Back
[00:01:59] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-158-172-171.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[00:03:18] -!- mcell has quit [Ping timeout: 240 seconds]
[00:04:53] <PetefromTn_> okay back now...
[00:16:03] KreAture is now known as KreAture_Zzz
[00:17:44] -!- andypugh has quit [Quit: andypugh]
[00:19:23] <Connor> PetefromTn_: So you got it working?
[00:20:00] <PetefromTn_> Connor Well yeah the spindle speed is perfectly accurate now... Have stop and start and fwd and reverse using MDI.
[00:20:21] <Connor> Buttons not working ?
[00:20:44] <PetefromTn_> However Zeeshan was saying we need some kinda forward pin in the driver for me to get the button back for reverse in the manual tab.
[00:22:10] <Connor> No.
[00:22:19] <Connor> Just need to toggle the reverse to 0
[00:23:00] <PetefromTn_> there is no button there now man...
[00:23:09] <PetefromTn_> there is just stop and fwd.
[00:23:15] <Connor> okay. I'll have to look at it.
[00:23:18] * Tom_itx gives PetefromTn_ a button to play with
[00:23:29] <PetefromTn_> thanks tom!!
[00:25:14] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.90.1 [Firefox 27.0.1/20140212131424]]
[00:25:21] -!- asdfasd has quit [Ping timeout: 244 seconds]
[00:32:37] <Connor> I might have to look at my config to see how to handle single pin for fwd reverse.. I'm have to do that because I'm using a relay.
[00:32:51] <Connor> I just don't remember what the hal setup looks like.
[00:34:20] <Tom_itx> toggle2nist?
[00:34:39] <Connor> I don't even think you need to do that..
[00:35:02] <Connor> I don't remember how mine is setup.. but, it's so simple it's stupid.
[00:37:54] <PetefromTn_> Connor Yeah Zeeshan was saying to get that button back we need to have the fwd and rev pins and that it was typical to have them in the VFD setup anyways.
[00:38:13] <Connor> yea.. but, that's not true.. other ways to do it.
[00:38:29] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[00:38:57] <PetefromTn_> I am really glad to have the spindle speed control sorted I wanted to try to machine that part this morning but could not yet LOL... Tomorrow morning we are making chips!!
[00:39:20] <Connor> Cool, you get your bearing in mail today ?
[00:39:25] <Tom_itx> the sun's still in the sky dude
[00:39:34] <PetefromTn_> I also want to try to setup that spindle speed and load meter with some nice looking display magic. That is the major reason I went this route after all..
[00:39:54] <PetefromTn_> No man I did not mine will be on the EXTRA slow boat from China...LOL
[00:39:56] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[00:39:58] <Connor> yea. That requires updating the driver. which we can do now that we can compile it.
[00:40:11] <Connor> PetefromTn_: I ordered it from same place you did..
[00:40:21] <PetefromTn_> Tom_itx Not here it isn't it is dark and my wife and kids already went to bed.
[00:40:49] <PetefromTn_> Yeah I know... I checked the mail earlier sometimes they SCHTUFF it in the mailbox but nothing but bills etc..hehehe
[00:41:01] -!- lyzidiamond has quit [Client Quit]
[00:41:16] <PetefromTn_> so we need to recompile it again
[00:41:52] <Connor> yea, but, that's easy now.
[00:41:59] <Tom_itx> :D
[00:42:06] <PetefromTn_> my only concern now other than the little buttons and display stuff is that I plan to soon get the damn spindle feedback encoder installed and setup so I think some of this stuff we just did will need to be revisited for that..
[00:42:15] <Connor> I just need to write the code to pull info from the VFD
[00:42:34] <Connor> Probably will, but, no biggie
[00:42:37] <PetefromTn_> well actually the hal shows the current stuff already...
[00:43:22] -!- FreezingCold has quit [Remote host closed the connection]
[00:43:34] <PetefromTn_> at least there was hal entires for the WJ200.0. tree that had enable, run, spindle at speed, current, command freq, etc...
[00:45:08] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[00:52:59] <PetefromTn_> Now that we are nearing the point at which we will be starting to work on the actual toolchange sequencing I am starting to look more intently at my options here.
[00:53:39] <PetefromTn_> I would love to hear from you pro's about what you would do for this machine toolchanger setup knowing at the onset that the millhead MUST move for the toolchange to take place.
[00:54:07] <PetefromTn_> Is this gonna be something I can program in Classicladder or am I going to be forced into doing it some other way?
[00:54:45] <Connor> PetefromTn_: Your still on master, so we can use remap with custom files to handle everything.
[00:54:59] <PetefromTn_> I have been reading up on the classic ladder setup and it KINDA makes sense to me and my pal Art knows PLC programming pretty well so that would help but I am uncertain if the remap feature is the way to go here..
[00:55:35] <Connor> Since you have to do a Z height change, I think remap is the way to go.
[00:55:46] <Connor> unless someone finishes writing a component for you.
[00:56:10] <PetefromTn_> I need to learn more about the remap features do you understand them? I know the modbus thing was over my head and I wanted to sincerely be able to help more but I just don't know the programmming stuff too well.
[00:57:24] <PetefromTn_> The toolchanger stuff I really want to understand more before we begin because I want to know what is going on when we make changes. THis is far too dangerous to go into blindly even if you guys understand it.
[00:57:32] <Connor> http://www.linuxcnc.org/docs/devel/html/remap/structure.html#_introduction_extending_the_rs274ngc_interpreter_by_remapping_codes
[00:58:14] -!- Connor_iPad [Connor_iPad!~connor@75.76.30.113] has joined #linuxcnc
[00:59:23] <Connor> It allows you to take a G command and map it to a external program.
[00:59:54] <Connor> In this case, the tool change program.. which will take a single parameter. The tool Number.
[01:00:29] <Connor> the program will check the inter-locks and such and make sure we don't go boom.
[01:00:59] <Connor> The gotchas are the spindle height, and spindle orientation.
[01:01:37] -!- dnalerom has quit []
[01:01:40] <PetefromTn_> What is NGC?
[01:01:53] <Connor> G code file.
[01:03:15] <PetefromTn_> sounds like that method would require these o codes to be inserted into the G-code...not sure I like that.
[01:03:28] <Connor> No.
[01:04:17] <Connor> I wrote a wine-rack tool change sequence in my simulator..
[01:04:32] <Connor> and it used standard tool change G code commands
[01:05:08] -!- lyzidiamond has quit [Quit: lyzidiamond]
[01:05:08] <PetefromTn_> you mean just m6 and it works or what?
[01:05:14] <Connor> yea.
[01:05:22] <Connor> http://www.linuxcnc.org/docs/devel/html/remap/structure.html#_remapping_toolchange_related_codes_t_m6_m61
[01:06:48] <zeeshan> hey using our vfds
[01:07:11] <zeeshan> can we index the spindle at different orientations?
[01:07:22] <zeeshan> like, say the spindle is sitting at 0 degrees
[01:07:22] <PetefromTn_> We will be needing timing setups and whatever we do I want to be able to slow the process to a freakin' crawl to ensure it goes smoothly .
[01:07:26] <Connor> I do use o code in the PYTHON.. but the tool change is linked to the M7 command
[01:07:26] <zeeshan> and iwant to move it 0.5 degrees
[01:07:33] <zeeshan> is this possible? :p
[01:07:38] <PetefromTn_> zeeshan yeah thats the point.
[01:07:52] <zeeshan> you sure it'll move exactly .5 degrees?
[01:08:10] <zeeshan> cause what i ultimately want is the ability to index the spindle at different locations on the lathe
[01:08:17] <Connor> zeeshan: Yes, it's possible.. but, you need the encoder.. and I think it slows down and then creeps up on it..
[01:08:19] <PetefromTn_> dunno yet but I will let you know... Andy had some videos showing it working in lxnx.
[01:08:19] <zeeshan> and then have a live tool on the tool post and mill profiles
[01:08:21] <PetefromTn_> lcnc
[01:08:41] <Connor> you talking about using the VFD like a servo ?
[01:08:44] <zeeshan> yea
[01:08:56] <Connor> I'm not sure about that.
[01:08:58] <PetefromTn_> No you are probably going to want some kinda brake to lock it down for milling ops.
[01:09:07] <zeeshan> yea i figured i'd need a brake
[01:09:17] <zeeshan> but i was more worried about indexing it exactly 0.5 degrees for example
[01:09:28] <zeeshan> as far as i've seen vfds move continuously :P
[01:09:36] <zeeshan> vfd controlled motors imean
[01:09:42] <Connor> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?SpindleOrientation
[01:10:27] <PetefromTn_> well for instance my machine had NO physical orientation on the spindle only electronic and used another VFD from the factory yet it was able to perform countless toolchanges with great precision for years now.
[01:10:49] <zeeshan> connor
[01:10:49] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[01:10:52] <zeeshan> that's exactly what i was looking for
[01:10:53] <zeeshan> :)
[01:10:55] <PetefromTn_> It only has a resolver feedback and a 180 out sensor...
[01:11:13] <Connor> zeeshan: You have to be running 2.6.x
[01:11:24] <Connor> again, the reason PetefromTn_ is running master and not 2.5.3
[01:11:32] <zeeshan> ah
[01:11:51] <Connor> I needed him on 2.6.x for remap and spindle orientation.
[01:12:15] <PetefromTn_> Damn Robh has a VMC running with toolchanger too!! God that video is like Porn to me LOL...
[01:12:37] <zeeshan> im gonna read through that code when i get time
[01:12:42] <zeeshan> would be very useful on the lathe
[01:12:49] <zeeshan> with with a dremel tool attached on the tool post
[01:12:56] <zeeshan> i can do some fancy milling :p
[01:15:00] <PetefromTn_> That's freakin' beautiful man... I can't wait to see my VMC do that.
[01:16:19] <Tom_itx> git busy
[01:17:00] <PetefromTn_> hey man I have been busy.... Got most of the toolchanger stuff sorted out now and just gotta hookup the prox switches.
[01:17:25] <PetefromTn_> Connor Do you think it is cool now to remove the 0-10v stuff? I am anxious to try it without it.
[01:17:33] <Connor_iPad> Yea
[01:18:19] <PetefromTn_> That single wire going into the VFD from the front will be so much cleaner looking back there and like I said frees up some I/O on the 7i77 for later adventures LOL.
[01:19:08] <PetefromTn_> Sounds like we need to talk to this RobH guy he has got some serious machines running with Lcnc with toolchangers etc...
[01:25:50] <Tom_itx> well, he's online
[01:30:02] <PetefromTn_> I wonder how feasible it is to setup the toolchanger sequencing WITHOUT the millhead movement and slow it down to test and install and remove tools manually. That way we can ensure processes are happening and checks are occuring until we know it is right then we can add the millhead movement.
[01:30:43] <PetefromTn_> Tom_itx Yeah I see that. I will contact him when I have a real question right now I gotta continue readin this stuff to wrap my head around it.
[01:31:06] -!- Tugge_ [Tugge_!~tugge@a91-153-45-7.elisa-laajakaista.fi] has joined #linuxcnc
[01:31:11] <Connor_iPad> Shouldn't be hard.
[01:32:06] <PetefromTn_> http://www.youtube.com/watch?v=D6dGYsXAPIU NICE!
[01:33:13] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-21-167.ok.ok.cox.net] has joined #linuxcnc
[01:33:18] -!- Tugge has quit [Ping timeout: 240 seconds]
[01:35:58] -!- sudobangbang has quit [Ping timeout: 240 seconds]
[01:40:46] -!- lyzidiamond has quit [Client Quit]
[01:43:40] -!- thomaslindstr_m has quit [Quit: Leaving...]
[01:46:22] <PetefromTn_> jeez man when I read this stuff I feel like Homer simpson...
[01:46:45] <Connor_iPad> What? Remap?
[01:47:02] <PetefromTn_> just reading thru the toolchanger and remap stuff yeah...
[01:47:34] <PetefromTn_> It sounds like if you do not use the internal toolchanger stuff and go with remap you have to create it yourself.
[01:48:11] <Connor_iPad> Yup. Gives us 100% freedom.
[01:48:38] <Connor_iPad> Add our own interlocks. Etc.
[01:48:42] <PetefromTn_> I need to find a picture of a toolchanger equipped GUI so some of this will make sense to my pea brain here.
[01:48:46] -!- MacGalempsy has quit [Ping timeout: 264 seconds]
[01:49:01] <Connor_iPad> What do you mean ?
[01:49:12] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-21-167.ok.ok.cox.net] has joined #linuxcnc
[01:49:24] <Connor_iPad> No GUI needed.
[01:49:34] -!- lucashodge has quit [Client Quit]
[01:49:53] <PetefromTn_> How will you know what tool is in what pocket?
[01:50:14] <PetefromTn_> I mean besides when you install them?
[01:50:32] <Connor_iPad> Tool table?
[01:50:56] <PetefromTn_> so you gotta open that and keep it open to keep track of things..
[01:51:07] -!- rob_h has quit [Ping timeout: 244 seconds]
[01:51:27] <Connor_iPad> Still not following. What are you looking for?
[01:52:22] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[01:52:39] <Connor_iPad> I would think once you loaded the tools in the rack your good to go.
[01:52:50] <PetefromTn_> dunno really. I guess I just figured that there would be some kinda interface that showed you what tools were where somehow. If there is not such a think oh well I suppose like you said the tool table has tool number and pocket number information.
[01:53:15] <PetefromTn_> I also saw that you have to turn off cutter comp before the toolchange will function.
[01:53:35] <PetefromTn_> which is fine actually whether in the macro or in Gcode.
[01:54:08] <Connor_iPad> I think CamBam does that for you.
[01:54:09] <PetefromTn_> I am a visual kinda guy I guess.
[01:55:12] <tjtr33> PetefromTn_, re Modbus: you said 2 things, 1) you liked changing from analog to digital Vcmd
[01:55:18] <tjtr33> 2) that you liked a single cable vs many wires.
[01:55:19] <tjtr33> Is that what you see as the advantage of ModBus?
[01:55:46] <Connor_iPad> It would pretty much be a static image. Except maybe blacking or greying out the active tool.
[01:56:03] <Connor_iPad> Would eat up a lot of screen space.
[01:56:20] <Connor_iPad> I guess we could put it under a tab.
[01:57:26] <PetefromTn_> tjtr33 Well I like the simplified wiring for sure, I like that I can add alarm features for the VFD as well as spindle load metering and also spindle speed readouts and spindle at speed indicators etc..
[01:58:06] <PetefromTn_> It also frees up some I/0 on the 7i77 card which may come in handy down the road for other things.
[01:58:37] <tjtr33> yeah you can got a lot of info from the Vfd/drive. good work you guys
[01:58:38] <PetefromTn_> Connor Yeah a tab was kinda what I was thinking so you could see at a glance what the toolchanger has in it and where..
[02:00:53] <tjtr33> graphic column in rendering of tooltable? or popup?
[02:02:25] -!- l0ggy has quit [Ping timeout: 265 seconds]
[02:02:39] <PetefromTn_> tjtr33 Right now it is working well and the speed control is spot on which is excellent. Tomorrow I am going to remove the old wiring from the 7i77 to the VFD so I can run it without it. Going to try to make some vise sacrificial jaws with it and then if that goes well machine a part I need to make.
[02:02:39] <Connor_iPad> We need to map out the exact sequence of a tool change. Including the very first one when o tool in spindle.
[02:02:40] <Connor_iPad> PetefromTn_: Any errors from spindle on command or speedup.
[02:02:43] <Connor_iPad> Like was getting when running analog?
[02:02:43] <PetefromTn_> Connor Yeah that is what I am talking about. I honestly am not entirely sure of the precise sequence and timing the way it was.
[02:02:43] <PetefromTn_> Connor Yeah still got them but like I said have not removed the old wiring yet.
[02:02:44] <PetefromTn_> Maybe I will go out there now and remove it and try it...
[02:03:16] <PetefromTn_> tjtr33 Some kinda graphic in a tab across the top so I can see what I got in the tool carousel and tool pocket and numbers would be sweet and I think make things a lot easier to understand when we try to make it all work.
[02:04:16] <PetefromTn_> Hang on now man I am gonna go try to remove the old wires and fire it back up... Be back in a little bit.
[02:05:37] -!- l0ggy [l0ggy!loggy@ec2-50-19-189-163.compute-1.amazonaws.com] has joined #linuxcnc
[02:07:16] -!- amnesic has quit [Quit: amnesic]
[02:08:12] -!- nylar [nylar!~nylar@unaffiliated/nylar] has joined #linuxcnc
[02:17:47] <PetefromTn_> WOOOOHHHOOOOOO!!! Guess what man.. I removed the wiring to the VFD from the 7i77 and the spindle noise errors are not coming back now!!!!
[02:18:17] <Connor_iPad> Good deal. Strange that analog signals caused it
[02:18:19] <PetefromTn_> Just did a bunch of runs from low speed to high speed, M5 and back on and did not get a single error!!!
[02:19:04] <PetefromTn_> Man I cannot tell you how nice that Is I got so damn tired of having to click away those three errors I was getting when I first turn on the spindle all the time..
[02:19:09] <PetefromTn_> AWESOME!!!
[02:20:22] <PetefromTn_> It looks one helluva lot cleaner now too. I was able to cut a small hole into the side of that snap in cover and put the single wire thru there and run it directly into the channel that goes to the front of the machine to the pendant and it looks WAY nicer.
[02:20:41] <Connor_iPad> Nice.
[02:20:57] <PetefromTn_> Also just checked 2k, 2.5k, 3k, 3.5k RPMs and they are all within 1rpm of commanded..
[02:21:24] -!- c-bob [c-bob!~c@unaffiliated/c-bob] has joined #linuxcnc
[02:21:25] <PetefromTn_> Doesn't get any better than that man...
[02:21:36] -!- c-bob|| has quit [Ping timeout: 244 seconds]
[02:21:58] -!- sudobangbang has quit [Ping timeout: 240 seconds]
[02:22:10] <skunkworks> PetefromTn_: you have the spindle encoder hooked up?
[02:22:14] <PetefromTn_> Just taking this retrofit one step at a time and being careful with things and we are getting it done.
[02:22:24] <PetefromTn_> skunkworks Not yet man that is the next step.
[02:22:47] <PetefromTn_> We just got Modbus control of the spindle working yesterday.
[02:23:36] <PetefromTn_> I am gonna try to machine my new encoder mount tomorrow or the next day and then crawl up there and get it installed. There is some issues with wiring it up we need to sort thru tho.
[02:23:56] <PetefromTn_> It is an Avago Tech differential HEDS encoder I bought for it.
[02:24:13] <Tom_itx> what count?
