Back
[00:00:51] <JT-Shop> say goodnight Gracie
[00:02:26] -!- patrickarlt has quit [Remote host closed the connection]
[00:07:15] <CHNCguy> night!
[00:08:49] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[00:12:25] <CHNCguy> night yall!
[00:12:45] -!- CHNCguy has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[00:23:33] -!- sumpfralle [sumpfralle!~lars@p578a641d.dip0.t-ipconnect.de] has joined #linuxcnc
[00:28:25] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[00:30:13] -!- pjm_ has quit [Read error: No route to host]
[00:42:25] -!- rob_h has quit [Ping timeout: 240 seconds]
[00:51:58] -!- _1SheYode has quit [Read error: Connection reset by peer]
[00:52:31] -!- _1SheYode [_1SheYode!~ah@bzq-84-110-209-143.red.bezeqint.net] has joined #linuxcnc
[01:00:28] -!- Nick001-shop has quit [Quit: ChatZilla 0.9.90.1 [Firefox 27.0.1/20140212131424]]
[01:01:51] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[01:02:23] -!- rellenberg [rellenberg!6c1f2466@gateway/web/freenode/ip.108.31.36.102] has joined #linuxcnc
[01:02:42] -!- _1SheYode has quit [Read error: Connection reset by peer]
[01:03:03] <rellenberg> Hi Seb, I saw your message about the sim bug
[01:03:05] -!- _1SheYode [_1SheYode!~ah@bzq-84-110-209-143.red.bezeqint.net] has joined #linuxcnc
[01:03:47] -!- Servos4ever [Servos4ever!~chatzilla@173-87-55-186.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[01:06:06] -!- sumpfralle1 [sumpfralle1!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[01:06:10] -!- sumpfralle1 has quit [Client Quit]
[01:06:54] <tjb1> Anyone work with PCB manufacturing here?
[01:08:36] -!- zz_Groguard has quit [Ping timeout: 264 seconds]
[01:08:55] <humble_sea_bass> i do my pcbs the old timey way
[01:09:14] <humble_sea_bass> screen print and etching
[01:09:38] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[01:09:50] <tjb1> Well I need to have a board made and all they provide are 3 files
[01:10:03] <humble_sea_bass> gerber?
[01:10:15] <tjb1> prj, prj.pcb, prj.sch
[01:10:22] <tjb1> I guess it is Designspark
[01:11:02] <rellenberg> bbl
[01:12:58] <humble_sea_bass> http://www.el34world.com/Forum/index.php?PHPSESSID=69433eb234b204b7630780b2a8a89523&topic=11457.msg105965#msg105965
[01:13:17] <humble_sea_bass> convert that shit to something reasonable like eagle or even gerber
[01:17:17] -!- AR__ [AR__!~AR@24.238.71.107] has joined #linuxcnc
[01:17:21] -!- zz_Groguard [zz_Groguard!~Groguard@ip68-227-240-237.ph.ph.cox.net] has joined #linuxcnc
[01:17:22] zz_Groguard is now known as Groguard
[01:20:38] -!- kwallace2 has quit [Ping timeout: 240 seconds]
[01:23:42] <CaptHindsight> tjb1: who is going to make your boards?
[01:24:05] <tjb1> OSH Park or seeedstudio
[01:24:39] <humble_sea_bass> oh you're getting these made by one of those online outfits
[01:25:19] <CaptHindsight> tjb1: do they work with those file formats or do they require gebers?
[01:25:32] <tjb1> OSH told me they needed gerbers
[01:28:57] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[01:29:36] <tjb1> Well, bunch of complaints when opened in DesignSpark
[01:29:55] <humble_sea_bass> did you see my link
[01:30:28] <tjb1> The PCB is broken though
[01:30:51] -!- Tugge_ [Tugge_!~tugge@a91-153-45-7.elisa-laajakaista.fi] has joined #linuxcnc
[01:32:09] -!- Tugge has quit [Read error: No route to host]
[01:41:54] -!- asdfasd has quit [Read error: Connection reset by peer]
[01:47:41] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[01:49:55] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[01:52:27] -!- dnalerom_ [dnalerom_!~dnaleromj@98.124.126.110] has joined #linuxcnc
[01:56:02] -!- dnalerom_ has quit [Client Quit]
[01:59:03] -!- MacGalempsy [MacGalempsy!~quassel@ip68-12-21-167.ok.ok.cox.net] has joined #linuxcnc
[02:01:57] -!- dnalerom_ [dnalerom_!~dnaleromj@98.124.126.110] has joined #linuxcnc
[02:02:38] -!- i_tarzan_ [i_tarzan_!~i_tarzan@189.249.218.138] has joined #linuxcnc
[02:03:19] -!- dnalerom_ has quit [Client Quit]
[02:03:32] -!- i_tarzan has quit [Read error: Connection reset by peer]
[02:11:42] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.24/20140203230751]]
[02:12:08] -!- dnalerom_ [dnalerom_!~dnaleromj@98.124.126.110] has joined #linuxcnc
[02:13:20] -!- Thetawaves has quit [Quit: Leaving]
[02:16:08] -!- rellenberg has quit [Quit: Page closed]
[02:17:48] <Connor> zeeshan: 1/4" PVC Commonly used by sign shops.
[02:18:09] <zeeshan> not worried about embedding chips in it
[02:18:12] <zeeshan> ?
[02:18:24] <Connor> No.
[02:18:39] <Connor> Will be running flood.
[02:18:47] <Connor> also, mostly do aluminum.
[02:19:12] -!- qingpei has quit [Quit: qingpei]
[02:19:41] <Connor> Never had a chip come off that hot before..
[02:20:54] <jdh> Connor: have you seen these:
http://www.ebay.com/itm/141204815033
[02:20:55] -!- c-bob|| has quit [Ping timeout: 244 seconds]
[02:20:57] -!- c-bob [c-bob!~c@unaffiliated/c-bob] has joined #linuxcnc
[02:21:10] <Connor> jdh: No.
[02:21:39] <Connor> Tiny a$$ belt
[02:21:50] <jdh> yeah. kind of pricey w/ shipping.
[02:21:55] <zeeshan> connor
[02:22:00] <zeeshan> my chips come off golden or blue
[02:22:00] <zeeshan> lol
[02:22:12] <Connor> zeeshan: Mill or lathe ?
[02:22:20] <zeeshan> i typically wear a plastic shield on top of my safety glasses when face milling
[02:22:27] <zeeshan> and chips get stuck in my shield
[02:22:27] <zeeshan> lol
[02:22:33] <zeeshan> but im not using coolant
[02:22:34] <Connor> damn..
[02:22:40] <Connor> Steel ?
[02:22:42] <zeeshan> yes
[02:22:53] <Connor> See.. again, mostly aluminum.
[02:22:54] <zeeshan> aluminum chips cool down pretty quick
[02:23:50] <zeeshan> how much is a sheet of PVC?
[02:23:57] <zeeshan> (ive never bought some before)
[02:24:19] <jdh> mcmaster sells it
[02:24:24] <Connor> I spent $80.00 or for both the 4x8 PVC and 4x8 Lexan
[02:24:29] <Connor> or so..
[02:24:37] <Connor> have 1/4 sheet of both left.
[02:24:52] <zeeshan> jdh im in canada
[02:24:58] <zeeshan> mcmaster doesnt ship here
[02:25:05] <zeeshan> but i do know a local plastics supplier, just never inquired about it
[02:25:12] <Connor> jdh: Trying to figure out how they made that mod so the quill still works.
[02:25:13] <zeeshan> but it looks like a good material alternative to aluminum
[02:25:41] <jdh> alternative for what?
[02:27:42] <Connor> jdh: Okay, I see now.. it's fitted over the hub. and held in place by the 2 screws..
[02:28:11] <Connor> instead of driving the quill direct..
[02:28:36] <jdh> yeah. that motor looks pretty weak. more so than the belt
[02:29:15] <Connor> 370 Watt Rated / 110 watt over current with max of 30min run time..
[02:31:17] <Connor> jdh: You see?
http://www.ivdc.com/cnc/mill_03_03_14_01.jpg
[02:31:23] <Connor> http://www.ivdc.com/cnc/mill_03_03_14_02.jpg
[02:31:25] <Connor> http://www.ivdc.com/cnc/mill_03_03_14_03.jpg
[02:32:04] <Connor> FYI, the left door won't close with the table in current position.. I need to send the table back a few inches..
[02:32:23] <Connor> Knew I might have that issue.. But, I couldn't make the enclosure any deeper..
[02:32:42] <Connor> I'll probably be wishing I had at some point..
[02:33:11] <jdh> you need to engrave a faceplate for the spindle housing
[02:33:21] <Connor> I'm going to.
[02:33:32] <Connor> I need to get it back up and running.
[02:34:00] <jdh> I'm thnking a Gothic font G0704 arched across the top... and a pic of Hoss below that.
[02:34:12] <Connor> Umm.. Hells no.
[02:34:53] -!- FreezingCold has quit [Ping timeout: 244 seconds]
[02:35:37] <Connor> Probably end up wishing I did something different on the coolant part too.. Not sure my little setup is going to work.
[02:35:59] <Connor> wimpy pump, small reservoir.
[02:37:10] <Connor> I used a Tidy Cat littler bucket.. I think it was around 3 gallons.
[02:37:25] <Connor> Fits in the base of the stand.
[02:38:38] <jdh> the base isn't good for much anything else.
[02:39:00] <jdh> the stand is better than nothing, but too short.
[02:39:14] -!- thomaslindstr_m has quit [Quit: Leaving...]
[02:39:14] <Connor> Good height for me...
[02:39:45] -!- gonzo__ [gonzo__!~gonzo_@host-92-17-200-124.as13285.net] has joined #linuxcnc
[02:39:59] -!- gonzo_ has quit [Read error: Connection reset by peer]
[02:40:35] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[02:42:25] <Connor> I need to test the tray for leaks.. but, will have to wait till after I get the mill bolted down..
[02:44:38] <PetefromTn_> Jeez man I cannot seem to export a .dxf from Freecad for some reason and not getting any help on their IRC tonight. About to chuck this laptop out the damn window LOL...
[02:45:04] <humble_sea_bass> what other formats do you have available
[02:45:07] <humble_sea_bass> for export
[02:45:34] <PetefromTn_> aah I dunno it seems like there is something missing in my import and export setup on the windows version I use.
[02:45:52] <humble_sea_bass> this is a solid you got?
[02:45:53] <humble_sea_bass> 3
[02:46:02] <humble_sea_bass> and you want 2d?
[02:46:07] <PetefromTn_> Got a link to a .dxf service python module you need to have and my computer did not have it.
[02:46:10] <PetefromTn_> yeah.
[02:46:35] <humble_sea_bass> can you spit out iges
[02:46:50] <PetefromTn_> I downloaded it and put it where it says in the user app data for freecad and it still does nothing. My pal Art tried it on his and it did not work for him either.
[02:46:59] -!- toner has quit [Ping timeout: 240 seconds]
[02:47:35] <PetefromTn_> yeah probably but I don't want to play the damn musical software dance I need to be able to do it from freecad like it is supposed to work and apparently works for the linux guys..
[02:47:56] <humble_sea_bass> dat dang windows
[02:48:19] -!- mablae has quit [Ping timeout: 244 seconds]
[02:48:19] <PetefromTn_> that's the problem with freecad and even linuxCNC windows is the last to be supported for everything...
[02:48:39] <humble_sea_bass> there is a linuxcnc for windows
[02:48:40] <humble_sea_bass> what
[02:48:41] <PetefromTn_> found another feature the other night that was only working in linux..
[02:49:10] <PetefromTn_> I mean by the developers...
[02:49:46] <PetefromTn_> Don't mind me I am just really pissed off right now...
[02:51:05] -!- Connor_iPad [Connor_iPad!~connor@75.76.30.113] has joined #linuxcnc
[02:52:35] -!- terabyte- has quit [Quit: terabyte-]
[02:56:12] -!- qingpei has quit [Quit: qingpei]
[03:00:38] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[03:01:18] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[03:05:32] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[03:10:34] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[03:14:17] -!- KimK has quit [Read error: Connection timed out]
[03:15:09] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[03:17:06] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has parted #linuxcnc
[03:27:43] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[03:31:19] -!- uw has quit [Ping timeout: 265 seconds]
[03:34:28] -!- zzolo has quit [Ping timeout: 252 seconds]
[03:35:10] -!- Connor_iPad has quit [Quit: I'm Gone!]
[03:35:55] -!- Connor_iPad [Connor_iPad!~connor@75.76.30.113] has joined #linuxcnc
[03:43:14] -!- PetefromTn_ has quit [Quit: When the chips are down, the buffalo is empty]
[03:47:57] -!- terabyte- has quit [Quit: terabyte-]
[03:49:52] -!- i_tarzan_ has quit [Ping timeout: 252 seconds]
[03:50:35] -!- Connor_iPad has quit [Quit: I'm Gone!]
[03:51:36] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.235.26] has joined #linuxcnc
[03:53:38] -!- AR__ has quit [Ping timeout: 240 seconds]
[03:58:01] -!- somenewguy [somenewguy!~chatzilla@pool-108-7-223-206.bstnma.fios.verizon.net] has joined #linuxcnc
[03:58:24] <somenewguy> anyone using loc line for just air?
[03:58:42] <os1r1s> somenewguy: I am
[03:58:49] <somenewguy> I am drillig alot of acrylic and need some dedicated cooling, I think air would be plenty
[03:59:10] <somenewguy> any good pointers on what I should get? most seems to be aimed towards flood type
[03:59:27] <os1r1s> Get the small 1/4" loc-line
[03:59:32] <os1r1s> I think its 1/4
[03:59:34] <somenewguy> I currently ahve 0 anythingon mymill, its just a mini desktop mill
[03:59:40] <os1r1s> And get a flow control from harbor freight
[03:59:43] <somenewguy> yeah 1/4is the smallest, I figured its probably what I want
[03:59:54] <somenewguy> oh cool, I didn't evne thinkto checkthem yet
[04:00:00] <somenewguy> also sorry about my space bar, its driving me nuts
[04:00:38] <somenewguy> do yo uneed a specific end to the hose? I don't want my compressor running full tilt if possible
[04:00:49] <os1r1s> 1 sec
[04:01:00] <somenewguy> but I would think a nozzle meant for fluid might flow too slowly
[04:01:02] <somenewguy> kk
[04:03:29] <os1r1s> Can't find a pic
[04:03:48] <os1r1s> There are a number of diff ends you can use
[04:04:43] <somenewguy> ok
[04:05:01] <somenewguy> maybe you can riddle me this? littlemachineshop sells two different kits w/ a huge price gap
[04:05:07] <os1r1s> somenewguy:
http://gallery.mounicou.com/photos/i-kHTqqVn/0/L/i-kHTqqVn-L.jpg
[04:05:09] <somenewguy> maybe you can spot why? Isure can't otherthanthecheap hose
[04:05:36] <somenewguy> is that ur mill? Ithought you had a big bridgeport
[04:05:54] <os1r1s> somenewguy: No. That is one of mine.
[04:05:56] <somenewguy> gotta put my taig in a box...
[04:06:00] <os1r1s> I don't have a bridgeport
[04:06:29] <os1r1s> somenewguy: Its now a shertaig
[04:06:30] <os1r1s> :P
[04:06:50] <somenewguy> http://littlemachineshop.com/products/product_view.php?ProductID=2966&category=2122081959
[04:07:12] <os1r1s> ?
[04:07:14] <somenewguy> http://littlemachineshop.com/products/product_view.php?ProductID=2226&category=2122081959
[04:07:35] <somenewguy> two very similar items, one has a nicer hose and manifold, but there is 100bucks difference in kits
[04:07:48] <os1r1s> somenewguy: I think this cost me $15
[04:08:13] <somenewguy> all HF sourced? I ahve a local brick and mortar I can hit up after work tomorrwo
[04:08:24] <somenewguy> finally got ear plugs so i canfire up the compressor again
[04:08:34] <os1r1s> somenewguy: The loc-line came remotely. The other stuff is HD sourced
[04:08:48] <os1r1s> hf
[04:08:58] <somenewguy> cool, gotta make amcmaster order anyways
[04:09:26] <somenewguy> 9 bucks a foot I can live with
[04:09:49] <os1r1s> somenewguy: Did this too
http://gallery.mounicou.com/photos/i-jvTRhSX/0/L/i-jvTRhSX-L.jpg
[04:10:18] <somenewguy> you got the file?
