl@p4FD10230.dip0.t-ipconnect.de] has joined #linuxcnc
[20:14:51] -!- syyl-- [syyl--!~syyl@p4FD10230.dip0.t-ipconnect.de] has joined #linuxcnc
[20:17:34] -!- syyl- has quit [Ping timeout: 252 seconds]
[20:17:56] -!- skorasaurus has quit [Ping timeout: 252 seconds]
[20:18:04] -!- Komzpa has quit [Remote host closed the connection]
[20:18:18] -!- syyl has quit [Ping timeout: 240 seconds]
[20:22:30] -!- skorasaurus2 has quit [Ping timeout: 240 seconds]
[20:24:30] -!- leosw has quit [Quit: Quitte]
[20:26:37] -!- Komzpa has quit [Read error: Connection reset by peer]
[20:29:05] -!- skorasaurus2 has quit [Ping timeout: 252 seconds]
[20:31:18] -!- skunkworks [skunkworks!~chatzilla@d34-161.rb.lax.centurytel.net] has joined #linuxcnc
[20:31:59] -!- `Nerobro has quit [Remote host closed the connection]
[20:34:49] krusty_ar is now known as alambrico
[20:35:17] <zeeshan> witnit!
[20:35:24] <zeeshan> damn it why are you in indiana
[20:35:27] <zeeshan> i want that arbor press
[20:38:32] <witnit> Ill ship
[20:38:39] <witnit> how much you wanna spend on it?
[20:38:45] <XXCoder1> wtb router cnc, $1. ;)
[20:38:53] <zeeshan> witnit: its not worth shipping
[20:38:56] <zeeshan> that thing prolly weighs 100lb
[20:39:05] <zeeshan> im in canada
[20:39:18] <witnit> its not bad, probably could do a flatrate large box for 30 ors something
[20:39:34] -!- i_tarzan has quit [Ping timeout: 276 seconds]
[20:40:06] -!- R2E4 has quit [Ping timeout: 245 seconds]
[20:40:33] -!- micges has quit [Ping timeout: 250 seconds]
[20:40:35] -!- `Nerobro [`Nerobro!fwuser@globalcom.global-com.com] has joined #linuxcnc
[20:40:45] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.56.91] has joined #linuxcnc
[20:41:18] <witnit> Ill ask my guy that ships my stuff tonight how much and if its reasonable Ill let it go for $75
[20:41:21] reksio1 is now known as micges
[20:41:25] <zeeshan> :]
[20:41:27] <zeeshan> that would be sweet
[20:41:37] <zeeshan> L0R 1W0 , Mount Hope, ON, Canada
[20:41:42] <zeeshan> ^ if you can find the quote to there
[20:41:43] <zeeshan> that would be good
[20:41:47] <zeeshan> thats a 1 ton arbor press right?
[20:42:17] <witnit> I dont know anything about it
[20:42:26] <zeeshan> oh
[20:42:26] <zeeshan> ;p
[20:42:53] <witnit> there are some more I have my eye on up in michigan I bought a couple thousand gallons of cutting oil from him
[20:43:08] <witnit> hes still got presses and vises and things
[20:43:23] <zeeshan> ive been looking for a solid arbor press and 6" solid non import vise
[20:43:26] <zeeshan> for a decent price
[20:43:45] -!- mejackreed has quit [Quit: Leaving.]
[20:43:58] <witnit> yesh look at what these are going for on ebay they must be pretty solid
[20:44:42] -!- skorasaurus has quit [Ping timeout: 240 seconds]
[20:45:07] alambrico is now known as peregrino
[20:45:43] -!- kb8wmc has quit [Quit: ChatZilla 0.9.90.1 [Firefox 20.0/20130329043827]]
[20:49:41] -!- peregrino has quit [Disconnected by services]
[20:51:21] krusty_ar_ is now known as krusty_ar
[20:52:07] -!- almccon has quit [Quit: Leaving.]
[20:54:32] <KreAture_Zzz> XXCoder1 U there ?
[20:54:35] <XXCoder1> yeah
[20:54:38] <XXCoder1> whats up man
[20:54:46] <KreAture_Zzz> XXCoder1 I used scetchup
[20:54:49] <KreAture_Zzz> to draw the cnc
[20:54:58] <XXCoder1> thanks
[20:54:59] <KreAture_Zzz> you asked after I went to bed
[20:55:02] KreAture_Zzz is now known as KreAture
[20:55:06] <XXCoder1> yeah thats what I guessed lol
[20:55:11] <KreAture> :)
[20:55:45] <XXCoder1> thanks though. I definitely need to learn how to use it. theres library of rails and such somewhere right?
