Back
[00:00:02] <zeeshan> i don't think you'd ever need to go back to "manual milling/turning" again
[00:00:03] <zeeshan> :)
[00:00:25] <zeeshan> for that odd time where you're just trying to face something, i think mpg will work fine.
[00:00:26] <andypugh> I haven't written my mill macros yet, but I will have simple feeds, probes and hole drilling patterns on a separate tab.
[00:00:58] <zeeshan> andypugh: are you donng this through "GLADEVCP"
[00:01:04] <zeeshan> *doing
[00:01:11] <andypugh> Yes, that lathe GUI is Glade.
[00:01:16] <zeeshan> ah nice.
[00:01:31] <zeeshan> looks nice.
[00:01:47] <zeeshan> i like the screenshot of an inventor drawn part :)
[00:01:50] <andypugh> It's only a static image. It doesn't update or anything.
[00:02:05] <GuShH_> zeeshan: I don't know, I'd like to go back because I might be a masochist.
[00:02:06] <andypugh> And you are right, it's Inventor
[00:02:16] <GuShH_> At the moment any conversion won't happen any time soon anyway.
[00:02:33] <zeeshan> use servos
[00:02:40] <GuShH_> sounds costly
[00:02:43] <zeeshan> and dual shafts ;p
[00:02:57] <GuShH_> a servo motor on the lathe would be nice
[00:02:58] <zeeshan> i really dont like the resistance of the steppers
[00:03:08] <zeeshan> (when they're disabled)
[00:03:18] <zeeshan> it feels like you're drilling a 1/2" hole in mild steel plate
[00:03:22] <zeeshan> with no pilot hole
[00:03:24] <GuShH_> a lot of magnets just got insulted by your comment.
[00:05:38] -!- sudobangbang has quit [Ping timeout: 240 seconds]
[00:07:13] <GuShH_> zeeshan: or just the spindle set too low and no cutting oil, should feel similar
[00:07:16] <GuShH_> low/slow
[00:07:26] <GuShH_> grab, grab, grab
[00:10:42] -!- asdfasd [asdfasd!~gfsfgsdf@94.10.252.67] has joined #linuxcnc
[00:12:17] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[00:13:16] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:20:26] <andypugh> Goodnight chaps
[00:20:39] -!- andypugh has quit [Quit: andypugh]
[00:26:58] <RyanS> anyone here use a fourth access on their CNC mill?
[00:27:13] <RyanS> axis
[00:28:09] <CaptHindsight> 4th, 5th and some even have more
[00:31:51] -!- asdfasd1 [asdfasd1!~gfsfgsdf@94.10.252.67] has joined #linuxcnc
[00:33:44] -!- asdfasd has quit [Ping timeout: 245 seconds]
[00:34:16] -!- terabyte- has quit [Quit: terabyte-]
[00:35:30] <RyanS> hmm ive seen 4 in action on videos, I'm trying to decide whether to get the hang of 3axis first or dive right in. I don't know how 'neiche' 4 is
[00:36:29] <RyanS> Can you profile gears on 3 axis?
[00:37:43] -!- patrickarlt has quit [Remote host closed the connection]
[00:38:31] <RyanS> I think I've seen a bevel gear done on 3d (as opposed to 2.5d)
[00:50:16] <Tom_itx> possible but probably not practical
[00:54:09] -!- _1SheYode [_1SheYode!~ah@bzq-84-110-209-143.red.bezeqint.net] has joined #linuxcnc
[00:54:11] -!- syyl- [syyl-!~syyl@p4FD117F3.dip0.t-ipconnect.de] has joined #linuxcnc
[00:54:59] -!- The_Ball has quit [Ping timeout: 245 seconds]
[00:56:27] -!- kludge` has quit [Disconnected by services]
[00:56:36] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[00:57:26] -!- jdh_ [jdh_!~jdh@miranda.org] has joined #linuxcnc
[00:57:52] -!- cmorley [cmorley!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[00:58:15] -!- amatecha has quit [Ping timeout: 240 seconds]
[00:58:16] -!- beawesomeinstead has quit [Ping timeout: 240 seconds]
[00:58:19] -!- sulky has quit [Ping timeout: 240 seconds]
[00:58:19] -!- shurshur has quit [Ping timeout: 240 seconds]
[00:58:20] -!- gambakufu has quit [Ping timeout: 240 seconds]
[00:58:22] -!- tom_o_t has quit [Ping timeout: 240 seconds]
[00:58:22] -!- sivu_ has quit [Ping timeout: 240 seconds]
[00:58:22] -!- syyl-- has quit [Ping timeout: 240 seconds]
[00:58:24] -!- cmorley1 has quit [Ping timeout: 240 seconds]
[00:58:24] -!- RagingComput has quit [Ping timeout: 240 seconds]
[00:58:24] -!- `Nerobro has quit [Ping timeout: 240 seconds]
[00:58:25] -!- ssi has quit [Ping timeout: 240 seconds]
[00:58:25] -!- jdh has quit [Ping timeout: 240 seconds]
[00:58:25] -!- Jeebiss has quit [Ping timeout: 240 seconds]
[00:58:26] -!- _methods has quit [Ping timeout: 240 seconds]
[00:58:27] -!- tris- has quit [Ping timeout: 240 seconds]
[00:58:27] -!- archivist has quit [Ping timeout: 240 seconds]
[00:58:27] -!- CaptHindsight has quit [Ping timeout: 240 seconds]
[00:58:28] -!- rosslyoung has quit [Ping timeout: 240 seconds]
[00:58:30] -!- Tugge_ has quit [Ping timeout: 240 seconds]
[00:58:32] -!- sulky_ [sulky_!sulky@gateway/shell/cadoth.net/x-ifqxnmenfaqujytx] has joined #linuxcnc
[00:58:32] -!- _methods [_methods!~minotaur@192.81.210.43] has joined #linuxcnc
[00:58:47] -!- Tugge [Tugge!~tugge@a91-153-45-7.elisa-laajakaista.fi] has joined #linuxcnc
[00:59:13] -!- sivu [sivu!sivu@tyhma.paeae.fi] has joined #linuxcnc
[00:59:13] sulky_ is now known as sulky
[00:59:40] -!- Johngalt [Johngalt!62c227ea@gateway/web/freenode/ip.98.194.39.234] has joined #linuxcnc
[00:59:55] -!- Johngalt has quit [Client Quit]
[01:01:00] -!- Johngalt1010 [Johngalt1010!62c227ea@gateway/web/freenode/ip.98.194.39.234] has joined #linuxcnc
[01:01:04] -!- cmorley has quit [Read error: Connection reset by peer]
[01:01:16] -!- `Nerobro [`Nerobro!fwuser@globalcom.global-com.com] has joined #linuxcnc
[01:01:47] -!- Jeebiss [Jeebiss!uid25046@gateway/web/irccloud.com/x-ykisuuhzbfiohpcr] has joined #linuxcnc
[01:01:57] -!- gene78 has quit [Ping timeout: 240 seconds]
[01:01:59] -!- Johngalt1010 has quit [Client Quit]
[01:02:12] -!- dnalerom [dnalerom!~dnaleromj@98.124.126.110] has joined #linuxcnc
[01:02:33] -!- humble_s1a_bass [humble_s1a_bass!~hsb@ma.sdf.org] has joined #linuxcnc
[01:02:39] -!- roh_ [roh_!~roh@yamato.hyte.de] has joined #linuxcnc
[01:02:52] -!- tris [tris!tristan@camel.ethereal.net] has joined #linuxcnc
[01:02:58] -!- gene78 [gene78!~gene@204.111.64.149] has joined #linuxcnc
[01:03:11] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[01:03:48] -!- lyzidiamond has quit [Quit: lyzidiamond]
[01:04:06] -!- roh has quit [Ping timeout: 240 seconds]
[01:04:06] -!- humble_sea_bass has quit [Ping timeout: 240 seconds]
[01:04:07] -!- ink has quit [Ping timeout: 240 seconds]
[01:04:07] -!- rob_h has quit [Ping timeout: 240 seconds]
[01:04:07] -!- miss0r has quit [Ping timeout: 240 seconds]
[01:04:08] -!- radish has quit [Ping timeout: 240 seconds]
[01:04:16] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[01:04:18] -!- miss0r [miss0r!~andreas@188-183-233-18-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[01:04:25] -!- zlog has quit [Ping timeout: 240 seconds]
[01:04:42] -!- rob_h [rob_h!~robh@176.252.171.161] has joined #linuxcnc
[01:04:49] -!- likewhoa has quit [Ping timeout: 240 seconds]
[01:05:52] -!- archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[01:06:02] -!- cmorley [cmorley!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[01:06:28] -!- RagingComputer [RagingComputer!~RagingCom@ip174-71-121-196.om.om.cox.net] has joined #linuxcnc
[01:08:51] -!- zlog [zlog!~zlog@ip24-255-188-115.ks.ks.cox.net] has joined #linuxcnc
[01:09:37] -!- shurshur has quit [Ping timeout: 240 seconds]
[01:11:39] <PetefromTn_> aw jeez it's that time again. When I gotta do the cam work on another part and hope I don't screw it up. :p
[01:12:02] -!- The_Ball has quit [Ping timeout: 252 seconds]
[01:13:21] <Tom_itx> you should get some machineable wax
[01:13:46] <Tom_itx> you _can_ make it
[01:14:05] <PetefromTn_> yeah I just prefer to WING it LOL
[01:14:15] <Tom_itx> or wood blocks
[01:14:30] <PetefromTn_> I have machined wood before to test tho that actually works okay.
[01:14:43] <CaptHindsight> is there an unmachinable wax?
[01:14:46] <Tom_itx> the wax is reuseable though
[01:14:49] <PetefromTn_> just a bitch to clean up the mess..
[01:14:49] <Tom_itx> CaptHindsight yes
[01:14:56] <CaptHindsight> melted
[01:15:00] <Tom_itx> it's got ground up plastic in it
[01:16:01] <CaptHindsight> wax with glass shards
[01:16:13] <PetefromTn_> I remember awhile back when I first started CNC machining parts on my RF45 I used to save all the wax from the carbide saw blades and router bits we ordered or had sharpened and saved it in a wood box I made to act as a mold so when I had enough I would just melt it down into a big block.
[01:16:44] <PetefromTn_> Well when I FINALLY had a big bunch of it I melted it down with a heat gun in the wood box.
[01:17:12] <PetefromTn_> It turns out the wax they use is NOT the best thing for making machining wax from LOL... it was soft and shitty...
[01:17:23] <CaptHindsight> wax with metal beads would also be a tough one
[01:17:28] <PetefromTn_> took me months to sace all that up...LOL
[01:17:35] <PetefromTn_> sae
[01:17:40] <PetefromTn_> save hehe
[01:18:36] <PetefromTn_> I machined a bunch of sacrificial jaws today for the projects I am working on.
[01:18:50] <PetefromTn_> Machine ran perfect and the modbus spindle control is sweet.
[01:19:16] <Tom_itx> http://www.machinistblog.com/make-your-own-machinable-wax/
[01:19:20] -!- l0ggy [l0ggy!loggy@ec2-50-19-189-163.compute-1.amazonaws.com] has joined #linuxcnc
[01:19:20] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[01:19:20] -!- xxoxx [xxoxx!~xxoxx@49.77.129.50] has joined #linuxcnc
[01:19:44] <PetefromTn_> I need to finish this cam work but I got a pocket that needs some tighter corners and it is an inch thick so I am having to use some smaller cutters at depth.
[01:20:13] <PetefromTn_> Gonna take two finish pass depths I don't usually like to do that....
[01:20:18] <Tom_itx> http://www.instructables.com/id/Machinable-Wax/
[01:21:12] <Tom_itx> just clean up the corners with the small cutters
[01:21:14] -!- larryone has quit [Quit: This computer has gone to sleep]
[01:22:00] <CaptHindsight> polythene pam and wax
[01:22:04] <PetefromTn_> yeah that is what I am gonna be doing.
[01:22:18] <PetefromTn_> BRB..
[01:23:27] <Tom_itx> inch isn't bad
[01:23:44] <Tom_itx> we had some 8" cutters on a blower head once on a big hogout
[01:24:08] <Tom_itx> cut the inside first then filled it with ballast and cut the outside
[01:24:12] <Tom_itx> one noisy job
[01:24:52] <Tom_itx> used pennies for ballast. essentially free
[01:25:50] <Tom_itx> the bank may not have appreciated all the cutting fluid on em when sorting though
[01:26:03] <Tom_itx> we did rinse em off a bit...
[01:30:45] -!- rob_h has quit [Ping timeout: 264 seconds]
[01:33:57] <Connor> Wax is great for checking tool paths and stuff.. but does nothing for feed / speed ...
[01:34:31] <Tom_itx> agreed. it will prove a cam tool path though
[01:34:45] <humble_s1a_bass> it is fun to fiddle
[01:35:00] <Connor> My issues tend to be related to feed speed and rpm...
[01:35:17] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/gecko-drivers/geckodrive-g251-50v3-5a-stepper-motor-driver 10 microstep fixed resolution?
[01:35:27] <Tom_itx> there are plenty of charts out there for that
[01:35:40] <Tom_itx> CaptHindsight, yes
[01:35:44] <Tom_itx> my 203v are
[01:36:01] <Tom_itx> but they have smoothing etc builtin
[01:36:06] <Connor> Doesn't it revert to full steps automatically ?
[01:36:07] <CaptHindsight> what's so great about the Geckodrives?
[01:36:13] <Tom_itx> they just work
[01:36:33] <humble_s1a_bass> ^^
[01:36:42] <Tom_itx> i don't know about others but they make the steppers work great
[01:36:46] <Connor> I like Keling.. They work good too.
[01:37:00] <humble_s1a_bass> Keling makes a driver?
[01:37:19] <Tom_itx> i think they have a DSP in them to help smooth the power range
[01:37:34] <Connor> http://www.automationtechnologiesinc.com/products-page/kl-stepper-drivers
[01:37:36] <CaptHindsight> the Keilings are relabeled Leadshine
[01:37:41] <Connor> Those.
[01:37:41] <Jymmm> That's really cool…
http://www.viralnova.com/mirror-fence/
[01:37:46] <Tom_itx> those are also good
[01:37:47] <Tom_itx> i hear
[01:37:52] <Connor> Very good.
[01:38:16] <Connor> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver
[01:38:21] <Tom_itx> the 203v have pretty good protection
[01:38:27] <Connor> also... they have anew one out.. that's a 3-axis DSP
[01:38:41] <Tom_itx> dunno about the 251
[01:39:23] <PetefromTn_> I like my Teco 1kw motors and drives :D
[01:39:29] <humble_s1a_bass> I think the gecko g540 is just 3 of those little guys
[01:39:35] <Connor> PetefromTn_: Oh hush. :)
[01:39:36] <CaptHindsight> I'm not sure what I'm getting for 2-3x the price of others
[01:40:02] <GuShH_> Hrmm are the "Leadshine M542" drivers worth a look?
[01:40:11] <PetefromTn_> I had the gecko servo drives they were okay.. nothing to write home about... Kind of a bitch to tune...
[01:40:12] <GuShH_> 2m542
[01:40:19] <Connor> Exactly.. and if you looking at the g540, look at the MX3660
[01:40:29] <GuShH_> Not sure that's the actual brand, could be all generic china.
[01:40:43] <Tom_itx> CaptHindsight, they were highly recomended to me when i was looking
[01:40:44] <Connor> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver/3-axis-dsp-based-digital-stepper-drive-max-60-vdc-6-0a
[01:41:00] <PetefromTn_> I almost bought those DMM servo system motors for both my RF45 and the Cincinatti Arrow...
[01:41:49] <PetefromTn_> They come in a nice kit with everything you need to setup. I wish they had been available when I did my RF45 I would have saved some money and probably a lot of frustration with them.
[01:42:57] -!- thomaslindstr_m has quit [Quit: Leaving...]
[01:43:08] -!- patrickarlt has quit [Remote host closed the connection]
[01:43:36] <CaptHindsight> http://www.geckodrive.com/geckodrive-step-motor-drives/g251x.html I wonder which controller they use? or do they have their own ASIC?
[01:44:59] <Tom_itx> not sure
[01:45:10] -!- dnalerom has quit [Quit: Dang. Where did dnaleromj's computer go?]
[01:45:52] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver/digital-stepper-driver-kl-4042d-heat-sink-is-included
[01:46:55] -!- patrickarlt has quit [Remote host closed the connection]
[01:48:11] <PetefromTn_> http://www.youtube.com/watch?v=s49lfSf_VMU this is cool....
[01:48:30] <CaptHindsight> ^^ has DSP tunning software via serial port
[01:49:49] -!- Connor_iPad [Connor_iPad!~connor@75.76.30.113] has joined #linuxcnc
[01:50:36] <CaptHindsight> http://www.ebay.com/itm/MK4c-and-4-MM166-Axis-CNC-Bipolar-TB6600-Stepper-Drivers-45V-5A-/231175653224?pt=LH_DefaultDomain_2&hash=item35d3248768 anyone try the new TB6600 stepper drivers?
[01:55:31] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[01:57:15] <PetefromTn_> Connor Still did not get my damn bearing man.... kinda bummed LOL.
[01:57:23] <zeeshan> i intercepted the mail
[01:57:33] <zeeshan> thank you for your Timken bearing!
[01:57:38] <Connor_iPad> PetefromTn_: I got two of them.
[01:58:15] <PetefromTn_> ah ya bastard ;)
[01:58:40] <PetefromTn_> whydya get 2?
[01:58:47] <Connor_iPad> I try to get a backup when possible.
[01:58:54] <zeeshan> Connor sounds like a hoarder
[01:59:05] <zeeshan> he's prolly got 10,000 liters of fresh water in his basement
[01:59:18] <zeeshan> 10,000 cubic inches of canned tuna
[01:59:31] <Connor_iPad> I have no basement.
[01:59:34] <Connor_iPad> :(
[01:59:53] <Connor_iPad> And no. I'm not a preper.
[01:59:55] <humble_s1a_bass> tuning the g540 sucks ass
[01:59:55] <PetefromTn_> lol BURN!!
[02:00:07] <zeeshan> :)
[02:00:13] <zeeshan> the only thing i hoard is motors
[02:00:23] <zeeshan> i have like about 35 different 3 phase motors
[02:00:39] <zeeshan> fractional to 10hp
[02:00:48] <zeeshan> i gotta start getting rid of them
[02:02:12] <PetefromTn_> send me a 7.5 HP one for when I blow my spindle motor hehehe
[02:02:45] <zeeshan> 3 phase 240VAC?
[02:03:44] <PetefromTn_> yuppers.
[02:03:55] <zeeshan> might haver
[02:03:56] <zeeshan> :)
[02:04:06] <zeeshan> it might be 575VAC thoguh
[02:04:07] <zeeshan> ;[
[02:04:09] -!- tris has quit [Ping timeout: 245 seconds]
[02:05:02] <Connor_iPad> I need to get a 3 phase and VFD to play with.
[02:05:30] <zeeshan> try searching for eaton mvx9000 vfds
[02:05:33] <zeeshan> they're very cheap lately
[02:05:38] <zeeshan> sensorless vector control
[02:05:54] <zeeshan> eaton replaced them with another series
[02:06:00] <zeeshan> so everyones selling them for cheap :P
[02:06:22] <PetefromTn_> http://www.youtube.com/watch?v=miXcYGMoQFw beautiful...
[02:06:48] -!- The_Ball has quit [Remote host closed the connection]
[02:07:11] <GuShH_> Tom_itx: you failed to mention almost everyone in here is an apple user!!
[02:07:20] * GuShH_ grabs the silver bullets
[02:07:24] <zeeshan> PetefromTn_:
[02:07:26] <PetefromTn_> says who?
[02:07:27] <zeeshan> why you calling a guy beautiful
[02:07:39] <GuShH_> zeeshan: the music, doh
[02:07:41] <zeeshan> jk
[02:07:47] <GuShH_> it's calming
[02:07:58] <PetefromTn_> calming is GOOD...
[02:08:06] * GuShH_ twitches
[02:08:15] <PetefromTn_> it picks up quite a bit towards the end too..
