Back
[00:01:32] -!- zzolo has quit [Quit: zzolo]
[00:03:58] -!- lyzidiamond has quit [Quit: lyzidiamond]
[00:05:24] -!- spatialbrew has quit [Remote host closed the connection]
[00:11:07] -!- lyzidiamond has quit [Client Quit]
[00:16:07] -!- exco has quit [Ping timeout: 260 seconds]
[00:16:50] -!- patrickarlt has quit [Remote host closed the connection]
[00:21:31] <JT-Shop> http://www.youtube.com/watch?v=0968f0VWvd8
[00:22:16] <Tom_itx> bridge done?
[00:25:18] <JT-Shop> no, but we have some of the LED's on now
[00:25:31] <JT-Shop> getting close, maybe next week
[00:26:44] <JT-Shop> http://imagebin.org/290016
[00:27:09] <JT-Shop> the glass panels in the copula have LED panels behind them
[00:27:24] <JT-Shop> there is a huge one under the copula
[00:28:32] <Tom_itx> new bridge? ... it looks new
[00:29:20] <CaptHindsight> wow, that vid linked to all the 80's hair bands
[00:29:35] <JT-Shop> I think they build it a couple of years ago, we are just lighting it up
[00:30:09] <JT-Shop> see the panels down the side?
[00:30:38] -!- mhaberler has quit [Quit: mhaberler]
[00:31:03] <Tom_itx> along the base?
[00:31:04] <JT-Shop> time to strap on the feed bag
[00:31:04] <Tom_itx> yeah
[00:31:08] <JT-Shop> yea
[00:31:18] <JT-Shop> it was a bitch to install
[00:31:28] <Tom_itx> i bet
[00:31:38] <JT-Shop> with the ladder in 1-4' of water
[00:31:46] <JT-Shop> and freezing temps
[00:32:14] <JT-Shop> same on both sides and one 2" run under the bridge to connect the two sides
[00:32:45] <JT-Shop> glad I was the bridge guy not the ladder guy
[00:32:50] <Tom_itx> heh
[00:33:17] <Tom_itx> i'm thinking i'm wasting my time sitting here reading the cambam docs
[00:35:02] <andypugh> I always prefer to dive in and look at the docs when stuck :-)
[00:35:12] <Tom_itx> do you use it?
[00:35:26] <andypugh> I can't remember
[00:35:39] <Tom_itx> i don't need it, just more curious than anything
[00:35:53] <Tom_itx> the curiosity is getting satisfied rather quick
[00:36:22] <andypugh> I think I have only used Pycam and Meshcam, but I might have tried Cambam. Typically I use them all once before the demo runs out
[00:36:37] <Tom_itx> never tried meshcam
[00:36:42] <andypugh> I have HSMworks for Inventor, but not the right Inventor version :-)
[00:37:10] -!- zzolo has quit [Client Quit]
[00:37:13] <Tom_itx> i have old solidworks acad and smartcam but use smartcam the most
[00:38:14] <andypugh> I just wish PyCAM could produce a toolpath faster than overnight.
[00:38:42] <Tom_itx> yeah, i'm finding cambam to run rather slow on my pc
[00:38:43] <andypugh> Apart from the fact it is useless I get on well with it.
[00:38:48] <Tom_itx> but my hardware is pretty dated too
[00:38:56] <Tom_itx> my cad cam runs fine on it
[00:38:59] <andypugh> Meshcam is pretty quick.
[00:39:13] -!- lyzidiamond has quit [Quit: lyzidiamond]
[00:39:38] <Tom_itx> i had fun moving that iges you sent around in the mill package then converting it to lathe
[00:39:52] <zeeshan|2> any of you guys ever use mach3? :P
[00:40:02] <Tom_itx> nope
[00:40:07] <zeeshan|2> anti-mach3?
[00:40:08] <zeeshan|2> :]
[00:40:09] <JT-Shop> tried once and gave up
[00:40:22] <Tom_itx> i used flashcut cnc with my sherline before i loaded lcnc
[00:40:32] <JT-Shop> got dizzy looking at the GUI
[00:41:00] <Tom_itx> some guys here use it for comparison i think
[00:41:00] * JT-Shop wonders about questions like that
[00:41:33] <Tom_itx> before that i used okuma
[00:41:41] -!- Nick001 has quit []
[00:41:44] -!- exco [exco!~exco@p2003006A67051B0114762EF2E9B7B8A0.dip0.t-ipconnect.de] has joined #linuxcnc
[00:41:57] -!- micges1 [micges1!~toudi@dba176.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[00:42:07] -!- reksio1 [reksio1!~captain_p@dba176.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[00:44:12] -!- thomaslindstr_m has quit [Quit: Leaving...]
[00:45:31] -!- micges-dev has quit [Ping timeout: 260 seconds]
[00:45:33] -!- micges has quit [Ping timeout: 245 seconds]
[00:45:37] <andypugh> Seems that Cambam is a .co.uk (like sheetcam)
[00:46:01] <Tom_itx> yeah
[00:46:32] <Tom_itx> i grabbed it yesterday to try and help pete with is post
[00:46:52] <Tom_itx> his*
[00:48:29] -!- asdfasd1 has quit [Ping timeout: 240 seconds]
[00:49:50] <andypugh> Watching the CamBam video I used it for the thing I most recently machined, actually.
[00:50:12] <andypugh> Not quite as slick as MeshCAM, but cheaper.
[00:50:14] -!- micges1 has quit [Quit: Leaving]
[00:51:17] -!- Valen has quit [Quit: Leaving.]
[00:52:11] <Tom_itx> i wish mine was a litte more current but it still does everything i need
[00:53:14] -!- Valen [Valen!~Valen@c122-108-37-1.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[00:53:16] <PCW> andypugh: how would you feel about 3 count pieces for absolute encoders?
[00:53:18] <andypugh> If I was actually going to spend money it would probably be the £93 for Cambam rather than the $250 for Meshacam.
[00:53:51] <andypugh> PCW: I understand the words, but not in that order :-)
[00:53:53] -!- reksio1 has quit [Quit: Leaving]
[00:54:27] <PCW> well currently there are fields for high and low parts of the count
[00:55:23] <andypugh> Ah, I see. Have you found one?
[00:55:29] <PCW> turns out the Fanuc aA1000 encoder has full position in three pieces
[00:55:41] <PCW> Asa loaned one to me
[00:57:14] <PCW> its identical to the aA64 except is has an additional lower order bit field (6 bits which only 4 are useful)
[00:57:16] <PCW> but the new field is not contiguous with the higher order part
[00:57:56] <PCW> (which seems to be the Fanuc way)
[00:59:09] -!- Nick001 [Nick001!~Nick001@clsm-74-47-112-35-pppoe.dsl.clsm.epix.net] has joined #linuxcnc
[00:59:35] <andypugh> It's probably possible to hand-assemble the extra data into the position?
[00:59:50] <PCW> maybe
[00:59:54] <andypugh> Does just adding it on work?
[01:00:22] <PCW> with the right scale on the upper part, yes
[01:00:27] -!- lyzidiamond has quit [Quit: lyzidiamond]
[01:01:19] <PCW> the total number of its is > 32 but you could truncate the turns count for most applications
[01:02:25] <andypugh> counts, yes. Position can wrap though. Internally the encoders are promoted to 64 bits of count.
[01:02:51] <PCW> I guess for non absolute use, you could just merge the 2 counts/turn fields, and ignore the turns counter
[01:02:52] <andypugh> Anyway, time to sleep. I will think about how to handle it.
[01:03:06] <PCW> 'nite
[01:03:14] -!- andypugh has quit [Quit: andypugh]
[01:04:45] -!- terabyte- has quit [Quit: terabyte-]
[01:05:35] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[01:12:07] -!- rob_h has quit [Ping timeout: 260 seconds]
[01:24:03] -!- Servos4ever [Servos4ever!~chatzilla@173-87-52-50.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[01:37:25] <tjb1> So anyone know if I can cut a thermocouple down in length without ruining it
[01:37:50] <eric_unterhausen> as long as you don't mess up the junction
[01:38:10] <PCW> should be able to its all the same stuff
[01:38:58] <tjb1> Anything I read just talks about changing resistance
[01:39:41] -!- dhoovie has quit [Ping timeout: 246 seconds]
[01:39:56] <eric_unterhausen> as long as you don't mess up the junction, you will not significantly change the thermocouple's properties
[01:40:08] <eric_unterhausen> you can always check with ice water/boiling water trick
[01:40:55] <tjb1> Alright, thanks
[01:44:04] <zeeshan|2> guys i need some help
[01:44:08] <zeeshan|2> http://www.automationtechnologiesinc.com/wp-content/uploads/downloads/2012/08/KL-8070D.pdf
[01:44:11] <zeeshan|2> thats my stepper driver..
[01:44:16] <eric_unterhausen> too bad
[01:44:24] <eric_unterhausen> j/k
[01:44:26] <zeeshan|2> =D
[01:44:37] <zeeshan|2> in section 4 where it talks about "control signal connector (p1) interface"
[01:44:55] <zeeshan|2> its showing me that i can run the connections "to open-collector signal"
[01:45:01] <zeeshan|2> or common-cathode
[01:46:19] <zeeshan|2> im confused =/
[01:46:40] <eric_unterhausen> you need to be able to light that led in the drive
[01:46:52] <eric_unterhausen> sourcing or sinking will do that
[01:47:04] <eric_unterhausen> sinking is usually more reliable
[01:47:20] <zeeshan|2> okay i can set it up as sinking
[01:47:46] <zeeshan|2> so right now in the software im changing the direction of pin 2. i can see it go from 3.3v to 0v when i change direction
[01:48:00] <zeeshan|2> (at the input side of the bob)
[01:48:10] <zeeshan|2> however on the output side of the bob, if i measure between pin 2 and ground, i see nothing.
[01:48:20] <zeeshan|2> its like stuck at .5v.
[01:48:24] <eric_unterhausen> are you pulling that pin high?
[01:48:31] <eric_unterhausen> what bob?
[01:48:36] <zeeshan|2> a cheap one
[01:48:39] <zeeshan|2> probotix rb-f
[01:48:50] <eric_unterhausen> link?
[01:48:52] <zeeshan|2> http://probotix.com/manuals/PBX-RF_manual.pdf
[01:48:59] <eric_unterhausen> wow that was fast
[01:49:09] <zeeshan|2> :)
[01:49:20] <eric_unterhausen> do you have the pullup resistor enabled on that line?
[01:49:37] <Tom_itx> open collector generally need pullups
[01:49:47] <eric_unterhausen> thus my question
[01:50:00] <Valen> why would you use RF for isolation?
[01:50:00] <zeeshan|2> my electronics expertise is pretty bad.
[01:50:08] <zeeshan|2> Valen: cause it's what was given to me
[01:50:08] <Valen> just seems harder than it needs to be?
[01:50:25] <zeeshan|2> i just wanna spin my steppers okay!!
[01:50:29] <eric_unterhausen> it took me 15 seconds to see that there are jumper enabled pullups
[01:50:31] <Valen> i was talking about the IC itself
[01:51:05] <eric_unterhausen> let me ask my question again, but more slowly
[01:51:12] <eric_unterhausen> what output are you using?
[01:51:28] <zeeshan|2> output to what
[01:51:40] <eric_unterhausen> the output you said stayed at .5v
[01:51:54] <zeeshan|2> i've got pin 2 as "direction"
[01:52:14] <zeeshan|2> just so i can see it go high or low as i change directions of the motor in the software
[01:52:30] <zeeshan|2> if i measure pin 2 on the parallel port cable, i can see it go from 3.3v to 0
[01:53:26] <eric_unterhausen> reading blurry schematic
[01:55:59] -!- ravenlock has quit [Ping timeout: 240 seconds]
[01:56:24] <zeeshan|2> eric.
[01:56:31] <zeeshan|2> lol i just redid my measurements
[01:56:35] <zeeshan|2> i think my multimeter was tripping out.
[01:56:41] <eric_unterhausen> I'm tripping out
[01:56:49] <zeeshan|2> measuring it after isolation now it's doing what its suposed to
[01:56:54] <eric_unterhausen> dot's good
[01:57:05] <zeeshan|2> if i measure between pin 2 and ground
[01:57:14] <zeeshan|2> its going 5v and 0 depending on motor direction !! :D
[01:57:44] <zeeshan|2> so that means that its currently set up as "Connections to open-collector signal (common-anode)"
[01:57:45] <zeeshan|2> right?
[01:58:41] <zeeshan|2> actually, no i think its setup like figure 3..
[02:00:00] -!- exco has quit [Ping timeout: 245 seconds]
[02:03:13] -!- theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[02:09:30] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[02:11:30] -!- wboykinm has quit [Remote host closed the connection]
[02:11:47] -!- atom1 has quit [Client Quit]
[02:16:14] <zeeshan|2> what exactly does the input pullup resistor do?
[02:16:49] <zeeshan|2> it makes ie the pin for step output +5v through it?
[02:16:51] <eric_unterhausen> a lot of parallel ports are open collector, and some need external pullup resistors to actually achieve a logic high
[02:17:09] <eric_unterhausen> wait, that isn't right
[02:17:10] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[02:17:26] <zeeshan|2> i unfortunately don't have an oscilliscope
[02:17:35] <zeeshan|2> so i can't see what kind of pulse train i'm getting on my step signal
[02:17:37] <eric_unterhausen> it's so whatever is driving the input can just be a sink
[02:18:05] <zeeshan|2> eric_unterhausen: see that doesnt make sense to me
[02:18:17] <zeeshan|2> currently when i measure between dir and ground,
[02:18:23] <eric_unterhausen> if you have a switch, it can't source current
[02:18:23] <zeeshan|2> it goes from 5v to 0v depending on direction
[02:18:41] <eric_unterhausen> it's the inputs from the machine, not the inputs from the parport
[02:19:10] <zeeshan|2> okay lets make it really simple
[02:19:25] <zeeshan|2> i have a pin that is set to have "input pull up resistor enabled" on it. it goes through a led
[02:19:42] <zeeshan|2> if i connect a led between that pin and ground
[02:19:55] <zeeshan|2> it'll light up when i energize that pin through my computer
[02:20:03] <eric_unterhausen> the input pullups are for limit switches and the like
[02:20:56] -!- crank has quit [Remote host closed the connection]
[02:21:41] -!- crank [crank!~crank@shells.tuxshells.com] has joined #linuxcnc
[02:23:26] <zeeshan|2> man i just need to know this
[02:23:36] <zeeshan|2> in pin #2 giving out 5v!
