Back
[00:41:54] -!- skunkworks [skunkworks!~chatzilla@str-broadband-ccmts-ws-26.dsl.airstreamcomm.net] has joined #linuxcnc
[00:48:48] tjb11 is now known as tjb1
[01:09:43] -!- printallthething has quit [Read error: Operation timed out]
[01:17:57] -!- djinni` has quit [Ping timeout: 248 seconds]
[01:19:25] -!- djinni` [djinni`!~djinni@li125-242.members.linode.com] has joined #linuxcnc
[01:25:13] -!- printallthething [printallthething!~derethor@101.188.22.95.dynamic.jazztel.es] has joined #linuxcnc
[01:45:47] -!- printallthething has quit [Quit: Leaving]
[01:54:33] -!- atom1 [atom1!~tom@unaffiliated/toml/x-013812] has joined #linuxcnc
[02:05:08] -!- andypugh has quit [Quit: andypugh]
[02:05:40] -!- sirdancealo2 [sirdancealo2!~sirdancea@194.228.11.172] has joined #linuxcnc
[02:13:49] -!- rob_h has quit [Ping timeout: 252 seconds]
[02:14:30] -!- owhite [owhite!~owhite@c-68-50-143-182.hsd1.md.comcast.net] has joined #linuxcnc
[02:15:48] <owhite> hello people. I'm running a mesa 5i20 card to drive steppers, and I was using pncconf to try to create configuration files for the mesa card, but it seems like it's mostly for setting up servos, not steppers.
[02:16:23] <owhite> am i misinterpreting the use of pncconf?
[02:16:59] <atom1> i honestly have never used it
[02:17:18] <atom1> you need to find a bit file for the card that uses steppers instead of servos
[02:17:36] <atom1> unless it's designed for servos
[02:17:59] <owhite> so the bit file is generated by pncconf or something else?
[02:18:06] <atom1> no
[02:18:23] <atom1> you can find them at mesanet.com under your board name
[02:19:16] <owhite> oh cool I'll look around. Thanks much.
[02:19:28] <atom1> looks like initially it's set up for servos
[02:21:25] <atom1> do you have a daughter card for it?
[02:21:57] -!- c-bob [c-bob!~c@unaffiliated/c-bob] has joined #linuxcnc
[02:22:17] -!- c-bob|afk has quit [Ping timeout: 272 seconds]
[02:22:19] <owhite> no I thought I could connect the 5i20 to my gecko 320s.
[02:23:03] <atom1> those are servo drives
[02:23:49] <owhite> yeah they drive servos but they only take stepper input. The 320s handle reading the encoders and driving the motors with step/dir input.
[02:24:19] <atom1> still should use a servo bit file
[02:24:42] <atom1> http://www.geckodrive.com/g320.html
[02:25:31] <atom1> pcw_home could verify that
[02:25:47] <owhite> what's pcw_hom?
[02:26:09] <owhite> oh, a irc user.
[02:26:10] <atom1> he's here
[02:26:11] <owhite> sorry.
[02:26:15] <atom1> sometimes
[02:26:43] -!- amiri has quit [Ping timeout: 260 seconds]
[02:26:45] <atom1> so i'm doubting you can use those drivers with steppers
[02:27:20] <pcw_home> the 320s are step/dir drives so you need a step/dir FPGA config
[02:27:36] <owhite> yep.
[02:27:44] <atom1> but they still won't work with steppers will they?
[02:27:50] <pcw_home> (and 320s are DC brush motor drives)
[02:28:12] <owhite> yes, the 320 drive brushed servos.
[02:28:40] <atom1> you said you wanted to drive steppers
[02:28:54] <pcw_home> so you just need a suitable configuration file
[02:29:23] <owhite> atom1: I'm sorry I must have said something that was confusing. I am ultimately driving servos.
[02:29:30] <atom1> ok
[02:29:34] <owhite> But with the g320s I just need step/dir.
[02:30:08] <owhite> pcw_home: would I use the on board stepgen functions on the 5i20, or not?
[02:30:09] <atom1> well pcw can probably help you find the right file
[02:30:34] <owhite> that'd be great.
[02:31:27] <owhite> pcw_home: this discussion started because I was wondering if I should use pncconf to create my configuration files. but it generates files for _servos_, not steppers.
[02:44:05] <atom1> i believe you want to use the pwmgen functions for driving your drivers
[02:44:32] <atom1> there are 4 types if you read the hostmot2 docs
[02:45:22] <atom1> 1) is pwm on Out0 and direction on Out1 which i think is what you want
[02:46:13] <owhite> got it. thanks.
[02:47:20] -!- Jeebiss [Jeebiss!~Jeebiss@2602:306:bc31:5920:ddc3:a990:203:2d57] has joined #linuxcnc
[02:48:49] <Jeebiss> Hello! I am hoping to get some insight on making a RaspberryPi based CNC machine.
[02:49:21] <Jeebiss> From what I have read, the Pi by itself will not suffice, and I'll need to offload some of the work to a seperate microcontroller.
[02:49:22] -!- Jeebiss [Jeebiss!~Jeebiss@2602:306:bc31:5920:ddc3:a990:203:2d57] has parted #linuxcnc
[02:49:36] -!- Jeebiss [Jeebiss!~Jeebiss@2602:306:bc31:5920:ddc3:a990:203:2d57] has joined #linuxcnc
[02:49:37] <Jeebiss> Whoops.
[02:49:50] <Jeebiss> Has anyone ever tried such a set up?
[02:50:24] <Tom_itx> some have done it on a beaglebone
[02:52:15] <Jeebiss> I dont know the specifics of how the actual CNC software works, so I am not sure what part would need offloaded to a MC
[02:55:27] <jdh> Pi doesn't seem a useful target
[02:55:54] <owhite> gonna run. thanks people.
[02:56:03] -!- owhite has quit [Remote host closed the connection]
[02:58:27] <Jeebiss> jdh: what do you mean?
[02:58:47] <jdh> not much IO, sucky graphics.
[02:58:54] <jdh> the only thing it has going for it is price
[02:58:56] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[02:59:16] <jdh> better, why would you pick a Pi? What attributes does it have that would make you pick it?
[03:00:04] <Jeebiss> Im really just going off the fact that I already own one.
[03:00:09] <jdh> heh
[03:00:18] <jdh> do you have an x86 based computer also?
[03:00:41] <Tom_itx> chock it up to experience and find another platform :)
[03:00:43] <jdh> I'd suggest seeking another solution for your Pi to solve.
[03:00:58] <jdh> I have two of them.
[03:01:07] <Tom_itx> you didn't learn the first time?
[03:01:11] <Jeebiss> I guess my laptop could be the controller
[03:01:28] <jdh> nah, they are fine for what I want. I just don't want htem to be halfassed cnc controllers hooked up to a uC
[03:01:39] <Jeebiss> Haha
[03:01:39] <jdh> linuxcnc doesn't play nice with almost all laptops
[03:01:45] <Jeebiss> Oh
[03:01:53] <Jeebiss> Wellll, then my old desktop may be suited
[03:02:03] <jdh> much more likely
[03:02:09] <Jeebiss> I guess I have needed a reason to turn it back on
[03:02:33] <Jeebiss> Hmmm, so how would my computer interface with motor driver boards?
[03:02:42] <Jeebiss> Or would I still need to use a uC?
[03:03:01] <jdh> there is no need for a uC with linuxcnc
[03:03:17] <jdh> depends on your drivers. P-port or mesa cards or Pico, or ...
[03:03:32] <Jeebiss> I was originally looking at these
[03:03:32] <Jeebiss> http://www.pololu.com/product/2133
[03:03:43] <Jeebiss> But they are seeming increasingly irrelevant
[03:03:54] <jdh> not much power
[03:04:25] <Jeebiss> Hmmm, I have no guage for the power Ill need.
[03:04:47] <Jeebiss> My plan is to use my dremel as the rotary part, so that probably limits me to fairly slow speeds.
[03:04:56] <Tom_itx> another bad call
[03:05:04] <jdh> dremels have a lot of runout usually.
[03:05:05] <Tom_itx> dremels weren't made to be spindles
[03:05:09] <jdh> but, depending on whatyou want to do, it might work.
[03:05:36] <Jeebiss> Haha, well thats the last of my ideas to cross off the list.
[03:05:43] <jdh> nah
[03:05:44] <Jeebiss> What would make a better spindle?
[03:05:58] <jdh> depends on what you want to do
[03:06:42] <Jeebiss> Im not trying to make anything too extreme. I want to be able to cut 6mm plywood, acrylic, and stuff like that
[03:06:56] <Jeebiss> Maybe thin metals, but thats really stretching it.
[03:07:36] <jdh> there are lots of inexpensive spindles on eBay. Where are you?
[03:07:44] <Tom_itx> you don't want a high speed spindle for plastic
[03:07:53] <Tom_itx> it'll just burn it
[03:08:11] <jdh> not if you move fast
[03:08:19] <Jeebiss> Do they make variable speed spindles?
[03:08:25] <Tom_itx> sure
[03:08:29] <Jeebiss> jdh: im in Ohio, USA
[03:08:57] <jdh> lots of variable speed spindles on ebay
[03:08:58] <pcw_home> owhite: yes you use the stepgen function for G320s
[03:09:08] <jdh> or keling
[03:09:24] <Jeebiss> jdh: what do you consider a "inexpensive"?
[03:10:24] <jdh> http://www.ebay.com/itm/221268429297
[03:10:33] <Tom_itx> pcw_home stepgen or pwmgen?
[03:10:33] <jdh> not an endorsement, just the first one I saw
[03:11:06] <Jeebiss> Oh wow, thats more that I was thinking "inexpensive" meant haha
[03:11:45] <Jeebiss> I was hoping to spend roughly 150-200 on m entire project x_x
[03:12:03] <Tom_itx> good luck
[03:12:14] <Jeebiss> Well, thats where the existing dremel and pi came in
[03:12:31] <Jeebiss> Im seeing this may be getting more and more expensive at each step, if done correctly
[03:12:37] -!- skorasaurus has quit [Quit: WeeChat 0.4.2]
[03:12:40] <jdh> sure
[03:12:56] <Jeebiss> So my next though, is it worth building the rig and using my dremel, and later upgradin to a proper spindle?
[03:13:20] <jdh> on the bright side, if you spend all your money playing with cnc toys, you won't have to waste money on females or social activities.
[03:13:21] <archivist> dremel has a rather loose bearings
[03:13:51] <jdh> Dremel would be fine to play with. I wouldn't get too attached to it.
[03:14:31] <Jeebiss> jdh: Is changing it out later on a pratical plan?
[03:14:43] <jdh> it's a good thought
[03:14:46] -!- atom1 has quit [Quit: Leaving]
[03:15:08] <jdh> and changing out the motors, drivers, bearings, screws,etc.
[03:15:10] <Jeebiss> So for the sake of cost cutting, for now ill use my dremel to play with, and upgrade later on, liiiike after taxes come back haha
[03:15:41] <jdh> http://www.artichoke.org/router.jpg
[03:15:48] <jdh> that was my first CNC cutting
[03:16:14] <Jeebiss> Looks like a dremel!
[03:17:55] <Jeebiss> Well for the sake of being thorough, should I also throw out my plan of using heavy duty drawer slides as the axies
[03:18:25] <jdh> whatever works for you
[03:18:32] <zeeshan> jdh nice
[03:18:49] <zeeshan> is that just a regular thrreaded lead screw
[03:18:59] <jdh> yeah, plain acme screw
[03:19:08] <zeeshan> oh its acme
[03:19:12] <zeeshan> not 60 deg
[03:19:18] <zeeshan> :)
[03:19:29] <Jeebiss> I was hoping to get the majority of my components at the hardware store
[03:19:38] <jdh> go for it
[03:19:47] <jdh> if it sucks, it's not a big deal.
[03:20:15] <Jeebiss> other then wasted money
[03:20:30] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/null_zps16ba25c6.jpg
[03:20:38] <zeeshan> im in the process of converting my lathe to cnc
[03:20:38] <zeeshan> :D
[03:20:50] <zeeshan> ive been looking everywhere for a decently priced set of ballscrews
[03:21:01] <zeeshan> with end supports
[03:21:13] <zeeshan> at least a 1.25" diameter ballscrew
[03:21:17] <jdh> what lathe?
[03:21:25] <zeeshan> a chinese one :P
[03:21:35] <jdh> I'm in the process of converting my chinese 9x20
[03:21:46] <zeeshan> i cant find a pic of it quickly
[03:21:48] <zeeshan> but its this one:
[03:21:52] <zeeshan> http://www.busybeetools.com/products/LATHE-12IN.-X-36IN.-2HP-GEAR-HEAD.html
[03:21:54] <zeeshan> that i bought used
[03:22:04] <jdh> cool
[03:22:14] <zeeshan> whiuch one is yours?
[03:22:57] <jdh> jet 9x20
[03:23:27] <zeeshan> oh!
[03:23:30] <zeeshan> thats a nice lathe
[03:23:37] <Jeebiss> This is going to be more of a project then I originally intended it seems.
[03:23:44] <jdh> I could probablyfigure out how to do the X axis on a 12x
[03:23:48] <zeeshan> jdh are you running steppers?