[02:08:57] <GuShH_> we need a photo montage of everyone hugging their machines, while the music plays
[02:09:17] <PetefromTn_> hey I can be down with that.. I LOVE MY CINCINATTI LOL...
[02:09:54] <Connor_iPad> PetefromTn_: You get reverse button showing up?
[02:10:10] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[02:10:23] -!- GuShh_Lap2 [GuShh_Lap2!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[02:10:29] <PetefromTn_> http://www.youtube.com/watch?v=_BPgrnph5qI this is nice too....
[02:10:35] <PetefromTn_> nope...
[02:10:40] <PetefromTn_> Still among the missing.
[02:10:45] <PetefromTn_> ;)
[02:12:09] -!- FreezingCold has quit [Ping timeout: 264 seconds]
[02:13:02] -!- tris [tris!tristan@camel.ethereal.net] has joined #linuxcnc
[02:13:18] <PetefromTn_> Connor Got any suggestions man>
[02:13:39] -!- GuShH_ has quit [Ping timeout: 252 seconds]
[02:14:27] <Connor> Not yet. I'll have to look at my machine at some point and see what I did.
[02:14:41] <Connor> I'm close to having it hooked up.
[02:14:47] <PetefromTn_> We need to maybe just get the other pin installed.
[02:14:55] <PetefromTn_> into the driver maybe.
[02:15:10] <Connor> looking for some 1/2" ID PVC tubing that's easy to bend.. to water proof my wires..
[02:15:14] <PetefromTn_> your machine is almost running?
[02:15:16] <Connor> I really don't think that's needed.
[02:15:47] <Connor> Close. Got the wire conduit installed.. just need to waterproof the wires and re-install the spindle motor.
[02:15:55] <PetefromTn_> I ran all my lines in surgical tubing on the RF45 worked great.
[02:16:05] <Connor> yea. Same idea.
[02:16:28] <PetefromTn_> put everything thru hose barbs I deburred internallly.
[02:16:47] <Connor> I hope I can do it without having to desolder the connectors..
[02:16:58] <PetefromTn_> Doh!
[02:17:25] <jdh_> that would suck.
[02:18:15] <PetefromTn_> Sweet Marie I'm Alive!!!
[02:18:29] <Connor> Huh ?
[02:18:59] <PetefromTn_> just singin' here man...enjoyin' the song..
[02:19:02] <Connor> the connectors come apart.. so I'm hoping the black part can be threaded through the pvc without issue.
[02:19:39] <Connor> I need to go measure it.. brb
[02:20:38] -!- c-bob has quit [Ping timeout: 240 seconds]
[02:21:23] -!- c-bob [c-bob!~c@pD9EAC97C.dip0.t-ipconnect.de] has joined #linuxcnc
[02:21:23] -!- c-bob has quit [Changing host]
[02:21:23] -!- c-bob [c-bob!~c@unaffiliated/c-bob] has joined #linuxcnc
[02:22:53] <PetefromTn_> anyone making anything cool with linuxCNC tonight???
[02:24:27] <Connor> crap. the way those connectors are done.. I will have to desolder them
[02:24:57] <PetefromTn_> just one side tho.
[02:25:09] <Connor> Although, it's PVC jacketed wire... I'm not to sure I need to worry with it..
[02:25:23] <PetefromTn_> Don't feel bad I did the same thing :P
[02:25:46] <PetefromTn_> on at least one of them.
[02:25:48] <Connor> Those XLR connectors on my Stepper covers aren't waterproof.
[02:26:17] <PetefromTn_> thats what I used.. but mine were on the electronics enclosure not in the chip tray.
[02:26:52] <zeeshan> lots of heat shriink
[02:26:53] <zeeshan> :)
[02:27:06] <Tom_itx> damn it's windy here tonight
[02:27:19] <Tom_itx> started this afternoon and hasn't let up a bit
[02:27:21] <PetefromTn_> did you eat beans for dinner?
[02:27:24] <Tom_itx> house is creaking
[02:27:49] <PetefromTn_> thats creepy huh. our house sometimes creaks when the wind cranks here...
[02:27:51] <Tom_itx> we get 70mph straighline winds sometimes dude
[02:27:59] <PetefromTn_> We get some crazy winds here sometimes.
[02:28:04] <GuShh_Lap2> Tom_itx: you need to harness that wind!
[02:28:04] <Tom_itx> bend over interstate signs
[02:28:08] <Tom_itx> we are
[02:28:16] <Tom_itx> tons of windfarms around here now
[02:28:40] <GuShh_Lap2> last time we got a "crazy wind" a chunk of my roof flew away, tiles landed throughout the property, nobody got hurt.
[02:28:49] <Connor> http://www.cnczone.com/forums/attachments/f164/162150d1340478627-connors-g0704-image-2668541267-jpg
[02:28:51] <GuShh_Lap2> took me a while to track down the same tiles, so I could repair the damage.
[02:28:57] <Connor> What my cover looks like with the connector..
[02:29:10] <zeeshan> connor
[02:29:10] <Connor> http://www.cnczone.com/forums/attachments/f164/162151d1340478635-connors-g0704-image-4042815532-jpg
[02:29:14] <zeeshan> why do you have a box on your stepper!
[02:29:21] <PetefromTn_> We get these microbursts sometimes they call them here and they often lift roofs off and blow down shitty buildings...
[02:29:21] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/temp/misc/windmills/Pic_1009_027.jpg
[02:29:29] <Connor> http://www.cnczone.com/forums/attachments/f164/162152d1340478641-connors-g0704-image-3350192970-jpg
[02:29:36] <Connor> zeeshan: What are you talking about?
[02:29:44] <zeeshan> my steppers dont have that box ;[
[02:29:53] <Connor> I know. I made that..
[02:29:56] <Connor> Stepper covers..
[02:29:57] -!- FinboySlick has quit [Quit: Leaving.]
[02:30:00] <zeeshan> oh
[02:30:19] <Connor> http://www.cnczone.com/forums/attachments/f164/160668d1338270657-connors-g0704-image-1571995675-jpg
[02:30:29] <Connor> http://www.cnczone.com/forums/attachments/f164/160669d1338270663-connors-g0704-image-2063122861-jpg
[02:30:35] <Connor> http://www.cnczone.com/forums/attachments/f164/160670d1338270672-connors-g0704-image-2868201026-jpg
[02:30:40] <Connor> that was the prototype..
[02:30:54] <zeeshan> is that for NEMA34?
[02:31:01] <PetefromTn_> you get that chuck screwd on yet?
[02:31:06] <Connor> I redid the circle in the middle.. made it oblong to to make it easier to install
[02:31:09] <Connor> PetefromTn_: No.
[02:31:14] <Connor> This weekend.
[02:31:54] <jdh_> http://tinyurl.com/lxsafxz
[02:31:58] <Connor> zeeshan: No. Nema 23.. sorta.. 570oz
[02:32:14] <zeeshan> can you buy those covers online somewhere for nema 34
[02:32:14] <Connor> which aren't quite the same.. Nema 23 bolt pattern, but frame is a tad larger.
[02:32:16] <zeeshan> i could use trhose.
[02:32:52] <PetefromTn_> printyasome...
[02:32:56] <Connor> You can by them for standard nema 23's.. but they're pricey.. I just made mine using PVC lumber.
[02:36:44] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[02:37:02] <PetefromTn_> http://www.youtube.com/watch?v=q2rx3IAEISA Awesome song...
[02:45:46] -!- nylar [nylar!~nylar@unaffiliated/nylar] has joined #linuxcnc
[02:47:44] -!- tris has quit [Ping timeout: 252 seconds]
[02:49:57] -!- AR_ has quit [Ping timeout: 264 seconds]
[02:51:02] -!- tris [tris!tristan@camel.ethereal.net] has joined #linuxcnc
[02:51:09] <Connor_iPad> Milling those coves
[02:51:16] <Connor_iPad> Out was tricky.
[02:52:12] <Connor_iPad> Milled the bottom. Then glued next layer. While still on mill. Milled 2nd layer. Then glued last layer on and milled one last time.
[02:53:05] -!- skorasaurus has quit [Read error: Connection reset by peer]
[03:01:29] -!- asdfasd1 has quit [Ping timeout: 252 seconds]
[03:02:33] <Tom_itx> some reprapper will come along and say you did it the wrong way
[03:07:48] <zeeshan> lol
[03:08:03] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[03:08:03] -!- Tecan has quit [Changing host]
[03:08:03] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[03:08:10] <zeeshan> i notice theres a lot of people in here
[03:08:20] <zeeshan> with hostility towards reprap
[03:08:22] <zeeshan> why is this ;D
[03:08:33] -!- sabotender [sabotender!~tandoorii@unaffiliated/tandoori] has joined #linuxcnc
[03:08:36] <sabotender> ah ha!
[03:08:58] <sabotender> so tell me...what do you think about this:
http://www.ebay.com/itm/3-4-axis-optional-tabletop-CNC-servo-milling-machine-closed-loop-control-/221309655163?pt=US_Heavy_Equipment&hash=item338715587b
[03:09:09] <Connor_iPad> Reprapper would say I should have printed it.
[03:09:40] <Connor_iPad> My printer wasn't up to the task.
[03:10:52] <PetefromTn_> Hey it as "ZERO BALL SCREWS" so how does the thing move then??? HMMMM..
[03:11:13] <sabotender> PetefromTn_: your guess is as good as mine
[03:12:10] <sabotender> but is it a good mill?
[03:12:19] <Connor_iPad> Probably zero backlash ball screws.
[03:12:25] <Connor_iPad> I wouldn't get it.
[03:12:30] <sabotender> its prolly overkill for what I want
[03:12:48] <Connor_iPad> Not for that much $$$$
[03:12:59] <sabotender> agreed :-(
[03:13:33] <Connor_iPad> Would be better or converting a G0704 or maybe even a X2 if the 704 is too large.
[03:13:42] <sabotender> i really just want something accurate enough to etch PCBs and maybe cutting aluminium
[03:14:45] <Connor_iPad> Go with laser printer and a etch tank. Milling pcbs isn't all it's cracked up to,be.
[03:14:55] <sabotender> boo!
[03:15:13] <sabotender> boo, I say!
[03:15:24] <sabotender> I still need one for prototyping
[03:15:47] <Connor_iPad> Look at G0704. Nice mill.
[03:16:37] <PetefromTn_> http://www.rk-int.com/assets/content/technical/047-DSC_0205-ok.jpg DAYUM!!
[03:17:27] <GuShh_Lap2> PetefromTn_: I found a bigger one, but it's not CNC... wanna see a picture?
[03:17:32] <sabotender> what is that item?
[03:18:19] <PetefromTn_> sure.
[03:18:34] <GuShh_Lap2> http://mla-s1-p.mlstatic.com/espectacular-torno--4115-MLA145750867_7556-F.jpg
[03:18:41] <GuShh_Lap2> the chuck is 4.5 meters
[03:18:55] <sabotender> Connor_iPad: maybe out of my price range?
[03:18:59] <GuShh_Lap2> it uses a rail system
[03:19:01] <PetefromTn_> yeah I have seen some monster lathes..
[03:19:03] <GuShh_Lap2> so it can be any length!
[03:19:15] <sabotender> maybe I should just get a cheap chinese tabletop mill :-P
[03:19:18] <GuShh_Lap2> let's all buy one!
[03:19:25] <GuShh_Lap2> sabotender: no no no. avoid.
[03:19:44] <PetefromTn_> I used to have a 16x80 in my shop here but I sold it because I never really used it...took up too much damn room.
[03:20:40] <sabotender> GuShh_Lap2: eh? whys that?
[03:20:43] <PetefromTn_> Find a nice boxford CNC mill with a blown control and toolchanger.... the big one. Sweet little machine.
[03:20:49] <GuShh_Lap2> sabotender: look for used iron instead
[03:20:57] <GuShh_Lap2> because china mills are mostly crap.
[03:21:30] <sabotender> im curious; what makes em crappt?
[03:21:39] <GuShh_Lap2> where do I begin...
[03:21:48] <GuShh_Lap2> no I won't engage on that.
[03:22:02] <CaptHindsight> no real QC on the machines
[03:22:06] <GuShh_Lap2> do you have room for a real mill?
[03:22:23] <CaptHindsight> bad castings, poor machining and assembly
[03:22:32] <GuShh_Lap2> they are projects.
[03:22:43] <CaptHindsight> you might get lucky and get a good one
[03:22:46] <GuShh_Lap2> in my case, expensive ones. old iron is cheaper, better.
[03:23:15] <GuShh_Lap2> CaptHindsight: I got a china lathe, there's still sand from the casting process in it.
[03:23:30] <GuShh_Lap2> 'nuf said.
[03:23:55] <CaptHindsight> and others are perfect but no real consistency
[03:24:05] -!- PetefromTn_ has quit [Quit: We be chillin - IceChat style]
[03:24:11] * sabotender frowns
[03:24:16] <GuShh_Lap2> even if it were perfect, they flex just like a cheap drill press would.
[03:24:47] <GuShh_Lap2> SPECIALLY the round column "mill drills"
[03:24:54] <sabotender> GuShh_Lap2: I have room for a tabletop mill, or even one that stands alone
[03:25:04] <GuShh_Lap2> get an old knee mill sir.
[03:25:06] <CaptHindsight> many machine tools are made in China, with QC and then the final assembly in the USA or the EU
[03:25:18] <GuShh_Lap2> we're talking generic china...
[03:25:23] <GuShh_Lap2> china can make good things when you pay for them.
[03:25:23] <Connor_iPad> G0704 isn't that bad.
[03:25:49] <sabotender> Connor_iPad: looks expensive :-P
[03:25:59] <Connor_iPad> Sherlone to Teig might be more your style.
[03:26:12] <Connor_iPad> What's your budget?
[03:26:17] <GuShh_Lap2> I think you managed to butcher both names!
[03:26:29] <Connor_iPad> Stupid ipad.
[03:26:34] <GuShh_Lap2> HAha
[03:26:46] <sabotender> Connor_iPad: a grand maybe
[03:26:49] <GuShh_Lap2> sherline and taig :p
[03:26:50] <CaptHindsight> I thought those were the Chinese clones
[03:27:26] <Connor_iPad> Your going to have a hard time finding ANYTHING for that.
[03:27:44] <GuShh_Lap2> that's more or less how much the knee mill I'm looking at costs
[03:27:45] <Connor_iPad> CNC wise
[03:27:50] <sabotender> Connor_iPad: I was looking at the fireball
[03:27:59] <sabotender> it was in my price range I think
[03:28:13] <GuShh_Lap2> Connor_iPad: huh? that G0704 surely is a manual lathe, not a CNC?
[03:28:17] <GuShh_Lap2> err mill
[03:28:28] <Connor_iPad> Yup. But you can convert it.
[03:28:32] <GuShh_Lap2> I was looking at the grizzly page and found their lathes, they are all generic china with their badge
[03:28:37] <GuShh_Lap2> you can convert a toaster if you wanted to
[03:28:44] <GuShh_Lap2> :)
[03:28:57] <sabotender> Connor_iPad:
https://www.probotix.com/FireBall_v90_cnc_router_kit/
[03:28:57] -!- skorasaurus2 has quit [Ping timeout: 264 seconds]
[03:28:57] <GuShh_Lap2> I've seen the G0705
[03:29:07] <GuShh_Lap2> but with the short model number
[03:29:21] <GuShh_Lap2> two letters and two numbers
[03:29:25] <CaptHindsight> http://www.grizzly.com/products/Drill-Mill-with-Stand/G0704 I pay less for used Bridgeports
[03:29:27] <Connor_iPad> sabotender: I know the v90.
[03:29:35] -!- GammaX has quit [Ping timeout: 252 seconds]
[03:29:48] <sabotender> what do you know of I, I wonder?
[03:29:52] <sabotender> *it
[03:29:53] <Connor_iPad> I didn't have room for a Bridgeport.
[03:29:57] <GuShh_Lap2> bridgeports (the real ones) are not cheap where I'm from... but boy would I take one over 100 of those china jobs
[03:30:19] <Connor_iPad> Not really up to much metal work. Wood and engraving.
[03:30:19] <GuShh_Lap2> but yes a good knee mill would cost the same or less than a new china mill here.
[03:30:44] <CaptHindsight> GuShh_Lap2: where is your here?
[03:30:49] <GuShh_Lap2> disregard any calibration or tolerance numbers on these sites, they're lies.
[03:30:52] <GuShh_Lap2> Argentina.
[03:31:28] <GuShh_Lap2> the only benefit from these small mills is that you can pick them up without help, try that with a knee mill.
[03:31:35] -!- GammaX [GammaX!~Gamma-X@75-166-177-191.hlrn.qwest.net] has joined #linuxcnc
[03:31:57] <sabotender> Connor_iPad: ah so they won't be useful for milling aluminium
[03:32:24] <Connor_iPad> Not very much. You might be able to do some. But not much.
[03:32:50] <GuShh_Lap2> maybe if you take very light passes and don't mind tiny chatter marks
[03:33:27] <sabotender> all in all it simply won't do
[03:33:34] <GuShh_Lap2> right
[03:33:43] <GuShh_Lap2> you want a machine as rigid as it can be :p
[03:33:55] <GuShh_Lap2> that often means heavy, big.
[03:34:48] <sabotender> i guess im destined to generic chasis for my projects
[03:34:49] <sabotender> lol
[03:35:21] <Connor_iPad> Like I said. G0704 good mill to convert.
[03:35:32] <sabotender> $$$$$$
[03:35:41] <GuShh_Lap2> conversions aren't cheap either
[03:35:58] <GuShh_Lap2> better start with something that isn't a complete project
[03:36:55] <Connor_iPad> sabotender: What tools do you have or have access to?
[03:38:51] <sabotender> Connor_iPad: oh the usual...drill press, table saw, scroll saw
[03:39:24] <sabotender> why do you ask?
[03:41:00] <Connor_iPad> Just wondering what you had to work with. I built my CNC router from scratch using nothing but a a
[03:41:11] <GuShh_Lap2> a a? stroke?
[03:41:20] <Connor_iPad> Table saw and drill
[03:41:50] <Connor_iPad> GuShh_Lap2: Hush you. :)
[03:41:54] <GuShh_Lap2> Connor_iPad: you should meet with Robotustra from #robotics, he made his cnc with a hacksaw and a drill!
[03:41:54] <sabotender> lol
[03:42:05] <GuShh_Lap2> crazy bastards.
[03:42:31] <sabotender> a hacksaw? man thats hard work
[03:42:41] <GuShh_Lap2> probably some files too.
[03:42:49] <Connor> http://www.ivdc.com/cnc/cnc8.jpg
[03:42:53] <sabotender> it requires an enormous amount of energy to cut sheet metal
[03:42:55] <GuShh_Lap2> used a chinese water cooled spindle on it
[03:43:12] <GuShh_Lap2> he used aluminum for everything
[03:43:13] <Connor> my mill
http://www.ivdc.com/cnc/mill_03_03_14_01.jpg
[03:44:00] <sabotender> mmm sexy impressive
[03:44:24] <sabotender> you should donate that mill to the sabotender fund :-P
[03:44:34] <GuShh_Lap2> haha
[03:50:33] <Connor_iPad> Um. No. :)
[03:52:52] <zeeshan> your vise is bigger than your spindle!
[03:52:53] <zeeshan> :P
[03:53:15] <Connor_iPad> 5" vise
[03:53:21] <zeeshan> connor i forgot
[03:53:27] <zeeshan> did you put in ball screws in yor g0704
[03:53:29] <zeeshan> your
[03:53:45] <Connor_iPad> Not yet. Phase 1 conversion.
[03:53:46] -!- _1SheYode has quit [Read error: Connection reset by peer]
[03:54:08] <zeeshan> dude
[03:54:13] <zeeshan> can you try backlash compensation?
[03:54:20] <zeeshan> for a rotary spindle
[03:54:22] <zeeshan> rotary table i mean
[03:54:35] <zeeshan> i really want to use a standard table and backlash compensate it.
[03:54:36] <Connor_iPad> Huh?
[03:54:41] -!- Tomashe has quit [Read error: Connection reset by peer]
[03:55:01] <Connor_iPad> Should be able too
[03:55:14] <zeeshan> with a rotary table its worm drive
[03:55:19] <zeeshan> so i like the self locking feature
[03:55:25] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[03:55:42] <Connor_iPad> Same concept. Add extra steps when needed.