[02:24:14] <tjtr33> PetefromTn_, you can view the tool table already,and thus the toolchanger contents, so maybe add a graphic/popup in that view
[02:24:14] <tjtr33> see yourRipDir/tcl/tooledit.tcl
[02:24:47] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[02:25:29] <PetefromTn_> yeah I know what the tool editor looks like I am just wondering if we can install it in a tab or something so I can see it at a glance or maybe create a new graphic that shows the umbrella with each pocket and tool etc.
[02:25:59] -!- nylar has quit [Ping timeout: 240 seconds]
[02:26:52] <PetefromTn_> Tom_itx
http://www.digikey.com/product-detail/en/HEDS-5500%23A06/516-2019-ND/1990417
[02:27:00] <tjtr33> that code will stil be key ( or you will have to reinvent the wheel )
[02:27:44] <Tom_itx> 500 count
[02:27:53] <Tom_itx> those are similar to the ones i have
[02:28:24] <Connor_iPad> 1000 count because of 2:1 ;)
[02:28:48] <PetefromTn_> I chose this one because Lee in UK has the same one on his Cincinatti Arrow 500 Retrofit and it is working well..
[02:29:00] <Tom_itx> iirc mine are 2048 quad count
[02:29:05] <pcw_home> 2000 counts
[02:29:06] <zeeshan> mine are 10,000 count
[02:29:09] <zeeshan> beat that
[02:29:23] <pcw_home> I have a 1M count fanuc
[02:29:31] <zeeshan> yea, well this is my shit one
[02:29:36] <zeeshan> my good one is 10 billion counts
[02:29:37] <PetefromTn_> too many pulses can be a bad thing actually..
[02:29:46] <pcw_home> never
[02:29:46] <zeeshan> sorry, just felt like trolling.
[02:29:47] <zeeshan> :)
[02:29:48] <tjtr33> read rate maxes out
[02:30:04] <PetefromTn_> your computer cannot keep up sometimes.
[02:30:19] <PetefromTn_> This is going on a spindle motor that twists to 12k RPM...
[02:30:32] -!- Thetawaves [Thetawaves!~Thetawave@69.178.51.186] has joined #linuxcnc
[02:30:33] <Tom_itx> the 68332 i was using it on had a high speed mode to keep up with it
[02:30:34] <pcw_home> when you get above 20K counts or so you go to different interfaces
[02:30:54] <zeeshan> ^
[02:31:01] <zeeshan> fanuc encoders are sexy
[02:31:05] <pcw_home> SSI/BISS/Various proprietary
[02:31:07] <PetefromTn_> so you think I should get another one then?
[02:31:14] <zeeshan> PetefromTn_: no i was talking crap
[02:31:41] <pcw_home> 2000 is more than plenty for a spindle
[02:31:53] <PetefromTn_> how is it 2k?
[02:32:00] -!- gammax-Laptop1 [gammax-Laptop1!~Rob@174-16-223-90.hlrn.qwest.net] has joined #linuxcnc
[02:32:07] <Connor_iPad> Quadrature.
[02:32:08] <Tom_itx> quad
[02:32:09] <pcw_home> (except maybe for a lathe/orient)
[02:32:10] <gammax-Laptop1> evening all
[02:32:30] <PetefromTn_> we are going to use it for orienting the spindle...
[02:32:35] <Tom_itx> PetefromTn_ it reads the rising and falling edge of both channels to determine direction
[02:32:45] <pcw_home> but not to .01 degree
[02:32:48] <Tom_itx> that's where you get the quad count
[02:33:22] <zeeshan> A and B channels
[02:33:25] <Connor_iPad> Spindle is 2:1 so. We get double that.
[02:33:26] <zeeshan> right?
[02:33:30] <Tom_itx> yes
[02:33:31] <gammax-Laptop1> PetefromTn_, hows your vfd doin?
[02:33:41] <Tom_itx> the 3rd is index
[02:33:44] <PetefromTn_> kickin' ass and takin' names man...
[02:34:13] <pcw_home> a 500 line encoder has 500 pulses from A and 500 from B and 2000 edges per turn
[02:34:16] <Connor_iPad> So .09 degree
[02:34:38] <Tom_itx> and are 90 deg out of phase
[02:34:48] <MacGalempsy> hola
[02:34:48] <PetefromTn_> how is that on a 2-1 belt drive tho pete?
[02:34:56] <PetefromTn_> hey mac.
[02:35:08] <MacGalempsy> como estas?
[02:35:19] <PetefromTn_> muy bien y tu?
[02:35:37] <pcw_home> is the encoder rated for 12K RPM? Thats pretty fast for encoders (200 RPS)
[02:35:45] <MacGalempsy> mas o menos. trabajo en la oficina
[02:35:57] <Tom_itx> i'm not sure what the difference between the 5000 and 9000 series HEDS is though
[02:36:12] <humble_sea_bass> que chingada
[02:36:19] <PetefromTn_> apparently it is fine like I said that fellow LEE in UK has it on his Cincinatti Arrow 500 with the same identical motor setup for awhile now...
[02:36:51] <MacGalempsy> eso es no malo.
[02:37:00] <PetefromTn_> Trabajando en la oficina es muy mal..
[02:37:09] <MacGalempsy> its actually quite nice to be back in the office after working on the couch for 3 months
[02:37:10] <MacGalempsy> lol
[02:37:28] <PetefromTn_> hehehe
[02:37:41] <humble_sea_bass> la officina me hace muy trista
[02:37:53] <humble_sea_bass> llorar y llorar
[02:38:04] -!- Gamma-X_Laptop [Gamma-X_Laptop!~Rob@198.23.71.113-static.reverse.softlayer.com] has joined #linuxcnc
[02:38:21] <MacGalempsy> lo siento humble_sea_bass
[02:38:23] <Gamma-X_Laptop> PetefromTn_, glad to hear it!
[02:38:55] <MacGalempsy> nesacitas nuevo oficina
[02:39:05] <PetefromTn_> pcw_home Just checked and the encoder is rated to 30k RPM.
[02:39:10] -!- skorasaurus has quit [Ping timeout: 244 seconds]
[02:39:41] <zeeshan> PetefromTn_:
[02:39:43] <PetefromTn_> do you think I chose wisely here?
[02:39:45] <zeeshan> having a 6k spindle must be nice
[02:39:46] <zeeshan> :)
[02:39:49] <Gamma-X_Laptop> PetefromTn_, link?
[02:40:00] <PetefromTn_> zeeshan Actually I wish it was 10k....LOL
[02:40:55] <Gamma-X_Laptop> zeeshan, my rf45 is like 8-9k lol
[02:41:45] -!- gammax-Laptop1 has quit [Ping timeout: 244 seconds]
[02:42:15] <zeeshan> i really wish i could go faster than 4000 rpm
[02:42:22] <zeeshan> when running small carbide bits.
[02:42:32] <zeeshan> maybe ill upgrade the bearings and kick it up
[02:42:45] <tjtr33> 800000 counts per sec ( 12000 rpm * 500 lines * 4quad *2 gear ratio/ 60 secs ) ok for 2Mhz max rate of 7i77
[02:43:14] <PetefromTn_> Gamma-X_Laptop Link to what?
[02:43:33] <PetefromTn_> http://www.digikey.com/product-detail/en/HEDS-5500%23A06/516-2019-ND/1990417
[02:43:53] <pcw_home> I think its just 400 KHz (12K RPM max)
[02:44:05] <PetefromTn_> pcw_home Did you hear the noise issue I was having when turning on and off the spindle is gone now
[02:44:10] <Gamma-X_Laptop> i need something for my spindle
[02:45:12] <PetefromTn_> tjtr33 is that correct?
[02:45:57] <tjtr33> as far as I know , the numbers are corect ( including that 2:1 gearing i heard about ) the equation is listed, so you can check it
[02:46:35] <PetefromTn_> yeah but isn't the ratio for the belt drive taken backwards there? Or maybe I got it wrong.
[02:47:10] <Connor_iPad> No need for 2 x on the cps
[02:47:16] <tjtr33> but imho a plastic encoder on a mill is just wrong ( old skool here , i used HP encoders on printers, not mills )
[02:47:32] <tjtr33> ok then 400k as pcw said, well insode the limits
[02:47:39] <Connor_iPad> 12000 x 500 x 4 / 60
[02:47:51] <PetefromTn_> 2000 lines in quadrature*12k RPM /2 per minute
[02:48:11] <Connor_iPad> PetefromTn_: no / 2.
[02:48:21] <PetefromTn_> tjtr33 the encoder housing is plastic the rotor is metal.
[02:48:45] <Connor_iPad> Encoder attached to motor not spindle. You just get double the resolution.
[02:48:47] <PetefromTn_> The encoder housing never moves just reads.
[02:48:57] <tjtr33> yah we used them when HP owned em, now is call Avago
[02:49:45] <PetefromTn_> Well our pal Lee has one on his VMC for quite awhile now without any problems so I guess we will see...
[02:50:01] <tjtr33> whats works is good enuf!
[02:50:34] <PetefromTn_> The only other option I have is to reinstall the factory resolver and have to adapt it with some kinda board to the 7i77 inputs.
[02:51:02] <pcw_home> PetefromTn_ Yes it was probably VFD noise current in a ground loop (a common mode choke usually will fix this)
[02:51:25] <PetefromTn_> or the modbus setup LOL...
[02:51:48] <Gamma-X_Laptop> PetefromTn_, pico make a resolver converter
[02:52:08] <PetefromTn_> Gamma-X_Laptop Yeah I know. not sure how well it would work for this setup.
[02:52:53] <tjtr33> PetefromTn_, will you move to modbus for the axis drives too? ( really clean up the wiring :)
[02:53:20] <PetefromTn_> did not even know it was possible but honestly I doubt it.
[02:53:21] <Connor_iPad> Umm no.
[02:54:03] <PetefromTn_> jeez that pico resolver converter board is $150.00.... kinda steep for that I think.
[02:54:48] <pcw_home> modbus is not realtime so not for servos normally (except maybe indexing)
[02:55:24] <tjtr33> ah, spindles and tolchangers, plc stuff ok
[02:56:08] <Connor_iPad> Will we have issues with it when we do spindle orintation?
[02:56:17] <PetefromTn_> altho if I had not already bought the encoder and designed the mount I would consider the pico board. Would be nice to be able to use the factory parts. plus I am having to figure out some kinda way to get around the 2-1 ratio of the spindle.
[02:56:25] <pcw_home> I doubt it
[02:57:32] <pcw_home> you are not doing terribly precise orientation so Modbus should be fine
[02:57:58] <humble_sea_bass> scrub amateur question: can you do rigid tapping with a vfd
[02:58:06] <pcw_home> yes
[02:58:07] <Connor_iPad> Yes
[02:58:20] <PetefromTn_> plannin' on it LOL...
[02:58:22] <Connor_iPad> Z syncs to VFD.
[02:58:23] <Gamma-X_Laptop> yes
[02:58:42] <PetefromTn_> if you can wait a bit here I may be able to show you soon seabass..
[02:58:59] <humble_sea_bass> but you have to do a closed loop
[02:59:07] <PetefromTn_> sure.
[02:59:17] <pcw_home> just an encoder on the spindle
[02:59:41] <humble_sea_bass> you don't have to do a closed loop and jus ttrust your vfd isn't eating it?
[02:59:45] <Connor_iPad> With index.
[03:00:04] <humble_sea_bass> so yeah, just encode the spindle
[03:00:18] <PetefromTn_> I did tapping with a floating tap holder using an open loop spindle on my last build. Worked fine actually.
[03:00:39] <pcw_home> The Z axis is "geared" to the spindle rotation so speed control need not be precise
[03:00:46] -!- dnalerom [dnalerom!~dnaleromj@98.124.126.110] has joined #linuxcnc
[03:01:34] <PetefromTn_> I have spoken with quite a few professional machinists that say they STILL use a floating tap holder even tho their machine is equipped with rigid tapping...
[03:01:53] <tjtr33> that gearing/slaving is a feature of the Vfd? or the control loop?
[03:01:53] <humble_sea_bass> i was just curoious if you could do it open loop since I can imagine 10 kinds of problems there
[03:02:00] <pcw_home> http://www.youtube.com/watch?v=pxXGN2SVrhU
[03:02:01] <Tom_itx> cause all you need is to be within a country mile of close with them
[03:02:36] <pcw_home> the gearing is all done in linuxcnc
[03:02:56] <Connor_iPad> Why do they do a floating head even though rigid tapping available ?
[03:03:03] <humble_sea_bass> the vfd's motor and z axis motor are independent and handled by linux cnc
[03:03:05] <tjtr33> ty
[03:03:06] <PetefromTn_> http://www.youtube.com/watch?v=jiGH-lGG_bw&list=UUFCopiUpaDrS5VBkrYFuGFQ I did this open loop on my RF45...
[03:03:36] -!- toner has quit [Remote host closed the connection]
[03:03:57] <PetefromTn_> apparently it is more forgiving of taps and settings...just a safety. If you get it right it looks like it is not a floating head.
[03:04:06] <Gamma-X_Laptop> would you guys trade a brand new item worth 650 for what looks like a few hundred carbide mill and lathe tools?
[03:05:17] <Tom_itx> depends on how bad you need said items
[03:05:18] <Gamma-X_Laptop> I dont NEED but there all brand new...
[03:05:19] <Gamma-X_Laptop> and the thing worth 650 is a dillon 650xl reloader
[03:05:21] <PetefromTn_> I would visually inspect them all carefully to make sure they are not chipped and damaged.
[03:05:34] <Tom_itx> do you need the reloader?
[03:05:45] <Tom_itx> pick the one you need the mostest
[03:05:48] <Tom_itx> :)
[03:06:00] <Gamma-X_Laptop> actually it cost me 500... i dont need reloader for atleast a year! lol
[03:06:07] <Gamma-X_Laptop> im figuring the toolin can make me money...
[03:06:28] <PetefromTn_> tooling can add up quick if it is good quality stuff.
[03:06:49] <Gamma-X_Laptop> some of its tin coated carbide, lots of stuff prolly 5k wort of items...
[03:06:59] <Tom_itx> yeah, the machine is just half the purchase
[03:07:04] <Connor_iPad> Pete. Your video is blocked because of DRM
[03:07:51] <PetefromTn_> huh?
[03:07:54] <Tom_itx> the next question would be, will the tooling fit your holders etc
[03:07:57] <PetefromTn_> I just watched it..
[03:08:29] <Connor_iPad> Your video. Log out of you tube and try.
[03:08:43] <humble_sea_bass> he is probably in the un-free uroppeean states of obamacare
[03:08:59] -!- Tecan has quit [Ping timeout: 240 seconds]
[03:09:15] <humble_sea_bass> your U2 song was more freedom than his computer could handle
[03:09:27] <PetefromTn_> just did.. works fine for me.
[03:09:39] -!- AR_ has quit [Ping timeout: 244 seconds]
[03:09:48] <PetefromTn_> anyone not able to play it?
[03:10:15] <humble_sea_bass> I never noticed how similar "Love Theme from Bladerunner" is to Ray Charles "You don't know me"
[03:10:42] <PetefromTn_> man I love that song... the blade runner one. I have the whole album on my smartphone.
[03:10:58] <PetefromTn_> KICKASS movie.
[03:11:18] <humble_sea_bass> yeah the song just came up on one of your videos
[03:11:22] <humble_sea_bass> it was kind of creepy
[03:11:35] <PetefromTn_> Oh thanks man..
[03:12:13] <PetefromTn_> I made those awhile ago and used a chitty cell phone camera.. They kinda suck but hey it is what it is..
[03:12:36] <tjtr33> PetefromTn_, videp works fine here, was thata floating head or rigid?
[03:13:02] <PetefromTn_> floating tap holder from Tormach. It uses removable tap holders for quick change.
[03:13:55] <PetefromTn_> It was actually pretty decent but if you did not get the retract right when the cutter came out of the work the spring loaded mechanism would sometimes release the collet from the holders quick change and bad things happened then.
[03:14:29] <humble_sea_bass> the bad things that i imagined
[03:14:37] <tjtr33> hehe power tapping on bridgeport was all feel
[03:15:21] <PetefromTn_> I almost mangled one of the holders and had to grind some on the body once when it went badly. my fault but it took surprisingly little snap back to make the release of the quick release happen.
[03:16:06] <zeeshan> PetefromTn_: wanna hear something funny
[03:16:11] -!- dnalerom has quit [Quit: Dang. Where did dnaleromj's computer go?]
[03:16:13] <PetefromTn_> It only had like 3/4 inch total movement up or down so if you get the feed wrong it snaps back on ya.
[03:16:21] <PetefromTn_> sure..
[03:16:23] <zeeshan> i've watched your youtube videos before even talking to you here
[03:16:23] <zeeshan> lol
[03:16:25] -!- jbr has quit [Ping timeout: 240 seconds]
[03:16:26] <zeeshan> years ago
[03:16:39] <PetefromTn_> oh yeah.. bad or good LOL.
[03:16:51] <H264> I need to make/get a parts catcher for a wasino lathe... hmm
[03:16:57] <zeeshan> well this was the time iwas looking at purchasing either a lathe
[03:16:59] <zeeshan> or a mill :)
[03:17:11] <zeeshan> and your videos showed up when looking for rf45
[03:17:45] <PetefromTn_> honeslty I quite enjoyed the RF45 it was a fun machine and could cut pretty good for its size. I kinda miss it now.
[03:18:03] <zeeshan> well its not a production machine
[03:18:04] <PetefromTn_> If I found one used for cheap I would get it for a manual machine as backup.
[03:18:05] <zeeshan> like your current one :)
[03:18:07] <tjtr33> i still dont get why modbus is not realtime, but you Vfd is synchronous enuf for rigid tapping ( in right place at right time )
[03:18:08] <tjtr33> AND why that disadavantage makes modbus bad for realtime control of axis
[03:18:25] <zeeshan> tjtr33: well there is a delay in communication
[03:18:46] <Gamma-X_Laptop> 500 bucks for.... 29 carbide end mills, 15 roughing endmills, 72 double sided hss endmills, 20 carbide micro 100 lathe bars, 1 valenite, sdt-62-3 boring bar with 2 inserts, 1 seco mini master with 3 inserts, 2 dovetail cutters for lathe, and 3 1 inch endmills
[03:19:10] <PetefromTn_> the feedback into the computer from the spindle encoder will go into the 7i77 so that will be real time I guess just the commands to reverse etc. will be modbus.
[03:19:12] <H264> Gamma-X_Laptop: used or new?
[03:19:13] <zeeshan> what size end mills?
[03:19:14] <Connor_iPad> tjtr33: The encoder on the spindle feeds info to lcnc. Lcnc synchronizes the z movement.