[04:10:24] <somenewguy> STL I mean
[04:10:32] <somenewguy> I need to test my new extruder body anyways
[04:10:42] <os1r1s> I do somewhere. I modeled it ... simple enough ...
[04:10:59] <somenewguy> yeah but im laaaaazzzyyyyy
[04:11:25] <somenewguy> does it actually work ok?
[04:12:51] <os1r1s> It was ok, but I wound up using the purchased stuff anyway
[04:13:31] <somenewguy> http://www.thingiverse.com/thing:17021
[04:13:56] <somenewguy> yeah I'll just buy it anyways, we all know itwillshake and shudder its way into the wayseventually
[04:14:45] <somenewguy> do you do mist w/ ur setup, or is it strictly air?
[04:14:50] <os1r1s> Just air
[04:15:10] <os1r1s> That one on tverse sucked
[04:22:46] <somenewguy> oh yeah? I should just buy and be done...
[04:22:58] <somenewguy> my motor blew up on mycar, and isall overthe bench, realllly gotta finish that project first
[04:24:15] <somenewguy> random question, do youknow the inductance on those taig motors? I desperatly wantto go to a 48 v supply forfasterrapids, but don't wanna toast anything
[04:24:59] <os1r1s> taig motors?
[04:26:00] -!- ve7it has quit [Remote host closed the connection]
[04:27:09] -!- zzolo has quit [Quit: zzolo]
[04:30:50] <Gamma-X> taig bleh
[04:31:02] <Gamma-X> if they were cheaper id be in love
[04:32:18] <os1r1s> somenewguy: ^
[04:32:40] <Gamma-X> check the logs... been around a while ;)
[04:33:18] <somenewguy> is your millnot a taig?
[04:33:31] <Gamma-X> negative!
[04:33:41] <somenewguy> the steppers, I understand there is a rough upper limit on voltage based on inductance
[04:33:49] <somenewguy> but I have no clue what the inductance is on the steppers
[04:34:02] <Gamma-X> u build urself?
[04:34:04] <somenewguy> I like my taig, and it was cheap
[04:34:09] -!- zzolo has quit [Ping timeout: 265 seconds]
[04:34:10] <somenewguy> no, bought it second hand
[04:34:16] <somenewguy> it was a CNC tho from the start
[04:34:23] <Gamma-X> what brand motor?
[04:34:25] <Gamma-X> what size
[04:34:30] <somenewguy> no tags onthem waht so ever
[04:34:35] <os1r1s> somenewguy: I bought a 2019 and added my own motors
[04:34:36] <somenewguy> 200 oz-in iirc
[04:34:55] <somenewguy> haha I thought you said you bought it in 2019 andgot really confused there
[04:35:50] <somenewguy> yeah, 200oz-in motors
[04:36:08] <somenewguy> oh I'll bring in my 4th axis to work andsee if i can find a henry meter?
[04:36:11] <somenewguy> inductormeter?
[04:36:15] <somenewguy> henrometer?
[04:36:29] <Gamma-X> multi
[04:36:53] <somenewguy> multi rarely/nevercovers inductance, there must be a special namefor em
[04:38:01] <somenewguy> os1r1s: any chance you have a sherline 4th axis? still trying to figure out how to hold things to mine, short of making adapter plates
[04:38:06] <os1r1s> somenewguy: I do
[04:38:13] <somenewguy> maybe if you had a picof something jigged up in yours it would spark my brain
[04:38:18] <os1r1s> somenewguy: And I use it
[04:38:23] <somenewguy> show off
[04:38:27] <somenewguy> lol
[04:38:35] <Gamma-X> i picked up a pm45.
[04:38:39] <Gamma-X> conveted it.
[04:38:44] <os1r1s> somenewguy: Lot of stuff here ...
http://os1r1s.com
[04:38:57] <somenewguy> I have yet to use mine, but I currently have a project that will probably need it, oringing some pumps
[04:38:58] <Gamma-X> got it for like 1500!
[04:42:41] <somenewguy> os1r1s: I have a feeling i just lost any sleep i was gonna get tonight tour site
[04:42:50] <os1r1s> hehe
[04:42:58] <somenewguy> Gamma-X: Igot my whole setup for like 800, so I am not about to complain
[04:44:18] <Gamma-X> thats a good deal!
[04:46:00] <somenewguy> I later found out, yes, yes it is
[04:46:07] <somenewguy> it had lived a bit of a neglected life tho
[04:46:21] <Gamma-X> why?
[04:46:28] <somenewguy> there was like 50+thou slop in the Z axis, I suspected the worst
[04:46:44] <Gamma-X> anyway to clean up?
[04:46:47] <somenewguy> but after an afternoon rebuild, it is super tight and you can barely tell there is wear
[04:46:49] <Gamma-X> in the z?
[04:46:56] <somenewguy> I think the guy who had it before me was incompetent
[04:46:56] <Gamma-X> ahh ok great
[04:47:04] <somenewguy> so fortunatly it was probably not wear, but just neglect
[04:47:23] <somenewguy> there is no noticable differnce in drag on the x and y axis in the middle vs the ends
[04:47:23] <Gamma-X> all my stuff is in the box truck gettin ready for the move :(
[04:47:42] <somenewguy> the Z is tight at the extreemes, so it has deffinitly been used, but not as much as I initially feared
[04:47:52] <Gamma-X> when I get back im gonna get another cnc, supermax or something.
[04:48:17] <somenewguy> os1r1s: you have a MM1.5? I have a 1.5+j
[04:48:37] <somenewguy> come to think of it, I konw ur name from the reprap channel, not this one...
[04:48:40] <somenewguy> IRC is a small world
[04:52:12] <somenewguy> os1r1s: you masochist, you use 1.75 filament!
[04:52:14] -!- FinboySlick has quit [Quit: Leaving.]
[04:53:13] <os1r1s> somenewguy: I have 7 printers
[04:53:15] <os1r1s> :P
[04:53:37] <os1r1s> Its really an mm pro
[04:53:46] <Connor> os1r1s: Send me one! :)
[04:54:24] <os1r1s> Connor: haha
[04:54:56] <somenewguy> My dad teaches highschool math and CAD, I helped em build a cupcake back when I was in college and drooling over those kits
[04:55:35] <somenewguy> now I have a MM1.5+, and they just bought a replicator 2x? like a week ago, I'm kindadrooling over it, I'm sure I'll get a call from him to help w/ setup soon enough
[04:55:58] <somenewguy> have you used a maxstruder?
[04:56:30] <os1r1s> somenewguy: Yes
[04:57:23] <somenewguy> and it worked for you with 1.75? I am havinga nightmare of it
[04:57:39] <somenewguy> I actually just machined down the drive hobb since the idler kept bottoming out and loosing tension
[04:58:38] <somenewguy> I was actually about to re-work my original aluminum body MM extruder body to accept the motor from the maxstruder andcall it good, but I think shaving down the hobb might fix the problem
[04:58:51] <somenewguy> these things are so much fun and so frustrating all at once
[04:59:17] <os1r1s> somenewguy: 1.75 is no problem at all with it
[05:00:03] <somenewguy> hmmm, I'll have to fire it up tomorrow (or tonight) and see if i fixed it or not
[05:00:15] <os1r1s> making it deeper will make it worse
[05:00:21] <somenewguy> I madeit shallower
[05:00:31] <os1r1s> k
[05:00:36] <somenewguy> milled off about .015 of the OD
[05:00:54] <somenewguy> the tapped groove on the maxstruder was a bit deeper than all my other drives
[05:01:21] <somenewguy> had fun milling a jig to hole the thing still while I milled it
[05:01:36] <somenewguy> was VERY satisifying to make a hole the exact size I intended on the first go
[05:01:46] <somenewguy> how did I live before linuxcnc and my mill?
[05:02:09] * somenewguy looks over at dremel and files and ponders how he survived this long
[05:02:14] <os1r1s> hehe
[05:02:21] <os1r1s> I made acme nuts on my taig for my prusa2
[05:02:26] <os1r1s> That was fun
[05:05:26] -!- qingpei has quit [Quit: qingpei]
[05:06:30] <somenewguy> os1r1s: man you are living the life
[05:06:34] <somenewguy> so many toys, so little time
[05:06:40] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[05:07:05] <os1r1s> somenewguy: For my shertaig
https://www.dropbox.com/s/4ynfyewf77aznf9/toolholders.jpg
[05:07:07] <somenewguy> do you make money w/ this stuff? that is an impressive setup youve got there
[05:07:35] <os1r1s> somenewguy: The latest toy ...
https://www.dropbox.com/s/55eie4v96d0i66c/IM150B.jpg
[05:08:11] <somenewguy> ok I konwwhat its not, but what isthat last one?
[05:08:43] <somenewguy> and did you make all those toolholders, or are they commercial? I am building a touchoff rig for the taig, but damn its gonna be a lot of work
[05:08:43] <os1r1s> somenewguy:
https://www.dropbox.com/s/jdvrshuywphrgob/imlure.jpg
[05:08:45] <somenewguy> both to make and to code
[05:09:12] <somenewguy> oohhhhh
[05:09:32] <somenewguy> way cool
[05:09:45] <os1r1s> somenewguy: I did this for touching off ...
https://www.youtube.com/watch?v=MGmc9L3pSHw
[05:09:59] <os1r1s> Well, that is part of it
[05:13:10] <somenewguy> oh I mean the reverse
[05:13:22] <os1r1s> Yeah, so that has 3 plugs on it
[05:13:22] <somenewguy> tool touchoff, toset tool length sicne Idon't use too holders
[05:13:33] <somenewguy> although I do really really wantto makeadigitizing probetoo
[05:14:23] <os1r1s> That one serves as the probe and one other serves as the tool length setter
[05:15:36] <os1r1s> somenewguy: The idea was only to use 1 pin on my controller, but be able to use 3 different boards, active or passive
[05:17:34] -!- qingpei has quit [Quit: qingpei]
[05:18:50] -!- patrickarlt has quit [Quit: Leaving...]
[05:21:05] <zeeshan> os1r1s:
[05:21:10] <zeeshan> did you used to hangout in electronics? :P
[05:32:35] -!- logger[psha] [logger[psha]!~loggerpsh@195.135.238.205] has joined #linuxcnc
[05:37:24] -!- toner has quit [Ping timeout: 264 seconds]
[05:44:38] -!- somenewguy has quit [Ping timeout: 240 seconds]
[05:46:45] -!- hm2-buildmaster has quit [Remote host closed the connection]
[05:46:46] -!- linuxcnc-build has quit [Remote host closed the connection]
[05:49:45] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[06:01:03] -!- Fox_Muldr has quit [Read error: Operation timed out]
[06:03:45] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d01efad.pool.mediaWays.net] has joined #linuxcnc
[06:05:31] -!- hm2-buildmaster has quit [Remote host closed the connection]
[06:05:32] -!- linuxcnc-build has quit [Remote host closed the connection]
[06:06:52] -!- hm2-buildmaster has quit [Remote host closed the connection]
[06:06:53] -!- linuxcnc-build has quit [Remote host closed the connection]
[06:07:19] Groguard is now known as zz_Groguard
[06:09:11] -!- i_tarzan_ [i_tarzan_!~i_tarzan@189.249.234.149] has joined #linuxcnc
[06:11:21] -!- i_tarzan has quit [Ping timeout: 244 seconds]
[06:17:09] -!- ries has quit [Quit: ries]
[06:29:41] <postaL> Anyone use CamBam?
[06:36:23] -!- qingpei has quit [Quit: qingpei]
[06:38:32] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[07:18:29] -!- i_tarzan_ has quit [Ping timeout: 240 seconds]
[07:18:48] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.209.190] has joined #linuxcnc
[07:21:38] -!- qingpei has quit [Quit: qingpei]
[07:23:15] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[07:24:20] -!- mariusl has quit []
[07:29:19] -!- JT-Shop has quit [Read error: Connection timed out]
[07:30:13] -!- jthornton has quit [Read error: Connection timed out]
[07:30:40] -!- Valen has quit [Ping timeout: 256 seconds]
[07:30:59] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[07:34:44] -!- qingpei has quit [Quit: qingpei]
[07:36:15] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.223.26] has joined #linuxcnc
[07:36:24] -!- Valen [Valen!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[07:39:58] -!- Valen2 [Valen2!~Valen@c211-30-128-202.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[07:40:43] -!- Valen has quit [Read error: Connection reset by peer]
[07:44:39] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[07:46:40] -!- seltecc [seltecc!~chatzilla@g226053080.adsl.alicedsl.de] has joined #linuxcnc
[07:46:54] -!- jthornton [jthornton!~john@75.106.20.181] has joined #linuxcnc
[07:47:55] <seltecc> anyone an idea of how to edit a wrong path in pycam?
[07:49:44] -!- jthornton_ [jthornton_!~john@75.106.20.181] has joined #linuxcnc
[07:49:44] -!- jthornton has quit [Read error: Connection reset by peer]
[07:49:55] <seltecc> for example a phone number appears to have paths among them ...
[07:50:32] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:50:40] <Deejay> moin
[07:51:04] <seltecc> an alternative to pycam is also welcome...
[07:51:07] <seltecc> moin
[07:51:09] -!- jthornton_ has quit [Read error: Connection reset by peer]
[07:51:27] -!- jthornton [jthornton!~john@75.106.20.181] has joined #linuxcnc
[07:51:29] <seltecc> bissu aus hamburch....?
[07:51:54] -!- RyanS [RyanS!~ryanstruk@ppp157-163.static.internode.on.net] has joined #linuxcnc
[07:52:10] -!- Simooon [Simooon!~simon@h144.natout.aau.dk] has joined #linuxcnc
[07:55:38] -!- jthornton has quit [Ping timeout: 240 seconds]
[07:58:16] <Deejay> seltecc, nein, bissel weiter südlich, hab aber mal ne zeitlang in oldenburg gewohnt, da ist "moin" üblich :)
[07:58:56] <seltecc> cool, so wie bei uns...
[07:59:16] <seltecc> machste auch mit cnc wat?
[07:59:23] -!- jthornton [jthornton!~john@75.106.20.181] has joined #linuxcnc
[08:00:51] -!- GJdan has quit [Quit: WeeChat 0.4.3]
[08:01:58] -!- archivist_herron has quit [Ping timeout: 240 seconds]
[08:02:15] -!- KimK has quit [Read error: Connection timed out]
[08:04:05] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[08:06:38] -!- jbr has quit [Ping timeout: 240 seconds]
[08:07:32] <Deejay> jo, hab mir selbst eine "käsefräse" (aus alu) gebaut
[08:07:49] <Deejay> so für hobby-spielerei und bissel platinen fräsen
[08:07:52] <Deejay> und du?
[08:08:13] <seltecc> yo, auch...
[08:08:22] <Deejay> auch selbstbau?
[08:09:10] <seltecc> nö, kommt aber vielleicht,habe im moment aber probleme mit pycam...
[08:09:36] <seltecc> hab isch gekauft ...
[08:10:18] <seltecc> und den ganzen elektronik schrott(starkstrom) rausgehauen...
[08:10:43] <Deejay> hmm
[08:10:52] <Deejay> was ist dein problem mit pycam?
[08:11:07] <Deejay> nicht, dass ich die ahnung hätte, aber benutzt habe ich es schonmal ;)
[08:11:55] <seltecc> bei tel. nummern mit inkscape erstellt sind zwischen den ziffern pfade...
[08:12:21] -!- larryone has quit [Client Quit]
[08:12:40] <seltecc> ok, was nimmste sonst für programme?!
[08:13:21] <Deejay> hm
[08:13:47] <seltecc> ich könnte die mit gedit nach oben verlagern aber das sind einfach zu viele....