[02:23:45] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.23/20131210201646]]
[02:23:46] <zeeshan|2> or is it a sink!
[02:23:57] <zeeshan|2> so i can wire it accordingly to my stepper driver
[02:24:20] <eric_unterhausen> if you have an led hooked up to a pullup resistor, it will be on unless it is pulled down
[02:24:27] -!- patrickarlt has quit [Remote host closed the connection]
[02:25:10] <eric_unterhausen> it's hard to make simple statements on IRC because there are 4 options
[02:25:54] <zeeshan|2> how do i determine if pin #2 is a "sink"
[02:26:25] <eric_unterhausen> I thought you said you had it going from zero to 5?
[02:26:46] <eric_unterhausen> if so, it's a source
[02:26:55] <eric_unterhausen> or a sink, your choice :)
[02:27:07] <zeeshan|2> it cant be both!
[02:27:28] <eric_unterhausen> sure it can
[02:27:36] <zeeshan|2> how!
[02:29:54] <eric_unterhausen> what pin are you using on bob?
[02:30:30] <PCW> poor bob
[02:31:00] <eric_unterhausen> us it as sink, figure 2 in drive manual
[02:31:06] <Tom_itx> bob's gettin the shaft not the pin
[02:31:18] <zeeshan|2> eric_unterhausen: im using pin #2
[02:31:20] <eric_unterhausen> hook 5 v to pul + dir + and ena +
[02:32:02] <eric_unterhausen> then hook pin 2 to pul - and pin x to dir - and pin y to ena -
[02:32:50] <eric_unterhausen> pin y being 14 and pin x being pin 3
[02:33:03] <zeeshan|2> do i need to disable the pull up resistor
[02:33:19] <eric_unterhausen> then hook pin 2 to pul - and pin 3 to dir - and pin 14 to ena -
[02:33:24] <eric_unterhausen> pullup is only for inputs
[02:33:31] <eric_unterhausen> so it doesn't matter
[02:34:08] <zeeshan|2> ok ill wire it just like you're saying
[02:34:11] <zeeshan|2> which is pretty much figure 2
[02:34:15] <zeeshan|2> of that stepper driver manual
[02:34:24] <eric_unterhausen> that's because I said to wire it like figure 2
[02:34:29] <zeeshan|2> http://probotix.com/manuals/PBX-RF_manual.pdf
[02:34:32] <zeeshan|2> what is jumper 1 for
[02:34:41] <zeeshan|2> it says "x-axis power"
[02:35:31] <eric_unterhausen> in bob?
[02:35:34] <zeeshan|2> yes
[02:35:48] <zeeshan|2> this is what's been driving me insane
[02:35:59] <zeeshan|2> this bob has its own things called "PBX" headers
[02:36:07] <zeeshan|2> in the pbx header, there is a +5V pin
[02:36:10] <eric_unterhausen> they are in parallel to each other
[02:36:26] <zeeshan|2> none of the screw terminals have +5v on the driver side of the bob
[02:36:51] <zeeshan|2> the screw terminals have pins 1-17
[02:36:56] <zeeshan|2> and a bunch of ground screw terminals.
[02:37:09] <zeeshan|2> there is no +5v except in the pbx header
[02:37:19] <Tom_itx> i think someone else just went thru this and found you need to get 5v from somewhere besides the screw terminals
[02:37:21] <zeeshan|2> let me take a nice clean pic of it cause that pdf doesnt show the screw terminals properly
[02:37:31] <zeeshan|2> Tom_itx: what kind of bs is that!
[02:37:31] <zeeshan|2> lol
[02:37:38] <Tom_itx> read the logs
[02:37:40] <Tom_itx> it's true
[02:37:45] <zeeshan|2> no i mean i believe you
[02:37:49] <zeeshan|2> but who does that on a bob
[02:37:52] <zeeshan|2> not give +5v ?
[02:38:00] <zeeshan|2> how are they expecting me to wire this to my stepper?
[02:38:02] <Tom_itx> apparently _they_ do
[02:38:05] <zeeshan|2> *stepper driver
[02:38:20] <Tom_itx> solder a wire to the board
[02:38:21] <eric_unterhausen> they expect you to use the headers
[02:38:24] <Tom_itx> 2
[02:38:27] <Tom_itx> 5 and gnd
[02:38:45] <zeeshan|2> eric_unterhausen: i guess they leave the screw terminals for inputs
[02:39:03] <eric_unterhausen> the screw terminals arent particularly obvious on the schematics
[02:39:04] <zeeshan|2> im not going to solder a wire
[02:39:10] <zeeshan|2> im just going to pick it off the pbx header
[02:39:14] <eric_unterhausen> get a terminal block
[02:41:25] <zeeshan|2> remind me never to go with a bob that someone just hands to you again.
[02:41:29] <zeeshan|2> i shoulda bought the cnc4pc bob
[02:41:52] <Tom_itx> store bought?
[02:42:07] <zeeshan|2> no
[02:42:13] <zeeshan|2> guy gave it to me at school
[02:42:27] <Tom_itx> well i wouldn't complain about that
[02:42:28] <eric_unterhausen> I would take it
[02:42:40] <zeeshan|2> :)
[02:42:44] <eric_unterhausen> I'm sure there are drives that take that header output
[02:42:46] <Tom_itx> you're welcome to give it forward :D
[02:42:49] <zeeshan|2> for a guy whos never cnc'ed before
[02:42:52] <zeeshan|2> its a headache
[02:43:01] <zeeshan|2> im a mechanical engineer not an electrical
[02:43:02] <zeeshan|2> :)
[02:43:03] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/53e63724-339d-4645-9522-173afcef7376_zps97fa0db3.jpg
[02:43:21] <eric_unterhausen> do not disrespect mechanical engineers :<
[02:43:30] <zeeshan|2> im not disrespecting!
[02:43:47] <zeeshan|2> that pic shows you the pinouts for the screw terminals
[02:43:50] <eric_unterhausen> ::
[02:44:03] <zeeshan|2> so the only place for me to pick up 5v is really at the "x-axis power jumper"
[02:44:12] <zeeshan|2> or i keep the jumper where it is, and pick it up from the pbx header
[02:44:50] <eric_unterhausen> I forgot they have an on-board regulator
[02:45:18] <zeeshan|2> i can remove the jumper and actually plug a typical computer connector there
[02:45:19] <zeeshan|2> to steal power
[02:45:20] <zeeshan|2> :D
[02:46:57] <eric_unterhausen> looks liek there is a screw terminal w/5v on it from looking at the schematic
[02:47:15] -!- brianmorel99 has quit [Quit: brianmorel99]
[02:47:17] <eric_unterhausen> it's right next to the "usb" block, but I can't read it
[02:49:11] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[02:51:29] <zeeshan|2> STOLEN
[02:51:37] <zeeshan|2> that is a 5v
[02:51:40] <zeeshan|2> but its on the pc side..
[02:52:00] <zeeshan|2> you either provide 5v on the pc side with a usb connector or through a walwart through that pin that you see
[02:52:04] -!- crank has quit [Remote host closed the connection]
[02:52:11] <zeeshan|2> i chose the usb connector method ;p
[02:52:31] -!- crank [crank!~crank@shells.tuxshells.com] has joined #linuxcnc
[02:53:17] <Tom_itx> you only get 100ma legally
[02:53:37] <Tom_itx> usb is so abused
[02:54:09] -!- PetefromTn [PetefromTn!~quassel@75-136-192-114.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[02:54:30] <Tom_itx> how'd it go PetefromTn
[02:55:11] <PetefromTn> How'd what go LOL...
[02:55:21] <PetefromTn> Actually I just went over to a customers house.
[02:55:22] <Tom_itx> did you get the part cut?
[02:55:33] <PetefromTn> Been there since I left you this afternoon.
[02:55:56] <PetefromTn> Finally finished up that custom cabinet I was building and got the pocket doors installed and touched everything up.
[02:56:02] <PetefromTn> GOT PAID!!
[02:56:15] <PetefromTn> In fact the customer gave me a big fat tip too hehe
[02:56:23] <PetefromTn> So yeah I am feeling pretty good.
[02:56:40] <PetefromTn> Might be able to order some new toolholders now for the machine that I could not before.
[02:57:08] <PetefromTn> I have not tried to cut the part because we were still working on the post processor setup.
[03:00:01] <Tom_itx> can you post your post so i can look it over?
[03:00:05] <Tom_itx> pastebin
[03:00:22] <PetefromTn> sure gimme a second I am trying to eat my Chinese food LOL
[03:00:28] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[03:00:35] -!- atom1 has quit [Quit: Leaving]
[03:05:45] <PetefromTn> tryin to find it LOL
[03:05:59] <Tom_L> in program files.....
[03:06:56] <Tom_L> err no...
[03:08:14] <PetefromTn> it is saying pastebin is under heavy load or something.
[03:08:19] <Tom_L> documents and setings....
[03:09:35] <PetefromTn> http://pastebin.com/BrzbcLup
[03:12:14] <PetefromTn> ya know honestly I am not sure that is the post being used anymore. I changed the name from LinuxCNC.cpbb to Pete.cpbb so I could go back to stock if necessary but I have been making all the changes in the software in the system tab.
[03:12:54] <PetefromTn> The changes I make under the system tab seem to hold. For instance that post still has the G91 and I removed it in the software and the resultant code does not include it anymore.
[03:13:50] <Tom_L> check the date stapm
[03:13:51] <Tom_L> stamp
[03:14:28] <PetefromTn> how do you show the hidden files in file explorer in windows 8?
[03:14:37] <Tom_L> no clue
[03:16:38] <PetefromTn> I have not yet changed the G0 G53 Z0 like we were discussing before. Do I need to add anything else?
[03:18:56] <Tom_L> http://tom-itx.dyndns.org:81/~webpage/cnc/pete/
[03:19:01] <Tom_L> i changed it
[03:19:10] <PetefromTn> Watching one of my all time favorite movies "The hunt for Red October" never gets old..
[03:19:29] <Tom_L> i liked 'RED'
[03:19:38] <Tom_L> red october is good too
[03:19:59] <Tom_L> you removed some stuff from the post
[03:20:55] <PetefromTn> yeah I did remove stuff like "Made in CAMBAM and that annoying move to clearance plane at each tool callout before you change the tool LOL
[03:21:08] <zeeshan|2> sucess.
[03:21:10] <Tom_L> you removed cutter comp
[03:21:11] <zeeshan|2> stepper spins
[03:21:17] <zeeshan|2> problem is its only spinning in one direction
[03:21:18] <PetefromTn> Is Tom L the same guy as Tom ITX?
[03:21:38] <Tom_L> yeah
[03:21:54] <PetefromTn> oh okay...
[03:22:37] <PetefromTn> honestly right now I am thinking I should just mod the post via the software because I am pretty close to what I need right now.
[03:22:45] <PetefromTn> What exactly did you change?
[03:22:52] <Tom_L> line 20
[03:23:10] -!- FinboySlick [FinboySlick!~shark@squal.net] has joined #linuxcnc
[03:23:32] <PetefromTn> Oh okay so the G0 G53 Z0 is what we should go with you think then...
[03:23:49] <Tom_L> that's what cradek suggested
[03:23:57] <Tom_L> i use G28
[03:24:00] <Tom_L> but it's up to you
[03:24:02] <PetefromTn> I will change the post via the software to reflect that and post the beginning of the code again standby.
[03:24:13] <Tom_L> load that one and see if it's right
[03:24:30] <PetefromTn> yeah I don't think it matters but I guess the G53 is more foolproof.
[03:24:42] <PetefromTn> I can use some foolproof over here hehe
[03:24:46] <PetefromTn> Standby.
[03:25:08] <Tom_L> it's like using pncconfig or editing your own ini hal
[03:25:49] <Tom_L> hell they have it in the default linuxcnc post
[03:26:04] <Tom_L> <EndCut>G91 G28 Z0</EndCut>
[03:26:59] <PetefromTn> http://pastebin.com/SmyY3JdV
[03:28:06] <PetefromTn> well it is there now G0 G53 Z0 and it has cutter compensation in the machining ops while maintaining the G40 at the header.
[03:28:25] <Tom_L> if you don't trust it, change it to G1 with a slow feedrate the first time
[03:29:07] <PetefromTn> I usually back my feedrate overrides down to almost nothing whenever I am unsure of a new code.
[03:29:19] <PetefromTn> Keep my hand on that big red button lOL
[03:29:30] <Tom_L> does that affect rapids too?
[03:29:33] <PetefromTn> Do you see any reason why I should not trust it?
[03:29:42] <PetefromTn> I think it does yeah.
[03:30:06] <Tom_L> i'd get rid of some of the extra comments
[03:30:11] <PetefromTn> at least it seems to as I was playing with the new code there yesterday.
[03:30:22] <PetefromTn> like which ones..
[03:30:47] <PetefromTn> I honestly like the tool callouts at the header so If I have not run the code for awhile I can quickly see what tools are used.
[03:30:50] <Tom_L> the full tool list at the top
[03:30:54] <Tom_L> unless you like it
[03:31:20] <PetefromTn> Its okay...
[03:31:28] <Tom_L> that's line 19
[03:31:31] <PetefromTn> I am much more concerned if there are errors there.
[03:32:17] <Tom_L> i consider the post errors until it does what I want
[03:32:37] <Tom_L> but i don't see anything that stands out
[03:32:48] <PetefromTn> I honestly do not know linuxCNC that well and what it likes and does not like which is why I came here for help with the post.
[03:32:59] <PetefromTn> I agree nothing works until it works.
[03:33:08] <Tom_L> the only thing i don't like is the G43 Hx doesn't include a linear move
[03:33:33] <PetefromTn> like what do you mean? How should it look?
[03:33:39] <Tom_L> my post puts it with the move to 'clear' point
[03:33:44] <Tom_L> just a sec
[03:34:56] <Tom_L> N10 G43 Z-0.8 H05
[03:35:10] <Tom_L> that's a rapid move
[03:35:17] <Tom_L> the line above it sets G0
[03:35:28] <Tom_L> N8 T5 M06 ( 1/8" END MILL )
[03:35:28] <Tom_L> N9 G17 G00 G90 X-0.5 Y-0.5 S3000 M03
[03:35:28] <Tom_L> N10 G43 Z-0.8 H05
[03:36:04] <PetefromTn> whats the X and Y moves for?
[03:36:05] <Tom_L> that's all part of my tool change post
[03:36:13] <Tom_L> moves to the start of the first cut
[03:36:43] <PetefromTn> does the G43 callout line have to have an axis move?
