Back
[00:02:49] -!- pjm_ has quit [Read error: Connection reset by peer]
[00:02:52] -!- pjm [pjm!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[00:03:16] <PetefromTn> yeah I can do that but some of the parts will require some more complex radii and quite honestly I don't want to limit myself for future projects either. really do not need a full blown integrated Cad Cam for what I do so far just a LITTLE bit more than what I have here.
[00:03:51] <Tom_L> how many times do you want to buy it?
[00:04:04] <Jymmmm> Hey guys, I just got one of these as a replacement... You "turn" the ball to scroll, It's actually pretty good surprisingly. The complaints you see are related to the "media software", but you can use the alternative instead.
http://www.amazon.com/Kensington-Slimblade-Trackball-USB-K72327US/dp/B001MTE32Y
[00:04:26] <Jymmmm> I have not tried it under linux
[00:04:58] <Tom_L> should look more like a boob
[00:05:25] <Jymmmm> romside profile it kinda does, but not a flattering one.
[00:05:45] -!- wboykinm has quit [Remote host closed the connection]
[00:08:25] <Jymmmm> Tom_L: side profile it kinda does, but not a flattering one.
[00:08:37] Jymmmm is now known as Jymmm
[00:11:01] <Jymmm> I' comparing this to the ExperMouse Trackball which I've had a few for over 15 years, except the last one I bought they seem to have changed "something", I'm thinking vendors as the deisgn itself hasn't changed and I had a complaint in with them with the scroll wheel being "sticky" now.
[00:12:45] <jdh> or, too much midget pr0n
[00:13:02] <Jymmm> jdh: I wish!
[00:13:44] <Jymmm> jdh: There's no such thing as TOO MUCH midget porn!
[00:15:01] -!- GuShH_ has quit [Ping timeout: 265 seconds]
[00:16:03] -!- Tom_L has quit []
[00:19:29] -!- thomaslindstr_m has quit [Remote host closed the connection]
[00:24:35] -!- thomaslindstr_m has quit [Ping timeout: 260 seconds]
[00:27:03] tjb11 is now known as tjb1
[00:27:30] -!- tjb1 has quit [Quit: Leaving.]
[00:27:48] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[00:32:24] -!- Komzzpa has quit [Read error: No route to host]
[00:39:12] -!- Komzzpa has quit [Ping timeout: 252 seconds]
[00:44:48] -!- AR_ [AR_!~AR@24.238.71.107] has joined #linuxcnc
[00:48:05] -!- arvidkahl has quit [Ping timeout: 252 seconds]
[00:51:16] -!- Nick001 has quit []
[00:54:27] -!- Tecan [Tecan!~fasdf@unaffiliated/unit41] has joined #linuxcnc
[00:55:47] -!- rob_h has quit [Ping timeout: 252 seconds]
[00:59:00] -!- Komzzpa has quit [Ping timeout: 252 seconds]
[01:01:40] -!- KimK has quit [Ping timeout: 245 seconds]
[01:02:15] <eric_unterhausen> I always wished I had a midget porn double
[01:02:30] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[01:03:49] <CHNCguy> Same... ;)
[01:04:28] <Jymmm> eric_unterhausen: Would that be your doppelBANGer?
[01:04:43] -!- wboykinm has quit [Remote host closed the connection]
[01:04:46] <CHNCguy> lol
[01:04:54] <eric_unterhausen> I never knew there was such a thing until gordon Ramsay's dwarf porn double was killed by badgers
[01:05:12] <Jymmm> Honey Bagers!!!
[01:05:32] <Jymmm> http://www.youtube.com/watch?v=4r7wHMg5Yjg
[01:05:57] -!- micges1 [micges1!~toudi@efm195.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[01:05:59] -!- micges has quit [Quit: Leaving]
[01:06:06] <eric_unterhausen> that's why they were preparing for "badger gassing"
[01:06:11] micges1 is now known as micges
[01:16:35] -!- Komzzpa has quit [Remote host closed the connection]
[01:18:26] -!- Servos4ever [Servos4ever!~chatzilla@173-87-52-50.dr01.hnvr.mi.frontiernet.net] has joined #linuxcnc
[01:32:26] -!- os1r1s [os1r1s!~os1r1s@mounicou.com] has joined #linuxcnc
[01:33:56] <os1r1s> Quick question for someone. If you have to mill an angled part on a manual mill you can use an angled vise, sine plate, sine vise, etc. Should you not do the same thing on a cnced mill?
[01:34:26] <zeeshan> os1r1s: if you have a good cnc machine
[01:34:39] <zeeshan> you can just g-code the tool path to go at an angle
[01:34:40] <zeeshan> :P
[01:35:08] <zeeshan> the whole point of cnc was to do stuff like that
[01:35:13] <os1r1s> zeeshan: I can't find any accomodation for that in CAM programs.
[01:35:29] <zeeshan> are you milling an inclined surface?
[01:35:48] <os1r1s> I need to mill a 15 degree flat spot on a 1/4" thick plate.
[01:36:01] <zeeshan> so kinda like a v-block
[01:36:10] <zeeshan> you want to make an inclined surface while keeping your stock square to the vise
[01:36:45] <os1r1s> zeeshan: Yeah, more or less. Not the entire surface, but a 1"x1" square
[01:37:32] <zeeshan> ive done that with mastercam before
[01:38:05] <os1r1s> zeeshan: So mount it flat, but use the cam to do the angle?
[01:38:12] <zeeshan> yea
[01:38:19] <zeeshan> you gotta make sure you pick the correct end mill
[01:38:24] <zeeshan> so it makes your geometry right
[01:38:26] <os1r1s> with a flat end mill or ball?
[01:38:33] <zeeshan> all depends on your geometry
[01:38:38] <Tom_itx> if we needed to do that we'd ball mill the incline
[01:38:38] -!- skorasaurus has quit [Ping timeout: 264 seconds]
[01:38:48] <zeeshan> i used a flat end mill
[01:38:51] <Tom_itx> unless you wanna do a special setup for it
[01:39:05] <zeeshan> because my v-block could have a feature at the end of it
[01:39:34] <os1r1s> Tom_itx: I'd prefer to keep my fixtures as basic as possible since this would be a one off
[01:41:05] <zeeshan> i wish i could see the geomtry you're talking about
[01:41:15] <zeeshan> cause it sounds something ike you don't even need a cnc for
[01:41:27] <zeeshan> you can prop it on 15 degre "parallels"
[01:41:31] <os1r1s> 1 sec
[01:45:15] <os1r1s> zeeshan: Most of it will be cnc machined
[01:46:01] <os1r1s> Its a 6" hexagon. And on each side there is a 1" channel that needs to run toward the center
[01:46:32] <os1r1s> And that channel needs to be on a 15 degree angle (getting more shallow)
[01:46:47] -!- Interstellar [Interstellar!62c9cafb@gateway/web/freenode/ip.98.201.202.251] has joined #linuxcnc
[01:46:50] <Interstellar> http://youtu.be/B6l569qY_Ao
[01:48:00] <os1r1s> zeeshan: Tom_itx That make sense?
[01:48:45] -!- Jeebiss [Jeebiss!~Jeebiss@2602:306:bc31:5920:9187:4ff2:a961:1fb9] has joined #linuxcnc
[01:49:06] <zeeshan> sorry it doesnt lol
[01:49:11] <zeeshan> can you post a screenshot of the cad model
[01:49:27] <os1r1s> lemme see
[01:49:33] <Jeebiss> This may be a random question, but I am slowly tryin to gather the parts ot make a CNC, and recently I sold a set of cisco rackmount servers to someone, and I kept the sliders that were mounted to them. Would those be appropriate for X/Y movement?
[01:49:41] <Jeebiss> I am not sure what I need
[01:50:06] -!- Interstellar [Interstellar!62c9cafb@gateway/web/freenode/ip.98.201.202.251] has parted #linuxcnc
[01:50:08] <zeeshan> depends on what kind of cnc you're making
[01:50:33] <zeeshan> you won't get repeatibility/accuracy with those linear rails
[01:50:34] <Jeebiss> One with a router on it?