[08:13:49] <Deejay> ich nehm meist qcad, dxf2gcode, inkscape hab ich auch schonmal benutzt
[08:14:08] <Deejay> und pycam eher für 3d-frästests
[08:14:11] <Connor> os1r1s: Where did you get that probe?
[08:14:23] <Deejay> oder auch schonmal um "gravur"-daten zu generieren
[08:15:04] <Deejay> hmm, perhaps we should switch to english language ;)
[08:15:04] <seltecc> hab auch gerade probiert dxf2gcode zu install. hab isch nich geschafft...
[08:15:19] <Deejay> install? ist doch nur entpacken und los gehts oder so?
[08:15:26] <seltecc> habs mit binary codes nicht so...
[08:15:34] <Deejay> sofern du python druff hast oder was das ist
[08:15:55] <seltecc> haste links?
[08:16:18] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[08:16:25] <seltecc> gz.tar..., deb, oder wat....?
[08:16:32] -!- larryone has quit [Client Quit]
[08:16:32] <Deejay> seltecc, machste schon unter linux, ja? ;)
[08:16:50] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[08:17:04] <seltecc> meinste synaptics?
[08:17:22] <seltecc> jepp 10.04
[08:17:44] <Deejay> oh, ich sehe gerade, da gibts ja scheinbar eine neue version
[08:17:50] <Deejay> mit QT4?
[08:17:54] <seltecc> nice...
[08:18:04] <Deejay> ich hab die vorversion benutzt b02...
[08:18:11] <Deejay> http://sourceforge.net/projects/dxf2gcode/files/
[08:18:17] <seltecc> wat issn dat?
[08:18:28] <seltecc> qt4....egal
[08:18:43] <Deejay> qt4 iss so ein framework für GUI (fensteroberflächen und so)
[08:18:49] <seltecc> ah... danke....
[08:18:50] <Deejay> plattformunabhängig
[08:19:10] <Deejay> die alte version musste man glaube ich nur entpacken und dann wars gut
[08:19:20] <Deejay> evtl. die .py ausführbar machen, damit man es aufrufen kann
[08:19:26] <Deejay> und natürlich python installiert haben
[08:19:36] <Deejay> weiss nimmer, hab das vor x jahren installiert :/
[08:19:52] <Deejay> ob das bei der neuen version irgendwelche besonderheiten erwartet... keine ahnung
[08:20:58] -!- mhaberler has quit [Quit: mhaberler]
[08:21:35] <seltecc> bei dem link, is das der 2. eintrag, den man nehmen muss oder wie?
[08:21:59] -!- qingpei has quit [Quit: qingpei]
[08:22:38] <seltecc> da steht doch beta_ win.rar
[08:22:48] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[08:23:22] <Deejay> oh ja, ist noch beta
[08:23:29] <Deejay> also der zweite link mit beta_source.rar klappt bei mir
[08:23:32] <Deejay> ich hab das entpackt
[08:23:39] <seltecc> cool...
[08:23:44] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[08:23:49] <Deejay> dann die dxf2gcode.py ausführbar gemacht (chmod +x dxf2gcode.py)
[08:24:00] <Deejay> und aufgerufen (./dxf2gcode.py)
[08:24:09] <Deejay> dann kommt zumindest ein fensterlein ;)
[08:25:10] <seltecc> muss erstmal mein archivemanager auf rar... umpeppen....
[08:25:45] <Deejay> zur info: ich hab hier ein 12.04er kubuntu
[08:26:14] <seltecc> oder ich entpacke das in win, dann muss ich den rechner neu starten...
[08:26:31] <seltecc> dann haste da auch linuxcnc ?
[08:27:33] <Deejay> nee, das ist bei mir auf nem anderen rechner
[08:27:37] <Deejay> der fräspc hat auch 10.04
[08:27:40] <seltecc> ok..
[08:27:48] <Deejay> auf dem 12.04er hier habe ich nur ne linuxcnc-sim
[08:27:53] <Deejay> simulation
[08:28:00] <Deejay> aber halt ohne den realtime-krams
[08:28:44] <seltecc> alles klar, es war mir ein fest...., nochmal danke.....wie gesagt, bin wech und starte neu....
[08:28:52] <Deejay> viel erfolg :)
[08:29:01] <seltecc> danke.....
[08:29:56] -!- seltecc has quit [Remote host closed the connection]
[08:33:16] -!- seltecc [seltecc!~chatzilla@g226053080.adsl.alicedsl.de] has joined #linuxcnc
[08:33:38] <seltecc> so, habisch jetzt entpackt....
[08:34:42] <Deejay> :)
[08:35:24] <seltecc> ne menge ordner im verzeichnis, wie gesagt habs nich so mit installieren so manuell und so...
[08:35:58] <seltecc> weeste auch was ich jetzt tun muss....?
[08:36:18] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[08:36:21] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[08:36:43] <Deejay> unter linux: chmod +x dxf2gcode.py
[08:36:54] <Deejay> und starten: ./dxf2gcode.py
[08:36:58] <Deejay> wenn du in dem verzeichnis bist
[08:37:07] <seltecc> keine ordner angabe?
[08:37:08] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.232.198] has joined #linuxcnc
[08:37:15] <seltecc> ach so...
[08:37:35] <Deejay> ja, auf der konsole und so :)
[08:38:53] -!- sumpfralle [sumpfralle!~lars@p5B2CD7B9.dip0.t-ipconnect.de] has joined #linuxcnc
[08:41:02] -!- rob_h [rob_h!~robh@2.217.99.5] has joined #linuxcnc
[08:45:13] <seltecc> ups,....jepp, hat geklappt, "ick freu ma" sacht man hier in berlin
[08:45:24] <seltecc> thx
[08:47:45] <seltecc> und jetzt imma aus dem terminal starten? im verzeichnis..?
[08:48:52] -!- i_tarzan has quit [Ping timeout: 265 seconds]
[08:50:08] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.235.118] has joined #linuxcnc
[08:50:14] -!- qingpei has quit [Quit: qingpei]
[08:50:32] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[08:55:21] <Deejay> hmm ja, alternativ kannst du auch auf dem desktop oder so eine verknüpfung anlegen, das sollte auch gehen
[08:55:47] <Deejay> musst halt ggf. das arbeitsverzeichnis angeben und den befehl, ggf. mit dem verzeichnis davor
[08:58:00] <seltecc> ok, danke hab ich grad so gemacht....;)
[08:59:12] <Deejay> :)
[09:05:37] -!- Komzzpa has quit [Ping timeout: 240 seconds]
[09:12:45] -!- Simooon has quit [Quit: Leaving]
[09:19:58] -!- pcw_home has quit [Ping timeout: 252 seconds]
[09:21:01] -!- balestrino has quit []
[09:22:26] -!- i_tarzan_ [i_tarzan_!~i_tarzan@189.249.255.75] has joined #linuxcnc
[09:24:58] -!- thomaslindstr_m has quit [Quit: Leaving...]
[09:25:07] -!- i_tarzan has quit [Ping timeout: 265 seconds]
[09:26:45] -!- syyl [syyl!~syyl@p4FD12459.dip0.t-ipconnect.de] has joined #linuxcnc
[09:28:29] -!- syyl- has quit [Ping timeout: 240 seconds]
[09:29:45] -!- Simooon [Simooon!~simon@h144.natout.aau.dk] has joined #linuxcnc
[09:30:13] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.235.214] has joined #linuxcnc
[09:30:49] -!- i_tarzan_ has quit [Ping timeout: 240 seconds]
[09:31:53] -!- b_b has quit [Changing host]
[09:32:20] -!- arekm has quit [Ping timeout: 244 seconds]
[09:33:20] -!- arekm [arekm!~arekm@pld-linux/arekm] has joined #linuxcnc
[09:34:34] -!- pcw_home [pcw_home!~chatzilla@c-50-143-148-115.hsd1.ca.comcast.net] has joined #linuxcnc
[09:44:27] -!- KimK has quit [Ping timeout: 265 seconds]
[09:53:58] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[09:54:23] -!- seltecc has quit [Quit: ChatZilla 0.9.90.1 [Firefox 11.0/20120310193829]]
[09:55:34] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[10:01:02] -!- qingpei has quit [Quit: qingpei]
[10:01:23] -!- i_tarzan_ [i_tarzan_!~i_tarzan@189.249.225.225] has joined #linuxcnc
[10:01:59] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[10:10:52] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[10:24:11] <RyanS> Anyone had a play with catia, pro/e or the like?
[10:30:51] -!- kludge` has quit [Ping timeout: 265 seconds]
[10:32:25] -!- KimK has quit [Read error: Connection timed out]
[10:33:41] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[10:35:37] -!- sumpfralle1 [sumpfralle1!~lars@p5B2CC422.dip0.t-ipconnect.de] has joined #linuxcnc
[10:39:04] -!- sumpfralle has quit [Ping timeout: 265 seconds]
[10:40:00] -!- mablae_ has quit [Ping timeout: 240 seconds]
[10:44:18] -!- Simooon has quit [Quit: Leaving]
[10:51:12] -!- KimK has quit [Ping timeout: 264 seconds]
[10:55:22] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[11:04:07] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[11:20:00] -!- sumpfralle [sumpfralle!~lars@p5B2CC422.dip0.t-ipconnect.de] has joined #linuxcnc
[11:21:26] <jthornton> Solidworks
[11:22:20] -!- sumpfralle has quit [Client Quit]
[11:22:33] -!- sumpfralle [sumpfralle!~lars@p5B2CC422.dip0.t-ipconnect.de] has joined #linuxcnc
[11:23:13] -!- sumpfralle1 has quit [Ping timeout: 240 seconds]
[11:23:23] <Deejay> qcad! ;)
[11:23:45] b_b is now known as not_b_b
[11:24:08] not_b_b is now known as b_b
[11:26:31] -!- KimK has quit [Ping timeout: 244 seconds]
[11:30:26] -!- JT-Shop [JT-Shop!~john@75.106.20.181] has joined #linuxcnc
[11:31:10] -!- sumpfralle has quit [Ping timeout: 244 seconds]
[11:32:53] -!- sumpfralle [sumpfralle!~lars@p5B2CC422.dip0.t-ipconnect.de] has joined #linuxcnc
[11:33:42] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[11:33:59] -!- sumpfralle has quit [Client Quit]
[11:34:12] -!- sumpfralle [sumpfralle!~lars@p5B2CC422.dip0.t-ipconnect.de] has joined #linuxcnc
[11:37:58] <archivist_herron> Solidworks, rather wonderful
[11:38:29] -!- skunkworks has quit [Ping timeout: 240 seconds]
[11:44:43] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.246.57] has joined #linuxcnc
[11:45:29] -!- i_tarzan_ has quit [Ping timeout: 240 seconds]
[11:46:29] -!- sumpfralle has quit [Read error: Operation timed out]
[11:47:23] -!- qingpei has quit [Quit: qingpei]
[11:56:23] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[12:09:57] -!- qingpei has quit [Quit: qingpei]
[12:11:41] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[12:11:53] -!- sumpfralle1 [sumpfralle1!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[12:12:49] -!- KimK has quit [Ping timeout: 240 seconds]
[12:15:09] -!- sumpfralle has quit [Read error: Operation timed out]
[12:18:48] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:25:15] -!- thomaslindstr_m has quit [Remote host closed the connection]
[12:27:20] -!- b_b has quit [Changing host]
[12:30:41] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:30:48] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[12:32:43] -!- sumpfralle1 has quit [Quit: Leaving.]
[12:36:05] -!- thomaslindstr_m_ has quit [Remote host closed the connection]
[12:37:44] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[12:40:54] -!- thomaslindstr_m has quit [Read error: Connection reset by peer]
[12:41:09] * jthornton tries to figure out the distance of an XZA move
[12:45:12] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-158-172-171.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[12:48:42] <archivist> I cheat/bodge
[12:58:49] <Vq> Used pro/e in a course, otherwise I cheat
[12:59:24] <Jymmm> Heh, Good Name for a nightclub ... "The Cheater Bar & Grill"
[13:01:17] -!- md-2 has quit [Remote host closed the connection]
[13:01:55] <Jymmm> right next door to.... Sluts-R-Us Ladies and Gentleman's Club
[13:03:08] -!- amiri_ has quit [Ping timeout: 244 seconds]
[13:03:39] <Jymmm> ...which is the home of yes, Yes, YES, OH GAWD YES! Adult Novelties.
[13:06:37] <PetefromTn_> what the hell are we talking about here this morning LOL?
[13:06:43] <archivist> name of a shop I spotted in London yesterday Beddy Buys
[13:06:57] <PetefromTn_> are you from UK?
[13:06:57] <Jymmm> heh, that's pretty good.
[13:07:51] <archivist> tp://www.allinlondon.co.uk/directory/1097/87100.php
[13:07:55] <archivist> I am
[13:08:36] <Jymmm> "Father, what is the shortest most powerful prayer?"
[13:09:37] <Jymmm> "FUCK IT, The Prayer of Release and Surrender"
[13:11:25] -!- i_tarzan_ [i_tarzan_!~i_tarzan@189.249.240.28] has joined #linuxcnc
[13:12:18] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[13:14:23] <CaptHindsight> http://www.instructables.com/id/Easy-to-Build-Desk-Top-3-Axis-CNC-Milling-Machine/ we need to start calling people out for posting this junk
[13:16:00] <archivist> sites like that dont have a hate counter
[13:16:05] <PetefromTn_> It's probably no worse than some of the other junk cnc machines I have seen posted online. At least that frame is steel LOL...
[13:16:18] <Jymmm> CaptHindsight: My only issue with it it that it's $200, instead of $50
[13:16:49] <archivist> 199 dolla profit
[13:16:57] <CaptHindsight> too many ignorant people cling on to these concepts, that how reprap got stated
[13:16:58] <Jymmm> lol
[13:17:45] <Jymmm> CaptHindsight: So, you going to write a whitepaper on the topic
[13:17:57] <Jymmm> ?
[13:19:21] <Jymmm> CaptHindsight: Dn't forget to explain why this servo motor won't work for them and the difference...
http://www.robotshop.com/media/files/images/hitec-hs-5585mh-servo-motor-large.jpg
[13:19:23] <CaptHindsight> nah, too many words for those people, that would take effort to read
[13:20:03] <CaptHindsight> https://www.adafruit.com/blog/2013/10/21/desktop-cnc-mill-shapeoko-2-launched/
[13:20:47] <archivist> fruitcase design
[13:21:02] <Jymmm> https://www.inventables.com/technologies/desktop-cnc-mill-kit-shapeoko-2
[13:21:45] <archivist> s/inventables/bendables
[13:23:37] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has parted #linuxcnc
[13:24:36] <archivist> over here one could take them to the advertising standards authority for misleading claims, "milling metal"...calcium ?
[13:28:11] <Jymmm> https://www.youtube.com/watch?v=Ok9XBkyEZ2k
[13:28:20] <CaptHindsight> http://i.ebayimg.com/00/s/MTAwMVgxMDAx/z/fw8AAOxy4dNSwmni/$_57.JPG what do all these Chinese imports use for linear bearings?
[13:29:13] <CaptHindsight> are the rods supported only on each end?
[13:29:31] <Jymmm> CaptHindsight:
http://www.skf.com/group/products/linear-motion/linear-guides-and-tables/linear-ball-bearings/index.html
[13:30:36] <Jymmm> CaptHindsight: Yes, increasing in diamete as lenght increases to prevent bowing
[13:31:10] <CaptHindsight> http://www.jinlantrade.com/ebay/3020t/img6.jpg first pic I found with a clear-ish shot of the bearings
[13:32:08] <archivist> I have a hatred for end supported bar machines
[13:32:15] <CaptHindsight> so for no additional cost they could have use supported bearings
[13:32:22] <CaptHindsight> used
[13:32:56] <archivist> they have to make sure alignment is good to stop any jamming
[13:33:08] <archivist> too lazy to do that
[13:33:23] <CaptHindsight> what these kits on ebat don't tell you is how it's going to take to get your machine square
[13:34:27] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[13:34:29] <archivist> square!!! you are asking for something not in their spec
[13:35:00] <CaptHindsight> great for trapezoidal cutting
[13:35:51] <PetefromTn_> you know you guys laugh but the guy said he sold thousands of those shapeoko pieces of shit.... maybe they are not so dumb? But it's still a piece of shit.