[03:37:02] <Tom_L> it doesn't take effect until it sees a linear move
[03:37:49] <Tom_L> http://www.linuxcnc.org/docs/html/gcode/gcode.html#sec:G43
[03:38:17] <PetefromTn> I kinda like that the spindle and coolant turn on before the machine moves to the clearance plane giving it time to spool up and coolant to start flowing.
[03:38:48] <PetefromTn> Do you think the move to clearance plane after all that will engage the comp?
[03:39:19] <Tom_L> it should but not with the first tool because it's all drill cycles
[03:39:29] -!- Lathe_newbie has quit [Ping timeout: 240 seconds]
[03:39:41] <PetefromTn> well yeah you are right.
[03:40:28] <Tom_L> G43 does not cause any motion. The next time a compensated axis is moved, that axis�s endpoint is the compensated location.
[03:41:12] <Tom_L> i dunno, you'd have to ask the developers if a drill cycle qualified for that
[03:41:19] <Tom_L> it might
[03:41:25] -!- archivist_herron has quit [Ping timeout: 252 seconds]
[03:41:31] <PetefromTn> N20 G0 G53 Z0
[03:41:31] <PetefromTn> N30 T2 M6
[03:41:31] <PetefromTn> N40 G43 H2
[03:41:31] <PetefromTn> ( Drill1 )
[03:41:31] <PetefromTn> N50 G17
[03:41:32] <PetefromTn> N60 M8
[03:41:33] <PetefromTn> N70 M3 S4500
[03:41:35] <PetefromTn> N80 G0 Z0.25
[03:41:52] <PetefromTn> this is the meat of it.
[03:42:44] <PetefromTn> toolchange complete, cutter comp on, XY plane, coolant on, spindle on, move to clearance plane. will that happen correctly>
[03:42:52] <Tom_L> line 80 would be where my post puts it
[03:44:20] <Tom_L> if G98 is modal, it doesn't need repeating
[03:44:38] <PetefromTn> That move to clearance is in the footer of the post processor. I am unsure if I move the G43 there if it will post it correctly.
[03:45:21] <PetefromTn> Where is it repeated?
[03:45:35] <PetefromTn> You mean the peck drill cycle?
[03:45:37] <Tom_L> 110 120 130...
[03:45:38] <Tom_L> yes
[03:46:09] <PetefromTn> yeah I know that is funky but I was unable to figure out how to make the post only use it once..
[03:46:25] <Tom_L> N398 T1 M06 ( #1 CENTER DRILL )
[03:46:26] <Tom_L> N399 G17 G00 G90 X-1.02 Y-0.6165 S2500 M03
[03:46:26] <Tom_L> N400 G43 Z-0.9 H01
[03:46:26] <Tom_L> N401 G99 G81 Z-1.035 R-0.9 F4.0
[03:46:26] <Tom_L> N402 Y-2.3485
[03:46:26] <Tom_L> N403 X-2.52 Y-1.4825
[03:46:26] <Tom_L> N404 X-2.883 Y-2.6075
[03:46:27] <Tom_L> N405 X-3.633
[03:46:38] <Tom_L> that's what mine puts out for a typical drill cycle
[03:46:55] <Tom_L> the cycles are modal too
[03:47:06] <PetefromTn> yeah that is not a peck but I see what you mean that is what I am used to seeing also.
[03:47:18] <Tom_L> you got some work to do :D
[03:47:31] <Tom_L> keep tweaking it until you know it by heart
[03:47:55] <PetefromTn> not sure how I would change that because the post is setup to list the code for each hole.
[03:48:10] <Tom_L> i don't know what they do to eliminate the command if it's repeated
[03:48:37] <Tom_L> mine does too but i just tell it the coordinates
[03:49:06] <PetefromTn> I dunno.
[03:49:15] <Tom_L> <#ABSI>< #RTNLVL>< #FXD>< X#XPOS>< Y#YPOS>< Z#ZDPTH R#ZCHK>< F#FEED>
[03:49:25] <Tom_L> the <> make it not repeat
[03:49:38] <Tom_L> i can remove them if i want it to repeat every time
[03:49:45] <PetefromTn> honestly it is not an issue it works the way it is.
[03:49:57] <Tom_L> looks prettier :)
[03:50:04] <PetefromTn> let me see if I can find something like that in my code..
[03:50:17] <Tom_L> i haven't read enough to know yet
[03:50:29] <Tom_L> there should be a way to not repeat a command if it's been issued
[03:50:57] <PetefromTn> <Drill>{$g81} {$_x} {$_y} {$_z} {$r} {$_f}</Drill>
[03:50:57] <PetefromTn> <DrillDwell>{$g82} {$_x} {$_y} {$_z} {$p} {$r} {$_f}</DrillDwell>
[03:50:57] <PetefromTn> <DrillPeck>{$g83} {$_x} {$_y} {$_z} {$q} {$r} {$_f}</DrillPeck>
[03:51:09] <Tom_L> right
[03:51:12] <PetefromTn> That is the area where i see the G83 etc..
[03:51:23] <Tom_L> now figure out how to display only the changed data
[03:51:36] <PetefromTn> NO CLUE man..
[03:51:49] <PetefromTn> I do not understand all this programming stuff at all LOL
[03:52:01] <Tom_L> you're getting a lesson
[03:52:02] -!- Nekosan [Nekosan!~kvirc@173.183.184.116] has joined #linuxcnc
[03:52:15] <PetefromTn> Do you think I should put the >< after the G83 code>
[03:52:30] <Tom_L> ?
[03:52:35] <PetefromTn> <>
[03:52:37] <PetefromTn> ?
[03:52:39] -!- AR_ has quit [Ping timeout: 272 seconds]
[03:52:44] <Tom_L> no that's for my cad cam, not yours
[03:52:57] <PetefromTn> oh I thought it was similar.
[03:52:57] <Tom_L> his may not be able to
[03:53:16] <Tom_L> i'm showing you my smartcam post
[03:53:24] <PetefromTn> yeah I know.
[03:53:36] <PetefromTn> pretty smart hehe
[03:53:51] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[03:53:51] <Tom_L> it should be...
[03:54:00] <PetefromTn> yeah for what It costs right.
[03:54:45] <PetefromTn> Been playing with that CNCsimulator pro software.
[03:55:01] <PetefromTn> It is pretty cool to watch the whole machine being simulated not just the part.
[03:55:27] -!- Nekosan [Nekosan!~kvirc@173.183.184.116] has parted #linuxcnc
[03:57:51] -!- hm2-buildmaster has quit [Remote host closed the connection]
[03:57:53] -!- linuxcnc-build has quit [Remote host closed the connection]
[03:57:55] <Tom_itx> ok i found it
[03:58:03] <PetefromTn> found what?
[03:58:08] <Tom_itx> read P79 Note at the bottom
[03:58:16] <Tom_itx> _ sets them to modal
[03:58:43] <PetefromTn> okay where do I put that?
[03:58:49] <Tom_L> i'll fix it
[03:59:05] <PetefromTn> actually remember I need to insert it into the software.
[03:59:12] * Tom_L closes about 40 windows to find his editor
[03:59:19] <PetefromTn> hehehe
[03:59:21] <zeeshan|2> it works it works!
[03:59:22] <Tom_L> no just load the file
[03:59:51] <zeeshan|2> http://www.youtube.com/watch?v=zeHCgZ4NZ0A
[04:00:04] <zeeshan|2> sorry for the shakiness
[04:00:36] <Tom_L> http://tom-itx.dyndns.org:81/~webpage/cnc/pete/LinuxCNC_Pete.cbpp
[04:00:43] <Tom_L> see what that does
[04:00:55] <zeeshan|2> CamBAM!
[04:00:59] <PetefromTn> congrats man I know that feeling LOL
[04:01:15] <zeeshan|2> seriously im confident mechanically
[04:01:29] <zeeshan|2> and with modular electric stuff like vfds plcs etc
[04:01:29] <PetefromTn> Okay lemme try it.
[04:01:35] <Tom_L> does the Q and R need to be output each time?
[04:01:36] <zeeshan|2> but when it comes to micro im a NOOB
[04:01:49] <PetefromTn> dunno man.
[04:01:58] <Tom_L> try it with and without the _ once
[04:02:00] <PetefromTn> standby lemme try to fix the post.
[04:02:03] <Tom_L> you can see what i did
[04:02:19] <Tom_L> just add an _ by each drill cycle
[04:02:38] -!- terabyte- has quit [Quit: terabyte-]
[04:02:40] <Tom_L> line 30 31 & 32
[04:03:49] <PetefromTn> ( Drill1 )
[04:03:49] <PetefromTn> N50 G17
[04:03:49] <PetefromTn> N60 M8
[04:03:49] <PetefromTn> N70 M3 S4500
[04:03:49] <PetefromTn> N80 G0 Z0.25
[04:03:50] <PetefromTn> N90 G0 X-0.71398 Y-0.232
[04:03:52] <PetefromTn> N100 G98
[04:03:55] <PetefromTn> N110 G83 X-0.71398 Y-0.232 Z-0.625 Q0.1 R0.25 F10.0
[04:03:57] <PetefromTn> N120 X0.00002 Y-0.75073 Z-0.625 Q0.1 R0.25
[04:03:59] <PetefromTn> N130 X0.71399 Y-0.23197 Z-0.625 Q0.1 R0.25
[04:04:01] <PetefromTn> N140 X0.44126 Y0.60736 Z-0.625 Q0.1 R0.25
[04:04:01] <Tom_L> yay !
[04:04:03] <Tom_L> it worked
[04:04:04] <PetefromTn> N150 X-0.44128 Y0.60735 Z-0.625 Q0.1 R0.25
[04:04:06] <PetefromTn> N160 G80
[04:04:08] <PetefromTn> N170 M9
[04:04:12] <PetefromTn> seems like it worked... you da man!
[04:04:26] <Tom_L> now figure out if it can be added to the Q and R parameters too
[04:04:42] <PetefromTn> I noticed the feedrate has the sub line on it but not the Q and R.
[04:04:42] <zeeshan|2> are you writing g code by hand sir
[04:04:42] <PetefromTn> it can but should I?
[04:04:46] <Tom_L> no we're fixing a post
[04:04:50] <zeeshan|2> ah
[04:05:02] <Tom_L> if it only needs to see it once only tell it once
[04:05:15] <Tom_L> i hate for ppl to tell me the same thing multiple times :)
[04:05:19] <PetefromTn> okay if you are sure..standby
[04:05:23] <Tom_L> test it
[04:05:35] <Tom_L> you can always change it back
[04:05:39] <Tom_L> make a dry run
[04:05:46] <Tom_L> measure the return levels
[04:06:56] <Tom_L> do the same thing with G1 G2 & G3
[04:07:02] <Tom_L> and G0
[04:07:11] <Tom_L> they are modal as well
[04:07:12] <PetefromTn> Okay the G81 only has the R, The G82 has a P and an R, the G83 has a Q and R... is that correct?
[04:07:38] <Tom_L> i'm just saying test the underscore addition on each one to make sure it still functions the same
[04:07:50] <Tom_L> if it doesn't, remove it for that variable
[04:08:10] <PetefromTn> the underscore addition works fine just trying to make sure I do not underscore something that should not be.
[04:08:23] <Tom_L> that's why i said test it
[04:08:24] <Tom_L> dry run
[04:08:35] <PetefromTn> standby.
[04:10:19] <PetefromTn> http://pastebin.com/dvZsbThZ
[04:11:10] <Tom_L> looks cleaner
[04:11:14] <Tom_L> see how it runs
[04:11:24] <PetefromTn> it does look cleaner.
[04:11:29] <Tom_L> test each drill cycle before you commit to it
[04:11:35] <Tom_L> run it with no tools
[04:11:43] <PetefromTn> I will run it in air
[04:11:53] -!- patrickarlt has quit [Remote host closed the connection]
[04:11:57] <PetefromTn> it looks go tho no?
[04:11:58] <Tom_L> the Z return could go too
[04:12:06] <Tom_L> i'd run it
[04:12:14] <PetefromTn> whaddya mean Z return?
[04:12:29] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[04:12:30] <Tom_L> the z-.0625 on the end of each one
[04:12:53] <PetefromTn> That's the move to clearance plane. before moving to toolchange height no?
[04:13:06] <Tom_L> ok, it must need to be there i guess
[04:13:08] <PetefromTn> oh not nevermind '
[04:13:23] <Tom_L> the Z has the _ already
[04:13:31] <Tom_L> it must come from somewhere else
[04:13:43] <PetefromTn> actually that is the drill hole depth for each hole.
[04:13:52] <Tom_L> ok
[04:14:07] <Tom_L> well it looks better anyway
[04:14:22] <PetefromTn> The only thing that stands out for me that might be an issue is that there is no M5 anywhere.
[04:14:35] <Tom_L> my Z only shows up once if all the holes are the same depth
[04:15:15] <PetefromTn> Running the code the other day the spindle turned on and shut off automatically after the drill cycle and when I inserted the second tool.
[04:15:34] <PetefromTn> Thats not a big deal really is it?
[04:15:55] <Tom_L> huh?
[04:16:05] <PetefromTn> I'm excited that we are getting somewhere with this post finally.
[04:16:26] <Tom_L> test what you've done and we'll fix more
[04:16:52] <PetefromTn> I mean the lack of an M5 after the drill cycle did not keep it from stopping the spindle after it was done and ready for the next tool.
[04:16:58] <Tom_L> the M5 should appear at the end move
[04:17:38] <PetefromTn> yeah i know but it is not there after the drill cycle and it still stopped the spindle.
[04:17:46] <Tom_L> my end template has an M5 in it
[04:18:00] <PetefromTn> I was thinking of adding one too.
[04:18:00] <Tom_L> @END
[04:18:00] <Tom_L> #IF(#U9=1)<***END***>
[04:18:00] <Tom_L> G00< #FXD> Z#ZPOS // M09
[04:18:00] <Tom_L> M05
[04:18:00] <Tom_L> G28 Z0
[04:18:01] <Tom_L> G28 Y0
[04:18:01] <Tom_L> M30
[04:18:02] <Tom_L> #OFFBLK%<RETURN>
[04:18:25] <Tom_L> and coolant
[04:18:28] <PetefromTn> hmm.
[04:18:31] <Tom_L> i don't have coolant
[04:18:53] <PetefromTn> you got the M9 in there tho.
[04:19:46] <Tom_L> yeah i stole this from something and modded it
[04:19:55] <Tom_L> probably fadal or something
[04:20:11] <PetefromTn> oh okay.