[01:50:44] <Jeebiss> Ah, they arent very precise?
[01:50:49] <zeeshan> if you want a machine thats like +/-0.030"
[01:50:54] <zeeshan> i bet you're ok
[01:51:07] <Jeebiss> realistically, that'd be fine for me
[01:51:47] <os1r1s> zeeshan:
https://www.dropbox.com/s/45m3ayahmd0ycy7/DSC01970.JPG
[01:52:03] <os1r1s> zeeshan: I probably should just use a ball end mill
[01:52:14] <os1r1s> I think thats what was used there ...
[01:53:06] <zeeshan> for sure it was a ball end mill
[01:53:16] <zeeshan> im looking at the slot above the helical spring
[01:53:17] <zeeshan> right?
[01:53:21] <zeeshan> with a needle nose plier
[01:53:36] <os1r1s> zeeshan: The one above it
[01:53:41] <zeeshan> yes
[01:53:47] <os1r1s> zeeshan: So yes, that one
[01:53:48] <zeeshan> thats just a routine ramp cut
[01:53:51] <zeeshan> with a ball nose
[01:53:56] <os1r1s> zeeshan: ball or bull nose?
[01:54:03] <zeeshan> you can tell by the way the transition radius looks like
[01:54:06] <zeeshan> from where the tool entered
[01:54:23] <zeeshan> ball nose
[01:54:42] <zeeshan> looks like a .375" ball nose
[01:55:02] <os1r1s> zeeshan: I couldn't tell from the cad drawing. It wasn't till I looked at the picture it became clear :P
[01:55:09] <os1r1s> zeeshan: Thank you for your help
[01:55:11] <zeeshan> np
[01:56:11] <Jeebiss> zeeshan: would it be a safe assumption that heavy duty drawer slides from the hardware store would be similar tolerances?
[01:56:27] <os1r1s> zeeshan: So if you couldn't have it rounded, how would you have done it?
[01:57:02] <zeeshan> Jeebiss: i think they're worse. like i know ball bearings one are pretty tight
[01:57:18] <zeeshan> take a dial indicator with you and measure the play! :P
[01:57:53] <zeeshan> os1r1s: if the edges could be |_ <- like that, then just use a regular end mill
[01:58:16] -!- owhite [owhite!~owhite@c-68-50-143-182.hsd1.md.comcast.net] has joined #linuxcnc
[01:58:27] <os1r1s> zeeshan: So stairstepped if you will?
[01:58:34] <zeeshan> exactly
[01:58:37] <zeeshan> you rough it like thjat
[01:58:40] <zeeshan> then do a finishing pass
[01:59:00] <os1r1s> zeeshan: Gotcha. So there really is no need for a sine vise on a cnc mill ...
[01:59:08] <zeeshan> sometimes there is
[01:59:28] <zeeshan> like in one of the stainless steel molds we made in the past, there were inclined 4" deep holes
[01:59:33] -!- Nekosan [Nekosan!~kvirc@173.183.184.116] has joined #linuxcnc
[01:59:55] <zeeshan> so really the only way to drill an inclined hole with a 3 axis cnc is with a sine plate
[02:00:02] -!- Nekosan [Nekosan!~kvirc@173.183.184.116] has parted #linuxcnc
[02:00:05] -!- patrickarlt has quit [Client Quit]
[02:00:14] <os1r1s> zeeshan: Got it. That makes sense.
[02:00:15] <zeeshan> at another place i worked, they did that using a 4 axis
[02:00:19] <zeeshan> so again you never needed a sine plate
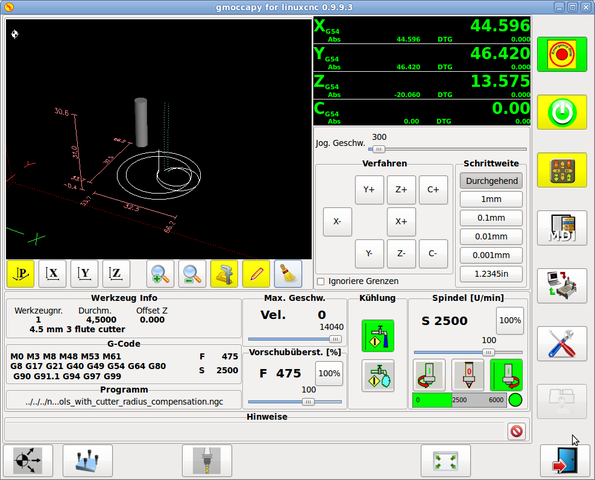
[02:00:47] <owhite> hey people. On this picture of gmoccapy
http://wiki.linuxcnc.org/uploads/gmoccapy_4_axis.png you can see a panel on the left, right in the middle.
[02:00:59] <owhite> what are those codes for?
[02:01:01] <os1r1s> zeeshan: I have a 4th on my minimill, but I'm not sure my cam programs can do what I would want
[02:01:16] <owhite> and, sorry if I'm interrupting a conversation.
[02:01:29] <zeeshan> honestly i've never used anything but mastercam
[02:01:42] <zeeshan> im currently learning siemens nx which is kind of like mastercam
[02:01:54] <zeeshan> and 4-axis 5axis is relatively "easy"
[02:01:55] <os1r1s> zeeshan: We have nx at my office.
[02:02:12] <os1r1s> zeeshan: But at home I do not :)
[02:02:18] <zeeshan> hehe
[02:02:29] <zeeshan> nx has nice tool paths
[02:02:33] <zeeshan> but i think mastercam are more optimized
[02:03:09] <os1r1s> nx integrates nicely with the PLM stuff. I think that is one of the reasons its used at my office.
[02:03:10] <zeeshan> either one can do compressor blades on a 5 axis very easily
[02:03:18] <zeeshan> yea thats why im trying to learn it
[02:03:54] -!- Komzzpa has quit [Ping timeout: 252 seconds]
[02:03:54] <os1r1s> zeeshan: We don't have a large install, but probably 50-100 seats
[02:03:58] <zeeshan> i can do dynamic/kinematic motion simulation, design, manufacturing, fea all in one go
[02:04:35] -!- owhite has quit [Remote host closed the connection]
[02:04:50] <os1r1s> zeeshan: Very cool. I haven't seen much of what it can do
[02:04:52] <os1r1s> Yet
[02:05:03] <zeeshan> are you interested in learning it?
[02:05:06] <zeeshan> very basic stuff?
[02:05:10] <zeeshan> i can give you a link to a private site
[02:05:24] <os1r1s> zeeshan: Sure. Always interested :)
[02:05:28] <zeeshan> you can learn how to do basic modelling/assembly/motion simulation/cam
[02:05:32] <zeeshan> w/ the tutorials there
[02:05:51] <zeeshan> http://mech.mcmaster.ca/~adspence/Teaching/MechEng4Z03/index.html
[02:06:06] -!- CHNCguy has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[02:06:28] <zeeshan> assignment 1, 2, 4 cover the basics :P
[02:06:42] <zeeshan> all video lessons
[02:07:23] <os1r1s> Thats awesome!