[20:55:48] * KreAture is wondering if it will be stiff enough using only two beams under the bed instead of making the crossbrace of 3 pieces
[20:55:54] <KreAture> yes
[20:55:59] <KreAture> you can download pretty much all you need
[20:56:08] <KreAture> and you just stretch em to the desired lengths
[20:56:08] <XXCoder1> ok
[20:56:19] -!- ravenlock has quit [Quit: Leaving]
[20:56:34] <KreAture> I am getting close to ordering the cut beams
[20:56:54] <KreAture> but I need to finalize the axis designs
[20:57:00] <XXCoder1> heh if I had more money I'd go 8020
[20:57:06] <XXCoder1> build a nice cnc
[20:57:27] <KreAture> I am wondering if I can preload the z axis by stretching em to the sides instead of compressing
[20:57:40] <KreAture> from what I read I can as long as I don't pull on em as in hang em upside down and add load
[20:57:55] <KreAture> pushing down on rail and pushing sideways is apparantly ok
[20:58:08] <KreAture> and the preloading removes the last bit of slop in there
[20:59:56] <KreAture> My bearingblocks have a setscrew on the side though, I suppose it can be used for preloading ?
[21:00:01] <KreAture> if so I don't have to worry :)
[21:00:19] <XXCoder1> unfortunately I'm not one that can help, I'm new lol
[21:01:46] <witnit> I found an easy cnc lathe job that would make someone some money
[21:03:11] -!- skorasaurus2 has quit [Ping timeout: 252 seconds]
[21:03:21] <witnit> anyone have a cnc lathe with barloader?
[21:07:13] -!- gonzo_nb [gonzo_nb!~gonzo@host-80-47-132-157.as13285.net] has joined #linuxcnc
[21:08:27] -!- FinboySlick has quit [Quit: Leaving.]
[21:09:54] -!- KimK has quit [Ping timeout: 240 seconds]
[21:10:12] <Deejay> gn8
[21:11:05] -!- Deejay has quit [Quit: bye]
[21:13:49] -!- shaun413 [shaun413!~AndChat79@2600:1001:b000:7c11:0:45:a084:2401] has joined #linuxcnc
[21:17:49] -!- shaun413_ has quit [Ping timeout: 250 seconds]
[21:25:14] -!- shaun413_ [shaun413_!~AndChat79@ool-435578c3.dyn.optonline.net] has joined #linuxcnc
[21:27:30] -!- mhaberler has quit [Ping timeout: 240 seconds]
[21:27:38] -!- shaun413 has quit [Ping timeout: 258 seconds]
[21:28:12] -!- chillly has quit [Quit: Leaving]
[21:28:52] <shaun415> hello
[21:32:24] -!- PetefromTn_Andro has quit [Quit: Bye]
[21:35:15] <shaun415> can Anyone recommend some good brands to look for a smallish beginner lathe, well under 1k?
[21:35:45] <XXCoder1> harbour has el cheapo ones, but wood only
[21:35:58] <shaun415> no, I want a machinist one
[21:36:07] <XXCoder1> yeah I doubted you would want those
[21:36:23] <_methods> you won't find one
[21:36:27] <_methods> except at auctions
[21:36:35] <_methods> or craigslist
[21:36:38] <XXCoder1> maybe broken ones if you know how to machine new parts
[21:36:40] <shaun415> yes used
[21:36:42] <_methods> $1k is toy money
[21:36:46] <shaun415> Its my first lathe
[21:36:56] <_methods> go to your local tech college
[21:37:26] <shaun415> so I cant get anything for under 1k?
[21:37:31] <shaun415> Im not a professionall...
[21:37:34] <_methods> at auctions
[21:37:36] <shaun415> just want something to play with
[21:37:47] <_methods> ok well harbor freight
[21:37:54] <_methods> grizzly
[21:38:01] <shaun415> Ive been told the mini lathes are bad
[21:38:02] <_methods> all have bench lathes around that price
[21:38:03] <XXCoder1> harbor has metal ones?
[21:38:08] <shaun415> because they are so light
[21:38:18] <_methods> well for $1k that's all your getting
[21:38:26] <shaun415> ive found many used ones
[21:38:32] <shaun415> southbend and such
[21:38:32] <XXCoder1> shaun you has cnc shop or something?
[21:38:33] <witnit> http://newjersey.craigslist.org/bfs/4360192473.html
[21:38:37] <witnit> thats a fun lil machine
[21:38:39] <XXCoder1> you probably could make one
[21:38:40] <_methods> yeah craigslist
[21:38:43] <witnit> not for you thoug
[21:38:44] <_methods> or auctions
[21:38:49] <witnit> its a production type of lathe
[21:39:00] <shaun415> ^
[21:39:11] <witnit> but its a good little machine
[21:39:17] <Connor> Don't forget the $$$ for tooling
[21:39:23] <_methods> hehe
[21:39:26] <_methods> wasn't even goin to go there
[21:39:40] <shaun415> yeah...