[13:36:28] <CaptHindsight> well if you just want to take advantage of people and your goal is just profit
[13:36:32] <archivist> I wish I had the lack of scruples to sell shit
[13:36:46] <PetefromTn_> yeah me too...
[13:36:54] <CaptHindsight> if that is how smart/dumb is measured
[13:37:34] <Jymmm> archivist: You would be a Eco Friendly Plant Nutrient Supplier.
[13:38:35] <Jymmm> archivist: oh, and organic too
[13:38:44] <archivist> PetefromTn_, you do kitchens? I was delivering windows and doors yesterday, was discussing at the company I do occasional work this morning about price/quality
[13:38:53] <CaptHindsight> I made some positioners last week using 8mm drill rods and those chinese aluminum bearings just to show how flimsy they are
[13:39:18] -!- KimK has quit [Ping timeout: 244 seconds]
[13:39:32] <PetefromTn_> archivist Yeah I have built many a kitchen why?
[13:40:01] <archivist> where there is also a quality v shit and price trade off
[13:40:32] <PetefromTn_> oh yeah man there is that in everything seemingly.
[13:40:39] <archivist> I suppose the really evil sell the shit for the quality price
[13:41:03] <archivist> erm...apple
[13:41:09] <CaptHindsight> even the square polymer bearings (IGUS) are far more rigid
[13:41:10] <Jymmm> PT Barnum Lives on
[13:41:42] <Jymmm> ..."There's a sucker born every minute"
[13:41:47] <archivist> I find IGUS friction a bit high for my liking
[13:41:52] <PetefromTn_> I try to sell quality for a reasonable price and I am Not making bank that is for sure.
[13:42:44] -!- Valen2 has quit [Quit: Leaving.]
[13:43:00] <CaptHindsight> socialization works too well, I see what Branding does to young people that come from nothing
[13:43:18] <archivist> so someone over there, google where quality costs less that you think which site pops up :)
[13:43:41] <CaptHindsight> in China young people immediately think any big american brand is a good product to have
[13:43:55] <CaptHindsight> either it's well made or it's a status symbol
[13:44:26] <PetefromTn_> yeah but that is because a lot of chinese made stuff is such HIGH QUALITY LOL...
[13:44:53] <Jymmm> Friend of mine is a General Contractor. doing a totally custom kitchen in San Francisco. Showed the lady photos of custom cabinets, had her sign and approve them that those cabinets are custom and not returnable once ordered, she approved...
[13:45:24] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[13:45:35] <PetefromTn_> that is commonplace jymm...
[13:45:42] <CaptHindsight> PetefromTn_: it's often the same stuff with a different label or the american brand stuff is made there
[13:45:45] <PetefromTn_> Everything I do is custom built.
[13:46:03] <PetefromTn_> CaptHindsight Yeah I know man just kiddin with ya.
[13:46:07] <Jymmm> He orders the cabinet, they come in, he installs them, she doens't like them and won't pay for them. He eats the cost of the cbainets and orders the ones she NOW wants.
[13:46:24] <PetefromTn_> Does not work that way here...
[13:46:34] <CaptHindsight> a pair of converse allstars costs 2x the price there
[13:46:43] -!- Zaarin [Zaarin!~SolarNRG@vasvmail.mtn.com.cy] has joined #linuxcnc
[13:47:13] -!- i_tarzan_ has quit [Ping timeout: 240 seconds]
[13:47:17] <Jymmm> Well, She was renovating the entire home, so he ate the cost of the cabinets to future jobs for her.
[13:47:22] <PetefromTn_> Cabinets are custom designed, customer pays large deposit usually more than half , custom cabinets are built and installed. If they don't like them (almost never happens) they pay to buy more and uninstall.
[13:48:03] <PetefromTn_> Customer and designer work closely together to ensure what is installed is what the customer wanted.
[13:48:05] <Zaarin> Hi guys! I got some big gears and a giant starter motor from the scrapheap, the gears are the same MOD and mesh nicely, quick question, do you guys feel I should take the pinion off and put it on the neighbouring NEMA 34 or keep the existing behemeoth motor, if b, how do I wire it up to the arduino? Here are some photos of it:
http://i.imgur.com/p6yUTLz.png
[13:48:05] <Zaarin> http://i.imgur.com/5jTrIqS.png
[13:48:08] <CaptHindsight> a decent person would expect that
[13:48:21] <PetefromTn_> Often full blown 3d images are provided of the actual design.
[13:48:35] <CaptHindsight> that's why you have to a clear contract plus the big deposit
[13:48:36] <Jymmm> Like I said, he ate the $16K for $400K in future jobs for her.
[13:48:53] <CaptHindsight> yeah, he can afford to eat it
[13:48:56] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.6.218] has joined #linuxcnc
[13:49:16] <PetefromTn_> We have done homes here with just cabinet installs that were that much...
[13:49:27] <Jymmm> Not when you dont have the cash in yout pocket yet
[13:49:27] <archivist> Zaarin, have you calculated torque requirements first
[13:49:32] <PetefromTn_> Never saw anyone eat an install...
[13:49:54] <jdh> nor should they.
[13:50:10] <CaptHindsight> we don't let people poop on the sidewalk and we have other similar rules in place for the benefit of society yet we don't create any rules to deal with sociopaths and psychopaths
[13:50:14] <PetefromTn_> worst thing we saw was a customer showed us a picture of a rough sawn cabinet setup for a workout room lockers kinda thing.
[13:50:39] <PetefromTn_> it was sage green and the pictures looked nice.
[13:50:56] <PetefromTn_> We built it completely showing samples of the wood and finish before it was completed.
[13:51:09] <PetefromTn_> Once it was completed and installed the lady said she did not like the roughness...
[13:51:29] <PetefromTn_> She paid us to sand everything down on site and refinish it but we gave her a discount...
[13:52:23] <jdh> that sounds reasonable.
[13:52:24] <PetefromTn_> she was happy but we wound up eating a bunch of time on it due to the difficulty of sanding and finishing on scene. Yet it was easier than removing, bringing them back to the shop and refinishing and reinstalling.
[13:52:35] * cpresser doesnt like customers. for those reasons
[13:52:53] <CaptHindsight> that why you have to put all the risk on them
[13:53:05] <PetefromTn_> She did piss off the home build contractor tho. She had them custom order some special large lights handmade in Italy....
[13:53:26] <PetefromTn_> they were rather huge and apparently much larger than she thought.
[13:53:52] <CaptHindsight> my friends that were contractors used to go ching-ching whenever a customer would want to change anything
[13:54:01] <PetefromTn_> When they arrived she wanted to send them back but the contractor told here that was not possible since they were custom ordered. She pitched a big fit...
[13:54:11] <CaptHindsight> the ching-ching was the sound a cash register makes
[13:54:26] <PetefromTn_> I thought it was CHA-CHING..
[13:54:33] <PetefromTn_> ;)
[13:55:22] <CaptHindsight> PetefromTn_: we'll she was used to always getting her way and throwing a tantrum when she didn't
[13:55:22] <PetefromTn_> Wound up ordering new ones in the correct size and the contractor was able to sell them to another customer to put outside the house under a large overhang as walkway lighting.
[13:55:25] <Zaarin> How do I calculate it archivist? I know I'm dealing with a 4m skydish diameter, that has 74cm depth that weighs 400kg and probably will weigh significantly more once I cement loads of mirror tiles onto the dish, est about 600kg, I'm using 6mm thickness 100mm pipe as the central driveshaft/steamthroughput I'm using mod 3.0 gears I'm doing the best I can with what scrap I can pick up
[13:55:36] <CaptHindsight> that is called being a toddler
[13:55:37] <PetefromTn_> CaptHindsight Oh yeah...spoiled bitch....
[13:55:37] <Zaarin> Also I know the winds get to up to 100mph here
[13:56:17] <Zaarin> I figured, unless I rediculously step down the gearing, that NEMA34 won't handle the torque, guestimation
[13:56:29] <CaptHindsight> Zaarin: you live in a wind tunnel or NH?
[13:56:43] <PetefromTn_> Zaarin What the hell are you building?
[13:56:47] <archivist> Zaarin, you are going to need a reduction gear of some sort
[13:58:00] <Zaarin> Up in the mountains
[13:58:54] <Zaarin> I'm thinking little gear to big gear and weld the small gear on top of the medium gear, stick the pinion onto the bigger of the pair the smaller one onto the giant gear that is welded to the pipe
[13:59:05] <Zaarin> A Vanguard clone
[13:59:40] <archivist> heath robinson would approve, but will it work
[14:00:42] <Zaarin> I'm also concerned that once I weld the gears in place there will be warpage and the teeth will get stuck
[14:02:40] <archivist> weld a plate and bolt the gears to it
[14:02:48] <archivist> plate/flange
[14:02:54] <PetefromTn_> So you are making a pot growing rig?
[14:03:11] <PetefromTn_> I'm lost...
[14:03:32] <archivist> steering a 4 meter dish
[14:04:04] <Zaarin> No it's a big skydish that tracks the sun, the dish has millions of little mirrors glued onto it and it concentrates the sunlight onto a boiler that steams the water so we can turn our piss, shit, bathwater, toiletwater into distilled water so we can drink it so we don't get ripped off by the water companies no more
[14:04:13] -!- dnalerom_ has quit [Quit: Dang. Where did dnaleromj's computer go?]
[14:04:36] <humble_sea_bass> protip
[14:04:38] <Zaarin> robotic solar parabolic water distillery
[14:04:40] <PetefromTn_> Wow okay interesting....Kinda gross...but interesting.
[14:04:46] <CaptHindsight> we used to make antennas like that back in the 80's for C-band
[14:04:46] <humble_sea_bass> rain barrels
[14:04:55] <Zaarin> What rain? I'm in the middle east
[14:05:15] <archivist> sea water
[14:05:23] <PetefromTn_> You're in the middle east? I thought you were in Canada?
[14:05:33] <Jymmm> same diff
[14:05:38] <PetefromTn_> LOL....
[14:05:53] <CaptHindsight> the simplest mount for tracking was a simple leadscrew positioner you'd usually see on trailers
[14:06:00] <Zaarin> Yeah I saw a Russian Aircraft Carrier anchored off the coast this morning
[14:06:24] <PetefromTn_> where do you live man?
[14:06:29] <Zaarin> I told you the middle east
[14:06:31] <CaptHindsight> with an offset adjustment for declination based on your longitude
[14:06:44] <PetefromTn_> middle eastern Canada?
[14:06:52] <humble_sea_bass> middle eastern ny
[14:07:00] <humble_sea_bass> "Long Island"
[14:07:07] <PetefromTn_> ROFL..
[14:07:24] <Zaarin> No Limassol, it's on this island in the eastern Mediterranian at its closest point you're 40 miles from Syria
[14:07:52] <jdh> cyprus?
[14:07:56] <Zaarin> yep
[14:08:00] <Jymmm> zeeshan: This is a slick solar tracker...
https://www.youtube.com/watch?v=HkhVomoD47g
[14:08:05] <humble_sea_bass> anyways, let me tell you a thing, piss and shit are highly corrosive so you're gonna have heat transfer issues early on
[14:08:32] <humble_sea_bass> fowling will kill a lot of the heat transfer
[14:08:41] <jdh> Zaarin: any good diving there?
[14:08:42] <PetefromTn_> WOW Cyprus huh... Never would have guessed that.
[14:09:13] <Jymmm> zeeshan: It takes a bit to understnad how it works, but it's simple concept.
[14:09:48] <Zaarin> Since the IMF screwed us over we're suffering from hyperinflation, trying to get off-grid as much as possible, growing our own food, making our own power already, if we can recycle our own water, great
[14:10:11] <PetefromTn_> Are you close enought to hear the bombs going off in Lebanon and syria Etc...?
[14:10:35] <CaptHindsight> https://sadoun.com/Sat/Products/S/Dishes/P1020983.JPG easy to build, align and track with
[14:10:37] <Zaarin> scuba's amazing out here, you can go down to this old wreck the first floor and the deck for beginners, and when you do advanced stuff with helium you can go to the lower decks
[14:11:33] -!- KimK has quit [Ping timeout: 252 seconds]
[14:11:49] <jdh> three stars?
[14:12:12] <Zaarin> I've done a simple tracker before, and the latter looks like a fixed skydish placement, i'm making a beefy solar tracker here
[14:12:32] <CaptHindsight> there's no positioner for the tilt in that pic but you can put a positioner on the offset
[14:13:07] <CaptHindsight> that black tube on the left is a leadscrew
[14:14:11] <Zaarin> So as it rotates it pulls the dish back and forth and hte pivot is where the gold thing around the black tube is right?
[14:14:16] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[14:14:33] <CaptHindsight> yeah, it's much lighter duty that what you'd want
[14:14:43] <CaptHindsight> but it's just an example
[14:15:07] <CaptHindsight> simple and low cost
[14:15:57] <Zaarin> pete, when you go to dipkarpaz, yeah on the right day you can hear the thunder in the distance
[14:16:28] -!- seltecc [seltecc!~chatzilla@g229094028.adsl.alicedsl.de] has joined #linuxcnc
[14:17:05] -!- Zaarin has quit [Read error: Connection reset by peer]
[14:17:59] <seltecc> does anybody know, what it means when a path in linuxcnc is in dark green whereas the rest is in white?
[14:18:08] -!- Zaarin [Zaarin!~SolarNRG@vasvmail.mtn.com.cy] has joined #linuxcnc
[14:18:19] <Zaarin> Sorry my daughter flicked the power off switch, naughty girl!
[14:18:51] <Jymmm> Zaarin: She was just saving electricity =)
[14:18:54] -!- zzolo has quit [Quit: zzolo]
[14:19:03] <Zaarin> We got solar panels
[14:19:17] <Jymmm> Zaarin: So?
[14:19:32] <CaptHindsight> isn't that where Json and the Argonauts were from?
[14:19:33] <Zaarin> Maybe she should turn off the sun, that'd save deuterium
[14:19:52] <CaptHindsight> or were they Greek?
[14:19:53] <Zaarin> Not sure but Aphrodite's temple is here
[14:20:03] <Jymmm> Zaarin: You have a battery bank that would last 7+ days?
[14:20:10] <seltecc> the simulation of a manually edit cutting path in gedit want run anymore in linuxcnc ...
[14:20:49] <Zaarin> It's not fair to say that all greek speaking nations were on the same side, ancient Cyprus, Knossos, Athenai, Sparta, Selucid were all at each other's throats
[14:23:00] <seltecc> with simulation I mean machine off and start of cutting in linuxcnc
[14:23:31] <PetefromTn_> Zaarin What time is it in Cyprus now?
[14:23:57] <Jymmm> THIS IS SPARTAAAAaaaa!!!
[14:24:08] <PetefromTn_> LOL...Cracks me up.
[14:24:14] <Zaarin> It's daytime I think it's Tuesday
[14:24:27] <PetefromTn_> Oh a wiseguy eh...
[14:25:12] <Zaarin> Look it's not like I have to turn up for work at 9am
[14:25:21] <Jymmm> PetefromTn_: 1625 Tuesday
[14:25:48] <Zaarin> Great so I have to start cooking supper in half an hour
[14:26:25] <Jymmm> Zaarin: You GMT, or GMT +???