[03:19:17] <Gamma-X_Laptop> new
[03:19:23] <Gamma-X_Laptop> all varying
[03:19:29] -!- trufa has quit [Ping timeout: 240 seconds]
[03:19:29] <zeeshan> smallest and largest? :p
[03:19:52] <Gamma-X_Laptop> largest seems 1 inch, smallest dont know
[03:22:16] <zeeshan> 1" solid carbide 4 flute is $$ :)
[03:22:16] <H264> yeah
[03:22:16] <H264> or even 3/4
[03:22:16] <Gamma-X_Laptop> I have a few Garr ones that I dont use...
[03:22:17] <H264> 1/2 is pretty common
[03:22:17] <tjtr33> yes, so the new position is synced by lcnc, yet modbus could not be used for the primary axis, only the slave ( thats the kicker )
[03:22:17] <Gamma-X_Laptop> i think theres 20 half inch.
[03:22:17] <Gamma-X_Laptop> carbide ones
[03:22:17] <PetefromTn_> seco minimaster is that an insert holder?
[03:22:17] <Gamma-X_Laptop> i think so
[03:22:18] <H264> yeah, manchester cutoff tool?
[03:22:18] <Gamma-X_Laptop> finding this out via text right now, seen a few pics. all come in cases..
[03:22:18] <PetefromTn_> what does a dovetail cutter for a lathe look like?
[03:22:18] <Gamma-X_Laptop> no idea lol
[03:22:40] <PetefromTn_> I have some dovetail cutters for my mill but never seen a lathe tool one.
[03:22:50] <Gamma-X_Laptop> he could be mistaken?
[03:23:29] <tjtr33> he could be describing it poorly
[03:23:34] <Gamma-X_Laptop> what do you guys think about the proposed deal so far?
[03:23:40] <zeeshan> pretty good
[03:23:45] <zeeshan> not crazy. but pretty good
[03:23:46] <PetefromTn_> Man I am SO pleased that those spindle errors are gone now.. I can't tell ya LOL.
[03:23:47] <zeeshan> :)
[03:23:55] <zeeshan> PetefromTn_: cause of modbus?
[03:24:23] <PetefromTn_> yeah no more errors now that I removed the 0-10v wires and use strictly modbus...
[03:24:28] <H264> Gamma-X_Laptop: yeah, I'd say alright deal probably
[03:25:09] <PetefromTn_> Gamma-X_Laptop If you need the cutters more than you need the other thing and they are indeed brand new and you can actually use them in your machine then yeah it is a good deal.
[03:25:14] <Gamma-X_Laptop> I had an even better deal previously... 150 endmills mostly carbide, some used but mostly new, for 180 us.
[03:25:47] <H264> that sounds like my kind of deal
[03:25:52] <H264> where do I sign up?
[03:26:00] <Gamma-X_Laptop> craigslist in the ghetto
[03:26:10] <H264> heh
[03:26:13] <PetefromTn_> Oh so they are probably hot..
[03:26:25] <zeeshan> i bought all my end mills for dirt cheap
[03:26:26] <Gamma-X_Laptop> im sure there stolen but if I didnt get em someone else would...
[03:26:26] <zeeshan> :P
[03:26:40] <zeeshan> the one thing i can enver find for cheap is tool holders
[03:26:56] <Gamma-X_Laptop> I buy drect from CHINA!
[03:27:17] <PetefromTn_> I bought a small knee mill awhile back and got a big bucket full of endmills. I tossed the bad ones and kept the good ones. Between those and the new ones I buy I am good for awhile..
[03:27:31] <zeeshan> chinese end mills are messed up most of the time
[03:27:40] <Gamma-X_Laptop> what I really nead of some carbide ball mills
[03:27:53] <Gamma-X_Laptop> zeeshan, only tool holders...
[03:28:05] <zeeshan> chinese tool holderas are awesome!
[03:28:05] <zeeshan> :D
[03:28:18] <PetefromTn_> what kinda toolholders?
[03:28:19] <zeeshan> i love my aloris copied quick change tool post
[03:28:25] <zeeshan> along with its accessories
[03:28:42] <zeeshan> PetefromTn_: like a tool holder for internal threading
[03:28:46] <Gamma-X_Laptop> I bought tormach style tool holders 1/3 the prce direct fro mthe company who makes tormachs for them lol
[03:29:06] <Gamma-X_Laptop> and the collets.
[03:29:11] <zeeshan> glacern tools! :D
[03:29:11] <PetefromTn_> Gamma-X_Laptop LOL so did I.... Had like 30 of them.
[03:29:18] <Gamma-X_Laptop> yup! lol
[03:29:23] <zeeshan> link?
[03:29:32] <zeeshan> is it an ebay person?
[03:29:39] <Gamma-X_Laptop> yes i think it was
[03:29:42] <zeeshan> ah
[03:29:59] <PetefromTn_> Honestly I got my Cat40 holders from an ebay dealer that is undoubtedly Chinese supplied but they are decent here good runout.
[03:30:11] <zeeshan> did you measure?
[03:30:15] <PetefromTn_> sure..
[03:30:37] <zeeshan> my r8 holder for the 'precision' drill chuck
[03:30:45] <zeeshan> has 3 thou runout
[03:30:54] <PetefromTn_> I checked my 3/8 and half inch cutters shafts and clocked them for best runout when I installed them about two weeks ago.
[03:30:55] <zeeshan> im looking to replace it with this:
[03:31:17] <PetefromTn_> drill chucks are NOT known for excellent runout figures.
[03:31:32] <tjtr33> the idea that China makes crap is wrong. they're on the frkn moon, they can make stuff as good as anybody, we _buy_ crap for cheap and complain.
[03:31:51] <zeeshan> http://www.glacern.com/drill_chucks
[03:31:52] <zeeshan> :D
[03:32:01] <PetefromTn_> Oh they can make you whatever you want just need to pay for it.
[03:32:03] <zeeshan> 129.99 for an integral r8 shank drill chuck.
[03:32:06] <tjtr33> right
[03:32:22] <zeeshan> they advertise <0.002" runout
[03:32:29] <Gamma-X_Laptop> zeeshan,
http://www.ebay.com/itm/new-10pcs-C3-4-ER32-1-38L-collet-chuck-holder-CNC-Milling-and-1pcs-Wrench-/251221725944?pt=BI_Tool_Work_Holding&hash=item3a7dfb52f8
[03:32:30] <zeeshan> but in reality most people cant even measure runout onem
[03:32:37] <tjtr33> the toolrooms arounf the world can be as hi class as JPL or crap like GM sweat shops
[03:32:53] <zeeshan> how does that collet work?
[03:33:00] <zeeshan> its got a 3/4 straight shank?
[03:33:06] -!- GuShH_ has quit [Ping timeout: 252 seconds]
[03:33:17] <Gamma-X_Laptop> yup goes directly into a 3/4 r8 collet
[03:33:26] <zeeshan> thats pretty nice!
[03:35:46] <zeeshan> so the idea is
[03:35:46] <Gamma-X_Laptop> belleville springs up top.... pneumatic cylinder and boom... quick change tooling.
[03:35:46] -!- ink [ink!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[03:35:46] <zeeshan> im sure that works fine for like upto 3/4" end mills
[03:35:46] <zeeshan> but you prolly dont want to put a fly cutter on it
[03:35:46] <zeeshan> or a boring head :P
[03:35:47] <PetefromTn_> that is a decent setup I only had ER20's..
[03:35:47] <Gamma-X_Laptop> zeeshan, I had a fly cutter in it...
[03:35:47] <PetefromTn_> I did...LOL
[03:35:47] <Gamma-X_Laptop> worked well to be honest lol
[03:35:47] <zeeshan> you guys are crazy
[03:35:47] <PetefromTn_> and a boring head.
[03:35:47] <zeeshan> so other than tool changes
[03:35:47] <zeeshan> lets say you had a 3/4" end mill in that er32 holder
[03:35:47] <zeeshan> and you removed it from the r8 collet
[03:35:47] <zeeshan> and put it back in
[03:35:47] <zeeshan> would the height be relatively the same?
[03:35:47] <zeeshan> (within 1 thou)
[03:35:51] <PetefromTn_> http://www.youtube.com/watch?v=I4TxQYivMjo&list=UUFCopiUpaDrS5VBkrYFuGFQ
[03:36:12] <Gamma-X_Laptop> good song!
[03:36:33] <PetefromTn_> the collet body bottom stops against the face of the spindle so yeah it is pretty repeatable.
[03:36:45] <zeeshan> hmm.
[03:36:49] <zeeshan> you're giving me atc ideas.
[03:36:49] <zeeshan> :)
[03:37:03] <zeeshan> so all i need is a rack on corner of the table
[03:37:10] <Gamma-X_Laptop> zeeshan, thats the idea :) for SUPER cheap.
[03:37:19] <zeeshan> with a few tools, and a way to trigger the drawbar
[03:37:44] <zeeshan> im going to first look into converting to nmtd30
[03:37:47] <Gamma-X_Laptop> zeeshan, which mill u have?
[03:37:52] <PetefromTn_> zeeshan You got an RF45?
[03:37:53] <zeeshan> if thats not an option, ill do this
[03:37:54] <zeeshan> no
[03:38:11] <zeeshan> http://www.first.com.tw/e_lc-1.htm
[03:38:23] <zeeshan> R8,NST30, NST40 are available.
[03:38:27] <zeeshan> mine is r8
[03:38:49] <Connor_iPad> Do TTS
[03:39:00] <zeeshan> i dont trust r8 man
[03:39:09] <zeeshan> i've been using nst30 at school
[03:39:20] <zeeshan> i personally hate using r8 after it.
[03:39:22] <Connor_iPad> What's wrong with R8?
[03:39:34] <zeeshan> i wouldnt trust r8 with a 3" face mill
[03:39:40] <zeeshan> just doesn't feel safe
[03:39:42] <Gamma-X_Laptop> zeeshan, r8 is easiest for tts
[03:39:55] <Gamma-X_Laptop> all about the torque specs...
[03:39:59] <zeeshan> this might sound like im dumb
[03:39:59] <zeeshan> but.
[03:40:05] <zeeshan> i don't understand how TTS works.
[03:40:18] <zeeshan> from the feew things i've read about it
[03:40:21] <Gamma-X_Laptop> tormach tooling system, youtube it. tons of videos
[03:40:36] <zeeshan> they've made a tool holder that holds different tools
[03:40:36] <Gamma-X_Laptop> lots of copy cats out there...
[03:40:44] <zeeshan> and that fits in a standard r8 collet
[03:41:01] <Gamma-X_Laptop> zeeshan, yeah... an er20 tooling holder with a 3/4 in shank lol
[03:41:06] <zeeshan> exactly
[03:41:11] -!- herron_ has quit [Ping timeout: 265 seconds]
[03:41:30] <zeeshan> i personally trust pull studs more
[03:41:34] <zeeshan> than drawbars
[03:41:41] <Gamma-X_Laptop> thats all it is, and a pneumatic cylinder to drop and pickup other tools.
[03:42:32] <zeeshan> by pnuematic cylinder you mean a pnuematic ratchet right?
[03:42:37] <Gamma-X_Laptop> nope
[03:42:44] <zeeshan> pics
[03:42:47] <Gamma-X_Laptop> belleville springs
[03:43:09] <zeeshan> http://mccomsey.net/cncmill/millhead.jpg
[03:43:10] <zeeshan> like that?
[03:43:15] <Gamma-X_Laptop> simplistic idea...
http://www.youtube.com/watch?v=kKztri0ElP8
[03:43:16] <Connor_iPad> 3/4 shank held by modified 3/4 collet so it seats against the nose of the spindle for repeatable z offst
[03:43:58] -!- seb_kuzminsky has quit [Ping timeout: 264 seconds]
[03:44:01] <Gamma-X_Laptop> Connor_iPad, you have that system? I never modified the collets...
[03:44:02] <Connor_iPad> Release collect by compressing the Belleville springs
[03:44:10] <zeeshan> okay so those belleville washers are pulling the drawbar by 1500lb of force
[03:44:11] <zeeshan> right?
[03:44:22] <zeeshan> and when the piston pushes down it overcomes the 1500lb of force
[03:44:27] <Gamma-X_Laptop> how ever much u want realy....
[03:44:29] -!- linuxcnc-build has quit [Ping timeout: 240 seconds]
[03:44:29] <Connor_iPad> Just the r8 collect. It's ground shorter.
[03:44:46] <Connor_iPad> 1500 to 2500
[03:44:47] -!- hm2-buildmaster has quit [Ping timeout: 244 seconds]
[03:44:48] <Gamma-X_Laptop> Connor_iPad, the face of it?
[03:44:51] <PetefromTn_> Well I am tired guys gonna hit it. Have a good night talk tomorrow. Thanks for all your help again everyone. You know who you are..LOL
[03:44:57] <Connor_iPad> Yes. The face.
[03:45:04] <Gamma-X_Laptop> later PetefromTn_
[03:45:07] <zeeshan> cxya pete
[03:45:10] -!- sumpfralle has quit [Ping timeout: 264 seconds]
[03:45:19] <PetefromTn_> cya
[03:45:24] -!- PetefromTn_ has quit [Quit: Easy as 3.14159265358979323846...]
[03:45:26] <Gamma-X_Laptop> Connor_iPad, just flat? Im wondering if I should do the same...
[03:45:44] -!- seb_kuzminsky [seb_kuzminsky!~seb@71-218-156-197.hlrn.qwest.net] has joined #linuxcnc
[03:45:51] <zeeshan> ive never seen belleville spring sbefore :)
[03:46:06] <zeeshan> they dont look like a linear spring
[03:46:08] <Gamma-X_Laptop> zeeshan, sometimes known as washers...
[03:46:18] <Gamma-X_Laptop> concave washers made of spring steel
[03:46:18] <zeeshan> http://www.shimrestackor.com/Physics/Stack_Stiffness/Shim_Stiffness/Figs/6-belleville-stiffness.png
[03:46:19] <Connor_iPad> I think the tool holders are designed so they don't have to use that special collet. But I got it anyway.
[03:46:24] <zeeshan> looks quite different from a standard spring
[03:46:48] <zeeshan> so you guys are going to have a tool rack on the table
[03:46:50] <zeeshan> for tool changes?
[03:47:00] <Connor_iPad> And depending on how you stack them you can get more travel or more force.
[03:47:07] <Gamma-X_Laptop> or connected to side of machine like how the tts has it.
[03:47:17] <zeeshan> thats too much work ;p
[03:47:35] <Gamma-X_Laptop> zeeshan, some people need the table space! lol
[03:47:42] <Connor_iPad> Probably start put with a rack. But I want a umbrella style on a linear slide.
[03:47:45] <zeeshan> my table is 9x42
[03:47:46] <zeeshan> its huge
[03:48:25] -!- ries has quit [Quit: ries]
[03:48:29] <zeeshan> whats so fancy about er20 vs er32?
[03:48:35] <Gamma-X_Laptop> size
[03:48:37] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[03:48:49] <zeeshan> well i know that :P
[03:48:51] <zeeshan> but why do people go
[03:48:56] <zeeshan> OMG YOU GOT ER32 COLLETS SICK!!
[03:49:05] <zeeshan> theres gotta be more to it? :p
[03:49:14] <Gamma-X_Laptop> i dont wanna go that big.
[03:49:20] <Gamma-X_Laptop> too much area for slop in my mind.
[03:49:29] <Gamma-X_Laptop> and im not puttin a 1 inch end mill in that thing haha
[03:49:45] <zeeshan> whats the max size of a er30 collet
[03:49:50] <zeeshan> tool holding size
[03:50:05] <zeeshan> er20.
[03:50:07] <zeeshan> not er30
[03:50:46] -!- GuShH_ [GuShH_!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[03:51:48] <Gamma-X_Laptop> i dont remember exactly
[03:51:53] <zeeshan> i see 1/2"
[03:51:55] <zeeshan> thats more than plenty ;p
[03:52:00] <zeeshan> for most jobs
[03:52:15] <zeeshan> at school we're using er20
[03:52:19] <zeeshan> (i can tell by this video)
[03:52:22] <zeeshan> http://www.youtube.com/watch?v=TQiZMij6JNs
[03:52:57] -!- humble_sea_bass has quit [Quit: leaving]
[03:53:55] -!- herron_ [herron_!~herron@80.175.14.110] has joined #linuxcnc
[03:55:16] <tjtr33> bellville washer = schnorr springs ( the common name depends where you are )
http://schnorr.com/docs/Handbook.pdf
[03:55:24] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[03:55:53] <zeeshan> tjtr33: i love hand books like this.
[03:55:54] <zeeshan> thank you
[03:56:49] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[03:57:54] <tjtr33> the System 3R chucks use schnorr, have 6000 N clamping pressure ! ( 8 bar air to release )
[03:58:07] <Gamma-X_Laptop> wait... I do have er32! lol
[03:58:28] <zeeshan> well you can always change the size of the piston
[03:58:33] -!- humble_sea_bass [humble_sea_bass!~hsb@ma.sdf.org] has joined #linuxcnc
[03:58:36] <zeeshan> or use hydraulics
[03:59:05] <Connor_iPad> I have a 3 stage.
[03:59:16] <zeeshan> my shop compressor handles 135psi
[03:59:17] <zeeshan> ;p
[03:59:28] <zeeshan> single stage :p
[03:59:29] <Connor_iPad> Using scuba tank.
[03:59:47] <Connor_iPad> 3 stage air ram.
[04:00:00] <zeeshan> Connor: howd you find that clamping force for the r8 collets
[04:00:07] <zeeshan> reliable source? :p
[04:00:22] <zeeshan> im sure i can calculate it using the geometry of the wedge
[04:00:23] <Connor_iPad> Dunno.
[04:00:29] <zeeshan> and "standard recommended torque"
[04:00:53] <Gamma-X_Laptop> Connor_iPad, you have a source for cheap air cylinder for tool changer?
[04:01:02] <Connor_iPad> There is a reason R8 is a standard.
[04:01:13] <Connor_iPad> Yea. Ebay. That's where I got mine.
[04:01:13] <zeeshan> Connor_iPad: it was standard 50 years ago
[04:01:24] <zeeshan> its not standard anymore unless its a chinese machine
[04:01:36] <Gamma-X_Laptop> Connor_iPad, i looked and just cant find a matching one... any links?
[04:01:55] <zeeshan> almost all machines from the 1985 past era use iso30 or something of that sort
[04:02:07] <Connor_iPad> No. I just search and pancake air cylinders.
[04:02:20] <Gamma-X_Laptop> ok thanks ill ceck it out
[04:02:25] <Connor_iPad> Enco I think is the brand.