[03:24:02] <zeeshan> so far ive got 2x 1200oz steppers
[03:24:08] <zeeshan> and then an index/tachometer for the spindle
[03:24:11] <zeeshan> so i can thread
[03:24:45] <jdh> that's a lot of stepper
[03:25:03] <jdh> I think I got 482oz for the Z, something smaller for X
[03:25:34] <jdh> no room for a ballnut in a 9x crossslide so I'll have to stick on the side
[03:25:57] <archivist> encoder on my lathe spindle
http://www.collection.archivist.info/archive/DJCPD/PD/2013/2013_08_04_starturn_encoder/IMG_1631.JPG
[03:26:29] <jdh> mine will look simlar to that
[03:27:00] <zeeshan> i wanted to go overkill
[03:27:10] <zeeshan> so i can really run high ipm without skipped stepps
[03:27:13] <zeeshan> i like your triggle wheel!
[03:27:16] <Tom_itx> seems you did
[03:27:23] Jeebiss is now known as Jeebs|AWAY
[03:27:39] <zeeshan> jdh i have the exact same problem.
[03:27:42] <jdh> https://picasaweb.google.com/112430417093824344570/9x20#5947064813899265538
[03:27:44] <zeeshan> most people end up putting the ball screw on the side.
[03:27:53] <zeeshan> i might make room for it
[03:27:58] <jdh> my encoder wheel... haven't mounted it yet.
[03:28:17] <Tom_itx> archivist, turned out nice
[03:28:19] <zeeshan> i have no electronics on mine
[03:28:19] <jdh> teh cross-slide could be an inch taller with room for the ballscrew, but I don't think I can make one.
[03:28:36] <zeeshan> why not?
[03:28:38] <zeeshan> do you have a mill?
[03:28:54] <jdh> zeeshan: ball screw on headstock side?
[03:28:58] <archivist> Tom_itx, that is original factory fitted, but easy to copy
[03:29:00] <jdh> I have a small mill
[03:29:08] <zeeshan> no ballscrew for x-axis
[03:29:13] <zeeshan> for the cross slide
[03:29:25] <Tom_itx> archivist, not the wheel you were cutting?
[03:29:26] <jdh> Z ballscrew was cheap and easy
[03:29:40] <jdh> I have an X one also, but I just can't bring myself to bolt it on the side.
[03:29:43] <zeeshan> did you use premade end supports
[03:29:48] <zeeshan> that you just mounted onto your lathe?
[03:29:49] <archivist> Tom_itx, no I am making a copy of that for the mill
[03:30:22] <Tom_itx> ahh i see
[03:30:25] <jdh> zeeshan: yeah, I made plates that mounted to the existing holes and mounted the screw ends to that
[03:30:46] <zeeshan> question for you
[03:30:51] <zeeshan> your tacho/index wheel
[03:31:02] <zeeshan> are you using an optical based sensor?
[03:31:04] <zeeshan> or mag
[03:31:21] <archivist> you can see two slotted optos on there
[03:31:29] <jdh> I'm using optical for AB and mag for index
[03:31:32] <zeeshan> sorry im looking at the copper wheel
[03:31:34] <Tom_itx> yeah
[03:31:38] <zeeshan> on the google photos
[03:31:45] <zeeshan> whos trigger wheel is that? :D
[03:31:53] <jdh> that's mine
[03:32:01] <zeeshan> http://www.cnc4pc.com/Store/osc/product_info.php?cPath=25&products_id=129
[03:32:07] <zeeshan> im using that kit for my tacho
[03:32:16] <zeeshan> see what i don't understand is why do you guys use a billion slots
[03:32:25] <zeeshan> why not just 1 slot
[03:32:38] <jdh> more is better
[03:32:40] <zeeshan> it just needs to pick one pulse up to syncronize for threading
[03:32:51] <archivist> 1 slot has to guess for the rest of that rev
[03:33:10] <zeeshan> my problem is if i make a trigger wheel myself
[03:33:22] <zeeshan> and i dont put the slots in the correct position
[03:33:28] <archivist> you will get drunk threads is the spindle slows due to cutting load
[03:33:28] <zeeshan> that'll bring in some dirty error :(
[03:33:41] <zeeshan> i'd have to get it cut on the waterjet
[03:33:59] <zeeshan> or if i can get away with 4 equally spaced slots i can do that within 1 thou on the mill
[03:34:09] <zeeshan> or you guys can sell me one of yours :)
[03:34:26] <jdh> 1 thou is way more than enough
[03:34:44] <jdh> print it, center punch, drill press
[03:34:59] <zeeshan> id use the dro
[03:36:19] <zeeshan> jdh your lathe looks very similar to mine
[03:36:30] <zeeshan> i like how you've mounted the z axis ballnut to the carriage
[03:36:36] <zeeshan> i might copy your design.
[03:36:37] <zeeshan> :)
[03:36:45] <jdh> I copied someone elses
[03:36:50] <zeeshan> copy of a copy.
[03:37:01] <jdh> mine is currently all bolt on to existing holes
[03:37:02] <zeeshan> how are you planning to cover your ball screw?
[03:37:18] <jdh> there is a slot cut out for an aluminum cover
[03:37:32] <zeeshan> one of those fancy telescoping style covers?
[03:37:32] <jdh> just the top though
[03:37:48] <jdh> nah, just a strip of aluminum
[03:38:07] <zeeshan> that ball screw of yours looks like a 1.25" diameter one
[03:38:09] <zeeshan> is it?
[03:38:17] <jdh> 25mm
[03:38:21] <zeeshan> fak
[03:38:48] <jdh> $100ish machined, supports, bearings, ballnut
[03:38:57] <zeeshan> linearmotion on ebay?
[03:39:00] <zeeshan> https://lh5.googleusercontent.com/-Pc1L4NlwY6E/Uf3Fi_HJwgI/AAAAAAAACWM/fp-TmcUaQnM/w672-h896-no/20130803_224817_Tall+Pine+Ct.jpg
[03:39:03] <jdh> yeah
[03:39:10] <zeeshan> looks like you got rid of your quick change gear box
[03:39:15] <zeeshan> and used the pre-existing holes?
[03:39:18] <jdh> no need for it
[03:39:20] <zeeshan> yes
[03:39:28] <jdh> yeah, there is another one behind the motor
[03:39:36] <zeeshan> i think thats a mart way to do it. you can trust the hole locations along with the dowels
[03:39:39] <zeeshan> to ensure 100% alignment
[03:39:44] <zeeshan> *smart
[03:40:04] <zeeshan> you kinda went overkill with the plates though lol
[03:40:14] <jdh> 1/2"
[03:40:19] <zeeshan> thats expensive stuff :P
[03:40:28] <Tom_itx> not so bad surplus
[03:40:29] <jdh> $15ish for that
[03:40:37] <zeeshan> thats pretty cheap
[03:40:39] <archivist> cheap at a scrap yard
[03:40:44] <zeeshan> i have tons of 1/2" steel plate
[03:41:01] <jdh> that's new from onlinemetals
[03:41:09] <zeeshan> you actually ordered from that plate?
[03:41:11] <zeeshan> *place
[03:41:11] <zeeshan> haha
[03:41:16] <zeeshan> they're expensive!
[03:41:19] <jdh> either them or onlinemetals
[03:41:38] <zeeshan> am i retarded
[03:41:45] <zeeshan> i can't see your end supports for the ball screws
[03:41:51] <jdh> yeah, no pics
[03:41:56] <zeeshan> :(
[03:41:57] <jdh> not even the cut-out in that pic
[03:42:50] <jdh> I acutally bought that plate for another project but didn't use it
[03:43:01] <zeeshan> are you keeping all your handles to move the carriage/cross slide
[03:44:22] <zeeshan> yesterday i scored the biggest deal ever
[03:44:30] <zeeshan> i picked up a 3hp 3phase weg motor for 60$
[03:44:42] <zeeshan> thing is brand new. and costs 650
[03:44:45] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/null_zps7d8376e1.jpg
[03:44:51] <jdh> I have them. I had teh Z screw made to stick off the end and machined for a handle.
[03:45:33] <zeeshan> im going to throw that along with an eaton mvx vfd and a 0-10v step/dir board to get linuxcnc to control the speed
[03:45:44] <jdh> that's a lot of motor
[03:45:53] <zeeshan> i need it
[03:46:05] <zeeshan> with the 2hp motor and drilling 2" holes the machine starts bogging down
[03:46:32] <jdh> https://picasaweb.google.com/112430417093824344570/9x20#5968220668391937810
[03:46:47] <zeeshan> thank you
[03:47:02] <zeeshan> left side is the free end
[03:47:03] <zeeshan> or fixed
[03:47:18] <zeeshan> nm
[03:47:19] <jdh> fixed, with pulley
[03:47:49] -!- Jentrep [Jentrep!62c9cafb@gateway/web/freenode/ip.98.201.202.251] has joined #linuxcnc
[03:47:56] <zeeshan> this might sound silly
[03:48:03] <Jentrep> Hey people are on :)
[03:48:16] <zeeshan> but i notice that you drilled holes into the aluminum plates you made to locate your end supports
[03:48:39] <Jentrep> axis - one of the nine degrees of freedom, x, y, z, a, b, c, u, v, w these refer to axes in Cartesian space, which may or may not match up with joints (see below). On Cartesian machines they do match up, but for hexapods, robots, and other non-Cartesian machines they don't.
[03:48:40] <zeeshan> the distances of the holes apart along the axis of the ball screw
[03:48:51] <Jentrep> Is that definition correct? :/
[03:48:55] <zeeshan> did that distance have to be accurate?
[03:49:35] <zeeshan> or is 10-15 thou acceptable since the free end will just displace
[03:50:12] <Jentrep> how are the 9-axis part of a cartesian coordiante system? >_>
[03:50:38] <jdh> the spacing along the Z is not critical
[03:50:38] -!- dnaleromj [dnaleromj!~dnaleromj@98.124.126.110] has joined #linuxcnc
[03:52:17] <jdh> I mounted a dial indicator on the cross-slide and aligned the rest to minimize error. A 1m long chinese ballscrew is not so straight
[03:52:37] <skunkworks> Jentrep: yes.. What is your real question?
[03:52:44] <zeeshan> hehe
[03:52:56] <Jentrep> skunkworks: so a 9-dimensional space? >_>
[03:53:20] <Jentrep> Why 9-axis? D:
[03:53:52] <Jentrep> its's not (x, y, z, a , b, c, u, v, w)
[03:54:11] <skunkworks> Jentrep: you can do pretty much whatever you want - but conventional setup is xyz are obvious - abc are rotational axis around xyz. uvw are usually setup as axis in the tool direction.
[03:54:13] <Jentrep> it's {(x, y, z), (a, b, c), (u, v, w)}
[03:54:26] <skunkworks> *Along the tool direction
[03:54:36] <Jentrep> axis in the tool direction?
[03:54:58] <zeeshan> think about a robot arm
[03:55:09] <zeeshan> the end effector can move in the u v w
[03:55:12] <jdh> is this a question or pedantism?
[03:55:53] <Jentrep> i am a noob :P
[03:55:55] <Jentrep> Sorry D:
[03:56:01] <zeeshan> jdh do you have a mill?
[03:56:19] <Jentrep> So in terms of a: Gyro + Accelerometer + Compass
[03:56:39] <Jentrep> We assign each sensor a 3-axis parameter?
[03:57:06] <jdh> zeeshan:
http://tinyurl.com/ock5kpa
[03:57:21] <zeeshan> pretty :D
[03:57:33] Jeebs|AWAY is now known as Jeebiss
[03:57:38] <zeeshan> they make cnc kits for that mill
[03:57:41] <zeeshan> looks like g0704
[03:57:48] <Jentrep> what the hell is that?
[03:57:53] <jdh> yeah, I just made Hoss-parts
[03:58:26] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/null_zps1f93328f.jpg
[03:58:27] <zeeshan> thats my baby
[03:58:40] <zeeshan> while im shopping for ball screws for the lathe
[03:58:55] <zeeshan> i've been looking at retrofit ball screws for this mill -- almost impossible to find.
[03:59:01] <syyl--> looks like a bridgeport with a tumor on its head ;)
[03:59:06] <zeeshan> haha
[03:59:11] <zeeshan> thats the vfd enclosure
[03:59:17] <zeeshan> didn't know where else to put it
[03:59:34] <jdh> on the wall
[03:59:37] <zeeshan> i picked up this mil for literally 700$.
[03:59:45] <zeeshan> jdh: what if i move? :D
[03:59:52] <syyl--> thats a good price, theres nothing to it..
[04:00:00] <jdh> I don't have space for that.
[04:00:01] <zeeshan> i spent more on the vfd
[04:00:17] <Jentrep> Why are you guys so obsessed with milling? :o
[04:00:23] <zeeshan> Jentrep: CAUSE ITS AWESOME!!!
[04:00:35] <zeeshan> and this is the first channel where i can talk to others with similar tastes
[04:00:40] * zeeshan is a happy camper right now.
[04:01:00] <jdh> I have that bandsaw, kind of.
[04:01:02] * Jentrep just like robotic arms :3
[04:01:05] <zeeshan> most of my friends are into cars and could care less about machining
[04:01:06] <Jentrep> *likes
[04:01:18] <zeeshan> Jentrep: i used to program fanuc / abb robotic arms
[04:01:26] <zeeshan> they were fun
[04:01:28] <Jentrep> zeeshan: tell me EVERYTHING! O_O
[04:01:34] <zeeshan> you take a pendant
[04:01:36] <zeeshan> and program!
[04:01:42] <Jentrep> pendant?
[04:01:53] <zeeshan> you know, the hand controller? :P
[04:01:58] <Jeebiss> Ookay, back to noob question asking.