[03:56:12] <tjtr33> very clean looking. like the folding doors.
[03:56:23] -!- gambakufu [gambakufu!~ah@bzq-84-110-209-143.red.bezeqint.net] has joined #linuxcnc
[03:56:25] <tjtr33> is that a roller shade? how well does that work?
[03:56:42] <Connor_iPad> Yes. It is. Works ok.
[03:57:09] <tjtr33> cool idea, I use roller shades over workbenches ( cheapo roll top desk like )
[03:57:57] <tjtr33> i did first back in college in 70's big 4 in a circle on it ( fantastic 4 was new then )
[04:21:16] -!- larryone has quit [Quit: This computer has gone to sleep]
[04:25:57] -!- patrickarlt has quit [Remote host closed the connection]
[04:31:36] -!- zzolo has quit [Quit: zzolo]
[04:31:40] -!- lyzidiamond has quit [Client Quit]
[04:32:20] -!- gambakufu has quit [Read error: Connection reset by peer]
[04:34:40] -!- gambakufu [gambakufu!~ah@bzq-84-110-209-143.red.bezeqint.net] has joined #linuxcnc
[04:40:38] -!- Connor_iPad has quit [Quit: I'm Gone!]
[04:44:46] -!- Connor_iPad [Connor_iPad!~connor@75.76.30.113] has joined #linuxcnc
[04:45:35] -!- patrickarlt has quit [Quit: Leaving...]
[04:51:44] -!- Connor_iPad has quit [Quit: I'm Gone!]
[04:56:14] -!- larryone has quit [Quit: This computer has gone to sleep]
[04:59:39] -!- larryone has quit [Client Quit]
[05:01:56] -!- larryone has quit [Client Quit]
[05:14:07] -!- lyzidiamond has quit [Quit: lyzidiamond]
[05:21:07] -!- qingpei has quit [Quit: qingpei]
[05:32:58] -!- qingpei has quit [Quit: qingpei]
[05:33:47] -!- sabotender has quit [Ping timeout: 246 seconds]
[05:34:36] -!- tjtr33 has quit [Quit: Leaving]
[05:34:56] -!- lyzidiamond has quit [Ping timeout: 252 seconds]
[05:36:03] -!- dhoovie [dhoovie!~kvirc@122.177.46.25] has joined #linuxcnc
[06:00:48] -!- mcfloppy [mcfloppy!~kvirc@95-88-15-251-dynip.superkabel.de] has joined #linuxcnc
[06:02:25] -!- Fox_Muldr has quit [Ping timeout: 240 seconds]
[06:04:29] -!- dhoovie has quit [Ping timeout: 246 seconds]
[06:04:35] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f740969.pool.mediaWays.net] has joined #linuxcnc
[06:06:14] -!- toner has quit [Remote host closed the connection]
[06:09:37] -!- dzzig [dzzig!~dzzig@124-198-149-86.dynamic.dsl.maxnet.co.nz] has joined #linuxcnc
[06:17:32] -!- mcfloppy has quit [Ping timeout: 246 seconds]
[06:18:58] -!- GJdan has quit [Remote host closed the connection]
[06:46:56] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[06:47:55] -!- qingpei has quit [Quit: qingpei]
[06:59:15] -!- dhoovie [dhoovie!~kvirc@122.177.185.128] has joined #linuxcnc
[06:59:29] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[07:00:06] -!- Tomashe has quit [Excess Flood]
[07:00:35] -!- The_Ball has quit [Ping timeout: 246 seconds]
[07:00:46] -!- Komzzpa has quit [Read error: Connection reset by peer]
[07:05:34] -!- mcell [mcell!~mcell@catv-80-98-222-153.catv.broadband.hu] has joined #linuxcnc
[07:09:54] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[07:20:40] -!- tjb1 has quit [Read error: Connection reset by peer]
[07:21:07] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[07:30:37] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[07:32:05] -!- nylar has quit [Ping timeout: 246 seconds]
[07:45:21] -!- ink [ink!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[07:47:54] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:48:26] <Deejay> moin
[07:49:18] <Jymmm> way late. day off?
[07:49:49] <Deejay> hi jymmm
[07:50:27] <Deejay> its still before midnight, isn't it?
[07:50:37] <Jymmm> 00:50
[07:50:43] <Jymmm> almost 1am
[07:50:49] <Deejay> oh
[07:50:58] <Jymmm> But, we're in DST now
[07:51:01] <Deejay> so its only 8 hours time difference
[07:51:11] <kengu> it is 0951
[07:51:24] <Deejay> 0851, without dst
[07:52:26] <Deejay> i think the switch to DST will be last weekend in march
[07:52:35] -!- dhoovie has quit [Read error: Connection reset by peer]
[07:52:59] -!- dhoovie [dhoovie!~kvirc@122.177.185.128] has joined #linuxcnc
[08:04:16] -!- dhoovie has quit [Read error: Connection reset by peer]
[08:06:01] -!- Komzzpa has quit [Quit: Konversation terminated!]
[08:08:04] -!- dhoovie [dhoovie!~kvirc@122.177.64.171] has joined #linuxcnc
[08:19:19] roh_ is now known as roh
[08:34:21] <Loetmichel> mornin'
[08:34:53] -!- dhoovie has quit [Read error: Connection reset by peer]
[08:36:29] <Loetmichel> Jymmm: i think Deejay suffers from "senile insomnia"... he gets up with the hens ;-)
[08:37:44] <Loetmichel> instead of sleeping in every other dy like normal people ;-)
[08:37:53] -!- Komzzpa has quit [Ping timeout: 246 seconds]
[08:38:30] * Loetmichel was late to work half an hour ... the the seventh tie this month ;-)
[08:38:34] <Loetmichel> time
[08:40:17] -!- dhoovie [dhoovie!~kvirc@122.177.211.17] has joined #linuxcnc
[08:45:14] -!- trufa has quit [Ping timeout: 252 seconds]
[08:46:00] -!- dhoovie has quit [Quit: KVIrc 4.2.0 Equilibrium http://www.kvirc.net/]
[08:46:59] <Deejay> morning Loetmichel :)
[08:47:13] <GuShh_Lap2> Loetmichel: you need a turbo scooter
[08:49:47] -!- marmite has quit [Ping timeout: 252 seconds]
[09:09:56] -!- sumpfralle [sumpfralle!~lars@rstk-5f76f6d1.pool.mediaWays.net] has joined #linuxcnc
[09:13:15] <Loetmichel> i have a turbo car
[09:13:15] -!- toastyde1th has quit [Read error: Connection reset by peer]
[09:13:15] -!- gonzo_ has quit [Read error: Connection reset by peer]
[09:13:22] <Loetmichel> @ GuShh_Lap2
[09:13:23] -!- toastyde1th [toastyde1th!~toast@c-69-244-86-195.hsd1.md.comcast.net] has joined #linuxcnc
[09:13:27] -!- Kre [Kre!~KreAture@178.74.17.46] has joined #linuxcnc
[09:13:38] -!- gonzo_ [gonzo_!~gonzo_@host-92-17-201-230.as13285.net] has joined #linuxcnc
[09:13:52] Kre is now known as Guest20679
[09:13:56] <Loetmichel> but that doesent hep when you start your commute at 08:30 when you supposed to be there at 0800 ;-)
[09:14:56] <Loetmichel> help
[09:15:16] <Loetmichel> unless the car can do the kessel run in 12 parsecs ;-)
[09:15:50] <GuShh_Lap2> should do it in under 12!
[09:16:08] * Tom_itx gives Loetmichel a Delorean
[09:17:28] -!- KreAture_Zzz has quit [Ping timeout: 265 seconds]
[09:17:52] -!- qingpei has quit [Quit: qingpei]
[09:18:08] jfrmilner_ is now known as jfrmilner
[09:19:00] -!- asdfasd [asdfasd!~332332@94.10.252.67] has joined #linuxcnc
[09:20:19] -!- larryone has quit [Quit: This computer has gone to sleep]
[09:21:49] -!- jnaour_ has quit [Ping timeout: 265 seconds]
[09:23:11] -!- GammaX has quit [Ping timeout: 252 seconds]
[09:30:04] -!- syyl-- [syyl--!~syyl@p4FD11728.dip0.t-ipconnect.de] has joined #linuxcnc
[09:32:04] -!- kludge` has quit [Ping timeout: 245 seconds]
[09:32:11] * GuShh_Lap2 steals Loetmichel's Delorean, goes back in time to the point when Tom_itx gives Loetmichel a Delorean and repeats the process, reselling them in between and making sure to carry the cash with him in the original Delorean, he then heads out to Vegas.
[09:33:05] -!- syyl- has quit [Ping timeout: 252 seconds]
[09:40:28] -!- rob_h [rob_h!~robh@176.26.156.5] has joined #linuxcnc
[09:40:49] -!- jerryitt_ has quit [Quit: Connection closed for inactivity]
[09:42:22] -!- marmite [marmite!~mirmite@is.a.hax0r.se] has joined #linuxcnc
[09:46:29] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[09:49:13] -!- sumpfralle [sumpfralle!~lars@rstk-5f76f6d1.pool.mediaWays.net] has joined #linuxcnc
[09:49:49] -!- b_b has quit [Changing host]
[09:56:49] -!- sumpfralle has quit [Quit: Leaving.]
[09:58:32] -!- sumpfralle [sumpfralle!~lars@rstk-5f76f6d1.pool.mediaWays.net] has joined #linuxcnc
[10:03:53] -!- RyanS has quit [Ping timeout: 265 seconds]
[10:04:38] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[10:04:40] <xxoxx> anybody using touch screen ?
[10:07:48] -!- RyanS [RyanS!~ryanstruk@ppp157-163.static.internode.on.net] has joined #linuxcnc
[10:08:35] -!- sumpfralle1 [sumpfralle1!~lars@rstk-5f76f6d1.pool.mediaWays.net] has joined #linuxcnc
[10:10:21] -!- amiri has quit [Read error: Operation timed out]
[10:11:25] -!- PCW has quit [Remote host closed the connection]
[10:12:08] -!- sumpfralle has quit [Ping timeout: 252 seconds]
[10:12:17] <jthornton> yes
[10:24:59] -!- sumpfralle1 has quit [Read error: Connection reset by peer]
[10:33:18] -!- skunkworks has quit [Ping timeout: 240 seconds]
[10:40:06] <jthornton> must have been a survey...
[10:42:29] -!- liedman has quit [Ping timeout: 245 seconds]
[10:47:14] herron_ is now known as archivist_herron
[10:49:36] <archivist_herron> where do I answer, have but dont use touch screen :)
[10:49:38] <jthornton> Gaelic � hEar�in �descendant of Ear�n�
[10:49:53] <jthornton> lol
[10:52:08] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[10:55:02] -!- mackerski has quit [Ping timeout: 252 seconds]
[10:55:02] mackerski_ is now known as mackerski
[11:01:39] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:02:18] -!- thomaslindstr_m has quit [Quit: Leaving...]
[11:04:23] -!- mackerski has quit [Quit: mackerski]
[11:09:53] -!- Komzpa has quit [Ping timeout: 252 seconds]
[11:12:17] -!- JT-Shop has quit [Read error: Connection reset by peer]
[11:13:14] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:15:02] -!- mackerski has quit [Quit: mackerski]
[11:27:30] -!- larryone has quit [Quit: This computer has gone to sleep]
[11:33:04] -!- fomox [fomox!~chatzilla@109.149.202.84.customer.cdi.no] has joined #linuxcnc
[11:38:21] -!- sumpfralle [sumpfralle!~lars@rstk-5f76fb11.pool.mediaWays.net] has joined #linuxcnc
[11:42:27] <_methods> is there a table to adjust work offset values in axis?
[11:42:53] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-158-172-171.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[11:42:54] -!- sumpfralle has quit [Ping timeout: 245 seconds]
[11:46:29] <jthornton> what are you trying to do?
[11:46:39] -!- fomox has quit [Ping timeout: 245 seconds]
[11:46:51] <_methods> make the work offset a couple thou deeper
[11:46:55] <_methods> i could use a tool offset
[11:47:09] <_methods> but i just don't see anywhere to adjust my work offset position
[11:47:20] <jthornton> the touch off box
[11:47:24] <_methods> are you guys using g10 to do work shift adjustments?
[11:48:21] <_methods> there's no table where i can go and make adjustments to work offsets?
[11:48:24] <jthornton> can't recall that I ever made a work shift adjustment
[11:48:29] <jthornton> no
[11:48:30] <_methods> really?
[11:48:37] <_methods> have you ever run a real cnc?
[11:48:42] <_methods> like in fanuc
[11:48:48] <jthornton> have you seen my shop?
[11:48:52] <_methods> no
[11:49:23] <_methods> i can just plug in a number for my work position
[11:49:33] <jthornton> http://www.gnipsel.com/shop/machine-shop.xhtml
[11:49:33] <_methods> at a regular control
[11:49:49] <_methods> i just assumed there would be a work offset page
[11:49:55] <jthornton> so your talking about a tool wear offset?
[11:49:56] <_methods> looks like you have to go modify var file
[11:49:58] <_methods> then reset
[11:50:01] <_methods> no not tool wear
[11:50:04] <_methods> work offse
[11:50:06] <_methods> g54
[11:50:08] <_methods> g55
[11:50:10] <_methods> g56
[11:50:14] <_methods> .....
[11:50:25] <jthornton> use G10
[11:50:36] <_methods> ok so that's the "normal" way to do it
[11:50:43] <_methods> in linuxcnc lol
[11:50:50] <_methods> just checking
[11:51:12] <jthornton> G10 L2 or G10 L20
[11:51:16] <_methods> yeah
[11:51:54] <_methods> interesting
[11:51:58] <_methods> there's a tool table
[11:52:04] <_methods> why not a work offset table?
[11:52:16] <jthornton> I use G10 L20 with a button to touch off my work in my Hardinge CHNC
[11:52:32] <_methods> yeah i use g10 at the beginning of my programs
[11:52:47] <_methods> that way the operators don't have to load any offsets
[11:52:52] <_methods> they just double check
[11:52:57] <_methods> put the vises where they need to go
[11:53:04] <_methods> hit the green button
[11:54:19] -!- jef79m [jef79m!~jef79m@202-159-149-164.dyn.iinet.net.au] has joined #linuxcnc
[11:54:45] <_methods> so nine offsets is the limit for linuxcnc?
[11:56:24] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[11:58:39] <Tom_itx> you can't edit the G54...59 values in memory?
[11:59:00] <_methods> says you need to reset linuxcnc after editing the var file
[11:59:15] <_methods> i have no idea about editing it in memory
[11:59:22] <Tom_itx> so it gets re'read
[11:59:26] <_methods> with G10
[11:59:28] <_methods> i guess
[11:59:37] <_methods> but other than that or g92 i don't know how
[12:00:36] <Tom_itx> http://linuxcnc.org/docs/html/gcode/gcode.html#sec:G54-G59_3
[12:00:41] <Tom_itx> starting with 5223
[12:00:42] <_methods> i've seen posts where people ar asking the same question i am
[12:00:44] <Tom_itx> for Z
[12:00:58] <_methods> but no one seems to ever address it
[12:01:08] <Tom_itx> ask in devel
[12:01:12] <Tom_itx> maybe they know
[12:01:15] <_methods> k
[12:01:20] <Tom_itx> (they should)
[12:01:32] <_methods> honestly i'm not that worried about it
[12:01:36] <_methods> i'll just use g10
[12:01:40] <_methods> that works for me
[12:01:57] <_methods> i'm not picky lol
[12:01:58] <Tom_itx> you should be able to change a fixture offset value without having to restart lcnc
[12:02:01] <Tom_itx> for sure....
[12:02:03] <_methods> i just thought maybe i was missing something lol
[12:02:58] -!- Komzpa has quit [Ping timeout: 246 seconds]
[12:03:03] <_methods> and 9 work offsets is no big deal for me and my little tiny mill
[12:03:05] <PetefromTn_> you are wanting to be able to go to a table and manually change the offset for say G55 etc then?
[12:03:09] <_methods> yeah
[12:03:18] <_methods> like a regular fanuc controller
[12:03:22] <PetefromTn_> I have wondered if this is possible as well..
[12:03:24] <Tom_itx> it would be poor design if you couldn't edit it on the fly
[12:03:41] <Tom_itx> i sure know you can on 'real' controls
[12:03:45] <PetefromTn_> I can see where it would be nice to do air cuts say and then change the offset with an inch change
[12:03:51] <_methods> yeah
[12:03:57] <_methods> you put that in g53
[12:03:57] <Tom_itx> PetefromTn_ i do that
[12:04:00] <Tom_itx> currently
[12:04:01] <_methods> add a z10
[12:04:03] <_methods> or whatever
[12:04:12] <_methods> it will raise your table 10 global
[12:04:24] <PetefromTn_> what does that mean?
[12:04:30] <Tom_itx> i just set the regular work offset for that
[12:04:32] <_methods> it's a global work shift
[12:04:35] <Tom_itx> like G54 etc
[12:04:40] <_methods> you can do that
[12:04:50] <_methods> but what if i'm i want to raise 5 fixtures
[12:04:52] <_methods> at one time
[12:04:56] <_methods> i put it in g53
[12:05:03] <Tom_itx> change 5 numbers at one time :)
[12:05:13] <_methods> why change 5 when i can change 1
[12:05:19] <Tom_itx> can you though?
[12:05:25] <_methods> yeah i do it all the time
[12:05:27] <PetefromTn_> it would seem that a table with all the available offsets listed and modifiable would be advantageous.
[12:05:41] <Tom_itx> then what is the real question?
[12:05:42] <_methods> uh yeah that's kinda why i thought there would be one lol
[12:05:53] <_methods> i was just asking if there was a table lol
[12:05:56] <Tom_itx> PetefromTn_ there is
[12:06:07] <PetefromTn_> where?
[12:06:07] <_methods> taht i could change in real time
[12:06:54] <Tom_itx> stored in a file in your ini directory
[12:07:03] <Tom_itx> same as your tool table is
[12:07:22] <PetefromTn_> but there is no offset editor like the tool table editor right?
[12:07:29] <_methods> yes but you have to restart linuxcnc to initialize it
[12:07:35] <Tom_itx> _methods i agree there should be a method to reload it
[12:07:46] <_methods> like i said it's no biggie
[12:07:55] <_methods> i was just trying to see if there was one
[12:07:56] <Tom_itx> you can certainly edit the memory on a regular control with no problems
[12:07:58] <_methods> i had no idea
[12:08:24] <_methods> like there is a tool table
[12:08:31] <_methods> i thought there would be a work offset table
[12:08:37] <_methods> and i was just an idiot and overlooking it
[12:08:50] <_methods> which happens quite commonly as my wife will tellyou
[12:08:54] <Tom_itx> there is but i don't know if it's reloadable
[12:09:19] <_methods> k
[12:09:23] <_methods> well g10 works for me
[12:09:25] <_methods> it's easy enough
[12:09:29] <Tom_itx> i know the G54..59 are
[12:09:30] <PetefromTn_> I would not consider the .ini file a table that is commonly editable..
[12:09:47] <Tom_itx> i didn't say it was
[12:09:54] <Tom_itx> i said the table is in the same directory
[12:10:52] <PetefromTn_> what would be nice is another tap atop the viewscreen that has offsets inside it and is user editable.
[12:11:35] <Tom_itx> starting with 5161 going to 5390
[12:11:45] <Tom_itx> xxx.var
[12:11:51] <Tom_itx> whatever you named your ini
[12:12:14] -!- fomox [fomox!~chatzilla@109.149.202.84.customer.cdi.no] has joined #linuxcnc
[12:12:14] <PetefromTn_> honestly I am quite enjoying linuxCNC but one thing I miss is the ability to easily zero an axis without affecting the G54 offset to do things like adjust for edge finders or circle center finding etc.
[12:13:13] <Tom_itx> do math on it
[12:13:17] <_methods> hehe
[12:13:18] <_methods> yeah
[12:13:18] <Tom_itx> i have buttons for that
[12:13:34] <_methods> hehe how hard is it to subtract or add .1
[12:13:35] <_methods> lol
[12:13:48] <PetefromTn_> yeah there is enough math to be done little things like that make life easier and setups quicker.