[02:13:37] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[02:22:56] -!- lyzidiamond has quit [Quit: lyzidiamond]
[02:38:56] -!- pjm_ [pjm_!~pjm@uhfsatcom.plus.com] has joined #linuxcnc
[02:41:05] -!- atom1 [atom1!~tom@ip68-102-192-239.ks.ok.cox.net] has joined #linuxcnc
[02:41:06] -!- atom1 has quit [Changing host]
[02:41:06] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[02:41:28] -!- pjm has quit [Ping timeout: 265 seconds]
[02:43:33] -!- Servos4ever has quit [Quit: ChatZilla 0.9.90.1 [SeaMonkey 2.23/20131210201646]]
[02:43:41] -!- Komzzpa has quit [Remote host closed the connection]
[02:49:59] -!- Komzzpa has quit [Remote host closed the connection]
[03:10:50] -!- ravenlock [ravenlock!~ravenlock@pool-71-96-121-205.dfw.dsl-w.verizon.net] has joined #linuxcnc
[03:10:54] -!- ravenlock has quit [Changing host]
[03:10:54] -!- ravenlock [ravenlock!~ravenlock@enlightenment/developer/ravenlock] has joined #linuxcnc
[03:20:58] -!- skorasaurus has quit [Ping timeout: 245 seconds]
[03:36:58] -!- pcw_home [pcw_home!~chatzilla@c-50-174-121-10.hsd1.ca.comcast.net] has joined #linuxcnc
[03:39:44] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[03:43:58] -!- wboykinm has quit [Remote host closed the connection]
[03:51:37] -!- AR_ has quit [Ping timeout: 252 seconds]
[03:51:48] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has parted #linuxcnc
[03:52:29] -!- GuShH_ [GuShH_!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[03:52:37] <atom1> pcw_home, does this look reasonable under the 'Bit on Bitfiles' section:
http://tom-itx.dyndns.org:81/~webpage/emc/xilinx/xilinx92_install_index.php
[03:53:06] <Tom_itx> woops lemme upload the fixes
[03:54:21] <Tom_itx> k, that should do it
[03:56:33] <pcw_home> Yep thats right now
[03:56:56] <Tom_itx> i guessed on changing the ucf file.. hope that's right
[03:58:16] <pcw_home> looks right
[03:58:17] <pcw_home> one trick with adding ucf files, is to make sure the top level file is set as top level before add it
[03:58:32] <Tom_itx> worth mentioning?
[03:58:42] <pcw_home> maybe not
[03:59:13] <Tom_itx> unless they've fiddled with it, i think it's selected when you open the project
[03:59:28] <pcw_home> Yeah, if you start with a working project file it will be OK
[04:00:29] <Tom_itx> you can take your time fixing them now :)
[04:01:43] -!- atom1 has quit [Quit: Leaving]
[04:02:12] <pcw_home> I will eventually build the moduleID section at compile time (from the pindesc) but its a fair amount of rototilling
[04:03:28] -!- Komzzpa has quit [Read error: No route to host]
[04:07:19] <pcw_home> The multiple ucf file issue came up when I decoupled the SmartSerial
[04:07:21] <pcw_home> clock from the bus clock (this is a good thing since before this was done,
[04:07:23] <pcw_home> even spartan6 cards like the 5I25 ran the serial I/O processor at 33 MHz
[04:07:24] <pcw_home> which is pretty painful since the processor will easily run at 100 MHz)
[04:08:52] <Tom_itx> did you split the clock so ss runs at 33 and the rest faster?
[04:10:32] <pcw_home> the other way (run the SS clock as fast as possible)
[04:10:59] <Tom_itx> ahh
[04:12:03] <Tom_itx> i thought you meant sserial had to run at 33Mhz
[04:12:04] <pcw_home> for example at 33 MHz I could not get 10 M Baud on the 5i25 (30 ns is too much jitter)
[04:12:19] <Tom_itx> makes sense though
[04:12:28] <Tom_itx> because of the high IO count possible
[04:13:11] -!- jef79m [jef79m!~jef79m@124-168-151-14.dyn.iinet.net.au] has parted #linuxcnc
[04:13:37] -!- PetefromTn has quit [Remote host closed the connection]
[04:13:45] <pcw_home> Yes 8 channels at 33 MHz processor added about 20 usec of skew down to 7 or so at 100MHz
[04:15:36] <pcw_home> plus UART clock of 100 makes higher baud rates possible (about 15 M baud is the limit for the RS-422 chips we use)
[04:16:00] <Tom_itx> are you gonna bump up the default?
[04:16:11] <Tom_itx> (not sure what it is currently)
[04:16:35] <Tom_itx> may not do so well in noisy environments
[04:16:55] -!- Komzzpa has quit [Ping timeout: 252 seconds]
[04:22:35] -!- RyanS has quit [Ping timeout: 260 seconds]
[04:27:25] -!- RyanS [RyanS!~ryanstruk@ppp157-163.static.internode.on.net] has joined #linuxcnc
[04:28:14] <pcw_home> We are going to add autobaud sensing to if a remote is set for 10 MBaud it will run at 10 MBaud
[04:28:20] <pcw_home> so if
[04:29:26] <pcw_home> this is needed to get loop times of 10 KHz or more
[04:31:35] <Tom_itx> ok. i'm out for today
[04:31:48] <pcw_home> me too. 'nite
[04:38:08] -!- micges has quit [Quit: Leaving]
[04:54:07] -!- mozmck has quit [Read error: Connection reset by peer]
[04:55:09] -!- mozmck [mozmck!~moses@client-67.210.159.209.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[05:13:49] -!- dgarr has quit [Quit: Leaving.]
[05:15:42] -!- FinboySlick has quit [Quit: Leaving.]
[05:22:14] -!- dhoovie has quit [Ping timeout: 246 seconds]
[05:48:16] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[06:01:56] -!- Fox_Muldr has quit [Read error: Operation timed out]
[06:04:48] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-5f741d80.pool.mediaWays.net] has joined #linuxcnc
[06:05:33] -!- jef79m [jef79m!~jef79m@124-168-151-14.dyn.iinet.net.au] has joined #linuxcnc
[06:08:35] -!- Jeebiss has quit [Ping timeout: 272 seconds]
[06:16:48] <CaptHindsight> http://3dprintingindustry.com/2014/01/27/robots-drones-use-brushed-dc-motors-3d-printers/
[06:17:36] <CaptHindsight> "low-cost-high-resolution machine that uses a new, sophisticated position feedback system to control its brushed DC motors"
[06:18:32] <CaptHindsight> Its position feedback control system consists of thousands of software code lines written into the RAPPY PUMP DC motor control board.
[06:20:16] <CaptHindsight> http://www.youtube.com/watch?v=iMN8G-ue89A RAPPY's Stability against shock
[06:21:13] <CaptHindsight> he doesn't bump the motors, he just shakes the entire printer
[06:22:54] -!- dhoovie [dhoovie!~kvirc@149.241.2.197] has joined #linuxcnc
[06:23:19] -!- guardianx has quit [Ping timeout: 265 seconds]
[06:23:33] <CaptHindsight> they should make servos like this :) why waste all that money of encoders and feedback loops
[06:23:40] <CaptHindsight> of/for
[06:24:00] -!- Komzzpa has quit [Quit: Konversation terminated!]
[06:24:00] -!- guardianx has quit [Excess Flood]
[06:25:31] -!- terabyte- has quit [Quit: terabyte-]
[06:31:06] -!- jef79m [jef79m!~jef79m@124-168-151-14.dyn.iinet.net.au] has parted #linuxcnc
[06:32:19] -!- The_Ball has quit [Ping timeout: 260 seconds]
[07:05:25] -!- hashfail has quit [Read error: Connection reset by peer]
[07:09:10] -!- gimps has quit [Ping timeout: 245 seconds]
[07:09:47] -!- jasen_ has quit [Quit: Page closed]
[07:10:19] -!- GJdan has quit [Quit: WeeChat 0.4.2]
[07:36:48] -!- archivist_herron has quit [Ping timeout: 245 seconds]
[07:49:31] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[07:53:17] -!- bopp [bopp!~Deejay@p54B660B7.dip0.t-ipconnect.de] has joined #linuxcnc
[07:53:28] bopp is now known as Deejay_
[07:53:40] Deejay_ is now known as Deejay__
[07:53:44] <Deejay__> moin
[07:54:51] sivu_ is now known as sivu
[07:54:54] -!- sivu has quit [Changing host]
[07:54:54] -!- sivu [sivu!sivu@unaffiliated/sivu] has joined #linuxcnc
[07:59:57] -!- uw has quit [Quit: Leaving]
[08:04:09] -!- mle has quit [Ping timeout: 252 seconds]
[08:19:46] -!- WalterN has quit [Read error: Operation timed out]
[08:21:11] -!- WalterN [WalterN!~tiwake@71-84-131-70.dhcp.knwc.wa.charter.com] has joined #linuxcnc
[08:21:15] -!- roycroft has quit [Ping timeout: 265 seconds]
[08:21:41] -!- roycroft [roycroft!roycroft@dharmabums.kerouac.org] has joined #linuxcnc
[08:29:43] -!- lyzidiamond has quit [Quit: lyzidiamond]
[08:36:31] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[08:42:00] <MrSunshine> anyone know a source of "stick fonts" ? (one liners) =)
[08:42:06] -!- lyzidiamond has quit [Client Quit]
[08:44:05] -!- rob_h [rob_h!~robh@90.203.219.139] has joined #linuxcnc
[08:44:32] <Jymmm> engravers fonts
[08:44:48] <Jymmm> or monospaced
[08:45:05] Deejay__ is now known as Deejay
[08:45:09] -!- Deejay has quit [Changing host]
[08:45:09] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[08:45:26] <MrSunshine> Jymmm, humm ? what do you mean? =)
[08:48:34] -!- thomaslindstr_m has quit [Remote host closed the connection]
[08:49:08] <Jymmm> http://www.mrrace.com/CamBam_Fonts/
[08:49:31] <MrSunshine> those were broken :/
[08:49:34] <Jymmm> They're called "Single Stroke Fonts"
[08:49:36] <MrSunshine> or atleast seemed to be ...