[04:02:45] <zeeshan> omron makes a whole bunch of air cylinders
[04:05:51] <Connor_iPad> Biggest issue with r8 is the length. Makes manual collect changes hard.
[04:05:52] <zeeshan> well i dont mind that
[04:05:52] <zeeshan> 2 things i dont like is
[04:05:52] <zeeshan> 1. can't do atc on it
[04:05:52] <zeeshan> 2. repeatability of tool height
[04:05:52] <zeeshan> but with that TTS stuff, that stuff is no longer an issue :D
[04:05:52] <Connor_iPad> Which TTS fixes
[04:05:52] <Valen> I'd love a tool changer :-<
[04:05:52] <Valen> no chinese spindles have provision for it
[04:06:03] <Gamma-X_Laptop> so many pancake cylinders...
[04:06:33] <Connor_iPad> I think mine is 3.5" with 1" stroke.
[04:06:45] <Connor_iPad> You only need 1/2" stroke.
[04:06:57] <Connor_iPad> And you can calculate the force.
[04:07:10] -!- terabyte- has quit [Quit: terabyte-]
[04:08:07] <Valen> honking big leaver FTW
[04:08:09] <zeeshan> F=P*A=120lb/in^2 * pi/4 *3.5
[04:08:24] <Connor_iPad> X 3
[04:08:31] <zeeshan> times 3?
[04:08:41] <Connor_iPad> 3 stage pancake.
[04:08:44] <zeeshan> O
[04:08:49] <Valen> 3 stages of win
[04:08:53] <zeeshan> so about 1000lb of force.
[04:09:00] <Gamma-X_Laptop> lol
[04:09:11] <Connor_iPad> More than that.
[04:09:19] <Valen> try not to put your finger in there
[04:09:26] <zeeshan> whered i screw up the calculation? :p
[04:10:45] <Valen> pi/3*3.5 what is that?
[04:10:48] <Gamma-X_Laptop> still no idea what im lookn at
[04:10:50] <Valen> pi/4*3.5 what is that?
[04:10:52] <zeeshan> cylinder area
[04:10:56] <zeeshan> surface a rea
[04:11:13] <Valen> wouldn't you be using the area of the face? IE the bit that moves
[04:11:14] <Connor_iPad> At 90psi 2595 lbs of force.
[04:11:20] <Valen> not the outside of the cylinder?
[04:11:27] <zeeshan> i am using the area of the face
[04:11:30] <Valen> (pi*R ^2)
[04:11:40] <zeeshan> i just did pi/4 D^2
[04:11:41] <zeeshan> same thing
[04:12:11] <zeeshan> Connor: no idea how you're getting that.
[04:12:22] <Connor_iPad> Used a online calculator.
[04:12:26] <zeeshan> lijnk
[04:13:02] <Connor_iPad> Just google air cylinder calculator.
[04:13:32] <zeeshan> there we go
[04:13:36] <zeeshan> i forgot to square the 3.5
[04:13:37] <zeeshan> lol
[04:13:59] -!- GuShH_ has quit [Ping timeout: 240 seconds]
[04:14:01] -!- ve7it has quit [Remote host closed the connection]
[04:14:12] <zeeshan> 120psi -> 3463lb
[04:14:16] <zeeshan> damn thats a lotta force :)
[04:14:55] <Valen> zeeshan,thats what I was saying
[04:14:56] <Connor_iPad> Hmm let me double check. Might be 3". Brb.
[04:15:03] <zeeshan> Valen: ah okay
[04:15:10] <Valen> isn't it (pi d^2)/4 btw?
[04:15:13] Me is now known as Guest26818
[04:15:16] <zeeshan> yea
[04:15:20] <Valen> order of ops matters ;->
[04:15:21] <zeeshan> i didnt write it formally :)
[04:15:26] <zeeshan> i left a space!
[04:15:27] <Valen> I bracket all the things
[04:15:32] <Valen> always
[04:15:35] <Valen> everywhere
[04:15:36] <zeeshan> i do too when im working in matlab
[04:15:39] <zeeshan> not online :)
[04:15:46] <Valen> its a habit for me now
[04:15:54] <Valen> too much crying in visual basic lol
[04:16:00] <zeeshan> you don't wanna do it in a formal technical report
[04:16:09] <zeeshan> trust me, you don't!
[04:16:15] <Valen> screw em i would and say its for clarity
[04:16:29] <Valen> the only one I'd skip would be fractions
[04:16:33] <zeeshan> i use LaTex
[04:16:49] <zeeshan> with matlab you can just convert brackets etc to latex with one command
[04:16:57] <zeeshan> and then copy and paste the vector image to your report :)
[04:17:12] <Valen> I've never used latex
[04:17:15] <zeeshan> ratrher than having to waste time typing the formula using word's formula designer
[04:17:22] <Valen> well i've used latex, not LaTex ;->
[04:17:25] <zeeshan> ROFL
[04:17:55] <Connor_iPad> Okay. Mine is a 3". Fabco
[04:18:05] <zeeshan> how much was it
[04:18:33] <Connor_iPad> I don't remember. Was over a year ago.
[04:19:44] <Connor_iPad> Not too bad.
[04:23:55] <Connor_iPad> Not seeing one on ebay that matches mine.
[04:24:10] <Gamma-X_Laptop> thanks for lookin connor, much appreciated
[04:25:04] <Connor_iPad> So 2000lbs at 90psi
[04:25:10] <Gamma-X_Laptop> zeeshan,
http://www.ebay.com/itm/Fabco-Air-EZ625-4-0-MH1-D3-S45B-RC01BB-The-Pancake-Line-/290866659115?pt=Pneumatic_Hydraulic_Valves_Parts&hash=item43b900ff2b
[04:25:37] <zeeshan> thats pretty cheap
[04:25:47] <zeeshan> um
[04:25:54] <zeeshan> i recognize that logo.
[04:26:02] <zeeshan> i think there might be one in the school "junk pile"
[04:26:06] <zeeshan> ill take a look
[04:26:56] <Gamma-X_Laptop> i neeed! lol
[04:27:01] -!- GuShH_ [GuShH_!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[04:27:23] <zeeshan> im pretty sure we use these for doing pneumatic control systems
[04:27:28] <zeeshan> at school
[04:32:49] <Gamma-X_Laptop> Connor_iPad,
http://www.ebay.com/itm/NICE-Fabco-Air-The-Pancake-Line-MP3X1-2-1-RF-WF-Multi-Power-pneumatic-cylinder-/310878002494?pt=Pneumatic_Hydraulic_Valves_Parts&hash=item4861c5dd3e
[04:32:52] <Gamma-X_Laptop> what do you think?
[04:34:32] <Connor_iPad> Only 2 stages.
[04:35:59] <Connor_iPad> I'll keep my eye out.
[04:38:21] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[04:38:39] <Gamma-X_Laptop> thanks!
[04:38:51] * Jymmm read that as "I shot my eye out!"
[04:44:06] <Connor_iPad> Jymmm: Ha ha
[04:44:14] <Jymmm> ;)
[04:45:29] -!- MacGalempsy has quit [Ping timeout: 240 seconds]
[04:46:24] <Connor_iPad> Using scuba because my air compressor is small and would run all the time.
[04:46:30] <Connor_iPad> And I don't like the noise.
[04:52:22] -!- GuShH_ has quit [Ping timeout: 264 seconds]
[04:53:10] -!- GuShH_ [GuShH_!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[04:54:29] -!- hm2-buildmaster_ has quit [Ping timeout: 241 seconds]
[04:55:03] -!- seb_kuzminsky has quit [Ping timeout: 244 seconds]
[04:55:08] -!- linuxcnc-build_ has quit [Ping timeout: 265 seconds]
[04:56:18] -!- seb_kuzminsky [seb_kuzminsky!~seb@75-166-179-50.hlrn.qwest.net] has joined #linuxcnc
[04:58:02] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-21-167.ok.ok.cox.net] has joined #linuxcnc
[05:03:10] -!- FreezingCold has quit [Ping timeout: 264 seconds]
[05:11:37] -!- KimK has quit [Ping timeout: 240 seconds]
[05:17:30] <Valen> because CnC mills are so wonderfull and quiet hey Connor_iPad? ;-P
[05:18:10] <Connor_iPad> Not near as bad as my air compressor.
[05:18:50] <Valen> for quiet air try a fridge pump
[05:19:23] <Valen> put a shot of oil into it (WD40 we use) before you start using it and they make a pretty dandy compressor and vacuum pump
[05:22:59] <Valen> low volume to be sure Connor_iPad but practically silent, we put one onto an old compressor tank that had crapped itself, worked well
[05:23:25] <Valen> (though it did have a habit of elecrocuting people who touched it, but that is not an inherant problem lol)
[05:32:33] <Connor_iPad> That's a bit much. Not sure I want to go dyi for air compressor.
[05:34:18] <Gamma-X_Laptop> i was just lookin at vacuum pumps thinkin im gonna get an old ac one off craigslist.
[05:43:11] <H264> anyone use a lathe with a Y-axes before?
[05:46:54] <Connor_iPad> H264: What do you mean?
[05:47:16] <H264> I mean milling in a lathe with live tooling
[05:47:33] <H264> (not C-axes)
[05:48:52] <H264> though you pretty much need C-axes to do Y-axes milling
[05:57:48] <Gamma-X_Laptop> is there any defacto motherboard cpu combo nowadays for lcnc?
[05:58:09] Groguard is now known as zz_Groguard
[05:58:54] -!- GJdan has quit [Quit: WeeChat 0.4.3]
[06:03:17] -!- Fox_Muldr has quit [Ping timeout: 265 seconds]
[06:03:26] -!- Connor_iPad has quit [Quit: I'm Gone!]
[06:05:08] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f741e7c.pool.mediaWays.net] has joined #linuxcnc
[06:12:48] -!- Guest26818 has quit [Quit: Page closed]
[06:13:10] -!- nickfox has quit [Client Quit]
[06:24:38] <Valen> Gamma-X_Laptop, the mini-itx atoms i think
[06:24:45] <Valen> don't know about a specific model though
[06:25:18] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[06:26:20] -!- terabyte- has quit [Quit: terabyte-]
[06:32:34] -!- Komzpa has quit [Ping timeout: 264 seconds]
[06:35:44] -!- dnalerom [dnalerom!~dnaleromj@98.124.126.110] has joined #linuxcnc
[06:47:45] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[06:50:42] -!- ries has quit [Quit: ries]
[07:04:59] -!- The_Ball has quit [Ping timeout: 240 seconds]
[07:08:21] -!- tjtr33 has quit [Ping timeout: 244 seconds]
[07:13:11] -!- mcell [mcell!~mcell@catv-80-98-222-153.catv.broadband.hu] has joined #linuxcnc
[07:21:47] -!- DaViruz has quit [Ping timeout: 244 seconds]
[07:50:17] -!- larryone has quit [Quit: This computer has gone to sleep]
[07:50:49] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[07:54:32] -!- Valen has quit [Read error: Connection reset by peer]
[08:06:06] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:06:21] <Deejay> moin
[08:12:01] -!- xxoxx [xxoxx!~xxoxx@tor/regular/xxoxx] has joined #linuxcnc
[08:12:04] <xxoxx> hi
[08:22:21] -!- mackerski has quit [Client Quit]
[08:41:33] -!- rob_h [rob_h!~robh@176.252.171.161] has joined #linuxcnc
[08:48:40] <Loetmichel> val: the atoms are a bit outdated
[08:48:57] <Loetmichel> i would go fopr a decent core2 duop board
[08:49:32] <Loetmichel> mustndt be a Kontron industrial board, but that helps in having rock steady performance
[08:49:44] -!- lyzidiamond has quit [Quit: lyzidiamond]
[08:50:47] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[08:50:53] <Loetmichel> i have a KT965 Flex with a C2d E740 in my mill at home
[08:51:25] <Loetmichel> 7400
[08:51:50] <archivist> 74HCT00 :)
[08:53:07] <Loetmichel> archivist: THT would be a BIT slow ,-)
[08:53:10] <Loetmichel> and bulky
[08:53:20] <Loetmichel> THAT
[08:53:33] <archivist> but low current
[08:53:53] <Loetmichel> ttl74 and low current in the same sentence?
[08:54:14] <Loetmichel> use Cmos4000 for low curetn!
[08:54:16] <Loetmichel> :-)
[08:54:26] <archivist> hc is cmos!
[08:54:42] <Loetmichel> but not optimized for a wide voltage range
[08:54:54] <Loetmichel> 4000s run as low as three volts
[08:55:15] <archivist> ans slow as molasses
[08:55:58] <Loetmichel> right
[08:56:21] <Loetmichel> but thats not a problem, its slow anyways compared to up to date cpu/gpu ;-)
[08:57:12] -!- dnalerom has quit []
[08:57:51] -!- b_b has quit [Changing host]
[08:58:26] -!- asdfasd [asdfasd!~gfsfgsdf@94.10.252.67] has joined #linuxcnc
[09:03:08] <MarkusBec> amd fusion (e 350 a10 etc) have extremly low jitter in my test setup
[09:04:58] -!- herron_ has quit [Ping timeout: 264 seconds]
[09:06:02] -!- mhaberler has quit [Quit: mhaberler]
[09:07:08] <Loetmichel> MarkusBec: upgraded your stoneage IBM SFF?
[09:09:39] <MarkusBec> mein lasercutter pc ist an amd a10
[09:10:40] <Loetmichel> ah
[09:10:53] <MarkusBec> my is :P
[09:16:57] -!- herron_ [herron_!~herron@80.175.14.110] has joined #linuxcnc
[09:17:29] -!- mhaberler has quit [Client Quit]
[09:19:42] -!- rmu [rmu!~robert@90.146.69.141] has joined #linuxcnc
[09:20:43] <rmu> hi. i have a problem with a machine losing position with circular interpolation
[09:20:48] -!- Gamma-X_Laptop has quit [Ping timeout: 252 seconds]
[09:20:56] <rmu> steppers don't seem to loose steps
[09:21:47] <rmu> did check latency, direction setup / hold times (gecko g540), speed (happens also cutting air)
[09:21:51] <archivist> slipping drive, backlash or you are losing steps
[09:22:00] <rmu> error accumulates
[09:22:30] <rmu> drives are not slipping, checked that. linear moves are OK
[09:22:52] <rmu> error accumulates -> no backlash
[09:23:04] <archivist> your delay direction change to step may be to short
[09:23:51] <rmu> hmm. already upped that to "100000", should be plenty for g540
[09:24:20] <archivist> you you have the step set on the right edge, is the step inverted
[09:24:27] <archivist> do you
[09:25:28] <rmu> hmm. used whatever is configured in stepconf for g540, but can try inverse polarity. but this should also affect linear moves, shouldn't it?
[09:26:19] <archivist> one thing to check for is dont let the drives power down
[09:28:11] <archivist> if the arc is slow enough some auto power down and can miss steps
[09:29:30] -!- theorbtwo has quit [Remote host closed the connection]
[09:29:45] -!- syyl-- [syyl--!~syyl@p4FD117F3.dip0.t-ipconnect.de] has joined #linuxcnc
[09:29:50] -!- theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[09:32:25] -!- kludge` has quit [Ping timeout: 240 seconds]
[09:32:59] -!- syyl- has quit [Ping timeout: 240 seconds]
[09:34:10] <rmu> hmm. not sure how i can disable auto standby with the gecko. don't believe this is the issue here, as only one axis is affected, and error always is in the same direction
[09:35:39] <rmu> but thanks anyways
[09:37:54] <Loetmichel> rmu: i had that when a shaft coupling from stepper to leadscrew had developed some "loose"
[09:40:12] <rmu> Loetmichel: checked that already. loose coupling should result in smaller error when cutting "air"
[09:41:00] <Loetmichel> no, my steppers had loosed steps in one direction
[09:41:15] <Loetmichel> i think that was a resonance issue if the "unloaded" stepper
[09:41:23] <Loetmichel> only at a very specific speed
[09:41:48] -!- ink has quit [Ping timeout: 244 seconds]
[09:44:01] <rmu> resonance could be possible, but noise from the motors suggests otherwise, i do not hear rattle noises or similar. the problematic axis is one that is driven with 2 steppers on opposite sides of the gantry, and position on both sides is consistent, i.e. error is the same
[09:45:34] <rmu> i hab my share of resonance problems, but that usually results in left/right side being out of sync
[09:45:35] <Loetmichel> that sounds like some dirt on the step lines
[09:46:43] <rmu> dirt as in electric noise? why would that only affect one axis and accumulate error in one direction?
[09:48:36] <rmu> could still be possible, but not easy to check for.
[09:50:04] <Loetmichel> diert as in electric nopise
[09:50:08] <Loetmichel> grr
[09:50:13] <Loetmichel> <- sots fingers ;-)
[09:50:16] <Loetmichel> sorts
[09:50:50] <rmu> i thought about hooking an up/down counter to step/direction and check if steps do balance
[09:52:57] -!- DaViruz [DaViruz!~daviruz@c83-253-207-191.bredband.comhem.se] has joined #linuxcnc
[09:53:52] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[09:54:18] -!- ink [ink!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[10:08:15] -!- maximilian_h [maximilian_h!~bonsai@f051004010.adsl.alicedsl.de] has joined #linuxcnc
[10:11:54] -!- ingsoc has quit [Quit: Leaving.]
[10:12:49] -!- herron_ has quit [Ping timeout: 240 seconds]
[10:13:12] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[10:14:27] -!- maximilian_h has quit [Quit: Leaving.]
[10:25:38] -!- skunkworks has quit [Ping timeout: 240 seconds]
[10:26:09] -!- herron_ [herron_!~herron@80.175.14.110] has joined #linuxcnc
[10:28:29] <rmu> hmm. probably the motors do loose steps, this software pulse generation business is surely not optimal
[10:30:50] <Loetmichel> rmu: i had the problem once with unsielded lpt port cabnle and a chinese watercooled spindle
[10:31:23] <Loetmichel> if the spindle runs through 35-100 hz you could SEE the table moving
[10:31:39] <Loetmichel> had to shield the spindle cable AND the lpt cable ;-)
[10:34:25] -!- herron_ has quit [Ping timeout: 240 seconds]
[10:39:10] -!- skorasaurus has quit [Ping timeout: 264 seconds]
[10:47:31] -!- herron_ [herron_!~herron@80.175.14.110] has joined #linuxcnc
[10:51:46] -!- nilsht has quit [Ping timeout: 264 seconds]
[10:54:25] -!- thomaslindstr_m has quit [Remote host closed the connection]
[10:56:35] thomasli_ is now known as thomaslindstr_m_
[10:57:01] -!- thomaslindstr_m_ has quit [Remote host closed the connection]
[10:58:17] -!- thomaslindstr_m has quit [Read error: Connection reset by peer]
[11:02:24] -!- thomaslindstr_m has quit [Client Quit]
[11:02:50] <archivist> my vfd would make the B axis step a bit till I made sure the optos were driven properly
[11:11:14] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[11:14:55] -!- MacGalempsy has quit [Remote host closed the connection]
[11:36:49] -!- jnaour has quit [Ping timeout: 240 seconds]
[11:37:05] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[11:47:14] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-158-172-171.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[11:57:48] -!- Patang [Patang!~freenode@cm-84.211.101.176.getinternet.no] has joined #linuxcnc
[12:11:49] <rmu> something fishy is going on. i also suspect noise issue. will try different/shielded cable and different machine.