[12:13:58] <_methods> i know i'm just messin with ya
[12:14:24] <PetefromTn_> besides my damn edge finder is 10mm and I have to setup in inch so it is not just a .1...
[12:14:25] <Tom_itx> PetefromTn_ set up some pyvcp buttons for it
[12:14:36] <_methods> i feel bad when i use these new machines with that touch off pad on them
[12:14:48] <_methods> i don't even have to zero my tools
[12:14:57] <_methods> or load a tool length
[12:15:00] <PetefromTn_> I'm working on that for my VMC right now..
[12:15:12] <Tom_itx> http://tom-itx.dyndns.org:81/~webpage/cnc/screenshot.png
[12:15:19] <Tom_itx> that's what those buttons bottom right are for
[12:15:43] <Tom_itx> if you touch off the same location each time
[12:15:53] <Tom_itx> if you use the other end of the vise for example, it will be off
[12:16:27] <PetefromTn_> what exactly does the zero axis button do in this instance?
[12:16:38] <PetefromTn_> besides the obvious I mean...
[12:16:42] <Tom_itx> sets the G54 fixture offset
[12:16:50] <Tom_itx> it runs a subroutine
[12:17:03] <Tom_itx> the sub can do anything you want... even sink
[12:17:04] <PetefromTn_> okay so that is no different than clicking touch off and selecting G54.
[12:17:23] <Tom_itx> no but i can add in the wiggler distance there
[12:17:58] <PetefromTn_> Perhaps what I am looking for is an independent DRO that can be set at zero at any point but has no bearing on machine movement.
[12:18:20] <Tom_itx> have you looked at the DRO screen?
[12:18:27] <Tom_itx> maybe you can... i don't use it much
[12:18:49] <PetefromTn_> that way you could measure distances or offset tools like the edge finder or center a circle without having to touch off an actual work coordinate.
[12:19:34] -!- Tecan has quit [Ping timeout: 245 seconds]
[12:21:54] <Loetmichel> PetefromTn_: i like the linuxcnc especially for the ability to run a camera ;-)
[12:22:20] <PetefromTn_> Right now I am just looking forward to having spindle feedback and load metering thru my VFD/modbus setup.
[12:22:38] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14199&g2_imageViewsIndex=1
[12:22:46] <PetefromTn_> Loetmichel Yeah I know some people use the cameras for stuff I think that is probably more of a hobby thing.
[12:22:47] <Loetmichel> VERY useful if ot near the machine ;-)=
[12:22:55] <Loetmichel> not
[12:23:05] <Loetmichel> not for measuring.
[12:23:15] -!- valeech has quit [Quit: valeech]
[12:23:19] <Loetmichel> for looking for broken mill bits from the diostanve
[12:23:36] <Loetmichel> distance
[12:23:51] <PetefromTn_> when my machine is running there is so much coolant going everywhere it is difficult to see the part let alone film it.
[12:23:53] <Loetmichel> because my office is not as loud as the workshop ;-)
[12:24:07] <Tom_itx> maybe not as dangerous either
[12:25:13] <Loetmichel> and i can do other work while the machine is running
[12:25:42] <PetefromTn_> I always figured at some point I would be able to walk away from the machine while it is running..
[12:26:02] <PetefromTn_> but honestly most of the parts I do the run time is maybe twenty minutes at best or less..
[12:26:11] <Tom_itx> that _is_ a benefit of cnc
[12:27:05] <PetefromTn_> once the toolchanger is working and I have a product that is running under a proven code I am sure I could walk away but it would only be for the cycle so it is not really a big deal since they are pretty short really.
[12:27:15] <Loetmichel> PetefromTn_: my last par did run about 4 hrs
[12:27:18] <Tom_itx> besides PetefromTn_... admit it.. you like standing there watching it run!
[12:27:42] <PetefromTn_> well yeah when it is running correctly it is a thing of beauty ;)
[12:28:23] <Loetmichel> thats the part i made yesterday
[12:28:27] <Tom_itx> aluminum parts cycle times are usually reasonablly low
[12:28:28] <PetefromTn_> yesterday I was just making some simple sacrificial vise jaws and just drilling and milling some counterbored holes but it was still fun to watch it do its thing..
[12:28:32] <Tom_itx> start cutting TI or steel
[12:28:38] <Tom_itx> etc
[12:28:44] -!- JT-Shop [JT-Shop!~john@75.106.20.181] has joined #linuxcnc
[12:28:47] <Loetmichel> milling down that much 8mm aluminium sheet with a 3mm mill buit takes its time ;-)
[12:28:57] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14766&g2_imageViewsIndex=1
[12:29:30] <PetefromTn_> well honeslty even in that pro shop I worked in before they only cut steels and tool steels no aluminum and multiple parts on fixtures at a time and the cycle times were still reasonably quick,,
[12:29:33] -!- Komzzpa has quit [Ping timeout: 264 seconds]
[12:30:35] <PetefromTn_> they musta had 25 Haas VMC's in one room and next door they had a couple Haas turning centers.
[12:31:01] <Loetmichel> i make prototypes on that machine
[12:31:03] <Loetmichel> "machine"
[12:31:20] <Loetmichel> so may be 3 or 4 identical parts, not mor
[12:31:21] <Loetmichel> e
[12:31:45] <Loetmichel> the series we give out
[12:32:28] <PetefromTn_> we made some tool steel parts that ran like nine at a time on these long tall steel fixtures and it was not unusual to be watching two or three machines at once and just loading parts and removing parts as needed when one ended kinda juggling them.
[12:33:46] <PetefromTn_> That kinda work is what I am HOPING to get in here so I can just run the machine and make money with it instead of all the one off and very short run work I am currently doing. it is just too time consuming and not enough cash in it.
[12:34:18] <_methods> yeah most small shop guys charge too little
[12:34:21] <_methods> to pay the bills
[12:34:28] <_methods> or whatever
[12:34:41] <_methods> i send customers askin for those prices packing
[12:34:57] <_methods> tooling is expensive
[12:35:54] <PetefromTn_> when you are a small shop with little exposure it is hard to turn away any work but I agree some of them ya just gotta send packin'.. I have done it several times now. I am also choosy about who I take work for because I cannot afford to be burnt on a job right now.
[12:36:51] <Tom_itx> PetefromTn_, my bud stared out the same way.. doing crap work for companies that didn't wanna pay
[12:36:52] <PetefromTn_> having said that just one good decent paying product that I can make here for a customer repeatedly would really change things for me in the shop.
[12:37:19] <PetefromTn_> ya gotta start somewhere.
[12:37:38] <Tom_itx> got his foot in the aircraft door doing experimental parts
[12:37:52] <PetefromTn_> I think at this point now tho I am FINALLY in a position where the machine works well and I have adequate tooling and the software I need to do whatever comes in the door for the most part.
[12:37:58] <Tom_itx> then jpats then production started increasing
[12:38:10] <PetefromTn_> jpats?
[12:38:15] <Tom_itx> military trainer
[12:38:43] <Tom_itx> was bid on by several aircraft companies here
[12:38:51] <PetefromTn_> yeah ya see it is work like that I would lOVE to get my hands on. something interesting that pays reasonably and has an ongoing demand.
[12:39:05] <_methods> haha everyone wants taht lol
[12:39:08] <Tom_itx> move
[12:39:10] <Tom_itx> :D
[12:39:14] <PetefromTn_> yeah and lots of folks have it..
[12:39:19] <Tom_itx> this is a big aircraft town
[12:39:23] -!- Komzzzpa has quit [Ping timeout: 246 seconds]
[12:39:32] <_methods> that damn as9100
[12:39:34] <_methods> is a bitch
[12:39:54] <_methods> we're just starting to ramp up to get certified
[12:40:02] <PetefromTn_> I know shops around here make parts for the big boat industry locally. Many of the shops make custom parts for the wakeboard boats and the wakeboard towers etc...
[12:40:10] <Tom_itx> i remember when we had to get iso9000 certified
[12:40:17] <Tom_itx> for Boeing
[12:40:18] <_methods> yeah iso is easy
[12:40:27] <_methods> as9100 is a bitch
[12:40:28] <Tom_itx> but never got anything from them after doing so
[12:40:35] <Tom_itx> fackers
[12:40:37] <_methods> hehe
[12:41:01] <_methods> you chicago?
[12:41:05] <Tom_itx> KS
[12:41:10] <_methods> ah
[12:41:19] <PetefromTn_> The parts are actually quite simple from what I have seen.. much less complex than say the sidewheels I made.
[12:41:23] <_methods> yeah that's a big aviation area
[12:41:25] -!- FreezingCold [FreezingCold!~FreezingC@205.211.50.163] has joined #linuxcnc
[12:42:06] <Tom_itx> boeing, spirit, cessna, learjet, beech to name a few
[12:42:14] <_methods> yeah
[12:42:27] <_methods> you almost have to be as9100 around there
[12:42:32] <_methods> i'm guessing
[12:42:38] <Tom_itx> probably so nowdays
[12:42:51] <Tom_itx> i know most of them run Catia now
[12:42:58] <_methods> ugh
[12:43:02] <PetefromTn_> I am quite sure I would never be able to get any work from places like that working from my small shop.
[12:43:03] <Tom_itx> :)
[12:43:13] <_methods> you'd be suprised
[12:43:13] <Tom_itx> sure you can
[12:43:19] <_methods> we do stupid stuff for boeing
[12:43:22] <_methods> lifts
[12:43:24] <Tom_itx> even 3rd party vendors offload work
[12:43:25] <_methods> scaffolding
[12:43:31] <_methods> rails
[12:43:32] <PetefromTn_> there is no way I can even get that kind certs..
[12:43:39] <Tom_itx> why the hell not?
[12:43:40] <_methods> we don't make plane parts
[12:43:59] <Tom_itx> it's _just_ paperwork :)
[12:44:03] <_methods> lots
[12:44:18] <_methods> it's our inventory that's the problem
[12:44:19] <PetefromTn_> I just need a frackin' foot in the door so I can show people I can make good parts somewhere that needs parts made and I am trying to find that now.
[12:44:24] <_methods> we need to clean up our tracking
[12:44:25] <Tom_itx> they need a blame path is all
[12:44:28] <_methods> material certs
[12:44:44] <PetefromTn_> no not material certs I can get those.
[12:44:56] <_methods> no we need them tracked beter lol
[12:45:05] <_methods> right now our inventory is a disaster
[12:45:08] <_methods> plates and bars all over
[12:45:10] <_methods> mixed up
[12:45:18] <_methods> i mean we know where stuff is
[12:45:20] <_methods> and what it si
[12:45:29] <_methods> but for as9100 it's a no go
[12:45:48] <Tom_itx> it just drives the cost up
[12:45:55] <PetefromTn_> I met with a local machine shop recently twice now and they say they will be willing to let me make some parts for them they cannot get to but so far I am hearing crickets.
[12:46:02] -!- amnesic has quit [Quit: amnesic]
[12:46:10] <Loetmichel> PetefromTn_. my ex boss said once: "there are jobs that atre more fun when the competition has to do them"
[12:46:11] <Tom_itx> keep after them
[12:46:19] <Loetmichel> ... he is TOTALLY right ;-)
[12:46:25] <_methods> Loetmichel: yep
[12:46:58] <_methods> PetefromTn_: don't go to machine shops
[12:47:03] <PetefromTn_> With basically a very low overhead I could be profitable on jobs most shops could not get away with... but having said that I don't want the shit jobs either LOL.
[12:47:20] <Tom_itx> you gotta start there though
[12:47:24] <_methods> what sort of industry do you hve in your area?
[12:47:30] <_methods> you need to go there
[12:47:33] <_methods> saw mills
[12:47:36] <Tom_itx> we started out doing alot of 2.5d stuff
[12:47:37] <_methods> trains
[12:47:41] <PetefromTn_> mostly boat manufacturing...
[12:47:44] <_methods> hit them
[12:47:50] <_methods> their maintenance dept
[12:47:57] <_methods> they will have stuff they dont' want to do
[12:47:59] <_methods> or can't do
[12:48:12] <_methods> try and get the names of the maint supervisors
[12:48:20] <_methods> and go face to face
[12:48:22] <Tom_itx> probably not much _production_ runs there though
[12:48:25] <PetefromTn_> maintenance dept is gonna be one off repair stuff all the time right..?
[12:48:29] <_methods> yeah
[12:48:33] <_methods> but it's a foot in the door
[12:48:44] <_methods> you may get small production jobs out of it
[12:48:50] <_methods> or see something you can do faster
[12:48:50] -!- Komzpa has quit [Ping timeout: 246 seconds]
[12:48:58] <Tom_itx> it's how you get started for sure
[12:49:10] <_methods> they may need a bracket
[12:49:13] <_methods> or something like that
[12:49:15] <Tom_itx> then they may know of a guy that knows another guy....
[12:49:24] <_methods> yeah
[12:49:29] <PetefromTn_> Its possible I will look into it. I have actually considered running down there to the moomba and searay shops and ask them if there is anything I can do for them.
[12:49:34] -!- rosslyoung has quit [Ping timeout: 245 seconds]
[12:49:38] <_methods> i would
[12:49:51] <_methods> we get lots of work from a couple boat companies like that
[12:49:52] <Tom_itx> you'll get one of two answers :)
[12:50:00] <_methods> scout boat
[12:50:01] <PetefromTn_> exactly...
[12:50:02] <_methods> and key west
[12:50:11] <PetefromTn_> key west makes NICE boats..
[12:50:15] <_methods> and zodiac
[12:50:28] <Tom_itx> probably lots of SS parts
[12:50:32] <_methods> we make brackets
[12:50:37] <_methods> and moutning plates for them
[12:50:38] <PetefromTn_> I'm good with that.....
[12:50:41] <_methods> small production
[12:50:44] <_methods> nothign big
[12:50:47] <_methods> but ti all adds up
[12:50:59] <PetefromTn_> The Cincinatti does real nice in steel and stainless from what I have done so far.
[12:51:05] <_methods> but we got in through the maint depts
[12:51:13] <PetefromTn_> right now ANY production would be great...
[12:51:13] <_methods> do a couple repair jobs
[12:51:26] <skunkworks> PetefromTn_, how is the tool changer coming?
[12:51:34] <PetefromTn_> it is coming man...
[12:51:52] <PetefromTn_> got most of the electronics sorted. Still working on the damn spindle encoder gotta make that mount.
[12:52:12] <PetefromTn_> Got someone coming to see my house today so gotta clean everything up and make it pretty until they leave.
[12:52:51] <PetefromTn_> We got the spindle control setup the other day via serial modbus and it works great now. Fixed a noise error issue I was having with the mesa setup 0-10v which was nice.
[12:53:18] <_methods> you got umbrella tool changer or a real tool changer?
[12:53:21] <PetefromTn_> No fault of the mesa car probably just a wiring issue on my part.
[12:53:36] <PetefromTn_> umbrella and far as I can tell it is real...
[12:53:39] <_methods> hehe
[12:53:49] <_methods> i hate umbrellas lol
[12:53:52] <PetefromTn_> cat40 tooling. rigid tap etc.
[12:53:57] <Tom_itx> a place i visited once had a 119 tool changer
[12:54:01] <_methods> yeah
[12:54:05] <_methods> 6 pallets
[12:54:05] <Tom_itx> belt
[12:54:08] <_methods> 380 tools
[12:54:09] <Tom_itx> yeah
[12:54:12] <_methods> is sexy
[12:54:20] <Tom_itx> auto pallet changers etc
[12:54:25] <_methods> oh yeah
[12:54:26] <PetefromTn_> probably cost a fortune..
[12:54:29] <Tom_itx> job scheduling...
[12:54:38] <_methods> big money
[12:54:41] <PetefromTn_> need to make some serious parts to pay for that monster...
[12:54:51] <_methods> yeah you need work for that
[12:54:59] <_methods> hehe company here got a job for mercedes
[12:55:07] <_methods> so they bought this giant okuma line
[12:55:10] <PetefromTn_> where is here?
[12:55:10] <_methods> 6 mills
[12:55:14] <_methods> charleston sc
[12:55:19] <_methods> and robot cells
[12:55:21] <Tom_itx> i like okuma
[12:55:24] <_methods> then they pulled the job
[12:55:26] <PetefromTn_> oh hell you are not far from me at all...
[12:55:33] <_methods> stuck them with the machines lol
[12:55:43] <_methods> hell yeah okuma
[12:55:45] <_methods> is the shit
[12:55:46] <Tom_itx> they failed to get a work guarantee huh?
[12:55:49] <_methods> yeah
[12:55:57] <_methods> they did succeed in getting fucked
[12:56:03] <PetefromTn_> meh just company bankruptcy everyone keeps their houses...
[12:56:10] <Tom_itx> some of the aircraft would finance machines for my bud
[12:56:17] <Tom_itx> as a guarantee
[12:57:16] <_methods> yeah they did file too
[12:57:22] <Tom_itx> his brother owns a chain of banks here though so that sorta helped
[12:57:23] <PetefromTn_> actually charleston is kinda far looking at the map.
[12:57:27] <_methods> hehe yeah
[12:57:32] <_methods> probably 14 hours?
[12:57:37] <PetefromTn_> sure.
[12:57:41] -!- FreezingCold has quit [Ping timeout: 252 seconds]
[12:58:03] <_methods> yeah all the employees got lost their vacation
[12:58:09] <_methods> my buddy had 60 days lol
[12:58:12] <_methods> doh
[12:58:19] <PetefromTn_> well if any of you come across something you think I can do here like what I am looking for give me a holler okay LOL ;)
[12:58:35] <_methods> yeah if i run across anything
[12:58:58] <PetefromTn_> I would sure appreciate it.
[12:59:32] <PetefromTn_> In the mean time I am making these airgun accessories and trying to get them sorted out. Probably not much market for them but it is something.
[12:59:53] <PetefromTn_> methods did you see my wheels I made first project on the machine?
[13:00:19] <_methods> no
[13:00:28] <_methods> pics
[13:01:08] <PetefromTn_> http://imagebin.org/298952
[13:01:46] <_methods> oh damn
[13:01:47] <_methods> nice man
[13:01:50] <PetefromTn_> http://imagebin.org/298953
[13:02:06] <PetefromTn_> not bad for a first job...
[13:02:23] <Tom_itx> how far do you deliver? :)
[13:02:25] <_methods> alum?
[13:02:31] <PetefromTn_> yeah aluminum...
[13:02:44] <_methods> you start from round?
[13:02:45] <PetefromTn_> Not really a big deal I am used to shipping stuff around..
[13:02:52] <PetefromTn_> no plate..
[13:02:57] <_methods> ah
[13:03:01] <_methods> 1/2"?
[13:03:06] <PetefromTn_> 3/4
[13:03:20] <_methods> waterjetted?
[13:03:22] <_methods> or plas
[13:03:38] <PetefromTn_> cnc milled then finished in lathe.
[13:03:43] <_methods> oh ouch
[13:03:48] <_methods> you cut squares out or rounds?
[13:04:17] <PetefromTn_> I bought bar stock wide enough for the part and cut it in bandsaw then into the VMC.
[13:04:18] <jdh_> nice wheels. ugly ass background :)
[13:04:37] <_methods> haha
[13:04:43] <_methods> ah ok
[13:04:55] <PetefromTn_> Hey asshole that is my wife's favorite valentines day blanket I bought for here ;)
[13:05:01] <_methods> hahahahha
[13:05:35] <Tom_itx> and she let you put those dirty parts on it...
[13:05:37] <PetefromTn_> I just took a quick picture outside to show the customer.
[13:05:38] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[13:05:39] <jdh_> it's ok, my wife likes ugly ass blankets also
[13:05:45] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:05:47] <PetefromTn_> no I washed them before...
[13:06:22] <PetefromTn_> I guess one mans ugly ass in another mans beautiful...
[13:06:39] <PetefromTn_> jeez did I just say that...LOL
[13:06:43] <jdh_> slip fit on the scope 'hsndle'?
[13:06:54] <jdh_> yes, you did say that.
[13:06:58] <jdh_> handle
[13:07:19] <_methods> ahh so do you just copy the machines ladder into classic ladder for tool changers and coolant pumps and stuff?