[04:02:00] <Jentrep> nope don't know
[04:02:19] <zeeshan> jdh: thats another project on the go
[04:02:23] <zeeshan> needs a coolant pump and speed control
[04:02:42] <Jentrep> zeeshan: you haven't told me everything yet :P
[04:02:49] <zeeshan> Jentrep: take pendant
[04:02:51] <zeeshan> sit on robot arm
[04:03:00] <zeeshan> set to cartesian mode,
[04:03:06] <zeeshan> move +z
[04:03:11] <zeeshan> done!
[04:03:22] <Jentrep> O_o
[04:03:53] <zeeshan> honestly if you really want to learn about robots
[04:03:59] <zeeshan> its kinda hard to read random shit off the internet
[04:04:02] <zeeshan> it's better just to take a course
[04:04:27] <Jentrep> well tell me! :O
[04:05:53] <zeeshan> basically abb and fanuc have their own robot programming languages
[04:05:59] <zeeshan> same with mitsubishi..
[04:06:24] <zeeshan> but the pendants are almost the same. you can move the robot in cartesian, joint, tool mode
[04:06:44] <zeeshan> you move the robot to a certain position, store the point
[04:06:50] <zeeshan> and refer to it in your program
[04:06:59] <zeeshan> thats it in a nut shell :P
[04:08:01] <zeeshan> jdh:
[04:08:02] <zeeshan> https://lh4.googleusercontent.com/-JY4oKNKKKzM/UfCOPUpGylI/AAAAAAAACQ0/y0os28H016A/w1195-h896-no/20130724_222123_Tall+Pine+Ct.jpg
[04:08:11] <zeeshan> wheres your carriage!
[04:08:58] <Jentrep> zeeshan: do those companies sell small arm dev kits? :P
[04:09:19] <zeeshan> no
[04:09:19] <Jentrep> zeeshan: and did any of those companies get bought out by Google? :(
[04:09:23] <jdh> part of it is there
[04:09:29] <zeeshan> jdh, wtf mate.
[04:09:35] <zeeshan> i didn't know i could get rid of that whole bottom piece
[04:09:39] <Jentrep> I hate Google now. :(
[04:09:51] <zeeshan> Jentrep: look at polulu or something like that
[04:09:57] <zeeshan> i think they have mini robot arms
[04:09:58] <Jentrep> Why?
[04:10:03] <Jentrep> Oh cool will do :)
[04:10:07] <Jentrep> THANKS! ^_^
[04:10:20] <roycroft> just now?
[04:10:30] <Jentrep> zeeshan: don't let Google steal you D:
[04:10:38] <roycroft> you should have started hating them as soon as they came upw with their don't be evil motto
[04:10:42] <zeeshan> google can steal me for the right price!
[04:10:47] <roycroft> because that's when they started being evil
[04:10:48] <jdh> you dont need any of that for cnc
[04:10:49] -!- Thetawaves [Thetawaves!~Thetawave@242-128-58-66.gci.net] has joined #linuxcnc
[04:11:03] <zeeshan> jdh you've motivated me to go remove that whole section
[04:11:15] <zeeshan> https://lh3.googleusercontent.com/-eCTINXxBJz4/UfCNez3NZGI/AAAAAAAACP0/75v6CS2lPWQ/w1195-h896-no/20130724_193258_Tall+Pine+Ct.jpg
[04:11:19] <zeeshan> what were you doing in your gear box?
[04:11:49] <zeeshan> actually nm
[04:11:52] <jdh> reference pics, in case I wanted to put it back
[04:11:59] <zeeshan> that looks like the qcgb
[04:12:08] <zeeshan> mine is a lot different
[04:12:54] <zeeshan> http://i130.photobucket.com/albums/p252/turbozee84/qcgb_zpsdc44d397.jpg
[04:13:47] <Jentrep> what is that thing? ^^
[04:14:12] <zeeshan> transmission to change speeds
[04:14:19] <zeeshan> so you can make different threads on a lathe
[04:18:45] -!- AR_ has quit [Ping timeout: 248 seconds]
[04:19:07] <zeeshan> well that was easy
[04:19:21] <zeeshan> 4 socket head cap screws removed and the whole thing dropped down
[04:19:24] <Jentrep> zeeshan: found this :P
http://www.toolingu.com/definition-470120-81947-teach-pendant.html
[04:19:34] <zeeshan> i for some reason always thought it was a necessary part.
[04:19:41] <zeeshan> haven't taken a lathe apart before
[04:19:45] <jdh> only connected to the screw
[04:19:58] <zeeshan> yea that rack needs to be removed too
[04:20:02] <zeeshan> all useless now
[04:20:16] <zeeshan> prolly reuse that for the cnc plasma cutter hehe
[04:20:56] <zeeshan> Jentrep: too much reading :P
[04:21:01] <zeeshan> i do enough reading everyday for school
[04:21:02] <Jentrep> oh lol :p
[04:21:36] <zeeshan> by law you can't touch an industrial robot at a plant without having gone through some sort of training course :P
[04:21:51] <Jentrep> Oh I guess I better do this in another country then ;P
[04:21:53] <jdh> that's a weird law
[04:21:58] <zeeshan> nah man
[04:22:16] <zeeshan> at the plant i was working at, a person got their arm fractured by a robot
[04:22:24] <zeeshan> this robot typically moved 500lb castings
[04:22:30] <zeeshan> so it can easily own a persons arm
[04:22:43] <zeeshan> guy was working on the robot without doing proper lockout procedure
[04:22:56] <zeeshan> so i think some sort of training is necessary :P
[04:23:12] <jdh> sure, LOTO training
[04:23:18] <zeeshan> #1 rule: always keep the teach pendant on you!
[04:24:11] <Jentrep> So that's what they forgot when they built Skynet
[04:24:14] <Jentrep> :P
[04:24:19] <zeeshan> hah
[04:25:24] <Jeebiss> holy crap, the more I read about CNC machines, the less I think I am qualified to make one x_x
[04:25:45] <zeeshan> jeebis you need at least a mill to make the parts
[04:25:52] <jdh> nah
[04:26:00] <Jeebiss> i have accesss to basic shop tools, not too much more
[04:26:11] <zeeshan> i'm all about precision
[04:26:12] <zeeshan> :)
[04:26:29] <Jeebiss> id love to be, but im no machinist
[04:26:31] <zeeshan> or you can buy a g0704 mill
[04:26:36] <zeeshan> and buy the kit for it
[04:26:53] <Jeebiss> i think we are on entirely different pages hahah
[04:27:04] <jdh> I made most of the parts out of delrin for mine (on router)
[04:27:18] <jdh> then after it was working, re-made them in aluminum on themill
[04:27:21] <zeeshan> Jeebiss: i think its fundamental to learn basic manual machining before diving into cnc
[04:27:31] <zeeshan> jdh isnt delrin expensive
[04:27:40] <Jeebiss> i would agree, but i have no tools to learn the fundementals on
[04:27:40] <jdh> ebay
[04:27:57] <zeeshan> Jeebiss: community college? :D
[04:27:58] <jdh> didn't need much. Just some motor mounts, spacers, etc.
[04:28:16] <jdh> if I didn't have to work, I'd spend a lot of time at the community college.
[04:28:26] <Jentrep> zeeshan: Coursera ;P
[04:28:28] <zeeshan> jdh why not make yourself a nice chunk of machining wax
[04:28:29] <Jeebiss> zeeshan: funny you mention, i start at the local community college tommorow
[04:28:33] <zeeshan> Jeebiss: nice!
[04:28:40] <zeeshan> im doing my masters at mcmaster
[04:28:45] <zeeshan> so i have access to the machine shop there
[04:28:47] <Jeebiss> Oh wow
[04:28:49] <jdh> a mcmaster master?
[04:28:53] <Jeebiss> lol
[04:28:56] <zeeshan> not mcmaster carr hahah
[04:29:03] <Jeebiss> oooh
[04:29:04] -!- uw has quit [Quit: Leaving]
[04:29:12] <zeeshan> mcmaster.ca
[04:29:12] <zeeshan> :)
[04:29:27] <Jeebiss> Im hoping to knock out my gen-ed stuff, and go to a proper college for EE
[04:29:43] <jdh> I like mcmaster.com
[04:29:47] <zeeshan> me too
[04:30:00] <zeeshan> the only thing i don't like is they dont ship to canada unless you're a big business or a university
[04:30:03] <zeeshan> :(
[04:30:29] <zeeshan> most of the stuff on mcmaster, i have like a list of 50 contacts locally
[04:30:37] <zeeshan> i like in hamilton, the manufacturing/steel town!
[04:30:45] <zeeshan> they have a whole store just for o-rings and gaskets
[04:31:12] <Jeebiss> Ah, im rigth accross the lake in Cleveland
[04:31:18] <zeeshan> haha nice
[04:31:25] <zeeshan> i always wished they would make a massive bridge across.
[04:31:31] <zeeshan> or run a ferry
[04:31:36] <zeeshan> apparently in the past there was a ferry.
[04:31:43] <Jeebiss> In may I am going to be doing a bike trip to Torronto, plan on stopping in Hamilton to visit some friends.
[04:32:10] <zeeshan> Jeebiss: i hope its not downtown hamilton
[04:32:16] <zeeshan> i stay away from there.
[04:32:30] <Jeebiss> Not sure, but Ill keep that in mind lol
[04:38:09] <Jentrep> Is there still a bunch of Standard Oil stuff in Cleveland? :P
[04:41:04] <Jeebiss> Not really heh
[04:48:03] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[04:52:51] -!- Jentrep has quit [Quit: Page closed]
[04:55:50] -!- Jeebiss has quit [Ping timeout: 245 seconds]
[05:32:21] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[05:39:02] -!- gambakufu [gambakufu!~ah@bzq-84-110-120-56.red.bezeqint.net] has joined #linuxcnc
[05:55:52] -!- terabyte- has quit [Quit: terabyte-]
[05:58:20] -!- ries has quit [Quit: ries]
[06:02:57] -!- Fox_Muldr has quit [Ping timeout: 272 seconds]
[06:04:23] -!- Fox_Muldr [Fox_Muldr!quakeman@frnk-4d0130dc.pool.mediaWays.net] has joined #linuxcnc
[06:17:57] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[06:25:34] -!- FinboySlick has quit [Quit: Leaving.]
[07:00:27] -!- The_Ball has quit [Read error: Operation timed out]
[07:02:40] -!- cmorley [cmorley!~chris@S0106204e7f8c229b.no.shawcable.net] has joined #linuxcnc
[07:03:31] -!- kwallace1 has quit [Client Quit]
[07:05:50] -!- kwallace has quit [Ping timeout: 245 seconds]
[07:14:41] -!- dnaleromj has quit [Quit: Computer has gone to sleep.]
[07:25:55] -!- archivist_herron has quit [Ping timeout: 272 seconds]
[07:38:25] -!- archivist_herron [archivist_herron!~herron@80.175.14.110] has joined #linuxcnc
[07:38:52] -!- |1li_ has quit [Ping timeout: 245 seconds]
[07:42:14] -!- CaptHindsight has quit [Ping timeout: 264 seconds]
[07:42:38] -!- CaptHindsight [CaptHindsight!~2020@unaffiliated/capthindsight] has joined #linuxcnc
[07:57:42] -!- Deejay [Deejay!~Deejay@unaffiliated/dj9dj] has joined #linuxcnc
[07:57:56] <Deejay> moin
[07:58:12] <Jymmm> hi Deejay
[07:58:15] <Jymmm> alex_joni: ping
[07:58:20] <Deejay> hi Jymmm :)
[08:00:53] -!- R2E4_ [R2E4_!~IceChat9@modemcable052.149-176-173.mc.videotron.ca] has joined #linuxcnc
[08:05:33] -!- R2E4_ has quit [Ping timeout: 272 seconds]
[08:11:09] -!- mle has quit [Ping timeout: 252 seconds]
[08:21:20] -!- tjb11 [tjb11!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[08:23:57] -!- tjb1 has quit [Ping timeout: 276 seconds]
[08:28:43] -!- tjb11 has quit [Read error: Connection reset by peer]
[08:51:09] -!- balestrino [balestrino!~balestrin@131.114.31.66] has joined #linuxcnc
[08:57:38] -!- automata [automata!~Amit@114.143.56.128] has joined #linuxcnc
[09:06:50] -!- psha[work] [psha[work]!~psha@psha.org.ru] has joined #linuxcnc
[09:13:39] -!- cpresser has quit [Quit: Lost terminal]
[09:13:41] -!- WalterN has quit [Ping timeout: 272 seconds]
[09:16:35] -!- WalterN [WalterN!~tiwake@66-191-20-168.dhcp.lncy.or.charter.com] has joined #linuxcnc
[09:26:48] -!- rob_h [rob_h!~robh@2.127.117.253] has joined #linuxcnc
[09:31:51] -!- odogono has quit [Ping timeout: 260 seconds]
[09:34:41] -!- bons [bons!707af7a4@gateway/web/freenode/ip.112.122.247.164] has joined #linuxcnc
[09:37:04] -!- bons has quit [Client Quit]
[09:59:16] -!- syyl- [syyl-!~syyl@p4FD134C0.dip0.t-ipconnect.de] has joined #linuxcnc
[10:02:13] -!- syyl-- has quit [Ping timeout: 248 seconds]
[10:28:57] -!- gimps has quit [Remote host closed the connection]
[10:29:06] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[10:31:35] -!- kludge` has quit [Ping timeout: 260 seconds]
[10:45:14] -!- FreezingCold has quit [Read error: Connection reset by peer]
[10:45:27] -!- FreezingCold [FreezingCold!~FreezingC@135.0.41.14] has joined #linuxcnc
[10:45:44] -!- asdfasd [asdfasd!~aaa@2.25.87.190] has joined #linuxcnc
[10:56:40] -!- gimps has quit [Ping timeout: 245 seconds]
[10:57:47] -!- Thetawaves has quit [Quit: This computer has gone to sleep]
[10:59:40] -!- gimps [gimps!~noone@unaffiliated/gimps] has joined #linuxcnc
[11:01:57] -!- FreezingCold has quit [Ping timeout: 248 seconds]
[11:03:35] -!- shurshur has quit [Ping timeout: 252 seconds]
[11:07:34] -!- skunkworks has quit [Remote host closed the connection]
[11:12:28] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has joined #linuxcnc
[11:12:46] -!- maximilian_h has quit [Client Quit]
[11:20:35] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has joined #linuxcnc
[11:20:55] -!- Valen has quit [Quit: Leaving.]