[21:40:01] <Connor> a 7x12 or 7x14 is best your going to get for under $1k.
[21:40:01] <witnit> where you at shaun?
[21:40:05] <shaun415> NJ
[21:40:09] <witnit> what part
[21:40:12] <shaun415> centrak
[21:40:16] <shaun415> centrral
[21:41:43] <XXCoder1> ouch hell of trick
http://auto-fail.com/wp-content/uploads/2010/04/suv-tin-foil-prank.jpg
[21:42:06] <XXCoder1> could take x-acto and cut out windows and its drivable :P
[21:42:54] <_methods> seriously though man this isn't 3d printers you can hurt yourself badly with real machines
[21:42:59] <witnit> offer this guy 350 and settle at 475
[21:43:01] <_methods> tread carefully
[21:43:06] <witnit> http://cnj.craigslist.org/tls/4414444761.html
[21:43:32] <shaun415> hmmm
[21:43:37] <shaun415> is that a good one?
[21:43:52] <witnit> for the amount of money you can spend
[21:44:03] <witnit> it will get you farther than most any desktop lathe imo
[21:44:11] <witnit> and it has a resell value
[21:44:13] <_methods> https://www.youtube.com/watch?v=xsrSzootO-Q
[21:44:37] <shaun415> hes wearing gloves
[21:44:38] <XXCoder1> wit I once found one site on howto to build ww2 lathe made fron concerete
[21:44:42] <XXCoder1> few hundred bucks
[21:44:57] <XXCoder1> pretty large ones, you can modify to suit
[21:45:55] <XXCoder1> http://makezine.com/projects/the-multimachine-150-12-swing-metal-lathemilldrill/
[21:45:57] <zeeshan> lol _methods
[21:45:58] <zeeshan> :D
[21:46:18] <_methods> it's dangeroud
[21:46:21] <zeeshan> yea
[21:46:22] <_methods> dangerous
[21:46:34] <zeeshan> but i love the mentality of 3d printer people
[21:46:34] <zeeshan> ;)
[21:46:38] <_methods> yeah
[21:46:39] <zeeshan> thats what i was laughing at
[21:46:40] <shaun415> ?
[21:46:43] <XXCoder1> too deep a cut? I see lots swarf and smoke
[21:48:10] <_methods> just sayin it's one thing to jump into silly plastic stuff
[21:48:11] -!- mejackreed has quit [Quit: Leaving.]
[21:48:18] <_methods> it's another when you're working with real man stuff
[21:48:28] <shaun415> hmmm
[21:48:32] <shaun415> I realize
[21:48:44] <_methods> k
[21:48:56] <_methods> well bench top or used is your only option for $1k
[21:49:00] <_methods> then you have to buy tooling
[21:49:01] -!- psha has quit [Quit: Lost terminal]
[21:49:04] <shaun415> gah
[21:49:11] <_methods> which can cost more than the lathe
[21:49:14] <zeeshan> not can
[21:49:16] <XXCoder1> skip to 1:20
https://www.youtube.com/watch?v=W0Mod_92VZA
[21:49:16] <zeeshan> which are
[21:49:17] <shaun415> ;/
[21:49:20] <zeeshan> er
[21:49:21] <zeeshan> which will
[21:49:22] <zeeshan> :P
[21:49:35] <zeeshan> then the thousands of dollars of measuring equipment
[21:49:36] <zeeshan> :)
[21:49:54] <zeeshan> best is to spend 2k on a lathe
[21:49:58] <zeeshan> that comes with all the tools
[21:50:02] <zeeshan> at least all the basics
[21:50:38] <shaun415> well
[21:50:39] <XXCoder1> that video I linked to has lot of stupid useless footage
[21:51:06] <_methods> the best is to go to a local tech college and learn from professionals and then they will let you make the parts you want for free
[21:51:20] <_methods> you'll have access to mills and lathes
[21:51:31] <_methods> in a safe environment
[21:51:33] <zeeshan> you can learn it on your own these days :P
[21:51:34] <shaun415> I cant use that to sell stuff though
[21:51:37] <zeeshan> tons of videos online
[21:51:45] <zeeshan> and talk to competent people
[21:51:48] <_methods> you can
[21:51:59] <zeeshan> but i think you need mechanical aptitude
[21:52:03] -!- skorasaurus2 has quit [Ping timeout: 250 seconds]
[21:52:04] <XXCoder1> shaun it could be useful to safely go over dangerous stage of learning
[21:52:13] <zeeshan> theres 3 videos by mit.