[13:07:41] <PetefromTn_> no actually there is a removable boss that has a cool sinusoidal pocket that goes on the scope knob. That boss has a delrin crush sleeve that compresses onto it to hold on.
[13:08:33] <PetefromTn_> It is actaully the coolest sidewheel I have seen anywhere but so far I have only sold a couple. All that work for frackin' nothing.
[13:08:57] <PetefromTn_> methods... no idea man still working on that part...
[13:09:12] <_methods> interesting
[13:09:30] <_methods> i need to look into this classic ladder
[13:09:33] <_methods> that's cool as hell
[13:09:42] <_methods> you can use your pc as a plc
[13:09:50] <PetefromTn_> it's just a PC based PLC...
[13:09:54] <_methods> yeah
[13:10:27] <_methods> i need to read that integration manual lol
[13:10:39] <PetefromTn_> me too..
[13:11:02] <_methods> would be fun to just play with classic ladder
[13:14:55] -!- md-2 has quit [Remote host closed the connection]
[13:15:54] <PetefromTn_> startin to get some of that heavy wind here now..
[13:15:56] -!- md-2 has quit [Read error: Connection reset by peer]
[13:21:37] -!- shurshur has quit [Ping timeout: 240 seconds]
[13:22:07] -!- Komzzpa has quit [Ping timeout: 264 seconds]
[13:25:51] -!- md-2 has quit [Remote host closed the connection]
[13:26:39] -!- balestrino has quit [Ping timeout: 245 seconds]
[13:29:27] <JT-Shop> I have a classicladder sim you can play with
[13:31:07] -!- md-2 has quit [Ping timeout: 264 seconds]
[13:32:59] -!- skorasaurus2 has quit [Quit: WeeChat 0.4.3]
[13:53:32] <PetefromTn_> JT-Shop Hey man have you been playing with that ladder setup for your bridgie at all?
[13:57:44] <PetefromTn_> Connor Hey man just noticed we left your three jaw Chuck wrench key here sitting on the table. bummer man.
[13:58:04] <Jymmm> Loetmichel: lol
[14:02:00] -!- FreezingCold [FreezingCold!~FreezingC@205.211.52.163] has joined #linuxcnc
[14:08:25] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[14:12:03] -!- sabotender [sabotender!~tandoorii@unaffiliated/tandoori] has joined #linuxcnc
[14:12:45] -!- FreezingCold [FreezingCold!~FreezingC@205.211.52.161] has joined #linuxcnc
[14:19:20] <JT-Shop> PetefromTn_, I've not been able to sit still long enough
[14:21:41] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[14:23:13] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[14:27:53] -!- ravenlock has quit [Ping timeout: 252 seconds]
[14:28:24] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[14:31:33] <Loetmichel> Jymmm. what lol?
[14:31:52] <Jymmm> Loetmichel: to your comment
[14:36:14] -!- jnaour has quit [Ping timeout: 245 seconds]
[14:36:14] <kengu> servo for the poor ones,
http://www.sainsmart.com/29-1-metal-gearmotor-37dx52l-mm-with-64-cpr-encoder-12v-365rpm.html
[14:38:56] <Loetmichel> which?
[14:38:59] <Loetmichel> time?
[14:39:44] <Loetmichel> kengu: i have "a few" of these
[14:39:53] <Loetmichel> theiy're nice
[14:40:12] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13519
[14:40:17] <Loetmichel> without the gearbox
[14:40:29] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=13248
[14:40:59] <kengu> I am thinking of scarabuild so the gearbox is good
[14:41:03] <kengu> Loetmichel: good.
[14:41:11] <Loetmichel> we had a few "spare" laserprinters at the company to discard. and the recycling guy wanted them only if we remove the plasitc cover... so i dismantled them a bit further ;-)
[14:41:35] <skunkworks> kengu, backlash is bad...
[14:41:47] -!- qingpei has quit [Quit: qingpei]
[14:41:56] <kengu> yeah. it is always good when there is a supply of n pcs of same equipment
[14:42:01] <Loetmichel> the servops are 24V, 2A and have 100cpr encoders on the back
[14:42:07] <Loetmichel> not SO bad for free ,-)
[14:42:42] <Loetmichel> got 18 servos, 2 times 18 steppers and a few fans out of it ,-)
[14:45:26] <kengu> nice
[14:46:48] <Loetmichel> sometimes its good to be the production manager
[14:53:09] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[14:55:23] -!- Komzzpa has quit [Ping timeout: 252 seconds]
[14:59:26] <PetefromTn_> I remember in a past life I used to work on computers and copiers and fax machines. We would often scrap old machines to the junker guys and It never occurred to me all the stepper motors and shafts and springs in them could be used to make something with LOL...
[15:00:01] <archivist_herron> power screw driver, disassemble :)
[15:00:31] -!- Komzzzpa has quit [Ping timeout: 264 seconds]
[15:01:06] <PetefromTn_> yup!!
[15:03:01] <archivist_herron> you actually make more money when you then take the separated metals to the scrap yard :)
[15:05:16] -!- somenewguy has quit [Quit: WeeChat 0.4.3]
[15:11:44] <Loetmichel> screwdriver? on modern IT tech?
[15:11:46] <Loetmichel> for what?
[15:12:00] <Loetmichel> most of it is clipped these days
[15:12:13] <Loetmichel> you should see my boss when i dismantle monitors
[15:12:38] <Loetmichel> *KNACK* *KNIRK* *CLICK*....*CRACK* "ups"
[15:13:05] <Loetmichel> because we sheild them and put them back together and sell tehem
[15:14:35] <PetefromTn_> well guys.....I just got a call back from a local machine shop that I visited two times to see about getting some work from them. They want me to come in and interview sorta. I am gonna head over there after lunch. With any luck I will be able to get some work from them and get this machine going. WISH ME LUCK PLEASE!! If you are the prayin' sort that is good too!!
[15:17:35] -!- Komzpa has quit [Ping timeout: 246 seconds]
[15:18:06] <tjtr33> show them your stuff! they'll be impressed
[15:18:20] <skunkworks> Good luck! (I am more of an 'ask the universe' kinda guy...
[15:18:52] -!- Komzzpa has quit [Read error: Connection reset by peer]
[15:19:40] <CaptHindsight> are the Gecko stepper drivers 2X the price of others just because they can or what do you get for the price? longer warranty? better docs?
[15:19:53] <PetefromTn_> I hope so thanks tjtr33 Skunkie.... Appreciate it.. what does the Ask the Universe thing mean?
[15:20:37] <PetefromTn_> oh you mean like you are a kinda buddhist one with the world kinda guy?
[15:22:22] <CaptHindsight> http://www.3ders.org/articles/20140312-world-first-3d-printed-3d-acoustic-cloak-hides-objects-from-sound.html now to turn these into earplugs
[15:22:55] <PetefromTn_> CaptHindsight I dunno about the stepper drives but they DID have a one time return policy no questions asked where if you had a problem you can send the drive back for replacement. After that they want to have you send the drive in for repair. I sent one in and had it repaired but it was repairable. They gave me a discounted price on another one. this was for the servo drives not steppers tho.
[15:23:05] <_methods> http://www.youtube.com/watch?v=9kFWR4_PqIo&feature=share&list=UUZ0E_lPE90tst5UZQL7fYrg
[15:23:18] <_methods> hehe 343IPM
[15:24:00] <_methods> .06" DOC
[15:24:14] -!- FreezingCold has quit [Ping timeout: 246 seconds]
[15:25:37] <PetefromTn_> I need one of those LOL...
[15:25:48] <_methods> they're great for removing lots of material
[15:25:54] <_methods> inserts last forever
[15:26:03] <_methods> and they take interrupted cuts like nothing else
[15:26:09] <_methods> the finish sucks though
[15:26:10] <PetefromTn_> what is the model number..
[15:26:15] <_methods> but they are for roughing
[15:26:27] <_methods> i hear tungalloy has a better one
[15:26:50] <_methods> i think their equivalent will take .08 DOC
[15:27:08] <PetefromTn_> any idea on the RPM there?
[15:27:15] <_methods> rpm wqas 1100
[15:27:27] <PetefromTn_> number of inseerts
[15:27:58] <_methods> 8
[15:28:29] <_methods> but they are 8 sided
[15:29:11] -!- Komzzpa has quit [Read error: Connection reset by peer]
[15:29:20] <_methods> shit i can't find the part #
[15:31:33] -!- zzolo has quit [Quit: zzolo]
[15:33:20] <PetefromTn_> so its one of those octogonal surfacing cutters I think we used those in the shop I worked in local here.
[15:34:30] <PetefromTn_> does that look like cat40 or 50 to you?
[15:35:19] -!- Komzzpa has quit [Ping timeout: 264 seconds]
[15:37:03] -!- ink has quit [Disconnected by services]
[15:37:25] -!- ink [ink!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[15:37:39] ink is now known as Guest92435
[15:38:08] -!- terabyte- has quit [Quit: terabyte-]
[15:41:26] <_methods> no it's 4 sided
[15:41:35] <_methods> but both sides of insert work
[15:43:17] <PetefromTn_> okay yeah these were octagonal and both sides worked... but it was a facemill strictly...
[15:44:30] <_methods> yeah taht is a highfeed cutter with special insert geometry and lead angle
[15:45:59] <_methods> man their website sucks
[15:46:38] <_methods> http://www.directindustry.com/prod/ingersoll-cutting-tools/high-feed-rate-face-milling-cutters-17869-1324515.html
[15:46:41] <_methods> but that is a pic of it
[15:46:50] <_methods> i'll get the exact model #
[15:47:01] -!- FreezingCold [FreezingCold!~FreezingC@205.211.52.162] has joined #linuxcnc
[15:47:25] <_methods> they're awesome for overhangs and deep pockets
[15:47:50] <PetefromTn_> looks nice but why does the finish suck?
[15:47:58] <_methods> heh the finish is poo poo lol
[15:48:06] <_methods> hold on i'll get a pic
[15:48:21] <Connor> and, how does both sides cut ?
[15:48:33] <_methods> https://www.dropbox.com/s/ppl6ywuztud5ywy/2014-03-12%2009.59.55.jpg
[15:48:40] <_methods> you flip the insert over
[15:48:45] <_methods> and use the other side lol
[15:49:00] <Connor> okay, that's standard insert.. I was thinking you meant both cut at same time..
[15:49:04] <PetefromTn_> ooh shit that is ugly... too fast maybe?
[15:49:07] -!- qingpei has quit [Quit: qingpei]
[15:49:30] <CaptHindsight> look at the space between cuts
[15:49:33] <_methods> no it's a rougher
[15:49:34] <PetefromTn_> wait a minut that is you in the video huh..
[15:49:38] <_methods> it's not supposed to look good
[15:49:42] <_methods> yeah
[15:49:57] <PetefromTn_> is that a haas?
[15:50:03] <_methods> no yama seiki
[15:50:11] <_methods> we have haas though :9
[15:50:13] <_methods> :(
[15:50:25] <_methods> i try to not use them
[15:50:29] <PetefromTn_> looks like a big table there
[15:50:31] <_methods> unless i'm cutting plastic or something
[15:50:57] <CaptHindsight> I picked up a box of carbide lathe tools from Shars yesterday to use in flycutters for $30
[15:51:16] <PetefromTn_> ya know I hear people say that all the time but the shop I worked in had a BUNCH of those haas machines and they cut only steel and tool steel 24/7 with no issues at all..
[15:51:38] <_methods> their fine if you don't hit it hard
[15:51:38] <PetefromTn_> from a VF2 up to a VF5.
[15:51:49] <_methods> if you run them full bore they will die
[15:51:54] <_methods> not like real machines
[15:52:07] <CaptHindsight> btw, Shars stocks most things in St Charles except many of the end mills are drop shipped when you order from the suppliers
[15:52:33] <_methods> their good for light applications
[15:52:36] <_methods> they're
[15:52:38] <_methods> even
[15:52:56] <PetefromTn_> I tried to buy my holders from shars but they would not deal with me in a package I was after.. Called them about it three times back and forth and they just said their cutter holders are WORTH the money LOL...
[15:53:36] <PetefromTn_> Funny thing is I HAVE two shars holders here and they are no different from the ones I got that I can see..
[15:53:59] <CaptHindsight> yeah, their price is the price, they get trucks in from China in one door and pack and ship out another
[15:54:04] -!- H264 has quit [Read error: Operation timed out]
[15:54:21] <CaptHindsight> they have no sales counter, you just walk in the back door where they are packing orders
[15:54:27] <PetefromTn_> well. thats what most of these chinese tool suppliers do anyways.
[15:54:59] <CaptHindsight> the whole staff in the USA is ~12 people
[15:55:19] <PetefromTn_> well I gotta go see about this work meeting. Hoping for a favorable result.
[15:55:26] <zeeshan> PetefromTn_:
[15:55:30] <zeeshan> what kind of tool holders?
[15:55:34] <PetefromTn_> I am surprised there are that many LOL.
[15:55:39] <PetefromTn_> cat40
[15:55:42] <zeeshan> ah
[15:55:50] <Connor> PetefromTn_: You taking some of the things you've made ?
[15:55:53] <CaptHindsight> 4 that actually pick and pack orders
[15:55:54] <Connor> to show ?
[15:55:59] <PetefromTn_> still tho they are surprisingly cheap tho.
[15:56:17] <zeeshan> Connor you has TTS
[15:56:20] <zeeshan> or imports
[15:56:33] <PetefromTn_> Connor no I usually just take pictures etc.. I only have the wheels here right now to show anyways and they were the prototypes.
[15:56:36] <zeeshan> <- wants to order some 3/4 straight shank holders
[15:56:46] <tjtr33> CaptHindsight, turn the acoustic cloak into acoustic airplane hat to STFU screamin babies
[15:57:04] <Connor> zeeshan: I have true TTS, But, I only have 3 holders, 1 drill chuck
[15:57:16] <Connor> I need to buy more.
[15:57:17] <zeeshan> ah
[15:57:47] <Connor> and would like to get a set of those TTS ER20 or ER32's from ebay that the tomrach guys have been going on about.
[15:57:53] <PetefromTn_> I had the TRUE TTS and a bunch of chinese copes...could not tell the difference under high scrutiny and LOTS of measuring runout with my DTI.
[15:57:57] <CaptHindsight> tjtr33: dream come true, I had a flight last year 1 row back from the bulkhead with 3 that just wouldn't sleep
[15:58:25] -!- syyl_ws [syyl_ws!~sg@p4FD11728.dip0.t-ipconnect.de] has joined #linuxcnc
[15:58:40] <PetefromTn_> Well cya guys later.
[15:58:43] <zeeshan> cu! good luck
[15:58:48] <Connor> good luck
[15:58:50] <PetefromTn_> thanks man.
[15:58:59] -!- PetefromTn_ has quit [Quit: Do fish get thirsty?]
[15:59:23] <zeeshan> do i use a standard r8 3/4" collet?
[15:59:31] <zeeshan> with TTS
[15:59:54] <Connor> I think you CAN.. but.. I just bought the special one..
[16:00:01] <zeeshan> their website is confusing
[16:00:10] <Connor> let me find the video.. brb
[16:00:21] -!- WalterN [WalterN!~tiwake@71-84-131-70.dhcp.knwc.wa.charter.com] has joined #linuxcnc
[16:01:27] <syyl_ws> with a standard collet you need to face off the front
[16:01:42] <syyl_ws> so its below the spindle nose
[16:02:15] <syyl_ws> and take a skim cut on the spindle nose itself to true it up
[16:02:44] -!- FreezingCold has quit [Ping timeout: 246 seconds]
[16:02:52] <tjtr33> is that new surface the Z ref for a TTS holder?
[16:03:09] <zeeshan> http://www.tormach.com/store/index.php?app=ecom&ns=prodshow&ref=32086
[16:03:20] <syyl_ws> jip
[16:03:32] -!- MF70 [MF70!~chatzilla@p5B25855D.dip0.t-ipconnect.de] has joined #linuxcnc
[16:03:32] <zeeshan> 32087 - TTS R8 Adaptor Collet for Tormach ATC vs 32086 - TTS-R8 adaptor collet
[16:03:33] <syyl_ws> they have a pretty good pdf on the TTS
[16:03:49] <syyl_ws> somewhere
[16:03:50] <tjtr33> hmm, then make it 3 areas ( relieve between 3 pads so dirt is less of an issue )
[16:03:52] -!- Zaarin [Zaarin!~SolarNRG@vasvmail.mtn.com.cy] has joined #linuxcnc
[16:03:53] <Zaarin> Hi guys, I spent this afternoon grinding through this thick 15mm plate it now fits the flywheel but I still want to make this 58mm radius (116mm diameter) bore through the middle of it so this pipe slots through, the dremel trio circular cutting tool is alright for marking it, but would take weeks to cut through this plate metal. You think I should just use a million 1mm holes around the
[16:03:53] <Zaarin> borehole marking, or just bodge angle grind it like I've done with the outer circle? Here's some photos:
http://i.imgur.com/XRpm0os.jpg ...
http://i.imgur.com/TDf9IyO.jpg ... and here's what it looked like this morning when it was still uncut scrap:
http://i.imgur.com/zBOnZ2N.jpg
[16:04:33] <zeeshan> syyl_ws: i see what you mean
[16:04:42] <zeeshan> standard collets are semi-spherical on the face
[16:04:45] <zeeshan> but tormach is flat
[16:05:48] <syyl_ws> an below the spindle nose
[16:05:51] <zeeshan> yea
[16:05:52] MF70 is now known as MF70-de
[16:05:54] <Zaarin> It's much too big for a hole saw and a drill press!
[16:05:54] <syyl_ws> thats the important part
[16:06:09] <Connor> http://www.tormach.com/uploads/42/U10044M_Tormach_Tooling_System_0512A-pdf.html
[16:06:26] <zeeshan> figure 1 :D
[16:06:29] <syyl_ws> right, thats the pdf ;)
[16:06:44] <tjtr33> ty Connor
[16:06:49] <Connor> Now, I have the flat collet..
[16:06:55] <syyl_ws> ah
[16:07:02] <syyl_ws> ok, i was wrong ;)
[16:07:10] <syyl_ws> hat it in another way in my head
[16:07:19] <Connor> syyl_ws: had what wrong ?
[16:07:31] <syyl_ws> [1705:48] <syyl_ws> an below the spindle nose
[16:07:33] <syyl_ws> that part
[16:07:41] <syyl_ws> i forgott that the tts holders are undercut
[16:07:42] <CaptHindsight> Zaarin: what tools do you have at your disposal?
[16:07:42] <zeeshan> Never use unbalanced cutters.
[16:07:44] <zeeshan> ^
[16:07:44] <zeeshan> lol
[16:07:55] <syyl_ws> try that with an boring heaf ;)
[16:07:55] <zeeshan> so that means no fly cutters!
[16:07:59] <zeeshan> or boring head
[16:08:09] <Connor> zeeshan: No.. They have a fly cutter..
[16:08:29] <Connor> and.. I wouldn't use a boring head with TTS anyway..
[16:08:44] <Connor> Though, I could.. Mine is 3/4" shank. :)
[16:08:45] <CaptHindsight> Zaarin: how precise do you need that hole to be?
[16:08:49] <Zaarin> Angle grinder 4 inch, 350watt drill press, 500watt impact drill, geared hand drill (favourite), file, dremel rotory tool, dremel trio, circular grip for dremel trio, pliers, screwdrivers, GYS arc welder
[16:08:51] <syyl_ws> they have the flycutter from hell :D
[16:09:04] <Zaarin> Precise enough it isn't off centre and precise enough I can weld that pipe in the middle
[16:09:06] -!- Einar [Einar!~Einar@108.90-149-34.nextgentel.com] has joined #linuxcnc
[16:09:06] <syyl_ws> or at least they beat the crap out of it
[16:09:26] <Zaarin> If it's off center the gear might have an elliptical orbit and then the teeth won't mesh
[16:09:45] <Zaarin> There is gonna be a s¬%t tonne of torque on this thing when the wind blows the dish
[16:09:48] <Connor> section 9, they have a TTS Boring Tool
[16:11:01] <CaptHindsight> Zaarin: well if you had a fly cutter you could put that in your drill press and slowly bore down
[16:11:23] <Zaarin> I'v ebeen told flycutter+chut key + drill press = accident waiting to happen
[16:11:35] <tjtr33> like a fly cutter but a trammeling tool, only cuts a circular slot ( less work )
[16:11:48] <CaptHindsight> Zaarin: yeah, but you're keeping an eye on it and taking your time
[16:12:02] <Zaarin> On the slowest pulley speed?