[04:20:34] <Tom_L> the M9 is commented out
[04:20:39] <PetefromTn> I suppose I could add the M5 before the M9 on each MOP.
[04:21:05] <PetefromTn> Can't really hurt anything no?
[04:21:21] <Tom_L> there should be a macro for it like: {$coolant.off}
[04:21:23] <Tom_L> or such
[04:21:37] <Tom_L> or {$spindle.off}
[04:21:47] <PetefromTn> LOL there actually is not one in cambam for coolant.
[04:21:49] <Tom_L> {$spindle(off)}
[04:22:02] <Tom_L> from the post
[04:22:16] <PetefromTn> You input a code snipped of M9 into the MOP setup and it adds it to every MOP.
[04:22:21] <Tom_L> it's there but not being output
[04:22:54] <Tom_L> i'm not using the GUI
[04:23:02] <zeeshan|2> eric_unterhausen: thanks for your help earlier
[04:23:02] <zeeshan|2> you too tom
[04:23:02] <zeeshan|2> ;D
[04:23:03] <Tom_L> i watched alot
[04:24:09] <PetefromTn> it is in the footer {$spindle(off)}
[04:25:03] <Tom_L> it's not being output is it?
[04:25:15] <PetefromTn> Oh wait I just looked at that last posted code and there is an M5 at the bottom
[04:25:28] <PetefromTn> Curiously there is not an M5 after the drill cycle.
[04:25:40] <Tom_L> maybe it doesn't need one there
[04:25:54] <PetefromTn> Does G80 take care of that somehow?
[04:26:14] <Tom_L> i don't know
[04:26:14] <PetefromTn> or perhaps the M6?
[04:26:22] <Tom_L> M6 might
[04:26:32] <PetefromTn> I suppose it should.
[04:26:33] <Tom_L> probably would
[04:27:09] <PetefromTn> Like I said when I ran the code before all these changes everything worked but it did not raise the head out of the work to be able to change tools.
[04:27:20] <Tom_L> yup
[04:27:24] <PetefromTn> Spindle stopped fine and asked me to change tools I just could not LOL
[04:27:32] <Tom_L> well test this and see how it goes
[04:27:38] <Tom_L> i'm callin it..
[04:27:49] <PetefromTn> I think we got it pretty good.
[04:27:58] <PetefromTn> Thanks man sure appreciate all your assistance.
[04:27:59] <Tom_L> it can be better
[04:28:15] <PetefromTn> Always room for improvement ;)
[04:29:00] <PetefromTn> Well I think I am gonna call it a night too. I am tired. I will test this in the morning on the machine.
[04:29:13] <PetefromTn> Night man..
[04:29:16] <Tom_L> look at their main footer on P.77
[04:29:33] <PetefromTn> okay did you find something>
[04:29:35] <Tom_L> they even have the G28 in there
[04:29:47] -!- jbr has quit [Quit: ChatZilla 0.9.90.1 [Firefox 26.0/20131205075310]]
[04:30:17] <Tom_L> if M5 isn't output with that spindle command to your liking, add the literal M5 there instead
[04:30:32] <Tom_L> like they did the M9
[04:30:43] <PetefromTn> I am thinking it may be simpler to get the toolchanger working with the G0 G53 Z0 and I can change the Z factor.
[04:30:54] <Tom_L> they use both there
[04:31:01] <Tom_L> G28 and G53
[04:32:46] <PetefromTn> Do you think we should change it>
[04:33:10] <PetefromTn> Of course that is for CamBam not necessarily LinuxCNC..
[04:33:10] <Tom_L> i'd keep at it until it's what i wanted for output
[04:33:31] <PetefromTn> Agreed. Gotta test what we have here tho first.
[04:33:34] <Tom_L> it's not that hard
[04:33:44] <PetefromTn> No actually it is quite easy.
[04:33:54] <Tom_L> i downloaded it yesterday
[04:33:59] <PetefromTn> I like your idea of naming things funky stuff.
[04:34:06] <Tom_L> it helps find sections
[04:34:12] <PetefromTn> yeah good tip.
[04:34:35] -!- Tom_L has quit []
[04:34:45] <Tom_itx> ok that's about it for me
[04:34:46] <PetefromTn> I am so stoked I got this job finished and got a big tip, I may be able to order a buncha toolholders now.
[04:34:56] <PetefromTn> thanks man so much.
[04:35:10] <PetefromTn> Have a good night.
[04:35:21] <toastyde1th> i'm sad the open source efforts at APT never took off
[04:43:13] -!- psha [psha!~psha@213.208.162.93] has joined #linuxcnc
[05:00:03] -!- i_tarzan [i_tarzan!~i_tarzan@189.249.210.111] has joined #linuxcnc
[05:09:52] -!- wboykinm has quit [Remote host closed the connection]
[05:10:40] -!- FinboySlick has quit [Quit: Leaving.]
[05:19:43] -!- PetefromTn has quit [Remote host closed the connection]
[05:22:09] -!- zumba_addict has quit [Ping timeout: 252 seconds]
[05:22:57] -!- Jeebiss has quit [Ping timeout: 272 seconds]
[05:32:37] -!- pcw_home has quit [Remote host closed the connection]
[05:38:35] -!- kwallace has quit [Ping timeout: 260 seconds]
[05:43:00] -!- pcw_home [pcw_home!~chatzilla@c-50-174-121-10.hsd1.ca.comcast.net] has joined #linuxcnc
[05:47:57] -!- krusty_ar has quit [Remote host closed the connection]
[06:00:30] -!- gimps has quit [Ping timeout: 252 seconds]
[06:04:01] -!- Fox_Muldr has quit [Ping timeout: 272 seconds]
[06:05:16] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f7466fb.pool.mediaWays.net] has joined #linuxcnc
[06:08:30] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[06:49:36] -!- psha has quit [Read error: Connection reset by peer]
[06:50:13] -!- psha [psha!~psha@213.208.162.93] has joined #linuxcnc
[06:57:32] -!- patrickarlt has quit [Remote host closed the connection]
[07:03:06] <Loetmichel> mornin'
[07:05:41] -!- kwallace2 has quit [Ping timeout: 248 seconds]
[07:07:51] -!- The_Ball has quit [Ping timeout: 252 seconds]
[07:11:10] -!- terabyte- has quit [Quit: terabyte-]
[07:27:13] -!- archivist_herron has quit [Ping timeout: 245 seconds]
[07:40:04] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[07:42:08] -!- fomox_ [fomox_!~chatzilla@77-110-193-140.inet.signal.no] has joined #linuxcnc
[07:42:37] -!- Komzzzpa has quit [Read error: Connection reset by peer]
[07:47:00] -!- GJdan has quit [Quit: WeeChat 0.4.2]
[08:09:50] -!- dhoovie [dhoovie!~kvirc@149.241.2.197] has joined #linuxcnc
[08:12:17] -!- fomox_ has quit [Read error: Connection reset by peer]
[08:12:28] -!- fomox_ [fomox_!~chatzilla@77-110-193-140.inet.signal.no] has joined #linuxcnc
[08:20:46] -!- tjb1 has quit [Quit: Leaving.]
[08:21:03] -!- psha has quit [Quit: Lost terminal]
[08:21:17] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[08:29:30] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:29:44] <Deejay> moinsen
[08:43:53] -!- dhoovie has quit [Ping timeout: 246 seconds]
[08:44:18] <Jymmm> Hi dj
[09:01:06] -!- b_b has quit [Changing host]
[09:18:45] -!- rob_h [rob_h!~robh@90.203.219.139] has joined #linuxcnc
[09:20:23] -!- dhoovie [dhoovie!~kvirc@149.241.2.197] has joined #linuxcnc
[09:32:55] -!- archivist_herron has quit [Ping timeout: 245 seconds]
[09:37:42] <Deejay> hi Jymmm!
[09:42:21] <Jymmm> =)
[09:46:31] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[09:53:29] -!- mhaberler has quit [Quit: mhaberler]
[09:59:34] -!- mhaberler has quit [Client Quit]
[10:09:44] -!- syyl- [syyl-!~syyl@p4FD11759.dip0.t-ipconnect.de] has joined #linuxcnc
[10:13:17] -!- syyl has quit [Ping timeout: 272 seconds]
[10:18:56] -!- asdfasd [asdfasd!~aaa@94.12.233.164] has joined #linuxcnc
[10:35:34] -!- kludge` has quit [Ping timeout: 252 seconds]
[11:12:00] -!- skunkworks has quit [Remote host closed the connection]
[11:12:59] -!- dhoovie has quit [Ping timeout: 246 seconds]
[11:23:54] -!- garfong has quit [Quit: Leaving]
[11:24:32] -!- gimps has quit [Ping timeout: 252 seconds]
[11:27:42] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[11:34:59] -!- Komzpa has quit [Ping timeout: 240 seconds]
[11:43:56] -!- thomaslindstr_m has quit [Remote host closed the connection]
[11:46:38] -!- dhoovie [dhoovie!~kvirc@149.241.2.197] has joined #linuxcnc
[11:59:24] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[12:08:04] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:20:26] -!- md-2 has quit [Remote host closed the connection]
[12:20:44] -!- thomaslindstr_m has quit [Remote host closed the connection]
[12:24:46] -!- md-2 has quit [Read error: No route to host]
[12:25:12] md2 is now known as Guest30198
[12:26:01] -!- JT-Shop has quit [Read error: Connection reset by peer]
[12:26:08] -!- jthornton_ [jthornton_!~john@75.106.20.181] has joined #linuxcnc
[12:26:13] -!- jthornton has quit [Read error: Connection reset by peer]
[12:26:17] -!- JT-Shop [JT-Shop!~john@75.106.20.181] has joined #linuxcnc
[12:27:40] jthornton_ is now known as jthornton
[12:31:18] -!- krusty_ar has quit [Read error: Connection reset by peer]
[12:37:13] -!- krusty_ar_ has quit [Ping timeout: 245 seconds]
[12:42:08] -!- hashfail [hashfail!~noone@unaffiliated/gimps] has joined #linuxcnc
[12:42:19] -!- gimps has quit [Ping timeout: 260 seconds]
[12:43:17] -!- MattyMatt has quit [Ping timeout: 248 seconds]
[12:43:23] -!- fomox_ has quit [Ping timeout: 272 seconds]
[12:45:02] -!- Valen has quit [Quit: Leaving.]
[12:55:50] -!- MattyMatt [MattyMatt!~matt@cpc11-birk7-2-0-cust969.1-3.cable.virginm.net] has joined #linuxcnc
[12:57:03] -!- Lathe_newbie [Lathe_newbie!~newbie@zux221-054-077.adsl.green.ch] has joined #linuxcnc
[13:08:16] -!- zumba_addict has quit [Quit: zumba_addict]
[13:28:38] -!- Guest30198 has quit [Remote host closed the connection]
[13:33:28] -!- md-2 has quit [Ping timeout: 245 seconds]
[13:39:07] -!- Komzpa has quit [Ping timeout: 272 seconds]
[13:39:55] <R2E4> Morn'in
[13:41:36] <R2E4> I am having an issue with arcing across relay contacts. The machine is using 100VAC for switching, and when I turn on the machine, it sends half of 100vac to com side of relay contact and arcs across and turns on the magnetic contactor.
[13:41:48] <R2E4> is there a mov or something I can put on it?
[13:42:38] <R2E4> This only happens when the power to control box is turned off, and I turn on the machine first.
[13:45:05] -!- The_Ball [The_Ball!~ballen@c114-77-185-26.hillc3.qld.optusnet.com.au] has joined #linuxcnc
[14:01:48] -!- thomaslindstr_m has quit [Remote host closed the connection]
[14:03:50] -!- thomaslindstr_m has quit [Remote host closed the connection]
[14:03:53] -!- md-2 has quit [Ping timeout: 245 seconds]
[14:24:14] -!- cwmma has quit [Ping timeout: 264 seconds]
[14:24:14] cwmma_ is now known as cwmma
[14:28:47] -!- cwmma has quit [Ping timeout: 272 seconds]
[14:28:47] cwmma_ is now known as cwmma
[14:32:02] -!- wboykinm has quit [Remote host closed the connection]
[14:33:23] -!- cwmma has quit [Ping timeout: 260 seconds]
[14:33:23] cwmma_ is now known as cwmma
[14:35:16] -!- thomaslindstr_m has quit [Remote host closed the connection]
[14:36:07] <archivist> relay types should be matched to the load they switch
[14:36:53] <R2E4> They show 120vac at 7 amps
[14:37:22] <archivist> some contactors have extra strong springs to open really fast to stop arcing quickly
[14:38:29] -!- wboykinm has quit [Ping timeout: 240 seconds]
[14:38:41] <R2E4> There is a connectors on these contactors that wired into the plc with the swtiching voltage and I dont know wahat to do with them They connect to a little module that has a dial to select three arc numbers.
[14:39:25] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:39:59] <archivist> you need the device datasheet to adjust or use correctly
[14:40:43] <archivist> motor contactors have a thermal overload trip with an adjuster
[14:41:30] <R2E4> I have the model, I tried searching but couldnt find the exact model. I have equipment list on machine.
[14:44:35] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[14:49:22] <R2E4> It is bizarre because IF I turn on the machine before applying poower to the new control panel, the chip conveyor comes on and the flood coolant. If I turn power on the control on, then the machine they dont start.