[11:33:02] -!- maximilian_h has quit [Quit: Leaving.]
[11:33:25] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has joined #linuxcnc
[11:45:53] -!- b_b has quit [Changing host]
[11:46:42] -!- eg1 [eg1!4d7515b1@gateway/web/freenode/ip.77.117.21.177] has joined #linuxcnc
[11:48:04] <eg1> Hi all, Question: Anyone tried to pwm-control a rectified mains with a universal motor for a spindle? pwm through linuxcnc
[11:51:32] <archivist> there are some drives that do that. the one in my lathe is similar but has a pot, I modded a similar one for a friend in a Boxford mill with a small filter off the pwm output
[11:52:19] <archivist> best via an opto of course
[11:54:15] <eg1> thanks, arch. I was looking for a schematics example. It should be doable with the linuxcnc pwm and pid controller modules, right? Yes I'd use optos
[11:54:25] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[11:55:37] <archivist> I did not use the pid
[11:56:19] <eg1> Well whilst at it I'd go for closed loop rpm control, I thought
[12:00:48] -!- paideia [paideia!~paideia@178.166.93.172] has joined #linuxcnc
[12:01:18] <archivist> I know my lathe needs better control, speed varies when set to a speed
[12:01:41] -!- Jdubs [Jdubs!62766fe6@gateway/web/freenode/ip.98.118.111.230] has joined #linuxcnc
[12:03:45] <eg1> thought as much
[12:04:37] <eg1> But if I wanted to build the electronicy maself, there are caveats:
http://forum.allaboutcircuits.com/showthread.php?s=eec6fe941309edf4be7cb6fcfea72648&t=60972
[12:06:18] -!- Jdubs has quit [Ping timeout: 272 seconds]
[12:06:50] <archivist> there are some triac/thyristor motor speed controls on fleabay cheap
[12:07:42] <archivist> also one needs to make sure the devices current share properly
[12:08:55] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has parted #linuxcnc
[12:09:32] <archivist> make sure you catch spikes too
[12:09:45] <eg1> yes something like this but I need the 250v version
http://www.ebay.com/itm/PWM-Speed-Controller-For-300W-CNC-Spindle-Motor-Kits-Support-AC-And-DC-Input-/221342720930?pt=LH_DefaultDomain_0&hash=item33890de3a2
[12:11:56] <eg1> I have a triac/thyristor pot regulator already - with mains filter from a PC power supply :-) - but I want pwm rpm control throu the pinuxcnc realtime
[12:15:09] -!- FreezingCold [FreezingCold!~FreezingC@205.211.50.163] has joined #linuxcnc
[12:20:00] -!- ries [ries!~ries@190.9.171.121] has joined #linuxcnc
[12:27:28] <eg1> alright thanks arch
[12:27:40] -!- eg1 has quit []
[12:34:29] -!- maximilian_h [maximilian_h!~bonsai@46.246.47.185] has joined #linuxcnc
[12:51:23] -!- Tecan has quit [Quit: Live Long And Phosphor!]
[13:01:50] -!- kiw has quit [Ping timeout: 252 seconds]
[13:04:39] -!- R2E4_ [R2E4_!~IceChat9@207.164.206.172] has joined #linuxcnc
[13:12:14] -!- malcom2073 has quit [Quit: http://quassel-irc.org - Chat comfortably. Anywhere.]
[13:16:39] -!- emcPT [emcPT!~kvirc@bl13-214-212.dsl.telepac.pt] has joined #linuxcnc
[13:17:02] <emcPT> Hello to all.
[13:17:16] <emcPT> In a system with analog control
[13:17:25] -!- R2E4_ has quit [Ping timeout: 272 seconds]
[13:17:53] <emcPT> and in witch, the drives during the inicialization process
[13:17:57] <emcPT> move the axis
[13:18:16] <emcPT> there is any way to tell to linuxcnc to discard the initialization movement?
[13:19:25] -!- md-2 has quit [Remote host closed the connection]
[13:19:25] <archivist> are you wanting touch off after homing
[13:19:30] <emcPT> The issue is that, soon after the drives are initializated, linuxcnc seaks the original point, resulting in a fast loud movement in all axes, that in my case are 3 at the same time
[13:20:02] <archivist> you can program the homing sequence
[13:20:21] <emcPT> @archivist: Not a homing issue.
[13:20:46] <emcPT> I explain better: I have analog servos, controlled in closed loop with a 7i77
[13:20:58] <emcPT> When the machine is powered on
[13:21:21] <emcPT> the drives initialize, by its internal sequence, resulting in movement
[13:21:36] <emcPT> that was not comanded by linuxcnc
[13:22:01] <emcPT> It is the drive that needs to calibrate itself (I think to know where the motor poles are)
[13:22:37] <archivist> if you sequence the enables it will be nicer
[13:22:59] <emcPT> Ok
[13:23:30] <archivist> the homing after is removing that offset
[13:24:06] <emcPT> the issue is not that. I explain again.
[13:24:15] <emcPT> linuxcnc starts
[13:24:22] <archivist> I know
[13:24:54] -!- md-2 has quit [Ping timeout: 276 seconds]
[13:25:00] <emcPT> then estop is removed
[13:25:08] <emcPT> then poweron
[13:25:11] <archivist> homing sets the macing reference removing any movements that were done before control was gained
[13:25:31] <emcPT> ... oh
[13:25:42] <emcPT> that is probably that I need
[13:26:21] <emcPT> currently I have a homing sequence, that is working very good.
[13:26:37] <archivist> should be ok then
[13:26:56] <emcPT> But I only ask for home AFTER the drives are initialized
[13:27:04] <emcPT> this is, after the problem occurs
[13:27:22] <emcPT> that is a "jump" right after drives are initialized.
[13:28:05] <R2E4> More work on new Panel.
http://irmtl.com/LinuxCNC/VM40/vm40panel.JPG
[13:28:22] <emcPT> I must find a way, that during initialization, linuxcnc does not look to the commanded position
[13:28:50] <emcPT> because the feedback position is moving due to the drive initialization
[13:29:13] <archivist> yes that means a delay before you enable the loop I think
[13:29:20] <Jymmm> R2E4: Uh, where does the gallon of wood glue go in the new panel?
[13:29:32] <Jymmm> err, half galllon =)
[13:30:08] <emcPT> no. the delay will not help, as the feedback postion will not be the same as the comanded position
[13:30:34] <emcPT> and the delay will not help, in this situation
[13:30:38] <emcPT> i think
[13:30:38] <archivist> emcPT, so wait for the drives to become true/ready before linuxcnc takes control
[13:31:07] <emcPT> and that is possible how? Sorry if it is a basic question
[13:31:17] <emcPT> There is any pin for the purpose?
[13:31:35] <emcPT> But yes that would be ok
[13:31:39] <emcPT> for this issue
[13:31:57] <archivist> probably, not looked for it as I dont have servos yet :(
[13:32:59] <archivist> emcPT,
http://www.linuxcnc.org/index.php/english/forum/21-axis/27153-disable-home-buttons-until-servo-ready-signal
[13:33:14] <R2E4> That holds the panel in the Control Cabinet...
[13:34:57] <Jymmm> R2E4: Gawd, I hope not! lol
[13:35:31] <Jymmm> R2E4: Looks nice so far =)
[13:36:13] <Jymmm> R2E4: Is that a dimmable outlet I see?
[13:36:33] <emcPT> @archivist: Thank you. I will try to implement the situation: Only make possible to power on the machine IF the servos are ready. This looks a possible solution!
[13:38:03] -!- balestrino has quit [Ping timeout: 272 seconds]
[13:38:34] <Jymmm> EMC could be placed in STANDBY till the servos were ready.
[13:39:45] <emcPT> STANDBY is some sort of a pin or a state that I can control?
[13:40:22] <Jymmm> I believe so, but I'm not sure of STANDBY would have the motor drives enabled or not.
[13:40:42] <Jymmm> even if in a holding pattern (so to speak)
[13:44:02] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[13:44:19] <Jymmm> emcPT: Do your motors have a "READY" signal of some kind?
[13:44:19] -!- Cylly [Cylly!cylly@p54B101AB.dip0.t-ipconnect.de] has joined #linuxcnc
[13:44:34] -!- Loetmichel has quit [Disconnected by services]
[13:44:43] Cylly is now known as Loetmichel
[13:45:00] <emcPT> Yes, I know when the drives are ready to work, like enabled
[13:45:27] <Jymmm> emcPT: It has a seperate wire for this?
[13:45:36] <emcPT> Yes
[13:45:53] <Jymmm> emcPT: What voltage/signalling does it use?
[13:45:56] <emcPT> 5
[13:46:23] <emcPT> If your thinking is to connect to the estop
[13:46:28] <Jymmm> +5VDC = READY, 0VDC NOT_READY ???
[13:46:34] <emcPT> Yes
[13:46:42] <emcPT> but I am able to invert it also
[13:47:20] <Jymmm> sure, hang on checking something...
[13:48:41] <Jymmm> You could hook that line to charge pump as more of a hardwired solution instead of in software
[13:50:53] <Jymmm> Well, I feel a REAL estop (safety relays) should stop everything to prevent any movement/hazard at the push of the BIG RED BUTTON. The pseudo-e-stop is up to you.
[13:50:53] <emcPT> I think that the 7i77 does not use a charge pump
[13:51:41] <emcPT> I will see the posibilitys
[13:51:46] <emcPT> Thank you.
[13:53:04] <Jymmm> emcPT: You have a 5i25 too?
[13:53:17] <emcPT> yes
[13:53:18] <R2E4> Power-on halui.machine.on <= hm2_5125.0.7i77.0.0.input-00
[13:53:31] <R2E4> does that work to turn on the machine?
[13:53:39] <emcPT> will try
[13:55:23] <R2E4> oops, forgot the net
[13:55:58] <R2E4> net power-on halui.machine.on <= hm2_5i25.0.7i77.0.0.output-03
[13:57:07] <Jymmm> emcPT: There is mention of charge pump in the 5i25 manual for use with G540, I'msure that could be adopted for use with the 7i77 instead.
[13:58:21] <R2E4> nope doesnt work
[14:01:22] <emcPT> Jymmm: The 5i25 does not have a charge pump (i think). It seams that only a watchdog is present
[14:01:37] <archivist> not a charge pump situation methinks anyway
[14:02:12] -!- Lathe_newbie| has quit [Remote host closed the connection]
[14:02:45] -!- Lathe_newbie [Lathe_newbie!~newbie@zux221-131-041.adsl.green.ch] has joined #linuxcnc
[14:03:20] <Jymmm> I see a watchdog timer, pcw_home might know better. I was just thinking the charge pump might be a simple solution is all.
[14:04:24] <emcPT> Ok thank you all. I must now think on possible solutions.
[14:05:08] -!- lbl [lbl!~lbl@185.15.72.254] has joined #linuxcnc
[14:06:22] <jdh> do the startup part in ladder so you can power up the drives but leave linuxcnc out of it until initialization is complete?
[14:06:49] -!- skunkworks has quit [Ping timeout: 272 seconds]
[14:07:00] -!- skunkworks [skunkworks!~skunkwork@68-115-41-210.static.eucl.wi.charter.com] has joined #linuxcnc
[14:08:36] <Jymmm> Disable PWR_ON till SERVO_READY signal is received?
[14:08:56] <emcPT> One particular problem with the analog set up is that the analog output from the 7i77 is not exacly zero, so it means that the motor will move a bit when linuxcnc is not in control
[14:09:42] <emcPT> so, if the drives are on, but power on is off, the drives move continuouslly
[14:09:53] <emcPT> slowlly, but they move.
[14:12:24] -!- dnaleromj [dnaleromj!~dnaleromj@64.20.30.66] has joined #linuxcnc
[14:12:38] -!- krusty_ar_ has quit [Read error: Connection reset by peer]
[14:15:09] <jthornton> can you zero the encoder count before enabling the drives?
[14:16:15] <Jymmm> jthornton: Where is the list of pins? It's not in the manual
[14:17:40] -!- krusty_ar has quit [Read error: Connection reset by peer]
[14:19:34] -!- krusty_ar has quit [Client Quit]
[14:20:24] <jthornton> while the config is running in a terminal do halcmd show pin > pins.txt
[14:20:39] <jthornton> the pins vary depending on the mode selected
[14:21:03] -!- FinboySlick [FinboySlick!~shark@74.117.40.10] has joined #linuxcnc
[14:21:13] <emcPT> I can. But that is also not a solution. Imagine that the homing is done, if I power off then I would be forced to home again as the machine will loose the sense of the world
[14:22:02] <skunkworks> emcPT, you should not have the drives enabled until linuxcnc is in control...
[14:22:06] <jthornton> power off what?