[16:12:19] <Zaarin> What do I need to make a makeshift flycutter? I'm guessing this is a facemask job just in case
[16:12:23] <CaptHindsight> yeah, and go down slow
[16:12:27] <Connor> Zaarin: Yup. Chuck isn't designed to handle side loads.. and you know that it's going to vibrate the hell out of that chuck.
[16:12:31] -!- skorasaurus has quit [Ping timeout: 264 seconds]
[16:12:44] <Zaarin> Unless you counterbalance it properly
[16:12:49] <CaptHindsight> he's just doing this once
[16:13:03] <CaptHindsight> it's not production
[16:13:26] <Zaarin> twice, I have to do this for the y axis also
[16:13:31] <tjtr33> trammeling bar with 2 cutters is balanced
[16:13:42] <CaptHindsight> if your spaceship crash landed and you needed to make a similar part, what would you do with the tools at hand
[16:14:18] <Zaarin> My thoughts are sod it, the hole's marked, grind it out just be careful not to go over the mark and do circular marks on both sides
[16:14:40] <Zaarin> Nothing cuts metal as quickly and as the angle grinder
[16:14:48] <Connor> The flat collet might be for tools that don't have the relief cut into them..
[16:15:01] <zeeshan> i really think im gonna go with a nst30
[16:15:06] <CaptHindsight> Zaarin: for cutting that inside circle?
[16:15:10] <Connor> I got it anyway because I had cheap R8 Collets..figured theres was higher quality.
[16:15:40] <Connor> Zaarin: What are you boring this for ?
[16:15:57] <Zaarin> yeah
[16:16:05] <Zaarin> to stick that big pipe through
[16:16:11] <Zaarin> steam's gonna go through the middle
[16:17:39] -!- skorasaurus has quit [Client Quit]
[16:19:33] -!- MF70-de has quit [Quit: ChatZilla 0.9.90.1 [Firefox 11.0/20120310193829]]
[16:21:51] <CaptHindsight> Zaarin: whats the pipes dia?
[16:21:57] <CaptHindsight> O.D.
[16:22:13] <tjtr33> http://www.thewoodnerd.com/reviews/generalCircleCutter.html
[16:22:36] -!- quiqua has quit [Quit: quiqua]
[16:23:01] <CaptHindsight> yeah ^^
[16:23:26] <tjtr33> google circle cutter MSC et all sell em, save you a load of time for 30$
[16:23:40] <Connor> those things are evil.. Work okay for wood.. Dunno about metal..
[16:23:59] <CaptHindsight> in a pinch and you work slowly
[16:24:02] <tjtr33> circle cutter = tramelling tool = trepanning tool
[16:24:03] <Connor> Even in wood (mdf) was a pain.
[16:24:25] -!- Komzzpa has quit [Ping timeout: 240 seconds]
[16:24:36] <CaptHindsight> drill a hole and file, if you really have patience
[16:24:46] <tjtr33> the downfeed is slow, the tooltip speed is lathe like
[16:24:47] <Connor> Take it to someone who has a water jet, or a lathe... save yourself..
[16:25:49] <CaptHindsight> sure, buy a replacement part vs fabricate is another option
[16:26:03] <CaptHindsight> but that wouldn't be as much fun
[16:26:08] <tjtr33> email the steam from one end to the other
[16:26:48] <Zaarin> 116mm
[16:26:50] <Zaarin> diam
[16:27:04] <archivist> the steam seal will be the final frontier
[16:27:19] <tjtr33> yeah rotary
[16:27:19] <skunkworks> this is a guy local to us..
https://www.youtube.com/watch?v=ciNVQqgre0w
[16:27:56] <skunkworks> met him a few times - he has also been to a few fests.
[16:28:08] <archivist> redneck bar feed
[16:28:41] <skunkworks> keep watching ;)
[16:29:36] <CaptHindsight> skunkworks: <-- has to go, is there a jump to for the main action?
[16:29:42] <skunkworks> https://www.youtube.com/watch?v=4meWNvfgbsE
[16:29:57] <skunkworks> CaptHindsight, his electronics layout is a bit willy nilly
[16:31:25] <Zaarin> That highland woodworking circular cutter looks like it'd do the trick, says it's for wood, but you sure it'll handle steel?
[16:31:41] <tjtr33> maybe later, youtube is fulla 502's and sluggish
[16:31:41] <archivist> skunkworks, after seeing the puller....still redneck :)
[16:33:10] <tjtr33> Zaarin, the center cutter can be ground for steel on a pedastal grinder, the circumference cutter same ( lathe type bit ) all high speed steel but use lube and hand feed easy, klet the cutter do the work
[16:34:06] <tjtr33> and look at MSC for same but for steel work
[16:34:25] <Zaarin> msc?
[16:34:36] <tjtr33> google MSC
[16:34:50] <tjtr33> mscdirect.com
[16:34:51] <Zaarin> martha stewart crafts?
[16:35:02] <tjtr33> yes, shes a chip making beotch
[16:35:48] -!- b_b has quit [Changing host]
[16:37:41] <tjtr33> here ya go ace hardware 19bucks
http://www.acehardware.com/product/index.jsp?productId=1292919
[16:39:45] <Zaarin> acehardware won't ship to Cyprus
[16:39:58] <Zaarin> but that IS what I need
[16:40:04] <tjtr33> Cyprus the island?
[16:40:07] <Zaarin> aye
[16:40:27] <Zaarin> the island with a tonne of solar energy and zero common sense
[16:40:47] <tjtr33> dang! you're pretty much stuck with oreding & waiting . sorry mate
[16:41:29] <tjtr33> is it solar steam?
[16:41:47] <tjtr33> heliotropic focuser?
[16:41:52] <cradek> tjtr33: those are also known around my shop as "whirling helicopter of death"
[16:42:09] <Zaarin> that's what I'm working on yes because there is a law prohibiting the sale and use of photovoltaics back to the grid without special permission, however there is no law prohibiting the use of parabolic mirror steam turbine systems
[16:42:15] <Zaarin> also this can produce clean water out of shite water
[16:42:23] <tjtr33> can be :) but can also make very nice shiny ribbons of death
[16:42:24] <Zaarin> it's a prototype I've been workign on for a number of years
[16:42:39] <Zaarin> This is the biggest project I've ever undertaken
[16:43:42] <tjtr33> sounds great tho, try to get some better equipment if the project needs a lot of metalwork ( else plan on looking like popeye )
[16:43:52] <Zaarin> lol
[16:44:16] <Zaarin> I'm wearing, boots, leather jacket, leather gloves, headphones, jeans, goggles whenever I do metal work, safety comes first
[16:44:23] <skunkworks> http://www.cnczone.com/forums/linuxcnc-formerly-emc2/206712-new-trajectory-planner-testers-programs-wanted.html
[16:44:24] <Zaarin> got an autodarkening helmet for the welding
[16:44:39] <tjtr33> uncle skunk wants YOU!
[16:45:09] -!- Connor has quit [Read error: No route to host]
[16:45:13] <skunkworks> he has always made comments about how linuxcnc goes wonky with P and Q - hope to get the point across
[16:46:20] <tjtr33> skunkworks, thx for the link, i _will_try it, the lithophanes are often 20hrs + right now
[16:46:51] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[16:47:12] <zeeshan> has anyone here done a spindle conversion on a milling machine
[16:48:10] <Zaarin> I'm guessing it involves tap and die
[16:48:16] <tjtr33> Zarin, without many tool, drilling a series of hole, puching out ctr disk, then filing to a line is about all i could suggest. sorry
[16:48:29] <skunkworks> tjtr33, that would be great.. (this is a better thread..)
http://www.linuxcnc.org/index.php/english/forum/16-stepconf-wizard/25900-mach-3-conversion-to-stepconf-wizard
[16:48:34] <Zaarin> 1mm drill bit in the marked groove?
[16:48:48] <Zaarin> how deep can I go with a 1mm drill bit?
[16:48:55] <skunkworks> tjtr33, sorry wrong link
[16:49:19] <skunkworks> tjtr33,
http://www.linuxcnc.org/index.php/english/forum/10-advanced-configuration/27368-new-trajectory-planner-testersprograms-wanted
[16:49:35] <tjtr33> Zaarin, not following, plz restate
[16:50:04] <tjtr33> skunkworks, thx!
[16:51:04] <Zaarin> use the dremel to engrave a 116mm diameter circular groove that's less than 1mm deep, take off the dremel, stick the plate under the drill press with a 1mm drillbit in and drill a hundred 1mm holes around the circumference of the marked circular grove then go again with the 2mm drill bit, then the 3 mm bit until I have a jaggeddy but circular hole through?
[16:51:09] -!- Tugge has quit [Ping timeout: 264 seconds]
[16:51:24] <Zaarin> question is, won't the 1mm drillbit snap at about 6mm depth?
[16:51:41] <cradek> no, it'll snap at about 3mm
[16:51:59] <cradek> why would you use such small drills if you don't have to?
[16:52:56] <cradek> drill big holes almost touching, and then use a hacksaw?
[16:53:02] <archivist> on thick plate you start with a much larger drill
[16:53:41] <Zaarin> archivist, I'd use a 120mm holesaw if I could but the drill won't go slow enough, it'll screech like hell and then jam up
[16:54:21] <cradek> 120mm is too big, 1mm is too small
[16:54:28] <cradek> use something in between, haha
[16:55:00] <CaptHindsight> you could use the hole saw, only you'll have to go down very slowly and keep it cool
[16:55:39] <CaptHindsight> fill the gap with weld
[16:56:02] <archivist> his drill is one of those little 350w jobs, will complain at any real hard work
[16:56:05] <Zaarin> only problem there is how do you make sure the pipe isn't close to one side but far away from the other so when it spins it's off center?
[16:56:16] <archivist> lathe
[16:56:20] <Zaarin> you need a $7,000 machine for that
[16:56:25] <CaptHindsight> yeah, but you are going to weld anyway
[16:56:27] <archivist> go find a machine shop
[16:56:59] <tjtr33> maybe removing teeth on hole saw (keep every 5th say) would increase chip clearance and allow higher rpm, then weld in ctr posn (careful setup)
[16:57:14] <archivist> belt drive to a car hub would make a redneck lathe
[16:57:48] <tjtr33> thats canadian, not redneck, i saw the video
[16:57:59] <archivist> that was wood!
[16:58:01] <CaptHindsight> yeah either way if he wants <0.1" precision
[16:58:06] <archivist> I saw it too :)
[16:58:25] -!- Tugge [Tugge!~tugge@a91-153-45-7.elisa-laajakaista.fi] has joined #linuxcnc
[16:58:30] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[16:58:54] <Zaarin> What take the wheel off my car, 2 bricks under the car frame, weld a flycutter onto the hub, put a brick on the accelerator?
[16:59:14] -!- qingpei has quit [Quit: qingpei]
[16:59:29] <tjtr33> back to safer whirling helicopter of death and _wait_for_the_post!
[16:59:30] <archivist> no, get bits from the scrap yard to make whatever
[16:59:34] <CaptHindsight> either you cut a precision hole or you'll need to weld it with some precision
[16:59:59] <skunkworks> do your best and mud the rest!
[17:00:13] <skunkworks> putty, weld...
[17:00:29] <tjtr33> its a big project, can you work on some other bit & wait for good tools or service?
[17:00:32] <archivist> unless the steam seal is thought about real soon all this effort is totally wasted
[17:00:35] <Zaarin> with mod 3.0 gears, how many mm off centre can I still be and the mechanism will still work?
[17:00:38] <Zaarin> What's the tolerance?
[17:00:45] <tjtr33> archivist, yes!
[17:01:55] <CaptHindsight> http://i.imgur.com/XRpm0os.jpg here's the part that needs to fit on the pipe
[17:02:35] -!- FreezingCold [FreezingCold!~FreezingC@205.211.52.162] has joined #linuxcnc
[17:02:41] <CaptHindsight> Zaarin: I'd have to see more of what all that connects to
[17:03:09] <CaptHindsight> Zaarin: does that circular plate bolt to the gear?
[17:03:16] <tjtr33> the tube doesnt look straight, yep need better idea of whats goin on
[17:03:45] -!- nylar [nylar!~nylar@unaffiliated/nylar] has joined #linuxcnc
[17:03:51] <Zaarin> that's just a reference, I'm welding that to a 6m long pipe
[17:04:02] <archivist> I think he has some expectation of sealing on the inner of the wonky tube
[17:04:05] <CaptHindsight> http://i.imgur.com/TDf9IyO.jpg is this what the finished part will look like?
[17:04:06] <Zaarin> That was just proof I could weld two bits of pipe together
[17:04:22] <tjtr33> i saw the movie wonky tube
[17:04:26] <Zaarin> yes capthindsight
[17:04:46] <archivist> have you pressure tested the weld
[17:04:49] <CaptHindsight> sounds like something on Skinamax
[17:05:19] <tjtr33> im wrong it was the infamous 'twonky'
[17:05:48] <Zaarin> nope, not pressure tested, no idea what it'll handle until the day the whole thing gets switched on
[17:05:54] <Zaarin> I'm just relying on "overengineering"
[17:06:23] <CaptHindsight> Zaarin: whats the tube fit into? are you spinning a steam pipe with that gear?
[17:06:36] <archivist> the larger diameter make a bigger bomb
[17:07:06] <archivist> please read some pressure vessel regulations
[17:07:16] <jdh_> steam bomb would suck
[17:07:19] jdh_ is now known as jdh
[17:07:20] <CaptHindsight> heh, never ask the help at Home Depot if this wire is good for bomb :)
[17:07:25] <Zaarin> yes, spinning steam gear
[17:07:30] <CaptHindsight> no sense of humor
[17:07:37] <tjtr33> re: twonky... Han Conreid "Tweedy college professor discovers his new TV set is animate, apparently possessed by something from the future, and militantly intent on regulating his daily life"
[17:08:22] <jdh> anyone ever flycut stainless plate (down to 0.074" thick from 0.080ish)
[17:09:59] <archivist> jdh I have done some silly sheet machining, your clamping it going to be interesting
[17:10:20] <tjtr33> hope its not the whole surface
[17:10:55] <jdh> not sure how they are doing it.
[17:11:07] <jdh> they were going to grind, but the edges got hot and warped
[17:11:20] <Zaarin> the top of the pipe has a curved pipe that bends round 90º to the horizontal, the bottom of the pipe goes to a labyrinth seal with another 90 degree bend pipe that goes to the water collection system (maybe later a turbine)
[17:11:33] <tjtr33> we use to size some copper electrode in a bucket of dilute acid. dip it in, clock of 10 secs, remove, rince, measure, calc ne dip time...
[17:11:50] <Zaarin> I'm only using 4mm sheet steel for the labyrinth seal rings
[17:11:52] <tjtr33> calcuclate new dip time
[17:12:10] <CaptHindsight> tjtr33: chemical machining
[17:12:17] <tjtr33> yah
[17:12:33] <tjtr33> Zaarin, rpm?
[17:12:46] <tjtr33> and pressure?
[17:13:00] <jdh> we do something similar with acid etching tube ID to size
[17:13:05] <CaptHindsight> <-- readying the steam tables
[17:13:14] <archivist> what clearances on this "seal"
[17:13:16] <Zaarin> The spinning steam gearshaft? 0.0001rpm
[17:13:28] <tjtr33> steam tables? is it lunch already?
[17:13:37] <Zaarin> real hi torque, slow speed to get the dish to very precisely pinpoint the concentrated solar energy onto the boiler
[17:13:54] <tjtr33> Zaarin, ok, my speed domain ( i do EDM )
[17:14:17] <Zaarin> I'm hoping to step down the gearshaft a couple of times so a NEMA 34 on each axis so it's also "low energy" as well as "eco friendly"
[17:14:18] -!- pcw_home has quit [Ping timeout: 240 seconds]
[17:14:36] <CaptHindsight> real steampunk solar dish
[17:14:38] <Zaarin> ignoring all the toxic gases released from the welding slag and grinding old scrap
[17:14:41] <Zaarin> aye
[17:14:51] <Zaarin> arduino controlled
[17:15:21] <tjtr33> and pressure & clearance in labyrinth?
[17:15:56] <Zaarin> k type thermocouple hysterisis function for the wastewater intake
[17:16:03] <Zaarin> about a mm each side maybe less
[17:16:21] <archivist> not a chance of making this seal with the current methods
[17:16:27] <tjtr33> steam or wet vapor? 1mm aint no seal
[17:16:40] <archivist> a mm is barn door to steam
[17:16:57] <Zaarin> how many labyrinths would I need to negate the steamloss?
[17:17:25] <tjtr33> i'd rethink the design if i knew what it was :)
[17:17:44] -!- jnaour_ has quit [Remote host closed the connection]
[17:17:46] <CaptHindsight> yes, you're making too many poor assumptions
[17:17:58] <archivist> wrong kind of seal for steam
[17:18:06] <Zaarin> well if the gap is too tight, won't the metal expand or contract and make it impossible to turn?
[17:18:15] <Zaarin> What seal would you use?
[17:18:28] <zeeshan> im using some special seals on my steam engine
[17:18:28] <CaptHindsight> he's building a big parabolic reflector that tracks the sun
[17:18:30] <archivist> good seals need good machining
[17:18:36] <tjtr33> dont be discouraged, we're pretty much all curmedgeon tool makers, bound to do everything _right_
[17:18:37] <zeeshan> want a link?
[17:18:44] <zeeshan> tehyre rated for 1600F
[17:19:03] <archivist> O ring?
[17:19:06] <zeeshan> kind of
[17:19:42] <zeeshan> http://www.parker.com/literature/Seal%20Group/CSS%205129.pdf
[17:19:42] <archivist> he lacks machining facilities though
[17:19:44] <tjtr33> move the thing that turns away form the thing that cant
[17:19:51] <zeeshan> page 22
[17:19:53] <zeeshan> is what im using
[17:20:00] <archivist> flexible hose
[17:20:15] <archivist> no need for full rotation
[17:20:15] <zeeshan> 1/16 size
[17:21:02] <Zaarin> Well if the O ring is good enough for missiles, it's good enough for steampunk
[17:21:19] <zeeshan> if you look age page 10
[17:21:23] <zeeshan> you can see the common applications
[17:21:24] <jdh> good enough for space shuttles?
[17:21:38] <zeeshan> 'steam turbine casing seals'
[17:21:39] <zeeshan> ;p
[17:21:49] <CaptHindsight> the seal can flex
[17:21:50] <tjtr33> any estimate of the pressure on the seal
[17:22:27] <Zaarin> metal wire ring?
[17:22:36] <zeeshan> they're c-rings
[17:22:38] <zeeshan> with a spring inside em
[17:22:51] <Zaarin> So I can just weld steel wire on the outside of a pipe in between plates with holes cut out to seal it?
[17:23:00] <zeeshan> no
[17:23:02] <Zaarin> ahha so the spring seals tehm shut?
[17:23:14] <zeeshan> its a c-ring
[17:23:21] <zeeshan> cause when you close it, it wants to spring back into position
[17:23:29] <zeeshan> if you're really on a tight budget
[17:23:41] <zeeshan> just make an o-ring groove and use copper wire
[17:23:51] <CaptHindsight> but this is supposed to be low tech, his seals need to be made of rope and pitch
[17:24:00] <zeeshan> copper wire is pretty low tech
[17:24:01] <zeeshan> ;p
[17:24:07] <Zaarin> How thick copper wire?
[17:24:13] <zeeshan> 0.030 will work
[17:24:21] <zeeshan> it wont seal as great as the c-rings
[17:24:33] <archivist> copper is usually not used on a moving joint
[17:24:39] <zeeshan> oh
[17:24:43] <zeeshan> i thought we were talkiung about face seals!