[14:51:40] <R2E4> At 25 seconds you can see the contactors and the round dial to dial in three different numbers and it shows arc on it. Two wires leaving that going to the plc. Do not find thoise wires in the plc schematics, so I dont know what to connect them to. I am looking for the datasheet for those contactors but not sure I will find them.
http://www.youtube.com/watch?v=znQ5X5r495w
[14:53:39] <R2E4> maybe, I'll just put three big SSR's. That'll do the trick
[14:55:56] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[14:56:50] <R2E4> no datasheet, but these are exactly the ones.
http://www.ebay.com/itm/Fuji-Magnetic-Switch-SRCb3931-0-200-220V-0-95-1-45A-Coil-100-110V-/261163169885?pt=LH_DefaultDomain_0&hash=item3cce89b85d
[14:57:14] -!- ravenlock_ [ravenlock_!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[15:00:29] -!- ravenlock has quit [Ping timeout: 241 seconds]
[15:03:34] ravenlock_ is now known as ravenlock
[15:05:25] -!- skorasaurus has quit [Ping timeout: 245 seconds]
[15:08:41] -!- cwmma has quit [Ping timeout: 272 seconds]
[15:08:41] cwmma_ is now known as cwmma
[15:13:30] -!- Einar_ [Einar_!~Einar@108.90-149-34.nextgentel.com] has joined #linuxcnc
[15:17:16] -!- PetefromTn [PetefromTn!~quassel@75-136-192-114.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[15:20:25] -!- terabyte- has quit [Quit: terabyte-]
[15:21:21] -!- Jeebiss [Jeebiss!~Jeebiss@2602:306:bc31:5920:f442:2:b964:b8f9] has joined #linuxcnc
[15:23:18] -!- printallthething [printallthething!~derethor@81.159.22.95.dynamic.jazztel.es] has joined #linuxcnc
[15:24:35] -!- skorasaurus has quit [Read error: Operation timed out]
[15:29:12] -!- syyl_ws [syyl_ws!~sg@p4FD11759.dip0.t-ipconnect.de] has joined #linuxcnc
[15:41:38] -!- cwmma has quit [Ping timeout: 264 seconds]
[15:41:39] cwmma_ is now known as cwmma
[15:43:31] -!- mhaberler has quit [Quit: mhaberler]
[15:44:05] -!- Connor has quit [Ping timeout: 248 seconds]
[15:48:59] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[15:55:26] -!- dhoovie has quit [Ping timeout: 246 seconds]
[15:58:18] -!- dhoovie [dhoovie!~kvirc@149.241.2.197] has joined #linuxcnc
[15:59:31] -!- kwallace has quit [Ping timeout: 252 seconds]
[15:59:59] -!- cwmma has quit [Ping timeout: 272 seconds]
[16:00:00] cwmma_ is now known as cwmma
[16:06:43] -!- Cylly [Cylly!cylly@p54B10B67.dip0.t-ipconnect.de] has joined #linuxcnc
[16:08:24] -!- Loetmichel has quit [Ping timeout: 252 seconds]
[16:10:26] -!- cwmma has quit [Ping timeout: 264 seconds]
[16:10:26] cwmma__ is now known as cwmma
[16:11:59] -!- mle has quit [Ping timeout: 240 seconds]
[16:12:39] -!- cwmma_ has quit [Ping timeout: 272 seconds]
[16:18:51] -!- GuShH_ has quit [Ping timeout: 251 seconds]
[16:29:32] -!- patrickarlt has quit [Remote host closed the connection]
[16:31:16] -!- wboykinm has quit [Remote host closed the connection]
[16:32:17] -!- patrickarlt has quit [Read error: Connection reset by peer]
[16:39:59] -!- Jeebiss has quit [Ping timeout: 272 seconds]
[16:41:16] -!- MattyMatt has quit [Read error: Operation timed out]
[16:49:07] -!- jnaour_ has quit [Remote host closed the connection]
[16:51:13] -!- patrickarlt has quit [Ping timeout: 252 seconds]
[16:55:18] -!- Nick001 has quit []
[16:56:34] <WalterN> zultron: poke
[16:56:49] -!- MattyMatt [MattyMatt!~matt@cpc11-birk7-2-0-cust969.1-3.cable.virginm.net] has joined #linuxcnc
[16:56:50] <zultron> Hi WalterN, what's up?
[16:57:05] -!- arvind_khadri has quit [Remote host closed the connection]
[16:57:11] <WalterN> zultron: oh hey... so.. I'm getting ready to try to install OpenPLM.. heh
[16:57:41] <zultron> Great! I haven't played with it much myself. What are your plans?
[16:57:49] <WalterN> uh
[16:58:22] <WalterN> set it up correctly so its working so program files and drawings can be stored in an efficient way
[16:58:50] <WalterN> I thought you set it up before...
[16:58:53] <zultron> Yeah, wouldn't that be wonderful.
[16:59:31] <zultron> No, sorry. I was looking at it as part of a bigger system to manage an engineering + manufacturing operation.
[16:59:47] <WalterN> ah
[16:59:51] <zultron> Didn't actually use it, though.
[16:59:55] <WalterN> alright
[17:00:03] <WalterN> well, it sits on top of apache
[17:00:16] <zultron> I was looking to see what it would take to tie it together with Tryton.
[17:00:37] -!- mhaberler has quit [Quit: mhaberler]
[17:00:39] <WalterN> and the guy developing it is still around (one of them anyway), but they have issues with their website
[17:01:21] <WalterN> I guess I'll find out how good these install instructions are
[17:01:51] <WalterN> I'm putting it on a baseline debian-minimal install on a RAID1 array
[17:01:52] <zultron> What's wrong with their website?
[17:02:13] <WalterN> zultron:
http://www.openplm.org/trac/discussion/topic/64
[17:02:41] <zultron> Sounds like a good start.
[17:03:07] <WalterN> (I'm tiwake on there)
[17:04:02] <zultron> The issue is you can't get onto their 'professional network'?
[17:04:31] <WalterN> http://www.openplm.org/trac/downloads
[17:05:35] <zultron> Ugh. That kinda takes OpenPLM off the list for me.
[17:05:55] <zultron> I guess I assumed it was open source.
[17:06:04] <WalterN> they were trying to sell it I guess, but the 'professional network' is a company for that and other things, but said company no longer exists, so the link is broken, but the OpenPLM website does not know it
[17:07:04] <zultron> Can you make do with an older version?
[17:07:05] <zultron> http://sourceforge.net/projects/open-source-plm/files/openPLM-1.2/
[17:07:39] <WalterN> well, as far as I know it is, they have svn set up and afaik you can still pull the 2.0.1 software from their svn
[17:08:07] <WalterN> thats why I posed in the forum
[17:08:13] <zultron> There you go.
[17:08:23] <WalterN> so yeah
[17:08:33] <WalterN> my experience with OpenPLM so far... lol
[17:09:25] <zultron> Yeah, you can browse the SVN through Trac.
[17:09:55] <zultron> And presumably check out code from
http://svn.openplm.org/svn/openPLM
[17:10:06] <jdh> openplm seems far from 'open'
[17:10:10] <zultron> So, what happened? Is the project dead?
[17:10:22] <zultron> Yeah, that's the idea I'm starting to get too, jdh.
[17:10:47] <WalterN> uh, I don't know... it would be nice if they updated their website though
[17:10:50] <zultron> I was initially interested because it plugs into FreeCAD.
[17:11:21] <WalterN> I dont think the project is dead
[17:11:37] <WalterN> partly because I got a really fast reply on the forum
[17:11:46] <zultron> Seemed like it could be a simple way to manage engineering data.
[17:12:09] <WalterN> they have a demo thing set up... it seems alright
[17:12:21] <jdh> simple and plm do not go together
[17:12:46] Cylly is now known as Loetmichel
[17:13:44] <WalterN> a wiki would do what I want too
[17:14:45] <WalterN> so depending on how this goes, I might fall back to that
[17:15:01] <zeeshan|2> so if i run my steppers at half step apparently i only get 73% of the holding torque in comparison to full step
[17:15:18] <zeeshan|2> so that means if the cutting forces were stupid high, i could lose steps? :p
[17:16:11] <zultron> Ha ha! Well PLM is supposed to solve a problem, and I sure hope it's easier than spreadsheets and directories full of engineering documents organized by filename with embedded revision numbers. ;)
[17:16:25] <WalterN> I.. wut
[17:17:30] <WalterN> zultron: cant be as bad as where I used to work, where all files (drawings, CNC programs) are stored with ms-dos safe file names in one big folder
[17:18:00] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[17:18:51] <zultron> Yeah, that's a common way to manage engineering data.
[17:19:12] <WalterN> heh
[17:19:14] -!- sumpfralle has quit [Client Quit]
[17:19:40] <WalterN> oh man
[17:20:00] * WalterN remembers the day when that one computer that has everything on it would not boot
[17:20:28] <zultron> Just don't ask what the work flow is, or how to get a BOM for some particular rev of some particular product.
[17:20:55] <WalterN> 20-30 years of CNC programs and drawings and stuff on one computer with no backups
[17:20:57] <zultron> Ouch. Well, that can happen with any system, I guess.
[17:21:30] <zultron> Dang!
[17:21:32] -!- thomaslindstr_m has quit [Remote host closed the connection]
[17:22:02] <zultron> Anyway, gotta run. Keep me in the loop with your OpenPLM adventure, WalterN.
[17:22:18] <WalterN> yeah, I doubt anybody could be worse with computers than the guy I used to work for
[17:22:54] <WalterN> he was lucky in that situation because it was only the master boot record that was screwed up
[17:23:20] <WalterN> zultron: alright, will do
[17:24:36] -!- thomaslindstr_m has quit [Read error: Operation timed out]
[17:26:21] <WalterN> zeeshan|2: yeah... is it 73%? I thought it was closer to 1/2...
[17:26:31] <zeeshan|2> nah :p
[17:26:39] <zeeshan|2> at 1/4 step its 36%
[17:26:43] <zeeshan|2> its an exponential drop
[17:26:48] <WalterN> oh ok
[17:27:09] <WalterN> here we go... pulling from the SVN
[17:27:14] <WalterN> svn co
http://svn.openplm.org/svn/openPLM/
[17:27:21] -!- Nick001 [Nick001!~Nick001@173-86-70-123.bras0-epix.clsm.pa.frontiernet.net] has joined #linuxcnc
[17:27:58] <WalterN> and it seems to be getting the 2.0.1 stuff
[17:30:12] -!- wboykinm has quit [Remote host closed the connection]
[17:30:21] -!- mackerski has quit [Quit: mackerski]
[17:32:38] <jdh> so now you will stake your engineering documents on abandonware?
[17:33:13] <WalterN> enh
[17:33:34] <pcw_home> Full stepping give the most torque then high ratio microstepping,1/2 stepping is worst
[17:33:54] <jdh> pcw: how high is high in this context?
[17:34:13] -!- balestrino [balestrino!~balestrin@host251-107-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[17:34:50] <zeeshan|2> PCW: why is 1/2 stepping worse?
[17:34:51] <pcw_home> According to lin engineering, 64 or more
[17:35:09] <zeeshan|2> http://www.micromo.com/microstepping-myths-and-realities.aspx
[17:35:13] <pcw_home> probably torge ripple
[17:35:15] <zeeshan|2> this website shows 2 microsteps
[17:35:24] <zeeshan|2> = 70.71% holding torque
[17:35:56] <zeeshan|2> ive got my steppers set to half step right now
[17:36:05] <zeeshan|2> free running them they sound pretty smooth ;p
[17:36:18] <Jymmm> http://www.geckodrive.com/support/step-motor-basics.html
[17:36:43] <jdh> I have tons of Parker drives that come set to 20ksteps/rev
[17:37:22] <pcw_home> You need understand that those numbers (micromo) are torque per ustep NOT stall torque
[17:38:06] <Jymmm> jdh: 50K steps =)
[17:38:38] <Jymmm> jdh: OEM750's that is
[17:38:52] <zeeshan|2> right its torque per ustep.
[17:38:57] <zeeshan|2> so if you exceed that torque, you will lose steps
[17:39:30] <jdh> these go up to 50.8k
[17:39:32] <Jymmm> zeeshan|2: Read the link i gave
[17:39:42] -!- jasen_ [jasen_!4e5330fa@gateway/web/freenode/ip.78.83.48.250] has joined #linuxcnc
[17:39:44] <pcw_home> Nope you will not lose steps
[17:40:01] <Jymmm> jdh: Yeah, I have yet to play around with that
[17:40:13] <pcw_home> you have to exceed the full step torque to lose steps
[17:40:51] <Jymmm> jdh: I'm assuing for things like wafer fab
[17:41:25] <zeeshan|2> Jymmm: what specifically do you want me to read there? :P
[17:41:56] <Jymmm> zeeshan|2: On that page? ALL of it, but the first part will give you a better understanding.
[17:42:11] <Jymmm> The PDf is better though
[17:44:25] -!- psha [psha!~psha@213.208.162.93] has joined #linuxcnc
[17:48:46] <zeeshan|2> Jymmm: i've read a lot of this before
[17:49:16] -!- _balestrino [_balestrino!balestrino@host251-107-dynamic.252-95-r.retail.telecomitalia.it] has joined #linuxcnc
[17:49:20] <zeeshan|2> still doesn't answer the question, what stepping mode i should run for my .200" lead screw
[17:49:51] <zeeshan|2> i've current set it up to 1/2 step and it runs smoothly
[17:50:04] <zeeshan|2> i figured if i run 1/4 step or less ill start losing torque.
[17:50:05] <Jymmm> TPI ?
[17:50:14] <zeeshan|2> Jymmm: 1/.2 = tpi
[17:50:59] -!- balestrino has quit [Ping timeout: 240 seconds]
[17:51:36] <pcw_home> you do not lose torque at high ustep ratios (except going from full to 1/2 stepping)
[17:51:37] <pcw_home> this is a fallacy
[17:51:59] <zeeshan|2> so you're saying i should set it to at least 1/4
[17:52:03] <zeeshan|2> if im gonna use microstepping
[17:52:26] <Jymmm> You are using 1/4-20 threaded rod?
[17:52:28] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust436.20-1.cable.virginm.net] has joined #linuxcnc
[17:52:33] <zeeshan|2> or you're saying the loss of torque isn't significant when going from 1/2 to 1/4
[17:52:38] <zeeshan|2> Jymmm: no
[17:52:56] <zeeshan|2> its 1.5"-5 ball nut
[17:52:58] <pcw_home> if you are using software stepping you need to consider the maximum step rate
[17:52:59] <zeeshan|2> ball screw
[17:53:12] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-97-51-dynip.superkabel.de] has joined #linuxcnc
[17:53:12] <zeeshan|2> PCW_home its set on my stepper driver not software
[17:53:16] <IchGuckLive> hi all B)
[17:53:21] <zeeshan|2> IchGuckLive: hi!
[17:53:28] <IchGuckLive> ;-)
[17:54:01] <Jymmm> zeeshan|2: So you have 5 TPI (Turns per inch)
[17:54:05] <zeeshan|2> yes
[17:54:14] <pcw_home> If you are running from a parallel port. LinuxCNC is generating the steps in software
[17:54:14] <zeeshan|2> meaning .2" lead per 360 revolution of the screw
[17:54:15] <pcw_home> and has a maximum step rate limitation
[17:54:24] <roycroft> do you folks mind giving a little general machining advice?
[17:54:40] <Jymmm> roycroft: Use lots of lube!