[14:26:25] <Zaarin> BBL, I got to get the garden dug up, if you have any ideas how I can hook up that motor to the arduino I'd be greatful
[14:27:02] <Zaarin> My pc's a UK import says 14:26 and the clock keeps going back to British time no matter how many times I change it, something in the internet annoyingly changes my clock
[14:27:15] <Zaarin> hence why I know when I look at the clock it's wrong so I never know what time iti s
[14:27:20] <Zaarin> BBL
[14:27:23] -!- Zaarin has quit []
[14:35:26] -!- larryone has quit [Ping timeout: 265 seconds]
[14:35:38] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[14:35:47] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.246.27] has joined #linuxcnc
[14:42:22] -!- i_tarzan has quit [Ping timeout: 252 seconds]
[14:44:04] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.254.208] has joined #linuxcnc
[14:51:36] -!- KimK has quit [Ping timeout: 240 seconds]
[14:53:00] -!- mozmck has quit [Ping timeout: 264 seconds]
[14:56:00] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:56:00] -!- i_tarzan has quit [Ping timeout: 264 seconds]
[14:56:22] <humble_sea_bass> there is an arduino motor shield
[14:57:31] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.10.76] has joined #linuxcnc
[14:58:32] -!- JT-Shop has quit [Read error: Connection reset by peer]
[14:59:33] -!- jthornton_ [jthornton_!~john@75.106.20.181] has joined #linuxcnc
[14:59:38] -!- JT-Shop [JT-Shop!~john@75.106.20.181] has joined #linuxcnc
[14:59:51] -!- dnalerom_ [dnalerom_!~dnaleromj@64.20.30.66] has joined #linuxcnc
[15:00:33] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[15:02:00] -!- jthornton has quit [Ping timeout: 264 seconds]
[15:06:57] -!- mozmck [mozmck!~moses@67.210.159.209] has joined #linuxcnc
[15:11:17] -!- micges [micges!~captain_p@eef47.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[15:15:48] -!- micges has quit [Ping timeout: 264 seconds]
[15:17:12] <Gamma-X> I need to find myself a CHEAP forklift..
[15:26:06] larryone1 is now known as larryone
[15:26:48] <humble_sea_bass> go to the home depot parking lot
[15:26:54] -!- Einar_ [Einar_!~Einar@90.149.34.108] has joined #linuxcnc
[15:27:09] <Gamma-X> buy*
[15:27:56] <humble_sea_bass> govliquidation.com is the absolute fucking shit for getting that sort of business
[15:28:08] <Gamma-X> thanks!
[15:30:14] -!- seltecc has quit [Quit: ChatZilla 0.9.90.1 [Firefox 11.0/20120310193829]]
[15:35:31] -!- qingpei has quit [Quit: qingpei]
[15:45:12] -!- patrickarlt has quit [Ping timeout: 264 seconds]
[15:52:13] <archivist> rollers and a jack, who needs a forking fork lift
[15:52:43] <Gamma-X> lift stuff high.
[15:52:48] <Gamma-X> off a truck etc.on to a truck
[15:55:25] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[15:58:59] -!- kwallace has quit [Ping timeout: 240 seconds]
[16:04:47] -!- micges [micges!~captain_p@eef47.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[16:10:10] -!- mle has quit [Ping timeout: 244 seconds]
[16:26:06] <humble_sea_bass> get 10 migrant workers
[16:26:14] <humble_sea_bass> some grapes of wrath type shit
[16:30:54] <archivist> like this?
https://www.youtube-nocookie.com/embed/cFb0nLCKypg?rel=0
[16:32:16] <PetefromTn_> that's hilarious....
[16:32:58] <archivist> but works
[16:33:17] <PetefromTn_> yup surprisingly well..
[16:33:24] <humble_sea_bass> hilarious until it works
[16:33:25] <archivist> one has to watch it more than once :)
[16:33:39] <PetefromTn_> like PO-TA-TO Chips..
[16:35:13] <archivist> state of the rope holding their bar to the pile is also interesting
[16:35:53] <humble_sea_bass> OLD ROPE IS BEST ROPE
[16:36:15] <archivist> on a third look it is possibly chain
[16:38:49] -!- larryone has quit [Ping timeout: 240 seconds]
[16:40:46] -!- dnalerom_ has quit []
[16:41:46] <PetefromTn_> Was out in the shop working on the mill and needed to put my three jaw chuck back on the lathe to do some turning. Unbolted the hold downs, reinstalled the D14 cam lock pins to the back and took it over to the lathe and installed it. Selected a medium speed for aluminum turning and snicked the lever into gear to start the spindle. Then quickly realized that I forgot to drain the coolant out of the chuck from the machining
[16:43:02] <archivist> at least you were in the way to save the walls from the mess
[16:43:26] <humble_sea_bass> "SUPPLIES"
[16:43:41] <PetefromTn_> yeah man.... At least I was..
[16:43:51] <PetefromTn_> Coolant tastes kinda funky!
[16:45:49] -!- larryone1 has quit [Ping timeout: 244 seconds]
[16:50:46] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[16:53:04] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[16:53:04] -!- Tecan has quit [Changing host]
[16:53:04] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[16:54:18] -!- larryone has quit [Ping timeout: 240 seconds]
[16:55:48] -!- Connor has quit [Read error: No route to host]
[16:57:26] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[17:03:08] -!- pingufan has quit [Quit: Konversation terminated!]
[17:03:20] -!- skorasaurus has quit [Remote host closed the connection]
[17:06:14] -!- mhaberler has quit [Quit: mhaberler]
[17:07:29] <CaptHindsight> http://www.youtube.com/watch?v=vtdtVjIsNhQ faster SCARA design
[17:08:46] -!- thomaslindstr_m has quit [Quit: Leaving...]
[17:09:11] -!- negronjl [negronjl!~negronjl@c-67-180-202-117.hsd1.ca.comcast.net] has joined #linuxcnc
[17:09:30] -!- negronjl [negronjl!~negronjl@c-67-180-202-117.hsd1.ca.comcast.net] has parted #linuxcnc
[17:09:36] <kengu> CaptHindsight: crazy. as scaras usually but this even
[17:09:37] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[17:11:59] <humble_sea_bass> ah that robot ain't got shit on my card dealing
[17:17:45] -!- qingpei has quit [Quit: qingpei]
[17:28:18] <humble_sea_bass> so Turner construction
[17:28:42] <humble_sea_bass> a multi billion dollar corporation which manages construction projects
[17:29:19] <humble_sea_bass> just figured out how to get an upgraded gas meter installed by national grid after 12 months of me telling them how
[17:29:28] <humble_sea_bass> gg america
[17:33:46] <Connor> humble_sea_bass: Huh ?
[17:36:43] <Connor> humble_sea_bass: Some context or background would be nice.. :)
[17:36:58] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[17:36:59] -!- larryone has quit [Ping timeout: 241 seconds]
[17:37:26] <jdh> wtf is national grid? and why are they responsible for upgrading a gas meter?
[17:42:59] <humble_sea_bass> im an engineer, i designed a building's mechanical systems and Turner is supposed get this stuff built. They are basically the dumbest richest company in town
[17:43:30] <humble_sea_bass> this project is way behind schedule because they keep asking basic questions, like how to get gas service
[17:43:37] <Gamma-X> jdh, i worked for nat grid
[17:43:42] <humble_sea_bass> they;'ve been doing this for a year and I want to murder them
[17:44:41] <humble_sea_bass> Nat. Grid is an energy services provider
[17:45:12] <Gamma-X> i worked in there power plants
[17:45:14] <jdh> so, they have no competetion?
[17:45:37] <Gamma-X> they do
[17:45:54] <Gamma-X> suemens, for electrtic
[17:46:01] -!- qingpei [qingpei!~qingpei@218.2.101.210] has joined #linuxcnc
[17:46:11] <Gamma-X> siemens.... others smaller companies
[17:46:53] <jdh> same company? Seems to be a regional utility service in teh NorthEast US
[17:47:22] <Gamma-X> correct, they bough out ketspan.
[17:47:43] <Gamma-X> y u want to know?
[17:48:07] <jdh> so people and businesses can chose to buy gas/power/etc from siemens or nationalgrid?
[17:48:15] <Gamma-X> no
[17:48:48] <Gamma-X> dependant on location u buy from a another company... a broker if u will
[17:49:09] <Gamma-X> not directly from the creator
[17:49:10] <jdh> but, the broker won't come out and install a meter for you
[17:49:18] <Gamma-X> correct
[17:49:22] <jdh> so, there is no real competition
[17:49:23] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-102-56-dynip.superkabel.de] has joined #linuxcnc
[17:49:30] <humble_sea_bass> utilities no longer actually own power plants because they can make more money calling themselves energy services providers
[17:49:37] <humble_sea_bass> becaus there is no regulation for that
[17:50:08] <Gamma-X> jdh whats the issue?
[17:50:09] <IchGuckLive> Loetmichel: ?
[17:50:14] <jdh> I don't have an issue.
[17:50:25] <Gamma-X> oh ok
[17:50:28] <PetefromTn_> Just another tactic in a long list of ways to screw you over on your power bill it sounds like to me..
[17:50:34] <humble_sea_bass> so you have exelon for example, who generates electricity, sells it to con edison, and in turn con edison delivers it to me. the delivery charge in nyc now costs more than the electricity
[17:50:54] <jdh> I was just wondering if this was typical utility monopoly dis-service since they have no incentive due to lack of competitino.
[17:51:12] <jdh> but, exelon r0cks
[17:51:28] <humble_sea_bass> which was not the case back in the day
[17:51:43] <Gamma-X> they actually try to keep the price low. instead of making the energy themselves, a lot of times they buy excess power from other near by power plants.
[17:52:02] -!- bedah [bedah!~bedah@g230212164.adsl.alicedsl.de] has joined #linuxcnc
[17:52:17] <Gamma-X> or the competitors of nat grid like siemens are hooked to the same power grid and provide same energy but at cheaper costs.
[17:52:18] <humble_sea_bass> I wanted to work for a nuke plant, but fukushima happened and the entire nuke industry in the US shat its pants when I was looking for work
[17:52:24] <Gamma-X> non union workers... etc.
[17:52:55] <Gamma-X> humble_sea_bass, you in hte city?
[17:53:02] <humble_sea_bass> my problem is not energy costs, but the delivery charges are out of fucking control
[17:53:06] -!- beawesomeinstead has quit [*.net *.split]
[17:53:07] <humble_sea_bass> I am
[17:53:19] <humble_sea_bass> work in the manhattans and live in the brooklyns
[17:54:03] <Gamma-X> Ill be movin back tothe island in april
[17:54:17] <humble_sea_bass> from where
[17:54:23] <Gamma-X> denver
[17:54:32] <Gamma-X> got a buddy who works for con ed
[17:54:37] <Gamma-X> underground guy.
[17:54:43] <humble_sea_bass> dog, why you leaving that libertarian pot utopia
[17:54:43] <Gamma-X> emergency services
[17:54:51] <Gamma-X> happy wife happy life
[17:55:09] <humble_sea_bass> you gonna work for con ed?
[17:55:19] <humble_sea_bass> the con ed guys make good cheddar
[17:55:30] <jdh> why do you want to work at a nuke plant?
[17:55:33] <Gamma-X> nah, I work from home.
[17:55:53] <Gamma-X> yeah and nuke plants arnt as fun as oil fuel plants!
[17:56:24] <Gamma-X> I removed asbestos in lots of power plants on the island
[17:56:39] <Gamma-X> from brooklyn to port jefferson
[17:56:47] <humble_sea_bass> that's gangster
[17:56:55] <humble_sea_bass> you run an environmental services jam?
[17:57:12] <Gamma-X> hell no haha I work for Hewlett-packard
[17:57:29] <Loetmichel> IchGuckLivejo?
[17:57:30] <Gamma-X> no a days atleast.
[17:57:35] <Loetmichel> IchGuckLive jo?
[17:57:46] <Loetmichel> hmmm
[17:59:56] <Loetmichel> chinese quality: got two flashlights today. this:
http://www.ebay.de/itm/360817420129 ... got 2 lamps, 4 batterys, 2 chargers. ONE distance tube for the 18650... and two of the four batterys have to be shaken to have intermediate contact... nice work, china... :-(
[18:00:08] <humble_sea_bass> please say calculator division
[18:02:31] <PetefromTn_> Man that sounds like a nice gig. Work for HP from home? What am I doing wrong here LOL...
[18:03:10] <jdh> finding ways to sell ink for as much per pL as possible
[18:04:24] <PetefromTn_> yeah man that ink is a major freakin' ripoff scam huh..
[18:04:47] -!- dway has quit [Quit: NOOOOOOooooooooo……]
[18:04:48] <CaptHindsight> Loetmichel: yeah, that's the problem, little to no QC
[18:05:02] <PetefromTn_> I have had three printers here in the last couple years and not one of them lasted for a damn with ink and I hardly ever use them.
[18:05:25] <Gamma-X> lol
[18:05:30] <PetefromTn_> Maybe it is evaporating from sitting like the coolant in my VMC...
[18:05:38] <Gamma-X> I work on there computer emergency response team.
[18:05:41] <Connor> PetefromTn_: Sometimes it's even cheaper to buy a new printer than replacement cartridges..
[18:05:48] <cradek> I buy a toner cartridge about every 10 years and laugh at the lousy inkjet printers
[18:05:51] <jdh> evaporation is too slow and unreliable. They dump the ink in teh sponge
[18:05:51] <CaptHindsight> PetefromTn_: no they time it out and pretend that it's empty
[18:05:52] <PetefromTn_> sure as hell is man...
[18:06:20] <jdh> HP LJ3 would be almost perfect
[18:06:42] <PetefromTn_> I used to have a laser printer that worked great and lasted a good while but the damn drums were expensive to replace...
[18:06:48] <CaptHindsight> aqueous inkjet ink costs ~$5 gal to make
[18:06:50] -!- Tomashe has quit [Ping timeout: 264 seconds]
[18:07:06] <CaptHindsight> the time to filter it takes longer than the time to make it
[18:07:25] <Gamma-X> I buy toner for m laser printer and refill it... its an all in one, brother brand got it for 100.
[18:07:48] <CaptHindsight> buy a laser or buy an inkjet that you can reset and refill
[18:07:50] <Gamma-X> ink refill is like... bucks?
[18:07:55] <PetefromTn_> You would think they had to catch tiny endangered reef fish and squeeze them in a press to get the ink for what they charge for a damn cartridge...
[18:08:22] -!- qingpei has quit [Quit: qingpei]
[18:08:39] <CaptHindsight> no they just end up getting ~$3k/L when they put 15mL in a single cartridge for $35
[18:08:47] <PetefromTn_> and that is under mass production stocking WalMarts...
[18:09:36] <PetefromTn_> and to think all I want to do is make some neat parts on my VMC to make money what am I thinking.....
[18:09:37] <CaptHindsight> the actual cost per cartridge is well under $1
[18:09:50] <PetefromTn_> I just need to get some ink cartridges and sell em' LOL...
[18:10:26] <Connor> That's pretty damn good markup.. Cables are the same way... Extremely high mark up
[18:11:11] <Gamma-X> hence why I buy everything on amazon.
[18:11:27] <Connor> Monoprice good for cables..
[18:11:37] <Gamma-X> monoprice 4k monitor!
[18:11:38] <CaptHindsight> buy a Canon inkjet or a laser printer
[18:11:54] <Gamma-X> i honestly vota for brother laser all in one.
[18:13:38] <Connor> I need to drill a hole in my chip train and mount a PVC pipe to it... Pipe will not extend past the hole.. Trying to find the best way to seal it..
[18:13:45] <Connor> I'm thinking a flange...
[18:13:53] <Connor> but, not seeing what I need..
[18:14:23] <jdh> RTV
[18:14:33] <CaptHindsight> some laser printers are just as bad they leave a plastic gear off the side of the cartridges so it can't be refilled unless you add the gear
[18:14:58] <Connor> was planning on doing that too.. but.. I want a flange so I can bolt/screw it to the tray
[18:15:12] <CaptHindsight> http://www.meritline.com/reset-gear-for-use-in-brother-tn3500-starter-toner-cartridges---p-20713.aspx?source=fghdac&gclid=CJ_-oI6--bwCFYsWMgodnhcAUQ
[18:15:43] <jdh> pvc pipe flange with a piece of rubber gasket?
[18:15:44] <Gamma-X> CaptHindsight, thats what i did to brother, kit with toner on amazon.. 10 bucks.
[18:16:41] postaL is now known as afinegansucksbal
[18:16:49] afinegansucksbal is now known as afinegansucxball
[18:16:52] afinegansucxball is now known as afinegansuxballs
[18:17:19] <Connor> Looks like they don't make one.. closest thing I can find is a water closet flange.
[18:17:51] <jdh> I think postaL has issues.
[18:18:13] <jdh> connor: no plan pvc/cpvc flange fitting? what size pipe?