[08:50:47] -!- thomaslindstr_m has quit [Remote host closed the connection]
[08:52:45] <Jymmm> how so?
[08:55:14] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has joined #linuxcnc
[08:55:48] <MrSunshine> in my fontviewer all fonts in the cambam thing just shows up like large globs
[08:56:30] <Jymmm> open in a program
[09:01:11] <MrSunshine> nothing in inkscape
[09:01:23] <MrSunshine> just blobs
[09:05:32] -!- Blorb has quit [Quit: changing servers]
[09:12:20] <Tom_itx> http://ncplot.com/stickfont/stickfont.htm
[09:12:31] -!- Blorb has quit [Quit: changing servers]
[09:12:54] -!- maximilian_h has quit [Quit: Leaving.]
[09:14:43] <MrSunshine> mm gonna try those
[09:14:46] -!- Valen [Valen!~Valen@c122-108-37-1.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[09:16:51] <Jymmm> Tom_itx: Man, some of those are good, some and icky =)
[09:17:00] <MarkusBec> http://www.dafont.com/arcade-ya.font
[09:17:00] -!- frankbutt [frankbutt!~frankbutt@66.172.11.32] has joined #linuxcnc
[09:17:06] -!- frankbutt [frankbutt!~frankbutt@66.172.11.32] has parted #linuxcnc
[09:17:07] <MarkusBec> retro font
[09:17:12] -!- Blorb has quit [Client Quit]
[09:17:43] <MrSunshine> oo =)
[09:17:53] <MrSunshine> something i can use for a gift for a friend =)
[09:18:18] <Jymmm> Tom_itx: I just notced those are not TTF
[09:18:38] <MrSunshine> chr .. some kind of vector format ?
[09:18:42] <MrSunshine> looks like it looking at the files
[09:18:45] <MrSunshine> just points and lines
[09:19:13] <MarkusBec> I used it
[09:19:33] <MarkusBec> open it with illustrator str+shift+o
[09:19:40] <MarkusBec> tada vektor :)
[09:20:34] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[09:23:00] -!- Blorb has quit [Max SendQ exceeded]
[09:34:53] -!- Blorb has quit [Read error: Connection reset by peer]
[09:41:33] -!- _Blorb has quit [Quit: changing servers]
[09:46:17] -!- Blorb has quit [Client Quit]
[09:49:06] -!- mackerski has quit [Quit: mackerski]
[10:08:02] -!- syyl- [syyl-!~syyl@p4FD10877.dip0.t-ipconnect.de] has joined #linuxcnc
[10:11:29] -!- syyl-- has quit [Ping timeout: 240 seconds]
[10:17:34] tugge_ is now known as Tugge
[10:25:21] -!- b_b has quit [Changing host]
[10:31:56] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[10:32:13] -!- kludge` has quit [Ping timeout: 245 seconds]
[10:41:27] -!- grummund has quit [Ping timeout: 272 seconds]
[10:49:01] -!- grummund [grummund!~user@unaffiliated/grummund] has joined #linuxcnc
[11:13:07] -!- grummund has quit [Ping timeout: 272 seconds]
[11:20:11] <jthornton> are there better endoscopes or any with better lights? I need to have a look see inside a dark hole on my crawler
[11:21:50] -!- mackerski has quit [Ping timeout: 264 seconds]
[11:32:45] -!- skunkworks has quit [Ping timeout: 272 seconds]
[11:49:30] -!- marvi has quit [Ping timeout: 276 seconds]
[11:57:24] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:03:43] <skunkworks> dad said the matsuura booted - jogged all 3 axis but Y sounds likes something is wrong. (bad tach or something)
[12:04:04] <skunkworks> rough and errored on him.
[12:04:54] <archivist> and son was happy because he then gets to take it to bits to upgrade
[12:04:54] -!- CHNCguy [CHNCguy!32509921@gateway/web/cgi-irc/kiwiirc.com/ip.50.80.153.33] has joined #linuxcnc
[12:05:25] -!- sumpfralle has quit [Ping timeout: 248 seconds]
[12:09:05] <skunkworks> heh - I think we may trouble shoot it. Plus it lets us see what does what in the control
[12:10:11] -!- KimK has quit [Ping timeout: 260 seconds]
[12:10:45] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[12:18:22] -!- CHNCguy has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[12:32:08] -!- Valen has quit [Quit: Leaving.]
[12:32:24] -!- micges [micges!~captain_p@epg129.neoplus.adsl.tpnet.pl] has joined #linuxcnc
[12:32:39] -!- skunkworks_ [skunkworks_!~chatzilla@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[12:41:02] -!- CHNCguy [CHNCguy!32509921@gateway/web/cgi-irc/kiwiirc.com/ip.50.80.153.33] has joined #linuxcnc
[12:55:23] * Tom_itx hides skunkworks' wire cutters
[12:56:33] * archivist puts some good cutters on ebay for skunkworks to findl
[12:57:13] <skunkworks> heh
[13:03:01] -!- CHNCguy has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[13:07:38] -!- ju-emb [ju-emb!~jgnoss@190.222.141.243] has parted #linuxcnc
[13:12:01] <skunkworks> it has no tooling... nothing in the spindle..
[13:17:58] -!- thomaslindstr_m has quit [Remote host closed the connection]
[13:19:28] -!- wboykinm has quit [Remote host closed the connection]
[13:19:34] <eric_unterhausen> jthornton: better than what?
[13:20:07] <eric_unterhausen> olympus is still making endoscopes, although the Chinese have some nice looking ones
[13:20:24] <jthornton> I don't know anything about them lol
[13:20:44] <jthornton> I did find some have wider view
[13:21:02] <eric_unterhausen> yeah, lots of view options
[13:21:05] <Tom_itx> try the auto store?
[13:21:11] -!- md-2 has quit [Remote host closed the connection]
[13:21:12] <eric_unterhausen> I find the right angle or 45 degree angle are nice
[13:21:25] <jthornton> I have one coming from amazon
[13:21:40] <Tom_itx> tape a webcam on a stick :)
[13:21:49] <eric_unterhausen> I have a $20, it's just ok
[13:22:40] <jthornton> http://www.amazon.com/Waterproof-Endoscope-Borescope-Inspection-Camera/dp/B00E5M5OG4/ref=sr_1_sc_3?ie=UTF8&qid=1390915341&sr=8-3-spell&keywords=t%26j+world+tm+usb+encoscope
[13:23:14] <skunkworks> -22f here on the drive in...