[17:54:42] <pcw_home> bbl
[17:54:48] <roycroft> i need to machine some 304 ss tubing
[17:55:03] <roycroft> i ned to cut a longitutidal "window" out of it
[17:55:05] <zeeshan|2> pcw_home: its running at 25,000khz
[17:55:11] <roycroft> it's a shield for a sight glass tube
[17:55:19] <roycroft> and i need to view the glass tube inside
[17:55:32] <roycroft> www.roycroft.us/SightGlassTube.pdf
[17:55:51] <zeeshan|2> 25,000 khz / 1000 steps/inch = 25inches per second
[17:55:51] <zeeshan|2> ;p
[17:55:52] <roycroft> two issues: 1. the piece is longer than i can mill in one go
[17:56:02] <zeeshan|2> 25,000 hz i mean not khz.
[17:56:03] <roycroft> 2. i've no experience doing this kind of thing with ss
[17:56:26] -!- larryone has quit [Quit: This computer has gone to sleep]
[17:56:37] <archivist> roycroft, ss work hardens, nasty stuff to machine
[17:56:38] <roycroft> i'm thinking of mounting the tubing in vee blocks, squaring it to the mill, plunging an end mill in at one of the radius ends, and milling towards the center
[17:56:51] <roycroft> then remounting, and doing the same thing starting from the other end
[17:56:57] <Jymmm> roycroft: I would guess to drill two holes, one on each end. Then remove everything in between
[17:57:03] <roycroft> yes
[17:57:19] <zeeshan|2> ss is easy to machine
[17:57:28] <roycroft> slow speed, heavy feed
[17:57:33] <zeeshan|2> exactly
[17:57:36] <roycroft> i know how to do it generally
[17:57:41] <Jymmm> roycroft: tube length/diam ?
[17:57:45] <roycroft> the problem i anticipate is that i's tubing
[17:57:53] <roycroft> 22" long
[17:57:54] <archivist> roycroft, your main problem is support loss when you remove the metal
[17:58:04] <roycroft> (i have a mini mill)
[17:58:05] <roycroft> right
[17:58:13] <roycroft> 5/8" diameter, 0.049" wall thickness
[17:58:23] <zeeshan|2> roycroft: how thick is the tubing
[17:58:27] <archivist> you lose clamping force
[17:58:28] <roycroft> archivist: so milling down from the top is not a good idea
[17:58:36] <roycroft> which is why i was thinking of milling from the side
[17:58:45] <Jymmm> roycroft: and the slot dims?
[17:58:49] <zeeshan|2> i've done tons of ss fabrication
[17:58:52] <roycroft> the radius is 0.25"
[17:58:59] <Jymmm> roycroft: how many do you have to make?
[17:59:03] <roycroft> three
[17:59:17] <roycroft> and i also need to turn the ends of the tubing down
[17:59:20] <Jymmm> roycroft: electro-etching?
[17:59:25] <zeeshan|2> i think you're over thinking it
[17:59:26] <zeeshan|2> :)
[17:59:31] <archivist> buy enough metal incase you get some failures
[17:59:33] <roycroft> fortunately the lengths will be long enough that i'll have plenty ot support
[17:59:41] <zeeshan|2> just take a center cutting end mill
[17:59:41] <roycroft> yes, i'm getting enough for failures
[17:59:46] <zeeshan|2> and plunge!
[17:59:52] <roycroft> that's what i said
[18:00:22] <zeeshan|2> you gotta go slow though
[18:00:27] <roycroft> plunge and cut through one wall, then plunge deeper and cut through the other wall, or plunge all the way down and do both at once?
[18:00:33] <zeeshan|2> you'll bend the tube of you go too fast
[18:00:50] <zeeshan|2> you want to plunge in once. perferabbly drill it first
[18:00:52] <archivist> you could put a shaft inside the tube to take the clamping force
[18:00:58] <zeeshan|2> then take the end mill and only give it side forces
[18:01:01] <zeeshan|2> so your tube doesnt bend
[18:01:09] <roycroft> yes, that would work
[18:01:19] <zeeshan|2> ive done this on .065 wall without any problems
[18:01:30] <roycroft> it will be 0.527" id, so 0.5" mild steel would probably support it well enough
[18:01:30] <zeeshan|2> just use vblock so your tube doesnt fly out of your vise.
[18:01:42] <roycroft> yes, i'll use vee blocks on both ends
[18:01:51] <roycroft> i won't be able to hold it in a vice at 22" in length
[18:02:17] <zeeshan|2> sorry i missed something
[18:02:19] <zeeshan|2> how long is the slot?
[18:02:23] <roycroft> this is 0.049" wall
[18:02:27] <roycroft> the slot will be most of the length
[18:02:30] <roycroft> 21"
[18:02:31] <zeeshan|2> oh shit
[18:02:32] <zeeshan|2> haha
[18:02:42] <zeeshan|2> then i don't thin kyou should be using a vise to hold it.
[18:02:50] <zeeshan|2> it'll be cantilevered at the ends
[18:02:55] <roycroft> the thought had not crossed my mind
[18:02:58] <zeeshan|2> you need to juse toe clamps and clamp it right to the table
[18:03:00] <roycroft> vee blocks at the ends for sure
[18:03:02] <archivist> this is why I mentioned the inner shaft support :)
[18:03:05] <zeeshan|2> *just
[18:03:14] <zeeshan|2> inner shaf tsupport means more material
[18:03:25] <zeeshan|2> let me show you a video.
[18:03:38] <roycroft> hmm
[18:04:02] <archivist> I have sometimes moved clamps along during a cut
[18:04:03] <zeeshan|2> http://www.youtube.com/watch?v=YyN7XUyfJsg&feature=player_detailpage#t=104
[18:04:06] <zeeshan|2> its a solid bar
[18:04:14] <zeeshan|2> but you can do the same with your tube
[18:04:19] <zeeshan|2> you don't want to use a vise for a tube that long
[18:04:55] <zeeshan|2> unless you got 2 vises :)
[18:05:45] <zeeshan|2> http://www.youtube.com/watch?v=vxb7T_qQ9B4
[18:05:50] <zeeshan|2> to
[18:05:58] <IchGuckLive> moving clamps during work is offen a miss to somePeoples mind
[18:06:00] <zeeshan|2> http://www.youtube.com/watch?v=KpVB0ouezb0
[18:06:03] <zeeshan|2> i love ss! :D
[18:06:07] <zeeshan|2> ez to machine
[18:06:26] <zeeshan|2> notice my chips arent even discolored
[18:06:32] <zeeshan|2> means i could go even faster ;p
[18:06:46] -!- Connor has quit [Quit: Leaving.]
[18:07:17] <zeeshan|2> Jymmm: im still waiting for your recommendation :)
[18:07:35] <zeeshan|2> 5tpi lead screw, need to know the number of steps to setup on the driver :)
[18:08:09] <zeeshan|2> with the way its currently setup, (half step) i get 0.0005" resolution
[18:08:09] <roycroft> my experience with it is that as long as you use an aggressive feed, ss is not difficult to work with
[18:08:15] <roycroft> as soon as you get tentative you lose
[18:08:32] <zeeshan|2> yea, ss does not like rubbing
[18:08:39] <roycroft> just go for it
[18:09:09] <archivist> the work hardening is the problem you need a bite to get under the skin
[18:09:47] <zeeshan|2> i think the only time i've had problems with stainless is when i was trying to drill through a welded joint
[18:10:02] <zeeshan|2> i couldn't use regular hss drill bits. ended up using m42 cobalt and it was no longer a problem
[18:11:02] -!- Connor [Connor!~Connor@75.76.30.113] has joined #linuxcnc
[18:11:42] <archivist> we had to make cores for tattoo guns in ss but the job did not pay for the tooling we should have used
[18:12:37] <roycroft> well, i'm ordering the tubing today
[18:12:42] <archivist> iirc I was getting about 80 per tap breakage for the threaded hole
[18:12:47] <roycroft> so i'll probably be working on this project next wekend
[18:12:49] <roycroft> weekend
[18:13:03] <andypugh> zeeshan|2: More Fasterer!
http://www.youtube.com/watch?v=IPP4r3H2VO8
[18:13:25] -!- cwmma has quit [Ping timeout: 248 seconds]
[18:13:25] cwmma_ is now known as cwmma
[18:13:47] <roycroft> figuring out how to polish the inside of the tubing may prove to be the more challenging task
[18:14:05] * archivist covers his ears
[18:14:36] <andypugh> archivist: Yeah, it all went wrong. But it does work.
[18:14:49] <andypugh> It worked brilliantly on a real lathe (Colchester Student)
[18:14:57] <archivist> the chatter is special :)
[18:15:29] <Loetmichel> roycroft: two spools of dental floss, 2 motors and some polishing agent comes to mind ;-)
[18:15:44] <archivist> roycroft, I was reading a book on the throne and it had a tube polishing method using wire
[18:16:21] <andypugh> archivist: You could have just mentioned the book, too much detail by far.
[18:16:23] <archivist> a crank and a weight the other end of the wire
[18:16:33] <Loetmichel> fiddle the floss into the tube, put in on the empty spool, spin
[18:16:43] <Loetmichel> if other spool empty, reverse;-)
[18:17:23] <archivist> circa 1942 for capiliary tubes
[18:17:40] <roycroft> that would probably work better if i did it prior to machining the slot
[18:18:23] <roycroft> i'm paying a lot extra for cold-drawn seamless tubing so i don't have to worry about a weld on the inside
[18:18:27] <archivist> but you probably want to polish the bur off too after
[18:18:40] <roycroft> but i can't seem to find tubing that's polished inside and out
[18:18:44] <roycroft> funny, that :)
[18:18:47] -!- md-2 has quit [Quit: Leaving...]
[18:18:57] <roycroft> yes, i'll need to polish the outside after machining anyway
[18:19:12] <roycroft> touch up polishing, at least
[18:19:20] <roycroft> and certainly the whole cut will need to be polished
[18:19:56] <archivist> cheat and paint the inner white
[18:20:10] <roycroft> that's not fun
[18:20:16] <roycroft> but it would probably work just fine
[18:20:32] <zeeshan|2> roycroft: i use scotch brite
[18:20:36] <zeeshan|2> to polish the inside of the tube
[18:20:50] <zeeshan|2> it comes in a ball form that you can use with a long rotary tool
[18:21:09] <zeeshan|2> works for 1.5" tubing and greater
[18:22:25] <roycroft> i think i have some mild steel tubing laying around
[18:22:31] <archivist> or barrel polishing
[18:22:41] <roycroft> i can rig something up and test on that while awaiting the arrival of the ss tubing
[18:32:20] <andypugh> Ball honing?
[18:32:27] -!- Tecan [Tecan!~fasdf@ip-216-234-182-80.wireless.tera-byte.com] has joined #linuxcnc
[18:32:27] -!- Tecan has quit [Changing host]
[18:32:27] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[18:33:36] <andypugh> Bear with me, Google is not returning what I meant.
[18:36:03] -!- _balestrino has quit [Ping timeout: 260 seconds]
[18:37:30] -!- WalterN has quit [Ping timeout: 245 seconds]
[18:37:41] <andypugh> https://www.precisionballs.com/Ball_Sizing.php
[18:43:09] -!- WalterN [WalterN!~tiwake@71-84-131-70.dhcp.knwc.wa.charter.com] has joined #linuxcnc
[18:44:29] -!- Tecan has quit [Ping timeout: 240 seconds]
[18:46:09] -!- afiber__ [afiber__!~sabayonus@p2003005BE9800101BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[18:48:33] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[18:50:38] -!- thomaslindstr_m has quit [Read error: Connection reset by peer]
[18:51:46] <archivist> I do know that ball sizing is used for clock gear milling cutters
[18:54:51] <Jymmm> zeeshan|2: Tequilia.
[18:57:04] <jdh> it's fucking monday
[18:58:05] <zeeshan|2> liar!
[18:58:07] <zeeshan|2> its fucking friday!
[18:58:35] <jdh> we have been shut down since tuesday due to ice. It's monday.
[18:59:38] -!- cwmma has quit [Ping timeout: 264 seconds]
[18:59:38] cwmma_ is now known as cwmma
[19:01:01] <Jymmm> jdh: Is tomorrow still saturday though?
[19:01:18] <Jymmm> or tuesday?
[19:01:39] <jdh> not sure yet. I'm thinking it will be monday again
[19:01:52] <Jymmm> oe TuesWednesdayish
[19:01:59] <Jymmm> ouch
[19:07:01] -!- patricka_ has quit [Remote host closed the connection]
[19:11:19] -!- mozmck has quit [Read error: Connection reset by peer]
[19:11:19] <IchGuckLive> its superbowl wekend
[19:11:20] <andypugh> jdh:
http://www.xkcd.com/1321/
[19:11:32] <IchGuckLive> is in the usa the game on FTA
[19:13:50] -!- mozmck [mozmck!~moses@client-67.210.159.209.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[19:14:16] -!- lyzidiamond has quit [Quit: lyzidiamond]
[19:15:43] -!- psha_ [psha_!~psha@213.208.162.93] has joined #linuxcnc
[19:15:43] -!- psha has quit [Read error: Connection reset by peer]
[19:17:11] <jdh> andypugh: I had to send that to a lot of people the other day.
[19:17:41] -!- psha_ has quit [Client Quit]
[19:18:30] <archivist> I need some global warming it is cold in here
[19:22:38] <mozmck> it's "climate change" now for that very reason...
[19:24:46] <jdh> right. that's teh way to spin it
[19:25:18] <jdh> the xtian god promised not to destroy the world again so we don't have to worry about GCC
[19:27:06] -!- psha [psha!~psha@213.208.162.93] has joined #linuxcnc
[19:35:05] <cradek> archivist: anything that causes people to quote idiot US politicians is a great and subtle troll
[19:35:33] -!- krusty_ar has quit [Ping timeout: 248 seconds]
[19:35:33] -!- larryone has quit [Quit: This computer has gone to sleep]
[19:36:15] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/controller_zpsfea90101.png
[19:36:19] <zeeshan|2> having some cad fun
[19:36:23] <zeeshan|2> starting to look pretty
[19:39:53] -!- skorasaurus has quit [Ping timeout: 252 seconds]
[19:41:04] <andypugh> Does this look like anything to anybody?
http://pastebin.com/fewgT1nx
[19:41:29] <andypugh> I guess that it is inviting me to edit the variable, using vi or emacs or randome type commands?
[19:42:16] <cradek> fwiw, that's opaque to me too
[19:43:28] <skunkworks> heh - look at that
http://www.cnczone.com/forums/haas_mills/209740-override_invalid_circle_statement.html
[19:43:39] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[19:43:44] <skunkworks> you mean linuxcnc isn't the only control that cares about that?