[18:18:42] afinegansuxballs is now known as postaL
[18:19:16] <Connor> Not sure what size.. 2" Maybe? Large enough to run up to 4 Stepper motor cables with fittings through it.. I can feed them through 1 at a time.. and the 1 to 3 E-Stop connectors...
[18:19:29] <Connor> err.. not E-Stop, but limit/home
[18:19:45] -!- jbr has quit [Quit: ChatZilla 0.9.90.1 [Firefox 27.0.1/20140212131424]]
[18:20:00] <jdh> http://www.usplastic.com/catalog/item.aspx?itemid=41144&catid=726
[18:20:34] -!- md-2 has quit [Quit: Leaving...]
[18:21:54] <Connor> What sucks is.. the cables are going to have to make a sharp 90 to go into the enclosure.. I have 3/4" between the tray and the wall..
[18:22:28] <Connor> jdh: That looks close.. Was hoping Home Depot or Lowes would have something like that..
[18:23:51] -!- skorasaurus has quit [Remote host closed the connection]
[18:29:48] -!- pmonaghan87 [pmonaghan87!~Administr@pool-108-7-180-106.bstnma.fios.verizon.net] has joined #linuxcnc
[18:30:25] <IchGuckLive> Connor: look for oelflex
[18:30:53] <IchGuckLive> there are available around the world 110 is ok for you
[18:31:05] <Connor> What is it ?
[18:31:38] <jdh> flexy wire
[18:32:02] <IchGuckLive> cable for sharp corners and CNC with fast moves inside chains
[18:32:08] <Connor> Oh. I think the wire will be fine.. it's 18# stranded alarm wire..
[18:32:53] <Connor> Just would prefer a little more graceful bend.
[18:33:22] <jdh> knock a hole in the wall
[18:33:57] <Connor> that I could do...
[18:34:23] -!- larryone has quit [Quit: This computer has gone to sleep]
[18:34:35] <Connor> http://www.cnczone.com/forums/attachments/f164/202598d1380377879-hosss-g0704-100_4160_800x600-jpg
[18:34:41] <Connor> That's what Hoss Did...
[18:34:56] <Connor> I'm not going to have the 90 degree on the back.. so.. I need the flange on the inside..
[18:35:14] <jdh> that is a monstrosity
[18:35:20] <Connor> he also has more running through that than I will.
[18:35:44] <jdh> what is taht thing mounted to the column?
[18:36:14] <Connor> My Coolant, spindle, spindle encoder, and air for PDB will run straight to the e-chain over the wall of the enclsoure.
[18:36:27] <Connor> I think that's his older tool changer.. from his X2
[18:37:58] <jdh> has anyone used one of the monoprice IPS monitors?
[18:37:59] <PetefromTn_> jdh agreed...LOL
[18:38:29] <Connor> Mine will be a little more elegant than that...
[18:38:50] <Connor> Not sure what size of PVC he used..
[18:38:53] <Connor> I can go smaller.
[18:39:03] <Connor> and shorter..
[18:45:13] <CaptHindsight> lol fleabay search for SCARA robot returns "Did you mean: scary robot?"
[18:49:06] <IchGuckLive> Connor: you are a plumber not a cnc mechanics
[18:49:35] <Connor> IchGuckLive: Umm.. am not. I'm a Web Developer.. :)
[18:49:53] <IchGuckLive> the mashine looks like it !
[18:50:10] <IchGuckLive> at that size no cable shoudt be visdable at all
[18:50:39] <Connor> IchGuckLive: That's not my machine.
[18:50:44] <Connor> That's someone elses.
[18:50:52] <IchGuckLive> ah all are saying that ;-)
[18:51:19] <Connor> http://www.ivdc.com/cnc/mill_03_03_14_01.jpg
[18:51:21] <Connor> that's mine.
[18:51:37] <Connor> http://www.ivdc.com/cnc/mill_03_03_14_02.jpg http://www.ivdc.com/cnc/mill_03_03_14_03.jpg
[18:52:19] <IchGuckLive> clean room no milling last year
[18:52:54] <IchGuckLive> Co is it a servo
[18:54:11] -!- pmonaghan87 has quit [Quit: Leaving]
[18:54:46] <IchGuckLive> Still very low temperatures in the USA
[18:55:28] <Connor> (01:52:19 PM) IchGuckLive: clean room no milling last year huh??
[18:57:49] <IchGuckLive> ok im off last meal bevor Easter break pizza stop O.O
[18:57:55] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[18:59:00] <Loetmichel> Connor: he meant to say: " i build a mill housing to hold the swarf inside it so it cant get the room dirty"
[18:59:35] <Connor> Yea.. he's hard to understand at times..
[19:00:10] <CaptHindsight> understand him not?
[19:00:54] <Connor> CaptHindsight: ROFL
[19:01:17] <Loetmichel> as a fellow german i think that the german grammar he builds his english sentences with is very funny ;-)
[19:01:48] <Connor> Loetmichel: Any time you can help translate is appreciated.. :)
[19:01:53] <CaptHindsight> that is mostly all it is
[19:02:34] <CaptHindsight> when they wrote the lines for Yoda they did the same thing, they used German grammar rules for English
[19:02:39] <Connor> might be better off with him typing German and running it through google translate.. :)
[19:03:02] -!- norbert has quit [Quit: Verlassend]
[19:03:03] <CaptHindsight> so the sentence structure is out of the usual order
[19:03:18] <Connor> I can understand Yoda.
[19:03:34] <Connor> He was missing key words in that sentence. :)
[19:03:37] <roycroft> german syntax is fun - you tease folks with all your objects and modifiers, and when enough suspense is built up you toss all the verbs in at the very end
[19:03:48] <jdh> connor: that is way too clean.
[19:03:54] * skunkworks is barely monolingual
[19:04:08] <Loetmichel> Connor: german grammar isnt that rigid as english
[19:04:30] <Connor> jdh: My Mill? Only because the mill was JUST installed into the enclosure. :)
[19:04:33] <roycroft> well, grammar is more rigid, but syntax is a lot looser because of the rigid grammar
[19:04:58] <jdh> I meant the walls/shelves also
[19:05:01] -!- Cylly [Cylly!cylly@p54B11095.dip0.t-ipconnect.de] has joined #linuxcnc
[19:05:09] -!- Loetmichel has quit [Disconnected by services]
[19:05:12] Cylly is now known as Loetmichel
[19:05:27] <Loetmichel> Connor: german grammar isnt that rigid as english
[19:05:31] <Loetmichel> you can place the sentence parts much more randomly :-)
[19:05:36] <Connor> http://www.ivdc.com/cnc/mill_02_26_14_02.JPG
[19:05:56] <Connor> That better? :)
[19:06:07] <jdh> yeah
[19:06:23] <Loetmichel> hrhr, obligatrory wd40 and duct tape ;-)
[19:06:24] <Connor> The shelves were cleaned off.. and stuff removed so I could move the shelve down...
[19:06:53] <Connor> That's painters tape, the duct tape is on the shelf above or hidden under crap.
[19:07:11] <skunkworks> I like the electric cauk gun - but the tube is in the manual one...
[19:07:25] <jdh> I'd be happy if I got my enclosure panel mounts done.
[19:07:52] <Connor> skunkworks The electric is good if your doing liquid nails or adhesives.. but, you loose the control and "feel" when caulking..
[19:08:18] -!- mhaberler has quit [Quit: mhaberler]
[19:08:26] <jdh> my caulking looks great except for the first and last 6 inches
[19:08:28] <Connor> I used it for about half of it.. and made a huge mess.. after switching back to the manual with the no drip..
[19:08:29] <_methods> you like to feel the caulk
[19:08:37] <_methods> hehe
[19:08:37] <Connor> it works better.
[19:09:16] <Connor> Caulking pushes every one of my OCD buttons..
[19:09:22] <jdh> CDO
[19:09:39] <Connor> Obsessive-compulsive disorder :)
[19:09:54] <jdh> but, the letters aren't ordered correctly your way.
[19:10:43] <jdh> I started milling the back drip edge off my Shars vise, but got bored and quit.
[19:11:37] <Connor> http://www.ivdc.com/cnc/mill_03_03_14_02.jpg you can see how much in hangs off in that picture.
[19:12:06] <Connor> I have enough room to add the 2" spacer between the base and column.. which I plan to do at some point.
[19:12:45] <jdh> do you have more travel behind the backjaw of teh vise that you are losing to the rim hitting the column?
[19:12:48] <_methods> just use strap clamps instead of the mounting ppoints
[19:13:21] <Connor> jdh: Yes.. and like _methods said.. I need to use strap clamps..
[19:13:33] <jdh> strap clamps?
[19:13:34] <Connor> just haven't bothered to do it.
[19:13:46] <Connor> standard hold down clamps..
[19:13:49] <_methods> more of a pain to square the vise
[19:13:56] <_methods> but you'll get that extra room back
[19:13:59] <Connor> _methods: EXACTLY which is why I've not done it.
[19:14:05] <_methods> hehe
[19:14:09] <jdh> oh. I've tried it that way. Still lost travel
[19:14:16] <_methods> put some locator pins in the bottom of the vise
[19:14:18] -!- mablae has quit [Ping timeout: 240 seconds]
[19:14:31] <Connor> and mounting it on the first T slot.. causes issues too.
[19:14:59] <jdh> yep. getting rid of the rim would give me almost an inch I think.
[19:15:13] <Connor> http://www.tormach.com/store/index.php?app=ecom&ns=catshow&ref=multicat_cnc_vise
[19:15:16] <Connor> that's what I want.
[19:15:23] <jdh> it did force me to get better at just mounting on teh table though
[19:15:51] <jdh> I've ended up with some 1/4 and 3/8" 6061 plates I bolt too then clamp them down.
[19:15:51] <_methods> yeah i've got a nice little precision vise like that
[19:16:18] <Connor> I would have to mill another set of slots into the bottom so I could mount it using the pins.. which I'm not even doing on current vise right now.
[19:16:40] <Connor> 5" Is max size for that mill..
[19:16:47] <jdh> I have a little vise like that. I've only used it mounted in teh other vise
[19:16:49] <Connor> 4" was just too small to do some stuff I wanted.
[19:17:33] <_methods> yeah that's not a lot of real estate
[19:17:45] <jdh> I got some plastic shim stock I put between the work and the fixture plate.
[19:22:37] <Connor> My Shade cover idea.. works ok.. but.. when I get real low.. it can cause issues with the vise.. and If not using vise.. can cause issues with the table...
[19:24:22] <Connor> Thoughts anyone ?
[19:24:56] <Connor> Still not sure how it does on keeping chips off the ways... not used it enough to know.. I'm sure it'll do a bit better with coolant..
[19:25:34] <jdh> nice idea. looks bulky
[19:26:23] <Connor> Yea, that's the problem.
[19:26:24] <Connor> Way more shade than I need.
[19:26:24] <Connor> Lots of extra on it..
[19:26:38] <CaptHindsight> http://www.nacharmonicdrive.com/nhdce3.html their pricing for brand new off the shelf is similar to fleabay from Korea
[19:26:38] <CaptHindsight> anyone have a favorite harmonic drive supplier?
[19:26:44] <Connor> Don't recall the size of the angle either..
[19:27:17] <Connor> CaptHindsight: Watcha making ?
[19:27:51] <CaptHindsight> SCARA type arms for printers
[19:28:12] <Connor> I want to build a strong arm for my robot..
[19:28:17] <skunkworks> I have found - my caulk jobs look pretty darn good if you mask off each side. then use your thumb to bevel/level to the tape.
[19:28:44] <CaptHindsight> non-contact, fast and maybe 1Kg max loads
[19:29:01] <Connor> skunkworks Would have taken forever for me to do that.. OCD.. with tape! OMG.. I have 11 panels.. front and back.
[19:29:20] <skunkworks> heh
[19:29:32] <Connor> plus, I had to caulk the drip rails too.
[19:29:34] <Connor> under them..
[19:29:34] <skunkworks> probably applies to kitchen/bathroom work...
[19:29:40] <CaptHindsight> it's like taping compound, only wipe once
[19:29:50] <CaptHindsight> the more you mess with it the worse it gets
[19:30:40] <Connor> Yea.. I need to make the 2" spacer for the column, and 2" tombstone spacer for the head.
[19:31:21] <Connor> I thought about mounting the shade to the bottom of the head.. but, that wouldn't let me tilt it anymore.
[19:32:31] <humble_sea_bass> what's the shade for
[19:32:39] <humble_sea_bass> keep coolant off your business?
[19:32:48] -!- asdfasd [asdfasd!~gfsfgsdf@94.4.198.238] has joined #linuxcnc
[19:32:48] <Connor> Way cover
[19:33:25] <humble_sea_bass> you just used a comercial shade tube thing
[19:35:35] -!- jerryitt has quit [Quit: Connection closed for inactivity]
[19:36:57] <Connor> yea.
[19:37:07] <Connor> had them cut it down to 16"
[19:39:26] <PetefromTn_> http://ecx.images-amazon.com/images/I/415WEP94SDL._SY300_.jpg
[19:39:46] <humble_sea_bass> use your finger
[19:39:56] <_methods> yeah those things suck
[19:40:04] <humble_sea_bass> i need a gooseneck taskligh
[19:40:07] <PetefromTn_> believe me I caulk stuff a LOT and these work great...
[19:40:20] <humble_sea_bass> my old chinese LED jam just ate it
[19:40:49] <PetefromTn_> You just gotta know how to cut the edge...
[19:41:11] -!- sumpfralle1 [sumpfralle1!~lars@d.mail.systemausfall.org] has joined #linuxcnc
[19:42:02] <PetefromTn_> CaptHindsight Hey man have you made a fourth axis with one of those Harmonic jobbies?
[19:42:40] -!- Reventlov has quit [Quit: leaving]
[19:44:25] -!- sumpfralle has quit [Ping timeout: 240 seconds]
[19:47:10] -!- bedah has quit [Ping timeout: 244 seconds]
[19:50:38] <CaptHindsight> PetefromTn_: I usually use worm gear type rotational drives for 4-5th axis but this is for lower accuracy
[19:51:05] -!- bedah [bedah!~bedah@g230212164.adsl.alicedsl.de] has joined #linuxcnc
[19:51:16] <CaptHindsight> harmonic drives are down to ~1 arc minute repeatability, the worm gear drives we rework are ~2 arc seconds
[19:52:07] <humble_sea_bass> Hind. who are you working for
[19:52:17] <Connor> CaptHindsight: Don't you mean higher accuracy ?
[19:52:24] <CaptHindsight> http://harmonicdrive.net/products/componentsets/csf-component/ bottom of page
[19:53:01] <CaptHindsight> Connor: nope the harmonic drives are less accurate
[19:53:19] <Connor> Really?
[19:53:40] <Connor> How is that possible.. no backlash with harmonic.. much higher gear ratio normally...
[19:55:32] <CaptHindsight> http://search.newport.com/?q=*&x2=sku&q2=RV160HAHLT
[19:55:52] <humble_sea_bass> that's nice
[19:56:03] <Connor> Damn.
[19:56:07] <Connor> thats $$$$
[19:56:36] <Connor> Yea.. like i was saying.. I want to build a arm for one of my robots..
[19:56:47] <humble_sea_bass> well let us appreciate the finer things which we are not getting
[19:57:12] <Connor> plan is to use power window motors, add a absolute encoder and a H-Bridge and turn them into a nice beefy servo.
[19:57:13] <CaptHindsight> depends on your loads as well
[19:57:44] <CaptHindsight> newport rotational stage maybe 8Nm, and a harmonic drive might be 200Nm
[19:58:08] <humble_sea_bass> you don't for honeybee do you
[19:58:49] <Connor> Probably use 3 of those, 2 for the shoulders, 1 for elbow.. I need some other types for wrist, forearm rotate, and arm twist..
[20:02:49] -!- skorasaurus has quit [Ping timeout: 240 seconds]
[20:03:52] <CaptHindsight> http://www.ebay.com/itm/HD-FRS-20-80-2-GR-SPA1496-HARMONIC-DRIVE-SYSTEMS-Set-for-Robots-New-Japan-/171162942751?pt=LH_DefaultDomain_0&hash=item27da1b3d1f
[20:05:03] <PetefromTn_> I don't understand how a backlash free harmonic drive could possibly be less accurate than a worm gear drive. The positioning would be entirely up to the motor/servo setup...