[21:52:52] <shaun415> hm
[21:53:37] <zeeshan> http://www.machinistblog.com/mit-techtv-machine-shop-videos/
[21:53:40] <zeeshan> i'd watch all of them
[21:53:57] <zeeshan> you wanna see mostly #8-#10
[21:54:06] -!- uw [uw!~uw@unaffiliated/uw] has joined #linuxcnc
[21:54:08] <zeeshan> and 1 to 3
[21:54:17] <shaun415> ok
[21:54:26] <shaun415> i dont think I can afford this though :/
[21:55:22] <shaun415> I really wish I could
[21:56:32] <XXCoder1> man trimming down HUGE chunk of wood. those guys is nuts
[21:56:43] <shaun415> is the hf lthe bad?
[21:57:03] <XXCoder1> they seem safely garbed though
[21:58:23] <zeeshan> shaun415: no
[21:58:27] <zeeshan> its decent for small jobs
[21:58:34] <shaun415> hmm
[21:58:38] <shaun415> vs sherline or grizzly?
[21:58:51] -!- balestrino has quit [Ping timeout: 276 seconds]
[21:58:56] <Connor> shaun415: Check out littlemachineshop.com too and
http://www.micromark.com/microlux-7x16-mini-lathe,9615.html
[21:59:04] <Connor> nice 7x16 mini lathe.
[21:59:09] <Connor> better than grizzly.
[21:59:17] <zeeshan> its 86 lb??
[21:59:18] <zeeshan> lol
[21:59:18] <Connor> petter quality control
[22:00:04] <shaun415> vs sherline?
[22:03:57] -!- dybskiy has quit [Remote host closed the connection]
[22:04:28] <XXCoder1> watching part 2 of video I linked to
[22:04:32] <XXCoder1> man guys insane
[22:04:37] -!- Connor_iPad [Connor_iPad!~connor@75.76.30.113] has joined #linuxcnc
[22:07:20] -!- Connor_iPad has quit [Client Quit]
[22:09:50] <KreAture> anyone else know if I need to worry about preloading the axis on my cnc when the bearing blocks appear to have both a setscrew underneeth and one on the side ?
[22:09:51] <XXCoder1> text explains that it was ruined by bad finish - too bad, it looks great
[22:09:57] <KreAture> under is tiny, on side is quite big
[22:10:25] -!- valeech has quit [Quit: valeech]
[22:10:26] -!- patrickarlt has quit [Remote host closed the connection]
[22:13:14] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[22:14:53] -!- PetefromTn_ [PetefromTn_!~IceChat9@66-168-91-194.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[22:19:52] -!- FreezingCold has quit [Read error: Connection reset by peer]
[22:21:33] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[22:38:51] -!- rob_h has quit [Ping timeout: 250 seconds]
[22:39:06] -!- dybskiy has quit [Ping timeout: 240 seconds]
[22:43:50] -!- skors has quit [Ping timeout: 252 seconds]
[22:44:47] -!- mejackreed has quit [Quit: Leaving.]
[22:46:48] <Connor> Well.. I just did a test with my new pump. I have to say. I think it went well.
[22:47:37] <Connor> Only concern is with my drain placement.. being in the middle of the enclosure, not in the front or back... it's going to be hard to get the coolant to drain completely..
[22:49:00] -!- i_tarzan has quit [Ping timeout: 252 seconds]
[22:51:02] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.55.191] has joined #linuxcnc
[22:51:46] -!- uw has quit [Ping timeout: 245 seconds]
[22:55:15] -!- shaun413_ [shaun413_!~AndChat79@ool-435578c3.dyn.optonline.net] has parted #linuxcnc
[23:03:54] -!- asdfasd has quit [Ping timeout: 240 seconds]
[23:04:57] -!- uw [uw!~uw@unaffiliated/uw] has joined #linuxcnc
[23:05:02] -!- uw has quit [Read error: Connection reset by peer]
[23:05:27] <XXCoder1> Connor: cant you make it incline towards center?
[23:06:57] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[23:07:09] <Connor> XXCoder1: I just went through this with my wife... take a flat card.. place a BB on it.. what's easier.. trying to keep the BB in the middle of the card, or let it tip forwards or backwards ?
[23:07:39] <XXCoder1> definitely latter.
[23:07:52] <Connor> exactly. And thus my problem. :)
[23:08:14] <XXCoder1> is moving drain even within realm of possibility?
[23:08:15] <Connor> I can install a 2nd drain in the front or back of the tray. I'll just have to punch another hole in the cabinet.
[23:08:24] -!- skorasaurus has quit [Ping timeout: 276 seconds]
[23:08:25] <XXCoder1> all corners and center
[23:08:38] <Connor> http://www.ivdc.com/cnc/mill_04_09_14_04.jpg
[23:08:45] <Connor> current drain location..
[23:09:04] <Connor> http://www.ivdc.com/cnc/mill_04_09_14_05.jpg
[23:09:08] <Connor> Cabinet.