[13:23:33] <eric_unterhausen> the camera-based ones vary considerably in quality
[13:26:45] -!- md-2 has quit [Ping timeout: 272 seconds]
[13:39:25] -!- krusty_ar has quit [Ping timeout: 272 seconds]
[13:47:07] -!- archivist_herron has quit [Ping timeout: 252 seconds]
[13:56:21] -!- md-2 has quit [Ping timeout: 248 seconds]
[14:00:00] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[14:05:09] -!- JCxMLnblFl [JCxMLnblFl!~BxJBCEjOH@109.201.154.177] has joined #linuxcnc
[14:05:10] -!- JCxMLnblFl [JCxMLnblFl!~BxJBCEjOH@109.201.154.177] has parted #linuxcnc
[14:06:39] -!- krusty_ar has quit [Ping timeout: 272 seconds]
[14:15:15] -!- sirdancealo2 has quit [Ping timeout: 260 seconds]
[14:15:19] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[14:24:51] -!- thomaslindstr_m has quit [Remote host closed the connection]
[14:31:33] -!- mozmck has quit [Quit: Leaving.]
[14:32:30] -!- mozmck [mozmck!~moses@client-67.210.159.209.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[14:34:36] -!- thomaslindstr_m has quit [Remote host closed the connection]
[14:36:03] -!- printallthething [printallthething!~derethor@207.58.76.188.dynamic.jazztel.es] has joined #linuxcnc
[14:48:35] <CaptHindsight> http://www.3ders.org/articles/20140128-markforged-mark-one-world-first-carbon-fiber-3d-printer.html not really but you print parts, tooling, and fixtures with a higher strength-to-weight ratio than 6061-T6 Aluminum
[14:50:00] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[15:00:42] -!- thomaslindstr_m has quit [Remote host closed the connection]
[15:10:36] -!- wboykinm has quit [Remote host closed the connection]
[15:11:55] <TekniQue> finally something useful in 3d printing
[15:15:14] -!- b_b has quit [Changing host]
[15:32:10] -!- KimK has quit [Quit: Leaving]
[15:32:40] -!- Einar_ [Einar_!~Einar@108.90-149-34.nextgentel.com] has joined #linuxcnc
[15:33:34] <CaptHindsight> there's lots more coming, SLA can print carbon fiber as well only >10X faster
[15:35:08] -!- CHNCguy [CHNCguy!32509921@gateway/web/cgi-irc/kiwiirc.com/ip.50.80.153.33] has joined #linuxcnc
[15:36:38] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[15:40:52] -!- HInfoForIRC [HInfoForIRC!~HInfoForI@87.223.2.255] has joined #linuxcnc
[15:40:57] -!- HInfoForIRC [HInfoForIRC!~HInfoForI@87.223.2.255] has parted #linuxcnc
[15:47:42] -!- Blorb has quit [Read error: Connection reset by peer]
[15:50:30] -!- gonzo___ [gonzo___!~gonzo_@host-78-151-61-221.as13285.net] has joined #linuxcnc
[15:53:18] -!- gonzo__ has quit [Ping timeout: 252 seconds]
[15:54:07] -!- gonzo_ [gonzo_!~gonzo_@host-78-149-231-113.as13285.net] has joined #linuxcnc
[15:55:00] -!- CHNCguy has quit [Quit: http://www.kiwiirc.com/ - A hand crafted IRC client]
[15:55:49] -!- gonzo___ has quit [Ping timeout: 248 seconds]
[15:58:07] -!- PetefromTn [PetefromTn!~quassel@75-136-192-114.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[15:58:29] -!- mle has quit [Ping timeout: 272 seconds]
[16:00:49] -!- kwallace has quit [Ping timeout: 252 seconds]
[16:06:30] -!- Cylly [Cylly!cylly@p54B10995.dip0.t-ipconnect.de] has joined #linuxcnc
[16:07:13] -!- Loetmichel has quit [Ping timeout: 245 seconds]
[16:22:17] -!- Jeebiss [Jeebiss!~Jeebiss@107-195-21-146.lightspeed.bcvloh.sbcglobal.net] has joined #linuxcnc
[16:40:21] -!- syyl_ws [syyl_ws!~sg@p4FD10877.dip0.t-ipconnect.de] has joined #linuxcnc
[16:45:48] -!- arvidkahl has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[16:54:46] -!- shurshur has quit [Remote host closed the connection]
[16:56:02] -!- thomaslindstr_m has quit [Quit: Leaving...]
[17:02:47] -!- rob_h has quit [Ping timeout: 260 seconds]
[17:05:04] -!- toast-work [toast-work!88a09729@gateway/web/freenode/ip.136.160.151.41] has joined #linuxcnc
[17:08:02] -!- KimK has quit [Ping timeout: 264 seconds]
[17:08:44] -!- patrickarlt has quit [Read error: Connection reset by peer]
[17:08:45] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[17:12:00] -!- sirdancealot [sirdancealot!~sirdancea@194.228.11.172] has joined #linuxcnc
[17:16:07] Cylly is now known as Loetmichel
[17:28:36] -!- ler_hydra [ler_hydra!~ler_hydra@sailor-link.olf.sgsnet.se] has joined #linuxcnc
[17:29:24] -!- mackerski_ has quit [Quit: mackerski_]
[17:49:10] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-97-51-dynip.superkabel.de] has joined #linuxcnc
[17:49:15] <IchGuckLive> hi all B)
[17:50:21] <IchGuckLive> today 24 abo on youtube somthing special ?
[17:55:25] -!- zzolo has quit [Quit: zzolo]
[17:57:37] <IchGuckLive> CaptHindsight: the 3d pronting is your goal to let the world pay your live
[18:06:27] -!- dway has quit [Quit: NOOOOOOooooooooo……]
[18:07:10] -!- heathmanc [heathmanc!~heathmanc@host86-154-100-56.range86-154.btcentralplus.com] has joined #linuxcnc
[18:08:10] -!- ju-emb [ju-emb!~jgnoss@190.222.141.243] has joined #linuxcnc
[18:08:53] <ju-emb> somebody here that uses a locked antiphase controller with lcnc?
[18:09:39] <IchGuckLive> of a h-brigh
[18:09:48] <IchGuckLive> bridge
[18:10:15] <ju-emb> Hi IchGuckLive,
[18:10:20] <ju-emb> yes
[18:10:21] <IchGuckLive> hi
[18:11:07] <IchGuckLive> this is what most of us open chees users use
[18:11:22] <ju-emb> what I'm looking for is, can I control a Locked antiphase motordriver with lcnc and use a linear encoder as feedback
[18:11:26] <IchGuckLive> you want to go pwm mode
[18:12:43] <ju-emb> yes PWM , center aligned < 50% left > 50% right or so
[18:12:50] <IchGuckLive> ju-emb:
http://linuxcnc.org/docs/html/drivers/hostmot2.html#_parameters_4
[18:13:38] <ju-emb> I think that helps, thanks to Karlsruhe
[18:13:48] <IchGuckLive> as you go with mesa stuff this is ok and will work
[18:14:04] <IchGuckLive> ju ;-) im in kaiserslautern
[18:14:21] <ju-emb> at least the PCI anything IO is from Mesa
[18:14:51] <ju-emb> Sorry, that was the right offense
[18:15:22] <IchGuckLive> selfmade driver od opendrivers
[18:16:05] -!- md-2 has quit [Quit: Leaving...]
[18:16:20] <IchGuckLive> 7i33
[18:16:21] <ju-emb> I've to test performance, most I tend to do the drivers myself
[18:17:28] <ju-emb> the Mesa Stuff is really great, I love it, but I hate that cabeling
[18:17:51] <IchGuckLive> cableling is the best of itr
[18:18:02] <IchGuckLive> as you then know your mashine in detail
[18:18:16] <IchGuckLive> plug and play is a hard to anderstand thing
[18:19:20] <ju-emb> We have really rough environment here so every cm of cable is a potential error cause
[18:19:40] <pcw_home> If you use the three phase PWM (even just one output) you get default locked antiphase
[18:20:14] <ju-emb> plug and play is not the problem, is the cable itself and how to run them inside your machine
[18:20:40] <IchGuckLive> ju-emb: i know asways a hard time
[18:20:44] <pcw_home> (otherwise you need to use the scale comp or something similar to get the 50 % offset)
[18:21:17] -!- ler_hydra has quit [Remote host closed the connection]
[18:22:50] <ju-emb> pcw_home: give me some more hints please
[18:27:50] <pcw_home> default pwm will be PWM and DIR (but three phase is normally 50%)
[18:28:02] <ju-emb> Parameters for PWMGen output-type : 4 Direction on Out0 and PWM on Out1, for locked antiphase)
[18:28:02] <pcw_home> bbl
[18:28:04] <ju-emb> what do I need direction on locked antiphase for?