[20:05:47] <CaptHindsight> PetefromTn_: it's everything else as well, the bearings the eccentricity of the housing etc etc
[20:06:22] <CaptHindsight> even how much will it flex under load?
[20:07:10] <PetefromTn_> yeah but you were talking about arc repeatability and accuracy...
[20:07:24] <CaptHindsight> but even the best robot arms are rated only down to 10-20um of repeatability
[20:07:57] <PetefromTn_> If they are not as accurate then why do most big machine tool companies build them into fourth axes and not worm gear driven units?
[20:08:13] <CaptHindsight> you could make a harmonic drive just as well as a worm drive
[20:08:25] <CaptHindsight> PetefromTn_: the loads
[20:09:17] <CaptHindsight> that newport is only rated for 8nm, the harmonic drive could be 300nm
[20:09:21] <PetefromTn_> so you are saying the load range limits of the harmonic drive units are higher?
[20:09:31] <CaptHindsight> yes
[20:09:55] <CaptHindsight> thats why cutting tools and robots use them
[20:10:05] <PetefromTn_> when I clicked on the newport link all I got was a page full of products..
[20:10:14] <CaptHindsight> but for non-contact we get better results with worms
[20:10:26] <PetefromTn_> who is we?
[20:11:03] <CaptHindsight> me and the others I work with
[20:11:12] <humble_sea_bass> honeybee robotics
[20:11:13] <CaptHindsight> so me for this discussion
[20:11:43] <CaptHindsight> http://www.newport.com/RV-Series-High-Performance-Precision-Rotation-Sta/546288/1033/info.aspx#Specifications
[20:11:53] <CaptHindsight> is this link and better? ^^
[20:12:29] <PetefromTn_> yeah, did you make that?
[20:12:53] <CaptHindsight> no but I use them after a little rework
[20:12:56] -!- kat3_drx [kat3_drx!~tuf15651@155.247.22.241] has joined #linuxcnc
[20:12:59] -!- kat3_drx [kat3_drx!~tuf15651@155.247.22.241] has parted #linuxcnc
[20:13:13] <PetefromTn_> is this for laser or optical positioning?
[20:13:30] <CaptHindsight> 3d printing
[20:13:41] <PetefromTn_> how are you measuring the rotational precision?
[20:13:43] <CaptHindsight> laser, inkjet, dlp etc
[20:14:07] <CaptHindsight> giant protractor :)
[20:15:05] -!- skorasaurus has quit [Ping timeout: 244 seconds]
[20:15:26] <CaptHindsight> lasers and even microscopes with gauges
[20:15:27] <humble_sea_bass> what about those boxing gloves that spring out from a gift box
[20:16:45] <PetefromTn_> Interesting... I would say you are working with worm gear rotaries that are CONSIDERABLY more precisely manufactured than the POS chinese rotaries most of us here would look at turning into a fourth axis...
[20:18:14] <humble_sea_bass> most chinese "precision" items are made to look precise, but I've found some amazing stuff
[20:18:21] <PetefromTn_> I saw a nice youtube video of a guy who made his own fourth axis for a Haas VMC using a larger harmonic drive unit. He machined the housing on the VMC...
[20:18:48] <humble_sea_bass> like 123 blocks that clearly had their rough edges hand ground
[20:18:56] <PetefromTn_> honestly for the low end market the words CHINESE and PRECISION should not be used in the same sentence..
[20:19:13] -!- dnalerom_ [dnalerom_!~dnaleromj@64.20.30.66] has joined #linuxcnc
[20:19:17] <CaptHindsight> http://imagebin.org/297238 here's one driving a trunnion
[20:19:52] <PetefromTn_> that's a harmonic right?
[20:20:01] <CaptHindsight> both are worms
[20:20:24] <CaptHindsight> both are newports
[20:21:32] <PetefromTn_> http://www.youtube.com/watch?v=7hmu8rC0rPc
[20:22:00] <PetefromTn_> whaddya mean both?
[20:23:52] <CaptHindsight> there is one ~10 dia on the left of the trunnion and there is another ~4 dia one on the top of the trunnion
[20:25:24] -!- pjm has quit [Ping timeout: 264 seconds]
[20:25:25] <PetefromTn_> OOps sorry I was looking at the trunnion table itself not the fifth axis..
[20:25:42] <CaptHindsight> 4th and 5th there
[20:25:59] <CaptHindsight> the others are all linear servos
[20:26:21] <PetefromTn_> How much does something like that fourth axis trunnion one cost without the table or the fifth?
[20:28:41] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[20:35:22] <CaptHindsight> PetefromTn_:
http://www.trunniontable.com/table-trunnions-c-1/stallion-trunnion.html
[20:36:08] <CaptHindsight> they also have some on ebay starting ~$1500
[20:36:20] <CaptHindsight> we rework them as well
[20:36:24] <CaptHindsight> their spec is pretty good but we just take them a bit further
[20:36:30] <CaptHindsight> http://www.ebay.com/itm/haas-hrt-210-trunnion-table-for-4th-axis-rotary-table-/171039890269?pt=BI_Tool_Work_Holding&hash=item27d2c59b5d
[20:37:21] <PetefromTn_> I was actually asking about the rotary unit not the table. I have seen the stallion units.
[20:38:52] <CaptHindsight> I just got a quote for a harmonic drive with "typical accuracy is 30 arc-sec and repeatability is +/- 5 arc-sec" 200Nm load for $2k
[20:39:49] <CaptHindsight> http://harmonicdrive.net/products/componentsets/csf-component/ 40 series
[20:40:45] <CaptHindsight> but thats with the whole assembly with cross roller bearings assembled and matched, tested
[20:41:46] -!- larryone has quit [Quit: This computer has gone to sleep]
[20:42:58] -!- s1dev has quit [Ping timeout: 240 seconds]
[20:43:45] -!- s1dev [s1dev!~s1dev@199.241.28.135] has joined #linuxcnc
[20:43:45] <PetefromTn_> what ratio would you say would be ideal for machining with in a milling machine?
[20:47:05] -!- _methods has quit [Ping timeout: 252 seconds]
[20:47:48] <CaptHindsight> 100:1 with a 3K rpm servo is 30rpm, is that fast enough for you?
[20:48:01] -!- _methods [_methods!~minotaur@192.81.210.43] has joined #linuxcnc
[20:48:58] <PetefromTn_> http://www.ebay.com/itm/HARMONIC-DRIVE-SYSTEMS-HARMONIC-REDUCER-HD-25-50-RATIO-50-1-/151220874882?pt=LH_DefaultDomain_0&hash=item2335776e82
[20:49:16] <PetefromTn_> I have been considering getting something like that if I ever get around to building a fourth axis.
[20:49:35] <PetefromTn_> 50-1 may not be enough holding power tho I honestly don't know..
[20:50:01] <CaptHindsight> depends on the size of your servo as well
[20:50:16] <PetefromTn_> would probably buy the servo accordingly...
[20:50:35] <PetefromTn_> I have seen some like 130-1
[21:01:02] -!- Nick001-shop [Nick001-shop!~chatzilla@clsm-74-47-118-203-pppoe.dsl.clsm.epix.net] has joined #linuxcnc
[21:03:47] -!- skunkworks has quit [Quit: Leaving]
[21:05:57] -!- PetefromTn_ has quit [Quit: IceChat - Keeping PC's cool since 2000]
[21:09:59] -!- skunkworks_ has quit [Ping timeout: 240 seconds]
[21:29:58] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[21:31:44] -!- Jasen_ [Jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[21:31:55] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.104.58] has joined #linuxcnc
[21:36:12] -!- dgarr [dgarr!~dgarrett@71-223-146-186.phnx.qwest.net] has joined #linuxcnc
[21:36:52] -!- bedah has quit [Quit: Ex-Chat]
[21:41:24] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[21:42:24] -!- PetefromTn_ [PetefromTn_!~IceChat9@24-158-172-171.dhcp.jcsn.tn.charter.com] has joined #linuxcnc
[21:43:04] <Deejay> gn8
[21:43:29] -!- Deejay has quit [Quit: bye]
[21:44:52] <humble_sea_bass> billiards night is best night
[21:45:07] -!- sumpfralle1 has quit [Ping timeout: 265 seconds]
[21:50:48] <humble_sea_bass> oh I just found a great place to get my next set of business card
[21:50:51] <humble_sea_bass> http://www.businesspogs.com/BusinessPogs.com/BusinessPogs.com.html
[21:51:51] <Connor> OMG
[21:52:13] <PetefromTn_> are those to put your mug on LOL?
[21:53:48] <humble_sea_bass> dude you don't know pogs and slammers? your scale is off
[21:56:03] <Connor> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Jog-While-Paused
[21:56:07] <Connor> Does this work ?
[21:57:17] <Connor> Oh geez.. never mind.. it's a fork from made code.. ugg.
[21:58:31] <Connor> Would LOVE to have Jog While Paused
[21:59:04] <PetefromTn_> I thought they were working on it for a bit there....
[21:59:39] <Connor> I've seen various things over the years.. but, nothing has made it into master yet.
[22:00:19] <Connor> at least, not that I know of.
[22:01:26] -!- i_tarzan_ [i_tarzan_!~i_tarzan@189.180.10.242] has joined #linuxcnc
[22:02:25] -!- i_tarzan has quit [Ping timeout: 240 seconds]
[22:05:28] <Connor> Of everything with LinuxCNC, that's the one thing I don't understand why it's not already implemented...
[22:05:49] -!- roycroft has quit [Quit: Leaving]
[22:06:50] -!- Spyou has quit [Remote host closed the connection]
[22:07:38] <PetefromTn_> Connor Do you know how to add a plugin to Cambam?
[22:07:43] -!- Spyou has quit [Excess Flood]
[22:08:06] <Connor> Not looked into it.. shouldn't be hard.. not sure if you have to have a registered version or not..
[22:08:59] <PetefromTn_> There is a v- engrave plugin I wanted to play with and I downloaded it but cannot find out how to install it.
[22:09:42] <PetefromTn_> What happened to TomITX, have not seen him around for awhile...?
[22:09:44] <Connor> I thought CamBam supported V-engraving out of the box.
[22:10:01] <PetefromTn_> it does..just need the plugin I guess.
[22:10:37] <PetefromTn_> Besides they just changed some stuff that made it a lot better apparently and I wanted to look at it.
[22:10:48] -!- skorasaurus2 has quit [Ping timeout: 244 seconds]
[22:10:57] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[22:15:16] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust436.20-1.cable.virginm.net] has joined #linuxcnc
[22:15:29] -!- FinboySlick has quit [Quit: Leaving.]
[22:15:34] <Connor> andypugh is here.. maybe he can answer.
[22:15:54] <andypugh> The answer is "halibut". What was the question?
[22:16:03] <Connor> andypugh: When / Why isn't there a jog while paused?
[22:16:19] <andypugh> Because it is difficult
[22:16:30] <Connor> I found this..
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Jog-While-Paused, but, that's a fork...
[22:16:38] <DaViruz> the answer is 42, but what is the question?
[22:16:49] <Connor> Lots of stuff is hard.. but, has been implemented... :)
[22:16:50] <CaptHindsight> is that anything like cold heat and on while off?
[22:17:26] <Connor> and then they're is touch off while paused.. which.. apparently is even harder....
[22:18:55] <Connor> Surely if they can do it in Mach3 we can. :)
[22:19:08] <andypugh> http://wiki.linuxcnc.org/cgi-bin/wiki.pl?WhyManualWhilePausedIsHard
[22:19:54] <andypugh> But as you have spotted, mah has managed to make it work to an extent.
[22:20:36] -!- Nick001-shop has quit [Ping timeout: 264 seconds]
[22:20:47] -!- chillly has quit [Quit: Leaving]
[22:22:35] -!- i_tarzan_ has quit [Read error: Connection reset by peer]
[22:24:49] <Connor> okay, so, how good is mah's approach? Will it make it into master any time soon ?
[22:24:57] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.63.85] has joined #linuxcnc
[22:25:29] <Connor> I get the touch off problem.. honestly.. it would be good if you could touch off during TOOL CHANGE.. which, might make things easier ?
[22:26:19] <Connor> Since, they're shouldn't be any motions queued up after the tool change has been prompted...
[22:28:05] <andypugh> I have a feeling that it would have to wait until after a JA3 merge to prevent it all having to be done twice. And JA3 needs to have handwheel jogging sorted out before it can be merged. I was hoping that JA3 was a 2.6 feature, but I think it has been decided otherwise.
[22:30:04] <andypugh> I was meant to be re-writing all the tool table stuff too, which is a complication. I rather lost impetus on that though.
[22:30:20] * JT-Shop had to use the dozer, the tractor and almost cranked up the hoe to clean the snow and ice off the driveway
[22:31:18] <andypugh> Trees, flowers and birds think it is Spring here.
[22:31:37] <Tecan> see any groundhogs ?\
[22:33:22] <andypugh> No.
[22:33:28] <andypugh> But then, I never have.
[22:34:32] <andypugh> I don't even think I have ever seen a Marmot, other than stuffed.
[22:35:00] <PetefromTn_> I think that apparently since Jog and and toggle spindle and coolant on and off are relatively simpler maybe that would be a start in the right direction. Honestly touching off tools in pause while I could see the need for it and have done it in Mach3 before I really think is secondary to the other three for me at least.
[22:35:09] -!- Nick001-shop [Nick001-shop!~chatzilla@clsm-74-47-118-203-pppoe.dsl.clsm.epix.net] has joined #linuxcnc
[22:35:57] <PetefromTn_> I have had LOTS of occasions where I wanted to turn off the spindle or coolant while running to check progress etc. But if i gotta retouch off tools I would probably be wanting to do a run from here anyways which seems to work well the couple times I did it.
[22:36:25] <PetefromTn_> oh and jog away from the part to check things or move things etc...
[22:36:48] <andypugh> Jogging away to clear swarf is a very good use-case.
[22:37:10] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[22:37:47] <andypugh> Don't get me wrong, I think it is a useful feature, and something that _should_ be in LinuxCNC.
[22:38:10] <PetefromTn_> yeah or to remove pieces of drop etc...or just to have a looksee.
[22:38:20] <Loetmichel> ah, btw: "useful features"
[22:38:48] <Loetmichel> is it somehow possible to "teach in" a program in linuxCNC by moving the head with the keyboard?
[22:38:56] <PetefromTn_> I dunno about you but when my machine is running you can't see much of anything with the flood coolant and there have been many times I wanted to just switch off the flood so I could look while paused with the spindle running...
[22:38:58] -!- viz has quit [Ping timeout: 245 seconds]
[22:39:28] <andypugh> Loetmichel: There is a program called "teach-in.py" I am not sure what it does.
[22:39:54] -!- viz [viz!7cc69556@gateway/web/freenode/ip.124.198.149.86] has joined #linuxcnc
[22:40:35] <PetefromTn_> Loetmichel I can see where that could be useful especially in some of the more advanced multi axis setups.
[22:46:58] -!- toner has quit [Read error: Operation timed out]
[22:53:24] -!- zeeshan has quit [Read error: Connection reset by peer]
[22:53:24] -!- zeeshan [zeeshan!~kvirc@S01060018e7cea342.hm.shawcable.net] has joined #linuxcnc
[22:56:31] <andypugh> Loetmichel: This script exists. I don't know if it actually gets installed on a LinuxCNC system.
http://git.linuxcnc.org/gitweb?p=linuxcnc.git;a=blob;f=bin/teach-in;h=914b19075659afdd3a7f448e5d9b0005409db0c6;hb=59b51645a0117ba4b5e09c629d2938a0588b5b31
[22:57:24] -!- uw [uw!~uw@unaffiliated/uw] has joined #linuxcnc
[22:59:31] -!- toner [toner!~ink@c-50-150-125-200.hsd1.ca.comcast.net] has joined #linuxcnc
[23:01:02] <Loetmichel> andypugh: thx, will try tomorrow
[23:01:33] -!- dnalerom_ has quit []
[23:03:11] -!- ZinovaS_ [ZinovaS_!~darius@client-178-16-37-153.inturbo.lt] has joined #linuxcnc
[23:04:00] <andypugh> No, I really have no idea where teach-in ends up.