[17:24:57] <CaptHindsight> 0.001rpm
[17:25:19] <zeeshan> copper will get owned if yoiu use it dynamically
[17:25:24] <CaptHindsight> or 0.0001 rpm
[17:25:26] <archivist> packing or o ring
[17:25:28] <Zaarin> How about a giant tap and die?
[17:25:34] <zeeshan> archivist: i agree
[17:25:36] <zeeshan> i've also used this:
[17:25:51] <tjtr33> maybe you could work with others in same field like this
http://wateradvocate.org/SODIS.htm
[17:25:59] <zeeshan> http://www.mcmaster.com/#=r2au52
[17:26:00] <archivist> I have been playing with steam for a "while"
[17:26:07] <zeeshan> style '11
[17:26:08] <zeeshan> '
[17:26:27] <tjtr33> theers groups arounfd the work working on solar water purification/cleaning and they need help
[17:26:34] -!- motioncontrol [motioncontrol!~io@host234-239-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[17:26:54] -!- motioncontrol has quit [Client Quit]
[17:27:04] <zeeshan> fak steam
[17:27:12] <zeeshan> my electronic first steam injector was a major failure
[17:27:17] <CaptHindsight> Zaarin: are you using a parabolic reflector and heating water at the focus?
[17:27:38] <Zaarin> yes
[17:28:02] <CaptHindsight> ok so an offset parabolic is too late
[17:28:37] <CaptHindsight> and this joint is between the fixed water pipes and the moving pipes on the reflector>
[17:28:47] <CaptHindsight> ?
[17:29:06] <archivist> if the rotation is strong enough it can carry ALL the steam system, no need for flexible seal at all
[17:29:07] <Zaarin> no the wastewater is fed up by flexible hose into a computer controlled valve at the top
[17:29:12] <Zaarin> the steam comes back down
[17:29:54] <archivist> keep the steam on the dish and condense there only bringing low pressure water back though joints
[17:29:55] <Zaarin> the dish needs to go up down left right
[17:30:19] <archivist> heat exchangers ftw
[17:30:22] -!- mackerski has quit [Quit: mackerski]
[17:30:25] <CaptHindsight> yeah
[17:31:30] <CaptHindsight> and I was just dusting off my electronic slide rule
[17:32:57] <archivist> what small steam leaks do to materials is interesting,
[17:34:01] <archivist> seen the iron dissolved/leached out of cast iron leaving the carbon
[17:34:17] <Zaarin> even stainless?
[17:34:53] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[17:35:07] <CaptHindsight> an oxidizer under pressure
[17:35:19] <archivist> I have been working in old engines, dunno about stainless but dont expect that would be immune
[17:36:21] <zeeshan> depends
[17:36:28] <zeeshan> if you're using tap water
[17:36:31] -!- FreezingCold has quit [Ping timeout: 264 seconds]
[17:36:33] <Zaarin> so hot steam will destroy all my hard work by nossling out of the imperfections in my seals?
[17:36:33] <CaptHindsight> add some auto antifreeze for rust prevention
[17:36:45] <zeeshan> the chlorine at elevated temperatures (steam temps) will absolutely destroy stainless.
[17:37:03] <zeeshan> google chlorine and stainless :p
[17:37:10] <CaptHindsight> is this tap water, DI, river water??
[17:37:17] <zeeshan> muncipal water
[17:37:21] <zeeshan> which has chlorine in it
[17:37:23] <Zaarin> piss, bathwater, swampwater, anything dirty really
[17:37:30] <tjtr33> been googling around 'open source water purification', theres a lot out there
[17:37:35] <archivist> stainless is just a word for normal conditions :)
[17:37:48] <Zaarin> yeah but I want to do it with a big skydish just because I can
[17:38:12] <Zaarin> and I'm on a greek island and I want to do things the greek way
[17:38:14] <CaptHindsight> well boiling will get rid of the chlorine
[17:38:28] <archivist> but rot the boiler
[17:38:32] <tjtr33> and adding anitfreeze gets rid of the people :)
[17:38:45] <CaptHindsight> whats the water power? or are you purifying water only?
[17:39:03] -!- ju-emb [ju-emb!~jgnoss@190.222.138.156] has joined #linuxcnc
[17:39:28] -!- ju-emb [ju-emb!~jgnoss@190.222.138.156] has parted #linuxcnc
[17:39:42] <Zaarin> no idea, when I test I'll take pressure readings, temperature readings using the k-type inside the boiler then I'll code an algorithm to manage the best rate so it doesn't overspill the boiler and doesn't leave the boiler empty thus melting in the sun
[17:40:17] <archivist> you should do some thinking/design before building
[17:40:22] <CaptHindsight> is this for power generation or water purification?
[17:40:31] <archivist> both I think
[17:40:39] <Zaarin> it's an experiment, that's all
[17:40:48] <Zaarin> if it makes clean water without blowing up, that's a bonus
[17:40:54] <Zaarin> if it drives a car alternator too,
[17:40:57] <Zaarin> that's a bigger bonus
[17:41:20] <zeeshan> http://www.npl.co.uk/upload/pdf/stress.pdf
[17:41:22] <zeeshan> page 3
[17:41:32] <zeeshan> if you're interested about chlorine owning stainless steel
[17:41:33] <zeeshan> ;p
[17:41:35] <CaptHindsight> well you learn by doing
[17:41:45] <archivist> you can do water purification with NO pressure
[17:41:59] <Zaarin> the problem I got is if I try and cnc anything not made from wood or HDPE the machine dies, if I angle grind by hand it differs from what I got in blender
[17:42:07] <CaptHindsight> rocks, pebbles, sand
[17:42:20] <archivist> scissors
[17:43:11] <tjtr33> die wobble engine solar steam
http://www.greensteamengine.com/
[17:43:17] <Zaarin> you think if I just stick to power generation it'd be better to use something not water and do the purification in a separate experiment instead of trying to bung both goals into the same project?
[17:44:16] <tjtr33> look at the web, lotsa efforts to do similar, join in or spin off, but keep goin!
[17:44:42] -!- jfrmilner has quit [Quit: bye]
[17:45:04] <CaptHindsight> http://www.unmuseum.org/burn_mirror_arch.jpg
[17:45:27] <CaptHindsight> 212 BC
[17:45:54] <Zaarin> archimedes was a very clever man, but I think his last words he said to that Roman were not so clever
[17:46:06] <Connor> Zaarin: What the heck is that for anyway ?
[17:46:09] <CaptHindsight> "oh yeah"
[17:47:26] <CaptHindsight> "you and what army"
[17:48:24] -!- jfrmilner [jfrmilner!~jfrmilner@ip-77-221-186-85.dsl.twang.net] has joined #linuxcnc
[17:49:13] <Zaarin> well I figured it'd be useful to cook a kebab, ahem Souvlaki (kebab is turkish word) with the sun, it'd be handy to purify lots of water quickly, it'd be handy to generate power using non photovoltaic system and there's a big old Skydish I got for nothing because the owner uses internet now and cut off their subscription and their dish in the wind was cracking the concrete
[17:49:30] <Zaarin> They should have paid me to take it away
[17:49:39] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-102-56-dynip.superkabel.de] has joined #linuxcnc
[17:49:43] <IchGuckLive> hoi all B)
[17:51:40] <CaptHindsight> one problem with that type of reflector is efficiency (you lose the center area) and having to mount something with any weight at the focus
[17:51:58] -!- FreezingCold [FreezingCold!~FreezingC@205.211.50.161] has joined #linuxcnc
[17:52:26] <Zaarin> and with my design cut away a 1 foot by 2m chunk at the bottom so the dish doesn't clip with the x axis shaft
[17:52:37] <Zaarin> I accept there will be losses
[17:53:00] <CaptHindsight> yeah, you still have lots of area for solar
[17:53:20] <IchGuckLive> Zaarin: going green
[17:53:40] <Zaarin> the cost of water and electricity here is not funny
[17:54:23] <IchGuckLive> is self drilled water use in the USA alowed
[17:54:29] <IchGuckLive> or in canada
[17:54:54] <CaptHindsight> IchGuckLive: have you tried the newer tb6600 stepper drives?
[17:55:22] <Zaarin> the water table is nearly sea level
[17:55:27] <IchGuckLive> no im not in business now the Ubiversity changed towards mach and im off
[17:55:46] <Zaarin> more and more bore holes are appearing, the resevoirs are so low now people can stand up in them
[17:55:56] <IchGuckLive> Zaarin: sealevel means salt
[17:55:59] <Zaarin> yep
[17:56:07] <Zaarin> then only thing to do is desalinate
[17:56:20] <Zaarin> and knowing the cyprus government they'll do the most expensive method, gas and oil
[17:56:25] <IchGuckLive> windpower
[17:56:30] <IchGuckLive> at nearsea
[17:56:38] <Zaarin> why not direct solar?
[17:56:41] <Zaarin> to desalinate?
[17:56:49] <Zaarin> that's what I intend to find out
[17:56:57] <Zaarin> this project is more a feasability study
[17:56:59] <IchGuckLive> solar is max 20hr wind is always on at sea
[17:57:41] <IchGuckLive> Dubai is on 60m³ per min desalting on wind
[17:57:44] <CaptHindsight> Zaarin: what size is your focal point? can you put the supports for it in the area of the dish that is cut out?
[17:57:55] <Zaarin> And how much loss is there with wind--> mechanical rotational energy-->electricity--> heat-->boiled recondensed carbon filtered steam back to clean water?
[17:58:08] <Zaarin> yeah sure
[17:58:14] -!- FreezingCold has quit [Ping timeout: 246 seconds]
[17:58:15] <Zaarin> I can weld anything I like on the back of the dish
[17:58:19] -!- zzolo has quit [Quit: zzolo]
[17:58:22] <Zaarin> but the front of the dish will all be cememnted mirror tiles
[17:58:25] <Zaarin> polished too :)
[17:58:35] <IchGuckLive> oh no boiling involved this is century technologie
[17:58:36] <Zaarin> polish at night for obvious reasons
[17:58:39] <IchGuckLive> use osmosis jones
[17:58:55] <IchGuckLive> its 99% energie eficent
[17:59:06] <Zaarin> and how much power do you get from osmosis?
[17:59:13] <IchGuckLive> and you got some naturwal incredians left
[17:59:18] <Zaarin> I'm trying to prove you can kill 2 birds with one stone here
[17:59:38] <Zaarin> power AND clean water
[17:59:43] <IchGuckLive> osmosis is the desalt technic not the power
[17:59:52] -!- skunkworks has quit [Quit: Leaving]
[18:00:20] -!- balestrino has quit [Ping timeout: 246 seconds]
[18:00:41] -!- KimK_w [KimK_w!~KimK@wsip-184-177-84-84.ks.ks.cox.net] has joined #linuxcnc
[18:01:17] <IchGuckLive> Zaarin:
http://www.watermaker.de/index.php?lang=en
[18:01:37] <IchGuckLive> about 200liter per hour
[18:01:47] <IchGuckLive> direct 12V
[18:01:55] <tjtr33> Zaarin linear solar concentrator open source
http://opensourceecology.org/gvcs/gvcs-machine-index/
[18:03:00] <IchGuckLive> 250USD
[18:04:10] <CaptHindsight> tjtr33: those are no good, you can't make a buck or control the less fortunate with them
[18:04:18] -!- skunkworks_ has quit [Ping timeout: 240 seconds]
[18:04:59] -!- trufa has quit [Ping timeout: 245 seconds]
[18:05:15] <CaptHindsight> unless it's also a reprap
[18:06:17] -!- dway has quit [Quit: NOOOOOOooooooooo……]
[18:07:10] <tjtr33> head slap ! doh!
[18:08:06] <tjtr33> the guy is looking for help with arduino controlof each linear mirror ( helio - tracking )
[18:10:24] <_methods> that's a cool site
[18:10:30] <_methods> http://opensourceecology.org/gvcs/gvcs-machine-index/
[18:10:32] <_methods> thx
[18:10:54] <tjtr33> or drive IchGuckLive 's watermaker
[18:11:18] <tjtr33> _methods, look at the mill, its uberUgly but really works
[18:11:30] <_methods> yeah that guy makese them out of engine blocks
[18:11:33] <_methods> forget his name
[18:11:45] <_methods> he almost killed himself with his
[18:11:48] <_methods> when it tipped over
[18:11:52] <tjtr33> from texas, clever, sturdy too
[18:12:03] <tjtr33> didnt know that
[18:12:04] -!- mcell has quit [Ping timeout: 245 seconds]
[18:12:09] <_methods> yeah he got hurt really bad
[18:12:15] <_methods> broke his back i think
[18:12:29] <tjtr33> shame, he really tried to do some good
[18:12:35] <_methods> he's healed
[18:12:47] <_methods> he just got hurt really bad i think he redesigned his base after that
[18:13:03] -!- qingpei has quit [Quit: qingpei]
[18:13:49] <_methods> http://opensourcemachine.org/mm2html2/How_to_build_a_multimachine.html
[18:13:57] <_methods> pat delany
[18:14:36] -!- FreezingCold [FreezingCold!~FreezingC@205.211.52.162] has joined #linuxcnc
[18:14:39] <tjtr33> multimachine, thats it
[18:14:43] <_methods> yeah
[18:15:09] <archivist> that is what Zaarin should make first
[18:15:12] <IchGuckLive> near sea shore i woudt go for 1 or 2 2000W wind turbines to get my hose stand alone
[18:15:55] <IchGuckLive> in near bakersfield area you can get the turbines for under 500USD as they are replased every 2 years
[18:16:07] <tjtr33> http://www.youtube.com/watch?v=eurX6r83X3w
[18:16:19] <Zaarin> what does the multimachine do?
[18:16:27] <_methods> everything lol
[18:16:40] <Zaarin> how does it work?
[18:16:44] <IchGuckLive> SO HE is Going to MARY
[18:16:52] <_methods> it's like a lathe/mill/horizontal
[18:16:53] <IchGuckLive> the Female is a universal TOOL
[18:16:53] <_methods> all in one
[18:17:24] <IchGuckLive> _methods: i also added Foam cutter
[18:17:29] -!- nylar has quit [Ping timeout: 240 seconds]
[18:17:31] <_methods> nice
[18:17:32] -!- md-2 has quit [Quit: Leaving...]
[18:17:32] -!- sumpfralle1 [sumpfralle1!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[18:17:59] <IchGuckLive> it now looks like a railcube but i got all 9Axis inside
[18:18:10] <Zaarin> oh right it's basically a lathe
[18:18:42] <Zaarin> so I can make my metal discs nice and perfect instead of bodged and jaggedy with the angle grinder?
[18:19:14] -!- sumpfralle has quit [Ping timeout: 246 seconds]
[18:19:25] <tjtr33> IchGuckLive, railcube?
[18:19:44] <IchGuckLive> 8025 profiles in cube orientation
[18:20:19] <tjtr33> ah
[18:21:12] <tjtr33> ive built xyz uvw ab but not nine axis
[18:21:37] -!- sumpfralle1 has quit [Ping timeout: 240 seconds]
[18:22:29] <IchGuckLive> the setup hardware is 9 axes but i ony use 5 at the time
[18:23:58] <CaptHindsight> www.automationtechnologiesinc.com/products-page/bearing-block-rail/20-mm-aluminium-shaft-support-open-pre-installed-bearing-lme20uu-open-20mm anyone have a source for these with quick shipping?
[18:25:23] <IchGuckLive> http://stores.ebay.de/cnc-discount GERMANY 2 Says delivery
[18:25:40] <IchGuckLive> including rails
[18:26:11] <IchGuckLive> CaptHindsight: or a 4hr return ride for me
[18:26:29] <IchGuckLive> not inclued the phone call
[18:27:00] <IchGuckLive> i like the pink one
[18:28:37] <Zaarin> that multimachione's a real good read actually
[18:29:13] <tjtr33> IchGuckLive, what software would you use to get gcode for XYUV foam cutting?
[18:30:01] <IchGuckLive> i use heeks
[18:30:24] <IchGuckLive> for wing i did a simple gcode its in the lib at wiki linuxcnc
[18:31:44] <tjtr33> i watcjhed your videos, thx, was wondering about iso & conic radii in corners
[18:31:54] <IchGuckLive> http://www.youtube.com/watch?v=cDF-FsudRsE
[18:32:42] <IchGuckLive> radius is only performed on XY in UV xou might get an error on 2.5.3
[18:34:01] <zeeshan> http://imgur.com/Fqkp30G
[18:34:04] <zeeshan> you guys like my car body
[18:34:04] <zeeshan> :D
[18:34:16] <tjtr33> ah, so its always conic radii ( iso is same top & bot , conic is 2 diff radii top & bot )
[18:34:24] <tjtr33> thx!
[18:34:55] <zeeshan> http://i.imgur.com/dBOrQwE.png
[18:34:56] <zeeshan> moar
[18:41:50] <IchGuckLive> tjtr33:
http://foengarage.de/st_ko.jpg This is what you can do a cube goes out to a radius cross
[18:43:41] <IchGuckLive> its the part from the Linuxcnc modification test
[18:44:10] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/digital-stepper-motor-driver/3-axis-dsp-based-digital-stepper-drive-max-60-vdc-6-0a the manual is reprint from Leadshine
[18:44:44] <CaptHindsight> tjtr33: ever try these ^^^
[18:44:45] <tjtr33> IchGuckLive, yes those are conic ( large radius to a radius of 0 ;)
[18:45:03] <IchGuckLive> CaptHindsight: if you mount all togeter it may look like
http://foengarage.de/mesa_elek.jpg
[18:45:52] <IchGuckLive> see in video tjtr33 how it is done you need only eqal line numbers
[18:45:56] <tjtr33> CaptHindsight, not tried, reading docs now (dsp in stepper drive??)
[18:46:47] <CaptHindsight> IchGuckLive: is the PC in a separate box?
[18:47:04] <IchGuckLive> its a notebook
[18:48:19] <CaptHindsight> I'm going to fit everything into one mini-itx case
[18:48:43] <IchGuckLive> yeah then the 3axis is the best for you only one pice
[18:49:08] <IchGuckLive> CaptHindsight: will it bee a 3D printer
[18:49:16] <CaptHindsight> IchGuckLive: have you tried the Gecko drives? What do you get got 2x the price?
[18:49:32] <CaptHindsight> get got/get for
[18:49:45] <IchGuckLive> i cand get gecko here in germany only leadshines around
[18:50:36] <CaptHindsight> IchGuckLive: yes, 3-axis Cartesian, nema23's
[18:51:28] <IchGuckLive> 3d printing will change after August as the look like patends go open
[18:51:29] <CaptHindsight> low cost version with steppers
[18:51:42] <CaptHindsight> not really, the patents all overlap
[18:51:55] <IchGuckLive> so the prise will trop on 1st Sep towards 350UD
[18:52:01] <IchGuckLive> s
[18:52:12] <CaptHindsight> IchGuckLive: what type of 3D printer?
[18:52:20] <IchGuckLive> ultimate
[18:52:29] <CaptHindsight> oh FDM
[18:53:32] <IchGuckLive> the 2 main Stroes here have oredert about 1Mio pices from the open patents and they will fill the stores on 8Oclock 1st sep 2014
[18:54:17] <CaptHindsight> yeah, I don't work much with 3d printers for plastic toys
[18:54:19] <IchGuckLive> also freescupter EX2 is ready and will drop to 400USD
[18:54:57] <IchGuckLive> it is in a Air invirerment controlled space so you get near 180Deg mashine temp an so best priontings
[18:55:32] <tjtr33> CaptHindsight, so that gizmo is 3 axis and VFD drive inabox, seems like a clever item, but i'd like a user review
[18:55:57] <CaptHindsight> IchGuckLive: we can do everything an FDM printer does with SLA and DLP at 10-100x higher speeds
[18:56:13] <CaptHindsight> tjtr33: I might get one later today
[18:56:30] <CaptHindsight> heading over that way for parts and beer
[18:56:40] <tjtr33> hi to Kee Ling ;)
[18:56:56] <tjtr33> and Binney's
[18:57:23] <CaptHindsight> Lucky Monk brewery
[18:57:29] <CaptHindsight> ever been?