[19:45:08] <cradek> no, but linuxcnc is the only control where you could change the behavior if you wanted
[19:45:16] <skunkworks> heh
[19:47:31] -!- jasen_ has quit [Quit: Page closed]
[19:47:32] <andypugh> I see what is going on :-/ I can paste into the serial prompt, but the keystrokes do't get sent. And the chances of me typing that whole kernel boot string correctly without error are exteemely slim.
[19:48:06] <cradek> andypugh: gnu screen works as a serial terminal, and has copy/paste/etc
[19:48:32] <andypugh> I am using Serial Tools on my Mac.
[19:48:55] <andypugh> (and I can copy/paste, but the other side doesn't see the keystrokes)
[19:49:08] <cradek> oh
[19:49:26] <cradek> gnu screen works as a serial terminal that works right, and has copy/paste/etc
[19:49:43] <andypugh> Does it also work with usb-serial hardware?
[19:49:56] <cradek> of course, the application doesn't know or care about that
[19:49:56] <andypugh> (I guess it should)
[19:50:06] <cradek> screen /dev/ttyUSB0 or whatever
[19:52:06] <andypugh> I am just seeing gibberish. I wonder how I set the baud rate?
[19:52:15] <cradek> screen /dev/ttyUSB0 9600
[19:52:31] <cradek> it's kind of hidden in the manpage under "If a tty (character special device) ..."
[19:56:32] <andypugh> w00t!
[19:56:43] <PetefromTn> Tom_itx: Poke!!
[19:57:24] <andypugh> Not only does "screen" allow copy/paste, but I didn't need it, as "env edit" gave me a line where I could type and cursor and delete bits of the existing line
[19:57:37] <andypugh> Thanks cradek
[19:57:58] <cradek> haha, working terminal emulation is a nice thing
[19:58:14] <cradek> when in doubt use 80s software, I guess
[19:59:29] <andypugh> Curses! Rats! Forgot "env save"
[20:00:35] <cradek> screen is 27 years old and I use it constantly every day
[20:00:57] <jdh> me too.
[20:01:06] <andypugh> XP is getting on for that sort of age :-)
[20:02:03] <jdh> this irc session has been running in screen for almost a year
[20:02:17] -!- micges [micges!~captain_p@dba176.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[20:20:44] -!- louis__ has quit [Ping timeout: 246 seconds]
[20:22:55] -!- skorasaurus has quit [Ping timeout: 245 seconds]
[20:25:54] <Tom_itx> PetefromTn?
[20:26:38] <PetefromTn> Hey man how are you today...
[20:26:45] <Tom_itx> busy
[20:26:48] <Tom_itx> just got in
[20:26:52] <Tom_itx> leaving in a bit
[20:26:58] <PetefromTn> really then I don't wanna bother you..
[20:27:05] <Tom_itx> what's up?
[20:27:18] <PetefromTn> well I ran the code from the post this morning.
[20:27:33] <PetefromTn> Everything worked real well except for one thing.
[20:28:24] <PetefromTn> When the G83 peck drill cycle was completed the spinde runs up to the G0 G53 Z0 height like I wanted nice but the spindle remained running. There is an M5 at the end of the other cycles but not after the peck drill cycle for some reason.
[20:28:58] <Tom_itx> well then we need to add one
[20:29:26] <PetefromTn> I played with putting the M5 into the Toolchange setup before the G0 G53 Z0 but it puts it at every toolchange including the first one which does not hurt anything but looks odd in the code.
[20:31:04] <Tom_itx> i'll have a look when i get back
[20:31:06] <PetefromTn> It seems to me that the m5 before each toolchange is an additional safety factor but not sure if there is a way to input it only after the G81-83 peck drill cycles.
[20:31:20] <PetefromTn> Okay that is perfectly fine man I really appreciate your help.
[20:31:40] <Tom_itx> i'd try at the end of cut location
[20:31:54] <PetefromTn> No hurry it is not keeping me from anything. The changes we did make are working great and I am very pleased.
[20:31:58] <Tom_itx> return to 'clear' or 'safe' level
[20:32:01] <Tom_itx> or something like that
[20:32:29] <PetefromTn> yeah I was thinking the same thing but not sure why it is not included in the G81-83 postings.
[20:33:09] <Tom_itx> because they're canned cycles
[20:33:55] <PetefromTn> So it needs to be in the footer which it actually is but for some reason on those cycles it is not posted.
[20:34:46] -!- syyl_ws has quit [Quit: Verlassend]
[20:38:32] -!- malcom2073 has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[20:39:04] <PetefromTn> Do you guys think the spindle should just run until the toolchange or should it stop after the op when it reaches the safe z or clearance plane?
[20:40:24] <jdh> is there a reason for it to spin after the Z lift?
[20:40:41] -!- Komzpa has quit [Ping timeout: 265 seconds]
[20:41:05] -!- Gigs- [Gigs-!~Gigs@pdpc/supporter/28for7/gigs] has joined #linuxcnc
[20:42:08] <Gigs-> not really a cnc question but you all are probably the best group to ask. What is the effect of a bent shaft in a reciprocating crankshaft arrangement?
http://i893.photobucket.com/albums/ac133/chas8008/1050autodrive.jpg
[20:42:37] <Gigs-> they make a drive for a different press with a straight shaft, I can't wrap my head around what the effect on the output end would be
[20:42:42] <PetefromTn> jdh: That is what I am asking personally I don't think so..
[20:43:24] <PetefromTn> I remember on the Haas machines I ran it would complete the MOP and then go to safe Z and turn off the spindle and then run to toolchange height and index for the toolchange.
[20:43:30] -!- larryone has quit [Client Quit]
[20:43:53] <cradek> Gigs-: I think it would have no effect. maybe it's bent for some kind of mechanical clearance?
[20:44:18] <Gigs-> oh, maybe to clear the axle of the bottom linkage
[20:44:35] <Tom_itx> PetefromTn it should stop as soon as it's done cutting
[20:44:35] <cradek> Gigs-: thought experiment: add a second linkage that's straight, notice that it makes no difference (you have a triangular linkage), now remove the first linkage
[20:44:36] <Gigs-> I think it does go past horizontal on the downstroke
[20:44:37] <skunkworks> or estetics..
[20:44:48] <skunkworks> estetics?
[20:45:03] <cradek> aesthetics
[20:45:09] <Gigs-> it's not for looks, it causes all kinds of annoying issues
[20:45:16] <cradek> but yeah I'd bet on clearance
[20:45:27] <Gigs-> yeah I think cradek is probably right
[20:45:53] <Gigs-> I came to the same conclusion that it shouldn't have an effect on the motion
[20:46:25] <cradek> I don't understand what the motion is, from your photo
[20:46:41] <Gigs-> the motor in the back turns and the front thing acts like pulling a lever up and down
[20:46:46] <skunkworks> looks like it oves a lever
[20:46:50] <skunkworks> moves
[20:47:02] <skunkworks> wow - I should go home.
[20:47:11] <PetefromTn> I agree it should stop upon completion of cutting.
[20:48:30] <Gigs-> in the picture it's in the "nearly all the way up" position, if the motor clutch plate thing was horizontal it would be full up
[20:49:07] <PetefromTn> I guess the phantom M5 on the first toolchange is not a big deal and is probably a safety factor anyways. At least it will add it where it is really needed this way.
[20:50:10] <Tom_itx> we'll figure it out
[20:50:14] <Tom_itx> later....
[20:50:31] <Gigs-> cradek: here's part of the same sort of drive design doing something else entirely
http://gigstaggart.com/pics/VID_20131201_012047_463.mp4
[20:51:51] -!- i_tarzan has quit [Read error: Operation timed out]
[20:53:06] <Gigs-> the geometry involved in crankshaft systems hurts my head for some reason. It really shouldn't because it's all grade school stuff.
[20:53:57] -!- louis__ [louis__!~quassel@129.217.168.145] has joined #linuxcnc
[20:53:57] -!- louis__ has quit [Remote host closed the connection]
[20:54:59] <Gigs-> maybe it's when the triangle turns into a line twice a cycle my brain divides by zero
[20:56:04] <PetefromTn> Thanks man have a good afternoon.
[20:57:05] -!- krusty_ar has quit [Ping timeout: 245 seconds]
[21:05:33] -!- skunkworks has quit [Quit: Leaving]
[21:07:53] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[21:08:27] -!- larryone has quit [Quit: This computer has gone to sleep]
[21:09:57] -!- wboykinm has quit [Remote host closed the connection]
[21:11:01] -!- krusty_ar has quit [Ping timeout: 248 seconds]
[21:14:58] -!- theorbtwo has quit [Remote host closed the connection]
[21:18:36] -!- lyzidiamond has quit [Quit: lyzidiamond]
[21:21:34] <zeeshan|2> http://i130.photobucket.com/albums/p252/turbozee84/controller2_zps85e9fb3b.png
[21:21:37] <zeeshan|2> thsi is turning out good
[21:21:53] -!- psha has quit [Quit: Lost terminal]
[21:25:54] -!- cwmma has quit [Quit: cwmma]
[21:33:21] <PetefromTn> Jeez man I am having trouble understanding the offsets in the linuxCNC.
[21:35:04] <PetefromTn> Whenever I setup tools I think I have it right but when I go to run the program I am getting this move exceeds the limits on axis.
[21:35:12] <PetefromTn> Not sure what I am doing wrong here.
[21:35:53] <PetefromTn> basically I home the machine and open the tool table.
[21:36:12] <PetefromTn> Then I go to MDI and do an M6 T whatever tool I want to load.
[21:36:36] <PetefromTn> Then I insert the tool and lower the head down onto the table and touch off on a 123 block.
[21:37:08] -!- GJdan has quit [Quit: WeeChat 0.4.2]
[21:37:23] <PetefromTn> I hit touch off to tool table and okay and it loads the table for me. The numbers are always like negative 250-350 or something like that.
[21:37:48] <PetefromTn> then I load up the program and load the first tool and touch off with it making sure it is showing the tool number down below.
[21:38:22] <PetefromTn> Touch off to G54 offset and try to run it and it gives me the out of limits on joint.
[21:38:28] <PetefromTn> What am I doing wrong?
[21:40:20] <PetefromTn> I notice that when I load the program the toolpath picture is always at the top of the red dotted square that represents the machining envelope but not sure how to fix that.
[21:45:02] <andypugh> PetefromTn: Are you actually setting the G54 offset?
[21:45:47] -!- dhoovie has quit [Ping timeout: 246 seconds]
[21:46:18] <PetefromTn> I think so. Like I said I load the first tool and setup the G54 offset using it to touch off with. Eventually that will be tool 1 with my edge finder setup but right now it is just whatever tool is first.
[21:46:18] <andypugh> You probably want to switch the order. Choose one tool to be nominally zero-length. Then touch that off to the surface and say that _that_ is G54 Z-zero (after zeroing the "reference" tool in the tool table.
[21:47:13] <andypugh> I have things a little different, my tools are all measured as a height above the table when in the tightening fixture.
[21:47:13] <PetefromTn> it should not matter what tool you use if they are loaded into the tool table no?
[21:47:21] -!- FinboySlick has quit [Quit: Leaving.]
[21:47:52] <andypugh> No, it shouldn't, but the tool length is used in the G54 calcs.
[21:47:58] <PetefromTn> why does the machining envelope red dotted line in the view show the part being machined up near the top.
[21:48:11] <PetefromTn> yeah it has to be right.
[21:48:33] <PetefromTn> I removed all the tools from the tool table just now and rehomed the machine.
[21:48:42] <andypugh> Where does your G-code say that the work is?
[21:48:57] <PetefromTn> THen I did an M6 t whatever and loaded the tool..
[21:49:10] <andypugh> The red box _should_ be the physical limits of the machine.
[21:49:14] <PetefromTn> then I brought the head down to the 123 block and touch off to tool table.
[21:49:24] <andypugh> Did you remember G43?
[21:49:36] <PetefromTn> yeah I know but the part is always near the top or above it for some reason.
[21:49:49] <PetefromTn> whaddya mean?
[21:50:00] <andypugh> Did you remember G43?
[21:50:07] <PetefromTn> in what way?
[21:50:09] <andypugh> M6 T1 G43
[21:50:24] <PetefromTn> No I did not when I touch off
[21:50:31] <PetefromTn> it is in the program that way tho.'
[21:50:40] <andypugh> I think you need a G43 any time you load a tool.
[21:50:51] <PetefromTn> Oh maybe that is what I am doing wrong.
[21:50:58] <andypugh> Possibly.
[21:51:12] <andypugh> (it might not be)
[21:51:25] <PetefromTn> So I home the machine, go to MDI and type in M6 T ( ) and G43 and then load the tool and touch off?
[21:52:11] -!- chillly has quit [Quit: Leaving]
[21:52:11] <andypugh> Yes, and then that tool has to always be the same length. (zero works well, as then you can see if it has been changed)
[21:52:43] hashfail is now known as gimps
[21:53:28] <PetefromTn> I am talking about loading the tool table with the tool information here not touching off to the workpiece...
[21:53:33] <andypugh> Then bring that down close to the work and then raise it until the gauge slips under, and call that 1"
[21:53:38] <andypugh> (for a 1" gauge)
[21:53:50] -!- asdfasd1 [asdfasd1!~aaa@0545dc68.skybroadband.com] has joined #linuxcnc
[21:54:49] -!- asdfasd has quit [Ping timeout: 252 seconds]
[21:55:00] <andypugh> In that case, call that zero so that machine zero is top-of-block for the time being. Then change tool, put the new tool in the same place, tell the machine that is now at zero, and let it calculate the tool length.
[21:55:01] <PetefromTn> I don't understand why you need the G43 when loading tools into the tool table..
[21:55:56] <andypugh> With no G43 I don't think it does tool-length corrections (I might be wrong).
[21:56:11] <andypugh> So it might not back-calculate the tool length correctly.
[21:56:55] <PetefromTn> I think we are talking about two different things here. I am talking about setting up the tools first before I ever touch off to the work. I want to know how to properly load my tools using a 123 block on the table top.
[21:57:00] <andypugh> I type G43 out of habit, so I don't know if it actually always necessary.
[21:58:29] <andypugh> When you touch-off into the tool table you are saying "this tool tip is at XYZ in the G54 coordinate system". So it is helpful to have the G54 coordinate system set to a sensible value.
[21:59:38] <andypugh> Which is why I say take T1, make sure it is zero-length in the tool table, touch it to the block and say "top of block is Z=0 for a nominally zerolength tool"
[22:00:00] <PetefromTn> Okay so when I first start up the machine and home it that sets G53. Are you saying I need to set a G54 before I try to load a tool?