[12:12:32] <rmu> there is some backlash in the nuts (about 0,01-0,02mm), but sometimes, it looses as much as 0,02mm per "rotation"
[12:15:31] <Tom_itx> does the supply have enough current to run both steppers during circular interpolation?
[12:15:44] <Tom_itx> single axis only run one at a time ya know...
[12:25:46] <Loetmichel> iirc steppers dont need more power wehn running than when standing still, but less!
[12:27:44] <kengu> Loetmichel: that at least is what my lab power did show just 2 minutes ago while experimenting
[12:28:18] <Loetmichel> ... that looks strange. let me rephrase that: IIRC a stepper uses the same curren all the time, regardless of standstill or max rpm. until you do so much rpm that the drivers cant "press" enough current into the windings because of inductance
[12:28:49] <Loetmichel> then its LESS than at standstill
[12:28:58] <Loetmichel> ... that looks better
[12:29:35] <Loetmichel> hmm, anyone knpws how to clean the cooling system of a Chinese 800W spindle?
[12:29:47] <Loetmichel> it seems to have clogged with Biofilm ;-)
[12:35:25] -!- FreezingCold [FreezingCold!~FreezingC@205.211.54.162] has joined #linuxcnc
[12:37:19] <_methods> we usually use a combo of chemicals on our liquid chiller systems
[12:38:14] <archivist> jet wash, sand blast....
[12:38:28] <archivist> all the helpful suggestions :)
[12:38:46] <_methods> well we use an acid for the first one i thinkg
[12:38:53] <_methods> then a base to neutralize
[12:38:59] <_methods> then a bactiericidal
[12:39:08] <archivist> the right solvent helps
[12:39:09] <_methods> bacteriacidal
[12:39:53] -!- PetefromTn_ has quit [Quit: Always try to be modest, and be proud about it!]
[12:40:00] <Loetmichel> sandblast would bne problematic
[12:40:01] <archivist> and I just was quoting to move a cooling system (fridge)
[12:40:18] <Loetmichel> the cooling channels inside the spindle are narrwo and made of aluminium iirc
[12:40:20] <_methods> i would research diy chiller loop cleaning cycles
[12:40:24] <archivist> I was joking on the sand blast
[12:41:05] <Loetmichel> archivist: i thought about blowing my "dustlike" aluminium swarf with the blow gun through it ;-)
[12:41:05] <_methods> you should be able to obtain the chemicals reqd to do it
[12:41:44] <archivist> I was just contemplating something in a high velocity fluid
[12:41:51] <_methods> is your reservoir sealed?
[12:42:17] <archivist> will the pump like any crap left behind
[12:42:55] <_methods> and did you use deionized/distilled water for your coolant?
[12:43:57] <Loetmichel> met: no, open
[12:44:00] <_methods> ouch
[12:44:00] <Loetmichel> _methods
[12:44:06] <Loetmichel> more or less
[12:44:13] <_methods> yeah i'd use a sealed as much as possible
[12:44:20] <_methods> and distilled water
[12:44:33] <_methods> tap water has too many minerals in it
[12:44:47] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14139
[12:44:59] <Loetmichel> down the blue bucket is the reservoir
[12:45:34] <Loetmichel> http://www.cyrom.org/palbum/main.php?g2_itemId=14133
[12:45:47] <Loetmichel> just a detergent canister laid down and cut oupen and the pump submerged in it
[12:46:01] <_methods> well the more sealed the unit the less chance of bio getting in
[12:46:18] <_methods> with that open anything can get int here
[12:46:22] <Loetmichel> the blue stuff is car coolant de-icer
[12:55:09] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[12:55:13] <Loetmichel> i still can touch it, so no harm done until now ;-)
[12:55:21] -!- DaViruz has quit [Ping timeout: 264 seconds]
[12:55:39] <Loetmichel> just noticed that the motor gets unusually warm and the pump is not moving any water at all
[13:00:33] md2 is now known as Guest28712
[13:02:59] -!- md-2 has quit [Ping timeout: 269 seconds]
[13:07:24] -!- DaViruz [DaViruz!~daviruz@c83-253-207-191.bredband.comhem.se] has joined #linuxcnc
[13:13:28] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[13:19:20] * JT-Shop thinks he will squeak by on propane with 125 gallons left in one tank
[13:19:40] <Jymmm> Till when?
[13:20:33] * Jymmm sees a LOT of cold showers and toaster waffles in JT-Shop's future =)
[13:21:22] <Jymmm> JT-Shop: I hope you have one or two 5gal tanks around for emergency back up at least =)
[13:23:53] -!- Guest28712 has quit [Read error: No route to host]
[13:24:11] <Jymmm> I went thru 16 gallons in January for ONLY a little 5000 BTU heater.
[13:24:31] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[13:24:54] <archivist> live without heating, wont kill you
[13:25:34] <Jymmm> Kill me, nah. Make me irritable and cranky, yep =)
[13:26:48] <Jymmm> My fingers would burn like hell from the cold, and that was me wearing gloves. Very painful to type/write. Thus why I have the heater.
[13:28:00] <CaptHindsight> just fire up a few Pentium4 PC's, the place will be warm and toasty
[13:28:36] <Jymmm> I got rid of them all and shortly after that I got the heater. go figure =)
[13:33:39] -!- zzolo has quit [Quit: zzolo]
[13:46:34] <JT-Shop> I have 2 100lb tanks that are full...
[13:46:51] <Jymmm> oh well shit, you're good then =)
[13:47:17] <Jymmm> JT-Shop: fire up the hot tub and bbq's!!!
[13:54:02] -!- amnesic has quit [Quit: amnesic]
[13:56:26] <JT-Shop> bbq has 20lb tanks which did not have a price hike like residential and 100lb tanks
[13:56:37] <JT-Shop> $4 a gallon for a bit
[13:56:59] <Jymmm> how much is residental/gal?
[13:57:21] <JT-Shop> down to $2.65 a gallon now
[13:57:37] <Jymmm> and 20lb is $4 ?
[13:57:38] <JT-Shop> it got as high as $4/gal
[13:57:44] <Jymmm> oh, ouch
[13:57:46] <kengu> Loetmichel: um. I enabled microstepping on the circuit and now the current stays constant
[13:57:50] <JT-Shop> no
[13:58:02] <JT-Shop> 20lb is $16
[13:58:13] <Jymmm> for 15lbs?
[13:58:21] -!- balestrino has quit [Ping timeout: 264 seconds]
[13:58:38] <Jymmm> tank exchange at hardware store?
[13:58:46] <JT-Shop> whatever they weigh yea
[13:59:06] <Jymmm> Yeah, they short the tanks (bastards)
[13:59:13] <JT-Shop> residential propane was $1.80/gal in Oct
[13:59:33] <Jymmm> Why don'yt you just fill the 20lb yourself?
[13:59:48] <Jymmm> or plumb in the bbq to your big tanks
[14:00:01] <jdh_> the last exchange place I went to only filled to 75% for your safety.
[14:00:24] <Jymmm> jdh_: 19.5 is the max, safety wise
[14:01:36] <Jymmm> Usually the pump stops at 19 for mine.
[14:02:02] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-158-172-171.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[14:02:17] <jdh_> that's a fill place, not the rack exchange thing though.
[14:02:52] jdh_ is now known as jdh
[14:03:11] <Jymmm> Yeah. The exchange thing was a way of getting extra revenue, at east before the lost that class action lawsuit
[14:03:22] <Jymmm> least*
[14:03:48] <Jymmm> That's why it's documented everywhere on the fill amount =)
[14:03:54] <Jymmm> now
[14:03:57] <Jymmm> .
[14:04:34] <JT-Shop> to fill a propane tank you need a dip tube in your tank otherwise you only put a bit of vapor in.
[14:05:03] <Jymmm> dip tube?
[14:05:16] <JT-Shop> yes so you move liquid not vapor
[14:05:44] <Jymmm> Um, then how do they do it when I have my tanks refilled (not exchanged) ?
[14:06:08] <jdh> it's in teh source tank
[14:06:09] <Loetmichel> soo, now i have to make the lid, do some polishing and some Elox, then the first box is done... ->
http://www.cyrom.org/palbum/main.php?g2_itemId=14769 *what a pita to mill those 8mm thick sheets with a 3mm mill bit ;-)
[14:07:04] <Jymmm> That 3 extra lbs per tank (16 vs 19) makes a big difference with my 4 tanks at the end of the month.
[14:08:37] <Jymmm> jdh: Oh, so it's pulling liquid and not gas, gotcha. JT-Shop did say 100lb tanks, but I kept envisioing 250lb tanks that have fitting all over so you could add such a thing.
[14:09:36] <jdh> turn the tank upside down?
[14:09:43] <Jymmm> When I refill 1lb tanks, I just flip the 20lb tanks upsidedown.
[14:10:00] <JT-Shop> you can with a 100lb tank as it doens't have the fancy new valve
[14:10:37] <Jymmm> But I still have to freeze the 1lb tanks and put the 20lb tank in the sun all day.
[14:11:45] <jdh> I have heard the Blue Rhino tanks have the over-fill float set so the tank won't accept more than 15lbs.
[14:12:07] <jdh> but, could just be the gas guy knocking the exchange place.
[14:12:51] <Jymmm> jdh: Hmmm, a couple of my tanks were from Lowes is that blue rhino?), they all fill to 19lbs
[14:14:41] <Jymmm> I get cheap/free tanks off CL. If they are close to expiring I exchange them at Lowes and look for the newest tank. Then I' usually good for another 9 years worth or refills =)
[14:14:55] <Jymmm> I'm*
[14:22:24] <jdh> I go to one at lowes when the refill place is closed. The cage that opens is rarely the one that the machine says will open.
[14:23:42] <Jymmm> machine?
[14:23:48] <CaptHindsight> do people leave their empty tanks next to the cages? I never have to buy a tank.
[14:24:48] <Jymmm> jdh: You have some unattended tank exchange vending machine in your area?
[14:26:00] <CaptHindsight> loews, menards and others all have them
[14:26:15] <Jymmm> a VENDING machine?
[14:26:21] <CaptHindsight> yes
[14:26:39] <Jymmm> Hmmm, I'll be damn. nothing like that here in Calif. Maybe it's a law
[14:27:09] <CaptHindsight> swipe your card, a cage door opens, if you place you old empty back in then you jst get charged for a refill vs full new tank
[14:27:59] <CaptHindsight> but some people just leave their empties next to the machine
[14:28:23] <Jymmm> Oh, lol. PROFIT FOR YOU!!!
[14:28:28] <Jymmm> http://www.kioskmarketplace.com/images/KMCbigvending2.jpg
[14:28:41] <Jymmm> had to google that, never saw one beofre.
[14:30:04] <CaptHindsight> http://www.crossvending.com/wp-content/uploads/2010/06/PropaneTankVendingMachine.png most are just one half this size
[14:30:48] -!- mackerski has quit [Ping timeout: 265 seconds]
[14:30:48] mackerski_ is now known as mackerski
[14:31:32] <Jymmm> That's kinda cool. can get propane at 4am and if SHTF... Got crowbar? Get propane! =)
[14:34:34] <jdh> the one at the lowes near me is maybe 3 high and 50 long?
[14:37:54] <pcw_home> I think the AMD 350 is the current favorite
[14:38:03] <pcw_home> oops
[14:48:22] -!- mackerski has quit [Quit: mackerski]
[14:49:46] <PetefromTn_> Makin' sacrificial vise jaws...!!
[14:59:59] -!- kwallace has quit [Ping timeout: 240 seconds]
[15:03:21] <pcw_home> Is this to appease the CNC gods?
[15:07:48] <zeeshan> natural gas bbq!
[15:07:48] <zeeshan> :D
[15:08:29] -!- GammaX [GammaX!~Gamma-X@unaffiliated/gammax] has joined #linuxcnc
[15:08:51] <GammaX> Morning all
[15:09:47] <zeeshan> hi
[15:12:01] <GammaX> zeeshan, where you located?
[15:12:18] -!- lyzidiamond has quit [Ping timeout: 240 seconds]
[15:12:21] <zeeshan> hamilton, ontario, canada
[15:12:31] <zeeshan> you?
[15:12:44] <GammaX> denver co currently but in a month and half, long island ny.
[15:12:55] <zeeshan> so you'll be about 8 hours from me :p
[15:15:08] <GammaX> this is true
[15:19:42] -!- dway has quit [Quit: NOOOOOOooooooooo……]
[15:23:38] -!- skunkworks has quit [Ping timeout: 240 seconds]
[15:27:13] -!- larryone has quit [Quit: This computer has gone to sleep]
[15:30:41] -!- lyzidiamond has quit [Read error: Connection reset by peer]
[15:43:02] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[15:44:21] <tjtr33> PetefromTn_, caveat: the steps listed in #_remapping_toolchange_related_codes_t_m6_m61 dont include orienting the spindle, just stopping it
[15:44:25] -!- amiri has quit [Ping timeout: 240 seconds]
[15:44:26] <PetefromTn_> pcw_home But of course it is.. that and so I can hold this funky shaped part I am making today. LOL
[15:45:02] <tjtr33> PetefromTn_, ^^ for when you write your toolchanger code
[15:45:38] <PetefromTn_> tjtr33 Really I have not looked into it that much. I need to really try to understand this so we can wrap out pea brains around it before we begin.
[15:46:34] <PetefromTn_> Just got off the phone with someone who is coming to look at my house tomorrow again. Who knows maybe we will sell it here soon. That will begin another adventure...MOVING THIS BEAST!!
[15:46:55] <GammaX> where you headed to again PetefromTn_ ?
[15:47:01] <PetefromTn_> incidentally the machine ran perfect today so far the modbus spindle control is working great.
[15:47:09] <PetefromTn_> SUNNY FLORIDA MAN!!!
[15:47:39] <tjtr33> machines that can replicate themselves? hell, we want machines that can relocate themselves!
[15:48:08] <GammaX> PetefromTn_, .... which part? Ill pass on florida! Too hot!
[15:49:04] <PetefromTn_> Grew up there man.. used to it. Port Saint Lucie...
[15:49:12] <GammaX> ahhh
[15:49:15] <GammaX> how old are ya now?
[15:49:18] <PetefromTn_> it's too damn cold here for me..
[15:49:23] <PetefromTn_> TOO DAMN OLD!!
[15:49:25] <GammaX> ur in tn right?
[15:49:34] <PetefromTn_> LOL i'm 43
[15:49:41] <PetefromTn_> yup.
[15:49:50] <GammaX> thats not old
[15:49:52] <GammaX> mid age
[15:50:08] <PetefromTn_> would be nice to be able to get into the machine and drive it down there huh...LOL
[15:50:14] -!- FreezingCold has quit [Ping timeout: 244 seconds]
[15:50:28] <PetefromTn_> yeah I was kidding man..
[15:50:50] <tjtr33> re: upper case comments: Peter Sellers in Whats New Pussycat as Dr. Fritz Fassbender: "Silence when you're shouting at me!
[15:51:00] <PetefromTn_> If I can sell this house we will be having quite an adventure moving all my schtuff..
[15:51:51] <GammaX> well im moving my entire shop, granted not huge stuff biggest is that hc, but accross country. in month and half.
[15:52:09] <PetefromTn_> yeah that part of it sucks huh...
[15:52:27] <PetefromTn_> BRB gotta make me a sammich here for lunch...
[15:52:34] <GammaX> luckily it should just be 1 road basicly hole way...
[16:06:13] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[16:06:25] <skunkworks> pcw_home,
http://www.cnczone.com/forums/servo-motors-drives/214600-can-use-rectified-240-volts-run-146-a.html
[16:08:29] -!- patrickarlt has quit [Remote host closed the connection]
[16:08:57] -!- FreezingCold [FreezingCold!~FreezingC@205.211.50.161] has joined #linuxcnc
[16:13:29] -!- larryone has quit [Ping timeout: 240 seconds]
[16:14:14] -!- chillly has quit [Ping timeout: 265 seconds]
[16:14:17] <TekniQue> skunkworks: that'll work if your equipment doesn't expect the DC ground to be a chassis ground anywhere
[16:14:28] <PetefromTn_> http://www.youtube.com/watch?v=s4xEo5GcXHk pretty cool setup here..
[16:14:31] <TekniQue> or even signal ground
[16:15:16] <TekniQue> otherwise you'll need an isolation transformer
[16:15:31] -!- cncdxf [cncdxf!4ea57e01@gateway/web/freenode/ip.78.165.126.1] has joined #linuxcnc
[16:15:41] <cncdxf> hi friends
[16:15:48] <skunkworks> heh - I wasn't even thinking about grounding.. (just scaling of the dac)
[16:16:19] <PetefromTn_> hi cnc..
[16:16:19] <cncdxf> Does anybody speak Turkish?
[16:16:33] <skunkworks> cncdxf, not that I know of.. sorry
[16:16:45] <cncdxf> :)
[16:16:58] <cncdxf> I new in linuxcnc
[16:17:04] <PetefromTn_> I can talk turkey but cannot speak the language LOL.
[16:17:17] <cncdxf> so bad :)
[16:17:23] <cncdxf> glu glu
[16:17:31] <kengu> uhm
[16:17:37] <cncdxf> pstoedit not working
[16:17:39] <ReadError> gobble gobble
[16:17:56] <cncdxf> example pstoedit aa.psd aa.dxf
[16:18:27] <cncdxf> how I do?
[16:20:36] <cncdxf> skunkworks: ?
[16:20:39] <cncdxf> PetefromTn_: ?
[16:20:40] <skunkworks> cncdxf, pstoedit is not part of linuxcnc...
[16:20:51] <skunkworks> I don't know if anyone here uses it...
[16:21:08] <cncdxf> how I do psd convert to dxf?
[16:21:19] <PetefromTn_> sounds like he wants to turn PDF to DXF..
[16:21:29] <cncdxf> yes PetefromTn_ :)
[16:21:57] <PetefromTn_> There are converters or you can use draftsight for free,,just import .pdf and save as .dxf after any changes..?