[18:34:37] -!- uw [uw!~uw@unaffiliated/uw] has joined #linuxcnc
[18:38:45] -!- motioncontrol [motioncontrol!~io@host196-9-dynamic.12-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:39:55] <IchGuckLive> hi uw all running now
[18:40:12] <uw> hello IchGuckLive
[18:40:27] <uw> all running?
[18:41:20] <IchGuckLive> your servo setup
[18:45:41] <uw> ohh no not yet :/
[18:46:14] <IchGuckLive> still some homing problems
[18:47:04] <uw> well, after more research i think I will do away with the mill i'm was going to convert
[18:47:30] <uw> and get a better one instead, as the one I have is currently limited
[18:47:44] <IchGuckLive> as you think
[18:47:47] <uw> (circle post mill/drill)
[18:48:17] <uw> have you made anything today?
[18:51:15] <IchGuckLive> no
[18:52:05] -!- Blorb has quit [Ping timeout: 245 seconds]
[18:57:23] -!- patrickarlt has quit [Read error: Connection reset by peer]
[18:58:03] <skunkworks> http://imagebin.org/289583
[18:58:45] <uw> same here. doing other things last few days and not much time/need for cnc :)
[18:59:02] <IchGuckLive> skunkworks as i said yesterday magic hands you got
[19:08:47] <toast-work> skunkworks: do you have the programming manual for the yasnac
[19:09:19] <skunkworks> toast-work, I don't know - Dad thinks he has one for an older version.
[19:09:38] <skunkworks> I don't know what version of control that is - Do you?
[19:11:36] -!- rob_h [rob_h!~robh@90.203.219.139] has joined #linuxcnc
[19:11:56] <toast-work> no idea, i'd search the PM archives and post there
[19:11:59] <toast-work> they'll be able to help for sure
[19:14:42] <IchGuckLive> im off BYE
[19:14:45] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[19:16:48] -!- Deejay_ [Deejay_!~Deejay@p54B660B7.dip0.t-ipconnect.de] has joined #linuxcnc
[19:16:51] -!- Deejay has quit [Write error: Broken pipe]
[19:16:54] Deejay_ is now known as Deejay
[19:16:59] -!- Deejay has quit [Changing host]
[19:16:59] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[19:25:24] -!- afiber__ [afiber__!~sabayonus@p2003005BE9800101BE5FF4FFFE4A972D.dip0.t-ipconnect.de] has joined #linuxcnc
[19:25:46] -!- onyedi [onyedi!4eabbd1c@gateway/web/freenode/ip.78.171.189.28] has joined #linuxcnc
[19:28:37] -!- zzolo has quit [Ping timeout: 248 seconds]
[19:28:38] zzolo_ is now known as zzolo
[19:30:33] -!- printallthething has quit [Read error: Connection reset by peer]
[19:31:41] -!- sumpfralle [sumpfralle!~lars@on1.informatik.uni-rostock.de] has joined #linuxcnc
[19:32:07] -!- paideia [paideia!~paideia@79.196.189.46.rev.vodafone.pt] has joined #linuxcnc
[19:40:50] -!- theorbtwo has quit [Remote host closed the connection]
[19:44:16] -!- arvidkahl has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[19:45:05] <PetefromTn> Jeez man I am about to give up on this Cam stuff LOL..
[19:46:11] * GuShH_ pats PetefromTn
[19:46:25] <PetefromTn> LOL thanks man.. hehe
[19:47:05] <PetefromTn> Been trying to work with some 3d stuff in CamBam and thought I had it there for a minute but the part after I ran it in simulation has a problem I cannot figure out.
[19:47:53] <PetefromTn> The program does not have a native simulation that makes things complicated too. I have been playing with CNCsimulatorPro and CUtviewer here.
[19:49:53] -!- gonzo__ [gonzo__!~gonzo_@host-2-99-33-173.as13285.net] has joined #linuxcnc
[19:49:53] -!- theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[19:50:13] -!- toast-work has quit [Ping timeout: 245 seconds]
[19:50:58] -!- gonzo_ has quit [Ping timeout: 245 seconds]
[19:52:05] -!- skorasaurus has quit [Ping timeout: 245 seconds]
[19:52:06] -!- theorbtwo has quit [Remote host closed the connection]
[20:05:03] -!- patrickarlt has quit [Read error: Connection reset by peer]
[20:07:26] -!- krusty_ar has quit [Ping timeout: 264 seconds]
[20:07:26] -!- Gigs- has quit [Quit: Leaving]
[20:08:48] -!- lyzidiamond has quit [Quit: lyzidiamond]
[20:10:29] -!- onyedi_linux [onyedi_linux!4eabbd1c@gateway/web/freenode/ip.78.171.189.28] has joined #linuxcnc
[20:11:50] <onyedi_linux> skunkworks: I had an error during the new Trajectory Planner install can you help me on that ?
[20:12:27] <skunkworks> what is the error?
[20:12:46] <skunkworks> use pastebin.ca
[20:13:12] -!- asdfasd [asdfasd!~aaa@0545ea9e.skybroadband.com] has joined #linuxcnc
[20:13:49] <onyedi_linux> http://pastebin.ca/2596891
[20:14:00] <onyedi_linux> it failed on make command
[20:14:57] <skunkworks> ah - sudo apt-get install cscope
[20:15:21] <skunkworks> make sure you add the needed lines to the ini file also
[20:15:42] <skunkworks> (from the forum thread) [traj] section
[20:19:05] <onyedi_linux> how do i run linuxcnc without a machine connected, for simulation ?
[20:20:15] -!- syyl_ws has quit [Remote host closed the connection]
[20:21:15] <skunkworks> pick one of the sim configurations..
[20:25:20] <onyedi_linux> is it possible to use my machines settings as a sim machine?
[20:25:51] -!- PetefromTn has quit [Remote host closed the connection]
[20:29:39] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[20:34:10] <onyedi_linux> or is it possible to change one of the sim machines velocity and acceleration settings?
[20:38:05] <onyedi_linux> i will just edit the ini, hope it works that way
[20:41:39] -!- paideia has quit [Ping timeout: 260 seconds]
[20:42:31] -!- paideia [paideia!~paideia@73.233.28.37.rev.vodafone.pt] has joined #linuxcnc
[20:43:03] -!- heathman_ [heathman_!~heathmanc@host86-154-100-56.range86-154.btcentralplus.com] has joined #linuxcnc
[20:44:38] -!- heathmanc has quit [Ping timeout: 264 seconds]
[20:47:31] <onyedi_linux> yeah that did the trick
[20:48:57] <onyedi_linux> skunkworks: the new TP shows obvious improvements on velocity, i will try it live tomorrow. Thank you.
[20:49:19] <skunkworks> great - let us know
[20:52:12] <Tom_itx> Pete left too quick
[20:54:08] <PCW> his CAM program wrestled him to the ground...
[20:54:27] <Tom_itx> seems it beat the crap outta him
[20:55:37] <Tom_itx> what he's tryin to do isn't that hard
[20:57:17] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust436.20-1.cable.virginm.net] has joined #linuxcnc
[20:59:13] -!- toast-work [toast-work!88a09729@gateway/web/freenode/ip.136.160.151.41] has joined #linuxcnc
[21:00:32] -!- onyedi_linux has quit [Quit: Page closed]
[21:05:38] -!- toast-work has quit [Ping timeout: 245 seconds]
[21:06:53] -!- Tom_L [Tom_L!~Tl@unaffiliated/toml/x-013812] has joined #linuxcnc
[21:08:30] * Tom_L snickers a bit
[21:08:32] <Tom_L> http://www.electronicproducts.com/Software/Development_Tools_and_Software/Throwback_Tech_15_formerly_awesome_electronics.aspx
[21:08:50] -!- skunkworks has quit [Quit: Leaving]
[21:09:34] -!- skunkworks_ has quit [Remote host closed the connection]
[21:10:31] -!- Tom_L has quit [Client Quit]
[21:11:07] -!- onyedi has quit [Quit: Page closed]
[21:12:33] <Loetmichel> hmmm
[21:12:50] -!- dhoovie has quit [Ping timeout: 246 seconds]
[21:12:59] <Loetmichel> how do i do a loop in gcode with incrementing (actually decrementing z?