[14:22:24] -!- paideia has quit [Ping timeout: 252 seconds]
[14:22:56] <emcPT> skunkwork: 1) Linuxcnc is in control
[14:23:00] <archivist> skunkworks, his drives self seek before linuxcnc should attempt to control
[14:23:00] -!- Jeebiss [Jeebiss!~Jeebiss@107.195.21.146] has joined #linuxcnc
[14:23:12] <emcPT> correct
[14:23:13] <skunkworks> oh..
[14:23:21] <archivist> he needs to wait for drives ready
[14:23:25] <skunkworks> sure
[14:23:37] <emcPT> like "do not listen to the drives"
[14:23:42] <jthornton> do the drive only self seek when the enable is on?
[14:24:06] <jdh> there should be a zero offset to take care of that.
[14:24:33] <archivist> ac servo finding the phases
[14:24:46] -!- Tugge [Tugge!~tugge@a91-153-45-7.elisa-laajakaista.fi] has joined #linuxcnc
[14:24:52] <jthornton> emcPT, when do the drives do the self seek?
[14:25:26] -!- paideia [paideia!~paideia@201.153.54.77.rev.vodafone.pt] has joined #linuxcnc
[14:25:46] <emcPT> the problem are not offsets. It is the movement that the drives make for their on, like archivist is saying, and as the drives are enabled, linuxcnc, though the analog signal makes the drives go as fast as possible to the initial position (before the drives started to
[14:25:50] <emcPT> initialize)
[14:25:58] <archivist> at power on or at enable ?
[14:26:04] <jthornton> ??
[14:26:16] <emcPT> This results in a big, unprofessional noise as all the axis move.
[14:26:26] <jthornton> yes we know that
[14:26:38] <jthornton> when does the drive do the self seek?
[14:27:08] <emcPT> jthornton: The drives auto seek in the first enable, that is the first time that I press power on (the button next to estop)
[14:27:43] <emcPT> After the drives are enable, I can freely power on/off as the drives do not move anymore for them selfs
[14:27:56] -!- kjoller has quit [Quit: Nettalk6 - www.ntalk.de]
[14:28:27] <jthornton> can you have a manual enable before you start LinuxCNC so the drives are on but not enabled when LinuxCNC starts up
[14:28:57] <Jymmm> jthornton: then the drives will "wobble" untill under emc control
[14:29:17] <cradek> if the encoders are hooked to linuxcnc correctly, at machine-on time the command equals the feedback position that it has been reading all along
[14:29:45] <Jymmm> But this doesn't sound any different than waiting to a spindle to get up to speed, or a coolant pump flowing at full capacity, does it?
[14:30:49] <emcPT> cradek: The encoders are correct. The issue is that the machinve moves without emc asks for it, because the drives are self tuning, and not listening to the comanded position from emc
[14:31:15] <emcPT> only after it looks for it, and a large movement is made. After that the machine is perfect.
[14:31:45] <cradek> oh these are ac servos that have to wiggle themselves to get oriented?
[14:31:51] <Jymmm> jthornton: cradek is there a hal STANDBY pin?
[14:31:51] -!- cpresser [cpresser!~cpresser@rstenpresser.de] has joined #linuxcnc
[14:33:03] <cradek> (I really dislike that behavior) but you could have them do their wiggle when coming out of estop - see demo-sim-cl for hooking ladder into that coming-out-of-estop loopback
[14:33:06] -!- mseidl [mseidl!mseidl@nat/suse/x-bkczcdkqoepjbmez] has parted #linuxcnc
[14:33:29] <cradek> then by the time you do "machine on" they won't be wiggling anymore
[14:34:40] <emcPT> cradek: Correct, but if the drives are initialized and the analog signal is arround zero, but not zero (this is without emc control), they will move slowlly, but continuous.
[14:34:55] <emcPT> so, a larger problem than the movement that I am having now
[14:34:59] <Jymmm> cradek: They will still "wobble" until POWER ON
[14:35:12] <cradek> yes they will creep if enabled but not under pid control
[14:35:33] -!- `Nerobro has quit [Remote host closed the connection]
[14:35:43] <cradek> there is no loopback for machine-on, though
[14:35:50] -!- `Nerobro [`Nerobro!fwuser@globalcom.global-com.com] has joined #linuxcnc
[14:36:27] <cradek> in your ladder you could have a timeout: have the machine estop itself again, if the user doesn't turn machine-on in a reasonable time
[14:36:30] <Jymmm> cradek: He has a SERVO_READY signal he can use, just needs some way to place EMC POWERED_ON, butt in STANDBY_ until this signal is enabled.
[14:36:44] <Jymmm> but*
[14:36:44] <cradek> you can set the creep to be minimal (and you should)
[14:36:51] <cradek> Jymmm: I totally understand the problem, thanks
[14:37:13] <Jymmm> cradek: Ok, so is there a STANDBY pin?
[14:37:14] <cradek> there is no loopback for machine-on so there's no place to easily stick that
[14:37:34] <Jymmm> or PAUSE/HALT etc
[14:37:50] <cradek> there IS for coming out of estop (some machines sequence up lots of things then)
[14:39:06] <cradek> you might think you could disable pid until it's done wiggling, but that is a mistake, because when it's done wiggling it will have moved, and you'll get a position jump and servo faults when you reenable it.
[14:39:06] <Jymmm> So MACHINE_ON, they do there self tuning, then ESTOP_DISABLE ?
[14:39:12] <Jymmm> their*
[14:39:13] <cradek> no!
[14:39:27] <cradek> you must do the wiggle before machine-on
[14:39:38] <emcPT> I am understanding
[14:40:03] <emcPT> The timmer could be a solution.
[14:40:26] <cradek> emcPT: compared to the wiggle, I doubt a few seconds of creep would hurt anything, but I do think you should limit it with time
[14:40:43] <Jymmm> Maybe, but random physical movement under no control is a BAD THING imo
[14:41:04] <cradek> yes, I agree a servo system that gives unwanted motion is a bad design. but that's what some of them do.
[14:41:46] <Jymmm> Do the 5i25/7i77 have a charge pump he could hook into somehow?
[14:42:08] <cradek> I don't understand what you mean
[14:42:37] <emcPT> Currently the machine is safe as no movement, exept the initial wiggle (that is small, maybe 2mm max), occurs. The worst is the jump that they do as soon the drive accepts the analog
[14:42:39] <emcPT> signal
[14:42:39] -!- FreezingCold has quit [Ping timeout: 260 seconds]
[14:42:50] <emcPT> Maybe I will keep it as it is
[14:42:59] <cradek> position jump is really bad
[14:43:40] -!- FreezingCold [FreezingCold!~FreezingC@205.211.50.163] has joined #linuxcnc
[14:43:44] <cradek> if it doesn't immediately fault on a 2mm jump, you've got your ferrors set way way too high for safety
[14:44:19] <cradek> ferror limit in software and probably also current limit in the amps
[14:45:32] <emcPT> yes they are big ...
[14:45:41] <cradek> that's bad bad bad
[14:46:05] <emcPT> I know, that is why I am asking for help ...
[14:46:24] <Jymmm> It sound like the only solution is to incorporate the SERVO_READY signal into the estop chain to prevent form coming out of estop until SERVO_READY is enabled. Does that sound right?
[14:46:26] <cradek> my advice fixes all of it except the creep, which you can control
[14:46:51] -!- paideia has quit [Ping timeout: 260 seconds]
[14:47:09] <emcPT> the creep is the movement with the pid disconected, correct?
[14:47:12] <cradek> Jymmm: yes, that's right, there's an estop-reset loopback for that reason
[14:47:46] <cradek> emcPT: yeah, and you can set your offset knobs to minimize it, and also do the estop-reset timeout
[14:47:59] <cradek> I bet it will be very small compared to the 2mm wiggle
[14:48:19] <Jymmm> cradek: Sounds like a shitty but doable solution.
[14:48:58] <cradek> yes, but IMO the shitty is all in the gives-unwanted-motion servo amps
[14:49:06] <emcPT> "offset knobs"? On the 7i77, they do not exist
[14:49:11] <emcPT> I think
[14:49:20] -!- paideia [paideia!~paideia@201.153.54.77.rev.vodafone.pt] has joined #linuxcnc
[14:49:22] <cradek> surely the amps have offset knobs if they're velocity mode
[14:49:37] <emcPT> no
[14:49:46] <emcPT> that I have sure
[14:49:54] <Jymmm> cradek: well, self-tuning doens't sound like an unreasonable functionality of them.
[14:51:09] <Jymmm> Around here it seems PID is a four letter word =)
[14:51:40] <JT-Shop> could you block the encoder and do the post in ladder?
[14:52:28] <JT-Shop> and as an axis becomes ready disable it
[14:53:22] <Jymmm> How does ec handle when you have to wait for a spindle to get up to speed before proceeding?
[14:53:27] <JT-Shop> and reconnect the encoder count to axis.N.motor-pos-fb
[14:53:52] <R2E4> woohoo! 7i84 on the way
[14:53:54] <cradek> JT-Shop: then you'll get a position jump, which is the whole thing he's trying to eliminate
[14:54:10] -!- paideia has quit [Ping timeout: 245 seconds]
[14:54:30] <emcPT> cradek: Correct
[14:54:34] <JT-Shop> what was I thinking?
[14:54:45] <Jymmm> JT-Shop: Hamburgers
[14:54:56] <emcPT> It is always hard to see others problems
[14:55:39] <cradek> JT-Shop: heh - above, I wrote "you might think ... but that would be a mistake ..."
[14:56:21] <JT-Shop> there is an encoder reset
[14:56:47] <JT-Shop> so if you do the post then reset the encoder that could work
[14:57:12] <archivist> hold it reset till drives ready
[14:57:38] <emcPT> archivist: motors move ...
[14:58:03] <cradek> I don't know what this encoder reset is
[14:58:08] <emcPT> JT-Shop: Then each time power on is pressed, machine will loose its position and a homing is needed
[14:58:31] <emcPT> Currently I only need to home once per session
[14:58:38] <archivist> are suggesting holding the encoder counter at zero so no command to move it
[14:58:39] <Jymmm> emcPT: what drives are these?
[14:58:51] <emcPT> Granite Devices
[14:58:56] <emcPT> VSD
[14:58:56] <Jymmm> emcPT: PN ?
[14:59:00] <cradek> but that's not even possible is it?
[14:59:11] <emcPT> PN?
[14:59:17] <emcPT> what is it?
[14:59:18] <archivist> part number
[14:59:31] <emcPT> VSD
[14:59:37] <Jymmm> k
[14:59:40] <cradek> with my suggested setup, position is not ever lost, even during the wiggle
[15:00:19] <Jymmm> emcPT: XE or E ?
[15:00:24] <emcPT> E
[15:00:24] <JT-Shop> hm2_5i25.0.encoder.00.reset
[15:00:32] <JT-Shop> resets the encoder count to 0
[15:00:34] <emcPT> it is the same as XE, but for lower amps
[15:01:30] <cradek> JT-Shop: wild. I don't know when you'd ever want to use that...
[15:01:41] <Jymmm> There is a START_HOMING, SERVO_READY, HOMING_STATUS signals
[15:01:51] <Jymmm> http://granitedevices.com/assets/images/prods/vsdeIO.png
[15:02:19] <Jymmm> and a DISABLE TOO
[15:02:29] <cradek> oh hey, you could home upon estop-reset, and when it's done homing, DISABLE the amp again until machine-on
[15:02:36] <emcPT> Start homing is not usable in velocity mode
[15:02:37] <cradek> that is a perfect solution
[15:02:42] <emcPT> Servo ready I am using
[15:02:47] -!- terabyte- has quit [Quit: terabyte-]
[15:02:47] <emcPT> Disable I am using
[15:03:09] -!- paideia [paideia!~paideia@201.153.54.77.rev.vodafone.pt] has joined #linuxcnc
[15:03:32] <Jymmm> emcPT: they wobble even when using DISABLE ?
[15:03:49] asheppard is now known as sheppard
[15:04:12] <emcPT> I think no. No movement in disable mode
[15:04:17] <emcPT> Almost sure
[15:04:22] <emcPT> Yes I am sure
[15:05:30] <Jymmm> So, could you wire DISABLE to EMC till MACHINE_ON ?
[15:05:37] <emcPT> Currently I am using the disable line conected to power on off linuxcnc
[15:06:05] <emcPT> But at first enable, the drives will move for initialize
[15:06:06] <Jymmm> emcPT: but it jumps to find position upon MACHINE_ON ?
[15:06:30] <emcPT> After the initialize, yes, the jump occurs. After that I have the perfet machine.
[15:06:32] <cradek> emcPT: did you see what I said? upon estop-reset you could do the wiggle and when it's done, disable the amps again until machine-on
[15:07:25] <emcPT> Sorry I read it before, but did not understood correcly...
[15:07:31] <emcPT> A moment, please
[15:07:50] <emcPT> THAT sounds perfect!
[15:08:10] <cradek> yes there's no reason to leave them enabled
[15:08:30] <Jymmm> Does DISABLE include the intitializing sequence or ignore it?
[15:09:33] <emcPT> As the drives only need to do the initialization thing once (if the power is not disconected), the disable only prevents movements (like ignore the analog input)
[15:09:56] <emcPT> Enable/disable is the same signal, this is, it is enable or disable
[15:10:15] <Jymmm> emcPT: If DISABLE is active, will they still do their initialization thing?
[15:11:07] -!- dnaleromj has quit [Quit: Computer has gone to sleep.]
[15:12:01] <emcPT> no, if they did enable once (if they initialized once in the session)
[15:12:21] -!- dnaleromj [dnaleromj!~dnaleromj@64.20.30.66] has joined #linuxcnc
[15:12:58] -!- md-2 has quit [Remote host closed the connection]
[15:13:01] <emcPT> craked: If fails if the user presses estop-reset then (without wait) the power on
[15:13:10] <emcPT> as normally I do.