[23:09:29] <Connor> So.. I could punch a hole above the door and mount a drain front center..
[23:09:30] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[23:09:36] <Connor> or right center..
[23:09:55] <XXCoder1> if youre wiklling to do work, I would do entire lowest edge of front and back and keep hole in middle
[23:10:01] <Connor> or even in back.. but in back would be harder to do.
[23:10:25] <Connor> I'll keep the one in the middle.. no easy way to plug it..
[23:10:56] <Connor> with the roller base.. it tends to want to flow to the back.. but, I can shim it probably.
[23:11:08] <XXCoder1> center is great for large flow anyway
[23:11:29] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.212.61] has joined #linuxcnc
[23:11:50] <Connor> Flow much better with the new pump.. that's for sure.
[23:12:06] <XXCoder1> nice
[23:12:33] <Connor> I also want to redo my 2nd stage filter...
[23:13:00] <Connor> it leaks a tad.. and the coolant can stand in it about 1/4" to 1/2" because the drain isn't in the bottom.
[23:13:22] <Connor> I want some sort of bottom based drain on it..
[23:13:26] -!- mablae has quit [Ping timeout: 245 seconds]
[23:13:37] <XXCoder1> you klnow how paint pan has those rows
[23:13:48] -!- gonzo_nb has quit [Remote host closed the connection]
[23:13:51] <XXCoder1> flat surface but grooves lowing to bottom side?
[23:14:16] <XXCoder1> that might work for having a mostly flat surface that drains well
[23:14:23] <XXCoder1> tough to clean maybe though
[23:15:33] <Connor> I need some sort of container about the same size as my 2nd stage with a bottom drain.. funneled even...
[23:16:25] <Connor> I used a trash can I got from Lowes... cut the top off of it because it was too tall.
[23:18:21] <XXCoder1> maybe big mesh as first stage
[23:18:36] <XXCoder1> the larger, more unblockable it is
[23:19:33] <Connor> Well.. I have the drain.. then, on the drain pipe, I have a 1st stage, which is a lint strainer for clothes washer discharge (if you discharge into a sink)
[23:19:42] <Connor> then my trashcan with fish filter stacked in it..
[23:19:51] <XXCoder1> nice
[23:20:03] <Connor> so, think I'm good with filtering..
[23:20:26] <XXCoder1> I wonder if theres way to seperate in such way that filter isnt needed for that stage in least
[23:20:43] <Connor> I wouldn't risk it..
[23:20:54] <XXCoder1> plenty of ways in wood shop, like cyclider that seperates wood and air
[23:21:24] <XXCoder1> definitely wouldnt use any no filter method as final stage
[23:21:30] <Connor> next step is to mount the PC below the chip tray and get it off the back wall.
[23:21:58] <XXCoder1> cool
[23:22:05] <Connor> and I'll be using the machine to drill and tap holes for the mounting brackets. :)
[23:22:08] <Connor> with Coolant! :)
[23:22:26] <Connor> will be first time I do rigid tapping with coolant.. will be interesting.
[23:22:28] <XXCoder1> lol yeah, gonna love finishing machine with said machine
[23:23:29] <Connor> Need to make a little circuit that the PC can use to turn the pump on..
[23:24:01] <Connor> also would like a external switch.. but, Not sure how practical that's going to be.. thinking of using the PC PSU to power the pump.
[23:24:06] <XXCoder1> http://www.ivdc.com/cnc/mill_02_26_14_03.JPG 8020 1010 beam?
[23:24:34] <Connor> No. Misumi 15mm
[23:24:37] <XXCoder1> and off to side I guess is 3030
[23:24:40] <XXCoder1> oh
[23:25:04] <Connor> the bigger is under the board is 80/20 1010
[23:25:28] <XXCoder1> 1010 is in by in right?
[23:25:36] <Connor> yea. 1in x 1in
[23:25:39] <XXCoder1> ok
[23:25:48] <Connor> 1515 is 1.5" x 1.5"
[23:26:00] <XXCoder1> cool
[23:26:21] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[23:26:42] <Connor> the coolant really did change the color of my tray.. turned it a dirty looking and brownish..
[23:27:33] <XXCoder1> hm guess paint isnt resistant to coolant
[23:27:37] -!- dybskiy has quit [Ping timeout: 258 seconds]
[23:27:58] -!- Connor_iPad [Connor_iPad!~connor@75.76.30.113] has joined #linuxcnc
[23:28:16] <Connor> it is.. it just the coolant leaves a filmy residue..
[23:28:23] <XXCoder1> ahh ok
[23:28:36] <XXCoder1> I suppose you could add "flusher"
[23:28:40] <XXCoder1> 4 sprays from corners
[23:28:51] <XXCoder1> add handle like tiolet as a joke :P
[23:29:00] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:30:26] <XXCoder1> does those 8020s come with holes at ends pre-tapped or do would I have to tap em?