[21:13:13] <Loetmichel> any link to a sample code?
[21:14:30] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[21:16:24] <`Nerobro> Loetmichel, cut and paste..
[21:18:51] <micges> Loetmichel:
http://www.linuxcnc.org/docs/html/gcode/o-code.html#sec:looping
[21:19:08] -!- sulky has quit [Ping timeout: 246 seconds]
[21:19:14] <Loetmichel> micges: thx
[21:19:46] -!- dhoovie [dhoovie!~kvirc@149.241.2.197] has joined #linuxcnc
[21:21:21] -!- sulky [sulky!sulky@gateway/shell/cadoth.net/x-fqmujpchqnovphiq] has joined #linuxcnc
[21:21:22] <CaptHindsight> http://www.3ders.org/articles/20140128-let-the-revolution-begin-key-3d-printing-patent-expires-today.html
[21:21:49] -!- paideia has quit [Ping timeout: 265 seconds]
[21:22:17] <jmasseo> http://www.ebay.com/itm/CNC-3020-ROUTER-ENGRAVER-ENGRAVING-DRILLING-MILLING-MACHINE-3-AXIS-DESKTOP-/291049745815
[21:22:20] <jmasseo> $189?
[21:22:34] <jmasseo> oh
[21:22:36] <jmasseo> $555 shipping.
[21:22:37] <jmasseo> nevermind
[21:22:51] <jdh> they go for like $570 shipped
[21:23:03] <jmasseo> anybody tried one?
[21:23:24] <jdh> someone has a 6040
[21:23:30] <jdh> 3020 is pretty tiny
[21:23:34] <jmasseo> yeah
[21:23:36] <CaptHindsight> Are there any lower cost galvo based laser cutters on market?
[21:24:26] <CaptHindsight> what size work area are you looking for?
[21:24:38] <CaptHindsight> jmasseo: ^^
[21:24:38] <jmasseo> i'm mostly speculating.
[21:24:48] <jmasseo> i'd like to have something at home to play with
[21:24:51] <jmasseo> more for an interest in CNC
[21:24:54] <jmasseo> than for any particular project
[21:25:03] <jdh> should be fine then.
[21:25:11] <jmasseo> i have access to various machines, i just don't have anything of my own to fudge with
[21:25:35] <CaptHindsight> Other patents set to expire this year include 3 patents from 3D Systems (all SLA methods) and 6 from Stratasys which involve FDM, support removal, and optimization.
[21:25:39] <jmasseo> 5 axis 3040?
[21:25:43] <jmasseo> that's pretty crazy
[21:25:58] <jmasseo> might be super useful for jewelry stuff.
[21:26:45] <CaptHindsight> the res is pretty poor on those with the no name 4th and 5th axis
[21:26:51] <jmasseo> i believe that
[21:26:56] <CaptHindsight> good enough for engraving
[21:27:25] <Jymmm> CaptHindsight: not on jewlery
[21:28:06] -!- sulky has quit [Ping timeout: 265 seconds]
[21:28:55] <jmasseo> i'd really like the 4th axis taig.
[21:28:56] <CaptHindsight> Jymmm: have you seen a galvo laser cutter in the same price range as the small desktops?
[21:29:21] -!- krusty_ar_ has quit [Ping timeout: 272 seconds]
[21:29:23] <Jymmm> CaptHindsight: desktop what? mech engravers or lasers?
[21:29:50] <CaptHindsight> laser engravers
[21:30:00] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/laser-engraving/co2-laser-machine-rotary-device
[21:31:51] <Jymmm> CaptHindsight: CO2 can't do metal unless high power, need a YaG
[21:32:24] <CaptHindsight> http://www.automationtechnologiesinc.com/products-page/laser-engraving/40w-co2-laser-machine-software-training
[21:32:53] <Jymmm> rotary attachement is for things like wine flutes or wooden pens
[21:33:05] <Jymmm> or champagne bottles
[21:33:24] <CaptHindsight> Jymmm: there are 2 conversations going on here
[21:33:36] <Jymmm> Well, I'm out on both =)
[21:33:49] <CaptHindsight> one is: are there low cost galvo laser cutter engravers
[21:33:56] <MrSunshine> gah fail on the grind of the taper
[21:34:09] <MrSunshine> the ER collet engages and clamps the backside of stuff first ...
[21:34:27] <CaptHindsight> #2 is the discussion on the small cnc router, these two got conflated
[21:34:27] <MrSunshine> and its quite a bit off, as i turn the nut and clamp down the nut i can go quite a bit before it clamps the end :/
[21:34:57] <CaptHindsight> Yag me with a laser
[21:37:14] -!- sulky [sulky!sulky@gateway/shell/cadoth.net/x-celuzfurhpswnidh] has joined #linuxcnc
[21:42:00] -!- FreezingCold has quit [Read error: Connection reset by peer]
[21:48:15] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[21:49:01] -!- sgbirch has quit [Quit: sgbirch]
[21:51:11] -!- paideia [paideia!~paideia@87.132.54.77.rev.vodafone.pt] has joined #linuxcnc
[21:52:18] -!- sulky has quit [Read error: Connection reset by peer]
[21:56:19] -!- FinboySlick has quit [Quit: Leaving.]
[22:02:20] -!- sulky [sulky!sulky@gateway/shell/cadoth.net/x-lnzvcmtivwctbazc] has joined #linuxcnc
[22:02:59] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[22:05:38] -!- GuShH_ has quit [Ping timeout: 264 seconds]
[22:10:58] <MrSunshine> any tips on setting up and angle in the lathe using a sine bar? =)
[22:11:12] <MrSunshine> that is, how to holw the darn thing straight in every way so ic an indicate the bastard :P
[22:12:55] <MrSunshine> need a true and straight reference surface i guess ...
[22:18:34] <syyl-> like this?
[22:18:34] <syyl-> https://dl.dropboxusercontent.com/u/24396704/IMG_1912.JPG
[22:18:55] <syyl-> i scraped the side of the slide true to its ways
[22:19:15] <Deejay> gn8
[22:19:51] <MrSunshine> looks nice but i cant scrape the sides true with the ways on this lathe, dont know if its realy that critical and i might be able to use just the side of the compound as reference but =)
[22:20:25] -!- Deejay has quit [Quit: bye]
[22:20:38] -!- Alexei has quit [Ping timeout: 245 seconds]
[22:21:22] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[22:22:01] -!- theorbtwo [theorbtwo!~theorb@91.84.53.6] has joined #linuxcnc
[22:22:55] -!- krusty_ar has quit [Read error: Connection reset by peer]
[22:23:21] -!- sirdancealot has quit [Ping timeout: 252 seconds]
[22:24:39] -!- cwmma has quit [Quit: cwmma]
[22:26:54] <CaptHindsight> I could use a small nema17 stepper controlled 3 axis stage. I only need a few inches of travel XY
[22:27:31] <CaptHindsight> where can you buy one now?