[16:22:15] <jdh> draftsight will do that?
[16:22:22] <PetefromTn_> I think so...
[16:22:42] <PetefromTn_> I have worked with .pdf files before in it..
[16:22:50] <jdh> vectors only?
[16:22:52] <cncdxf> draftsight not work gcode
[16:23:00] <PetefromTn_> if not there are programs that will do it.
[16:23:12] <cncdxf> my some archive .pdf
[16:23:12] <PetefromTn_> you want G-code from .pdf files?
[16:23:27] <cncdxf> do you use cut2d?
[16:23:30] <cncdxf> on windows
[16:23:35] <PetefromTn_> cncdxf do you have an example file?
[16:23:38] <jdh> I use cut2d
[16:24:05] <cncdxf> I want use smilar cut2d , on linux.
[16:24:30] <PetefromTn_> do you have a post processor?
[16:24:55] <jdh> there is nothing I've seen similar to cut2d
[16:25:04] <cncdxf> cut2d open pdf , automatic convert vector ,and editable. and save gcode. all work , one program.
[16:25:24] <cncdxf> PetefromTn_: I'm new linuxcnc
[16:25:45] <cncdxf> before cut2d+kcam4 and mach3
[16:25:56] <cncdxf> and artcam , on windows.
[16:26:03] <PetefromTn_> pew did he just say mach3?//
[16:26:19] <PetefromTn_> ;)
[16:26:20] <cncdxf> jdh: what do you use?
[16:26:28] <jdh> cut2d
[16:26:35] <cncdxf> artsoft mach3 PetefromTn_ :)
[16:26:40] <cncdxf> jdh: on linux?
[16:26:50] <jdh> no, but I've heard it works under wine
[16:27:04] <cncdxf> yes ,but price
[16:27:14] <cncdxf> try kedicad
[16:27:27] <cncdxf> for vector and gcode
[16:27:42] <jdh> cut2d is fairly cheap. I even paid for mine.
[16:27:42] <cncdxf> but not open image or pdf
[16:28:15] <cncdxf> yes very lite and powerfull program this price.
[16:28:43] <cncdxf> do you use cut2d + emc2?
[16:28:46] <cncdxf> jdh:
[16:29:29] <jdh> yep, works great
[16:31:22] <cncdxf> why do you use mach3?
[16:31:27] <cncdxf> sorry
[16:31:34] <cncdxf> why doN'T you use mach3?
[16:31:55] <archivist> it has issues :)
[16:32:34] <jdh> it's ugly
[16:32:50] <jdh> and windows is not suitable for real time control
[16:33:00] <cncdxf> :)
[16:33:12] <jdh> but, it does fine for CAD/CAM
[16:33:35] <cncdxf> I thing good way is , load external rom and work.
[16:33:52] <cncdxf> thanks I tray cut2d+emc2
[16:34:08] <cncdxf> but look your freetime kedi :)
[16:34:14] <jdh> vectric has a post-processor for emc2/linuxcnc. both metric and imperial
[16:36:07] <PetefromTn_> you might consider using CamBam as well CNCdxf I have been using it lately and it is pretty nice. Also has 3d toolpathing.
[16:37:07] <cncdxf> very good news jdh
[16:37:26] <PetefromTn_> also apparently inkscape can import .pdf and export .dxf as well...
[16:37:38] <cncdxf> cambam is free?
[16:38:27] <PetefromTn_> no but it is pretty cheap for what you are getting.. l
[16:38:54] <cncdxf> but windows
[16:40:40] <PetefromTn_> http://www.cambam.info/ref/ref.linux
[16:40:55] <cncdxf> thanks for all, I will download cambam , and inkspace, came to later.
[16:41:34] <PetefromTn_> good luck man!
[16:41:39] <cncdxf> and try wine+cut2d
[16:41:56] <cncdxf> thanks friends see you lat..maybe tomorrow :)
[16:44:04] -!- cncdxf has quit [Quit: Page closed]
[16:46:21] -!- the_wench has quit [Ping timeout: 264 seconds]
[16:47:32] -!- archivist has quit [Ping timeout: 244 seconds]
[16:48:10] -!- tjtr33 has quit [Quit: Leaving]
[16:57:26] -!- skorasaurus has quit [Ping timeout: 252 seconds]
[16:59:36] -!- ktchk [ktchk!~eddie6929@n219073071198.netvigator.com] has joined #linuxcnc
[17:00:19] -!- thomaslindstr_m has quit [Quit: Leaving...]
[17:01:46] -!- ktchk [ktchk!~eddie6929@n219073071198.netvigator.com] has parted #linuxcnc
[17:02:06] -!- archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[17:05:58] -!- Einar [Einar!~Einar@108.90-149-34.nextgentel.com] has joined #linuxcnc
[17:07:33] -!- skorasaurus2 has quit [Quit: WeeChat 0.4.3]
[17:08:54] -!- chillly has quit [Read error: Operation timed out]
[17:12:29] -!- FreezingCold has quit [Ping timeout: 240 seconds]
[17:14:53] -!- Swapper_ [Swapper_!~swapper@81-229-58-149-no121.tbcn.telia.com] has joined #linuxcnc
[17:16:59] -!- julianlam has quit [Ping timeout: 244 seconds]
[17:18:31] -!- the_wench [the_wench!~the_wench@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[17:19:07] -!- Swapper_ has quit [Ping timeout: 245 seconds]
[17:21:40] -!- Swapper_ [Swapper_!~swapper@81-229-58-149-no121.tbcn.telia.com] has joined #linuxcnc
[17:24:38] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[17:26:12] -!- Swapper_ has quit [Ping timeout: 245 seconds]
[17:31:05] -!- mackerski has quit [Quit: mackerski]
[17:38:21] -!- PetefromTn_ has quit [Quit: Don't push the red button!]
[17:38:43] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-158-172-171.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[17:43:43] -!- mcfloppy [mcfloppy!~kvirc@95-88-15-251-dynip.superkabel.de] has joined #linuxcnc
[17:59:58] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-102-56-dynip.superkabel.de] has joined #linuxcnc
[18:00:00] <IchGuckLive> hi all B)
[18:24:13] -!- md-2 has quit [Remote host closed the connection]
[18:27:37] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[18:29:06] -!- bedah [bedah!~bedah@g224153062.adsl.alicedsl.de] has joined #linuxcnc
[18:29:19] -!- md-2 has quit [Ping timeout: 244 seconds]
[18:39:52] <IchGuckLive> after 2 days of realy bussi here today its quite at Europ time 1
[18:43:46] <IchGuckLive> today i milled the first balcony board for my windmill retrofit
[18:44:20] <rmu> for teh record: i think i found the problem with my machine. looks like the capacitors in the power supply were dry. when stepping slowly with 3 motors, supply voltage dropped too far, and steps were lost.
[18:45:17] <IchGuckLive> its good to get a big capaciter chain but keep in mind you might get a dead chain on it
[18:45:37] <IchGuckLive> rmu: what voltige do you use for your steppers
[18:45:43] <rmu> 40V
[18:45:55] <IchGuckLive> are you in the USA
[18:46:00] <rmu> no
[18:46:04] <rmu> austria
[18:46:18] <IchGuckLive> im in germany near french boarder
[18:50:13] -!- amnesic has quit [Quit: amnesic]
[18:50:45] -!- mhaberler has quit [Client Quit]
[18:58:47] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[19:00:01] -!- shurshur has quit [Ping timeout: 265 seconds]
[19:03:06] <IchGuckLive> im off BYE
[19:03:11] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[19:05:38] -!- trufa has quit [Ping timeout: 253 seconds]
[19:07:41] -!- Cylly [Cylly!cylly@p54B11161.dip0.t-ipconnect.de] has joined #linuxcnc
[19:09:20] -!- moineau has quit [Remote host closed the connection]
[19:09:59] -!- Loetmichel has quit [Ping timeout: 240 seconds]
[19:15:06] -!- md-2 has quit [Remote host closed the connection]
[19:16:27] -!- underu [underu!~underu@95.215.141.67] has joined #linuxcnc
[19:19:59] -!- md-2 has quit [Ping timeout: 240 seconds]
[19:23:19] -!- kfoltman [kfoltman!~kfoltman@188.141.18.243] has joined #linuxcnc
[19:24:02] -!- nmorgun has quit [Remote host closed the connection]
[19:24:02] -!- underu has quit [Remote host closed the connection]
[19:27:59] -!- sumpfralle has quit [Ping timeout: 269 seconds]
[19:28:23] <archivist> rmu, how much was it dipping
[19:31:26] -!- jeltikov [jeltikov!~jeltikov@91.217.162.211] has joined #linuxcnc
[19:32:48] -!- sirdancealot has quit [Quit: Ragequit]
[19:35:51] -!- sumpfralle1 [sumpfralle1!~lars@d.mail.systemausfall.org] has joined #linuxcnc
[19:38:29] -!- larryone has quit [Quit: This computer has gone to sleep]
[19:39:13] <rmu> archivist: didn't have my scope nearby, don't know, but enough that it affected the motors
[19:41:31] -!- larryone has quit [Remote host closed the connection]
[19:42:09] -!- solotours has quit [Remote host closed the connection]
[19:42:10] -!- jeltikov has quit [Remote host closed the connection]
[19:43:45] -!- Swapper_ [Swapper_!~swapper@81-229-58-225-no121.tbcn.telia.com] has joined #linuxcnc
[19:43:58] -!- dimoff [dimoff!~dimoff@91.233.89.45] has joined #linuxcnc
[19:46:24] -!- stravinsky has quit [Remote host closed the connection]
[19:46:25] -!- proruha has quit [Remote host closed the connection]
[19:46:25] -!- dimoff has quit [Remote host closed the connection]
[19:48:35] -!- kfoltman has quit [Quit: Ex-Chat]
[19:52:43] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[19:54:16] -!- motioncontrol [motioncontrol!~io@host140-77-dynamic.16-87-r.retail.telecomitalia.it] has joined #linuxcnc
[19:55:08] -!- patrickarlt has quit [Ping timeout: 265 seconds]
[19:57:18] -!- skunkworks has quit [Quit: Leaving]
[19:57:23] skunkworks_ is now known as skunkworks
[20:01:38] -!- skunkworks has quit [Ping timeout: 240 seconds]
[20:10:01] -!- pcw_home has quit [Ping timeout: 240 seconds]
[20:10:32] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[20:11:06] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust436.20-1.cable.virginm.net] has joined #linuxcnc
[20:20:41] -!- ve7it has quit [Remote host closed the connection]
[20:21:24] -!- chriscalip has quit [Quit: Ex-Chat]
[20:24:59] <Connor> dang, it's dead in here today
[20:29:35] <andypugh> We are all on the secret forum that you don't know about.
[20:29:40] -!- Guest83714 has quit []
[20:30:25] -!- wilk [wilk!4d39d4b7@gateway/web/freenode/ip.77.57.212.183] has joined #linuxcnc
[20:30:27] -!- borscht [borscht!~borscht@91.213.72.11] has joined #linuxcnc
[20:30:31] <archivist> I am thinking which method of gear shaping to implement
[20:31:37] -!- ink has quit [Ping timeout: 240 seconds]
[20:32:17] <archivist> do I quote high, or quote reasonable just for the fun of implementing gear shaping
[20:33:27] <Jymmm> R&D ?
[20:33:41] <Jymmm> one time?
[20:34:05] <Connor> archivist: Gear shaping in what ?
[20:34:08] <archivist> one off but the effort would get me another technique
[20:34:16] <archivist> plastic
http://www.collection.archivist.info/archive/mirror/musicbox/DSCF4332.JPG
[20:34:34] <Jymmm> archivist: go reasonable if your costs are covered at least.
[20:34:51] <Jymmm> archivist: they might have other things in the future you might be interested in.
[20:34:54] -!- wilk has quit [Client Quit]
[20:35:13] <Jymmm> archivist: or maybe go between the two?
[20:35:36] <Jymmm> that way they dont try to low ball you down the road.
[20:35:50] <archivist> doubt it, considering what the item is from
[20:36:09] <Jymmm> an in-use pace maker? lol
[20:36:24] <Connor> You would think you could find a replacement part on ebay or from another mech for that..
[20:36:33] <Jymmm> Dr archivist I presume =)
[20:36:34] <archivist> no, just a cheap music box movement
[20:36:34] <Connor> that was the song box wasn't ?
[20:37:24] <archivist> Connor, I googled and looked for this version but did not find
[20:41:26] -!- bedah has quit [Quit: Ex-Chat]
[20:42:01] -!- lkprom has quit [Remote host closed the connection]
[20:42:01] -!- borscht has quit [Remote host closed the connection]
[20:43:02] <Einar> Try "knuring" it with a matching gear that is heated up above the melting point of your blank.
[20:43:41] <Einar> knurling
[20:43:45] -!- kristishka [kristishka!~kristishk@194.242.2.28] has joined #linuxcnc
[20:43:49] -!- ink [ink!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[20:44:20] Cylly is now known as Loetmichel
[20:45:15] -!- tjtr33 [tjtr33!~tjtr33@76-216-190-185.lightspeed.cicril.sbcglobal.net] has joined #linuxcnc
[20:45:53] <archivist> I think shaping would be easier and less stressful to the plastic
[20:46:29] <tjtr33> Einar, thats quite a bit like EDMing it with a female electrode ( blank on A axis , electrode on B )
[20:46:45] <tjtr33> wont the new gear be metal?
[20:47:19] <archivist> not decided on new material as it meshes with a plastic gear
[20:47:26] -!- filica has quit [Remote host closed the connection]
[20:47:27] -!- kristishka has quit [Remote host closed the connection]
[20:47:27] -!- igortem has quit [Remote host closed the connection]
[20:48:52] -!- lyzidiamond has quit [Quit: lyzidiamond]
[20:48:59] <archivist> I can hob the cutter
[20:51:37] <Einar> It looks like a really low accuracy part, so why not use the closest gearcutter you can find?
[20:52:11] <archivist> if you look closely there is a boss
[20:52:44] <Einar> What's the diameter of this wheel?
[20:53:25] <archivist> a normal milling cutter would destroy that, and it needs all the boss strength for the press fit mount (the reason it failed)
[20:53:35] <archivist> 8mm ish
[20:53:57] <archivist> 18 teeth mod.4
[20:54:20] -!- patrickarlt has quit [Remote host closed the connection]
[20:54:48] <Einar> OK. Then finding a small enough cutter to avoid touching the boss will be hard. Or impossible.
[20:55:41] <archivist> I have a bunch of watch size cutters but nothing close
[20:56:27] -!- balestrino [balestrino!~balestrin@host36-205-dynamic.18-79-r.retail.telecomitalia.it] has joined #linuxcnc
[20:58:07] <tjtr33> built up? simple disk with boss & inserted pins for teeth?
[21:00:32] -!- FinboySlick has quit [Quit: Leaving.]
[21:00:53] <archivist> contrate tooth form is a bit odd, a bastard version of an involute
[21:02:28] <andypugh> Single-lip formed endmill?