[23:31:14] <XXCoder1> http://www.ivdc.com/cnc/100_2935.JPG so this is rigid enough>
[23:31:43] <Connor_iPad> Have to tapem.
[23:32:02] <XXCoder1> hmm ok
[23:32:06] <Connor_iPad> Rigid enough for what ?
[23:32:17] <XXCoder1> mill stuff. alum even?
[23:32:51] <Connor_iPad> Mostly wood and plastic. Not tried alum.
[23:32:53] <witnit> you would lose the spindle first, I imagine
[23:33:23] <XXCoder1> ok
[23:33:47] <XXCoder1> well your design is pretty strightforward
[23:33:55] <XXCoder1> similiar with my idea
[23:34:27] <Connor_iPad> witnit: Loose the spindle?
[23:34:42] <XXCoder1> of course, the hard part is getting parts lol
[23:34:52] <XXCoder1> sbr16 is nuts on shipping in most cases :(
[23:34:59] <Connor_iPad> XXCoder1: Should have rotated the bottom rails so they are on side.
[23:35:23] <XXCoder1> the Y or Z?
[23:35:41] <witnit> if hes milling aluminum
[23:35:47] <Connor_iPad> The ones for the gantry.
[23:36:12] <Connor_iPad> witnit: Improbably could so sheet alum maybe 1/8" thick.
[23:36:22] <witnit> engrave yes
[23:36:26] <witnit> mill... I doubt
[23:36:50] <XXCoder1> Oh conno you meant X axis, which I guess is under work surface area?
[23:36:57] <Connor_iPad> Yes
[23:37:24] <XXCoder1> interesting. isnt top up best way do that?
[23:37:35] <Connor_iPad> Not on supported rails.
[23:38:22] <Connor_iPad> The gantry cantilevers. And can lift the back linear bearings up.
[23:38:58] <XXCoder1> ahh
[23:39:13] <XXCoder1> so on side its more resistant to lifting force
[23:39:17] <Connor_iPad> The ball screw being fixed on both ends helps mitigate it. But. Would have been a bit smoother the right way.
[23:39:37] <Connor_iPad> Yea because it has support above and below and on one side
[23:40:01] <Connor_iPad> Combine with opposite rail, you then have side to side support in both directions too.
[23:40:33] <XXCoder1> did you find any local supplier for 8020 or sbr rail screws stuff?
[23:41:08] <Connor_iPad> Ebay for rails and screws linearmotionbearings2008 seller.
[23:41:19] <KreAture> :)
[23:41:22] <XXCoder1> yeah I was hoping to save money on shipping lol
[23:41:30] <XXCoder1> but yeah seem to be onlyu choice
[23:41:54] <Connor_iPad> 8020 kinda. Local company I can get some. The 15mm stuff was direct from misumi.
[23:42:13] <XXCoder1> nearest is at seattle lol
[23:42:15] <XXCoder1> for me
[23:42:25] <XXCoder1> lol dog woofing
[23:42:31] <XXCoder1> http://www.ivdc.com/cnc/club_bot/bot2.jpg
[23:42:35] <XXCoder1> looks weird
[23:43:12] <Connor_iPad> I think just licking her lips.
[23:43:23] <XXCoder1> maybe but still looks weird
[23:43:30] <Connor_iPad> She was old.
[23:43:40] <Connor_iPad> She died. I miss her. :(
[23:43:49] -!- micges has quit [Quit: Leaving]
[23:43:51] <XXCoder1> nothing like good dog
[23:43:59] <Connor_iPad> Yup
[23:44:10] <XXCoder1> havent had dog for long time now
[23:44:26] <XXCoder1> I'm big beliver of not getting dog till can take care of any and all problems
[23:44:35] <Connor_iPad> Yup
[23:44:36] <XXCoder1> I dont wanna have dog suffering because no money
[23:45:16] <Connor_iPad> Wish more people beloved that. We do dog rescue. See allot of crap.
[23:45:27] <XXCoder1> indeed
[23:46:31] <XXCoder1> I still LOVE that picture showing doll rabbit and real one. one says "this is easter toy". and other "this is lifetime commitment"
[23:46:45] <Connor_iPad> Yup
[23:46:51] <Connor_iPad> That's exactly correct.
[23:49:12] <Connor_iPad> Hmm. So use the PC PSU for pump. Or external PSU. If external improbably could use one of my remaining SSR and not use a TIP120
[23:49:44] <KreAture> wtf bot ?
[23:49:46] <KreAture> woof dog
[23:50:03] <Connor_iPad> Huh?
[23:50:12] <KreAture> what does the bot do ?