[15:13:27] -!- paideia has quit [Ping timeout: 260 seconds]
[15:14:13] -!- automata has quit [Ping timeout: 265 seconds]
[15:14:39] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[15:15:06] <Jymmm> Is this of any significance???
[15:15:10] <Jymmm> Delaying power-up
[15:15:10] <Jymmm> If necessary, drive motor control start-up can be delayed by driving logic 1 value to user configured disable input while power supplies are switched on. Drive begins motor initialization after disable input value is released to logic 0. Disable input must stay low during whole initialization process (i.e. while blue led not constantly on). If drive gets interrupted by disable signal during initialization process, an initialization fault co
[15:15:10] <Jymmm> ndition will occur. Init fault can be cleared only by power cycling.
[15:17:25] md2 is now known as Guest28701
[15:17:41] -!- md-2 has quit [Ping timeout: 252 seconds]
[15:17:56] <emcPT> I do not think so
[15:18:07] <Jymmm> Hmmm... Disable drive: If this input has logic value 1, drive will disable motor control and let motor free-wheel.
[15:18:14] -!- maximilian_h has quit [Ping timeout: 252 seconds]
[15:19:41] <emcPT> In my system the motors do not free wheel as there are no gravitation forces. So having them disable is ok for a stand by mode.
[15:20:02] <Jymmm> Ok, just wanted to mention it at least.
[15:20:04] -!- psha[work] has quit [Quit: Lost terminal]
[15:24:22] <Jymmm> emcPT: Well, if you can't get it to work for CNC, you can always use them for frig or LED control, LOL
http://granitedevices.com/wiki/VSD-E_and_VSD-XE
[15:25:09] <Jymmm> emcPT:
http://granitedevices.com/wiki/VSD-E_and_VSD-XE#Other_uses
[15:26:48] -!- paideia [paideia!~paideia@11.220.189.46.rev.vodafone.pt] has joined #linuxcnc
[15:39:27] <Jymmm> emcPT: Maybe you could ask what they did...
http://www.cnczone.com/forums/granite_devices/139279-homing_hard_stop_problems.html
[15:47:16] <R2E4> How do you add a signal to a contact in classic ladder? Been reading the docs but I cant seem to wrap head around this concept.
[15:48:41] <R2E4> re: I have a run with a N/O contact and a coil. I want to add input for contact and i want halui.machine.on as the coil.
[15:49:59] <R2E4> The docs get you through to adding the rungs, contacts and coils but does nto show how to add signals to them.
[15:50:08] <R2E4> Using the gui
[15:55:26] <JT-Shop> http://www.gnipsel.com/linuxcnc/examples/cl-turret.zip
[15:55:29] <JT-Shop> an example
[15:58:38] -!- einar_ [einar_!~einar@108.90-149-34.nextgentel.com] has joined #linuxcnc
[15:59:35] -!- kwallace has quit [Ping timeout: 245 seconds]
[16:01:41] -!- mle has quit [Ping timeout: 248 seconds]
[16:02:25] -!- dnaleromj has quit [Quit: Computer has gone to sleep.]
[16:05:06] <cradek> R2E4: you hook them up in your hal file
[16:05:24] <cradek> R2E4: I suggest you use axis.N.amp-enable-out instead of halui.machine.on
[16:15:19] <R2E4> To turn on the machine?
[16:15:38] <cradek> yeah that's the machine-on output
[16:16:37] <R2E4> ok, so you cannopt connect signals in the gui? you have to edit hal file to do that?
[16:17:32] <R2E4> I mean when you add contact to a rung, you have to edit hal file to connect a signal to that contact.
[16:18:09] -!- syyl_ws [syyl_ws!~sg@p4FD134C0.dip0.t-ipconnect.de] has joined #linuxcnc
[16:18:23] <cradek> yes, classicladder is just another hal component. you hook up its ins and outs like any other.
[16:19:21] -!- DennisL has quit [Quit: This computer has gone to sleep]
[16:23:07] <R2E4> so classicladder.0.in-00 would be %I0 in the gui?
[16:25:22] -!- maximilian_h [maximilian_h!~bonsai@130.255.104.21] has joined #linuxcnc
[16:25:24] <cradek> yes
[16:27:12] -!- pingufan has quit [Quit: Konversation terminated!]
[16:27:26] <R2E4> cool, thanks
[16:28:15] -!- lbl has quit [Quit: lbl]
[16:28:51] <cradek> hm, I can't figure out how to run demo_sim_cl anymore in master
[16:29:32] <cradek> oh hm, found it under parport
[16:30:01] -!- maximilian_h has quit [Client Quit]
[16:30:14] -!- mozmck has quit [Read error: Connection reset by peer]
[16:31:28] <emcPT> To those that we envolved in the discussion, we made a component to manage the issue. It is currently under testing, but it basically works like cradek sugestion.
[16:31:45] <cradek> yay
[16:32:39] <emcPT> The worst case is when the user presses the power on right after of estop, in this case the machine fails due to a ferror, that now we are using much smaller
[16:33:30] <emcPT> I think I cannot prevent the user from pressing the power on, or I do not have control over the power on (like disabel the button until a condition is meet)
[16:33:31] <cradek> you should use the estop loopback to disallow machine-on until it's ready
[16:34:00] <emcPT> will try to understand it
[16:34:03] <emcPT> thanks
[16:35:44] -!- mozmck [mozmck!~moses@client-67.210.159.209.dfwtx.partnershipbroadband.com] has joined #linuxcnc
[16:37:59] -!- zzolo has quit [Quit: zzolo]
[16:38:15] <R2E4> In ladder logic, when an N/O contact is closed then the output on the rung is energized, and when you open the contact the output de-energizes. Is this not how it works?
[16:39:17] <R2E4> I got it to turn on but my expected behaviour when I opne the contact back up, the output should reverse.
[16:39:53] <R2E4> But its not doing it. I have a feeling what I will have to reverse the order and use an off component. correct?
[16:42:43] -!- Jeebiss has quit [Ping timeout: 272 seconds]
[16:45:02] <cradek> I don't understand your question
[16:45:12] <cradek> perhaps a screenshot of your ladder would help
[16:45:34] <R2E4> just a N/O contact with an output.
[16:46:01] <cradek> you mean like ---| |------( )---
[16:46:04] <R2E4> While the N/O is closed I want the output to be on until the input is opened again.
[16:46:10] <R2E4> yes
[16:46:21] <cradek> yes then the output will follow the input
[16:47:23] <R2E4> unless.... it is halui.machine.on, I know you told me not to use that but I am learning and haven't figured out axis.N.amp-enable-out
[16:47:56] <cradek> well it doesn't matter what it's hooked to, if that signal is changing
[16:48:05] <cradek> you are doing something wrong but I can't tell what it is :-)
[16:48:16] <R2E4> hehe
[16:48:27] <R2E4> I kind of figured that.....
[16:48:36] <cradek> perhaps you have ---|^|-------( )--- which means activate on rising edge
[16:48:50] <cradek> or perhaps you have ---| |-------(S)---
[16:49:24] <cradek> I'm out of guesses
[16:49:33] <R2E4> --| |------------( )
[16:49:55] <cradek> does the --| |-- part go blue and not blue when you change the input signal?
[16:50:06] <R2E4> The rung is turning pink when I close the contact. Normal?
[16:50:11] <cradek> er pink
[16:50:18] <cradek> so yes
[16:50:31] <R2E4> The whole rung turns pink
[16:50:34] <cradek> so where are you seeing a problem?
[16:50:47] <R2E4> its not turning off.
[16:50:50] <cradek> what isn't
[16:50:55] <R2E4> The machine
[16:51:07] <R2E4> the on/off button in the gui
[16:51:08] <cradek> the pink line, or the hal pin, or what
[16:52:14] -!- zzolo has quit [Quit: zzolo]
[16:53:06] <R2E4> The on/off button changes to the on in the gui when I hit the input, but when I release the input it stays on.
[16:58:59] <cradek> I suspect this isn't going to be a problem with your ladder output not working (and you should check it with halmeter) but something about the way you've got things wired up. Use halmeter and friends to narrow down the problem.
[17:03:59] -!- uw [uw!~uw@unaffiliated/uw] has joined #linuxcnc
[17:04:23] -!- DennisL has quit [Ping timeout: 252 seconds]
[17:07:49] -!- FreezingCold has quit [Ping timeout: 248 seconds]
[17:10:54] <R2E4> OK, its only two lines
[17:11:15] <R2E4> net power-1-in hm2_5i25.0.7i77.0.0.input-00 classicladder.0.in-00
[17:11:26] <R2E4> net power-1-out halui.machine.on classicladder.0.out-00
[17:13:46] <pcw_home> does power-1-in change as expected
[17:13:54] <pcw_home> ?
[17:14:59] <R2E4> I am checking, but the output turns on si I would assume it does, problem is when I release input, output doesnt turn off
[17:15:14] <cradek> halui turns machine on when it gets a rising edge
[17:16:20] <cradek> I don't understand the big picture of what you are trying to do
[17:16:24] <R2E4> power-1-out turns off, but machine does not
[17:16:33] <cradek> I can see you misunderstand how those halui inputs work
[17:16:43] <cradek> but what is the big picture? the problem you are trying to solve here?
[17:17:32] <R2E4> I have a external circuit with latching relay, when the relay is on in0 I want the machine to turn on, when the input opens I want the machine to turn off.
[17:19:01] <cradek> what does the state of the external circuit tell you? what runs this relay?
[17:19:30] -!- automata [automata!~Amit@triband-mum-59.182.156.81.mtnl.net.in] has joined #linuxcnc
[17:19:36] <R2E4> pushbutton on my control panel, latches external relay, an off pushbutton unlatches it
[17:20:29] <cradek> you do not need an external relay for that function. hook the on button to halui.machine.on; hook the off button to halui.machine.off
[17:20:44] <cradek> that is how halui is meant to work
[17:21:33] <R2E4> ok, so I had it right just didnt know how the halui.machine.on /off worked. So it needs rising edge t turn off also.
[17:22:13] -!- amiri_ has quit [Read error: Connection reset by peer]
[17:22:29] <cradek> sure but you're making it very complex for no advantage I can see
[17:22:43] <R2E4> I just purchased an 7i84, so I/O is not a problem but, my way takes 1 input.
[17:23:09] <cradek> and a relay and a power supply for the relay
[17:23:17] <R2E4> I was just trying to cut down on I/O, but now I do not need to but, it is also a learning experience.
[17:24:31] <cradek> but sure you could do it in ladder. you'd trigger on rising and falling edges of your relay signal, and turn (for one direction) halui.machine.on ON until you see the halui.machine.is-on feedback, then turn it back off. same for the other direction.
[17:25:10] <cradek> that is the fully correct solution, because halui is not realtime so you have to wait for it to see and respond to your input signals
[17:25:11] <R2E4> yes, but I allready have that on my panel I am building. I also wanted extra contacts that symbolizes power on for other logic.
http://irmtl.com/LinuxCNC/VM40/vm40panel.JPG bottom right is the relay logic
[17:25:14] -!- moonlite has quit [Quit: moonlite]
[17:25:14] -!- jnaour has quit [Remote host closed the connection]
[17:26:53] <R2E4> ah ok... I can do it with the pushbuttons directly. HAve an out put follow, so I can turn on the external relays.
[17:27:07] <cradek> yeah either way
[17:29:08] -!- IchGuckLive [IchGuckLive!~chatzilla@95-89-97-51-dynip.superkabel.de] has joined #linuxcnc
[17:29:12] <IchGuckLive> hi all B)
[17:29:31] <Deejay> hi IchGuckLive
[17:29:52] <IchGuckLive> ;-)
[17:30:40] <R2E4> pcw_home: Is there an issue with using a 10ft db25 cable for 5i25 to 7i77?
[17:31:22] <IchGuckLive> R2E4: 10ft is ok but the speed is on6ft
[17:31:41] <IchGuckLive> i tryed 15 feet on my steppers
[17:32:01] <R2E4> thats step and dir, I am using servos
[17:32:28] <pcw_home> Normally no but watch out for ground loops
[17:32:28] <IchGuckLive> therfor the hint is the sign quality
[17:33:03] <R2E4> Powered from same source, so ground loop should not be an issue.
[17:33:22] <R2E4> Grounded same star ground theoretically
[17:33:26] <pcw_home> ground loops are always a problem...
[17:33:57] <R2E4> Gnds in the same machine?
[17:34:50] <pcw_home> the problem comes from servo and spindle drives mainly
[17:34:51] <pcw_home> (especially if the drive does not have differential analog inputs)
[17:35:27] <R2E4> IF I use the same ground connection as the drives, should be ok.
[17:35:45] <pcw_home> Nothing is GND at 10 MHz
[17:35:56] <R2E4> haha, I'm pretty far from there, I am having trouble turning on the machine with an input....lol
[17:36:48] -!- z0z_ [z0z_!~z00z@93-173-40-115.bb.netvision.net.il] has joined #linuxcnc
[17:37:11] -!- z0z_ [z0z_!~z00z@93-173-40-115.bb.netvision.net.il] has parted #linuxcnc
[17:37:37] <pcw_home> Servo and spindle drives generate high voltage square waves
[17:37:38] <pcw_home> into a large capacitance to ground (motor winding/GND capacitance)
[17:38:14] <R2E4> ah!
[17:38:32] <R2E4> Filters help?