[21:03:45] <archivist> I have wondered about grinding a form tool, I often do that
[21:04:42] <archivist> but then I miss the fun of shaping :(
[21:09:52] -!- theorb [theorb!~theorb@91.84.53.6] has joined #linuxcnc
[21:12:16] -!- rmu_ [rmu_!~robert@90.146.69.141] has joined #linuxcnc
[21:12:43] -!- sumpfralle1 has quit [Ping timeout: 252 seconds]
[21:21:14] -!- zzolo has quit [Quit: zzolo]
[21:21:37] -!- TekniQue_ [TekniQue_!baldur@foo.is] has joined #linuxcnc
[21:22:57] -!- balestrino has quit [Ping timeout: 264 seconds]
[21:23:15] -!- balestrino [balestrino!~balestrin@host36-205-dynamic.18-79-r.retail.telecomitalia.it] has joined #linuxcnc
[21:24:12] -!- dompogv has quit [Remote host closed the connection]
[21:24:19] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[21:24:33] -!- Vq_ [Vq_!~vq@81-225-108-241-no123.tbcn.telia.com] has joined #linuxcnc
[21:24:42] -!- tjb11 has quit [Read error: Connection reset by peer]
[21:25:09] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[21:25:25] -!- chillly has quit [Quit: Leaving]
[21:26:29] -!- tjb1 has quit [Disconnected by services]
[21:26:32] tjb11 is now known as tjb1
[21:26:33] -!- skorasaurus has quit [Ping timeout: 264 seconds]
[21:27:07] -!- palien [palien!~palien@91.213.93.182] has joined #linuxcnc
[21:27:35] -!- palien has quit [Remote host closed the connection]
[21:27:37] -!- sivu_ [sivu_!sivu@tyhma.paeae.fi] has joined #linuxcnc
[21:27:56] -!- olli- has quit [Ping timeout: 245 seconds]
[21:27:57] -!- os1r1s has quit [Ping timeout: 245 seconds]
[21:27:58] -!- jerryitt has quit [Ping timeout: 245 seconds]
[21:27:59] -!- os1r1s_ [os1r1s_!~os1r1s@mounicou.com] has joined #linuxcnc
[21:27:59] -!- Swapper_ has quit [Ping timeout: 245 seconds]
[21:28:01] -!- Vq has quit [Ping timeout: 245 seconds]
[21:28:02] -!- MarkusBec has quit [Ping timeout: 245 seconds]
[21:28:02] -!- Spyou has quit [Ping timeout: 245 seconds]
[21:28:03] -!- liedman has quit [Ping timeout: 245 seconds]
[21:28:04] -!- tris has quit [Ping timeout: 245 seconds]
[21:28:04] -!- sivu has quit [Ping timeout: 245 seconds]
[21:28:07] -!- awallin_ has quit [Ping timeout: 245 seconds]
[21:28:09] -!- TekniQue has quit [Ping timeout: 245 seconds]
[21:28:09] -!- tom_o_t has quit [Ping timeout: 245 seconds]
[21:28:12] olli^-^ is now known as olli-
[21:28:23] os1r1s_ is now known as os1r1s
[21:30:28] -!- vadiimmed has quit [Remote host closed the connection]
[21:30:29] -!- pppolina has quit [Remote host closed the connection]
[21:30:29] -!- vodzavod has quit [Remote host closed the connection]
[21:30:38] -!- Swapper_ [Swapper_!~swapper@81-229-58-225-no121.tbcn.telia.com] has joined #linuxcnc
[21:30:45] -!- ingsoc has quit [Ping timeout: 264 seconds]
[21:32:41] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[21:33:01] -!- oeon has quit [*.net *.split]
[21:33:01] -!- GammaX has quit [*.net *.split]
[21:33:01] -!- kwallace3 has quit [*.net *.split]
[21:33:02] -!- ries has quit [*.net *.split]
[21:33:03] -!- seb_kuzminsky has quit [*.net *.split]
[21:33:06] -!- KGB-linuxcnc has quit [*.net *.split]
[21:33:07] -!- toxx has quit [*.net *.split]
[21:33:08] -!- toastyde1th has quit [*.net *.split]
[21:33:08] -!- tumdedum has quit [*.net *.split]
[21:33:08] -!- copec has quit [*.net *.split]
[21:33:11] -!- jleh has quit [*.net *.split]
[21:38:07] -!- seb_kuzminsky [seb_kuzminsky!~seb@75-166-179-50.hlrn.qwest.net] has joined #linuxcnc
[21:38:24] -!- toxx [toxx!~cnc-guy@v3-1260.vlinux.de] has joined #linuxcnc
[21:38:37] -!- toastyde1th [toastyde1th!~toast@69.244.86.195] has joined #linuxcnc
[21:38:38] -!- GammaX [GammaX!~Gamma-X@174-16-223-90.hlrn.qwest.net] has joined #linuxcnc
[21:39:03] -!- patrickarlt has quit [*.net *.split]
[21:39:05] -!- mcfloppy has quit [*.net *.split]
[21:39:06] -!- amiri_ has quit [*.net *.split]
[21:39:07] -!- Patang has quit [*.net *.split]
[21:39:08] -!- theorbtwo has quit [*.net *.split]
[21:39:08] -!- rmu has quit [*.net *.split]
[21:39:08] -!- xxoxx has quit [*.net *.split]
[21:39:08] -!- mcell has quit [*.net *.split]
[21:39:09] -!- l0ggy has quit [*.net *.split]
[21:39:11] -!- KreAture_Zzz has quit [*.net *.split]
[21:39:15] -!- sivu_ has quit [*.net *.split]
[21:39:17] -!- ink has quit [*.net *.split]
[21:39:18] -!- shurshur has quit [*.net *.split]
[21:39:19] -!- Einar has quit [*.net *.split]
[21:39:19] -!- archivist has quit [*.net *.split]
[21:39:22] -!- rosslyoung has quit [*.net *.split]
[21:39:22] -!- kludge` has quit [*.net *.split]
[21:39:22] -!- syyl-- has quit [*.net *.split]
[21:39:22] -!- asdfasd has quit [*.net *.split]
[21:39:22] -!- rob_h has quit [*.net *.split]
[21:39:22] -!- Fox_Muldr has quit [*.net *.split]
[21:39:23] -!- humble_sea_bass has quit [*.net *.split]
[21:39:23] -!- Tugge_ has quit [*.net *.split]
[21:39:24] -!- zlog has quit [*.net *.split]
[21:39:25] -!- Connor has quit [*.net *.split]
[21:39:26] -!- gene78 has quit [*.net *.split]
[21:39:26] -!- radish has quit [*.net *.split]
[21:39:27] -!- cmorley1 has quit [*.net *.split]
[21:39:28] -!- sulky has quit [*.net *.split]
[21:39:28] -!- gambakufu has quit [*.net *.split]
[21:39:29] -!- RagingComput has quit [*.net *.split]
[21:39:29] -!- CaptHindsight has quit [*.net *.split]
[21:39:30] -!- beawesomeinstead has quit [*.net *.split]
[21:39:30] -!- uwe_ has quit [*.net *.split]
[21:39:30] -!- `Nerobro has quit [*.net *.split]
[21:39:30] -!- likewhoa has quit [*.net *.split]
[21:39:31] -!- ssi has quit [*.net *.split]
[21:39:32] -!- roh has quit [*.net *.split]
[21:39:32] -!- jdh has quit [*.net *.split]
[21:39:34] -!- miss0r has quit [*.net *.split]
[21:39:34] -!- amatecha has quit [*.net *.split]
[21:39:35] -!- Jeebiss has quit [*.net *.split]
[21:39:36] -!- _methods has quit [*.net *.split]
[21:39:42] -!- awallin [awallin!awallin@lakka.kapsi.fi] has joined #linuxcnc
[21:39:43] theorb is now known as theorbtwo
[21:41:12] -!- tris- [tris-!tristan@camel.ethereal.net] has joined #linuxcnc
[21:41:12] -!- sivu_ [sivu_!sivu@tyhma.paeae.fi] has joined #linuxcnc
[21:41:12] -!- ink [ink!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[21:41:12] -!- Einar [Einar!~Einar@108.90-149-34.nextgentel.com] has joined #linuxcnc
[21:41:12] -!- archivist [archivist!~archivist@host81-149-189-98.in-addr.btopenworld.com] has joined #linuxcnc
[21:41:12] -!- syyl-- [syyl--!~syyl@p4FD117F3.dip0.t-ipconnect.de] has joined #linuxcnc
[21:41:12] -!- asdfasd [asdfasd!~gfsfgsdf@94.10.252.67] has joined #linuxcnc
[21:41:12] -!- rob_h [rob_h!~robh@176.252.171.161] has joined #linuxcnc
[21:41:12] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f741e7c.pool.mediaWays.net] has joined #linuxcnc
[21:41:12] -!- humble_sea_bass [humble_sea_bass!~hsb@ma.sdf.org] has joined #linuxcnc
[21:41:12] -!- Tugge_ [Tugge_!~tugge@a91-153-45-7.elisa-laajakaista.fi] has joined #linuxcnc
[21:41:12] -!- zlog [zlog!~zlog@ip24-255-188-115.ks.ks.cox.net] has joined #linuxcnc
[21:41:12] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[21:41:12] -!- gene78 [gene78!~gene@204.111.64.149] has joined #linuxcnc
[21:41:12] -!- cmorley1 [cmorley1!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[21:41:12] -!- sulky [sulky!sulky@gateway/shell/cadoth.net/x-moxbgpxgqunuqfjp] has joined #linuxcnc
[21:41:12] -!- gambakufu [gambakufu!~ah@bzq-84-110-209-143.red.bezeqint.net] has joined #linuxcnc
[21:41:12] -!- RagingComput [RagingComput!~RagingCom@ip174-71-121-196.om.om.cox.net] has joined #linuxcnc
[21:41:12] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[21:41:13] -!- uwe_ [uwe_!~uwe_@dslb-088-064-212-101.pools.arcor-ip.net] has joined #linuxcnc
[21:41:13] -!- `Nerobro [`Nerobro!fwuser@globalcom.global-com.com] has joined #linuxcnc
[21:41:13] -!- ssi [ssi!~ssi@app2.prototechnical.com] has joined #linuxcnc
[21:41:13] -!- roh [roh!~roh@yamato.hyte.de] has joined #linuxcnc
[21:41:13] -!- jdh [jdh!~jdh@miranda.org] has joined #linuxcnc
[21:41:13] -!- miss0r [miss0r!~andreas@188-183-233-18-dynamic.dk.customer.tdc.net] has joined #linuxcnc
[21:41:13] -!- Jeebiss [Jeebiss!uid25046@gateway/web/irccloud.com/x-iyixiihxqyxxogdw] has joined #linuxcnc
[21:41:13] -!- _methods [_methods!~minotaur@192.81.210.43] has joined #linuxcnc
[21:41:23] -!- copec [copec!~copec@schrodbox.unaen.org] has joined #linuxcnc
[21:41:23] -!- copec has quit [Excess Flood]
[21:41:44] -!- PetefromTn_ has quit [Quit: Say What?]
[21:41:54] -!- sulky has quit [Max SendQ exceeded]
[21:42:16] -!- sulky [sulky!sulky@gateway/shell/cadoth.net/x-uhyzbamwcagitexu] has joined #linuxcnc
[21:44:02] -!- motioncontrol has quit [Quit: Sto andando via]
[21:44:49] -!- KreAture_Zzz [KreAture_Zzz!~KreAture@178.74.17.46] has joined #linuxcnc
[21:44:56] -!- mcell [mcell!~mcell@catv-80-98-222-153.catv.broadband.hu] has joined #linuxcnc
[21:45:13] -!- patrickarlt has quit [Remote host closed the connection]
[21:45:40] -!- copec [copec!~copec@schrodbox.unaen.org] has joined #linuxcnc
[21:46:01] -!- xxoxx [xxoxx!~xxoxx@49.77.130.192] has joined #linuxcnc
[21:46:01] -!- xxoxx has quit [Changing host]
[21:46:01] -!- xxoxx [xxoxx!~xxoxx@tor/regular/xxoxx] has joined #linuxcnc
[21:46:46] -!- skorasaurus has quit [Ping timeout: 265 seconds]
[21:47:00] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[21:48:44] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[21:48:56] -!- tjtr33 has quit [Quit: Leaving]
[21:49:04] -!- Patang [Patang!~freenode@cm-84.211.101.176.getinternet.no] has joined #linuxcnc
[21:49:41] -!- MarkusBec [MarkusBec!znc@80.69.39.131] has joined #linuxcnc
[21:55:41] -!- motioncontrol [motioncontrol!~io@host140-77-dynamic.16-87-r.retail.telecomitalia.it] has joined #linuxcnc
[21:56:03] -!- motioncontrol has quit [Client Quit]
[21:57:17] -!- _balestrino [_balestrino!~balestrin@host36-205-dynamic.18-79-r.retail.telecomitalia.it] has joined #linuxcnc
[21:59:20] -!- balestrino has quit [Ping timeout: 265 seconds]
[22:01:44] -!- _balestrino has quit [Ping timeout: 252 seconds]
[22:04:18] -!- Sansi [Sansi!~opera@p5DCF99C0.dip0.t-ipconnect.de] has joined #linuxcnc
[22:04:21] -!- Sansi [Sansi!~opera@p5DCF99C0.dip0.t-ipconnect.de] has parted #linuxcnc
[22:06:05] -!- chriscalip has quit [Ping timeout: 252 seconds]
[22:10:06] <Deejay> gn8
[22:10:48] -!- Deejay has quit [Quit: bye]
[22:22:29] <CaptHindsight> net split is over
[22:24:47] <Tom_itx> until rucas decides to play some more
[22:24:59] <Tom_itx> there's actually a channel they are in laughing about it
[22:25:26] -!- xxoxx has quit [Read error: Operation timed out]
[22:26:17] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[22:26:53] -!- tjb1 has quit [Ping timeout: 265 seconds]
[22:27:08] -!- skorasaurus has quit [Ping timeout: 246 seconds]
[22:27:37] tjb11 is now known as tjb1
[22:36:05] -!- calvinmetcalf has quit [Quit: Connection closed for inactivity]
[22:45:39] -!- FreezingCold has quit [Read error: Operation timed out]
[22:48:02] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-158-172-171.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[22:51:32] <Tom_itx> andypugh, got a link to your horizontal mill?
[22:52:08] <andypugh> https://plus.google.com/photos/108164504656404380542/albums/5901688686374813281
[22:52:16] <Tom_itx> thanks
[22:52:57] -!- lyzidiamond has quit [Ping timeout: 264 seconds]
[22:53:14] <andypugh> and
http://www.cnczone.com/forums/vertical-mill-lathe-project-log/109301-harrison-universal-miller-conversion.html
[22:55:49] <zeeshan> andypugh:
[22:55:54] <zeeshan> https://lh3.googleusercontent.com/-eWF1XkQBYrY/Uee9DiyCffI/AAAAAAAACRM/y0aZEx9_LN8/w1355-h1016-no/IMG_0698.JPG
[22:56:00] <zeeshan> did you use an index head for those splines
[22:56:14] <Tom_itx> http://mla-s2-p.mlstatic.com/fresadora-n-1-11272-MLA20041651456_022014-F.jpg
[22:56:18] <Tom_itx> dude is considering that
[22:56:31] <zeeshan> horizontal mills are kinda outdated :)
[22:56:36] <zeeshan> but i still wouldnt mind one for cutting keyways
[22:56:41] <andypugh> I used a CNC A-axis and the corner of a normal end-mill
[22:56:49] <Tom_itx> he's quite limited on what he has available to him
[22:56:50] <zeeshan> andypugh: ah
[22:57:06] <zeeshan> have that horizontal mill comes with a vertical head
[22:57:07] <zeeshan> he's set :)
[22:57:15] <zeeshan> the only thing he can't do manually is drill holes
[22:57:22] <zeeshan> well he can
[22:57:26] <zeeshan> but theres no quil ;p
[22:58:04] <andypugh> Well, if he does convert it, he can do this:
https://www.youtube.com/watch?v=ltmZrDrt6pQ
[22:58:25] <zeeshan> very cool
[22:58:40] <zeeshan> dude one thing i like about horizontal mills is they come with cat50 or cat40 standard
[22:58:43] <zeeshan> tapers
[22:58:49] <toastyde1th> fuckin horizontal mills are the tits
[22:59:52] <zeeshan> http://ontario.kijiji.ca/c-buy-and-sell-business-industrial-HORIZONTAL-MILLING-MACHINE-W0QQAdIdZ573381051
[22:59:55] <toastyde1th> that cut sounds like the gear's all messed up
[23:00:04] <zeeshan> that ones about 500$ locally
[23:01:46] <zeeshan> andypugh: have you messed around with grinders?
[23:01:52] <zeeshan> like a surface grinder
[23:02:29] <andypugh> Not a lot. I have made a couple of tolpost grinders, and my dad has a Universal grinder which is occasionally useful.
[23:04:23] <zeeshan> http://lh4.ggpht.com/-1MblbxbAyNg/TFissbN6nvI/AAAAAAAABRQ/f2YTvKpY-Vo/s1440/Drawbar.jpg
[23:04:34] <zeeshan> is that supposed to be a pull stud on the very right?
[23:04:39] TekniQue_ is now known as TekniQue
[23:04:48] -!- TekniQue has quit [Changing host]
[23:04:48] -!- TekniQue [TekniQue!baldur@unaffiliated/teknique] has joined #linuxcnc
[23:06:08] <andypugh> The grinder is lurking under a sheet in the corener of the workshop in this photo. So you can't really see what it does.
https://picasaweb.google.com/lh/photo/lorjlRbUi9B2VQy0Cd0KcNMTjNZETYmyPJy0liipFm0?feat=directlink
[23:06:35] <zeeshan> is that the basement of your house?
[23:06:55] <zeeshan> ps. i like the random rotor in a vise.
[23:06:56] <andypugh> But it can do surface grinding, internal and external cyclindrical grinding, tapers, and cutter sharpening.
[23:07:14] <andypugh> That's my dad's workshop. (In an old barn)
[23:07:18] <zeeshan> ah
[23:07:53] -!- tumdedum [tumdedum!~tumdedum@unaffiliated/espiral] has joined #linuxcnc
[23:07:59] <andypugh> Also in the photo is a Smart and Brown lathe, a Kearns S-type horizontal borer and an Elliot shaper.
[23:09:49] <Jymmm> https://www.youtube.com/watch?v=yoCBORXzOqU
[23:10:22] <zeeshan> rofl
[23:10:26] <zeeshan> frigging free energy people
[23:10:48] <Jymmm> watch it, this is different
[23:11:28] Vq_ is now known as Vq
[23:11:40] <DaViruz> so where are the magnets
[23:11:53] <DaViruz> oh there it is.
[23:11:59] <Jymmm> Unless he's near a RF transmitter, not sure how that's working.
[23:12:21] <Jymmm> or high voltage lines
[23:13:08] <zeeshan> prolly has batteries
[23:13:11] <zeeshan> inside the casing
[23:13:26] <zeeshan> and when he connects the alligator clip, it completes the circuit .
[23:13:28] <Jymmm> I don't think so, he showed a votlage on the votlmeter
[23:14:04] <Jymmm> it could , there are button cells that size
[23:14:17] <Jymmm> under all that horglue
[23:14:38] <andypugh> When he connects the battery and the multimeter at the same time it is surprising how the voltage remains 100% stable. He clearly has infinite current available too.
[23:14:41] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[23:15:19] <zeeshan> ;D
[23:15:28] <zeeshan> no moar free energy videos plz!
[23:15:32] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[23:16:16] <Jymmm> bascially I think it's an rf tank circuit, thus the corkscrew arial
[23:16:34] -!- larryone has quit [Client Quit]
[23:16:56] <Jymmm> I get floresent tube to light up when near a 50KW transmitter easily
[23:16:59] <DaViruz> seing how that coil is effectively a short..
[23:17:12] <Jymmm> but it's NOT a short
[23:17:23] -!- AR_ [AR_!~AR@24.238.71.107] has joined #linuxcnc
[23:17:34] <DaViruz> at DC
[23:17:50] <Jymmm> eh, yeah
[23:18:12] <Jymmm> and the dmm is on DC volts too
[23:18:28] <Jymmm> (not sure why negative though)
[23:19:13] <Jymmm> I mena yeah you could cut the coil, insert button cells, then hot glue the whole thing back together
[23:19:20] <DaViruz> i'd guess internal battery in the motor which is connected in series with the terminals
[23:19:38] <Jymmm> DaViruz: no, he easured the voltage from the coil too
[23:19:40] <GuShH_> Hi guys/gals (hopefully) Any thoughts on this old machine?
http://mla-s2-p.mlstatic.com/fresadora-n-1-11272-MLA20041651456_022014-F.jpg I'm certain the design was copied off some other brand, this one was made in Argentina in the 40s or 50s probably, back when we had a real industry going... The price is right, I haven't seen / used it yet to determine whether I should buy it or not, but if you have any thoughts I'd appreciate it.
[23:19:48] <DaViruz> Jymmm: with a $2 multimeter..
[23:19:56] <Jymmm> so?
[23:20:09] <DaViruz> which he probably also rigged
[23:20:13] <GuShH_> Jymmm: you can't trust a 2 bucks multimeter is the point
[23:20:31] <andypugh> GuShH_: It looks pretty solid
[23:20:36] <andypugh> Is there a vertical head?
[23:20:39] <GuShH_> andypugh: yes!
[23:20:41] <andypugh> Or a slotting head?
[23:20:51] <GuShH_> http://mla-s2-p.mlstatic.com/fresadora-n-1-12299-MLA20057309883_032014-F.jpg
[23:21:02] <GuShH_> No other accessories.
[23:21:12] <GuShH_> Not even a vise.
[23:21:28] <GuShH_> But that's why it costs less than a new china toy mill.
[23:21:49] <zeeshan> anyone have a good understanding of powerline adapters?
[23:22:16] <zeeshan> if i go over to my neighbours house
[23:22:29] <GuShH_> andypugh: a real bridgeport costs way too much for my pocket.
[23:22:30] <zeeshan> and connect a powerline adapter at his place, can i get on my network?
[23:22:35] <andypugh> GuShH_: I would take that in preference to a new Chinese thing.