[23:50:17] <KreAture> looks wierd
[23:50:20] <Connor_iPad> Nothing right now.
[23:50:36] <witnit> what was the game it played?
[23:50:37] <XXCoder1> bot to do nothing wow what a concept ;)
[23:50:53] <XXCoder1> so we can offload being lazy and be... lazy? dammit
[23:51:02] <KreAture> I got two rabbits
[23:51:18] <Connor_iPad> Was going to load up ROS on it.
[23:51:21] <KreAture> had em for a good while
[23:51:45] <KreAture> since january 2012
[23:51:47] <Connor_iPad> Trying to make a self navigating robot for indoor use.
[23:51:53] <KreAture> 2 years!
[23:51:56] <KreAture> and a half soon
[23:52:08] <XXCoder1> conor you ever seen that old game? mindrover
[23:52:11] -!- sumpfralle [sumpfralle!~lars@c.mail.systemausfall.org] has joined #linuxcnc
[23:52:13] <XXCoder1> I loved that thinbg
[23:52:15] <KreAture> http://kreature.org/images/animals/rabbits/dooa/hot_day_c.jpg
[23:52:18] <KreAture> fuzzy
[23:52:41] <Connor_iPad> New Zealand whites.
[23:52:45] <witnit> whispy hares
[23:52:59] <KreAture> http://kreature.org/images/animals/rabbits/dooa/home/pnp_relaxing_2_s.jpg
[23:53:16] <KreAture> we have a very lax attitude
[23:53:38] <Connor_iPad> I raised rabbits when I was a kid.
[23:53:48] <KreAture> with two bunnies come double the poop
[23:53:51] <Connor_iPad> Had over 100 of them at one point
[23:53:53] <KreAture> industrial sized poopbox
[23:53:54] <KreAture> http://kreature.org/images/animals/rabbits/dooa/home/poopbox_s.jpg
[23:53:58] <KreAture> lol
[23:54:31] <witnit> you need a funnel and small trebuchet
[23:54:33] <Connor_iPad> Wait. They kinda look like mini-lops in that picture
[23:54:39] <KreAture> I know
[23:54:45] <KreAture> I think they are mixed with everythingf
[23:54:59] <KreAture> They have too long ears to be lion rabbits
[23:55:02] <KreAture> but have some of the mane
[23:55:14] <KreAture> and they have too short ears to be full lops
[23:55:16] <zeeshan> can i eat those bunnies
[23:55:22] <Connor_iPad> Mini and New Zealand mix possibly.
[23:55:23] <KreAture> also they can raise both ears
[23:55:29] -!- mejackreed has quit [Quit: Leaving.]
[23:55:30] <KreAture> and turn em
[23:55:33] <KreAture> like radar
[23:55:34] <KreAture> hehe
[23:55:39] <XXCoder1> conor interesting pics, thanks
[23:56:09] <Connor_iPad> AFK for a bit.
[23:56:11] <KreAture> first think I treach a pet: begging
[23:56:15] <KreAture> http://kreature.org/images/animals/rabbits/dooa/home/pnp_wheres_the_treat_s.jpg
[23:56:18] <KreAture> lol
[23:56:20] <Connor_iPad> Thanks XXCoder1
[23:56:26] -!- skorasaurus has quit [Ping timeout: 252 seconds]
[23:56:28] <witnit> how I imagined you raising 100 rabbits as a child
[23:56:32] <witnit> http://www.neverendingstory.com/images/Image194.jpg
[23:56:58] <KreAture> that's one giant dog
[23:56:58] <zeeshan> oh those are pet rabbits
[23:57:00] <zeeshan> :P
[23:57:00] <XXCoder1> lol if he successfuly bred a dogdragon out of a rabbit, hes really a genius
[23:57:00] <KreAture> not a rabbit
[23:57:01] <KreAture> :p
[23:57:08] <KreAture> lol
[23:57:20] <zeeshan> i like how connor's vice
[23:57:22] <zeeshan> is bigger than his table
[23:57:29] <KreAture> http://kreature.org/images/animals/rabbits/dooa/home/carpet_s.jpg
[23:57:48] <KreAture> Connor_iPad I bet you didn't give em as nice livingquarters
[23:57:55] <KreAture> I spoil em
[23:57:58] <zeeshan> why do you keep em in a cage
[23:58:02] <zeeshan> let them roam around free!
[23:58:04] <KreAture> I do
[23:58:11] <KreAture> The cage is for when I am at work
[23:58:14] <zeeshan> the problem with rabbits is
[23:58:16] <zeeshan> they poop everywhere
[23:58:17] <zeeshan> :{
[23:58:26] <KreAture> They have full access to livingroom, kitchen and the hallways
[23:58:29] <witnit> you need roomba that specificlly seek rabbit poop
[23:58:35] <KreAture> I have a neato
[23:58:37] <KreAture> much better
[23:58:45] <zeeshan> can you potty t rain rabbits?