[22:00:06] <andypugh> Then when you touch off the other tools you are calculating a length relative to T1
[22:00:33] <andypugh> You can't ever be "in" G53
[22:00:45] <andypugh> You drop into G54 by default.
[22:00:46] <PetefromTn> Aah okay so say I touch off tool one with G54 first then touch off to the tool table
[22:00:56] -!- andreapae has quit [Read error: Connection reset by peer]
[22:01:06] <PetefromTn> that tool should be at zero.
[22:01:32] <PetefromTn> assuming you don't touch off the G54 to be something other than zero.
[22:01:34] <andypugh> It's more a case of touching-off G54 to a tool of reference length, then using that point-in-space to measure other tools to.
[22:01:54] <PetefromTn> I think I understand what you are saying.
[22:02:00] <andypugh> There are other ways of working, mind.
[22:02:11] <andypugh> I run my lathe that way.
[22:02:39] -!- ravenlock has quit [Quit: Leaving]
[22:02:43] <andypugh> My mill has an offline measurement station, so the tool table contains actual physical lengths above the gauge line.
[22:02:54] <PetefromTn> SO when I insert the tool into the machine and do the M6 T whatever I need to add the G43 in that line? Then touch off to the table for G54
[22:03:29] <andypugh> And I put the tool lengths in with the tool editor and never use tool touch-off to set the tool table, only the work origin.
[22:03:30] <PetefromTn> Honestly I intend to build or buy a tool length sensor but the whole thing has got me puzzled not sure how that works
[22:03:46] <PetefromTn> Oh whats the difference?
[22:04:10] <PetefromTn> When I hit touch off to table it should be just whatever is in the DRO at that point no?
[22:04:11] <andypugh> what's the difference between what?
[22:04:28] <Deejay> gn8
[22:04:29] <PetefromTn> between using the touch off feature and loading the information by hand?
[22:04:56] <kengu> what is the mobile touch off device called. the one to find out workpiece surface
[22:05:37] -!- Deejay has quit [Quit: bye]
[22:05:42] <PetefromTn> I was assuming that when I touch off the tools after homing the machine that I was using the accuracy of the homing position to determine the distance of the tool touch off position but I see what you mean about why the tools are funky numbers.
[22:06:00] <PetefromTn> Let me go see if I can do this on the machine be right back. Thanks for the help andy.
[22:06:04] <andypugh> PetefromTn: If you are touching off to table then what you type in the box needs to be "0" probably.
[22:06:38] <PetefromTn> Yeah if the first tool but after that it needs to be the difference right.
[22:07:35] <andypugh> PetefromTn: "touch off" calculates backwards. So you are saying "calculate how long the tool needs to be for the tip to be where I just said it was".
[22:07:58] <andypugh> If you juist type in the DRO number then I think you end up with all tools the same length :-)
[22:08:08] <PetefromTn> zero is the default but I have not setup the G54 to touch off before as you are suggesting.
[22:08:19] <zeeshan|2> is it a bad idea to run 12V from the same power supply to power both sides of the breakout board (pc side/driver side)
[22:08:25] <PetefromTn> Should not have to TYPE in anything for touch off.
[22:08:46] <PetefromTn> Let me try what you are suggesting and see how that works. I'll be careful LOL
[22:09:21] <andypugh> PetefromTn: Sometimes you want to, for example if you are setting workpiece zero as the surface, but using a 6mm dowel as a gauge, you need to say "tool tip is at +6mm"
[22:10:27] <andypugh> zeeshan|2: A bit. But what are you powering on the PC side? There should only be the PC there.
[22:10:38] <zeeshan|2> okay
[22:11:07] -!- Jeebiss [Jeebiss!~Jeebiss@2602:306:bc31:5920:209c:cec:8e30:66b8] has joined #linuxcnc
[22:14:16] <PetefromTn> Okay just went out there and rehomed the machine.
[22:14:30] <PetefromTn> Then I loaded the first tool and hit MDI
[22:14:48] <PetefromTn> typed in M6 T2 G43
[22:15:02] <PetefromTn> Then Brought the head down to the 123 block on the table.
[22:15:24] <PetefromTn> I touched off the tool to the G54 offset and hit okay.
[22:15:39] <PetefromTn> Then I touched the same tool to the tool table without moving it.
[22:16:09] <andypugh> What do you mean by "touched off the tool to the G54 offset" ?
[22:16:10] <PetefromTn> The tool table shows -623 or something which is more than the travel of the machines 500 MM.
[22:16:33] <cradek> are you set to "touch off to fixture"?
[22:17:01] <PetefromTn> I touched thetool off to the 123 block and hit the button that says touch of and you can hit the drop down to say G54 or whatever or tool table. I chose g54
[22:17:20] <PetefromTn> not sure.
[22:17:30] <cradek> if yes, you have to locate your fixture; if no, I think it should have written 0 to the tool table
[22:17:35] <andypugh> cradek: Depending on the UI that option might not exist?
[22:17:41] <cradek> what?
[22:18:18] -!- dhoovie [dhoovie!~kvirc@149.241.2.197] has joined #linuxcnc
[22:18:22] <cradek> at the bottom of the "Machine" menu
[22:18:30] <PetefromTn> OOoh okay I just found touch off to fixture I was set for the other option...
[22:18:34] <cradek> there you select one of two kinds of tool-table-touch-off
[22:18:37] <PetefromTn> yeah exactly.
[22:18:49] <PetefromTn> maybe that is what I am doing wrong.
[22:18:51] <andypugh> PetefromTn: OK, so set G54 to Z=0 then also set the T to Z = 0.
[22:19:10] <andypugh> That should put 0 in the tool table for that tool.
[22:19:16] <PetefromTn> that is what I was trying to do but apparently I was not in touch off to fixure.
[22:19:26] <cradek> "to fixture" won't do what andy says
[22:19:38] -!- terabyte- has quit [Quit: terabyte-]
[22:19:40] <PetefromTn> Okay what should I do then?
[22:19:49] <cradek> "to workipece" will if you're in G54
[22:20:03] <andypugh> I am going to back-off as I haven't even ever noticed that option, and have no idea what the difference is...
[22:20:07] <cradek> will you always use a 123 block on the table?
[22:20:16] <PetefromTn> What is the proper way to do what I am asking?
[22:20:32] <PetefromTn> honestly for the time being yeah until i get some sort of tool length probe.
[22:21:02] <cradek> then you probably do want "to fixture", because your 123 block will always be at the same height regardless of your workpiece coordinate system
[22:21:08] <PetefromTn> This is just to set my tools up. I actually have a sweet granite surface plate but no cat40 fixture as of yet.
[22:21:08] <cradek> so set it "to fixture"
[22:21:27] <PetefromTn> Okay then what.
[22:21:29] <cradek> now load a zero tool offset (G49)
[22:21:48] <cradek> place a typical length tool in the spindle
[22:21:49] <PetefromTn> huh never heard of that.
[22:22:00] <cradek> not unusually short or long
[22:22:32] <cradek> touch the top of the 123 block, poke touch off, SELECT G59.3 (fixture coordinate system), leave it at 0, poke OK
[22:23:32] <PetefromTn> okay.
[22:23:35] <cradek> [here is what you were doing wrong: you loaded a crazy tool offset, used it to set G54, then used G54 to set the tool offset to the same value it was before]
[22:24:05] <cradek> now stay on your fixture, use touch off to tool table, select 0
[22:24:13] <cradek> it should write 0 to the tool table
[22:24:37] -!- zumba_addict has quit [Quit: zumba_addict]
[22:24:38] <PetefromTn> Okay let me go out there and try this.. standby..
[22:24:47] <cradek> do all the steps :-)
[22:24:56] <PetefromTn> will do.
[22:25:35] <cradek> then if you load a different but not abnormal tool, touch off to tool table, it should write a small (near zero) offset for that tool
[22:26:00] <cradek> I like to keep the offsets small
[22:26:47] <cradek> you might also consider setting up the fixture so your longest tool has offset 0; then all your offsets will be negative which I think is safer (forget to apply them and it cuts too HIGH)
[22:27:19] <cradek> I have to run, bbl
[22:27:26] <PetefromTn> Thanks man...
[22:27:32] <cradek> welcome
[22:32:18] <PetefromTn> Awesome that seemed to work. First tool is at zero next tool is like -50 or so..
[22:35:03] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[22:41:54] -!- patrickarlt has quit [Remote host closed the connection]
[22:42:30] -!- reksio1 [reksio1!~captain_p@ewx70.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[22:45:48] <PetefromTn> Okay got both tools loaded up and now set the G54 offset but it is showing the part way above the work envelope now...jeez.
[22:46:03] -!- micges has quit [Ping timeout: 252 seconds]
[22:47:49] reksio1 is now known as micges
[22:48:19] <andypugh> Where does the G-code say the part is?
[22:48:49] <andypugh> In this scenario I think G54 is as-yet un-set
[22:48:55] -!- brianmorel99 has quit [Client Quit]
[22:48:59] <PetefromTn> it is showing it way up above the machining envelope.
[22:49:18] <PetefromTn> but the G code is set for top of workpiece Z0
[22:49:33] <andypugh> Jog to an imaginary workpiece with a tool loaded (and G43) and touch off-G54 to zero and you should see the part jump into the box.
[22:49:48] <PetefromTn> It is showing the TLO for Z is -25.6756 and I only have 20" of travel LOL
[22:50:44] <andypugh> G43 should set the TLO to the tool table
[22:50:45] <PetefromTn> Okay that brought it down into the red machining envelope.
[22:51:01] -!- gonzo_nb [gonzo_nb!~gonzo@host-2-97-36-189.as13285.net] has joined #linuxcnc
[22:51:26] <andypugh> That's probably good, but I am concerned about your TLO
[22:51:34] -!- mhaberler has quit [Quit: mhaberler]
[22:52:17] <PetefromTn> It all looks good now I am gonna try to cut some air with it now...
[23:03:20] -!- patrickarlt has quit [Ping timeout: 245 seconds]
[23:03:49] -!- brianmorel99 has quit [Quit: brianmorel99]
[23:05:13] -!- `Nerobro has quit [Quit: Leaving]
[23:12:47] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[23:13:05] * JT-Shop had a long day up high
[23:25:50] -!- captain_furious has quit [Quit: Leaving.]
[23:26:06] * Jymmm sighs, need more Screen RE =(
[23:28:25] -!- gonzo_nb has quit [Remote host closed the connection]
[23:36:43] -!- Jeebiss has quit [Ping timeout: 272 seconds]
[23:37:03] -!- PetefromTn has quit [Ping timeout: 260 seconds]
[23:43:57] -!- PetefromTn [PetefromTn!~quassel@75-136-192-114.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[23:52:18] -!- larryone has quit [Quit: This computer has gone to sleep]
{kind=link}
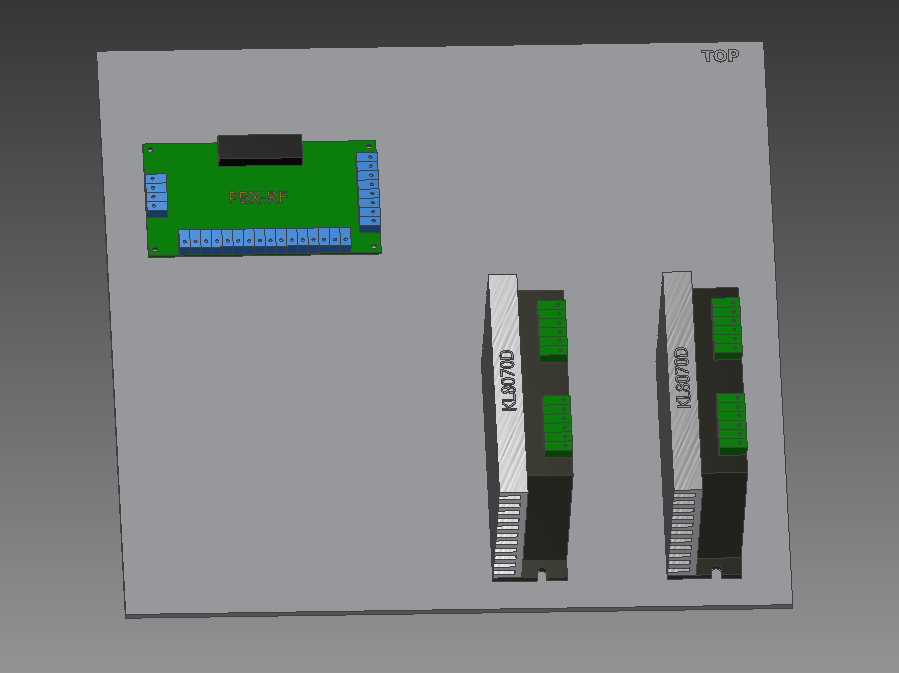{kind=link}
{kind=link}
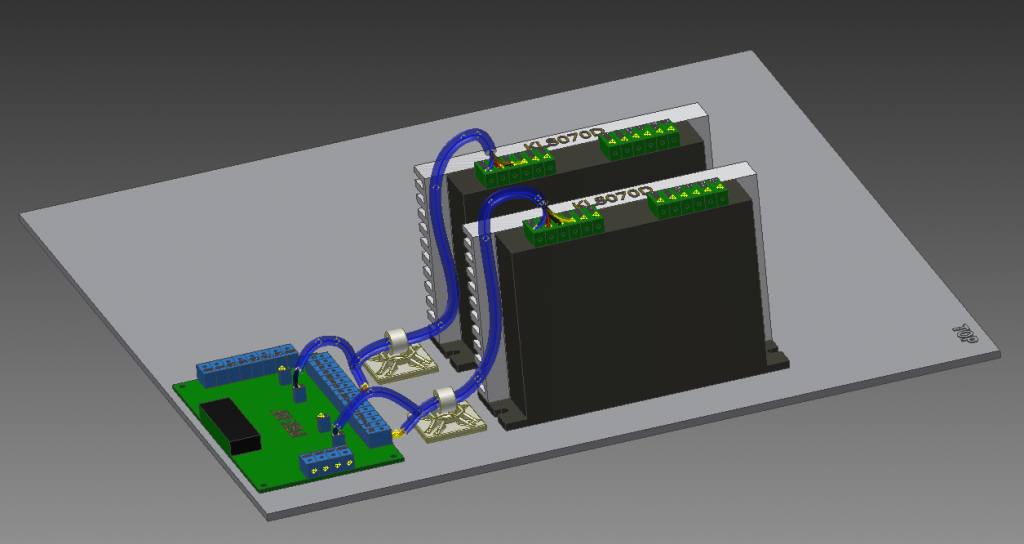{kind=link}