[18:57:53] <tjtr33> my neice's husband owns that ( but no free beer ;(
[18:58:00] <CaptHindsight> heh
[18:58:06] <tjtr33> Thiel
[18:58:15] <CaptHindsight> small world
[19:00:23] <CaptHindsight> IchGuckLive: practical applications of 3d printing require a mix of tech, FDM, SLA, SLS etc in the same machine, but you won't see those in the west for >10 years
[19:02:21] <CaptHindsight> same for tissue printers, need a liver, fly to China
[19:03:09] <IchGuckLive> CaptHindsight: in the unicersity we did a highspeed test on 3d prining with Nitrogen envirerment and low pressure Vaccum
[19:03:36] <CaptHindsight> IchGuckLive: SLS?
[19:03:40] <IchGuckLive> http://tv-profi-gmbh.de/beet_3d_pr.jpg
[19:04:01] -!- amnesic has quit [Ping timeout: 240 seconds]
[19:04:07] <IchGuckLive> is about 1x1x1cm 8min full block
[19:04:17] <IchGuckLive> see the dots of the print
[19:04:41] <CaptHindsight> the dark sports or the layers?
[19:04:46] <CaptHindsight> spots
[19:05:15] <IchGuckLive> layer hight is 0.08 mm
[19:05:25] <IchGuckLive> at about 20m/min
[19:06:22] <CaptHindsight> 20meters/min?
[19:06:24] <IchGuckLive> there is no material on inflow its all meted inside the mashine and injekted like a printer does
[19:06:46] <IchGuckLive> CaptHindsight: feed speed
[19:07:37] <CaptHindsight> we can easily do 100um layers over 19 x 11 cm at 6mm/minute Z
[19:07:38] -!- Cylly [Cylly!cylly@p54B11A11.dip0.t-ipconnect.de] has joined #linuxcnc
[19:08:00] -!- Loetmichel has quit [Disconnected by services]
[19:08:02] Cylly is now known as Loetmichel
[19:09:11] <tjtr33> i need a video of something growing that fast, with a clock next to the thing being printed
[19:09:14] <CaptHindsight> 7.5L of material per hour (7.5kg)
[19:09:42] <CaptHindsight> and that's with only one DLP
[19:10:02] <CaptHindsight> well DLP or projector
[19:10:13] <IchGuckLive> yep the 3d printing is changing within the end of this year
[19:10:51] <IchGuckLive> ok im off bye
[19:10:56] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[19:10:56] <tjtr33> bye
[19:12:38] -!- sumpfralle [sumpfralle!~lars@f054033045.adsl.alicedsl.de] has joined #linuxcnc
[19:23:46] -!- Connor [Connor!~Connor@75.76.30.113] has parted #linuxcnc
[19:23:59] -!- FreezingCold has quit [Ping timeout: 246 seconds]
[19:24:07] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[19:26:02] -!- thomaslindstr_m has quit [Quit: Leaving...]
[19:27:29] -!- ries has quit [Ping timeout: 245 seconds]
[19:29:46] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[19:30:58] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-158-172-171.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[19:34:58] -!- MF70-de [MF70-de!~chatzilla@p5B25855D.dip0.t-ipconnect.de] has joined #linuxcnc
[19:35:55] -!- MF70-de has quit [Client Quit]
[19:37:49] -!- MF70-de [MF70-de!~chatzilla@p5B25855D.dip0.t-ipconnect.de] has joined #linuxcnc
[19:46:57] -!- MF70-de has quit [Quit: ChatZilla 0.9.90.1 [Firefox 11.0/20120310193829]]
[19:51:13] -!- MF70-de [MF70-de!~chatzilla@p5B25855D.dip0.t-ipconnect.de] has joined #linuxcnc
[19:52:14] -!- valeech has quit [Quit: valeech]
[19:52:31] -!- syyl_ws has quit [Quit: Verlassend]
[20:05:12] -!- Nick001-shop [Nick001-shop!~chatzilla@50-32-64-170.adr01.dlls.pa.frontiernet.net] has joined #linuxcnc
[20:10:14] -!- motioncontrol [motioncontrol!~io@host128-78-dynamic.3-87-r.retail.telecomitalia.it] has joined #linuxcnc
[20:10:43] -!- motioncontrol has quit [Client Quit]
[20:21:14] -!- rob_h has quit [Ping timeout: 245 seconds]
[20:21:33] -!- rob_h [rob_h!~robh@94.3.108.247] has joined #linuxcnc
[20:26:05] -!- calvinmetcalf has quit [Quit: Connection closed for inactivity]
[20:30:55] -!- Zaarin has quit []
[20:37:23] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-21-167.ok.ok.cox.net] has joined #linuxcnc
[20:39:59] -!- fomox has quit [Ping timeout: 245 seconds]
[20:49:52] -!- Nick001-shop has quit [Remote host closed the connection]
[20:50:28] -!- Nick001-shop [Nick001-shop!~chatzilla@50-32-64-170.adr01.dlls.pa.frontiernet.net] has joined #linuxcnc
[20:57:17] -!- sabotender has quit [Ping timeout: 252 seconds]
[21:04:35] -!- FinboySlick has quit [Quit: Leaving.]
[21:07:22] -!- dway has quit [Client Quit]
[21:07:28] -!- MF70-de has quit [Quit: ChatZilla 0.9.90.1 [Firefox 11.0/20120310193829]]
[21:09:29] -!- MacGalempsy has quit [Ping timeout: 240 seconds]
[21:19:50] -!- amiri_ has quit [Ping timeout: 252 seconds]
[21:36:44] -!- motioncontrol [motioncontrol!~io@host23-75-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[21:37:05] -!- motioncontrol has quit [Client Quit]
[21:42:11] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[21:42:46] -!- ingsoc has quit [Quit: Leaving.]
[21:42:47] -!- tjtr33 has quit [Quit: Leaving]
[21:46:21] -!- ingsoc has quit [Client Quit]
[21:47:40] -!- MF70-de [MF70-de!~chatzilla@p5B25855D.dip0.t-ipconnect.de] has joined #linuxcnc
[21:50:43] -!- pancaker has quit [Quit: Page closed]
[21:51:13] -!- MF70-de has quit [Remote host closed the connection]
[21:53:38] -!- Einar [Einar!~Einar@108.90-149-34.nextgentel.com] has parted #linuxcnc
[21:58:42] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[21:59:43] rmu_ is now known as rmu
[22:01:57] -!- almccon has quit [Ping timeout: 264 seconds]
[22:04:57] <Deejay> gn8
[22:05:37] -!- Deejay has quit [Quit: bye]
[22:15:06] -!- motioncontrol [motioncontrol!~io@host23-75-dynamic.27-79-r.retail.telecomitalia.it] has joined #linuxcnc
[22:15:45] -!- motioncontrol has quit [Client Quit]
[22:18:18] -!- chillly has quit [Quit: Leaving]
[22:35:40] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust436.20-1.cable.virginm.net] has joined #linuxcnc
[22:41:55] -!- FreezingCold has quit [Ping timeout: 264 seconds]
[22:50:40] <andypugh> Today I went shopping for some MDF board, some heavy duty plastic sheet and 10 tins of molasses. Can you guess why?
[22:51:41] <Jymmm> andypugh: You are starting a wasp collection?
[22:53:03] <_methods> sounds like you're gettin a dexter kill room ready
[22:53:16] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[22:53:17] <Jymmm> andypugh: Or, you are one hell of a kinky fellow ;)
[22:53:50] <_methods> hehe oh behave
[22:55:26] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:55:43] -!- The_Ball has quit [Ping timeout: 264 seconds]
[22:56:01] <andypugh> Not as strange a shop as when I was sent out for extra-virgin olive oil, a sink plunger, a game of Twister and a bikini.
[22:57:16] <Jymmm> andypugh: except for the plunger and bikini, that actually sounds kinda fun =)
[22:58:32] <andypugh> Today's shop was because I have heard that soaking rusty steel parts in dilute molasses leads to non-rusty parts. It's got to be easier to get rid of than gallons of phosphoric acid.
[22:59:18] -!- memleak has quit [Read error: Operation timed out]
[22:59:20] <Jymmm> and you STILL get a wasp collection at the same time =)
[22:59:35] -!- CaptHindsight has quit [Ping timeout: 246 seconds]
[22:59:43] <_methods> interesting
[22:59:54] <_methods> plz let me know if this works
[23:01:11] <_methods> on 2nd thought nm
[23:01:20] <_methods> i don't want to even try and explain this at work lol
[23:05:04] <Tom_itx> andypugh is that like pickeling?
[23:05:22] -!- larryone has quit [Quit: This computer has gone to sleep]
[23:05:55] -!- skorasaurus has quit [Ping timeout: 264 seconds]
[23:07:05] <JT-Shop> andypugh soap powder and DC current will remove rust
[23:07:42] <Tom_itx> which pole?
[23:08:02] <JT-Shop> sodium carbonate
[23:08:14] <Tom_itx> + or -
[23:08:59] <Tom_itx> or is the ferrous metal just in the solution
[23:11:13] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[23:12:07] <JT-Shop> you need an anode too
[23:13:28] <JT-Shop> I'd have to google which one is + and -
[23:14:21] <Tom_itx> anode is +
[23:14:29] <Tom_itx> cathode is -
[23:16:42] <zeeshan> in electrochemical devices yea
[23:16:57] <zeeshan> i just remember one fhtem
[23:16:59] <Jymmm> Connect the (+) lead to the piece that you are trying to REMOVE material from.
[23:17:07] <zeeshan> "anode - flow of current into "
[23:20:33] -!- mozmck has quit [Ping timeout: 264 seconds]
[23:22:00] -!- sumpfralle1 [sumpfralle1!~lars@f054033045.adsl.alicedsl.de] has joined #linuxcnc
[23:23:29] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[23:27:11] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-21-167.ok.ok.cox.net] has joined #linuxcnc
[23:27:48] -!- MacGalempsy has quit [Remote host closed the connection]
[23:28:36] <JT-Shop> what good is 33% more if it won't come out when you need it?
[23:29:04] <Jymmm> lol
[23:29:49] <Tom_itx> i've been known to fill the can from the compressor
[23:30:02] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-21-167.ok.ok.cox.net] has joined #linuxcnc
[23:32:38] -!- sabotender [sabotender!~tandoorii@unaffiliated/tandoori] has joined #linuxcnc
[23:33:14] <CaptHindsight> is that anything like filling a jar at the docs office?
[23:33:51] <CaptHindsight> just returned from Automation Technologies....
[23:34:03] <Tom_itx> with goods or empty handed?
[23:34:06] <CaptHindsight> the routers look much better on the website
[23:34:33] <CaptHindsight> they work, but the finish and paint jobs are pretty rough
[23:35:38] -!- kfoltman [kfoltman!~kfoltman@188.141.18.243] has joined #linuxcnc
[23:36:13] <CaptHindsight> got a bunch of odds and ends, what was actually in stock was different from the website
[23:37:22] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:37:32] -!- mozmck [mozmck!~moses@67.210.159.209] has joined #linuxcnc
[23:38:16] -!- Jymmmm [Jymmmm!~jymmm@unaffiliated/jymmm] has joined #linuxcnc
[23:38:35] -!- krusty_ar has quit [Read error: Connection reset by peer]
[23:38:44] -!- Jymmm has quit [Read error: Operation timed out]
[23:39:24] -!- ds3 has quit [Ping timeout: 252 seconds]
[23:39:48] <CaptHindsight> disassemble, anodize and repaint the cabinets and bases, and they would look great
[23:41:22] -!- ds3 [ds3!noinf@rehut.com] has joined #linuxcnc
[23:41:22] Jymmmm is now known as Jymmm
[23:41:22] <CaptHindsight> the cnc cut sheet metal around the X axis was also a little rough
[23:53:11] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[23:54:59] -!- RyanS has quit [Ping timeout: 245 seconds]
[23:55:29] -!- sumpfralle1 has quit [Ping timeout: 240 seconds]
[23:55:36] -!- AR_ [AR_!~AR@24.238.71.107] has joined #linuxcnc
[23:56:15] <andypugh> A friend just used the phrase "silly cone seal ant" and I was astonished to find that it had no Google hits at all (when quoted)
[23:57:21] <zeeshan> CaptHindsight:
[23:57:23] <zeeshan> i noticed that.
[23:57:35] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.90.1 [Firefox 27.0.1/20140212131424]]
[23:57:38] <zeeshan> a lot of automatechnologies stuff is just like "longs motors drivers"
[23:57:48] <zeeshan> and longs motors drivers look exactly like leadshine drives
[23:58:22] -!- skorasaurus2 has quit [Ping timeout: 246 seconds]
[23:59:27] -!- rosslyoung has quit [Quit: Leaving]
{kind=link}
{kind=link}
{kind=link}
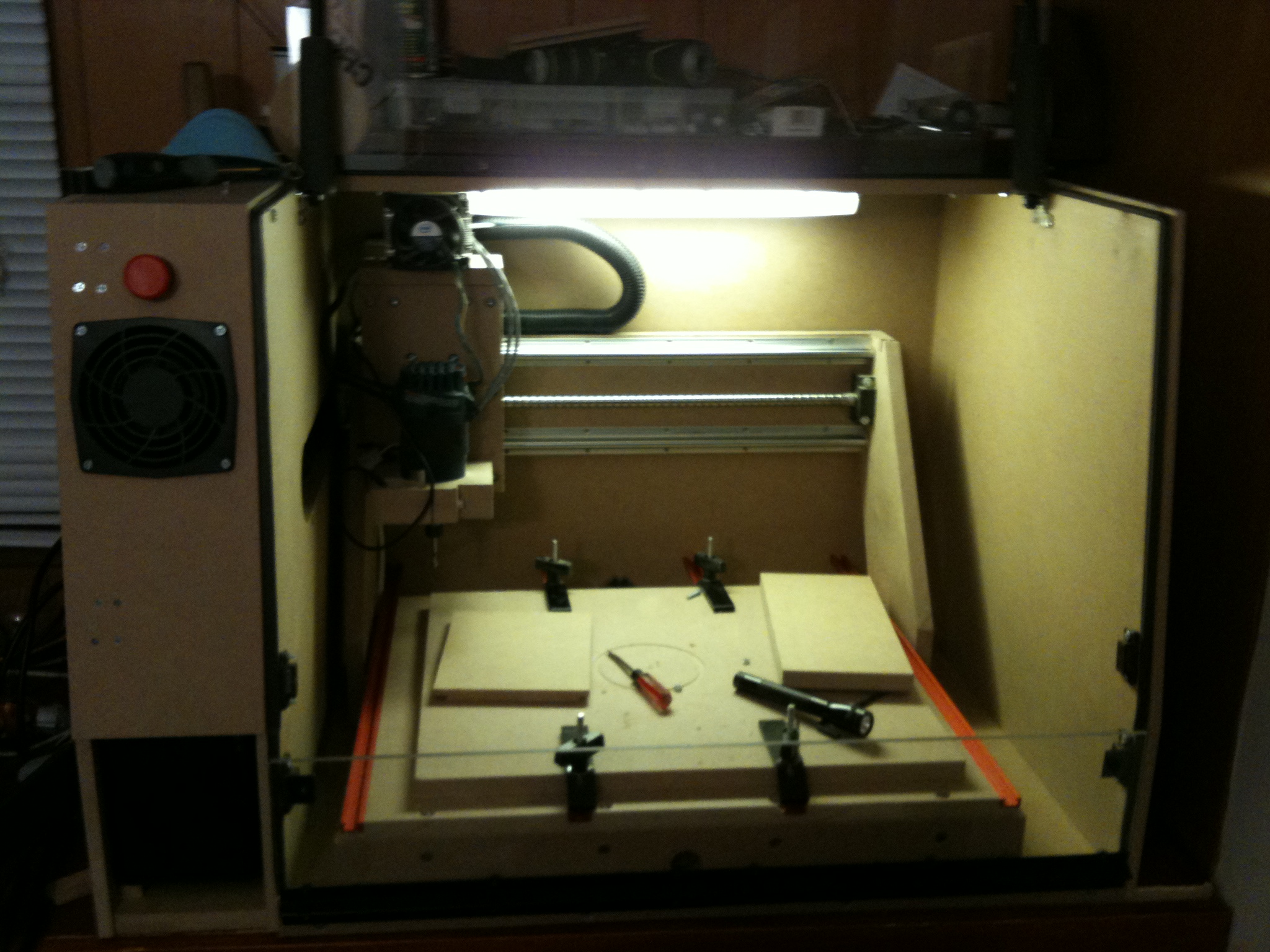{kind=link}
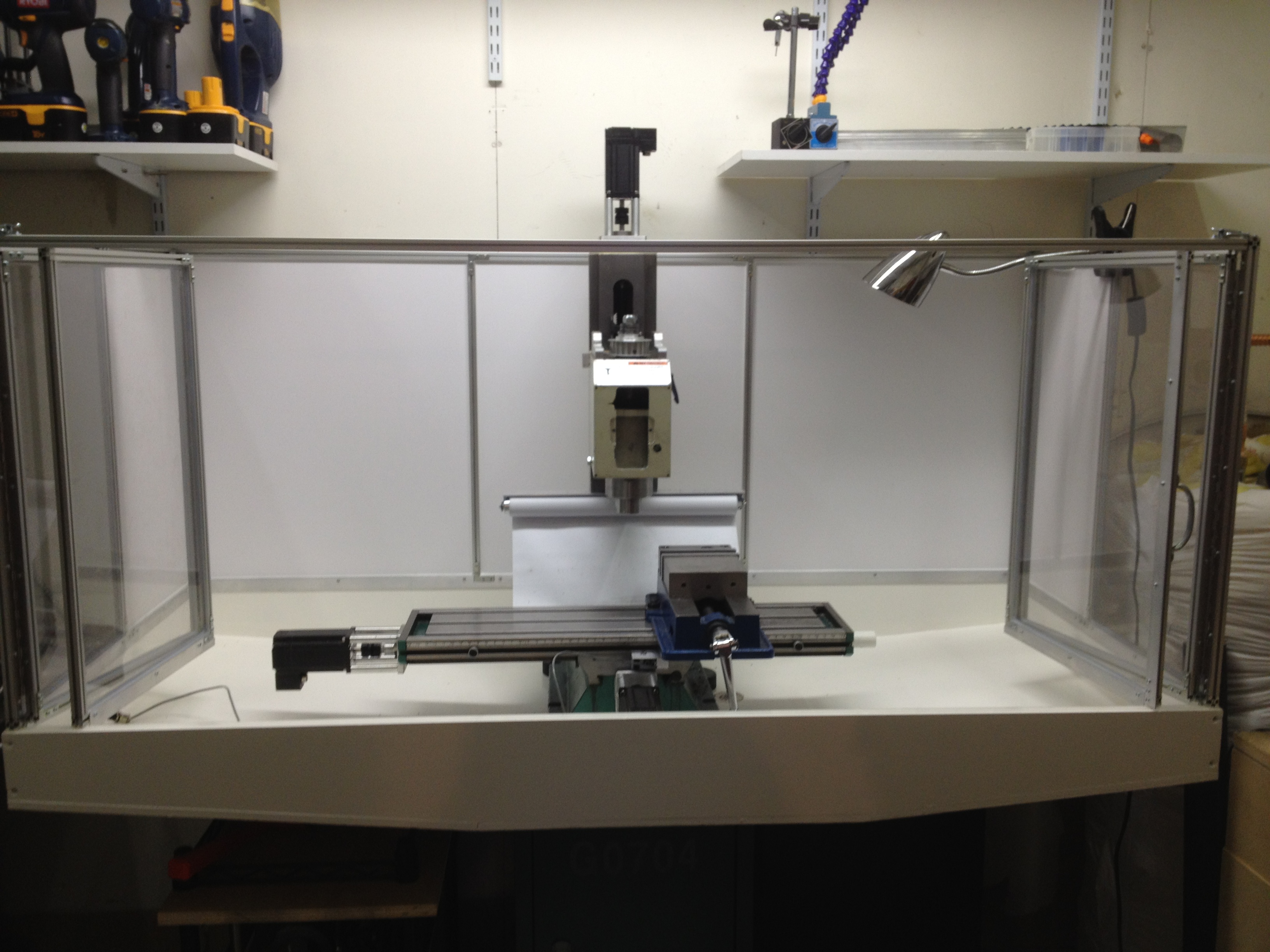{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}