[23:58:46] <witnit> are they wifi?
[23:58:48] <KreAture> yes
[23:58:56] <KreAture> They never poop outside cage
[23:58:58] <witnit> potty train or wifi yes?
[23:59:18] <KreAture> they automatically potty train
[23:59:25] <KreAture> just give em a preferable box to do it in
[23:59:31] <KreAture> they are neatfreaks
[23:59:35] <zeeshan> ahi
[23:59:37] <zeeshan> i didnt know that
[23:59:42] <KreAture> spend a lot of time changing and tidying their own cage
[23:59:51] <KreAture> moving stuff around etc
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
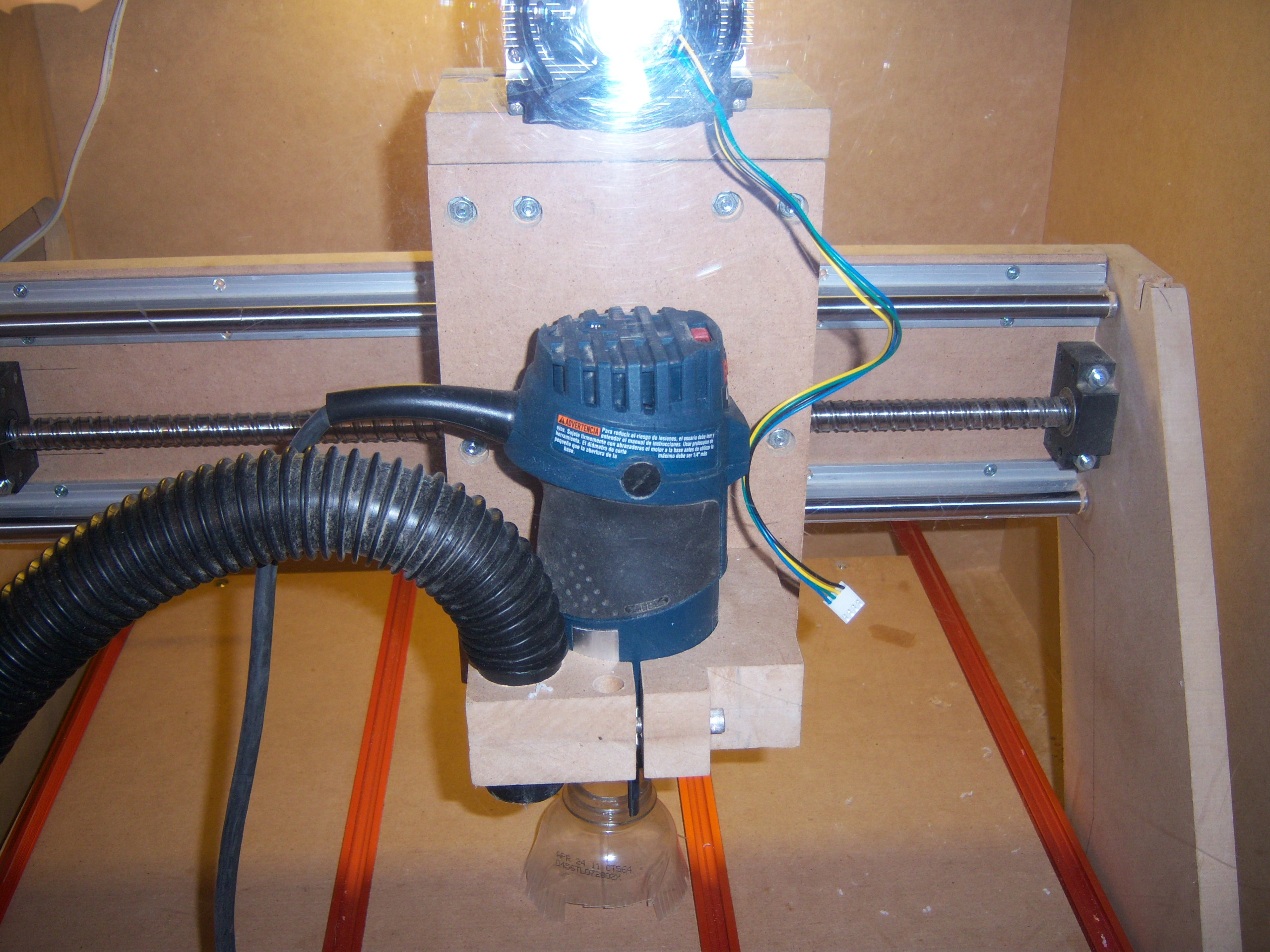{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}