[22:29:46] -!- Valen [Valen!~Valen@c122-108-37-1.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:30:13] -!- arvidkahl has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[22:30:25] -!- spatialbrew has quit [Remote host closed the connection]
[22:30:28] -!- paideia has quit [Read error: Connection reset by peer]
[22:34:48] -!- thomaslindstr_m has quit [Ping timeout: 252 seconds]
[22:35:03] <JT-Shop> another cold day on the bridge
[22:35:16] -!- soz has quit [Remote host closed the connection]
[22:37:02] -!- motioncontrol has quit [Quit: Sto andando via]
[22:40:28] <uw> how does that scraping work
[22:40:52] <uw> i've read about that a little but sounds like you need expensive stuff to make it worth a damn
[22:41:08] <uw> like large 6" thick granite tables
[22:41:53] -!- lyzidiamond has quit [Quit: lyzidiamond]
[22:42:20] -!- chillly has quit [Quit: Leaving]
[22:42:53] <Tom_itx> CaptHindsight, sherline has em
[22:42:59] <Tom_itx> nema23
[22:45:32] <Loetmichel> uw: the only expensive part at scraping is the "ruler" you'll need to check your work
[22:45:37] <Loetmichel> the rest is cheap
[22:46:18] <Loetmichel> a scraper with a Tungsten carbide tip, a biot of blue "paint", tons of patience and muscle ;-)
[22:46:35] <uw> Loetmichel, what kind of gains can you expect from scraping?
[22:47:10] <Loetmichel> VERY flat surfacese with a great lok and good oil film "grip"
[22:47:31] <Loetmichel> the typical mill and lathe ways are scraped
[22:48:02] <Loetmichel> if you see the charactaristic "crisscross" pattern you know its scraped
[22:48:50] <uw> my big mill is scraped from factory
[22:49:03] <uw> sherline no, but the other is
[22:49:15] <Loetmichel> yeah, you can do that yourself if it ever gets a "run in"
[22:49:17] <uw> do you have to "rescrape" a mill or lathe ever?
[22:49:59] <Loetmichel> ways will suffer from wear like any gliding surface
[22:50:16] <Loetmichel> so: after a long time it will need to be rescraped, yes
[22:50:54] <Loetmichel> the pint is: as long as you have a precise ruler you can make any surface flat and level
[22:51:10] <Loetmichel> to less than half a thou
[22:51:14] <Loetmichel> if you want to
[22:52:27] <Loetmichel> even to less than a µm if you have the right straight edge and enough patience ;-)
[22:52:57] <uw> just by eye?
[22:53:13] <Loetmichel> you can even make your own rulers from billets.
[22:53:15] <uw> sounds like magic almost Loetmichel ;0
[22:53:20] <Loetmichel> (needs three of them, though
[22:53:24] <Loetmichel> )
[22:53:40] <Loetmichel> just by eye with the help of a bit of paint
[22:53:44] <Loetmichel> and physics ;-)
[22:54:43] -!- paideia [paideia!~paideia@73.233.28.37.rev.vodafone.pt] has joined #linuxcnc
[22:55:05] <Loetmichel> http://www.youtube.com/watch?v=LkdkouWiDFs
[22:55:10] -!- patrickarlt has quit [Remote host closed the connection]
[23:01:03] <Einar_> In the video he make the scraper blade straight. It should be slightly curved.
[23:04:00] <Loetmichel> Einar_: i thought so,too
[23:04:15] <Loetmichel> but a slight curvature might be enough
[23:05:10] <Einar_> Not really. You "adjust" the curvature by laying the scraper almost flat to the surface, and raise it to be more agressive.
[23:05:54] <Loetmichel> Einar_: i meant: maybe he had enough curvature for his wy of working
[23:06:37] <Loetmichel> and as he said: "its a work in progress, he is still learning"
[23:06:45] -!- zzolo has quit [Quit: zzolo]
[23:07:00] <Loetmichel> if you want to learn from the pro, look for videos from muellernick
[23:07:15] <uw> this appears to be a very "craftsman" type of work...
[23:07:21] <Loetmichel> he is from around here ( e few 100 km) and is REALLY good
[23:07:47] <Loetmichel> uw: like i said: LOTS of patience needed
[23:07:54] <Loetmichel> but you CAN do it yourself
[23:08:16] <Einar_> Yes, I just watch this, and it looks much more correct:
http://www.youtube.com/watch?v=D1eOQa1gYiU
[23:08:40] <Loetmichel> and there even is a "trick" to make your own straigt edges/flat surfaces from nothing more than three eaqually sized plates
[23:12:29] <CaptHindsight> http://www.ebay.com/itm/181178381752 "Linear Motion Slide Actuator Nema 17 Stepper Motor" looks like a used inkjet printer carriage lol
[23:14:55] <JT-Shop> http://www.youtube.com/user/MuellerNick
[23:16:08] * JT-Shop tries to get motivated to work on the hydraulic tank
[23:16:18] -!- The_Ball [The_Ball!~ballen@202.10.92.134] has joined #linuxcnc
[23:16:26] * Tom_itx gives JT-Shop some JBweld
[23:16:40] <uw> he is using crazy tool with a dial
[23:17:23] <Loetmichel> uw: thats just to get the inital readings whre the dovetail is off
[23:17:31] <Loetmichel> it gest interesting shortly after ;-)
[23:20:46] <JT-Shop> http://www.youtube.com/watch?v=OG3PnQ3tgzY
[23:21:51] <uw> this is very craftsman work
[23:22:06] <Einar_> Me like! I'm also an instrument hoarder. :-)
[23:22:07] <uw> is there a way to do this via CNC :)
[23:22:37] <Loetmichel> uw: not in this precision
[23:25:04] -!- Nick001 [Nick001!~Nick001@50-32-65-245.adr01.dlls.pa.frontiernet.net] has joined #linuxcnc
[23:25:14] <uw> i dont think i will ever do this
[23:25:30] <uw> too time consuming and needing of special tools
[23:25:34] <JT-Shop> http://home.comcast.net/~jaswensen/machines/straight_edge/straight_edge.html
[23:25:40] <uw> (like scraper and grannite)
[23:35:04] <Loetmichel> JT-Shop: that was the link i searched
[23:35:20] <Loetmichel> to make a straigth edge/surface plate from scratch
[23:35:39] <Loetmichel> ... actually: 3 straight edges/surface plates ;-)
[23:36:56] -!- atom1 [atom1!~tom@ip68-102-192-239.ks.ok.cox.net] has joined #linuxcnc
[23:36:56] -!- atom1 has quit [Changing host]
[23:36:56] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[23:37:09] <Loetmichel> so, going to bed now
[23:38:19] <Nick001> <JT-Shop> what power supply do you use for your anodizing
[23:38:22] -!- phantoxeD has quit [Read error: Connection reset by peer]
[23:38:34] -!- phantoxeD [phantoxeD!destroy@a89-154-119-158.cpe.netcabo.pt] has joined #linuxcnc
[23:38:44] -!- GuShH_ [GuShH_!GuShH_Lap@unaffiliated/gushh] has joined #linuxcnc
[23:43:01] <JT-Shop> Astron VS-70M
[23:43:51] <Nick001> Thanks - do you remember the supplier?
[23:43:56] -!- PetefromTn [PetefromTn!~quassel@75-136-192-114.dhcp.kgpt.tn.charter.com] has joined #linuxcnc
[23:45:23] <Nick001> Did you get your system to work with coloring and final seal?
[23:45:35] <JT-Shop> no, but I'll look
[23:45:42] -!- afiber__ has quit [Quit: Konversation terminated!]
[23:45:57] <JT-Shop> DX Engineering
[23:46:10] -!- terabyte- has quit [Quit: terabyte-]
[23:46:40] <JT-Shop> yes, I'm moving things around a bit now for better work flow
[23:49:43] <Nick001> Thanks for the info. Is there much of a smell in the shop from this?
[23:50:01] -!- zumba_addict has quit [Read error: Connection reset by peer]
[23:50:19] <JT-Shop> no, I don't use air to circulate the acid bath
[23:51:41] <JT-Shop> moonlite telescope has a good book on anodizing
[23:53:37] -!- lyzidiamond has quit [Quit: lyzidiamond]
[23:55:29] <JT-Shop> http://www.uponone.com/howtos/1.pdf
[23:55:59] <Nick001> Plastic propeller?
[23:56:17] * JT-Shop heads inside
{kind=link}
{kind=link}
{kind=link}