[23:22:41] <GuShH_> obviously
[23:22:41] <zeeshan> (i have a powerline adapter connected to my router at my house)
[23:22:59] <Jymmm> zeeshan: try it and see.
[23:23:08] <GuShH_> andypugh: this unit is currently being used as-is, so that's a good thing for me at least it's in working condition
[23:23:18] <andypugh> GuShH_: Did you see my links to my very similar machine earlier?
[23:23:30] <GuShH_> I'm not sure if those were the ones Tom_itx showed me, being converted to CNC
[23:23:33] <zeeshan> Jymmm: its a hypothetical question
[23:23:36] <PCW> Looks like a nice compact machine
[23:23:38] <Tom_itx> andypugh, i cross posted them for him
[23:23:45] <zeeshan> i'm worried people can hax into my network through powerline
[23:23:45] <GuShH_> it's a N�1 size
[23:23:49] <Tom_itx> (he's shy) :D
[23:23:51] <Jymmm> zeeshan: and I gave a very practical test.
[23:24:02] <zeeshan> i'm gonna look like a dumbass
[23:24:08] <zeeshan> going to his house lol
[23:24:16] <zeeshan> i already tried it on the outside electrical sockets of my house
[23:24:18] <zeeshan> and i can hax in
[23:24:25] <Tom_itx> GuShH_, another thing... what power does it require?
[23:24:33] <GuShH_> it's single phase, but I do have 3 phase here.
[23:24:40] <Tom_itx> k
[23:25:10] <GuShH_> most likely not the original motor.
[23:25:11] -!- Einar [Einar!~Einar@108.90-149-34.nextgentel.com] has parted #linuxcnc
[23:26:13] <GuShH_> Tom_itx: for some reason most houses have 3 phase around here... most are good for 60A
[23:26:15] <GuShH_> 220
[23:26:22] <GuShH_> of course 380 on multi phase
[23:26:29] <_methods> jeez that would be nice
[23:26:33] -!- mcell has quit [Ping timeout: 264 seconds]
[23:26:35] <_methods> i'm stuck with RPC or VFD
[23:26:38] <GuShH_> but the country is not in a nice state.
[23:27:17] <GuShH_> do they make VFDs with 2 phase or 3 phase input? just for soft start, brake, speed control?
[23:27:35] <GuShH_> (as to lower the overall current going through a single phase)
[23:27:44] <_methods> yep
[23:28:00] <_methods> well not 2 phase lol
[23:28:08] <GuShH_> hey my welder has a 2 phase option!
[23:28:17] <GuShH_> _methods: it's fun, load a phase and the others compensate up, so your lights won't dim, they'll get brighter if they're on a separate phase.
[23:28:30] <_methods> hmm had no idea
[23:28:45] <zeeshan> whats 2 phase
[23:28:46] <_methods> ah man i miss you makin fun of the 3d printer retards
[23:29:27] <_methods> yeah i have no idea what 2 phase is
[23:29:42] <GuShH_> zeeshan: instead of live and neutral, two lives of separate phases, in this case you get 380vac
[23:30:19] <zeeshan> you mean you using 2 legs
[23:30:21] <zeeshan> of 3 phase
[23:30:22] <_methods> according to wikipedia it exists only in philadelphia lol
[23:30:29] <_methods> http://en.wikipedia.org/wiki/Two-phase_electric_power
[23:30:49] <GuShH_> my welder is setup single phase anyway, I never wired a "2 phase" outlet anywhere in the house.
[23:31:39] <zeeshan> 600V 3 phase
[23:31:47] <zeeshan> 2 legs give you about 380V
[23:33:59] <PCW> between any 2 legs of three phase is really just single phase
[23:34:36] <GuShH_> plus the return, the welder calls for 3 wire for 380
[23:34:46] <zeeshan> what rkind of welder is this
[23:34:48] <GuShH_> but they are all of the same thickness, which is why I worried about it
[23:34:50] <zeeshan> sounds very old!
[23:34:52] <GuShH_> just a buzz box
[23:35:09] <GuShH_> back in the previous house one day we had a massive blackout and when we finally got a phase back, it was on 120VAC not 220... the things you see in Argentina...
[23:35:09] <PCW> though I guess you could have 2 phase with 2 WYE phases and neutral
[23:35:26] <GuShH_> zeeshan: it's not very old, it's just very chinese :D
[23:36:20] -!- ve7it has quit [Remote host closed the connection]
[23:36:37] <GuShH_> andypugh: seems your mill is one number bigger than the one I'm looking at
[23:36:56] <GuShH_> is that the original paint? looks like it was barely used!
[23:37:12] <GuShH_> no holes on the table? no abuse?
[23:37:51] <GuShH_> I see a lot of used drill presses with U shaped grooves from drilling down to the table and the table being at different positions... butchers.
[23:38:50] <andypugh> It has been repainted, it should be a darker colour, and there are a couple of small marks on the table, but nothing serious.
[23:39:04] <GuShH_> it looks very nice
[23:39:04] <_methods> it happens
[23:39:06] <andypugh> I think it lived in a school for most of its life.
[23:39:12] <GuShH_> that's odd
[23:39:18] <GuShH_> usually school equipment gets heavily abused
[23:39:25] <GuShH_> specially lathes!
[23:39:30] <zeeshan> ^ t rust me
[23:39:36] <andypugh> Not here, it is all too "dangerous" to allow the kids near
[23:39:37] <zeeshan> my group mate owned a kurt vise in front of my eyes
[23:39:40] <GuShH_> hahaha
[23:40:01] <Tom_itx> andypugh were you one such kid?
[23:40:02] <GuShH_> don't go outside! the grass is too sharp!!
[23:40:05] <zeeshan> what really irritates me is the machine shop people don't give a crap
[23:40:09] <zeeshan> that he's got long sleeves on
[23:40:15] <zeeshan> he never rolls them up even when sanding on the lathe
[23:40:17] * GuShH_ would blow stuff up and set things on fire when he was a little boy
[23:40:27] <zeeshan> and you know those hanging things on hoodies?
[23:40:29] * GuShH_ now shoots things up instead
[23:40:30] <zeeshan> he never puts those away too
[23:40:35] <_methods> heh you'll only make that mistake once
[23:40:38] <zeeshan> one day he's going to get sucked into the lathe.
[23:40:46] <zeeshan> i keep telling him
[23:40:48] <_methods> i love the guys that don't tuck in their shirt
[23:40:49] <zeeshan> he thinks its a joke
[23:40:50] <GuShH_> eek
[23:40:54] <andypugh> Tom_itx: No, I was using my dad's lathe when I was 7. At school I was the only kid who ever got to use the machine tools. :-)
[23:41:02] <GuShH_> show him pictures of the aftermath
[23:41:05] <GuShH_> that's how you train people.
[23:41:14] <GuShH_> I've seen them all.
[23:41:18] <_methods> i had a girl in class with me wearing a necklace and ear rings
[23:41:22] <zeeshan> ^ thats how i learned :)
[23:41:22] <Tom_itx> i helped the shop teacher restore some old equipment during HS days
[23:41:23] <_methods> i asked her to remove them
[23:41:29] <_methods> and she refused
[23:41:44] <_methods> 10 min later her face was in a chuck
[23:41:45] <zeeshan> shoulda farted in her face
[23:41:54] * GuShH_ blinks
[23:41:54] <_methods> she never came back again
[23:42:00] <andypugh> I don't see any risk with ear-rings. If they get involved in the machine there is plenty else wrong.
[23:42:14] <GuShH_> some earrings are long, nasty things.
[23:42:16] <_methods> her necklace caught a chuck jaw
[23:42:18] <zeeshan> i learned to pull my hoodie up and respect even ahand drill
[23:42:25] <_methods> slapped her face off the chuck
[23:42:27] <_methods> made me giggle
[23:42:32] <zeeshan> when my forearm was twisted by the drill ;p
[23:42:45] <zeeshan> so y ou're telling me she was not "bitch slapped"
[23:42:45] <zeeshan> but
[23:42:49] <GuShH_> _methods: did you get a tingling sensation too?
[23:42:50] <zeeshan> "chuck slapped"
[23:42:51] <zeeshan> gotcha.
[23:42:53] <andypugh> I wear long sleeves when working in my shop. It's cold otherwise.
[23:43:04] <zeeshan> andypugh: you sound expierenced.
[23:43:07] <_methods> yeah it made me laugh after i made sure shwe was ok
[23:43:12] <zeeshan> im sure you'd roll them up if you're sanding or something on the lathe
[23:43:17] <_methods> she had a bloody nose
[23:43:19] <zeeshan> this guy has 0 machining experience
[23:43:35] <GuShH_> odd they'd let him near any machine
[23:43:55] <zeeshan> i think the machine shop guys have given up
[23:44:08] <zeeshan> cause it looks like equipment after a bomb dropped on em
[23:44:23] <GuShH_> "they don't even clean up the blood anymore"
[23:44:29] <zeeshan> i have yet to see a vise with crash marks on it
[23:44:37] <zeeshan> *with no
[23:44:47] <zeeshan> even the the drill press tables have holes in them
[23:44:50] <_methods> one day you'll do it
[23:44:52] <_methods> it happens
[23:44:59] <zeeshan> _methods: never done it yet :)
[23:44:59] <GuShH_> try crash, welds and missing chunks. that's what most used vises look like around here.
[23:45:08] <zeeshan> lesson #1: don't rush.
[23:45:15] <_methods> i wish i could say the same
[23:45:21] <_methods> but when you got a job that has to get done
[23:45:28] <_methods> and you been working for 18 hours
[23:45:31] * GuShH_ has slightly crashed his lathe once, left a tiny mark on the toolpost
[23:45:39] <GuShH_> it only takes one tiny brain fart.
[23:45:44] <_methods> yep
[23:45:47] <_methods> one decimal
[23:45:51] <zeeshan> luckily its just a hobby for me
[23:45:55] <zeeshan> so i take my sweet time
[23:45:58] <zeeshan> and never work when im tired
[23:46:19] <_methods> yeah some don't have that luxury
[23:46:27] <_methods> and that's why chucks and tables look that way
[23:46:36] <_methods> but there are a few morons that just screw up
[23:46:40] <GuShH_> andypugh: is the pressure gauge on the side for the coolant or does it have forced oil inside?
[23:46:43] <_methods> they usually don't stay in teh trade long
[23:46:53] <GuShH_> or some fancy pneumatic doodad
[23:47:37] <GuShH_> I feel bad for all the machines I've been staring at, if I had the money and space I would buy them all just to rescue them.
[23:47:46] <GuShH_> poor abused things.
[23:47:51] <zeeshan> the most work ill do is thing kind of stuff:
[23:47:51] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/parts-1.jpg
[23:48:00] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/partial_zps9b918c5c.jpg
[23:48:10] <zeeshan> i literally made 150 of those over 2 days
[23:48:19] <zeeshan> 26 hours straight over the weekend
[23:48:25] <zeeshan> i hated tig welding after that.
[23:48:40] <zeeshan> and threading on the lathe
[23:49:38] <andypugh> GuShH_: It's for the pneumatic drawbar.
[23:50:08] <GuShH_> andypugh: oh well I got it on the third guess!
[23:50:13] <GuShH_> that's a very nice featur
[23:50:15] <GuShH_> feature*
[23:50:16] <zeeshan> andypugh: where are you from?
[23:50:55] <andypugh> GuShH_: It's not original, I made it.
https://www.youtube.com/watch?v=pxrzJ_KfcQ0
[23:51:51] <GuShH_> _methods: 3d... at one point someone got ahold of this irc account and got me ignored in most channels, I try to help around there whenever I can, but I do make fun of Shaun, because he's Shaun.
[23:52:10] <_methods> hehe
[23:52:16] <zeeshan> andypugh: using that drawbar you posted
[23:52:25] <zeeshan> all i'd have to do is put pull studs on the r8 shanks?
[23:52:26] <_methods> well whoever hijacked your acct made me laugh alot
[23:52:46] <GuShH_> was a couple months ago
[23:52:52] <zeeshan> like r8 shanks already come threaded
[23:52:55] <GuShH_> sometimes I do get on someone's nerve though
[23:52:57] <zeeshan> so i'd just make a threaded pull stud
[23:53:03] <zeeshan> and use something similar to what you made? :P
[23:53:15] <GuShH_> andypugh: you anodise your own parts?
[23:53:58] -!- viz has quit [Ping timeout: 245 seconds]
[23:54:47] <andypugh> No, I know an anodizing company that I used to put a lot of work through in a previous job, so my private jobs always cost £10
[23:54:50] <Tom_itx> several guys here do
[23:54:54] -!- asdfasd has quit [Read error: Connection reset by peer]
[23:55:06] <GuShH_> Tom_itx: I put that dream on hold for now.
[23:55:06] <andypugh> zeeshan: Aye, that ought to work.
[23:55:09] <zeeshan> https://www.youtube.com/watch?v=3oTJNEVpvYY
[23:55:12] <zeeshan> thats bad ass mate
[23:55:15] -!- lyzidiamond has quit [Quit: lyzidiamond]
[23:55:25] <andypugh> zeeshan: Or you could use the Tormach TTS which is reasonably neat.
[23:55:46] <zeeshan> pull studs feel safer ;p
[23:56:11] <zeeshan> we'll see
[23:56:44] <GuShH_> andypugh: after cnc conversion, you can still use your mill manually? that's one fear I have if I convert the lathe, I would like to keep manual control as well.
[23:57:04] <zeeshan> depends
[23:57:06] <zeeshan> do you want feedback?
[23:57:08] <GuShH_> of course someone asked me "why would you want to not CNC anymore"
[23:57:16] <zeeshan> cause most people use mpgs to do manual stuff.
[23:57:23] <andypugh> I can still use all the machines manually. However, I literally never do. So I wouldn't worry about it too much. :-)
[23:57:25] <zeeshan> but you loose that feedback feeling you get using dials
[23:57:44] <GuShH_> zeeshan: right, use it as if it were unmodified was the question
[23:57:46] <zeeshan> but then you start relying on acoustic noise :)
[23:58:21] -!- FreezingCold has quit [Ping timeout: 264 seconds]
[23:59:06] <andypugh> On my lathe for one-off jobs I use some simple macros:
http://www.linuxcnc.org/index.php/english/forum/41-guis/26550-lathe-macros
[23:59:38] <zeeshan> my school machine g-code operations is like that
[23:59:44] <zeeshan> it has macros for circular pockets, circular arcs etc
{kind=link}
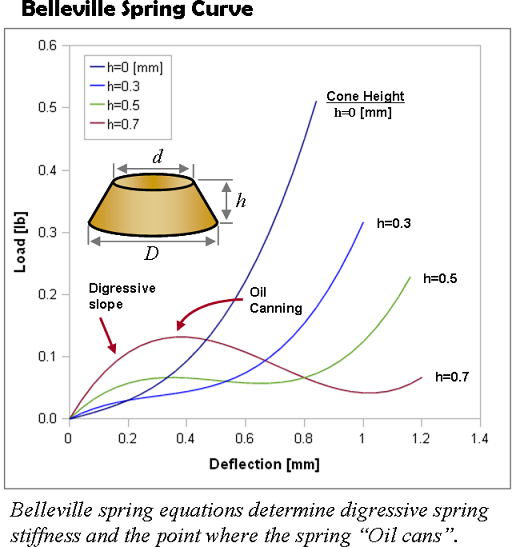{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
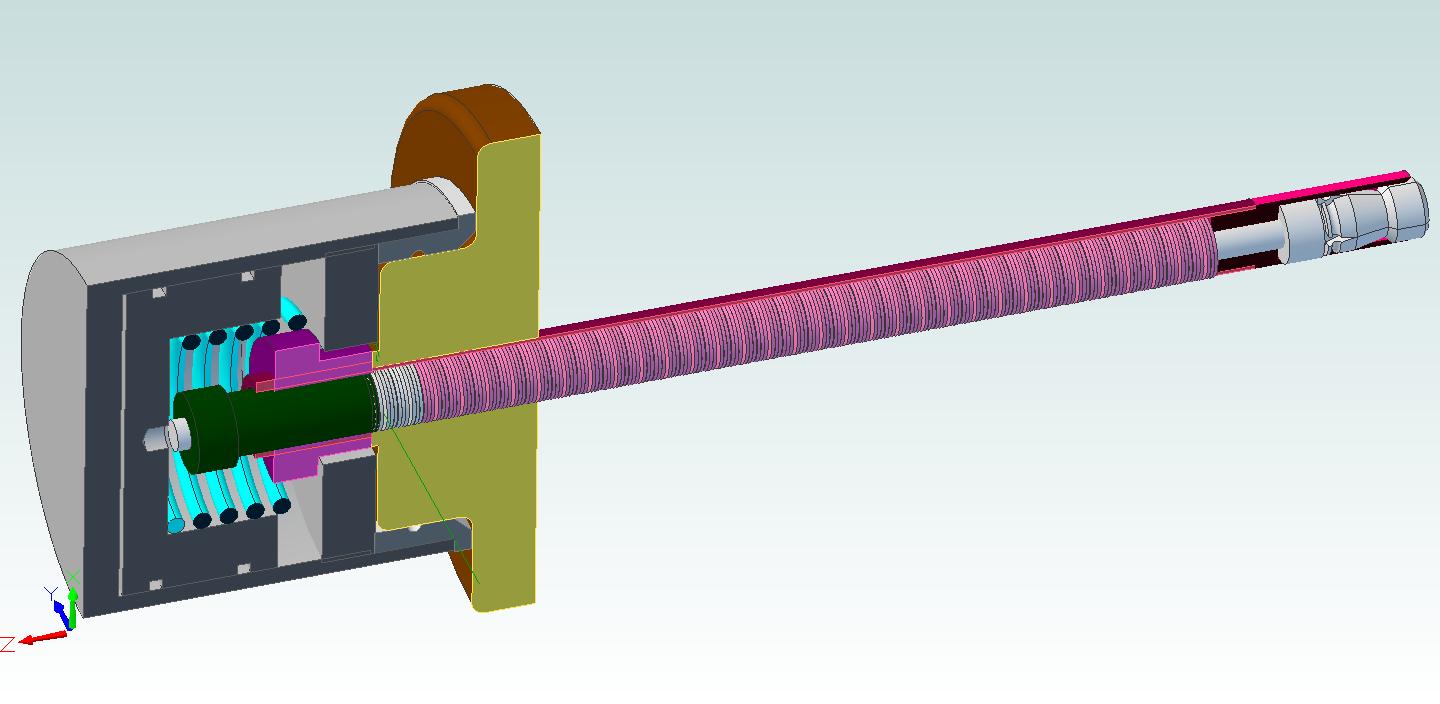{kind=link}
{kind=link}
{kind=link}
{kind=link}