[17:38:34] <pcw_home> this causes high frequency noise spikes on the "GND" of the drives
[17:40:03] <pcw_home> these noise spikes can travel down the DB25 cable and if of enough magnitude can trigger errors
[17:40:05] <pcw_home> the longer the DB25 cable, the higher the likelihood of this happening
[17:40:36] <R2E4> ok, I can use existing cable then....
[17:41:45] <pcw_home> there are things to do if you have this problem. the way to think of gnd noise is all gnd is just a big inductor
[17:41:46] <pcw_home> so you want more turns on the noise source and less turns on the critical sections
[17:43:02] -!- FreezingCold [FreezingCold!~FreezingC@205.211.52.163] has joined #linuxcnc
[17:44:02] <archivist> or hide a problem in a screened box, may need more than one box
[17:45:23] <pcw_home> I'm not saying you will have these problems with a 10 foot cable, just that your margins
[17:45:25] <pcw_home> get lower so some remediation may be needed (usually common mode chokes in a few critical locations)
[17:45:26] <pcw_home> or if really severe, a 7I77ISOL which galvanically isolates the 7I77 from the PC
[17:46:22] -!- lbl [lbl!~lbl@static-5-103-134-56.seas-nve.net] has joined #linuxcnc
[17:49:22] -!- FreezingCold has quit [Ping timeout: 265 seconds]
[17:49:47] -!- dway has quit [Quit: NOOOOOOooooooooo……]
[17:51:46] <R2E4> Thanks, I will keep an eye out..... or scope out.....
[18:04:40] -!- Guest28701 has quit [Quit: Leaving...]
[18:06:47] -!- adb_ [adb_!~IonMoldom@2a02:1205:501f:e540:baac:6fff:fe67:305f] has joined #linuxcnc
[18:07:46] -!- WalterN has quit [Ping timeout: 246 seconds]
[18:11:49] -!- KimK has quit [Ping timeout: 248 seconds]
[18:11:54] -!- WalterN [WalterN!~tiwake@66-191-20-168.dhcp.lncy.or.charter.com] has joined #linuxcnc
[18:13:10] -!- KimK [KimK!~Kim__@ip24-255-223-153.ks.ks.cox.net] has joined #linuxcnc
[18:13:21] -!- FreezingCold [FreezingCold!~FreezingC@205.211.50.163] has joined #linuxcnc
[18:23:17] -!- malcom2073 [malcom2073!~quassel@unaffiliated/malcom2073] has joined #linuxcnc
[18:23:54] -!- skorasaurus has quit [Ping timeout: 276 seconds]
[18:27:11] -!- paideia has quit [Quit: Leaving]
[18:27:18] -!- balestrino [balestrino!balestrino@host84-200-dynamic.42-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:29:07] -!- emcPT has quit [Ping timeout: 272 seconds]
[18:33:03] -!- motioncontrol [motioncontrol!~io@host239-26-dynamic.35-79-r.retail.telecomitalia.it] has joined #linuxcnc
[18:33:28] -!- motioncontrol has quit [Client Quit]
[18:39:33] -!- FreezingCold has quit [Ping timeout: 248 seconds]
[18:44:40] -!- Demiurge has quit [Remote host closed the connection]
[18:49:27] -!- syyl_ws has quit [Quit: Verlassend]
[18:49:58] <R2E4> I am trying to get rising edge of input to turn on Halui output and the trailing edge of same input to turn off halui output. Is this possible?
[18:52:54] <skunkworks> umm.. wouldn't that work as is?
[18:53:08] <skunkworks> or different inputs?
[18:54:27] <IchGuckLive> R2E4: toggle on both ege
[18:55:06] <IchGuckLive> R2E4: what is the main goal you want to reatch on this act
[18:56:44] <IchGuckLive> whaow a hard night on the channel as i read the logs lots of new people
[18:57:17] <IchGuckLive> Night as europ Timezone
[18:57:38] <R2E4> What I was discussing with cradeearlier. one input to turn on machine, when that input goes false turn it off.
[18:58:19] <IchGuckLive> halui.mashine_off halui.mashine-on
[18:58:35] <R2E4> I cant use same input for rising and trailing.
[18:59:02] -!- PCW [PCW!~chatzilla@99.88.10.65] has joined #linuxcnc
[18:59:05] <IchGuckLive> net extmashineon input halui.mashine-on
[18:59:27] <IchGuckLive> then use input-not to get it off
[18:59:32] <R2E4> oh wait, assign same ladder designation one to rising and one to trailing?
[18:59:34] -!- ekolojik [ekolojik!~niyazi@88.253.218.212] has joined #linuxcnc
[18:59:34] -!- ekolojik has quit [Changing host]
[18:59:34] -!- ekolojik [ekolojik!~niyazi@unaffiliated/ekolojik] has joined #linuxcnc
[18:59:37] <IchGuckLive> or the other way
[19:01:29] <IchGuckLive> net extmashineon input halui.mashine-on
[19:01:30] <IchGuckLive> net extmashineoff input-not halui.mashine-off
[19:02:14] <R2E4> I was trying it in classicladder.
[19:03:32] <IchGuckLive> then use a logic gate
[19:04:54] <R2E4> I'll try it hal version
[19:05:13] <IchGuckLive> R2E4: do you got a pin that controls your F2 motion.enable
[19:05:57] <R2E4> HAven't got there yet
[19:06:34] <IchGuckLive> if you never have worked near SPS stay Halui ;-)
[19:06:48] <Tom_itx> mmm busy morning here
[19:07:06] <IchGuckLive> Tom_itx: i got also impressed by the logs
[19:11:05] <IchGuckLive> ok im off BYE
[19:11:08] -!- IchGuckLive has quit [Quit: ChatZilla 0.9.87 [Firefox 20.0/20130329043827]]
[19:12:43] -!- balestrino has quit [Ping timeout: 272 seconds]
[19:13:32] -!- maximilian_h [maximilian_h!~bonsai@p549DE5C2.dip0.t-ipconnect.de] has joined #linuxcnc
[19:14:14] <jthornton> R2E4, you get ladder sorted out?
[19:14:39] <Tom_itx> is ladder more efficient code wise than halui?
[19:16:04] -!- masung has quit [Quit: Konversation terminated!]
[19:18:08] <R2E4> no
[19:18:20] <R2E4> hehe, still working on it.
[19:20:24] <R2E4> I have it working in hal file.
[19:21:13] <R2E4> I wanted to try it in ladder, but couldnt figure out the logic. The halui outouts is not working like regular outputs.
[19:21:57] <R2E4> In the hal, turned it on with input and turned it off with notput....
[19:23:21] -!- anera [anera!~anera@8.12.28.99] has joined #linuxcnc
[19:23:29] <R2E4> I'm getting there slowly....
[19:24:03] <cradek> http://timeguy.com/cradek-files/emc/ladder-powerrelay.png
[19:24:17] <cradek> here is how I added that to demo_sim_cl
[19:24:44] -!- Jeebiss [Jeebiss!~Jeebiss@2602:306:bc31:5920:75af:d6db:f1aa:cf49] has joined #linuxcnc
[19:24:44] <cradek> of course it works badly when you turn machine-off using the gui, since your relay is now stuck in a state that doesn't reflect reality
[19:25:06] <cradek> this is why you should hook the two buttons to halui.machine.on and halui.machine.off directly, instead of having a latching circuit that can be latched in the wrong state
[19:25:31] <cradek> (since two pushbuttons don't maintain any state themselves)
[19:25:42] <cradek> other than that, this ladder works properly
[19:27:01] <R2E4> I have it with two lines in Hal file..... Thanks for doing that sim. I will study that. I tried something and it spit at me when I was trying to attach same output to different function
[19:28:22] <R2E4> You saying it could get out of sync? The actual latching relay being energized and in gui it thinks it is de-energized?
[19:28:31] -!- adb_ has quit [Remote host closed the connection]
[19:28:33] <cradek> yes exactly
[19:28:48] <cradek> not just in gui - I mean the real actual state of the machine
[19:30:13] -!- arvidkahl has quit [Quit: My MacBook Pro has gone to sleep. ZZZzzz…]
[19:31:12] <cradek> using a latching relay setup to just send edges to some edge-sensitive thing is a bad mixture
[19:31:45] <cradek> if you hooked the two buttons directly, you could use the gui button OR the hard buttons in any order, and everything would always agree and work
[19:31:47] <R2E4> ok, I thought it was pretty clever myself....lol
[19:33:01] <R2E4> so both N/O buttons, one on, one off, was turns on, one turns off and relay following machine on for my other external logic.
[19:33:49] <R2E4> I'll do that... Thanks, that really clears it up now....
[19:33:50] <cradek> yes just hook the buttons to halui.machine.on and halui.machine.off, and the relay to halui.machine.is-on
[19:34:38] <cradek> stateless controls allowing you to have multiple places from which to control is called "the emc way" whose name should be updated
[19:35:02] <cradek> you can do the same thing by using incremental encoders for feed override type controls
[19:37:00] <cradek> I didn't realize the way your scheme would fail (poke hard button on, poke gui to turn off) until I built the ladder and played with it
[19:37:11] <cradek> so all sorts of lessons to learn :-)
[19:37:31] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[19:38:18] -!- automata has quit [Quit: Leaving]
[19:40:33] <R2E4> I was running through the logic in my head to try and figure out where it would fail.
[19:40:54] <cradek> do you see it now?
[19:40:58] <R2E4> yeah
[19:41:22] <cradek> you don't need to turn it off in the gui. something like a ferror would do that too.
[19:41:39] <cradek> so you'd get a ferror, amps would disable, and your "on" button would be dead
[19:42:06] <cradek> you'd have to bogusly guess to push the "off" button, and then the "on" button would start working again
[19:42:14] <R2E4> The external relays would think the machine was on when the gui could be off, so the machine would be in a uncontrolable state depending on what the external relay contacts were doing.
[19:42:26] <cradek> yep
[19:42:43] <R2E4> gotcha
[19:44:10] <R2E4> On your diagram, whats EMC-E?
[19:45:30] <Tugge> Hi all. I might get some stepper motor with encoder and now I'm thinking to replace my normal steppers with these new ones. How hard it is to add motion feed back from steppers to linuxcnc?
[19:46:12] -!- motioncontrol [motioncontrol!~io@host239-26-dynamic.35-79-r.retail.telecomitalia.it] has joined #linuxcnc
[19:47:58] <R2E4> with the SIM build, you dont need the cards right? re: 5i25 and 7i77
[19:51:50] -!- terabyte- has quit [Quit: terabyte-]
[19:52:18] -!- terabyte- [terabyte-!~terabyte@c-76-18-21-170.hsd1.fl.comcast.net] has joined #linuxcnc
[20:01:44] <R2E4> While I am there, I might as well get the rest of the logic for the machine to be on and ready. When do the drives get enabled? When the machine gets turned on normally? And what do I do with the "Drives Ready" signal from the drives?
[20:02:27] <R2E4> Confirmed, 7i84 on its way today.
[20:13:15] -!- zzolo has quit [Read error: Connection reset by peer]
[20:13:58] -!- terabyte- has quit [Quit: terabyte-]
[20:21:19] <alex_joni> Jymmm: pong
[20:21:30] <Jymmm> hey
[20:22:33] <R2E4> That was a good game back in the day....
[20:23:39] -!- arvidkahl has quit [Ping timeout: 272 seconds]
[20:29:59] -!- Komzpa has quit [Ping timeout: 272 seconds]
[20:38:19] -!- cwmma has quit [Ping timeout: 272 seconds]
[20:38:19] cwmma_ is now known as cwmma
[20:40:21] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[20:42:27] -!- tjb1 has quit [Read error: Connection reset by peer]
[20:43:20] -!- copec has quit [Ping timeout: 245 seconds]
[20:44:02] -!- tjb1 [tjb1!~tjb1@cpe-67-252-67-92.stny.res.rr.com] has joined #linuxcnc
[20:47:43] -!- Komzpa has quit [Ping timeout: 272 seconds]
[20:49:17] -!- copec [copec!copec@schrodbox.unaen.org] has joined #linuxcnc
[20:49:17] -!- copec has quit [Excess Flood]
[20:50:17] -!- copec [copec!copec@schrodbox.unaen.org] has joined #linuxcnc
[20:54:54] -!- pingufan [pingufan!~rainer@goliath.hantsch.co.at] has joined #linuxcnc
[21:03:02] -!- andypugh [andypugh!~andy2@cpc14-basl11-2-0-cust436.20-1.cable.virginm.net] has joined #linuxcnc
[21:04:50] -!- jef79m [jef79m!~jef79m@124-168-151-14.dyn.iinet.net.au] has parted #linuxcnc
[21:05:25] -!- patrickarlt has quit [Read error: Connection reset by peer]
[21:08:29] -!- skunkworks has quit [Quit: Leaving]
[21:08:58] -!- odogono has quit [Quit: odogono]
[21:13:36] <andypugh> Caption competition: Yes actually I am single, how did you guess?
https://picasaweb.google.com/lh/photo/mlp3305ZycCOg_PHjw-2JdMTjNZETYmyPJy0liipFm0?feat=directlink
[21:13:40] -!- patrickarlt has quit [Read error: Connection reset by peer]
[21:19:09] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[21:21:24] -!- Komzzpa has quit [Read error: Operation timed out]
[21:23:45] -!- copec has quit [Quit: checkity check out.]