[23:05:13] -!- i_tarzan_ [i_tarzan_!~i_tarzan@189.249.244.234] has joined #linuxcnc
[23:05:36] <Loetmichel> PetefromTn_: it thought more of some "quick and dirty" leveling of a non-rectangular surface
[23:06:03] <andypugh> Have you seen probekins?
[23:06:05] -!- i_tarzan has quit [Ping timeout: 244 seconds]
[23:06:18] <Loetmichel> i.e moving the head by hand on the first run and then use that "program" to go deeper in small steps to the desired depth
[23:06:52] <andypugh> Another interesting experiment:
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?ProbeKins
[23:07:48] <Loetmichel> s/levelling/facing off
[23:10:13] -!- grummund has quit [Ping timeout: 244 seconds]
[23:11:15] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[23:20:07] -!- zzolo has quit [Quit: zzolo]
[23:24:54] -!- CHNCguy [CHNCguy!~CHNCguy@50-80-153-33.client.mchsi.com] has joined #linuxcnc
[23:24:58] <CHNCguy> SUP SUP! :D
[23:29:13] -!- skorasaurus2 has quit [Ping timeout: 240 seconds]
[23:30:12] -!- i_tarzan_ has quit [Ping timeout: 264 seconds]
[23:31:20] <JT-Shop> crap, the two track rollers just came in and they are not the same as mine
[23:31:32] <CHNCguy> ?
[23:32:06] <CHNCguy> hey jt did you get your tool changer working on your vmc?
[23:32:31] -!- andypugh has quit [Quit: andypugh]
[23:36:04] -!- Jasen_ has quit [Quit: Page closed]
[23:37:14] <JT-Shop> it has always worked... well it was broke for a day or three when a relay blue
[23:38:56] <JT-Shop> blew up
[23:41:22] <CHNCguy> ohh i thought u retrod it
[23:41:30] <CHNCguy> did u just use the stock control?
[23:42:02] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[23:42:04] -!- i_tarzan [i_tarzan!~i_tarzan@189.180.109.144] has joined #linuxcnc
[23:43:29] <JT-Shop> yes my 308 is still running DX-32
[23:43:39] <CHNCguy> ohh ok
[23:43:41] <JT-Shop> everything else in the shop is LinuxCNC
[23:44:24] <JT-Shop> the big fires get peed on first around here
[23:44:33] <CHNCguy> Well quick question for you, if you retrod a vmc, what would you tackle first to last?
[23:44:54] <CHNCguy> a 20 tool changer vmc, using all existing components except controller
[23:44:55] <CHNCguy> ?
[23:45:13] -!- Einar_ has quit [Ping timeout: 264 seconds]
[23:46:27] <skunkworks> get it moving..
[23:46:42] <JT-Shop> what Sam said
[23:46:55] <CHNCguy> k
[23:47:05] <JT-Shop> estop, drives, extras
[23:47:25] <JT-Shop> well I did make the light in the CHNC work first LOL
[23:47:42] <CHNCguy> so when I hook up each encoder to my drv inputs on the 7i77, is the pncconf good for servo setup?
[23:47:49] <CHNCguy> lol
[23:48:11] <CHNCguy> can you show me your hal files/ini files for you chnc
[23:48:20] <CHNCguy> I am trying to figure out how to tune the servos
[23:48:51] <JT-Shop> all my CHNC files are on my web site... remember the link?
[23:49:04] <CHNCguy> yes, just wanted to ask before i dug around
[23:49:25] <JT-Shop> in the machine shop section
[23:49:45] <CHNCguy> k
[23:50:49] -!- skors has quit [Quit: WeeChat 0.4.3]
[23:54:34] <CHNCguy> i dont see any of your tuning parameters in your ini
[23:55:33] <JT-Shop> they might be in the hal file
[23:56:08] <JT-Shop> when I did the conversion on it I didn't realize that having the PID in the ini was helpful
[23:58:01] <CHNCguy> i dont see them in your hal either
[23:58:49] <PetefromTn_> CHNCguy If you want send me a PM with your email address and I will send you my configs and those from Lee...
[23:58:57] <CHNCguy> sup pete!
[23:59:01] <PetefromTn_> hey
[23:59:22] <JT-Shop> CHNCguy, they are in the ini file
[23:59:29] <CHNCguy> they are all 0's
[23:59:35] <JT-Shop> # PID tuning params
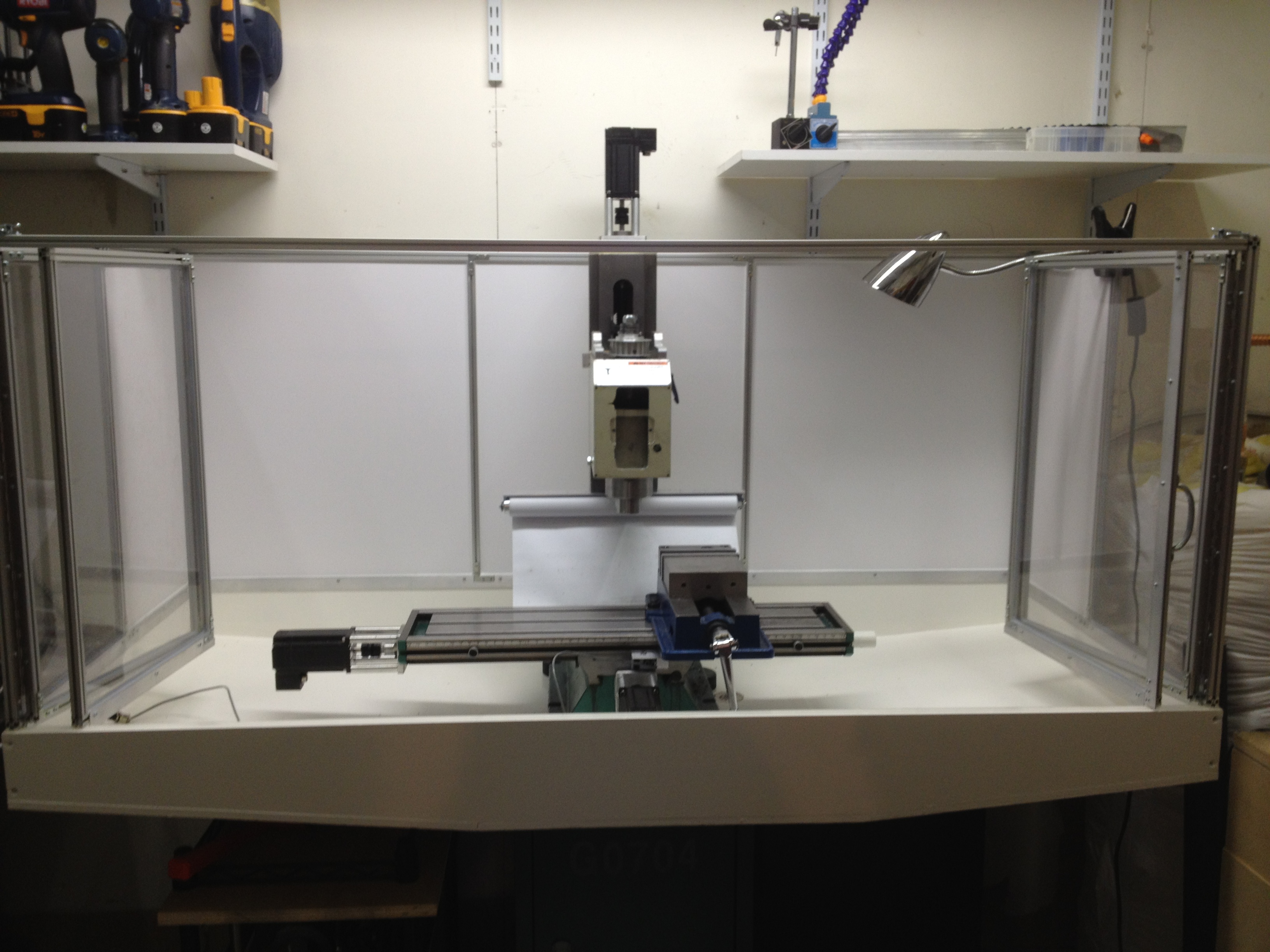{kind=link}
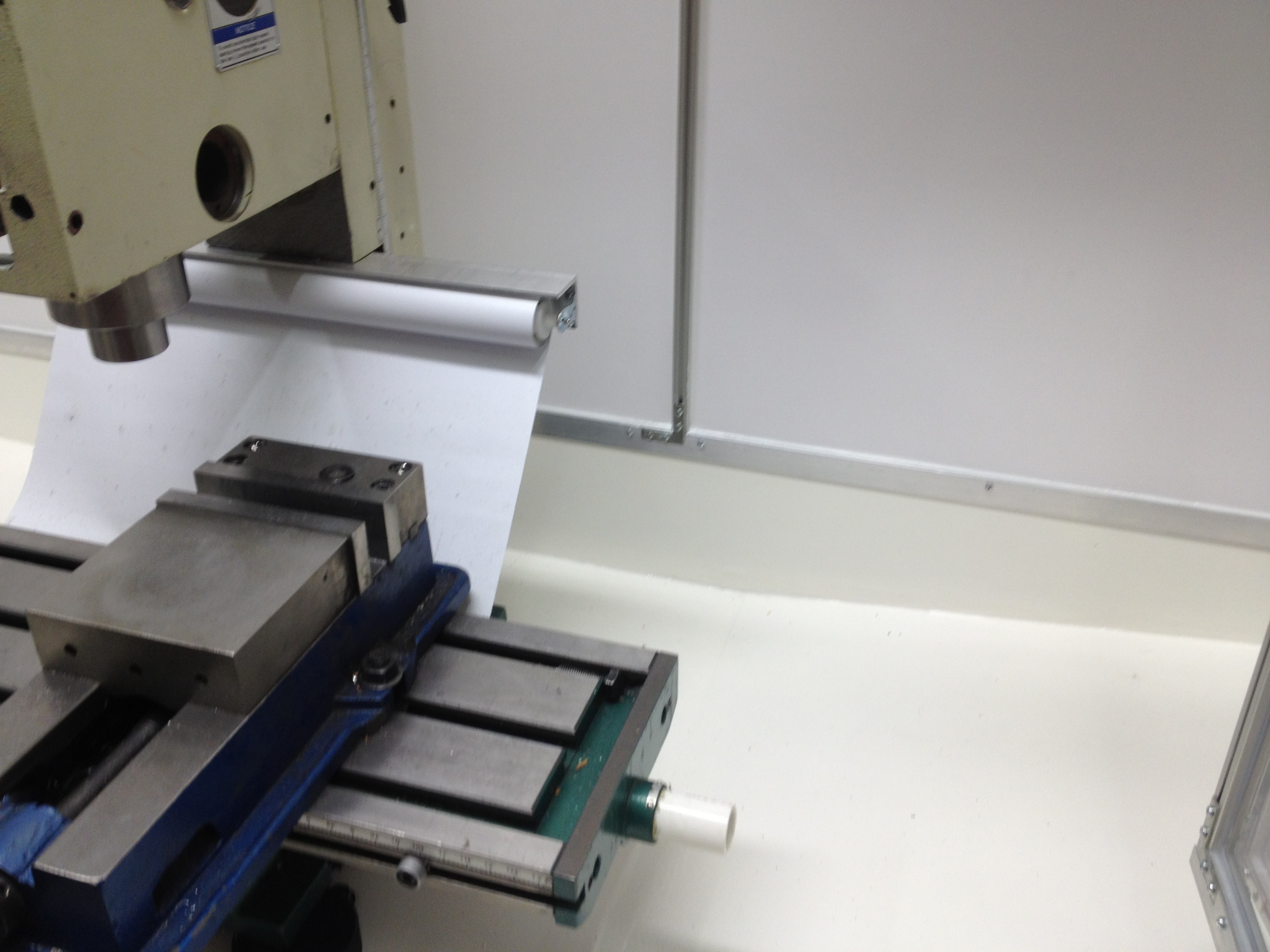{kind=link}
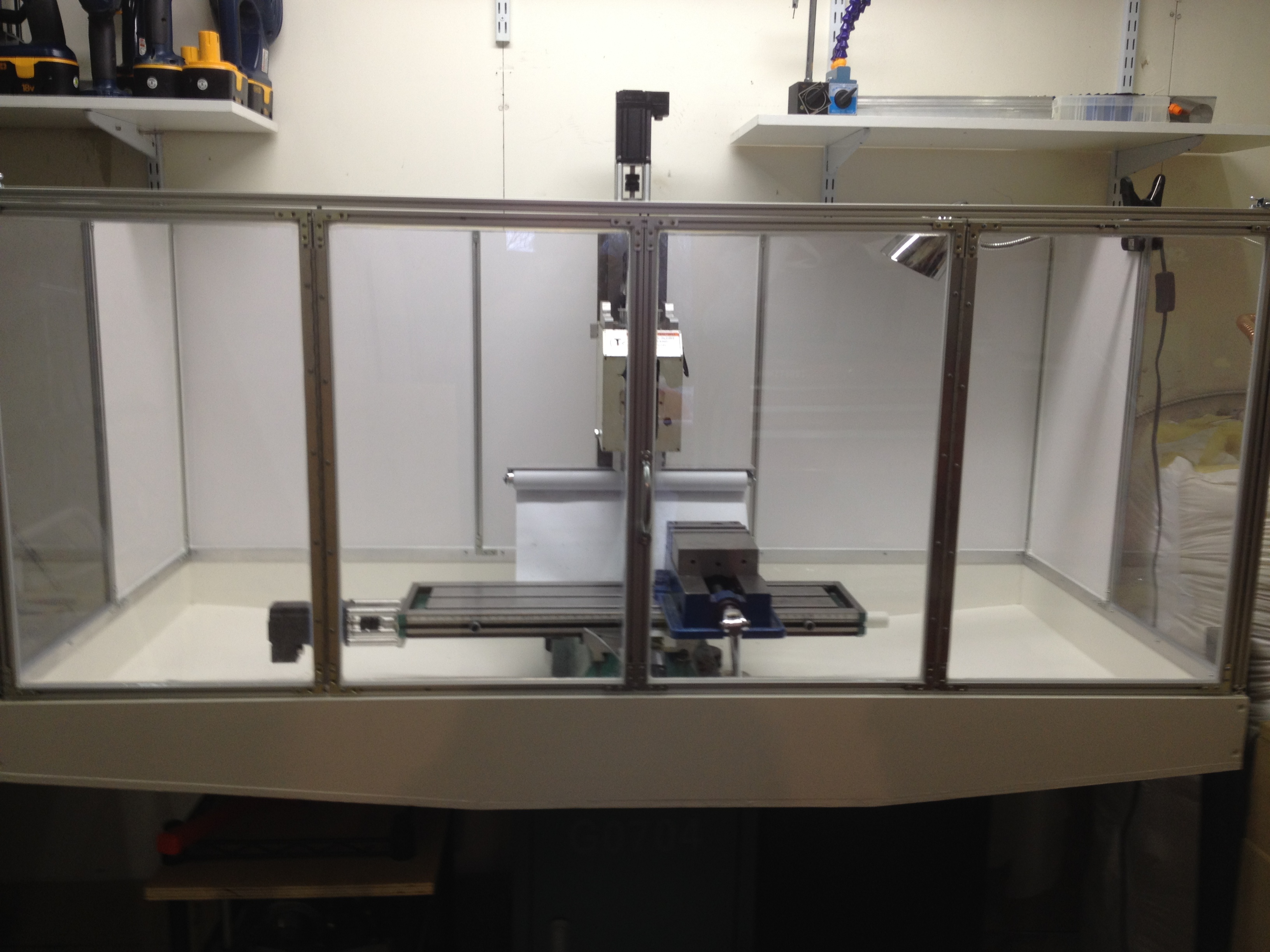{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}