[21:29:09] -!- erasmo [erasmo!~erasmo@87.204.222.110] has joined #linuxcnc
[21:29:09] -!- erasmo has quit [Client Quit]
[21:32:42] -!- dnaleromj [dnaleromj!~dnaleromj@98.124.126.110] has joined #linuxcnc
[21:36:03] -!- motioncontrol has quit [Remote host closed the connection]
[21:37:13] -!- moonlite has quit [Quit: moonlite]
[21:38:36] -!- joe9 [joe9!~user@ip24-255-250-24.ks.ks.cox.net] has joined #linuxcnc
[21:43:37] -!- maximilian_h has quit [Quit: Leaving.]
[21:48:15] -!- patrickarlt has quit [Ping timeout: 272 seconds]
[22:03:15] <Tom_itx> andypugh are you aging the wood?
[22:04:18] <Tom_itx> the caption will be more appropriate when you get the lathe mounted
[22:04:45] -!- copec [copec!copec@schrodbox.unaen.org] has joined #linuxcnc
[22:05:25] <CaptHindsight> where are all those women engineers and scientists hiding?
[22:06:05] <cradek> andypugh: did you say that some new cars could start by just injecting and sparking the correct cylinder(s), determined by some kind of position sensor that knows the state of the engine even while stopped?
[22:06:44] <cradek> andypugh: someone has told me this, and I don't see how it can work because you would be unlikely to have any compression.
[22:07:19] <Tom_itx> if it were just past TDC it might
[22:08:15] <CaptHindsight> the cylinder would need to have fuel and air in it already waiting to be ignited
[22:08:29] <andypugh> Tom_itx: Yes, ammonia fuming
[22:08:38] <cradek> well we have computer-controlled injectors now...
[22:08:44] <Deejay> gn8
[22:08:51] <andypugh> cradek: Yes, that is how the 1916 Fire Engine is started.
[22:09:33] <cradek> I'm talking about modern cars that can start themselves without the usual starter motor
[22:09:46] -!- Deejay has quit [Quit: bye]
[22:10:04] <andypugh> cradek: Won't work for Diesel, and not for normal petrol fuel injection (which injects into the exhaust port). It might work for a direct-injection petrol engine. But it would have to have stopped in the right place, I think.
[22:10:15] <cradek> I'm aware of the crazy hit-the-shotgun-shell-primer-with-the-hammer stuff in some old engines...
[22:10:32] <cradek> oh ok, maybe this is not really a thing then
[22:10:38] <cradek> I wonder where I heard it - just assumed it was you
[22:10:47] <Tom_itx> there was a 68332 project to control an engine a few years back
[22:10:56] <mozmck> Some aircraft engines I've seen use compressed air through the supercharger... so no starter motor! :)
[22:11:06] <mozmck> seen as in seen on the web
[22:11:39] <cradek> slick
[22:12:05] <Tom_itx> cradek,
http://www.diy-efi.org/efi332/links.htm
[22:12:08] <mozmck> maybe you were thinking of a steam engine :) just open the steam valve and it starts
[22:12:09] <Tom_itx> that was it
[22:13:23] <Tom_itx> i've still got a pile of books leftover from playing with that chip
[22:13:44] <Tom_itx> like 9 or 10 just for the �C
[22:14:26] -!- cwmma has quit [Quit: cwmma]
[22:15:10] -!- Thetawaves [Thetawaves!~Thetawave@186-51-178-69.gci.net] has joined #linuxcnc
[22:15:17] <CaptHindsight> 68K's and multibus
[22:15:30] <uw> i still have my 68k
[22:15:46] <Tom_itx> i still have 3 of the 68332 boards
[22:16:27] <CaptHindsight> http://www.freescale.com/webapp/sps/site/prod_summary.jsp?code=MC68332 still on the Freescale site
[22:16:46] <uw> prolly like $20 a piece
[22:16:54] <Tom_itx> you could order different microcode masks for it
[22:17:11] <Tom_itx> i think the 'good' one was G
[22:17:23] <uw> wonder if anything nowadays uses PLCC package anymore
[22:17:37] <CaptHindsight> trying to see what geometry it was? 1-3um?
[22:19:38] <Tom_itx> 2 of these
http://www.robominds.com/ and 1 of these:
http://www.users.qwest.net/~kmaxon/page/side/controllers_137.htm
[22:20:50] -!- copec has quit [Ping timeout: 245 seconds]
[22:21:51] <uw> that second site...
[22:22:14] <uw> i dont know whats a farther step back in time, the boards or the site itself
[22:23:14] -!- FinboySlick has quit [Quit: Leaving.]
[22:23:17] -!- tom_o_t_ has quit [Quit: Leaving]
[22:24:17] -!- maximilian_h [maximilian_h!~bonsai@g228002085.adsl.alicedsl.de] has joined #linuxcnc
[22:26:09] <uw> however like many dated websites, the documentation is incredible compared to sites of today
[22:26:56] <uw> and wow the links to component datasheets are even uptodate
[22:28:33] -!- copec [copec!copec@schrodbox.unaen.org] has joined #linuxcnc
[22:28:49] <CaptHindsight> http://www.users.qwest.net/~kmaxon/page/photo_gallery10_137.htm
[22:29:35] <uw> indeed
[22:29:46] <uw> dont let the site fool you (like i was)
[22:29:55] <uw> this guy has done some shit
[22:31:01] <Jeebiss> Are steppers pulled from a printer good enough to make a basic cnc rig?
[22:31:14] <uw> how big of table?
[22:31:27] <uw> big = size + weight
[22:31:55] <CaptHindsight> Jeebiss: a few people here do that for routers up to ~ 1m x 1m
[22:32:12] <CaptHindsight> also depends on what size inkjet
[22:32:45] <CaptHindsight> small 12" epson or 48 x 96 Gand
[22:32:46] <Jeebiss> CaptHindsight: most likely just desktop inkjets
[22:33:10] <Tom_itx> uw, he's got some amazing stuff on that site
[22:33:22] <Jeebiss> i might be getting a pretty good deal on some 36 inch plotters that i could rob parts on
[22:33:28] <uw> Tom_itx, i cant believe some of this stuff
[22:33:36] <CaptHindsight> inkjets are non contact and just move a <0.5Kg carriage back and forth
[22:34:00] <CaptHindsight> the smaller ones are belt driven
[22:34:00] -!- dgarr [dgarr!~dgarrett@174-26-225-59.phnx.qwest.net] has joined #linuxcnc
[22:34:34] <CaptHindsight> so don't expect them to be big enough to handle much load
[22:34:51] <Tom_itx> uw, find his inventory of machine tools and test equipment
[22:36:16] <uw> does anybody know who he actually is?
[22:36:24] <Tom_itx> sorta
[22:36:25] <Tom_itx> yes
[22:36:34] <Tom_itx> Kenneth Maxon
[22:36:38] <Tom_itx> in the Seattle area
[22:37:04] <CaptHindsight> http://www.users.qwest.net/~kmaxon/page/side/other5_137.htm
[22:37:05] -!- zzolo has quit [Quit: zzolo]
[22:37:10] <Tom_itx> he stays busy
[22:38:40] <CaptHindsight> frequents Tustin, CA and Wichita and doesn't seem to travel outside the US except for Canada
[22:39:13] <uw> so random, but really probably one of my fav sites
[22:39:16] -!- ekolojik has quit [Quit: Konversation terminated!]
[22:39:24] <uw> thers another guy in germany who has a good one
[22:39:49] <uw> not what i expected either when looking at the site
[22:41:57] <Tom_itx> i bet his neighbors love him
http://www.users.qwest.net/~kmaxon/page/side/mill103_137.htm
[22:44:50] -!- Valen [Valen!~Valen@c122-108-37-1.blktn6.nsw.optusnet.com.au] has joined #linuxcnc
[22:49:28] -!- maximilian_h [maximilian_h!~bonsai@g228002085.adsl.alicedsl.de] has parted #linuxcnc
[22:50:14] -!- moonlite has quit [Quit: moonlite]
[22:50:36] -!- maximilian_h [maximilian_h!~bonsai@g228002085.adsl.alicedsl.de] has joined #linuxcnc
[22:54:28] -!- maximilian_h has quit [Client Quit]
[22:54:41] -!- maximilian_h [maximilian_h!~bonsai@g228002085.adsl.alicedsl.de] has joined #linuxcnc
[22:55:01] <uw> ugh i cant read this guys site anymore
[22:55:04] <uw> so depressing
[22:57:54] -!- chillly has quit [Quit: Leaving]
[23:00:14] -!- maximilian_h [maximilian_h!~bonsai@g228002085.adsl.alicedsl.de] has parted #linuxcnc
[23:00:40] <CaptHindsight> has anyone seen a cnc controlled caulk gun? Something like a heavy duty syringe pump only for high viscosity fluids.
[23:01:49] <CaptHindsight> fluids with viscosity of 90W oil or more
[23:02:30] -!- Jeebiss has quit [Ping timeout: 245 seconds]
[23:06:42] -!- Civil_ has quit [Quit: Page closed]
[23:07:41] -!- almccon has quit [Quit: Leaving.]
[23:09:42] <Tom_itx> solder paste
[23:10:09] <Tom_itx> actually more brazing paste
[23:10:21] <Tom_itx> for assembly of steel parts
[23:12:45] <CaptHindsight> http://www.martin-smt.de/en/dispense-technology/products/dotliner.html
[23:16:23] -!- maximilian_h [maximilian_h!~bonsai@g228002085.adsl.alicedsl.de] has joined #linuxcnc
[23:23:09] -!- ve7it has quit [Remote host closed the connection]
[23:24:17] -!- ve7it [ve7it!~LawrenceG@S01060014d19d0b68.pk.shawcable.net] has joined #linuxcnc
[23:25:39] -!- pingufan has quit [Quit: Konversation terminated!]
[23:26:56] -!- ve7it has quit [Remote host closed the connection]
[23:31:01] -!- maximilian_h has quit [Quit: Leaving.]
[23:32:31] -!- skorasaurus has quit [Quit: WeeChat 0.4.2]
[23:48:26] -!- printallthething [printallthething!~derethor@101.188.22.95.dynamic.jazztel.es] has joined #linuxcnc
[23:59:54] -!- patricka_ has quit [Remote host closed the connection]
{kind=link}
{kind=link}
{kind=link}
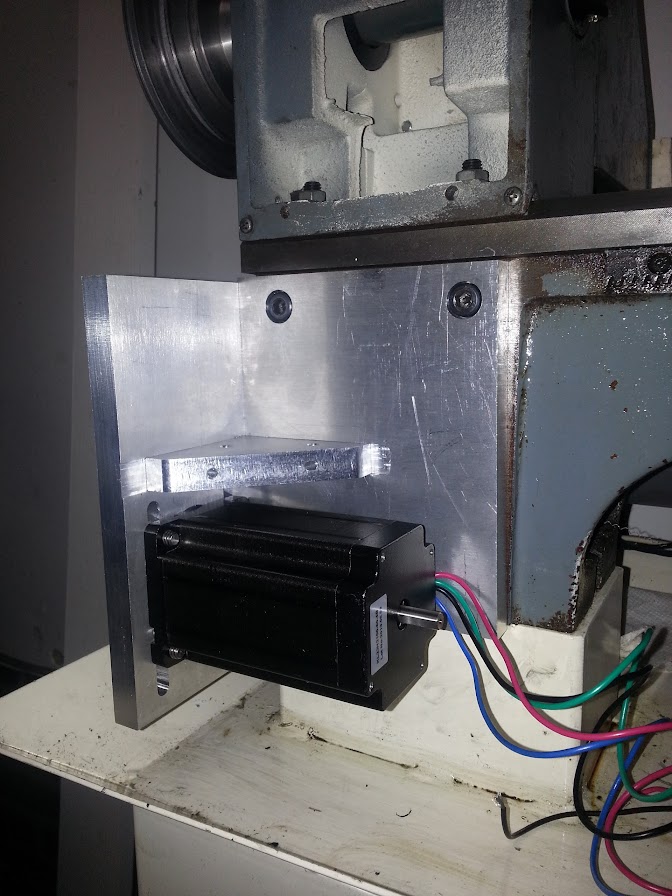{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
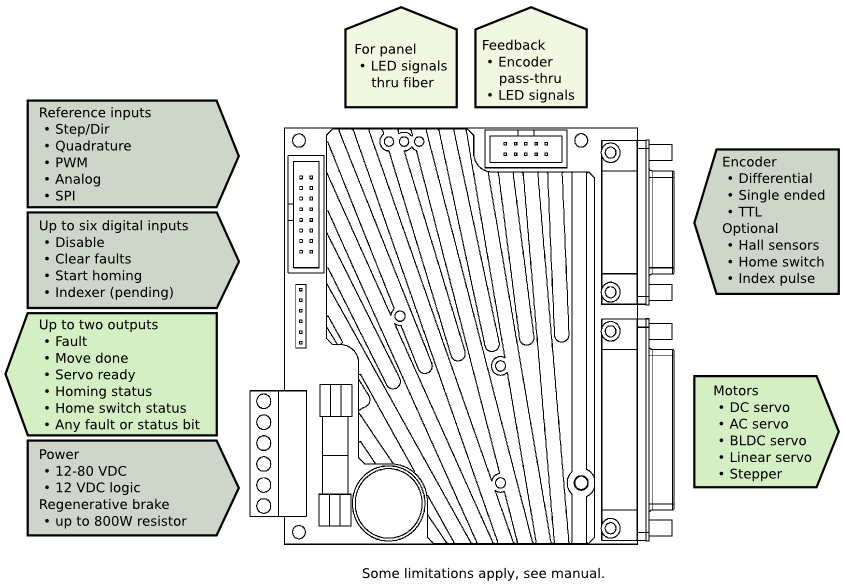{kind=link}
{kind=link}